aplicaÇÃo do mtm para diagnÓstico do … · produÇÃo de caixas de chapa de papelÃo: estudo de...
TRANSCRIPT

APLICAÇÃO DO MTM PARA
DIAGNÓSTICO DO PROCESSO DE
SAÍDA DE IMPRESSÃO NA LINHA DE
PRODUÇÃO DE CAIXAS DE CHAPA DE
PAPELÃO: ESTUDO DE CASO EM UMA
EMPRESA DO SUL DO BRASIL
Samuel Borges Barbosa (UFSC)
José Roberto Mateus Junior (UFSC)
Eugenio Andres Diaz Merino (UFSC)
Edson Pacheco Paladini (UFSC)
O trabalho apresentado aqui se refere a um estudo do processo de
saída de impressão em uma linha de produção de caixas de chapa de
papelão. O estudo foi feito em uma empresa fabricante de embalagens
e caixas de chapa de papelão, situada na região sul do Brasil. O
objetivo do trabalho foi diagnosticar problemas existentes no processo
de saída de impressão, que faz parte da linha de produção de caixas de
chapa de papelão. Inicialmente foi feita uma revisão de sistemas e
métodos de melhoria, como o sistema de Produção Enxuta e o método
MTM (Method Time-Measurement). Posteriormente é apresentado o
processo analisado, que é o processo de saída das caixas da
impressora, o qual faz parte da linha de produção de caixas de chapa
de papelão. Neste contexto, para avaliar as atividades de trabalho que
constituem o processo, foi utilizado o método MTM, no qual são
medidos os tempos utilizados em cada um dos movimentos feitos pelos
trabalhadores. Após realizar o diagnóstico da situação atual das
atividades foram levantadas e apresentadas propostas de melhoria,
feitas por meio da otimização dos tempos utilizados pelos
trabalhadores para executar as atividades e a mudança de layout da
saída da impressora.
Palavras-chaves: Sistema produtivo, method time-measurement, MTM,
produção enxuta
XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente.
São Carlos, SP, Brasil, 12 a15 de outubro de 2010.

2
1. Introdução
O aprimoramento dos processos produtivos pelas empresas é hoje uma realidade consolidada.
As empresas que pretendem se manter no mercado, sejam estas da área de prestação de
serviços ou do setor produtivo, devem buscar sempre melhorar seus métodos, propondo novas
formas de fabricação e comunicação, além de repensar sua estrutura de produção (TUBINO,
2000). Diversos sistemas e métodos, desenvolvidos com o objetivo de reduzir os desperdícios
e aumentar a eficiência produtiva, têm sido criados nas últimas décadas. O sistema de
Produção Enxuta, por exemplo, foi criado com este intuito e é aplicado em empresas por todo
o mundo.
Além dos sistemas de produção, que são incorporados pela empresas de modo a atingir todos
seus processos, são também utilizados métodos específicos. Estes, dependendo da sua
finalidade, são utilizados em determinados setores e processos. Um destes métodos é o MTM
(Method Time-Measurement), destinado à medida dos tempos e movimentos para a realização
das atividades de trabalho (FERNÁNDEZ-SANZ; ESCRIBANO & HILERA, 2009).
No caso específico, estudado neste trabalho, foi feito uma análise referente a uma empresa do
setor produtivo, fabricante de embalagens e caixas de chapa de papelão. A área específica
estudada é o processo de saída de caixas da impressora. Este processo faz parte de uma das
linhas de fabricação de caixas da empresa.
Neste contexto, por meio de contato com a empresa e sua linha de produção, foram
identificadas oportunidades de melhoria no processo. Foi constatado, em conjunto com
colaboradores da empresa, que o processo estava com excesso de trabalhadores, além de
haver problemas na disposição dos elementos físicos utilizados no processo. Assim, por meio
do uso do método MTM, foi feito um diagnóstico das atividades de trabalho no processo de
saída de caixas da impressora, tendo como objetivo desenvolver posteriormente melhorias
nestas atividades.
Dessa forma, tendo apresentado todo seu contexto, é possível definir os principais objetivos
deste trabalho: aplicação da ferramenta MTM, com o intuito de avaliar as atividades de
trabalho no processo de saída de embalagens da impressora; desenvolvimento de um
diagnóstico destas atividades, levantando os pontos e oportunidades de melhoria; proposta de
uma nova estrutura para o processo, buscando o melhoramento do uso de recursos humanos e
tecnológicos da empresa, assim como uma maior eficiência produtiva para o setor estudado.
2. Delineamento Metodológico
O delineamento metodológico utilizado nesta pesquisa se propõe a criar um diagnóstico de
um processo produtivo específico. Este processo é caracterizado como o processo de saída de
caixas da impressora, sendo parte constituinte de uma linha de produção de caixas de chapa
de papelão. Para isto, foram inicialmente levantadas informações de suporte teórico sobre
sistemas de Produção Enxuta e método MTM, com o objetivo de criar um conjunto de
informações de suporte para a análise do caso prático. Posteriormente foram apresentadas a
empresa e o processo específico estudado, tendo em vista o entendimento do contexto
específico do trabalho. A descrição do caso prático e a caracterização da situação prática são
apresentadas em seguida. Além do diagnóstico, desenvolvido por meio da análise do caso
prático, também será proposto um conjunto de melhorias para o processo. Este conjunto de
melhorias está focado no aumento da eficiência produtiva do processo. Assim, este trabalho é
caracterizado com um estudo de caso, que de acordo com Severino (2007) se concentra no

3
estudo de um caso particular, considerado representativo. A natureza dos dados utilizados no
trabalho é quali-quantitativa.
3. Suporte Teórico
A melhoria dos sistemas produtivos é hoje uma grande preocupação das empresas, seja no
setor industrial, agrícola, extrativista ou de serviços. As companhias que pretendem continuar
no mercado devem estar alinhadas com filosofias e sistema produtivos que prevêem melhorias
contínuas, tendo como objetivo a manutenção e ascensão da empresa no mercado.
Dentro destas filosofias e sistemas há uma gama variada de alternativas para as empresas,
sendo uma delas o sistema de Produção Enxuta, que engloba um vasto número de métodos e
técnicas específicas para a melhoria do setor produtivo das empresas.
3.1 O Sistema de Produção Enxuta
Como instrumento para proposta de inovação e melhoria no processo produtivo da empresa
estudada, este artigo adota o sistema de Produção Enxuta, que, de forma resumida, objetiva a
melhoria continua do processo produtivo (HUTCHINS, 1993; TUBINO, 2004).
O desenvolvimento deste sistema é creditado à Toyota Motor Company, por isso também
conhecido como o “Sistema Toyota de Produção”. O idealista desse sistema foi o vice-
presidente da empresa Taiichi Ohno. Este enfoque na administração da manufatura surgiu de
uma visão estratégica, buscando vantagem competitiva por meio da melhoria do processo
produtivo (HUTCHINS, 1993; TUBINO, 2004).
Existem três idéias básicas sobre as quais se desenvolve o sistema de Produção Enxuta. A
primeira é a integração e otimização de todo o processo de manufatura. Aqui entra o conceito
amplo, no qual a produção está associada ao valor do produto, sendo que tudo o que não
agrega valor ao produto é desnecessário e precisa ser eliminado. Este conceito visa reduzir ou
eliminar funções e sistemas desnecessários ao processo global da manufatura. No processo
produtivo, os sistema de Produção Enxuta visa eliminar atividades como inspeção, retrabalho,
estoque etc. Muitas das funções improdutivas que existem em uma empresa foram criadas
devido à ineficiência ou incapacidade de executar suas funções iniciais.
Estes conceitos do sistema de Produção Enxuta englobam o trabalho apresentado, de modo a
utilizá-lo como diretriz para o desenvolvimento do estudo de caso.
3.2 O MTM (Method Time-Measurement)
Dentre os vários métodos utilizados na aplicação do sistema de Produção Enxuta é possível
citar o MTM, o qual é uma ferramenta que visa medir os tempos e movimentos necessários
para a realização das atividades de trabalho. Este método é utilizado por várias empresas por
todo o mundo, como a Coca-cola, BMW, Bombardier e Volvo, sendo que esta última utiliza o
método MTM na sua linha de produção desde a década de 1950 (LARING et al., 2002). Este
método foi escolhido para este estudo devido ao fato de que as atividades de trabalho
analisadas aqui envolvem operações manuais, realizadas por meio de movimentos dos
operadores.
Para a aplicação do método MTM, essencial para execução deste trabalho, foram utilizadas as
seguintes ferramentas:
Máquina fotográfica e filmadora: para registro de imagens e tempos dos movimentos e das
atividades dos trabalhadores;
Software AviX 4.0: para análise e otimização do processo produtivo. O software faz a

4
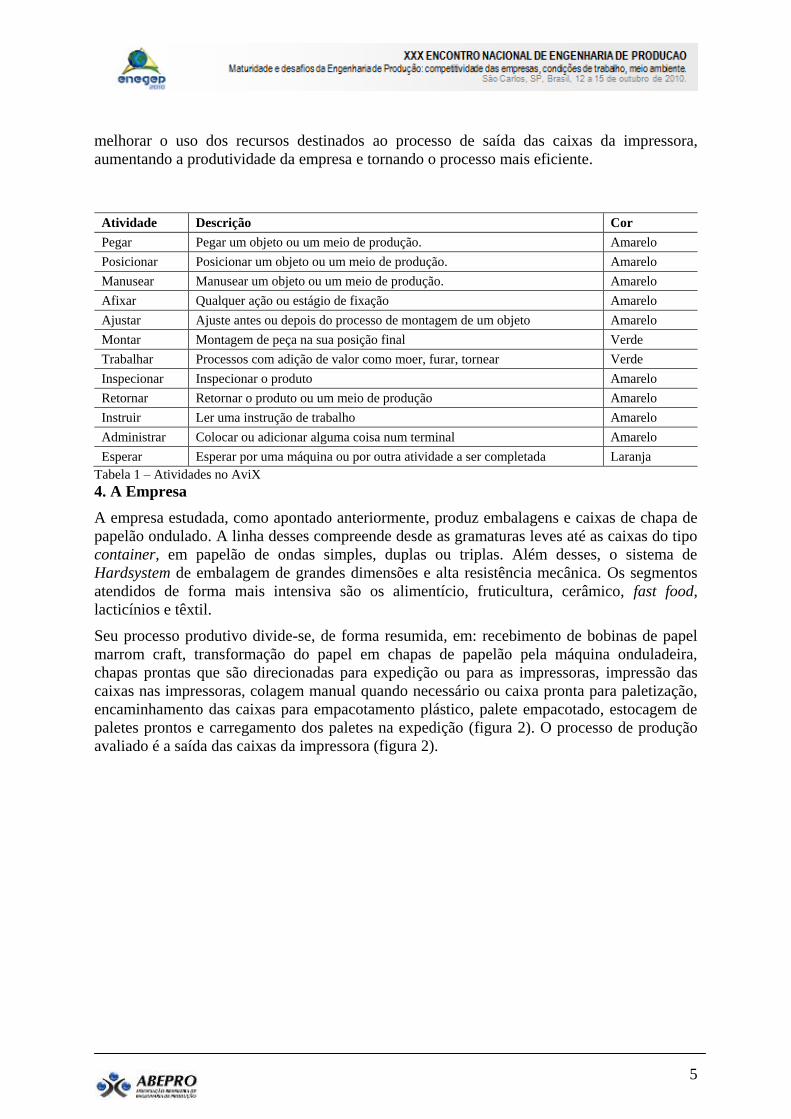
análise de cada atividade contida nas operações, são elas: pegar, posicionar, manuseio,
afixar, ajuste, montagem, inspecionar, retorno, instrução, administração, esperar e
trabalho (tabela 1). Em cada análise as ações são classificadas em: A (movimento longo
com problema de encaixe ou aderência, B (movimento longo sem dificuldades ou
movimento breve com problema de encaixe), C (movimento breve sem dificuldade), D
(movimento muito pequeno) e UOF (uso da força). Cada classificação permite o acréscimo
do número de execução de cada movimento e do tempo com cada ação. Também é feita a
análise da perda considerando as ações: passos (o número de passos do operador – um
passo padrão consiste em 78cm e leva 0,71s), curvar (se as mãos passam dos joelhos
durante um movimento (como para pegar/soltar), esticar (quando um operador lida com
algo além do seu alcance), torcer (quando o operador precisa se virar para pegar ou soltar
algo). As análises resultam em um gráfico no formato de pizza com as informações: perda
(em segundos e a percentagem correspondente), esperar (em segundos e a percentagem
correspondente), necessário (em segundos e a percentagem correspondente), não agrega
valor (em segundos e a percentagem correspondente), e agrega valor (em segundos e a
percentagem correspondente) (ver figura 6). O software AviX 4.0 é utilizado por várias
empresas, como Avon, BMW, Bombardier, Coca-cola, Ericsson, Daimler, Scania,
Siemens, Volkswagen e Volvo.
Figura 1 – Software AviX 4.0
Devido à abordagem dada ao artigo, essa investigação se delimitará ao estudo de tempos e
movimentos para propor melhorias no processo estudado, não sendo caracterizadas as
seguintes variáveis: especificações técnicas do produto, desempenho produtivo,
retrabalho e custos.
É esperado que com a aplicação do método MTM possam ser identificadas maneiras de
5
melhorar o uso dos recursos destinados ao processo de saída das caixas da impressora,
aumentando a produtividade da empresa e tornando o processo mais eficiente.
Atividade Descrição Cor
Pegar Pegar um objeto ou um meio de produção. Amarelo
Posicionar Posicionar um objeto ou um meio de produção. Amarelo
Manusear Manusear um objeto ou um meio de produção. Amarelo
Afixar Qualquer ação ou estágio de fixação Amarelo
Ajustar Ajuste antes ou depois do processo de montagem de um objeto Amarelo
Montar Montagem de peça na sua posição final Verde
Trabalhar Processos com adição de valor como moer, furar, tornear Verde
Inspecionar Inspecionar o produto Amarelo
Retornar Retornar o produto ou um meio de produção Amarelo
Instruir Ler uma instrução de trabalho Amarelo
Administrar Colocar ou adicionar alguma coisa num terminal Amarelo
Esperar Esperar por uma máquina ou por outra atividade a ser completada Laranja
Tabela 1 – Atividades no AviX
4. A Empresa
A empresa estudada, como apontado anteriormente, produz embalagens e caixas de chapa de
papelão ondulado. A linha desses compreende desde as gramaturas leves até as caixas do tipo
container, em papelão de ondas simples, duplas ou triplas. Além desses, o sistema de
Hardsystem de embalagem de grandes dimensões e alta resistência mecânica. Os segmentos
atendidos de forma mais intensiva são os alimentício, fruticultura, cerâmico, fast food,
lacticínios e têxtil.
Seu processo produtivo divide-se, de forma resumida, em: recebimento de bobinas de papel
marrom craft, transformação do papel em chapas de papelão pela máquina onduladeira,
chapas prontas que são direcionadas para expedição ou para as impressoras, impressão das
caixas nas impressoras, colagem manual quando necessário ou caixa pronta para paletização,
encaminhamento das caixas para empacotamento plástico, palete empacotado, estocagem de
paletes prontos e carregamento dos paletes na expedição (figura 2). O processo de produção
avaliado é a saída das caixas da impressora (figura 2).

6

7
Figura 2 – Resumo do Processo Produtivo
5. Descrição do caso prático
Uma das etapas de produção das embalagens de chapa de papelão é a conversão das chapas
em caixas, que é feita por meio de impressoras. Essas são responsáveis por imprimir as
informações desejadas pelos clientes e realizar os cortes e vincos necessários para a
montagem e encaixe. O processo inicia-se com o abastecimento das impressoras por chapas,
passando posteriormente para a impressão das informações, vincagem e por fim são
conduzidas para as mesas com roletes para paletização (figuras 3 e 4). Na impressora
estudada, que aqui será chamada de IMP. 1, um trabalhador é responsável pela operação da
máquina, sendo este o líder. Dois outros trabalhadores são responsáveis pelo abastecimento
manual de chapas na impressora, três trabalhadores são responsáveis pela organização e
limpeza das caixas, que saem da impressora após a vincagem. Outros dois trabalhadores são
responsáveis pela amarração dos fardos impressos, sendo mais três trabalhadores responsáveis
pela paletização das caixas. Somam-se um total de 11 trabalhadores que fazem parte do
processo.
Figura 3 – Vista Anterior da Impressora. Abastecimento de chapas
Figura 4 – Vista Posterior. Saída Impressora. Caixas prontas
Dentro destes processos, foi escolhido para avaliação o processo de saída das caixas da
impressora. A escolha se justifica devido ao fato de a empresa ter iniciado um levantamento
para melhoria da disposição dos elementos físicos que compõem este processo, sendo estes
constituídos pelos operadores, mesas de roletes, amarradeiras e impressora (figura 5). Além
disso, a disposição atual dos elementos prejudica a eficiência produtiva. Outro problema
8
apontado pela gerência da empresa, que é responsável pelo processo, é a presença de muitos
trabalhadores no local, que por vezes têm subcarga de trabalho.
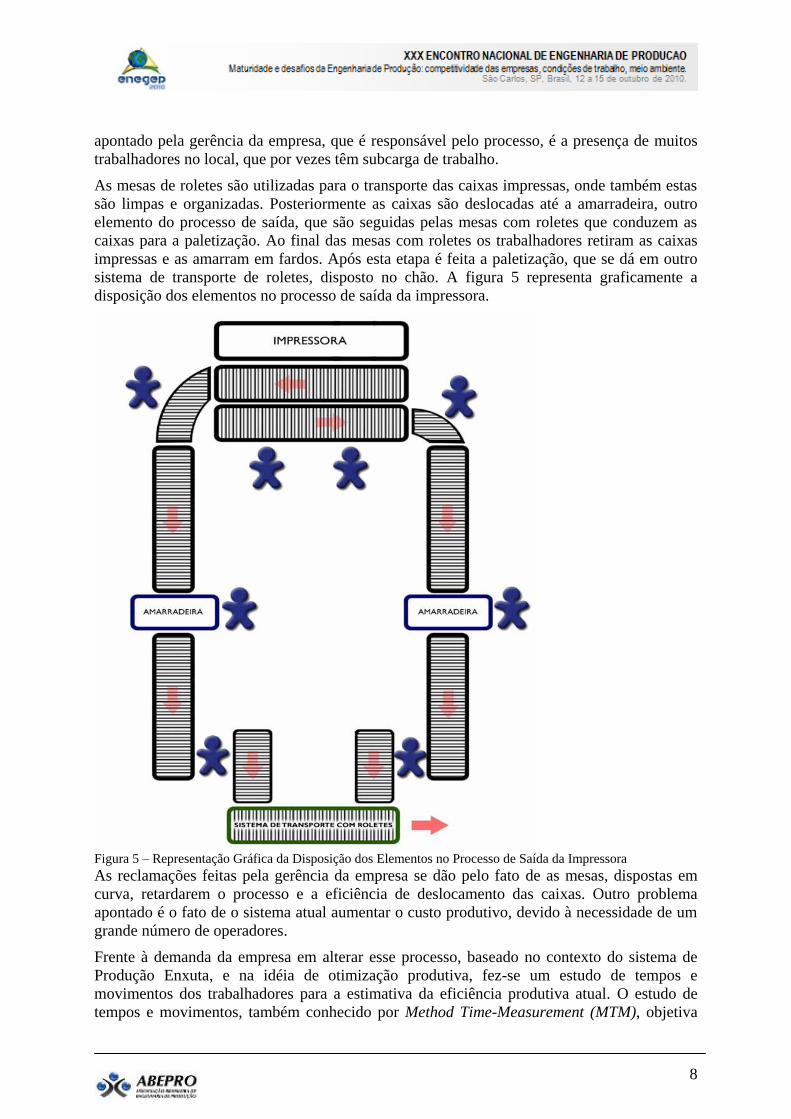
As mesas de roletes são utilizadas para o transporte das caixas impressas, onde também estas
são limpas e organizadas. Posteriormente as caixas são deslocadas até a amarradeira, outro
elemento do processo de saída, que são seguidas pelas mesas com roletes que conduzem as
caixas para a paletização. Ao final das mesas com roletes os trabalhadores retiram as caixas
impressas e as amarram em fardos. Após esta etapa é feita a paletização, que se dá em outro
sistema de transporte de roletes, disposto no chão. A figura 5 representa graficamente a
disposição dos elementos no processo de saída da impressora.
Figura 5 – Representação Gráfica da Disposição dos Elementos no Processo de Saída da Impressora
As reclamações feitas pela gerência da empresa se dão pelo fato de as mesas, dispostas em
curva, retardarem o processo e a eficiência de deslocamento das caixas. Outro problema
apontado é o fato de o sistema atual aumentar o custo produtivo, devido à necessidade de um
grande número de operadores.
Frente à demanda da empresa em alterar esse processo, baseado no contexto do sistema de
Produção Enxuta, e na idéia de otimização produtiva, fez-se um estudo de tempos e
movimentos dos trabalhadores para a estimativa da eficiência produtiva atual. O estudo de
tempos e movimentos, também conhecido por Method Time-Measurement (MTM), objetiva

9
encontrar um melhor método para execução de um trabalho através da análise de movimentos.
A partir das diretrizes do MTM, apresentadas na introdução do trabalho, será desenvolvido o
próximo tópico, o qual demonstra a caracterização da situação prática com a avaliação da
situação atual através do software AviX 4.0.
6. Caracterização da situação prática
O processo de saída da IMP. 1 contempla oito trabalhadores, que se subdividem nas
atividades:
Organizar e limpar as caixas: 4 trabalhadores;
Amarrar as caixas em fardos: 2 trabalhadores;
Paletizar os fardos: 2 trabalhadores.
Para o estudo de tempos e movimentos as operações consideradas foram essas descritas
acima: organizar e limpar as caixas, amarrar as caixas em fardos e paletizar os fardos.
O tempo disponível dos trabalhadores para produção é de 7h por turno. O tempo médio para
que as caixas saiam da impressora e sejam paletizadas é de 22,9 s, divididos nas três ações:
organizar, amarrar e paletizar.
Os resultados da avaliação do processo com o software AviX 4.0 são apontados na tabela 2 e
figura 6.
Operação Tempo de ciclo Ações Movimentos da ação Tempo das ações
Organizar e limpar as caixas
8,6 s
Pegar 1 x B
1 x UOF 2 s
Inspecionar 1 x C
2 x UOF 3 s
Posicionar
1 x C
1 x UOF 3,6 s
Amarrar as caixas em fardos
4 s
Pegar 1 x B
1 x UOF 1 s
Inspecionar 1 x C
1 x UOF 2 s
Posicionar 1 x B
1 x UOF 1 s
Paletizar os fardos 11,3 s
Pegar 1 x B
1 x UOF 1 s
Manuseio 1 x D
1 x UOF 5 s
Posicionar 2 x C 1 s
Retorno 1 x UOF 4,3 s
Tabela 2 – Resultados da avaliação do processo de saída da IMP. 1 com o software AviX 4.0
Na situação atual, na operação de organizar e limpar as caixas, os trabalhadores realizam as
ações de: pegar (1 movimento longo sem dificuldades e uma aplicação de força), inspecionar
(1 movimento breve sem dificuldade e 2 aplicações de força) e posicionar (1 movimento
breve sem dificuldade e uma aplicação de força. Na operação de amarrar as caixas em fardos
as ações são: pegar (1 movimento longo sem dificuldades e uma aplicação de força), inspeção
(1 movimento breve sem dificuldade e uma aplicação de força) e posicionar (1 movimento
longo sem dificuldade e uma aplicação de força). Para a operação de paletizar os fardos, as
ações são: pegar (1 movimento longo sem dificuldade e uma aplicação de força), manuseio (1
movimento muito pequeno e 1 aplicação de força), posicionar (2 movimentos breves sem

10
dificuldades).
Na figura 6 é possível observar a análise do processo atual. A perda presente neste processo,
resultante da análise do software, é considerável, principalmente na etapa de paletização dos
fardos, chegando aos 44% da atividade dos trabalhadores.
Figura 6 – Análise do Processo Atual
Sendo assim é possível concluir que há uma disparidade grande entre o tempo perdido e o
ideal para execução das três atividades, sendo que a atividade paletizar os fardos é a que
apresenta maior perda (44%).
Por meio desta análise é possível concluir que um dos fatores que mais prejudicam as três
atividades analisadas é a disposição dos elementos físicos. As curvas na saída da impressora
foram identificadas como prejudiciais ao escoamento das caixas, dificultando o trabalho dos
operadores. Assim, tendo feito o diagnóstico das atividades, por meio da análise de tempos e
movimentos, em conjunto com as observações feitas sobre a disposição dos elementos físicos
da saída da impressora, serão propostas mudanças, tendo estas o intuito de melhorar a

11
execução das atividades.
7. Proposta
Foi proposto, com o objetivo de melhorar o processo, um novo layout para a saída da
impressora (figura 7). Neste figura é possível observar a melhoria obtida com a mudança,
reduzindo a perda nas etapas do processo. Por meio de uma projeção feita no software AviX
foi possível obter resultados diferentes para as perdas nas atividades (figura 7). Somente na
etapa de organização e limpeza das caixas a perda reduziu de 23% para 0%. Porém, a etapa de
paletização dos fardos, apesar de ter apresentado uma grande diminuição de perda, ainda
permanece com 31%.
Figura 7 – Análise do Novo Processo
Com o novo modelo de disposição para a saída da impressora é possível melhorar a eficiência
do trabalho realizado na empresa. A diminuição de trabalho perdido, analisado de forma
comparativa entre o modelo anterior e o proposto, representa de forma clara a melhoria no
processo.

12
8. Recomendações finais e conclusões
Este trabalho visa realizar um diagnóstico de um processo específico dentro da linha de
fabricação de caixas de papelão. O processo estudado é o de saída das caixas de papelão da
impressora, na qual as caixas são direcionadas para serem estocadas. Além do diagnóstico
este trabalho visa introduzir melhorias no processo produtivo da empresa fabricante de caixas
e embalagens de papelão.
A análise inicial realizada, a qual foi feita por meio da aplicação do método MTM (Method
Time-Measurement), verificou que há perda considerável nas três atividades que constituem o
processo de saída de impressão. Esta perda se dá principalmente pelo grande deslocamento
dos trabalhadores. Por meio de uma nova disposição dos elementos da saída da impressora,
simulada no software de análise de tempos e movimento, foi possível otimizar os tempos
utilizados pelos operadores para execução das atividades. Porém, estudos mais aprofundados
sobre o a disposição dos elementos e soluções mais modernas de transporte para as caixas
devem ser feitos posteriormente, buscando alternativas de melhoria para o processo. Além
disso, também há necessidade de aplicação das melhorias sugeridas no processo, sendo que
isto deve ser feito com o intuito de validar e medir os benefícios obtidos com a proposta.
Referências
FERNÁNDEZ-SANZ, L.; ESCRIBANO, J.J. & HILERA, J.R. Software operation time evaluation based on
MTM. Advances in Engineering Software. v. 40, p. 583-592, 2009.
HUTCHINS, D. Just in Time. São Paulo: Atlas, 1993.
LARING, J. et al. MTM-based ergonomic workload analysis. International Journal of Industrial Ergonomics.
v.30, p.135-148, 2002.
SEVERINO, A.J. Metodologia do trabalho científico. 23 edição. São Paulo: Cortez, 2007.
TUBINO, D.F. Manual de Planejamento e Controle de Produção. São Paulo: Atlas, 2000.
TUBINO, D.F. Sistemas de Produção: a produtividade no chão de fábrica. Porto Alegre: Bookman, 2004.