anÁlise das etapas de confecÇÃo de carenagem …
TRANSCRIPT

7º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 7th BRAZILIAN CONGRESS ON MANUFACTURING ENGINEERING
20 a 24 de maio de 2013 – Penedo, Itatiaia – RJ - Brasil May 20th to 24th, 2013 – Penedo, Itatiaia – RJ – Brazil
© Associação Brasileira de Engenharia e Ciências Mecânicas 2013
ANÁLISE DAS ETAPAS DE CONFECÇÃO DE CARENAGEM VEICULAR (BAJA SAE) EM FIBRA DE VIDRO POR FABRICAÇÃO
ARTESANAL
Filipe de Bona Sartor, [email protected]
Guilherme Almeida Monteiro, [email protected]
Antonio José Oliveira Cabral, [email protected] Adauto Martins de Assis, [email protected] 1Universidade Federal Fluminense, Avenida dos Trabalhadores, n° 420, Vila Santa Cecília, CEP 27.255-125, Volta Redonda - RJ, Brasil Resumo: Este trabalho trata das etapas de confecção de peças de carenagem veicular para um protótipo veicular tipo Baja. Com este protótipo objetiva-se participar das competições Baja SAE Brasil (nacional) e Baja SAE Brasil etapa Sudeste. Nesta análise, buscou-se explicar e criticar as etapas de projeto, confecção e montagem propostas de modo a obter melhorias para futuros projetos. Foi obtido como principal resultado, a conclusão sobre a necessidade de utilização de equipamentos especializados, como torno CNC e túnel de vento, a fim de se obter melhorias no projeto e confecção das carenagens e tornar possível uma melhor aquisição de dados sobre o comportamento aerodinâmico das mesmas. Palavras-chave: Carenagem, Fibra de vidro, Projeto, Confecção, Montagem
1. INTRODUÇÃO O projeto Baja SAE corresponde a um desafio lançado aos estudantes de engenharia de vários países, que consiste
em envolver os estudantes em um projeto de um veículo off-road e permitir a aplicação dos conhecimentos teóricos de engenharia, visando enriquecer e consolidar a formação dos futuros engenheiros. Através de avaliações comparativas entre os projetos por engenheiros atuantes na área automotiva, as equipes são desafiadas a desenvolverem protótipos cada vez mais inovadores. No Brasil, as instituições de ensino superior são representadas por uma ou mais equipes que competem entre si em etapas regionais (sul, sudeste e nordeste) e em uma etapa nacional. O vencedor da etapa nacional conquista a vaga para participar da disputa internacional, que ocorre nos Estados Unidos. O projeto Baja SAE foi criado na universidade da Carolina do Sul, Estados Unidos, sendo 1976 o ano que marcou a realização de sua primeira competição. Em 1991 deu-se o início às atividades da SAE BRASIL, que, em 1994, lançava o projeto Baja SAE BRASIL.
A equipe VR BAJA, que iniciou suas atividades em 2006 e é constituída por 7 subdivisões. A subdivisão estrutura e carenagem é responsável pelo projeto e pela confecção do chassi do protótipo, que deve ser capaz de comportar o piloto e todos os outros subsistemas necessários para o funcionamento do veículo. Também é responsável por projetar e confeccionar a carenagem do mesmo, atendendo os requisitos de boa estética, proteção do piloto e dos outros subsistema, baixo peso, fácil confecção, baixo custo e boa aerodinâmica. Assis et. al. (2011) e Assis et. al.. (2012).
O presente trabalho explica e discute as etapas projeto, confecção e montagem da carenagem desenvolvida pela subdivisão para a competição regional 2012 e propõem melhorias.
2. MATERIAIS E MÉTODOS
A carenagem destinada a equipar o protótipo desenvolvido para atuar na competição regional 2012 foi
confeccionada artesanalmente em fibra de vidro, e sua confecção é organizada nas etapas de projeto, confecção e montagem.
Para a etapa de projeto, faz-se o uso do programa Solidworks, como auxílio no desenvolvimento de modelos de carenagem. Também, utilizaram-se referencias para estudos de interesse na área de mecânica dos fluidos.
Na etapa de confecção fez-se o uso de compensado, chapa de fibra de madeira, “Eucatex”, serra elétrica tico-tico, martelo e pregos para construir-se os moldes.
7 º CO N G R E S S O B R A S I LE I RO D E E N G E N HA R I A DE F A BR I C A Ç ÃO 2 0 a 2 4 d e Ma i o de 2 0 1 3 . P e ne do , I t a t i a i a - RJ
© Associação Brasileira de Engenharia e Ciências Mecânicas 2013
A confecção da carenagem é realizada com a utilização de cera de carnaúba (desmoldante), resina poliéster, catalisador e manta de vidro, e o acabamento das peças é realizado com uma politriz ou furadeira com adaptação e lixas de granulação 80 e 120 mesh.
A montagem é realizada com o uso de isotubo e napa (capa de envolvimento) para envolverem os tubos da estrutura e prepararem a mesma para a alocação das carenagens, que são presas com abraçadeiras de nylon, "fitas Hellerman",
3. RESULTADOS
3.1. Projeto
Na fase inicial de concepção de projeto, tornou-se imprescindível o conhecimento do regulamento da competição
para que equívocos não fossem realizados. A carenagem foi elaborada em paralelo com os demais subsistemas, de modo a promover uma boa proteção dos mesmos e não causar interferência em seus funcionamentos. A partir de um profundo conhecimento dos regulamentos da competição, realizaram-se estudos sobre aerodinâmica. Esta etapa contemplou estudos gerais sobre aerodinâmica veicular e tópicos em mecânica dos fluidos. A partir de estudos sobre escoamentos viscosos e não-viscosos, paradoxo de d’Alembert e condição de não-deslizamento foram realizados. Fox et al (1934).
Foi de extrema necessidade conhecer, selecionar e dominar softwares de interesse que fornecessem as ferramentas necessárias para elaboração de modelos e simulações dos componentes requeridos. Softwares como Solidworks, Inventor e ANSYS são ferramentas úteis que apresentam os requisitos citados anteriormente. Deu-se preferência ao uso do software Solidworks, fig. (1), pelo fato de ser amplamente dominado pela subdivisão e satisfazer o objetivo de modelar os componentes da carenagem. DS Solidworks (2007).
Figura 1. Modelo da carenagem superior construído com o software Solidworks A partir da elaboração do chassi com o software selecionado, conforme verificado na fig. (2), pode-se iniciar a fase
de concepção da carenagem.
Figura 2. Modelo de chassi, construído com o software Solidworks

7 º CO N G R E S S O B R A S I LE I RO D E E N G E N HA R I A DE F A BR I C A Ç ÃO 2 0 a 2 4 d e Ma i o de 2 0 1 3 . P e ne do , I t a t i a i a - RJ
© Associação Brasileira de Engenharia e Ciências Mecânicas 2013
Através de uma análise do chassi, foram propostas as regiões a serem protegidas com peças de carenagem na seqüência estabelecidas pelas regiões de cobertura:
Regiões 01 – Carenagem frontal Regiões 02 – Carenagem lateral (duas peças) Região 03 – Carenagem superior Região 04 – Carenagem traseira (duas peças) Cada peça tem por função proteger o piloto e elementos dos subsistemas contra impactos, detritos e outros
agravantes. A partir das definições das regiões que contemplam uma ou mais peças de carenagem, propuseram-se modelos condizentes com os conhecimentos adquiridos a partir da fase de estudos sobre aerodinâmica, que são criados com o software selecionado. A partir do software Solidworks, elaboraram-se os seguintes modelos, já acoplados ao chassi Fig. (3).
Figura 3. Chassi com as carenagens propostas alocadas, elaboradas no software Solidworks.
Em paralelo com a elaboração dos modelos, estudou-se as opções de materiais aplicáveis à confecção dos mesmos, com o intuito de produzir um modelo realista, que detenha características interessantes e, ao mesmo tempo, apresente uma confecção possível de ser realizada de acordo com as realidades da equipe. Existem inúmeros materiais úteis para confeccionar-se uma peça de carenagem; a escolha do material ideal depende das condições em que essa peça será submetida. Materiais de uso comum dentre as equipes participantes da competição Baja SAE Brasil são: fibra de vidro e plástico (polietileno, polipropileno e poliestireno), RBSB 7 (2011). Para confeccionarem-se os modelos elaborados, selecionou-se a fibra de vidro. A fibra de vidro é um compósito de fácil confecção e manuseio, de modo que se torna possível a confecção de peças mais complexas, e apresenta algumas propriedades interessantes ao projeto, como leveza, incombustibilidade, força mecânica e estabilidade dimensional. Como mencionado anteriormente, a fibra de vidro é um compósito. Sua confecção é realizada a partir da seleção de resina, catalisador e manta (ou tecido) de vidro. A escolha de cada um desses fatores esta diretamente ligada com as características e propriedades finais do material. Para a confecção do compósito, utilizou-se resina poliéster, pelo fato de ser economicamente viável e facilmente encontrada na cidade de Volta Redonda.
3.2. Confecção
A partir de todo planejamento realizado na etapa de projeto, iniciou-se a etapa prática, que consiste na fabricação
das peças determinadas. Entre as equipes participantes do projeto Baja SAE BRASIL, predomina-se a confecção artesanal das peças de carenagem.
Inicialmente, confeccionaram-se os moldes. A elaboração dos moldes deve ocorrer em paralelo com a elaboração dos modelos de carenagem; a modelagem de peças mais sofisticadas com excelentes propriedades aerodinâmicas de nada adianta se não for possível realizar-se a confecção de moldes que originarão as carenagens. A confecção artesanal de um molde é resultado da criatividade do indivíduo, que deve escolher o material e meio de confecção. Para confeccionar os moldes das peças foram utilizados compensado e chapa de fibra de madeira.
3.2.1. Compensado
É uma excelente opção para a confecção de moldes. Diz-se que é compensado porque as folhas trançadas de modo
composto visando equilibrar e contrabalançar as deformações no movimento de retração ou dilatação, para obter a

7 º CO N G R E S S O B R A S I LE I RO D E E N G E N HA R I A DE F A BR I C A Ç ÃO 2 0 a 2 4 d e Ma i o de 2 0 1 3 . P e ne do , I t a t i a i a - RJ
© Associação Brasileira de Engenharia e Ciências Mecânicas 2013
estabilidade que falta à madeira maciça. O compensado é um material confeccionado a partir de madeira seca (naturalmente ou por secagem forçada em estufa própria), originária de reflorestamento ou não, sendo confeccionado por meio da colagem de peças obtidas com o empilhamento simples das peças. A principal característica dos compensados é sua elevada resistência. Os compensados pode ser laminados, Fig. (4), sarrafeados, Fig. (5), ou ainda, multisarrafeados, Fig. (6).
Figura 4. Compensado Laminado
Figura 5. Compensado Sarrafeado
No Compensado multisarrafeado, a chapa é considerada mais estável, pois seu interior leva lâminas de ±3mm coladas e prensadas na vertical, fazendo um miolo bem compacto e mais resistente ao empenamento. Fig. (6)..
.
Figura 6. Compensado Multisarrafeado
3.2.2. Chapas de Fibras de Madeira Reconhecidas por sua resistência, variedade de acabamento e multiplicidade de uso, as chapas de fibras de madeira
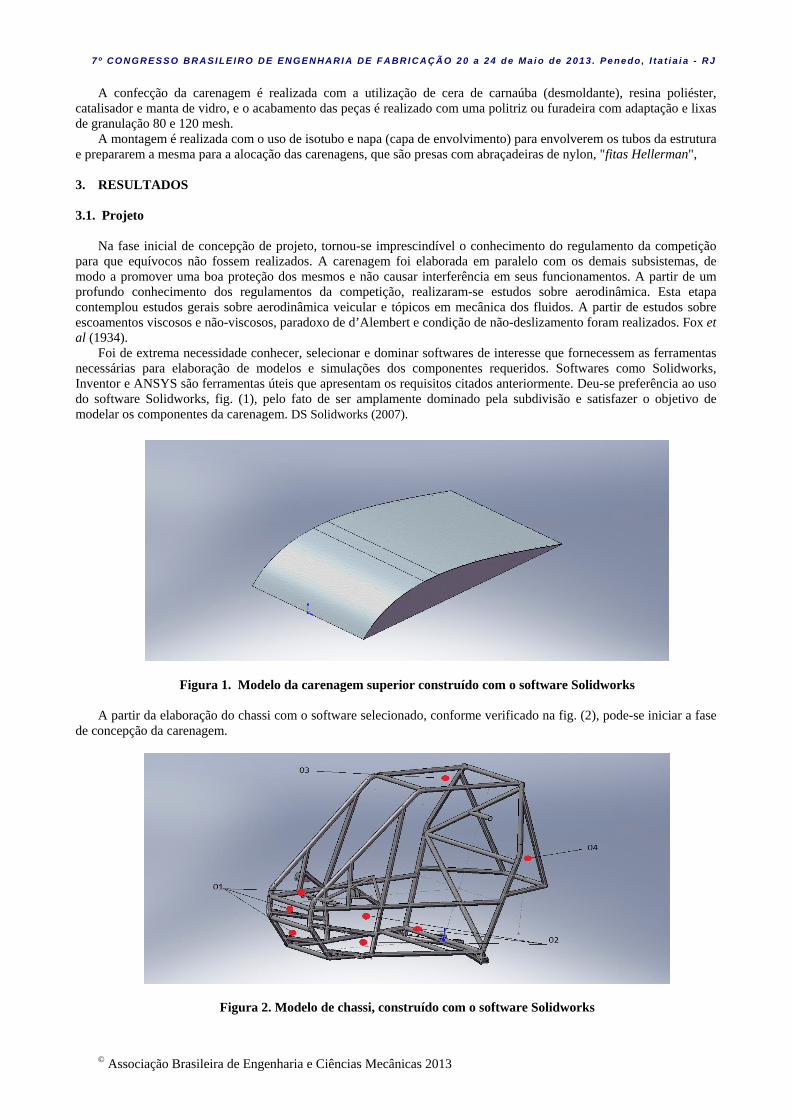
Eucatex atendem às exigências de inúmeras aplicações das indústrias moveleira, automobilística, de embalagens, bebidas, artefatos de madeira, brinquedos, marcenaria e instalações comerciais. São produzidas com fibras de madeira de eucalipto proveniente de florestas adequadamente manejadas e prensadas a quente por meio de um processo úmido, que reativa os aglutinantes naturais da própria madeira e confere alta densidade aos produtos, Fig. (7).
7 º CO N G R E S S O B R A S I LE I RO D E E N G E N HA R I A DE F A BR I C A Ç ÃO 2 0 a 2 4 d e Ma i o de 2 0 1 3 . P e ne do , I t a t i a i a - RJ
© Associação Brasileira de Engenharia e Ciências Mecânicas 2013
Figura 7. Chapa de fibras de madeira, "Eucatex" A confecção dos moldes ocorreu com a utilização de uma serra elétrica tico-tico, que foi utilizada para realizar
cortes nas madeiras, seguindo as geometrias propostas para as peças de carenagem, e martelo e pregos para possibilitar a construção do molde.
3.2.4. Moldes
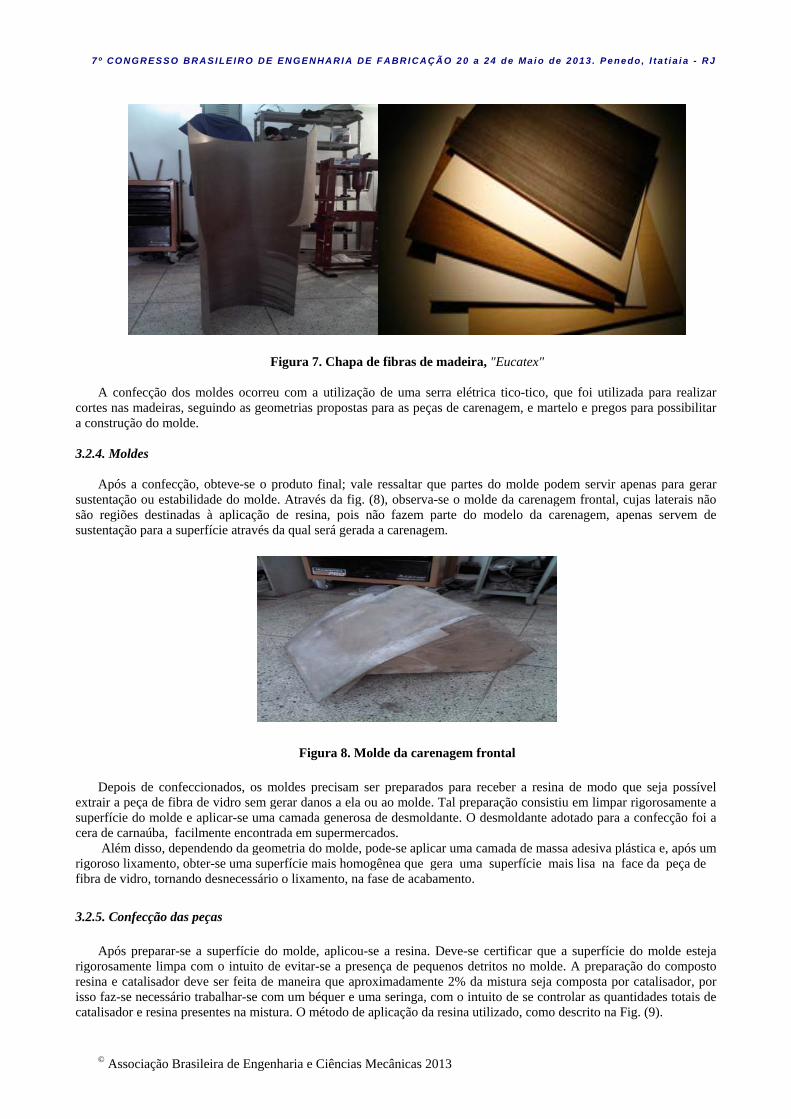
Após a confecção, obteve-se o produto final; vale ressaltar que partes do molde podem servir apenas para gerar
sustentação ou estabilidade do molde. Através da fig. (8), observa-se o molde da carenagem frontal, cujas laterais não são regiões destinadas à aplicação de resina, pois não fazem parte do modelo da carenagem, apenas servem de sustentação para a superfície através da qual será gerada a carenagem.
Figura 8. Molde da carenagem frontal
Depois de confeccionados, os moldes precisam ser preparados para receber a resina de modo que seja possível extrair a peça de fibra de vidro sem gerar danos a ela ou ao molde. Tal preparação consistiu em limpar rigorosamente a superfície do molde e aplicar-se uma camada generosa de desmoldante. O desmoldante adotado para a confecção foi a cera de carnaúba, facilmente encontrada em supermercados.
Além disso, dependendo da geometria do molde, pode-se aplicar uma camada de massa adesiva plástica e, após um rigoroso lixamento, obter-se uma superfície mais homogênea que gera uma superfície mais lisa na face da peça de fibra de vidro, tornando desnecessário o lixamento, na fase de acabamento.
3.2.5. Confecção das peças
Após preparar-se a superfície do molde, aplicou-se a resina. Deve-se certificar que a superfície do molde esteja
rigorosamente limpa com o intuito de evitar-se a presença de pequenos detritos no molde. A preparação do composto resina e catalisador deve ser feita de maneira que aproximadamente 2% da mistura seja composta por catalisador, por isso faz-se necessário trabalhar-se com um béquer e uma seringa, com o intuito de se controlar as quantidades totais de catalisador e resina presentes na mistura. O método de aplicação da resina utilizado, como descrito na Fig. (9).
7 º CO N G R E S S O B R A S I LE I RO D E E N G E N HA R I A DE F A BR I C A Ç ÃO 2 0 a 2 4 d e Ma i o de 2 0 1 3 . P e ne do , I t a t i a i a - RJ
© Associação Brasileira de Engenharia e Ciências Mecânicas 2013
Figura 9. Modelo de aplicação de resina adotado
Após a conclusão de um ciclo do modelo, repetem-se as três últimas etapas, até atingir-se a quantidade de camadas de fibra desejadas. A quantidade de camadas de fibra é função das características almejadas; para uma maior flexibilidade e menor resistência, confecciona-se uma peça com menos camadas de fibra ou então, para maiores rigidez e resistência, usam-se mais camadas de fibra.
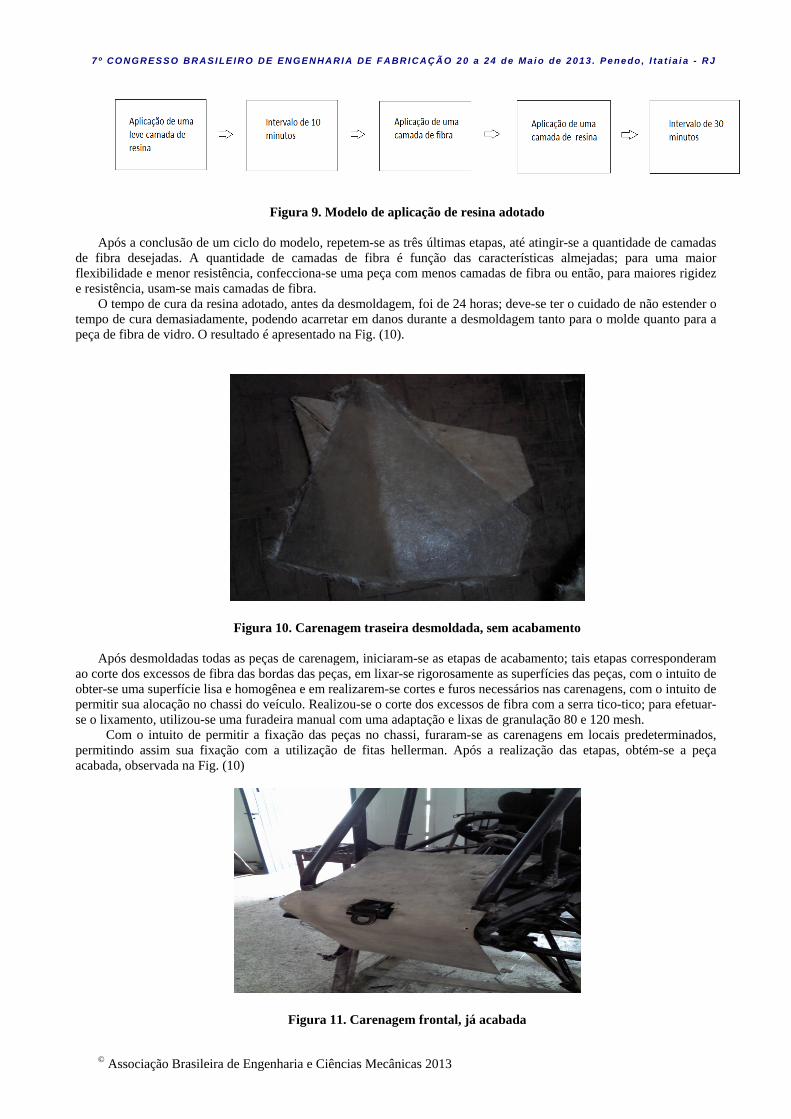
O tempo de cura da resina adotado, antes da desmoldagem, foi de 24 horas; deve-se ter o cuidado de não estender o tempo de cura demasiadamente, podendo acarretar em danos durante a desmoldagem tanto para o molde quanto para a peça de fibra de vidro. O resultado é apresentado na Fig. (10).
Figura 10. Carenagem traseira desmoldada, sem acabamento Após desmoldadas todas as peças de carenagem, iniciaram-se as etapas de acabamento; tais etapas corresponderam
ao corte dos excessos de fibra das bordas das peças, em lixar-se rigorosamente as superfícies das peças, com o intuito de obter-se uma superfície lisa e homogênea e em realizarem-se cortes e furos necessários nas carenagens, com o intuito de permitir sua alocação no chassi do veículo. Realizou-se o corte dos excessos de fibra com a serra tico-tico; para efetuar-se o lixamento, utilizou-se uma furadeira manual com uma adaptação e lixas de granulação 80 e 120 mesh.
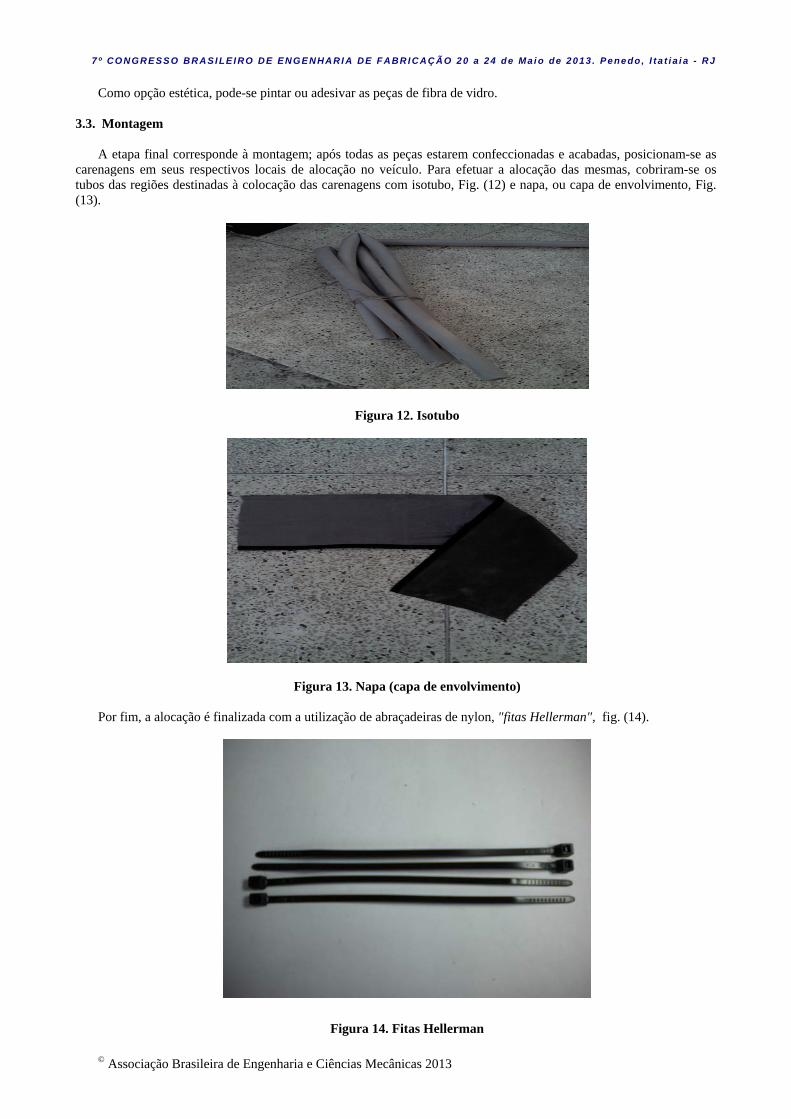
Com o intuito de permitir a fixação das peças no chassi, furaram-se as carenagens em locais predeterminados, permitindo assim sua fixação com a utilização de fitas hellerman. Após a realização das etapas, obtém-se a peça acabada, observada na Fig. (10)
Figura 11. Carenagem frontal, já acabada
7 º CO N G R E S S O B R A S I LE I RO D E E N G E N HA R I A DE F A BR I C A Ç ÃO 2 0 a 2 4 d e Ma i o de 2 0 1 3 . P e ne do , I t a t i a i a - RJ
© Associação Brasileira de Engenharia e Ciências Mecânicas 2013
Como opção estética, pode-se pintar ou adesivar as peças de fibra de vidro.
3.3. Montagem A etapa final corresponde à montagem; após todas as peças estarem confeccionadas e acabadas, posicionam-se as
carenagens em seus respectivos locais de alocação no veículo. Para efetuar a alocação das mesmas, cobriram-se os tubos das regiões destinadas à colocação das carenagens com isotubo, Fig. (12) e napa, ou capa de envolvimento, Fig. (13).
Figura 12. Isotubo
Figura 13. Napa (capa de envolvimento) Por fim, a alocação é finalizada com a utilização de abraçadeiras de nylon, "fitas Hellerman", fig. (14).
Figura 14. Fitas Hellerman

7 º CO N G R E S S O B R A S I LE I RO D E E N G E N HA R I A DE F A BR I C A Ç ÃO 2 0 a 2 4 d e Ma i o de 2 0 1 3 . P e ne do , I t a t i a i a - RJ
© Associação Brasileira de Engenharia e Ciências Mecânicas 2013
A figura 15 apresenta o protótipo pronto, com as carenagens alocadas.
Figura 14. Carenagens alocadas
4. DISCUSSÃO E COMENTÁRIOS A concepção de projeto foi direcionada para a elaboração de modelos de carenagem que fossem possíveis de serem
confeccionados a partir da confecção artesanal, o que limita a complexidade das peças. Realizaram-se poucos estudos sobre aerodinâmica veicular e optou-se por um software de mais fácil manuseio, porém sem artifícios importantes como simulações dinâmicas. Além disso, não se efetuou uma simulação em túnel de vento, o que impede uma conclusão sobre a efetividade aerodinâmica dos modelos elaborados. A escolha dos materiais é feita a partir do custo e facilidade de acesso, mas faz pouca referência às propriedades dos materiais.
A partir da conclusão da instalação dos laboratórios de engenharia mecânica poder-se-á utilizar maquinas como Tornos CNC, tornando possível a elaboração de protótipos de carenagens mais elaborados e a produção de moldes com grande precisão, modificando totalmente a concepção do projeto. Além disso, a conclusão da instalação do túnel de vento possibilitaria uma análise aerodinâmica com um modelo reduzido do veículo e das peças de carenagem e, através da teoria da similaridade, observada em Streeter et al (1982), podem-se obter conclusões sobre a efetividade das peças nesse quesito. A partir da busca de referências bibliográficas sobre aerodinâmica veicular e um estudo aprofundado, pode-se obter um nível de conhecimento mais elevado, gerando melhorias nas elaborações e análises de modelos de carenagem. O domínio de um software mais sofisticado que permita análises dinâmicas e simulações de túnel de vento que forneçam dados mais precisos e permitam uma analise da efetividade do projeto mostra-se necessário; o software Inventor é uma opção. Por fim, o refinamento da pesquisa e escolha de materiais, de modo a selecionarem-se materiais inovadores com propriedades interessantes ao projeto, economicamente viáveis e, se possível, recicláveis, mostra-se necessário.
5. CONCLUSÃO
A partir do que foi abordado, observa-se que a confecção de carenagem veicular, voltada para um veículo baja, em
fibra de vidro e realizada artesanalmente tem suas limitações. A limitação que é automaticamente imposta pela escolha artesanal impede o desenvolvimento de protótipos de carenagens mais ousados e que possam apresentar interessantes características e resultados. É evidente, também, a necessidade de refinamento na escolha de softwares, elaboração de pesquisas e estudos voltados para aerodinâmica veicular e escolha de materiais, para tornar-se possível a elaboração de protótipos bem estruturados e que atendam os requisitos de boa estética, proteção do piloto e dos outros subsistemas, baixo peso, fácil confecção, baixo custo e boa aerodinâmica. Melhoria que pode conduzir a uma interessante evolução corresponde à finalização da instalação e uso dos laboratórios de engenharia. Com isso, o direcionamento do projeto pode ser totalmente modificado; o uso de máquinas de precisão como torno CNC e túnel de vento podem possibilitar um enorme ganho de precisão, quando se tratando de confecção, e um grande avanço em aquisição de dados e verificação da efetividade do projeto.
7 º CO N G R E S S O B R A S I LE I RO D E E N G E N HA R I A DE F A BR I C A Ç ÃO 2 0 a 2 4 d e Ma i o de 2 0 1 3 . P e ne do , I t a t i a i a - RJ
© Associação Brasileira de Engenharia e Ciências Mecânicas 2013
6. AGRADECIMENTO Os Autores agradecem a FEC - Fundação Euclides da Cunha pelo suporte financeiro essencial a elaboração deste
projeto. Agradecem também a MSC Software pelo apoio através da concessão de licença universitária de seus programas, a Usibarra Modelação e Usinagem pelo apoio operacional através de serviços de usinagem e à FAPERJ, Fundação Carlos Chagas Filho de Amparo à Pesquisa do Estado do Rio de Janeiro pelo apoio Financeiro através de bolsa de iniciação científica.
7. REFERÊNCIAS Assis, A. M.; Carvalho, V. C.; Fernandes, C; Fernandes, G. L.; Freitas, R. S; Lacerda, M. V. C.; Linares, M. L.;
Machado, D. S.; Machado, V. M. C.; Medeiros, G. C.; Monteiro, G. A.; Nunes, M. M. C.; Oliveira, D. A. S.; Peixoto, D. R. S.; Peres, R. A.; Pimenta, M. B.; Pinto, D. C. F.; Sartor, F. B.; Silva, V. O.; 2012, “Equipe VR Baja Carro #50”, Relatório Técnico, 18ª competição Baja SAE Brasil - Petrobras, Piracicaba - SP, SAE Brasil, São Paulo – SP.
Assis, A. M.;Almeida, T. S. A.; Domingues, G. C.; Ferreira, P H. M. R.; Hoth, M. A.; Junior, V. T. C.; Lima, E. F.; Lourenço, T. R. M; Paula, I. F.; Pimenta, M. B.; Pinto, D. C. F.;Pires, F. S. S.; Prado, V. P. S; Santos, N. S.; Silva, P. P.; Silva, P. V. B.; Silveira, C. J. S.; Silveira, D. P., 2011, “Equipe VR Baja Carro #57”, Relatório Técnico, 17ª competição Baja SAE Brasil - Petrobras, Piracicaba - SP, SAE Brasil, São Paulo – SP.
DS Solidworks, 2007, “User Guide Reference”, Dassault Systèmes Solidworks Corp, Vélizy, France. Fox, R.W., McDonald, A.T. and Pritchard, P. J., 1934, “Introdução a mecânica dos fluidos”, Vol. 6, Rio de Janeiro,
Brasil, pp. 31- 34 RBSB 7, 2011, "Requisitos Mínimos de Segurança - Emenda 3", - Regulamento Baja SAE Brasil, Capítulo 7, SAE Brasil, São
Paulo -SP. Streeter, V. L., 1982, “Mecânica dos Fluidos”, Vol. 3, São Paulo, Brasil
8. DIREITOS AUTORAIS
O autor é o único responsável pelo conteúdo do material impresso incluído neste trabalho.
ANALYSIS OF THE PRODUCTION STEPS OF A BAJA VEHICULAR FAIRING IN GLASS FIBER BY HANDEMADE MANUFACTURING
Filipe de Bona Sartor, [email protected]
Guilherme Almeida Monteiro, [email protected]
Antonio José Oliveira Cabral, [email protected] Adauto Martins de Assis, [email protected] Abstract. This work is about the steps of confection of a vehicular fairing parts to a BAJA SAE prototype proposed by VR BAJA team, that represents Universidade Federal Fluminense – EEIMVR, Volta Redonda pole. In this analysis, is searched to explain and criticize the steps project, confection and assembly proposed by the team, whit the objective of achieving improvements in future projects. It was obtained as a principal result the conclusion about the need of using specialized equipments, like CNC lathe and wind tunnel, so that to be possible to obtain improvements in the project and confection of the fairing and to make possible a better acquisition of dates about the aerodynamics behavior of them
Keywords: Fairing, Glass fiber, Project, Confection, building
8. RESPONSIBILITY NOTICE The authors are the only responsible for the printed material included in this paper.