aplicaÇÃo de um sistema de planejamento e … · matemáticos, além de abrangerem tanto o...
TRANSCRIPT

APLICAÇÃO DE UM SISTEMA DE
PLANEJAMENTO E PROGRAMAÇÃO
AVANÇADOS (APS) EM FUNDIÇÕES
DIRIGIDAS AO MERCADO
Rodolfo Florence Teixeira Junior (UNESP)
Lucas Benedini (UNESP)
O setor industrial das fundições dirigidas ao mercado é composto por
pequenas ou médias fundições que empregam vários tipos de ligas-
metálicas, em um processo produtivo manual ou pouco mecanizado,
para produzir uma grande variedade de produutos diferentes em lotes
pequenos ou unitários. As características do ambiente produtivo deste
setor indústrial e também o elevado número de restrições existentes em
seu processo de produção, dificulta a obtenção de programações da
produção eficientes, o que reflete no baixa utilização dos recursos, no
elevado nível dos estoques em processo e altos tempos de produção.
Este trabalho tem por objetivo realizar a análise da aplicação de um
sistema de planejamento e programação avançados (APS) neste setor
indústrial, por meio da implantação e operacionalização de um sistema
APS em uma indústria de fundição localizada no interior do estado de
São Paulo. Os resultados obtidos apontam o emprego de sistemas APS
como uma ferramenta viável para aumentar a eficiência da
programação da produção nestas indústrias.
Palavras-chaves: Programação da produção, Sistemas de
planejamento e programação avançados (APS), Fundições dirigidas ao
mercado
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão.
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
2
1. Introdução
O ambiente dinâmico no qual as indústrias se encontram atualmente, sobretudo determinado
pelas mudanças nos mercados, aumento e diversificação da demanda e acirramento da
competição, promoveram o desenvolvimento das ferramentas gerenciais e de apoio às
tomadas de decisões. Neste contexto, os departamentos de planejamento e controle da
produção passaram a ter maior destaque e importância nas empresas e as conseqüências de
suas ações na gestão da produção impactaram de maneira mais clara e significativa nos
resultados operacionais.
Com isto, as ferramentas tecnológicas utilizadas pelas indústrias para gerir sua produção
sofreram um substancial aprimoramento nas últimas décadas, tanto na forma de utilização e
possibilidades de aplicação, quanto no desempenho conferido às indústrias a partir do uso dos
diferentes e modernos sistemas disponíveis no mercado atualmente. O avanço da tecnologia
promoveu o aprimoramento da capacidade de processamento destas ferramentas,
proporcionando a popularização dos sistemas de gestão da produção, incluindo os sistemas
para gerar a programação da produção de curto prazo, baseados na capacidade real dos
recursos, passando a incorporar diferentes elementos lógicos e de gestão da produção, sendo
tratados por sistemas de capacidade finita (ZATTAR, 2004).
Os sistemas de capacidade finita evoluíram continuamente, sendo adicionadas novas
funcionalidades e aumentando seu escopo de aplicação até que, no começo da década de 90,
estes sistemas começaram a ser tratados por sistemas de Planejamento e Programação
Avançados (Advanced Planning and Scheduling) ou sistemas APS, sendo que o termo
avançado se refere ao emprego, por estes sistemas, de sofisticados métodos lógicos e/ou
matemáticos, além de abrangerem tanto o planejamento quanto a programação da produção,
considerando a maioria das características e restrições de um ambiente de produção, como
recursos humanos e máquinas, materiais e transporte (COX e BLACKSTONE, 2002)
(ERHART e FAÉ, 2005).
Um setor que começa a experimentar os benefícios conferidos pela utilização de sistemas de
gestão da produção é o da indústria pesada (metalurgia e siderurgia). Um segmento
costumeiramente visto como pouco utilizador de recursos tecnológicos gerenciais, mas que
atualmente tem se mostrado bastante interessado às novidades e sofisticações de ferramentas
de gestão, já que atuam em um mercado onde os prazos são cada vez menores e as exigências
dos clientes mais específicas e exclusivas. Entretanto, o setor das fundições que trabalham
com um elevado número de produtos personalizados sob encomenda, conhecidas como
fundições dirigidas ao mercado, apesar da crescente necessidade de emprego de métodos
elaborados de programação da produção, continua à margem de soluções aplicáveis na área
(ARAUJO, ARENALES e CLARCK, 2006).
Pesquisas e desenvolvimentos recentes têm buscado reduzir esta lacuna de aplicação. Teixeira
Jr. (2005) propôs um sistema para programação da produção para fundições dirigidas ao
mercado e, posteriormente, um sistema APS específico para este setor industrial, fornecendo a
base para aplicação deste trabalho. Desta forma, este trabalho tem por objetivo realizar a
análise da aplicação de um sistema de planejamento e programação avançados em indústrias
de fundição dirigidas ao mercado, por meio da implantação e operacionalização de um
sistema APS em uma indústria de fundição localizada no interior do estado de São Paulo.
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
3
2. O setor indústrial das fundições dirigidas ao mercado
O setor industrial de fundições dirigidas ao mercado é composto por fundições de pequeno e
médio porte que atendem a um número elevado de clientes geralmente com produtos
personalizados produzindo contra-pedido. Estas empresas empregam uso intensivo de mão-
de-obra, baixo nível de automatização e de utilização de tecnologia. A elaboração da
programação da produção nestas indústrias envolve uma complexa sincronização entre a
produção de moldes, geralmente produzidos com areias misturadas com resinas, na etapa de
moldagem por meio de moldagem em prensa ou moldagem manual, e o preenchimento destes
moldes com ligas-metálicas fundidas em fornos de fundição, na etapa de vazamento, por fim,
na etapa de acabamento, são realizados vários tipos de cortes e lixamentos de rebarbas e
anexos de fundição. Esta sincronização visa garantir que os carregamentos (corridas)
programados para os fornos, para cada tipo de liga-metálica, conte com moldes prontos, de
cada liga-metálica correspondente, suficientes para utilizar toda a liga-metálica fundida
(TEIXEIRA JR., 2005) (ARAUJO, ARENALES e CLARCK, 2006).
Devido às restrições e variabilidades do ambiente produtivo típico das fundições dirigidas ao
mercado, a sincronização das etapas de moldagem e vazamento será pouco eficiente sem
contar com alguma ferramenta de apoio. Em uma típica fundição dirigida ao mercado esta
sincronização é realizada por meio da manutenção de elevados níveis de estoques entre as
etapas de moldagem e vazamento, mesmo assim, não se alcança boa eficiência no uso dos
fornos de fundição. Apesar disto, existem poucos trabalhos dirigidos ao problema de
programação da produção em fundições dirigidas ao mercado. A maior parte dos estudos
disponíveis se aplica apenas a fundições cativas ou grandes fundições de ferro. As fundições
cativas tendem a fazer parte de indústrias maiores trabalhando com uma baixa variedade de
produtos e de ligas-metálicas, produzindo em grandes lotes, geralmente empregando
máquinas automatizadas de moldagem e atendendo a uma demanda relativamente estável
(SANTOS-MEZA, SANTOS e ARENALES, 2002).
Para as grandes fundições de ferro é onde se encontram a maior parte dos trabalhos
disponíveis sobre programação da produção, entretanto este setor de fundições não apresenta
a mesma natureza do ambiente industrial das fundições dirigidas ao mercado, uma vez que
não empregam a etapa de moldagem e acabamento, produzindo lingotes ou barras de
diferentes tipos e tamanhos por meio de fornos contínuos e máquinas rolantes, configuradas
de acordo com as especificações do produto que se deseja obter (TANG et al., 2001)
(COWLING, 2003) (PACCIARELLI e PRANZO, 2004), (ZANONI e ZAVANELLA, 2005),
(BELLABDAOUI e TEGHEM, 2006), (PAN e YANG, 2009).
A programação da produção em fundições dirigidas ao mercado foi tratada por Voorhis e
Peters (2001) que propuzeram um modelo de programação inteira não linear para o problema,
entretanto o modelo não apresenta viabilidade de solução em problemas reais (NP-Hard).
Nonas e Olses (2005) apresentam uma formulação que atende somente fundições dirigidas ao
mercado que trabalham com um único tipo de liga metálica, desconsiderando o problema do
dimensionamento e seqüenciamento dos carregamentos dos fornos na etapa de vazamento,
focando principalmente no problema da alocação dos pedidos às caixas de moldagem
disponíveis, de acordo com as dimensões da peça e das caixas, na etapa de moldagem.
ARAUJO, ARENALES e CLARCK (2006) propuseram um modelo de programação inteira-
mista para o problema, entretanto o modelo é aplicável apenas a pequenas fundições que
possuem um único forno na qual a etapa de moldagem possa ser considerada como de
capacidade infinita.

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
4
Um modelo de programação inteira binária para o problema, considerando as principais
características e restrições do ambiente de produção das fundições dirigidas ao mercado pode
ser encontrado em Teixeira Jr. (2005). O autor propôs ainda métodos heurísticos para a solução
do modelo desenvolvido que apresentam resultados próximos ao limite superior de solução
em tempos computacionais viáveis de aplicação prática, propondo ainda as bases tecnológicas
para implementar os métodos de solução em um sistema computacional para programação da
produção em fundições. A implantação dos métodos heurísticos e das interfaces com o
usuários propostas por Teixeira Jr. (2005) obedecendo aos requesitos de funcionalidades
necessários em um sistema APS (COX e BLACKSTONE, 2002), foi desenvolvido e
disponibilizado em Plannion (2009).
3. Implantação de um sistema APS em uma fundição dirigida ao mercado
Este trabalho tomou por base uma fundição de porte médio localizada no interior do estado de
São Paulo. A empresa estudada possui em torno de 70 funcionários e dois fornos de fundição,
trabalhando com um número elevado de clientes diferentes e produtos, em um ambiente de
produção pouco automatizado, possuindo as principais características que definem uma
fundição dirigida ao mercado de acordo com Teixeira Jr. (2005). O sistema empregado no
estudo é um sistema APS construído especificamente para fundições dirigidas ao mercado,
desenvolvido como continuidade do trabalho apresentado por Teixeira Jr. (2005) e disponível
em Plannion (2009), estando apto a ser executado em computadores pessoais com o sistema
operacional Microsoft Windows XP®
ou Windows Vista®
.
O atual processo de programação da produção utilizado pela empresa é baseado na
experiência do gerente de produção, sem contar com qualquer apoio computacional.
Notadamente as programações elaboradas pela indústria não são muito eficazes, gerando
alguns problemas como o baixo nível de utilização dos fornos de fundição, atrasos freqüentes
na entrega dos produtos, baixa flexibilidade de adaptação às mudanças do ambiente produtivo
e elevados níveis de estoques em processo.
As análises realizadas, considerando o ambiente de produção da empresa estudada e também
o sistema APS tomado para estudo, mostraram que as características e restrições existentes no
ambiente produtivo puderam ser efetivamente consideradas no sistema considerado. A
implantação do sistema foi realizada mediante um projeto piloto no qual foi disponibilizado
pela empresa estudada um computador específico para este fim. Levantou-se então todas as
informações necessárias para a implantação do software, quais sejam, capacidades das
operações produtivas nas etapas de moldagem e acabamento, a capacidade dos fornos de
fundição e o número máximo de corridas diárias possíveis para cada forno, na etapa de
vazamento, assim como o horário e calendário de trabalho da empresa. A empresa
disponibilizou ainda o banco de dados com todas as informações dos produtos a serem
produzidos, como peso, tipo de liga-metálica e lote mínimo de produção, assim como dados
sobre os pedidos dos clientes, referentes a um certo período, para que se pudesse realizar um
estudo piloto mais próximo possível da sua realidade. Na figura 1 é possível visualizar
algumas telas de cadastro, como a tela de cadastro de calendários de trabalho, de cadastro de
recursos e de cadastro de produtos e materiais.

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
5
Figura 1 - Principais telas de cadastro do sistema implantado
Estes cadastros puderam ser importados diretamente do banco de dados fornecido pela
empresa, permitindo uma considerável economia de tempo na implantação do sistema. Feito
isto, montou-se a estrutura de materiais dos produtos fabricados pela indústria, empregando a
área de trabalho “Estrutura do Produto”, como pode ser visto na figura 2.
Figura 2 - Área de trabalho “Estrutura do Produto”
É possível montar visualmente a estrutura dos produtos

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
6
Já as especificações do processo de produção, envolvendo as operações produtivas, tempos e
recursos, são cadastradas na área de trabalho “Rota de Produção”. A figura 3 permite
visualizar esta área de trabalho.
Figura 3 - Área de trabalho “Rota de Produção”
Com o cadastro das informações do ambiente de produção e a montagem das estruturas dos
produtos e rotas de produção, a implantação do sistema foi completada. Com isto, é possível
inicializar o uso do sistema, ou seja, pode-se operacionalizar o sistema na empresa estudada.
A operacionalização do sistema consiste em realizar diariamente a programação da produção
visando atender as necessidades de entrega das ordens e maximizar o uso dos recursos de
produção.A principal área de trabalho usada para operacionalizar o uso do sistema é a área de
trabalho de ordens a programar, como pode ser visto na figura 4.
Figura 4 - Área de trabalho “Ordens a Programar”
Para cada dia, selecionam-se as ordens a programar do dia e também as dos dias anteriores
que ainda não foram programadas. A área de trabalho “Ordens a Programar” permite que o
programador visualize as ordens de produção ordenadas por diversos atributos como data de
chegada do pedido, data de entrega do pedido, cliente, entre outros. O programador seleciona
então as ordens que deseja programar de acordo com sua necessidade, como pode ser visto na
figura 5.
Permite montar visualmente a rota de produção dos produtos
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
7
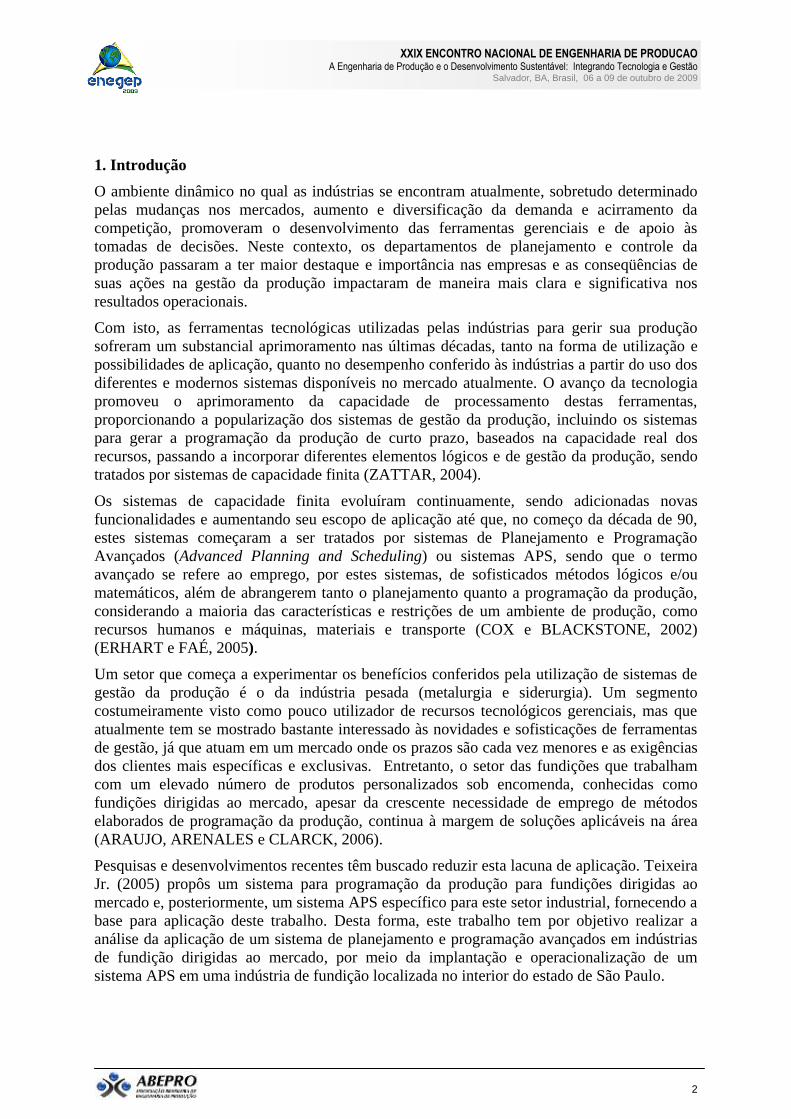
Figura 5 - Seleção das ordens de produção a serem programadas
O sistema toma por base as ordens de produção selecionadas para calcular a sincronização
entre as etapas de moldagem e vazamento. Este cálculo é realizado por meio da escolha dos
lotes de produção de cada ordem que irão compor cada corrida de forno. Como este processo
de escolha envolve um problema combinatório difícil (NP-Hard) (TEIXEIRA JR., 2005), o
sistema aplica um método de otimização heurístico conhecido como “Beam-Search”, para
otimizar o uso dos recursos de produção ao mesmo tempo que prioriza o atendimento as
ordens com datas de entrega mais urgentes. Maiores detalhes sobre o método heurístico
empregado podem ser encontrados em Teixeira Jr. (2005).
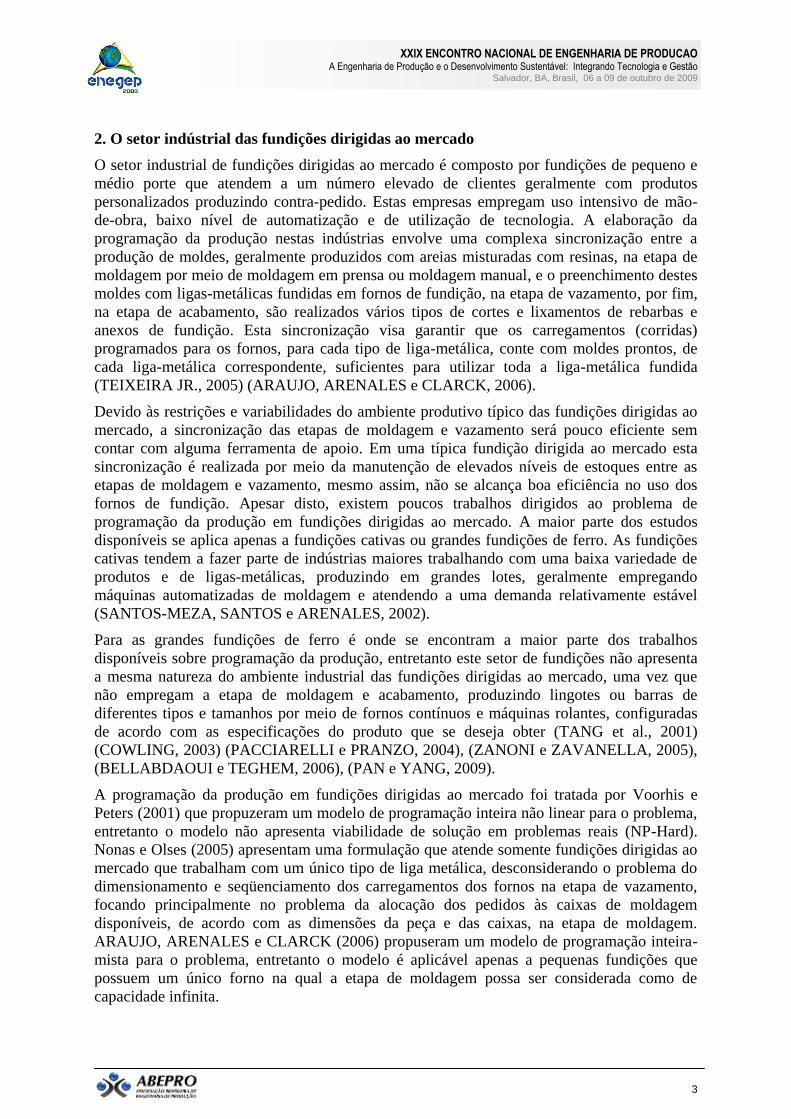
O método de otimização empregado no sistema analisado pode ser configurado para atender
as necessidades da empresa que o está aplicando, podendo-se definir a porcentagem mínima
de carregamento dos fornos, o número de corridas que um forno pode realizar no período de
programação e o tempo de cálculo. Na figura 6 a tela de configuração dos parâmetros do
método de otimização pode ser visualizada.
Figura 6 - Tela de configuração dos parâmetros do método de otimização
Uma vez definidos os parâmetros de otimização, escolhe-se no menu “Programar/Executar
Programação”. O sistema buscará programar o máximo possível dos lotes de cada ordem de
produção, entretanto, devido ao atendimento das restrições de sincronização entre as etapas de
moldagem e vazamento, nem todos os lotes poderão ser programados, uma vez que os fornos
não podem ser programados com capacidade parcial, forçando que alguns lotes não sejam
programados para produção. Os lotes não programados continuam na área de trabalho de
“Ordens a Programar” e ficaram disponíveis para serem programados em conjunto com novas
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
8
ordens de produção que estarão sendo recebidas nos próximos períodos. O sistema realiza
então a informação de cada ordem de produção não programada completamente, como pode
ser visualizado na figura 7.
Figura 7 - Informação de uma ordem de produção não programada
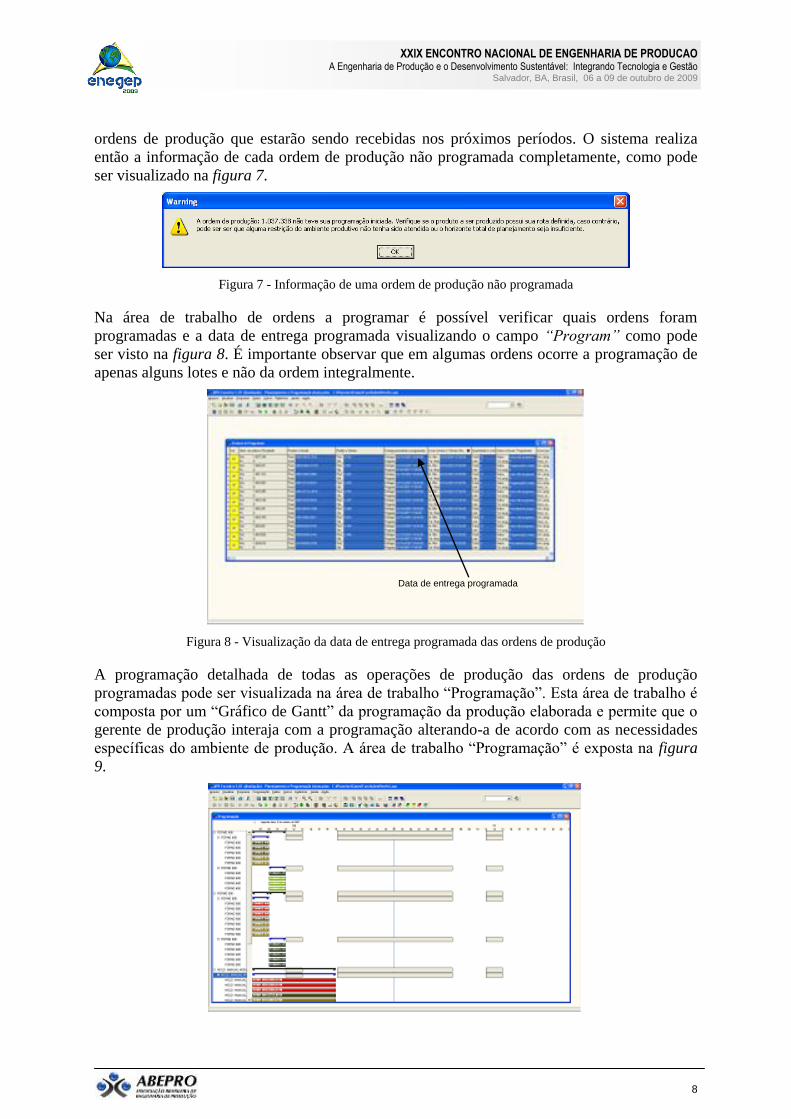
Na área de trabalho de ordens a programar é possível verificar quais ordens foram
programadas e a data de entrega programada visualizando o campo “Program” como pode
ser visto na figura 8. É importante observar que em algumas ordens ocorre a programação de
apenas alguns lotes e não da ordem integralmente.
Figura 8 - Visualização da data de entrega programada das ordens de produção
A programação detalhada de todas as operações de produção das ordens de produção
programadas pode ser visualizada na área de trabalho “Programação”. Esta área de trabalho é
composta por um “Gráfico de Gantt” da programação da produção elaborada e permite que o
gerente de produção interaja com a programação alterando-a de acordo com as necessidades
específicas do ambiente de produção. A área de trabalho “Programação” é exposta na figura
9.
Data de entrega programada

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
9
Figura 9 - Visualização do “Gráfico de Gantt” na área de trabalho “Programação”
Uma vez realizado todas as alterações necessárias na programação da produção, firma-se esta
programação para que a mesma possa ser operacionalizada no ambiente produtivo. O
processo de firmar uma programação transfere as ordens programadas para a área de trabalho
de “Ordens Firmes”, separando-as das ordens que ainda não foram programadas. Na figura 10
pode-se visualizar este processo e a transferência das ordens programadas da área de trabalho
“Ordens a Programar” para a área de trabalho “Ordens Firmes”.
Figura 10 - Área de trabalho “Ordens Firmes”
Uma vez que o sistema APS estudado permite a rápida visualização de todas as ordens de
produção, tanto as já firmadas como as que ainda deverão ser programadas, ele possibilita ao
gestor lidar de maneira dinâmica com a programação da produção, realizando alterações que
sejam necessárias para atender as demandas do ambiente produtivo e dos clientes.
Na indústria estudada, costumeiramente, é necessário realizar algumas, senão diversas,
alterações em uma programação da produção firmada, de forma a adequá-la às variações e
demandas impostas pelo ambiente produtivo, e também pelos clientes; isso é feito sempre de
forma manual. O sistema estudado também é capaz de atender a essa necessidade da indústria,
permitindo a alteração nos programas firmados, auxiliando o gestor a realizar estas alterações
de forma a manter elevado o nível de utilização dos recursos.
O sistema analisado fornece a programação elaborada por meio de vários tipos de relatórios
impressos, auxiliando na operacionalização da programação no ambiente produtivo. Aos
gestores são disponibilizados digitalmente, e também para impressão, os relatórios para
visualização de toda a programação, com todas as ordens firmadas, e de forma que possibilite
o real acompanhamento da execução destas. Para os operadores são gerados relatórios com as
operações sob responsabilidade de cada um, além dos materiais necessários em cada etapa;
isso permite, ao operador, se programar adequadamente para a execução das tarefas. Sendo
que, em todos os relatórios, as informações são seguidos de códigos de barras, para
permitirem o registro da execução das operações por meio de leitores ópticos.
4. Análise dos resultados obtidos com a operacionalização do sistema APS na empresa
estudada
A análise da operacionalização do sistema APS tomou por base uma simulação do uso do
sistema por meio da implantação piloto realizada na empresa, envolvendo cinco dias de
programação da produção na empresa estudada. Esta simulação se baseou nos dados reais de

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
10
chegada de pedidos dos cinco dias considerados e também nas informações reais do ambiente
de produção, como a capacidade dos recursos e os tempos envolvidos com as operações de
produção nas etapas de moldagem e acabamento, e a capacidade dos fornos em peso (Kg) e o
número máximo de carregamentos (corridas) possíveis por dia. Entretanto, a pedido da
empresa, foram feitas modificações nos dados originais fornecidos, visando evitar a
divulgação de informações sigilosas de seu ambiente de produção, mas sem descaracterizar o
ambiente estudado.
Considerando as modificaçõs realizadas nos dados originais fornecidos e também o modo
atual no qual a empresa estudada elabora sua programação da produção, empregando estoques
entre as etapas de moldagem e vazamento para realizar a sincronização entre as mesmas, não
é possível comparar a performance apresentada pelas programações geradas pelo sistema,
com as programações reais realizadas manualmente na empresa. É importante considerar
ainda, que os pedidos usados para gerar as ordens para o primeiro dia da simulação da
programação da produção, foram os que chegaram no dia anterior ao dia de início considerado
na simulação, podendo afetar a eficiência de uso dos recursos nos primeiros dias da simulação
da programação da produção, devido à possibilidade de haver baixa diversidade de pedidos.
Esta simulação teve como objetivo ainda, criar confiança no uso do sistema pelos gerentes e
supervisores de produção. A análise da performance da programação gerada pelo sistema APS
avaliado mostra que o sistema foi eficiente na utilização dos fornos, racionalizando o uso dos
fornos de acordo com a produção dos moldes na etapa de moldagem e trabalhando próximo
de suas capacidades máximas, reduzindo o consumo de energia por Kg de metal-fundido. A
simulação tomou por base dois fornos de fundição, com capacidade de 400 Kg e 600 Kg de
metais respectivamente. Cada um destes fornos pode realizar até 4 carregamentos por dia,
devendo ser carregado somente quando houver moldes prontos suficientes para consumir toda
a liga-metálica fundida nos carregamentos. Pode-se observar ainda que o nível de uso dos
recursos dos recursos nas etapas de moldagem e acabamento também permaneceram
elevados, apesar da programação gerada pelo sistema APS não empregar estoques em
processo para sincronizar estas etapas.
Quanto à utilização dos recursos da etapa de moldagem, na figura 11 é possível visualizar a
porcentagem de uso para cada dia da programação para os recursos de moldagem na prensa.
Pode-se observar que a taxa de utilização destes recursos aumenta a partir do terceiro dia de
programação, alcançando quase que a totalidade da capacidade disponível no quinto dia de
programação. Quanto aos dois primeiros dias, a baixa utilização pode ser explicada pela baixa
necessidade de uso destes recursos pelas ordens de produção disponíveis para programar. É
importante observar que a programação do que foi moldado é enviada para a etapa de
vazamento no mesmo dia ou no máximo no dia seguinte, pois a programação das etapas de
moldagem e vazamento estão sincronizadas.
% U
tiliz
ação
Dia da Programação

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
11
Figura 11 - Porcentagem de utilização dos recursos de moldagem na prensa
Ainda para a etapa de moldagem, a porcentagem de utilização dos recursos de moldagem
manual pode ser visualizada na figura 12. Perceba que, da mesma forma, a taxa de utilização
aumenta quando a programação avança nos dias considerados à medida que um volume maior
de ordens de produção necessitam do uso dos referidos recursos.
Figura 12 - Porcentagem de utilização dos recursos de moldagem manual
Para a etapa de vazamento é gerado a programação dos fornos de fundição. Na figura 13 é
possível avaliar a porcentagem de utilização de cada carregamento (corrida) do forno de 400
Kg. Perceba que, para os cinco dias de simulação o forno de 400 Kg poderia realizar até 20
corridas, entretanto, para o total de pedidos disponíveis para programar, 9 corridas com
carregamento próximo de sua capacidade máxima foram suficientes para atender as
necessidades de fundição, destas corridas, 2 foram programadas para o primeiro dia da
programação, 2 para o terceiro dia, 4 para o quarto dia e uma para o quinto dia.
Figura 13 - Porcentagem de utilização do Forno de 400 Kg em cada corrida programada
Já a porcentagem de utilização do forno de 600 Kg está disponível na figura 14. É possível
analisar que para o período da simulação o forno de 600 Kg foi programado 18 vezes das 20
possíveis, sendo que apenas no primeiro dia aconteceram 2 corridas e nos outros quatro dias
todas as quatro corridas foram programadas para este forno. É importante ressaltar que o
método heurístico para cálculo da programação realiza a escolha entre os fornos de 400 Kg e
% U
tiliz
ação
Dia da Programação
% U
tiliz
ação
Corrida programada
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
12
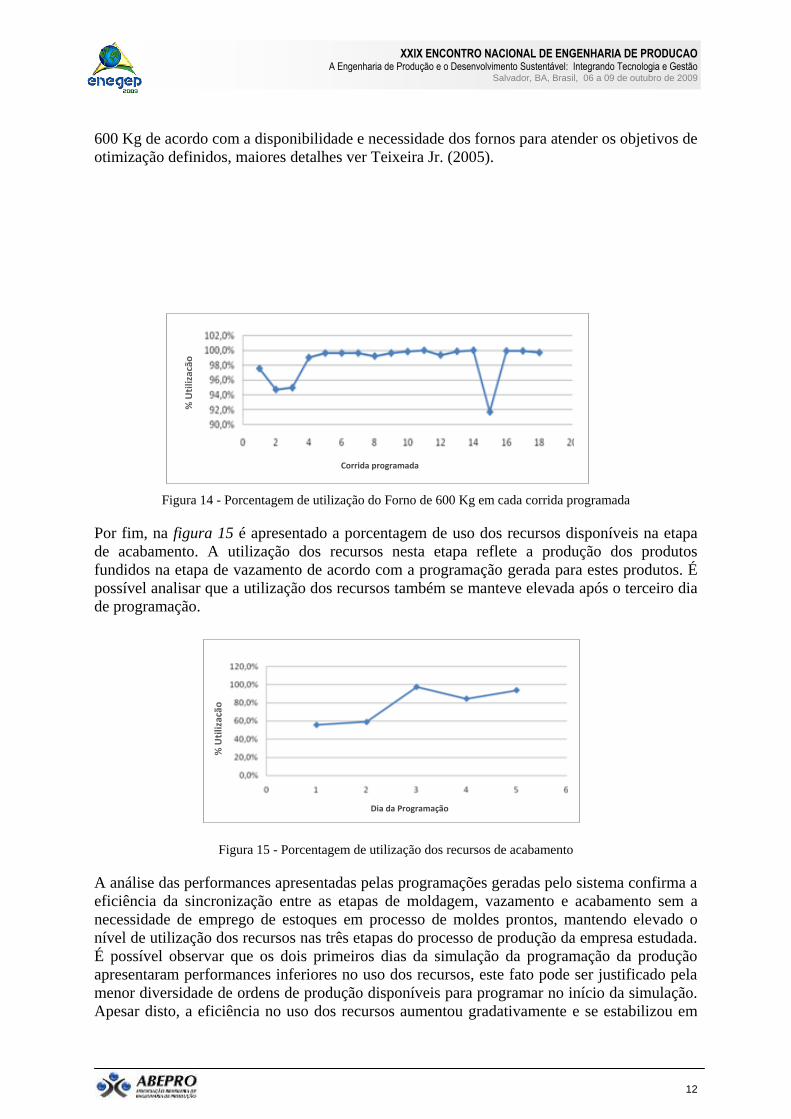
600 Kg de acordo com a disponibilidade e necessidade dos fornos para atender os objetivos de
otimização definidos, maiores detalhes ver Teixeira Jr. (2005).
Figura 14 - Porcentagem de utilização do Forno de 600 Kg em cada corrida programada
Por fim, na figura 15 é apresentado a porcentagem de uso dos recursos disponíveis na etapa
de acabamento. A utilização dos recursos nesta etapa reflete a produção dos produtos
fundidos na etapa de vazamento de acordo com a programação gerada para estes produtos. É
possível analisar que a utilização dos recursos também se manteve elevada após o terceiro dia
de programação.
Figura 15 - Porcentagem de utilização dos recursos de acabamento
A análise das performances apresentadas pelas programações geradas pelo sistema confirma a
eficiência da sincronização entre as etapas de moldagem, vazamento e acabamento sem a
necessidade de emprego de estoques em processo de moldes prontos, mantendo elevado o
nível de utilização dos recursos nas três etapas do processo de produção da empresa estudada.
É possível observar que os dois primeiros dias da simulação da programação da produção
apresentaram performances inferiores no uso dos recursos, este fato pode ser justificado pela
menor diversidade de ordens de produção disponíveis para programar no início da simulação.
Apesar disto, a eficiência no uso dos recursos aumentou gradativamente e se estabilizou em
% U
tiliz
ação
Corrida programada
% U
tiliz
ação
Dia da Programação

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
13
niveis elevados à medida que o fluxo de chegada de novas ordens se estabilizou a partir do
terceiro dia de simulação.
4. Conclusões
A elaboração deste trabalho tomou por base um sistema APS aplicável em fundições dirigidas
ao mercado. Com a implantação do sistema analisado na indústria estudada pôde-se avaliar
que o sistema contempla todas as particularidades e restrições existentes na empresa. A
implantação foi facilitada devido à possibilidade de importar os dados do ambiente de
produção, incluindo produtos produzidos e ordens de produção, diretamente do sistema de
gestão empresarial da empresa estudada, reduzindo o tempo e o esforço necessário para a
implantação.
A análise da operacionalização do sistema em uma aplicação piloto demonstrou, a partir de
poucos dias de aplicação do sistema, uma estabilização da utilização dos recursos de produção
em níveis elevados sem o emprego de estoques em processo para sincronizar as etapas
produtivas, reduzindo o tempo de ciclo de produção, sugerindo o emprego do sistema APS
analisado como uma ferramenta efetiva para programar a produção em fundições dirigidas ao
mercado.
Referências
ARAUJO, S. A.; ARANALES M. N. & CLARCK A. R. Lot sizing and furnace sscheduling in small
foundries, Computers and Operations Research, 2006.
BELLABDAOUI, A. & TEGHEM, J. A mixed-integer linear programming model for the continuous casting
planning, International Journal of Production Economics, VOL. 104, NN. 260–270, 2006.
COX, J.F. & BLACKSTONE, J.H. APICS Dictionary, APICS, Alexandria, VA, 2002.
COWLING, P. A flexible decision support system for the steel hot rolling mill scheduling. Computers &
Industrial Enginnering, 45, 307-321, 2003.
ERHART, A. & FAÉ, S. C. A introdução de ferramentas APS nos sistemas de planejamento, programação e
controle da produção. Anais do XXV Encontro Nacional de Engenharia de Produção, Porto Alegre, 2005.
NONAS, S. L. & OLSEN, K. A. Optimal and heuristic solutions for a scheduling problem arising in a foundry.
Computers and Operations Research, 32, 2351-2382, 2005.
PACCIARELLI, D. & PRANZO, M. Production scheduling in a steelmaking-continuous casting plant.
Computers and Chemical Engineering, 2004.
PAN, C. & YANG, G. K., A method of solving a large-scale rolling batch scheduling problem in steel,
Computers and Industrial Engineering, VOL. 56, PP. 165-178, 2009.
PLANNION, APS Foundry 1.0. www.plannion.com.br, acessado em Março de 2009.
SANTOS-MEZA, E.; SANTOS O. M. & ARENALES M. N. A lot-sizing problem in an automated foundry,
European Journal of Operations Research, VOL. 139, PP. 490-500, 2002.
TANG, L.; LIU, J. RONG, A. & ZANG, Z. A review of planning and scheduling systems and methods for
integrated steel production, European Journal of Operational Research, 133, 1-20, 2001.
TEIXEIRA Jr., R.F.; Sistema de apoio à decisão para programação da produção em fundições de mercado.
Tese de doutorado, Universidade Federal de São Carlos, Departamento de Engenharia de Produção, 2005.
VOORHIS T. V. & PETERS F. Developing software for generating pouring schedules for steel foundries.
Computers & Indústrial Engineering, NO. 39, PP. 219-234, 2001.
ZANONI, S. & ZAVANELLA, L. Model and analysis of integrated production-inventory system: The case of
steel production, International Journal of Production Economics, VOL. 93-94, PP. 197-205, 2005.
ZATTAR, C. I. Análise da Aplicação dos Sistemas Baseados no Conceito de Capacidade Finita nos Diversos

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
14
Níveis da Administração da Manufatura Através de Estudos de Caso. Universidade Federal de Santa Catarina,
Florianópolis, SC, Agosto 2004.