aplicaÇÃo de ferramentas estatÍsticas para anÁlise de...
TRANSCRIPT

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
NATALIA BERTAGLIA PEREZ
APLICAÇÃO DE FERRAMENTAS ESTATÍSTICAS PARA ANÁLISE DE
PRODUTIVIDADE EM UM CENTRO DE DISTRIBUIÇÃO
Lorena - SP
2014

AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIOCONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO DE ESTUDO E PESQUISA, DESDE QUE CITADA AFONTE
Ficha catalográfica elaborada pelo Sistema Automatizadoda Escola de Engenharia de Lorena,
com os dados fornecidos pelo(a) autor(a)
Perez, Natalia Bertaglia APLICAÇÃO DE FERRAMENTAS ESTATÍSTICAS PARAANÁLISE DE PRODUTIVIDADE EM UM CENTRO DEDISTRIBUIÇÃO / Natalia Bertaglia Perez; orientadorFrancisco José Moreira Chaves. - Lorena, 2014. 48 p.
Monografia apresentada como requisito parcialpara a conclusão de Graduação do Curso de EngenhariaQuímica - Escola de Engenharia de Lorena daUniversidade de São Paulo. 2014Orientador: Francisco José Moreira Chaves
1. Centro de distribuição. 2. Ferramentasestatísticas. 3. Dmaic. 4. Análise de risco. 5.Produtividade. I. Título. II. Chaves, Francisco JoséMoreira, orient.

NATALIA BERTAGLIA PEREZ
APLICAÇÃO DE FERRAMENTAS ESTATÍSTICAS PARA ANÁLISE DE
PRODUTIVIDADE EM UM CENTRO DE DISTRIBUIÇÃO
Monografia apresentada à Escola de Engenharia de Lorena – Universidade de São Paulo como requisito legal para obtenção de título de Engenheiro Químico.
Orientador: Prof. Dr. Francisco José Moreira Chaves
Lorena - SP
2014
RESUMO
PEREZ, N. B. Aplicação de Ferramentas Estatísticas Para Análise De
Produtividade Em Um Centro De Distribuição. 2014. 48 p. Monografia
(Trabalho de Graduação) – Escola de Engenharia de Lorena - Universidade de
São Paulo, Lorena, 2014.
Atualmente, com o desenvolvimento tecnológico e a crescente
competitividade entre empresas, o tempo que se toma com o transporte, de
suprimentos e produtos, é um forte fator estratégico para se sobressair no
mercado. Em vista deste cenário, grandes organizações têm investindo em
Centros de Distribuição, que facilitam e aceleram a entrega de seus produtos.
A logística de suprimentos e distribuição se torna mais relevante em uma
empresa de Vendas Diretas, na qual a distribuição dos produtos é fator chave
para o sucesso do negócio, uma vez que cada entrega é única. De frente a tal
importância, se faz necessário o planejamento assertivo para os Centros de
Distribuição, para utilizar e alocar, sempre, somente o necessário, garantindo o
uso equilibrado dos recursos e do tempo. O presente trabalho busca identificar
e analisar o perfil de produtividade de um Centro de Distribuição de uma
empresa de Vendas Diretas, de maneira a identificar riscos na expedição,
utilizando as ferramentas estatísticas disponíveis na metodologia DMAIC, com
foco em tornar o planejamento de estrutura e de recursos do CD mais confiável
e próximo ao real.
Palavras-chave: Análise de risco, Produtividade, Centro de Distribuição,
Ferramentas estatísticas, DMAIC.

ABSTRACT
PEREZ, N. B. Application of Statistics Tools for Analysis of Productivity in
a Distribution Center. 2014. 48 f. Project of Monograph (Undergraduate Work)
- School of Engineering of Lorena - University of São Paulo, Lorena, 2014.
Nowadays the technological development causes the competition
between companies increase. Time and cost are increasingly limiting variables
in the business world. Looking at this scenario, high organizations are investing
in distribution centers, which facilitate and accelerate the delivery of their
products. The supply chain and distribution becomes more relevant in a Direct
Sales company, in which the distribution of products is 4 a key factor for
business success, as each delivery is unique. In face of such importance, it is
necessary an assertive planning for the distribution centers, to use and allocate
only the necessary, ensuring minimal use of resources and time. This study
aims to identify and analyze the productivity profile of a distribution center of a
Direct Sales company in order to identify risks in shipping, using the statistical
tools available in the DMAIC methodology, with a focus on making the planning
of DC’s structure and resources of the most reliable and the closest to reality of
today's market.
Key words: Risk Analysis, Productivity, Distribution Center, Statistical tools,
DMAIC
LISTA DE ILUSTRAÇÕES
Figura 1 - Ranking de países em US$ em Vendas Diretas ........................................... 4 Figura 2- Centro de Distribuição ................................................................................... 5 Figura 3 - Ciclo DMAIC ................................................................................................. 9 Figura 5 - Esquema genérico de uma Espinha de Peixe ............................................. 12 Figura 6 - Interpretação do coeficiente de correlação. ................................................ 13 Figura 7 - Fluxo de separação das caixas. .................................................................. 18 Figura 8 - Detalhamento das fases, etapas e atividades da estrutura proposta. ......... 20 Figura 9 - Project Charter............................................................................................ 24 Figura 10 - SIPOC do Processo de Planejamento em médio prazo do Centro de Distribuição ................................................................................................................. 25 Figura 11 – Fatores influenciadores da produtividade das linhas manuais. ................. 28 Figura 12 - Notas de esforço e impacto atribuídas pela equipe do projeto aos fatores influenciadores da produtividade das linhas manuais ................................................. 30 Figura 13 - Fatores influenciadores da produtividade (X´s) distribuídos na matriz de esforço x impacto. ....................................................................................................... 31 Figura 16 - Análise Bestsubsets para linha A .............................................................. 35 Figura 17 – Análise de Bestsubsets para linha B ........................................................ 36 Figura 18 - Regressão Linear da Linha A .................................................................... 37 Figura 19 - Gráficos de análise de Resíduo da linha A ............................................... 38 Figura 20 - Regressão Linear da Linha B ................................................................... 39 Figura 21 - Gráficos de análise de Resíduo da linha B ............................................... 40

LISTA DE TABELAS
Tabela 1 – Sugestão de ferramentas por fase - DMAIC .............................................. 10 Tabela 2 - Fatores Influenciadores da produtividade das linhas manuais separados entre Previsíveis e Não Previsíveis ............................................................................. 29 Tabela 3 - Coeficientes de Correlação para linha A .................................................... 33 Tabela 4 - Coeficientes de Correlação para linha B .................................................... 33 Tabela 5 - Análise de colinearidade para as variáveis independentes da linha A ........ 34 Tabela 6 - Análise de colinearidade para as variáveis independentes da linha B ........ 34 Tabela 7 – Variáveis Independentes ........................................................................... 36
SUMÁRIO 1. INTRODUÇÃO....................................................................................................... 1
1.1 Contextualização ................................................................................................. 1
1.2 Objetivo ............................................................................................................... 2
1.3 Justificativa .......................................................................................................... 2
2. REVISÃO BIBLIOGRÁFICA................................................................................... 3
2.1 Vendas diretas .................................................................................................... 3
2.2 Logística .............................................................................................................. 4
2.2.1 Centros de distribuição ..................................................................................... 5
2.3 Estatística empresarial ........................................................................................ 5
2.4 Seis Sigma .......................................................................................................... 6
2.4.1 SIPOC (Supplier, Input, Process, Output, Customer) ..................................... 10
2.4.2 Espinha de Peixe............................................................................................ 11
2.4.3 Análise de Regressão Linear .......................................................................... 12
2.4.4 Seleção De Modelos e Variáveis (Best Subsets) ............................................ 15
2.4.5 Análise de Resíduos ....................................................................................... 16
3. METODOLOGIA .................................................................................................. 18
3.1 A empresa ......................................................................................................... 18
3.2 Método de pesquisa .......................................................................................... 19
4. RESULTADOS E DISCUSSÕES ......................................................................... 22
4.1 Fase Definição .................................................................................................. 24
4.2 Fase Medição .................................................................................................... 27
4.3 Fase Análise ................................................................................................. 32
4.4 Fase Implementação da melhoria ................................................................. 40
4.5 Fase Controle ............................................................................................... 42
5. CONCLUSÕES.................................................................................................... 44
6. REFERÊNCIAS BIBLIOGRÁFICAS ..................................................................... 45

1
1. INTRODUÇÃO
1.1 Contextualização
Atualmente, com o desenvolvimento tecnológico e a crescente
competitividade entre empresas, o tempo que se toma com o transporte, de
suprimentos e produtos, é um forte fator estratégico para se sobressair no
mercado. A logística, então, se torna uma grande aliada, tendo em vista que
sua principal função é planejar e coordenar todas as atividades necessárias
para atingir os níveis desejados de serviço prestado e da qualidade ao menor
custo possível (CHRISTOPHER, 1992).
Um dos ramos de negócios de grande expressão no Brasil são Vendas
Diretas, no qual, dois milhões de vendedores diretos movimentaram R$ 18,5
bilhões em 2008, colocando o país na terceira posição mundial. (ABEVD, 2005)
A logística é de extrema importância para este tipo de negócio, uma vez
que além de produzir seus produtos, companhias desse ramo ainda devem
confeccionar o pedido, com os produtos solicitados, e distribuí-los na casa de
cada revendedor.
Uma vantagem muito específica e interessante deste tipo de negócio é a
liberdade de expansão geográfica: a venda direta não necessita de lojas
físicas, o que facilita este tipo de crescimento. Em contra partida, agrega mais
complexidade à logística de entrega de pedidos, salientando uma vez mais a
importância de um planejamento de distribuição bem elaborado e condizente
com a realidade do negócio, que possibilite saber em longo prazo qual a
capacidade de expedição instalada em cada campanha, facilitando a definição
da estrutura com a qual os Centros de Distribuição devem trabalhar.
Atualmente, quando se inicia a expedição de certa campanha, no Centro
de Distribuição estudado, encontram-se dificuldades na expedição e no
abastecimento que não haviam sido previstas com tempo de reação. Essas
dificuldades diminuem a produtividade, comprometem o serviço e aumentam o
custo do CD.
A proposta do presente trabalho é a criação de um processo, que por
meio de uma ferramenta de análise, que auxilie a visualização de variáveis que
influenciam a produtividade das linhas de expedição do Centro de Distribuição,
2
tornando possível o conhecimento da capacidade instalada, de expedição, com
maior assertividade. Além disso, garantir que o fluxo de informação e
responsabilidade esteja claro e acelere as tratativas pertinentes de mitigação
dos riscos.
1.2 Objetivo
Aumentar a assertividade do planejamento de longo prazo do Centro de
Distribuição estudado, por meio de uma ferramenta que calcule o perfil de
produtividade das linhas de expedição com base no perfil de cada campanha, e
assim tornar o dimensionamento de recursos e metas da operação mais
realista.
1.3 Justificativa
A baixa produtividade apresenta riscos ao Centro de Distribuição, ao
considerarmos no planejamento metas de produtividade maiores do que podem
ser alcançado, para cada campanha. Além disso, a alta produtividade, quando
não percebida com antecedência, deixa de ser aproveitada, e perdem-se
oportunidades.
3
2. REVISÃO BIBLIOGRÁFICA
2.1 Vendas diretas
A venda direta é um sistema de comercialização de bens de consumo e
serviços diferenciado, baseado no contato pessoal, entre vendedores e
compradores, fora de um estabelecimento comercial fixo. (ABEVD, 2005)
As primeiras notícias que se tem da venda direta no mundo moderno
datam do final do Século XVIII, quando a Enciclopédia Britânica passou a ser
uma das primeiras empresas a adotar este sistema de comercialização.
(ABEVD, 2005)
De grande relevância para o mundo empresarial, está presente em todo
o globo, a venda direta se diferencia, principalmente, por seu potencial de
expansão geográfica, e pela possibilidade de agregar valor aos seus serviços
por meio da relação próxima entre revendedor e o cliente.
Do ponto de vista social, auxilia na minimização do desemprego, pois
cria oportunidades de emprego para classes menos desfavorecidas, além ser
uma opção de emprego que possibilita que o trabalhador pratique horários
flexíveis, e de crescimento profissional proporcional ao seu próprio esforço.
Além de tudo, é uma modalidade de emprego que qualquer um pode
exercer não havendo restrições de escolaridade, experiência, idade, condição
física, ou classe social.
Segundo a WFDSA (World Federation of Direct Selling Associations),
que representa as maiores empresas mundiais do segmento através de suas
associações nacionais, o volume de negócios de venda direta no mundo foi de
US$ 115 bilhões em 2007 e envolve 62,9 milhões de vendedores em 57
países. No Brasil, 2 milhões de vendedores diretos movimentaram R$ 18,5
bilhões em 2008, colocando o país na terceira posição mundial. (ABEVD,
2005). Essas informações ressaltam a importância deste setor no Brasil.
Na figura 1, é possível ver a colocação do Brasil em Vendas Diretas, em
relação aos outros países do mundo.

4
Figura 1 - Ranking de países em US$ em Vendas Diretas
. Fonte: ABEVD (Associação Brasileira de Empresas de Vendas Diretas)
O ambiente de vendas diretas é extremamente competitivo e complexo.
Há peculiaridade da comercialização de uma gama de produtos extremamente
abrangente (as empresas chegam a comercializar algumas centenas de
produtos diferenciados em apenas um ano), e constante gerenciamento para
se incluir novos produtos em seus catálogos, além de continuar atendendo as
expectativas dos clientes com os produtos que já estão acostumados. (Miguel,
N. A., 2002).
2.2 Logística
A missão de gestão de logística é planejar e coordenar todas as
atividades necessárias para atingir os níveis desejados de serviço prestado e
da qualidade ao menor custo possível. Logística deve, portanto, ser visto como
o elo entre o mercado e a atividade operacional da empresa. O escopo da
logística engloba a organização, desde a gestão de matérias-primas até a
entrega do produto final. Gestão de logística, a partir deste ponto de vista de
sistemas totais, é o meio pelo qual as necessidades dos clientes são satisfeitas
através da coordenação dos materiais e fluxos de informação na medida do
mercado, através da empresa e suas operações e, além disso, os

5
fornecedores. Para alcançar esta integração de toda a empresa claramente
requer uma orientação completamente diferente do que é tipicamente
encontrado na organização convencional. (CHRISTOPHER,1992)
2.2.1 Centros de distribuição
O centro de distribuição pode ser definido como uma configuração
regional de armazém onde são recebidas cargas consolidadas de diversos
fornecedores. Essas cargas são fracionadas a fim de agrupar os produtos em
quantidade e sortimento corretos e então, encaminhados para os pontos de
venda, mais próximos, como pode ser ilustrado na Figura 2. (Adaptado de
Bowersox & Closs, 2001)
Figura 2- Centro de Distribuição
Fonte: Bowersox & Closs, 2001
2.3 Estatística empresarial
Estatística é o ramo da matemática que transforma números em
informações úteis para os tomadores de decisão. A estatística faz com que se
passe a conhecer os riscos associados à tomada de decisões no contexto
empresarial e permite que se compreenda e minimize a variação no processo
de tomada de decisão. (LEVINE, 2012)
A preocupação com a qualidade de seus produtos e o desempenho de
seus processos é a característica essencial que marca a história das empresas
desde o início do século XX. Com a finalidade de conseguir competitividade, as
empresas utilizam diversas práticas de gestão, que quando aplicadas com
disciplina e rigor permitem superar a concorrência e oferecer produtos e
serviços de melhor qualidade (ECKES, 2001).

6
Especialmente na indústria, observamos que o uso de técnicas
estatísticas extremamente simples pode ajudar a manter a qualidade do
produto dentro de um determinado nível. Na maioria das vezes, os métodos
estatísticos empregados contribuem para o aumento da produção ou até
mesmo para redução de custos, sem que nenhum investimento adicional ou
que medidas de expansão industrial precisem ser tomadas. (SILVA, 2009)
Logo, percebe-se como a estatística pode ser um facilitador no meio
empresarial. O estudo de suas ferramentas e aplicações pode implicar em
grandes ganhos, inclusive ganhos em serviço, como objetiva este trabalho.
No mundo dos negócios, a estatística apresenta estes importantes usos
específicos:
Sintetizar dados de negócios
Tirar conclusões a partir desses dados
Realizar prognósticos confiáveis sobre atividades relacionadas ao
mundo dos negócios
Melhorar os processos relacionados aos negócios (LEVINE, 2012)
2.4 Seis Sigma
Seis Sigma é uma modelo de gestão de qualidade que foi concebido, na
década de 1980, pelo engenheiro industrial Gary Cone, considerado o guru do
assunto. CEO da Global Productivity Solutions, aplicou o programa Seis Sigma
na Motorola, General Eletric, Honeywell, Black & Decker, e diversas outras
organizações (PYZDEK, 2003).
A adoção da metodologia por Galvin da Motorola teve por objetivo
reduzir os defeitos na fabricação de produtos eletrônicos. Posteriormente, a
General Eletric, comandada por Jack Welch, adotou e descreveu o Programa
Seis Sigam como a mais importante iniciativa que a General Electric já
empreendeu (PYZDEK, 2003).
No Brasil não foi diferente e, em 1997, o Grupo Brasmotor introduziu o
programa em suas atividades, registrando em 1999 ganhos de R$ 20 milhões
com a aplicação do Seis Sigma (WERKEMA, 2002).

7
Seis Sigma é um sistema abrangente e flexível para alcançar, sustentar
e maximizar o sucesso empresarial. Seis Sigma é singularmente impulsionado
por uma estreita compreensão das necessidades dos clientes, pelo uso
disciplinado de fatos, dados e análises estatísticas e a atenção diligente à
gestão, melhoria e reinvenção dos processos de negócios. (PANDE, NEUMAN,
CAVANAGH, 2001)
A visão de quem emprega o Seis Sigma como estratégia competitiva é
levar a empresa a ser classe mundial; a meta é chegar o mais próximo do zero
defeitos; a métrica empregada na medição do nível de qualidade dos
processos da organização que emprega o Seis Sigma pode ser a
transformação de defeitos por milhão em uma escala sigma (desvios-padrão);
esta última é uma estatística que avalia o desempenho (desvio) das
características críticas para qualidade em relação às especificações
(WERKEMA, 2000).
As principais mudanças obtidas com a implantação do Seis Sigma são:
Atuação da empresa volta-se principalmente ao atendimento dos
objetivos dos clientes; à intensificação do valor para mesmos;
A busca de todos os funcionários pelo aperfeiçoamento na condução de
seu trabalho, além de procurar eliminar operações que não agreguem
valor ao produto final;
Os problemas da empresa são considerados problemas de todos os
seus funcionários;
A forma de condução da solução de um problema é padronizada em
todos os setores da empresa;
A geração de um sucesso sustentado, pois desenvolve as habilidades e
a cultura necessárias a uma revitalização constante nas empresas;
O 6σ aumenta o desenvolvimento e acelera o compartilhamento de
ideias inéditas dentro das empresas;
Permite prática de definição das metas de desempenho, que é a base
sobre a qual está alicerçada a metodologia 6 σ, em virtude do nível de
desempenho ter de se aproximar da perfeição;
8
O aprimoramento das melhorias, que é garantido pela utilização de
várias ferramentas de gestão empresarial disciplinadas pela estrutura do
método;
A execução de mudanças estratégicas, pois a sua incorporação
possibilita a compreensão detalhada dos processos e procedimentos
das empresas, oferecendo, assim, a capacidade de implementação de
simples ajustes a complexas mudanças; (AGUIAR, 2001)
O conceito Seis sigma da Motorola tem por objetivo reduzir a
variabilidade no processo de modo que os limites de especificação estejam a
seis desvios padrão da média. Sob a qualidade seis sigma, a probabilidade de
que uma unidade específica do produto estar dentro das especificações é de
0,9999998, ou 02 ppm (OLIVEIRA, 2010)
Outra abordagem é o conceito de filosofia de trabalho ou uma
metodologia estruturada que, apesar de se fundamentar em ferramentas
estatísticas da qualidade usadas há décadas, é diferenciada pela ênfase na
voz do cliente e permite incrementar seus lucros por meio da otimização das
operações, da melhoria da qualidade e da eliminação de defeitos, falhas e
erros, tendo como meta melhorar seus lucros (PEREZ-WILSON, 2000).
A operacionalização do Seis Sigma se dá através de uma metodologia e
do emprego de ferramentas (AGUIAR, 2001). Um das metodologias abordadas
pelo Seis Sigma é chamado DMAIC (Definir – Medir – Analisar – Implementar
melhoria – Controlar), similar ao PDCA (Planejar - Fazer – Checar – Agir),
como indicado na figura abaixo:
9
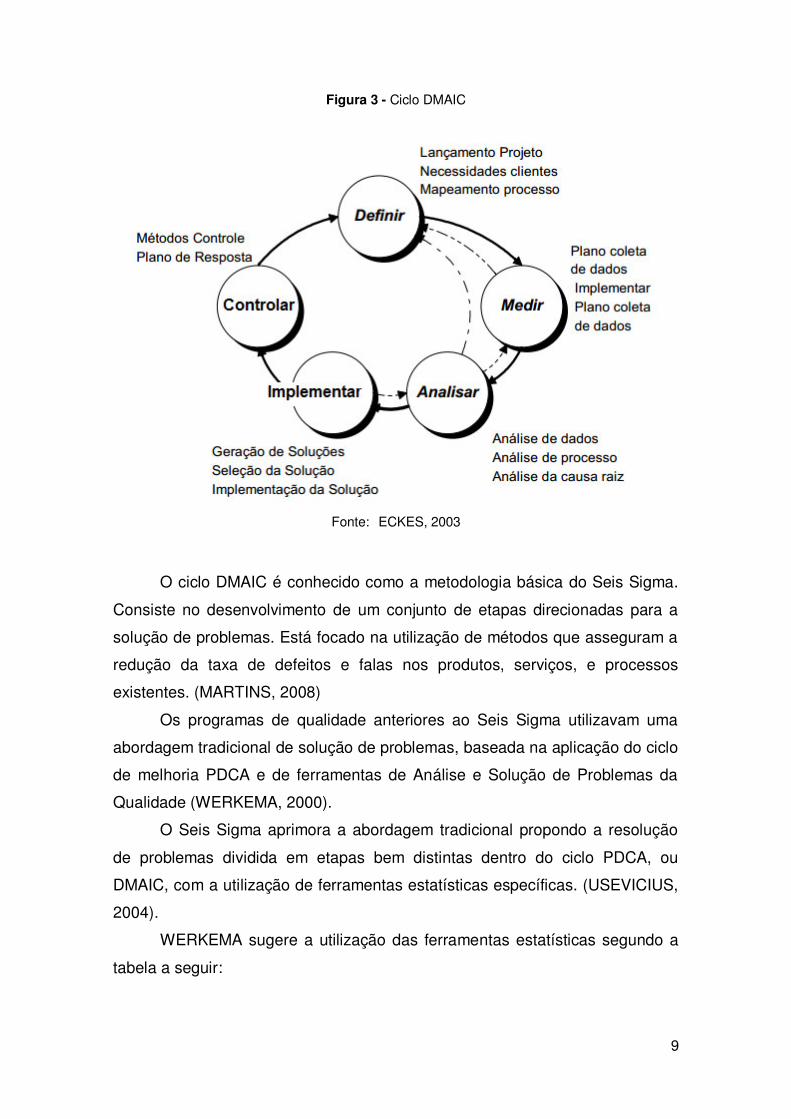
Figura 3 - Ciclo DMAIC
Fonte: ECKES, 2003
O ciclo DMAIC é conhecido como a metodologia básica do Seis Sigma.
Consiste no desenvolvimento de um conjunto de etapas direcionadas para a
solução de problemas. Está focado na utilização de métodos que asseguram a
redução da taxa de defeitos e falas nos produtos, serviços, e processos
existentes. (MARTINS, 2008)
Os programas de qualidade anteriores ao Seis Sigma utilizavam uma
abordagem tradicional de solução de problemas, baseada na aplicação do ciclo
de melhoria PDCA e de ferramentas de Análise e Solução de Problemas da
Qualidade (WERKEMA, 2000).
O Seis Sigma aprimora a abordagem tradicional propondo a resolução
de problemas dividida em etapas bem distintas dentro do ciclo PDCA, ou
DMAIC, com a utilização de ferramentas estatísticas específicas. (USEVICIUS,
2004).
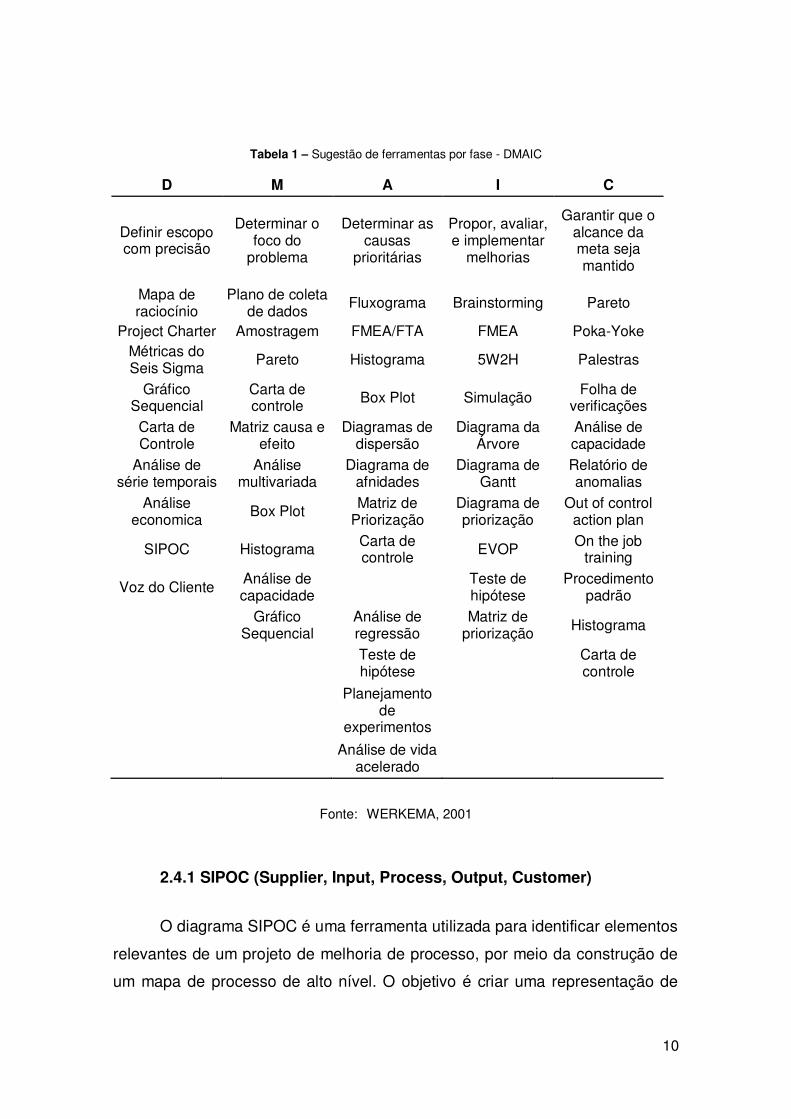
WERKEMA sugere a utilização das ferramentas estatísticas segundo a
tabela a seguir:
10
Tabela 1 – Sugestão de ferramentas por fase - DMAIC
D M A I C
Definir escopo com precisão
Determinar o foco do
problema
Determinar as causas
prioritárias
Propor, avaliar, e implementar
melhorias
Garantir que o alcance da meta seja mantido
Mapa de raciocínio
Plano de coleta de dados
Fluxograma Brainstorming Pareto
Project Charter Amostragem FMEA/FTA FMEA Poka-Yoke Métricas do Seis Sigma
Pareto Histograma 5W2H Palestras
Gráfico Sequencial
Carta de controle Box Plot Simulação Folha de
verificações Carta de Controle
Matriz causa e efeito
Diagramas de dispersão
Diagrama da Árvore
Análise de capacidade
Análise de série temporais
Análise multivariada
Diagrama de afnidades
Diagrama de Gantt
Relatório de anomalias
Análise economica
Box Plot Matriz de Priorização
Diagrama de priorização
Out of control action plan
SIPOC Histograma Carta de controle EVOP On the job
training
Voz do Cliente Análise de capacidade
Teste de hipótese
Procedimento padrão
Gráfico
Sequencial Análise de regressão
Matriz de priorização Histograma
Teste de hipótese
Carta de controle
Planejamento de
experimentos
Análise de vida
acelerado
Fonte: WERKEMA, 2001
2.4.1 SIPOC (Supplier, Input, Process, Output, Customer)
O diagrama SIPOC é uma ferramenta utilizada para identificar elementos
relevantes de um projeto de melhoria de processo, por meio da construção de
um mapa de processo de alto nível. O objetivo é criar uma representação de
11
como o processo opera no momento para que se possa determinar o que não
está funcionando corretamente (ECKES, 2001 e GEORGE, 2004).
Este mapa define apenas as atividades principais do processo, não
entrando em detalhes como pontos de decisão ou loops de retrabalho. O
mapeamento do processo mais detalhado é realizado na fase de análise
(PANDE, 2001).
Fornecedor é aquele que propicia as entradas necessárias, podendo ser
interno ou externo, entrada é o que será transformado na execução do
processo, processo é a representação esquemática da sequência das
atividades que levam a um resultado esperado, saída é o produto ou serviço
como solicitado pelo cliente, cliente é quem recebe o produto ou serviço
(MELLO, 2002)
2.4.2 Espinha de Peixe
O Diagrama de Causa e Efeito, ou Espinha de Peixe, é uma ferramenta
criada por Kaoru Ishikawa, então professor da Universidade de Tóquio, que a
utilizou pela primeira vez em 1953, na discussão de uma problema de
qualidade em um ambiente fabril. Ao provar sua utilidade, a ferramenta passou
a ser amplamente utilizada entra as empresas do Japão (KUME, 1993).
O Diagrama de Causa e Efeito foi concebido para mostrar a relação
entre uma característica de qualidade e seus fatores. Atualmente é utilizado no
mundo todo em vários campos e não apenas para lidar com as características
de qualidade dos produtos (KUME, 1993).
O diagrama de causa e efeito é a ferramenta ideal quando se quer
garantir. No brainstorming, que o máximo de ideias sobre as causas potenciais
para o problemas sejam capturadas (ECKES, 2001).

12
Figura 4 - Esquema genérico de uma Espinha de Peixe
Fonte: A autora
2.4.3 Análise de Regressão Linear
A análise de regressão é uma das ferramentas mais utilizadas para a
análise de dados, sendo aplicada em quase todas as áreas de conhecimento,
incluindo: engenharia, física, química, economia, administração, ciências
biológicas e da vida e ciências sociais. A simplicidade e utilidade dessa técnica
são resultantes do conceito lógico de utilizar uma equação matemática para
expressar a relação entre variáveis. A análise de regressão é também
interessante devido à sua elegante base matemática e bem desenvolvida teoria
estatística (MONTGOMERY 2001; NETER, 2005).
A análise de regressão é uma ferramenta estatística que proporciona
modelar e investigar a relação entra duas ou mais variáveis quantitativas (ou
qualitativas) de tal forma que é possível prever os valores de uma variável
resposta (ou dependente) pela observação das mudanças das variáveis
independentes (ou explicativas), denominadas regressoras (HAIR JUNIOR,
2005).
13
Os dados de um modelo de regressão múltipla consistem de n
observações da variável dependente ou “resposta” Y, e igualmente n
observações de p variáveis independentes (ou “explicativas”) X1, X2, X3,..., Xn.
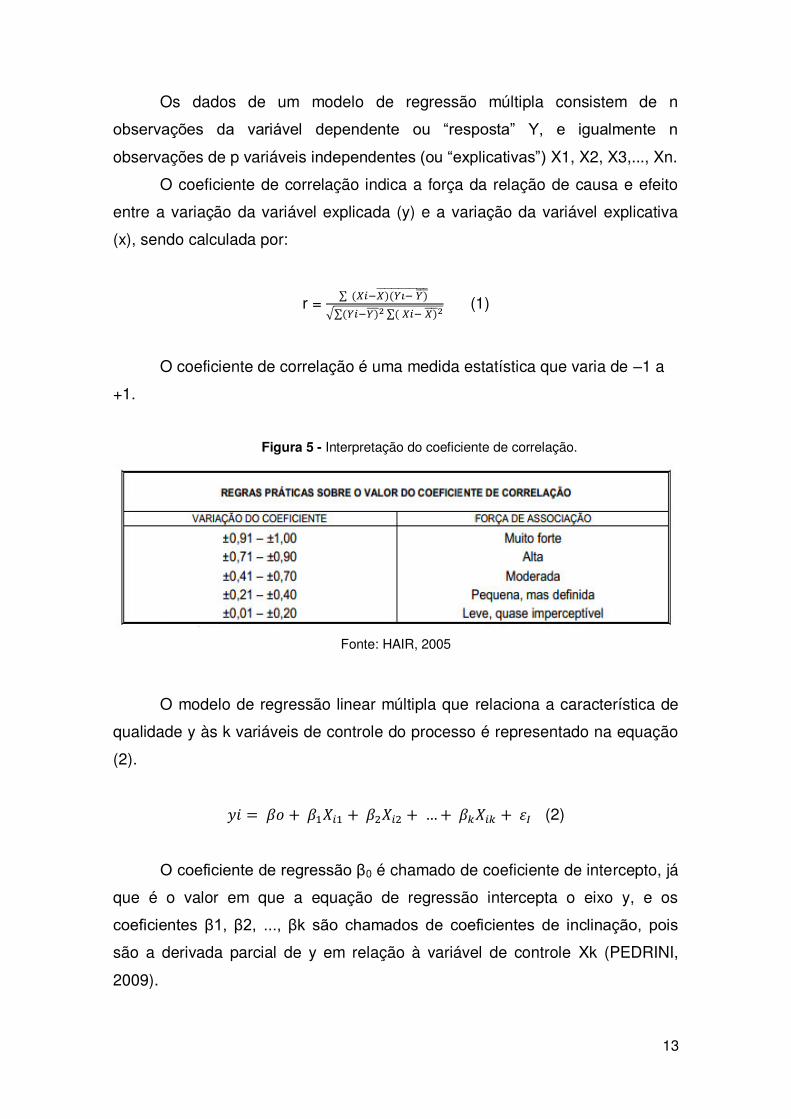
O coeficiente de correlação indica a força da relação de causa e efeito
entre a variação da variável explicada (y) e a variação da variável explicativa
(x), sendo calculada por:
r = (1)
O coeficiente de correlação é uma medida estatística que varia de –1 a
+1.
Figura 5 - Interpretação do coeficiente de correlação.
Fonte: HAIR, 2005
O modelo de regressão linear múltipla que relaciona a característica de
qualidade y às k variáveis de controle do processo é representado na equação
(2).
(2)
O coeficiente de regressão β0 é chamado de coeficiente de intercepto, já
que é o valor em que a equação de regressão intercepta o eixo y, e os
coeficientes β1, β2, ..., βk são chamados de coeficientes de inclinação, pois
são a derivada parcial de y em relação à variável de controle Xk (PEDRINI,
2009).
14
Para muitos modelos matemáticos, através de regressão linear simples
se consegue explicar uma parcela razoável da evolução da variável
dependente. No entanto, teremos ainda uma parcela restante da variação do
comportamento deixado inexplicado. Buscamos, portanto outras variáveis
independentes que sejam relacionadas à série em estudo. Contudo, estas
novas variáveis independentes (ou preditivas) não podem ser altamente
relacionadas à variável independente já em uso, mas, em muitos casos,
algumas variáveis independentes são linearmente dependentes entre si. Uma
relação linear entre duas ou mais variáveis independentes é chamada
multicolinearidade. Isto implica que há redundância de informações entre as
variáveis preditoras / preditivas (GUEDES, 2005).
A maneira mais simples de se identificar a colinearidade é um exame da
Matriz de Correlação das variáveis independentes. A presença de altas
correlações (geralmente 0,80 ou mais) é a primeira indicação de colinearidade
substancial (GUEDES, 2005). A presença da colinearidade muitas vezes
dificulta a obtenção de resultados confiáveis.
Algumas indicações da presença de multicolinearidade são:
Valores altos do coeficiente de correlação;
Grandes alterações nas estimativas dos coeficientes de regressão,
quando uma variável independente for adicionada ou retirada do
modelo, ou quando uma observação for alterada ou eliminada;
Obtenção de estimativas para os coeficientes de regressão com sinais
algébricos contrários aqueles que seriam esperados a partir de
conhecimentos teóricos disponíveis ou de experiências anteriores sobre
o fenômeno estudado; (MILOCA, 2008).
Varias medidas tem sido propostas para resolver o problema de
multicolinearidade:
Excluir uma ou mais variáveis independentes altamente correlacionadas
e identificar outras variáveis independentes para ajudar na previsão.
Esse procedimento deve ser feito com cautela, pois, neste caso, ha o
descarte de informações contidas nas variáveis removidas;
15
Usar o modelo com variáveis independentes altamente correlacionadas
apenas para previsão, ou seja, não interpretar os coeficientes de
regressão;
Usar as correlações simples entre cada variável independente e a
dependente para compreender a relação entre variáveis independentes
e dependentes; (HAIR, 2005).
No presente trabalho foram realizadas modelagens estatísticas das
variáveis dependentes, sendo desenvolvidos modelos estatísticos de regressão
linear múltipla empregando-se o software MINITAB, versão 16.
.
2.4.4 Seleção De Modelos e Variáveis (Best Subsets)
Em estudos com modelos lineares, é necessário explorar as variáveis
independentes para realizar estudos sobre a variável dependente, sendo
algumas removidas seletivamente, com objetivo de reduzir seu número na
aplicação do modelo. Isto porque, um modelo de regressão com muitas
variáveis independentes possui elevados custos computacionais e de
atualização do modelo, dificultando seu uso e análise. Há, portanto, que se
considerar que o número de variáveis utilizadas na construção de um modelo
deva possibilitar a descrição, o controle e a predição adequada (PIMENTA,
2008).
O método “BestSubsets” consiste no ajustamento de modelos utilizando
diferentes combinações de variáveis para a escolha dos melhores modelos. O
primeiro critério é a utilização do coeficiente de determinação R2 e do
coeficiente de determinação ajustado R2aj, que devem ter valores altos.
Geralmente, modelos com mais variáveis apresentam um maior valor de R2,
porém em alguns casos, aumento do valor de R2 com a adição de uma nova
variável é tão inexpressivo, que não é interessante essa variável ser utilizada.
O R2aj é sensível à adição de novas variáveis no modelo, podendo aumentar o
diminuir o seu valor.
É interessante lembrar que um modelo que maximiza o R2aj, também diminui a
média quadrática dos erros, gerando um modelo melhor (MONTGOMERY,
2001).

16
O segundo critério utiliza a estatística Cp de Mallows, que, segundo
Montgomery (2001), é um estimador da média quadrática total dos erros do
modelo completo contendo k variáveis regressoras, conforme a fórmula (3).
(3)
Dessa forma, escolhem-se modelos em que a estatística Cp de Mallows
tenha um valor menor e próximo ao do número de variáveis regressoras mais
um (p = k +1), porém em alguns casos torna-se interessante escolher valores
de Cp levemente maiores que p (MONTGOMERY, 2001)
2.4.5 Análise de Resíduos
Os modelos de regressão múltipla não apontam resultados exatos para
as variáveis dependentes principalmente por existir influência de outras
variáveis não consideradas nos modelos, ou simplesmente por serem tais
modelos simplificações, ou por ambos os motivos. A medida de erro de
previsão é o resíduo – a diferença entre os valores previstos e os observados
para a variável dependente. A análise de resíduos fornece um conjunto de
diagnósticos para o exame do modelo de regressão, como sua adequação, a
validade das hipóteses de distribuição dos erros e a existência de valores
discrepantes. (GUEDES, 2005).
Para confirmarmos se o modelo de regressão é valido, devemos verificar
todas as suposições (abaixo listadas) sobre os erros. 1. Tem média zero e a
mesma variância desconhecida. 2. São não correlacionados, ou seja, o valor
de um erro não depende de qualquer outro erro. 3. Os erros têm distribuição
normal. Para isso, faz-se a Análise Residual:
Gráfico De Probabilidade Normal: Usado para verificar se os resíduos se
comportam de acordo com a distribuição normal. Se os resíduos provêm
de uma distribuição normal, os pontos devem estar ao longo de uma
linha reta.

17
Histograma: Caso a amostra seja razoavelmente grande e se
concluirmos que os resíduos provêm de uma distribuição normal, o
histograma deverá também indicar esta normalidade.
Resíduos Versus Valores Ajustados: Usado para verificar não está
faltando nenhum termo quadrático no modelo, se a variância é constante
ao longo de todos os valores ajustados e se não existe nenhum outlier.
Se observarmos a existência de qualquer padrão não aleatório neste
gráfico, é sinal que algumas das suposições foram violadas.
Resíduos Versus Valores Ordenados: Representa a ordem na qual os
valores foram coletados e é usado para verificarmos a independência
dos resíduos. Se não existir nenhum efeito devido à ordem de coleta dos
dados, os resíduos estarão espalhados aleatoriamente em torno do
zero. (CUTI, 2009)

18
3. METODOLOGIA
3.1 A empresa
A empresa GAMA, na qual o presente trabalho se baseará é uma
multinacional de sucesso, que está entre as maiores companhias de vendas
diretas do mundo. Presente no mercado a mais de 120 anos, tem como seus
principais mercados a América do Sul, Europa, e Estados Unidos.
O estudo terá como foco um dos Centros de Distribuição da referida
empresa, o qual está situado no interior de São Paulo, e atende uma grande
fatia da demanda brasileira.
O Centro de Distribuição estudado possuem linhas de expedição,
mecânicas e manuais, nas quais os produtos são dispostos para a separação.
Então, o processo de “produção” das caixas que são enviadas para os
revendedores seguem o seguinte fluxo:
Figura 6 - Fluxo de separação das caixas.
Fonte: A autora
As caixas a serem expedidas são formadas e recebem um código de
barras, que contém todas as informações relativas à caixa, após seguem pelas
linhas mecânicas, e pelas linhas manuais (A, B e C), em seguida as caixas são
lacradas e seguem para as docas, onde são acomodadas nos respectivos
veículos de transporte.
O histórico do Centro de Distribuição mostra que cerca de 95% das
caixas produzidas passam pelas linhas manuais A e B, o que torna ainda mais
relevante o conhecimento do perfil de produtividade que apresentarão em cada
Formação das caixas
Linha mecânica
Linha A
Linha B
Linha C
19
campanha. Logo, o presente trabalho terá como foco a produtividade das linhas
A e B.
Dados relacionados à empresa, como o nome, endereço, e informações
internas serão mantidos confidenciais, conforme acordado entre a empresa e a
autora deste trabalho. Para este fim, a empresa terá o nome fictício GAMA.
3.2 Método de pesquisa
A metodologia empregada neste projeto a Pesquisa-Ação.
As principais características que definem a pesquisa-ação são:
Utilização de abordagem cientifica para estudar a resolução de
importantes assuntos organizacionais juntamente com aqueles que
experimentam esses assuntos diretamente. A pesquisa-ação trabalha
através de um processo cíclico de quatro passos: planejamento, tomada
de decisão e avaliação da ação, reflexão/aprendizagem, levando para
outro planejamento e assim por diante;
Membros do sistema que está sendo estudado participam ativamente e
de forma cooperativa com os agentes de mudança no processo cíclico
citado anteriormente;
Compreender ciclos iterativos de coleta de dados, realimentação desses
dados para aqueles interessados, análise dos dados, planejamento das
ações, tomada de ações e avaliação, levando para nova coleta de
dados, e assim por diante. As saídas desejadas dessa estratégia de
pesquisa não são apenas soluções para os problemas imediatos, mas
importantes aprendizados dessas saídas, intencionais ou não, além de
uma contribuição para a teoria e para o conhecimento cientifico;
Idealmente, espera-se que a contribuição da pesquisa se dê em tempo
real, apesar de que uma pesquisa-ação retrospectiva seja aceitável
(COUGHALAN, 2002).
A figura 8 apresenta o fluxo de atividades e etapas da
metodologia de pesquisa-ação.

20
Figura 7 - Detalhamento das fases, etapas e atividades da estrutura proposta.
Fonte: MIGUEL, 2012
Este projeto se encaixa em tal linha de pesquisa, pois a presente autora
é líder do projeto de análise de riscos referentes à produtividade do Centro de
Distribuição da empresa GAMA. Todo o planejamento e a execução do
trabalho serão acompanhados pela mesma, e será base para este trabalho:
A Pesquisa Ação é uma abordagem metodológica que busca responder
questões tais como: Como gerentes de operação e pesquisadores
podem aprender a partir da atividade aplicada que caracteriza a prática
da Gestão de Operações? (COUGHLAN, COGHLAN, 2002).
• Diagnosticar situação; • Definir tema e interessados; • Delimitar o problema; • Definir critérios de avaliação para pesquisa e ação;
Definir contexto e propósito
• Mapear literatura; • Delinear ideais e proposições; • Determinar questão e definir objetivos da pesquisa;
Definir estrutura conceitual-teórica
• Selecionar unidade de análise; • Definir técnicas de coleta de daods;laborar protocolo de pequisa-
ação;
Selecionar unidade de análise e técnicas de coleta de dados
• Registrar dados; • Realimentar dados; Coletar dados
• Tabular dados; • Comparar dados empíricos com a teoria; • Elaborar planos de ação;
Analisar dados e planejar ações
• Implementar planos de ações; Implementar ações
• Avaliar resultados; • Prover estrutura para replicação; • Desenhar implicações teóricas e práticas; • Redigir relatório;
Avaliar resultados e gerar relatório
21
A Pesquisa Ação é bastante apropriada quando se objetivam melhorias
operacionais e aprendizagem organizacional (ZUBER-SKERRITT;
PERRY, 2002).
O presente trabalho empregou a metodologia DMAIC, descrita no
modelo de gestão da qualidade Seis Sigma, que traz o uso sistemático de
ferramentas estatísticas, por apresentar fases semelhantes as fases da
metodologia Pesquisa-Ação.

22
4. RESULTADOS E DISCUSSÕES
Neste capítulo serão apresentados os resultados obtidos pelo projeto,
que seguiu a sequência da metodologia DMAIC, descrita na referência
bibliográfica.
A empresa GAMA tem como método para medir a capacidade instalada
a produtividade de cada linha de expedição. Como produtividade do Centro de
Distribuição entende-se velocidade das linhas de expedição, ou seja, quantas
caixas por hora por linha o CD é capaz de produzir. Esta é uma das principais
entradas para o processo de planejamento do CD em longo prazo, então, é
fator de alta relevância para a definição da estrutura do CD e para
dimensionamento de headcount, uma vez que o CD estudado possui linhas
manuais, que apresentam grande variação em sua produtividade, devido à
complexidade individual de cada campanha.
O referido Centro de Distribuição apresenta três tipos diferentes de
linhas manuais:
Linha A: Contem, aproximadamente, os 600 produtos com maior
demanda na campanha, que não podem ser expedidos por máquinas.
Utiliza sistema Pick-To-Light. Cada linha A possui seis estações, cada
uma com produtos diferentes, e todas as caixas que passam por esta
linha passam em todas as estações, mesmo que não solicite nenhum
produto em uma estação.
A Tecnologia Pick-To-Light permite o operador conhecer de forma rápida
e intuitiva a localização e quantidade exata da operação para colher/colocar
(pick/put) através de luzes LED e displays, mostrando a quantidade
demandada e forçando a confirmação da coleta ou escolha de item. Além
disso, a interatividade com o sistema permite ao operador realizar o controle de
estoque e pedidos de reposição dos próprios módulos luminosos. (ULMA
HANDLING)

23
Linha B: Contem, aproximadamente, os 200 produtos com maior
demanda na campanha, que não podem ser expedidos por máquinas.
Utiliza sistema Pick-To-Light. Cada linha B possui duas estações, cada
uma com produtos diferentes, e as caixas só passam na estação em
solicitam produtos.
Linha C: Contém todos os produtos que não podem ser dispensados por
pelas linhas mecânicas, e não possuem demanda suficiente para
estarem nas linhas A e B. Não utiliza o sistema Pick-To-Light como as
demais linhas manuais, seus operadores utilizam leitores de código de
barras para identificar quais e quantos produtos devem ser colocados
em cada caixa.
Como mencionado anteriormente, 95% das caixas expedidas pelo
Centro de Distribuição estudado passam pelas linhas A e B, portanto, somente
estas linhas serão analisadas no presente trabalho.
As variáveis influenciadoras das linhas manuais foram avaliadas pelos
mesmos métodos estatísticos, mas frente às diferenças estruturais e
estratégicas que apresentam, cada uma será estudada individualmente,
chegando ao fim, a um valor de produtividade para cada linha manual.
Para o desenvolvimento do projeto foi definida uma equipe
multidisciplinar, como a seguinte configuração:
Líder: A autora
Equipe:
Analista de Planejamento
Analista de Balanceamento das Linhas
Analista de Fluxo
Analista de Melhoria Específica
24
4.1 Fase Definição
Na primeira fase da metodologia DMAIC, a fase Definição, buscou-se
identificar quais são as etapas do processo de planejamento em médio/longo
prazo, e assim verificar potenciais melhorias no processo.
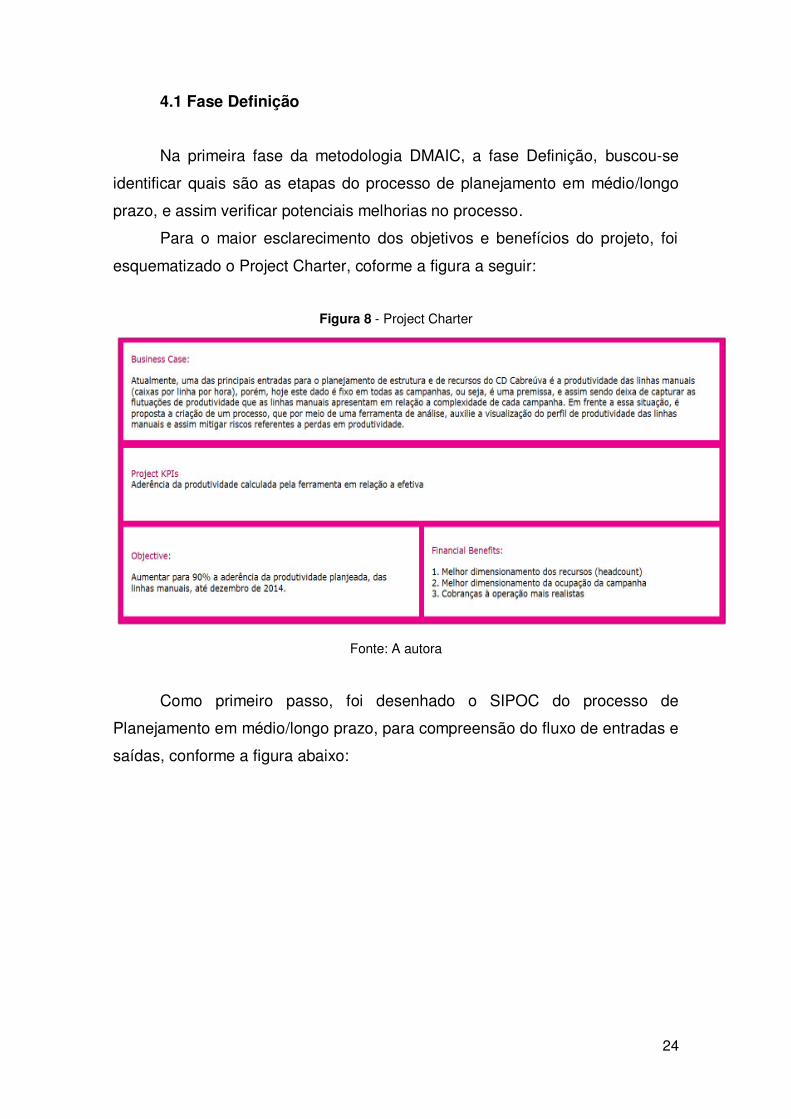
Para o maior esclarecimento dos objetivos e benefícios do projeto, foi
esquematizado o Project Charter, coforme a figura a seguir:
Figura 8 - Project Charter
Fonte: A autora
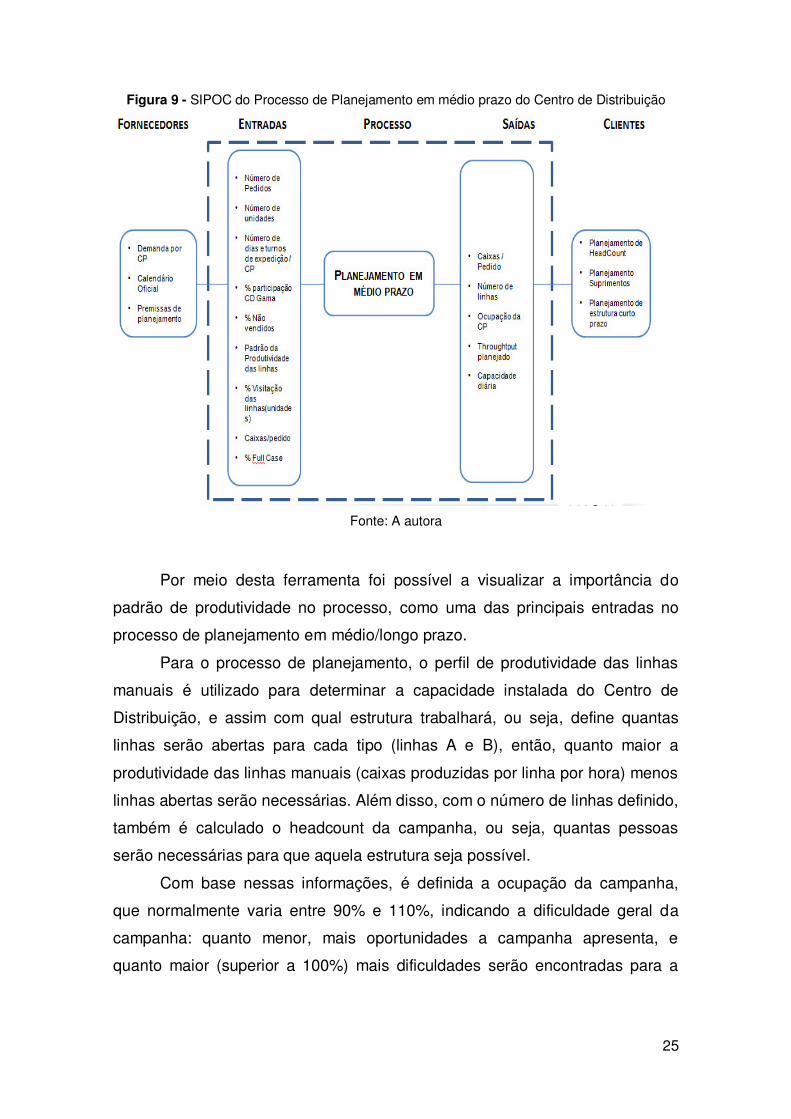
Como primeiro passo, foi desenhado o SIPOC do processo de
Planejamento em médio/longo prazo, para compreensão do fluxo de entradas e
saídas, conforme a figura abaixo:
25
Figura 9 - SIPOC do Processo de Planejamento em médio prazo do Centro de Distribuição
Fonte: A autora
Por meio desta ferramenta foi possível a visualizar a importância do
padrão de produtividade no processo, como uma das principais entradas no
processo de planejamento em médio/longo prazo.
Para o processo de planejamento, o perfil de produtividade das linhas
manuais é utilizado para determinar a capacidade instalada do Centro de
Distribuição, e assim com qual estrutura trabalhará, ou seja, define quantas
linhas serão abertas para cada tipo (linhas A e B), então, quanto maior a
produtividade das linhas manuais (caixas produzidas por linha por hora) menos
linhas abertas serão necessárias. Além disso, com o número de linhas definido,
também é calculado o headcount da campanha, ou seja, quantas pessoas
serão necessárias para que aquela estrutura seja possível.
Com base nessas informações, é definida a ocupação da campanha,
que normalmente varia entre 90% e 110%, indicando a dificuldade geral da
campanha: quanto menor, mais oportunidades a campanha apresenta, e
quanto maior (superior a 100%) mais dificuldades serão encontradas para a
26
expedição da campanha. Esse valor é baseado na capacidade instalada versus
a demanda de caixas da campanha.
Além disso, tornou mais palpável a maneira inadequada com que é
utilizada a entrada “produtividade das linhas” antes do presente trabalho: na
forma de uma premissa de planejamento, ou seja, fixa em todas as
campanhas, independente do perfil que a campanha apresenta o que na
maioria das vezes não é condizente com a realidade, acarretando em perda da
assertividade do planejamento, onerando os riscos do Centro de Distribuição
não estar preparado adequadamente para as campanhas futuras, podendo até
trazer desequilíbrio no uso dos recursos disponíveis.
Definiu-se como KPI (Key Productive Indicator) do projeto a aderência
da produtividade planejada em relação à efetiva. Levando em consideração
que 95% das caixas do CD passam pelas linhas A e B, o KPI considerará os
valores de assertividade destas duas linhas.
Os dados de produtividades, das linhas A e B, efetivas foram levantados
e comparados com os valores de produtividades utilizados antes do projeto
(premissa). O resultado pode ser visto no gráfico 1.
27
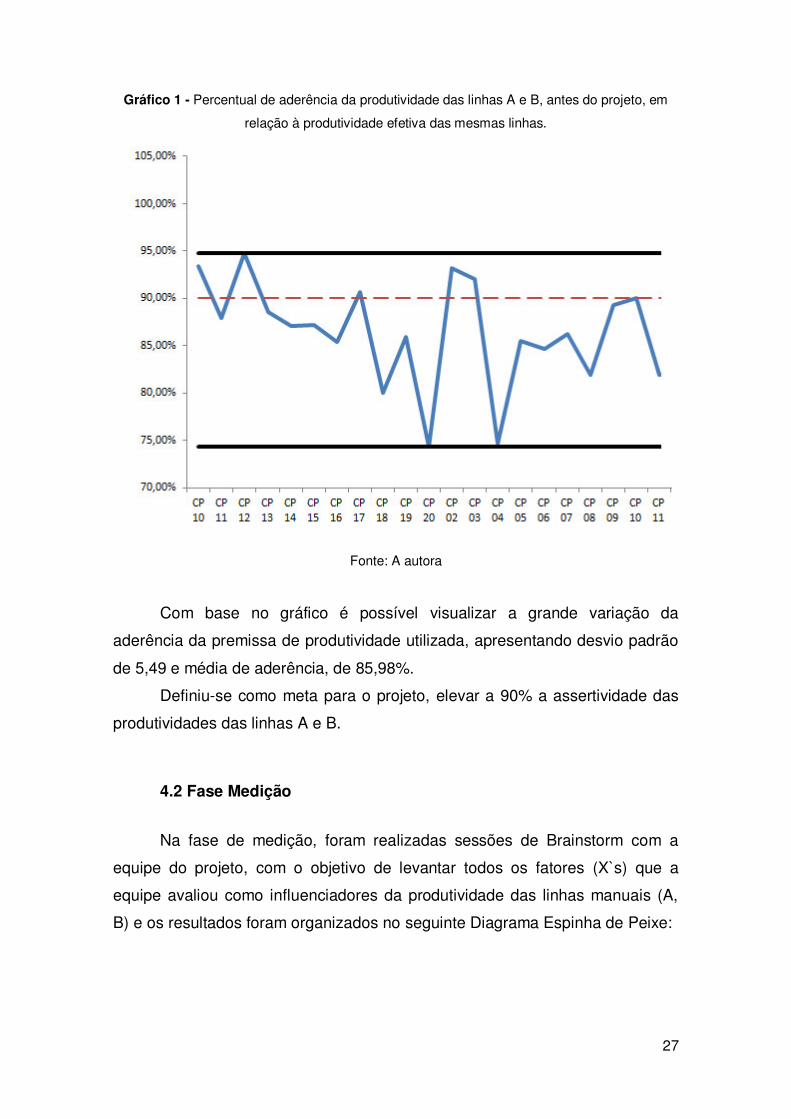
Gráfico 1 - Percentual de aderência da produtividade das linhas A e B, antes do projeto, em
relação à produtividade efetiva das mesmas linhas.
Fonte: A autora
Com base no gráfico é possível visualizar a grande variação da
aderência da premissa de produtividade utilizada, apresentando desvio padrão
de 5,49 e média de aderência, de 85,98%.
Definiu-se como meta para o projeto, elevar a 90% a assertividade das
produtividades das linhas A e B.
4.2 Fase Medição
Na fase de medição, foram realizadas sessões de Brainstorm com a
equipe do projeto, com o objetivo de levantar todos os fatores (X`s) que a
equipe avaliou como influenciadores da produtividade das linhas manuais (A,
B) e os resultados foram organizados no seguinte Diagrama Espinha de Peixe:
28
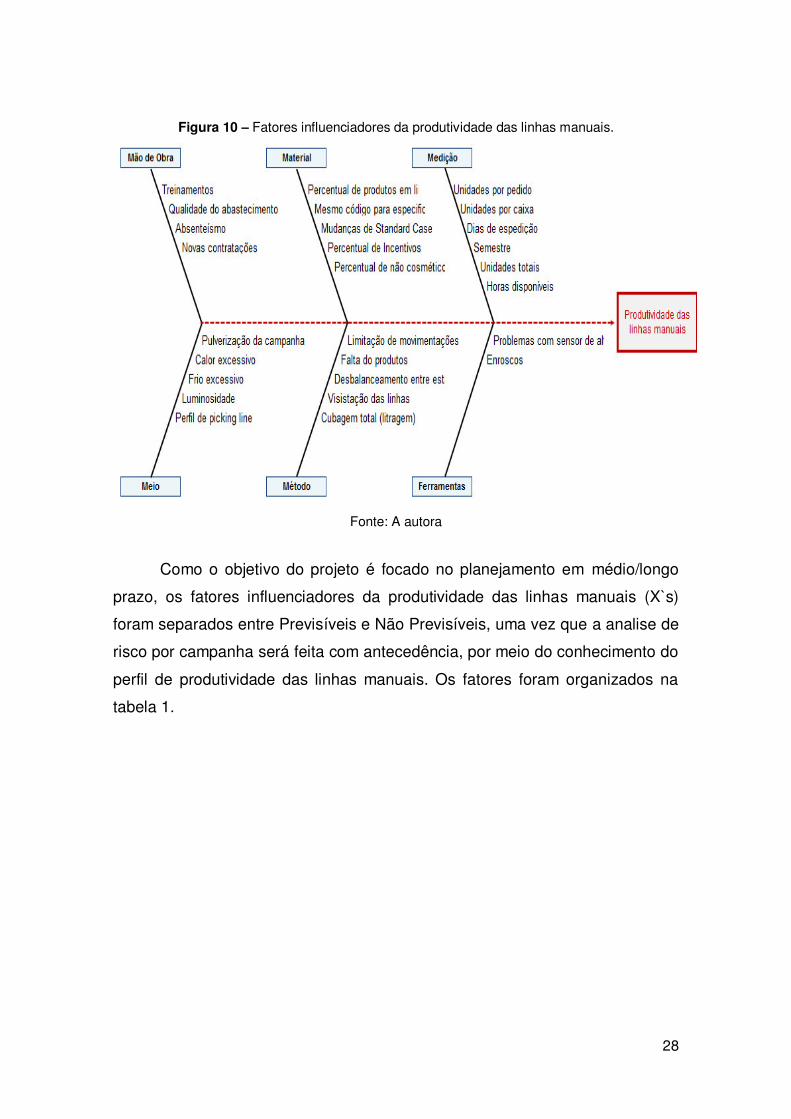
Figura 10 – Fatores influenciadores da produtividade das linhas manuais.
Fonte: A autora
Como o objetivo do projeto é focado no planejamento em médio/longo
prazo, os fatores influenciadores da produtividade das linhas manuais (X`s)
foram separados entre Previsíveis e Não Previsíveis, uma vez que a analise de
risco por campanha será feita com antecedência, por meio do conhecimento do
perfil de produtividade das linhas manuais. Os fatores foram organizados na
tabela 1.

29
Tabela 2 - Fatores Influenciadores da produtividade das linhas manuais separados entre
Previsíveis e Não Previsíveis
Previsíveis Não previsíveis
Unidades por pedido Absenteísmo
Percentual de produtos dispensados em linhas mecânicas
Embalagens diferentes para o mesmo produto
Cubagem total (litragem) Trocas e faltas
Percentual de Não Cosméticos Limitação de movimentações
Unidades totais Falta de produtos
Percentual de incentivos Mudança de Standard Case
Percentual de não vendidos Mesmo código, para especificações
diferentes
Pulverização da campanha Desbalanceamento entre as linhas
Unidades por caixa Luminosidade
Caixas por pedido Problemas no sensor de altura
Dias da Campanha Treinamentos
Visitação das linhas Novas contratações
Horas disponíveis Qualidade do abastecimento
Perfil de Picking line Calor excessivo
Frio excessivo
Semestre
Enrosco na linha Fonte: A autora
A seguir, os fatores considerados como Previsíveis foram mais uma vez
classificados utilizando a Matriz Causa x Efeito e Matriz Esforço x Impacto. Em
equipe, foram dadas notas de impacto e de esforço (de previsibilidade) a cada
fator. Com base nestas notas, os fatores (X`s) foram divididos em quatro
grupos:
1. Baixo Esforço e Alto Impacto: Ver e Agir. Fatores que exigem baixo
esforço para ter informações em médio prazo, mas possuem alto
impacto na produtividade.
2. Alto Esforço e Alto Impacto: Complexos. Fatores que possuem alto
impacto na produtividade, porem demandam grandes esforço para
serem previstos com antecedência.
3. Baixo Esforço e Baixo Impacto: Possuem baixo impacto na
produtividade, porem por apresentarem baixo esforço de previsibilidade
também são analisados, porem depois dos fatores presentes no grupos
anteriores.

30
4. Alto Esforço e Baixo Impacto: Descartes. Demandam grande esforço, e
apresentam baixo impacto na produtividade, portanto, são fatores que
devem ser descartados.
Figura 11 - Notas de esforço e impacto atribuídas pela equipe do projeto aos fatores
influenciadores da produtividade das linhas manuais
Fonte: A autora
Com tais resultados, foi gerada a seguinte Matriz Esforço x
Impacto.

31
Figura 12 - Fatores influenciadores da produtividade (X´s) distribuídos na matriz de esforço x
impacto.
Fonte: A autora
No grupo Baixo Esforço e Alto Impacto ficaram os fatores de baixo
esforço de previsibilidade e alto impacto na produtividade das linhas
manuais:
Unidades por pedido
Percentual de incentivos
Perfil de picking line
Horas disponíveis
Caixas por pedido
Situados no grupo Alto Esforço e Alto Impacto os fatores de alto esforço
de previsibilidade e alto impacto na produtividade das linhas manuais:
Percentual de não vendidos
Percentual de não cosméticos
Pulverização da campanha
Cubagem

32
No grupo Baixo Esforço e Baixo Impacto estão os fatores de baixo
impacto na produtividade das linhas manuais, e também com baixo esforço
de previsibilidade:
Unidades por caixa
Unidades totais
E no grupo de Alto Esforço e Baixo Impacto estão os fatores que
possuem baixo impacto na produtividade, porém, apresentam alto esforço
de previsibilidade, e que serão descartados:
Percentual de produtos em linhas mecânicas
Visitação das linhas
Com os resultados da fase de definição, foram identificados quais
fatores são influenciadores da produtividade das linhas manuais, em relação à
percepção da equipe, e ainda, foram classificados para que somente sejam
analisados aqueles que são previsíveis, e que podem apresentar um impacto
significativo no resultado final.
4.3 Fase Análise
Neste capítulo, as variáveis independentes foram analisadas sobre suas
correlações com as variáveis depentendes, ou seja, se estatisticamente
influenciam a produtividade das linhas manuais.
Para tais analises foi examinada uma base de dados com o histórico de
produtividade das linhas A e B, e de todas variáveis independentes estudadas,
com tamanho amostral de dezenove observações (número de campanhas em
um ano). O número de amostras foi limitado por uma mudança significativa que
ocorreu no Centro de Distribuição estudado: o início do funcionamento da linha
manual B, o que torna os dados anteriores a data de ativação desta linha
inadequados para análise do perfil de produtividade do Centro de Distribuição
futuras.
Cada variável dependente (Y`s – Produtividade das linhas manuais) foi
testada com cada variável independente (X`s), e correlações maiores que 0,40
(moderadas) foram consideradas satisfatórias. As tabelas 2 e 3 apresentam os
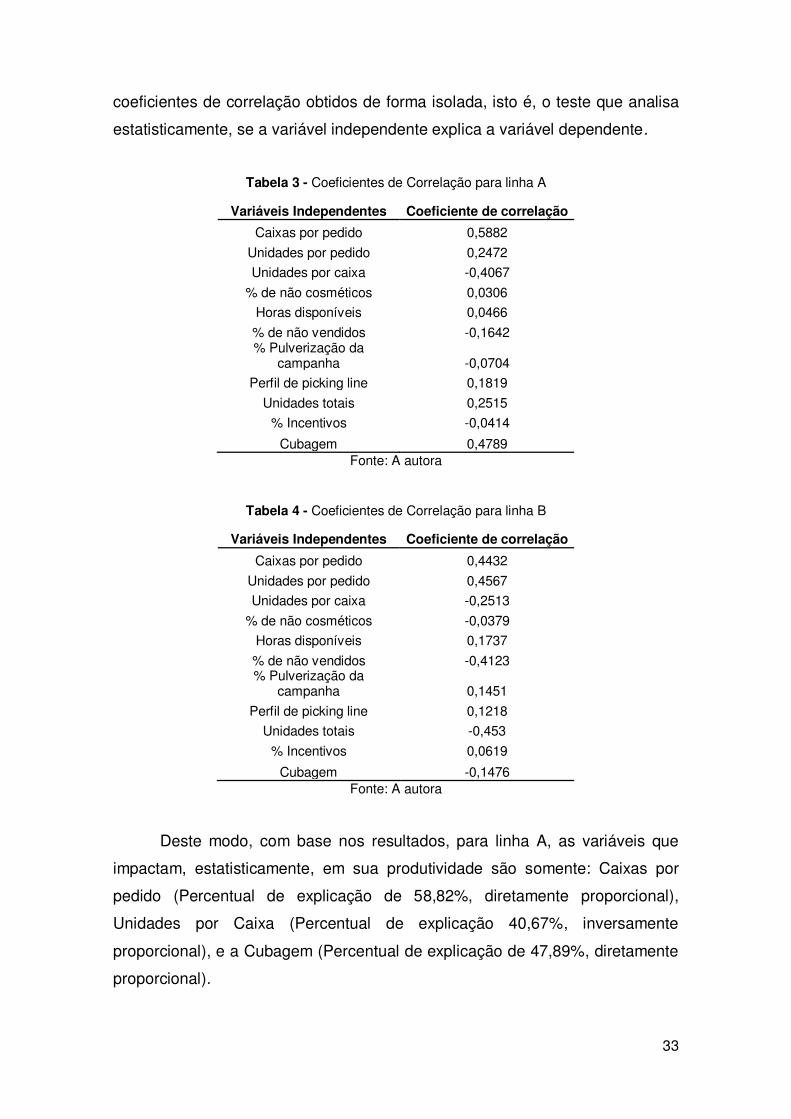
33
coeficientes de correlação obtidos de forma isolada, isto é, o teste que analisa
estatisticamente, se a variável independente explica a variável dependente.
Tabela 3 - Coeficientes de Correlação para linha A
Variáveis Independentes Coeficiente de correlação
Caixas por pedido 0,5882
Unidades por pedido 0,2472
Unidades por caixa -0,4067
% de não cosméticos 0,0306
Horas disponíveis 0,0466
% de não vendidos -0,1642 % Pulverização da
campanha -0,0704
Perfil de picking line 0,1819
Unidades totais 0,2515
% Incentivos -0,0414
Cubagem 0,4789 Fonte: A autora
Tabela 4 - Coeficientes de Correlação para linha B
Variáveis Independentes Coeficiente de correlação
Caixas por pedido 0,4432
Unidades por pedido 0,4567
Unidades por caixa -0,2513
% de não cosméticos -0,0379
Horas disponíveis 0,1737
% de não vendidos -0,4123 % Pulverização da
campanha 0,1451
Perfil de picking line 0,1218
Unidades totais -0,453
% Incentivos 0,0619
Cubagem -0,1476 Fonte: A autora
Deste modo, com base nos resultados, para linha A, as variáveis que
impactam, estatisticamente, em sua produtividade são somente: Caixas por
pedido (Percentual de explicação de 58,82%, diretamente proporcional),
Unidades por Caixa (Percentual de explicação 40,67%, inversamente
proporcional), e a Cubagem (Percentual de explicação de 47,89%, diretamente
proporcional).
34
Já para linha B, as variáveis a serem consideradas são: Caixas por
pedido (Percentual de explicação de 44,32%, diretamente proporcional),
Unidades por Pedido (Percentual de explicação de 45,67%, diretamente
proporcional), Percentual de não vendidos (Percentual de explicação de
41,23%, inversamente proporcional), e Unidades totais da campanha
(Percentual de explicação de 45,30%, inversamente proporcional).
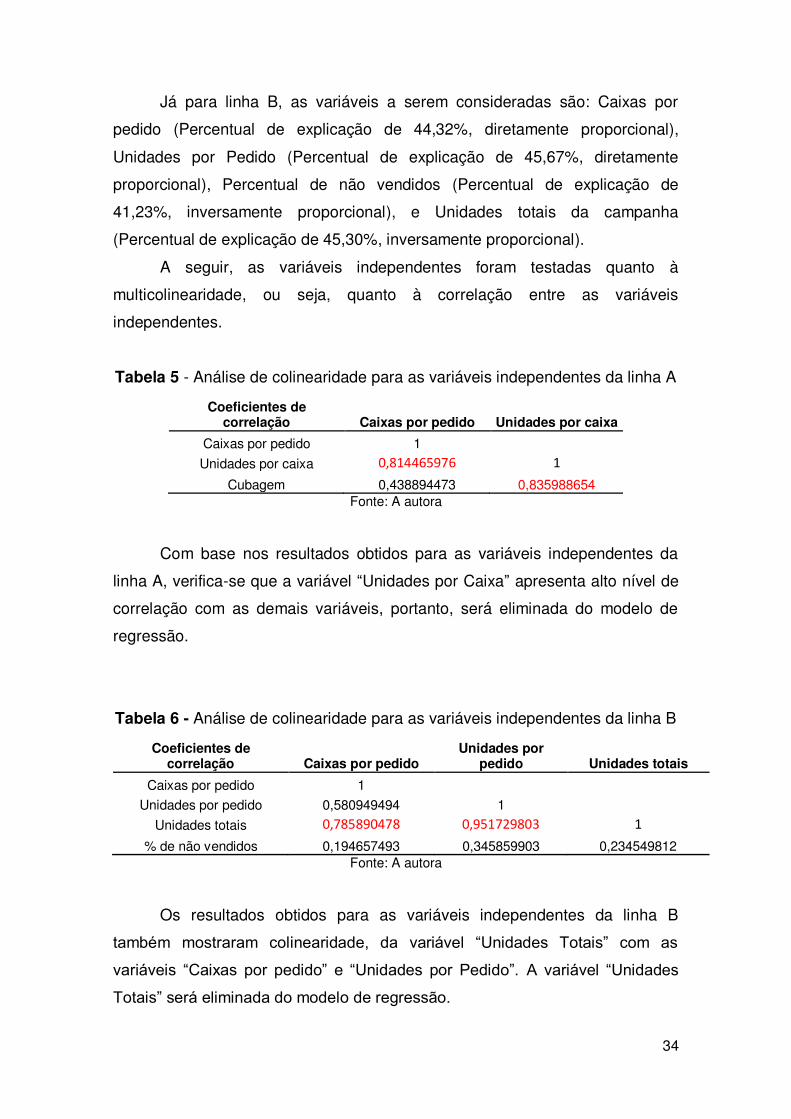
A seguir, as variáveis independentes foram testadas quanto à
multicolinearidade, ou seja, quanto à correlação entre as variáveis
independentes.
Tabela 5 - Análise de colinearidade para as variáveis independentes da linha A
Coeficientes de correlação Caixas por pedido Unidades por caixa
Caixas por pedido 1
Unidades por caixa 0,814465976 1
Cubagem 0,438894473 0,835988654 Fonte: A autora
Com base nos resultados obtidos para as variáveis independentes da
linha A, verifica-se que a variável “Unidades por Caixa” apresenta alto nível de
correlação com as demais variáveis, portanto, será eliminada do modelo de
regressão.
Tabela 6 - Análise de colinearidade para as variáveis independentes da linha B
Coeficientes de correlação Caixas por pedido
Unidades por pedido Unidades totais
Caixas por pedido 1
Unidades por pedido 0,580949494 1 Unidades totais 0,785890478 0,951729803 1
% de não vendidos 0,194657493 0,345859903 0,234549812 Fonte: A autora
Os resultados obtidos para as variáveis independentes da linha B
também mostraram colinearidade, da variável “Unidades Totais” com as
variáveis “Caixas por pedido” e “Unidades por Pedido”. A variável “Unidades
Totais” será eliminada do modelo de regressão.

35
Em seguida, a ferramenta Best Subsets possibilitou constatar a melhor
combinação, dentre as variáveis independentes filtradas até o momento, que
explique o perfil de produtividade das linhas manuais. As figuras 15 e 16
apresentam os resultados das análises feitas, para as linhas A e B, com o
auxílio do Minitab.
Figura 13 - Análise Bestsubsets para linha A
Fonte: A autora

36
Figura 14 – Análise de Bestsubsets para linha B
Fonte: A autora
As combinações mais significativas foram selecionadas com base na
combinação do maior R2, e o menor Cp de Mallows, e estão demonstradas
na Tabela 6.
Tabela 7 – Variáveis Independentes
Linha Variáveis Independentes
A Caixas por Pedido
B Caixas por Pedido e % de não
vendidos Fonte: A autora
Com base nos resultados obtidos, foram gerados os modelos de
equações para o cálculo das produtividades das linhas A e B.
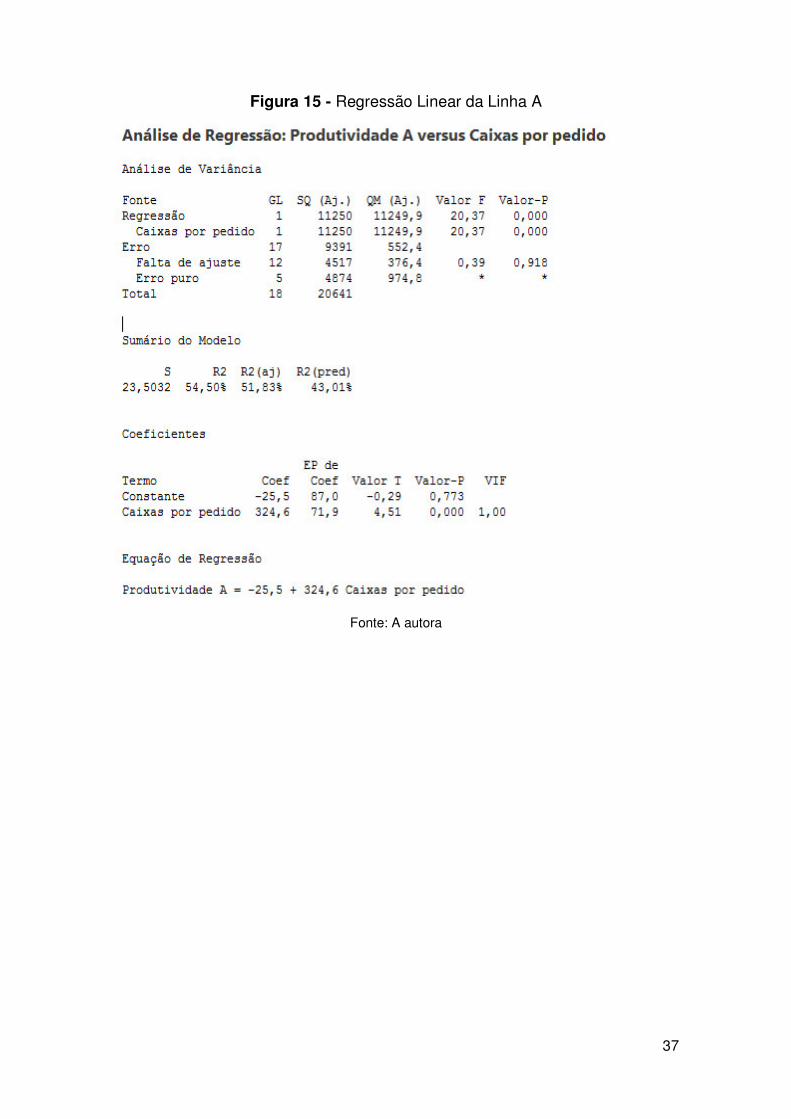
37
Figura 15 - Regressão Linear da Linha A
Fonte: A autora
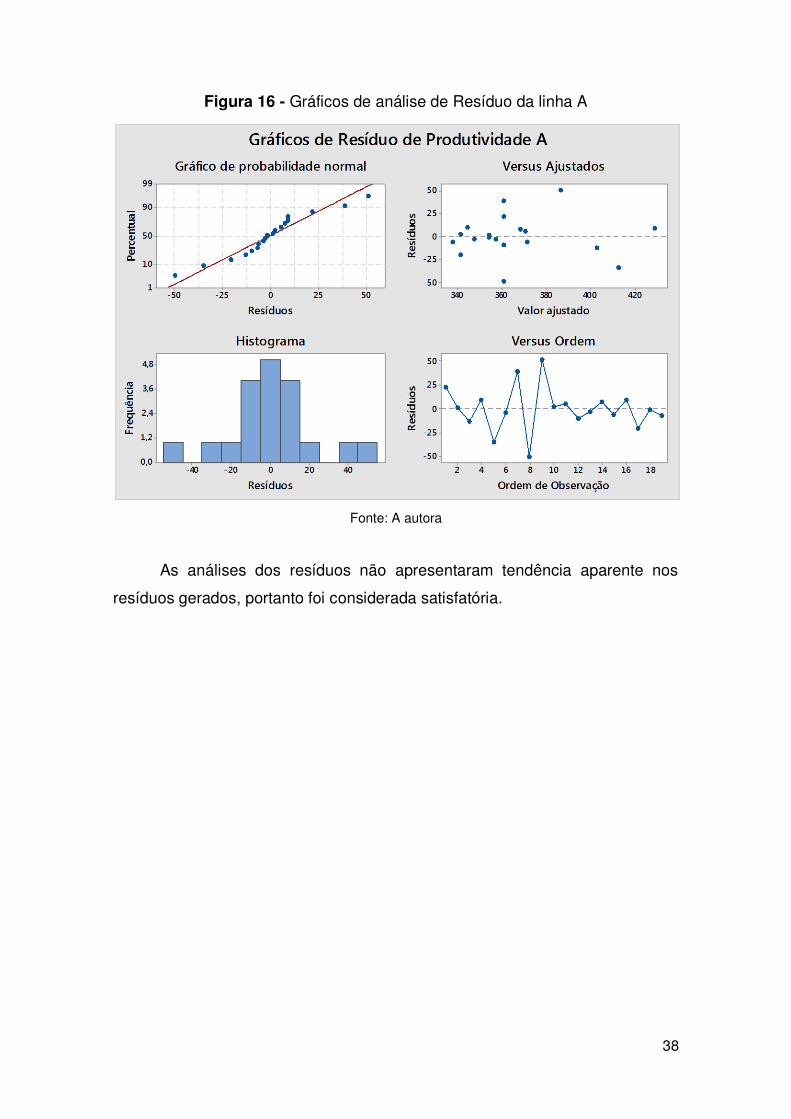
38
Figura 16 - Gráficos de análise de Resíduo da linha A
Fonte: A autora
As análises dos resíduos não apresentaram tendência aparente nos
resíduos gerados, portanto foi considerada satisfatória.

39
Figura 17 - Regressão Linear da Linha B
Fonte: A autora
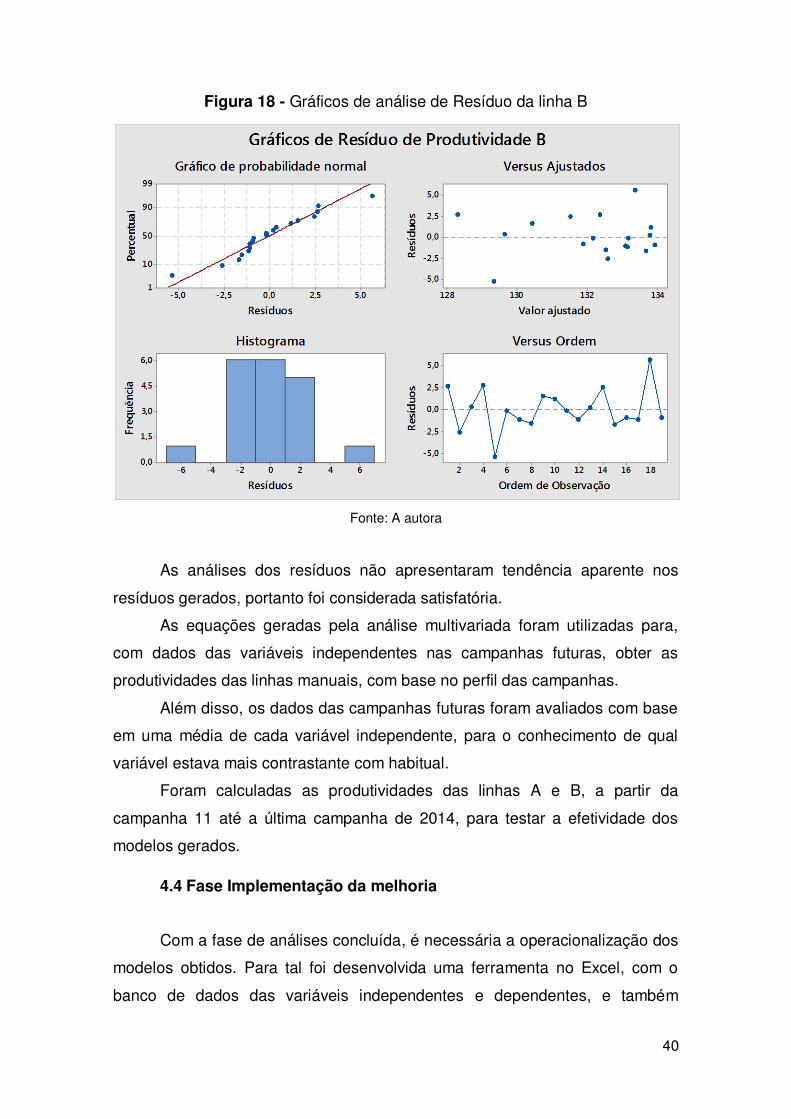
40
Figura 18 - Gráficos de análise de Resíduo da linha B
Fonte: A autora
As análises dos resíduos não apresentaram tendência aparente nos
resíduos gerados, portanto foi considerada satisfatória.
As equações geradas pela análise multivariada foram utilizadas para,
com dados das variáveis independentes nas campanhas futuras, obter as
produtividades das linhas manuais, com base no perfil das campanhas.
Além disso, os dados das campanhas futuras foram avaliados com base
em uma média de cada variável independente, para o conhecimento de qual
variável estava mais contrastante com habitual.
Foram calculadas as produtividades das linhas A e B, a partir da
campanha 11 até a última campanha de 2014, para testar a efetividade dos
modelos gerados.
4.4 Fase Implementação da melhoria
Com a fase de análises concluída, é necessária a operacionalização dos
modelos obtidos. Para tal foi desenvolvida uma ferramenta no Excel, com o
banco de dados das variáveis independentes e dependentes, e também

41
informações sobre estas variáveis nas campanhas futuras, com base no
planejamento de demanda feito pela empresa.
A partir da campanha 11 de 2014, a ferramenta começou a ser testada,
quanto a sua assertividade. O resultado está exibido no gráfico 2, com a média
da assertividade da produtividade da Linha A e da Linha B.
Gráfico 2 – Assertividade do modelo
Fonte: A autora
Os resultados obtidos até o momento foram satisfatórios, pois se
mantiveram acima da meta de 90% de assertividade.
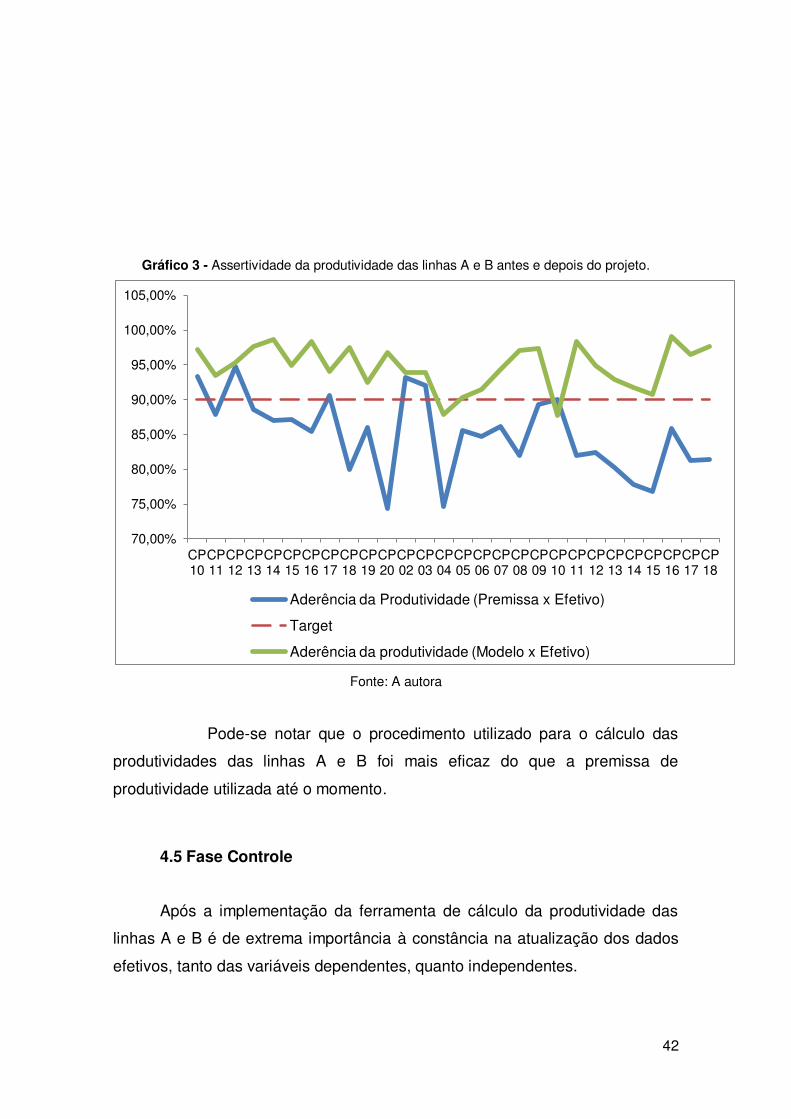
Quando comparamos os resultados de assertividade das produtividades
calculadas com os valores de assertividade antes do presente trabalho, as
melhorias são evidentes, como apresentado no gráfico 3. A média da
assertividade da premissa utilizada por planejamento, até a campanha 18, foi
de 85,29%, com desvio padrão de 5,78%. Já a assertividade do modelo criado,
no mesmo período de tempo, foi de 94,37%, com desvio padrão de 3,17%.
70%
75%
80%
85%
90%
95%
100%
105%
CP 11 CP 12 CP 13 CP 14 CP 15 CP 16 CP 17 CP 18
Target Aderência da produtividade (Modelo x Efetivo)
42
Gráfico 3 - Assertividade da produtividade das linhas A e B antes e depois do projeto.
Fonte: A autora
Pode-se notar que o procedimento utilizado para o cálculo das
produtividades das linhas A e B foi mais eficaz do que a premissa de
produtividade utilizada até o momento.
4.5 Fase Controle
Após a implementação da ferramenta de cálculo da produtividade das
linhas A e B é de extrema importância à constância na atualização dos dados
efetivos, tanto das variáveis dependentes, quanto independentes.
70,00%
75,00%
80,00%
85,00%
90,00%
95,00%
100,00%
105,00%
CP 10
CP 11
CP 12
CP 13
CP 14
CP 15
CP 16
CP 17
CP 18
CP 19
CP 20
CP 02
CP 03
CP 04
CP 05
CP 06
CP 07
CP 08
CP 09
CP 10
CP 11
CP 12
CP 13
CP 14
CP 15
CP 16
CP 17
CP 18
Aderência da Produtividade (Premissa x Efetivo)
Target
Aderência da produtividade (Modelo x Efetivo)
43
O analista de planejamento, integrante da equipe, responsável por este
processo foi treinado para o entendimento de todas as etapas do cálculo das
produtividades das linhas A e B, e uma Instrução de Trabalho foi desenvolvida
com todos os passos do processo.
O KPI do projeto (assertividade do modelo) deve ser acompanhado pelo
analista responsável com atenção, para o caso de oscilações bruscas, o que
pode significar a necessidade da atualização do modelo de regressão. Por
sugestão do Black Belt que orientou a autora do seguinte trabalho, é uma
prática atualizar o modelo de regressão pelo menos a cada seis meses, para
garantia de sua efetividade.
Além disso, o modelo também deve ser atualizado caso ocorra alguma
mudança significativa no processo de expedição das caixas, refazendo os
passos seguidos neste trabalho.

44
5. CONCLUSÕES
Com a utilização da metodologia DMAIC em no processo de
planejamento de um Centro de Distribuição conseguiu-se:
Aumentar 9% na assertividade no planejamento da produtividade das
linhas A e B.
Implementar uma ferramenta de cálculo da produtividade.
Conhecimento das variáveis influenciadoras na produtividade.
Melhor dimensionamento dos recursos utilizados no Centro de
Distribuição
Metas para a operação mais realistas.
Além das melhorias concretas, também foram verificadas melhorias
subjetivas como:
A quebra de paradigmas quanto a variáveis que eram vista como
influenciadoras da produtividade e, estatisticamente, não eram.
A desmistificação das análises estatísticas apresentadas pela
metodologia, tornando-as mais próxima do cotidiano das pessoas
envolvidas no presente trabalho.
Conclui-se, então, o presente trabalho como um legado a ser empregado
em outras situações semelhantes, agregando qualidade e assertividade aos
processos de todo tipo de planejamento.

45
6. REFERÊNCIAS BIBLIOGRÁFICAS
ABEVD. Associação Brasileira de Empresas de Vendas Direta. Disponível
em http://www.abevd.org.br. Acessado em 21/04/2014
AGUIAR, S. “Integração das Ferramentas de Qualidade ao PDCA e ao
Programa Seis Sigma”. Belo Horizonte: Ed.Desenvolvimento Gerencial, 2001
BOWERSOX, D. J.; CLOSS, D. J. “Logística Empresarial – o processo de
integração da cadeia de suprimento”. São Paulo, Atlas, 2001
CHRISTOPHER, M. “Logistics and Supply Chain Management”. Londres:
Pitman, 1992
COUGHALAN, P.; COGHLAN, D. “Action research for Operation
Management. International Journal of Operations and Production
Management”. v. 22, n. 2, p 220-240, 2002.
CUTI, D. “Análise de regressão utilizando o Minitab”, Curso de Minitab,
Universidade Federal de Ouro Preto, 2009.
ECKES, G. “Six Sigma for Everyone”. New York, John Wiley and Sons, 2003.
GEORGE, M. L. “Lean Seis Sigma para Serviços”. Rio de Janeiro,
Qualitymark, 2004.
GUEDES, M. F. “A Propensão Ao Financiamento Através De Cartões De
Crédito”. São Paulo, 2005.
HAIR JUNIOR, J. F.; ANDERSON, R. E.; TATHAM, R. L.; BLACK, W. C.;
“Análise Multivariada de dados”. Porto Alegre, Bookman, 2005.
KUME, H. “Métodos Estatísticos para Melhoria da Qualidade”. São Paulo,
Editora Gente, 1993.
LEVINE, D. M.; STEPHAN, D. F; KREHBIEL, T. C.; BERENSON, M. L.
“Estatística: Teoria e aplicações”. Rio de Janeiro, 2012

46
MARTINS, R. A.; MERGULHÃO R. C.; LEAL, J. B. S. “O papel dinâmico da medição de desempenho nos projetos Seis Sigma: um estudo de caso”
Disponível em:
http://www.abepro.org.br/biblioteca/ENEGEP2006_TR530351_8243.pdf.
Acessado em 05/07/2014.
MELLO, C. H. P.; Silva, C. E. S.; Turrioni, J. B. e Souza, L. G. M. “Sistema de gestão da qualidade para operações de produção e serviço”, Editora Atlas,
São Paulo, 2002.
MIGUEL, N. A. – “O Impacto da previsão de demanda nas operações de
campo dos vendedores em empresas de venda direta”. Disponível em
http://www.abevd.org.br/downloads/premio_abevd_2indiv.pdf Acessado em
01/05/14
MIGUEL, P. A. C.; “Metodologia de pesquisa em engenharia de produção e
gestão de operações.” 2ª edição, Rio de Janeiro, Editora Elsevier, 260p,
2012
MILOCA, S.; CONEJO, P. “Uma proposta para escolha de armazéns de
trigo de melhor qualidadde industrial segundo a metodologia
multicritério.”. Engevista (UFF), v. 8, p 16-26, Cascavel, 2006
MONTGOMERY, D. C.; VINING, G. G.; PECK, E. A. “Introduction to linear regression analysis”. New York: John Wiley & Sons, 2001.
NETER, J.; KUTNER, M H.; NACHTSHEIM, C, J.; LI, W. “Applied Linear
Statistical Models”. New York: Mc Graw-Hill/Irwin, 2005.
PANDE, P; NEUMAN, R. & CAVANAGH, R. “Estratégia Seis Sigma: como a
GE, a Motorola e outras grandes empresas estão aguçando seu
desempenho”. Rio de Janeiro: Qualitymark, 2001
PEDRINI, D. C.; CATEN, C. S.; “Sistemática Para A Aplicação Do Gráfico
De Controle De Regressão Múltipla No Monitoramento De Processos”,
47
XXIX ENEGEP, Salvador, 2009.
PEREZ-WILSON, M. “Seis Sigma: Compreendendo o conceito, as implicações e os desafios”. Rio de Janeiro, Qualitymark, 2000
PIMENTA, C. D.; SILVA, M. B.; RIBEIRO, R. B.; RAMOS, A. W.
“Planejamento de experimentos (DOE) aplicado no processo de têmpera e
revenimento de arames de aço” SAE 9254. Revista Janus, lorena, v.5, n.8,
p.119-139, 2008.
PYZDEK, T. “Uma ferramenta em busca do defeito zero”. HSM
Management, n. 38, p. 64 – 70, São Paulo, 2003.
OLIVEIRA, W. A.; “Modelos estatísticos integrados à metodologia Lean
Seis Sigma visando ao aumento da produtividade na obtenção de etanol” Piracicaba, 2010.
SILVA, G. F.; “Aplicações estatísticas na área industrial”. Tese de
doutorado, São Carlos, 2009
STEVENSON, W. J. “Estatística A plicada à Administração”. São Paulo,
Harba, 1981
THIOLLENT, M. “Metodologia da pesquisa-ação”, 18ª edição, Editora
Cortez, São Paulo, 2008
ULMA HANDLING. ULMA Handling Systems. Disponível em http://www.ulmahandling.com/pt/picking. Acessado em 07/08/2014
USEVICIUS, L. A. “Implantação da metodologia seis sigma e aplicação da
técnica estatística projeto de experimentos na resolução de problemas e
otimização de processos de fabricação”. Porto Alegre, 2004
WERKEMA, M.C.C. “Estratégia para aumentar a lucratividade.”,
Qualitymark, p 138-143, n°103, 2000.
WERKEMA, M.C.C. “Criando a Cultura Seis Sigma.”. Rio de Janeiro,
Qualitymark, 2002.
48
WFDSA. World Federation of Direct Selling Associantions. Disponível em
www.wfdsa.org. Acessado em 23/04/2014
ZUBER-SKERRIT, O.; PERRY, C. “The Learning Organization”. Vol 9, n. 4,
p. 171 – 179, 2002