aplicaÇÃo da teoria da gestÃo da mudanÇa e das...
TRANSCRIPT
APLICAÇÃO DA TEORIA DA GESTÃO
DA MUDANÇA E DAS METODOLOGIAS
DE MELHORIA DO LAYOUT EM UMA
EMPRESA
Carla Simone Ruppenthal Neumann (UFRGS)
Este artigo apresenta uma revisão bibliográfica sobre a teoria da
gestão de mudança e sobre as metodologias que são utilizadas na
melhoria do layout, complementada por um trabalho aplicado. Através
de entrevistas semi estruturadas numa emprresa que sofreu alterações
de layout recentemente foi verificado como ocorreu o processo de
mudança e se foi utilizada alguma abordagem formal para realizar a
alteração. Verificou-se que as mudanças não seguiram as etapas
formais apresentadas na literatura, também não foi verificada a
utilização de uma abordagem mais robusta para conduzir a melhoria
de layout, mas foram obtidos resultados satisfatórios para o processo.
Palavras-chaves: gestão da mudança, planejamento do layout das
instalações e pesquisa qualitativa
XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente.
São Carlos, SP, Brasil, 12 a15 de outubro de 2010.
2
1.1
1. Introdução
Segundo Viana (2004), 50 a 70% das iniciativas de mudança lançadas nas décadas de 80 e 90
falharam. Para Kotter (1997), os principais esforços de mudança ajudaram algumas
organizações a se adaptarem de forma significativa às condições de transformação,
aprimoraram a posição competitiva de outras e prepararam algumas para um futuro melhor.
Em muitas situações, entretanto, as melhorias foram decepcionantes, e o quadro final mais
assustador que o inicial, com recursos desperdiçados e funcionários dispensados, apreensivos
ou frustrados. Estes fatos sugerem que os líderes deveriam estar voltados aos fatores que
impedem a mudança de acontecer (VIANA, 2004).
Considerações de ordem econômica têm forçado a uma constante avaliação e reconhecimento
dos sistemas existentes, das pessoas e dos equipamentos. Com as rápidas mudanças nas
técnicas de produção e com os equipamentos novos que tem surgido, poucas empresas serão
capazes de conservar suas instalações ou layouts antigos sem prejudicar sua posição
competitiva no mercado. Um dos métodos mais efetivos de aumentar a produtividade e
reduzir custos é reduzir ou eliminar todas as atividades que são desnecessárias ou que gerem
desperdício. Estas atividades incluem a verificação da utilização dos equipamentos e pessoas,
a redução de estoques, a melhoria do processo produtivo (através do aumento do índice de
valor agregado), o aumento da segurança e da saúde dos empregados entre outras
(TOMPKINS et al., 1996). Todas estas atividades são realizadas ao se propor a modificação
do layout de uma instalação existente.
Em vista do acima exposto, o que se propõe como objeto de estudo neste artigo é, com base
na literatura de gestão da mudança e nas metodologias que são utilizadas na melhoria e no
planejamento do layout das instalações, verificar como uma empresa do ramo eletro
eletrônico conduziu uma alteração de layout. As questões respondidas através de entrevistas
individuais semi-estruturadas pretendem verificar como ocorreu o processo de mudança e se a
empresa utilizou alguma abordagem formal para realizar a alteração do layout.
2. Gestão da mudança
Mudança por definição é a passagem de uma situação pra outra. É algo que ocorre no tempo,
é dinâmica e aponta para a idéia de processo (VIANA, 2004).
Segundo Palmer (2004) & Mocsányi (2004), é preciso compreender que a mudança passa por
três etapas distintas: o estágio atual ou o fim da situação que estava vigorando, o estado de
transição, no qual se está mudando do velho para o novo e o estado melhorado, no qual o
velho já ficou para trás e o novo ainda está sendo melhorado. Já por sua vez, a gestão da
mudança envolve cinco momentos diferentes: constatar a necessidade da mudança; definir
uma mudança que satisfaça a necessidade e estabelecer a visão de futuro clara; identificar os
impactos da mudança planejada; planejar como as mudanças serão realizadas, e; implementar
e consolidar as mudanças (MOCSÁNYI, 2004; PALMER, 2004).
Observa-se que as mudanças são realizadas com pessoas. Logo, como as pessoas mudam, as
organizações também mudam (VIANA, 2004). Geralmente as mudanças falham por razões
humanas e não técnicas (PALMER, 2004). Por este motivo, gerenciar o lado humano da
mudança é fundamental no trabalho do gerente contemporâneo (MOCSÁNYI, 2004). Kotter
(1994, 1997) afirma que o alto preço da mudança é inevitável, mas que grande parte da
angustia que as mudanças geram poderiam ser evitadas se não se cometessem erros comuns e
observados na dinâmica da maior parte das empresas que não obtiveram sucesso ao mudarem.
Ele enumera os seguintes erros: não estabelecer senso de urgência suficientemente grande;
falhar na criação de coalizão administrativa forte; subestimar o poder da visão; comunicar a
visão de forma ineficiente; permitir que obstáculos bloqueiem a nova visão; falhar na criação
3
de vitórias a curto prazo, declarar vitória prematuramente e negligenciar a incorporação sólida
de mudanças a cultura corporativa. Nenhum destes erros traria tantos prejuízos se o mundo
estivesse mais lento e menos competitivo. Entretanto, como a maioria dos especialistas
concorda que o mundo dos negócios se tornará cada vez mais veloz e competitivo, não há
como não enfatizá-los. Reduzir a velocidade de novas iniciativas, criar resistência
desnecessária, frustrar os funcionários interminavelmente e sufocar completamente as
mudanças pode levar uma empresa ao fracasso (KOTTER, 1997). Ainda segundo esse autor,
estes erros não são inevitáveis, podem ser atenuados com consciência e habilidade. Nixon
(2004) sugere algumas táticas para vencer a resistência que as pessoas tem a mudança: educar
os operadores interessados e comunicar às mudanças que serão realizadas; envolver os
acionistas desde o início da mudança; oferecer suporte em forma de aconselhamento, negociar
as mudanças com algum tipo de recompensa, manipular os envolvidos (solicitar cooperação) e
finalmente ameaçar os envolvidos com punições como perda de promoções e ameaça de
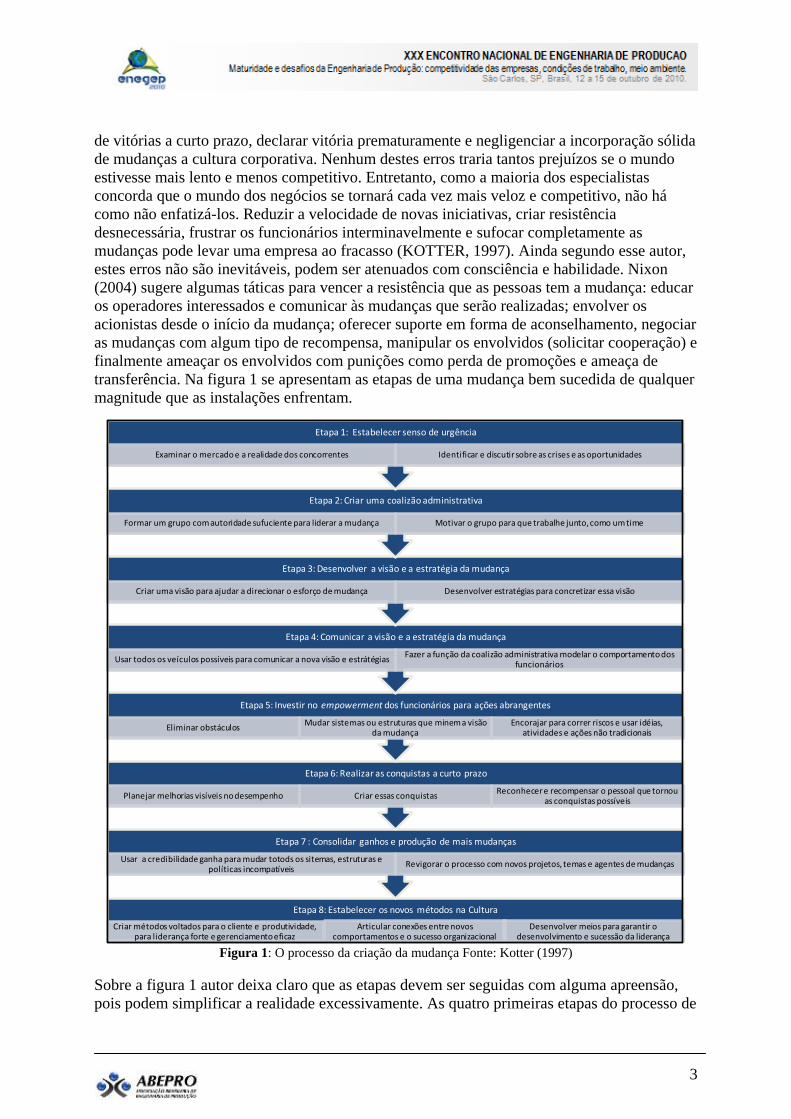
transferência. Na figura 1 se apresentam as etapas de uma mudança bem sucedida de qualquer
magnitude que as instalações enfrentam.
Etapa 8: Estabelecer os novos métodos na Cultura
Criar métodos voltados para o cliente e produtividade, para liderança forte e gerenciamento eficaz
Articular conexões entre novos comportamentos e o sucesso organizacional
Desenvolver meios para garantir o desenvolvimento e sucessão da liderança
Etapa 7 : Consolidar ganhos e produção de mais mudanças
Usar a credibilidade ganha para mudar totods os sitemas, estruturas e políticas incompatíveis
Revigorar o processo com novos projetos, temas e agentes de mudanças
Etapa 6: Realizar as conquistas a curto prazo
Planejar melhorias visíveis no desempenho Criar essas conquistasReconhecer e recompensar o pessoal que tornou
as conquistas possíveis
Etapa 5: Investir no empowerment dos funcionários para ações abrangentes
Eliminar obstáculosMudar sistemas ou estruturas que minem a visão
da mudançaEncorajar para correr riscos e usar idéias,
atividades e ações não tradicionais
Etapa 4: Comunicar a visão e a estratégia da mudança
Usar todos os veículos possíveis para comunicar a nova visão e estrátégiasFazer a função da coalizão administrativa modelar o comportamento dos
funcionários
Etapa 3: Desenvolver a visão e a estratégia da mudança
Criar uma visão para ajudar a direcionar o esforço de mudança Desenvolver estratégias para concretizar essa visão
Etapa 2: Criar uma coalizão administrativa
Formar um grupo com autoridade sufuciente para liderar a mudança Motivar o grupo para que trabalhe junto, como um time
Etapa 1: Estabelecer senso de urgência
Examinar o mercado e a realidade dos concorrentes Identificar e discutir sobre as crises e as oportunidades
Figura 1: O processo da criação da mudança Fonte: Kotter (1997)
Sobre a figura 1 autor deixa claro que as etapas devem ser seguidas com alguma apreensão,
pois podem simplificar a realidade excessivamente. As quatro primeiras etapas do processo de
4
transformação ajudam a descongelar um status quo inflexível. As etapas de cinco a sete,
apresentam práticas novas. A última etapa estabelece as mudanças na cultura corporativa e
auxilia a sua implementação. Ainda segundo este mesmo autor, a mudança bem-sucedida
passa por todas as oito etapas, geralmente na seqüência mostrada na figura 1. Embora
ocorram normalmente várias etapas ao mesmo tempo, ignorar uma única etapa ou adiantar-se
demais sem ter uma base sólida quase sempre gera problemas.
3. Metodologias de melhoria do layout
O planejamento do layout objetiva buscar uma combinação ótima entre os elementos que
configuram as instalações industriais, motivado pela existência de diferentes fluxos de
produção e sua utilização diferenciada do espaço físico. Ao se planejar, portanto, a melhoria
de layout, se deve procurar a disposição que melhor conjugue equipamentos, força de
trabalho, áreas produtivas, áreas de movimentação, áreas de armazenamento, produtos, fases
do processo ou serviço, de forma a permitir o rendimento máximo dos fatores de produção
(LAHMAR & BENJAAFAR, 2005; MENG et al., 2004).
De acordo com Groover (2001), a manufatura discreta de peças pode ser classificada segundo
a atividade de produção e segundo o layout das instalações. Considerando a atividade de
produção, existem três tipos principais de sistemas de produção: pequena produção (job
shop), produção em lote (batch) e produção em linha (mass). O tipo job shop é caracterizado
pelo baixo volume de produção e pela grande variedade de peças fabricadas. A produção em
lotes é caracterizada pela fabricação de lotes de tamanho médio de forma contínua ou
intercalada, com o propósito de satisfazer a demanda do usuário por um determinado produto.
A produção em linha é caracterizada pelas altas taxas de produção, com equipamentos que são
completamente dedicados à produção de um produto em particular. A fábrica normalmente é
projetada com o propósito exclusivo de fabricar um produto específico.
A classificação em função do layout da fábrica está associada ao sistema de produção de
peças discretas: posição fixa (fixed-position layout), orientado a processo ou funcional
(process layout) e orientado a produto (product-flow layout). No primeiro tipo, o termo
posição fixa se refere ao produto, que fica fixo em função do seu tamanho e peso. Quem se
desloca são os equipamentos utilizados na sua fabricação. Usualmente este tipo de layout é
associado ao sistema de produção do tipo job shop. No layout orientado a processo, as
máquinas de produção são arranjadas em grupo de acordo com o tipo geral de processo de
manufatura. Este tipo de layout é comum em sistemas de produção do tipo job shop e batch.
Finalmente, quando a fábrica é especializada para a produção de um, ou para uma classe de
produtos em larga escala, os equipamentos são rearranjados da forma mais eficiente para a
produção do mesmo. Este tipo de layout normalmente é associado a sistemas de produção do
tipo mass (GROOVER, 2001).
De acordo com Tompkins et al. (1996), os projetos de layout podem envolver a construção de
um layout totalmente novo ou a melhoria do layout existente. De acordo com estes autores,
embora um grande volume da literatura aborde a construção de layouts novos, a maior parte
do trabalho enfoca a melhoria de layouts existentes.
Segundo Lee (1998), as abordagens ao planejamento do layout das instalações podem ser
altamente organizadas ou extremamente aleatórias. Dentre as abordagens citadas, o autor
referencia algumas abordagens, que serão descritas resumidamente a seguir.
A abordagem baseada na experiência é fundamentada na experiência, no senso comum e no
instinto. A experiência dos membros mais velhos da organização é valiosa, contudo pode
entrar em obsolescência devido a novas tecnologias e formas de organização. Este tipo de
abordagem, normalmente, não é bem organizada e resulta da memória de um ou de poucos
5
indivíduos, podendo-se esquecer muitos detalhes. Foulds (1983) relata alguns autores que
utilizam a abordagem experimental em seus trabalhos.
A abordagem centrada na construção está focada na construção e nos prédios. O produto final
é freqüentemente imponente e, às vezes, uma obra de arte, mas pode não satisfazer as
necessidades operacionais do negócio. É freqüente utilizar a suntuosidade de um prédio para
evidenciar poder financeiro ou capacidade tecnológica. Observa-se que esta forma de abordar
o layout é uma forma legítima de propaganda.
A abordagem baseada na clonagem simplesmente duplica uma instalação já existente ou parte
dela, por isso é uma tarefa bastante rápida. Se a instalação existente é eficiente e se as
condições são as mesmas, este tipo de abordagem funciona bem. Para a maior parte dos casos,
no entanto, a clonagem tem uso limitado porque locais, processos e pessoas são diferentes.
A abordagem bottom up começa planejando os detalhes e depois parte para o todo. É uma
abordagem apropriada se todos os detalhes e a forma como eles se encaixarão no sistema são
conhecidos, se houver tempo e se os detalhes não forem modificados até a implantação do
projeto. Tais condições são muitas vezes encontradas em fábricas pequenas operando em
ambientes estáveis.
Segundo Foulds (1983), a abordagem sistemática requer menor intuição dos usuários. As
primeiras abordagens sistemáticas eram baseadas nas “cartas de percurso” embasadas nos
modelos de fluxo e volumes dos produtos. Num segundo momento, surgiram as cartas de
relacionamento que foram introduzidas por Muther apud Francis et al. (1992), através do
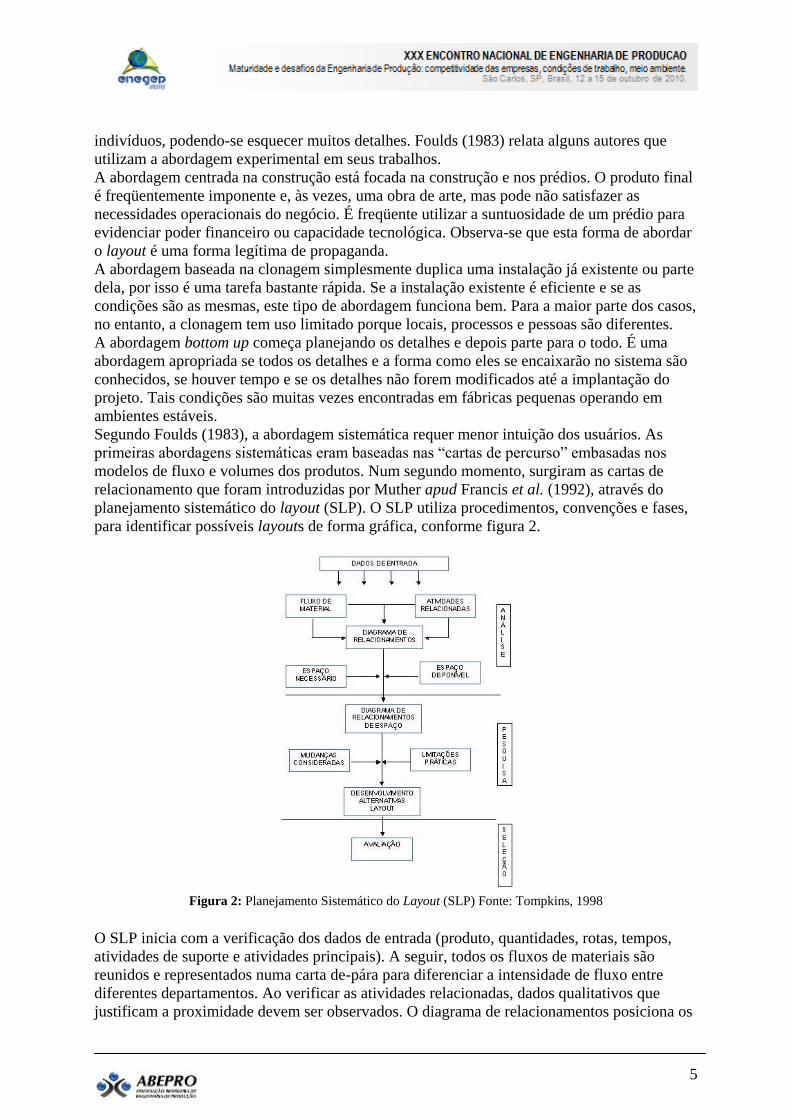
planejamento sistemático do layout (SLP). O SLP utiliza procedimentos, convenções e fases,
para identificar possíveis layouts de forma gráfica, conforme figura 2.
Figura 2: Planejamento Sistemático do Layout (SLP) Fonte: Tompkins, 1998
O SLP inicia com a verificação dos dados de entrada (produto, quantidades, rotas, tempos,
atividades de suporte e atividades principais). A seguir, todos os fluxos de materiais são
reunidos e representados numa carta de-pára para diferenciar a intensidade de fluxo entre
diferentes departamentos. Ao verificar as atividades relacionadas, dados qualitativos que
justificam a proximidade devem ser observados. O diagrama de relacionamentos posiciona os
6
departamentos espacialmente. Os departamentos que têm a maior interação devem ser
aproximados e vice-versa. Os próximos passos verificam a necessidade de espaço e o espaço
disponível, determinando a quantidade de espaço a ser alocado para cada departamento. O
diagrama de relacionamento de espaço adiciona as informações a respeito do tamanho dos
departamentos no diagrama de relacionamentos. Restrições e limitações adicionais devem ser
consideradas antes de gerar o layout em blocos. Ao final, devem ser geradas alternativas para
serem avaliadas e uma delas, poderá ser implantada.
A literatura enfoca o SLP em muitos trabalhos, além de apresentar inúmeras variantes para o
método proposto por Muther. Yang, Su & Hsu (2000) utilizaram o SLP como base para
resolver o planejamento das instalações de semicondutores delgados. Trein & Amaral (2000)
propuseram um novo layout para o setor de secagem em uma empresa de beneficiamento de
couro, também utilizando o SLP. Outros autores que utilizam a abordagem sistemática estão
sumarizados no trabalho de Foulds (1983). De acordo com este autor, a maioria dos métodos
sistemáticos se baseia no diagrama de relacionamentos ou em cartas similares, que
infelizmente não oferecem um incremento muito grande de melhorias. Segundo ele, o advento
dos computadores e da teoria dos grafos tem levado a um aumento da efetividade dos
métodos. Além disso, muitos layouts criados através dessa abordagem são simplesmente
versões melhoradas de instalações anteriores (WRENNALL, 1997a e 1997b). Sua maior
preocupação é como arranjar blocos de espaço. Segundo Lee (1998), uma questão
fundamental a ser respondida deveria ser, quais blocos de espaço devem ser arranjados ou re-
arranjados.
Outra abordagem enfocada é a estratégica. Esta abordagem é considerada top-down, pois
estabelece as políticas antes e arranja produtos, processos, organização e instalações para dar-
lhes suporte, sempre com o objetivo de satisfazer aos clientes (KERNS, 1999-a e 1999-b). É
direta e tem um propósito. Permite a todos os envolvidos no projeto seguir na mesma direção.
É insuficiente se for utilizada isoladamente (LEE, 1998). Segundo Albrecth apud Kerns
(1999-a), existem somente duas formas de estabelecer vantagem competitiva: fazer melhor ou
fazer diferentemente que os outros.
A última abordagem enfocada por Lee (1998) é a Fac Plan. Esta abordagem possui sistema,
estrutura, inclui a dimensão estratégica e também utiliza a experiência e o conhecimento
daqueles que utilizam as instalações. Ao longo de todos os níveis do planejamento o projetista
coleta informações a respeito dos produtos, processos, elementos humanos e infra-estrutura,
verifica a questão estratégica e toma decisões relativas ao layout das instalações. Pode ser
implementada a partir do detalhe em direção ao nível geral ou vice-versa, quando necessário.
Esta abordagem utiliza uma hierarquia dos níveis de detalhe. Idealmente, um projeto modelo
de planejamento do espaço ocorre iniciando pela determinação da localização global e
termina na determinação dos detalhes do posto de trabalho. No nível de localização e seleção
da planta, é decidido onde a empresa irá localizar suas instalações, bem como, a sua missão.
No nível supra, é incluído o planejamento do número, tamanho e localização dos prédios, e
também, questões de infra-estrutura tais como acessos a estradas e ferrovias, água e gás. No
nível macro, que pode ser considerado o nível mais importante do planejamento, pois
estabelece o foco ou a organização básica da fábrica, os projetistas definem e localizam as
diversas áreas operacionais e determinam o fluxo geral de materiais. No nível micro,
determina-se a localização de máquinas, equipamentos e móveis e no nível sub-micro,
projeta-se os postos de trabalho para obter maior eficiência, efetividade e segurança.
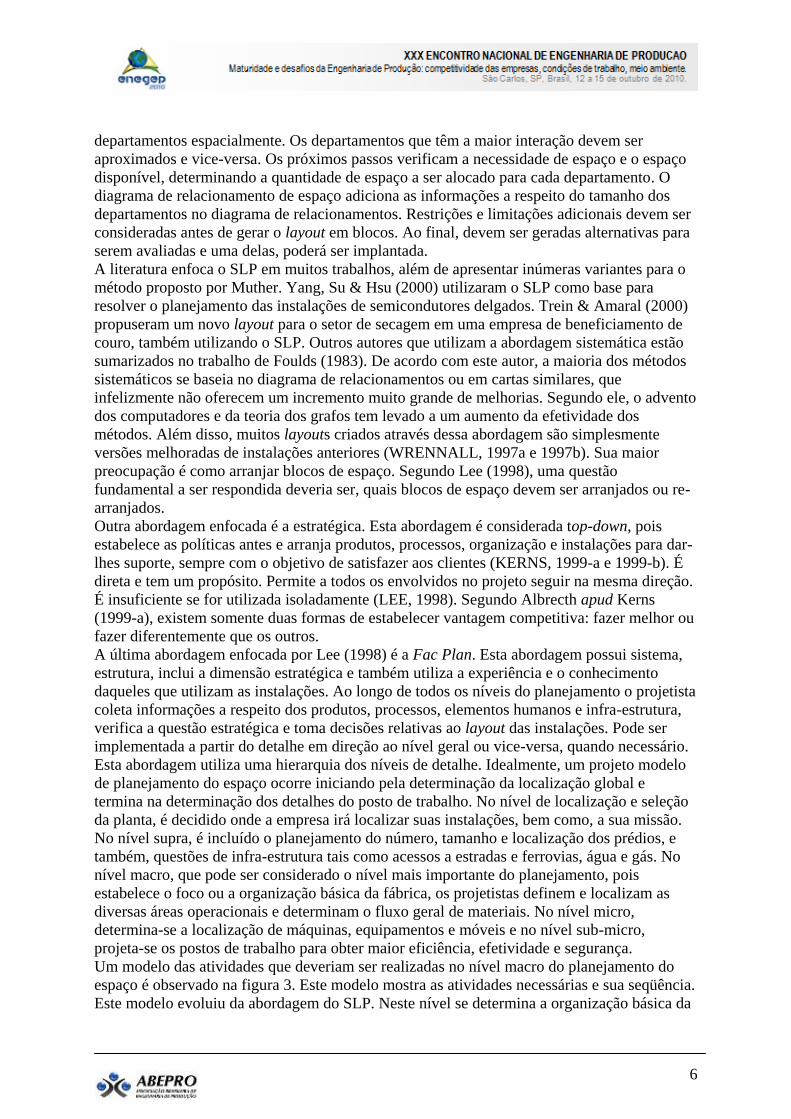
Um modelo das atividades que deveriam ser realizadas no nível macro do planejamento do
espaço é observado na figura 3. Este modelo mostra as atividades necessárias e sua seqüência.
Este modelo evoluiu da abordagem do SLP. Neste nível se determina a organização básica da
7
instalação e os padrões de fluxo de material com efeitos a longo prazo. O plano do macro-
espaço influencia quase todas as medidas de desempenho de uma organização, da rotatividade
da mão-de-obra à qualidade das entregas. Também neste nível as tarefas ocorrem em três
grupos distintos: obtenção de dados, desenvolvimento da estratégia e planejamento de layout.
Geralmente são definidas de 10 a 30 UPEs (unidade de planejamento de espaço). O resultado
pode ser a obtenção de UPEs orientadas ao processo, ao produto ou mistas, de acordo com a
nova definição estratégica. Após a conclusão das tarefas do nível macro de planejamento do
espaço, os projetistas se concentram nas atividades do planejamento no nível micro.
Para Yang, Su & Hsu (2000), a literatura existente para a resolução de problemas ligados ao
layout, freqüentemente recai em duas grandes categorias: a abordagem baseada em
procedimentos e a abordagem algorítmica.
Figura 3: Atividades para planejamento do macro espaço Fonte: Lee (1998)
O SLP, a abordagem estratégica e o Fac Plan são consideradas abordagens baseadas em
procedimentos. Já a abordagem algorítmica pode ser realizada utilizando-se quatro
características básicas: i) o tipo de dados de entrada que os algoritmos requerem (dados
qualitativos ou quantitativos); ii) a função objetivo, pois pode-se minimizar a soma das
distâncias percorridas ou maximizar o escore das adjacências; iii) a forma utilizada para
representar o layout, que pode ser discreta ou contínua e iv) o objetivo primário de melhorar o
layout existente ou construir um layout novo (TOMPKINS et al., 1996).
4. Caso Prático
4.1 Descrição da empresa e das alterações realizadas
A empresa atua na fabricação sob encomenda e no conserto de transformadores, possuindo
um mercado representativo no país. Além de possuir uma produção pesada e artesanal, a
produção segue uma estratégia project-to-order, visto que cada transformador segue
8
requisitos de construção e de projeto específicos para cada cliente. Desde o início do ano de
2004, a produção vem sendo conduzida por uma nova gerência que tem efetivado uma série
de alterações, baseadas na sua experiência, para melhorar os índices de produtividade e os
lucros da empresa.
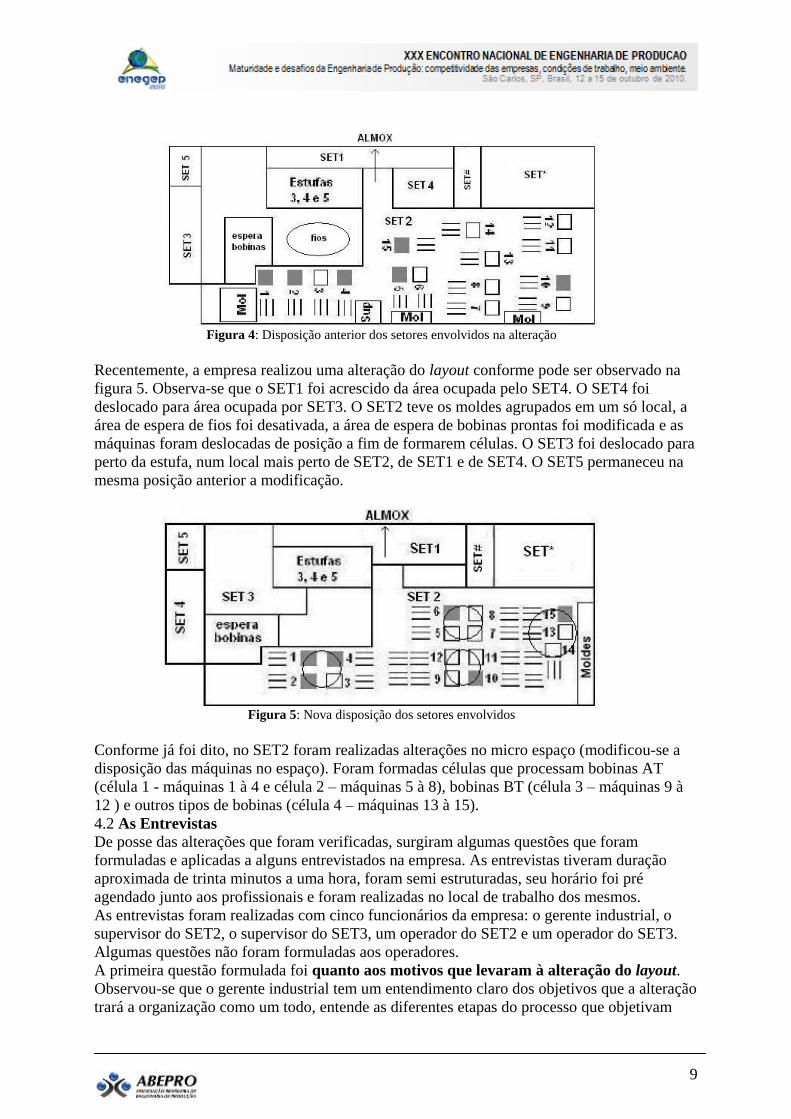
Através da observação do processo produtivo, verificou-se que havia dois setores que
poderiam ser realocados: o setor de bobinagem (SET2) e o setor de colunas (SET3), dispostos
no espaço conforme pode ser observado na figura 4. Foi verificado que o fluxo dos materiais
não estava adequado, que os tempos de espera eram altos e as movimentações para
aprovisionamento de materiais eram grandes. Também se observou que a empresa em questão
possuía um tempo de atravessamento do produto muito elevado, o que sugeriu a alteração do
layout. A seguir cada um os setores envolvidos na alteração do layout será brevemente
descrito.
O SET1 recebe materiais do almoxarifado que servem para isolamento, processa os mesmos e
os envia ao SET2 e ao SET3. Possui duas máquinas para realizar o corte dos materiais e
grandes bancadas para montagem e colagem dos mesmos.
No SET2 é realizada a fabricação das bobinas, que consiste em realizar o enrolamento de fios
sobre moldes, conforme o projeto, para gerar as tensões especificadas. O setor recebe os fios
do almoxarifado, mediante uma ordem de fabricação. Os fios são transportados até o depósito
intermediário (em frente às estufas 3, 4 e 5) através de empilhadeiras. Quando o operador
prepara a máquina, os fios são conduzidos às máquinas mediante as pontes ou manualmente
pelo auxiliar. O SET2 também recebe o material para isolamento de SET1 e madeiras de
SET6 (não está indicado na figura 4 pois ocupa área descontínua). Após o término da
confecção da bobina, estas são conduzidas à área de espera através das pontes. Os moldes
utilizados são retirados do centro das bobinas em um “virador” (mecanismo hidráulico
utilizado para colocar as bobinas em posição vertical). As bobinas aguardam até serem
utilizadas no SET3. As máquinas 1 à 8, geralmente produzem bobinas de alta tensão (AT)
devido as características de construção deste tipo de bobina. Já as máquinas 9 à 12 são
utilizadas para produzir bobinas de baixa tensão (BT). Os espaços designados por “Mol” na
figura 4 armazenam os moldes fixos sobre os quais são construídas as bobinas.
O SET3 realiza o encolunamento das bobinas (AT, BT ou outras) conforme o projeto
determina, sendo que recebe matérias de SET1, de SET2 e de SET4. Ao realizar o
encolunamento, as bobinas são colocadas na estufa para que a umidade seja retirada, depois se
corrigem as alturas individualmente e, finalmente, as bobinas são inseridas uma dentro da
outra, conforme determinação do projeto. O SET3 não possui máquinas para realizar o
processamento, apenas utiliza a estufa, as pontes e matérias que ficam guardadas no próprio
setor. Depois de processadas no SET3, o produto é enviado ao SET5, que também é
alimentado pelo SET4.
No SET4 são preparadas todas as ligações elétricas que serão necessárias em cada projeto,
tanto para o SET3 quanto para o SET5. Este setor também não possui máquinas, apenas
bancadas.
9
Figura 4: Disposição anterior dos setores envolvidos na alteração
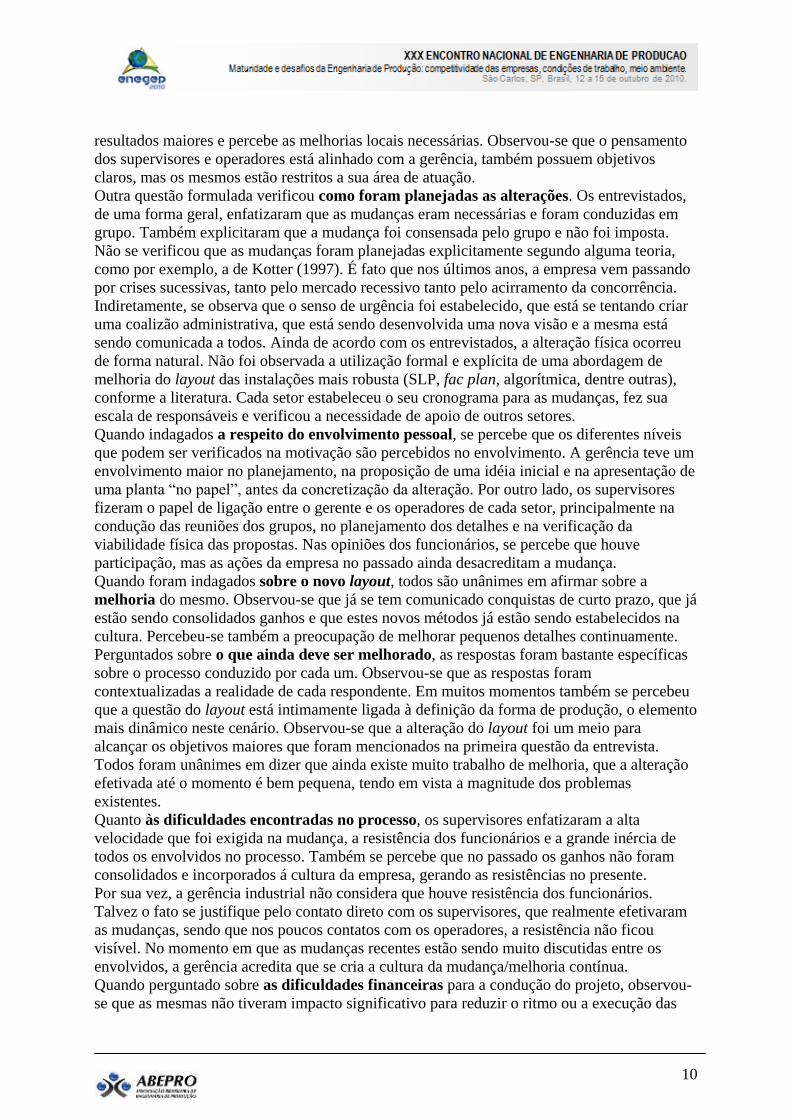
Recentemente, a empresa realizou uma alteração do layout conforme pode ser observado na
figura 5. Observa-se que o SET1 foi acrescido da área ocupada pelo SET4. O SET4 foi
deslocado para área ocupada por SET3. O SET2 teve os moldes agrupados em um só local, a
área de espera de fios foi desativada, a área de espera de bobinas prontas foi modificada e as
máquinas foram deslocadas de posição a fim de formarem células. O SET3 foi deslocado para
perto da estufa, num local mais perto de SET2, de SET1 e de SET4. O SET5 permaneceu na
mesma posição anterior a modificação.
Figura 5: Nova disposição dos setores envolvidos
Conforme já foi dito, no SET2 foram realizadas alterações no micro espaço (modificou-se a
disposição das máquinas no espaço). Foram formadas células que processam bobinas AT
(célula 1 - máquinas 1 à 4 e célula 2 – máquinas 5 à 8), bobinas BT (célula 3 – máquinas 9 à
12 ) e outros tipos de bobinas (célula 4 – máquinas 13 à 15).
4.2 As Entrevistas
De posse das alterações que foram verificadas, surgiram algumas questões que foram
formuladas e aplicadas a alguns entrevistados na empresa. As entrevistas tiveram duração
aproximada de trinta minutos a uma hora, foram semi estruturadas, seu horário foi pré
agendado junto aos profissionais e foram realizadas no local de trabalho dos mesmos.
As entrevistas foram realizadas com cinco funcionários da empresa: o gerente industrial, o
supervisor do SET2, o supervisor do SET3, um operador do SET2 e um operador do SET3.
Algumas questões não foram formuladas aos operadores.
A primeira questão formulada foi quanto aos motivos que levaram à alteração do layout.
Observou-se que o gerente industrial tem um entendimento claro dos objetivos que a alteração
trará a organização como um todo, entende as diferentes etapas do processo que objetivam
10
resultados maiores e percebe as melhorias locais necessárias. Observou-se que o pensamento
dos supervisores e operadores está alinhado com a gerência, também possuem objetivos
claros, mas os mesmos estão restritos a sua área de atuação.
Outra questão formulada verificou como foram planejadas as alterações. Os entrevistados,
de uma forma geral, enfatizaram que as mudanças eram necessárias e foram conduzidas em
grupo. Também explicitaram que a mudança foi consensada pelo grupo e não foi imposta.
Não se verificou que as mudanças foram planejadas explicitamente segundo alguma teoria,
como por exemplo, a de Kotter (1997). É fato que nos últimos anos, a empresa vem passando
por crises sucessivas, tanto pelo mercado recessivo tanto pelo acirramento da concorrência.
Indiretamente, se observa que o senso de urgência foi estabelecido, que está se tentando criar
uma coalizão administrativa, que está sendo desenvolvida uma nova visão e a mesma está
sendo comunicada a todos. Ainda de acordo com os entrevistados, a alteração física ocorreu
de forma natural. Não foi observada a utilização formal e explícita de uma abordagem de
melhoria do layout das instalações mais robusta (SLP, fac plan, algorítmica, dentre outras),
conforme a literatura. Cada setor estabeleceu o seu cronograma para as mudanças, fez sua
escala de responsáveis e verificou a necessidade de apoio de outros setores.
Quando indagados a respeito do envolvimento pessoal, se percebe que os diferentes níveis
que podem ser verificados na motivação são percebidos no envolvimento. A gerência teve um
envolvimento maior no planejamento, na proposição de uma idéia inicial e na apresentação de
uma planta “no papel”, antes da concretização da alteração. Por outro lado, os supervisores
fizeram o papel de ligação entre o gerente e os operadores de cada setor, principalmente na
condução das reuniões dos grupos, no planejamento dos detalhes e na verificação da
viabilidade física das propostas. Nas opiniões dos funcionários, se percebe que houve
participação, mas as ações da empresa no passado ainda desacreditam a mudança.
Quando foram indagados sobre o novo layout, todos são unânimes em afirmar sobre a
melhoria do mesmo. Observou-se que já se tem comunicado conquistas de curto prazo, que já
estão sendo consolidados ganhos e que estes novos métodos já estão sendo estabelecidos na
cultura. Percebeu-se também a preocupação de melhorar pequenos detalhes continuamente.
Perguntados sobre o que ainda deve ser melhorado, as respostas foram bastante específicas
sobre o processo conduzido por cada um. Observou-se que as respostas foram
contextualizadas a realidade de cada respondente. Em muitos momentos também se percebeu
que a questão do layout está intimamente ligada à definição da forma de produção, o elemento
mais dinâmico neste cenário. Observou-se que a alteração do layout foi um meio para
alcançar os objetivos maiores que foram mencionados na primeira questão da entrevista.
Todos foram unânimes em dizer que ainda existe muito trabalho de melhoria, que a alteração
efetivada até o momento é bem pequena, tendo em vista a magnitude dos problemas
existentes.
Quanto às dificuldades encontradas no processo, os supervisores enfatizaram a alta
velocidade que foi exigida na mudança, a resistência dos funcionários e a grande inércia de
todos os envolvidos no processo. Também se percebe que no passado os ganhos não foram
consolidados e incorporados á cultura da empresa, gerando as resistências no presente.
Por sua vez, a gerência industrial não considera que houve resistência dos funcionários.
Talvez o fato se justifique pelo contato direto com os supervisores, que realmente efetivaram
as mudanças, sendo que nos poucos contatos com os operadores, a resistência não ficou
visível. No momento em que as mudanças recentes estão sendo muito discutidas entre os
envolvidos, a gerência acredita que se cria a cultura da mudança/melhoria contínua.
Quando perguntado sobre as dificuldades financeiras para a condução do projeto, observou-
se que as mesmas não tiveram impacto significativo para reduzir o ritmo ou a execução das
11
mesmas, pois foram priorizadas soluções de baixo custo. Verificou-se que a gerência está
deixando para um segundo momento a resolução de questões que requerem maior
investimento financeiro e o empowerment dos funcionários.
A questão menos compreendida pelos entrevistados foi sobre a utilidade dos envolvidos na
mudança conhecerem e aplicarem técnicas, softwares, dados que auxiliassem a melhorar
o layout. As respostas dos supervisores foram às mesmas dadas à questão que abordou as
dificuldades ocorridas na efetivação física, possivelmente devido ao desconhecimento de
técnicas estruturadas, com maior envolvimento de todos como o SLP ou o Fac Plan. A
abordagem que foi utilizada se baseou na experiência (do gerente) e na clonagem (de uma
empresa concorrente). Não houve formação de uma equipe que conduziu a mudança de
layout. Depois de uma breve explicação ao gerente industrial, verificou-se que não foi
utilizada metodologia formal, o mesmo desconhece sua utilização e conteúdo, mas entende
sua utilidade em empresas bem estruturadas. De acordo com ele, sua experiência foi suficiente
para conduzir a melhoria, as pessoas não estariam preparadas para absorver o conhecimento
demandado e ocorreria a participação de poucos (pelo nível de aprofundamento técnico).
Assim o envolvimento de todos nestas melhorias seria bem mais restrito. Observou-se que a
melhora e a mudança de layout foi efetivada num momento de muita confiança no novo
gestor da instalação.
5. Conclusões
Conforme pode ser observado anteriormente, o processo da criação da mudança nas empresas,
geralmente ocorre em oito etapas. Já por sua vez, as metodologias de melhorias de layout,
podem seguir procedimentos ou serem embasadas em algoritmos.
Ao longo das entrevistas aos funcionários de uma empresa do ramo eletro eletrônico,
verificou-se que as mudanças conduzidas nos últimos seis meses, dentre as quais se destaca a
alteração do layout, não seguiram as oito etapas formais apresentadas por Kotter (1997).
Quanto às abordagens de melhoria do layout, também não foi verificada utilização de uma
abordagem mais robusta. Verificou-se pequena utilização da abordagem baseada na
experiência e na clonagem. De acordo com a gerência, uma metodologia formal não foi
utilizada por desconhecimento próprio, pela experiência pessoal ter sido suficiente e pelas
necessidades momentâneas mais urgentes da empresa: confiabilidade e criação de cultura de
melhoria contínua.
Entretanto se verificou que os objetivos traçados para as mudanças estavam claros para os
entrevistados e que houve um planejamento conduzido em diferentes níveis da organização. O
envolvimento pessoal do entrevistados também foi diferenciado, pois se verificou maior
envolvimento dos operadores na mudança física, maior envolvimento dos supervisores na
verificação dos detalhes e maior envolvimento da gerência na proposição das sugestões.
Todos os entrevistados foram unânimes em afirmar que o layout melhorou, conseguem
enumerar atividades que ainda devem ser melhoradas e percebem a dinamicidade da questão
do layout. As dificuldades também foram diferenciadas; os supervisores enfocaram a alta
velocidade que foi exigida na mudança, a resistência dos funcionários e a grande inércia de
todos os envolvidos no processo; por sua vez, a gerência não encontrou nenhuma dificuldade
que não pudesse ser sanada. Percebe-se que as mudanças de baixo custo foram priorizadas e
estão efetivadas, sendo que as questões que requerem maior investimento serão trabalhadas
num segundo momento. O principal viés que foi verificado em todas as entrevistas foi a
mudança de postura, da nova gerência. Percebe-se que nos últimos meses tem sido feito um
grande esforço coletivo para que todos se engajem à nova proposta e alcancem seus objetivos.
Ainda é cedo para atestar se estes ganhos ficarão incorporados á cultura da empresa e de seus
funcionários.
12
Como não existem evidências para afirmar que as modificações teriam alcançado um
resultado mais satisfatório com a utilização de técnicas formais para alteração de layout e para
a gestão das mudanças, sugere-se estender a pesquisa a fim de verificar a forma como foram
conduzidas as modificações em outros tipos de instalações e, assim, generalizar as conclusões
a respeito do tema. Sugere-se aprofundar o estudo sobre o tema da gestão de mudança e
contextualizá-lo para “aumentar o sucesso da mudança de layout das instalações”.
REFERÊNCIAS BIBLIOGRÁFICAS FOULDS, L. R. Techniques for Facilities Layout: Deciding which Pairs of Activities Should be Adjacent.
Management Science, vol.29, n.12, p.1414–1426, 1983.
FRANCIS, R. L; McGINNIS, L. F.; WHITE, J. Facility Layout and Location: an Analytical Approach. 2.ed.
Upper Saddle River: Prentice Hall, 1992.
GROOVER, M. P. Automation, Production Systems and Computer Integrated Manufacturing. Upper
Saddle River: Prentice Hall, 2001.
KERNS, F. Facilities can support strategic intent. Industrial Engineer, vol.31, n.6, p.30–34, 1999a.
KERNS, F. Strategic facility planning (SFP). Work Study, vol.48, n.5, p.176–181, 1999b.
KOTTER, J. P. Leading Change: Why Transformation Efforts Fail. Harvard Business Review, vol.00, n.0,
p.59–67, 1995.
KOTTER, J. P. Liderando a Mudança. 13 ed. Rio de Janeiro: Editora Campus & Elsevier, 1997.
LAHMAR, M.; BENJAAFAR, S. Design of distributed layouts. IIE Transactions, Vol.37, n.4, p.303-318, 2005.
LEE, Q. Projeto de Instalações e do Local de Trabalho. São Paulo: IMAM, 1998.
MENG, G.; HERAGU, S.S.; ZIJM, H. Reconfigurable layout problem. International Journal of Production
Research, Vol.42, n.22, p.4709-4729, 2004.
MOCSÁNYI, D. C. Gestão das Transições: Administrando o Lado Humano das Mudanças. Disponível em: <
http:// www.guiarh.com.br/pagina22m.htm.> Acesso em 26 abr, 2004.
NIXON, L. Change management: theory and practice. Business Date, vol.12, n.1, p.01–05, 2004.
PALMER, B. Overcoming Resistance to Change. Quality Progress, vol.37, n.4, p.35–39, 2004.
TOMPKINS, J. A; WHITE, J. A.; BOZER, Y. A.; FRAZELLE, E. H.; TANCHOCO, J. M. A.; TREVINO, J.
Facilities planning. 2.ed. New York: John Wiley, 1996.
TREIN, F. A.; AMARAL, F. G. A aplicação de técnicas sistemáticas para a análise e melhoria de layout de
processo na indústria de beneficiamento de couro. In: XX ENEGEP - Encontro Nacional de Engenharia de
Produção, out/2000, São Paulo/SP, Cd Rom.
VIANA, F. A Gestão da Mudança. Disponível em: <http://fernando.viana.com.br> Acesso em :26 abr.2004.
WRENNALL, W. Facilities Planning and Design: A Foundation of the BPR Pyramid. Industrial Management,
vol.39, n.4, p.7–11, 1997a.
WRENNALL, W. Facilities Planning: Obsolete, Trivial or Significant? Management Services, vol.41, n.6,
p.10–13, 1997b.
YANG, T.; SU, C. T.; HSU, Y.R. Systematic layout planning: a study on semiconductor wafer fabrication
facilities. International Journal of Operations Production Management, vol.20, n.11, p.1359–1371, 2000.