anÁlise preliminar de riscos em um setor da...
TRANSCRIPT

UNIVERSIDADE TECNOLOacuteGICA FEDERAL DO PARANAacute
PROGRAMA DE POacuteS-GRADUACcedilAtildeO EM ENGENHARIA DE SEGURANCcedilA DO
TRABALHO
ESPECIALIZACcedilAtildeO EM ENGENHARIA DE SEGURANCcedilA DO TRABALHO
RODRIGO VILLACA SANTOS
ANAacuteLISE PRELIMINAR DE RISCOS EM UM SETOR DA INDUacuteSTRIA QUIacuteMICA
MONOGRAFIA
PONTA GROSSA 2011
RODRIGO VILLACA SANTOS
ANAacuteLISE PRELIMINAR DE RISCOS EM UM SETOR DA INDUacuteSTRIA QUIacuteMICA
Monografia apresentada como requisito parcial ao Curso de Especializaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Tecnoloacutegica Federal do Paranaacute - UTFPR como requisito parcial para obtenccedilatildeo do tiacutetulo de Especialista em Engenharia de Seguranccedila do Trabalho Orientador Prof Dr Guataccedilara dos Santos Juacutenior
PONTA GROSSA 2011
TERMO DE APROVACcedilAtildeO
ANAacuteLISE PRELIMINAR DE RISCOS EM UM SETOR DA INDUacuteSTRIA QUIacuteMICA
por
RODRIGO VILLACA SANTOS
Esta Monografia foi apresentada em 19 de novembro de 2011 como requisito
parcial para a obtenccedilatildeo do tiacutetulo de Especialista em Engenharia de Seguranccedila do
Trabalho O candidato foi arguido pela Banca Examinadora composta pelos
professores abaixo assinados Apoacutes deliberaccedilatildeo a Banca Examinadora considerou
o trabalho aprovado
__________________________________ Guataccedilara dos Santos Juacutenior
Prof(a) Orientador(a)
___________________________________
Ivanir Luiz de Oliveira Membro titular
___________________________________
Jeferson Joseacute Gomes Membro titular
- O Termo de Aprovaccedilatildeo assinado encontra-se na Coordenaccedilatildeo do Curso -
Ministeacuterio da Educaccedilatildeo
Universidade Tecnoloacutegica Federal do Paranaacute
Campus Ponta Grossa
Nome da Diretoria
Nome da Coordenaccedilatildeo
Nome do Curso
RESUMO
SANTOS Rodrigo Villaca Anaacutelise preliminar de riscos em um setor da induacutestria quiacutemica 2011 62f Monografia (Especializaccedilatildeo em Engenharia de Seguranccedila do Trabalho) Programa de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho Universidade Tecnoloacutegica Federal do Paranaacute Ponta Grossa 2011
Este trabalho teve como objetivo levantar os principais riscos do setor de filtragem em uma induacutestria quiacutemica utilizando as teacutecnicas de anaacutelise de risco Checklist e Anaacutelise Preliminar de Riscos - APR Discute a teacutecnica APR servindo-se de dados coletados preliminarmente pelo Checklist detectando os riscos existentes no setor de filtragem de uma empresa pontagrossense que produz entre outras as resinas a base de solvente que necessita de equipamentos que oferecem perigos se natildeo forem devidamente monitorados Baseado em teacutecnica metodoloacutegica disponibilizada pela empresa multinacional DUPONT foi aplicado o Checklist como pesquisa preliminar que forneceu dados para serem registrados em uma planilha de APR e analisados sob as Referecircncias de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um Evento que apontaram os diferentes graus dos riscos detectados e classificados mediante a Matriz Geral de Tolerabilidade de Riscos Foram selecionados para discussatildeo apenas os riscos substanciais e intoleraacuteveis que satildeo aqueles que oferecem grave risco impedindo a continuidade ou ateacute mesmo a paralisaccedilatildeo definitiva das atividades em torno do equipamento e do local avaliado ateacute que o risco seja amenizado ou eliminado totalmente Os resultados obtidos pelo uso da teacutecnica APR permitiram tanto apontar onde e quais as causas da ocorrecircncia do risco quanto apresentar sugestotildees para que estes fossem amenizados ou eliminados Conclui-se que o uso da teacutecnica APR auxiliada pelo Checklist constituem-se em instrumentos que contribuem para conscientizar os administradores e empresaacuterios que o controle de riscos e de gerenciamento de processo que envolve materiais e equipamentos que oferecem riscos natildeo eacute um processo complexo que necessite de grande aparato teacutecnico para ser realizado em uma empresa Palavras-chave Gerenciamento de riscos Anaacutelise Preliminar de Riscos Checklist
ABSTRACT
SANTOS Rodrigo Villaca Risk preliminary analysis on a sector of the chemical industry 2011 62f Monografia (Especializaccedilatildeo em Engenharia de Seguranccedila do Trabalho) Programa de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho Universidade Tecnoloacutegica Federal do Paranaacute Ponta Grossa 2011 This study aimed at surveying the main risks in the filtering sector of a chemical industry using the risk analysis techniques Checklist and Risk Preliminary Analysis ndash RPA The RPA is discussed based on data previously collected through the Checklist detecting existing risks in the filtering sector of a company in Ponta Grossa ndash PR which produces among others solvent based resins which require equipment that might be hazardous if not properly monitored Based on methodological technique employed by the multinational company DUPONT the Checklist was applied as preliminary research The resulting data was then recorded in the RPA spreadsheet and analyzed employing the Support Reference for the Selection of Probability of Occurrence of an Event which pointed out the different degrees of risks detected and classified according to the Tolerability of Risks General Matrix Only substantial or intolerable risks were selected for discussion as these are the ones that offer severe risk impeding the continuation or imposing permanent interruption of activities around the equipment or the place evaluated until the risk is reduced or totally eliminated Results obtained by the use of the RPA technique permitted to point where and which were the causes of risk occurrence as well as to present suggestions for their reduction or elimination It was concluded that the RPA technique aided by the Checklist consists of an instrument that contributes to raise administratorsrsquo and entrepreneursrsquo awareness that the control of risks and process management which involve materials and equipment that offer risks is not a complex process that requires great technical apparatus to be carried out in a company Key-words Risk management Risk Preliminary Analysis Checklist
LISTA DE QUADROS
Quadro 1 - Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco 28
Quadro 2 - Lista de Verificaccedilatildeo (Checklist) - MATERIAIS 44
Quadro 3 - Lista de Verificaccedilatildeo (Checklist) - REACcedilOtildeES 44
Quadro 4 - Lista de Verificaccedilatildeo (Checklist) - EQUIPAMENTOS 46
Quadro 5 - Lista de Verificaccedilatildeo (Checklist) - CONTROLE DE
INSTRUMENTACcedilAtildeO 46
Quadro 6 - Lista de Verificaccedilatildeo (Checklist) - OPERACcedilOtildeES 47
Quadro 7 - Lista de Verificaccedilatildeo (Checklist) - LOCALIZACcedilAtildeO E PLANTA DE
LOCACcedilAtildeO 48
Quadro 8 - Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco ndash APR 49
Digite o
SUMAacuteRIO
1 INTRODUCcedilAtildeO 7
11 OBJETIVOS 9
111 Objetivo Geral 9
112 Objetivo Especiacutefico 9
12 ESTRUTURA DO TRABALHO 9
2 SEGURANCcedilA NO TRABALHO - PREVENCcedilAtildeO PELO MEacuteTODO DA
GEREcircNCIA E ANAacuteLISE DE RISCOS 11
21 SEGURANCcedilA NO TRABALHO 11
22 PERIGO E RISCO 14
23 GEREcircNCIA DE RISCOS 16
24 ANAacuteLISE DE RISCOS 22
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO 24
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR 25
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST) 29
3 METODOLOGIA DA PESQUISA 32
31 CLASSIFICACcedilAtildeO DA PESQUISA 32
32 MEacuteTODOS UTILIZADOS NA PESQUISA 34
33 ESTUDO DE CASO 34
34 INSTRUMENTO DE COLETA DE DADOS 35
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS 35
4 ESTUDO DE CASO NA EMPRESA X 37
41 CARACTERIZACcedilAtildeO DA EMPRESA 37
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE
SOLVENTE NA EMRPESA X 40
43 COLETA DE DADOS 42
431 Coleta Preliminar - Preenchimento do Checklist 42
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco ndash APR48
44 RESULTADOS 53
441 Riscos Substanciais 54
442 Riscos Intoleraacuteveis 55
5 CONCLUSAtildeO 56
REFEREcircNCIAS 58
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS 61
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE
DE OCORREcircNCIA DE UM EVENTO 63
Digite o
7
1 INTRODUCcedilAtildeO
A seguranccedila industrial consagra-se no meio ambiente laboral como uma
situaccedilatildeo de baixa ocorrecircncia de eventos que causam danos e perdas tanto para o
meio ambiente quanto para os trabalhadores Dando ecircnfase para a abordagem da
seguranccedila industrial como uma praacutetica essencial nas organizaccedilotildees natildeo importando
o seu porte torna-se imperativo uma gestatildeo de seguranccedila apta a desenvolver
metodologias e teacutecnicas em acordo com as especificidades da organizaccedilatildeo
Tem-se observado nas induacutestrias que satildeo poucos os empresaacuterios que
investem e preocupam-se com a seguranccedila industrial Muitos natildeo compreendem o
custo dos acidentes ou outros acontecimentos que ocasionam perdas e alguns
aceitam esses fatores como ldquoparte do negoacuteciordquo ou que os custos devem ser
assumidos pelas companhias de seguro (SOUZA 2006)
Com este pensamento errocircneo a maioria dos proprietaacuterios somente enxerga
os custos dos salaacuterios dos profissionais de seguranccedila dos tratamentos meacutedicos e
da compensaccedilatildeo dos trabalhadores afastados Poreacutem aliado aos incidentes ou
acidentes tambeacutem estatildeo agraves perdas de eficiecircncia bem como problemas de
qualidade custo e imagem da empresa que vem a denegrir a organizaccedilatildeo (SOUZA
2006)
Pesquisas realizadas pelo Ministeacuterio do Trabalho e Emprego - MTE e pelo
Ministeacuterio da Previdecircncia Social - MPS relatam que acidentes de trabalho por falta
de seguranccedila faz parte da gestatildeo empresarial essencialmente com o ingresso de
empresas estrangeiras no parque industrial brasileiro A cultura empresarial
estrangeira mostra a necessidade de manter a seguranccedila pois esta eacute uma forma de
obter maiores lucros natildeo soacute por natildeo haver custos pelos acidentes como pela maior
eficiecircncia desenvolvida em termos de produccedilatildeo quando o ambiente laboral eacute
adequadamente revestido de seguranccedila
Assim observa-se que estaacute havendo no parque industrial brasileiro uma
tendecircncia generalizada das organizaccedilotildees investirem na gestatildeo de seguranccedila fato
que os dados das pesquisas do MTE e MPS comprovam Segundo estas pesquisas
no periacuteodo de 1970 a 2008 houve um decliacutenio consideraacutevel de ocorrecircncias nefastas
por falta de seguranccedila no trabalho Em todo o Brasil na deacutecada de 1970 foi
8
registrado uma meacutedia de 1575565 acidentes e 3604 oacutebitos na deacutecada de 1980
houve uma meacutedia de 1118071 acidentes e 4672 oacutebitos na deacutecada de 1990 houve
uma meacutedia de 470210 acidentes e 3925 oacutebitos e no periacuteodo de 2000 a 2008 a
meacutedia de acidentes foi de 486785 acidentes e 1833 oacutebitos (BRASIL 2009)
Nas quatro uacuteltimas deacutecadas observa-se que a meacutedia de acidentes e oacutebitos
foi declinando fato atribuiacutedo agrave postura das organizaccedilotildees em buscarem atraveacutes da
gestatildeo de seguranccedila evitar os riscos inerentes agrave atividade que exercem
Estes fatos justificam trabalhos empenhados em mostrar a importacircncia da
implantaccedilatildeo de gestatildeo de seguranccedila nas induacutestrias destacando metodologias e
teacutecnicas aptas a solucionar os riscos inerentes nas atividades industriais
Situando estes riscos na induacutestria do setor quiacutemico pode-se dizer que eacute um
dos setores que exigem maior atenccedilatildeo Dados revelados pela DuPont (2009)
revelam que entre a deacutecada de 1960 e a deacutecada de 1990 em todo o mundo o setor
quiacutemico foi responsaacutevel por gastos de 752 bilhotildees de doacutelares por conta de
acidentes
Estes dados revelam ser imperativo que dirigentes operadores de
manutenccedilatildeo trabalhadores operacionais do setor quiacutemico estejam conscientes da
importacircncia da prevenccedilatildeo de acidentes com eliminaccedilatildeo de riscos de forma a obter
excelecircncia da atividade da organizaccedilatildeo
Assim este trabalho dedica-se a apresentar um sistema de gerenciamento
de seguranccedila de processo realizado no setor de filtragem de uma empresa do ramo
quiacutemico da cidade de Ponta Grossa - Paranaacute utilizando o Checklist e a Anaacutelise de
Riscos de Processo ndash APR visando conscientizar os administradores e empresaacuterios
para a necessidade do controle de riscos e de gerenciamento de processo que
envolve materiais e equipamentos que oferecem riscos
Para tanto levantou-se como problemaacutetica eacute possiacutevel prevenir com eficaacutecia
os riscos do setor de filtragem de uma induacutestria quiacutemica usando a lista de verificaccedilatildeo
e a anaacutelise preliminar de riscos
9
11 OBJETIVOS
111 Objetivo Geral
O trabalho teve como objetivo levantar os principais riscos do setor de
filtragem em uma induacutestria quiacutemica utilizando as teacutecnicas de anaacutelise de risco
Checklist e APR
112 Objetivo Especiacutefico
Os objetivos especiacuteficos constaram de expor as normas legalmente
instituiacutedas para a seguranccedila do trabalho delinear teacutecnicas de anaacutelise de riscos para
detectar prevenir ou eliminar riscos no ambiente de trabalho descrever aplicaccedilatildeo da
teacutecnica APR auxiliada pelo Checklist em uma empresa do ramo quiacutemico
12 ESTRUTURA DO TRABALHO
A estrutura do trabalho constou de cinco segmentos sendo que o primeiro
corresponde a presente introduccedilatildeo o segundo descreve inicialmente as normas e
regulamentos da seguranccedila de trabalho que regulamentam sistemas de prevenccedilatildeo
de riscos no ambiente laboral em seguida satildeo descritas as teacutecnicas e metodologias
dispostas na literatura que orientam para a implantaccedilatildeo de uma gestatildeo de riscos nas
empresas cujas atividades apresentam perigo suficiente para a ocorrecircncia de riscos
No terceiro segmento satildeo apresentados os procedimentos metodoloacutegicos adotados
para a realizaccedilatildeo da pesquisa No quarto segmento eacute descrito o estudo que foi
realizado na Empresa X detalhando o processo de aplicaccedilatildeo da teacutecnica APR que
teve como anaacutelise preliminar o Checklist Ainda neste mesmo segmento foram
apresentados e discutidos os dados coletados demonstrados pelo uso de planilhas
10
da APR bem como foram sugeridas accedilotildees visando amenizar e erradicar os riscos
pontuados na pesquisa O quinto e uacuteltimo segmento expotildee as conclusotildees obtidas
pela pesquisa
11
2 SEGURANCcedilA NO TRABALHO - PREVENCcedilAtildeO PELO MEacuteTODO DA GEREcircNCIA E ANAacuteLISE DE RISCOS
21 SEGURANCcedilA NO TRABALHO
De acordo com as diretrizes do Ministeacuterio do Trabalho e Emprego (BRASIL
2009) seguranccedila do trabalho deve ser entendida como o conjunto de medidas
adotadas para erradicar ou minimizar os acidentes de trabalho do trabalhador Estas
medidas tecircm por finalidade assegurar a integridade do meio ambiente e da sauacutede do
trabalhador aleacutem de garantir o aumento da produtividade e a qualidade dos
produtos melhorando as relaccedilotildees humanas no trabalho
Cardella (2010 p 37) considera seguranccedila como ldquoum conjunto de accedilotildees
exercidas com o intuito de reduzir danos e perdas provocados por agentes
agressivosrdquo Para este autor a seguranccedila do trabalho deve ser considerada como
uma das principais funccedilotildees administrativas de uma empresa
Em termos de aplicaccedilatildeo metodoloacutegica a seguranccedila do trabalho congrega
estudos e pesquisas tendo como campo de atuaccedilatildeo todo tipo de empresa desde os
mais simples ateacute os maiores complexos conglomerados industriais Geralmente a
seguranccedila do trabalho estaacute prevista na organizaccedilatildeo poliacutetica do paiacutes sendo definida
por normas e leis
O Brasil apresenta legislaccedilatildeo especiacutefica de seguranccedila do trabalho por meio
das Normas Regulamentadoras e de outras leis complementares como portarias e
decretos e tambeacutem as ratificaccedilotildees das Convenccedilotildees Internacionais da Organizaccedilatildeo
Internacional do Trabalho
A Constituiccedilatildeo Federal de 1988 dedica no Capiacutetulo II - Dos Direitos Sociais o
artigo 6ordm e 7ordm incisos XXII XXIII XXVIII e XXXIII1 que dispotildee especificamente
sobre seguranccedila e sauacutede dos trabalhadores
1 Inciso XXII - reduccedilatildeo dos riscos inerentes ao trabalho por meio de normas de sauacutede higiene e
seguranccedila Inciso XXIII - adicional de remuneraccedilatildeo para as atividades penosas insalubres ou perigosas na forma da lei Inciso XXVIII - seguro contra acidentes de trabalho a cargo do empregador sem excluir a indenizaccedilatildeo a que esta estaacute obrigado quando incorrer em dolo ou culpa Inciso XXXIII - proibiccedilatildeo do trabalho noturno perigoso ou insalubre aos menores de dezoito e de qualquer trabalho a menores de quatorze anos salvo na condiccedilatildeo de aprendiz (SIQUEIRA 2000)
12
Conforme registra Siqueira (2000) a Consolidaccedilatildeo das Leis do Trabalho -
CLT dedica o seu Capiacutetulo V agrave Seguranccedila e Medicina do Trabalho de acordo com a
redaccedilatildeo dada pela Lei 6514 de 22 de dezembro de 1977 Os artigos 154 a 223 da
CLT trazem inuacutemeras normas para regulamentar os acidentes de trabalho sendo
enfatizada a prevenccedilatildeo como obrigaccedilatildeo do empregador O Ministeacuterio do Trabalho
instituiu a Portaria n 3214 de 08 de junho de 1978 para aprovar as Normas
Regulamentadoras - NR previstas no Capiacutetulo V da CLT Esta mesma Portaria
estabelece que as alteraccedilotildees posteriores das NRs seriam determinadas pela
Secretaria de Seguranccedila e Sauacutede do Trabalho oacutergatildeo do Ministeacuterio do Trabalho e
Emprego
Aleacutem destas normas exclusivas do Brasil ainda existem as Convenccedilotildees da
Organizaccedilatildeo Internacional do Trabalho ndash OIT que satildeo ratificadas por Decretos Haacute
tambeacutem a legislaccedilatildeo acidentaacuteria regulada pelo Ministeacuterio da Previdecircncia Social que
estabelecem os criteacuterios das aposentadorias especiais do seguro de acidente do
trabalho
Mediante toda esta legislaccedilatildeo as empresas tecircm como obrigaccedilatildeo cercarem-
se de aparatos que eliminem os riscos de acidentes tanto para as pessoas quanto
para o meio ambiente No entanto existem atividades que a eliminaccedilatildeo total de
riscos eacute impossiacutevel por isto os riscos devem ser monitorados constantemente de
forma a natildeo ocorrer acidentes
Cardella (2010 p 33) coloca entre estes aparatos a realizaccedilatildeo do
diagnoacutestico de seguranccedila considerando-o como ldquoo resultado do estudo que tem por
objetivo conhecer o estado de seguranccedila da organizaccedilatildeordquo Com este diagnoacutestico eacute
possiacutevel avaliar a situaccedilatildeo de seguranccedila comparando-se com um padratildeo preacute
estabelecido com as normas obtendo-se um desvio que serviraacute de insumo para
elaboraccedilatildeo do plano de accedilatildeo para intervenccedilatildeo
Este diagnoacutestico deve abranger a organizaccedilatildeo o meio ambiente e as
relaccedilotildees entre ambos segundo explica Cardella (2010)
Na organizaccedilatildeo [abordam-se] sistemas operacionais e organizacionais relaccedilotildees entre esses sistemas e manifestaccedilotildees do risco em ocorrecircncias anormais acidentes danos e perdas O sistema operacional eacute avaliado nas dimensotildees anatocircmica (estrutura e forma) e fisioloacutegica (funccedilotildees) Satildeo focalizados homens equipamentos e instalaccedilotildees processos insumos e produtos
13
O diagnoacutestico exige uma inspeccedilatildeo planejada do ambiente de trabalho para
que sejam identificados agentes agressivos classificando-os segundo o niacutevel de
periculosidade e sistemas de controle classificando-os segundo o niacutevel de
qualidade
Os agentes agressivos podem ser mecacircnicos gravitacionais elaacutesticos e cineacuteticos eleacutetricos teacutermicos bioloacutegicos ergonocircmicos sonoros (ruiacutedos) e radiantes O sistema de controle de risco eacute constituiacutedo por contenccedilatildeo recomposiccedilatildeo isolamento alarme proteccedilatildeo evacuaccedilatildeo resgate salvamento combate e recuperaccedilatildeo (CARDELLA 2010 P 33)
Pelo diagnoacutestico obteacutem-se a dimensatildeo funcional do sistema operacional pela
avaliaccedilatildeo da anaacutelise de risco do processo sendo que esta anaacutelise eacute recorrente do
trabalho realizado em cada empresa
De acordo com Almeida Filho (1992) previnem-se acidentes por meio da
associaccedilatildeo do trabalho com o gerenciamento dos riscos Esta associaccedilatildeo requer
pesquisas meacutetodos e teacutecnicas especiacuteficas monitoramento e controle de forma que
os conceitos baacutesicos de seguranccedila estejam incorporados em todas as etapas do
processo produtivo do projeto agrave operaccedilatildeo Assim seraacute garantindo a seguranccedila dos
processos
Monteiro e Bertagni (1999) comentam que no passado seguranccedila do
trabalho significava apenas usar capacetes botas cintos de seguranccedila e uma seacuterie
de outros equipamentos de proteccedilatildeo individual contra acidentes no entanto hoje
quando a evoluccedilatildeo da tecnologia criou novos ambientes de trabalho novos riscos
tecircm aparecido e por isto eacute necessaacuterio que constantes pesquisas sejam realizadas e
o monitoramento seja uma prerrogativa essencial Sob esta condiccedilatildeo seguranccedila do
trabalho hoje exige uma abordagem multidisciplinar e a forma eficaz de prevenir
acidentes eacute conhecer e saber controlar os riscos
Na mesma linha de pensamento Cardela (2010 p 17) comenta que
A prevenccedilatildeo de acidentes requer o estudo de fenocircmenos que causam danos e perdas agraves pessoas ao patrimocircnio e ao meio ambiente [] O [seu] estudo requer uma ciecircncia multidisciplinar abrangendo a Engenharia de Seguranccedila do Trabalho a Engenharia de Seguranccedila Ambiental a Seguranccedila Puacuteblica a Seguranccedila do Lar e do Lazer e a Medicina
14
Ocupacional Analogamente ao que eacute feito na Fiacutesica definiriacuteamos conceitos baacutesicos como dano perda perigo risco agente agressivo energia agressiva contenccedilatildeo proteccedilatildeo e emergecircncia Com eles poderiacuteamos estudar fenocircmenos acidentais e resolver problemas no campo da prevenccedilatildeo de acidentes e do controle de emergecircncias
Este estudo multidisciplinar conforme orientam os autores necessita de
profissionais capacitados Fernandes (1991) alerta que para realmente prevenir o
acidente por riscos da atividade de trabalho eacute preciso conhecer e controlar estes
riscos adotando uma poliacutetica de seguranccedila tendo como condutores desta poliacutetica
profissionais especializados aptos a antecipar reconhecer avaliar e controlar os
riscos do ambiente de trabalho O bem estar fiacutesico e psicoloacutegico dos trabalhadores
reflete no seu desempenho profissional e eacute resultado de uma poliacutetica global de
investimento em seguranccedila sauacutede e meio ambiente
Para a realizaccedilatildeo desta poliacutetica eacute necessaacuterio sobretudo conhecer os riscos
e os perigos que uma empresa oferece sendo por isto interessante realizar estudo
sobre estes temas como seraacute feito adiante
22 PERIGO E RISCO
Os termos perigo e risco geralmente satildeo associados sempre que uma
atividade oferece certa inseguranccedila No entanto os dois termos tecircm significados
diferentes Perigo de acordo com Sanders e Mc Cormick (1993 p 675) eacute rdquouma
condiccedilatildeo ou um conjunto de circunstacircncias que tecircm o potencial de causar ou
contribuir para uma lesatildeo ou morterdquo Em uma visatildeo mais generalizada Kolluru
(1996 p 113) entende o perigo como ldquoum agente quiacutemico bioloacutegico ou fiacutesico
(incluindo-se a radiaccedilatildeo eletromagneacutetica) ou um conjunto de condiccedilotildees que
apresentam uma fonte de risco mas natildeo o risco em sirdquo Na mesma linha de
pensamento Grimaldi e Simonds (1989 p 236) explicam que o perigo eacute uma
situaccedilatildeo que conteacutem ldquouma fonte de energia ou de fatores fisioloacutegicos e de
comportamentoconduta que quando natildeo controlados conduzem a
eventosocorrecircncias prejudiciaisnocivasrdquo
15
Estes eventos nocivos satildeo os riscos que oferecem probabilidade de lesatildeo ou
morte segundo comentaacuterios de Sanders e Mccormick (1993)
Assim entende-se o risco como ldquouma funccedilatildeo da natureza do perigo
acessibilidade ou acesso de contato (potencial de exposiccedilatildeo) caracteriacutesticas da
populaccedilatildeo exposta (receptores) a probabilidade de ocorrecircncia e a magnitude da
exposiccedilatildeo e das consequumlecircncias (KOLLURU 1996 p 110)
Grimaldi e Simonds (1989 p 236) estabelecem a diferenccedila entre perigo e
risco afirmando que ldquorisco eacute um resultado medido do efeito potencial do perigordquo
A principal diferenciaccedilatildeo entre perigo e risco eacute que o perigo eacute avaliado em
funccedilatildeo da sua severidade e tem potencial de causar dano e o risco eacute avaliado em
termos de sua severidade e probabilidade de ocorrecircncia
Cicco e Fantazzini (2003 p 8) definem perigo e risco como sendo
Perigo (Hazard) uma ou mais condiccedilotildees de uma variaacutevel com o potencial necessaacuterio para causar danos Esses danos podem ser entendidos como lesotildees a pessoas danos a equipamentos ou estruturas perda de material em processo ou reduccedilatildeo da capacidade de desempenho de uma funccedilatildeo preacute-determinada Havendo um perigo persistem as possibilidades de efeitos adversos Risco (Risk) expressa uma probabilidade de possiacuteveis danos dentro de um periacuteodo especiacutefico de tempo ou nuacutemero de ciclos operacionais Pode ser indicado pela probabilidade de um acidente multiplicada pelo dano vidas ou unidades operacionais (grifos no original)
Assim onde ocorre perigo eacute preciso um monitoramento para evitar o risco
De uma forma geral Pardo (2009) descreve o risco (R) como o produto da
probabilidade de ocorrecircncia de um perigo ou evento (P) pelo valor do dano
associado (D) ou severidade das suas consequumlenciais estabelecendo a foacutermula
R = P x D (21)
Para que o resultado desta foacutermula natildeo tenha um alcance incontrolaacutevel eacute
preciso haver o controle de risco o qual na opiniatildeo de Cardella (2010) tem por
objetivo manter os riscos abaixo de valores tolerados Este controle eacute realizado nas
empresas por um sistema de gerencia de riscos que seraacute descrita a seguir
16
23 GEREcircNCIA DE RISCOS
O empresaacuterio que tem consciecircncia do risco que as atividades de sua
empresa podem causar tanto aos trabalhadores quanto ao meio ambiente
estabelece entre as atribuiccedilotildees administrativas a gerecircncia de riscos
Cicco e Fantazzini (2003 p 16) entendem a gerecircncia de riscos como uma
ciecircncia uma arte direcionada para ldquoa proteccedilatildeo dos recursos humanos materiais e
financeiros de uma empresardquo Esta proteccedilatildeo pode ser realizada tanto pela
eliminaccedilatildeo ou reduccedilatildeo dos riscos quanto pelo financiamento dos riscos
remanescentes2 ou seja a gerecircncia de riscos tem por finalidade manter os riscos
abaixo dos valores tolerados pelas normas e regulamentos
Gerecircncia de riscos segundo Cardella (2010 p 69) utiliza ldquoum conjunto de
instrumentos para a organizaccedilatildeo [] planejar operar e controlar suas atividades no
exerciacutecio da Funccedilatildeo Controle de Riscosrdquo O autor explica estes instrumentos como
sendo os princiacutepios a poliacutetica as diretrizes os objetivos as estrateacutegias a
metodologia os programas os sistemas organizacionais e operacionais da
empresa
Seguindo a explicaccedilatildeo que Cardella (2010 p 70-75) assim resumem-se
estes instrumentos
- PRINCIacutePIOS DA GESTAtildeO DE RISCO
I - Nas organizaccedilotildees e sociedades o acidente eacute um fenocircmeno de natureza
multifacetada que resulta de interaccedilotildees complexas entre fatores fiacutesicos
bioloacutegicos psicoloacutegicos sociais e culturais
II - Todos os acidentes podem ser evitados
III - Os acidentes ocorrem porque a mente se envolve com o trabalho e
esquece do corpo
IV - Um indiviacuteduo natildeo consegue sozinho controlar os riscos de sua
atividade por isto releva-se o segundo princiacutepio que soacute tem validade dentro
de determinados limites que abrangem grande totalidade dos casos Estatildeo
fora desses limites as situaccedilotildees nas quais o homem natildeo dispotildee de
conhecimento ou tecnologia suficientes para evitar o acidente
2 Financiamento dos riscos remanescentes significa reter os riscos na empresa ou transferi-los total
ou parcialmente para as seguradoras
17
- OBJETIVOS DA GESTAtildeO DE RISCOS
Manter os riscos associados agrave organizaccedilatildeo abaixo de valores tolerados
- POLIacuteTICA DE GESTAtildeO DE RISCOS
Estabelecer as regras comportamentais da organizaccedilatildeo Cada organizaccedilatildeo
famiacutelia pessoa ou sociedade deve estabelecer sua proacutepria poliacutetica que eacute
sempre um reflexo de seus valores propondo-se como regras baacutesicas
a preservaccedilatildeo de pessoas tem prioridade sobre a preservaccedilatildeo de bens
b quem responde por uma atividade deve responder tambeacutem pelos riscos
decorrentes dessa atividade
- DIRETRIZES PARA GESTAtildeO DE RISCOS
a deve ser exercida em todas as fases do ciclo de vida das instalaccedilotildees e
dos produtos
b deve ser parte integrante de todas as atividades da organizaccedilatildeo
- ESTRATEacuteGIA DA GESTAtildeO DE RISCOS
Deve ser considerada a natureza do fenocircmeno acidente como um evento
indesejaacutevel incerto e remoto Deve-se priorizar accedilotildees que integram a
funccedilatildeo seguranccedila portanto a estrateacutegia do sistema de gestatildeo deve ser
estabelecida de modo a reduzir o desequiliacutebrio das forccedilas impulsoras do
comportamento
- METODOLOGIA DO SISTEMA DE GESTAtildeO DE RISCOS
O processo de gestatildeo de riscos eacute composto pelas funccedilotildees identificar
perigos avaliar riscos comparar com risco tolerado e tratar riscos sendo
que identificaccedilatildeo de perigos e avaliaccedilatildeo de riscos constituem a anaacutelise de
riscos Identificaccedilatildeo avaliaccedilatildeo e comparaccedilatildeo constituem o monitoramento
Monitoramento e intervenccedilatildeo constituem o controle O tratamento dos riscos
inclui a intervenccedilatildeo para reduccedilatildeo eou transferecircncia (seguro) O processo
de gestatildeo eacute aplicado agraves aacutereas de accedilatildeo e agraves fases do ciclo de vida dos
elementos da organizaccedilatildeo (pessoas instalaccedilotildees e produtos) Cartela
(2010) resume a metodologia do sistema de gestatildeo de riscos expondo as
funccedilotildees essenciais de indentificar os perigos avaliar os riscos comparar
com o risco tolerado e tratar os riscos
- PROGRAMAS DA GESTAtildeO DE RISCOS
Pelo fato de nem toda intervenccedilatildeo para controle de riscos ter efeitos
imediatos as alteraccedilotildees almejadas requerem planos de accedilatildeo de longo
prazo denominados programas Assim deve ser criado um programa para
cada aacuterea de accedilatildeo programa de seguranccedila nas atividades da organizaccedilatildeo
programa de seguranccedila nas atividades fora do trabalho programa de
seguranccedila nos transportes programa de seguranccedila nas atividades
contratadas e programa de seguranccedila no uso dos produtos da organizaccedilatildeo
18
Em funccedilatildeo da natureza multifacetada da seguranccedila os programas devem
ser desenvolvidos por equipes multidisciplinares Essa eacute uma forma de
executar na praacutetica a gestatildeo holiacutestica da organizaccedilatildeo Aleacutem dos programas
por aacuterea de accedilatildeo podem ser criados programas baacutesicos para dar suporte
ao controle de riscos nas diversas aacutereas Eacute recomendaacutevel manter os
programas de forma permanente considerando-se poreacutem que haacute os de
existecircncia restrita agraves fases de implantaccedilatildeo e consolidaccedilatildeo de algum meacutetodo
de controle de risco Exemplos programas de desenvolvimento do sistema
de autorizaccedilatildeo para trabalho de implantaccedilatildeo do registro e anaacutelise de
ocorrecircncias anormais e de implantaccedilatildeo de anaacutelise de risco
- SISTEMAS ORGANIZACIONAIS E SISTEMAS OPERACIONAIS
A maioria das organizaccedilotildees tem uma estrutura funcional Cada unidade eacute
um sistema organizacional A configuraccedilatildeo da estrutura funcional varia de
organizaccedilatildeo para organizaccedilatildeo Cabe ressaltar a importacircncia do equiliacutebrio
entre a poliacutetica - a responsabilidade pela gestatildeo de riscos eacute dos
responsaacuteveis pela atividade - e o princiacutepio - um indiviacuteduo natildeo consegue
sozinho controlar os riscos de sua atividade Provavelmente o equiliacutebrio se
encontra numa estrutura que conte com uma equipe de especialistas em
seguranccedila que assessore os demais oacutergatildeos Essa equipe deve atuar de
maneira que os demais componentes natildeo venham a consideraacute-la como a
uacutenica responsaacutevel pela funccedilatildeo seguranccedila Na gestatildeo holiacutestica esse
problema eacute resolvido pela criaccedilatildeo de sistemas organizacionais
denominados comitecircs Os comitecircs funcionais satildeo constituiacutedos pelo dirigente
de uma unidade organizacional e seus imediatos comeccedilando pelo nuacutemero
um da organizaccedilatildeo com seu corpo gerencial e terminando com os
supervisores de primeira linha e sua equipe de executantes Nesses
comitecircs satildeo tratados temas de seguranccedila relativos agraves aacutereas de
responsabilidade de seus componentes Os comitecircs interfuncionais satildeo
constituiacutedos por pessoas de especialidades diferentes e envolvidas nos
programas das diversas aacutereas de accedilatildeo da funccedilatildeo seguranccedila Nesses
comitecircs os componentes adquirem a visatildeo global e executam as accedilotildees
locais em suas aacutereas especializadas Aleacutem dos comitecircs haacute outros sistemas
organizacionais que denominaremos Comissatildeo e Grupo de Trabalho A
Comissatildeo eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por missatildeo analisar
ocorrecircncias emitindo conclusotildees e recomendaccedilotildees O Grupo de Trabalho
tambeacutem eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por objetivo executar
um trabalho teacutecnico Dentre os sistemas operacionais pode-se citar
sistema de integraccedilatildeo de empregados de empresas contratadas sistema de
controle de EPIs sistema de estatiacutestica de acidentes sistema de emissatildeo
de permissotildees para trabalho
19
O uso destes instrumentos requer teacutecnicas especiacuteficas que segundo Hillson
(2010) requerem que alguns passos sejam realizados antes de decidir como estes
instrumentos seratildeo utilizados
Iniciando por definir objetivos que direcionam o risco a ser debelado para
saber quais teacutecnicas podem ser usadas Hillson (2010) elenca algumas destas
teacutecnicas como brainstorms workshops checklists prompt lists entrevistas
questionaacuterios etc sendo que existe uma variedade de teacutecnicas que podem ser
utilizadas para certificar que qualquer tipo de risco possa ser identificado e distinguir
quais satildeo as causas que contribuem para estes riscos
Neste primeiro passo deve-se registrar detalhando como o risco eacute produzido
pois pode haver causas com maior proeminecircncia de fazecirc-lo acontecer
Hillson (2010) comenta que a avaliaccedilatildeo das causas deve ser qualitativa
descrevendo-se as caracteriacutesticas em detalhes de tal forma que sejam suficientes
para permitir a definiccedilatildeo de como elas seratildeo combatidas Tambeacutem podem ser
quantitativas usando-se modelos matemaacuteticos para simular o efeito do risco de
acordo com o niacutevel de interferecircncia Os meacutetodos incluem fazer planilhas de riscos
numa grade de duas dimensotildees mostrando a probabilidade e impacto permitindo
que o risco seja priorizado e usado para a estrutura de decomposiccedilatildeo de risco para
agrupar os riscos por tipoorigem
A avaliaccedilatildeo destas planilhas deve produzir estrateacutegias para impedir
transferir ou reduzir os riscos Estas estrateacutegias requerem a implementaccedilatildeo de um
plano de accedilotildees para monitorar a efetividade do que estaacute sendo realizado bem como
a necessidade de ajustes das decisotildees quando necessaacuterio Hillson (2010) alerta que
qualquer processo de risco deve incluir revisatildeo e atualizaccedilatildeo pois pode ocorrer
mudanccedilas no sistema produtivo e as causas podem mudar seu grau de influecircncia
podendo inclusive surgir novas que natildeo estavam sendo avaliadas bem como as
antigas podem aumentar ou diminuir os efeitos que causam o risco
Sob toda esta concepccedilatildeo de gerenciamento de riscos entende-se que ele eacute
uma atividade especiacutefica realizada por especialistas que devem usar ferramentas e
teacutecnicas adequadas Com a intenccedilatildeo de obter todos os benefiacutecios da implantaccedilatildeo do
processo de risco para uma organizaccedilatildeo eacute importante que o gerenciamento de
riscos esteja completamente integrado com as accedilotildees estrateacutegicas e operacionais da
20
organizaccedilatildeo Se natildeo existir esta integraccedilatildeo os resultados podem ser nefastos e os
perigos verificados podem incorrer em riscos de alto potencial
Hillson (2010 p 43) ensina que uma integraccedilatildeo verdadeira requer algumas
mudanccedilas organizacionais tais como
reconhecimento da existecircncia de incertezas como parte natural dos negoacutecios Junto a isso a necessidade de ter interfaces apropriadas com os processos de negoacutecio e ferramentas Em adiccedilatildeo existe a necessidade de desenvolver um pensamento estrateacutegico baseado em risco dentro da cultura organizacional [] deve ser visto como parte integral do fazer negoacutecio e deve se tornar ldquoconstrutivo e natildeo-repreensivo
Havendo esta integraccedilatildeo segundo Cardella (2010 p 44) o gerenciamento
de riscos eacute proativo em uma organizaccedilatildeo por implantar na administraccedilatildeo
empresarial
- um conjunto de ferramentas e teacutecnicas de gerenciamento de riscos que
estaria plenamente integrado com o projeto e os processos de negoacutecios e
com o reconhecimento de que incertezas fazem parte de todos os niacuteveis
da organizaccedilatildeo (via integraccedilatildeo de gerenciamento de riscos)
- melhorias nas anaacutelises dos efeitos dos riscos no projeto e no desempenho
do negoacutecio endereccedilando seu impacto tambeacutem em assuntos mais amplos
do que tempo e custo (via aumento da profundidade das anaacutelises e
amplitude da aplicaccedilatildeo) e cobrindo ameaccedilas e oportunidades
- com a apropriada consideraccedilatildeo sendo tomada no fator humano no
processo de risco usando avaliaccedilotildees de atitudes de risco contabilizando
sistematicamente sua influecircncia e construindo equipes balanceadas por
riscos (via aspectos comportamentais)
O gerenciamento de riscos atendendo todos os condicionantes essenciais
para que realmente os riscos sejam reduzidos ou eliminados contribui
significativamente para o sucesso da organizaccedilatildeo
21
Considerando que a base do gerenciamento de riscos eacute estabelecer
paracircmetros na conduccedilatildeo das accedilotildees portanto a seguir satildeo detalhados os processos
de anaacutelise de risco e as principais teacutecnicas que podem ser utilizadas em uma
empresa do ramo quiacutemico
22
24 ANAacuteLISE DE RISCOS
Considerando as pesquisas que avaliam os riscos nas organizaccedilotildees a
anaacutelise de riscos situa-se como o ldquoestudo detalhado de um objeto com a finalidade
de identificar perigos e avaliar os riscos associadosrdquo (CARTELLA 2010 p 106)
Roessler (2001) relata que no Manual de Anaacutelise de Riscos Industriais da
Fundaccedilatildeo Estadual de Proteccedilatildeo Ambiental ndash FEPAM a anaacutelise de risco eacute uma
ferramenta administrativa que identifica e avalia qualitativamente e quantitativamente
os riscos inerentes agrave atividades de produccedilatildeo
Porto (2000) considera que esta ferramenta deve ser incorporada como
elemento essencial por todos os componentes de uma organizaccedilatildeo desde a alta
administraccedilatildeo ateacute o chatildeo da faacutebrica considerando que o principal foco da anaacutelise de
risco eacute a prevenccedilatildeo
O estudo da anaacutelise de risco tem por objetivo estabelecer a consciecircncia e o
controle dos riscos para o pessoal que estaacute desenvolvendo projetando operando e
mantendo os processos operacionais em uma organizaccedilatildeo As anaacutelises focam as
questotildees de seguranccedila de processos e ao mesmo tempo complementam as
atividades industriais de seguranccedila e sauacutede mais tradicionais
Os acidentes podem ocorrer na operaccedilatildeo de qualquer processo e a
preocupaccedilatildeo pela prevenccedilatildeo desses acidentes natildeo inclui apenas o compromisso da
gerecircncia ou da lideranccedila nas organizaccedilotildees mas requer tambeacutem um programa bem
definido para administrar todas as funccedilotildees e atividades que possam afetar a
seguranccedila em cada niacutevel da organizaccedilatildeo (DUPONT 2009)
Pelas orientaccedilotildees da DuPont (2009) a implementaccedilatildeo de programas de
anaacutelise de risco tem por objetivo conhecer os riscos relacionados agraves instalaccedilotildees e
aos processos industriais As anaacutelises satildeo realizadas por meio de ferramentas
estruturadas e por equipes multidisciplinares Os riscos satildeo identificados atraveacutes das
experiecircncias anteriores da equipe de resultados de auditorias inspeccedilotildees ou ateacute
mesmo anaacutelise de incidentes bem como de anaacutelises de riscos anteriormente
realizadas Os resultados por meio dessas anaacutelises alimentam planos de accedilatildeo de
emergecircncia bem como procedimentos operacionais reciclagem nos treinamentos
especificaccedilotildees das instalaccedilotildees e processos dentro de um enfoque de melhoria
contiacutenua
23
Souza (2006) destaca algumas irregularidades que podem afetar a empresa
e que satildeo abordados durante uma inspeccedilatildeo de riscos
Danos a propriedade (incecircndio explosatildeo etc)
Lesotildees pessoais (morte mutilaccedilotildees doenccedilas etc)
Parada de produccedilatildeo (quebra de maacutequina queima de motores
transformadores etc)
Perda de qualidade (falta de controle de processo instrumentos e
maquinaacuterios inadequados etc)
Poluiccedilatildeo ambiental (tratamento inadequado de efluentes gases e
resiacuteduos industriais soacutelidos etc)
Riscos agrave comunidade (vazamento de gases toacutexicos liacutequidos inflamaacuteveis
etc)
Esse mesmo autor tambeacutem destaca os principais benefiacutecios com a anaacutelise
de riscos
Reduz a frequumlecircncia e a gravidade de eventos indesejados (incecircndio
lesotildees interrupccedilatildeo da produccedilatildeo etc)
Adeacutequa o seguro aos reais riscos da empresa
Reduz eou elimina as indenizaccedilotildeesmultas provenientes de danos ao
meio ambiente
Aponta necessidades de treinamentos
Otimiza os investimentos
Manteacutem a continuidade do processo produtivo
Detecta as deficiecircncias e otimiza os gastos com manutenccedilatildeo
Preserva a imagem da empresa
Manteacutem os funcionaacuterios mais satisfeitos
Prioriza a tomada de decisotildees dos investimentos necessaacuterios em
prevenccedilatildeo e permite a anaacutelise da relaccedilatildeo custobeneficio
24
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO
As teacutecnicas de anaacutelise de risco vecircm sendo aplicadas nas induacutestrias de
processo basicamente por dois fatores para a decisatildeo acerca da aceitabilidade de
uma nova planta industrial e para a melhoria da confiabilidade dos sistemas teacutecnicos
e organizacionais existentes Segundo Souza (2006) os resultados obtidos dessas
teacutecnicas servem para
Localizar processos e operaccedilotildees perigosas
Decidir sobre investimentos em equipamentos de prevenccedilatildeo de acidentes
e limitaccedilatildeo de suas consequumlecircncias
Projetar processos de fabricaccedilatildeo e sistemas de controle
Criar rotinas operacionais e de manutenccedilatildeo
Escrever e registrar documentos de seguranccedila para a organizaccedilatildeo
Existem diversas teacutecnicas para a anaacutelise de risco diferenciando-as por seus
objetivos benefiacutecios custos e limitaccedilotildees Como cada teacutecnica aborda os riscos de
maneira diferente existem certas vantagens no uso de determinadas teacutecnicas para
um especiacutefico processo ou projeto Os meacutetodos de anaacutelise de risco podem ser
classificados em qualitativos ou quantitativos
Atraveacutes dos meacutetodos qualitativos pode-se verificar a graduaccedilatildeo dos riscos
em uma atividade ou processo Os riscos satildeo identificados pela probabilidade de
ocorrecircncia e sua severidade de suas consequumlecircncias No entanto esse meacutetodo
torna-se subjetivo pois natildeo existe uma definiccedilatildeo de categorias de probabilidade e
severidade oacutetima Assim esse meacutetodo de anaacutelise pode variar conforme a
sensibilidade dos avaliadores por essa anaacutelise (PARDO 2009 RAPOSO 2004)
No entanto os meacutetodos quantitativos podem ser utilizados em conjunto com
os qualitativos dando uma maior complementaridade a anaacutelise por serem meacutetodos
mais detalhados (RAPOSO 2004)
A avaliaccedilatildeo qualitativa tem como limite o fato de natildeo se poder prever tudo jaacute
os limites da avaliaccedilatildeo quantitativa estatildeo fundamentados na qualidade dos dados
com relaccedilatildeo a sua confiabilidade (BARRETTO 2008)
25
Pelos estudos de Barretto (2008) Ferreira (2008) Raposo (2004) os
principais meacutetodos para anaacutelise de riscos qualitativos e quantitativos satildeo
Inspeccedilatildeo de Seguranccedila (Safety Review)
Lista de Verificaccedilatildeo (Checklist Analysis)
Priorizaccedilatildeo Relativa (Relative Ranking)
Anaacutelise Preliminar de PerigosRiscos (Preliminary Hazard Analysis)
Anaacutelise What-If (What-If Analysis)
Anaacutelise What-If LV (What-If Checklist Analysis)
Anaacutelise de Perigos e Operabilidade (Hazard and Operability Analysis)
Anaacutelise de Modos e Efeitos de Falhas (Failure Modes and Effects
Analysis)
Anaacutelise por Aacutervore de Eventos (Event Tree Analysis)
Anaacutelise por Aacutervore de Falhas (Fault Tree Analysis)
Anaacutelise de Causa e Consequumlecircncia (Cause-Consequence Analysis)
Anaacutelise da Confiabilidade Humana (Human Reliability Analysis)
Anaacutelise Histoacuterica
Anaacutelise de Vulnerabilidade (Vulnerability Models)
Anaacutelise de Custo-Benefiacutecio
Anaacutelise das Causas-Raiz de falhas (Root Cause Failure Analysis)
Anaacutelise Quantitativa de Riscos
Teacutecnicas Especiais
Para o estudo realizado no presente trabalho foi escolhido o meacutetodo da
Anaacutelise Preliminar de Riscos ndash APR e a Lista de Verificaccedilatildeo - Checklist que seratildeo
detalhadas com maior ecircnfase nos proacuteximos itens
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR
Entre as metodologias mais utilizadas para anaacutelise de risco consta a Anaacutelise
Preliminar de Riscos mais conhecida como APR Segundo informes da DuPont
(2009) a APR eacute tambeacutem conhecida como Anaacutelise Preliminar de Perigo ndash APP
26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

RODRIGO VILLACA SANTOS
ANAacuteLISE PRELIMINAR DE RISCOS EM UM SETOR DA INDUacuteSTRIA QUIacuteMICA
Monografia apresentada como requisito parcial ao Curso de Especializaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Tecnoloacutegica Federal do Paranaacute - UTFPR como requisito parcial para obtenccedilatildeo do tiacutetulo de Especialista em Engenharia de Seguranccedila do Trabalho Orientador Prof Dr Guataccedilara dos Santos Juacutenior
PONTA GROSSA 2011
TERMO DE APROVACcedilAtildeO
ANAacuteLISE PRELIMINAR DE RISCOS EM UM SETOR DA INDUacuteSTRIA QUIacuteMICA
por
RODRIGO VILLACA SANTOS
Esta Monografia foi apresentada em 19 de novembro de 2011 como requisito
parcial para a obtenccedilatildeo do tiacutetulo de Especialista em Engenharia de Seguranccedila do
Trabalho O candidato foi arguido pela Banca Examinadora composta pelos
professores abaixo assinados Apoacutes deliberaccedilatildeo a Banca Examinadora considerou
o trabalho aprovado
__________________________________ Guataccedilara dos Santos Juacutenior
Prof(a) Orientador(a)
___________________________________
Ivanir Luiz de Oliveira Membro titular
___________________________________
Jeferson Joseacute Gomes Membro titular
- O Termo de Aprovaccedilatildeo assinado encontra-se na Coordenaccedilatildeo do Curso -
Ministeacuterio da Educaccedilatildeo
Universidade Tecnoloacutegica Federal do Paranaacute
Campus Ponta Grossa
Nome da Diretoria
Nome da Coordenaccedilatildeo
Nome do Curso
RESUMO
SANTOS Rodrigo Villaca Anaacutelise preliminar de riscos em um setor da induacutestria quiacutemica 2011 62f Monografia (Especializaccedilatildeo em Engenharia de Seguranccedila do Trabalho) Programa de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho Universidade Tecnoloacutegica Federal do Paranaacute Ponta Grossa 2011
Este trabalho teve como objetivo levantar os principais riscos do setor de filtragem em uma induacutestria quiacutemica utilizando as teacutecnicas de anaacutelise de risco Checklist e Anaacutelise Preliminar de Riscos - APR Discute a teacutecnica APR servindo-se de dados coletados preliminarmente pelo Checklist detectando os riscos existentes no setor de filtragem de uma empresa pontagrossense que produz entre outras as resinas a base de solvente que necessita de equipamentos que oferecem perigos se natildeo forem devidamente monitorados Baseado em teacutecnica metodoloacutegica disponibilizada pela empresa multinacional DUPONT foi aplicado o Checklist como pesquisa preliminar que forneceu dados para serem registrados em uma planilha de APR e analisados sob as Referecircncias de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um Evento que apontaram os diferentes graus dos riscos detectados e classificados mediante a Matriz Geral de Tolerabilidade de Riscos Foram selecionados para discussatildeo apenas os riscos substanciais e intoleraacuteveis que satildeo aqueles que oferecem grave risco impedindo a continuidade ou ateacute mesmo a paralisaccedilatildeo definitiva das atividades em torno do equipamento e do local avaliado ateacute que o risco seja amenizado ou eliminado totalmente Os resultados obtidos pelo uso da teacutecnica APR permitiram tanto apontar onde e quais as causas da ocorrecircncia do risco quanto apresentar sugestotildees para que estes fossem amenizados ou eliminados Conclui-se que o uso da teacutecnica APR auxiliada pelo Checklist constituem-se em instrumentos que contribuem para conscientizar os administradores e empresaacuterios que o controle de riscos e de gerenciamento de processo que envolve materiais e equipamentos que oferecem riscos natildeo eacute um processo complexo que necessite de grande aparato teacutecnico para ser realizado em uma empresa Palavras-chave Gerenciamento de riscos Anaacutelise Preliminar de Riscos Checklist
ABSTRACT
SANTOS Rodrigo Villaca Risk preliminary analysis on a sector of the chemical industry 2011 62f Monografia (Especializaccedilatildeo em Engenharia de Seguranccedila do Trabalho) Programa de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho Universidade Tecnoloacutegica Federal do Paranaacute Ponta Grossa 2011 This study aimed at surveying the main risks in the filtering sector of a chemical industry using the risk analysis techniques Checklist and Risk Preliminary Analysis ndash RPA The RPA is discussed based on data previously collected through the Checklist detecting existing risks in the filtering sector of a company in Ponta Grossa ndash PR which produces among others solvent based resins which require equipment that might be hazardous if not properly monitored Based on methodological technique employed by the multinational company DUPONT the Checklist was applied as preliminary research The resulting data was then recorded in the RPA spreadsheet and analyzed employing the Support Reference for the Selection of Probability of Occurrence of an Event which pointed out the different degrees of risks detected and classified according to the Tolerability of Risks General Matrix Only substantial or intolerable risks were selected for discussion as these are the ones that offer severe risk impeding the continuation or imposing permanent interruption of activities around the equipment or the place evaluated until the risk is reduced or totally eliminated Results obtained by the use of the RPA technique permitted to point where and which were the causes of risk occurrence as well as to present suggestions for their reduction or elimination It was concluded that the RPA technique aided by the Checklist consists of an instrument that contributes to raise administratorsrsquo and entrepreneursrsquo awareness that the control of risks and process management which involve materials and equipment that offer risks is not a complex process that requires great technical apparatus to be carried out in a company Key-words Risk management Risk Preliminary Analysis Checklist
LISTA DE QUADROS
Quadro 1 - Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco 28
Quadro 2 - Lista de Verificaccedilatildeo (Checklist) - MATERIAIS 44
Quadro 3 - Lista de Verificaccedilatildeo (Checklist) - REACcedilOtildeES 44
Quadro 4 - Lista de Verificaccedilatildeo (Checklist) - EQUIPAMENTOS 46
Quadro 5 - Lista de Verificaccedilatildeo (Checklist) - CONTROLE DE
INSTRUMENTACcedilAtildeO 46
Quadro 6 - Lista de Verificaccedilatildeo (Checklist) - OPERACcedilOtildeES 47
Quadro 7 - Lista de Verificaccedilatildeo (Checklist) - LOCALIZACcedilAtildeO E PLANTA DE
LOCACcedilAtildeO 48
Quadro 8 - Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco ndash APR 49
Digite o
SUMAacuteRIO
1 INTRODUCcedilAtildeO 7
11 OBJETIVOS 9
111 Objetivo Geral 9
112 Objetivo Especiacutefico 9
12 ESTRUTURA DO TRABALHO 9
2 SEGURANCcedilA NO TRABALHO - PREVENCcedilAtildeO PELO MEacuteTODO DA
GEREcircNCIA E ANAacuteLISE DE RISCOS 11
21 SEGURANCcedilA NO TRABALHO 11
22 PERIGO E RISCO 14
23 GEREcircNCIA DE RISCOS 16
24 ANAacuteLISE DE RISCOS 22
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO 24
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR 25
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST) 29
3 METODOLOGIA DA PESQUISA 32
31 CLASSIFICACcedilAtildeO DA PESQUISA 32
32 MEacuteTODOS UTILIZADOS NA PESQUISA 34
33 ESTUDO DE CASO 34
34 INSTRUMENTO DE COLETA DE DADOS 35
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS 35
4 ESTUDO DE CASO NA EMPRESA X 37
41 CARACTERIZACcedilAtildeO DA EMPRESA 37
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE
SOLVENTE NA EMRPESA X 40
43 COLETA DE DADOS 42
431 Coleta Preliminar - Preenchimento do Checklist 42
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco ndash APR48
44 RESULTADOS 53
441 Riscos Substanciais 54
442 Riscos Intoleraacuteveis 55
5 CONCLUSAtildeO 56
REFEREcircNCIAS 58
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS 61
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE
DE OCORREcircNCIA DE UM EVENTO 63
Digite o
7
1 INTRODUCcedilAtildeO
A seguranccedila industrial consagra-se no meio ambiente laboral como uma
situaccedilatildeo de baixa ocorrecircncia de eventos que causam danos e perdas tanto para o
meio ambiente quanto para os trabalhadores Dando ecircnfase para a abordagem da
seguranccedila industrial como uma praacutetica essencial nas organizaccedilotildees natildeo importando
o seu porte torna-se imperativo uma gestatildeo de seguranccedila apta a desenvolver
metodologias e teacutecnicas em acordo com as especificidades da organizaccedilatildeo
Tem-se observado nas induacutestrias que satildeo poucos os empresaacuterios que
investem e preocupam-se com a seguranccedila industrial Muitos natildeo compreendem o
custo dos acidentes ou outros acontecimentos que ocasionam perdas e alguns
aceitam esses fatores como ldquoparte do negoacuteciordquo ou que os custos devem ser
assumidos pelas companhias de seguro (SOUZA 2006)
Com este pensamento errocircneo a maioria dos proprietaacuterios somente enxerga
os custos dos salaacuterios dos profissionais de seguranccedila dos tratamentos meacutedicos e
da compensaccedilatildeo dos trabalhadores afastados Poreacutem aliado aos incidentes ou
acidentes tambeacutem estatildeo agraves perdas de eficiecircncia bem como problemas de
qualidade custo e imagem da empresa que vem a denegrir a organizaccedilatildeo (SOUZA
2006)
Pesquisas realizadas pelo Ministeacuterio do Trabalho e Emprego - MTE e pelo
Ministeacuterio da Previdecircncia Social - MPS relatam que acidentes de trabalho por falta
de seguranccedila faz parte da gestatildeo empresarial essencialmente com o ingresso de
empresas estrangeiras no parque industrial brasileiro A cultura empresarial
estrangeira mostra a necessidade de manter a seguranccedila pois esta eacute uma forma de
obter maiores lucros natildeo soacute por natildeo haver custos pelos acidentes como pela maior
eficiecircncia desenvolvida em termos de produccedilatildeo quando o ambiente laboral eacute
adequadamente revestido de seguranccedila
Assim observa-se que estaacute havendo no parque industrial brasileiro uma
tendecircncia generalizada das organizaccedilotildees investirem na gestatildeo de seguranccedila fato
que os dados das pesquisas do MTE e MPS comprovam Segundo estas pesquisas
no periacuteodo de 1970 a 2008 houve um decliacutenio consideraacutevel de ocorrecircncias nefastas
por falta de seguranccedila no trabalho Em todo o Brasil na deacutecada de 1970 foi
8
registrado uma meacutedia de 1575565 acidentes e 3604 oacutebitos na deacutecada de 1980
houve uma meacutedia de 1118071 acidentes e 4672 oacutebitos na deacutecada de 1990 houve
uma meacutedia de 470210 acidentes e 3925 oacutebitos e no periacuteodo de 2000 a 2008 a
meacutedia de acidentes foi de 486785 acidentes e 1833 oacutebitos (BRASIL 2009)
Nas quatro uacuteltimas deacutecadas observa-se que a meacutedia de acidentes e oacutebitos
foi declinando fato atribuiacutedo agrave postura das organizaccedilotildees em buscarem atraveacutes da
gestatildeo de seguranccedila evitar os riscos inerentes agrave atividade que exercem
Estes fatos justificam trabalhos empenhados em mostrar a importacircncia da
implantaccedilatildeo de gestatildeo de seguranccedila nas induacutestrias destacando metodologias e
teacutecnicas aptas a solucionar os riscos inerentes nas atividades industriais
Situando estes riscos na induacutestria do setor quiacutemico pode-se dizer que eacute um
dos setores que exigem maior atenccedilatildeo Dados revelados pela DuPont (2009)
revelam que entre a deacutecada de 1960 e a deacutecada de 1990 em todo o mundo o setor
quiacutemico foi responsaacutevel por gastos de 752 bilhotildees de doacutelares por conta de
acidentes
Estes dados revelam ser imperativo que dirigentes operadores de
manutenccedilatildeo trabalhadores operacionais do setor quiacutemico estejam conscientes da
importacircncia da prevenccedilatildeo de acidentes com eliminaccedilatildeo de riscos de forma a obter
excelecircncia da atividade da organizaccedilatildeo
Assim este trabalho dedica-se a apresentar um sistema de gerenciamento
de seguranccedila de processo realizado no setor de filtragem de uma empresa do ramo
quiacutemico da cidade de Ponta Grossa - Paranaacute utilizando o Checklist e a Anaacutelise de
Riscos de Processo ndash APR visando conscientizar os administradores e empresaacuterios
para a necessidade do controle de riscos e de gerenciamento de processo que
envolve materiais e equipamentos que oferecem riscos
Para tanto levantou-se como problemaacutetica eacute possiacutevel prevenir com eficaacutecia
os riscos do setor de filtragem de uma induacutestria quiacutemica usando a lista de verificaccedilatildeo
e a anaacutelise preliminar de riscos
9
11 OBJETIVOS
111 Objetivo Geral
O trabalho teve como objetivo levantar os principais riscos do setor de
filtragem em uma induacutestria quiacutemica utilizando as teacutecnicas de anaacutelise de risco
Checklist e APR
112 Objetivo Especiacutefico
Os objetivos especiacuteficos constaram de expor as normas legalmente
instituiacutedas para a seguranccedila do trabalho delinear teacutecnicas de anaacutelise de riscos para
detectar prevenir ou eliminar riscos no ambiente de trabalho descrever aplicaccedilatildeo da
teacutecnica APR auxiliada pelo Checklist em uma empresa do ramo quiacutemico
12 ESTRUTURA DO TRABALHO
A estrutura do trabalho constou de cinco segmentos sendo que o primeiro
corresponde a presente introduccedilatildeo o segundo descreve inicialmente as normas e
regulamentos da seguranccedila de trabalho que regulamentam sistemas de prevenccedilatildeo
de riscos no ambiente laboral em seguida satildeo descritas as teacutecnicas e metodologias
dispostas na literatura que orientam para a implantaccedilatildeo de uma gestatildeo de riscos nas
empresas cujas atividades apresentam perigo suficiente para a ocorrecircncia de riscos
No terceiro segmento satildeo apresentados os procedimentos metodoloacutegicos adotados
para a realizaccedilatildeo da pesquisa No quarto segmento eacute descrito o estudo que foi
realizado na Empresa X detalhando o processo de aplicaccedilatildeo da teacutecnica APR que
teve como anaacutelise preliminar o Checklist Ainda neste mesmo segmento foram
apresentados e discutidos os dados coletados demonstrados pelo uso de planilhas
10
da APR bem como foram sugeridas accedilotildees visando amenizar e erradicar os riscos
pontuados na pesquisa O quinto e uacuteltimo segmento expotildee as conclusotildees obtidas
pela pesquisa
11
2 SEGURANCcedilA NO TRABALHO - PREVENCcedilAtildeO PELO MEacuteTODO DA GEREcircNCIA E ANAacuteLISE DE RISCOS
21 SEGURANCcedilA NO TRABALHO
De acordo com as diretrizes do Ministeacuterio do Trabalho e Emprego (BRASIL
2009) seguranccedila do trabalho deve ser entendida como o conjunto de medidas
adotadas para erradicar ou minimizar os acidentes de trabalho do trabalhador Estas
medidas tecircm por finalidade assegurar a integridade do meio ambiente e da sauacutede do
trabalhador aleacutem de garantir o aumento da produtividade e a qualidade dos
produtos melhorando as relaccedilotildees humanas no trabalho
Cardella (2010 p 37) considera seguranccedila como ldquoum conjunto de accedilotildees
exercidas com o intuito de reduzir danos e perdas provocados por agentes
agressivosrdquo Para este autor a seguranccedila do trabalho deve ser considerada como
uma das principais funccedilotildees administrativas de uma empresa
Em termos de aplicaccedilatildeo metodoloacutegica a seguranccedila do trabalho congrega
estudos e pesquisas tendo como campo de atuaccedilatildeo todo tipo de empresa desde os
mais simples ateacute os maiores complexos conglomerados industriais Geralmente a
seguranccedila do trabalho estaacute prevista na organizaccedilatildeo poliacutetica do paiacutes sendo definida
por normas e leis
O Brasil apresenta legislaccedilatildeo especiacutefica de seguranccedila do trabalho por meio
das Normas Regulamentadoras e de outras leis complementares como portarias e
decretos e tambeacutem as ratificaccedilotildees das Convenccedilotildees Internacionais da Organizaccedilatildeo
Internacional do Trabalho
A Constituiccedilatildeo Federal de 1988 dedica no Capiacutetulo II - Dos Direitos Sociais o
artigo 6ordm e 7ordm incisos XXII XXIII XXVIII e XXXIII1 que dispotildee especificamente
sobre seguranccedila e sauacutede dos trabalhadores
1 Inciso XXII - reduccedilatildeo dos riscos inerentes ao trabalho por meio de normas de sauacutede higiene e
seguranccedila Inciso XXIII - adicional de remuneraccedilatildeo para as atividades penosas insalubres ou perigosas na forma da lei Inciso XXVIII - seguro contra acidentes de trabalho a cargo do empregador sem excluir a indenizaccedilatildeo a que esta estaacute obrigado quando incorrer em dolo ou culpa Inciso XXXIII - proibiccedilatildeo do trabalho noturno perigoso ou insalubre aos menores de dezoito e de qualquer trabalho a menores de quatorze anos salvo na condiccedilatildeo de aprendiz (SIQUEIRA 2000)
12
Conforme registra Siqueira (2000) a Consolidaccedilatildeo das Leis do Trabalho -
CLT dedica o seu Capiacutetulo V agrave Seguranccedila e Medicina do Trabalho de acordo com a
redaccedilatildeo dada pela Lei 6514 de 22 de dezembro de 1977 Os artigos 154 a 223 da
CLT trazem inuacutemeras normas para regulamentar os acidentes de trabalho sendo
enfatizada a prevenccedilatildeo como obrigaccedilatildeo do empregador O Ministeacuterio do Trabalho
instituiu a Portaria n 3214 de 08 de junho de 1978 para aprovar as Normas
Regulamentadoras - NR previstas no Capiacutetulo V da CLT Esta mesma Portaria
estabelece que as alteraccedilotildees posteriores das NRs seriam determinadas pela
Secretaria de Seguranccedila e Sauacutede do Trabalho oacutergatildeo do Ministeacuterio do Trabalho e
Emprego
Aleacutem destas normas exclusivas do Brasil ainda existem as Convenccedilotildees da
Organizaccedilatildeo Internacional do Trabalho ndash OIT que satildeo ratificadas por Decretos Haacute
tambeacutem a legislaccedilatildeo acidentaacuteria regulada pelo Ministeacuterio da Previdecircncia Social que
estabelecem os criteacuterios das aposentadorias especiais do seguro de acidente do
trabalho
Mediante toda esta legislaccedilatildeo as empresas tecircm como obrigaccedilatildeo cercarem-
se de aparatos que eliminem os riscos de acidentes tanto para as pessoas quanto
para o meio ambiente No entanto existem atividades que a eliminaccedilatildeo total de
riscos eacute impossiacutevel por isto os riscos devem ser monitorados constantemente de
forma a natildeo ocorrer acidentes
Cardella (2010 p 33) coloca entre estes aparatos a realizaccedilatildeo do
diagnoacutestico de seguranccedila considerando-o como ldquoo resultado do estudo que tem por
objetivo conhecer o estado de seguranccedila da organizaccedilatildeordquo Com este diagnoacutestico eacute
possiacutevel avaliar a situaccedilatildeo de seguranccedila comparando-se com um padratildeo preacute
estabelecido com as normas obtendo-se um desvio que serviraacute de insumo para
elaboraccedilatildeo do plano de accedilatildeo para intervenccedilatildeo
Este diagnoacutestico deve abranger a organizaccedilatildeo o meio ambiente e as
relaccedilotildees entre ambos segundo explica Cardella (2010)
Na organizaccedilatildeo [abordam-se] sistemas operacionais e organizacionais relaccedilotildees entre esses sistemas e manifestaccedilotildees do risco em ocorrecircncias anormais acidentes danos e perdas O sistema operacional eacute avaliado nas dimensotildees anatocircmica (estrutura e forma) e fisioloacutegica (funccedilotildees) Satildeo focalizados homens equipamentos e instalaccedilotildees processos insumos e produtos
13
O diagnoacutestico exige uma inspeccedilatildeo planejada do ambiente de trabalho para
que sejam identificados agentes agressivos classificando-os segundo o niacutevel de
periculosidade e sistemas de controle classificando-os segundo o niacutevel de
qualidade
Os agentes agressivos podem ser mecacircnicos gravitacionais elaacutesticos e cineacuteticos eleacutetricos teacutermicos bioloacutegicos ergonocircmicos sonoros (ruiacutedos) e radiantes O sistema de controle de risco eacute constituiacutedo por contenccedilatildeo recomposiccedilatildeo isolamento alarme proteccedilatildeo evacuaccedilatildeo resgate salvamento combate e recuperaccedilatildeo (CARDELLA 2010 P 33)
Pelo diagnoacutestico obteacutem-se a dimensatildeo funcional do sistema operacional pela
avaliaccedilatildeo da anaacutelise de risco do processo sendo que esta anaacutelise eacute recorrente do
trabalho realizado em cada empresa
De acordo com Almeida Filho (1992) previnem-se acidentes por meio da
associaccedilatildeo do trabalho com o gerenciamento dos riscos Esta associaccedilatildeo requer
pesquisas meacutetodos e teacutecnicas especiacuteficas monitoramento e controle de forma que
os conceitos baacutesicos de seguranccedila estejam incorporados em todas as etapas do
processo produtivo do projeto agrave operaccedilatildeo Assim seraacute garantindo a seguranccedila dos
processos
Monteiro e Bertagni (1999) comentam que no passado seguranccedila do
trabalho significava apenas usar capacetes botas cintos de seguranccedila e uma seacuterie
de outros equipamentos de proteccedilatildeo individual contra acidentes no entanto hoje
quando a evoluccedilatildeo da tecnologia criou novos ambientes de trabalho novos riscos
tecircm aparecido e por isto eacute necessaacuterio que constantes pesquisas sejam realizadas e
o monitoramento seja uma prerrogativa essencial Sob esta condiccedilatildeo seguranccedila do
trabalho hoje exige uma abordagem multidisciplinar e a forma eficaz de prevenir
acidentes eacute conhecer e saber controlar os riscos
Na mesma linha de pensamento Cardela (2010 p 17) comenta que
A prevenccedilatildeo de acidentes requer o estudo de fenocircmenos que causam danos e perdas agraves pessoas ao patrimocircnio e ao meio ambiente [] O [seu] estudo requer uma ciecircncia multidisciplinar abrangendo a Engenharia de Seguranccedila do Trabalho a Engenharia de Seguranccedila Ambiental a Seguranccedila Puacuteblica a Seguranccedila do Lar e do Lazer e a Medicina
14
Ocupacional Analogamente ao que eacute feito na Fiacutesica definiriacuteamos conceitos baacutesicos como dano perda perigo risco agente agressivo energia agressiva contenccedilatildeo proteccedilatildeo e emergecircncia Com eles poderiacuteamos estudar fenocircmenos acidentais e resolver problemas no campo da prevenccedilatildeo de acidentes e do controle de emergecircncias
Este estudo multidisciplinar conforme orientam os autores necessita de
profissionais capacitados Fernandes (1991) alerta que para realmente prevenir o
acidente por riscos da atividade de trabalho eacute preciso conhecer e controlar estes
riscos adotando uma poliacutetica de seguranccedila tendo como condutores desta poliacutetica
profissionais especializados aptos a antecipar reconhecer avaliar e controlar os
riscos do ambiente de trabalho O bem estar fiacutesico e psicoloacutegico dos trabalhadores
reflete no seu desempenho profissional e eacute resultado de uma poliacutetica global de
investimento em seguranccedila sauacutede e meio ambiente
Para a realizaccedilatildeo desta poliacutetica eacute necessaacuterio sobretudo conhecer os riscos
e os perigos que uma empresa oferece sendo por isto interessante realizar estudo
sobre estes temas como seraacute feito adiante
22 PERIGO E RISCO
Os termos perigo e risco geralmente satildeo associados sempre que uma
atividade oferece certa inseguranccedila No entanto os dois termos tecircm significados
diferentes Perigo de acordo com Sanders e Mc Cormick (1993 p 675) eacute rdquouma
condiccedilatildeo ou um conjunto de circunstacircncias que tecircm o potencial de causar ou
contribuir para uma lesatildeo ou morterdquo Em uma visatildeo mais generalizada Kolluru
(1996 p 113) entende o perigo como ldquoum agente quiacutemico bioloacutegico ou fiacutesico
(incluindo-se a radiaccedilatildeo eletromagneacutetica) ou um conjunto de condiccedilotildees que
apresentam uma fonte de risco mas natildeo o risco em sirdquo Na mesma linha de
pensamento Grimaldi e Simonds (1989 p 236) explicam que o perigo eacute uma
situaccedilatildeo que conteacutem ldquouma fonte de energia ou de fatores fisioloacutegicos e de
comportamentoconduta que quando natildeo controlados conduzem a
eventosocorrecircncias prejudiciaisnocivasrdquo
15
Estes eventos nocivos satildeo os riscos que oferecem probabilidade de lesatildeo ou
morte segundo comentaacuterios de Sanders e Mccormick (1993)
Assim entende-se o risco como ldquouma funccedilatildeo da natureza do perigo
acessibilidade ou acesso de contato (potencial de exposiccedilatildeo) caracteriacutesticas da
populaccedilatildeo exposta (receptores) a probabilidade de ocorrecircncia e a magnitude da
exposiccedilatildeo e das consequumlecircncias (KOLLURU 1996 p 110)
Grimaldi e Simonds (1989 p 236) estabelecem a diferenccedila entre perigo e
risco afirmando que ldquorisco eacute um resultado medido do efeito potencial do perigordquo
A principal diferenciaccedilatildeo entre perigo e risco eacute que o perigo eacute avaliado em
funccedilatildeo da sua severidade e tem potencial de causar dano e o risco eacute avaliado em
termos de sua severidade e probabilidade de ocorrecircncia
Cicco e Fantazzini (2003 p 8) definem perigo e risco como sendo
Perigo (Hazard) uma ou mais condiccedilotildees de uma variaacutevel com o potencial necessaacuterio para causar danos Esses danos podem ser entendidos como lesotildees a pessoas danos a equipamentos ou estruturas perda de material em processo ou reduccedilatildeo da capacidade de desempenho de uma funccedilatildeo preacute-determinada Havendo um perigo persistem as possibilidades de efeitos adversos Risco (Risk) expressa uma probabilidade de possiacuteveis danos dentro de um periacuteodo especiacutefico de tempo ou nuacutemero de ciclos operacionais Pode ser indicado pela probabilidade de um acidente multiplicada pelo dano vidas ou unidades operacionais (grifos no original)
Assim onde ocorre perigo eacute preciso um monitoramento para evitar o risco
De uma forma geral Pardo (2009) descreve o risco (R) como o produto da
probabilidade de ocorrecircncia de um perigo ou evento (P) pelo valor do dano
associado (D) ou severidade das suas consequumlenciais estabelecendo a foacutermula
R = P x D (21)
Para que o resultado desta foacutermula natildeo tenha um alcance incontrolaacutevel eacute
preciso haver o controle de risco o qual na opiniatildeo de Cardella (2010) tem por
objetivo manter os riscos abaixo de valores tolerados Este controle eacute realizado nas
empresas por um sistema de gerencia de riscos que seraacute descrita a seguir
16
23 GEREcircNCIA DE RISCOS
O empresaacuterio que tem consciecircncia do risco que as atividades de sua
empresa podem causar tanto aos trabalhadores quanto ao meio ambiente
estabelece entre as atribuiccedilotildees administrativas a gerecircncia de riscos
Cicco e Fantazzini (2003 p 16) entendem a gerecircncia de riscos como uma
ciecircncia uma arte direcionada para ldquoa proteccedilatildeo dos recursos humanos materiais e
financeiros de uma empresardquo Esta proteccedilatildeo pode ser realizada tanto pela
eliminaccedilatildeo ou reduccedilatildeo dos riscos quanto pelo financiamento dos riscos
remanescentes2 ou seja a gerecircncia de riscos tem por finalidade manter os riscos
abaixo dos valores tolerados pelas normas e regulamentos
Gerecircncia de riscos segundo Cardella (2010 p 69) utiliza ldquoum conjunto de
instrumentos para a organizaccedilatildeo [] planejar operar e controlar suas atividades no
exerciacutecio da Funccedilatildeo Controle de Riscosrdquo O autor explica estes instrumentos como
sendo os princiacutepios a poliacutetica as diretrizes os objetivos as estrateacutegias a
metodologia os programas os sistemas organizacionais e operacionais da
empresa
Seguindo a explicaccedilatildeo que Cardella (2010 p 70-75) assim resumem-se
estes instrumentos
- PRINCIacutePIOS DA GESTAtildeO DE RISCO
I - Nas organizaccedilotildees e sociedades o acidente eacute um fenocircmeno de natureza
multifacetada que resulta de interaccedilotildees complexas entre fatores fiacutesicos
bioloacutegicos psicoloacutegicos sociais e culturais
II - Todos os acidentes podem ser evitados
III - Os acidentes ocorrem porque a mente se envolve com o trabalho e
esquece do corpo
IV - Um indiviacuteduo natildeo consegue sozinho controlar os riscos de sua
atividade por isto releva-se o segundo princiacutepio que soacute tem validade dentro
de determinados limites que abrangem grande totalidade dos casos Estatildeo
fora desses limites as situaccedilotildees nas quais o homem natildeo dispotildee de
conhecimento ou tecnologia suficientes para evitar o acidente
2 Financiamento dos riscos remanescentes significa reter os riscos na empresa ou transferi-los total
ou parcialmente para as seguradoras
17
- OBJETIVOS DA GESTAtildeO DE RISCOS
Manter os riscos associados agrave organizaccedilatildeo abaixo de valores tolerados
- POLIacuteTICA DE GESTAtildeO DE RISCOS
Estabelecer as regras comportamentais da organizaccedilatildeo Cada organizaccedilatildeo
famiacutelia pessoa ou sociedade deve estabelecer sua proacutepria poliacutetica que eacute
sempre um reflexo de seus valores propondo-se como regras baacutesicas
a preservaccedilatildeo de pessoas tem prioridade sobre a preservaccedilatildeo de bens
b quem responde por uma atividade deve responder tambeacutem pelos riscos
decorrentes dessa atividade
- DIRETRIZES PARA GESTAtildeO DE RISCOS
a deve ser exercida em todas as fases do ciclo de vida das instalaccedilotildees e
dos produtos
b deve ser parte integrante de todas as atividades da organizaccedilatildeo
- ESTRATEacuteGIA DA GESTAtildeO DE RISCOS
Deve ser considerada a natureza do fenocircmeno acidente como um evento
indesejaacutevel incerto e remoto Deve-se priorizar accedilotildees que integram a
funccedilatildeo seguranccedila portanto a estrateacutegia do sistema de gestatildeo deve ser
estabelecida de modo a reduzir o desequiliacutebrio das forccedilas impulsoras do
comportamento
- METODOLOGIA DO SISTEMA DE GESTAtildeO DE RISCOS
O processo de gestatildeo de riscos eacute composto pelas funccedilotildees identificar
perigos avaliar riscos comparar com risco tolerado e tratar riscos sendo
que identificaccedilatildeo de perigos e avaliaccedilatildeo de riscos constituem a anaacutelise de
riscos Identificaccedilatildeo avaliaccedilatildeo e comparaccedilatildeo constituem o monitoramento
Monitoramento e intervenccedilatildeo constituem o controle O tratamento dos riscos
inclui a intervenccedilatildeo para reduccedilatildeo eou transferecircncia (seguro) O processo
de gestatildeo eacute aplicado agraves aacutereas de accedilatildeo e agraves fases do ciclo de vida dos
elementos da organizaccedilatildeo (pessoas instalaccedilotildees e produtos) Cartela
(2010) resume a metodologia do sistema de gestatildeo de riscos expondo as
funccedilotildees essenciais de indentificar os perigos avaliar os riscos comparar
com o risco tolerado e tratar os riscos
- PROGRAMAS DA GESTAtildeO DE RISCOS
Pelo fato de nem toda intervenccedilatildeo para controle de riscos ter efeitos
imediatos as alteraccedilotildees almejadas requerem planos de accedilatildeo de longo
prazo denominados programas Assim deve ser criado um programa para
cada aacuterea de accedilatildeo programa de seguranccedila nas atividades da organizaccedilatildeo
programa de seguranccedila nas atividades fora do trabalho programa de
seguranccedila nos transportes programa de seguranccedila nas atividades
contratadas e programa de seguranccedila no uso dos produtos da organizaccedilatildeo
18
Em funccedilatildeo da natureza multifacetada da seguranccedila os programas devem
ser desenvolvidos por equipes multidisciplinares Essa eacute uma forma de
executar na praacutetica a gestatildeo holiacutestica da organizaccedilatildeo Aleacutem dos programas
por aacuterea de accedilatildeo podem ser criados programas baacutesicos para dar suporte
ao controle de riscos nas diversas aacutereas Eacute recomendaacutevel manter os
programas de forma permanente considerando-se poreacutem que haacute os de
existecircncia restrita agraves fases de implantaccedilatildeo e consolidaccedilatildeo de algum meacutetodo
de controle de risco Exemplos programas de desenvolvimento do sistema
de autorizaccedilatildeo para trabalho de implantaccedilatildeo do registro e anaacutelise de
ocorrecircncias anormais e de implantaccedilatildeo de anaacutelise de risco
- SISTEMAS ORGANIZACIONAIS E SISTEMAS OPERACIONAIS
A maioria das organizaccedilotildees tem uma estrutura funcional Cada unidade eacute
um sistema organizacional A configuraccedilatildeo da estrutura funcional varia de
organizaccedilatildeo para organizaccedilatildeo Cabe ressaltar a importacircncia do equiliacutebrio
entre a poliacutetica - a responsabilidade pela gestatildeo de riscos eacute dos
responsaacuteveis pela atividade - e o princiacutepio - um indiviacuteduo natildeo consegue
sozinho controlar os riscos de sua atividade Provavelmente o equiliacutebrio se
encontra numa estrutura que conte com uma equipe de especialistas em
seguranccedila que assessore os demais oacutergatildeos Essa equipe deve atuar de
maneira que os demais componentes natildeo venham a consideraacute-la como a
uacutenica responsaacutevel pela funccedilatildeo seguranccedila Na gestatildeo holiacutestica esse
problema eacute resolvido pela criaccedilatildeo de sistemas organizacionais
denominados comitecircs Os comitecircs funcionais satildeo constituiacutedos pelo dirigente
de uma unidade organizacional e seus imediatos comeccedilando pelo nuacutemero
um da organizaccedilatildeo com seu corpo gerencial e terminando com os
supervisores de primeira linha e sua equipe de executantes Nesses
comitecircs satildeo tratados temas de seguranccedila relativos agraves aacutereas de
responsabilidade de seus componentes Os comitecircs interfuncionais satildeo
constituiacutedos por pessoas de especialidades diferentes e envolvidas nos
programas das diversas aacutereas de accedilatildeo da funccedilatildeo seguranccedila Nesses
comitecircs os componentes adquirem a visatildeo global e executam as accedilotildees
locais em suas aacutereas especializadas Aleacutem dos comitecircs haacute outros sistemas
organizacionais que denominaremos Comissatildeo e Grupo de Trabalho A
Comissatildeo eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por missatildeo analisar
ocorrecircncias emitindo conclusotildees e recomendaccedilotildees O Grupo de Trabalho
tambeacutem eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por objetivo executar
um trabalho teacutecnico Dentre os sistemas operacionais pode-se citar
sistema de integraccedilatildeo de empregados de empresas contratadas sistema de
controle de EPIs sistema de estatiacutestica de acidentes sistema de emissatildeo
de permissotildees para trabalho
19
O uso destes instrumentos requer teacutecnicas especiacuteficas que segundo Hillson
(2010) requerem que alguns passos sejam realizados antes de decidir como estes
instrumentos seratildeo utilizados
Iniciando por definir objetivos que direcionam o risco a ser debelado para
saber quais teacutecnicas podem ser usadas Hillson (2010) elenca algumas destas
teacutecnicas como brainstorms workshops checklists prompt lists entrevistas
questionaacuterios etc sendo que existe uma variedade de teacutecnicas que podem ser
utilizadas para certificar que qualquer tipo de risco possa ser identificado e distinguir
quais satildeo as causas que contribuem para estes riscos
Neste primeiro passo deve-se registrar detalhando como o risco eacute produzido
pois pode haver causas com maior proeminecircncia de fazecirc-lo acontecer
Hillson (2010) comenta que a avaliaccedilatildeo das causas deve ser qualitativa
descrevendo-se as caracteriacutesticas em detalhes de tal forma que sejam suficientes
para permitir a definiccedilatildeo de como elas seratildeo combatidas Tambeacutem podem ser
quantitativas usando-se modelos matemaacuteticos para simular o efeito do risco de
acordo com o niacutevel de interferecircncia Os meacutetodos incluem fazer planilhas de riscos
numa grade de duas dimensotildees mostrando a probabilidade e impacto permitindo
que o risco seja priorizado e usado para a estrutura de decomposiccedilatildeo de risco para
agrupar os riscos por tipoorigem
A avaliaccedilatildeo destas planilhas deve produzir estrateacutegias para impedir
transferir ou reduzir os riscos Estas estrateacutegias requerem a implementaccedilatildeo de um
plano de accedilotildees para monitorar a efetividade do que estaacute sendo realizado bem como
a necessidade de ajustes das decisotildees quando necessaacuterio Hillson (2010) alerta que
qualquer processo de risco deve incluir revisatildeo e atualizaccedilatildeo pois pode ocorrer
mudanccedilas no sistema produtivo e as causas podem mudar seu grau de influecircncia
podendo inclusive surgir novas que natildeo estavam sendo avaliadas bem como as
antigas podem aumentar ou diminuir os efeitos que causam o risco
Sob toda esta concepccedilatildeo de gerenciamento de riscos entende-se que ele eacute
uma atividade especiacutefica realizada por especialistas que devem usar ferramentas e
teacutecnicas adequadas Com a intenccedilatildeo de obter todos os benefiacutecios da implantaccedilatildeo do
processo de risco para uma organizaccedilatildeo eacute importante que o gerenciamento de
riscos esteja completamente integrado com as accedilotildees estrateacutegicas e operacionais da
20
organizaccedilatildeo Se natildeo existir esta integraccedilatildeo os resultados podem ser nefastos e os
perigos verificados podem incorrer em riscos de alto potencial
Hillson (2010 p 43) ensina que uma integraccedilatildeo verdadeira requer algumas
mudanccedilas organizacionais tais como
reconhecimento da existecircncia de incertezas como parte natural dos negoacutecios Junto a isso a necessidade de ter interfaces apropriadas com os processos de negoacutecio e ferramentas Em adiccedilatildeo existe a necessidade de desenvolver um pensamento estrateacutegico baseado em risco dentro da cultura organizacional [] deve ser visto como parte integral do fazer negoacutecio e deve se tornar ldquoconstrutivo e natildeo-repreensivo
Havendo esta integraccedilatildeo segundo Cardella (2010 p 44) o gerenciamento
de riscos eacute proativo em uma organizaccedilatildeo por implantar na administraccedilatildeo
empresarial
- um conjunto de ferramentas e teacutecnicas de gerenciamento de riscos que
estaria plenamente integrado com o projeto e os processos de negoacutecios e
com o reconhecimento de que incertezas fazem parte de todos os niacuteveis
da organizaccedilatildeo (via integraccedilatildeo de gerenciamento de riscos)
- melhorias nas anaacutelises dos efeitos dos riscos no projeto e no desempenho
do negoacutecio endereccedilando seu impacto tambeacutem em assuntos mais amplos
do que tempo e custo (via aumento da profundidade das anaacutelises e
amplitude da aplicaccedilatildeo) e cobrindo ameaccedilas e oportunidades
- com a apropriada consideraccedilatildeo sendo tomada no fator humano no
processo de risco usando avaliaccedilotildees de atitudes de risco contabilizando
sistematicamente sua influecircncia e construindo equipes balanceadas por
riscos (via aspectos comportamentais)
O gerenciamento de riscos atendendo todos os condicionantes essenciais
para que realmente os riscos sejam reduzidos ou eliminados contribui
significativamente para o sucesso da organizaccedilatildeo
21
Considerando que a base do gerenciamento de riscos eacute estabelecer
paracircmetros na conduccedilatildeo das accedilotildees portanto a seguir satildeo detalhados os processos
de anaacutelise de risco e as principais teacutecnicas que podem ser utilizadas em uma
empresa do ramo quiacutemico
22
24 ANAacuteLISE DE RISCOS
Considerando as pesquisas que avaliam os riscos nas organizaccedilotildees a
anaacutelise de riscos situa-se como o ldquoestudo detalhado de um objeto com a finalidade
de identificar perigos e avaliar os riscos associadosrdquo (CARTELLA 2010 p 106)
Roessler (2001) relata que no Manual de Anaacutelise de Riscos Industriais da
Fundaccedilatildeo Estadual de Proteccedilatildeo Ambiental ndash FEPAM a anaacutelise de risco eacute uma
ferramenta administrativa que identifica e avalia qualitativamente e quantitativamente
os riscos inerentes agrave atividades de produccedilatildeo
Porto (2000) considera que esta ferramenta deve ser incorporada como
elemento essencial por todos os componentes de uma organizaccedilatildeo desde a alta
administraccedilatildeo ateacute o chatildeo da faacutebrica considerando que o principal foco da anaacutelise de
risco eacute a prevenccedilatildeo
O estudo da anaacutelise de risco tem por objetivo estabelecer a consciecircncia e o
controle dos riscos para o pessoal que estaacute desenvolvendo projetando operando e
mantendo os processos operacionais em uma organizaccedilatildeo As anaacutelises focam as
questotildees de seguranccedila de processos e ao mesmo tempo complementam as
atividades industriais de seguranccedila e sauacutede mais tradicionais
Os acidentes podem ocorrer na operaccedilatildeo de qualquer processo e a
preocupaccedilatildeo pela prevenccedilatildeo desses acidentes natildeo inclui apenas o compromisso da
gerecircncia ou da lideranccedila nas organizaccedilotildees mas requer tambeacutem um programa bem
definido para administrar todas as funccedilotildees e atividades que possam afetar a
seguranccedila em cada niacutevel da organizaccedilatildeo (DUPONT 2009)
Pelas orientaccedilotildees da DuPont (2009) a implementaccedilatildeo de programas de
anaacutelise de risco tem por objetivo conhecer os riscos relacionados agraves instalaccedilotildees e
aos processos industriais As anaacutelises satildeo realizadas por meio de ferramentas
estruturadas e por equipes multidisciplinares Os riscos satildeo identificados atraveacutes das
experiecircncias anteriores da equipe de resultados de auditorias inspeccedilotildees ou ateacute
mesmo anaacutelise de incidentes bem como de anaacutelises de riscos anteriormente
realizadas Os resultados por meio dessas anaacutelises alimentam planos de accedilatildeo de
emergecircncia bem como procedimentos operacionais reciclagem nos treinamentos
especificaccedilotildees das instalaccedilotildees e processos dentro de um enfoque de melhoria
contiacutenua
23
Souza (2006) destaca algumas irregularidades que podem afetar a empresa
e que satildeo abordados durante uma inspeccedilatildeo de riscos
Danos a propriedade (incecircndio explosatildeo etc)
Lesotildees pessoais (morte mutilaccedilotildees doenccedilas etc)
Parada de produccedilatildeo (quebra de maacutequina queima de motores
transformadores etc)
Perda de qualidade (falta de controle de processo instrumentos e
maquinaacuterios inadequados etc)
Poluiccedilatildeo ambiental (tratamento inadequado de efluentes gases e
resiacuteduos industriais soacutelidos etc)
Riscos agrave comunidade (vazamento de gases toacutexicos liacutequidos inflamaacuteveis
etc)
Esse mesmo autor tambeacutem destaca os principais benefiacutecios com a anaacutelise
de riscos
Reduz a frequumlecircncia e a gravidade de eventos indesejados (incecircndio
lesotildees interrupccedilatildeo da produccedilatildeo etc)
Adeacutequa o seguro aos reais riscos da empresa
Reduz eou elimina as indenizaccedilotildeesmultas provenientes de danos ao
meio ambiente
Aponta necessidades de treinamentos
Otimiza os investimentos
Manteacutem a continuidade do processo produtivo
Detecta as deficiecircncias e otimiza os gastos com manutenccedilatildeo
Preserva a imagem da empresa
Manteacutem os funcionaacuterios mais satisfeitos
Prioriza a tomada de decisotildees dos investimentos necessaacuterios em
prevenccedilatildeo e permite a anaacutelise da relaccedilatildeo custobeneficio
24
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO
As teacutecnicas de anaacutelise de risco vecircm sendo aplicadas nas induacutestrias de
processo basicamente por dois fatores para a decisatildeo acerca da aceitabilidade de
uma nova planta industrial e para a melhoria da confiabilidade dos sistemas teacutecnicos
e organizacionais existentes Segundo Souza (2006) os resultados obtidos dessas
teacutecnicas servem para
Localizar processos e operaccedilotildees perigosas
Decidir sobre investimentos em equipamentos de prevenccedilatildeo de acidentes
e limitaccedilatildeo de suas consequumlecircncias
Projetar processos de fabricaccedilatildeo e sistemas de controle
Criar rotinas operacionais e de manutenccedilatildeo
Escrever e registrar documentos de seguranccedila para a organizaccedilatildeo
Existem diversas teacutecnicas para a anaacutelise de risco diferenciando-as por seus
objetivos benefiacutecios custos e limitaccedilotildees Como cada teacutecnica aborda os riscos de
maneira diferente existem certas vantagens no uso de determinadas teacutecnicas para
um especiacutefico processo ou projeto Os meacutetodos de anaacutelise de risco podem ser
classificados em qualitativos ou quantitativos
Atraveacutes dos meacutetodos qualitativos pode-se verificar a graduaccedilatildeo dos riscos
em uma atividade ou processo Os riscos satildeo identificados pela probabilidade de
ocorrecircncia e sua severidade de suas consequumlecircncias No entanto esse meacutetodo
torna-se subjetivo pois natildeo existe uma definiccedilatildeo de categorias de probabilidade e
severidade oacutetima Assim esse meacutetodo de anaacutelise pode variar conforme a
sensibilidade dos avaliadores por essa anaacutelise (PARDO 2009 RAPOSO 2004)
No entanto os meacutetodos quantitativos podem ser utilizados em conjunto com
os qualitativos dando uma maior complementaridade a anaacutelise por serem meacutetodos
mais detalhados (RAPOSO 2004)
A avaliaccedilatildeo qualitativa tem como limite o fato de natildeo se poder prever tudo jaacute
os limites da avaliaccedilatildeo quantitativa estatildeo fundamentados na qualidade dos dados
com relaccedilatildeo a sua confiabilidade (BARRETTO 2008)
25
Pelos estudos de Barretto (2008) Ferreira (2008) Raposo (2004) os
principais meacutetodos para anaacutelise de riscos qualitativos e quantitativos satildeo
Inspeccedilatildeo de Seguranccedila (Safety Review)
Lista de Verificaccedilatildeo (Checklist Analysis)
Priorizaccedilatildeo Relativa (Relative Ranking)
Anaacutelise Preliminar de PerigosRiscos (Preliminary Hazard Analysis)
Anaacutelise What-If (What-If Analysis)
Anaacutelise What-If LV (What-If Checklist Analysis)
Anaacutelise de Perigos e Operabilidade (Hazard and Operability Analysis)
Anaacutelise de Modos e Efeitos de Falhas (Failure Modes and Effects
Analysis)
Anaacutelise por Aacutervore de Eventos (Event Tree Analysis)
Anaacutelise por Aacutervore de Falhas (Fault Tree Analysis)
Anaacutelise de Causa e Consequumlecircncia (Cause-Consequence Analysis)
Anaacutelise da Confiabilidade Humana (Human Reliability Analysis)
Anaacutelise Histoacuterica
Anaacutelise de Vulnerabilidade (Vulnerability Models)
Anaacutelise de Custo-Benefiacutecio
Anaacutelise das Causas-Raiz de falhas (Root Cause Failure Analysis)
Anaacutelise Quantitativa de Riscos
Teacutecnicas Especiais
Para o estudo realizado no presente trabalho foi escolhido o meacutetodo da
Anaacutelise Preliminar de Riscos ndash APR e a Lista de Verificaccedilatildeo - Checklist que seratildeo
detalhadas com maior ecircnfase nos proacuteximos itens
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR
Entre as metodologias mais utilizadas para anaacutelise de risco consta a Anaacutelise
Preliminar de Riscos mais conhecida como APR Segundo informes da DuPont
(2009) a APR eacute tambeacutem conhecida como Anaacutelise Preliminar de Perigo ndash APP
26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

TERMO DE APROVACcedilAtildeO
ANAacuteLISE PRELIMINAR DE RISCOS EM UM SETOR DA INDUacuteSTRIA QUIacuteMICA
por
RODRIGO VILLACA SANTOS
Esta Monografia foi apresentada em 19 de novembro de 2011 como requisito
parcial para a obtenccedilatildeo do tiacutetulo de Especialista em Engenharia de Seguranccedila do
Trabalho O candidato foi arguido pela Banca Examinadora composta pelos
professores abaixo assinados Apoacutes deliberaccedilatildeo a Banca Examinadora considerou
o trabalho aprovado
__________________________________ Guataccedilara dos Santos Juacutenior
Prof(a) Orientador(a)
___________________________________
Ivanir Luiz de Oliveira Membro titular
___________________________________
Jeferson Joseacute Gomes Membro titular
- O Termo de Aprovaccedilatildeo assinado encontra-se na Coordenaccedilatildeo do Curso -
Ministeacuterio da Educaccedilatildeo
Universidade Tecnoloacutegica Federal do Paranaacute
Campus Ponta Grossa
Nome da Diretoria
Nome da Coordenaccedilatildeo
Nome do Curso
RESUMO
SANTOS Rodrigo Villaca Anaacutelise preliminar de riscos em um setor da induacutestria quiacutemica 2011 62f Monografia (Especializaccedilatildeo em Engenharia de Seguranccedila do Trabalho) Programa de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho Universidade Tecnoloacutegica Federal do Paranaacute Ponta Grossa 2011
Este trabalho teve como objetivo levantar os principais riscos do setor de filtragem em uma induacutestria quiacutemica utilizando as teacutecnicas de anaacutelise de risco Checklist e Anaacutelise Preliminar de Riscos - APR Discute a teacutecnica APR servindo-se de dados coletados preliminarmente pelo Checklist detectando os riscos existentes no setor de filtragem de uma empresa pontagrossense que produz entre outras as resinas a base de solvente que necessita de equipamentos que oferecem perigos se natildeo forem devidamente monitorados Baseado em teacutecnica metodoloacutegica disponibilizada pela empresa multinacional DUPONT foi aplicado o Checklist como pesquisa preliminar que forneceu dados para serem registrados em uma planilha de APR e analisados sob as Referecircncias de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um Evento que apontaram os diferentes graus dos riscos detectados e classificados mediante a Matriz Geral de Tolerabilidade de Riscos Foram selecionados para discussatildeo apenas os riscos substanciais e intoleraacuteveis que satildeo aqueles que oferecem grave risco impedindo a continuidade ou ateacute mesmo a paralisaccedilatildeo definitiva das atividades em torno do equipamento e do local avaliado ateacute que o risco seja amenizado ou eliminado totalmente Os resultados obtidos pelo uso da teacutecnica APR permitiram tanto apontar onde e quais as causas da ocorrecircncia do risco quanto apresentar sugestotildees para que estes fossem amenizados ou eliminados Conclui-se que o uso da teacutecnica APR auxiliada pelo Checklist constituem-se em instrumentos que contribuem para conscientizar os administradores e empresaacuterios que o controle de riscos e de gerenciamento de processo que envolve materiais e equipamentos que oferecem riscos natildeo eacute um processo complexo que necessite de grande aparato teacutecnico para ser realizado em uma empresa Palavras-chave Gerenciamento de riscos Anaacutelise Preliminar de Riscos Checklist
ABSTRACT
SANTOS Rodrigo Villaca Risk preliminary analysis on a sector of the chemical industry 2011 62f Monografia (Especializaccedilatildeo em Engenharia de Seguranccedila do Trabalho) Programa de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho Universidade Tecnoloacutegica Federal do Paranaacute Ponta Grossa 2011 This study aimed at surveying the main risks in the filtering sector of a chemical industry using the risk analysis techniques Checklist and Risk Preliminary Analysis ndash RPA The RPA is discussed based on data previously collected through the Checklist detecting existing risks in the filtering sector of a company in Ponta Grossa ndash PR which produces among others solvent based resins which require equipment that might be hazardous if not properly monitored Based on methodological technique employed by the multinational company DUPONT the Checklist was applied as preliminary research The resulting data was then recorded in the RPA spreadsheet and analyzed employing the Support Reference for the Selection of Probability of Occurrence of an Event which pointed out the different degrees of risks detected and classified according to the Tolerability of Risks General Matrix Only substantial or intolerable risks were selected for discussion as these are the ones that offer severe risk impeding the continuation or imposing permanent interruption of activities around the equipment or the place evaluated until the risk is reduced or totally eliminated Results obtained by the use of the RPA technique permitted to point where and which were the causes of risk occurrence as well as to present suggestions for their reduction or elimination It was concluded that the RPA technique aided by the Checklist consists of an instrument that contributes to raise administratorsrsquo and entrepreneursrsquo awareness that the control of risks and process management which involve materials and equipment that offer risks is not a complex process that requires great technical apparatus to be carried out in a company Key-words Risk management Risk Preliminary Analysis Checklist
LISTA DE QUADROS
Quadro 1 - Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco 28
Quadro 2 - Lista de Verificaccedilatildeo (Checklist) - MATERIAIS 44
Quadro 3 - Lista de Verificaccedilatildeo (Checklist) - REACcedilOtildeES 44
Quadro 4 - Lista de Verificaccedilatildeo (Checklist) - EQUIPAMENTOS 46
Quadro 5 - Lista de Verificaccedilatildeo (Checklist) - CONTROLE DE
INSTRUMENTACcedilAtildeO 46
Quadro 6 - Lista de Verificaccedilatildeo (Checklist) - OPERACcedilOtildeES 47
Quadro 7 - Lista de Verificaccedilatildeo (Checklist) - LOCALIZACcedilAtildeO E PLANTA DE
LOCACcedilAtildeO 48
Quadro 8 - Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco ndash APR 49
Digite o
SUMAacuteRIO
1 INTRODUCcedilAtildeO 7
11 OBJETIVOS 9
111 Objetivo Geral 9
112 Objetivo Especiacutefico 9
12 ESTRUTURA DO TRABALHO 9
2 SEGURANCcedilA NO TRABALHO - PREVENCcedilAtildeO PELO MEacuteTODO DA
GEREcircNCIA E ANAacuteLISE DE RISCOS 11
21 SEGURANCcedilA NO TRABALHO 11
22 PERIGO E RISCO 14
23 GEREcircNCIA DE RISCOS 16
24 ANAacuteLISE DE RISCOS 22
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO 24
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR 25
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST) 29
3 METODOLOGIA DA PESQUISA 32
31 CLASSIFICACcedilAtildeO DA PESQUISA 32
32 MEacuteTODOS UTILIZADOS NA PESQUISA 34
33 ESTUDO DE CASO 34
34 INSTRUMENTO DE COLETA DE DADOS 35
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS 35
4 ESTUDO DE CASO NA EMPRESA X 37
41 CARACTERIZACcedilAtildeO DA EMPRESA 37
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE
SOLVENTE NA EMRPESA X 40
43 COLETA DE DADOS 42
431 Coleta Preliminar - Preenchimento do Checklist 42
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco ndash APR48
44 RESULTADOS 53
441 Riscos Substanciais 54
442 Riscos Intoleraacuteveis 55
5 CONCLUSAtildeO 56
REFEREcircNCIAS 58
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS 61
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE
DE OCORREcircNCIA DE UM EVENTO 63
Digite o
7
1 INTRODUCcedilAtildeO
A seguranccedila industrial consagra-se no meio ambiente laboral como uma
situaccedilatildeo de baixa ocorrecircncia de eventos que causam danos e perdas tanto para o
meio ambiente quanto para os trabalhadores Dando ecircnfase para a abordagem da
seguranccedila industrial como uma praacutetica essencial nas organizaccedilotildees natildeo importando
o seu porte torna-se imperativo uma gestatildeo de seguranccedila apta a desenvolver
metodologias e teacutecnicas em acordo com as especificidades da organizaccedilatildeo
Tem-se observado nas induacutestrias que satildeo poucos os empresaacuterios que
investem e preocupam-se com a seguranccedila industrial Muitos natildeo compreendem o
custo dos acidentes ou outros acontecimentos que ocasionam perdas e alguns
aceitam esses fatores como ldquoparte do negoacuteciordquo ou que os custos devem ser
assumidos pelas companhias de seguro (SOUZA 2006)
Com este pensamento errocircneo a maioria dos proprietaacuterios somente enxerga
os custos dos salaacuterios dos profissionais de seguranccedila dos tratamentos meacutedicos e
da compensaccedilatildeo dos trabalhadores afastados Poreacutem aliado aos incidentes ou
acidentes tambeacutem estatildeo agraves perdas de eficiecircncia bem como problemas de
qualidade custo e imagem da empresa que vem a denegrir a organizaccedilatildeo (SOUZA
2006)
Pesquisas realizadas pelo Ministeacuterio do Trabalho e Emprego - MTE e pelo
Ministeacuterio da Previdecircncia Social - MPS relatam que acidentes de trabalho por falta
de seguranccedila faz parte da gestatildeo empresarial essencialmente com o ingresso de
empresas estrangeiras no parque industrial brasileiro A cultura empresarial
estrangeira mostra a necessidade de manter a seguranccedila pois esta eacute uma forma de
obter maiores lucros natildeo soacute por natildeo haver custos pelos acidentes como pela maior
eficiecircncia desenvolvida em termos de produccedilatildeo quando o ambiente laboral eacute
adequadamente revestido de seguranccedila
Assim observa-se que estaacute havendo no parque industrial brasileiro uma
tendecircncia generalizada das organizaccedilotildees investirem na gestatildeo de seguranccedila fato
que os dados das pesquisas do MTE e MPS comprovam Segundo estas pesquisas
no periacuteodo de 1970 a 2008 houve um decliacutenio consideraacutevel de ocorrecircncias nefastas
por falta de seguranccedila no trabalho Em todo o Brasil na deacutecada de 1970 foi
8
registrado uma meacutedia de 1575565 acidentes e 3604 oacutebitos na deacutecada de 1980
houve uma meacutedia de 1118071 acidentes e 4672 oacutebitos na deacutecada de 1990 houve
uma meacutedia de 470210 acidentes e 3925 oacutebitos e no periacuteodo de 2000 a 2008 a
meacutedia de acidentes foi de 486785 acidentes e 1833 oacutebitos (BRASIL 2009)
Nas quatro uacuteltimas deacutecadas observa-se que a meacutedia de acidentes e oacutebitos
foi declinando fato atribuiacutedo agrave postura das organizaccedilotildees em buscarem atraveacutes da
gestatildeo de seguranccedila evitar os riscos inerentes agrave atividade que exercem
Estes fatos justificam trabalhos empenhados em mostrar a importacircncia da
implantaccedilatildeo de gestatildeo de seguranccedila nas induacutestrias destacando metodologias e
teacutecnicas aptas a solucionar os riscos inerentes nas atividades industriais
Situando estes riscos na induacutestria do setor quiacutemico pode-se dizer que eacute um
dos setores que exigem maior atenccedilatildeo Dados revelados pela DuPont (2009)
revelam que entre a deacutecada de 1960 e a deacutecada de 1990 em todo o mundo o setor
quiacutemico foi responsaacutevel por gastos de 752 bilhotildees de doacutelares por conta de
acidentes
Estes dados revelam ser imperativo que dirigentes operadores de
manutenccedilatildeo trabalhadores operacionais do setor quiacutemico estejam conscientes da
importacircncia da prevenccedilatildeo de acidentes com eliminaccedilatildeo de riscos de forma a obter
excelecircncia da atividade da organizaccedilatildeo
Assim este trabalho dedica-se a apresentar um sistema de gerenciamento
de seguranccedila de processo realizado no setor de filtragem de uma empresa do ramo
quiacutemico da cidade de Ponta Grossa - Paranaacute utilizando o Checklist e a Anaacutelise de
Riscos de Processo ndash APR visando conscientizar os administradores e empresaacuterios
para a necessidade do controle de riscos e de gerenciamento de processo que
envolve materiais e equipamentos que oferecem riscos
Para tanto levantou-se como problemaacutetica eacute possiacutevel prevenir com eficaacutecia
os riscos do setor de filtragem de uma induacutestria quiacutemica usando a lista de verificaccedilatildeo
e a anaacutelise preliminar de riscos
9
11 OBJETIVOS
111 Objetivo Geral
O trabalho teve como objetivo levantar os principais riscos do setor de
filtragem em uma induacutestria quiacutemica utilizando as teacutecnicas de anaacutelise de risco
Checklist e APR
112 Objetivo Especiacutefico
Os objetivos especiacuteficos constaram de expor as normas legalmente
instituiacutedas para a seguranccedila do trabalho delinear teacutecnicas de anaacutelise de riscos para
detectar prevenir ou eliminar riscos no ambiente de trabalho descrever aplicaccedilatildeo da
teacutecnica APR auxiliada pelo Checklist em uma empresa do ramo quiacutemico
12 ESTRUTURA DO TRABALHO
A estrutura do trabalho constou de cinco segmentos sendo que o primeiro
corresponde a presente introduccedilatildeo o segundo descreve inicialmente as normas e
regulamentos da seguranccedila de trabalho que regulamentam sistemas de prevenccedilatildeo
de riscos no ambiente laboral em seguida satildeo descritas as teacutecnicas e metodologias
dispostas na literatura que orientam para a implantaccedilatildeo de uma gestatildeo de riscos nas
empresas cujas atividades apresentam perigo suficiente para a ocorrecircncia de riscos
No terceiro segmento satildeo apresentados os procedimentos metodoloacutegicos adotados
para a realizaccedilatildeo da pesquisa No quarto segmento eacute descrito o estudo que foi
realizado na Empresa X detalhando o processo de aplicaccedilatildeo da teacutecnica APR que
teve como anaacutelise preliminar o Checklist Ainda neste mesmo segmento foram
apresentados e discutidos os dados coletados demonstrados pelo uso de planilhas
10
da APR bem como foram sugeridas accedilotildees visando amenizar e erradicar os riscos
pontuados na pesquisa O quinto e uacuteltimo segmento expotildee as conclusotildees obtidas
pela pesquisa
11
2 SEGURANCcedilA NO TRABALHO - PREVENCcedilAtildeO PELO MEacuteTODO DA GEREcircNCIA E ANAacuteLISE DE RISCOS
21 SEGURANCcedilA NO TRABALHO
De acordo com as diretrizes do Ministeacuterio do Trabalho e Emprego (BRASIL
2009) seguranccedila do trabalho deve ser entendida como o conjunto de medidas
adotadas para erradicar ou minimizar os acidentes de trabalho do trabalhador Estas
medidas tecircm por finalidade assegurar a integridade do meio ambiente e da sauacutede do
trabalhador aleacutem de garantir o aumento da produtividade e a qualidade dos
produtos melhorando as relaccedilotildees humanas no trabalho
Cardella (2010 p 37) considera seguranccedila como ldquoum conjunto de accedilotildees
exercidas com o intuito de reduzir danos e perdas provocados por agentes
agressivosrdquo Para este autor a seguranccedila do trabalho deve ser considerada como
uma das principais funccedilotildees administrativas de uma empresa
Em termos de aplicaccedilatildeo metodoloacutegica a seguranccedila do trabalho congrega
estudos e pesquisas tendo como campo de atuaccedilatildeo todo tipo de empresa desde os
mais simples ateacute os maiores complexos conglomerados industriais Geralmente a
seguranccedila do trabalho estaacute prevista na organizaccedilatildeo poliacutetica do paiacutes sendo definida
por normas e leis
O Brasil apresenta legislaccedilatildeo especiacutefica de seguranccedila do trabalho por meio
das Normas Regulamentadoras e de outras leis complementares como portarias e
decretos e tambeacutem as ratificaccedilotildees das Convenccedilotildees Internacionais da Organizaccedilatildeo
Internacional do Trabalho
A Constituiccedilatildeo Federal de 1988 dedica no Capiacutetulo II - Dos Direitos Sociais o
artigo 6ordm e 7ordm incisos XXII XXIII XXVIII e XXXIII1 que dispotildee especificamente
sobre seguranccedila e sauacutede dos trabalhadores
1 Inciso XXII - reduccedilatildeo dos riscos inerentes ao trabalho por meio de normas de sauacutede higiene e
seguranccedila Inciso XXIII - adicional de remuneraccedilatildeo para as atividades penosas insalubres ou perigosas na forma da lei Inciso XXVIII - seguro contra acidentes de trabalho a cargo do empregador sem excluir a indenizaccedilatildeo a que esta estaacute obrigado quando incorrer em dolo ou culpa Inciso XXXIII - proibiccedilatildeo do trabalho noturno perigoso ou insalubre aos menores de dezoito e de qualquer trabalho a menores de quatorze anos salvo na condiccedilatildeo de aprendiz (SIQUEIRA 2000)
12
Conforme registra Siqueira (2000) a Consolidaccedilatildeo das Leis do Trabalho -
CLT dedica o seu Capiacutetulo V agrave Seguranccedila e Medicina do Trabalho de acordo com a
redaccedilatildeo dada pela Lei 6514 de 22 de dezembro de 1977 Os artigos 154 a 223 da
CLT trazem inuacutemeras normas para regulamentar os acidentes de trabalho sendo
enfatizada a prevenccedilatildeo como obrigaccedilatildeo do empregador O Ministeacuterio do Trabalho
instituiu a Portaria n 3214 de 08 de junho de 1978 para aprovar as Normas
Regulamentadoras - NR previstas no Capiacutetulo V da CLT Esta mesma Portaria
estabelece que as alteraccedilotildees posteriores das NRs seriam determinadas pela
Secretaria de Seguranccedila e Sauacutede do Trabalho oacutergatildeo do Ministeacuterio do Trabalho e
Emprego
Aleacutem destas normas exclusivas do Brasil ainda existem as Convenccedilotildees da
Organizaccedilatildeo Internacional do Trabalho ndash OIT que satildeo ratificadas por Decretos Haacute
tambeacutem a legislaccedilatildeo acidentaacuteria regulada pelo Ministeacuterio da Previdecircncia Social que
estabelecem os criteacuterios das aposentadorias especiais do seguro de acidente do
trabalho
Mediante toda esta legislaccedilatildeo as empresas tecircm como obrigaccedilatildeo cercarem-
se de aparatos que eliminem os riscos de acidentes tanto para as pessoas quanto
para o meio ambiente No entanto existem atividades que a eliminaccedilatildeo total de
riscos eacute impossiacutevel por isto os riscos devem ser monitorados constantemente de
forma a natildeo ocorrer acidentes
Cardella (2010 p 33) coloca entre estes aparatos a realizaccedilatildeo do
diagnoacutestico de seguranccedila considerando-o como ldquoo resultado do estudo que tem por
objetivo conhecer o estado de seguranccedila da organizaccedilatildeordquo Com este diagnoacutestico eacute
possiacutevel avaliar a situaccedilatildeo de seguranccedila comparando-se com um padratildeo preacute
estabelecido com as normas obtendo-se um desvio que serviraacute de insumo para
elaboraccedilatildeo do plano de accedilatildeo para intervenccedilatildeo
Este diagnoacutestico deve abranger a organizaccedilatildeo o meio ambiente e as
relaccedilotildees entre ambos segundo explica Cardella (2010)
Na organizaccedilatildeo [abordam-se] sistemas operacionais e organizacionais relaccedilotildees entre esses sistemas e manifestaccedilotildees do risco em ocorrecircncias anormais acidentes danos e perdas O sistema operacional eacute avaliado nas dimensotildees anatocircmica (estrutura e forma) e fisioloacutegica (funccedilotildees) Satildeo focalizados homens equipamentos e instalaccedilotildees processos insumos e produtos
13
O diagnoacutestico exige uma inspeccedilatildeo planejada do ambiente de trabalho para
que sejam identificados agentes agressivos classificando-os segundo o niacutevel de
periculosidade e sistemas de controle classificando-os segundo o niacutevel de
qualidade
Os agentes agressivos podem ser mecacircnicos gravitacionais elaacutesticos e cineacuteticos eleacutetricos teacutermicos bioloacutegicos ergonocircmicos sonoros (ruiacutedos) e radiantes O sistema de controle de risco eacute constituiacutedo por contenccedilatildeo recomposiccedilatildeo isolamento alarme proteccedilatildeo evacuaccedilatildeo resgate salvamento combate e recuperaccedilatildeo (CARDELLA 2010 P 33)
Pelo diagnoacutestico obteacutem-se a dimensatildeo funcional do sistema operacional pela
avaliaccedilatildeo da anaacutelise de risco do processo sendo que esta anaacutelise eacute recorrente do
trabalho realizado em cada empresa
De acordo com Almeida Filho (1992) previnem-se acidentes por meio da
associaccedilatildeo do trabalho com o gerenciamento dos riscos Esta associaccedilatildeo requer
pesquisas meacutetodos e teacutecnicas especiacuteficas monitoramento e controle de forma que
os conceitos baacutesicos de seguranccedila estejam incorporados em todas as etapas do
processo produtivo do projeto agrave operaccedilatildeo Assim seraacute garantindo a seguranccedila dos
processos
Monteiro e Bertagni (1999) comentam que no passado seguranccedila do
trabalho significava apenas usar capacetes botas cintos de seguranccedila e uma seacuterie
de outros equipamentos de proteccedilatildeo individual contra acidentes no entanto hoje
quando a evoluccedilatildeo da tecnologia criou novos ambientes de trabalho novos riscos
tecircm aparecido e por isto eacute necessaacuterio que constantes pesquisas sejam realizadas e
o monitoramento seja uma prerrogativa essencial Sob esta condiccedilatildeo seguranccedila do
trabalho hoje exige uma abordagem multidisciplinar e a forma eficaz de prevenir
acidentes eacute conhecer e saber controlar os riscos
Na mesma linha de pensamento Cardela (2010 p 17) comenta que
A prevenccedilatildeo de acidentes requer o estudo de fenocircmenos que causam danos e perdas agraves pessoas ao patrimocircnio e ao meio ambiente [] O [seu] estudo requer uma ciecircncia multidisciplinar abrangendo a Engenharia de Seguranccedila do Trabalho a Engenharia de Seguranccedila Ambiental a Seguranccedila Puacuteblica a Seguranccedila do Lar e do Lazer e a Medicina
14
Ocupacional Analogamente ao que eacute feito na Fiacutesica definiriacuteamos conceitos baacutesicos como dano perda perigo risco agente agressivo energia agressiva contenccedilatildeo proteccedilatildeo e emergecircncia Com eles poderiacuteamos estudar fenocircmenos acidentais e resolver problemas no campo da prevenccedilatildeo de acidentes e do controle de emergecircncias
Este estudo multidisciplinar conforme orientam os autores necessita de
profissionais capacitados Fernandes (1991) alerta que para realmente prevenir o
acidente por riscos da atividade de trabalho eacute preciso conhecer e controlar estes
riscos adotando uma poliacutetica de seguranccedila tendo como condutores desta poliacutetica
profissionais especializados aptos a antecipar reconhecer avaliar e controlar os
riscos do ambiente de trabalho O bem estar fiacutesico e psicoloacutegico dos trabalhadores
reflete no seu desempenho profissional e eacute resultado de uma poliacutetica global de
investimento em seguranccedila sauacutede e meio ambiente
Para a realizaccedilatildeo desta poliacutetica eacute necessaacuterio sobretudo conhecer os riscos
e os perigos que uma empresa oferece sendo por isto interessante realizar estudo
sobre estes temas como seraacute feito adiante
22 PERIGO E RISCO
Os termos perigo e risco geralmente satildeo associados sempre que uma
atividade oferece certa inseguranccedila No entanto os dois termos tecircm significados
diferentes Perigo de acordo com Sanders e Mc Cormick (1993 p 675) eacute rdquouma
condiccedilatildeo ou um conjunto de circunstacircncias que tecircm o potencial de causar ou
contribuir para uma lesatildeo ou morterdquo Em uma visatildeo mais generalizada Kolluru
(1996 p 113) entende o perigo como ldquoum agente quiacutemico bioloacutegico ou fiacutesico
(incluindo-se a radiaccedilatildeo eletromagneacutetica) ou um conjunto de condiccedilotildees que
apresentam uma fonte de risco mas natildeo o risco em sirdquo Na mesma linha de
pensamento Grimaldi e Simonds (1989 p 236) explicam que o perigo eacute uma
situaccedilatildeo que conteacutem ldquouma fonte de energia ou de fatores fisioloacutegicos e de
comportamentoconduta que quando natildeo controlados conduzem a
eventosocorrecircncias prejudiciaisnocivasrdquo
15
Estes eventos nocivos satildeo os riscos que oferecem probabilidade de lesatildeo ou
morte segundo comentaacuterios de Sanders e Mccormick (1993)
Assim entende-se o risco como ldquouma funccedilatildeo da natureza do perigo
acessibilidade ou acesso de contato (potencial de exposiccedilatildeo) caracteriacutesticas da
populaccedilatildeo exposta (receptores) a probabilidade de ocorrecircncia e a magnitude da
exposiccedilatildeo e das consequumlecircncias (KOLLURU 1996 p 110)
Grimaldi e Simonds (1989 p 236) estabelecem a diferenccedila entre perigo e
risco afirmando que ldquorisco eacute um resultado medido do efeito potencial do perigordquo
A principal diferenciaccedilatildeo entre perigo e risco eacute que o perigo eacute avaliado em
funccedilatildeo da sua severidade e tem potencial de causar dano e o risco eacute avaliado em
termos de sua severidade e probabilidade de ocorrecircncia
Cicco e Fantazzini (2003 p 8) definem perigo e risco como sendo
Perigo (Hazard) uma ou mais condiccedilotildees de uma variaacutevel com o potencial necessaacuterio para causar danos Esses danos podem ser entendidos como lesotildees a pessoas danos a equipamentos ou estruturas perda de material em processo ou reduccedilatildeo da capacidade de desempenho de uma funccedilatildeo preacute-determinada Havendo um perigo persistem as possibilidades de efeitos adversos Risco (Risk) expressa uma probabilidade de possiacuteveis danos dentro de um periacuteodo especiacutefico de tempo ou nuacutemero de ciclos operacionais Pode ser indicado pela probabilidade de um acidente multiplicada pelo dano vidas ou unidades operacionais (grifos no original)
Assim onde ocorre perigo eacute preciso um monitoramento para evitar o risco
De uma forma geral Pardo (2009) descreve o risco (R) como o produto da
probabilidade de ocorrecircncia de um perigo ou evento (P) pelo valor do dano
associado (D) ou severidade das suas consequumlenciais estabelecendo a foacutermula
R = P x D (21)
Para que o resultado desta foacutermula natildeo tenha um alcance incontrolaacutevel eacute
preciso haver o controle de risco o qual na opiniatildeo de Cardella (2010) tem por
objetivo manter os riscos abaixo de valores tolerados Este controle eacute realizado nas
empresas por um sistema de gerencia de riscos que seraacute descrita a seguir
16
23 GEREcircNCIA DE RISCOS
O empresaacuterio que tem consciecircncia do risco que as atividades de sua
empresa podem causar tanto aos trabalhadores quanto ao meio ambiente
estabelece entre as atribuiccedilotildees administrativas a gerecircncia de riscos
Cicco e Fantazzini (2003 p 16) entendem a gerecircncia de riscos como uma
ciecircncia uma arte direcionada para ldquoa proteccedilatildeo dos recursos humanos materiais e
financeiros de uma empresardquo Esta proteccedilatildeo pode ser realizada tanto pela
eliminaccedilatildeo ou reduccedilatildeo dos riscos quanto pelo financiamento dos riscos
remanescentes2 ou seja a gerecircncia de riscos tem por finalidade manter os riscos
abaixo dos valores tolerados pelas normas e regulamentos
Gerecircncia de riscos segundo Cardella (2010 p 69) utiliza ldquoum conjunto de
instrumentos para a organizaccedilatildeo [] planejar operar e controlar suas atividades no
exerciacutecio da Funccedilatildeo Controle de Riscosrdquo O autor explica estes instrumentos como
sendo os princiacutepios a poliacutetica as diretrizes os objetivos as estrateacutegias a
metodologia os programas os sistemas organizacionais e operacionais da
empresa
Seguindo a explicaccedilatildeo que Cardella (2010 p 70-75) assim resumem-se
estes instrumentos
- PRINCIacutePIOS DA GESTAtildeO DE RISCO
I - Nas organizaccedilotildees e sociedades o acidente eacute um fenocircmeno de natureza
multifacetada que resulta de interaccedilotildees complexas entre fatores fiacutesicos
bioloacutegicos psicoloacutegicos sociais e culturais
II - Todos os acidentes podem ser evitados
III - Os acidentes ocorrem porque a mente se envolve com o trabalho e
esquece do corpo
IV - Um indiviacuteduo natildeo consegue sozinho controlar os riscos de sua
atividade por isto releva-se o segundo princiacutepio que soacute tem validade dentro
de determinados limites que abrangem grande totalidade dos casos Estatildeo
fora desses limites as situaccedilotildees nas quais o homem natildeo dispotildee de
conhecimento ou tecnologia suficientes para evitar o acidente
2 Financiamento dos riscos remanescentes significa reter os riscos na empresa ou transferi-los total
ou parcialmente para as seguradoras
17
- OBJETIVOS DA GESTAtildeO DE RISCOS
Manter os riscos associados agrave organizaccedilatildeo abaixo de valores tolerados
- POLIacuteTICA DE GESTAtildeO DE RISCOS
Estabelecer as regras comportamentais da organizaccedilatildeo Cada organizaccedilatildeo
famiacutelia pessoa ou sociedade deve estabelecer sua proacutepria poliacutetica que eacute
sempre um reflexo de seus valores propondo-se como regras baacutesicas
a preservaccedilatildeo de pessoas tem prioridade sobre a preservaccedilatildeo de bens
b quem responde por uma atividade deve responder tambeacutem pelos riscos
decorrentes dessa atividade
- DIRETRIZES PARA GESTAtildeO DE RISCOS
a deve ser exercida em todas as fases do ciclo de vida das instalaccedilotildees e
dos produtos
b deve ser parte integrante de todas as atividades da organizaccedilatildeo
- ESTRATEacuteGIA DA GESTAtildeO DE RISCOS
Deve ser considerada a natureza do fenocircmeno acidente como um evento
indesejaacutevel incerto e remoto Deve-se priorizar accedilotildees que integram a
funccedilatildeo seguranccedila portanto a estrateacutegia do sistema de gestatildeo deve ser
estabelecida de modo a reduzir o desequiliacutebrio das forccedilas impulsoras do
comportamento
- METODOLOGIA DO SISTEMA DE GESTAtildeO DE RISCOS
O processo de gestatildeo de riscos eacute composto pelas funccedilotildees identificar
perigos avaliar riscos comparar com risco tolerado e tratar riscos sendo
que identificaccedilatildeo de perigos e avaliaccedilatildeo de riscos constituem a anaacutelise de
riscos Identificaccedilatildeo avaliaccedilatildeo e comparaccedilatildeo constituem o monitoramento
Monitoramento e intervenccedilatildeo constituem o controle O tratamento dos riscos
inclui a intervenccedilatildeo para reduccedilatildeo eou transferecircncia (seguro) O processo
de gestatildeo eacute aplicado agraves aacutereas de accedilatildeo e agraves fases do ciclo de vida dos
elementos da organizaccedilatildeo (pessoas instalaccedilotildees e produtos) Cartela
(2010) resume a metodologia do sistema de gestatildeo de riscos expondo as
funccedilotildees essenciais de indentificar os perigos avaliar os riscos comparar
com o risco tolerado e tratar os riscos
- PROGRAMAS DA GESTAtildeO DE RISCOS
Pelo fato de nem toda intervenccedilatildeo para controle de riscos ter efeitos
imediatos as alteraccedilotildees almejadas requerem planos de accedilatildeo de longo
prazo denominados programas Assim deve ser criado um programa para
cada aacuterea de accedilatildeo programa de seguranccedila nas atividades da organizaccedilatildeo
programa de seguranccedila nas atividades fora do trabalho programa de
seguranccedila nos transportes programa de seguranccedila nas atividades
contratadas e programa de seguranccedila no uso dos produtos da organizaccedilatildeo
18
Em funccedilatildeo da natureza multifacetada da seguranccedila os programas devem
ser desenvolvidos por equipes multidisciplinares Essa eacute uma forma de
executar na praacutetica a gestatildeo holiacutestica da organizaccedilatildeo Aleacutem dos programas
por aacuterea de accedilatildeo podem ser criados programas baacutesicos para dar suporte
ao controle de riscos nas diversas aacutereas Eacute recomendaacutevel manter os
programas de forma permanente considerando-se poreacutem que haacute os de
existecircncia restrita agraves fases de implantaccedilatildeo e consolidaccedilatildeo de algum meacutetodo
de controle de risco Exemplos programas de desenvolvimento do sistema
de autorizaccedilatildeo para trabalho de implantaccedilatildeo do registro e anaacutelise de
ocorrecircncias anormais e de implantaccedilatildeo de anaacutelise de risco
- SISTEMAS ORGANIZACIONAIS E SISTEMAS OPERACIONAIS
A maioria das organizaccedilotildees tem uma estrutura funcional Cada unidade eacute
um sistema organizacional A configuraccedilatildeo da estrutura funcional varia de
organizaccedilatildeo para organizaccedilatildeo Cabe ressaltar a importacircncia do equiliacutebrio
entre a poliacutetica - a responsabilidade pela gestatildeo de riscos eacute dos
responsaacuteveis pela atividade - e o princiacutepio - um indiviacuteduo natildeo consegue
sozinho controlar os riscos de sua atividade Provavelmente o equiliacutebrio se
encontra numa estrutura que conte com uma equipe de especialistas em
seguranccedila que assessore os demais oacutergatildeos Essa equipe deve atuar de
maneira que os demais componentes natildeo venham a consideraacute-la como a
uacutenica responsaacutevel pela funccedilatildeo seguranccedila Na gestatildeo holiacutestica esse
problema eacute resolvido pela criaccedilatildeo de sistemas organizacionais
denominados comitecircs Os comitecircs funcionais satildeo constituiacutedos pelo dirigente
de uma unidade organizacional e seus imediatos comeccedilando pelo nuacutemero
um da organizaccedilatildeo com seu corpo gerencial e terminando com os
supervisores de primeira linha e sua equipe de executantes Nesses
comitecircs satildeo tratados temas de seguranccedila relativos agraves aacutereas de
responsabilidade de seus componentes Os comitecircs interfuncionais satildeo
constituiacutedos por pessoas de especialidades diferentes e envolvidas nos
programas das diversas aacutereas de accedilatildeo da funccedilatildeo seguranccedila Nesses
comitecircs os componentes adquirem a visatildeo global e executam as accedilotildees
locais em suas aacutereas especializadas Aleacutem dos comitecircs haacute outros sistemas
organizacionais que denominaremos Comissatildeo e Grupo de Trabalho A
Comissatildeo eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por missatildeo analisar
ocorrecircncias emitindo conclusotildees e recomendaccedilotildees O Grupo de Trabalho
tambeacutem eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por objetivo executar
um trabalho teacutecnico Dentre os sistemas operacionais pode-se citar
sistema de integraccedilatildeo de empregados de empresas contratadas sistema de
controle de EPIs sistema de estatiacutestica de acidentes sistema de emissatildeo
de permissotildees para trabalho
19
O uso destes instrumentos requer teacutecnicas especiacuteficas que segundo Hillson
(2010) requerem que alguns passos sejam realizados antes de decidir como estes
instrumentos seratildeo utilizados
Iniciando por definir objetivos que direcionam o risco a ser debelado para
saber quais teacutecnicas podem ser usadas Hillson (2010) elenca algumas destas
teacutecnicas como brainstorms workshops checklists prompt lists entrevistas
questionaacuterios etc sendo que existe uma variedade de teacutecnicas que podem ser
utilizadas para certificar que qualquer tipo de risco possa ser identificado e distinguir
quais satildeo as causas que contribuem para estes riscos
Neste primeiro passo deve-se registrar detalhando como o risco eacute produzido
pois pode haver causas com maior proeminecircncia de fazecirc-lo acontecer
Hillson (2010) comenta que a avaliaccedilatildeo das causas deve ser qualitativa
descrevendo-se as caracteriacutesticas em detalhes de tal forma que sejam suficientes
para permitir a definiccedilatildeo de como elas seratildeo combatidas Tambeacutem podem ser
quantitativas usando-se modelos matemaacuteticos para simular o efeito do risco de
acordo com o niacutevel de interferecircncia Os meacutetodos incluem fazer planilhas de riscos
numa grade de duas dimensotildees mostrando a probabilidade e impacto permitindo
que o risco seja priorizado e usado para a estrutura de decomposiccedilatildeo de risco para
agrupar os riscos por tipoorigem
A avaliaccedilatildeo destas planilhas deve produzir estrateacutegias para impedir
transferir ou reduzir os riscos Estas estrateacutegias requerem a implementaccedilatildeo de um
plano de accedilotildees para monitorar a efetividade do que estaacute sendo realizado bem como
a necessidade de ajustes das decisotildees quando necessaacuterio Hillson (2010) alerta que
qualquer processo de risco deve incluir revisatildeo e atualizaccedilatildeo pois pode ocorrer
mudanccedilas no sistema produtivo e as causas podem mudar seu grau de influecircncia
podendo inclusive surgir novas que natildeo estavam sendo avaliadas bem como as
antigas podem aumentar ou diminuir os efeitos que causam o risco
Sob toda esta concepccedilatildeo de gerenciamento de riscos entende-se que ele eacute
uma atividade especiacutefica realizada por especialistas que devem usar ferramentas e
teacutecnicas adequadas Com a intenccedilatildeo de obter todos os benefiacutecios da implantaccedilatildeo do
processo de risco para uma organizaccedilatildeo eacute importante que o gerenciamento de
riscos esteja completamente integrado com as accedilotildees estrateacutegicas e operacionais da
20
organizaccedilatildeo Se natildeo existir esta integraccedilatildeo os resultados podem ser nefastos e os
perigos verificados podem incorrer em riscos de alto potencial
Hillson (2010 p 43) ensina que uma integraccedilatildeo verdadeira requer algumas
mudanccedilas organizacionais tais como
reconhecimento da existecircncia de incertezas como parte natural dos negoacutecios Junto a isso a necessidade de ter interfaces apropriadas com os processos de negoacutecio e ferramentas Em adiccedilatildeo existe a necessidade de desenvolver um pensamento estrateacutegico baseado em risco dentro da cultura organizacional [] deve ser visto como parte integral do fazer negoacutecio e deve se tornar ldquoconstrutivo e natildeo-repreensivo
Havendo esta integraccedilatildeo segundo Cardella (2010 p 44) o gerenciamento
de riscos eacute proativo em uma organizaccedilatildeo por implantar na administraccedilatildeo
empresarial
- um conjunto de ferramentas e teacutecnicas de gerenciamento de riscos que
estaria plenamente integrado com o projeto e os processos de negoacutecios e
com o reconhecimento de que incertezas fazem parte de todos os niacuteveis
da organizaccedilatildeo (via integraccedilatildeo de gerenciamento de riscos)
- melhorias nas anaacutelises dos efeitos dos riscos no projeto e no desempenho
do negoacutecio endereccedilando seu impacto tambeacutem em assuntos mais amplos
do que tempo e custo (via aumento da profundidade das anaacutelises e
amplitude da aplicaccedilatildeo) e cobrindo ameaccedilas e oportunidades
- com a apropriada consideraccedilatildeo sendo tomada no fator humano no
processo de risco usando avaliaccedilotildees de atitudes de risco contabilizando
sistematicamente sua influecircncia e construindo equipes balanceadas por
riscos (via aspectos comportamentais)
O gerenciamento de riscos atendendo todos os condicionantes essenciais
para que realmente os riscos sejam reduzidos ou eliminados contribui
significativamente para o sucesso da organizaccedilatildeo
21
Considerando que a base do gerenciamento de riscos eacute estabelecer
paracircmetros na conduccedilatildeo das accedilotildees portanto a seguir satildeo detalhados os processos
de anaacutelise de risco e as principais teacutecnicas que podem ser utilizadas em uma
empresa do ramo quiacutemico
22
24 ANAacuteLISE DE RISCOS
Considerando as pesquisas que avaliam os riscos nas organizaccedilotildees a
anaacutelise de riscos situa-se como o ldquoestudo detalhado de um objeto com a finalidade
de identificar perigos e avaliar os riscos associadosrdquo (CARTELLA 2010 p 106)
Roessler (2001) relata que no Manual de Anaacutelise de Riscos Industriais da
Fundaccedilatildeo Estadual de Proteccedilatildeo Ambiental ndash FEPAM a anaacutelise de risco eacute uma
ferramenta administrativa que identifica e avalia qualitativamente e quantitativamente
os riscos inerentes agrave atividades de produccedilatildeo
Porto (2000) considera que esta ferramenta deve ser incorporada como
elemento essencial por todos os componentes de uma organizaccedilatildeo desde a alta
administraccedilatildeo ateacute o chatildeo da faacutebrica considerando que o principal foco da anaacutelise de
risco eacute a prevenccedilatildeo
O estudo da anaacutelise de risco tem por objetivo estabelecer a consciecircncia e o
controle dos riscos para o pessoal que estaacute desenvolvendo projetando operando e
mantendo os processos operacionais em uma organizaccedilatildeo As anaacutelises focam as
questotildees de seguranccedila de processos e ao mesmo tempo complementam as
atividades industriais de seguranccedila e sauacutede mais tradicionais
Os acidentes podem ocorrer na operaccedilatildeo de qualquer processo e a
preocupaccedilatildeo pela prevenccedilatildeo desses acidentes natildeo inclui apenas o compromisso da
gerecircncia ou da lideranccedila nas organizaccedilotildees mas requer tambeacutem um programa bem
definido para administrar todas as funccedilotildees e atividades que possam afetar a
seguranccedila em cada niacutevel da organizaccedilatildeo (DUPONT 2009)
Pelas orientaccedilotildees da DuPont (2009) a implementaccedilatildeo de programas de
anaacutelise de risco tem por objetivo conhecer os riscos relacionados agraves instalaccedilotildees e
aos processos industriais As anaacutelises satildeo realizadas por meio de ferramentas
estruturadas e por equipes multidisciplinares Os riscos satildeo identificados atraveacutes das
experiecircncias anteriores da equipe de resultados de auditorias inspeccedilotildees ou ateacute
mesmo anaacutelise de incidentes bem como de anaacutelises de riscos anteriormente
realizadas Os resultados por meio dessas anaacutelises alimentam planos de accedilatildeo de
emergecircncia bem como procedimentos operacionais reciclagem nos treinamentos
especificaccedilotildees das instalaccedilotildees e processos dentro de um enfoque de melhoria
contiacutenua
23
Souza (2006) destaca algumas irregularidades que podem afetar a empresa
e que satildeo abordados durante uma inspeccedilatildeo de riscos
Danos a propriedade (incecircndio explosatildeo etc)
Lesotildees pessoais (morte mutilaccedilotildees doenccedilas etc)
Parada de produccedilatildeo (quebra de maacutequina queima de motores
transformadores etc)
Perda de qualidade (falta de controle de processo instrumentos e
maquinaacuterios inadequados etc)
Poluiccedilatildeo ambiental (tratamento inadequado de efluentes gases e
resiacuteduos industriais soacutelidos etc)
Riscos agrave comunidade (vazamento de gases toacutexicos liacutequidos inflamaacuteveis
etc)
Esse mesmo autor tambeacutem destaca os principais benefiacutecios com a anaacutelise
de riscos
Reduz a frequumlecircncia e a gravidade de eventos indesejados (incecircndio
lesotildees interrupccedilatildeo da produccedilatildeo etc)
Adeacutequa o seguro aos reais riscos da empresa
Reduz eou elimina as indenizaccedilotildeesmultas provenientes de danos ao
meio ambiente
Aponta necessidades de treinamentos
Otimiza os investimentos
Manteacutem a continuidade do processo produtivo
Detecta as deficiecircncias e otimiza os gastos com manutenccedilatildeo
Preserva a imagem da empresa
Manteacutem os funcionaacuterios mais satisfeitos
Prioriza a tomada de decisotildees dos investimentos necessaacuterios em
prevenccedilatildeo e permite a anaacutelise da relaccedilatildeo custobeneficio
24
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO
As teacutecnicas de anaacutelise de risco vecircm sendo aplicadas nas induacutestrias de
processo basicamente por dois fatores para a decisatildeo acerca da aceitabilidade de
uma nova planta industrial e para a melhoria da confiabilidade dos sistemas teacutecnicos
e organizacionais existentes Segundo Souza (2006) os resultados obtidos dessas
teacutecnicas servem para
Localizar processos e operaccedilotildees perigosas
Decidir sobre investimentos em equipamentos de prevenccedilatildeo de acidentes
e limitaccedilatildeo de suas consequumlecircncias
Projetar processos de fabricaccedilatildeo e sistemas de controle
Criar rotinas operacionais e de manutenccedilatildeo
Escrever e registrar documentos de seguranccedila para a organizaccedilatildeo
Existem diversas teacutecnicas para a anaacutelise de risco diferenciando-as por seus
objetivos benefiacutecios custos e limitaccedilotildees Como cada teacutecnica aborda os riscos de
maneira diferente existem certas vantagens no uso de determinadas teacutecnicas para
um especiacutefico processo ou projeto Os meacutetodos de anaacutelise de risco podem ser
classificados em qualitativos ou quantitativos
Atraveacutes dos meacutetodos qualitativos pode-se verificar a graduaccedilatildeo dos riscos
em uma atividade ou processo Os riscos satildeo identificados pela probabilidade de
ocorrecircncia e sua severidade de suas consequumlecircncias No entanto esse meacutetodo
torna-se subjetivo pois natildeo existe uma definiccedilatildeo de categorias de probabilidade e
severidade oacutetima Assim esse meacutetodo de anaacutelise pode variar conforme a
sensibilidade dos avaliadores por essa anaacutelise (PARDO 2009 RAPOSO 2004)
No entanto os meacutetodos quantitativos podem ser utilizados em conjunto com
os qualitativos dando uma maior complementaridade a anaacutelise por serem meacutetodos
mais detalhados (RAPOSO 2004)
A avaliaccedilatildeo qualitativa tem como limite o fato de natildeo se poder prever tudo jaacute
os limites da avaliaccedilatildeo quantitativa estatildeo fundamentados na qualidade dos dados
com relaccedilatildeo a sua confiabilidade (BARRETTO 2008)
25
Pelos estudos de Barretto (2008) Ferreira (2008) Raposo (2004) os
principais meacutetodos para anaacutelise de riscos qualitativos e quantitativos satildeo
Inspeccedilatildeo de Seguranccedila (Safety Review)
Lista de Verificaccedilatildeo (Checklist Analysis)
Priorizaccedilatildeo Relativa (Relative Ranking)
Anaacutelise Preliminar de PerigosRiscos (Preliminary Hazard Analysis)
Anaacutelise What-If (What-If Analysis)
Anaacutelise What-If LV (What-If Checklist Analysis)
Anaacutelise de Perigos e Operabilidade (Hazard and Operability Analysis)
Anaacutelise de Modos e Efeitos de Falhas (Failure Modes and Effects
Analysis)
Anaacutelise por Aacutervore de Eventos (Event Tree Analysis)
Anaacutelise por Aacutervore de Falhas (Fault Tree Analysis)
Anaacutelise de Causa e Consequumlecircncia (Cause-Consequence Analysis)
Anaacutelise da Confiabilidade Humana (Human Reliability Analysis)
Anaacutelise Histoacuterica
Anaacutelise de Vulnerabilidade (Vulnerability Models)
Anaacutelise de Custo-Benefiacutecio
Anaacutelise das Causas-Raiz de falhas (Root Cause Failure Analysis)
Anaacutelise Quantitativa de Riscos
Teacutecnicas Especiais
Para o estudo realizado no presente trabalho foi escolhido o meacutetodo da
Anaacutelise Preliminar de Riscos ndash APR e a Lista de Verificaccedilatildeo - Checklist que seratildeo
detalhadas com maior ecircnfase nos proacuteximos itens
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR
Entre as metodologias mais utilizadas para anaacutelise de risco consta a Anaacutelise
Preliminar de Riscos mais conhecida como APR Segundo informes da DuPont
(2009) a APR eacute tambeacutem conhecida como Anaacutelise Preliminar de Perigo ndash APP
26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

RESUMO
SANTOS Rodrigo Villaca Anaacutelise preliminar de riscos em um setor da induacutestria quiacutemica 2011 62f Monografia (Especializaccedilatildeo em Engenharia de Seguranccedila do Trabalho) Programa de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho Universidade Tecnoloacutegica Federal do Paranaacute Ponta Grossa 2011
Este trabalho teve como objetivo levantar os principais riscos do setor de filtragem em uma induacutestria quiacutemica utilizando as teacutecnicas de anaacutelise de risco Checklist e Anaacutelise Preliminar de Riscos - APR Discute a teacutecnica APR servindo-se de dados coletados preliminarmente pelo Checklist detectando os riscos existentes no setor de filtragem de uma empresa pontagrossense que produz entre outras as resinas a base de solvente que necessita de equipamentos que oferecem perigos se natildeo forem devidamente monitorados Baseado em teacutecnica metodoloacutegica disponibilizada pela empresa multinacional DUPONT foi aplicado o Checklist como pesquisa preliminar que forneceu dados para serem registrados em uma planilha de APR e analisados sob as Referecircncias de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um Evento que apontaram os diferentes graus dos riscos detectados e classificados mediante a Matriz Geral de Tolerabilidade de Riscos Foram selecionados para discussatildeo apenas os riscos substanciais e intoleraacuteveis que satildeo aqueles que oferecem grave risco impedindo a continuidade ou ateacute mesmo a paralisaccedilatildeo definitiva das atividades em torno do equipamento e do local avaliado ateacute que o risco seja amenizado ou eliminado totalmente Os resultados obtidos pelo uso da teacutecnica APR permitiram tanto apontar onde e quais as causas da ocorrecircncia do risco quanto apresentar sugestotildees para que estes fossem amenizados ou eliminados Conclui-se que o uso da teacutecnica APR auxiliada pelo Checklist constituem-se em instrumentos que contribuem para conscientizar os administradores e empresaacuterios que o controle de riscos e de gerenciamento de processo que envolve materiais e equipamentos que oferecem riscos natildeo eacute um processo complexo que necessite de grande aparato teacutecnico para ser realizado em uma empresa Palavras-chave Gerenciamento de riscos Anaacutelise Preliminar de Riscos Checklist
ABSTRACT
SANTOS Rodrigo Villaca Risk preliminary analysis on a sector of the chemical industry 2011 62f Monografia (Especializaccedilatildeo em Engenharia de Seguranccedila do Trabalho) Programa de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho Universidade Tecnoloacutegica Federal do Paranaacute Ponta Grossa 2011 This study aimed at surveying the main risks in the filtering sector of a chemical industry using the risk analysis techniques Checklist and Risk Preliminary Analysis ndash RPA The RPA is discussed based on data previously collected through the Checklist detecting existing risks in the filtering sector of a company in Ponta Grossa ndash PR which produces among others solvent based resins which require equipment that might be hazardous if not properly monitored Based on methodological technique employed by the multinational company DUPONT the Checklist was applied as preliminary research The resulting data was then recorded in the RPA spreadsheet and analyzed employing the Support Reference for the Selection of Probability of Occurrence of an Event which pointed out the different degrees of risks detected and classified according to the Tolerability of Risks General Matrix Only substantial or intolerable risks were selected for discussion as these are the ones that offer severe risk impeding the continuation or imposing permanent interruption of activities around the equipment or the place evaluated until the risk is reduced or totally eliminated Results obtained by the use of the RPA technique permitted to point where and which were the causes of risk occurrence as well as to present suggestions for their reduction or elimination It was concluded that the RPA technique aided by the Checklist consists of an instrument that contributes to raise administratorsrsquo and entrepreneursrsquo awareness that the control of risks and process management which involve materials and equipment that offer risks is not a complex process that requires great technical apparatus to be carried out in a company Key-words Risk management Risk Preliminary Analysis Checklist
LISTA DE QUADROS
Quadro 1 - Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco 28
Quadro 2 - Lista de Verificaccedilatildeo (Checklist) - MATERIAIS 44
Quadro 3 - Lista de Verificaccedilatildeo (Checklist) - REACcedilOtildeES 44
Quadro 4 - Lista de Verificaccedilatildeo (Checklist) - EQUIPAMENTOS 46
Quadro 5 - Lista de Verificaccedilatildeo (Checklist) - CONTROLE DE
INSTRUMENTACcedilAtildeO 46
Quadro 6 - Lista de Verificaccedilatildeo (Checklist) - OPERACcedilOtildeES 47
Quadro 7 - Lista de Verificaccedilatildeo (Checklist) - LOCALIZACcedilAtildeO E PLANTA DE
LOCACcedilAtildeO 48
Quadro 8 - Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco ndash APR 49
Digite o
SUMAacuteRIO
1 INTRODUCcedilAtildeO 7
11 OBJETIVOS 9
111 Objetivo Geral 9
112 Objetivo Especiacutefico 9
12 ESTRUTURA DO TRABALHO 9
2 SEGURANCcedilA NO TRABALHO - PREVENCcedilAtildeO PELO MEacuteTODO DA
GEREcircNCIA E ANAacuteLISE DE RISCOS 11
21 SEGURANCcedilA NO TRABALHO 11
22 PERIGO E RISCO 14
23 GEREcircNCIA DE RISCOS 16
24 ANAacuteLISE DE RISCOS 22
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO 24
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR 25
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST) 29
3 METODOLOGIA DA PESQUISA 32
31 CLASSIFICACcedilAtildeO DA PESQUISA 32
32 MEacuteTODOS UTILIZADOS NA PESQUISA 34
33 ESTUDO DE CASO 34
34 INSTRUMENTO DE COLETA DE DADOS 35
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS 35
4 ESTUDO DE CASO NA EMPRESA X 37
41 CARACTERIZACcedilAtildeO DA EMPRESA 37
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE
SOLVENTE NA EMRPESA X 40
43 COLETA DE DADOS 42
431 Coleta Preliminar - Preenchimento do Checklist 42
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco ndash APR48
44 RESULTADOS 53
441 Riscos Substanciais 54
442 Riscos Intoleraacuteveis 55
5 CONCLUSAtildeO 56
REFEREcircNCIAS 58
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS 61
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE
DE OCORREcircNCIA DE UM EVENTO 63
Digite o
7
1 INTRODUCcedilAtildeO
A seguranccedila industrial consagra-se no meio ambiente laboral como uma
situaccedilatildeo de baixa ocorrecircncia de eventos que causam danos e perdas tanto para o
meio ambiente quanto para os trabalhadores Dando ecircnfase para a abordagem da
seguranccedila industrial como uma praacutetica essencial nas organizaccedilotildees natildeo importando
o seu porte torna-se imperativo uma gestatildeo de seguranccedila apta a desenvolver
metodologias e teacutecnicas em acordo com as especificidades da organizaccedilatildeo
Tem-se observado nas induacutestrias que satildeo poucos os empresaacuterios que
investem e preocupam-se com a seguranccedila industrial Muitos natildeo compreendem o
custo dos acidentes ou outros acontecimentos que ocasionam perdas e alguns
aceitam esses fatores como ldquoparte do negoacuteciordquo ou que os custos devem ser
assumidos pelas companhias de seguro (SOUZA 2006)
Com este pensamento errocircneo a maioria dos proprietaacuterios somente enxerga
os custos dos salaacuterios dos profissionais de seguranccedila dos tratamentos meacutedicos e
da compensaccedilatildeo dos trabalhadores afastados Poreacutem aliado aos incidentes ou
acidentes tambeacutem estatildeo agraves perdas de eficiecircncia bem como problemas de
qualidade custo e imagem da empresa que vem a denegrir a organizaccedilatildeo (SOUZA
2006)
Pesquisas realizadas pelo Ministeacuterio do Trabalho e Emprego - MTE e pelo
Ministeacuterio da Previdecircncia Social - MPS relatam que acidentes de trabalho por falta
de seguranccedila faz parte da gestatildeo empresarial essencialmente com o ingresso de
empresas estrangeiras no parque industrial brasileiro A cultura empresarial
estrangeira mostra a necessidade de manter a seguranccedila pois esta eacute uma forma de
obter maiores lucros natildeo soacute por natildeo haver custos pelos acidentes como pela maior
eficiecircncia desenvolvida em termos de produccedilatildeo quando o ambiente laboral eacute
adequadamente revestido de seguranccedila
Assim observa-se que estaacute havendo no parque industrial brasileiro uma
tendecircncia generalizada das organizaccedilotildees investirem na gestatildeo de seguranccedila fato
que os dados das pesquisas do MTE e MPS comprovam Segundo estas pesquisas
no periacuteodo de 1970 a 2008 houve um decliacutenio consideraacutevel de ocorrecircncias nefastas
por falta de seguranccedila no trabalho Em todo o Brasil na deacutecada de 1970 foi
8
registrado uma meacutedia de 1575565 acidentes e 3604 oacutebitos na deacutecada de 1980
houve uma meacutedia de 1118071 acidentes e 4672 oacutebitos na deacutecada de 1990 houve
uma meacutedia de 470210 acidentes e 3925 oacutebitos e no periacuteodo de 2000 a 2008 a
meacutedia de acidentes foi de 486785 acidentes e 1833 oacutebitos (BRASIL 2009)
Nas quatro uacuteltimas deacutecadas observa-se que a meacutedia de acidentes e oacutebitos
foi declinando fato atribuiacutedo agrave postura das organizaccedilotildees em buscarem atraveacutes da
gestatildeo de seguranccedila evitar os riscos inerentes agrave atividade que exercem
Estes fatos justificam trabalhos empenhados em mostrar a importacircncia da
implantaccedilatildeo de gestatildeo de seguranccedila nas induacutestrias destacando metodologias e
teacutecnicas aptas a solucionar os riscos inerentes nas atividades industriais
Situando estes riscos na induacutestria do setor quiacutemico pode-se dizer que eacute um
dos setores que exigem maior atenccedilatildeo Dados revelados pela DuPont (2009)
revelam que entre a deacutecada de 1960 e a deacutecada de 1990 em todo o mundo o setor
quiacutemico foi responsaacutevel por gastos de 752 bilhotildees de doacutelares por conta de
acidentes
Estes dados revelam ser imperativo que dirigentes operadores de
manutenccedilatildeo trabalhadores operacionais do setor quiacutemico estejam conscientes da
importacircncia da prevenccedilatildeo de acidentes com eliminaccedilatildeo de riscos de forma a obter
excelecircncia da atividade da organizaccedilatildeo
Assim este trabalho dedica-se a apresentar um sistema de gerenciamento
de seguranccedila de processo realizado no setor de filtragem de uma empresa do ramo
quiacutemico da cidade de Ponta Grossa - Paranaacute utilizando o Checklist e a Anaacutelise de
Riscos de Processo ndash APR visando conscientizar os administradores e empresaacuterios
para a necessidade do controle de riscos e de gerenciamento de processo que
envolve materiais e equipamentos que oferecem riscos
Para tanto levantou-se como problemaacutetica eacute possiacutevel prevenir com eficaacutecia
os riscos do setor de filtragem de uma induacutestria quiacutemica usando a lista de verificaccedilatildeo
e a anaacutelise preliminar de riscos
9
11 OBJETIVOS
111 Objetivo Geral
O trabalho teve como objetivo levantar os principais riscos do setor de
filtragem em uma induacutestria quiacutemica utilizando as teacutecnicas de anaacutelise de risco
Checklist e APR
112 Objetivo Especiacutefico
Os objetivos especiacuteficos constaram de expor as normas legalmente
instituiacutedas para a seguranccedila do trabalho delinear teacutecnicas de anaacutelise de riscos para
detectar prevenir ou eliminar riscos no ambiente de trabalho descrever aplicaccedilatildeo da
teacutecnica APR auxiliada pelo Checklist em uma empresa do ramo quiacutemico
12 ESTRUTURA DO TRABALHO
A estrutura do trabalho constou de cinco segmentos sendo que o primeiro
corresponde a presente introduccedilatildeo o segundo descreve inicialmente as normas e
regulamentos da seguranccedila de trabalho que regulamentam sistemas de prevenccedilatildeo
de riscos no ambiente laboral em seguida satildeo descritas as teacutecnicas e metodologias
dispostas na literatura que orientam para a implantaccedilatildeo de uma gestatildeo de riscos nas
empresas cujas atividades apresentam perigo suficiente para a ocorrecircncia de riscos
No terceiro segmento satildeo apresentados os procedimentos metodoloacutegicos adotados
para a realizaccedilatildeo da pesquisa No quarto segmento eacute descrito o estudo que foi
realizado na Empresa X detalhando o processo de aplicaccedilatildeo da teacutecnica APR que
teve como anaacutelise preliminar o Checklist Ainda neste mesmo segmento foram
apresentados e discutidos os dados coletados demonstrados pelo uso de planilhas
10
da APR bem como foram sugeridas accedilotildees visando amenizar e erradicar os riscos
pontuados na pesquisa O quinto e uacuteltimo segmento expotildee as conclusotildees obtidas
pela pesquisa
11
2 SEGURANCcedilA NO TRABALHO - PREVENCcedilAtildeO PELO MEacuteTODO DA GEREcircNCIA E ANAacuteLISE DE RISCOS
21 SEGURANCcedilA NO TRABALHO
De acordo com as diretrizes do Ministeacuterio do Trabalho e Emprego (BRASIL
2009) seguranccedila do trabalho deve ser entendida como o conjunto de medidas
adotadas para erradicar ou minimizar os acidentes de trabalho do trabalhador Estas
medidas tecircm por finalidade assegurar a integridade do meio ambiente e da sauacutede do
trabalhador aleacutem de garantir o aumento da produtividade e a qualidade dos
produtos melhorando as relaccedilotildees humanas no trabalho
Cardella (2010 p 37) considera seguranccedila como ldquoum conjunto de accedilotildees
exercidas com o intuito de reduzir danos e perdas provocados por agentes
agressivosrdquo Para este autor a seguranccedila do trabalho deve ser considerada como
uma das principais funccedilotildees administrativas de uma empresa
Em termos de aplicaccedilatildeo metodoloacutegica a seguranccedila do trabalho congrega
estudos e pesquisas tendo como campo de atuaccedilatildeo todo tipo de empresa desde os
mais simples ateacute os maiores complexos conglomerados industriais Geralmente a
seguranccedila do trabalho estaacute prevista na organizaccedilatildeo poliacutetica do paiacutes sendo definida
por normas e leis
O Brasil apresenta legislaccedilatildeo especiacutefica de seguranccedila do trabalho por meio
das Normas Regulamentadoras e de outras leis complementares como portarias e
decretos e tambeacutem as ratificaccedilotildees das Convenccedilotildees Internacionais da Organizaccedilatildeo
Internacional do Trabalho
A Constituiccedilatildeo Federal de 1988 dedica no Capiacutetulo II - Dos Direitos Sociais o
artigo 6ordm e 7ordm incisos XXII XXIII XXVIII e XXXIII1 que dispotildee especificamente
sobre seguranccedila e sauacutede dos trabalhadores
1 Inciso XXII - reduccedilatildeo dos riscos inerentes ao trabalho por meio de normas de sauacutede higiene e
seguranccedila Inciso XXIII - adicional de remuneraccedilatildeo para as atividades penosas insalubres ou perigosas na forma da lei Inciso XXVIII - seguro contra acidentes de trabalho a cargo do empregador sem excluir a indenizaccedilatildeo a que esta estaacute obrigado quando incorrer em dolo ou culpa Inciso XXXIII - proibiccedilatildeo do trabalho noturno perigoso ou insalubre aos menores de dezoito e de qualquer trabalho a menores de quatorze anos salvo na condiccedilatildeo de aprendiz (SIQUEIRA 2000)
12
Conforme registra Siqueira (2000) a Consolidaccedilatildeo das Leis do Trabalho -
CLT dedica o seu Capiacutetulo V agrave Seguranccedila e Medicina do Trabalho de acordo com a
redaccedilatildeo dada pela Lei 6514 de 22 de dezembro de 1977 Os artigos 154 a 223 da
CLT trazem inuacutemeras normas para regulamentar os acidentes de trabalho sendo
enfatizada a prevenccedilatildeo como obrigaccedilatildeo do empregador O Ministeacuterio do Trabalho
instituiu a Portaria n 3214 de 08 de junho de 1978 para aprovar as Normas
Regulamentadoras - NR previstas no Capiacutetulo V da CLT Esta mesma Portaria
estabelece que as alteraccedilotildees posteriores das NRs seriam determinadas pela
Secretaria de Seguranccedila e Sauacutede do Trabalho oacutergatildeo do Ministeacuterio do Trabalho e
Emprego
Aleacutem destas normas exclusivas do Brasil ainda existem as Convenccedilotildees da
Organizaccedilatildeo Internacional do Trabalho ndash OIT que satildeo ratificadas por Decretos Haacute
tambeacutem a legislaccedilatildeo acidentaacuteria regulada pelo Ministeacuterio da Previdecircncia Social que
estabelecem os criteacuterios das aposentadorias especiais do seguro de acidente do
trabalho
Mediante toda esta legislaccedilatildeo as empresas tecircm como obrigaccedilatildeo cercarem-
se de aparatos que eliminem os riscos de acidentes tanto para as pessoas quanto
para o meio ambiente No entanto existem atividades que a eliminaccedilatildeo total de
riscos eacute impossiacutevel por isto os riscos devem ser monitorados constantemente de
forma a natildeo ocorrer acidentes
Cardella (2010 p 33) coloca entre estes aparatos a realizaccedilatildeo do
diagnoacutestico de seguranccedila considerando-o como ldquoo resultado do estudo que tem por
objetivo conhecer o estado de seguranccedila da organizaccedilatildeordquo Com este diagnoacutestico eacute
possiacutevel avaliar a situaccedilatildeo de seguranccedila comparando-se com um padratildeo preacute
estabelecido com as normas obtendo-se um desvio que serviraacute de insumo para
elaboraccedilatildeo do plano de accedilatildeo para intervenccedilatildeo
Este diagnoacutestico deve abranger a organizaccedilatildeo o meio ambiente e as
relaccedilotildees entre ambos segundo explica Cardella (2010)
Na organizaccedilatildeo [abordam-se] sistemas operacionais e organizacionais relaccedilotildees entre esses sistemas e manifestaccedilotildees do risco em ocorrecircncias anormais acidentes danos e perdas O sistema operacional eacute avaliado nas dimensotildees anatocircmica (estrutura e forma) e fisioloacutegica (funccedilotildees) Satildeo focalizados homens equipamentos e instalaccedilotildees processos insumos e produtos
13
O diagnoacutestico exige uma inspeccedilatildeo planejada do ambiente de trabalho para
que sejam identificados agentes agressivos classificando-os segundo o niacutevel de
periculosidade e sistemas de controle classificando-os segundo o niacutevel de
qualidade
Os agentes agressivos podem ser mecacircnicos gravitacionais elaacutesticos e cineacuteticos eleacutetricos teacutermicos bioloacutegicos ergonocircmicos sonoros (ruiacutedos) e radiantes O sistema de controle de risco eacute constituiacutedo por contenccedilatildeo recomposiccedilatildeo isolamento alarme proteccedilatildeo evacuaccedilatildeo resgate salvamento combate e recuperaccedilatildeo (CARDELLA 2010 P 33)
Pelo diagnoacutestico obteacutem-se a dimensatildeo funcional do sistema operacional pela
avaliaccedilatildeo da anaacutelise de risco do processo sendo que esta anaacutelise eacute recorrente do
trabalho realizado em cada empresa
De acordo com Almeida Filho (1992) previnem-se acidentes por meio da
associaccedilatildeo do trabalho com o gerenciamento dos riscos Esta associaccedilatildeo requer
pesquisas meacutetodos e teacutecnicas especiacuteficas monitoramento e controle de forma que
os conceitos baacutesicos de seguranccedila estejam incorporados em todas as etapas do
processo produtivo do projeto agrave operaccedilatildeo Assim seraacute garantindo a seguranccedila dos
processos
Monteiro e Bertagni (1999) comentam que no passado seguranccedila do
trabalho significava apenas usar capacetes botas cintos de seguranccedila e uma seacuterie
de outros equipamentos de proteccedilatildeo individual contra acidentes no entanto hoje
quando a evoluccedilatildeo da tecnologia criou novos ambientes de trabalho novos riscos
tecircm aparecido e por isto eacute necessaacuterio que constantes pesquisas sejam realizadas e
o monitoramento seja uma prerrogativa essencial Sob esta condiccedilatildeo seguranccedila do
trabalho hoje exige uma abordagem multidisciplinar e a forma eficaz de prevenir
acidentes eacute conhecer e saber controlar os riscos
Na mesma linha de pensamento Cardela (2010 p 17) comenta que
A prevenccedilatildeo de acidentes requer o estudo de fenocircmenos que causam danos e perdas agraves pessoas ao patrimocircnio e ao meio ambiente [] O [seu] estudo requer uma ciecircncia multidisciplinar abrangendo a Engenharia de Seguranccedila do Trabalho a Engenharia de Seguranccedila Ambiental a Seguranccedila Puacuteblica a Seguranccedila do Lar e do Lazer e a Medicina
14
Ocupacional Analogamente ao que eacute feito na Fiacutesica definiriacuteamos conceitos baacutesicos como dano perda perigo risco agente agressivo energia agressiva contenccedilatildeo proteccedilatildeo e emergecircncia Com eles poderiacuteamos estudar fenocircmenos acidentais e resolver problemas no campo da prevenccedilatildeo de acidentes e do controle de emergecircncias
Este estudo multidisciplinar conforme orientam os autores necessita de
profissionais capacitados Fernandes (1991) alerta que para realmente prevenir o
acidente por riscos da atividade de trabalho eacute preciso conhecer e controlar estes
riscos adotando uma poliacutetica de seguranccedila tendo como condutores desta poliacutetica
profissionais especializados aptos a antecipar reconhecer avaliar e controlar os
riscos do ambiente de trabalho O bem estar fiacutesico e psicoloacutegico dos trabalhadores
reflete no seu desempenho profissional e eacute resultado de uma poliacutetica global de
investimento em seguranccedila sauacutede e meio ambiente
Para a realizaccedilatildeo desta poliacutetica eacute necessaacuterio sobretudo conhecer os riscos
e os perigos que uma empresa oferece sendo por isto interessante realizar estudo
sobre estes temas como seraacute feito adiante
22 PERIGO E RISCO
Os termos perigo e risco geralmente satildeo associados sempre que uma
atividade oferece certa inseguranccedila No entanto os dois termos tecircm significados
diferentes Perigo de acordo com Sanders e Mc Cormick (1993 p 675) eacute rdquouma
condiccedilatildeo ou um conjunto de circunstacircncias que tecircm o potencial de causar ou
contribuir para uma lesatildeo ou morterdquo Em uma visatildeo mais generalizada Kolluru
(1996 p 113) entende o perigo como ldquoum agente quiacutemico bioloacutegico ou fiacutesico
(incluindo-se a radiaccedilatildeo eletromagneacutetica) ou um conjunto de condiccedilotildees que
apresentam uma fonte de risco mas natildeo o risco em sirdquo Na mesma linha de
pensamento Grimaldi e Simonds (1989 p 236) explicam que o perigo eacute uma
situaccedilatildeo que conteacutem ldquouma fonte de energia ou de fatores fisioloacutegicos e de
comportamentoconduta que quando natildeo controlados conduzem a
eventosocorrecircncias prejudiciaisnocivasrdquo
15
Estes eventos nocivos satildeo os riscos que oferecem probabilidade de lesatildeo ou
morte segundo comentaacuterios de Sanders e Mccormick (1993)
Assim entende-se o risco como ldquouma funccedilatildeo da natureza do perigo
acessibilidade ou acesso de contato (potencial de exposiccedilatildeo) caracteriacutesticas da
populaccedilatildeo exposta (receptores) a probabilidade de ocorrecircncia e a magnitude da
exposiccedilatildeo e das consequumlecircncias (KOLLURU 1996 p 110)
Grimaldi e Simonds (1989 p 236) estabelecem a diferenccedila entre perigo e
risco afirmando que ldquorisco eacute um resultado medido do efeito potencial do perigordquo
A principal diferenciaccedilatildeo entre perigo e risco eacute que o perigo eacute avaliado em
funccedilatildeo da sua severidade e tem potencial de causar dano e o risco eacute avaliado em
termos de sua severidade e probabilidade de ocorrecircncia
Cicco e Fantazzini (2003 p 8) definem perigo e risco como sendo
Perigo (Hazard) uma ou mais condiccedilotildees de uma variaacutevel com o potencial necessaacuterio para causar danos Esses danos podem ser entendidos como lesotildees a pessoas danos a equipamentos ou estruturas perda de material em processo ou reduccedilatildeo da capacidade de desempenho de uma funccedilatildeo preacute-determinada Havendo um perigo persistem as possibilidades de efeitos adversos Risco (Risk) expressa uma probabilidade de possiacuteveis danos dentro de um periacuteodo especiacutefico de tempo ou nuacutemero de ciclos operacionais Pode ser indicado pela probabilidade de um acidente multiplicada pelo dano vidas ou unidades operacionais (grifos no original)
Assim onde ocorre perigo eacute preciso um monitoramento para evitar o risco
De uma forma geral Pardo (2009) descreve o risco (R) como o produto da
probabilidade de ocorrecircncia de um perigo ou evento (P) pelo valor do dano
associado (D) ou severidade das suas consequumlenciais estabelecendo a foacutermula
R = P x D (21)
Para que o resultado desta foacutermula natildeo tenha um alcance incontrolaacutevel eacute
preciso haver o controle de risco o qual na opiniatildeo de Cardella (2010) tem por
objetivo manter os riscos abaixo de valores tolerados Este controle eacute realizado nas
empresas por um sistema de gerencia de riscos que seraacute descrita a seguir
16
23 GEREcircNCIA DE RISCOS
O empresaacuterio que tem consciecircncia do risco que as atividades de sua
empresa podem causar tanto aos trabalhadores quanto ao meio ambiente
estabelece entre as atribuiccedilotildees administrativas a gerecircncia de riscos
Cicco e Fantazzini (2003 p 16) entendem a gerecircncia de riscos como uma
ciecircncia uma arte direcionada para ldquoa proteccedilatildeo dos recursos humanos materiais e
financeiros de uma empresardquo Esta proteccedilatildeo pode ser realizada tanto pela
eliminaccedilatildeo ou reduccedilatildeo dos riscos quanto pelo financiamento dos riscos
remanescentes2 ou seja a gerecircncia de riscos tem por finalidade manter os riscos
abaixo dos valores tolerados pelas normas e regulamentos
Gerecircncia de riscos segundo Cardella (2010 p 69) utiliza ldquoum conjunto de
instrumentos para a organizaccedilatildeo [] planejar operar e controlar suas atividades no
exerciacutecio da Funccedilatildeo Controle de Riscosrdquo O autor explica estes instrumentos como
sendo os princiacutepios a poliacutetica as diretrizes os objetivos as estrateacutegias a
metodologia os programas os sistemas organizacionais e operacionais da
empresa
Seguindo a explicaccedilatildeo que Cardella (2010 p 70-75) assim resumem-se
estes instrumentos
- PRINCIacutePIOS DA GESTAtildeO DE RISCO
I - Nas organizaccedilotildees e sociedades o acidente eacute um fenocircmeno de natureza
multifacetada que resulta de interaccedilotildees complexas entre fatores fiacutesicos
bioloacutegicos psicoloacutegicos sociais e culturais
II - Todos os acidentes podem ser evitados
III - Os acidentes ocorrem porque a mente se envolve com o trabalho e
esquece do corpo
IV - Um indiviacuteduo natildeo consegue sozinho controlar os riscos de sua
atividade por isto releva-se o segundo princiacutepio que soacute tem validade dentro
de determinados limites que abrangem grande totalidade dos casos Estatildeo
fora desses limites as situaccedilotildees nas quais o homem natildeo dispotildee de
conhecimento ou tecnologia suficientes para evitar o acidente
2 Financiamento dos riscos remanescentes significa reter os riscos na empresa ou transferi-los total
ou parcialmente para as seguradoras
17
- OBJETIVOS DA GESTAtildeO DE RISCOS
Manter os riscos associados agrave organizaccedilatildeo abaixo de valores tolerados
- POLIacuteTICA DE GESTAtildeO DE RISCOS
Estabelecer as regras comportamentais da organizaccedilatildeo Cada organizaccedilatildeo
famiacutelia pessoa ou sociedade deve estabelecer sua proacutepria poliacutetica que eacute
sempre um reflexo de seus valores propondo-se como regras baacutesicas
a preservaccedilatildeo de pessoas tem prioridade sobre a preservaccedilatildeo de bens
b quem responde por uma atividade deve responder tambeacutem pelos riscos
decorrentes dessa atividade
- DIRETRIZES PARA GESTAtildeO DE RISCOS
a deve ser exercida em todas as fases do ciclo de vida das instalaccedilotildees e
dos produtos
b deve ser parte integrante de todas as atividades da organizaccedilatildeo
- ESTRATEacuteGIA DA GESTAtildeO DE RISCOS
Deve ser considerada a natureza do fenocircmeno acidente como um evento
indesejaacutevel incerto e remoto Deve-se priorizar accedilotildees que integram a
funccedilatildeo seguranccedila portanto a estrateacutegia do sistema de gestatildeo deve ser
estabelecida de modo a reduzir o desequiliacutebrio das forccedilas impulsoras do
comportamento
- METODOLOGIA DO SISTEMA DE GESTAtildeO DE RISCOS
O processo de gestatildeo de riscos eacute composto pelas funccedilotildees identificar
perigos avaliar riscos comparar com risco tolerado e tratar riscos sendo
que identificaccedilatildeo de perigos e avaliaccedilatildeo de riscos constituem a anaacutelise de
riscos Identificaccedilatildeo avaliaccedilatildeo e comparaccedilatildeo constituem o monitoramento
Monitoramento e intervenccedilatildeo constituem o controle O tratamento dos riscos
inclui a intervenccedilatildeo para reduccedilatildeo eou transferecircncia (seguro) O processo
de gestatildeo eacute aplicado agraves aacutereas de accedilatildeo e agraves fases do ciclo de vida dos
elementos da organizaccedilatildeo (pessoas instalaccedilotildees e produtos) Cartela
(2010) resume a metodologia do sistema de gestatildeo de riscos expondo as
funccedilotildees essenciais de indentificar os perigos avaliar os riscos comparar
com o risco tolerado e tratar os riscos
- PROGRAMAS DA GESTAtildeO DE RISCOS
Pelo fato de nem toda intervenccedilatildeo para controle de riscos ter efeitos
imediatos as alteraccedilotildees almejadas requerem planos de accedilatildeo de longo
prazo denominados programas Assim deve ser criado um programa para
cada aacuterea de accedilatildeo programa de seguranccedila nas atividades da organizaccedilatildeo
programa de seguranccedila nas atividades fora do trabalho programa de
seguranccedila nos transportes programa de seguranccedila nas atividades
contratadas e programa de seguranccedila no uso dos produtos da organizaccedilatildeo
18
Em funccedilatildeo da natureza multifacetada da seguranccedila os programas devem
ser desenvolvidos por equipes multidisciplinares Essa eacute uma forma de
executar na praacutetica a gestatildeo holiacutestica da organizaccedilatildeo Aleacutem dos programas
por aacuterea de accedilatildeo podem ser criados programas baacutesicos para dar suporte
ao controle de riscos nas diversas aacutereas Eacute recomendaacutevel manter os
programas de forma permanente considerando-se poreacutem que haacute os de
existecircncia restrita agraves fases de implantaccedilatildeo e consolidaccedilatildeo de algum meacutetodo
de controle de risco Exemplos programas de desenvolvimento do sistema
de autorizaccedilatildeo para trabalho de implantaccedilatildeo do registro e anaacutelise de
ocorrecircncias anormais e de implantaccedilatildeo de anaacutelise de risco
- SISTEMAS ORGANIZACIONAIS E SISTEMAS OPERACIONAIS
A maioria das organizaccedilotildees tem uma estrutura funcional Cada unidade eacute
um sistema organizacional A configuraccedilatildeo da estrutura funcional varia de
organizaccedilatildeo para organizaccedilatildeo Cabe ressaltar a importacircncia do equiliacutebrio
entre a poliacutetica - a responsabilidade pela gestatildeo de riscos eacute dos
responsaacuteveis pela atividade - e o princiacutepio - um indiviacuteduo natildeo consegue
sozinho controlar os riscos de sua atividade Provavelmente o equiliacutebrio se
encontra numa estrutura que conte com uma equipe de especialistas em
seguranccedila que assessore os demais oacutergatildeos Essa equipe deve atuar de
maneira que os demais componentes natildeo venham a consideraacute-la como a
uacutenica responsaacutevel pela funccedilatildeo seguranccedila Na gestatildeo holiacutestica esse
problema eacute resolvido pela criaccedilatildeo de sistemas organizacionais
denominados comitecircs Os comitecircs funcionais satildeo constituiacutedos pelo dirigente
de uma unidade organizacional e seus imediatos comeccedilando pelo nuacutemero
um da organizaccedilatildeo com seu corpo gerencial e terminando com os
supervisores de primeira linha e sua equipe de executantes Nesses
comitecircs satildeo tratados temas de seguranccedila relativos agraves aacutereas de
responsabilidade de seus componentes Os comitecircs interfuncionais satildeo
constituiacutedos por pessoas de especialidades diferentes e envolvidas nos
programas das diversas aacutereas de accedilatildeo da funccedilatildeo seguranccedila Nesses
comitecircs os componentes adquirem a visatildeo global e executam as accedilotildees
locais em suas aacutereas especializadas Aleacutem dos comitecircs haacute outros sistemas
organizacionais que denominaremos Comissatildeo e Grupo de Trabalho A
Comissatildeo eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por missatildeo analisar
ocorrecircncias emitindo conclusotildees e recomendaccedilotildees O Grupo de Trabalho
tambeacutem eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por objetivo executar
um trabalho teacutecnico Dentre os sistemas operacionais pode-se citar
sistema de integraccedilatildeo de empregados de empresas contratadas sistema de
controle de EPIs sistema de estatiacutestica de acidentes sistema de emissatildeo
de permissotildees para trabalho
19
O uso destes instrumentos requer teacutecnicas especiacuteficas que segundo Hillson
(2010) requerem que alguns passos sejam realizados antes de decidir como estes
instrumentos seratildeo utilizados
Iniciando por definir objetivos que direcionam o risco a ser debelado para
saber quais teacutecnicas podem ser usadas Hillson (2010) elenca algumas destas
teacutecnicas como brainstorms workshops checklists prompt lists entrevistas
questionaacuterios etc sendo que existe uma variedade de teacutecnicas que podem ser
utilizadas para certificar que qualquer tipo de risco possa ser identificado e distinguir
quais satildeo as causas que contribuem para estes riscos
Neste primeiro passo deve-se registrar detalhando como o risco eacute produzido
pois pode haver causas com maior proeminecircncia de fazecirc-lo acontecer
Hillson (2010) comenta que a avaliaccedilatildeo das causas deve ser qualitativa
descrevendo-se as caracteriacutesticas em detalhes de tal forma que sejam suficientes
para permitir a definiccedilatildeo de como elas seratildeo combatidas Tambeacutem podem ser
quantitativas usando-se modelos matemaacuteticos para simular o efeito do risco de
acordo com o niacutevel de interferecircncia Os meacutetodos incluem fazer planilhas de riscos
numa grade de duas dimensotildees mostrando a probabilidade e impacto permitindo
que o risco seja priorizado e usado para a estrutura de decomposiccedilatildeo de risco para
agrupar os riscos por tipoorigem
A avaliaccedilatildeo destas planilhas deve produzir estrateacutegias para impedir
transferir ou reduzir os riscos Estas estrateacutegias requerem a implementaccedilatildeo de um
plano de accedilotildees para monitorar a efetividade do que estaacute sendo realizado bem como
a necessidade de ajustes das decisotildees quando necessaacuterio Hillson (2010) alerta que
qualquer processo de risco deve incluir revisatildeo e atualizaccedilatildeo pois pode ocorrer
mudanccedilas no sistema produtivo e as causas podem mudar seu grau de influecircncia
podendo inclusive surgir novas que natildeo estavam sendo avaliadas bem como as
antigas podem aumentar ou diminuir os efeitos que causam o risco
Sob toda esta concepccedilatildeo de gerenciamento de riscos entende-se que ele eacute
uma atividade especiacutefica realizada por especialistas que devem usar ferramentas e
teacutecnicas adequadas Com a intenccedilatildeo de obter todos os benefiacutecios da implantaccedilatildeo do
processo de risco para uma organizaccedilatildeo eacute importante que o gerenciamento de
riscos esteja completamente integrado com as accedilotildees estrateacutegicas e operacionais da
20
organizaccedilatildeo Se natildeo existir esta integraccedilatildeo os resultados podem ser nefastos e os
perigos verificados podem incorrer em riscos de alto potencial
Hillson (2010 p 43) ensina que uma integraccedilatildeo verdadeira requer algumas
mudanccedilas organizacionais tais como
reconhecimento da existecircncia de incertezas como parte natural dos negoacutecios Junto a isso a necessidade de ter interfaces apropriadas com os processos de negoacutecio e ferramentas Em adiccedilatildeo existe a necessidade de desenvolver um pensamento estrateacutegico baseado em risco dentro da cultura organizacional [] deve ser visto como parte integral do fazer negoacutecio e deve se tornar ldquoconstrutivo e natildeo-repreensivo
Havendo esta integraccedilatildeo segundo Cardella (2010 p 44) o gerenciamento
de riscos eacute proativo em uma organizaccedilatildeo por implantar na administraccedilatildeo
empresarial
- um conjunto de ferramentas e teacutecnicas de gerenciamento de riscos que
estaria plenamente integrado com o projeto e os processos de negoacutecios e
com o reconhecimento de que incertezas fazem parte de todos os niacuteveis
da organizaccedilatildeo (via integraccedilatildeo de gerenciamento de riscos)
- melhorias nas anaacutelises dos efeitos dos riscos no projeto e no desempenho
do negoacutecio endereccedilando seu impacto tambeacutem em assuntos mais amplos
do que tempo e custo (via aumento da profundidade das anaacutelises e
amplitude da aplicaccedilatildeo) e cobrindo ameaccedilas e oportunidades
- com a apropriada consideraccedilatildeo sendo tomada no fator humano no
processo de risco usando avaliaccedilotildees de atitudes de risco contabilizando
sistematicamente sua influecircncia e construindo equipes balanceadas por
riscos (via aspectos comportamentais)
O gerenciamento de riscos atendendo todos os condicionantes essenciais
para que realmente os riscos sejam reduzidos ou eliminados contribui
significativamente para o sucesso da organizaccedilatildeo
21
Considerando que a base do gerenciamento de riscos eacute estabelecer
paracircmetros na conduccedilatildeo das accedilotildees portanto a seguir satildeo detalhados os processos
de anaacutelise de risco e as principais teacutecnicas que podem ser utilizadas em uma
empresa do ramo quiacutemico
22
24 ANAacuteLISE DE RISCOS
Considerando as pesquisas que avaliam os riscos nas organizaccedilotildees a
anaacutelise de riscos situa-se como o ldquoestudo detalhado de um objeto com a finalidade
de identificar perigos e avaliar os riscos associadosrdquo (CARTELLA 2010 p 106)
Roessler (2001) relata que no Manual de Anaacutelise de Riscos Industriais da
Fundaccedilatildeo Estadual de Proteccedilatildeo Ambiental ndash FEPAM a anaacutelise de risco eacute uma
ferramenta administrativa que identifica e avalia qualitativamente e quantitativamente
os riscos inerentes agrave atividades de produccedilatildeo
Porto (2000) considera que esta ferramenta deve ser incorporada como
elemento essencial por todos os componentes de uma organizaccedilatildeo desde a alta
administraccedilatildeo ateacute o chatildeo da faacutebrica considerando que o principal foco da anaacutelise de
risco eacute a prevenccedilatildeo
O estudo da anaacutelise de risco tem por objetivo estabelecer a consciecircncia e o
controle dos riscos para o pessoal que estaacute desenvolvendo projetando operando e
mantendo os processos operacionais em uma organizaccedilatildeo As anaacutelises focam as
questotildees de seguranccedila de processos e ao mesmo tempo complementam as
atividades industriais de seguranccedila e sauacutede mais tradicionais
Os acidentes podem ocorrer na operaccedilatildeo de qualquer processo e a
preocupaccedilatildeo pela prevenccedilatildeo desses acidentes natildeo inclui apenas o compromisso da
gerecircncia ou da lideranccedila nas organizaccedilotildees mas requer tambeacutem um programa bem
definido para administrar todas as funccedilotildees e atividades que possam afetar a
seguranccedila em cada niacutevel da organizaccedilatildeo (DUPONT 2009)
Pelas orientaccedilotildees da DuPont (2009) a implementaccedilatildeo de programas de
anaacutelise de risco tem por objetivo conhecer os riscos relacionados agraves instalaccedilotildees e
aos processos industriais As anaacutelises satildeo realizadas por meio de ferramentas
estruturadas e por equipes multidisciplinares Os riscos satildeo identificados atraveacutes das
experiecircncias anteriores da equipe de resultados de auditorias inspeccedilotildees ou ateacute
mesmo anaacutelise de incidentes bem como de anaacutelises de riscos anteriormente
realizadas Os resultados por meio dessas anaacutelises alimentam planos de accedilatildeo de
emergecircncia bem como procedimentos operacionais reciclagem nos treinamentos
especificaccedilotildees das instalaccedilotildees e processos dentro de um enfoque de melhoria
contiacutenua
23
Souza (2006) destaca algumas irregularidades que podem afetar a empresa
e que satildeo abordados durante uma inspeccedilatildeo de riscos
Danos a propriedade (incecircndio explosatildeo etc)
Lesotildees pessoais (morte mutilaccedilotildees doenccedilas etc)
Parada de produccedilatildeo (quebra de maacutequina queima de motores
transformadores etc)
Perda de qualidade (falta de controle de processo instrumentos e
maquinaacuterios inadequados etc)
Poluiccedilatildeo ambiental (tratamento inadequado de efluentes gases e
resiacuteduos industriais soacutelidos etc)
Riscos agrave comunidade (vazamento de gases toacutexicos liacutequidos inflamaacuteveis
etc)
Esse mesmo autor tambeacutem destaca os principais benefiacutecios com a anaacutelise
de riscos
Reduz a frequumlecircncia e a gravidade de eventos indesejados (incecircndio
lesotildees interrupccedilatildeo da produccedilatildeo etc)
Adeacutequa o seguro aos reais riscos da empresa
Reduz eou elimina as indenizaccedilotildeesmultas provenientes de danos ao
meio ambiente
Aponta necessidades de treinamentos
Otimiza os investimentos
Manteacutem a continuidade do processo produtivo
Detecta as deficiecircncias e otimiza os gastos com manutenccedilatildeo
Preserva a imagem da empresa
Manteacutem os funcionaacuterios mais satisfeitos
Prioriza a tomada de decisotildees dos investimentos necessaacuterios em
prevenccedilatildeo e permite a anaacutelise da relaccedilatildeo custobeneficio
24
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO
As teacutecnicas de anaacutelise de risco vecircm sendo aplicadas nas induacutestrias de
processo basicamente por dois fatores para a decisatildeo acerca da aceitabilidade de
uma nova planta industrial e para a melhoria da confiabilidade dos sistemas teacutecnicos
e organizacionais existentes Segundo Souza (2006) os resultados obtidos dessas
teacutecnicas servem para
Localizar processos e operaccedilotildees perigosas
Decidir sobre investimentos em equipamentos de prevenccedilatildeo de acidentes
e limitaccedilatildeo de suas consequumlecircncias
Projetar processos de fabricaccedilatildeo e sistemas de controle
Criar rotinas operacionais e de manutenccedilatildeo
Escrever e registrar documentos de seguranccedila para a organizaccedilatildeo
Existem diversas teacutecnicas para a anaacutelise de risco diferenciando-as por seus
objetivos benefiacutecios custos e limitaccedilotildees Como cada teacutecnica aborda os riscos de
maneira diferente existem certas vantagens no uso de determinadas teacutecnicas para
um especiacutefico processo ou projeto Os meacutetodos de anaacutelise de risco podem ser
classificados em qualitativos ou quantitativos
Atraveacutes dos meacutetodos qualitativos pode-se verificar a graduaccedilatildeo dos riscos
em uma atividade ou processo Os riscos satildeo identificados pela probabilidade de
ocorrecircncia e sua severidade de suas consequumlecircncias No entanto esse meacutetodo
torna-se subjetivo pois natildeo existe uma definiccedilatildeo de categorias de probabilidade e
severidade oacutetima Assim esse meacutetodo de anaacutelise pode variar conforme a
sensibilidade dos avaliadores por essa anaacutelise (PARDO 2009 RAPOSO 2004)
No entanto os meacutetodos quantitativos podem ser utilizados em conjunto com
os qualitativos dando uma maior complementaridade a anaacutelise por serem meacutetodos
mais detalhados (RAPOSO 2004)
A avaliaccedilatildeo qualitativa tem como limite o fato de natildeo se poder prever tudo jaacute
os limites da avaliaccedilatildeo quantitativa estatildeo fundamentados na qualidade dos dados
com relaccedilatildeo a sua confiabilidade (BARRETTO 2008)
25
Pelos estudos de Barretto (2008) Ferreira (2008) Raposo (2004) os
principais meacutetodos para anaacutelise de riscos qualitativos e quantitativos satildeo
Inspeccedilatildeo de Seguranccedila (Safety Review)
Lista de Verificaccedilatildeo (Checklist Analysis)
Priorizaccedilatildeo Relativa (Relative Ranking)
Anaacutelise Preliminar de PerigosRiscos (Preliminary Hazard Analysis)
Anaacutelise What-If (What-If Analysis)
Anaacutelise What-If LV (What-If Checklist Analysis)
Anaacutelise de Perigos e Operabilidade (Hazard and Operability Analysis)
Anaacutelise de Modos e Efeitos de Falhas (Failure Modes and Effects
Analysis)
Anaacutelise por Aacutervore de Eventos (Event Tree Analysis)
Anaacutelise por Aacutervore de Falhas (Fault Tree Analysis)
Anaacutelise de Causa e Consequumlecircncia (Cause-Consequence Analysis)
Anaacutelise da Confiabilidade Humana (Human Reliability Analysis)
Anaacutelise Histoacuterica
Anaacutelise de Vulnerabilidade (Vulnerability Models)
Anaacutelise de Custo-Benefiacutecio
Anaacutelise das Causas-Raiz de falhas (Root Cause Failure Analysis)
Anaacutelise Quantitativa de Riscos
Teacutecnicas Especiais
Para o estudo realizado no presente trabalho foi escolhido o meacutetodo da
Anaacutelise Preliminar de Riscos ndash APR e a Lista de Verificaccedilatildeo - Checklist que seratildeo
detalhadas com maior ecircnfase nos proacuteximos itens
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR
Entre as metodologias mais utilizadas para anaacutelise de risco consta a Anaacutelise
Preliminar de Riscos mais conhecida como APR Segundo informes da DuPont
(2009) a APR eacute tambeacutem conhecida como Anaacutelise Preliminar de Perigo ndash APP
26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

ABSTRACT
SANTOS Rodrigo Villaca Risk preliminary analysis on a sector of the chemical industry 2011 62f Monografia (Especializaccedilatildeo em Engenharia de Seguranccedila do Trabalho) Programa de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho Universidade Tecnoloacutegica Federal do Paranaacute Ponta Grossa 2011 This study aimed at surveying the main risks in the filtering sector of a chemical industry using the risk analysis techniques Checklist and Risk Preliminary Analysis ndash RPA The RPA is discussed based on data previously collected through the Checklist detecting existing risks in the filtering sector of a company in Ponta Grossa ndash PR which produces among others solvent based resins which require equipment that might be hazardous if not properly monitored Based on methodological technique employed by the multinational company DUPONT the Checklist was applied as preliminary research The resulting data was then recorded in the RPA spreadsheet and analyzed employing the Support Reference for the Selection of Probability of Occurrence of an Event which pointed out the different degrees of risks detected and classified according to the Tolerability of Risks General Matrix Only substantial or intolerable risks were selected for discussion as these are the ones that offer severe risk impeding the continuation or imposing permanent interruption of activities around the equipment or the place evaluated until the risk is reduced or totally eliminated Results obtained by the use of the RPA technique permitted to point where and which were the causes of risk occurrence as well as to present suggestions for their reduction or elimination It was concluded that the RPA technique aided by the Checklist consists of an instrument that contributes to raise administratorsrsquo and entrepreneursrsquo awareness that the control of risks and process management which involve materials and equipment that offer risks is not a complex process that requires great technical apparatus to be carried out in a company Key-words Risk management Risk Preliminary Analysis Checklist
LISTA DE QUADROS
Quadro 1 - Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco 28
Quadro 2 - Lista de Verificaccedilatildeo (Checklist) - MATERIAIS 44
Quadro 3 - Lista de Verificaccedilatildeo (Checklist) - REACcedilOtildeES 44
Quadro 4 - Lista de Verificaccedilatildeo (Checklist) - EQUIPAMENTOS 46
Quadro 5 - Lista de Verificaccedilatildeo (Checklist) - CONTROLE DE
INSTRUMENTACcedilAtildeO 46
Quadro 6 - Lista de Verificaccedilatildeo (Checklist) - OPERACcedilOtildeES 47
Quadro 7 - Lista de Verificaccedilatildeo (Checklist) - LOCALIZACcedilAtildeO E PLANTA DE
LOCACcedilAtildeO 48
Quadro 8 - Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco ndash APR 49
Digite o
SUMAacuteRIO
1 INTRODUCcedilAtildeO 7
11 OBJETIVOS 9
111 Objetivo Geral 9
112 Objetivo Especiacutefico 9
12 ESTRUTURA DO TRABALHO 9
2 SEGURANCcedilA NO TRABALHO - PREVENCcedilAtildeO PELO MEacuteTODO DA
GEREcircNCIA E ANAacuteLISE DE RISCOS 11
21 SEGURANCcedilA NO TRABALHO 11
22 PERIGO E RISCO 14
23 GEREcircNCIA DE RISCOS 16
24 ANAacuteLISE DE RISCOS 22
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO 24
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR 25
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST) 29
3 METODOLOGIA DA PESQUISA 32
31 CLASSIFICACcedilAtildeO DA PESQUISA 32
32 MEacuteTODOS UTILIZADOS NA PESQUISA 34
33 ESTUDO DE CASO 34
34 INSTRUMENTO DE COLETA DE DADOS 35
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS 35
4 ESTUDO DE CASO NA EMPRESA X 37
41 CARACTERIZACcedilAtildeO DA EMPRESA 37
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE
SOLVENTE NA EMRPESA X 40
43 COLETA DE DADOS 42
431 Coleta Preliminar - Preenchimento do Checklist 42
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco ndash APR48
44 RESULTADOS 53
441 Riscos Substanciais 54
442 Riscos Intoleraacuteveis 55
5 CONCLUSAtildeO 56
REFEREcircNCIAS 58
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS 61
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE
DE OCORREcircNCIA DE UM EVENTO 63
Digite o
7
1 INTRODUCcedilAtildeO
A seguranccedila industrial consagra-se no meio ambiente laboral como uma
situaccedilatildeo de baixa ocorrecircncia de eventos que causam danos e perdas tanto para o
meio ambiente quanto para os trabalhadores Dando ecircnfase para a abordagem da
seguranccedila industrial como uma praacutetica essencial nas organizaccedilotildees natildeo importando
o seu porte torna-se imperativo uma gestatildeo de seguranccedila apta a desenvolver
metodologias e teacutecnicas em acordo com as especificidades da organizaccedilatildeo
Tem-se observado nas induacutestrias que satildeo poucos os empresaacuterios que
investem e preocupam-se com a seguranccedila industrial Muitos natildeo compreendem o
custo dos acidentes ou outros acontecimentos que ocasionam perdas e alguns
aceitam esses fatores como ldquoparte do negoacuteciordquo ou que os custos devem ser
assumidos pelas companhias de seguro (SOUZA 2006)
Com este pensamento errocircneo a maioria dos proprietaacuterios somente enxerga
os custos dos salaacuterios dos profissionais de seguranccedila dos tratamentos meacutedicos e
da compensaccedilatildeo dos trabalhadores afastados Poreacutem aliado aos incidentes ou
acidentes tambeacutem estatildeo agraves perdas de eficiecircncia bem como problemas de
qualidade custo e imagem da empresa que vem a denegrir a organizaccedilatildeo (SOUZA
2006)
Pesquisas realizadas pelo Ministeacuterio do Trabalho e Emprego - MTE e pelo
Ministeacuterio da Previdecircncia Social - MPS relatam que acidentes de trabalho por falta
de seguranccedila faz parte da gestatildeo empresarial essencialmente com o ingresso de
empresas estrangeiras no parque industrial brasileiro A cultura empresarial
estrangeira mostra a necessidade de manter a seguranccedila pois esta eacute uma forma de
obter maiores lucros natildeo soacute por natildeo haver custos pelos acidentes como pela maior
eficiecircncia desenvolvida em termos de produccedilatildeo quando o ambiente laboral eacute
adequadamente revestido de seguranccedila
Assim observa-se que estaacute havendo no parque industrial brasileiro uma
tendecircncia generalizada das organizaccedilotildees investirem na gestatildeo de seguranccedila fato
que os dados das pesquisas do MTE e MPS comprovam Segundo estas pesquisas
no periacuteodo de 1970 a 2008 houve um decliacutenio consideraacutevel de ocorrecircncias nefastas
por falta de seguranccedila no trabalho Em todo o Brasil na deacutecada de 1970 foi
8
registrado uma meacutedia de 1575565 acidentes e 3604 oacutebitos na deacutecada de 1980
houve uma meacutedia de 1118071 acidentes e 4672 oacutebitos na deacutecada de 1990 houve
uma meacutedia de 470210 acidentes e 3925 oacutebitos e no periacuteodo de 2000 a 2008 a
meacutedia de acidentes foi de 486785 acidentes e 1833 oacutebitos (BRASIL 2009)
Nas quatro uacuteltimas deacutecadas observa-se que a meacutedia de acidentes e oacutebitos
foi declinando fato atribuiacutedo agrave postura das organizaccedilotildees em buscarem atraveacutes da
gestatildeo de seguranccedila evitar os riscos inerentes agrave atividade que exercem
Estes fatos justificam trabalhos empenhados em mostrar a importacircncia da
implantaccedilatildeo de gestatildeo de seguranccedila nas induacutestrias destacando metodologias e
teacutecnicas aptas a solucionar os riscos inerentes nas atividades industriais
Situando estes riscos na induacutestria do setor quiacutemico pode-se dizer que eacute um
dos setores que exigem maior atenccedilatildeo Dados revelados pela DuPont (2009)
revelam que entre a deacutecada de 1960 e a deacutecada de 1990 em todo o mundo o setor
quiacutemico foi responsaacutevel por gastos de 752 bilhotildees de doacutelares por conta de
acidentes
Estes dados revelam ser imperativo que dirigentes operadores de
manutenccedilatildeo trabalhadores operacionais do setor quiacutemico estejam conscientes da
importacircncia da prevenccedilatildeo de acidentes com eliminaccedilatildeo de riscos de forma a obter
excelecircncia da atividade da organizaccedilatildeo
Assim este trabalho dedica-se a apresentar um sistema de gerenciamento
de seguranccedila de processo realizado no setor de filtragem de uma empresa do ramo
quiacutemico da cidade de Ponta Grossa - Paranaacute utilizando o Checklist e a Anaacutelise de
Riscos de Processo ndash APR visando conscientizar os administradores e empresaacuterios
para a necessidade do controle de riscos e de gerenciamento de processo que
envolve materiais e equipamentos que oferecem riscos
Para tanto levantou-se como problemaacutetica eacute possiacutevel prevenir com eficaacutecia
os riscos do setor de filtragem de uma induacutestria quiacutemica usando a lista de verificaccedilatildeo
e a anaacutelise preliminar de riscos
9
11 OBJETIVOS
111 Objetivo Geral
O trabalho teve como objetivo levantar os principais riscos do setor de
filtragem em uma induacutestria quiacutemica utilizando as teacutecnicas de anaacutelise de risco
Checklist e APR
112 Objetivo Especiacutefico
Os objetivos especiacuteficos constaram de expor as normas legalmente
instituiacutedas para a seguranccedila do trabalho delinear teacutecnicas de anaacutelise de riscos para
detectar prevenir ou eliminar riscos no ambiente de trabalho descrever aplicaccedilatildeo da
teacutecnica APR auxiliada pelo Checklist em uma empresa do ramo quiacutemico
12 ESTRUTURA DO TRABALHO
A estrutura do trabalho constou de cinco segmentos sendo que o primeiro
corresponde a presente introduccedilatildeo o segundo descreve inicialmente as normas e
regulamentos da seguranccedila de trabalho que regulamentam sistemas de prevenccedilatildeo
de riscos no ambiente laboral em seguida satildeo descritas as teacutecnicas e metodologias
dispostas na literatura que orientam para a implantaccedilatildeo de uma gestatildeo de riscos nas
empresas cujas atividades apresentam perigo suficiente para a ocorrecircncia de riscos
No terceiro segmento satildeo apresentados os procedimentos metodoloacutegicos adotados
para a realizaccedilatildeo da pesquisa No quarto segmento eacute descrito o estudo que foi
realizado na Empresa X detalhando o processo de aplicaccedilatildeo da teacutecnica APR que
teve como anaacutelise preliminar o Checklist Ainda neste mesmo segmento foram
apresentados e discutidos os dados coletados demonstrados pelo uso de planilhas
10
da APR bem como foram sugeridas accedilotildees visando amenizar e erradicar os riscos
pontuados na pesquisa O quinto e uacuteltimo segmento expotildee as conclusotildees obtidas
pela pesquisa
11
2 SEGURANCcedilA NO TRABALHO - PREVENCcedilAtildeO PELO MEacuteTODO DA GEREcircNCIA E ANAacuteLISE DE RISCOS
21 SEGURANCcedilA NO TRABALHO
De acordo com as diretrizes do Ministeacuterio do Trabalho e Emprego (BRASIL
2009) seguranccedila do trabalho deve ser entendida como o conjunto de medidas
adotadas para erradicar ou minimizar os acidentes de trabalho do trabalhador Estas
medidas tecircm por finalidade assegurar a integridade do meio ambiente e da sauacutede do
trabalhador aleacutem de garantir o aumento da produtividade e a qualidade dos
produtos melhorando as relaccedilotildees humanas no trabalho
Cardella (2010 p 37) considera seguranccedila como ldquoum conjunto de accedilotildees
exercidas com o intuito de reduzir danos e perdas provocados por agentes
agressivosrdquo Para este autor a seguranccedila do trabalho deve ser considerada como
uma das principais funccedilotildees administrativas de uma empresa
Em termos de aplicaccedilatildeo metodoloacutegica a seguranccedila do trabalho congrega
estudos e pesquisas tendo como campo de atuaccedilatildeo todo tipo de empresa desde os
mais simples ateacute os maiores complexos conglomerados industriais Geralmente a
seguranccedila do trabalho estaacute prevista na organizaccedilatildeo poliacutetica do paiacutes sendo definida
por normas e leis
O Brasil apresenta legislaccedilatildeo especiacutefica de seguranccedila do trabalho por meio
das Normas Regulamentadoras e de outras leis complementares como portarias e
decretos e tambeacutem as ratificaccedilotildees das Convenccedilotildees Internacionais da Organizaccedilatildeo
Internacional do Trabalho
A Constituiccedilatildeo Federal de 1988 dedica no Capiacutetulo II - Dos Direitos Sociais o
artigo 6ordm e 7ordm incisos XXII XXIII XXVIII e XXXIII1 que dispotildee especificamente
sobre seguranccedila e sauacutede dos trabalhadores
1 Inciso XXII - reduccedilatildeo dos riscos inerentes ao trabalho por meio de normas de sauacutede higiene e
seguranccedila Inciso XXIII - adicional de remuneraccedilatildeo para as atividades penosas insalubres ou perigosas na forma da lei Inciso XXVIII - seguro contra acidentes de trabalho a cargo do empregador sem excluir a indenizaccedilatildeo a que esta estaacute obrigado quando incorrer em dolo ou culpa Inciso XXXIII - proibiccedilatildeo do trabalho noturno perigoso ou insalubre aos menores de dezoito e de qualquer trabalho a menores de quatorze anos salvo na condiccedilatildeo de aprendiz (SIQUEIRA 2000)
12
Conforme registra Siqueira (2000) a Consolidaccedilatildeo das Leis do Trabalho -
CLT dedica o seu Capiacutetulo V agrave Seguranccedila e Medicina do Trabalho de acordo com a
redaccedilatildeo dada pela Lei 6514 de 22 de dezembro de 1977 Os artigos 154 a 223 da
CLT trazem inuacutemeras normas para regulamentar os acidentes de trabalho sendo
enfatizada a prevenccedilatildeo como obrigaccedilatildeo do empregador O Ministeacuterio do Trabalho
instituiu a Portaria n 3214 de 08 de junho de 1978 para aprovar as Normas
Regulamentadoras - NR previstas no Capiacutetulo V da CLT Esta mesma Portaria
estabelece que as alteraccedilotildees posteriores das NRs seriam determinadas pela
Secretaria de Seguranccedila e Sauacutede do Trabalho oacutergatildeo do Ministeacuterio do Trabalho e
Emprego
Aleacutem destas normas exclusivas do Brasil ainda existem as Convenccedilotildees da
Organizaccedilatildeo Internacional do Trabalho ndash OIT que satildeo ratificadas por Decretos Haacute
tambeacutem a legislaccedilatildeo acidentaacuteria regulada pelo Ministeacuterio da Previdecircncia Social que
estabelecem os criteacuterios das aposentadorias especiais do seguro de acidente do
trabalho
Mediante toda esta legislaccedilatildeo as empresas tecircm como obrigaccedilatildeo cercarem-
se de aparatos que eliminem os riscos de acidentes tanto para as pessoas quanto
para o meio ambiente No entanto existem atividades que a eliminaccedilatildeo total de
riscos eacute impossiacutevel por isto os riscos devem ser monitorados constantemente de
forma a natildeo ocorrer acidentes
Cardella (2010 p 33) coloca entre estes aparatos a realizaccedilatildeo do
diagnoacutestico de seguranccedila considerando-o como ldquoo resultado do estudo que tem por
objetivo conhecer o estado de seguranccedila da organizaccedilatildeordquo Com este diagnoacutestico eacute
possiacutevel avaliar a situaccedilatildeo de seguranccedila comparando-se com um padratildeo preacute
estabelecido com as normas obtendo-se um desvio que serviraacute de insumo para
elaboraccedilatildeo do plano de accedilatildeo para intervenccedilatildeo
Este diagnoacutestico deve abranger a organizaccedilatildeo o meio ambiente e as
relaccedilotildees entre ambos segundo explica Cardella (2010)
Na organizaccedilatildeo [abordam-se] sistemas operacionais e organizacionais relaccedilotildees entre esses sistemas e manifestaccedilotildees do risco em ocorrecircncias anormais acidentes danos e perdas O sistema operacional eacute avaliado nas dimensotildees anatocircmica (estrutura e forma) e fisioloacutegica (funccedilotildees) Satildeo focalizados homens equipamentos e instalaccedilotildees processos insumos e produtos
13
O diagnoacutestico exige uma inspeccedilatildeo planejada do ambiente de trabalho para
que sejam identificados agentes agressivos classificando-os segundo o niacutevel de
periculosidade e sistemas de controle classificando-os segundo o niacutevel de
qualidade
Os agentes agressivos podem ser mecacircnicos gravitacionais elaacutesticos e cineacuteticos eleacutetricos teacutermicos bioloacutegicos ergonocircmicos sonoros (ruiacutedos) e radiantes O sistema de controle de risco eacute constituiacutedo por contenccedilatildeo recomposiccedilatildeo isolamento alarme proteccedilatildeo evacuaccedilatildeo resgate salvamento combate e recuperaccedilatildeo (CARDELLA 2010 P 33)
Pelo diagnoacutestico obteacutem-se a dimensatildeo funcional do sistema operacional pela
avaliaccedilatildeo da anaacutelise de risco do processo sendo que esta anaacutelise eacute recorrente do
trabalho realizado em cada empresa
De acordo com Almeida Filho (1992) previnem-se acidentes por meio da
associaccedilatildeo do trabalho com o gerenciamento dos riscos Esta associaccedilatildeo requer
pesquisas meacutetodos e teacutecnicas especiacuteficas monitoramento e controle de forma que
os conceitos baacutesicos de seguranccedila estejam incorporados em todas as etapas do
processo produtivo do projeto agrave operaccedilatildeo Assim seraacute garantindo a seguranccedila dos
processos
Monteiro e Bertagni (1999) comentam que no passado seguranccedila do
trabalho significava apenas usar capacetes botas cintos de seguranccedila e uma seacuterie
de outros equipamentos de proteccedilatildeo individual contra acidentes no entanto hoje
quando a evoluccedilatildeo da tecnologia criou novos ambientes de trabalho novos riscos
tecircm aparecido e por isto eacute necessaacuterio que constantes pesquisas sejam realizadas e
o monitoramento seja uma prerrogativa essencial Sob esta condiccedilatildeo seguranccedila do
trabalho hoje exige uma abordagem multidisciplinar e a forma eficaz de prevenir
acidentes eacute conhecer e saber controlar os riscos
Na mesma linha de pensamento Cardela (2010 p 17) comenta que
A prevenccedilatildeo de acidentes requer o estudo de fenocircmenos que causam danos e perdas agraves pessoas ao patrimocircnio e ao meio ambiente [] O [seu] estudo requer uma ciecircncia multidisciplinar abrangendo a Engenharia de Seguranccedila do Trabalho a Engenharia de Seguranccedila Ambiental a Seguranccedila Puacuteblica a Seguranccedila do Lar e do Lazer e a Medicina
14
Ocupacional Analogamente ao que eacute feito na Fiacutesica definiriacuteamos conceitos baacutesicos como dano perda perigo risco agente agressivo energia agressiva contenccedilatildeo proteccedilatildeo e emergecircncia Com eles poderiacuteamos estudar fenocircmenos acidentais e resolver problemas no campo da prevenccedilatildeo de acidentes e do controle de emergecircncias
Este estudo multidisciplinar conforme orientam os autores necessita de
profissionais capacitados Fernandes (1991) alerta que para realmente prevenir o
acidente por riscos da atividade de trabalho eacute preciso conhecer e controlar estes
riscos adotando uma poliacutetica de seguranccedila tendo como condutores desta poliacutetica
profissionais especializados aptos a antecipar reconhecer avaliar e controlar os
riscos do ambiente de trabalho O bem estar fiacutesico e psicoloacutegico dos trabalhadores
reflete no seu desempenho profissional e eacute resultado de uma poliacutetica global de
investimento em seguranccedila sauacutede e meio ambiente
Para a realizaccedilatildeo desta poliacutetica eacute necessaacuterio sobretudo conhecer os riscos
e os perigos que uma empresa oferece sendo por isto interessante realizar estudo
sobre estes temas como seraacute feito adiante
22 PERIGO E RISCO
Os termos perigo e risco geralmente satildeo associados sempre que uma
atividade oferece certa inseguranccedila No entanto os dois termos tecircm significados
diferentes Perigo de acordo com Sanders e Mc Cormick (1993 p 675) eacute rdquouma
condiccedilatildeo ou um conjunto de circunstacircncias que tecircm o potencial de causar ou
contribuir para uma lesatildeo ou morterdquo Em uma visatildeo mais generalizada Kolluru
(1996 p 113) entende o perigo como ldquoum agente quiacutemico bioloacutegico ou fiacutesico
(incluindo-se a radiaccedilatildeo eletromagneacutetica) ou um conjunto de condiccedilotildees que
apresentam uma fonte de risco mas natildeo o risco em sirdquo Na mesma linha de
pensamento Grimaldi e Simonds (1989 p 236) explicam que o perigo eacute uma
situaccedilatildeo que conteacutem ldquouma fonte de energia ou de fatores fisioloacutegicos e de
comportamentoconduta que quando natildeo controlados conduzem a
eventosocorrecircncias prejudiciaisnocivasrdquo
15
Estes eventos nocivos satildeo os riscos que oferecem probabilidade de lesatildeo ou
morte segundo comentaacuterios de Sanders e Mccormick (1993)
Assim entende-se o risco como ldquouma funccedilatildeo da natureza do perigo
acessibilidade ou acesso de contato (potencial de exposiccedilatildeo) caracteriacutesticas da
populaccedilatildeo exposta (receptores) a probabilidade de ocorrecircncia e a magnitude da
exposiccedilatildeo e das consequumlecircncias (KOLLURU 1996 p 110)
Grimaldi e Simonds (1989 p 236) estabelecem a diferenccedila entre perigo e
risco afirmando que ldquorisco eacute um resultado medido do efeito potencial do perigordquo
A principal diferenciaccedilatildeo entre perigo e risco eacute que o perigo eacute avaliado em
funccedilatildeo da sua severidade e tem potencial de causar dano e o risco eacute avaliado em
termos de sua severidade e probabilidade de ocorrecircncia
Cicco e Fantazzini (2003 p 8) definem perigo e risco como sendo
Perigo (Hazard) uma ou mais condiccedilotildees de uma variaacutevel com o potencial necessaacuterio para causar danos Esses danos podem ser entendidos como lesotildees a pessoas danos a equipamentos ou estruturas perda de material em processo ou reduccedilatildeo da capacidade de desempenho de uma funccedilatildeo preacute-determinada Havendo um perigo persistem as possibilidades de efeitos adversos Risco (Risk) expressa uma probabilidade de possiacuteveis danos dentro de um periacuteodo especiacutefico de tempo ou nuacutemero de ciclos operacionais Pode ser indicado pela probabilidade de um acidente multiplicada pelo dano vidas ou unidades operacionais (grifos no original)
Assim onde ocorre perigo eacute preciso um monitoramento para evitar o risco
De uma forma geral Pardo (2009) descreve o risco (R) como o produto da
probabilidade de ocorrecircncia de um perigo ou evento (P) pelo valor do dano
associado (D) ou severidade das suas consequumlenciais estabelecendo a foacutermula
R = P x D (21)
Para que o resultado desta foacutermula natildeo tenha um alcance incontrolaacutevel eacute
preciso haver o controle de risco o qual na opiniatildeo de Cardella (2010) tem por
objetivo manter os riscos abaixo de valores tolerados Este controle eacute realizado nas
empresas por um sistema de gerencia de riscos que seraacute descrita a seguir
16
23 GEREcircNCIA DE RISCOS
O empresaacuterio que tem consciecircncia do risco que as atividades de sua
empresa podem causar tanto aos trabalhadores quanto ao meio ambiente
estabelece entre as atribuiccedilotildees administrativas a gerecircncia de riscos
Cicco e Fantazzini (2003 p 16) entendem a gerecircncia de riscos como uma
ciecircncia uma arte direcionada para ldquoa proteccedilatildeo dos recursos humanos materiais e
financeiros de uma empresardquo Esta proteccedilatildeo pode ser realizada tanto pela
eliminaccedilatildeo ou reduccedilatildeo dos riscos quanto pelo financiamento dos riscos
remanescentes2 ou seja a gerecircncia de riscos tem por finalidade manter os riscos
abaixo dos valores tolerados pelas normas e regulamentos
Gerecircncia de riscos segundo Cardella (2010 p 69) utiliza ldquoum conjunto de
instrumentos para a organizaccedilatildeo [] planejar operar e controlar suas atividades no
exerciacutecio da Funccedilatildeo Controle de Riscosrdquo O autor explica estes instrumentos como
sendo os princiacutepios a poliacutetica as diretrizes os objetivos as estrateacutegias a
metodologia os programas os sistemas organizacionais e operacionais da
empresa
Seguindo a explicaccedilatildeo que Cardella (2010 p 70-75) assim resumem-se
estes instrumentos
- PRINCIacutePIOS DA GESTAtildeO DE RISCO
I - Nas organizaccedilotildees e sociedades o acidente eacute um fenocircmeno de natureza
multifacetada que resulta de interaccedilotildees complexas entre fatores fiacutesicos
bioloacutegicos psicoloacutegicos sociais e culturais
II - Todos os acidentes podem ser evitados
III - Os acidentes ocorrem porque a mente se envolve com o trabalho e
esquece do corpo
IV - Um indiviacuteduo natildeo consegue sozinho controlar os riscos de sua
atividade por isto releva-se o segundo princiacutepio que soacute tem validade dentro
de determinados limites que abrangem grande totalidade dos casos Estatildeo
fora desses limites as situaccedilotildees nas quais o homem natildeo dispotildee de
conhecimento ou tecnologia suficientes para evitar o acidente
2 Financiamento dos riscos remanescentes significa reter os riscos na empresa ou transferi-los total
ou parcialmente para as seguradoras
17
- OBJETIVOS DA GESTAtildeO DE RISCOS
Manter os riscos associados agrave organizaccedilatildeo abaixo de valores tolerados
- POLIacuteTICA DE GESTAtildeO DE RISCOS
Estabelecer as regras comportamentais da organizaccedilatildeo Cada organizaccedilatildeo
famiacutelia pessoa ou sociedade deve estabelecer sua proacutepria poliacutetica que eacute
sempre um reflexo de seus valores propondo-se como regras baacutesicas
a preservaccedilatildeo de pessoas tem prioridade sobre a preservaccedilatildeo de bens
b quem responde por uma atividade deve responder tambeacutem pelos riscos
decorrentes dessa atividade
- DIRETRIZES PARA GESTAtildeO DE RISCOS
a deve ser exercida em todas as fases do ciclo de vida das instalaccedilotildees e
dos produtos
b deve ser parte integrante de todas as atividades da organizaccedilatildeo
- ESTRATEacuteGIA DA GESTAtildeO DE RISCOS
Deve ser considerada a natureza do fenocircmeno acidente como um evento
indesejaacutevel incerto e remoto Deve-se priorizar accedilotildees que integram a
funccedilatildeo seguranccedila portanto a estrateacutegia do sistema de gestatildeo deve ser
estabelecida de modo a reduzir o desequiliacutebrio das forccedilas impulsoras do
comportamento
- METODOLOGIA DO SISTEMA DE GESTAtildeO DE RISCOS
O processo de gestatildeo de riscos eacute composto pelas funccedilotildees identificar
perigos avaliar riscos comparar com risco tolerado e tratar riscos sendo
que identificaccedilatildeo de perigos e avaliaccedilatildeo de riscos constituem a anaacutelise de
riscos Identificaccedilatildeo avaliaccedilatildeo e comparaccedilatildeo constituem o monitoramento
Monitoramento e intervenccedilatildeo constituem o controle O tratamento dos riscos
inclui a intervenccedilatildeo para reduccedilatildeo eou transferecircncia (seguro) O processo
de gestatildeo eacute aplicado agraves aacutereas de accedilatildeo e agraves fases do ciclo de vida dos
elementos da organizaccedilatildeo (pessoas instalaccedilotildees e produtos) Cartela
(2010) resume a metodologia do sistema de gestatildeo de riscos expondo as
funccedilotildees essenciais de indentificar os perigos avaliar os riscos comparar
com o risco tolerado e tratar os riscos
- PROGRAMAS DA GESTAtildeO DE RISCOS
Pelo fato de nem toda intervenccedilatildeo para controle de riscos ter efeitos
imediatos as alteraccedilotildees almejadas requerem planos de accedilatildeo de longo
prazo denominados programas Assim deve ser criado um programa para
cada aacuterea de accedilatildeo programa de seguranccedila nas atividades da organizaccedilatildeo
programa de seguranccedila nas atividades fora do trabalho programa de
seguranccedila nos transportes programa de seguranccedila nas atividades
contratadas e programa de seguranccedila no uso dos produtos da organizaccedilatildeo
18
Em funccedilatildeo da natureza multifacetada da seguranccedila os programas devem
ser desenvolvidos por equipes multidisciplinares Essa eacute uma forma de
executar na praacutetica a gestatildeo holiacutestica da organizaccedilatildeo Aleacutem dos programas
por aacuterea de accedilatildeo podem ser criados programas baacutesicos para dar suporte
ao controle de riscos nas diversas aacutereas Eacute recomendaacutevel manter os
programas de forma permanente considerando-se poreacutem que haacute os de
existecircncia restrita agraves fases de implantaccedilatildeo e consolidaccedilatildeo de algum meacutetodo
de controle de risco Exemplos programas de desenvolvimento do sistema
de autorizaccedilatildeo para trabalho de implantaccedilatildeo do registro e anaacutelise de
ocorrecircncias anormais e de implantaccedilatildeo de anaacutelise de risco
- SISTEMAS ORGANIZACIONAIS E SISTEMAS OPERACIONAIS
A maioria das organizaccedilotildees tem uma estrutura funcional Cada unidade eacute
um sistema organizacional A configuraccedilatildeo da estrutura funcional varia de
organizaccedilatildeo para organizaccedilatildeo Cabe ressaltar a importacircncia do equiliacutebrio
entre a poliacutetica - a responsabilidade pela gestatildeo de riscos eacute dos
responsaacuteveis pela atividade - e o princiacutepio - um indiviacuteduo natildeo consegue
sozinho controlar os riscos de sua atividade Provavelmente o equiliacutebrio se
encontra numa estrutura que conte com uma equipe de especialistas em
seguranccedila que assessore os demais oacutergatildeos Essa equipe deve atuar de
maneira que os demais componentes natildeo venham a consideraacute-la como a
uacutenica responsaacutevel pela funccedilatildeo seguranccedila Na gestatildeo holiacutestica esse
problema eacute resolvido pela criaccedilatildeo de sistemas organizacionais
denominados comitecircs Os comitecircs funcionais satildeo constituiacutedos pelo dirigente
de uma unidade organizacional e seus imediatos comeccedilando pelo nuacutemero
um da organizaccedilatildeo com seu corpo gerencial e terminando com os
supervisores de primeira linha e sua equipe de executantes Nesses
comitecircs satildeo tratados temas de seguranccedila relativos agraves aacutereas de
responsabilidade de seus componentes Os comitecircs interfuncionais satildeo
constituiacutedos por pessoas de especialidades diferentes e envolvidas nos
programas das diversas aacutereas de accedilatildeo da funccedilatildeo seguranccedila Nesses
comitecircs os componentes adquirem a visatildeo global e executam as accedilotildees
locais em suas aacutereas especializadas Aleacutem dos comitecircs haacute outros sistemas
organizacionais que denominaremos Comissatildeo e Grupo de Trabalho A
Comissatildeo eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por missatildeo analisar
ocorrecircncias emitindo conclusotildees e recomendaccedilotildees O Grupo de Trabalho
tambeacutem eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por objetivo executar
um trabalho teacutecnico Dentre os sistemas operacionais pode-se citar
sistema de integraccedilatildeo de empregados de empresas contratadas sistema de
controle de EPIs sistema de estatiacutestica de acidentes sistema de emissatildeo
de permissotildees para trabalho
19
O uso destes instrumentos requer teacutecnicas especiacuteficas que segundo Hillson
(2010) requerem que alguns passos sejam realizados antes de decidir como estes
instrumentos seratildeo utilizados
Iniciando por definir objetivos que direcionam o risco a ser debelado para
saber quais teacutecnicas podem ser usadas Hillson (2010) elenca algumas destas
teacutecnicas como brainstorms workshops checklists prompt lists entrevistas
questionaacuterios etc sendo que existe uma variedade de teacutecnicas que podem ser
utilizadas para certificar que qualquer tipo de risco possa ser identificado e distinguir
quais satildeo as causas que contribuem para estes riscos
Neste primeiro passo deve-se registrar detalhando como o risco eacute produzido
pois pode haver causas com maior proeminecircncia de fazecirc-lo acontecer
Hillson (2010) comenta que a avaliaccedilatildeo das causas deve ser qualitativa
descrevendo-se as caracteriacutesticas em detalhes de tal forma que sejam suficientes
para permitir a definiccedilatildeo de como elas seratildeo combatidas Tambeacutem podem ser
quantitativas usando-se modelos matemaacuteticos para simular o efeito do risco de
acordo com o niacutevel de interferecircncia Os meacutetodos incluem fazer planilhas de riscos
numa grade de duas dimensotildees mostrando a probabilidade e impacto permitindo
que o risco seja priorizado e usado para a estrutura de decomposiccedilatildeo de risco para
agrupar os riscos por tipoorigem
A avaliaccedilatildeo destas planilhas deve produzir estrateacutegias para impedir
transferir ou reduzir os riscos Estas estrateacutegias requerem a implementaccedilatildeo de um
plano de accedilotildees para monitorar a efetividade do que estaacute sendo realizado bem como
a necessidade de ajustes das decisotildees quando necessaacuterio Hillson (2010) alerta que
qualquer processo de risco deve incluir revisatildeo e atualizaccedilatildeo pois pode ocorrer
mudanccedilas no sistema produtivo e as causas podem mudar seu grau de influecircncia
podendo inclusive surgir novas que natildeo estavam sendo avaliadas bem como as
antigas podem aumentar ou diminuir os efeitos que causam o risco
Sob toda esta concepccedilatildeo de gerenciamento de riscos entende-se que ele eacute
uma atividade especiacutefica realizada por especialistas que devem usar ferramentas e
teacutecnicas adequadas Com a intenccedilatildeo de obter todos os benefiacutecios da implantaccedilatildeo do
processo de risco para uma organizaccedilatildeo eacute importante que o gerenciamento de
riscos esteja completamente integrado com as accedilotildees estrateacutegicas e operacionais da
20
organizaccedilatildeo Se natildeo existir esta integraccedilatildeo os resultados podem ser nefastos e os
perigos verificados podem incorrer em riscos de alto potencial
Hillson (2010 p 43) ensina que uma integraccedilatildeo verdadeira requer algumas
mudanccedilas organizacionais tais como
reconhecimento da existecircncia de incertezas como parte natural dos negoacutecios Junto a isso a necessidade de ter interfaces apropriadas com os processos de negoacutecio e ferramentas Em adiccedilatildeo existe a necessidade de desenvolver um pensamento estrateacutegico baseado em risco dentro da cultura organizacional [] deve ser visto como parte integral do fazer negoacutecio e deve se tornar ldquoconstrutivo e natildeo-repreensivo
Havendo esta integraccedilatildeo segundo Cardella (2010 p 44) o gerenciamento
de riscos eacute proativo em uma organizaccedilatildeo por implantar na administraccedilatildeo
empresarial
- um conjunto de ferramentas e teacutecnicas de gerenciamento de riscos que
estaria plenamente integrado com o projeto e os processos de negoacutecios e
com o reconhecimento de que incertezas fazem parte de todos os niacuteveis
da organizaccedilatildeo (via integraccedilatildeo de gerenciamento de riscos)
- melhorias nas anaacutelises dos efeitos dos riscos no projeto e no desempenho
do negoacutecio endereccedilando seu impacto tambeacutem em assuntos mais amplos
do que tempo e custo (via aumento da profundidade das anaacutelises e
amplitude da aplicaccedilatildeo) e cobrindo ameaccedilas e oportunidades
- com a apropriada consideraccedilatildeo sendo tomada no fator humano no
processo de risco usando avaliaccedilotildees de atitudes de risco contabilizando
sistematicamente sua influecircncia e construindo equipes balanceadas por
riscos (via aspectos comportamentais)
O gerenciamento de riscos atendendo todos os condicionantes essenciais
para que realmente os riscos sejam reduzidos ou eliminados contribui
significativamente para o sucesso da organizaccedilatildeo
21
Considerando que a base do gerenciamento de riscos eacute estabelecer
paracircmetros na conduccedilatildeo das accedilotildees portanto a seguir satildeo detalhados os processos
de anaacutelise de risco e as principais teacutecnicas que podem ser utilizadas em uma
empresa do ramo quiacutemico
22
24 ANAacuteLISE DE RISCOS
Considerando as pesquisas que avaliam os riscos nas organizaccedilotildees a
anaacutelise de riscos situa-se como o ldquoestudo detalhado de um objeto com a finalidade
de identificar perigos e avaliar os riscos associadosrdquo (CARTELLA 2010 p 106)
Roessler (2001) relata que no Manual de Anaacutelise de Riscos Industriais da
Fundaccedilatildeo Estadual de Proteccedilatildeo Ambiental ndash FEPAM a anaacutelise de risco eacute uma
ferramenta administrativa que identifica e avalia qualitativamente e quantitativamente
os riscos inerentes agrave atividades de produccedilatildeo
Porto (2000) considera que esta ferramenta deve ser incorporada como
elemento essencial por todos os componentes de uma organizaccedilatildeo desde a alta
administraccedilatildeo ateacute o chatildeo da faacutebrica considerando que o principal foco da anaacutelise de
risco eacute a prevenccedilatildeo
O estudo da anaacutelise de risco tem por objetivo estabelecer a consciecircncia e o
controle dos riscos para o pessoal que estaacute desenvolvendo projetando operando e
mantendo os processos operacionais em uma organizaccedilatildeo As anaacutelises focam as
questotildees de seguranccedila de processos e ao mesmo tempo complementam as
atividades industriais de seguranccedila e sauacutede mais tradicionais
Os acidentes podem ocorrer na operaccedilatildeo de qualquer processo e a
preocupaccedilatildeo pela prevenccedilatildeo desses acidentes natildeo inclui apenas o compromisso da
gerecircncia ou da lideranccedila nas organizaccedilotildees mas requer tambeacutem um programa bem
definido para administrar todas as funccedilotildees e atividades que possam afetar a
seguranccedila em cada niacutevel da organizaccedilatildeo (DUPONT 2009)
Pelas orientaccedilotildees da DuPont (2009) a implementaccedilatildeo de programas de
anaacutelise de risco tem por objetivo conhecer os riscos relacionados agraves instalaccedilotildees e
aos processos industriais As anaacutelises satildeo realizadas por meio de ferramentas
estruturadas e por equipes multidisciplinares Os riscos satildeo identificados atraveacutes das
experiecircncias anteriores da equipe de resultados de auditorias inspeccedilotildees ou ateacute
mesmo anaacutelise de incidentes bem como de anaacutelises de riscos anteriormente
realizadas Os resultados por meio dessas anaacutelises alimentam planos de accedilatildeo de
emergecircncia bem como procedimentos operacionais reciclagem nos treinamentos
especificaccedilotildees das instalaccedilotildees e processos dentro de um enfoque de melhoria
contiacutenua
23
Souza (2006) destaca algumas irregularidades que podem afetar a empresa
e que satildeo abordados durante uma inspeccedilatildeo de riscos
Danos a propriedade (incecircndio explosatildeo etc)
Lesotildees pessoais (morte mutilaccedilotildees doenccedilas etc)
Parada de produccedilatildeo (quebra de maacutequina queima de motores
transformadores etc)
Perda de qualidade (falta de controle de processo instrumentos e
maquinaacuterios inadequados etc)
Poluiccedilatildeo ambiental (tratamento inadequado de efluentes gases e
resiacuteduos industriais soacutelidos etc)
Riscos agrave comunidade (vazamento de gases toacutexicos liacutequidos inflamaacuteveis
etc)
Esse mesmo autor tambeacutem destaca os principais benefiacutecios com a anaacutelise
de riscos
Reduz a frequumlecircncia e a gravidade de eventos indesejados (incecircndio
lesotildees interrupccedilatildeo da produccedilatildeo etc)
Adeacutequa o seguro aos reais riscos da empresa
Reduz eou elimina as indenizaccedilotildeesmultas provenientes de danos ao
meio ambiente
Aponta necessidades de treinamentos
Otimiza os investimentos
Manteacutem a continuidade do processo produtivo
Detecta as deficiecircncias e otimiza os gastos com manutenccedilatildeo
Preserva a imagem da empresa
Manteacutem os funcionaacuterios mais satisfeitos
Prioriza a tomada de decisotildees dos investimentos necessaacuterios em
prevenccedilatildeo e permite a anaacutelise da relaccedilatildeo custobeneficio
24
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO
As teacutecnicas de anaacutelise de risco vecircm sendo aplicadas nas induacutestrias de
processo basicamente por dois fatores para a decisatildeo acerca da aceitabilidade de
uma nova planta industrial e para a melhoria da confiabilidade dos sistemas teacutecnicos
e organizacionais existentes Segundo Souza (2006) os resultados obtidos dessas
teacutecnicas servem para
Localizar processos e operaccedilotildees perigosas
Decidir sobre investimentos em equipamentos de prevenccedilatildeo de acidentes
e limitaccedilatildeo de suas consequumlecircncias
Projetar processos de fabricaccedilatildeo e sistemas de controle
Criar rotinas operacionais e de manutenccedilatildeo
Escrever e registrar documentos de seguranccedila para a organizaccedilatildeo
Existem diversas teacutecnicas para a anaacutelise de risco diferenciando-as por seus
objetivos benefiacutecios custos e limitaccedilotildees Como cada teacutecnica aborda os riscos de
maneira diferente existem certas vantagens no uso de determinadas teacutecnicas para
um especiacutefico processo ou projeto Os meacutetodos de anaacutelise de risco podem ser
classificados em qualitativos ou quantitativos
Atraveacutes dos meacutetodos qualitativos pode-se verificar a graduaccedilatildeo dos riscos
em uma atividade ou processo Os riscos satildeo identificados pela probabilidade de
ocorrecircncia e sua severidade de suas consequumlecircncias No entanto esse meacutetodo
torna-se subjetivo pois natildeo existe uma definiccedilatildeo de categorias de probabilidade e
severidade oacutetima Assim esse meacutetodo de anaacutelise pode variar conforme a
sensibilidade dos avaliadores por essa anaacutelise (PARDO 2009 RAPOSO 2004)
No entanto os meacutetodos quantitativos podem ser utilizados em conjunto com
os qualitativos dando uma maior complementaridade a anaacutelise por serem meacutetodos
mais detalhados (RAPOSO 2004)
A avaliaccedilatildeo qualitativa tem como limite o fato de natildeo se poder prever tudo jaacute
os limites da avaliaccedilatildeo quantitativa estatildeo fundamentados na qualidade dos dados
com relaccedilatildeo a sua confiabilidade (BARRETTO 2008)
25
Pelos estudos de Barretto (2008) Ferreira (2008) Raposo (2004) os
principais meacutetodos para anaacutelise de riscos qualitativos e quantitativos satildeo
Inspeccedilatildeo de Seguranccedila (Safety Review)
Lista de Verificaccedilatildeo (Checklist Analysis)
Priorizaccedilatildeo Relativa (Relative Ranking)
Anaacutelise Preliminar de PerigosRiscos (Preliminary Hazard Analysis)
Anaacutelise What-If (What-If Analysis)
Anaacutelise What-If LV (What-If Checklist Analysis)
Anaacutelise de Perigos e Operabilidade (Hazard and Operability Analysis)
Anaacutelise de Modos e Efeitos de Falhas (Failure Modes and Effects
Analysis)
Anaacutelise por Aacutervore de Eventos (Event Tree Analysis)
Anaacutelise por Aacutervore de Falhas (Fault Tree Analysis)
Anaacutelise de Causa e Consequumlecircncia (Cause-Consequence Analysis)
Anaacutelise da Confiabilidade Humana (Human Reliability Analysis)
Anaacutelise Histoacuterica
Anaacutelise de Vulnerabilidade (Vulnerability Models)
Anaacutelise de Custo-Benefiacutecio
Anaacutelise das Causas-Raiz de falhas (Root Cause Failure Analysis)
Anaacutelise Quantitativa de Riscos
Teacutecnicas Especiais
Para o estudo realizado no presente trabalho foi escolhido o meacutetodo da
Anaacutelise Preliminar de Riscos ndash APR e a Lista de Verificaccedilatildeo - Checklist que seratildeo
detalhadas com maior ecircnfase nos proacuteximos itens
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR
Entre as metodologias mais utilizadas para anaacutelise de risco consta a Anaacutelise
Preliminar de Riscos mais conhecida como APR Segundo informes da DuPont
(2009) a APR eacute tambeacutem conhecida como Anaacutelise Preliminar de Perigo ndash APP
26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

LISTA DE QUADROS
Quadro 1 - Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco 28
Quadro 2 - Lista de Verificaccedilatildeo (Checklist) - MATERIAIS 44
Quadro 3 - Lista de Verificaccedilatildeo (Checklist) - REACcedilOtildeES 44
Quadro 4 - Lista de Verificaccedilatildeo (Checklist) - EQUIPAMENTOS 46
Quadro 5 - Lista de Verificaccedilatildeo (Checklist) - CONTROLE DE
INSTRUMENTACcedilAtildeO 46
Quadro 6 - Lista de Verificaccedilatildeo (Checklist) - OPERACcedilOtildeES 47
Quadro 7 - Lista de Verificaccedilatildeo (Checklist) - LOCALIZACcedilAtildeO E PLANTA DE
LOCACcedilAtildeO 48
Quadro 8 - Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco ndash APR 49
Digite o
SUMAacuteRIO
1 INTRODUCcedilAtildeO 7
11 OBJETIVOS 9
111 Objetivo Geral 9
112 Objetivo Especiacutefico 9
12 ESTRUTURA DO TRABALHO 9
2 SEGURANCcedilA NO TRABALHO - PREVENCcedilAtildeO PELO MEacuteTODO DA
GEREcircNCIA E ANAacuteLISE DE RISCOS 11
21 SEGURANCcedilA NO TRABALHO 11
22 PERIGO E RISCO 14
23 GEREcircNCIA DE RISCOS 16
24 ANAacuteLISE DE RISCOS 22
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO 24
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR 25
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST) 29
3 METODOLOGIA DA PESQUISA 32
31 CLASSIFICACcedilAtildeO DA PESQUISA 32
32 MEacuteTODOS UTILIZADOS NA PESQUISA 34
33 ESTUDO DE CASO 34
34 INSTRUMENTO DE COLETA DE DADOS 35
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS 35
4 ESTUDO DE CASO NA EMPRESA X 37
41 CARACTERIZACcedilAtildeO DA EMPRESA 37
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE
SOLVENTE NA EMRPESA X 40
43 COLETA DE DADOS 42
431 Coleta Preliminar - Preenchimento do Checklist 42
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco ndash APR48
44 RESULTADOS 53
441 Riscos Substanciais 54
442 Riscos Intoleraacuteveis 55
5 CONCLUSAtildeO 56
REFEREcircNCIAS 58
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS 61
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE
DE OCORREcircNCIA DE UM EVENTO 63
Digite o
7
1 INTRODUCcedilAtildeO
A seguranccedila industrial consagra-se no meio ambiente laboral como uma
situaccedilatildeo de baixa ocorrecircncia de eventos que causam danos e perdas tanto para o
meio ambiente quanto para os trabalhadores Dando ecircnfase para a abordagem da
seguranccedila industrial como uma praacutetica essencial nas organizaccedilotildees natildeo importando
o seu porte torna-se imperativo uma gestatildeo de seguranccedila apta a desenvolver
metodologias e teacutecnicas em acordo com as especificidades da organizaccedilatildeo
Tem-se observado nas induacutestrias que satildeo poucos os empresaacuterios que
investem e preocupam-se com a seguranccedila industrial Muitos natildeo compreendem o
custo dos acidentes ou outros acontecimentos que ocasionam perdas e alguns
aceitam esses fatores como ldquoparte do negoacuteciordquo ou que os custos devem ser
assumidos pelas companhias de seguro (SOUZA 2006)
Com este pensamento errocircneo a maioria dos proprietaacuterios somente enxerga
os custos dos salaacuterios dos profissionais de seguranccedila dos tratamentos meacutedicos e
da compensaccedilatildeo dos trabalhadores afastados Poreacutem aliado aos incidentes ou
acidentes tambeacutem estatildeo agraves perdas de eficiecircncia bem como problemas de
qualidade custo e imagem da empresa que vem a denegrir a organizaccedilatildeo (SOUZA
2006)
Pesquisas realizadas pelo Ministeacuterio do Trabalho e Emprego - MTE e pelo
Ministeacuterio da Previdecircncia Social - MPS relatam que acidentes de trabalho por falta
de seguranccedila faz parte da gestatildeo empresarial essencialmente com o ingresso de
empresas estrangeiras no parque industrial brasileiro A cultura empresarial
estrangeira mostra a necessidade de manter a seguranccedila pois esta eacute uma forma de
obter maiores lucros natildeo soacute por natildeo haver custos pelos acidentes como pela maior
eficiecircncia desenvolvida em termos de produccedilatildeo quando o ambiente laboral eacute
adequadamente revestido de seguranccedila
Assim observa-se que estaacute havendo no parque industrial brasileiro uma
tendecircncia generalizada das organizaccedilotildees investirem na gestatildeo de seguranccedila fato
que os dados das pesquisas do MTE e MPS comprovam Segundo estas pesquisas
no periacuteodo de 1970 a 2008 houve um decliacutenio consideraacutevel de ocorrecircncias nefastas
por falta de seguranccedila no trabalho Em todo o Brasil na deacutecada de 1970 foi
8
registrado uma meacutedia de 1575565 acidentes e 3604 oacutebitos na deacutecada de 1980
houve uma meacutedia de 1118071 acidentes e 4672 oacutebitos na deacutecada de 1990 houve
uma meacutedia de 470210 acidentes e 3925 oacutebitos e no periacuteodo de 2000 a 2008 a
meacutedia de acidentes foi de 486785 acidentes e 1833 oacutebitos (BRASIL 2009)
Nas quatro uacuteltimas deacutecadas observa-se que a meacutedia de acidentes e oacutebitos
foi declinando fato atribuiacutedo agrave postura das organizaccedilotildees em buscarem atraveacutes da
gestatildeo de seguranccedila evitar os riscos inerentes agrave atividade que exercem
Estes fatos justificam trabalhos empenhados em mostrar a importacircncia da
implantaccedilatildeo de gestatildeo de seguranccedila nas induacutestrias destacando metodologias e
teacutecnicas aptas a solucionar os riscos inerentes nas atividades industriais
Situando estes riscos na induacutestria do setor quiacutemico pode-se dizer que eacute um
dos setores que exigem maior atenccedilatildeo Dados revelados pela DuPont (2009)
revelam que entre a deacutecada de 1960 e a deacutecada de 1990 em todo o mundo o setor
quiacutemico foi responsaacutevel por gastos de 752 bilhotildees de doacutelares por conta de
acidentes
Estes dados revelam ser imperativo que dirigentes operadores de
manutenccedilatildeo trabalhadores operacionais do setor quiacutemico estejam conscientes da
importacircncia da prevenccedilatildeo de acidentes com eliminaccedilatildeo de riscos de forma a obter
excelecircncia da atividade da organizaccedilatildeo
Assim este trabalho dedica-se a apresentar um sistema de gerenciamento
de seguranccedila de processo realizado no setor de filtragem de uma empresa do ramo
quiacutemico da cidade de Ponta Grossa - Paranaacute utilizando o Checklist e a Anaacutelise de
Riscos de Processo ndash APR visando conscientizar os administradores e empresaacuterios
para a necessidade do controle de riscos e de gerenciamento de processo que
envolve materiais e equipamentos que oferecem riscos
Para tanto levantou-se como problemaacutetica eacute possiacutevel prevenir com eficaacutecia
os riscos do setor de filtragem de uma induacutestria quiacutemica usando a lista de verificaccedilatildeo
e a anaacutelise preliminar de riscos
9
11 OBJETIVOS
111 Objetivo Geral
O trabalho teve como objetivo levantar os principais riscos do setor de
filtragem em uma induacutestria quiacutemica utilizando as teacutecnicas de anaacutelise de risco
Checklist e APR
112 Objetivo Especiacutefico
Os objetivos especiacuteficos constaram de expor as normas legalmente
instituiacutedas para a seguranccedila do trabalho delinear teacutecnicas de anaacutelise de riscos para
detectar prevenir ou eliminar riscos no ambiente de trabalho descrever aplicaccedilatildeo da
teacutecnica APR auxiliada pelo Checklist em uma empresa do ramo quiacutemico
12 ESTRUTURA DO TRABALHO
A estrutura do trabalho constou de cinco segmentos sendo que o primeiro
corresponde a presente introduccedilatildeo o segundo descreve inicialmente as normas e
regulamentos da seguranccedila de trabalho que regulamentam sistemas de prevenccedilatildeo
de riscos no ambiente laboral em seguida satildeo descritas as teacutecnicas e metodologias
dispostas na literatura que orientam para a implantaccedilatildeo de uma gestatildeo de riscos nas
empresas cujas atividades apresentam perigo suficiente para a ocorrecircncia de riscos
No terceiro segmento satildeo apresentados os procedimentos metodoloacutegicos adotados
para a realizaccedilatildeo da pesquisa No quarto segmento eacute descrito o estudo que foi
realizado na Empresa X detalhando o processo de aplicaccedilatildeo da teacutecnica APR que
teve como anaacutelise preliminar o Checklist Ainda neste mesmo segmento foram
apresentados e discutidos os dados coletados demonstrados pelo uso de planilhas
10
da APR bem como foram sugeridas accedilotildees visando amenizar e erradicar os riscos
pontuados na pesquisa O quinto e uacuteltimo segmento expotildee as conclusotildees obtidas
pela pesquisa
11
2 SEGURANCcedilA NO TRABALHO - PREVENCcedilAtildeO PELO MEacuteTODO DA GEREcircNCIA E ANAacuteLISE DE RISCOS
21 SEGURANCcedilA NO TRABALHO
De acordo com as diretrizes do Ministeacuterio do Trabalho e Emprego (BRASIL
2009) seguranccedila do trabalho deve ser entendida como o conjunto de medidas
adotadas para erradicar ou minimizar os acidentes de trabalho do trabalhador Estas
medidas tecircm por finalidade assegurar a integridade do meio ambiente e da sauacutede do
trabalhador aleacutem de garantir o aumento da produtividade e a qualidade dos
produtos melhorando as relaccedilotildees humanas no trabalho
Cardella (2010 p 37) considera seguranccedila como ldquoum conjunto de accedilotildees
exercidas com o intuito de reduzir danos e perdas provocados por agentes
agressivosrdquo Para este autor a seguranccedila do trabalho deve ser considerada como
uma das principais funccedilotildees administrativas de uma empresa
Em termos de aplicaccedilatildeo metodoloacutegica a seguranccedila do trabalho congrega
estudos e pesquisas tendo como campo de atuaccedilatildeo todo tipo de empresa desde os
mais simples ateacute os maiores complexos conglomerados industriais Geralmente a
seguranccedila do trabalho estaacute prevista na organizaccedilatildeo poliacutetica do paiacutes sendo definida
por normas e leis
O Brasil apresenta legislaccedilatildeo especiacutefica de seguranccedila do trabalho por meio
das Normas Regulamentadoras e de outras leis complementares como portarias e
decretos e tambeacutem as ratificaccedilotildees das Convenccedilotildees Internacionais da Organizaccedilatildeo
Internacional do Trabalho
A Constituiccedilatildeo Federal de 1988 dedica no Capiacutetulo II - Dos Direitos Sociais o
artigo 6ordm e 7ordm incisos XXII XXIII XXVIII e XXXIII1 que dispotildee especificamente
sobre seguranccedila e sauacutede dos trabalhadores
1 Inciso XXII - reduccedilatildeo dos riscos inerentes ao trabalho por meio de normas de sauacutede higiene e
seguranccedila Inciso XXIII - adicional de remuneraccedilatildeo para as atividades penosas insalubres ou perigosas na forma da lei Inciso XXVIII - seguro contra acidentes de trabalho a cargo do empregador sem excluir a indenizaccedilatildeo a que esta estaacute obrigado quando incorrer em dolo ou culpa Inciso XXXIII - proibiccedilatildeo do trabalho noturno perigoso ou insalubre aos menores de dezoito e de qualquer trabalho a menores de quatorze anos salvo na condiccedilatildeo de aprendiz (SIQUEIRA 2000)
12
Conforme registra Siqueira (2000) a Consolidaccedilatildeo das Leis do Trabalho -
CLT dedica o seu Capiacutetulo V agrave Seguranccedila e Medicina do Trabalho de acordo com a
redaccedilatildeo dada pela Lei 6514 de 22 de dezembro de 1977 Os artigos 154 a 223 da
CLT trazem inuacutemeras normas para regulamentar os acidentes de trabalho sendo
enfatizada a prevenccedilatildeo como obrigaccedilatildeo do empregador O Ministeacuterio do Trabalho
instituiu a Portaria n 3214 de 08 de junho de 1978 para aprovar as Normas
Regulamentadoras - NR previstas no Capiacutetulo V da CLT Esta mesma Portaria
estabelece que as alteraccedilotildees posteriores das NRs seriam determinadas pela
Secretaria de Seguranccedila e Sauacutede do Trabalho oacutergatildeo do Ministeacuterio do Trabalho e
Emprego
Aleacutem destas normas exclusivas do Brasil ainda existem as Convenccedilotildees da
Organizaccedilatildeo Internacional do Trabalho ndash OIT que satildeo ratificadas por Decretos Haacute
tambeacutem a legislaccedilatildeo acidentaacuteria regulada pelo Ministeacuterio da Previdecircncia Social que
estabelecem os criteacuterios das aposentadorias especiais do seguro de acidente do
trabalho
Mediante toda esta legislaccedilatildeo as empresas tecircm como obrigaccedilatildeo cercarem-
se de aparatos que eliminem os riscos de acidentes tanto para as pessoas quanto
para o meio ambiente No entanto existem atividades que a eliminaccedilatildeo total de
riscos eacute impossiacutevel por isto os riscos devem ser monitorados constantemente de
forma a natildeo ocorrer acidentes
Cardella (2010 p 33) coloca entre estes aparatos a realizaccedilatildeo do
diagnoacutestico de seguranccedila considerando-o como ldquoo resultado do estudo que tem por
objetivo conhecer o estado de seguranccedila da organizaccedilatildeordquo Com este diagnoacutestico eacute
possiacutevel avaliar a situaccedilatildeo de seguranccedila comparando-se com um padratildeo preacute
estabelecido com as normas obtendo-se um desvio que serviraacute de insumo para
elaboraccedilatildeo do plano de accedilatildeo para intervenccedilatildeo
Este diagnoacutestico deve abranger a organizaccedilatildeo o meio ambiente e as
relaccedilotildees entre ambos segundo explica Cardella (2010)
Na organizaccedilatildeo [abordam-se] sistemas operacionais e organizacionais relaccedilotildees entre esses sistemas e manifestaccedilotildees do risco em ocorrecircncias anormais acidentes danos e perdas O sistema operacional eacute avaliado nas dimensotildees anatocircmica (estrutura e forma) e fisioloacutegica (funccedilotildees) Satildeo focalizados homens equipamentos e instalaccedilotildees processos insumos e produtos
13
O diagnoacutestico exige uma inspeccedilatildeo planejada do ambiente de trabalho para
que sejam identificados agentes agressivos classificando-os segundo o niacutevel de
periculosidade e sistemas de controle classificando-os segundo o niacutevel de
qualidade
Os agentes agressivos podem ser mecacircnicos gravitacionais elaacutesticos e cineacuteticos eleacutetricos teacutermicos bioloacutegicos ergonocircmicos sonoros (ruiacutedos) e radiantes O sistema de controle de risco eacute constituiacutedo por contenccedilatildeo recomposiccedilatildeo isolamento alarme proteccedilatildeo evacuaccedilatildeo resgate salvamento combate e recuperaccedilatildeo (CARDELLA 2010 P 33)
Pelo diagnoacutestico obteacutem-se a dimensatildeo funcional do sistema operacional pela
avaliaccedilatildeo da anaacutelise de risco do processo sendo que esta anaacutelise eacute recorrente do
trabalho realizado em cada empresa
De acordo com Almeida Filho (1992) previnem-se acidentes por meio da
associaccedilatildeo do trabalho com o gerenciamento dos riscos Esta associaccedilatildeo requer
pesquisas meacutetodos e teacutecnicas especiacuteficas monitoramento e controle de forma que
os conceitos baacutesicos de seguranccedila estejam incorporados em todas as etapas do
processo produtivo do projeto agrave operaccedilatildeo Assim seraacute garantindo a seguranccedila dos
processos
Monteiro e Bertagni (1999) comentam que no passado seguranccedila do
trabalho significava apenas usar capacetes botas cintos de seguranccedila e uma seacuterie
de outros equipamentos de proteccedilatildeo individual contra acidentes no entanto hoje
quando a evoluccedilatildeo da tecnologia criou novos ambientes de trabalho novos riscos
tecircm aparecido e por isto eacute necessaacuterio que constantes pesquisas sejam realizadas e
o monitoramento seja uma prerrogativa essencial Sob esta condiccedilatildeo seguranccedila do
trabalho hoje exige uma abordagem multidisciplinar e a forma eficaz de prevenir
acidentes eacute conhecer e saber controlar os riscos
Na mesma linha de pensamento Cardela (2010 p 17) comenta que
A prevenccedilatildeo de acidentes requer o estudo de fenocircmenos que causam danos e perdas agraves pessoas ao patrimocircnio e ao meio ambiente [] O [seu] estudo requer uma ciecircncia multidisciplinar abrangendo a Engenharia de Seguranccedila do Trabalho a Engenharia de Seguranccedila Ambiental a Seguranccedila Puacuteblica a Seguranccedila do Lar e do Lazer e a Medicina
14
Ocupacional Analogamente ao que eacute feito na Fiacutesica definiriacuteamos conceitos baacutesicos como dano perda perigo risco agente agressivo energia agressiva contenccedilatildeo proteccedilatildeo e emergecircncia Com eles poderiacuteamos estudar fenocircmenos acidentais e resolver problemas no campo da prevenccedilatildeo de acidentes e do controle de emergecircncias
Este estudo multidisciplinar conforme orientam os autores necessita de
profissionais capacitados Fernandes (1991) alerta que para realmente prevenir o
acidente por riscos da atividade de trabalho eacute preciso conhecer e controlar estes
riscos adotando uma poliacutetica de seguranccedila tendo como condutores desta poliacutetica
profissionais especializados aptos a antecipar reconhecer avaliar e controlar os
riscos do ambiente de trabalho O bem estar fiacutesico e psicoloacutegico dos trabalhadores
reflete no seu desempenho profissional e eacute resultado de uma poliacutetica global de
investimento em seguranccedila sauacutede e meio ambiente
Para a realizaccedilatildeo desta poliacutetica eacute necessaacuterio sobretudo conhecer os riscos
e os perigos que uma empresa oferece sendo por isto interessante realizar estudo
sobre estes temas como seraacute feito adiante
22 PERIGO E RISCO
Os termos perigo e risco geralmente satildeo associados sempre que uma
atividade oferece certa inseguranccedila No entanto os dois termos tecircm significados
diferentes Perigo de acordo com Sanders e Mc Cormick (1993 p 675) eacute rdquouma
condiccedilatildeo ou um conjunto de circunstacircncias que tecircm o potencial de causar ou
contribuir para uma lesatildeo ou morterdquo Em uma visatildeo mais generalizada Kolluru
(1996 p 113) entende o perigo como ldquoum agente quiacutemico bioloacutegico ou fiacutesico
(incluindo-se a radiaccedilatildeo eletromagneacutetica) ou um conjunto de condiccedilotildees que
apresentam uma fonte de risco mas natildeo o risco em sirdquo Na mesma linha de
pensamento Grimaldi e Simonds (1989 p 236) explicam que o perigo eacute uma
situaccedilatildeo que conteacutem ldquouma fonte de energia ou de fatores fisioloacutegicos e de
comportamentoconduta que quando natildeo controlados conduzem a
eventosocorrecircncias prejudiciaisnocivasrdquo
15
Estes eventos nocivos satildeo os riscos que oferecem probabilidade de lesatildeo ou
morte segundo comentaacuterios de Sanders e Mccormick (1993)
Assim entende-se o risco como ldquouma funccedilatildeo da natureza do perigo
acessibilidade ou acesso de contato (potencial de exposiccedilatildeo) caracteriacutesticas da
populaccedilatildeo exposta (receptores) a probabilidade de ocorrecircncia e a magnitude da
exposiccedilatildeo e das consequumlecircncias (KOLLURU 1996 p 110)
Grimaldi e Simonds (1989 p 236) estabelecem a diferenccedila entre perigo e
risco afirmando que ldquorisco eacute um resultado medido do efeito potencial do perigordquo
A principal diferenciaccedilatildeo entre perigo e risco eacute que o perigo eacute avaliado em
funccedilatildeo da sua severidade e tem potencial de causar dano e o risco eacute avaliado em
termos de sua severidade e probabilidade de ocorrecircncia
Cicco e Fantazzini (2003 p 8) definem perigo e risco como sendo
Perigo (Hazard) uma ou mais condiccedilotildees de uma variaacutevel com o potencial necessaacuterio para causar danos Esses danos podem ser entendidos como lesotildees a pessoas danos a equipamentos ou estruturas perda de material em processo ou reduccedilatildeo da capacidade de desempenho de uma funccedilatildeo preacute-determinada Havendo um perigo persistem as possibilidades de efeitos adversos Risco (Risk) expressa uma probabilidade de possiacuteveis danos dentro de um periacuteodo especiacutefico de tempo ou nuacutemero de ciclos operacionais Pode ser indicado pela probabilidade de um acidente multiplicada pelo dano vidas ou unidades operacionais (grifos no original)
Assim onde ocorre perigo eacute preciso um monitoramento para evitar o risco
De uma forma geral Pardo (2009) descreve o risco (R) como o produto da
probabilidade de ocorrecircncia de um perigo ou evento (P) pelo valor do dano
associado (D) ou severidade das suas consequumlenciais estabelecendo a foacutermula
R = P x D (21)
Para que o resultado desta foacutermula natildeo tenha um alcance incontrolaacutevel eacute
preciso haver o controle de risco o qual na opiniatildeo de Cardella (2010) tem por
objetivo manter os riscos abaixo de valores tolerados Este controle eacute realizado nas
empresas por um sistema de gerencia de riscos que seraacute descrita a seguir
16
23 GEREcircNCIA DE RISCOS
O empresaacuterio que tem consciecircncia do risco que as atividades de sua
empresa podem causar tanto aos trabalhadores quanto ao meio ambiente
estabelece entre as atribuiccedilotildees administrativas a gerecircncia de riscos
Cicco e Fantazzini (2003 p 16) entendem a gerecircncia de riscos como uma
ciecircncia uma arte direcionada para ldquoa proteccedilatildeo dos recursos humanos materiais e
financeiros de uma empresardquo Esta proteccedilatildeo pode ser realizada tanto pela
eliminaccedilatildeo ou reduccedilatildeo dos riscos quanto pelo financiamento dos riscos
remanescentes2 ou seja a gerecircncia de riscos tem por finalidade manter os riscos
abaixo dos valores tolerados pelas normas e regulamentos
Gerecircncia de riscos segundo Cardella (2010 p 69) utiliza ldquoum conjunto de
instrumentos para a organizaccedilatildeo [] planejar operar e controlar suas atividades no
exerciacutecio da Funccedilatildeo Controle de Riscosrdquo O autor explica estes instrumentos como
sendo os princiacutepios a poliacutetica as diretrizes os objetivos as estrateacutegias a
metodologia os programas os sistemas organizacionais e operacionais da
empresa
Seguindo a explicaccedilatildeo que Cardella (2010 p 70-75) assim resumem-se
estes instrumentos
- PRINCIacutePIOS DA GESTAtildeO DE RISCO
I - Nas organizaccedilotildees e sociedades o acidente eacute um fenocircmeno de natureza
multifacetada que resulta de interaccedilotildees complexas entre fatores fiacutesicos
bioloacutegicos psicoloacutegicos sociais e culturais
II - Todos os acidentes podem ser evitados
III - Os acidentes ocorrem porque a mente se envolve com o trabalho e
esquece do corpo
IV - Um indiviacuteduo natildeo consegue sozinho controlar os riscos de sua
atividade por isto releva-se o segundo princiacutepio que soacute tem validade dentro
de determinados limites que abrangem grande totalidade dos casos Estatildeo
fora desses limites as situaccedilotildees nas quais o homem natildeo dispotildee de
conhecimento ou tecnologia suficientes para evitar o acidente
2 Financiamento dos riscos remanescentes significa reter os riscos na empresa ou transferi-los total
ou parcialmente para as seguradoras
17
- OBJETIVOS DA GESTAtildeO DE RISCOS
Manter os riscos associados agrave organizaccedilatildeo abaixo de valores tolerados
- POLIacuteTICA DE GESTAtildeO DE RISCOS
Estabelecer as regras comportamentais da organizaccedilatildeo Cada organizaccedilatildeo
famiacutelia pessoa ou sociedade deve estabelecer sua proacutepria poliacutetica que eacute
sempre um reflexo de seus valores propondo-se como regras baacutesicas
a preservaccedilatildeo de pessoas tem prioridade sobre a preservaccedilatildeo de bens
b quem responde por uma atividade deve responder tambeacutem pelos riscos
decorrentes dessa atividade
- DIRETRIZES PARA GESTAtildeO DE RISCOS
a deve ser exercida em todas as fases do ciclo de vida das instalaccedilotildees e
dos produtos
b deve ser parte integrante de todas as atividades da organizaccedilatildeo
- ESTRATEacuteGIA DA GESTAtildeO DE RISCOS
Deve ser considerada a natureza do fenocircmeno acidente como um evento
indesejaacutevel incerto e remoto Deve-se priorizar accedilotildees que integram a
funccedilatildeo seguranccedila portanto a estrateacutegia do sistema de gestatildeo deve ser
estabelecida de modo a reduzir o desequiliacutebrio das forccedilas impulsoras do
comportamento
- METODOLOGIA DO SISTEMA DE GESTAtildeO DE RISCOS
O processo de gestatildeo de riscos eacute composto pelas funccedilotildees identificar
perigos avaliar riscos comparar com risco tolerado e tratar riscos sendo
que identificaccedilatildeo de perigos e avaliaccedilatildeo de riscos constituem a anaacutelise de
riscos Identificaccedilatildeo avaliaccedilatildeo e comparaccedilatildeo constituem o monitoramento
Monitoramento e intervenccedilatildeo constituem o controle O tratamento dos riscos
inclui a intervenccedilatildeo para reduccedilatildeo eou transferecircncia (seguro) O processo
de gestatildeo eacute aplicado agraves aacutereas de accedilatildeo e agraves fases do ciclo de vida dos
elementos da organizaccedilatildeo (pessoas instalaccedilotildees e produtos) Cartela
(2010) resume a metodologia do sistema de gestatildeo de riscos expondo as
funccedilotildees essenciais de indentificar os perigos avaliar os riscos comparar
com o risco tolerado e tratar os riscos
- PROGRAMAS DA GESTAtildeO DE RISCOS
Pelo fato de nem toda intervenccedilatildeo para controle de riscos ter efeitos
imediatos as alteraccedilotildees almejadas requerem planos de accedilatildeo de longo
prazo denominados programas Assim deve ser criado um programa para
cada aacuterea de accedilatildeo programa de seguranccedila nas atividades da organizaccedilatildeo
programa de seguranccedila nas atividades fora do trabalho programa de
seguranccedila nos transportes programa de seguranccedila nas atividades
contratadas e programa de seguranccedila no uso dos produtos da organizaccedilatildeo
18
Em funccedilatildeo da natureza multifacetada da seguranccedila os programas devem
ser desenvolvidos por equipes multidisciplinares Essa eacute uma forma de
executar na praacutetica a gestatildeo holiacutestica da organizaccedilatildeo Aleacutem dos programas
por aacuterea de accedilatildeo podem ser criados programas baacutesicos para dar suporte
ao controle de riscos nas diversas aacutereas Eacute recomendaacutevel manter os
programas de forma permanente considerando-se poreacutem que haacute os de
existecircncia restrita agraves fases de implantaccedilatildeo e consolidaccedilatildeo de algum meacutetodo
de controle de risco Exemplos programas de desenvolvimento do sistema
de autorizaccedilatildeo para trabalho de implantaccedilatildeo do registro e anaacutelise de
ocorrecircncias anormais e de implantaccedilatildeo de anaacutelise de risco
- SISTEMAS ORGANIZACIONAIS E SISTEMAS OPERACIONAIS
A maioria das organizaccedilotildees tem uma estrutura funcional Cada unidade eacute
um sistema organizacional A configuraccedilatildeo da estrutura funcional varia de
organizaccedilatildeo para organizaccedilatildeo Cabe ressaltar a importacircncia do equiliacutebrio
entre a poliacutetica - a responsabilidade pela gestatildeo de riscos eacute dos
responsaacuteveis pela atividade - e o princiacutepio - um indiviacuteduo natildeo consegue
sozinho controlar os riscos de sua atividade Provavelmente o equiliacutebrio se
encontra numa estrutura que conte com uma equipe de especialistas em
seguranccedila que assessore os demais oacutergatildeos Essa equipe deve atuar de
maneira que os demais componentes natildeo venham a consideraacute-la como a
uacutenica responsaacutevel pela funccedilatildeo seguranccedila Na gestatildeo holiacutestica esse
problema eacute resolvido pela criaccedilatildeo de sistemas organizacionais
denominados comitecircs Os comitecircs funcionais satildeo constituiacutedos pelo dirigente
de uma unidade organizacional e seus imediatos comeccedilando pelo nuacutemero
um da organizaccedilatildeo com seu corpo gerencial e terminando com os
supervisores de primeira linha e sua equipe de executantes Nesses
comitecircs satildeo tratados temas de seguranccedila relativos agraves aacutereas de
responsabilidade de seus componentes Os comitecircs interfuncionais satildeo
constituiacutedos por pessoas de especialidades diferentes e envolvidas nos
programas das diversas aacutereas de accedilatildeo da funccedilatildeo seguranccedila Nesses
comitecircs os componentes adquirem a visatildeo global e executam as accedilotildees
locais em suas aacutereas especializadas Aleacutem dos comitecircs haacute outros sistemas
organizacionais que denominaremos Comissatildeo e Grupo de Trabalho A
Comissatildeo eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por missatildeo analisar
ocorrecircncias emitindo conclusotildees e recomendaccedilotildees O Grupo de Trabalho
tambeacutem eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por objetivo executar
um trabalho teacutecnico Dentre os sistemas operacionais pode-se citar
sistema de integraccedilatildeo de empregados de empresas contratadas sistema de
controle de EPIs sistema de estatiacutestica de acidentes sistema de emissatildeo
de permissotildees para trabalho
19
O uso destes instrumentos requer teacutecnicas especiacuteficas que segundo Hillson
(2010) requerem que alguns passos sejam realizados antes de decidir como estes
instrumentos seratildeo utilizados
Iniciando por definir objetivos que direcionam o risco a ser debelado para
saber quais teacutecnicas podem ser usadas Hillson (2010) elenca algumas destas
teacutecnicas como brainstorms workshops checklists prompt lists entrevistas
questionaacuterios etc sendo que existe uma variedade de teacutecnicas que podem ser
utilizadas para certificar que qualquer tipo de risco possa ser identificado e distinguir
quais satildeo as causas que contribuem para estes riscos
Neste primeiro passo deve-se registrar detalhando como o risco eacute produzido
pois pode haver causas com maior proeminecircncia de fazecirc-lo acontecer
Hillson (2010) comenta que a avaliaccedilatildeo das causas deve ser qualitativa
descrevendo-se as caracteriacutesticas em detalhes de tal forma que sejam suficientes
para permitir a definiccedilatildeo de como elas seratildeo combatidas Tambeacutem podem ser
quantitativas usando-se modelos matemaacuteticos para simular o efeito do risco de
acordo com o niacutevel de interferecircncia Os meacutetodos incluem fazer planilhas de riscos
numa grade de duas dimensotildees mostrando a probabilidade e impacto permitindo
que o risco seja priorizado e usado para a estrutura de decomposiccedilatildeo de risco para
agrupar os riscos por tipoorigem
A avaliaccedilatildeo destas planilhas deve produzir estrateacutegias para impedir
transferir ou reduzir os riscos Estas estrateacutegias requerem a implementaccedilatildeo de um
plano de accedilotildees para monitorar a efetividade do que estaacute sendo realizado bem como
a necessidade de ajustes das decisotildees quando necessaacuterio Hillson (2010) alerta que
qualquer processo de risco deve incluir revisatildeo e atualizaccedilatildeo pois pode ocorrer
mudanccedilas no sistema produtivo e as causas podem mudar seu grau de influecircncia
podendo inclusive surgir novas que natildeo estavam sendo avaliadas bem como as
antigas podem aumentar ou diminuir os efeitos que causam o risco
Sob toda esta concepccedilatildeo de gerenciamento de riscos entende-se que ele eacute
uma atividade especiacutefica realizada por especialistas que devem usar ferramentas e
teacutecnicas adequadas Com a intenccedilatildeo de obter todos os benefiacutecios da implantaccedilatildeo do
processo de risco para uma organizaccedilatildeo eacute importante que o gerenciamento de
riscos esteja completamente integrado com as accedilotildees estrateacutegicas e operacionais da
20
organizaccedilatildeo Se natildeo existir esta integraccedilatildeo os resultados podem ser nefastos e os
perigos verificados podem incorrer em riscos de alto potencial
Hillson (2010 p 43) ensina que uma integraccedilatildeo verdadeira requer algumas
mudanccedilas organizacionais tais como
reconhecimento da existecircncia de incertezas como parte natural dos negoacutecios Junto a isso a necessidade de ter interfaces apropriadas com os processos de negoacutecio e ferramentas Em adiccedilatildeo existe a necessidade de desenvolver um pensamento estrateacutegico baseado em risco dentro da cultura organizacional [] deve ser visto como parte integral do fazer negoacutecio e deve se tornar ldquoconstrutivo e natildeo-repreensivo
Havendo esta integraccedilatildeo segundo Cardella (2010 p 44) o gerenciamento
de riscos eacute proativo em uma organizaccedilatildeo por implantar na administraccedilatildeo
empresarial
- um conjunto de ferramentas e teacutecnicas de gerenciamento de riscos que
estaria plenamente integrado com o projeto e os processos de negoacutecios e
com o reconhecimento de que incertezas fazem parte de todos os niacuteveis
da organizaccedilatildeo (via integraccedilatildeo de gerenciamento de riscos)
- melhorias nas anaacutelises dos efeitos dos riscos no projeto e no desempenho
do negoacutecio endereccedilando seu impacto tambeacutem em assuntos mais amplos
do que tempo e custo (via aumento da profundidade das anaacutelises e
amplitude da aplicaccedilatildeo) e cobrindo ameaccedilas e oportunidades
- com a apropriada consideraccedilatildeo sendo tomada no fator humano no
processo de risco usando avaliaccedilotildees de atitudes de risco contabilizando
sistematicamente sua influecircncia e construindo equipes balanceadas por
riscos (via aspectos comportamentais)
O gerenciamento de riscos atendendo todos os condicionantes essenciais
para que realmente os riscos sejam reduzidos ou eliminados contribui
significativamente para o sucesso da organizaccedilatildeo
21
Considerando que a base do gerenciamento de riscos eacute estabelecer
paracircmetros na conduccedilatildeo das accedilotildees portanto a seguir satildeo detalhados os processos
de anaacutelise de risco e as principais teacutecnicas que podem ser utilizadas em uma
empresa do ramo quiacutemico
22
24 ANAacuteLISE DE RISCOS
Considerando as pesquisas que avaliam os riscos nas organizaccedilotildees a
anaacutelise de riscos situa-se como o ldquoestudo detalhado de um objeto com a finalidade
de identificar perigos e avaliar os riscos associadosrdquo (CARTELLA 2010 p 106)
Roessler (2001) relata que no Manual de Anaacutelise de Riscos Industriais da
Fundaccedilatildeo Estadual de Proteccedilatildeo Ambiental ndash FEPAM a anaacutelise de risco eacute uma
ferramenta administrativa que identifica e avalia qualitativamente e quantitativamente
os riscos inerentes agrave atividades de produccedilatildeo
Porto (2000) considera que esta ferramenta deve ser incorporada como
elemento essencial por todos os componentes de uma organizaccedilatildeo desde a alta
administraccedilatildeo ateacute o chatildeo da faacutebrica considerando que o principal foco da anaacutelise de
risco eacute a prevenccedilatildeo
O estudo da anaacutelise de risco tem por objetivo estabelecer a consciecircncia e o
controle dos riscos para o pessoal que estaacute desenvolvendo projetando operando e
mantendo os processos operacionais em uma organizaccedilatildeo As anaacutelises focam as
questotildees de seguranccedila de processos e ao mesmo tempo complementam as
atividades industriais de seguranccedila e sauacutede mais tradicionais
Os acidentes podem ocorrer na operaccedilatildeo de qualquer processo e a
preocupaccedilatildeo pela prevenccedilatildeo desses acidentes natildeo inclui apenas o compromisso da
gerecircncia ou da lideranccedila nas organizaccedilotildees mas requer tambeacutem um programa bem
definido para administrar todas as funccedilotildees e atividades que possam afetar a
seguranccedila em cada niacutevel da organizaccedilatildeo (DUPONT 2009)
Pelas orientaccedilotildees da DuPont (2009) a implementaccedilatildeo de programas de
anaacutelise de risco tem por objetivo conhecer os riscos relacionados agraves instalaccedilotildees e
aos processos industriais As anaacutelises satildeo realizadas por meio de ferramentas
estruturadas e por equipes multidisciplinares Os riscos satildeo identificados atraveacutes das
experiecircncias anteriores da equipe de resultados de auditorias inspeccedilotildees ou ateacute
mesmo anaacutelise de incidentes bem como de anaacutelises de riscos anteriormente
realizadas Os resultados por meio dessas anaacutelises alimentam planos de accedilatildeo de
emergecircncia bem como procedimentos operacionais reciclagem nos treinamentos
especificaccedilotildees das instalaccedilotildees e processos dentro de um enfoque de melhoria
contiacutenua
23
Souza (2006) destaca algumas irregularidades que podem afetar a empresa
e que satildeo abordados durante uma inspeccedilatildeo de riscos
Danos a propriedade (incecircndio explosatildeo etc)
Lesotildees pessoais (morte mutilaccedilotildees doenccedilas etc)
Parada de produccedilatildeo (quebra de maacutequina queima de motores
transformadores etc)
Perda de qualidade (falta de controle de processo instrumentos e
maquinaacuterios inadequados etc)
Poluiccedilatildeo ambiental (tratamento inadequado de efluentes gases e
resiacuteduos industriais soacutelidos etc)
Riscos agrave comunidade (vazamento de gases toacutexicos liacutequidos inflamaacuteveis
etc)
Esse mesmo autor tambeacutem destaca os principais benefiacutecios com a anaacutelise
de riscos
Reduz a frequumlecircncia e a gravidade de eventos indesejados (incecircndio
lesotildees interrupccedilatildeo da produccedilatildeo etc)
Adeacutequa o seguro aos reais riscos da empresa
Reduz eou elimina as indenizaccedilotildeesmultas provenientes de danos ao
meio ambiente
Aponta necessidades de treinamentos
Otimiza os investimentos
Manteacutem a continuidade do processo produtivo
Detecta as deficiecircncias e otimiza os gastos com manutenccedilatildeo
Preserva a imagem da empresa
Manteacutem os funcionaacuterios mais satisfeitos
Prioriza a tomada de decisotildees dos investimentos necessaacuterios em
prevenccedilatildeo e permite a anaacutelise da relaccedilatildeo custobeneficio
24
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO
As teacutecnicas de anaacutelise de risco vecircm sendo aplicadas nas induacutestrias de
processo basicamente por dois fatores para a decisatildeo acerca da aceitabilidade de
uma nova planta industrial e para a melhoria da confiabilidade dos sistemas teacutecnicos
e organizacionais existentes Segundo Souza (2006) os resultados obtidos dessas
teacutecnicas servem para
Localizar processos e operaccedilotildees perigosas
Decidir sobre investimentos em equipamentos de prevenccedilatildeo de acidentes
e limitaccedilatildeo de suas consequumlecircncias
Projetar processos de fabricaccedilatildeo e sistemas de controle
Criar rotinas operacionais e de manutenccedilatildeo
Escrever e registrar documentos de seguranccedila para a organizaccedilatildeo
Existem diversas teacutecnicas para a anaacutelise de risco diferenciando-as por seus
objetivos benefiacutecios custos e limitaccedilotildees Como cada teacutecnica aborda os riscos de
maneira diferente existem certas vantagens no uso de determinadas teacutecnicas para
um especiacutefico processo ou projeto Os meacutetodos de anaacutelise de risco podem ser
classificados em qualitativos ou quantitativos
Atraveacutes dos meacutetodos qualitativos pode-se verificar a graduaccedilatildeo dos riscos
em uma atividade ou processo Os riscos satildeo identificados pela probabilidade de
ocorrecircncia e sua severidade de suas consequumlecircncias No entanto esse meacutetodo
torna-se subjetivo pois natildeo existe uma definiccedilatildeo de categorias de probabilidade e
severidade oacutetima Assim esse meacutetodo de anaacutelise pode variar conforme a
sensibilidade dos avaliadores por essa anaacutelise (PARDO 2009 RAPOSO 2004)
No entanto os meacutetodos quantitativos podem ser utilizados em conjunto com
os qualitativos dando uma maior complementaridade a anaacutelise por serem meacutetodos
mais detalhados (RAPOSO 2004)
A avaliaccedilatildeo qualitativa tem como limite o fato de natildeo se poder prever tudo jaacute
os limites da avaliaccedilatildeo quantitativa estatildeo fundamentados na qualidade dos dados
com relaccedilatildeo a sua confiabilidade (BARRETTO 2008)
25
Pelos estudos de Barretto (2008) Ferreira (2008) Raposo (2004) os
principais meacutetodos para anaacutelise de riscos qualitativos e quantitativos satildeo
Inspeccedilatildeo de Seguranccedila (Safety Review)
Lista de Verificaccedilatildeo (Checklist Analysis)
Priorizaccedilatildeo Relativa (Relative Ranking)
Anaacutelise Preliminar de PerigosRiscos (Preliminary Hazard Analysis)
Anaacutelise What-If (What-If Analysis)
Anaacutelise What-If LV (What-If Checklist Analysis)
Anaacutelise de Perigos e Operabilidade (Hazard and Operability Analysis)
Anaacutelise de Modos e Efeitos de Falhas (Failure Modes and Effects
Analysis)
Anaacutelise por Aacutervore de Eventos (Event Tree Analysis)
Anaacutelise por Aacutervore de Falhas (Fault Tree Analysis)
Anaacutelise de Causa e Consequumlecircncia (Cause-Consequence Analysis)
Anaacutelise da Confiabilidade Humana (Human Reliability Analysis)
Anaacutelise Histoacuterica
Anaacutelise de Vulnerabilidade (Vulnerability Models)
Anaacutelise de Custo-Benefiacutecio
Anaacutelise das Causas-Raiz de falhas (Root Cause Failure Analysis)
Anaacutelise Quantitativa de Riscos
Teacutecnicas Especiais
Para o estudo realizado no presente trabalho foi escolhido o meacutetodo da
Anaacutelise Preliminar de Riscos ndash APR e a Lista de Verificaccedilatildeo - Checklist que seratildeo
detalhadas com maior ecircnfase nos proacuteximos itens
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR
Entre as metodologias mais utilizadas para anaacutelise de risco consta a Anaacutelise
Preliminar de Riscos mais conhecida como APR Segundo informes da DuPont
(2009) a APR eacute tambeacutem conhecida como Anaacutelise Preliminar de Perigo ndash APP
26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

SUMAacuteRIO
1 INTRODUCcedilAtildeO 7
11 OBJETIVOS 9
111 Objetivo Geral 9
112 Objetivo Especiacutefico 9
12 ESTRUTURA DO TRABALHO 9
2 SEGURANCcedilA NO TRABALHO - PREVENCcedilAtildeO PELO MEacuteTODO DA
GEREcircNCIA E ANAacuteLISE DE RISCOS 11
21 SEGURANCcedilA NO TRABALHO 11
22 PERIGO E RISCO 14
23 GEREcircNCIA DE RISCOS 16
24 ANAacuteLISE DE RISCOS 22
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO 24
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR 25
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST) 29
3 METODOLOGIA DA PESQUISA 32
31 CLASSIFICACcedilAtildeO DA PESQUISA 32
32 MEacuteTODOS UTILIZADOS NA PESQUISA 34
33 ESTUDO DE CASO 34
34 INSTRUMENTO DE COLETA DE DADOS 35
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS 35
4 ESTUDO DE CASO NA EMPRESA X 37
41 CARACTERIZACcedilAtildeO DA EMPRESA 37
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE
SOLVENTE NA EMRPESA X 40
43 COLETA DE DADOS 42
431 Coleta Preliminar - Preenchimento do Checklist 42
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco ndash APR48
44 RESULTADOS 53
441 Riscos Substanciais 54
442 Riscos Intoleraacuteveis 55
5 CONCLUSAtildeO 56
REFEREcircNCIAS 58
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS 61
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE
DE OCORREcircNCIA DE UM EVENTO 63
Digite o
7
1 INTRODUCcedilAtildeO
A seguranccedila industrial consagra-se no meio ambiente laboral como uma
situaccedilatildeo de baixa ocorrecircncia de eventos que causam danos e perdas tanto para o
meio ambiente quanto para os trabalhadores Dando ecircnfase para a abordagem da
seguranccedila industrial como uma praacutetica essencial nas organizaccedilotildees natildeo importando
o seu porte torna-se imperativo uma gestatildeo de seguranccedila apta a desenvolver
metodologias e teacutecnicas em acordo com as especificidades da organizaccedilatildeo
Tem-se observado nas induacutestrias que satildeo poucos os empresaacuterios que
investem e preocupam-se com a seguranccedila industrial Muitos natildeo compreendem o
custo dos acidentes ou outros acontecimentos que ocasionam perdas e alguns
aceitam esses fatores como ldquoparte do negoacuteciordquo ou que os custos devem ser
assumidos pelas companhias de seguro (SOUZA 2006)
Com este pensamento errocircneo a maioria dos proprietaacuterios somente enxerga
os custos dos salaacuterios dos profissionais de seguranccedila dos tratamentos meacutedicos e
da compensaccedilatildeo dos trabalhadores afastados Poreacutem aliado aos incidentes ou
acidentes tambeacutem estatildeo agraves perdas de eficiecircncia bem como problemas de
qualidade custo e imagem da empresa que vem a denegrir a organizaccedilatildeo (SOUZA
2006)
Pesquisas realizadas pelo Ministeacuterio do Trabalho e Emprego - MTE e pelo
Ministeacuterio da Previdecircncia Social - MPS relatam que acidentes de trabalho por falta
de seguranccedila faz parte da gestatildeo empresarial essencialmente com o ingresso de
empresas estrangeiras no parque industrial brasileiro A cultura empresarial
estrangeira mostra a necessidade de manter a seguranccedila pois esta eacute uma forma de
obter maiores lucros natildeo soacute por natildeo haver custos pelos acidentes como pela maior
eficiecircncia desenvolvida em termos de produccedilatildeo quando o ambiente laboral eacute
adequadamente revestido de seguranccedila
Assim observa-se que estaacute havendo no parque industrial brasileiro uma
tendecircncia generalizada das organizaccedilotildees investirem na gestatildeo de seguranccedila fato
que os dados das pesquisas do MTE e MPS comprovam Segundo estas pesquisas
no periacuteodo de 1970 a 2008 houve um decliacutenio consideraacutevel de ocorrecircncias nefastas
por falta de seguranccedila no trabalho Em todo o Brasil na deacutecada de 1970 foi
8
registrado uma meacutedia de 1575565 acidentes e 3604 oacutebitos na deacutecada de 1980
houve uma meacutedia de 1118071 acidentes e 4672 oacutebitos na deacutecada de 1990 houve
uma meacutedia de 470210 acidentes e 3925 oacutebitos e no periacuteodo de 2000 a 2008 a
meacutedia de acidentes foi de 486785 acidentes e 1833 oacutebitos (BRASIL 2009)
Nas quatro uacuteltimas deacutecadas observa-se que a meacutedia de acidentes e oacutebitos
foi declinando fato atribuiacutedo agrave postura das organizaccedilotildees em buscarem atraveacutes da
gestatildeo de seguranccedila evitar os riscos inerentes agrave atividade que exercem
Estes fatos justificam trabalhos empenhados em mostrar a importacircncia da
implantaccedilatildeo de gestatildeo de seguranccedila nas induacutestrias destacando metodologias e
teacutecnicas aptas a solucionar os riscos inerentes nas atividades industriais
Situando estes riscos na induacutestria do setor quiacutemico pode-se dizer que eacute um
dos setores que exigem maior atenccedilatildeo Dados revelados pela DuPont (2009)
revelam que entre a deacutecada de 1960 e a deacutecada de 1990 em todo o mundo o setor
quiacutemico foi responsaacutevel por gastos de 752 bilhotildees de doacutelares por conta de
acidentes
Estes dados revelam ser imperativo que dirigentes operadores de
manutenccedilatildeo trabalhadores operacionais do setor quiacutemico estejam conscientes da
importacircncia da prevenccedilatildeo de acidentes com eliminaccedilatildeo de riscos de forma a obter
excelecircncia da atividade da organizaccedilatildeo
Assim este trabalho dedica-se a apresentar um sistema de gerenciamento
de seguranccedila de processo realizado no setor de filtragem de uma empresa do ramo
quiacutemico da cidade de Ponta Grossa - Paranaacute utilizando o Checklist e a Anaacutelise de
Riscos de Processo ndash APR visando conscientizar os administradores e empresaacuterios
para a necessidade do controle de riscos e de gerenciamento de processo que
envolve materiais e equipamentos que oferecem riscos
Para tanto levantou-se como problemaacutetica eacute possiacutevel prevenir com eficaacutecia
os riscos do setor de filtragem de uma induacutestria quiacutemica usando a lista de verificaccedilatildeo
e a anaacutelise preliminar de riscos
9
11 OBJETIVOS
111 Objetivo Geral
O trabalho teve como objetivo levantar os principais riscos do setor de
filtragem em uma induacutestria quiacutemica utilizando as teacutecnicas de anaacutelise de risco
Checklist e APR
112 Objetivo Especiacutefico
Os objetivos especiacuteficos constaram de expor as normas legalmente
instituiacutedas para a seguranccedila do trabalho delinear teacutecnicas de anaacutelise de riscos para
detectar prevenir ou eliminar riscos no ambiente de trabalho descrever aplicaccedilatildeo da
teacutecnica APR auxiliada pelo Checklist em uma empresa do ramo quiacutemico
12 ESTRUTURA DO TRABALHO
A estrutura do trabalho constou de cinco segmentos sendo que o primeiro
corresponde a presente introduccedilatildeo o segundo descreve inicialmente as normas e
regulamentos da seguranccedila de trabalho que regulamentam sistemas de prevenccedilatildeo
de riscos no ambiente laboral em seguida satildeo descritas as teacutecnicas e metodologias
dispostas na literatura que orientam para a implantaccedilatildeo de uma gestatildeo de riscos nas
empresas cujas atividades apresentam perigo suficiente para a ocorrecircncia de riscos
No terceiro segmento satildeo apresentados os procedimentos metodoloacutegicos adotados
para a realizaccedilatildeo da pesquisa No quarto segmento eacute descrito o estudo que foi
realizado na Empresa X detalhando o processo de aplicaccedilatildeo da teacutecnica APR que
teve como anaacutelise preliminar o Checklist Ainda neste mesmo segmento foram
apresentados e discutidos os dados coletados demonstrados pelo uso de planilhas
10
da APR bem como foram sugeridas accedilotildees visando amenizar e erradicar os riscos
pontuados na pesquisa O quinto e uacuteltimo segmento expotildee as conclusotildees obtidas
pela pesquisa
11
2 SEGURANCcedilA NO TRABALHO - PREVENCcedilAtildeO PELO MEacuteTODO DA GEREcircNCIA E ANAacuteLISE DE RISCOS
21 SEGURANCcedilA NO TRABALHO
De acordo com as diretrizes do Ministeacuterio do Trabalho e Emprego (BRASIL
2009) seguranccedila do trabalho deve ser entendida como o conjunto de medidas
adotadas para erradicar ou minimizar os acidentes de trabalho do trabalhador Estas
medidas tecircm por finalidade assegurar a integridade do meio ambiente e da sauacutede do
trabalhador aleacutem de garantir o aumento da produtividade e a qualidade dos
produtos melhorando as relaccedilotildees humanas no trabalho
Cardella (2010 p 37) considera seguranccedila como ldquoum conjunto de accedilotildees
exercidas com o intuito de reduzir danos e perdas provocados por agentes
agressivosrdquo Para este autor a seguranccedila do trabalho deve ser considerada como
uma das principais funccedilotildees administrativas de uma empresa
Em termos de aplicaccedilatildeo metodoloacutegica a seguranccedila do trabalho congrega
estudos e pesquisas tendo como campo de atuaccedilatildeo todo tipo de empresa desde os
mais simples ateacute os maiores complexos conglomerados industriais Geralmente a
seguranccedila do trabalho estaacute prevista na organizaccedilatildeo poliacutetica do paiacutes sendo definida
por normas e leis
O Brasil apresenta legislaccedilatildeo especiacutefica de seguranccedila do trabalho por meio
das Normas Regulamentadoras e de outras leis complementares como portarias e
decretos e tambeacutem as ratificaccedilotildees das Convenccedilotildees Internacionais da Organizaccedilatildeo
Internacional do Trabalho
A Constituiccedilatildeo Federal de 1988 dedica no Capiacutetulo II - Dos Direitos Sociais o
artigo 6ordm e 7ordm incisos XXII XXIII XXVIII e XXXIII1 que dispotildee especificamente
sobre seguranccedila e sauacutede dos trabalhadores
1 Inciso XXII - reduccedilatildeo dos riscos inerentes ao trabalho por meio de normas de sauacutede higiene e
seguranccedila Inciso XXIII - adicional de remuneraccedilatildeo para as atividades penosas insalubres ou perigosas na forma da lei Inciso XXVIII - seguro contra acidentes de trabalho a cargo do empregador sem excluir a indenizaccedilatildeo a que esta estaacute obrigado quando incorrer em dolo ou culpa Inciso XXXIII - proibiccedilatildeo do trabalho noturno perigoso ou insalubre aos menores de dezoito e de qualquer trabalho a menores de quatorze anos salvo na condiccedilatildeo de aprendiz (SIQUEIRA 2000)
12
Conforme registra Siqueira (2000) a Consolidaccedilatildeo das Leis do Trabalho -
CLT dedica o seu Capiacutetulo V agrave Seguranccedila e Medicina do Trabalho de acordo com a
redaccedilatildeo dada pela Lei 6514 de 22 de dezembro de 1977 Os artigos 154 a 223 da
CLT trazem inuacutemeras normas para regulamentar os acidentes de trabalho sendo
enfatizada a prevenccedilatildeo como obrigaccedilatildeo do empregador O Ministeacuterio do Trabalho
instituiu a Portaria n 3214 de 08 de junho de 1978 para aprovar as Normas
Regulamentadoras - NR previstas no Capiacutetulo V da CLT Esta mesma Portaria
estabelece que as alteraccedilotildees posteriores das NRs seriam determinadas pela
Secretaria de Seguranccedila e Sauacutede do Trabalho oacutergatildeo do Ministeacuterio do Trabalho e
Emprego
Aleacutem destas normas exclusivas do Brasil ainda existem as Convenccedilotildees da
Organizaccedilatildeo Internacional do Trabalho ndash OIT que satildeo ratificadas por Decretos Haacute
tambeacutem a legislaccedilatildeo acidentaacuteria regulada pelo Ministeacuterio da Previdecircncia Social que
estabelecem os criteacuterios das aposentadorias especiais do seguro de acidente do
trabalho
Mediante toda esta legislaccedilatildeo as empresas tecircm como obrigaccedilatildeo cercarem-
se de aparatos que eliminem os riscos de acidentes tanto para as pessoas quanto
para o meio ambiente No entanto existem atividades que a eliminaccedilatildeo total de
riscos eacute impossiacutevel por isto os riscos devem ser monitorados constantemente de
forma a natildeo ocorrer acidentes
Cardella (2010 p 33) coloca entre estes aparatos a realizaccedilatildeo do
diagnoacutestico de seguranccedila considerando-o como ldquoo resultado do estudo que tem por
objetivo conhecer o estado de seguranccedila da organizaccedilatildeordquo Com este diagnoacutestico eacute
possiacutevel avaliar a situaccedilatildeo de seguranccedila comparando-se com um padratildeo preacute
estabelecido com as normas obtendo-se um desvio que serviraacute de insumo para
elaboraccedilatildeo do plano de accedilatildeo para intervenccedilatildeo
Este diagnoacutestico deve abranger a organizaccedilatildeo o meio ambiente e as
relaccedilotildees entre ambos segundo explica Cardella (2010)
Na organizaccedilatildeo [abordam-se] sistemas operacionais e organizacionais relaccedilotildees entre esses sistemas e manifestaccedilotildees do risco em ocorrecircncias anormais acidentes danos e perdas O sistema operacional eacute avaliado nas dimensotildees anatocircmica (estrutura e forma) e fisioloacutegica (funccedilotildees) Satildeo focalizados homens equipamentos e instalaccedilotildees processos insumos e produtos
13
O diagnoacutestico exige uma inspeccedilatildeo planejada do ambiente de trabalho para
que sejam identificados agentes agressivos classificando-os segundo o niacutevel de
periculosidade e sistemas de controle classificando-os segundo o niacutevel de
qualidade
Os agentes agressivos podem ser mecacircnicos gravitacionais elaacutesticos e cineacuteticos eleacutetricos teacutermicos bioloacutegicos ergonocircmicos sonoros (ruiacutedos) e radiantes O sistema de controle de risco eacute constituiacutedo por contenccedilatildeo recomposiccedilatildeo isolamento alarme proteccedilatildeo evacuaccedilatildeo resgate salvamento combate e recuperaccedilatildeo (CARDELLA 2010 P 33)
Pelo diagnoacutestico obteacutem-se a dimensatildeo funcional do sistema operacional pela
avaliaccedilatildeo da anaacutelise de risco do processo sendo que esta anaacutelise eacute recorrente do
trabalho realizado em cada empresa
De acordo com Almeida Filho (1992) previnem-se acidentes por meio da
associaccedilatildeo do trabalho com o gerenciamento dos riscos Esta associaccedilatildeo requer
pesquisas meacutetodos e teacutecnicas especiacuteficas monitoramento e controle de forma que
os conceitos baacutesicos de seguranccedila estejam incorporados em todas as etapas do
processo produtivo do projeto agrave operaccedilatildeo Assim seraacute garantindo a seguranccedila dos
processos
Monteiro e Bertagni (1999) comentam que no passado seguranccedila do
trabalho significava apenas usar capacetes botas cintos de seguranccedila e uma seacuterie
de outros equipamentos de proteccedilatildeo individual contra acidentes no entanto hoje
quando a evoluccedilatildeo da tecnologia criou novos ambientes de trabalho novos riscos
tecircm aparecido e por isto eacute necessaacuterio que constantes pesquisas sejam realizadas e
o monitoramento seja uma prerrogativa essencial Sob esta condiccedilatildeo seguranccedila do
trabalho hoje exige uma abordagem multidisciplinar e a forma eficaz de prevenir
acidentes eacute conhecer e saber controlar os riscos
Na mesma linha de pensamento Cardela (2010 p 17) comenta que
A prevenccedilatildeo de acidentes requer o estudo de fenocircmenos que causam danos e perdas agraves pessoas ao patrimocircnio e ao meio ambiente [] O [seu] estudo requer uma ciecircncia multidisciplinar abrangendo a Engenharia de Seguranccedila do Trabalho a Engenharia de Seguranccedila Ambiental a Seguranccedila Puacuteblica a Seguranccedila do Lar e do Lazer e a Medicina
14
Ocupacional Analogamente ao que eacute feito na Fiacutesica definiriacuteamos conceitos baacutesicos como dano perda perigo risco agente agressivo energia agressiva contenccedilatildeo proteccedilatildeo e emergecircncia Com eles poderiacuteamos estudar fenocircmenos acidentais e resolver problemas no campo da prevenccedilatildeo de acidentes e do controle de emergecircncias
Este estudo multidisciplinar conforme orientam os autores necessita de
profissionais capacitados Fernandes (1991) alerta que para realmente prevenir o
acidente por riscos da atividade de trabalho eacute preciso conhecer e controlar estes
riscos adotando uma poliacutetica de seguranccedila tendo como condutores desta poliacutetica
profissionais especializados aptos a antecipar reconhecer avaliar e controlar os
riscos do ambiente de trabalho O bem estar fiacutesico e psicoloacutegico dos trabalhadores
reflete no seu desempenho profissional e eacute resultado de uma poliacutetica global de
investimento em seguranccedila sauacutede e meio ambiente
Para a realizaccedilatildeo desta poliacutetica eacute necessaacuterio sobretudo conhecer os riscos
e os perigos que uma empresa oferece sendo por isto interessante realizar estudo
sobre estes temas como seraacute feito adiante
22 PERIGO E RISCO
Os termos perigo e risco geralmente satildeo associados sempre que uma
atividade oferece certa inseguranccedila No entanto os dois termos tecircm significados
diferentes Perigo de acordo com Sanders e Mc Cormick (1993 p 675) eacute rdquouma
condiccedilatildeo ou um conjunto de circunstacircncias que tecircm o potencial de causar ou
contribuir para uma lesatildeo ou morterdquo Em uma visatildeo mais generalizada Kolluru
(1996 p 113) entende o perigo como ldquoum agente quiacutemico bioloacutegico ou fiacutesico
(incluindo-se a radiaccedilatildeo eletromagneacutetica) ou um conjunto de condiccedilotildees que
apresentam uma fonte de risco mas natildeo o risco em sirdquo Na mesma linha de
pensamento Grimaldi e Simonds (1989 p 236) explicam que o perigo eacute uma
situaccedilatildeo que conteacutem ldquouma fonte de energia ou de fatores fisioloacutegicos e de
comportamentoconduta que quando natildeo controlados conduzem a
eventosocorrecircncias prejudiciaisnocivasrdquo
15
Estes eventos nocivos satildeo os riscos que oferecem probabilidade de lesatildeo ou
morte segundo comentaacuterios de Sanders e Mccormick (1993)
Assim entende-se o risco como ldquouma funccedilatildeo da natureza do perigo
acessibilidade ou acesso de contato (potencial de exposiccedilatildeo) caracteriacutesticas da
populaccedilatildeo exposta (receptores) a probabilidade de ocorrecircncia e a magnitude da
exposiccedilatildeo e das consequumlecircncias (KOLLURU 1996 p 110)
Grimaldi e Simonds (1989 p 236) estabelecem a diferenccedila entre perigo e
risco afirmando que ldquorisco eacute um resultado medido do efeito potencial do perigordquo
A principal diferenciaccedilatildeo entre perigo e risco eacute que o perigo eacute avaliado em
funccedilatildeo da sua severidade e tem potencial de causar dano e o risco eacute avaliado em
termos de sua severidade e probabilidade de ocorrecircncia
Cicco e Fantazzini (2003 p 8) definem perigo e risco como sendo
Perigo (Hazard) uma ou mais condiccedilotildees de uma variaacutevel com o potencial necessaacuterio para causar danos Esses danos podem ser entendidos como lesotildees a pessoas danos a equipamentos ou estruturas perda de material em processo ou reduccedilatildeo da capacidade de desempenho de uma funccedilatildeo preacute-determinada Havendo um perigo persistem as possibilidades de efeitos adversos Risco (Risk) expressa uma probabilidade de possiacuteveis danos dentro de um periacuteodo especiacutefico de tempo ou nuacutemero de ciclos operacionais Pode ser indicado pela probabilidade de um acidente multiplicada pelo dano vidas ou unidades operacionais (grifos no original)
Assim onde ocorre perigo eacute preciso um monitoramento para evitar o risco
De uma forma geral Pardo (2009) descreve o risco (R) como o produto da
probabilidade de ocorrecircncia de um perigo ou evento (P) pelo valor do dano
associado (D) ou severidade das suas consequumlenciais estabelecendo a foacutermula
R = P x D (21)
Para que o resultado desta foacutermula natildeo tenha um alcance incontrolaacutevel eacute
preciso haver o controle de risco o qual na opiniatildeo de Cardella (2010) tem por
objetivo manter os riscos abaixo de valores tolerados Este controle eacute realizado nas
empresas por um sistema de gerencia de riscos que seraacute descrita a seguir
16
23 GEREcircNCIA DE RISCOS
O empresaacuterio que tem consciecircncia do risco que as atividades de sua
empresa podem causar tanto aos trabalhadores quanto ao meio ambiente
estabelece entre as atribuiccedilotildees administrativas a gerecircncia de riscos
Cicco e Fantazzini (2003 p 16) entendem a gerecircncia de riscos como uma
ciecircncia uma arte direcionada para ldquoa proteccedilatildeo dos recursos humanos materiais e
financeiros de uma empresardquo Esta proteccedilatildeo pode ser realizada tanto pela
eliminaccedilatildeo ou reduccedilatildeo dos riscos quanto pelo financiamento dos riscos
remanescentes2 ou seja a gerecircncia de riscos tem por finalidade manter os riscos
abaixo dos valores tolerados pelas normas e regulamentos
Gerecircncia de riscos segundo Cardella (2010 p 69) utiliza ldquoum conjunto de
instrumentos para a organizaccedilatildeo [] planejar operar e controlar suas atividades no
exerciacutecio da Funccedilatildeo Controle de Riscosrdquo O autor explica estes instrumentos como
sendo os princiacutepios a poliacutetica as diretrizes os objetivos as estrateacutegias a
metodologia os programas os sistemas organizacionais e operacionais da
empresa
Seguindo a explicaccedilatildeo que Cardella (2010 p 70-75) assim resumem-se
estes instrumentos
- PRINCIacutePIOS DA GESTAtildeO DE RISCO
I - Nas organizaccedilotildees e sociedades o acidente eacute um fenocircmeno de natureza
multifacetada que resulta de interaccedilotildees complexas entre fatores fiacutesicos
bioloacutegicos psicoloacutegicos sociais e culturais
II - Todos os acidentes podem ser evitados
III - Os acidentes ocorrem porque a mente se envolve com o trabalho e
esquece do corpo
IV - Um indiviacuteduo natildeo consegue sozinho controlar os riscos de sua
atividade por isto releva-se o segundo princiacutepio que soacute tem validade dentro
de determinados limites que abrangem grande totalidade dos casos Estatildeo
fora desses limites as situaccedilotildees nas quais o homem natildeo dispotildee de
conhecimento ou tecnologia suficientes para evitar o acidente
2 Financiamento dos riscos remanescentes significa reter os riscos na empresa ou transferi-los total
ou parcialmente para as seguradoras
17
- OBJETIVOS DA GESTAtildeO DE RISCOS
Manter os riscos associados agrave organizaccedilatildeo abaixo de valores tolerados
- POLIacuteTICA DE GESTAtildeO DE RISCOS
Estabelecer as regras comportamentais da organizaccedilatildeo Cada organizaccedilatildeo
famiacutelia pessoa ou sociedade deve estabelecer sua proacutepria poliacutetica que eacute
sempre um reflexo de seus valores propondo-se como regras baacutesicas
a preservaccedilatildeo de pessoas tem prioridade sobre a preservaccedilatildeo de bens
b quem responde por uma atividade deve responder tambeacutem pelos riscos
decorrentes dessa atividade
- DIRETRIZES PARA GESTAtildeO DE RISCOS
a deve ser exercida em todas as fases do ciclo de vida das instalaccedilotildees e
dos produtos
b deve ser parte integrante de todas as atividades da organizaccedilatildeo
- ESTRATEacuteGIA DA GESTAtildeO DE RISCOS
Deve ser considerada a natureza do fenocircmeno acidente como um evento
indesejaacutevel incerto e remoto Deve-se priorizar accedilotildees que integram a
funccedilatildeo seguranccedila portanto a estrateacutegia do sistema de gestatildeo deve ser
estabelecida de modo a reduzir o desequiliacutebrio das forccedilas impulsoras do
comportamento
- METODOLOGIA DO SISTEMA DE GESTAtildeO DE RISCOS
O processo de gestatildeo de riscos eacute composto pelas funccedilotildees identificar
perigos avaliar riscos comparar com risco tolerado e tratar riscos sendo
que identificaccedilatildeo de perigos e avaliaccedilatildeo de riscos constituem a anaacutelise de
riscos Identificaccedilatildeo avaliaccedilatildeo e comparaccedilatildeo constituem o monitoramento
Monitoramento e intervenccedilatildeo constituem o controle O tratamento dos riscos
inclui a intervenccedilatildeo para reduccedilatildeo eou transferecircncia (seguro) O processo
de gestatildeo eacute aplicado agraves aacutereas de accedilatildeo e agraves fases do ciclo de vida dos
elementos da organizaccedilatildeo (pessoas instalaccedilotildees e produtos) Cartela
(2010) resume a metodologia do sistema de gestatildeo de riscos expondo as
funccedilotildees essenciais de indentificar os perigos avaliar os riscos comparar
com o risco tolerado e tratar os riscos
- PROGRAMAS DA GESTAtildeO DE RISCOS
Pelo fato de nem toda intervenccedilatildeo para controle de riscos ter efeitos
imediatos as alteraccedilotildees almejadas requerem planos de accedilatildeo de longo
prazo denominados programas Assim deve ser criado um programa para
cada aacuterea de accedilatildeo programa de seguranccedila nas atividades da organizaccedilatildeo
programa de seguranccedila nas atividades fora do trabalho programa de
seguranccedila nos transportes programa de seguranccedila nas atividades
contratadas e programa de seguranccedila no uso dos produtos da organizaccedilatildeo
18
Em funccedilatildeo da natureza multifacetada da seguranccedila os programas devem
ser desenvolvidos por equipes multidisciplinares Essa eacute uma forma de
executar na praacutetica a gestatildeo holiacutestica da organizaccedilatildeo Aleacutem dos programas
por aacuterea de accedilatildeo podem ser criados programas baacutesicos para dar suporte
ao controle de riscos nas diversas aacutereas Eacute recomendaacutevel manter os
programas de forma permanente considerando-se poreacutem que haacute os de
existecircncia restrita agraves fases de implantaccedilatildeo e consolidaccedilatildeo de algum meacutetodo
de controle de risco Exemplos programas de desenvolvimento do sistema
de autorizaccedilatildeo para trabalho de implantaccedilatildeo do registro e anaacutelise de
ocorrecircncias anormais e de implantaccedilatildeo de anaacutelise de risco
- SISTEMAS ORGANIZACIONAIS E SISTEMAS OPERACIONAIS
A maioria das organizaccedilotildees tem uma estrutura funcional Cada unidade eacute
um sistema organizacional A configuraccedilatildeo da estrutura funcional varia de
organizaccedilatildeo para organizaccedilatildeo Cabe ressaltar a importacircncia do equiliacutebrio
entre a poliacutetica - a responsabilidade pela gestatildeo de riscos eacute dos
responsaacuteveis pela atividade - e o princiacutepio - um indiviacuteduo natildeo consegue
sozinho controlar os riscos de sua atividade Provavelmente o equiliacutebrio se
encontra numa estrutura que conte com uma equipe de especialistas em
seguranccedila que assessore os demais oacutergatildeos Essa equipe deve atuar de
maneira que os demais componentes natildeo venham a consideraacute-la como a
uacutenica responsaacutevel pela funccedilatildeo seguranccedila Na gestatildeo holiacutestica esse
problema eacute resolvido pela criaccedilatildeo de sistemas organizacionais
denominados comitecircs Os comitecircs funcionais satildeo constituiacutedos pelo dirigente
de uma unidade organizacional e seus imediatos comeccedilando pelo nuacutemero
um da organizaccedilatildeo com seu corpo gerencial e terminando com os
supervisores de primeira linha e sua equipe de executantes Nesses
comitecircs satildeo tratados temas de seguranccedila relativos agraves aacutereas de
responsabilidade de seus componentes Os comitecircs interfuncionais satildeo
constituiacutedos por pessoas de especialidades diferentes e envolvidas nos
programas das diversas aacutereas de accedilatildeo da funccedilatildeo seguranccedila Nesses
comitecircs os componentes adquirem a visatildeo global e executam as accedilotildees
locais em suas aacutereas especializadas Aleacutem dos comitecircs haacute outros sistemas
organizacionais que denominaremos Comissatildeo e Grupo de Trabalho A
Comissatildeo eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por missatildeo analisar
ocorrecircncias emitindo conclusotildees e recomendaccedilotildees O Grupo de Trabalho
tambeacutem eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por objetivo executar
um trabalho teacutecnico Dentre os sistemas operacionais pode-se citar
sistema de integraccedilatildeo de empregados de empresas contratadas sistema de
controle de EPIs sistema de estatiacutestica de acidentes sistema de emissatildeo
de permissotildees para trabalho
19
O uso destes instrumentos requer teacutecnicas especiacuteficas que segundo Hillson
(2010) requerem que alguns passos sejam realizados antes de decidir como estes
instrumentos seratildeo utilizados
Iniciando por definir objetivos que direcionam o risco a ser debelado para
saber quais teacutecnicas podem ser usadas Hillson (2010) elenca algumas destas
teacutecnicas como brainstorms workshops checklists prompt lists entrevistas
questionaacuterios etc sendo que existe uma variedade de teacutecnicas que podem ser
utilizadas para certificar que qualquer tipo de risco possa ser identificado e distinguir
quais satildeo as causas que contribuem para estes riscos
Neste primeiro passo deve-se registrar detalhando como o risco eacute produzido
pois pode haver causas com maior proeminecircncia de fazecirc-lo acontecer
Hillson (2010) comenta que a avaliaccedilatildeo das causas deve ser qualitativa
descrevendo-se as caracteriacutesticas em detalhes de tal forma que sejam suficientes
para permitir a definiccedilatildeo de como elas seratildeo combatidas Tambeacutem podem ser
quantitativas usando-se modelos matemaacuteticos para simular o efeito do risco de
acordo com o niacutevel de interferecircncia Os meacutetodos incluem fazer planilhas de riscos
numa grade de duas dimensotildees mostrando a probabilidade e impacto permitindo
que o risco seja priorizado e usado para a estrutura de decomposiccedilatildeo de risco para
agrupar os riscos por tipoorigem
A avaliaccedilatildeo destas planilhas deve produzir estrateacutegias para impedir
transferir ou reduzir os riscos Estas estrateacutegias requerem a implementaccedilatildeo de um
plano de accedilotildees para monitorar a efetividade do que estaacute sendo realizado bem como
a necessidade de ajustes das decisotildees quando necessaacuterio Hillson (2010) alerta que
qualquer processo de risco deve incluir revisatildeo e atualizaccedilatildeo pois pode ocorrer
mudanccedilas no sistema produtivo e as causas podem mudar seu grau de influecircncia
podendo inclusive surgir novas que natildeo estavam sendo avaliadas bem como as
antigas podem aumentar ou diminuir os efeitos que causam o risco
Sob toda esta concepccedilatildeo de gerenciamento de riscos entende-se que ele eacute
uma atividade especiacutefica realizada por especialistas que devem usar ferramentas e
teacutecnicas adequadas Com a intenccedilatildeo de obter todos os benefiacutecios da implantaccedilatildeo do
processo de risco para uma organizaccedilatildeo eacute importante que o gerenciamento de
riscos esteja completamente integrado com as accedilotildees estrateacutegicas e operacionais da
20
organizaccedilatildeo Se natildeo existir esta integraccedilatildeo os resultados podem ser nefastos e os
perigos verificados podem incorrer em riscos de alto potencial
Hillson (2010 p 43) ensina que uma integraccedilatildeo verdadeira requer algumas
mudanccedilas organizacionais tais como
reconhecimento da existecircncia de incertezas como parte natural dos negoacutecios Junto a isso a necessidade de ter interfaces apropriadas com os processos de negoacutecio e ferramentas Em adiccedilatildeo existe a necessidade de desenvolver um pensamento estrateacutegico baseado em risco dentro da cultura organizacional [] deve ser visto como parte integral do fazer negoacutecio e deve se tornar ldquoconstrutivo e natildeo-repreensivo
Havendo esta integraccedilatildeo segundo Cardella (2010 p 44) o gerenciamento
de riscos eacute proativo em uma organizaccedilatildeo por implantar na administraccedilatildeo
empresarial
- um conjunto de ferramentas e teacutecnicas de gerenciamento de riscos que
estaria plenamente integrado com o projeto e os processos de negoacutecios e
com o reconhecimento de que incertezas fazem parte de todos os niacuteveis
da organizaccedilatildeo (via integraccedilatildeo de gerenciamento de riscos)
- melhorias nas anaacutelises dos efeitos dos riscos no projeto e no desempenho
do negoacutecio endereccedilando seu impacto tambeacutem em assuntos mais amplos
do que tempo e custo (via aumento da profundidade das anaacutelises e
amplitude da aplicaccedilatildeo) e cobrindo ameaccedilas e oportunidades
- com a apropriada consideraccedilatildeo sendo tomada no fator humano no
processo de risco usando avaliaccedilotildees de atitudes de risco contabilizando
sistematicamente sua influecircncia e construindo equipes balanceadas por
riscos (via aspectos comportamentais)
O gerenciamento de riscos atendendo todos os condicionantes essenciais
para que realmente os riscos sejam reduzidos ou eliminados contribui
significativamente para o sucesso da organizaccedilatildeo
21
Considerando que a base do gerenciamento de riscos eacute estabelecer
paracircmetros na conduccedilatildeo das accedilotildees portanto a seguir satildeo detalhados os processos
de anaacutelise de risco e as principais teacutecnicas que podem ser utilizadas em uma
empresa do ramo quiacutemico
22
24 ANAacuteLISE DE RISCOS
Considerando as pesquisas que avaliam os riscos nas organizaccedilotildees a
anaacutelise de riscos situa-se como o ldquoestudo detalhado de um objeto com a finalidade
de identificar perigos e avaliar os riscos associadosrdquo (CARTELLA 2010 p 106)
Roessler (2001) relata que no Manual de Anaacutelise de Riscos Industriais da
Fundaccedilatildeo Estadual de Proteccedilatildeo Ambiental ndash FEPAM a anaacutelise de risco eacute uma
ferramenta administrativa que identifica e avalia qualitativamente e quantitativamente
os riscos inerentes agrave atividades de produccedilatildeo
Porto (2000) considera que esta ferramenta deve ser incorporada como
elemento essencial por todos os componentes de uma organizaccedilatildeo desde a alta
administraccedilatildeo ateacute o chatildeo da faacutebrica considerando que o principal foco da anaacutelise de
risco eacute a prevenccedilatildeo
O estudo da anaacutelise de risco tem por objetivo estabelecer a consciecircncia e o
controle dos riscos para o pessoal que estaacute desenvolvendo projetando operando e
mantendo os processos operacionais em uma organizaccedilatildeo As anaacutelises focam as
questotildees de seguranccedila de processos e ao mesmo tempo complementam as
atividades industriais de seguranccedila e sauacutede mais tradicionais
Os acidentes podem ocorrer na operaccedilatildeo de qualquer processo e a
preocupaccedilatildeo pela prevenccedilatildeo desses acidentes natildeo inclui apenas o compromisso da
gerecircncia ou da lideranccedila nas organizaccedilotildees mas requer tambeacutem um programa bem
definido para administrar todas as funccedilotildees e atividades que possam afetar a
seguranccedila em cada niacutevel da organizaccedilatildeo (DUPONT 2009)
Pelas orientaccedilotildees da DuPont (2009) a implementaccedilatildeo de programas de
anaacutelise de risco tem por objetivo conhecer os riscos relacionados agraves instalaccedilotildees e
aos processos industriais As anaacutelises satildeo realizadas por meio de ferramentas
estruturadas e por equipes multidisciplinares Os riscos satildeo identificados atraveacutes das
experiecircncias anteriores da equipe de resultados de auditorias inspeccedilotildees ou ateacute
mesmo anaacutelise de incidentes bem como de anaacutelises de riscos anteriormente
realizadas Os resultados por meio dessas anaacutelises alimentam planos de accedilatildeo de
emergecircncia bem como procedimentos operacionais reciclagem nos treinamentos
especificaccedilotildees das instalaccedilotildees e processos dentro de um enfoque de melhoria
contiacutenua
23
Souza (2006) destaca algumas irregularidades que podem afetar a empresa
e que satildeo abordados durante uma inspeccedilatildeo de riscos
Danos a propriedade (incecircndio explosatildeo etc)
Lesotildees pessoais (morte mutilaccedilotildees doenccedilas etc)
Parada de produccedilatildeo (quebra de maacutequina queima de motores
transformadores etc)
Perda de qualidade (falta de controle de processo instrumentos e
maquinaacuterios inadequados etc)
Poluiccedilatildeo ambiental (tratamento inadequado de efluentes gases e
resiacuteduos industriais soacutelidos etc)
Riscos agrave comunidade (vazamento de gases toacutexicos liacutequidos inflamaacuteveis
etc)
Esse mesmo autor tambeacutem destaca os principais benefiacutecios com a anaacutelise
de riscos
Reduz a frequumlecircncia e a gravidade de eventos indesejados (incecircndio
lesotildees interrupccedilatildeo da produccedilatildeo etc)
Adeacutequa o seguro aos reais riscos da empresa
Reduz eou elimina as indenizaccedilotildeesmultas provenientes de danos ao
meio ambiente
Aponta necessidades de treinamentos
Otimiza os investimentos
Manteacutem a continuidade do processo produtivo
Detecta as deficiecircncias e otimiza os gastos com manutenccedilatildeo
Preserva a imagem da empresa
Manteacutem os funcionaacuterios mais satisfeitos
Prioriza a tomada de decisotildees dos investimentos necessaacuterios em
prevenccedilatildeo e permite a anaacutelise da relaccedilatildeo custobeneficio
24
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO
As teacutecnicas de anaacutelise de risco vecircm sendo aplicadas nas induacutestrias de
processo basicamente por dois fatores para a decisatildeo acerca da aceitabilidade de
uma nova planta industrial e para a melhoria da confiabilidade dos sistemas teacutecnicos
e organizacionais existentes Segundo Souza (2006) os resultados obtidos dessas
teacutecnicas servem para
Localizar processos e operaccedilotildees perigosas
Decidir sobre investimentos em equipamentos de prevenccedilatildeo de acidentes
e limitaccedilatildeo de suas consequumlecircncias
Projetar processos de fabricaccedilatildeo e sistemas de controle
Criar rotinas operacionais e de manutenccedilatildeo
Escrever e registrar documentos de seguranccedila para a organizaccedilatildeo
Existem diversas teacutecnicas para a anaacutelise de risco diferenciando-as por seus
objetivos benefiacutecios custos e limitaccedilotildees Como cada teacutecnica aborda os riscos de
maneira diferente existem certas vantagens no uso de determinadas teacutecnicas para
um especiacutefico processo ou projeto Os meacutetodos de anaacutelise de risco podem ser
classificados em qualitativos ou quantitativos
Atraveacutes dos meacutetodos qualitativos pode-se verificar a graduaccedilatildeo dos riscos
em uma atividade ou processo Os riscos satildeo identificados pela probabilidade de
ocorrecircncia e sua severidade de suas consequumlecircncias No entanto esse meacutetodo
torna-se subjetivo pois natildeo existe uma definiccedilatildeo de categorias de probabilidade e
severidade oacutetima Assim esse meacutetodo de anaacutelise pode variar conforme a
sensibilidade dos avaliadores por essa anaacutelise (PARDO 2009 RAPOSO 2004)
No entanto os meacutetodos quantitativos podem ser utilizados em conjunto com
os qualitativos dando uma maior complementaridade a anaacutelise por serem meacutetodos
mais detalhados (RAPOSO 2004)
A avaliaccedilatildeo qualitativa tem como limite o fato de natildeo se poder prever tudo jaacute
os limites da avaliaccedilatildeo quantitativa estatildeo fundamentados na qualidade dos dados
com relaccedilatildeo a sua confiabilidade (BARRETTO 2008)
25
Pelos estudos de Barretto (2008) Ferreira (2008) Raposo (2004) os
principais meacutetodos para anaacutelise de riscos qualitativos e quantitativos satildeo
Inspeccedilatildeo de Seguranccedila (Safety Review)
Lista de Verificaccedilatildeo (Checklist Analysis)
Priorizaccedilatildeo Relativa (Relative Ranking)
Anaacutelise Preliminar de PerigosRiscos (Preliminary Hazard Analysis)
Anaacutelise What-If (What-If Analysis)
Anaacutelise What-If LV (What-If Checklist Analysis)
Anaacutelise de Perigos e Operabilidade (Hazard and Operability Analysis)
Anaacutelise de Modos e Efeitos de Falhas (Failure Modes and Effects
Analysis)
Anaacutelise por Aacutervore de Eventos (Event Tree Analysis)
Anaacutelise por Aacutervore de Falhas (Fault Tree Analysis)
Anaacutelise de Causa e Consequumlecircncia (Cause-Consequence Analysis)
Anaacutelise da Confiabilidade Humana (Human Reliability Analysis)
Anaacutelise Histoacuterica
Anaacutelise de Vulnerabilidade (Vulnerability Models)
Anaacutelise de Custo-Benefiacutecio
Anaacutelise das Causas-Raiz de falhas (Root Cause Failure Analysis)
Anaacutelise Quantitativa de Riscos
Teacutecnicas Especiais
Para o estudo realizado no presente trabalho foi escolhido o meacutetodo da
Anaacutelise Preliminar de Riscos ndash APR e a Lista de Verificaccedilatildeo - Checklist que seratildeo
detalhadas com maior ecircnfase nos proacuteximos itens
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR
Entre as metodologias mais utilizadas para anaacutelise de risco consta a Anaacutelise
Preliminar de Riscos mais conhecida como APR Segundo informes da DuPont
(2009) a APR eacute tambeacutem conhecida como Anaacutelise Preliminar de Perigo ndash APP
26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

7
1 INTRODUCcedilAtildeO
A seguranccedila industrial consagra-se no meio ambiente laboral como uma
situaccedilatildeo de baixa ocorrecircncia de eventos que causam danos e perdas tanto para o
meio ambiente quanto para os trabalhadores Dando ecircnfase para a abordagem da
seguranccedila industrial como uma praacutetica essencial nas organizaccedilotildees natildeo importando
o seu porte torna-se imperativo uma gestatildeo de seguranccedila apta a desenvolver
metodologias e teacutecnicas em acordo com as especificidades da organizaccedilatildeo
Tem-se observado nas induacutestrias que satildeo poucos os empresaacuterios que
investem e preocupam-se com a seguranccedila industrial Muitos natildeo compreendem o
custo dos acidentes ou outros acontecimentos que ocasionam perdas e alguns
aceitam esses fatores como ldquoparte do negoacuteciordquo ou que os custos devem ser
assumidos pelas companhias de seguro (SOUZA 2006)
Com este pensamento errocircneo a maioria dos proprietaacuterios somente enxerga
os custos dos salaacuterios dos profissionais de seguranccedila dos tratamentos meacutedicos e
da compensaccedilatildeo dos trabalhadores afastados Poreacutem aliado aos incidentes ou
acidentes tambeacutem estatildeo agraves perdas de eficiecircncia bem como problemas de
qualidade custo e imagem da empresa que vem a denegrir a organizaccedilatildeo (SOUZA
2006)
Pesquisas realizadas pelo Ministeacuterio do Trabalho e Emprego - MTE e pelo
Ministeacuterio da Previdecircncia Social - MPS relatam que acidentes de trabalho por falta
de seguranccedila faz parte da gestatildeo empresarial essencialmente com o ingresso de
empresas estrangeiras no parque industrial brasileiro A cultura empresarial
estrangeira mostra a necessidade de manter a seguranccedila pois esta eacute uma forma de
obter maiores lucros natildeo soacute por natildeo haver custos pelos acidentes como pela maior
eficiecircncia desenvolvida em termos de produccedilatildeo quando o ambiente laboral eacute
adequadamente revestido de seguranccedila
Assim observa-se que estaacute havendo no parque industrial brasileiro uma
tendecircncia generalizada das organizaccedilotildees investirem na gestatildeo de seguranccedila fato
que os dados das pesquisas do MTE e MPS comprovam Segundo estas pesquisas
no periacuteodo de 1970 a 2008 houve um decliacutenio consideraacutevel de ocorrecircncias nefastas
por falta de seguranccedila no trabalho Em todo o Brasil na deacutecada de 1970 foi
8
registrado uma meacutedia de 1575565 acidentes e 3604 oacutebitos na deacutecada de 1980
houve uma meacutedia de 1118071 acidentes e 4672 oacutebitos na deacutecada de 1990 houve
uma meacutedia de 470210 acidentes e 3925 oacutebitos e no periacuteodo de 2000 a 2008 a
meacutedia de acidentes foi de 486785 acidentes e 1833 oacutebitos (BRASIL 2009)
Nas quatro uacuteltimas deacutecadas observa-se que a meacutedia de acidentes e oacutebitos
foi declinando fato atribuiacutedo agrave postura das organizaccedilotildees em buscarem atraveacutes da
gestatildeo de seguranccedila evitar os riscos inerentes agrave atividade que exercem
Estes fatos justificam trabalhos empenhados em mostrar a importacircncia da
implantaccedilatildeo de gestatildeo de seguranccedila nas induacutestrias destacando metodologias e
teacutecnicas aptas a solucionar os riscos inerentes nas atividades industriais
Situando estes riscos na induacutestria do setor quiacutemico pode-se dizer que eacute um
dos setores que exigem maior atenccedilatildeo Dados revelados pela DuPont (2009)
revelam que entre a deacutecada de 1960 e a deacutecada de 1990 em todo o mundo o setor
quiacutemico foi responsaacutevel por gastos de 752 bilhotildees de doacutelares por conta de
acidentes
Estes dados revelam ser imperativo que dirigentes operadores de
manutenccedilatildeo trabalhadores operacionais do setor quiacutemico estejam conscientes da
importacircncia da prevenccedilatildeo de acidentes com eliminaccedilatildeo de riscos de forma a obter
excelecircncia da atividade da organizaccedilatildeo
Assim este trabalho dedica-se a apresentar um sistema de gerenciamento
de seguranccedila de processo realizado no setor de filtragem de uma empresa do ramo
quiacutemico da cidade de Ponta Grossa - Paranaacute utilizando o Checklist e a Anaacutelise de
Riscos de Processo ndash APR visando conscientizar os administradores e empresaacuterios
para a necessidade do controle de riscos e de gerenciamento de processo que
envolve materiais e equipamentos que oferecem riscos
Para tanto levantou-se como problemaacutetica eacute possiacutevel prevenir com eficaacutecia
os riscos do setor de filtragem de uma induacutestria quiacutemica usando a lista de verificaccedilatildeo
e a anaacutelise preliminar de riscos
9
11 OBJETIVOS
111 Objetivo Geral
O trabalho teve como objetivo levantar os principais riscos do setor de
filtragem em uma induacutestria quiacutemica utilizando as teacutecnicas de anaacutelise de risco
Checklist e APR
112 Objetivo Especiacutefico
Os objetivos especiacuteficos constaram de expor as normas legalmente
instituiacutedas para a seguranccedila do trabalho delinear teacutecnicas de anaacutelise de riscos para
detectar prevenir ou eliminar riscos no ambiente de trabalho descrever aplicaccedilatildeo da
teacutecnica APR auxiliada pelo Checklist em uma empresa do ramo quiacutemico
12 ESTRUTURA DO TRABALHO
A estrutura do trabalho constou de cinco segmentos sendo que o primeiro
corresponde a presente introduccedilatildeo o segundo descreve inicialmente as normas e
regulamentos da seguranccedila de trabalho que regulamentam sistemas de prevenccedilatildeo
de riscos no ambiente laboral em seguida satildeo descritas as teacutecnicas e metodologias
dispostas na literatura que orientam para a implantaccedilatildeo de uma gestatildeo de riscos nas
empresas cujas atividades apresentam perigo suficiente para a ocorrecircncia de riscos
No terceiro segmento satildeo apresentados os procedimentos metodoloacutegicos adotados
para a realizaccedilatildeo da pesquisa No quarto segmento eacute descrito o estudo que foi
realizado na Empresa X detalhando o processo de aplicaccedilatildeo da teacutecnica APR que
teve como anaacutelise preliminar o Checklist Ainda neste mesmo segmento foram
apresentados e discutidos os dados coletados demonstrados pelo uso de planilhas
10
da APR bem como foram sugeridas accedilotildees visando amenizar e erradicar os riscos
pontuados na pesquisa O quinto e uacuteltimo segmento expotildee as conclusotildees obtidas
pela pesquisa
11
2 SEGURANCcedilA NO TRABALHO - PREVENCcedilAtildeO PELO MEacuteTODO DA GEREcircNCIA E ANAacuteLISE DE RISCOS
21 SEGURANCcedilA NO TRABALHO
De acordo com as diretrizes do Ministeacuterio do Trabalho e Emprego (BRASIL
2009) seguranccedila do trabalho deve ser entendida como o conjunto de medidas
adotadas para erradicar ou minimizar os acidentes de trabalho do trabalhador Estas
medidas tecircm por finalidade assegurar a integridade do meio ambiente e da sauacutede do
trabalhador aleacutem de garantir o aumento da produtividade e a qualidade dos
produtos melhorando as relaccedilotildees humanas no trabalho
Cardella (2010 p 37) considera seguranccedila como ldquoum conjunto de accedilotildees
exercidas com o intuito de reduzir danos e perdas provocados por agentes
agressivosrdquo Para este autor a seguranccedila do trabalho deve ser considerada como
uma das principais funccedilotildees administrativas de uma empresa
Em termos de aplicaccedilatildeo metodoloacutegica a seguranccedila do trabalho congrega
estudos e pesquisas tendo como campo de atuaccedilatildeo todo tipo de empresa desde os
mais simples ateacute os maiores complexos conglomerados industriais Geralmente a
seguranccedila do trabalho estaacute prevista na organizaccedilatildeo poliacutetica do paiacutes sendo definida
por normas e leis
O Brasil apresenta legislaccedilatildeo especiacutefica de seguranccedila do trabalho por meio
das Normas Regulamentadoras e de outras leis complementares como portarias e
decretos e tambeacutem as ratificaccedilotildees das Convenccedilotildees Internacionais da Organizaccedilatildeo
Internacional do Trabalho
A Constituiccedilatildeo Federal de 1988 dedica no Capiacutetulo II - Dos Direitos Sociais o
artigo 6ordm e 7ordm incisos XXII XXIII XXVIII e XXXIII1 que dispotildee especificamente
sobre seguranccedila e sauacutede dos trabalhadores
1 Inciso XXII - reduccedilatildeo dos riscos inerentes ao trabalho por meio de normas de sauacutede higiene e
seguranccedila Inciso XXIII - adicional de remuneraccedilatildeo para as atividades penosas insalubres ou perigosas na forma da lei Inciso XXVIII - seguro contra acidentes de trabalho a cargo do empregador sem excluir a indenizaccedilatildeo a que esta estaacute obrigado quando incorrer em dolo ou culpa Inciso XXXIII - proibiccedilatildeo do trabalho noturno perigoso ou insalubre aos menores de dezoito e de qualquer trabalho a menores de quatorze anos salvo na condiccedilatildeo de aprendiz (SIQUEIRA 2000)
12
Conforme registra Siqueira (2000) a Consolidaccedilatildeo das Leis do Trabalho -
CLT dedica o seu Capiacutetulo V agrave Seguranccedila e Medicina do Trabalho de acordo com a
redaccedilatildeo dada pela Lei 6514 de 22 de dezembro de 1977 Os artigos 154 a 223 da
CLT trazem inuacutemeras normas para regulamentar os acidentes de trabalho sendo
enfatizada a prevenccedilatildeo como obrigaccedilatildeo do empregador O Ministeacuterio do Trabalho
instituiu a Portaria n 3214 de 08 de junho de 1978 para aprovar as Normas
Regulamentadoras - NR previstas no Capiacutetulo V da CLT Esta mesma Portaria
estabelece que as alteraccedilotildees posteriores das NRs seriam determinadas pela
Secretaria de Seguranccedila e Sauacutede do Trabalho oacutergatildeo do Ministeacuterio do Trabalho e
Emprego
Aleacutem destas normas exclusivas do Brasil ainda existem as Convenccedilotildees da
Organizaccedilatildeo Internacional do Trabalho ndash OIT que satildeo ratificadas por Decretos Haacute
tambeacutem a legislaccedilatildeo acidentaacuteria regulada pelo Ministeacuterio da Previdecircncia Social que
estabelecem os criteacuterios das aposentadorias especiais do seguro de acidente do
trabalho
Mediante toda esta legislaccedilatildeo as empresas tecircm como obrigaccedilatildeo cercarem-
se de aparatos que eliminem os riscos de acidentes tanto para as pessoas quanto
para o meio ambiente No entanto existem atividades que a eliminaccedilatildeo total de
riscos eacute impossiacutevel por isto os riscos devem ser monitorados constantemente de
forma a natildeo ocorrer acidentes
Cardella (2010 p 33) coloca entre estes aparatos a realizaccedilatildeo do
diagnoacutestico de seguranccedila considerando-o como ldquoo resultado do estudo que tem por
objetivo conhecer o estado de seguranccedila da organizaccedilatildeordquo Com este diagnoacutestico eacute
possiacutevel avaliar a situaccedilatildeo de seguranccedila comparando-se com um padratildeo preacute
estabelecido com as normas obtendo-se um desvio que serviraacute de insumo para
elaboraccedilatildeo do plano de accedilatildeo para intervenccedilatildeo
Este diagnoacutestico deve abranger a organizaccedilatildeo o meio ambiente e as
relaccedilotildees entre ambos segundo explica Cardella (2010)
Na organizaccedilatildeo [abordam-se] sistemas operacionais e organizacionais relaccedilotildees entre esses sistemas e manifestaccedilotildees do risco em ocorrecircncias anormais acidentes danos e perdas O sistema operacional eacute avaliado nas dimensotildees anatocircmica (estrutura e forma) e fisioloacutegica (funccedilotildees) Satildeo focalizados homens equipamentos e instalaccedilotildees processos insumos e produtos
13
O diagnoacutestico exige uma inspeccedilatildeo planejada do ambiente de trabalho para
que sejam identificados agentes agressivos classificando-os segundo o niacutevel de
periculosidade e sistemas de controle classificando-os segundo o niacutevel de
qualidade
Os agentes agressivos podem ser mecacircnicos gravitacionais elaacutesticos e cineacuteticos eleacutetricos teacutermicos bioloacutegicos ergonocircmicos sonoros (ruiacutedos) e radiantes O sistema de controle de risco eacute constituiacutedo por contenccedilatildeo recomposiccedilatildeo isolamento alarme proteccedilatildeo evacuaccedilatildeo resgate salvamento combate e recuperaccedilatildeo (CARDELLA 2010 P 33)
Pelo diagnoacutestico obteacutem-se a dimensatildeo funcional do sistema operacional pela
avaliaccedilatildeo da anaacutelise de risco do processo sendo que esta anaacutelise eacute recorrente do
trabalho realizado em cada empresa
De acordo com Almeida Filho (1992) previnem-se acidentes por meio da
associaccedilatildeo do trabalho com o gerenciamento dos riscos Esta associaccedilatildeo requer
pesquisas meacutetodos e teacutecnicas especiacuteficas monitoramento e controle de forma que
os conceitos baacutesicos de seguranccedila estejam incorporados em todas as etapas do
processo produtivo do projeto agrave operaccedilatildeo Assim seraacute garantindo a seguranccedila dos
processos
Monteiro e Bertagni (1999) comentam que no passado seguranccedila do
trabalho significava apenas usar capacetes botas cintos de seguranccedila e uma seacuterie
de outros equipamentos de proteccedilatildeo individual contra acidentes no entanto hoje
quando a evoluccedilatildeo da tecnologia criou novos ambientes de trabalho novos riscos
tecircm aparecido e por isto eacute necessaacuterio que constantes pesquisas sejam realizadas e
o monitoramento seja uma prerrogativa essencial Sob esta condiccedilatildeo seguranccedila do
trabalho hoje exige uma abordagem multidisciplinar e a forma eficaz de prevenir
acidentes eacute conhecer e saber controlar os riscos
Na mesma linha de pensamento Cardela (2010 p 17) comenta que
A prevenccedilatildeo de acidentes requer o estudo de fenocircmenos que causam danos e perdas agraves pessoas ao patrimocircnio e ao meio ambiente [] O [seu] estudo requer uma ciecircncia multidisciplinar abrangendo a Engenharia de Seguranccedila do Trabalho a Engenharia de Seguranccedila Ambiental a Seguranccedila Puacuteblica a Seguranccedila do Lar e do Lazer e a Medicina
14
Ocupacional Analogamente ao que eacute feito na Fiacutesica definiriacuteamos conceitos baacutesicos como dano perda perigo risco agente agressivo energia agressiva contenccedilatildeo proteccedilatildeo e emergecircncia Com eles poderiacuteamos estudar fenocircmenos acidentais e resolver problemas no campo da prevenccedilatildeo de acidentes e do controle de emergecircncias
Este estudo multidisciplinar conforme orientam os autores necessita de
profissionais capacitados Fernandes (1991) alerta que para realmente prevenir o
acidente por riscos da atividade de trabalho eacute preciso conhecer e controlar estes
riscos adotando uma poliacutetica de seguranccedila tendo como condutores desta poliacutetica
profissionais especializados aptos a antecipar reconhecer avaliar e controlar os
riscos do ambiente de trabalho O bem estar fiacutesico e psicoloacutegico dos trabalhadores
reflete no seu desempenho profissional e eacute resultado de uma poliacutetica global de
investimento em seguranccedila sauacutede e meio ambiente
Para a realizaccedilatildeo desta poliacutetica eacute necessaacuterio sobretudo conhecer os riscos
e os perigos que uma empresa oferece sendo por isto interessante realizar estudo
sobre estes temas como seraacute feito adiante
22 PERIGO E RISCO
Os termos perigo e risco geralmente satildeo associados sempre que uma
atividade oferece certa inseguranccedila No entanto os dois termos tecircm significados
diferentes Perigo de acordo com Sanders e Mc Cormick (1993 p 675) eacute rdquouma
condiccedilatildeo ou um conjunto de circunstacircncias que tecircm o potencial de causar ou
contribuir para uma lesatildeo ou morterdquo Em uma visatildeo mais generalizada Kolluru
(1996 p 113) entende o perigo como ldquoum agente quiacutemico bioloacutegico ou fiacutesico
(incluindo-se a radiaccedilatildeo eletromagneacutetica) ou um conjunto de condiccedilotildees que
apresentam uma fonte de risco mas natildeo o risco em sirdquo Na mesma linha de
pensamento Grimaldi e Simonds (1989 p 236) explicam que o perigo eacute uma
situaccedilatildeo que conteacutem ldquouma fonte de energia ou de fatores fisioloacutegicos e de
comportamentoconduta que quando natildeo controlados conduzem a
eventosocorrecircncias prejudiciaisnocivasrdquo
15
Estes eventos nocivos satildeo os riscos que oferecem probabilidade de lesatildeo ou
morte segundo comentaacuterios de Sanders e Mccormick (1993)
Assim entende-se o risco como ldquouma funccedilatildeo da natureza do perigo
acessibilidade ou acesso de contato (potencial de exposiccedilatildeo) caracteriacutesticas da
populaccedilatildeo exposta (receptores) a probabilidade de ocorrecircncia e a magnitude da
exposiccedilatildeo e das consequumlecircncias (KOLLURU 1996 p 110)
Grimaldi e Simonds (1989 p 236) estabelecem a diferenccedila entre perigo e
risco afirmando que ldquorisco eacute um resultado medido do efeito potencial do perigordquo
A principal diferenciaccedilatildeo entre perigo e risco eacute que o perigo eacute avaliado em
funccedilatildeo da sua severidade e tem potencial de causar dano e o risco eacute avaliado em
termos de sua severidade e probabilidade de ocorrecircncia
Cicco e Fantazzini (2003 p 8) definem perigo e risco como sendo
Perigo (Hazard) uma ou mais condiccedilotildees de uma variaacutevel com o potencial necessaacuterio para causar danos Esses danos podem ser entendidos como lesotildees a pessoas danos a equipamentos ou estruturas perda de material em processo ou reduccedilatildeo da capacidade de desempenho de uma funccedilatildeo preacute-determinada Havendo um perigo persistem as possibilidades de efeitos adversos Risco (Risk) expressa uma probabilidade de possiacuteveis danos dentro de um periacuteodo especiacutefico de tempo ou nuacutemero de ciclos operacionais Pode ser indicado pela probabilidade de um acidente multiplicada pelo dano vidas ou unidades operacionais (grifos no original)
Assim onde ocorre perigo eacute preciso um monitoramento para evitar o risco
De uma forma geral Pardo (2009) descreve o risco (R) como o produto da
probabilidade de ocorrecircncia de um perigo ou evento (P) pelo valor do dano
associado (D) ou severidade das suas consequumlenciais estabelecendo a foacutermula
R = P x D (21)
Para que o resultado desta foacutermula natildeo tenha um alcance incontrolaacutevel eacute
preciso haver o controle de risco o qual na opiniatildeo de Cardella (2010) tem por
objetivo manter os riscos abaixo de valores tolerados Este controle eacute realizado nas
empresas por um sistema de gerencia de riscos que seraacute descrita a seguir
16
23 GEREcircNCIA DE RISCOS
O empresaacuterio que tem consciecircncia do risco que as atividades de sua
empresa podem causar tanto aos trabalhadores quanto ao meio ambiente
estabelece entre as atribuiccedilotildees administrativas a gerecircncia de riscos
Cicco e Fantazzini (2003 p 16) entendem a gerecircncia de riscos como uma
ciecircncia uma arte direcionada para ldquoa proteccedilatildeo dos recursos humanos materiais e
financeiros de uma empresardquo Esta proteccedilatildeo pode ser realizada tanto pela
eliminaccedilatildeo ou reduccedilatildeo dos riscos quanto pelo financiamento dos riscos
remanescentes2 ou seja a gerecircncia de riscos tem por finalidade manter os riscos
abaixo dos valores tolerados pelas normas e regulamentos
Gerecircncia de riscos segundo Cardella (2010 p 69) utiliza ldquoum conjunto de
instrumentos para a organizaccedilatildeo [] planejar operar e controlar suas atividades no
exerciacutecio da Funccedilatildeo Controle de Riscosrdquo O autor explica estes instrumentos como
sendo os princiacutepios a poliacutetica as diretrizes os objetivos as estrateacutegias a
metodologia os programas os sistemas organizacionais e operacionais da
empresa
Seguindo a explicaccedilatildeo que Cardella (2010 p 70-75) assim resumem-se
estes instrumentos
- PRINCIacutePIOS DA GESTAtildeO DE RISCO
I - Nas organizaccedilotildees e sociedades o acidente eacute um fenocircmeno de natureza
multifacetada que resulta de interaccedilotildees complexas entre fatores fiacutesicos
bioloacutegicos psicoloacutegicos sociais e culturais
II - Todos os acidentes podem ser evitados
III - Os acidentes ocorrem porque a mente se envolve com o trabalho e
esquece do corpo
IV - Um indiviacuteduo natildeo consegue sozinho controlar os riscos de sua
atividade por isto releva-se o segundo princiacutepio que soacute tem validade dentro
de determinados limites que abrangem grande totalidade dos casos Estatildeo
fora desses limites as situaccedilotildees nas quais o homem natildeo dispotildee de
conhecimento ou tecnologia suficientes para evitar o acidente
2 Financiamento dos riscos remanescentes significa reter os riscos na empresa ou transferi-los total
ou parcialmente para as seguradoras
17
- OBJETIVOS DA GESTAtildeO DE RISCOS
Manter os riscos associados agrave organizaccedilatildeo abaixo de valores tolerados
- POLIacuteTICA DE GESTAtildeO DE RISCOS
Estabelecer as regras comportamentais da organizaccedilatildeo Cada organizaccedilatildeo
famiacutelia pessoa ou sociedade deve estabelecer sua proacutepria poliacutetica que eacute
sempre um reflexo de seus valores propondo-se como regras baacutesicas
a preservaccedilatildeo de pessoas tem prioridade sobre a preservaccedilatildeo de bens
b quem responde por uma atividade deve responder tambeacutem pelos riscos
decorrentes dessa atividade
- DIRETRIZES PARA GESTAtildeO DE RISCOS
a deve ser exercida em todas as fases do ciclo de vida das instalaccedilotildees e
dos produtos
b deve ser parte integrante de todas as atividades da organizaccedilatildeo
- ESTRATEacuteGIA DA GESTAtildeO DE RISCOS
Deve ser considerada a natureza do fenocircmeno acidente como um evento
indesejaacutevel incerto e remoto Deve-se priorizar accedilotildees que integram a
funccedilatildeo seguranccedila portanto a estrateacutegia do sistema de gestatildeo deve ser
estabelecida de modo a reduzir o desequiliacutebrio das forccedilas impulsoras do
comportamento
- METODOLOGIA DO SISTEMA DE GESTAtildeO DE RISCOS
O processo de gestatildeo de riscos eacute composto pelas funccedilotildees identificar
perigos avaliar riscos comparar com risco tolerado e tratar riscos sendo
que identificaccedilatildeo de perigos e avaliaccedilatildeo de riscos constituem a anaacutelise de
riscos Identificaccedilatildeo avaliaccedilatildeo e comparaccedilatildeo constituem o monitoramento
Monitoramento e intervenccedilatildeo constituem o controle O tratamento dos riscos
inclui a intervenccedilatildeo para reduccedilatildeo eou transferecircncia (seguro) O processo
de gestatildeo eacute aplicado agraves aacutereas de accedilatildeo e agraves fases do ciclo de vida dos
elementos da organizaccedilatildeo (pessoas instalaccedilotildees e produtos) Cartela
(2010) resume a metodologia do sistema de gestatildeo de riscos expondo as
funccedilotildees essenciais de indentificar os perigos avaliar os riscos comparar
com o risco tolerado e tratar os riscos
- PROGRAMAS DA GESTAtildeO DE RISCOS
Pelo fato de nem toda intervenccedilatildeo para controle de riscos ter efeitos
imediatos as alteraccedilotildees almejadas requerem planos de accedilatildeo de longo
prazo denominados programas Assim deve ser criado um programa para
cada aacuterea de accedilatildeo programa de seguranccedila nas atividades da organizaccedilatildeo
programa de seguranccedila nas atividades fora do trabalho programa de
seguranccedila nos transportes programa de seguranccedila nas atividades
contratadas e programa de seguranccedila no uso dos produtos da organizaccedilatildeo
18
Em funccedilatildeo da natureza multifacetada da seguranccedila os programas devem
ser desenvolvidos por equipes multidisciplinares Essa eacute uma forma de
executar na praacutetica a gestatildeo holiacutestica da organizaccedilatildeo Aleacutem dos programas
por aacuterea de accedilatildeo podem ser criados programas baacutesicos para dar suporte
ao controle de riscos nas diversas aacutereas Eacute recomendaacutevel manter os
programas de forma permanente considerando-se poreacutem que haacute os de
existecircncia restrita agraves fases de implantaccedilatildeo e consolidaccedilatildeo de algum meacutetodo
de controle de risco Exemplos programas de desenvolvimento do sistema
de autorizaccedilatildeo para trabalho de implantaccedilatildeo do registro e anaacutelise de
ocorrecircncias anormais e de implantaccedilatildeo de anaacutelise de risco
- SISTEMAS ORGANIZACIONAIS E SISTEMAS OPERACIONAIS
A maioria das organizaccedilotildees tem uma estrutura funcional Cada unidade eacute
um sistema organizacional A configuraccedilatildeo da estrutura funcional varia de
organizaccedilatildeo para organizaccedilatildeo Cabe ressaltar a importacircncia do equiliacutebrio
entre a poliacutetica - a responsabilidade pela gestatildeo de riscos eacute dos
responsaacuteveis pela atividade - e o princiacutepio - um indiviacuteduo natildeo consegue
sozinho controlar os riscos de sua atividade Provavelmente o equiliacutebrio se
encontra numa estrutura que conte com uma equipe de especialistas em
seguranccedila que assessore os demais oacutergatildeos Essa equipe deve atuar de
maneira que os demais componentes natildeo venham a consideraacute-la como a
uacutenica responsaacutevel pela funccedilatildeo seguranccedila Na gestatildeo holiacutestica esse
problema eacute resolvido pela criaccedilatildeo de sistemas organizacionais
denominados comitecircs Os comitecircs funcionais satildeo constituiacutedos pelo dirigente
de uma unidade organizacional e seus imediatos comeccedilando pelo nuacutemero
um da organizaccedilatildeo com seu corpo gerencial e terminando com os
supervisores de primeira linha e sua equipe de executantes Nesses
comitecircs satildeo tratados temas de seguranccedila relativos agraves aacutereas de
responsabilidade de seus componentes Os comitecircs interfuncionais satildeo
constituiacutedos por pessoas de especialidades diferentes e envolvidas nos
programas das diversas aacutereas de accedilatildeo da funccedilatildeo seguranccedila Nesses
comitecircs os componentes adquirem a visatildeo global e executam as accedilotildees
locais em suas aacutereas especializadas Aleacutem dos comitecircs haacute outros sistemas
organizacionais que denominaremos Comissatildeo e Grupo de Trabalho A
Comissatildeo eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por missatildeo analisar
ocorrecircncias emitindo conclusotildees e recomendaccedilotildees O Grupo de Trabalho
tambeacutem eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por objetivo executar
um trabalho teacutecnico Dentre os sistemas operacionais pode-se citar
sistema de integraccedilatildeo de empregados de empresas contratadas sistema de
controle de EPIs sistema de estatiacutestica de acidentes sistema de emissatildeo
de permissotildees para trabalho
19
O uso destes instrumentos requer teacutecnicas especiacuteficas que segundo Hillson
(2010) requerem que alguns passos sejam realizados antes de decidir como estes
instrumentos seratildeo utilizados
Iniciando por definir objetivos que direcionam o risco a ser debelado para
saber quais teacutecnicas podem ser usadas Hillson (2010) elenca algumas destas
teacutecnicas como brainstorms workshops checklists prompt lists entrevistas
questionaacuterios etc sendo que existe uma variedade de teacutecnicas que podem ser
utilizadas para certificar que qualquer tipo de risco possa ser identificado e distinguir
quais satildeo as causas que contribuem para estes riscos
Neste primeiro passo deve-se registrar detalhando como o risco eacute produzido
pois pode haver causas com maior proeminecircncia de fazecirc-lo acontecer
Hillson (2010) comenta que a avaliaccedilatildeo das causas deve ser qualitativa
descrevendo-se as caracteriacutesticas em detalhes de tal forma que sejam suficientes
para permitir a definiccedilatildeo de como elas seratildeo combatidas Tambeacutem podem ser
quantitativas usando-se modelos matemaacuteticos para simular o efeito do risco de
acordo com o niacutevel de interferecircncia Os meacutetodos incluem fazer planilhas de riscos
numa grade de duas dimensotildees mostrando a probabilidade e impacto permitindo
que o risco seja priorizado e usado para a estrutura de decomposiccedilatildeo de risco para
agrupar os riscos por tipoorigem
A avaliaccedilatildeo destas planilhas deve produzir estrateacutegias para impedir
transferir ou reduzir os riscos Estas estrateacutegias requerem a implementaccedilatildeo de um
plano de accedilotildees para monitorar a efetividade do que estaacute sendo realizado bem como
a necessidade de ajustes das decisotildees quando necessaacuterio Hillson (2010) alerta que
qualquer processo de risco deve incluir revisatildeo e atualizaccedilatildeo pois pode ocorrer
mudanccedilas no sistema produtivo e as causas podem mudar seu grau de influecircncia
podendo inclusive surgir novas que natildeo estavam sendo avaliadas bem como as
antigas podem aumentar ou diminuir os efeitos que causam o risco
Sob toda esta concepccedilatildeo de gerenciamento de riscos entende-se que ele eacute
uma atividade especiacutefica realizada por especialistas que devem usar ferramentas e
teacutecnicas adequadas Com a intenccedilatildeo de obter todos os benefiacutecios da implantaccedilatildeo do
processo de risco para uma organizaccedilatildeo eacute importante que o gerenciamento de
riscos esteja completamente integrado com as accedilotildees estrateacutegicas e operacionais da
20
organizaccedilatildeo Se natildeo existir esta integraccedilatildeo os resultados podem ser nefastos e os
perigos verificados podem incorrer em riscos de alto potencial
Hillson (2010 p 43) ensina que uma integraccedilatildeo verdadeira requer algumas
mudanccedilas organizacionais tais como
reconhecimento da existecircncia de incertezas como parte natural dos negoacutecios Junto a isso a necessidade de ter interfaces apropriadas com os processos de negoacutecio e ferramentas Em adiccedilatildeo existe a necessidade de desenvolver um pensamento estrateacutegico baseado em risco dentro da cultura organizacional [] deve ser visto como parte integral do fazer negoacutecio e deve se tornar ldquoconstrutivo e natildeo-repreensivo
Havendo esta integraccedilatildeo segundo Cardella (2010 p 44) o gerenciamento
de riscos eacute proativo em uma organizaccedilatildeo por implantar na administraccedilatildeo
empresarial
- um conjunto de ferramentas e teacutecnicas de gerenciamento de riscos que
estaria plenamente integrado com o projeto e os processos de negoacutecios e
com o reconhecimento de que incertezas fazem parte de todos os niacuteveis
da organizaccedilatildeo (via integraccedilatildeo de gerenciamento de riscos)
- melhorias nas anaacutelises dos efeitos dos riscos no projeto e no desempenho
do negoacutecio endereccedilando seu impacto tambeacutem em assuntos mais amplos
do que tempo e custo (via aumento da profundidade das anaacutelises e
amplitude da aplicaccedilatildeo) e cobrindo ameaccedilas e oportunidades
- com a apropriada consideraccedilatildeo sendo tomada no fator humano no
processo de risco usando avaliaccedilotildees de atitudes de risco contabilizando
sistematicamente sua influecircncia e construindo equipes balanceadas por
riscos (via aspectos comportamentais)
O gerenciamento de riscos atendendo todos os condicionantes essenciais
para que realmente os riscos sejam reduzidos ou eliminados contribui
significativamente para o sucesso da organizaccedilatildeo
21
Considerando que a base do gerenciamento de riscos eacute estabelecer
paracircmetros na conduccedilatildeo das accedilotildees portanto a seguir satildeo detalhados os processos
de anaacutelise de risco e as principais teacutecnicas que podem ser utilizadas em uma
empresa do ramo quiacutemico
22
24 ANAacuteLISE DE RISCOS
Considerando as pesquisas que avaliam os riscos nas organizaccedilotildees a
anaacutelise de riscos situa-se como o ldquoestudo detalhado de um objeto com a finalidade
de identificar perigos e avaliar os riscos associadosrdquo (CARTELLA 2010 p 106)
Roessler (2001) relata que no Manual de Anaacutelise de Riscos Industriais da
Fundaccedilatildeo Estadual de Proteccedilatildeo Ambiental ndash FEPAM a anaacutelise de risco eacute uma
ferramenta administrativa que identifica e avalia qualitativamente e quantitativamente
os riscos inerentes agrave atividades de produccedilatildeo
Porto (2000) considera que esta ferramenta deve ser incorporada como
elemento essencial por todos os componentes de uma organizaccedilatildeo desde a alta
administraccedilatildeo ateacute o chatildeo da faacutebrica considerando que o principal foco da anaacutelise de
risco eacute a prevenccedilatildeo
O estudo da anaacutelise de risco tem por objetivo estabelecer a consciecircncia e o
controle dos riscos para o pessoal que estaacute desenvolvendo projetando operando e
mantendo os processos operacionais em uma organizaccedilatildeo As anaacutelises focam as
questotildees de seguranccedila de processos e ao mesmo tempo complementam as
atividades industriais de seguranccedila e sauacutede mais tradicionais
Os acidentes podem ocorrer na operaccedilatildeo de qualquer processo e a
preocupaccedilatildeo pela prevenccedilatildeo desses acidentes natildeo inclui apenas o compromisso da
gerecircncia ou da lideranccedila nas organizaccedilotildees mas requer tambeacutem um programa bem
definido para administrar todas as funccedilotildees e atividades que possam afetar a
seguranccedila em cada niacutevel da organizaccedilatildeo (DUPONT 2009)
Pelas orientaccedilotildees da DuPont (2009) a implementaccedilatildeo de programas de
anaacutelise de risco tem por objetivo conhecer os riscos relacionados agraves instalaccedilotildees e
aos processos industriais As anaacutelises satildeo realizadas por meio de ferramentas
estruturadas e por equipes multidisciplinares Os riscos satildeo identificados atraveacutes das
experiecircncias anteriores da equipe de resultados de auditorias inspeccedilotildees ou ateacute
mesmo anaacutelise de incidentes bem como de anaacutelises de riscos anteriormente
realizadas Os resultados por meio dessas anaacutelises alimentam planos de accedilatildeo de
emergecircncia bem como procedimentos operacionais reciclagem nos treinamentos
especificaccedilotildees das instalaccedilotildees e processos dentro de um enfoque de melhoria
contiacutenua
23
Souza (2006) destaca algumas irregularidades que podem afetar a empresa
e que satildeo abordados durante uma inspeccedilatildeo de riscos
Danos a propriedade (incecircndio explosatildeo etc)
Lesotildees pessoais (morte mutilaccedilotildees doenccedilas etc)
Parada de produccedilatildeo (quebra de maacutequina queima de motores
transformadores etc)
Perda de qualidade (falta de controle de processo instrumentos e
maquinaacuterios inadequados etc)
Poluiccedilatildeo ambiental (tratamento inadequado de efluentes gases e
resiacuteduos industriais soacutelidos etc)
Riscos agrave comunidade (vazamento de gases toacutexicos liacutequidos inflamaacuteveis
etc)
Esse mesmo autor tambeacutem destaca os principais benefiacutecios com a anaacutelise
de riscos
Reduz a frequumlecircncia e a gravidade de eventos indesejados (incecircndio
lesotildees interrupccedilatildeo da produccedilatildeo etc)
Adeacutequa o seguro aos reais riscos da empresa
Reduz eou elimina as indenizaccedilotildeesmultas provenientes de danos ao
meio ambiente
Aponta necessidades de treinamentos
Otimiza os investimentos
Manteacutem a continuidade do processo produtivo
Detecta as deficiecircncias e otimiza os gastos com manutenccedilatildeo
Preserva a imagem da empresa
Manteacutem os funcionaacuterios mais satisfeitos
Prioriza a tomada de decisotildees dos investimentos necessaacuterios em
prevenccedilatildeo e permite a anaacutelise da relaccedilatildeo custobeneficio
24
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO
As teacutecnicas de anaacutelise de risco vecircm sendo aplicadas nas induacutestrias de
processo basicamente por dois fatores para a decisatildeo acerca da aceitabilidade de
uma nova planta industrial e para a melhoria da confiabilidade dos sistemas teacutecnicos
e organizacionais existentes Segundo Souza (2006) os resultados obtidos dessas
teacutecnicas servem para
Localizar processos e operaccedilotildees perigosas
Decidir sobre investimentos em equipamentos de prevenccedilatildeo de acidentes
e limitaccedilatildeo de suas consequumlecircncias
Projetar processos de fabricaccedilatildeo e sistemas de controle
Criar rotinas operacionais e de manutenccedilatildeo
Escrever e registrar documentos de seguranccedila para a organizaccedilatildeo
Existem diversas teacutecnicas para a anaacutelise de risco diferenciando-as por seus
objetivos benefiacutecios custos e limitaccedilotildees Como cada teacutecnica aborda os riscos de
maneira diferente existem certas vantagens no uso de determinadas teacutecnicas para
um especiacutefico processo ou projeto Os meacutetodos de anaacutelise de risco podem ser
classificados em qualitativos ou quantitativos
Atraveacutes dos meacutetodos qualitativos pode-se verificar a graduaccedilatildeo dos riscos
em uma atividade ou processo Os riscos satildeo identificados pela probabilidade de
ocorrecircncia e sua severidade de suas consequumlecircncias No entanto esse meacutetodo
torna-se subjetivo pois natildeo existe uma definiccedilatildeo de categorias de probabilidade e
severidade oacutetima Assim esse meacutetodo de anaacutelise pode variar conforme a
sensibilidade dos avaliadores por essa anaacutelise (PARDO 2009 RAPOSO 2004)
No entanto os meacutetodos quantitativos podem ser utilizados em conjunto com
os qualitativos dando uma maior complementaridade a anaacutelise por serem meacutetodos
mais detalhados (RAPOSO 2004)
A avaliaccedilatildeo qualitativa tem como limite o fato de natildeo se poder prever tudo jaacute
os limites da avaliaccedilatildeo quantitativa estatildeo fundamentados na qualidade dos dados
com relaccedilatildeo a sua confiabilidade (BARRETTO 2008)
25
Pelos estudos de Barretto (2008) Ferreira (2008) Raposo (2004) os
principais meacutetodos para anaacutelise de riscos qualitativos e quantitativos satildeo
Inspeccedilatildeo de Seguranccedila (Safety Review)
Lista de Verificaccedilatildeo (Checklist Analysis)
Priorizaccedilatildeo Relativa (Relative Ranking)
Anaacutelise Preliminar de PerigosRiscos (Preliminary Hazard Analysis)
Anaacutelise What-If (What-If Analysis)
Anaacutelise What-If LV (What-If Checklist Analysis)
Anaacutelise de Perigos e Operabilidade (Hazard and Operability Analysis)
Anaacutelise de Modos e Efeitos de Falhas (Failure Modes and Effects
Analysis)
Anaacutelise por Aacutervore de Eventos (Event Tree Analysis)
Anaacutelise por Aacutervore de Falhas (Fault Tree Analysis)
Anaacutelise de Causa e Consequumlecircncia (Cause-Consequence Analysis)
Anaacutelise da Confiabilidade Humana (Human Reliability Analysis)
Anaacutelise Histoacuterica
Anaacutelise de Vulnerabilidade (Vulnerability Models)
Anaacutelise de Custo-Benefiacutecio
Anaacutelise das Causas-Raiz de falhas (Root Cause Failure Analysis)
Anaacutelise Quantitativa de Riscos
Teacutecnicas Especiais
Para o estudo realizado no presente trabalho foi escolhido o meacutetodo da
Anaacutelise Preliminar de Riscos ndash APR e a Lista de Verificaccedilatildeo - Checklist que seratildeo
detalhadas com maior ecircnfase nos proacuteximos itens
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR
Entre as metodologias mais utilizadas para anaacutelise de risco consta a Anaacutelise
Preliminar de Riscos mais conhecida como APR Segundo informes da DuPont
(2009) a APR eacute tambeacutem conhecida como Anaacutelise Preliminar de Perigo ndash APP
26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

8
registrado uma meacutedia de 1575565 acidentes e 3604 oacutebitos na deacutecada de 1980
houve uma meacutedia de 1118071 acidentes e 4672 oacutebitos na deacutecada de 1990 houve
uma meacutedia de 470210 acidentes e 3925 oacutebitos e no periacuteodo de 2000 a 2008 a
meacutedia de acidentes foi de 486785 acidentes e 1833 oacutebitos (BRASIL 2009)
Nas quatro uacuteltimas deacutecadas observa-se que a meacutedia de acidentes e oacutebitos
foi declinando fato atribuiacutedo agrave postura das organizaccedilotildees em buscarem atraveacutes da
gestatildeo de seguranccedila evitar os riscos inerentes agrave atividade que exercem
Estes fatos justificam trabalhos empenhados em mostrar a importacircncia da
implantaccedilatildeo de gestatildeo de seguranccedila nas induacutestrias destacando metodologias e
teacutecnicas aptas a solucionar os riscos inerentes nas atividades industriais
Situando estes riscos na induacutestria do setor quiacutemico pode-se dizer que eacute um
dos setores que exigem maior atenccedilatildeo Dados revelados pela DuPont (2009)
revelam que entre a deacutecada de 1960 e a deacutecada de 1990 em todo o mundo o setor
quiacutemico foi responsaacutevel por gastos de 752 bilhotildees de doacutelares por conta de
acidentes
Estes dados revelam ser imperativo que dirigentes operadores de
manutenccedilatildeo trabalhadores operacionais do setor quiacutemico estejam conscientes da
importacircncia da prevenccedilatildeo de acidentes com eliminaccedilatildeo de riscos de forma a obter
excelecircncia da atividade da organizaccedilatildeo
Assim este trabalho dedica-se a apresentar um sistema de gerenciamento
de seguranccedila de processo realizado no setor de filtragem de uma empresa do ramo
quiacutemico da cidade de Ponta Grossa - Paranaacute utilizando o Checklist e a Anaacutelise de
Riscos de Processo ndash APR visando conscientizar os administradores e empresaacuterios
para a necessidade do controle de riscos e de gerenciamento de processo que
envolve materiais e equipamentos que oferecem riscos
Para tanto levantou-se como problemaacutetica eacute possiacutevel prevenir com eficaacutecia
os riscos do setor de filtragem de uma induacutestria quiacutemica usando a lista de verificaccedilatildeo
e a anaacutelise preliminar de riscos
9
11 OBJETIVOS
111 Objetivo Geral
O trabalho teve como objetivo levantar os principais riscos do setor de
filtragem em uma induacutestria quiacutemica utilizando as teacutecnicas de anaacutelise de risco
Checklist e APR
112 Objetivo Especiacutefico
Os objetivos especiacuteficos constaram de expor as normas legalmente
instituiacutedas para a seguranccedila do trabalho delinear teacutecnicas de anaacutelise de riscos para
detectar prevenir ou eliminar riscos no ambiente de trabalho descrever aplicaccedilatildeo da
teacutecnica APR auxiliada pelo Checklist em uma empresa do ramo quiacutemico
12 ESTRUTURA DO TRABALHO
A estrutura do trabalho constou de cinco segmentos sendo que o primeiro
corresponde a presente introduccedilatildeo o segundo descreve inicialmente as normas e
regulamentos da seguranccedila de trabalho que regulamentam sistemas de prevenccedilatildeo
de riscos no ambiente laboral em seguida satildeo descritas as teacutecnicas e metodologias
dispostas na literatura que orientam para a implantaccedilatildeo de uma gestatildeo de riscos nas
empresas cujas atividades apresentam perigo suficiente para a ocorrecircncia de riscos
No terceiro segmento satildeo apresentados os procedimentos metodoloacutegicos adotados
para a realizaccedilatildeo da pesquisa No quarto segmento eacute descrito o estudo que foi
realizado na Empresa X detalhando o processo de aplicaccedilatildeo da teacutecnica APR que
teve como anaacutelise preliminar o Checklist Ainda neste mesmo segmento foram
apresentados e discutidos os dados coletados demonstrados pelo uso de planilhas
10
da APR bem como foram sugeridas accedilotildees visando amenizar e erradicar os riscos
pontuados na pesquisa O quinto e uacuteltimo segmento expotildee as conclusotildees obtidas
pela pesquisa
11
2 SEGURANCcedilA NO TRABALHO - PREVENCcedilAtildeO PELO MEacuteTODO DA GEREcircNCIA E ANAacuteLISE DE RISCOS
21 SEGURANCcedilA NO TRABALHO
De acordo com as diretrizes do Ministeacuterio do Trabalho e Emprego (BRASIL
2009) seguranccedila do trabalho deve ser entendida como o conjunto de medidas
adotadas para erradicar ou minimizar os acidentes de trabalho do trabalhador Estas
medidas tecircm por finalidade assegurar a integridade do meio ambiente e da sauacutede do
trabalhador aleacutem de garantir o aumento da produtividade e a qualidade dos
produtos melhorando as relaccedilotildees humanas no trabalho
Cardella (2010 p 37) considera seguranccedila como ldquoum conjunto de accedilotildees
exercidas com o intuito de reduzir danos e perdas provocados por agentes
agressivosrdquo Para este autor a seguranccedila do trabalho deve ser considerada como
uma das principais funccedilotildees administrativas de uma empresa
Em termos de aplicaccedilatildeo metodoloacutegica a seguranccedila do trabalho congrega
estudos e pesquisas tendo como campo de atuaccedilatildeo todo tipo de empresa desde os
mais simples ateacute os maiores complexos conglomerados industriais Geralmente a
seguranccedila do trabalho estaacute prevista na organizaccedilatildeo poliacutetica do paiacutes sendo definida
por normas e leis
O Brasil apresenta legislaccedilatildeo especiacutefica de seguranccedila do trabalho por meio
das Normas Regulamentadoras e de outras leis complementares como portarias e
decretos e tambeacutem as ratificaccedilotildees das Convenccedilotildees Internacionais da Organizaccedilatildeo
Internacional do Trabalho
A Constituiccedilatildeo Federal de 1988 dedica no Capiacutetulo II - Dos Direitos Sociais o
artigo 6ordm e 7ordm incisos XXII XXIII XXVIII e XXXIII1 que dispotildee especificamente
sobre seguranccedila e sauacutede dos trabalhadores
1 Inciso XXII - reduccedilatildeo dos riscos inerentes ao trabalho por meio de normas de sauacutede higiene e
seguranccedila Inciso XXIII - adicional de remuneraccedilatildeo para as atividades penosas insalubres ou perigosas na forma da lei Inciso XXVIII - seguro contra acidentes de trabalho a cargo do empregador sem excluir a indenizaccedilatildeo a que esta estaacute obrigado quando incorrer em dolo ou culpa Inciso XXXIII - proibiccedilatildeo do trabalho noturno perigoso ou insalubre aos menores de dezoito e de qualquer trabalho a menores de quatorze anos salvo na condiccedilatildeo de aprendiz (SIQUEIRA 2000)
12
Conforme registra Siqueira (2000) a Consolidaccedilatildeo das Leis do Trabalho -
CLT dedica o seu Capiacutetulo V agrave Seguranccedila e Medicina do Trabalho de acordo com a
redaccedilatildeo dada pela Lei 6514 de 22 de dezembro de 1977 Os artigos 154 a 223 da
CLT trazem inuacutemeras normas para regulamentar os acidentes de trabalho sendo
enfatizada a prevenccedilatildeo como obrigaccedilatildeo do empregador O Ministeacuterio do Trabalho
instituiu a Portaria n 3214 de 08 de junho de 1978 para aprovar as Normas
Regulamentadoras - NR previstas no Capiacutetulo V da CLT Esta mesma Portaria
estabelece que as alteraccedilotildees posteriores das NRs seriam determinadas pela
Secretaria de Seguranccedila e Sauacutede do Trabalho oacutergatildeo do Ministeacuterio do Trabalho e
Emprego
Aleacutem destas normas exclusivas do Brasil ainda existem as Convenccedilotildees da
Organizaccedilatildeo Internacional do Trabalho ndash OIT que satildeo ratificadas por Decretos Haacute
tambeacutem a legislaccedilatildeo acidentaacuteria regulada pelo Ministeacuterio da Previdecircncia Social que
estabelecem os criteacuterios das aposentadorias especiais do seguro de acidente do
trabalho
Mediante toda esta legislaccedilatildeo as empresas tecircm como obrigaccedilatildeo cercarem-
se de aparatos que eliminem os riscos de acidentes tanto para as pessoas quanto
para o meio ambiente No entanto existem atividades que a eliminaccedilatildeo total de
riscos eacute impossiacutevel por isto os riscos devem ser monitorados constantemente de
forma a natildeo ocorrer acidentes
Cardella (2010 p 33) coloca entre estes aparatos a realizaccedilatildeo do
diagnoacutestico de seguranccedila considerando-o como ldquoo resultado do estudo que tem por
objetivo conhecer o estado de seguranccedila da organizaccedilatildeordquo Com este diagnoacutestico eacute
possiacutevel avaliar a situaccedilatildeo de seguranccedila comparando-se com um padratildeo preacute
estabelecido com as normas obtendo-se um desvio que serviraacute de insumo para
elaboraccedilatildeo do plano de accedilatildeo para intervenccedilatildeo
Este diagnoacutestico deve abranger a organizaccedilatildeo o meio ambiente e as
relaccedilotildees entre ambos segundo explica Cardella (2010)
Na organizaccedilatildeo [abordam-se] sistemas operacionais e organizacionais relaccedilotildees entre esses sistemas e manifestaccedilotildees do risco em ocorrecircncias anormais acidentes danos e perdas O sistema operacional eacute avaliado nas dimensotildees anatocircmica (estrutura e forma) e fisioloacutegica (funccedilotildees) Satildeo focalizados homens equipamentos e instalaccedilotildees processos insumos e produtos
13
O diagnoacutestico exige uma inspeccedilatildeo planejada do ambiente de trabalho para
que sejam identificados agentes agressivos classificando-os segundo o niacutevel de
periculosidade e sistemas de controle classificando-os segundo o niacutevel de
qualidade
Os agentes agressivos podem ser mecacircnicos gravitacionais elaacutesticos e cineacuteticos eleacutetricos teacutermicos bioloacutegicos ergonocircmicos sonoros (ruiacutedos) e radiantes O sistema de controle de risco eacute constituiacutedo por contenccedilatildeo recomposiccedilatildeo isolamento alarme proteccedilatildeo evacuaccedilatildeo resgate salvamento combate e recuperaccedilatildeo (CARDELLA 2010 P 33)
Pelo diagnoacutestico obteacutem-se a dimensatildeo funcional do sistema operacional pela
avaliaccedilatildeo da anaacutelise de risco do processo sendo que esta anaacutelise eacute recorrente do
trabalho realizado em cada empresa
De acordo com Almeida Filho (1992) previnem-se acidentes por meio da
associaccedilatildeo do trabalho com o gerenciamento dos riscos Esta associaccedilatildeo requer
pesquisas meacutetodos e teacutecnicas especiacuteficas monitoramento e controle de forma que
os conceitos baacutesicos de seguranccedila estejam incorporados em todas as etapas do
processo produtivo do projeto agrave operaccedilatildeo Assim seraacute garantindo a seguranccedila dos
processos
Monteiro e Bertagni (1999) comentam que no passado seguranccedila do
trabalho significava apenas usar capacetes botas cintos de seguranccedila e uma seacuterie
de outros equipamentos de proteccedilatildeo individual contra acidentes no entanto hoje
quando a evoluccedilatildeo da tecnologia criou novos ambientes de trabalho novos riscos
tecircm aparecido e por isto eacute necessaacuterio que constantes pesquisas sejam realizadas e
o monitoramento seja uma prerrogativa essencial Sob esta condiccedilatildeo seguranccedila do
trabalho hoje exige uma abordagem multidisciplinar e a forma eficaz de prevenir
acidentes eacute conhecer e saber controlar os riscos
Na mesma linha de pensamento Cardela (2010 p 17) comenta que
A prevenccedilatildeo de acidentes requer o estudo de fenocircmenos que causam danos e perdas agraves pessoas ao patrimocircnio e ao meio ambiente [] O [seu] estudo requer uma ciecircncia multidisciplinar abrangendo a Engenharia de Seguranccedila do Trabalho a Engenharia de Seguranccedila Ambiental a Seguranccedila Puacuteblica a Seguranccedila do Lar e do Lazer e a Medicina
14
Ocupacional Analogamente ao que eacute feito na Fiacutesica definiriacuteamos conceitos baacutesicos como dano perda perigo risco agente agressivo energia agressiva contenccedilatildeo proteccedilatildeo e emergecircncia Com eles poderiacuteamos estudar fenocircmenos acidentais e resolver problemas no campo da prevenccedilatildeo de acidentes e do controle de emergecircncias
Este estudo multidisciplinar conforme orientam os autores necessita de
profissionais capacitados Fernandes (1991) alerta que para realmente prevenir o
acidente por riscos da atividade de trabalho eacute preciso conhecer e controlar estes
riscos adotando uma poliacutetica de seguranccedila tendo como condutores desta poliacutetica
profissionais especializados aptos a antecipar reconhecer avaliar e controlar os
riscos do ambiente de trabalho O bem estar fiacutesico e psicoloacutegico dos trabalhadores
reflete no seu desempenho profissional e eacute resultado de uma poliacutetica global de
investimento em seguranccedila sauacutede e meio ambiente
Para a realizaccedilatildeo desta poliacutetica eacute necessaacuterio sobretudo conhecer os riscos
e os perigos que uma empresa oferece sendo por isto interessante realizar estudo
sobre estes temas como seraacute feito adiante
22 PERIGO E RISCO
Os termos perigo e risco geralmente satildeo associados sempre que uma
atividade oferece certa inseguranccedila No entanto os dois termos tecircm significados
diferentes Perigo de acordo com Sanders e Mc Cormick (1993 p 675) eacute rdquouma
condiccedilatildeo ou um conjunto de circunstacircncias que tecircm o potencial de causar ou
contribuir para uma lesatildeo ou morterdquo Em uma visatildeo mais generalizada Kolluru
(1996 p 113) entende o perigo como ldquoum agente quiacutemico bioloacutegico ou fiacutesico
(incluindo-se a radiaccedilatildeo eletromagneacutetica) ou um conjunto de condiccedilotildees que
apresentam uma fonte de risco mas natildeo o risco em sirdquo Na mesma linha de
pensamento Grimaldi e Simonds (1989 p 236) explicam que o perigo eacute uma
situaccedilatildeo que conteacutem ldquouma fonte de energia ou de fatores fisioloacutegicos e de
comportamentoconduta que quando natildeo controlados conduzem a
eventosocorrecircncias prejudiciaisnocivasrdquo
15
Estes eventos nocivos satildeo os riscos que oferecem probabilidade de lesatildeo ou
morte segundo comentaacuterios de Sanders e Mccormick (1993)
Assim entende-se o risco como ldquouma funccedilatildeo da natureza do perigo
acessibilidade ou acesso de contato (potencial de exposiccedilatildeo) caracteriacutesticas da
populaccedilatildeo exposta (receptores) a probabilidade de ocorrecircncia e a magnitude da
exposiccedilatildeo e das consequumlecircncias (KOLLURU 1996 p 110)
Grimaldi e Simonds (1989 p 236) estabelecem a diferenccedila entre perigo e
risco afirmando que ldquorisco eacute um resultado medido do efeito potencial do perigordquo
A principal diferenciaccedilatildeo entre perigo e risco eacute que o perigo eacute avaliado em
funccedilatildeo da sua severidade e tem potencial de causar dano e o risco eacute avaliado em
termos de sua severidade e probabilidade de ocorrecircncia
Cicco e Fantazzini (2003 p 8) definem perigo e risco como sendo
Perigo (Hazard) uma ou mais condiccedilotildees de uma variaacutevel com o potencial necessaacuterio para causar danos Esses danos podem ser entendidos como lesotildees a pessoas danos a equipamentos ou estruturas perda de material em processo ou reduccedilatildeo da capacidade de desempenho de uma funccedilatildeo preacute-determinada Havendo um perigo persistem as possibilidades de efeitos adversos Risco (Risk) expressa uma probabilidade de possiacuteveis danos dentro de um periacuteodo especiacutefico de tempo ou nuacutemero de ciclos operacionais Pode ser indicado pela probabilidade de um acidente multiplicada pelo dano vidas ou unidades operacionais (grifos no original)
Assim onde ocorre perigo eacute preciso um monitoramento para evitar o risco
De uma forma geral Pardo (2009) descreve o risco (R) como o produto da
probabilidade de ocorrecircncia de um perigo ou evento (P) pelo valor do dano
associado (D) ou severidade das suas consequumlenciais estabelecendo a foacutermula
R = P x D (21)
Para que o resultado desta foacutermula natildeo tenha um alcance incontrolaacutevel eacute
preciso haver o controle de risco o qual na opiniatildeo de Cardella (2010) tem por
objetivo manter os riscos abaixo de valores tolerados Este controle eacute realizado nas
empresas por um sistema de gerencia de riscos que seraacute descrita a seguir
16
23 GEREcircNCIA DE RISCOS
O empresaacuterio que tem consciecircncia do risco que as atividades de sua
empresa podem causar tanto aos trabalhadores quanto ao meio ambiente
estabelece entre as atribuiccedilotildees administrativas a gerecircncia de riscos
Cicco e Fantazzini (2003 p 16) entendem a gerecircncia de riscos como uma
ciecircncia uma arte direcionada para ldquoa proteccedilatildeo dos recursos humanos materiais e
financeiros de uma empresardquo Esta proteccedilatildeo pode ser realizada tanto pela
eliminaccedilatildeo ou reduccedilatildeo dos riscos quanto pelo financiamento dos riscos
remanescentes2 ou seja a gerecircncia de riscos tem por finalidade manter os riscos
abaixo dos valores tolerados pelas normas e regulamentos
Gerecircncia de riscos segundo Cardella (2010 p 69) utiliza ldquoum conjunto de
instrumentos para a organizaccedilatildeo [] planejar operar e controlar suas atividades no
exerciacutecio da Funccedilatildeo Controle de Riscosrdquo O autor explica estes instrumentos como
sendo os princiacutepios a poliacutetica as diretrizes os objetivos as estrateacutegias a
metodologia os programas os sistemas organizacionais e operacionais da
empresa
Seguindo a explicaccedilatildeo que Cardella (2010 p 70-75) assim resumem-se
estes instrumentos
- PRINCIacutePIOS DA GESTAtildeO DE RISCO
I - Nas organizaccedilotildees e sociedades o acidente eacute um fenocircmeno de natureza
multifacetada que resulta de interaccedilotildees complexas entre fatores fiacutesicos
bioloacutegicos psicoloacutegicos sociais e culturais
II - Todos os acidentes podem ser evitados
III - Os acidentes ocorrem porque a mente se envolve com o trabalho e
esquece do corpo
IV - Um indiviacuteduo natildeo consegue sozinho controlar os riscos de sua
atividade por isto releva-se o segundo princiacutepio que soacute tem validade dentro
de determinados limites que abrangem grande totalidade dos casos Estatildeo
fora desses limites as situaccedilotildees nas quais o homem natildeo dispotildee de
conhecimento ou tecnologia suficientes para evitar o acidente
2 Financiamento dos riscos remanescentes significa reter os riscos na empresa ou transferi-los total
ou parcialmente para as seguradoras
17
- OBJETIVOS DA GESTAtildeO DE RISCOS
Manter os riscos associados agrave organizaccedilatildeo abaixo de valores tolerados
- POLIacuteTICA DE GESTAtildeO DE RISCOS
Estabelecer as regras comportamentais da organizaccedilatildeo Cada organizaccedilatildeo
famiacutelia pessoa ou sociedade deve estabelecer sua proacutepria poliacutetica que eacute
sempre um reflexo de seus valores propondo-se como regras baacutesicas
a preservaccedilatildeo de pessoas tem prioridade sobre a preservaccedilatildeo de bens
b quem responde por uma atividade deve responder tambeacutem pelos riscos
decorrentes dessa atividade
- DIRETRIZES PARA GESTAtildeO DE RISCOS
a deve ser exercida em todas as fases do ciclo de vida das instalaccedilotildees e
dos produtos
b deve ser parte integrante de todas as atividades da organizaccedilatildeo
- ESTRATEacuteGIA DA GESTAtildeO DE RISCOS
Deve ser considerada a natureza do fenocircmeno acidente como um evento
indesejaacutevel incerto e remoto Deve-se priorizar accedilotildees que integram a
funccedilatildeo seguranccedila portanto a estrateacutegia do sistema de gestatildeo deve ser
estabelecida de modo a reduzir o desequiliacutebrio das forccedilas impulsoras do
comportamento
- METODOLOGIA DO SISTEMA DE GESTAtildeO DE RISCOS
O processo de gestatildeo de riscos eacute composto pelas funccedilotildees identificar
perigos avaliar riscos comparar com risco tolerado e tratar riscos sendo
que identificaccedilatildeo de perigos e avaliaccedilatildeo de riscos constituem a anaacutelise de
riscos Identificaccedilatildeo avaliaccedilatildeo e comparaccedilatildeo constituem o monitoramento
Monitoramento e intervenccedilatildeo constituem o controle O tratamento dos riscos
inclui a intervenccedilatildeo para reduccedilatildeo eou transferecircncia (seguro) O processo
de gestatildeo eacute aplicado agraves aacutereas de accedilatildeo e agraves fases do ciclo de vida dos
elementos da organizaccedilatildeo (pessoas instalaccedilotildees e produtos) Cartela
(2010) resume a metodologia do sistema de gestatildeo de riscos expondo as
funccedilotildees essenciais de indentificar os perigos avaliar os riscos comparar
com o risco tolerado e tratar os riscos
- PROGRAMAS DA GESTAtildeO DE RISCOS
Pelo fato de nem toda intervenccedilatildeo para controle de riscos ter efeitos
imediatos as alteraccedilotildees almejadas requerem planos de accedilatildeo de longo
prazo denominados programas Assim deve ser criado um programa para
cada aacuterea de accedilatildeo programa de seguranccedila nas atividades da organizaccedilatildeo
programa de seguranccedila nas atividades fora do trabalho programa de
seguranccedila nos transportes programa de seguranccedila nas atividades
contratadas e programa de seguranccedila no uso dos produtos da organizaccedilatildeo
18
Em funccedilatildeo da natureza multifacetada da seguranccedila os programas devem
ser desenvolvidos por equipes multidisciplinares Essa eacute uma forma de
executar na praacutetica a gestatildeo holiacutestica da organizaccedilatildeo Aleacutem dos programas
por aacuterea de accedilatildeo podem ser criados programas baacutesicos para dar suporte
ao controle de riscos nas diversas aacutereas Eacute recomendaacutevel manter os
programas de forma permanente considerando-se poreacutem que haacute os de
existecircncia restrita agraves fases de implantaccedilatildeo e consolidaccedilatildeo de algum meacutetodo
de controle de risco Exemplos programas de desenvolvimento do sistema
de autorizaccedilatildeo para trabalho de implantaccedilatildeo do registro e anaacutelise de
ocorrecircncias anormais e de implantaccedilatildeo de anaacutelise de risco
- SISTEMAS ORGANIZACIONAIS E SISTEMAS OPERACIONAIS
A maioria das organizaccedilotildees tem uma estrutura funcional Cada unidade eacute
um sistema organizacional A configuraccedilatildeo da estrutura funcional varia de
organizaccedilatildeo para organizaccedilatildeo Cabe ressaltar a importacircncia do equiliacutebrio
entre a poliacutetica - a responsabilidade pela gestatildeo de riscos eacute dos
responsaacuteveis pela atividade - e o princiacutepio - um indiviacuteduo natildeo consegue
sozinho controlar os riscos de sua atividade Provavelmente o equiliacutebrio se
encontra numa estrutura que conte com uma equipe de especialistas em
seguranccedila que assessore os demais oacutergatildeos Essa equipe deve atuar de
maneira que os demais componentes natildeo venham a consideraacute-la como a
uacutenica responsaacutevel pela funccedilatildeo seguranccedila Na gestatildeo holiacutestica esse
problema eacute resolvido pela criaccedilatildeo de sistemas organizacionais
denominados comitecircs Os comitecircs funcionais satildeo constituiacutedos pelo dirigente
de uma unidade organizacional e seus imediatos comeccedilando pelo nuacutemero
um da organizaccedilatildeo com seu corpo gerencial e terminando com os
supervisores de primeira linha e sua equipe de executantes Nesses
comitecircs satildeo tratados temas de seguranccedila relativos agraves aacutereas de
responsabilidade de seus componentes Os comitecircs interfuncionais satildeo
constituiacutedos por pessoas de especialidades diferentes e envolvidas nos
programas das diversas aacutereas de accedilatildeo da funccedilatildeo seguranccedila Nesses
comitecircs os componentes adquirem a visatildeo global e executam as accedilotildees
locais em suas aacutereas especializadas Aleacutem dos comitecircs haacute outros sistemas
organizacionais que denominaremos Comissatildeo e Grupo de Trabalho A
Comissatildeo eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por missatildeo analisar
ocorrecircncias emitindo conclusotildees e recomendaccedilotildees O Grupo de Trabalho
tambeacutem eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por objetivo executar
um trabalho teacutecnico Dentre os sistemas operacionais pode-se citar
sistema de integraccedilatildeo de empregados de empresas contratadas sistema de
controle de EPIs sistema de estatiacutestica de acidentes sistema de emissatildeo
de permissotildees para trabalho
19
O uso destes instrumentos requer teacutecnicas especiacuteficas que segundo Hillson
(2010) requerem que alguns passos sejam realizados antes de decidir como estes
instrumentos seratildeo utilizados
Iniciando por definir objetivos que direcionam o risco a ser debelado para
saber quais teacutecnicas podem ser usadas Hillson (2010) elenca algumas destas
teacutecnicas como brainstorms workshops checklists prompt lists entrevistas
questionaacuterios etc sendo que existe uma variedade de teacutecnicas que podem ser
utilizadas para certificar que qualquer tipo de risco possa ser identificado e distinguir
quais satildeo as causas que contribuem para estes riscos
Neste primeiro passo deve-se registrar detalhando como o risco eacute produzido
pois pode haver causas com maior proeminecircncia de fazecirc-lo acontecer
Hillson (2010) comenta que a avaliaccedilatildeo das causas deve ser qualitativa
descrevendo-se as caracteriacutesticas em detalhes de tal forma que sejam suficientes
para permitir a definiccedilatildeo de como elas seratildeo combatidas Tambeacutem podem ser
quantitativas usando-se modelos matemaacuteticos para simular o efeito do risco de
acordo com o niacutevel de interferecircncia Os meacutetodos incluem fazer planilhas de riscos
numa grade de duas dimensotildees mostrando a probabilidade e impacto permitindo
que o risco seja priorizado e usado para a estrutura de decomposiccedilatildeo de risco para
agrupar os riscos por tipoorigem
A avaliaccedilatildeo destas planilhas deve produzir estrateacutegias para impedir
transferir ou reduzir os riscos Estas estrateacutegias requerem a implementaccedilatildeo de um
plano de accedilotildees para monitorar a efetividade do que estaacute sendo realizado bem como
a necessidade de ajustes das decisotildees quando necessaacuterio Hillson (2010) alerta que
qualquer processo de risco deve incluir revisatildeo e atualizaccedilatildeo pois pode ocorrer
mudanccedilas no sistema produtivo e as causas podem mudar seu grau de influecircncia
podendo inclusive surgir novas que natildeo estavam sendo avaliadas bem como as
antigas podem aumentar ou diminuir os efeitos que causam o risco
Sob toda esta concepccedilatildeo de gerenciamento de riscos entende-se que ele eacute
uma atividade especiacutefica realizada por especialistas que devem usar ferramentas e
teacutecnicas adequadas Com a intenccedilatildeo de obter todos os benefiacutecios da implantaccedilatildeo do
processo de risco para uma organizaccedilatildeo eacute importante que o gerenciamento de
riscos esteja completamente integrado com as accedilotildees estrateacutegicas e operacionais da
20
organizaccedilatildeo Se natildeo existir esta integraccedilatildeo os resultados podem ser nefastos e os
perigos verificados podem incorrer em riscos de alto potencial
Hillson (2010 p 43) ensina que uma integraccedilatildeo verdadeira requer algumas
mudanccedilas organizacionais tais como
reconhecimento da existecircncia de incertezas como parte natural dos negoacutecios Junto a isso a necessidade de ter interfaces apropriadas com os processos de negoacutecio e ferramentas Em adiccedilatildeo existe a necessidade de desenvolver um pensamento estrateacutegico baseado em risco dentro da cultura organizacional [] deve ser visto como parte integral do fazer negoacutecio e deve se tornar ldquoconstrutivo e natildeo-repreensivo
Havendo esta integraccedilatildeo segundo Cardella (2010 p 44) o gerenciamento
de riscos eacute proativo em uma organizaccedilatildeo por implantar na administraccedilatildeo
empresarial
- um conjunto de ferramentas e teacutecnicas de gerenciamento de riscos que
estaria plenamente integrado com o projeto e os processos de negoacutecios e
com o reconhecimento de que incertezas fazem parte de todos os niacuteveis
da organizaccedilatildeo (via integraccedilatildeo de gerenciamento de riscos)
- melhorias nas anaacutelises dos efeitos dos riscos no projeto e no desempenho
do negoacutecio endereccedilando seu impacto tambeacutem em assuntos mais amplos
do que tempo e custo (via aumento da profundidade das anaacutelises e
amplitude da aplicaccedilatildeo) e cobrindo ameaccedilas e oportunidades
- com a apropriada consideraccedilatildeo sendo tomada no fator humano no
processo de risco usando avaliaccedilotildees de atitudes de risco contabilizando
sistematicamente sua influecircncia e construindo equipes balanceadas por
riscos (via aspectos comportamentais)
O gerenciamento de riscos atendendo todos os condicionantes essenciais
para que realmente os riscos sejam reduzidos ou eliminados contribui
significativamente para o sucesso da organizaccedilatildeo
21
Considerando que a base do gerenciamento de riscos eacute estabelecer
paracircmetros na conduccedilatildeo das accedilotildees portanto a seguir satildeo detalhados os processos
de anaacutelise de risco e as principais teacutecnicas que podem ser utilizadas em uma
empresa do ramo quiacutemico
22
24 ANAacuteLISE DE RISCOS
Considerando as pesquisas que avaliam os riscos nas organizaccedilotildees a
anaacutelise de riscos situa-se como o ldquoestudo detalhado de um objeto com a finalidade
de identificar perigos e avaliar os riscos associadosrdquo (CARTELLA 2010 p 106)
Roessler (2001) relata que no Manual de Anaacutelise de Riscos Industriais da
Fundaccedilatildeo Estadual de Proteccedilatildeo Ambiental ndash FEPAM a anaacutelise de risco eacute uma
ferramenta administrativa que identifica e avalia qualitativamente e quantitativamente
os riscos inerentes agrave atividades de produccedilatildeo
Porto (2000) considera que esta ferramenta deve ser incorporada como
elemento essencial por todos os componentes de uma organizaccedilatildeo desde a alta
administraccedilatildeo ateacute o chatildeo da faacutebrica considerando que o principal foco da anaacutelise de
risco eacute a prevenccedilatildeo
O estudo da anaacutelise de risco tem por objetivo estabelecer a consciecircncia e o
controle dos riscos para o pessoal que estaacute desenvolvendo projetando operando e
mantendo os processos operacionais em uma organizaccedilatildeo As anaacutelises focam as
questotildees de seguranccedila de processos e ao mesmo tempo complementam as
atividades industriais de seguranccedila e sauacutede mais tradicionais
Os acidentes podem ocorrer na operaccedilatildeo de qualquer processo e a
preocupaccedilatildeo pela prevenccedilatildeo desses acidentes natildeo inclui apenas o compromisso da
gerecircncia ou da lideranccedila nas organizaccedilotildees mas requer tambeacutem um programa bem
definido para administrar todas as funccedilotildees e atividades que possam afetar a
seguranccedila em cada niacutevel da organizaccedilatildeo (DUPONT 2009)
Pelas orientaccedilotildees da DuPont (2009) a implementaccedilatildeo de programas de
anaacutelise de risco tem por objetivo conhecer os riscos relacionados agraves instalaccedilotildees e
aos processos industriais As anaacutelises satildeo realizadas por meio de ferramentas
estruturadas e por equipes multidisciplinares Os riscos satildeo identificados atraveacutes das
experiecircncias anteriores da equipe de resultados de auditorias inspeccedilotildees ou ateacute
mesmo anaacutelise de incidentes bem como de anaacutelises de riscos anteriormente
realizadas Os resultados por meio dessas anaacutelises alimentam planos de accedilatildeo de
emergecircncia bem como procedimentos operacionais reciclagem nos treinamentos
especificaccedilotildees das instalaccedilotildees e processos dentro de um enfoque de melhoria
contiacutenua
23
Souza (2006) destaca algumas irregularidades que podem afetar a empresa
e que satildeo abordados durante uma inspeccedilatildeo de riscos
Danos a propriedade (incecircndio explosatildeo etc)
Lesotildees pessoais (morte mutilaccedilotildees doenccedilas etc)
Parada de produccedilatildeo (quebra de maacutequina queima de motores
transformadores etc)
Perda de qualidade (falta de controle de processo instrumentos e
maquinaacuterios inadequados etc)
Poluiccedilatildeo ambiental (tratamento inadequado de efluentes gases e
resiacuteduos industriais soacutelidos etc)
Riscos agrave comunidade (vazamento de gases toacutexicos liacutequidos inflamaacuteveis
etc)
Esse mesmo autor tambeacutem destaca os principais benefiacutecios com a anaacutelise
de riscos
Reduz a frequumlecircncia e a gravidade de eventos indesejados (incecircndio
lesotildees interrupccedilatildeo da produccedilatildeo etc)
Adeacutequa o seguro aos reais riscos da empresa
Reduz eou elimina as indenizaccedilotildeesmultas provenientes de danos ao
meio ambiente
Aponta necessidades de treinamentos
Otimiza os investimentos
Manteacutem a continuidade do processo produtivo
Detecta as deficiecircncias e otimiza os gastos com manutenccedilatildeo
Preserva a imagem da empresa
Manteacutem os funcionaacuterios mais satisfeitos
Prioriza a tomada de decisotildees dos investimentos necessaacuterios em
prevenccedilatildeo e permite a anaacutelise da relaccedilatildeo custobeneficio
24
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO
As teacutecnicas de anaacutelise de risco vecircm sendo aplicadas nas induacutestrias de
processo basicamente por dois fatores para a decisatildeo acerca da aceitabilidade de
uma nova planta industrial e para a melhoria da confiabilidade dos sistemas teacutecnicos
e organizacionais existentes Segundo Souza (2006) os resultados obtidos dessas
teacutecnicas servem para
Localizar processos e operaccedilotildees perigosas
Decidir sobre investimentos em equipamentos de prevenccedilatildeo de acidentes
e limitaccedilatildeo de suas consequumlecircncias
Projetar processos de fabricaccedilatildeo e sistemas de controle
Criar rotinas operacionais e de manutenccedilatildeo
Escrever e registrar documentos de seguranccedila para a organizaccedilatildeo
Existem diversas teacutecnicas para a anaacutelise de risco diferenciando-as por seus
objetivos benefiacutecios custos e limitaccedilotildees Como cada teacutecnica aborda os riscos de
maneira diferente existem certas vantagens no uso de determinadas teacutecnicas para
um especiacutefico processo ou projeto Os meacutetodos de anaacutelise de risco podem ser
classificados em qualitativos ou quantitativos
Atraveacutes dos meacutetodos qualitativos pode-se verificar a graduaccedilatildeo dos riscos
em uma atividade ou processo Os riscos satildeo identificados pela probabilidade de
ocorrecircncia e sua severidade de suas consequumlecircncias No entanto esse meacutetodo
torna-se subjetivo pois natildeo existe uma definiccedilatildeo de categorias de probabilidade e
severidade oacutetima Assim esse meacutetodo de anaacutelise pode variar conforme a
sensibilidade dos avaliadores por essa anaacutelise (PARDO 2009 RAPOSO 2004)
No entanto os meacutetodos quantitativos podem ser utilizados em conjunto com
os qualitativos dando uma maior complementaridade a anaacutelise por serem meacutetodos
mais detalhados (RAPOSO 2004)
A avaliaccedilatildeo qualitativa tem como limite o fato de natildeo se poder prever tudo jaacute
os limites da avaliaccedilatildeo quantitativa estatildeo fundamentados na qualidade dos dados
com relaccedilatildeo a sua confiabilidade (BARRETTO 2008)
25
Pelos estudos de Barretto (2008) Ferreira (2008) Raposo (2004) os
principais meacutetodos para anaacutelise de riscos qualitativos e quantitativos satildeo
Inspeccedilatildeo de Seguranccedila (Safety Review)
Lista de Verificaccedilatildeo (Checklist Analysis)
Priorizaccedilatildeo Relativa (Relative Ranking)
Anaacutelise Preliminar de PerigosRiscos (Preliminary Hazard Analysis)
Anaacutelise What-If (What-If Analysis)
Anaacutelise What-If LV (What-If Checklist Analysis)
Anaacutelise de Perigos e Operabilidade (Hazard and Operability Analysis)
Anaacutelise de Modos e Efeitos de Falhas (Failure Modes and Effects
Analysis)
Anaacutelise por Aacutervore de Eventos (Event Tree Analysis)
Anaacutelise por Aacutervore de Falhas (Fault Tree Analysis)
Anaacutelise de Causa e Consequumlecircncia (Cause-Consequence Analysis)
Anaacutelise da Confiabilidade Humana (Human Reliability Analysis)
Anaacutelise Histoacuterica
Anaacutelise de Vulnerabilidade (Vulnerability Models)
Anaacutelise de Custo-Benefiacutecio
Anaacutelise das Causas-Raiz de falhas (Root Cause Failure Analysis)
Anaacutelise Quantitativa de Riscos
Teacutecnicas Especiais
Para o estudo realizado no presente trabalho foi escolhido o meacutetodo da
Anaacutelise Preliminar de Riscos ndash APR e a Lista de Verificaccedilatildeo - Checklist que seratildeo
detalhadas com maior ecircnfase nos proacuteximos itens
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR
Entre as metodologias mais utilizadas para anaacutelise de risco consta a Anaacutelise
Preliminar de Riscos mais conhecida como APR Segundo informes da DuPont
(2009) a APR eacute tambeacutem conhecida como Anaacutelise Preliminar de Perigo ndash APP
26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

9
11 OBJETIVOS
111 Objetivo Geral
O trabalho teve como objetivo levantar os principais riscos do setor de
filtragem em uma induacutestria quiacutemica utilizando as teacutecnicas de anaacutelise de risco
Checklist e APR
112 Objetivo Especiacutefico
Os objetivos especiacuteficos constaram de expor as normas legalmente
instituiacutedas para a seguranccedila do trabalho delinear teacutecnicas de anaacutelise de riscos para
detectar prevenir ou eliminar riscos no ambiente de trabalho descrever aplicaccedilatildeo da
teacutecnica APR auxiliada pelo Checklist em uma empresa do ramo quiacutemico
12 ESTRUTURA DO TRABALHO
A estrutura do trabalho constou de cinco segmentos sendo que o primeiro
corresponde a presente introduccedilatildeo o segundo descreve inicialmente as normas e
regulamentos da seguranccedila de trabalho que regulamentam sistemas de prevenccedilatildeo
de riscos no ambiente laboral em seguida satildeo descritas as teacutecnicas e metodologias
dispostas na literatura que orientam para a implantaccedilatildeo de uma gestatildeo de riscos nas
empresas cujas atividades apresentam perigo suficiente para a ocorrecircncia de riscos
No terceiro segmento satildeo apresentados os procedimentos metodoloacutegicos adotados
para a realizaccedilatildeo da pesquisa No quarto segmento eacute descrito o estudo que foi
realizado na Empresa X detalhando o processo de aplicaccedilatildeo da teacutecnica APR que
teve como anaacutelise preliminar o Checklist Ainda neste mesmo segmento foram
apresentados e discutidos os dados coletados demonstrados pelo uso de planilhas
10
da APR bem como foram sugeridas accedilotildees visando amenizar e erradicar os riscos
pontuados na pesquisa O quinto e uacuteltimo segmento expotildee as conclusotildees obtidas
pela pesquisa
11
2 SEGURANCcedilA NO TRABALHO - PREVENCcedilAtildeO PELO MEacuteTODO DA GEREcircNCIA E ANAacuteLISE DE RISCOS
21 SEGURANCcedilA NO TRABALHO
De acordo com as diretrizes do Ministeacuterio do Trabalho e Emprego (BRASIL
2009) seguranccedila do trabalho deve ser entendida como o conjunto de medidas
adotadas para erradicar ou minimizar os acidentes de trabalho do trabalhador Estas
medidas tecircm por finalidade assegurar a integridade do meio ambiente e da sauacutede do
trabalhador aleacutem de garantir o aumento da produtividade e a qualidade dos
produtos melhorando as relaccedilotildees humanas no trabalho
Cardella (2010 p 37) considera seguranccedila como ldquoum conjunto de accedilotildees
exercidas com o intuito de reduzir danos e perdas provocados por agentes
agressivosrdquo Para este autor a seguranccedila do trabalho deve ser considerada como
uma das principais funccedilotildees administrativas de uma empresa
Em termos de aplicaccedilatildeo metodoloacutegica a seguranccedila do trabalho congrega
estudos e pesquisas tendo como campo de atuaccedilatildeo todo tipo de empresa desde os
mais simples ateacute os maiores complexos conglomerados industriais Geralmente a
seguranccedila do trabalho estaacute prevista na organizaccedilatildeo poliacutetica do paiacutes sendo definida
por normas e leis
O Brasil apresenta legislaccedilatildeo especiacutefica de seguranccedila do trabalho por meio
das Normas Regulamentadoras e de outras leis complementares como portarias e
decretos e tambeacutem as ratificaccedilotildees das Convenccedilotildees Internacionais da Organizaccedilatildeo
Internacional do Trabalho
A Constituiccedilatildeo Federal de 1988 dedica no Capiacutetulo II - Dos Direitos Sociais o
artigo 6ordm e 7ordm incisos XXII XXIII XXVIII e XXXIII1 que dispotildee especificamente
sobre seguranccedila e sauacutede dos trabalhadores
1 Inciso XXII - reduccedilatildeo dos riscos inerentes ao trabalho por meio de normas de sauacutede higiene e
seguranccedila Inciso XXIII - adicional de remuneraccedilatildeo para as atividades penosas insalubres ou perigosas na forma da lei Inciso XXVIII - seguro contra acidentes de trabalho a cargo do empregador sem excluir a indenizaccedilatildeo a que esta estaacute obrigado quando incorrer em dolo ou culpa Inciso XXXIII - proibiccedilatildeo do trabalho noturno perigoso ou insalubre aos menores de dezoito e de qualquer trabalho a menores de quatorze anos salvo na condiccedilatildeo de aprendiz (SIQUEIRA 2000)
12
Conforme registra Siqueira (2000) a Consolidaccedilatildeo das Leis do Trabalho -
CLT dedica o seu Capiacutetulo V agrave Seguranccedila e Medicina do Trabalho de acordo com a
redaccedilatildeo dada pela Lei 6514 de 22 de dezembro de 1977 Os artigos 154 a 223 da
CLT trazem inuacutemeras normas para regulamentar os acidentes de trabalho sendo
enfatizada a prevenccedilatildeo como obrigaccedilatildeo do empregador O Ministeacuterio do Trabalho
instituiu a Portaria n 3214 de 08 de junho de 1978 para aprovar as Normas
Regulamentadoras - NR previstas no Capiacutetulo V da CLT Esta mesma Portaria
estabelece que as alteraccedilotildees posteriores das NRs seriam determinadas pela
Secretaria de Seguranccedila e Sauacutede do Trabalho oacutergatildeo do Ministeacuterio do Trabalho e
Emprego
Aleacutem destas normas exclusivas do Brasil ainda existem as Convenccedilotildees da
Organizaccedilatildeo Internacional do Trabalho ndash OIT que satildeo ratificadas por Decretos Haacute
tambeacutem a legislaccedilatildeo acidentaacuteria regulada pelo Ministeacuterio da Previdecircncia Social que
estabelecem os criteacuterios das aposentadorias especiais do seguro de acidente do
trabalho
Mediante toda esta legislaccedilatildeo as empresas tecircm como obrigaccedilatildeo cercarem-
se de aparatos que eliminem os riscos de acidentes tanto para as pessoas quanto
para o meio ambiente No entanto existem atividades que a eliminaccedilatildeo total de
riscos eacute impossiacutevel por isto os riscos devem ser monitorados constantemente de
forma a natildeo ocorrer acidentes
Cardella (2010 p 33) coloca entre estes aparatos a realizaccedilatildeo do
diagnoacutestico de seguranccedila considerando-o como ldquoo resultado do estudo que tem por
objetivo conhecer o estado de seguranccedila da organizaccedilatildeordquo Com este diagnoacutestico eacute
possiacutevel avaliar a situaccedilatildeo de seguranccedila comparando-se com um padratildeo preacute
estabelecido com as normas obtendo-se um desvio que serviraacute de insumo para
elaboraccedilatildeo do plano de accedilatildeo para intervenccedilatildeo
Este diagnoacutestico deve abranger a organizaccedilatildeo o meio ambiente e as
relaccedilotildees entre ambos segundo explica Cardella (2010)
Na organizaccedilatildeo [abordam-se] sistemas operacionais e organizacionais relaccedilotildees entre esses sistemas e manifestaccedilotildees do risco em ocorrecircncias anormais acidentes danos e perdas O sistema operacional eacute avaliado nas dimensotildees anatocircmica (estrutura e forma) e fisioloacutegica (funccedilotildees) Satildeo focalizados homens equipamentos e instalaccedilotildees processos insumos e produtos
13
O diagnoacutestico exige uma inspeccedilatildeo planejada do ambiente de trabalho para
que sejam identificados agentes agressivos classificando-os segundo o niacutevel de
periculosidade e sistemas de controle classificando-os segundo o niacutevel de
qualidade
Os agentes agressivos podem ser mecacircnicos gravitacionais elaacutesticos e cineacuteticos eleacutetricos teacutermicos bioloacutegicos ergonocircmicos sonoros (ruiacutedos) e radiantes O sistema de controle de risco eacute constituiacutedo por contenccedilatildeo recomposiccedilatildeo isolamento alarme proteccedilatildeo evacuaccedilatildeo resgate salvamento combate e recuperaccedilatildeo (CARDELLA 2010 P 33)
Pelo diagnoacutestico obteacutem-se a dimensatildeo funcional do sistema operacional pela
avaliaccedilatildeo da anaacutelise de risco do processo sendo que esta anaacutelise eacute recorrente do
trabalho realizado em cada empresa
De acordo com Almeida Filho (1992) previnem-se acidentes por meio da
associaccedilatildeo do trabalho com o gerenciamento dos riscos Esta associaccedilatildeo requer
pesquisas meacutetodos e teacutecnicas especiacuteficas monitoramento e controle de forma que
os conceitos baacutesicos de seguranccedila estejam incorporados em todas as etapas do
processo produtivo do projeto agrave operaccedilatildeo Assim seraacute garantindo a seguranccedila dos
processos
Monteiro e Bertagni (1999) comentam que no passado seguranccedila do
trabalho significava apenas usar capacetes botas cintos de seguranccedila e uma seacuterie
de outros equipamentos de proteccedilatildeo individual contra acidentes no entanto hoje
quando a evoluccedilatildeo da tecnologia criou novos ambientes de trabalho novos riscos
tecircm aparecido e por isto eacute necessaacuterio que constantes pesquisas sejam realizadas e
o monitoramento seja uma prerrogativa essencial Sob esta condiccedilatildeo seguranccedila do
trabalho hoje exige uma abordagem multidisciplinar e a forma eficaz de prevenir
acidentes eacute conhecer e saber controlar os riscos
Na mesma linha de pensamento Cardela (2010 p 17) comenta que
A prevenccedilatildeo de acidentes requer o estudo de fenocircmenos que causam danos e perdas agraves pessoas ao patrimocircnio e ao meio ambiente [] O [seu] estudo requer uma ciecircncia multidisciplinar abrangendo a Engenharia de Seguranccedila do Trabalho a Engenharia de Seguranccedila Ambiental a Seguranccedila Puacuteblica a Seguranccedila do Lar e do Lazer e a Medicina
14
Ocupacional Analogamente ao que eacute feito na Fiacutesica definiriacuteamos conceitos baacutesicos como dano perda perigo risco agente agressivo energia agressiva contenccedilatildeo proteccedilatildeo e emergecircncia Com eles poderiacuteamos estudar fenocircmenos acidentais e resolver problemas no campo da prevenccedilatildeo de acidentes e do controle de emergecircncias
Este estudo multidisciplinar conforme orientam os autores necessita de
profissionais capacitados Fernandes (1991) alerta que para realmente prevenir o
acidente por riscos da atividade de trabalho eacute preciso conhecer e controlar estes
riscos adotando uma poliacutetica de seguranccedila tendo como condutores desta poliacutetica
profissionais especializados aptos a antecipar reconhecer avaliar e controlar os
riscos do ambiente de trabalho O bem estar fiacutesico e psicoloacutegico dos trabalhadores
reflete no seu desempenho profissional e eacute resultado de uma poliacutetica global de
investimento em seguranccedila sauacutede e meio ambiente
Para a realizaccedilatildeo desta poliacutetica eacute necessaacuterio sobretudo conhecer os riscos
e os perigos que uma empresa oferece sendo por isto interessante realizar estudo
sobre estes temas como seraacute feito adiante
22 PERIGO E RISCO
Os termos perigo e risco geralmente satildeo associados sempre que uma
atividade oferece certa inseguranccedila No entanto os dois termos tecircm significados
diferentes Perigo de acordo com Sanders e Mc Cormick (1993 p 675) eacute rdquouma
condiccedilatildeo ou um conjunto de circunstacircncias que tecircm o potencial de causar ou
contribuir para uma lesatildeo ou morterdquo Em uma visatildeo mais generalizada Kolluru
(1996 p 113) entende o perigo como ldquoum agente quiacutemico bioloacutegico ou fiacutesico
(incluindo-se a radiaccedilatildeo eletromagneacutetica) ou um conjunto de condiccedilotildees que
apresentam uma fonte de risco mas natildeo o risco em sirdquo Na mesma linha de
pensamento Grimaldi e Simonds (1989 p 236) explicam que o perigo eacute uma
situaccedilatildeo que conteacutem ldquouma fonte de energia ou de fatores fisioloacutegicos e de
comportamentoconduta que quando natildeo controlados conduzem a
eventosocorrecircncias prejudiciaisnocivasrdquo
15
Estes eventos nocivos satildeo os riscos que oferecem probabilidade de lesatildeo ou
morte segundo comentaacuterios de Sanders e Mccormick (1993)
Assim entende-se o risco como ldquouma funccedilatildeo da natureza do perigo
acessibilidade ou acesso de contato (potencial de exposiccedilatildeo) caracteriacutesticas da
populaccedilatildeo exposta (receptores) a probabilidade de ocorrecircncia e a magnitude da
exposiccedilatildeo e das consequumlecircncias (KOLLURU 1996 p 110)
Grimaldi e Simonds (1989 p 236) estabelecem a diferenccedila entre perigo e
risco afirmando que ldquorisco eacute um resultado medido do efeito potencial do perigordquo
A principal diferenciaccedilatildeo entre perigo e risco eacute que o perigo eacute avaliado em
funccedilatildeo da sua severidade e tem potencial de causar dano e o risco eacute avaliado em
termos de sua severidade e probabilidade de ocorrecircncia
Cicco e Fantazzini (2003 p 8) definem perigo e risco como sendo
Perigo (Hazard) uma ou mais condiccedilotildees de uma variaacutevel com o potencial necessaacuterio para causar danos Esses danos podem ser entendidos como lesotildees a pessoas danos a equipamentos ou estruturas perda de material em processo ou reduccedilatildeo da capacidade de desempenho de uma funccedilatildeo preacute-determinada Havendo um perigo persistem as possibilidades de efeitos adversos Risco (Risk) expressa uma probabilidade de possiacuteveis danos dentro de um periacuteodo especiacutefico de tempo ou nuacutemero de ciclos operacionais Pode ser indicado pela probabilidade de um acidente multiplicada pelo dano vidas ou unidades operacionais (grifos no original)
Assim onde ocorre perigo eacute preciso um monitoramento para evitar o risco
De uma forma geral Pardo (2009) descreve o risco (R) como o produto da
probabilidade de ocorrecircncia de um perigo ou evento (P) pelo valor do dano
associado (D) ou severidade das suas consequumlenciais estabelecendo a foacutermula
R = P x D (21)
Para que o resultado desta foacutermula natildeo tenha um alcance incontrolaacutevel eacute
preciso haver o controle de risco o qual na opiniatildeo de Cardella (2010) tem por
objetivo manter os riscos abaixo de valores tolerados Este controle eacute realizado nas
empresas por um sistema de gerencia de riscos que seraacute descrita a seguir
16
23 GEREcircNCIA DE RISCOS
O empresaacuterio que tem consciecircncia do risco que as atividades de sua
empresa podem causar tanto aos trabalhadores quanto ao meio ambiente
estabelece entre as atribuiccedilotildees administrativas a gerecircncia de riscos
Cicco e Fantazzini (2003 p 16) entendem a gerecircncia de riscos como uma
ciecircncia uma arte direcionada para ldquoa proteccedilatildeo dos recursos humanos materiais e
financeiros de uma empresardquo Esta proteccedilatildeo pode ser realizada tanto pela
eliminaccedilatildeo ou reduccedilatildeo dos riscos quanto pelo financiamento dos riscos
remanescentes2 ou seja a gerecircncia de riscos tem por finalidade manter os riscos
abaixo dos valores tolerados pelas normas e regulamentos
Gerecircncia de riscos segundo Cardella (2010 p 69) utiliza ldquoum conjunto de
instrumentos para a organizaccedilatildeo [] planejar operar e controlar suas atividades no
exerciacutecio da Funccedilatildeo Controle de Riscosrdquo O autor explica estes instrumentos como
sendo os princiacutepios a poliacutetica as diretrizes os objetivos as estrateacutegias a
metodologia os programas os sistemas organizacionais e operacionais da
empresa
Seguindo a explicaccedilatildeo que Cardella (2010 p 70-75) assim resumem-se
estes instrumentos
- PRINCIacutePIOS DA GESTAtildeO DE RISCO
I - Nas organizaccedilotildees e sociedades o acidente eacute um fenocircmeno de natureza
multifacetada que resulta de interaccedilotildees complexas entre fatores fiacutesicos
bioloacutegicos psicoloacutegicos sociais e culturais
II - Todos os acidentes podem ser evitados
III - Os acidentes ocorrem porque a mente se envolve com o trabalho e
esquece do corpo
IV - Um indiviacuteduo natildeo consegue sozinho controlar os riscos de sua
atividade por isto releva-se o segundo princiacutepio que soacute tem validade dentro
de determinados limites que abrangem grande totalidade dos casos Estatildeo
fora desses limites as situaccedilotildees nas quais o homem natildeo dispotildee de
conhecimento ou tecnologia suficientes para evitar o acidente
2 Financiamento dos riscos remanescentes significa reter os riscos na empresa ou transferi-los total
ou parcialmente para as seguradoras
17
- OBJETIVOS DA GESTAtildeO DE RISCOS
Manter os riscos associados agrave organizaccedilatildeo abaixo de valores tolerados
- POLIacuteTICA DE GESTAtildeO DE RISCOS
Estabelecer as regras comportamentais da organizaccedilatildeo Cada organizaccedilatildeo
famiacutelia pessoa ou sociedade deve estabelecer sua proacutepria poliacutetica que eacute
sempre um reflexo de seus valores propondo-se como regras baacutesicas
a preservaccedilatildeo de pessoas tem prioridade sobre a preservaccedilatildeo de bens
b quem responde por uma atividade deve responder tambeacutem pelos riscos
decorrentes dessa atividade
- DIRETRIZES PARA GESTAtildeO DE RISCOS
a deve ser exercida em todas as fases do ciclo de vida das instalaccedilotildees e
dos produtos
b deve ser parte integrante de todas as atividades da organizaccedilatildeo
- ESTRATEacuteGIA DA GESTAtildeO DE RISCOS
Deve ser considerada a natureza do fenocircmeno acidente como um evento
indesejaacutevel incerto e remoto Deve-se priorizar accedilotildees que integram a
funccedilatildeo seguranccedila portanto a estrateacutegia do sistema de gestatildeo deve ser
estabelecida de modo a reduzir o desequiliacutebrio das forccedilas impulsoras do
comportamento
- METODOLOGIA DO SISTEMA DE GESTAtildeO DE RISCOS
O processo de gestatildeo de riscos eacute composto pelas funccedilotildees identificar
perigos avaliar riscos comparar com risco tolerado e tratar riscos sendo
que identificaccedilatildeo de perigos e avaliaccedilatildeo de riscos constituem a anaacutelise de
riscos Identificaccedilatildeo avaliaccedilatildeo e comparaccedilatildeo constituem o monitoramento
Monitoramento e intervenccedilatildeo constituem o controle O tratamento dos riscos
inclui a intervenccedilatildeo para reduccedilatildeo eou transferecircncia (seguro) O processo
de gestatildeo eacute aplicado agraves aacutereas de accedilatildeo e agraves fases do ciclo de vida dos
elementos da organizaccedilatildeo (pessoas instalaccedilotildees e produtos) Cartela
(2010) resume a metodologia do sistema de gestatildeo de riscos expondo as
funccedilotildees essenciais de indentificar os perigos avaliar os riscos comparar
com o risco tolerado e tratar os riscos
- PROGRAMAS DA GESTAtildeO DE RISCOS
Pelo fato de nem toda intervenccedilatildeo para controle de riscos ter efeitos
imediatos as alteraccedilotildees almejadas requerem planos de accedilatildeo de longo
prazo denominados programas Assim deve ser criado um programa para
cada aacuterea de accedilatildeo programa de seguranccedila nas atividades da organizaccedilatildeo
programa de seguranccedila nas atividades fora do trabalho programa de
seguranccedila nos transportes programa de seguranccedila nas atividades
contratadas e programa de seguranccedila no uso dos produtos da organizaccedilatildeo
18
Em funccedilatildeo da natureza multifacetada da seguranccedila os programas devem
ser desenvolvidos por equipes multidisciplinares Essa eacute uma forma de
executar na praacutetica a gestatildeo holiacutestica da organizaccedilatildeo Aleacutem dos programas
por aacuterea de accedilatildeo podem ser criados programas baacutesicos para dar suporte
ao controle de riscos nas diversas aacutereas Eacute recomendaacutevel manter os
programas de forma permanente considerando-se poreacutem que haacute os de
existecircncia restrita agraves fases de implantaccedilatildeo e consolidaccedilatildeo de algum meacutetodo
de controle de risco Exemplos programas de desenvolvimento do sistema
de autorizaccedilatildeo para trabalho de implantaccedilatildeo do registro e anaacutelise de
ocorrecircncias anormais e de implantaccedilatildeo de anaacutelise de risco
- SISTEMAS ORGANIZACIONAIS E SISTEMAS OPERACIONAIS
A maioria das organizaccedilotildees tem uma estrutura funcional Cada unidade eacute
um sistema organizacional A configuraccedilatildeo da estrutura funcional varia de
organizaccedilatildeo para organizaccedilatildeo Cabe ressaltar a importacircncia do equiliacutebrio
entre a poliacutetica - a responsabilidade pela gestatildeo de riscos eacute dos
responsaacuteveis pela atividade - e o princiacutepio - um indiviacuteduo natildeo consegue
sozinho controlar os riscos de sua atividade Provavelmente o equiliacutebrio se
encontra numa estrutura que conte com uma equipe de especialistas em
seguranccedila que assessore os demais oacutergatildeos Essa equipe deve atuar de
maneira que os demais componentes natildeo venham a consideraacute-la como a
uacutenica responsaacutevel pela funccedilatildeo seguranccedila Na gestatildeo holiacutestica esse
problema eacute resolvido pela criaccedilatildeo de sistemas organizacionais
denominados comitecircs Os comitecircs funcionais satildeo constituiacutedos pelo dirigente
de uma unidade organizacional e seus imediatos comeccedilando pelo nuacutemero
um da organizaccedilatildeo com seu corpo gerencial e terminando com os
supervisores de primeira linha e sua equipe de executantes Nesses
comitecircs satildeo tratados temas de seguranccedila relativos agraves aacutereas de
responsabilidade de seus componentes Os comitecircs interfuncionais satildeo
constituiacutedos por pessoas de especialidades diferentes e envolvidas nos
programas das diversas aacutereas de accedilatildeo da funccedilatildeo seguranccedila Nesses
comitecircs os componentes adquirem a visatildeo global e executam as accedilotildees
locais em suas aacutereas especializadas Aleacutem dos comitecircs haacute outros sistemas
organizacionais que denominaremos Comissatildeo e Grupo de Trabalho A
Comissatildeo eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por missatildeo analisar
ocorrecircncias emitindo conclusotildees e recomendaccedilotildees O Grupo de Trabalho
tambeacutem eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por objetivo executar
um trabalho teacutecnico Dentre os sistemas operacionais pode-se citar
sistema de integraccedilatildeo de empregados de empresas contratadas sistema de
controle de EPIs sistema de estatiacutestica de acidentes sistema de emissatildeo
de permissotildees para trabalho
19
O uso destes instrumentos requer teacutecnicas especiacuteficas que segundo Hillson
(2010) requerem que alguns passos sejam realizados antes de decidir como estes
instrumentos seratildeo utilizados
Iniciando por definir objetivos que direcionam o risco a ser debelado para
saber quais teacutecnicas podem ser usadas Hillson (2010) elenca algumas destas
teacutecnicas como brainstorms workshops checklists prompt lists entrevistas
questionaacuterios etc sendo que existe uma variedade de teacutecnicas que podem ser
utilizadas para certificar que qualquer tipo de risco possa ser identificado e distinguir
quais satildeo as causas que contribuem para estes riscos
Neste primeiro passo deve-se registrar detalhando como o risco eacute produzido
pois pode haver causas com maior proeminecircncia de fazecirc-lo acontecer
Hillson (2010) comenta que a avaliaccedilatildeo das causas deve ser qualitativa
descrevendo-se as caracteriacutesticas em detalhes de tal forma que sejam suficientes
para permitir a definiccedilatildeo de como elas seratildeo combatidas Tambeacutem podem ser
quantitativas usando-se modelos matemaacuteticos para simular o efeito do risco de
acordo com o niacutevel de interferecircncia Os meacutetodos incluem fazer planilhas de riscos
numa grade de duas dimensotildees mostrando a probabilidade e impacto permitindo
que o risco seja priorizado e usado para a estrutura de decomposiccedilatildeo de risco para
agrupar os riscos por tipoorigem
A avaliaccedilatildeo destas planilhas deve produzir estrateacutegias para impedir
transferir ou reduzir os riscos Estas estrateacutegias requerem a implementaccedilatildeo de um
plano de accedilotildees para monitorar a efetividade do que estaacute sendo realizado bem como
a necessidade de ajustes das decisotildees quando necessaacuterio Hillson (2010) alerta que
qualquer processo de risco deve incluir revisatildeo e atualizaccedilatildeo pois pode ocorrer
mudanccedilas no sistema produtivo e as causas podem mudar seu grau de influecircncia
podendo inclusive surgir novas que natildeo estavam sendo avaliadas bem como as
antigas podem aumentar ou diminuir os efeitos que causam o risco
Sob toda esta concepccedilatildeo de gerenciamento de riscos entende-se que ele eacute
uma atividade especiacutefica realizada por especialistas que devem usar ferramentas e
teacutecnicas adequadas Com a intenccedilatildeo de obter todos os benefiacutecios da implantaccedilatildeo do
processo de risco para uma organizaccedilatildeo eacute importante que o gerenciamento de
riscos esteja completamente integrado com as accedilotildees estrateacutegicas e operacionais da
20
organizaccedilatildeo Se natildeo existir esta integraccedilatildeo os resultados podem ser nefastos e os
perigos verificados podem incorrer em riscos de alto potencial
Hillson (2010 p 43) ensina que uma integraccedilatildeo verdadeira requer algumas
mudanccedilas organizacionais tais como
reconhecimento da existecircncia de incertezas como parte natural dos negoacutecios Junto a isso a necessidade de ter interfaces apropriadas com os processos de negoacutecio e ferramentas Em adiccedilatildeo existe a necessidade de desenvolver um pensamento estrateacutegico baseado em risco dentro da cultura organizacional [] deve ser visto como parte integral do fazer negoacutecio e deve se tornar ldquoconstrutivo e natildeo-repreensivo
Havendo esta integraccedilatildeo segundo Cardella (2010 p 44) o gerenciamento
de riscos eacute proativo em uma organizaccedilatildeo por implantar na administraccedilatildeo
empresarial
- um conjunto de ferramentas e teacutecnicas de gerenciamento de riscos que
estaria plenamente integrado com o projeto e os processos de negoacutecios e
com o reconhecimento de que incertezas fazem parte de todos os niacuteveis
da organizaccedilatildeo (via integraccedilatildeo de gerenciamento de riscos)
- melhorias nas anaacutelises dos efeitos dos riscos no projeto e no desempenho
do negoacutecio endereccedilando seu impacto tambeacutem em assuntos mais amplos
do que tempo e custo (via aumento da profundidade das anaacutelises e
amplitude da aplicaccedilatildeo) e cobrindo ameaccedilas e oportunidades
- com a apropriada consideraccedilatildeo sendo tomada no fator humano no
processo de risco usando avaliaccedilotildees de atitudes de risco contabilizando
sistematicamente sua influecircncia e construindo equipes balanceadas por
riscos (via aspectos comportamentais)
O gerenciamento de riscos atendendo todos os condicionantes essenciais
para que realmente os riscos sejam reduzidos ou eliminados contribui
significativamente para o sucesso da organizaccedilatildeo
21
Considerando que a base do gerenciamento de riscos eacute estabelecer
paracircmetros na conduccedilatildeo das accedilotildees portanto a seguir satildeo detalhados os processos
de anaacutelise de risco e as principais teacutecnicas que podem ser utilizadas em uma
empresa do ramo quiacutemico
22
24 ANAacuteLISE DE RISCOS
Considerando as pesquisas que avaliam os riscos nas organizaccedilotildees a
anaacutelise de riscos situa-se como o ldquoestudo detalhado de um objeto com a finalidade
de identificar perigos e avaliar os riscos associadosrdquo (CARTELLA 2010 p 106)
Roessler (2001) relata que no Manual de Anaacutelise de Riscos Industriais da
Fundaccedilatildeo Estadual de Proteccedilatildeo Ambiental ndash FEPAM a anaacutelise de risco eacute uma
ferramenta administrativa que identifica e avalia qualitativamente e quantitativamente
os riscos inerentes agrave atividades de produccedilatildeo
Porto (2000) considera que esta ferramenta deve ser incorporada como
elemento essencial por todos os componentes de uma organizaccedilatildeo desde a alta
administraccedilatildeo ateacute o chatildeo da faacutebrica considerando que o principal foco da anaacutelise de
risco eacute a prevenccedilatildeo
O estudo da anaacutelise de risco tem por objetivo estabelecer a consciecircncia e o
controle dos riscos para o pessoal que estaacute desenvolvendo projetando operando e
mantendo os processos operacionais em uma organizaccedilatildeo As anaacutelises focam as
questotildees de seguranccedila de processos e ao mesmo tempo complementam as
atividades industriais de seguranccedila e sauacutede mais tradicionais
Os acidentes podem ocorrer na operaccedilatildeo de qualquer processo e a
preocupaccedilatildeo pela prevenccedilatildeo desses acidentes natildeo inclui apenas o compromisso da
gerecircncia ou da lideranccedila nas organizaccedilotildees mas requer tambeacutem um programa bem
definido para administrar todas as funccedilotildees e atividades que possam afetar a
seguranccedila em cada niacutevel da organizaccedilatildeo (DUPONT 2009)
Pelas orientaccedilotildees da DuPont (2009) a implementaccedilatildeo de programas de
anaacutelise de risco tem por objetivo conhecer os riscos relacionados agraves instalaccedilotildees e
aos processos industriais As anaacutelises satildeo realizadas por meio de ferramentas
estruturadas e por equipes multidisciplinares Os riscos satildeo identificados atraveacutes das
experiecircncias anteriores da equipe de resultados de auditorias inspeccedilotildees ou ateacute
mesmo anaacutelise de incidentes bem como de anaacutelises de riscos anteriormente
realizadas Os resultados por meio dessas anaacutelises alimentam planos de accedilatildeo de
emergecircncia bem como procedimentos operacionais reciclagem nos treinamentos
especificaccedilotildees das instalaccedilotildees e processos dentro de um enfoque de melhoria
contiacutenua
23
Souza (2006) destaca algumas irregularidades que podem afetar a empresa
e que satildeo abordados durante uma inspeccedilatildeo de riscos
Danos a propriedade (incecircndio explosatildeo etc)
Lesotildees pessoais (morte mutilaccedilotildees doenccedilas etc)
Parada de produccedilatildeo (quebra de maacutequina queima de motores
transformadores etc)
Perda de qualidade (falta de controle de processo instrumentos e
maquinaacuterios inadequados etc)
Poluiccedilatildeo ambiental (tratamento inadequado de efluentes gases e
resiacuteduos industriais soacutelidos etc)
Riscos agrave comunidade (vazamento de gases toacutexicos liacutequidos inflamaacuteveis
etc)
Esse mesmo autor tambeacutem destaca os principais benefiacutecios com a anaacutelise
de riscos
Reduz a frequumlecircncia e a gravidade de eventos indesejados (incecircndio
lesotildees interrupccedilatildeo da produccedilatildeo etc)
Adeacutequa o seguro aos reais riscos da empresa
Reduz eou elimina as indenizaccedilotildeesmultas provenientes de danos ao
meio ambiente
Aponta necessidades de treinamentos
Otimiza os investimentos
Manteacutem a continuidade do processo produtivo
Detecta as deficiecircncias e otimiza os gastos com manutenccedilatildeo
Preserva a imagem da empresa
Manteacutem os funcionaacuterios mais satisfeitos
Prioriza a tomada de decisotildees dos investimentos necessaacuterios em
prevenccedilatildeo e permite a anaacutelise da relaccedilatildeo custobeneficio
24
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO
As teacutecnicas de anaacutelise de risco vecircm sendo aplicadas nas induacutestrias de
processo basicamente por dois fatores para a decisatildeo acerca da aceitabilidade de
uma nova planta industrial e para a melhoria da confiabilidade dos sistemas teacutecnicos
e organizacionais existentes Segundo Souza (2006) os resultados obtidos dessas
teacutecnicas servem para
Localizar processos e operaccedilotildees perigosas
Decidir sobre investimentos em equipamentos de prevenccedilatildeo de acidentes
e limitaccedilatildeo de suas consequumlecircncias
Projetar processos de fabricaccedilatildeo e sistemas de controle
Criar rotinas operacionais e de manutenccedilatildeo
Escrever e registrar documentos de seguranccedila para a organizaccedilatildeo
Existem diversas teacutecnicas para a anaacutelise de risco diferenciando-as por seus
objetivos benefiacutecios custos e limitaccedilotildees Como cada teacutecnica aborda os riscos de
maneira diferente existem certas vantagens no uso de determinadas teacutecnicas para
um especiacutefico processo ou projeto Os meacutetodos de anaacutelise de risco podem ser
classificados em qualitativos ou quantitativos
Atraveacutes dos meacutetodos qualitativos pode-se verificar a graduaccedilatildeo dos riscos
em uma atividade ou processo Os riscos satildeo identificados pela probabilidade de
ocorrecircncia e sua severidade de suas consequumlecircncias No entanto esse meacutetodo
torna-se subjetivo pois natildeo existe uma definiccedilatildeo de categorias de probabilidade e
severidade oacutetima Assim esse meacutetodo de anaacutelise pode variar conforme a
sensibilidade dos avaliadores por essa anaacutelise (PARDO 2009 RAPOSO 2004)
No entanto os meacutetodos quantitativos podem ser utilizados em conjunto com
os qualitativos dando uma maior complementaridade a anaacutelise por serem meacutetodos
mais detalhados (RAPOSO 2004)
A avaliaccedilatildeo qualitativa tem como limite o fato de natildeo se poder prever tudo jaacute
os limites da avaliaccedilatildeo quantitativa estatildeo fundamentados na qualidade dos dados
com relaccedilatildeo a sua confiabilidade (BARRETTO 2008)
25
Pelos estudos de Barretto (2008) Ferreira (2008) Raposo (2004) os
principais meacutetodos para anaacutelise de riscos qualitativos e quantitativos satildeo
Inspeccedilatildeo de Seguranccedila (Safety Review)
Lista de Verificaccedilatildeo (Checklist Analysis)
Priorizaccedilatildeo Relativa (Relative Ranking)
Anaacutelise Preliminar de PerigosRiscos (Preliminary Hazard Analysis)
Anaacutelise What-If (What-If Analysis)
Anaacutelise What-If LV (What-If Checklist Analysis)
Anaacutelise de Perigos e Operabilidade (Hazard and Operability Analysis)
Anaacutelise de Modos e Efeitos de Falhas (Failure Modes and Effects
Analysis)
Anaacutelise por Aacutervore de Eventos (Event Tree Analysis)
Anaacutelise por Aacutervore de Falhas (Fault Tree Analysis)
Anaacutelise de Causa e Consequumlecircncia (Cause-Consequence Analysis)
Anaacutelise da Confiabilidade Humana (Human Reliability Analysis)
Anaacutelise Histoacuterica
Anaacutelise de Vulnerabilidade (Vulnerability Models)
Anaacutelise de Custo-Benefiacutecio
Anaacutelise das Causas-Raiz de falhas (Root Cause Failure Analysis)
Anaacutelise Quantitativa de Riscos
Teacutecnicas Especiais
Para o estudo realizado no presente trabalho foi escolhido o meacutetodo da
Anaacutelise Preliminar de Riscos ndash APR e a Lista de Verificaccedilatildeo - Checklist que seratildeo
detalhadas com maior ecircnfase nos proacuteximos itens
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR
Entre as metodologias mais utilizadas para anaacutelise de risco consta a Anaacutelise
Preliminar de Riscos mais conhecida como APR Segundo informes da DuPont
(2009) a APR eacute tambeacutem conhecida como Anaacutelise Preliminar de Perigo ndash APP
26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

10
da APR bem como foram sugeridas accedilotildees visando amenizar e erradicar os riscos
pontuados na pesquisa O quinto e uacuteltimo segmento expotildee as conclusotildees obtidas
pela pesquisa
11
2 SEGURANCcedilA NO TRABALHO - PREVENCcedilAtildeO PELO MEacuteTODO DA GEREcircNCIA E ANAacuteLISE DE RISCOS
21 SEGURANCcedilA NO TRABALHO
De acordo com as diretrizes do Ministeacuterio do Trabalho e Emprego (BRASIL
2009) seguranccedila do trabalho deve ser entendida como o conjunto de medidas
adotadas para erradicar ou minimizar os acidentes de trabalho do trabalhador Estas
medidas tecircm por finalidade assegurar a integridade do meio ambiente e da sauacutede do
trabalhador aleacutem de garantir o aumento da produtividade e a qualidade dos
produtos melhorando as relaccedilotildees humanas no trabalho
Cardella (2010 p 37) considera seguranccedila como ldquoum conjunto de accedilotildees
exercidas com o intuito de reduzir danos e perdas provocados por agentes
agressivosrdquo Para este autor a seguranccedila do trabalho deve ser considerada como
uma das principais funccedilotildees administrativas de uma empresa
Em termos de aplicaccedilatildeo metodoloacutegica a seguranccedila do trabalho congrega
estudos e pesquisas tendo como campo de atuaccedilatildeo todo tipo de empresa desde os
mais simples ateacute os maiores complexos conglomerados industriais Geralmente a
seguranccedila do trabalho estaacute prevista na organizaccedilatildeo poliacutetica do paiacutes sendo definida
por normas e leis
O Brasil apresenta legislaccedilatildeo especiacutefica de seguranccedila do trabalho por meio
das Normas Regulamentadoras e de outras leis complementares como portarias e
decretos e tambeacutem as ratificaccedilotildees das Convenccedilotildees Internacionais da Organizaccedilatildeo
Internacional do Trabalho
A Constituiccedilatildeo Federal de 1988 dedica no Capiacutetulo II - Dos Direitos Sociais o
artigo 6ordm e 7ordm incisos XXII XXIII XXVIII e XXXIII1 que dispotildee especificamente
sobre seguranccedila e sauacutede dos trabalhadores
1 Inciso XXII - reduccedilatildeo dos riscos inerentes ao trabalho por meio de normas de sauacutede higiene e
seguranccedila Inciso XXIII - adicional de remuneraccedilatildeo para as atividades penosas insalubres ou perigosas na forma da lei Inciso XXVIII - seguro contra acidentes de trabalho a cargo do empregador sem excluir a indenizaccedilatildeo a que esta estaacute obrigado quando incorrer em dolo ou culpa Inciso XXXIII - proibiccedilatildeo do trabalho noturno perigoso ou insalubre aos menores de dezoito e de qualquer trabalho a menores de quatorze anos salvo na condiccedilatildeo de aprendiz (SIQUEIRA 2000)
12
Conforme registra Siqueira (2000) a Consolidaccedilatildeo das Leis do Trabalho -
CLT dedica o seu Capiacutetulo V agrave Seguranccedila e Medicina do Trabalho de acordo com a
redaccedilatildeo dada pela Lei 6514 de 22 de dezembro de 1977 Os artigos 154 a 223 da
CLT trazem inuacutemeras normas para regulamentar os acidentes de trabalho sendo
enfatizada a prevenccedilatildeo como obrigaccedilatildeo do empregador O Ministeacuterio do Trabalho
instituiu a Portaria n 3214 de 08 de junho de 1978 para aprovar as Normas
Regulamentadoras - NR previstas no Capiacutetulo V da CLT Esta mesma Portaria
estabelece que as alteraccedilotildees posteriores das NRs seriam determinadas pela
Secretaria de Seguranccedila e Sauacutede do Trabalho oacutergatildeo do Ministeacuterio do Trabalho e
Emprego
Aleacutem destas normas exclusivas do Brasil ainda existem as Convenccedilotildees da
Organizaccedilatildeo Internacional do Trabalho ndash OIT que satildeo ratificadas por Decretos Haacute
tambeacutem a legislaccedilatildeo acidentaacuteria regulada pelo Ministeacuterio da Previdecircncia Social que
estabelecem os criteacuterios das aposentadorias especiais do seguro de acidente do
trabalho
Mediante toda esta legislaccedilatildeo as empresas tecircm como obrigaccedilatildeo cercarem-
se de aparatos que eliminem os riscos de acidentes tanto para as pessoas quanto
para o meio ambiente No entanto existem atividades que a eliminaccedilatildeo total de
riscos eacute impossiacutevel por isto os riscos devem ser monitorados constantemente de
forma a natildeo ocorrer acidentes
Cardella (2010 p 33) coloca entre estes aparatos a realizaccedilatildeo do
diagnoacutestico de seguranccedila considerando-o como ldquoo resultado do estudo que tem por
objetivo conhecer o estado de seguranccedila da organizaccedilatildeordquo Com este diagnoacutestico eacute
possiacutevel avaliar a situaccedilatildeo de seguranccedila comparando-se com um padratildeo preacute
estabelecido com as normas obtendo-se um desvio que serviraacute de insumo para
elaboraccedilatildeo do plano de accedilatildeo para intervenccedilatildeo
Este diagnoacutestico deve abranger a organizaccedilatildeo o meio ambiente e as
relaccedilotildees entre ambos segundo explica Cardella (2010)
Na organizaccedilatildeo [abordam-se] sistemas operacionais e organizacionais relaccedilotildees entre esses sistemas e manifestaccedilotildees do risco em ocorrecircncias anormais acidentes danos e perdas O sistema operacional eacute avaliado nas dimensotildees anatocircmica (estrutura e forma) e fisioloacutegica (funccedilotildees) Satildeo focalizados homens equipamentos e instalaccedilotildees processos insumos e produtos
13
O diagnoacutestico exige uma inspeccedilatildeo planejada do ambiente de trabalho para
que sejam identificados agentes agressivos classificando-os segundo o niacutevel de
periculosidade e sistemas de controle classificando-os segundo o niacutevel de
qualidade
Os agentes agressivos podem ser mecacircnicos gravitacionais elaacutesticos e cineacuteticos eleacutetricos teacutermicos bioloacutegicos ergonocircmicos sonoros (ruiacutedos) e radiantes O sistema de controle de risco eacute constituiacutedo por contenccedilatildeo recomposiccedilatildeo isolamento alarme proteccedilatildeo evacuaccedilatildeo resgate salvamento combate e recuperaccedilatildeo (CARDELLA 2010 P 33)
Pelo diagnoacutestico obteacutem-se a dimensatildeo funcional do sistema operacional pela
avaliaccedilatildeo da anaacutelise de risco do processo sendo que esta anaacutelise eacute recorrente do
trabalho realizado em cada empresa
De acordo com Almeida Filho (1992) previnem-se acidentes por meio da
associaccedilatildeo do trabalho com o gerenciamento dos riscos Esta associaccedilatildeo requer
pesquisas meacutetodos e teacutecnicas especiacuteficas monitoramento e controle de forma que
os conceitos baacutesicos de seguranccedila estejam incorporados em todas as etapas do
processo produtivo do projeto agrave operaccedilatildeo Assim seraacute garantindo a seguranccedila dos
processos
Monteiro e Bertagni (1999) comentam que no passado seguranccedila do
trabalho significava apenas usar capacetes botas cintos de seguranccedila e uma seacuterie
de outros equipamentos de proteccedilatildeo individual contra acidentes no entanto hoje
quando a evoluccedilatildeo da tecnologia criou novos ambientes de trabalho novos riscos
tecircm aparecido e por isto eacute necessaacuterio que constantes pesquisas sejam realizadas e
o monitoramento seja uma prerrogativa essencial Sob esta condiccedilatildeo seguranccedila do
trabalho hoje exige uma abordagem multidisciplinar e a forma eficaz de prevenir
acidentes eacute conhecer e saber controlar os riscos
Na mesma linha de pensamento Cardela (2010 p 17) comenta que
A prevenccedilatildeo de acidentes requer o estudo de fenocircmenos que causam danos e perdas agraves pessoas ao patrimocircnio e ao meio ambiente [] O [seu] estudo requer uma ciecircncia multidisciplinar abrangendo a Engenharia de Seguranccedila do Trabalho a Engenharia de Seguranccedila Ambiental a Seguranccedila Puacuteblica a Seguranccedila do Lar e do Lazer e a Medicina
14
Ocupacional Analogamente ao que eacute feito na Fiacutesica definiriacuteamos conceitos baacutesicos como dano perda perigo risco agente agressivo energia agressiva contenccedilatildeo proteccedilatildeo e emergecircncia Com eles poderiacuteamos estudar fenocircmenos acidentais e resolver problemas no campo da prevenccedilatildeo de acidentes e do controle de emergecircncias
Este estudo multidisciplinar conforme orientam os autores necessita de
profissionais capacitados Fernandes (1991) alerta que para realmente prevenir o
acidente por riscos da atividade de trabalho eacute preciso conhecer e controlar estes
riscos adotando uma poliacutetica de seguranccedila tendo como condutores desta poliacutetica
profissionais especializados aptos a antecipar reconhecer avaliar e controlar os
riscos do ambiente de trabalho O bem estar fiacutesico e psicoloacutegico dos trabalhadores
reflete no seu desempenho profissional e eacute resultado de uma poliacutetica global de
investimento em seguranccedila sauacutede e meio ambiente
Para a realizaccedilatildeo desta poliacutetica eacute necessaacuterio sobretudo conhecer os riscos
e os perigos que uma empresa oferece sendo por isto interessante realizar estudo
sobre estes temas como seraacute feito adiante
22 PERIGO E RISCO
Os termos perigo e risco geralmente satildeo associados sempre que uma
atividade oferece certa inseguranccedila No entanto os dois termos tecircm significados
diferentes Perigo de acordo com Sanders e Mc Cormick (1993 p 675) eacute rdquouma
condiccedilatildeo ou um conjunto de circunstacircncias que tecircm o potencial de causar ou
contribuir para uma lesatildeo ou morterdquo Em uma visatildeo mais generalizada Kolluru
(1996 p 113) entende o perigo como ldquoum agente quiacutemico bioloacutegico ou fiacutesico
(incluindo-se a radiaccedilatildeo eletromagneacutetica) ou um conjunto de condiccedilotildees que
apresentam uma fonte de risco mas natildeo o risco em sirdquo Na mesma linha de
pensamento Grimaldi e Simonds (1989 p 236) explicam que o perigo eacute uma
situaccedilatildeo que conteacutem ldquouma fonte de energia ou de fatores fisioloacutegicos e de
comportamentoconduta que quando natildeo controlados conduzem a
eventosocorrecircncias prejudiciaisnocivasrdquo
15
Estes eventos nocivos satildeo os riscos que oferecem probabilidade de lesatildeo ou
morte segundo comentaacuterios de Sanders e Mccormick (1993)
Assim entende-se o risco como ldquouma funccedilatildeo da natureza do perigo
acessibilidade ou acesso de contato (potencial de exposiccedilatildeo) caracteriacutesticas da
populaccedilatildeo exposta (receptores) a probabilidade de ocorrecircncia e a magnitude da
exposiccedilatildeo e das consequumlecircncias (KOLLURU 1996 p 110)
Grimaldi e Simonds (1989 p 236) estabelecem a diferenccedila entre perigo e
risco afirmando que ldquorisco eacute um resultado medido do efeito potencial do perigordquo
A principal diferenciaccedilatildeo entre perigo e risco eacute que o perigo eacute avaliado em
funccedilatildeo da sua severidade e tem potencial de causar dano e o risco eacute avaliado em
termos de sua severidade e probabilidade de ocorrecircncia
Cicco e Fantazzini (2003 p 8) definem perigo e risco como sendo
Perigo (Hazard) uma ou mais condiccedilotildees de uma variaacutevel com o potencial necessaacuterio para causar danos Esses danos podem ser entendidos como lesotildees a pessoas danos a equipamentos ou estruturas perda de material em processo ou reduccedilatildeo da capacidade de desempenho de uma funccedilatildeo preacute-determinada Havendo um perigo persistem as possibilidades de efeitos adversos Risco (Risk) expressa uma probabilidade de possiacuteveis danos dentro de um periacuteodo especiacutefico de tempo ou nuacutemero de ciclos operacionais Pode ser indicado pela probabilidade de um acidente multiplicada pelo dano vidas ou unidades operacionais (grifos no original)
Assim onde ocorre perigo eacute preciso um monitoramento para evitar o risco
De uma forma geral Pardo (2009) descreve o risco (R) como o produto da
probabilidade de ocorrecircncia de um perigo ou evento (P) pelo valor do dano
associado (D) ou severidade das suas consequumlenciais estabelecendo a foacutermula
R = P x D (21)
Para que o resultado desta foacutermula natildeo tenha um alcance incontrolaacutevel eacute
preciso haver o controle de risco o qual na opiniatildeo de Cardella (2010) tem por
objetivo manter os riscos abaixo de valores tolerados Este controle eacute realizado nas
empresas por um sistema de gerencia de riscos que seraacute descrita a seguir
16
23 GEREcircNCIA DE RISCOS
O empresaacuterio que tem consciecircncia do risco que as atividades de sua
empresa podem causar tanto aos trabalhadores quanto ao meio ambiente
estabelece entre as atribuiccedilotildees administrativas a gerecircncia de riscos
Cicco e Fantazzini (2003 p 16) entendem a gerecircncia de riscos como uma
ciecircncia uma arte direcionada para ldquoa proteccedilatildeo dos recursos humanos materiais e
financeiros de uma empresardquo Esta proteccedilatildeo pode ser realizada tanto pela
eliminaccedilatildeo ou reduccedilatildeo dos riscos quanto pelo financiamento dos riscos
remanescentes2 ou seja a gerecircncia de riscos tem por finalidade manter os riscos
abaixo dos valores tolerados pelas normas e regulamentos
Gerecircncia de riscos segundo Cardella (2010 p 69) utiliza ldquoum conjunto de
instrumentos para a organizaccedilatildeo [] planejar operar e controlar suas atividades no
exerciacutecio da Funccedilatildeo Controle de Riscosrdquo O autor explica estes instrumentos como
sendo os princiacutepios a poliacutetica as diretrizes os objetivos as estrateacutegias a
metodologia os programas os sistemas organizacionais e operacionais da
empresa
Seguindo a explicaccedilatildeo que Cardella (2010 p 70-75) assim resumem-se
estes instrumentos
- PRINCIacutePIOS DA GESTAtildeO DE RISCO
I - Nas organizaccedilotildees e sociedades o acidente eacute um fenocircmeno de natureza
multifacetada que resulta de interaccedilotildees complexas entre fatores fiacutesicos
bioloacutegicos psicoloacutegicos sociais e culturais
II - Todos os acidentes podem ser evitados
III - Os acidentes ocorrem porque a mente se envolve com o trabalho e
esquece do corpo
IV - Um indiviacuteduo natildeo consegue sozinho controlar os riscos de sua
atividade por isto releva-se o segundo princiacutepio que soacute tem validade dentro
de determinados limites que abrangem grande totalidade dos casos Estatildeo
fora desses limites as situaccedilotildees nas quais o homem natildeo dispotildee de
conhecimento ou tecnologia suficientes para evitar o acidente
2 Financiamento dos riscos remanescentes significa reter os riscos na empresa ou transferi-los total
ou parcialmente para as seguradoras
17
- OBJETIVOS DA GESTAtildeO DE RISCOS
Manter os riscos associados agrave organizaccedilatildeo abaixo de valores tolerados
- POLIacuteTICA DE GESTAtildeO DE RISCOS
Estabelecer as regras comportamentais da organizaccedilatildeo Cada organizaccedilatildeo
famiacutelia pessoa ou sociedade deve estabelecer sua proacutepria poliacutetica que eacute
sempre um reflexo de seus valores propondo-se como regras baacutesicas
a preservaccedilatildeo de pessoas tem prioridade sobre a preservaccedilatildeo de bens
b quem responde por uma atividade deve responder tambeacutem pelos riscos
decorrentes dessa atividade
- DIRETRIZES PARA GESTAtildeO DE RISCOS
a deve ser exercida em todas as fases do ciclo de vida das instalaccedilotildees e
dos produtos
b deve ser parte integrante de todas as atividades da organizaccedilatildeo
- ESTRATEacuteGIA DA GESTAtildeO DE RISCOS
Deve ser considerada a natureza do fenocircmeno acidente como um evento
indesejaacutevel incerto e remoto Deve-se priorizar accedilotildees que integram a
funccedilatildeo seguranccedila portanto a estrateacutegia do sistema de gestatildeo deve ser
estabelecida de modo a reduzir o desequiliacutebrio das forccedilas impulsoras do
comportamento
- METODOLOGIA DO SISTEMA DE GESTAtildeO DE RISCOS
O processo de gestatildeo de riscos eacute composto pelas funccedilotildees identificar
perigos avaliar riscos comparar com risco tolerado e tratar riscos sendo
que identificaccedilatildeo de perigos e avaliaccedilatildeo de riscos constituem a anaacutelise de
riscos Identificaccedilatildeo avaliaccedilatildeo e comparaccedilatildeo constituem o monitoramento
Monitoramento e intervenccedilatildeo constituem o controle O tratamento dos riscos
inclui a intervenccedilatildeo para reduccedilatildeo eou transferecircncia (seguro) O processo
de gestatildeo eacute aplicado agraves aacutereas de accedilatildeo e agraves fases do ciclo de vida dos
elementos da organizaccedilatildeo (pessoas instalaccedilotildees e produtos) Cartela
(2010) resume a metodologia do sistema de gestatildeo de riscos expondo as
funccedilotildees essenciais de indentificar os perigos avaliar os riscos comparar
com o risco tolerado e tratar os riscos
- PROGRAMAS DA GESTAtildeO DE RISCOS
Pelo fato de nem toda intervenccedilatildeo para controle de riscos ter efeitos
imediatos as alteraccedilotildees almejadas requerem planos de accedilatildeo de longo
prazo denominados programas Assim deve ser criado um programa para
cada aacuterea de accedilatildeo programa de seguranccedila nas atividades da organizaccedilatildeo
programa de seguranccedila nas atividades fora do trabalho programa de
seguranccedila nos transportes programa de seguranccedila nas atividades
contratadas e programa de seguranccedila no uso dos produtos da organizaccedilatildeo
18
Em funccedilatildeo da natureza multifacetada da seguranccedila os programas devem
ser desenvolvidos por equipes multidisciplinares Essa eacute uma forma de
executar na praacutetica a gestatildeo holiacutestica da organizaccedilatildeo Aleacutem dos programas
por aacuterea de accedilatildeo podem ser criados programas baacutesicos para dar suporte
ao controle de riscos nas diversas aacutereas Eacute recomendaacutevel manter os
programas de forma permanente considerando-se poreacutem que haacute os de
existecircncia restrita agraves fases de implantaccedilatildeo e consolidaccedilatildeo de algum meacutetodo
de controle de risco Exemplos programas de desenvolvimento do sistema
de autorizaccedilatildeo para trabalho de implantaccedilatildeo do registro e anaacutelise de
ocorrecircncias anormais e de implantaccedilatildeo de anaacutelise de risco
- SISTEMAS ORGANIZACIONAIS E SISTEMAS OPERACIONAIS
A maioria das organizaccedilotildees tem uma estrutura funcional Cada unidade eacute
um sistema organizacional A configuraccedilatildeo da estrutura funcional varia de
organizaccedilatildeo para organizaccedilatildeo Cabe ressaltar a importacircncia do equiliacutebrio
entre a poliacutetica - a responsabilidade pela gestatildeo de riscos eacute dos
responsaacuteveis pela atividade - e o princiacutepio - um indiviacuteduo natildeo consegue
sozinho controlar os riscos de sua atividade Provavelmente o equiliacutebrio se
encontra numa estrutura que conte com uma equipe de especialistas em
seguranccedila que assessore os demais oacutergatildeos Essa equipe deve atuar de
maneira que os demais componentes natildeo venham a consideraacute-la como a
uacutenica responsaacutevel pela funccedilatildeo seguranccedila Na gestatildeo holiacutestica esse
problema eacute resolvido pela criaccedilatildeo de sistemas organizacionais
denominados comitecircs Os comitecircs funcionais satildeo constituiacutedos pelo dirigente
de uma unidade organizacional e seus imediatos comeccedilando pelo nuacutemero
um da organizaccedilatildeo com seu corpo gerencial e terminando com os
supervisores de primeira linha e sua equipe de executantes Nesses
comitecircs satildeo tratados temas de seguranccedila relativos agraves aacutereas de
responsabilidade de seus componentes Os comitecircs interfuncionais satildeo
constituiacutedos por pessoas de especialidades diferentes e envolvidas nos
programas das diversas aacutereas de accedilatildeo da funccedilatildeo seguranccedila Nesses
comitecircs os componentes adquirem a visatildeo global e executam as accedilotildees
locais em suas aacutereas especializadas Aleacutem dos comitecircs haacute outros sistemas
organizacionais que denominaremos Comissatildeo e Grupo de Trabalho A
Comissatildeo eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por missatildeo analisar
ocorrecircncias emitindo conclusotildees e recomendaccedilotildees O Grupo de Trabalho
tambeacutem eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por objetivo executar
um trabalho teacutecnico Dentre os sistemas operacionais pode-se citar
sistema de integraccedilatildeo de empregados de empresas contratadas sistema de
controle de EPIs sistema de estatiacutestica de acidentes sistema de emissatildeo
de permissotildees para trabalho
19
O uso destes instrumentos requer teacutecnicas especiacuteficas que segundo Hillson
(2010) requerem que alguns passos sejam realizados antes de decidir como estes
instrumentos seratildeo utilizados
Iniciando por definir objetivos que direcionam o risco a ser debelado para
saber quais teacutecnicas podem ser usadas Hillson (2010) elenca algumas destas
teacutecnicas como brainstorms workshops checklists prompt lists entrevistas
questionaacuterios etc sendo que existe uma variedade de teacutecnicas que podem ser
utilizadas para certificar que qualquer tipo de risco possa ser identificado e distinguir
quais satildeo as causas que contribuem para estes riscos
Neste primeiro passo deve-se registrar detalhando como o risco eacute produzido
pois pode haver causas com maior proeminecircncia de fazecirc-lo acontecer
Hillson (2010) comenta que a avaliaccedilatildeo das causas deve ser qualitativa
descrevendo-se as caracteriacutesticas em detalhes de tal forma que sejam suficientes
para permitir a definiccedilatildeo de como elas seratildeo combatidas Tambeacutem podem ser
quantitativas usando-se modelos matemaacuteticos para simular o efeito do risco de
acordo com o niacutevel de interferecircncia Os meacutetodos incluem fazer planilhas de riscos
numa grade de duas dimensotildees mostrando a probabilidade e impacto permitindo
que o risco seja priorizado e usado para a estrutura de decomposiccedilatildeo de risco para
agrupar os riscos por tipoorigem
A avaliaccedilatildeo destas planilhas deve produzir estrateacutegias para impedir
transferir ou reduzir os riscos Estas estrateacutegias requerem a implementaccedilatildeo de um
plano de accedilotildees para monitorar a efetividade do que estaacute sendo realizado bem como
a necessidade de ajustes das decisotildees quando necessaacuterio Hillson (2010) alerta que
qualquer processo de risco deve incluir revisatildeo e atualizaccedilatildeo pois pode ocorrer
mudanccedilas no sistema produtivo e as causas podem mudar seu grau de influecircncia
podendo inclusive surgir novas que natildeo estavam sendo avaliadas bem como as
antigas podem aumentar ou diminuir os efeitos que causam o risco
Sob toda esta concepccedilatildeo de gerenciamento de riscos entende-se que ele eacute
uma atividade especiacutefica realizada por especialistas que devem usar ferramentas e
teacutecnicas adequadas Com a intenccedilatildeo de obter todos os benefiacutecios da implantaccedilatildeo do
processo de risco para uma organizaccedilatildeo eacute importante que o gerenciamento de
riscos esteja completamente integrado com as accedilotildees estrateacutegicas e operacionais da
20
organizaccedilatildeo Se natildeo existir esta integraccedilatildeo os resultados podem ser nefastos e os
perigos verificados podem incorrer em riscos de alto potencial
Hillson (2010 p 43) ensina que uma integraccedilatildeo verdadeira requer algumas
mudanccedilas organizacionais tais como
reconhecimento da existecircncia de incertezas como parte natural dos negoacutecios Junto a isso a necessidade de ter interfaces apropriadas com os processos de negoacutecio e ferramentas Em adiccedilatildeo existe a necessidade de desenvolver um pensamento estrateacutegico baseado em risco dentro da cultura organizacional [] deve ser visto como parte integral do fazer negoacutecio e deve se tornar ldquoconstrutivo e natildeo-repreensivo
Havendo esta integraccedilatildeo segundo Cardella (2010 p 44) o gerenciamento
de riscos eacute proativo em uma organizaccedilatildeo por implantar na administraccedilatildeo
empresarial
- um conjunto de ferramentas e teacutecnicas de gerenciamento de riscos que
estaria plenamente integrado com o projeto e os processos de negoacutecios e
com o reconhecimento de que incertezas fazem parte de todos os niacuteveis
da organizaccedilatildeo (via integraccedilatildeo de gerenciamento de riscos)
- melhorias nas anaacutelises dos efeitos dos riscos no projeto e no desempenho
do negoacutecio endereccedilando seu impacto tambeacutem em assuntos mais amplos
do que tempo e custo (via aumento da profundidade das anaacutelises e
amplitude da aplicaccedilatildeo) e cobrindo ameaccedilas e oportunidades
- com a apropriada consideraccedilatildeo sendo tomada no fator humano no
processo de risco usando avaliaccedilotildees de atitudes de risco contabilizando
sistematicamente sua influecircncia e construindo equipes balanceadas por
riscos (via aspectos comportamentais)
O gerenciamento de riscos atendendo todos os condicionantes essenciais
para que realmente os riscos sejam reduzidos ou eliminados contribui
significativamente para o sucesso da organizaccedilatildeo
21
Considerando que a base do gerenciamento de riscos eacute estabelecer
paracircmetros na conduccedilatildeo das accedilotildees portanto a seguir satildeo detalhados os processos
de anaacutelise de risco e as principais teacutecnicas que podem ser utilizadas em uma
empresa do ramo quiacutemico
22
24 ANAacuteLISE DE RISCOS
Considerando as pesquisas que avaliam os riscos nas organizaccedilotildees a
anaacutelise de riscos situa-se como o ldquoestudo detalhado de um objeto com a finalidade
de identificar perigos e avaliar os riscos associadosrdquo (CARTELLA 2010 p 106)
Roessler (2001) relata que no Manual de Anaacutelise de Riscos Industriais da
Fundaccedilatildeo Estadual de Proteccedilatildeo Ambiental ndash FEPAM a anaacutelise de risco eacute uma
ferramenta administrativa que identifica e avalia qualitativamente e quantitativamente
os riscos inerentes agrave atividades de produccedilatildeo
Porto (2000) considera que esta ferramenta deve ser incorporada como
elemento essencial por todos os componentes de uma organizaccedilatildeo desde a alta
administraccedilatildeo ateacute o chatildeo da faacutebrica considerando que o principal foco da anaacutelise de
risco eacute a prevenccedilatildeo
O estudo da anaacutelise de risco tem por objetivo estabelecer a consciecircncia e o
controle dos riscos para o pessoal que estaacute desenvolvendo projetando operando e
mantendo os processos operacionais em uma organizaccedilatildeo As anaacutelises focam as
questotildees de seguranccedila de processos e ao mesmo tempo complementam as
atividades industriais de seguranccedila e sauacutede mais tradicionais
Os acidentes podem ocorrer na operaccedilatildeo de qualquer processo e a
preocupaccedilatildeo pela prevenccedilatildeo desses acidentes natildeo inclui apenas o compromisso da
gerecircncia ou da lideranccedila nas organizaccedilotildees mas requer tambeacutem um programa bem
definido para administrar todas as funccedilotildees e atividades que possam afetar a
seguranccedila em cada niacutevel da organizaccedilatildeo (DUPONT 2009)
Pelas orientaccedilotildees da DuPont (2009) a implementaccedilatildeo de programas de
anaacutelise de risco tem por objetivo conhecer os riscos relacionados agraves instalaccedilotildees e
aos processos industriais As anaacutelises satildeo realizadas por meio de ferramentas
estruturadas e por equipes multidisciplinares Os riscos satildeo identificados atraveacutes das
experiecircncias anteriores da equipe de resultados de auditorias inspeccedilotildees ou ateacute
mesmo anaacutelise de incidentes bem como de anaacutelises de riscos anteriormente
realizadas Os resultados por meio dessas anaacutelises alimentam planos de accedilatildeo de
emergecircncia bem como procedimentos operacionais reciclagem nos treinamentos
especificaccedilotildees das instalaccedilotildees e processos dentro de um enfoque de melhoria
contiacutenua
23
Souza (2006) destaca algumas irregularidades que podem afetar a empresa
e que satildeo abordados durante uma inspeccedilatildeo de riscos
Danos a propriedade (incecircndio explosatildeo etc)
Lesotildees pessoais (morte mutilaccedilotildees doenccedilas etc)
Parada de produccedilatildeo (quebra de maacutequina queima de motores
transformadores etc)
Perda de qualidade (falta de controle de processo instrumentos e
maquinaacuterios inadequados etc)
Poluiccedilatildeo ambiental (tratamento inadequado de efluentes gases e
resiacuteduos industriais soacutelidos etc)
Riscos agrave comunidade (vazamento de gases toacutexicos liacutequidos inflamaacuteveis
etc)
Esse mesmo autor tambeacutem destaca os principais benefiacutecios com a anaacutelise
de riscos
Reduz a frequumlecircncia e a gravidade de eventos indesejados (incecircndio
lesotildees interrupccedilatildeo da produccedilatildeo etc)
Adeacutequa o seguro aos reais riscos da empresa
Reduz eou elimina as indenizaccedilotildeesmultas provenientes de danos ao
meio ambiente
Aponta necessidades de treinamentos
Otimiza os investimentos
Manteacutem a continuidade do processo produtivo
Detecta as deficiecircncias e otimiza os gastos com manutenccedilatildeo
Preserva a imagem da empresa
Manteacutem os funcionaacuterios mais satisfeitos
Prioriza a tomada de decisotildees dos investimentos necessaacuterios em
prevenccedilatildeo e permite a anaacutelise da relaccedilatildeo custobeneficio
24
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO
As teacutecnicas de anaacutelise de risco vecircm sendo aplicadas nas induacutestrias de
processo basicamente por dois fatores para a decisatildeo acerca da aceitabilidade de
uma nova planta industrial e para a melhoria da confiabilidade dos sistemas teacutecnicos
e organizacionais existentes Segundo Souza (2006) os resultados obtidos dessas
teacutecnicas servem para
Localizar processos e operaccedilotildees perigosas
Decidir sobre investimentos em equipamentos de prevenccedilatildeo de acidentes
e limitaccedilatildeo de suas consequumlecircncias
Projetar processos de fabricaccedilatildeo e sistemas de controle
Criar rotinas operacionais e de manutenccedilatildeo
Escrever e registrar documentos de seguranccedila para a organizaccedilatildeo
Existem diversas teacutecnicas para a anaacutelise de risco diferenciando-as por seus
objetivos benefiacutecios custos e limitaccedilotildees Como cada teacutecnica aborda os riscos de
maneira diferente existem certas vantagens no uso de determinadas teacutecnicas para
um especiacutefico processo ou projeto Os meacutetodos de anaacutelise de risco podem ser
classificados em qualitativos ou quantitativos
Atraveacutes dos meacutetodos qualitativos pode-se verificar a graduaccedilatildeo dos riscos
em uma atividade ou processo Os riscos satildeo identificados pela probabilidade de
ocorrecircncia e sua severidade de suas consequumlecircncias No entanto esse meacutetodo
torna-se subjetivo pois natildeo existe uma definiccedilatildeo de categorias de probabilidade e
severidade oacutetima Assim esse meacutetodo de anaacutelise pode variar conforme a
sensibilidade dos avaliadores por essa anaacutelise (PARDO 2009 RAPOSO 2004)
No entanto os meacutetodos quantitativos podem ser utilizados em conjunto com
os qualitativos dando uma maior complementaridade a anaacutelise por serem meacutetodos
mais detalhados (RAPOSO 2004)
A avaliaccedilatildeo qualitativa tem como limite o fato de natildeo se poder prever tudo jaacute
os limites da avaliaccedilatildeo quantitativa estatildeo fundamentados na qualidade dos dados
com relaccedilatildeo a sua confiabilidade (BARRETTO 2008)
25
Pelos estudos de Barretto (2008) Ferreira (2008) Raposo (2004) os
principais meacutetodos para anaacutelise de riscos qualitativos e quantitativos satildeo
Inspeccedilatildeo de Seguranccedila (Safety Review)
Lista de Verificaccedilatildeo (Checklist Analysis)
Priorizaccedilatildeo Relativa (Relative Ranking)
Anaacutelise Preliminar de PerigosRiscos (Preliminary Hazard Analysis)
Anaacutelise What-If (What-If Analysis)
Anaacutelise What-If LV (What-If Checklist Analysis)
Anaacutelise de Perigos e Operabilidade (Hazard and Operability Analysis)
Anaacutelise de Modos e Efeitos de Falhas (Failure Modes and Effects
Analysis)
Anaacutelise por Aacutervore de Eventos (Event Tree Analysis)
Anaacutelise por Aacutervore de Falhas (Fault Tree Analysis)
Anaacutelise de Causa e Consequumlecircncia (Cause-Consequence Analysis)
Anaacutelise da Confiabilidade Humana (Human Reliability Analysis)
Anaacutelise Histoacuterica
Anaacutelise de Vulnerabilidade (Vulnerability Models)
Anaacutelise de Custo-Benefiacutecio
Anaacutelise das Causas-Raiz de falhas (Root Cause Failure Analysis)
Anaacutelise Quantitativa de Riscos
Teacutecnicas Especiais
Para o estudo realizado no presente trabalho foi escolhido o meacutetodo da
Anaacutelise Preliminar de Riscos ndash APR e a Lista de Verificaccedilatildeo - Checklist que seratildeo
detalhadas com maior ecircnfase nos proacuteximos itens
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR
Entre as metodologias mais utilizadas para anaacutelise de risco consta a Anaacutelise
Preliminar de Riscos mais conhecida como APR Segundo informes da DuPont
(2009) a APR eacute tambeacutem conhecida como Anaacutelise Preliminar de Perigo ndash APP
26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

11
2 SEGURANCcedilA NO TRABALHO - PREVENCcedilAtildeO PELO MEacuteTODO DA GEREcircNCIA E ANAacuteLISE DE RISCOS
21 SEGURANCcedilA NO TRABALHO
De acordo com as diretrizes do Ministeacuterio do Trabalho e Emprego (BRASIL
2009) seguranccedila do trabalho deve ser entendida como o conjunto de medidas
adotadas para erradicar ou minimizar os acidentes de trabalho do trabalhador Estas
medidas tecircm por finalidade assegurar a integridade do meio ambiente e da sauacutede do
trabalhador aleacutem de garantir o aumento da produtividade e a qualidade dos
produtos melhorando as relaccedilotildees humanas no trabalho
Cardella (2010 p 37) considera seguranccedila como ldquoum conjunto de accedilotildees
exercidas com o intuito de reduzir danos e perdas provocados por agentes
agressivosrdquo Para este autor a seguranccedila do trabalho deve ser considerada como
uma das principais funccedilotildees administrativas de uma empresa
Em termos de aplicaccedilatildeo metodoloacutegica a seguranccedila do trabalho congrega
estudos e pesquisas tendo como campo de atuaccedilatildeo todo tipo de empresa desde os
mais simples ateacute os maiores complexos conglomerados industriais Geralmente a
seguranccedila do trabalho estaacute prevista na organizaccedilatildeo poliacutetica do paiacutes sendo definida
por normas e leis
O Brasil apresenta legislaccedilatildeo especiacutefica de seguranccedila do trabalho por meio
das Normas Regulamentadoras e de outras leis complementares como portarias e
decretos e tambeacutem as ratificaccedilotildees das Convenccedilotildees Internacionais da Organizaccedilatildeo
Internacional do Trabalho
A Constituiccedilatildeo Federal de 1988 dedica no Capiacutetulo II - Dos Direitos Sociais o
artigo 6ordm e 7ordm incisos XXII XXIII XXVIII e XXXIII1 que dispotildee especificamente
sobre seguranccedila e sauacutede dos trabalhadores
1 Inciso XXII - reduccedilatildeo dos riscos inerentes ao trabalho por meio de normas de sauacutede higiene e
seguranccedila Inciso XXIII - adicional de remuneraccedilatildeo para as atividades penosas insalubres ou perigosas na forma da lei Inciso XXVIII - seguro contra acidentes de trabalho a cargo do empregador sem excluir a indenizaccedilatildeo a que esta estaacute obrigado quando incorrer em dolo ou culpa Inciso XXXIII - proibiccedilatildeo do trabalho noturno perigoso ou insalubre aos menores de dezoito e de qualquer trabalho a menores de quatorze anos salvo na condiccedilatildeo de aprendiz (SIQUEIRA 2000)
12
Conforme registra Siqueira (2000) a Consolidaccedilatildeo das Leis do Trabalho -
CLT dedica o seu Capiacutetulo V agrave Seguranccedila e Medicina do Trabalho de acordo com a
redaccedilatildeo dada pela Lei 6514 de 22 de dezembro de 1977 Os artigos 154 a 223 da
CLT trazem inuacutemeras normas para regulamentar os acidentes de trabalho sendo
enfatizada a prevenccedilatildeo como obrigaccedilatildeo do empregador O Ministeacuterio do Trabalho
instituiu a Portaria n 3214 de 08 de junho de 1978 para aprovar as Normas
Regulamentadoras - NR previstas no Capiacutetulo V da CLT Esta mesma Portaria
estabelece que as alteraccedilotildees posteriores das NRs seriam determinadas pela
Secretaria de Seguranccedila e Sauacutede do Trabalho oacutergatildeo do Ministeacuterio do Trabalho e
Emprego
Aleacutem destas normas exclusivas do Brasil ainda existem as Convenccedilotildees da
Organizaccedilatildeo Internacional do Trabalho ndash OIT que satildeo ratificadas por Decretos Haacute
tambeacutem a legislaccedilatildeo acidentaacuteria regulada pelo Ministeacuterio da Previdecircncia Social que
estabelecem os criteacuterios das aposentadorias especiais do seguro de acidente do
trabalho
Mediante toda esta legislaccedilatildeo as empresas tecircm como obrigaccedilatildeo cercarem-
se de aparatos que eliminem os riscos de acidentes tanto para as pessoas quanto
para o meio ambiente No entanto existem atividades que a eliminaccedilatildeo total de
riscos eacute impossiacutevel por isto os riscos devem ser monitorados constantemente de
forma a natildeo ocorrer acidentes
Cardella (2010 p 33) coloca entre estes aparatos a realizaccedilatildeo do
diagnoacutestico de seguranccedila considerando-o como ldquoo resultado do estudo que tem por
objetivo conhecer o estado de seguranccedila da organizaccedilatildeordquo Com este diagnoacutestico eacute
possiacutevel avaliar a situaccedilatildeo de seguranccedila comparando-se com um padratildeo preacute
estabelecido com as normas obtendo-se um desvio que serviraacute de insumo para
elaboraccedilatildeo do plano de accedilatildeo para intervenccedilatildeo
Este diagnoacutestico deve abranger a organizaccedilatildeo o meio ambiente e as
relaccedilotildees entre ambos segundo explica Cardella (2010)
Na organizaccedilatildeo [abordam-se] sistemas operacionais e organizacionais relaccedilotildees entre esses sistemas e manifestaccedilotildees do risco em ocorrecircncias anormais acidentes danos e perdas O sistema operacional eacute avaliado nas dimensotildees anatocircmica (estrutura e forma) e fisioloacutegica (funccedilotildees) Satildeo focalizados homens equipamentos e instalaccedilotildees processos insumos e produtos
13
O diagnoacutestico exige uma inspeccedilatildeo planejada do ambiente de trabalho para
que sejam identificados agentes agressivos classificando-os segundo o niacutevel de
periculosidade e sistemas de controle classificando-os segundo o niacutevel de
qualidade
Os agentes agressivos podem ser mecacircnicos gravitacionais elaacutesticos e cineacuteticos eleacutetricos teacutermicos bioloacutegicos ergonocircmicos sonoros (ruiacutedos) e radiantes O sistema de controle de risco eacute constituiacutedo por contenccedilatildeo recomposiccedilatildeo isolamento alarme proteccedilatildeo evacuaccedilatildeo resgate salvamento combate e recuperaccedilatildeo (CARDELLA 2010 P 33)
Pelo diagnoacutestico obteacutem-se a dimensatildeo funcional do sistema operacional pela
avaliaccedilatildeo da anaacutelise de risco do processo sendo que esta anaacutelise eacute recorrente do
trabalho realizado em cada empresa
De acordo com Almeida Filho (1992) previnem-se acidentes por meio da
associaccedilatildeo do trabalho com o gerenciamento dos riscos Esta associaccedilatildeo requer
pesquisas meacutetodos e teacutecnicas especiacuteficas monitoramento e controle de forma que
os conceitos baacutesicos de seguranccedila estejam incorporados em todas as etapas do
processo produtivo do projeto agrave operaccedilatildeo Assim seraacute garantindo a seguranccedila dos
processos
Monteiro e Bertagni (1999) comentam que no passado seguranccedila do
trabalho significava apenas usar capacetes botas cintos de seguranccedila e uma seacuterie
de outros equipamentos de proteccedilatildeo individual contra acidentes no entanto hoje
quando a evoluccedilatildeo da tecnologia criou novos ambientes de trabalho novos riscos
tecircm aparecido e por isto eacute necessaacuterio que constantes pesquisas sejam realizadas e
o monitoramento seja uma prerrogativa essencial Sob esta condiccedilatildeo seguranccedila do
trabalho hoje exige uma abordagem multidisciplinar e a forma eficaz de prevenir
acidentes eacute conhecer e saber controlar os riscos
Na mesma linha de pensamento Cardela (2010 p 17) comenta que
A prevenccedilatildeo de acidentes requer o estudo de fenocircmenos que causam danos e perdas agraves pessoas ao patrimocircnio e ao meio ambiente [] O [seu] estudo requer uma ciecircncia multidisciplinar abrangendo a Engenharia de Seguranccedila do Trabalho a Engenharia de Seguranccedila Ambiental a Seguranccedila Puacuteblica a Seguranccedila do Lar e do Lazer e a Medicina
14
Ocupacional Analogamente ao que eacute feito na Fiacutesica definiriacuteamos conceitos baacutesicos como dano perda perigo risco agente agressivo energia agressiva contenccedilatildeo proteccedilatildeo e emergecircncia Com eles poderiacuteamos estudar fenocircmenos acidentais e resolver problemas no campo da prevenccedilatildeo de acidentes e do controle de emergecircncias
Este estudo multidisciplinar conforme orientam os autores necessita de
profissionais capacitados Fernandes (1991) alerta que para realmente prevenir o
acidente por riscos da atividade de trabalho eacute preciso conhecer e controlar estes
riscos adotando uma poliacutetica de seguranccedila tendo como condutores desta poliacutetica
profissionais especializados aptos a antecipar reconhecer avaliar e controlar os
riscos do ambiente de trabalho O bem estar fiacutesico e psicoloacutegico dos trabalhadores
reflete no seu desempenho profissional e eacute resultado de uma poliacutetica global de
investimento em seguranccedila sauacutede e meio ambiente
Para a realizaccedilatildeo desta poliacutetica eacute necessaacuterio sobretudo conhecer os riscos
e os perigos que uma empresa oferece sendo por isto interessante realizar estudo
sobre estes temas como seraacute feito adiante
22 PERIGO E RISCO
Os termos perigo e risco geralmente satildeo associados sempre que uma
atividade oferece certa inseguranccedila No entanto os dois termos tecircm significados
diferentes Perigo de acordo com Sanders e Mc Cormick (1993 p 675) eacute rdquouma
condiccedilatildeo ou um conjunto de circunstacircncias que tecircm o potencial de causar ou
contribuir para uma lesatildeo ou morterdquo Em uma visatildeo mais generalizada Kolluru
(1996 p 113) entende o perigo como ldquoum agente quiacutemico bioloacutegico ou fiacutesico
(incluindo-se a radiaccedilatildeo eletromagneacutetica) ou um conjunto de condiccedilotildees que
apresentam uma fonte de risco mas natildeo o risco em sirdquo Na mesma linha de
pensamento Grimaldi e Simonds (1989 p 236) explicam que o perigo eacute uma
situaccedilatildeo que conteacutem ldquouma fonte de energia ou de fatores fisioloacutegicos e de
comportamentoconduta que quando natildeo controlados conduzem a
eventosocorrecircncias prejudiciaisnocivasrdquo
15
Estes eventos nocivos satildeo os riscos que oferecem probabilidade de lesatildeo ou
morte segundo comentaacuterios de Sanders e Mccormick (1993)
Assim entende-se o risco como ldquouma funccedilatildeo da natureza do perigo
acessibilidade ou acesso de contato (potencial de exposiccedilatildeo) caracteriacutesticas da
populaccedilatildeo exposta (receptores) a probabilidade de ocorrecircncia e a magnitude da
exposiccedilatildeo e das consequumlecircncias (KOLLURU 1996 p 110)
Grimaldi e Simonds (1989 p 236) estabelecem a diferenccedila entre perigo e
risco afirmando que ldquorisco eacute um resultado medido do efeito potencial do perigordquo
A principal diferenciaccedilatildeo entre perigo e risco eacute que o perigo eacute avaliado em
funccedilatildeo da sua severidade e tem potencial de causar dano e o risco eacute avaliado em
termos de sua severidade e probabilidade de ocorrecircncia
Cicco e Fantazzini (2003 p 8) definem perigo e risco como sendo
Perigo (Hazard) uma ou mais condiccedilotildees de uma variaacutevel com o potencial necessaacuterio para causar danos Esses danos podem ser entendidos como lesotildees a pessoas danos a equipamentos ou estruturas perda de material em processo ou reduccedilatildeo da capacidade de desempenho de uma funccedilatildeo preacute-determinada Havendo um perigo persistem as possibilidades de efeitos adversos Risco (Risk) expressa uma probabilidade de possiacuteveis danos dentro de um periacuteodo especiacutefico de tempo ou nuacutemero de ciclos operacionais Pode ser indicado pela probabilidade de um acidente multiplicada pelo dano vidas ou unidades operacionais (grifos no original)
Assim onde ocorre perigo eacute preciso um monitoramento para evitar o risco
De uma forma geral Pardo (2009) descreve o risco (R) como o produto da
probabilidade de ocorrecircncia de um perigo ou evento (P) pelo valor do dano
associado (D) ou severidade das suas consequumlenciais estabelecendo a foacutermula
R = P x D (21)
Para que o resultado desta foacutermula natildeo tenha um alcance incontrolaacutevel eacute
preciso haver o controle de risco o qual na opiniatildeo de Cardella (2010) tem por
objetivo manter os riscos abaixo de valores tolerados Este controle eacute realizado nas
empresas por um sistema de gerencia de riscos que seraacute descrita a seguir
16
23 GEREcircNCIA DE RISCOS
O empresaacuterio que tem consciecircncia do risco que as atividades de sua
empresa podem causar tanto aos trabalhadores quanto ao meio ambiente
estabelece entre as atribuiccedilotildees administrativas a gerecircncia de riscos
Cicco e Fantazzini (2003 p 16) entendem a gerecircncia de riscos como uma
ciecircncia uma arte direcionada para ldquoa proteccedilatildeo dos recursos humanos materiais e
financeiros de uma empresardquo Esta proteccedilatildeo pode ser realizada tanto pela
eliminaccedilatildeo ou reduccedilatildeo dos riscos quanto pelo financiamento dos riscos
remanescentes2 ou seja a gerecircncia de riscos tem por finalidade manter os riscos
abaixo dos valores tolerados pelas normas e regulamentos
Gerecircncia de riscos segundo Cardella (2010 p 69) utiliza ldquoum conjunto de
instrumentos para a organizaccedilatildeo [] planejar operar e controlar suas atividades no
exerciacutecio da Funccedilatildeo Controle de Riscosrdquo O autor explica estes instrumentos como
sendo os princiacutepios a poliacutetica as diretrizes os objetivos as estrateacutegias a
metodologia os programas os sistemas organizacionais e operacionais da
empresa
Seguindo a explicaccedilatildeo que Cardella (2010 p 70-75) assim resumem-se
estes instrumentos
- PRINCIacutePIOS DA GESTAtildeO DE RISCO
I - Nas organizaccedilotildees e sociedades o acidente eacute um fenocircmeno de natureza
multifacetada que resulta de interaccedilotildees complexas entre fatores fiacutesicos
bioloacutegicos psicoloacutegicos sociais e culturais
II - Todos os acidentes podem ser evitados
III - Os acidentes ocorrem porque a mente se envolve com o trabalho e
esquece do corpo
IV - Um indiviacuteduo natildeo consegue sozinho controlar os riscos de sua
atividade por isto releva-se o segundo princiacutepio que soacute tem validade dentro
de determinados limites que abrangem grande totalidade dos casos Estatildeo
fora desses limites as situaccedilotildees nas quais o homem natildeo dispotildee de
conhecimento ou tecnologia suficientes para evitar o acidente
2 Financiamento dos riscos remanescentes significa reter os riscos na empresa ou transferi-los total
ou parcialmente para as seguradoras
17
- OBJETIVOS DA GESTAtildeO DE RISCOS
Manter os riscos associados agrave organizaccedilatildeo abaixo de valores tolerados
- POLIacuteTICA DE GESTAtildeO DE RISCOS
Estabelecer as regras comportamentais da organizaccedilatildeo Cada organizaccedilatildeo
famiacutelia pessoa ou sociedade deve estabelecer sua proacutepria poliacutetica que eacute
sempre um reflexo de seus valores propondo-se como regras baacutesicas
a preservaccedilatildeo de pessoas tem prioridade sobre a preservaccedilatildeo de bens
b quem responde por uma atividade deve responder tambeacutem pelos riscos
decorrentes dessa atividade
- DIRETRIZES PARA GESTAtildeO DE RISCOS
a deve ser exercida em todas as fases do ciclo de vida das instalaccedilotildees e
dos produtos
b deve ser parte integrante de todas as atividades da organizaccedilatildeo
- ESTRATEacuteGIA DA GESTAtildeO DE RISCOS
Deve ser considerada a natureza do fenocircmeno acidente como um evento
indesejaacutevel incerto e remoto Deve-se priorizar accedilotildees que integram a
funccedilatildeo seguranccedila portanto a estrateacutegia do sistema de gestatildeo deve ser
estabelecida de modo a reduzir o desequiliacutebrio das forccedilas impulsoras do
comportamento
- METODOLOGIA DO SISTEMA DE GESTAtildeO DE RISCOS
O processo de gestatildeo de riscos eacute composto pelas funccedilotildees identificar
perigos avaliar riscos comparar com risco tolerado e tratar riscos sendo
que identificaccedilatildeo de perigos e avaliaccedilatildeo de riscos constituem a anaacutelise de
riscos Identificaccedilatildeo avaliaccedilatildeo e comparaccedilatildeo constituem o monitoramento
Monitoramento e intervenccedilatildeo constituem o controle O tratamento dos riscos
inclui a intervenccedilatildeo para reduccedilatildeo eou transferecircncia (seguro) O processo
de gestatildeo eacute aplicado agraves aacutereas de accedilatildeo e agraves fases do ciclo de vida dos
elementos da organizaccedilatildeo (pessoas instalaccedilotildees e produtos) Cartela
(2010) resume a metodologia do sistema de gestatildeo de riscos expondo as
funccedilotildees essenciais de indentificar os perigos avaliar os riscos comparar
com o risco tolerado e tratar os riscos
- PROGRAMAS DA GESTAtildeO DE RISCOS
Pelo fato de nem toda intervenccedilatildeo para controle de riscos ter efeitos
imediatos as alteraccedilotildees almejadas requerem planos de accedilatildeo de longo
prazo denominados programas Assim deve ser criado um programa para
cada aacuterea de accedilatildeo programa de seguranccedila nas atividades da organizaccedilatildeo
programa de seguranccedila nas atividades fora do trabalho programa de
seguranccedila nos transportes programa de seguranccedila nas atividades
contratadas e programa de seguranccedila no uso dos produtos da organizaccedilatildeo
18
Em funccedilatildeo da natureza multifacetada da seguranccedila os programas devem
ser desenvolvidos por equipes multidisciplinares Essa eacute uma forma de
executar na praacutetica a gestatildeo holiacutestica da organizaccedilatildeo Aleacutem dos programas
por aacuterea de accedilatildeo podem ser criados programas baacutesicos para dar suporte
ao controle de riscos nas diversas aacutereas Eacute recomendaacutevel manter os
programas de forma permanente considerando-se poreacutem que haacute os de
existecircncia restrita agraves fases de implantaccedilatildeo e consolidaccedilatildeo de algum meacutetodo
de controle de risco Exemplos programas de desenvolvimento do sistema
de autorizaccedilatildeo para trabalho de implantaccedilatildeo do registro e anaacutelise de
ocorrecircncias anormais e de implantaccedilatildeo de anaacutelise de risco
- SISTEMAS ORGANIZACIONAIS E SISTEMAS OPERACIONAIS
A maioria das organizaccedilotildees tem uma estrutura funcional Cada unidade eacute
um sistema organizacional A configuraccedilatildeo da estrutura funcional varia de
organizaccedilatildeo para organizaccedilatildeo Cabe ressaltar a importacircncia do equiliacutebrio
entre a poliacutetica - a responsabilidade pela gestatildeo de riscos eacute dos
responsaacuteveis pela atividade - e o princiacutepio - um indiviacuteduo natildeo consegue
sozinho controlar os riscos de sua atividade Provavelmente o equiliacutebrio se
encontra numa estrutura que conte com uma equipe de especialistas em
seguranccedila que assessore os demais oacutergatildeos Essa equipe deve atuar de
maneira que os demais componentes natildeo venham a consideraacute-la como a
uacutenica responsaacutevel pela funccedilatildeo seguranccedila Na gestatildeo holiacutestica esse
problema eacute resolvido pela criaccedilatildeo de sistemas organizacionais
denominados comitecircs Os comitecircs funcionais satildeo constituiacutedos pelo dirigente
de uma unidade organizacional e seus imediatos comeccedilando pelo nuacutemero
um da organizaccedilatildeo com seu corpo gerencial e terminando com os
supervisores de primeira linha e sua equipe de executantes Nesses
comitecircs satildeo tratados temas de seguranccedila relativos agraves aacutereas de
responsabilidade de seus componentes Os comitecircs interfuncionais satildeo
constituiacutedos por pessoas de especialidades diferentes e envolvidas nos
programas das diversas aacutereas de accedilatildeo da funccedilatildeo seguranccedila Nesses
comitecircs os componentes adquirem a visatildeo global e executam as accedilotildees
locais em suas aacutereas especializadas Aleacutem dos comitecircs haacute outros sistemas
organizacionais que denominaremos Comissatildeo e Grupo de Trabalho A
Comissatildeo eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por missatildeo analisar
ocorrecircncias emitindo conclusotildees e recomendaccedilotildees O Grupo de Trabalho
tambeacutem eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por objetivo executar
um trabalho teacutecnico Dentre os sistemas operacionais pode-se citar
sistema de integraccedilatildeo de empregados de empresas contratadas sistema de
controle de EPIs sistema de estatiacutestica de acidentes sistema de emissatildeo
de permissotildees para trabalho
19
O uso destes instrumentos requer teacutecnicas especiacuteficas que segundo Hillson
(2010) requerem que alguns passos sejam realizados antes de decidir como estes
instrumentos seratildeo utilizados
Iniciando por definir objetivos que direcionam o risco a ser debelado para
saber quais teacutecnicas podem ser usadas Hillson (2010) elenca algumas destas
teacutecnicas como brainstorms workshops checklists prompt lists entrevistas
questionaacuterios etc sendo que existe uma variedade de teacutecnicas que podem ser
utilizadas para certificar que qualquer tipo de risco possa ser identificado e distinguir
quais satildeo as causas que contribuem para estes riscos
Neste primeiro passo deve-se registrar detalhando como o risco eacute produzido
pois pode haver causas com maior proeminecircncia de fazecirc-lo acontecer
Hillson (2010) comenta que a avaliaccedilatildeo das causas deve ser qualitativa
descrevendo-se as caracteriacutesticas em detalhes de tal forma que sejam suficientes
para permitir a definiccedilatildeo de como elas seratildeo combatidas Tambeacutem podem ser
quantitativas usando-se modelos matemaacuteticos para simular o efeito do risco de
acordo com o niacutevel de interferecircncia Os meacutetodos incluem fazer planilhas de riscos
numa grade de duas dimensotildees mostrando a probabilidade e impacto permitindo
que o risco seja priorizado e usado para a estrutura de decomposiccedilatildeo de risco para
agrupar os riscos por tipoorigem
A avaliaccedilatildeo destas planilhas deve produzir estrateacutegias para impedir
transferir ou reduzir os riscos Estas estrateacutegias requerem a implementaccedilatildeo de um
plano de accedilotildees para monitorar a efetividade do que estaacute sendo realizado bem como
a necessidade de ajustes das decisotildees quando necessaacuterio Hillson (2010) alerta que
qualquer processo de risco deve incluir revisatildeo e atualizaccedilatildeo pois pode ocorrer
mudanccedilas no sistema produtivo e as causas podem mudar seu grau de influecircncia
podendo inclusive surgir novas que natildeo estavam sendo avaliadas bem como as
antigas podem aumentar ou diminuir os efeitos que causam o risco
Sob toda esta concepccedilatildeo de gerenciamento de riscos entende-se que ele eacute
uma atividade especiacutefica realizada por especialistas que devem usar ferramentas e
teacutecnicas adequadas Com a intenccedilatildeo de obter todos os benefiacutecios da implantaccedilatildeo do
processo de risco para uma organizaccedilatildeo eacute importante que o gerenciamento de
riscos esteja completamente integrado com as accedilotildees estrateacutegicas e operacionais da
20
organizaccedilatildeo Se natildeo existir esta integraccedilatildeo os resultados podem ser nefastos e os
perigos verificados podem incorrer em riscos de alto potencial
Hillson (2010 p 43) ensina que uma integraccedilatildeo verdadeira requer algumas
mudanccedilas organizacionais tais como
reconhecimento da existecircncia de incertezas como parte natural dos negoacutecios Junto a isso a necessidade de ter interfaces apropriadas com os processos de negoacutecio e ferramentas Em adiccedilatildeo existe a necessidade de desenvolver um pensamento estrateacutegico baseado em risco dentro da cultura organizacional [] deve ser visto como parte integral do fazer negoacutecio e deve se tornar ldquoconstrutivo e natildeo-repreensivo
Havendo esta integraccedilatildeo segundo Cardella (2010 p 44) o gerenciamento
de riscos eacute proativo em uma organizaccedilatildeo por implantar na administraccedilatildeo
empresarial
- um conjunto de ferramentas e teacutecnicas de gerenciamento de riscos que
estaria plenamente integrado com o projeto e os processos de negoacutecios e
com o reconhecimento de que incertezas fazem parte de todos os niacuteveis
da organizaccedilatildeo (via integraccedilatildeo de gerenciamento de riscos)
- melhorias nas anaacutelises dos efeitos dos riscos no projeto e no desempenho
do negoacutecio endereccedilando seu impacto tambeacutem em assuntos mais amplos
do que tempo e custo (via aumento da profundidade das anaacutelises e
amplitude da aplicaccedilatildeo) e cobrindo ameaccedilas e oportunidades
- com a apropriada consideraccedilatildeo sendo tomada no fator humano no
processo de risco usando avaliaccedilotildees de atitudes de risco contabilizando
sistematicamente sua influecircncia e construindo equipes balanceadas por
riscos (via aspectos comportamentais)
O gerenciamento de riscos atendendo todos os condicionantes essenciais
para que realmente os riscos sejam reduzidos ou eliminados contribui
significativamente para o sucesso da organizaccedilatildeo
21
Considerando que a base do gerenciamento de riscos eacute estabelecer
paracircmetros na conduccedilatildeo das accedilotildees portanto a seguir satildeo detalhados os processos
de anaacutelise de risco e as principais teacutecnicas que podem ser utilizadas em uma
empresa do ramo quiacutemico
22
24 ANAacuteLISE DE RISCOS
Considerando as pesquisas que avaliam os riscos nas organizaccedilotildees a
anaacutelise de riscos situa-se como o ldquoestudo detalhado de um objeto com a finalidade
de identificar perigos e avaliar os riscos associadosrdquo (CARTELLA 2010 p 106)
Roessler (2001) relata que no Manual de Anaacutelise de Riscos Industriais da
Fundaccedilatildeo Estadual de Proteccedilatildeo Ambiental ndash FEPAM a anaacutelise de risco eacute uma
ferramenta administrativa que identifica e avalia qualitativamente e quantitativamente
os riscos inerentes agrave atividades de produccedilatildeo
Porto (2000) considera que esta ferramenta deve ser incorporada como
elemento essencial por todos os componentes de uma organizaccedilatildeo desde a alta
administraccedilatildeo ateacute o chatildeo da faacutebrica considerando que o principal foco da anaacutelise de
risco eacute a prevenccedilatildeo
O estudo da anaacutelise de risco tem por objetivo estabelecer a consciecircncia e o
controle dos riscos para o pessoal que estaacute desenvolvendo projetando operando e
mantendo os processos operacionais em uma organizaccedilatildeo As anaacutelises focam as
questotildees de seguranccedila de processos e ao mesmo tempo complementam as
atividades industriais de seguranccedila e sauacutede mais tradicionais
Os acidentes podem ocorrer na operaccedilatildeo de qualquer processo e a
preocupaccedilatildeo pela prevenccedilatildeo desses acidentes natildeo inclui apenas o compromisso da
gerecircncia ou da lideranccedila nas organizaccedilotildees mas requer tambeacutem um programa bem
definido para administrar todas as funccedilotildees e atividades que possam afetar a
seguranccedila em cada niacutevel da organizaccedilatildeo (DUPONT 2009)
Pelas orientaccedilotildees da DuPont (2009) a implementaccedilatildeo de programas de
anaacutelise de risco tem por objetivo conhecer os riscos relacionados agraves instalaccedilotildees e
aos processos industriais As anaacutelises satildeo realizadas por meio de ferramentas
estruturadas e por equipes multidisciplinares Os riscos satildeo identificados atraveacutes das
experiecircncias anteriores da equipe de resultados de auditorias inspeccedilotildees ou ateacute
mesmo anaacutelise de incidentes bem como de anaacutelises de riscos anteriormente
realizadas Os resultados por meio dessas anaacutelises alimentam planos de accedilatildeo de
emergecircncia bem como procedimentos operacionais reciclagem nos treinamentos
especificaccedilotildees das instalaccedilotildees e processos dentro de um enfoque de melhoria
contiacutenua
23
Souza (2006) destaca algumas irregularidades que podem afetar a empresa
e que satildeo abordados durante uma inspeccedilatildeo de riscos
Danos a propriedade (incecircndio explosatildeo etc)
Lesotildees pessoais (morte mutilaccedilotildees doenccedilas etc)
Parada de produccedilatildeo (quebra de maacutequina queima de motores
transformadores etc)
Perda de qualidade (falta de controle de processo instrumentos e
maquinaacuterios inadequados etc)
Poluiccedilatildeo ambiental (tratamento inadequado de efluentes gases e
resiacuteduos industriais soacutelidos etc)
Riscos agrave comunidade (vazamento de gases toacutexicos liacutequidos inflamaacuteveis
etc)
Esse mesmo autor tambeacutem destaca os principais benefiacutecios com a anaacutelise
de riscos
Reduz a frequumlecircncia e a gravidade de eventos indesejados (incecircndio
lesotildees interrupccedilatildeo da produccedilatildeo etc)
Adeacutequa o seguro aos reais riscos da empresa
Reduz eou elimina as indenizaccedilotildeesmultas provenientes de danos ao
meio ambiente
Aponta necessidades de treinamentos
Otimiza os investimentos
Manteacutem a continuidade do processo produtivo
Detecta as deficiecircncias e otimiza os gastos com manutenccedilatildeo
Preserva a imagem da empresa
Manteacutem os funcionaacuterios mais satisfeitos
Prioriza a tomada de decisotildees dos investimentos necessaacuterios em
prevenccedilatildeo e permite a anaacutelise da relaccedilatildeo custobeneficio
24
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO
As teacutecnicas de anaacutelise de risco vecircm sendo aplicadas nas induacutestrias de
processo basicamente por dois fatores para a decisatildeo acerca da aceitabilidade de
uma nova planta industrial e para a melhoria da confiabilidade dos sistemas teacutecnicos
e organizacionais existentes Segundo Souza (2006) os resultados obtidos dessas
teacutecnicas servem para
Localizar processos e operaccedilotildees perigosas
Decidir sobre investimentos em equipamentos de prevenccedilatildeo de acidentes
e limitaccedilatildeo de suas consequumlecircncias
Projetar processos de fabricaccedilatildeo e sistemas de controle
Criar rotinas operacionais e de manutenccedilatildeo
Escrever e registrar documentos de seguranccedila para a organizaccedilatildeo
Existem diversas teacutecnicas para a anaacutelise de risco diferenciando-as por seus
objetivos benefiacutecios custos e limitaccedilotildees Como cada teacutecnica aborda os riscos de
maneira diferente existem certas vantagens no uso de determinadas teacutecnicas para
um especiacutefico processo ou projeto Os meacutetodos de anaacutelise de risco podem ser
classificados em qualitativos ou quantitativos
Atraveacutes dos meacutetodos qualitativos pode-se verificar a graduaccedilatildeo dos riscos
em uma atividade ou processo Os riscos satildeo identificados pela probabilidade de
ocorrecircncia e sua severidade de suas consequumlecircncias No entanto esse meacutetodo
torna-se subjetivo pois natildeo existe uma definiccedilatildeo de categorias de probabilidade e
severidade oacutetima Assim esse meacutetodo de anaacutelise pode variar conforme a
sensibilidade dos avaliadores por essa anaacutelise (PARDO 2009 RAPOSO 2004)
No entanto os meacutetodos quantitativos podem ser utilizados em conjunto com
os qualitativos dando uma maior complementaridade a anaacutelise por serem meacutetodos
mais detalhados (RAPOSO 2004)
A avaliaccedilatildeo qualitativa tem como limite o fato de natildeo se poder prever tudo jaacute
os limites da avaliaccedilatildeo quantitativa estatildeo fundamentados na qualidade dos dados
com relaccedilatildeo a sua confiabilidade (BARRETTO 2008)
25
Pelos estudos de Barretto (2008) Ferreira (2008) Raposo (2004) os
principais meacutetodos para anaacutelise de riscos qualitativos e quantitativos satildeo
Inspeccedilatildeo de Seguranccedila (Safety Review)
Lista de Verificaccedilatildeo (Checklist Analysis)
Priorizaccedilatildeo Relativa (Relative Ranking)
Anaacutelise Preliminar de PerigosRiscos (Preliminary Hazard Analysis)
Anaacutelise What-If (What-If Analysis)
Anaacutelise What-If LV (What-If Checklist Analysis)
Anaacutelise de Perigos e Operabilidade (Hazard and Operability Analysis)
Anaacutelise de Modos e Efeitos de Falhas (Failure Modes and Effects
Analysis)
Anaacutelise por Aacutervore de Eventos (Event Tree Analysis)
Anaacutelise por Aacutervore de Falhas (Fault Tree Analysis)
Anaacutelise de Causa e Consequumlecircncia (Cause-Consequence Analysis)
Anaacutelise da Confiabilidade Humana (Human Reliability Analysis)
Anaacutelise Histoacuterica
Anaacutelise de Vulnerabilidade (Vulnerability Models)
Anaacutelise de Custo-Benefiacutecio
Anaacutelise das Causas-Raiz de falhas (Root Cause Failure Analysis)
Anaacutelise Quantitativa de Riscos
Teacutecnicas Especiais
Para o estudo realizado no presente trabalho foi escolhido o meacutetodo da
Anaacutelise Preliminar de Riscos ndash APR e a Lista de Verificaccedilatildeo - Checklist que seratildeo
detalhadas com maior ecircnfase nos proacuteximos itens
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR
Entre as metodologias mais utilizadas para anaacutelise de risco consta a Anaacutelise
Preliminar de Riscos mais conhecida como APR Segundo informes da DuPont
(2009) a APR eacute tambeacutem conhecida como Anaacutelise Preliminar de Perigo ndash APP
26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

12
Conforme registra Siqueira (2000) a Consolidaccedilatildeo das Leis do Trabalho -
CLT dedica o seu Capiacutetulo V agrave Seguranccedila e Medicina do Trabalho de acordo com a
redaccedilatildeo dada pela Lei 6514 de 22 de dezembro de 1977 Os artigos 154 a 223 da
CLT trazem inuacutemeras normas para regulamentar os acidentes de trabalho sendo
enfatizada a prevenccedilatildeo como obrigaccedilatildeo do empregador O Ministeacuterio do Trabalho
instituiu a Portaria n 3214 de 08 de junho de 1978 para aprovar as Normas
Regulamentadoras - NR previstas no Capiacutetulo V da CLT Esta mesma Portaria
estabelece que as alteraccedilotildees posteriores das NRs seriam determinadas pela
Secretaria de Seguranccedila e Sauacutede do Trabalho oacutergatildeo do Ministeacuterio do Trabalho e
Emprego
Aleacutem destas normas exclusivas do Brasil ainda existem as Convenccedilotildees da
Organizaccedilatildeo Internacional do Trabalho ndash OIT que satildeo ratificadas por Decretos Haacute
tambeacutem a legislaccedilatildeo acidentaacuteria regulada pelo Ministeacuterio da Previdecircncia Social que
estabelecem os criteacuterios das aposentadorias especiais do seguro de acidente do
trabalho
Mediante toda esta legislaccedilatildeo as empresas tecircm como obrigaccedilatildeo cercarem-
se de aparatos que eliminem os riscos de acidentes tanto para as pessoas quanto
para o meio ambiente No entanto existem atividades que a eliminaccedilatildeo total de
riscos eacute impossiacutevel por isto os riscos devem ser monitorados constantemente de
forma a natildeo ocorrer acidentes
Cardella (2010 p 33) coloca entre estes aparatos a realizaccedilatildeo do
diagnoacutestico de seguranccedila considerando-o como ldquoo resultado do estudo que tem por
objetivo conhecer o estado de seguranccedila da organizaccedilatildeordquo Com este diagnoacutestico eacute
possiacutevel avaliar a situaccedilatildeo de seguranccedila comparando-se com um padratildeo preacute
estabelecido com as normas obtendo-se um desvio que serviraacute de insumo para
elaboraccedilatildeo do plano de accedilatildeo para intervenccedilatildeo
Este diagnoacutestico deve abranger a organizaccedilatildeo o meio ambiente e as
relaccedilotildees entre ambos segundo explica Cardella (2010)
Na organizaccedilatildeo [abordam-se] sistemas operacionais e organizacionais relaccedilotildees entre esses sistemas e manifestaccedilotildees do risco em ocorrecircncias anormais acidentes danos e perdas O sistema operacional eacute avaliado nas dimensotildees anatocircmica (estrutura e forma) e fisioloacutegica (funccedilotildees) Satildeo focalizados homens equipamentos e instalaccedilotildees processos insumos e produtos
13
O diagnoacutestico exige uma inspeccedilatildeo planejada do ambiente de trabalho para
que sejam identificados agentes agressivos classificando-os segundo o niacutevel de
periculosidade e sistemas de controle classificando-os segundo o niacutevel de
qualidade
Os agentes agressivos podem ser mecacircnicos gravitacionais elaacutesticos e cineacuteticos eleacutetricos teacutermicos bioloacutegicos ergonocircmicos sonoros (ruiacutedos) e radiantes O sistema de controle de risco eacute constituiacutedo por contenccedilatildeo recomposiccedilatildeo isolamento alarme proteccedilatildeo evacuaccedilatildeo resgate salvamento combate e recuperaccedilatildeo (CARDELLA 2010 P 33)
Pelo diagnoacutestico obteacutem-se a dimensatildeo funcional do sistema operacional pela
avaliaccedilatildeo da anaacutelise de risco do processo sendo que esta anaacutelise eacute recorrente do
trabalho realizado em cada empresa
De acordo com Almeida Filho (1992) previnem-se acidentes por meio da
associaccedilatildeo do trabalho com o gerenciamento dos riscos Esta associaccedilatildeo requer
pesquisas meacutetodos e teacutecnicas especiacuteficas monitoramento e controle de forma que
os conceitos baacutesicos de seguranccedila estejam incorporados em todas as etapas do
processo produtivo do projeto agrave operaccedilatildeo Assim seraacute garantindo a seguranccedila dos
processos
Monteiro e Bertagni (1999) comentam que no passado seguranccedila do
trabalho significava apenas usar capacetes botas cintos de seguranccedila e uma seacuterie
de outros equipamentos de proteccedilatildeo individual contra acidentes no entanto hoje
quando a evoluccedilatildeo da tecnologia criou novos ambientes de trabalho novos riscos
tecircm aparecido e por isto eacute necessaacuterio que constantes pesquisas sejam realizadas e
o monitoramento seja uma prerrogativa essencial Sob esta condiccedilatildeo seguranccedila do
trabalho hoje exige uma abordagem multidisciplinar e a forma eficaz de prevenir
acidentes eacute conhecer e saber controlar os riscos
Na mesma linha de pensamento Cardela (2010 p 17) comenta que
A prevenccedilatildeo de acidentes requer o estudo de fenocircmenos que causam danos e perdas agraves pessoas ao patrimocircnio e ao meio ambiente [] O [seu] estudo requer uma ciecircncia multidisciplinar abrangendo a Engenharia de Seguranccedila do Trabalho a Engenharia de Seguranccedila Ambiental a Seguranccedila Puacuteblica a Seguranccedila do Lar e do Lazer e a Medicina
14
Ocupacional Analogamente ao que eacute feito na Fiacutesica definiriacuteamos conceitos baacutesicos como dano perda perigo risco agente agressivo energia agressiva contenccedilatildeo proteccedilatildeo e emergecircncia Com eles poderiacuteamos estudar fenocircmenos acidentais e resolver problemas no campo da prevenccedilatildeo de acidentes e do controle de emergecircncias
Este estudo multidisciplinar conforme orientam os autores necessita de
profissionais capacitados Fernandes (1991) alerta que para realmente prevenir o
acidente por riscos da atividade de trabalho eacute preciso conhecer e controlar estes
riscos adotando uma poliacutetica de seguranccedila tendo como condutores desta poliacutetica
profissionais especializados aptos a antecipar reconhecer avaliar e controlar os
riscos do ambiente de trabalho O bem estar fiacutesico e psicoloacutegico dos trabalhadores
reflete no seu desempenho profissional e eacute resultado de uma poliacutetica global de
investimento em seguranccedila sauacutede e meio ambiente
Para a realizaccedilatildeo desta poliacutetica eacute necessaacuterio sobretudo conhecer os riscos
e os perigos que uma empresa oferece sendo por isto interessante realizar estudo
sobre estes temas como seraacute feito adiante
22 PERIGO E RISCO
Os termos perigo e risco geralmente satildeo associados sempre que uma
atividade oferece certa inseguranccedila No entanto os dois termos tecircm significados
diferentes Perigo de acordo com Sanders e Mc Cormick (1993 p 675) eacute rdquouma
condiccedilatildeo ou um conjunto de circunstacircncias que tecircm o potencial de causar ou
contribuir para uma lesatildeo ou morterdquo Em uma visatildeo mais generalizada Kolluru
(1996 p 113) entende o perigo como ldquoum agente quiacutemico bioloacutegico ou fiacutesico
(incluindo-se a radiaccedilatildeo eletromagneacutetica) ou um conjunto de condiccedilotildees que
apresentam uma fonte de risco mas natildeo o risco em sirdquo Na mesma linha de
pensamento Grimaldi e Simonds (1989 p 236) explicam que o perigo eacute uma
situaccedilatildeo que conteacutem ldquouma fonte de energia ou de fatores fisioloacutegicos e de
comportamentoconduta que quando natildeo controlados conduzem a
eventosocorrecircncias prejudiciaisnocivasrdquo
15
Estes eventos nocivos satildeo os riscos que oferecem probabilidade de lesatildeo ou
morte segundo comentaacuterios de Sanders e Mccormick (1993)
Assim entende-se o risco como ldquouma funccedilatildeo da natureza do perigo
acessibilidade ou acesso de contato (potencial de exposiccedilatildeo) caracteriacutesticas da
populaccedilatildeo exposta (receptores) a probabilidade de ocorrecircncia e a magnitude da
exposiccedilatildeo e das consequumlecircncias (KOLLURU 1996 p 110)
Grimaldi e Simonds (1989 p 236) estabelecem a diferenccedila entre perigo e
risco afirmando que ldquorisco eacute um resultado medido do efeito potencial do perigordquo
A principal diferenciaccedilatildeo entre perigo e risco eacute que o perigo eacute avaliado em
funccedilatildeo da sua severidade e tem potencial de causar dano e o risco eacute avaliado em
termos de sua severidade e probabilidade de ocorrecircncia
Cicco e Fantazzini (2003 p 8) definem perigo e risco como sendo
Perigo (Hazard) uma ou mais condiccedilotildees de uma variaacutevel com o potencial necessaacuterio para causar danos Esses danos podem ser entendidos como lesotildees a pessoas danos a equipamentos ou estruturas perda de material em processo ou reduccedilatildeo da capacidade de desempenho de uma funccedilatildeo preacute-determinada Havendo um perigo persistem as possibilidades de efeitos adversos Risco (Risk) expressa uma probabilidade de possiacuteveis danos dentro de um periacuteodo especiacutefico de tempo ou nuacutemero de ciclos operacionais Pode ser indicado pela probabilidade de um acidente multiplicada pelo dano vidas ou unidades operacionais (grifos no original)
Assim onde ocorre perigo eacute preciso um monitoramento para evitar o risco
De uma forma geral Pardo (2009) descreve o risco (R) como o produto da
probabilidade de ocorrecircncia de um perigo ou evento (P) pelo valor do dano
associado (D) ou severidade das suas consequumlenciais estabelecendo a foacutermula
R = P x D (21)
Para que o resultado desta foacutermula natildeo tenha um alcance incontrolaacutevel eacute
preciso haver o controle de risco o qual na opiniatildeo de Cardella (2010) tem por
objetivo manter os riscos abaixo de valores tolerados Este controle eacute realizado nas
empresas por um sistema de gerencia de riscos que seraacute descrita a seguir
16
23 GEREcircNCIA DE RISCOS
O empresaacuterio que tem consciecircncia do risco que as atividades de sua
empresa podem causar tanto aos trabalhadores quanto ao meio ambiente
estabelece entre as atribuiccedilotildees administrativas a gerecircncia de riscos
Cicco e Fantazzini (2003 p 16) entendem a gerecircncia de riscos como uma
ciecircncia uma arte direcionada para ldquoa proteccedilatildeo dos recursos humanos materiais e
financeiros de uma empresardquo Esta proteccedilatildeo pode ser realizada tanto pela
eliminaccedilatildeo ou reduccedilatildeo dos riscos quanto pelo financiamento dos riscos
remanescentes2 ou seja a gerecircncia de riscos tem por finalidade manter os riscos
abaixo dos valores tolerados pelas normas e regulamentos
Gerecircncia de riscos segundo Cardella (2010 p 69) utiliza ldquoum conjunto de
instrumentos para a organizaccedilatildeo [] planejar operar e controlar suas atividades no
exerciacutecio da Funccedilatildeo Controle de Riscosrdquo O autor explica estes instrumentos como
sendo os princiacutepios a poliacutetica as diretrizes os objetivos as estrateacutegias a
metodologia os programas os sistemas organizacionais e operacionais da
empresa
Seguindo a explicaccedilatildeo que Cardella (2010 p 70-75) assim resumem-se
estes instrumentos
- PRINCIacutePIOS DA GESTAtildeO DE RISCO
I - Nas organizaccedilotildees e sociedades o acidente eacute um fenocircmeno de natureza
multifacetada que resulta de interaccedilotildees complexas entre fatores fiacutesicos
bioloacutegicos psicoloacutegicos sociais e culturais
II - Todos os acidentes podem ser evitados
III - Os acidentes ocorrem porque a mente se envolve com o trabalho e
esquece do corpo
IV - Um indiviacuteduo natildeo consegue sozinho controlar os riscos de sua
atividade por isto releva-se o segundo princiacutepio que soacute tem validade dentro
de determinados limites que abrangem grande totalidade dos casos Estatildeo
fora desses limites as situaccedilotildees nas quais o homem natildeo dispotildee de
conhecimento ou tecnologia suficientes para evitar o acidente
2 Financiamento dos riscos remanescentes significa reter os riscos na empresa ou transferi-los total
ou parcialmente para as seguradoras
17
- OBJETIVOS DA GESTAtildeO DE RISCOS
Manter os riscos associados agrave organizaccedilatildeo abaixo de valores tolerados
- POLIacuteTICA DE GESTAtildeO DE RISCOS
Estabelecer as regras comportamentais da organizaccedilatildeo Cada organizaccedilatildeo
famiacutelia pessoa ou sociedade deve estabelecer sua proacutepria poliacutetica que eacute
sempre um reflexo de seus valores propondo-se como regras baacutesicas
a preservaccedilatildeo de pessoas tem prioridade sobre a preservaccedilatildeo de bens
b quem responde por uma atividade deve responder tambeacutem pelos riscos
decorrentes dessa atividade
- DIRETRIZES PARA GESTAtildeO DE RISCOS
a deve ser exercida em todas as fases do ciclo de vida das instalaccedilotildees e
dos produtos
b deve ser parte integrante de todas as atividades da organizaccedilatildeo
- ESTRATEacuteGIA DA GESTAtildeO DE RISCOS
Deve ser considerada a natureza do fenocircmeno acidente como um evento
indesejaacutevel incerto e remoto Deve-se priorizar accedilotildees que integram a
funccedilatildeo seguranccedila portanto a estrateacutegia do sistema de gestatildeo deve ser
estabelecida de modo a reduzir o desequiliacutebrio das forccedilas impulsoras do
comportamento
- METODOLOGIA DO SISTEMA DE GESTAtildeO DE RISCOS
O processo de gestatildeo de riscos eacute composto pelas funccedilotildees identificar
perigos avaliar riscos comparar com risco tolerado e tratar riscos sendo
que identificaccedilatildeo de perigos e avaliaccedilatildeo de riscos constituem a anaacutelise de
riscos Identificaccedilatildeo avaliaccedilatildeo e comparaccedilatildeo constituem o monitoramento
Monitoramento e intervenccedilatildeo constituem o controle O tratamento dos riscos
inclui a intervenccedilatildeo para reduccedilatildeo eou transferecircncia (seguro) O processo
de gestatildeo eacute aplicado agraves aacutereas de accedilatildeo e agraves fases do ciclo de vida dos
elementos da organizaccedilatildeo (pessoas instalaccedilotildees e produtos) Cartela
(2010) resume a metodologia do sistema de gestatildeo de riscos expondo as
funccedilotildees essenciais de indentificar os perigos avaliar os riscos comparar
com o risco tolerado e tratar os riscos
- PROGRAMAS DA GESTAtildeO DE RISCOS
Pelo fato de nem toda intervenccedilatildeo para controle de riscos ter efeitos
imediatos as alteraccedilotildees almejadas requerem planos de accedilatildeo de longo
prazo denominados programas Assim deve ser criado um programa para
cada aacuterea de accedilatildeo programa de seguranccedila nas atividades da organizaccedilatildeo
programa de seguranccedila nas atividades fora do trabalho programa de
seguranccedila nos transportes programa de seguranccedila nas atividades
contratadas e programa de seguranccedila no uso dos produtos da organizaccedilatildeo
18
Em funccedilatildeo da natureza multifacetada da seguranccedila os programas devem
ser desenvolvidos por equipes multidisciplinares Essa eacute uma forma de
executar na praacutetica a gestatildeo holiacutestica da organizaccedilatildeo Aleacutem dos programas
por aacuterea de accedilatildeo podem ser criados programas baacutesicos para dar suporte
ao controle de riscos nas diversas aacutereas Eacute recomendaacutevel manter os
programas de forma permanente considerando-se poreacutem que haacute os de
existecircncia restrita agraves fases de implantaccedilatildeo e consolidaccedilatildeo de algum meacutetodo
de controle de risco Exemplos programas de desenvolvimento do sistema
de autorizaccedilatildeo para trabalho de implantaccedilatildeo do registro e anaacutelise de
ocorrecircncias anormais e de implantaccedilatildeo de anaacutelise de risco
- SISTEMAS ORGANIZACIONAIS E SISTEMAS OPERACIONAIS
A maioria das organizaccedilotildees tem uma estrutura funcional Cada unidade eacute
um sistema organizacional A configuraccedilatildeo da estrutura funcional varia de
organizaccedilatildeo para organizaccedilatildeo Cabe ressaltar a importacircncia do equiliacutebrio
entre a poliacutetica - a responsabilidade pela gestatildeo de riscos eacute dos
responsaacuteveis pela atividade - e o princiacutepio - um indiviacuteduo natildeo consegue
sozinho controlar os riscos de sua atividade Provavelmente o equiliacutebrio se
encontra numa estrutura que conte com uma equipe de especialistas em
seguranccedila que assessore os demais oacutergatildeos Essa equipe deve atuar de
maneira que os demais componentes natildeo venham a consideraacute-la como a
uacutenica responsaacutevel pela funccedilatildeo seguranccedila Na gestatildeo holiacutestica esse
problema eacute resolvido pela criaccedilatildeo de sistemas organizacionais
denominados comitecircs Os comitecircs funcionais satildeo constituiacutedos pelo dirigente
de uma unidade organizacional e seus imediatos comeccedilando pelo nuacutemero
um da organizaccedilatildeo com seu corpo gerencial e terminando com os
supervisores de primeira linha e sua equipe de executantes Nesses
comitecircs satildeo tratados temas de seguranccedila relativos agraves aacutereas de
responsabilidade de seus componentes Os comitecircs interfuncionais satildeo
constituiacutedos por pessoas de especialidades diferentes e envolvidas nos
programas das diversas aacutereas de accedilatildeo da funccedilatildeo seguranccedila Nesses
comitecircs os componentes adquirem a visatildeo global e executam as accedilotildees
locais em suas aacutereas especializadas Aleacutem dos comitecircs haacute outros sistemas
organizacionais que denominaremos Comissatildeo e Grupo de Trabalho A
Comissatildeo eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por missatildeo analisar
ocorrecircncias emitindo conclusotildees e recomendaccedilotildees O Grupo de Trabalho
tambeacutem eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por objetivo executar
um trabalho teacutecnico Dentre os sistemas operacionais pode-se citar
sistema de integraccedilatildeo de empregados de empresas contratadas sistema de
controle de EPIs sistema de estatiacutestica de acidentes sistema de emissatildeo
de permissotildees para trabalho
19
O uso destes instrumentos requer teacutecnicas especiacuteficas que segundo Hillson
(2010) requerem que alguns passos sejam realizados antes de decidir como estes
instrumentos seratildeo utilizados
Iniciando por definir objetivos que direcionam o risco a ser debelado para
saber quais teacutecnicas podem ser usadas Hillson (2010) elenca algumas destas
teacutecnicas como brainstorms workshops checklists prompt lists entrevistas
questionaacuterios etc sendo que existe uma variedade de teacutecnicas que podem ser
utilizadas para certificar que qualquer tipo de risco possa ser identificado e distinguir
quais satildeo as causas que contribuem para estes riscos
Neste primeiro passo deve-se registrar detalhando como o risco eacute produzido
pois pode haver causas com maior proeminecircncia de fazecirc-lo acontecer
Hillson (2010) comenta que a avaliaccedilatildeo das causas deve ser qualitativa
descrevendo-se as caracteriacutesticas em detalhes de tal forma que sejam suficientes
para permitir a definiccedilatildeo de como elas seratildeo combatidas Tambeacutem podem ser
quantitativas usando-se modelos matemaacuteticos para simular o efeito do risco de
acordo com o niacutevel de interferecircncia Os meacutetodos incluem fazer planilhas de riscos
numa grade de duas dimensotildees mostrando a probabilidade e impacto permitindo
que o risco seja priorizado e usado para a estrutura de decomposiccedilatildeo de risco para
agrupar os riscos por tipoorigem
A avaliaccedilatildeo destas planilhas deve produzir estrateacutegias para impedir
transferir ou reduzir os riscos Estas estrateacutegias requerem a implementaccedilatildeo de um
plano de accedilotildees para monitorar a efetividade do que estaacute sendo realizado bem como
a necessidade de ajustes das decisotildees quando necessaacuterio Hillson (2010) alerta que
qualquer processo de risco deve incluir revisatildeo e atualizaccedilatildeo pois pode ocorrer
mudanccedilas no sistema produtivo e as causas podem mudar seu grau de influecircncia
podendo inclusive surgir novas que natildeo estavam sendo avaliadas bem como as
antigas podem aumentar ou diminuir os efeitos que causam o risco
Sob toda esta concepccedilatildeo de gerenciamento de riscos entende-se que ele eacute
uma atividade especiacutefica realizada por especialistas que devem usar ferramentas e
teacutecnicas adequadas Com a intenccedilatildeo de obter todos os benefiacutecios da implantaccedilatildeo do
processo de risco para uma organizaccedilatildeo eacute importante que o gerenciamento de
riscos esteja completamente integrado com as accedilotildees estrateacutegicas e operacionais da
20
organizaccedilatildeo Se natildeo existir esta integraccedilatildeo os resultados podem ser nefastos e os
perigos verificados podem incorrer em riscos de alto potencial
Hillson (2010 p 43) ensina que uma integraccedilatildeo verdadeira requer algumas
mudanccedilas organizacionais tais como
reconhecimento da existecircncia de incertezas como parte natural dos negoacutecios Junto a isso a necessidade de ter interfaces apropriadas com os processos de negoacutecio e ferramentas Em adiccedilatildeo existe a necessidade de desenvolver um pensamento estrateacutegico baseado em risco dentro da cultura organizacional [] deve ser visto como parte integral do fazer negoacutecio e deve se tornar ldquoconstrutivo e natildeo-repreensivo
Havendo esta integraccedilatildeo segundo Cardella (2010 p 44) o gerenciamento
de riscos eacute proativo em uma organizaccedilatildeo por implantar na administraccedilatildeo
empresarial
- um conjunto de ferramentas e teacutecnicas de gerenciamento de riscos que
estaria plenamente integrado com o projeto e os processos de negoacutecios e
com o reconhecimento de que incertezas fazem parte de todos os niacuteveis
da organizaccedilatildeo (via integraccedilatildeo de gerenciamento de riscos)
- melhorias nas anaacutelises dos efeitos dos riscos no projeto e no desempenho
do negoacutecio endereccedilando seu impacto tambeacutem em assuntos mais amplos
do que tempo e custo (via aumento da profundidade das anaacutelises e
amplitude da aplicaccedilatildeo) e cobrindo ameaccedilas e oportunidades
- com a apropriada consideraccedilatildeo sendo tomada no fator humano no
processo de risco usando avaliaccedilotildees de atitudes de risco contabilizando
sistematicamente sua influecircncia e construindo equipes balanceadas por
riscos (via aspectos comportamentais)
O gerenciamento de riscos atendendo todos os condicionantes essenciais
para que realmente os riscos sejam reduzidos ou eliminados contribui
significativamente para o sucesso da organizaccedilatildeo
21
Considerando que a base do gerenciamento de riscos eacute estabelecer
paracircmetros na conduccedilatildeo das accedilotildees portanto a seguir satildeo detalhados os processos
de anaacutelise de risco e as principais teacutecnicas que podem ser utilizadas em uma
empresa do ramo quiacutemico
22
24 ANAacuteLISE DE RISCOS
Considerando as pesquisas que avaliam os riscos nas organizaccedilotildees a
anaacutelise de riscos situa-se como o ldquoestudo detalhado de um objeto com a finalidade
de identificar perigos e avaliar os riscos associadosrdquo (CARTELLA 2010 p 106)
Roessler (2001) relata que no Manual de Anaacutelise de Riscos Industriais da
Fundaccedilatildeo Estadual de Proteccedilatildeo Ambiental ndash FEPAM a anaacutelise de risco eacute uma
ferramenta administrativa que identifica e avalia qualitativamente e quantitativamente
os riscos inerentes agrave atividades de produccedilatildeo
Porto (2000) considera que esta ferramenta deve ser incorporada como
elemento essencial por todos os componentes de uma organizaccedilatildeo desde a alta
administraccedilatildeo ateacute o chatildeo da faacutebrica considerando que o principal foco da anaacutelise de
risco eacute a prevenccedilatildeo
O estudo da anaacutelise de risco tem por objetivo estabelecer a consciecircncia e o
controle dos riscos para o pessoal que estaacute desenvolvendo projetando operando e
mantendo os processos operacionais em uma organizaccedilatildeo As anaacutelises focam as
questotildees de seguranccedila de processos e ao mesmo tempo complementam as
atividades industriais de seguranccedila e sauacutede mais tradicionais
Os acidentes podem ocorrer na operaccedilatildeo de qualquer processo e a
preocupaccedilatildeo pela prevenccedilatildeo desses acidentes natildeo inclui apenas o compromisso da
gerecircncia ou da lideranccedila nas organizaccedilotildees mas requer tambeacutem um programa bem
definido para administrar todas as funccedilotildees e atividades que possam afetar a
seguranccedila em cada niacutevel da organizaccedilatildeo (DUPONT 2009)
Pelas orientaccedilotildees da DuPont (2009) a implementaccedilatildeo de programas de
anaacutelise de risco tem por objetivo conhecer os riscos relacionados agraves instalaccedilotildees e
aos processos industriais As anaacutelises satildeo realizadas por meio de ferramentas
estruturadas e por equipes multidisciplinares Os riscos satildeo identificados atraveacutes das
experiecircncias anteriores da equipe de resultados de auditorias inspeccedilotildees ou ateacute
mesmo anaacutelise de incidentes bem como de anaacutelises de riscos anteriormente
realizadas Os resultados por meio dessas anaacutelises alimentam planos de accedilatildeo de
emergecircncia bem como procedimentos operacionais reciclagem nos treinamentos
especificaccedilotildees das instalaccedilotildees e processos dentro de um enfoque de melhoria
contiacutenua
23
Souza (2006) destaca algumas irregularidades que podem afetar a empresa
e que satildeo abordados durante uma inspeccedilatildeo de riscos
Danos a propriedade (incecircndio explosatildeo etc)
Lesotildees pessoais (morte mutilaccedilotildees doenccedilas etc)
Parada de produccedilatildeo (quebra de maacutequina queima de motores
transformadores etc)
Perda de qualidade (falta de controle de processo instrumentos e
maquinaacuterios inadequados etc)
Poluiccedilatildeo ambiental (tratamento inadequado de efluentes gases e
resiacuteduos industriais soacutelidos etc)
Riscos agrave comunidade (vazamento de gases toacutexicos liacutequidos inflamaacuteveis
etc)
Esse mesmo autor tambeacutem destaca os principais benefiacutecios com a anaacutelise
de riscos
Reduz a frequumlecircncia e a gravidade de eventos indesejados (incecircndio
lesotildees interrupccedilatildeo da produccedilatildeo etc)
Adeacutequa o seguro aos reais riscos da empresa
Reduz eou elimina as indenizaccedilotildeesmultas provenientes de danos ao
meio ambiente
Aponta necessidades de treinamentos
Otimiza os investimentos
Manteacutem a continuidade do processo produtivo
Detecta as deficiecircncias e otimiza os gastos com manutenccedilatildeo
Preserva a imagem da empresa
Manteacutem os funcionaacuterios mais satisfeitos
Prioriza a tomada de decisotildees dos investimentos necessaacuterios em
prevenccedilatildeo e permite a anaacutelise da relaccedilatildeo custobeneficio
24
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO
As teacutecnicas de anaacutelise de risco vecircm sendo aplicadas nas induacutestrias de
processo basicamente por dois fatores para a decisatildeo acerca da aceitabilidade de
uma nova planta industrial e para a melhoria da confiabilidade dos sistemas teacutecnicos
e organizacionais existentes Segundo Souza (2006) os resultados obtidos dessas
teacutecnicas servem para
Localizar processos e operaccedilotildees perigosas
Decidir sobre investimentos em equipamentos de prevenccedilatildeo de acidentes
e limitaccedilatildeo de suas consequumlecircncias
Projetar processos de fabricaccedilatildeo e sistemas de controle
Criar rotinas operacionais e de manutenccedilatildeo
Escrever e registrar documentos de seguranccedila para a organizaccedilatildeo
Existem diversas teacutecnicas para a anaacutelise de risco diferenciando-as por seus
objetivos benefiacutecios custos e limitaccedilotildees Como cada teacutecnica aborda os riscos de
maneira diferente existem certas vantagens no uso de determinadas teacutecnicas para
um especiacutefico processo ou projeto Os meacutetodos de anaacutelise de risco podem ser
classificados em qualitativos ou quantitativos
Atraveacutes dos meacutetodos qualitativos pode-se verificar a graduaccedilatildeo dos riscos
em uma atividade ou processo Os riscos satildeo identificados pela probabilidade de
ocorrecircncia e sua severidade de suas consequumlecircncias No entanto esse meacutetodo
torna-se subjetivo pois natildeo existe uma definiccedilatildeo de categorias de probabilidade e
severidade oacutetima Assim esse meacutetodo de anaacutelise pode variar conforme a
sensibilidade dos avaliadores por essa anaacutelise (PARDO 2009 RAPOSO 2004)
No entanto os meacutetodos quantitativos podem ser utilizados em conjunto com
os qualitativos dando uma maior complementaridade a anaacutelise por serem meacutetodos
mais detalhados (RAPOSO 2004)
A avaliaccedilatildeo qualitativa tem como limite o fato de natildeo se poder prever tudo jaacute
os limites da avaliaccedilatildeo quantitativa estatildeo fundamentados na qualidade dos dados
com relaccedilatildeo a sua confiabilidade (BARRETTO 2008)
25
Pelos estudos de Barretto (2008) Ferreira (2008) Raposo (2004) os
principais meacutetodos para anaacutelise de riscos qualitativos e quantitativos satildeo
Inspeccedilatildeo de Seguranccedila (Safety Review)
Lista de Verificaccedilatildeo (Checklist Analysis)
Priorizaccedilatildeo Relativa (Relative Ranking)
Anaacutelise Preliminar de PerigosRiscos (Preliminary Hazard Analysis)
Anaacutelise What-If (What-If Analysis)
Anaacutelise What-If LV (What-If Checklist Analysis)
Anaacutelise de Perigos e Operabilidade (Hazard and Operability Analysis)
Anaacutelise de Modos e Efeitos de Falhas (Failure Modes and Effects
Analysis)
Anaacutelise por Aacutervore de Eventos (Event Tree Analysis)
Anaacutelise por Aacutervore de Falhas (Fault Tree Analysis)
Anaacutelise de Causa e Consequumlecircncia (Cause-Consequence Analysis)
Anaacutelise da Confiabilidade Humana (Human Reliability Analysis)
Anaacutelise Histoacuterica
Anaacutelise de Vulnerabilidade (Vulnerability Models)
Anaacutelise de Custo-Benefiacutecio
Anaacutelise das Causas-Raiz de falhas (Root Cause Failure Analysis)
Anaacutelise Quantitativa de Riscos
Teacutecnicas Especiais
Para o estudo realizado no presente trabalho foi escolhido o meacutetodo da
Anaacutelise Preliminar de Riscos ndash APR e a Lista de Verificaccedilatildeo - Checklist que seratildeo
detalhadas com maior ecircnfase nos proacuteximos itens
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR
Entre as metodologias mais utilizadas para anaacutelise de risco consta a Anaacutelise
Preliminar de Riscos mais conhecida como APR Segundo informes da DuPont
(2009) a APR eacute tambeacutem conhecida como Anaacutelise Preliminar de Perigo ndash APP
26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

13
O diagnoacutestico exige uma inspeccedilatildeo planejada do ambiente de trabalho para
que sejam identificados agentes agressivos classificando-os segundo o niacutevel de
periculosidade e sistemas de controle classificando-os segundo o niacutevel de
qualidade
Os agentes agressivos podem ser mecacircnicos gravitacionais elaacutesticos e cineacuteticos eleacutetricos teacutermicos bioloacutegicos ergonocircmicos sonoros (ruiacutedos) e radiantes O sistema de controle de risco eacute constituiacutedo por contenccedilatildeo recomposiccedilatildeo isolamento alarme proteccedilatildeo evacuaccedilatildeo resgate salvamento combate e recuperaccedilatildeo (CARDELLA 2010 P 33)
Pelo diagnoacutestico obteacutem-se a dimensatildeo funcional do sistema operacional pela
avaliaccedilatildeo da anaacutelise de risco do processo sendo que esta anaacutelise eacute recorrente do
trabalho realizado em cada empresa
De acordo com Almeida Filho (1992) previnem-se acidentes por meio da
associaccedilatildeo do trabalho com o gerenciamento dos riscos Esta associaccedilatildeo requer
pesquisas meacutetodos e teacutecnicas especiacuteficas monitoramento e controle de forma que
os conceitos baacutesicos de seguranccedila estejam incorporados em todas as etapas do
processo produtivo do projeto agrave operaccedilatildeo Assim seraacute garantindo a seguranccedila dos
processos
Monteiro e Bertagni (1999) comentam que no passado seguranccedila do
trabalho significava apenas usar capacetes botas cintos de seguranccedila e uma seacuterie
de outros equipamentos de proteccedilatildeo individual contra acidentes no entanto hoje
quando a evoluccedilatildeo da tecnologia criou novos ambientes de trabalho novos riscos
tecircm aparecido e por isto eacute necessaacuterio que constantes pesquisas sejam realizadas e
o monitoramento seja uma prerrogativa essencial Sob esta condiccedilatildeo seguranccedila do
trabalho hoje exige uma abordagem multidisciplinar e a forma eficaz de prevenir
acidentes eacute conhecer e saber controlar os riscos
Na mesma linha de pensamento Cardela (2010 p 17) comenta que
A prevenccedilatildeo de acidentes requer o estudo de fenocircmenos que causam danos e perdas agraves pessoas ao patrimocircnio e ao meio ambiente [] O [seu] estudo requer uma ciecircncia multidisciplinar abrangendo a Engenharia de Seguranccedila do Trabalho a Engenharia de Seguranccedila Ambiental a Seguranccedila Puacuteblica a Seguranccedila do Lar e do Lazer e a Medicina
14
Ocupacional Analogamente ao que eacute feito na Fiacutesica definiriacuteamos conceitos baacutesicos como dano perda perigo risco agente agressivo energia agressiva contenccedilatildeo proteccedilatildeo e emergecircncia Com eles poderiacuteamos estudar fenocircmenos acidentais e resolver problemas no campo da prevenccedilatildeo de acidentes e do controle de emergecircncias
Este estudo multidisciplinar conforme orientam os autores necessita de
profissionais capacitados Fernandes (1991) alerta que para realmente prevenir o
acidente por riscos da atividade de trabalho eacute preciso conhecer e controlar estes
riscos adotando uma poliacutetica de seguranccedila tendo como condutores desta poliacutetica
profissionais especializados aptos a antecipar reconhecer avaliar e controlar os
riscos do ambiente de trabalho O bem estar fiacutesico e psicoloacutegico dos trabalhadores
reflete no seu desempenho profissional e eacute resultado de uma poliacutetica global de
investimento em seguranccedila sauacutede e meio ambiente
Para a realizaccedilatildeo desta poliacutetica eacute necessaacuterio sobretudo conhecer os riscos
e os perigos que uma empresa oferece sendo por isto interessante realizar estudo
sobre estes temas como seraacute feito adiante
22 PERIGO E RISCO
Os termos perigo e risco geralmente satildeo associados sempre que uma
atividade oferece certa inseguranccedila No entanto os dois termos tecircm significados
diferentes Perigo de acordo com Sanders e Mc Cormick (1993 p 675) eacute rdquouma
condiccedilatildeo ou um conjunto de circunstacircncias que tecircm o potencial de causar ou
contribuir para uma lesatildeo ou morterdquo Em uma visatildeo mais generalizada Kolluru
(1996 p 113) entende o perigo como ldquoum agente quiacutemico bioloacutegico ou fiacutesico
(incluindo-se a radiaccedilatildeo eletromagneacutetica) ou um conjunto de condiccedilotildees que
apresentam uma fonte de risco mas natildeo o risco em sirdquo Na mesma linha de
pensamento Grimaldi e Simonds (1989 p 236) explicam que o perigo eacute uma
situaccedilatildeo que conteacutem ldquouma fonte de energia ou de fatores fisioloacutegicos e de
comportamentoconduta que quando natildeo controlados conduzem a
eventosocorrecircncias prejudiciaisnocivasrdquo
15
Estes eventos nocivos satildeo os riscos que oferecem probabilidade de lesatildeo ou
morte segundo comentaacuterios de Sanders e Mccormick (1993)
Assim entende-se o risco como ldquouma funccedilatildeo da natureza do perigo
acessibilidade ou acesso de contato (potencial de exposiccedilatildeo) caracteriacutesticas da
populaccedilatildeo exposta (receptores) a probabilidade de ocorrecircncia e a magnitude da
exposiccedilatildeo e das consequumlecircncias (KOLLURU 1996 p 110)
Grimaldi e Simonds (1989 p 236) estabelecem a diferenccedila entre perigo e
risco afirmando que ldquorisco eacute um resultado medido do efeito potencial do perigordquo
A principal diferenciaccedilatildeo entre perigo e risco eacute que o perigo eacute avaliado em
funccedilatildeo da sua severidade e tem potencial de causar dano e o risco eacute avaliado em
termos de sua severidade e probabilidade de ocorrecircncia
Cicco e Fantazzini (2003 p 8) definem perigo e risco como sendo
Perigo (Hazard) uma ou mais condiccedilotildees de uma variaacutevel com o potencial necessaacuterio para causar danos Esses danos podem ser entendidos como lesotildees a pessoas danos a equipamentos ou estruturas perda de material em processo ou reduccedilatildeo da capacidade de desempenho de uma funccedilatildeo preacute-determinada Havendo um perigo persistem as possibilidades de efeitos adversos Risco (Risk) expressa uma probabilidade de possiacuteveis danos dentro de um periacuteodo especiacutefico de tempo ou nuacutemero de ciclos operacionais Pode ser indicado pela probabilidade de um acidente multiplicada pelo dano vidas ou unidades operacionais (grifos no original)
Assim onde ocorre perigo eacute preciso um monitoramento para evitar o risco
De uma forma geral Pardo (2009) descreve o risco (R) como o produto da
probabilidade de ocorrecircncia de um perigo ou evento (P) pelo valor do dano
associado (D) ou severidade das suas consequumlenciais estabelecendo a foacutermula
R = P x D (21)
Para que o resultado desta foacutermula natildeo tenha um alcance incontrolaacutevel eacute
preciso haver o controle de risco o qual na opiniatildeo de Cardella (2010) tem por
objetivo manter os riscos abaixo de valores tolerados Este controle eacute realizado nas
empresas por um sistema de gerencia de riscos que seraacute descrita a seguir
16
23 GEREcircNCIA DE RISCOS
O empresaacuterio que tem consciecircncia do risco que as atividades de sua
empresa podem causar tanto aos trabalhadores quanto ao meio ambiente
estabelece entre as atribuiccedilotildees administrativas a gerecircncia de riscos
Cicco e Fantazzini (2003 p 16) entendem a gerecircncia de riscos como uma
ciecircncia uma arte direcionada para ldquoa proteccedilatildeo dos recursos humanos materiais e
financeiros de uma empresardquo Esta proteccedilatildeo pode ser realizada tanto pela
eliminaccedilatildeo ou reduccedilatildeo dos riscos quanto pelo financiamento dos riscos
remanescentes2 ou seja a gerecircncia de riscos tem por finalidade manter os riscos
abaixo dos valores tolerados pelas normas e regulamentos
Gerecircncia de riscos segundo Cardella (2010 p 69) utiliza ldquoum conjunto de
instrumentos para a organizaccedilatildeo [] planejar operar e controlar suas atividades no
exerciacutecio da Funccedilatildeo Controle de Riscosrdquo O autor explica estes instrumentos como
sendo os princiacutepios a poliacutetica as diretrizes os objetivos as estrateacutegias a
metodologia os programas os sistemas organizacionais e operacionais da
empresa
Seguindo a explicaccedilatildeo que Cardella (2010 p 70-75) assim resumem-se
estes instrumentos
- PRINCIacutePIOS DA GESTAtildeO DE RISCO
I - Nas organizaccedilotildees e sociedades o acidente eacute um fenocircmeno de natureza
multifacetada que resulta de interaccedilotildees complexas entre fatores fiacutesicos
bioloacutegicos psicoloacutegicos sociais e culturais
II - Todos os acidentes podem ser evitados
III - Os acidentes ocorrem porque a mente se envolve com o trabalho e
esquece do corpo
IV - Um indiviacuteduo natildeo consegue sozinho controlar os riscos de sua
atividade por isto releva-se o segundo princiacutepio que soacute tem validade dentro
de determinados limites que abrangem grande totalidade dos casos Estatildeo
fora desses limites as situaccedilotildees nas quais o homem natildeo dispotildee de
conhecimento ou tecnologia suficientes para evitar o acidente
2 Financiamento dos riscos remanescentes significa reter os riscos na empresa ou transferi-los total
ou parcialmente para as seguradoras
17
- OBJETIVOS DA GESTAtildeO DE RISCOS
Manter os riscos associados agrave organizaccedilatildeo abaixo de valores tolerados
- POLIacuteTICA DE GESTAtildeO DE RISCOS
Estabelecer as regras comportamentais da organizaccedilatildeo Cada organizaccedilatildeo
famiacutelia pessoa ou sociedade deve estabelecer sua proacutepria poliacutetica que eacute
sempre um reflexo de seus valores propondo-se como regras baacutesicas
a preservaccedilatildeo de pessoas tem prioridade sobre a preservaccedilatildeo de bens
b quem responde por uma atividade deve responder tambeacutem pelos riscos
decorrentes dessa atividade
- DIRETRIZES PARA GESTAtildeO DE RISCOS
a deve ser exercida em todas as fases do ciclo de vida das instalaccedilotildees e
dos produtos
b deve ser parte integrante de todas as atividades da organizaccedilatildeo
- ESTRATEacuteGIA DA GESTAtildeO DE RISCOS
Deve ser considerada a natureza do fenocircmeno acidente como um evento
indesejaacutevel incerto e remoto Deve-se priorizar accedilotildees que integram a
funccedilatildeo seguranccedila portanto a estrateacutegia do sistema de gestatildeo deve ser
estabelecida de modo a reduzir o desequiliacutebrio das forccedilas impulsoras do
comportamento
- METODOLOGIA DO SISTEMA DE GESTAtildeO DE RISCOS
O processo de gestatildeo de riscos eacute composto pelas funccedilotildees identificar
perigos avaliar riscos comparar com risco tolerado e tratar riscos sendo
que identificaccedilatildeo de perigos e avaliaccedilatildeo de riscos constituem a anaacutelise de
riscos Identificaccedilatildeo avaliaccedilatildeo e comparaccedilatildeo constituem o monitoramento
Monitoramento e intervenccedilatildeo constituem o controle O tratamento dos riscos
inclui a intervenccedilatildeo para reduccedilatildeo eou transferecircncia (seguro) O processo
de gestatildeo eacute aplicado agraves aacutereas de accedilatildeo e agraves fases do ciclo de vida dos
elementos da organizaccedilatildeo (pessoas instalaccedilotildees e produtos) Cartela
(2010) resume a metodologia do sistema de gestatildeo de riscos expondo as
funccedilotildees essenciais de indentificar os perigos avaliar os riscos comparar
com o risco tolerado e tratar os riscos
- PROGRAMAS DA GESTAtildeO DE RISCOS
Pelo fato de nem toda intervenccedilatildeo para controle de riscos ter efeitos
imediatos as alteraccedilotildees almejadas requerem planos de accedilatildeo de longo
prazo denominados programas Assim deve ser criado um programa para
cada aacuterea de accedilatildeo programa de seguranccedila nas atividades da organizaccedilatildeo
programa de seguranccedila nas atividades fora do trabalho programa de
seguranccedila nos transportes programa de seguranccedila nas atividades
contratadas e programa de seguranccedila no uso dos produtos da organizaccedilatildeo
18
Em funccedilatildeo da natureza multifacetada da seguranccedila os programas devem
ser desenvolvidos por equipes multidisciplinares Essa eacute uma forma de
executar na praacutetica a gestatildeo holiacutestica da organizaccedilatildeo Aleacutem dos programas
por aacuterea de accedilatildeo podem ser criados programas baacutesicos para dar suporte
ao controle de riscos nas diversas aacutereas Eacute recomendaacutevel manter os
programas de forma permanente considerando-se poreacutem que haacute os de
existecircncia restrita agraves fases de implantaccedilatildeo e consolidaccedilatildeo de algum meacutetodo
de controle de risco Exemplos programas de desenvolvimento do sistema
de autorizaccedilatildeo para trabalho de implantaccedilatildeo do registro e anaacutelise de
ocorrecircncias anormais e de implantaccedilatildeo de anaacutelise de risco
- SISTEMAS ORGANIZACIONAIS E SISTEMAS OPERACIONAIS
A maioria das organizaccedilotildees tem uma estrutura funcional Cada unidade eacute
um sistema organizacional A configuraccedilatildeo da estrutura funcional varia de
organizaccedilatildeo para organizaccedilatildeo Cabe ressaltar a importacircncia do equiliacutebrio
entre a poliacutetica - a responsabilidade pela gestatildeo de riscos eacute dos
responsaacuteveis pela atividade - e o princiacutepio - um indiviacuteduo natildeo consegue
sozinho controlar os riscos de sua atividade Provavelmente o equiliacutebrio se
encontra numa estrutura que conte com uma equipe de especialistas em
seguranccedila que assessore os demais oacutergatildeos Essa equipe deve atuar de
maneira que os demais componentes natildeo venham a consideraacute-la como a
uacutenica responsaacutevel pela funccedilatildeo seguranccedila Na gestatildeo holiacutestica esse
problema eacute resolvido pela criaccedilatildeo de sistemas organizacionais
denominados comitecircs Os comitecircs funcionais satildeo constituiacutedos pelo dirigente
de uma unidade organizacional e seus imediatos comeccedilando pelo nuacutemero
um da organizaccedilatildeo com seu corpo gerencial e terminando com os
supervisores de primeira linha e sua equipe de executantes Nesses
comitecircs satildeo tratados temas de seguranccedila relativos agraves aacutereas de
responsabilidade de seus componentes Os comitecircs interfuncionais satildeo
constituiacutedos por pessoas de especialidades diferentes e envolvidas nos
programas das diversas aacutereas de accedilatildeo da funccedilatildeo seguranccedila Nesses
comitecircs os componentes adquirem a visatildeo global e executam as accedilotildees
locais em suas aacutereas especializadas Aleacutem dos comitecircs haacute outros sistemas
organizacionais que denominaremos Comissatildeo e Grupo de Trabalho A
Comissatildeo eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por missatildeo analisar
ocorrecircncias emitindo conclusotildees e recomendaccedilotildees O Grupo de Trabalho
tambeacutem eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por objetivo executar
um trabalho teacutecnico Dentre os sistemas operacionais pode-se citar
sistema de integraccedilatildeo de empregados de empresas contratadas sistema de
controle de EPIs sistema de estatiacutestica de acidentes sistema de emissatildeo
de permissotildees para trabalho
19
O uso destes instrumentos requer teacutecnicas especiacuteficas que segundo Hillson
(2010) requerem que alguns passos sejam realizados antes de decidir como estes
instrumentos seratildeo utilizados
Iniciando por definir objetivos que direcionam o risco a ser debelado para
saber quais teacutecnicas podem ser usadas Hillson (2010) elenca algumas destas
teacutecnicas como brainstorms workshops checklists prompt lists entrevistas
questionaacuterios etc sendo que existe uma variedade de teacutecnicas que podem ser
utilizadas para certificar que qualquer tipo de risco possa ser identificado e distinguir
quais satildeo as causas que contribuem para estes riscos
Neste primeiro passo deve-se registrar detalhando como o risco eacute produzido
pois pode haver causas com maior proeminecircncia de fazecirc-lo acontecer
Hillson (2010) comenta que a avaliaccedilatildeo das causas deve ser qualitativa
descrevendo-se as caracteriacutesticas em detalhes de tal forma que sejam suficientes
para permitir a definiccedilatildeo de como elas seratildeo combatidas Tambeacutem podem ser
quantitativas usando-se modelos matemaacuteticos para simular o efeito do risco de
acordo com o niacutevel de interferecircncia Os meacutetodos incluem fazer planilhas de riscos
numa grade de duas dimensotildees mostrando a probabilidade e impacto permitindo
que o risco seja priorizado e usado para a estrutura de decomposiccedilatildeo de risco para
agrupar os riscos por tipoorigem
A avaliaccedilatildeo destas planilhas deve produzir estrateacutegias para impedir
transferir ou reduzir os riscos Estas estrateacutegias requerem a implementaccedilatildeo de um
plano de accedilotildees para monitorar a efetividade do que estaacute sendo realizado bem como
a necessidade de ajustes das decisotildees quando necessaacuterio Hillson (2010) alerta que
qualquer processo de risco deve incluir revisatildeo e atualizaccedilatildeo pois pode ocorrer
mudanccedilas no sistema produtivo e as causas podem mudar seu grau de influecircncia
podendo inclusive surgir novas que natildeo estavam sendo avaliadas bem como as
antigas podem aumentar ou diminuir os efeitos que causam o risco
Sob toda esta concepccedilatildeo de gerenciamento de riscos entende-se que ele eacute
uma atividade especiacutefica realizada por especialistas que devem usar ferramentas e
teacutecnicas adequadas Com a intenccedilatildeo de obter todos os benefiacutecios da implantaccedilatildeo do
processo de risco para uma organizaccedilatildeo eacute importante que o gerenciamento de
riscos esteja completamente integrado com as accedilotildees estrateacutegicas e operacionais da
20
organizaccedilatildeo Se natildeo existir esta integraccedilatildeo os resultados podem ser nefastos e os
perigos verificados podem incorrer em riscos de alto potencial
Hillson (2010 p 43) ensina que uma integraccedilatildeo verdadeira requer algumas
mudanccedilas organizacionais tais como
reconhecimento da existecircncia de incertezas como parte natural dos negoacutecios Junto a isso a necessidade de ter interfaces apropriadas com os processos de negoacutecio e ferramentas Em adiccedilatildeo existe a necessidade de desenvolver um pensamento estrateacutegico baseado em risco dentro da cultura organizacional [] deve ser visto como parte integral do fazer negoacutecio e deve se tornar ldquoconstrutivo e natildeo-repreensivo
Havendo esta integraccedilatildeo segundo Cardella (2010 p 44) o gerenciamento
de riscos eacute proativo em uma organizaccedilatildeo por implantar na administraccedilatildeo
empresarial
- um conjunto de ferramentas e teacutecnicas de gerenciamento de riscos que
estaria plenamente integrado com o projeto e os processos de negoacutecios e
com o reconhecimento de que incertezas fazem parte de todos os niacuteveis
da organizaccedilatildeo (via integraccedilatildeo de gerenciamento de riscos)
- melhorias nas anaacutelises dos efeitos dos riscos no projeto e no desempenho
do negoacutecio endereccedilando seu impacto tambeacutem em assuntos mais amplos
do que tempo e custo (via aumento da profundidade das anaacutelises e
amplitude da aplicaccedilatildeo) e cobrindo ameaccedilas e oportunidades
- com a apropriada consideraccedilatildeo sendo tomada no fator humano no
processo de risco usando avaliaccedilotildees de atitudes de risco contabilizando
sistematicamente sua influecircncia e construindo equipes balanceadas por
riscos (via aspectos comportamentais)
O gerenciamento de riscos atendendo todos os condicionantes essenciais
para que realmente os riscos sejam reduzidos ou eliminados contribui
significativamente para o sucesso da organizaccedilatildeo
21
Considerando que a base do gerenciamento de riscos eacute estabelecer
paracircmetros na conduccedilatildeo das accedilotildees portanto a seguir satildeo detalhados os processos
de anaacutelise de risco e as principais teacutecnicas que podem ser utilizadas em uma
empresa do ramo quiacutemico
22
24 ANAacuteLISE DE RISCOS
Considerando as pesquisas que avaliam os riscos nas organizaccedilotildees a
anaacutelise de riscos situa-se como o ldquoestudo detalhado de um objeto com a finalidade
de identificar perigos e avaliar os riscos associadosrdquo (CARTELLA 2010 p 106)
Roessler (2001) relata que no Manual de Anaacutelise de Riscos Industriais da
Fundaccedilatildeo Estadual de Proteccedilatildeo Ambiental ndash FEPAM a anaacutelise de risco eacute uma
ferramenta administrativa que identifica e avalia qualitativamente e quantitativamente
os riscos inerentes agrave atividades de produccedilatildeo
Porto (2000) considera que esta ferramenta deve ser incorporada como
elemento essencial por todos os componentes de uma organizaccedilatildeo desde a alta
administraccedilatildeo ateacute o chatildeo da faacutebrica considerando que o principal foco da anaacutelise de
risco eacute a prevenccedilatildeo
O estudo da anaacutelise de risco tem por objetivo estabelecer a consciecircncia e o
controle dos riscos para o pessoal que estaacute desenvolvendo projetando operando e
mantendo os processos operacionais em uma organizaccedilatildeo As anaacutelises focam as
questotildees de seguranccedila de processos e ao mesmo tempo complementam as
atividades industriais de seguranccedila e sauacutede mais tradicionais
Os acidentes podem ocorrer na operaccedilatildeo de qualquer processo e a
preocupaccedilatildeo pela prevenccedilatildeo desses acidentes natildeo inclui apenas o compromisso da
gerecircncia ou da lideranccedila nas organizaccedilotildees mas requer tambeacutem um programa bem
definido para administrar todas as funccedilotildees e atividades que possam afetar a
seguranccedila em cada niacutevel da organizaccedilatildeo (DUPONT 2009)
Pelas orientaccedilotildees da DuPont (2009) a implementaccedilatildeo de programas de
anaacutelise de risco tem por objetivo conhecer os riscos relacionados agraves instalaccedilotildees e
aos processos industriais As anaacutelises satildeo realizadas por meio de ferramentas
estruturadas e por equipes multidisciplinares Os riscos satildeo identificados atraveacutes das
experiecircncias anteriores da equipe de resultados de auditorias inspeccedilotildees ou ateacute
mesmo anaacutelise de incidentes bem como de anaacutelises de riscos anteriormente
realizadas Os resultados por meio dessas anaacutelises alimentam planos de accedilatildeo de
emergecircncia bem como procedimentos operacionais reciclagem nos treinamentos
especificaccedilotildees das instalaccedilotildees e processos dentro de um enfoque de melhoria
contiacutenua
23
Souza (2006) destaca algumas irregularidades que podem afetar a empresa
e que satildeo abordados durante uma inspeccedilatildeo de riscos
Danos a propriedade (incecircndio explosatildeo etc)
Lesotildees pessoais (morte mutilaccedilotildees doenccedilas etc)
Parada de produccedilatildeo (quebra de maacutequina queima de motores
transformadores etc)
Perda de qualidade (falta de controle de processo instrumentos e
maquinaacuterios inadequados etc)
Poluiccedilatildeo ambiental (tratamento inadequado de efluentes gases e
resiacuteduos industriais soacutelidos etc)
Riscos agrave comunidade (vazamento de gases toacutexicos liacutequidos inflamaacuteveis
etc)
Esse mesmo autor tambeacutem destaca os principais benefiacutecios com a anaacutelise
de riscos
Reduz a frequumlecircncia e a gravidade de eventos indesejados (incecircndio
lesotildees interrupccedilatildeo da produccedilatildeo etc)
Adeacutequa o seguro aos reais riscos da empresa
Reduz eou elimina as indenizaccedilotildeesmultas provenientes de danos ao
meio ambiente
Aponta necessidades de treinamentos
Otimiza os investimentos
Manteacutem a continuidade do processo produtivo
Detecta as deficiecircncias e otimiza os gastos com manutenccedilatildeo
Preserva a imagem da empresa
Manteacutem os funcionaacuterios mais satisfeitos
Prioriza a tomada de decisotildees dos investimentos necessaacuterios em
prevenccedilatildeo e permite a anaacutelise da relaccedilatildeo custobeneficio
24
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO
As teacutecnicas de anaacutelise de risco vecircm sendo aplicadas nas induacutestrias de
processo basicamente por dois fatores para a decisatildeo acerca da aceitabilidade de
uma nova planta industrial e para a melhoria da confiabilidade dos sistemas teacutecnicos
e organizacionais existentes Segundo Souza (2006) os resultados obtidos dessas
teacutecnicas servem para
Localizar processos e operaccedilotildees perigosas
Decidir sobre investimentos em equipamentos de prevenccedilatildeo de acidentes
e limitaccedilatildeo de suas consequumlecircncias
Projetar processos de fabricaccedilatildeo e sistemas de controle
Criar rotinas operacionais e de manutenccedilatildeo
Escrever e registrar documentos de seguranccedila para a organizaccedilatildeo
Existem diversas teacutecnicas para a anaacutelise de risco diferenciando-as por seus
objetivos benefiacutecios custos e limitaccedilotildees Como cada teacutecnica aborda os riscos de
maneira diferente existem certas vantagens no uso de determinadas teacutecnicas para
um especiacutefico processo ou projeto Os meacutetodos de anaacutelise de risco podem ser
classificados em qualitativos ou quantitativos
Atraveacutes dos meacutetodos qualitativos pode-se verificar a graduaccedilatildeo dos riscos
em uma atividade ou processo Os riscos satildeo identificados pela probabilidade de
ocorrecircncia e sua severidade de suas consequumlecircncias No entanto esse meacutetodo
torna-se subjetivo pois natildeo existe uma definiccedilatildeo de categorias de probabilidade e
severidade oacutetima Assim esse meacutetodo de anaacutelise pode variar conforme a
sensibilidade dos avaliadores por essa anaacutelise (PARDO 2009 RAPOSO 2004)
No entanto os meacutetodos quantitativos podem ser utilizados em conjunto com
os qualitativos dando uma maior complementaridade a anaacutelise por serem meacutetodos
mais detalhados (RAPOSO 2004)
A avaliaccedilatildeo qualitativa tem como limite o fato de natildeo se poder prever tudo jaacute
os limites da avaliaccedilatildeo quantitativa estatildeo fundamentados na qualidade dos dados
com relaccedilatildeo a sua confiabilidade (BARRETTO 2008)
25
Pelos estudos de Barretto (2008) Ferreira (2008) Raposo (2004) os
principais meacutetodos para anaacutelise de riscos qualitativos e quantitativos satildeo
Inspeccedilatildeo de Seguranccedila (Safety Review)
Lista de Verificaccedilatildeo (Checklist Analysis)
Priorizaccedilatildeo Relativa (Relative Ranking)
Anaacutelise Preliminar de PerigosRiscos (Preliminary Hazard Analysis)
Anaacutelise What-If (What-If Analysis)
Anaacutelise What-If LV (What-If Checklist Analysis)
Anaacutelise de Perigos e Operabilidade (Hazard and Operability Analysis)
Anaacutelise de Modos e Efeitos de Falhas (Failure Modes and Effects
Analysis)
Anaacutelise por Aacutervore de Eventos (Event Tree Analysis)
Anaacutelise por Aacutervore de Falhas (Fault Tree Analysis)
Anaacutelise de Causa e Consequumlecircncia (Cause-Consequence Analysis)
Anaacutelise da Confiabilidade Humana (Human Reliability Analysis)
Anaacutelise Histoacuterica
Anaacutelise de Vulnerabilidade (Vulnerability Models)
Anaacutelise de Custo-Benefiacutecio
Anaacutelise das Causas-Raiz de falhas (Root Cause Failure Analysis)
Anaacutelise Quantitativa de Riscos
Teacutecnicas Especiais
Para o estudo realizado no presente trabalho foi escolhido o meacutetodo da
Anaacutelise Preliminar de Riscos ndash APR e a Lista de Verificaccedilatildeo - Checklist que seratildeo
detalhadas com maior ecircnfase nos proacuteximos itens
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR
Entre as metodologias mais utilizadas para anaacutelise de risco consta a Anaacutelise
Preliminar de Riscos mais conhecida como APR Segundo informes da DuPont
(2009) a APR eacute tambeacutem conhecida como Anaacutelise Preliminar de Perigo ndash APP
26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

14
Ocupacional Analogamente ao que eacute feito na Fiacutesica definiriacuteamos conceitos baacutesicos como dano perda perigo risco agente agressivo energia agressiva contenccedilatildeo proteccedilatildeo e emergecircncia Com eles poderiacuteamos estudar fenocircmenos acidentais e resolver problemas no campo da prevenccedilatildeo de acidentes e do controle de emergecircncias
Este estudo multidisciplinar conforme orientam os autores necessita de
profissionais capacitados Fernandes (1991) alerta que para realmente prevenir o
acidente por riscos da atividade de trabalho eacute preciso conhecer e controlar estes
riscos adotando uma poliacutetica de seguranccedila tendo como condutores desta poliacutetica
profissionais especializados aptos a antecipar reconhecer avaliar e controlar os
riscos do ambiente de trabalho O bem estar fiacutesico e psicoloacutegico dos trabalhadores
reflete no seu desempenho profissional e eacute resultado de uma poliacutetica global de
investimento em seguranccedila sauacutede e meio ambiente
Para a realizaccedilatildeo desta poliacutetica eacute necessaacuterio sobretudo conhecer os riscos
e os perigos que uma empresa oferece sendo por isto interessante realizar estudo
sobre estes temas como seraacute feito adiante
22 PERIGO E RISCO
Os termos perigo e risco geralmente satildeo associados sempre que uma
atividade oferece certa inseguranccedila No entanto os dois termos tecircm significados
diferentes Perigo de acordo com Sanders e Mc Cormick (1993 p 675) eacute rdquouma
condiccedilatildeo ou um conjunto de circunstacircncias que tecircm o potencial de causar ou
contribuir para uma lesatildeo ou morterdquo Em uma visatildeo mais generalizada Kolluru
(1996 p 113) entende o perigo como ldquoum agente quiacutemico bioloacutegico ou fiacutesico
(incluindo-se a radiaccedilatildeo eletromagneacutetica) ou um conjunto de condiccedilotildees que
apresentam uma fonte de risco mas natildeo o risco em sirdquo Na mesma linha de
pensamento Grimaldi e Simonds (1989 p 236) explicam que o perigo eacute uma
situaccedilatildeo que conteacutem ldquouma fonte de energia ou de fatores fisioloacutegicos e de
comportamentoconduta que quando natildeo controlados conduzem a
eventosocorrecircncias prejudiciaisnocivasrdquo
15
Estes eventos nocivos satildeo os riscos que oferecem probabilidade de lesatildeo ou
morte segundo comentaacuterios de Sanders e Mccormick (1993)
Assim entende-se o risco como ldquouma funccedilatildeo da natureza do perigo
acessibilidade ou acesso de contato (potencial de exposiccedilatildeo) caracteriacutesticas da
populaccedilatildeo exposta (receptores) a probabilidade de ocorrecircncia e a magnitude da
exposiccedilatildeo e das consequumlecircncias (KOLLURU 1996 p 110)
Grimaldi e Simonds (1989 p 236) estabelecem a diferenccedila entre perigo e
risco afirmando que ldquorisco eacute um resultado medido do efeito potencial do perigordquo
A principal diferenciaccedilatildeo entre perigo e risco eacute que o perigo eacute avaliado em
funccedilatildeo da sua severidade e tem potencial de causar dano e o risco eacute avaliado em
termos de sua severidade e probabilidade de ocorrecircncia
Cicco e Fantazzini (2003 p 8) definem perigo e risco como sendo
Perigo (Hazard) uma ou mais condiccedilotildees de uma variaacutevel com o potencial necessaacuterio para causar danos Esses danos podem ser entendidos como lesotildees a pessoas danos a equipamentos ou estruturas perda de material em processo ou reduccedilatildeo da capacidade de desempenho de uma funccedilatildeo preacute-determinada Havendo um perigo persistem as possibilidades de efeitos adversos Risco (Risk) expressa uma probabilidade de possiacuteveis danos dentro de um periacuteodo especiacutefico de tempo ou nuacutemero de ciclos operacionais Pode ser indicado pela probabilidade de um acidente multiplicada pelo dano vidas ou unidades operacionais (grifos no original)
Assim onde ocorre perigo eacute preciso um monitoramento para evitar o risco
De uma forma geral Pardo (2009) descreve o risco (R) como o produto da
probabilidade de ocorrecircncia de um perigo ou evento (P) pelo valor do dano
associado (D) ou severidade das suas consequumlenciais estabelecendo a foacutermula
R = P x D (21)
Para que o resultado desta foacutermula natildeo tenha um alcance incontrolaacutevel eacute
preciso haver o controle de risco o qual na opiniatildeo de Cardella (2010) tem por
objetivo manter os riscos abaixo de valores tolerados Este controle eacute realizado nas
empresas por um sistema de gerencia de riscos que seraacute descrita a seguir
16
23 GEREcircNCIA DE RISCOS
O empresaacuterio que tem consciecircncia do risco que as atividades de sua
empresa podem causar tanto aos trabalhadores quanto ao meio ambiente
estabelece entre as atribuiccedilotildees administrativas a gerecircncia de riscos
Cicco e Fantazzini (2003 p 16) entendem a gerecircncia de riscos como uma
ciecircncia uma arte direcionada para ldquoa proteccedilatildeo dos recursos humanos materiais e
financeiros de uma empresardquo Esta proteccedilatildeo pode ser realizada tanto pela
eliminaccedilatildeo ou reduccedilatildeo dos riscos quanto pelo financiamento dos riscos
remanescentes2 ou seja a gerecircncia de riscos tem por finalidade manter os riscos
abaixo dos valores tolerados pelas normas e regulamentos
Gerecircncia de riscos segundo Cardella (2010 p 69) utiliza ldquoum conjunto de
instrumentos para a organizaccedilatildeo [] planejar operar e controlar suas atividades no
exerciacutecio da Funccedilatildeo Controle de Riscosrdquo O autor explica estes instrumentos como
sendo os princiacutepios a poliacutetica as diretrizes os objetivos as estrateacutegias a
metodologia os programas os sistemas organizacionais e operacionais da
empresa
Seguindo a explicaccedilatildeo que Cardella (2010 p 70-75) assim resumem-se
estes instrumentos
- PRINCIacutePIOS DA GESTAtildeO DE RISCO
I - Nas organizaccedilotildees e sociedades o acidente eacute um fenocircmeno de natureza
multifacetada que resulta de interaccedilotildees complexas entre fatores fiacutesicos
bioloacutegicos psicoloacutegicos sociais e culturais
II - Todos os acidentes podem ser evitados
III - Os acidentes ocorrem porque a mente se envolve com o trabalho e
esquece do corpo
IV - Um indiviacuteduo natildeo consegue sozinho controlar os riscos de sua
atividade por isto releva-se o segundo princiacutepio que soacute tem validade dentro
de determinados limites que abrangem grande totalidade dos casos Estatildeo
fora desses limites as situaccedilotildees nas quais o homem natildeo dispotildee de
conhecimento ou tecnologia suficientes para evitar o acidente
2 Financiamento dos riscos remanescentes significa reter os riscos na empresa ou transferi-los total
ou parcialmente para as seguradoras
17
- OBJETIVOS DA GESTAtildeO DE RISCOS
Manter os riscos associados agrave organizaccedilatildeo abaixo de valores tolerados
- POLIacuteTICA DE GESTAtildeO DE RISCOS
Estabelecer as regras comportamentais da organizaccedilatildeo Cada organizaccedilatildeo
famiacutelia pessoa ou sociedade deve estabelecer sua proacutepria poliacutetica que eacute
sempre um reflexo de seus valores propondo-se como regras baacutesicas
a preservaccedilatildeo de pessoas tem prioridade sobre a preservaccedilatildeo de bens
b quem responde por uma atividade deve responder tambeacutem pelos riscos
decorrentes dessa atividade
- DIRETRIZES PARA GESTAtildeO DE RISCOS
a deve ser exercida em todas as fases do ciclo de vida das instalaccedilotildees e
dos produtos
b deve ser parte integrante de todas as atividades da organizaccedilatildeo
- ESTRATEacuteGIA DA GESTAtildeO DE RISCOS
Deve ser considerada a natureza do fenocircmeno acidente como um evento
indesejaacutevel incerto e remoto Deve-se priorizar accedilotildees que integram a
funccedilatildeo seguranccedila portanto a estrateacutegia do sistema de gestatildeo deve ser
estabelecida de modo a reduzir o desequiliacutebrio das forccedilas impulsoras do
comportamento
- METODOLOGIA DO SISTEMA DE GESTAtildeO DE RISCOS
O processo de gestatildeo de riscos eacute composto pelas funccedilotildees identificar
perigos avaliar riscos comparar com risco tolerado e tratar riscos sendo
que identificaccedilatildeo de perigos e avaliaccedilatildeo de riscos constituem a anaacutelise de
riscos Identificaccedilatildeo avaliaccedilatildeo e comparaccedilatildeo constituem o monitoramento
Monitoramento e intervenccedilatildeo constituem o controle O tratamento dos riscos
inclui a intervenccedilatildeo para reduccedilatildeo eou transferecircncia (seguro) O processo
de gestatildeo eacute aplicado agraves aacutereas de accedilatildeo e agraves fases do ciclo de vida dos
elementos da organizaccedilatildeo (pessoas instalaccedilotildees e produtos) Cartela
(2010) resume a metodologia do sistema de gestatildeo de riscos expondo as
funccedilotildees essenciais de indentificar os perigos avaliar os riscos comparar
com o risco tolerado e tratar os riscos
- PROGRAMAS DA GESTAtildeO DE RISCOS
Pelo fato de nem toda intervenccedilatildeo para controle de riscos ter efeitos
imediatos as alteraccedilotildees almejadas requerem planos de accedilatildeo de longo
prazo denominados programas Assim deve ser criado um programa para
cada aacuterea de accedilatildeo programa de seguranccedila nas atividades da organizaccedilatildeo
programa de seguranccedila nas atividades fora do trabalho programa de
seguranccedila nos transportes programa de seguranccedila nas atividades
contratadas e programa de seguranccedila no uso dos produtos da organizaccedilatildeo
18
Em funccedilatildeo da natureza multifacetada da seguranccedila os programas devem
ser desenvolvidos por equipes multidisciplinares Essa eacute uma forma de
executar na praacutetica a gestatildeo holiacutestica da organizaccedilatildeo Aleacutem dos programas
por aacuterea de accedilatildeo podem ser criados programas baacutesicos para dar suporte
ao controle de riscos nas diversas aacutereas Eacute recomendaacutevel manter os
programas de forma permanente considerando-se poreacutem que haacute os de
existecircncia restrita agraves fases de implantaccedilatildeo e consolidaccedilatildeo de algum meacutetodo
de controle de risco Exemplos programas de desenvolvimento do sistema
de autorizaccedilatildeo para trabalho de implantaccedilatildeo do registro e anaacutelise de
ocorrecircncias anormais e de implantaccedilatildeo de anaacutelise de risco
- SISTEMAS ORGANIZACIONAIS E SISTEMAS OPERACIONAIS
A maioria das organizaccedilotildees tem uma estrutura funcional Cada unidade eacute
um sistema organizacional A configuraccedilatildeo da estrutura funcional varia de
organizaccedilatildeo para organizaccedilatildeo Cabe ressaltar a importacircncia do equiliacutebrio
entre a poliacutetica - a responsabilidade pela gestatildeo de riscos eacute dos
responsaacuteveis pela atividade - e o princiacutepio - um indiviacuteduo natildeo consegue
sozinho controlar os riscos de sua atividade Provavelmente o equiliacutebrio se
encontra numa estrutura que conte com uma equipe de especialistas em
seguranccedila que assessore os demais oacutergatildeos Essa equipe deve atuar de
maneira que os demais componentes natildeo venham a consideraacute-la como a
uacutenica responsaacutevel pela funccedilatildeo seguranccedila Na gestatildeo holiacutestica esse
problema eacute resolvido pela criaccedilatildeo de sistemas organizacionais
denominados comitecircs Os comitecircs funcionais satildeo constituiacutedos pelo dirigente
de uma unidade organizacional e seus imediatos comeccedilando pelo nuacutemero
um da organizaccedilatildeo com seu corpo gerencial e terminando com os
supervisores de primeira linha e sua equipe de executantes Nesses
comitecircs satildeo tratados temas de seguranccedila relativos agraves aacutereas de
responsabilidade de seus componentes Os comitecircs interfuncionais satildeo
constituiacutedos por pessoas de especialidades diferentes e envolvidas nos
programas das diversas aacutereas de accedilatildeo da funccedilatildeo seguranccedila Nesses
comitecircs os componentes adquirem a visatildeo global e executam as accedilotildees
locais em suas aacutereas especializadas Aleacutem dos comitecircs haacute outros sistemas
organizacionais que denominaremos Comissatildeo e Grupo de Trabalho A
Comissatildeo eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por missatildeo analisar
ocorrecircncias emitindo conclusotildees e recomendaccedilotildees O Grupo de Trabalho
tambeacutem eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por objetivo executar
um trabalho teacutecnico Dentre os sistemas operacionais pode-se citar
sistema de integraccedilatildeo de empregados de empresas contratadas sistema de
controle de EPIs sistema de estatiacutestica de acidentes sistema de emissatildeo
de permissotildees para trabalho
19
O uso destes instrumentos requer teacutecnicas especiacuteficas que segundo Hillson
(2010) requerem que alguns passos sejam realizados antes de decidir como estes
instrumentos seratildeo utilizados
Iniciando por definir objetivos que direcionam o risco a ser debelado para
saber quais teacutecnicas podem ser usadas Hillson (2010) elenca algumas destas
teacutecnicas como brainstorms workshops checklists prompt lists entrevistas
questionaacuterios etc sendo que existe uma variedade de teacutecnicas que podem ser
utilizadas para certificar que qualquer tipo de risco possa ser identificado e distinguir
quais satildeo as causas que contribuem para estes riscos
Neste primeiro passo deve-se registrar detalhando como o risco eacute produzido
pois pode haver causas com maior proeminecircncia de fazecirc-lo acontecer
Hillson (2010) comenta que a avaliaccedilatildeo das causas deve ser qualitativa
descrevendo-se as caracteriacutesticas em detalhes de tal forma que sejam suficientes
para permitir a definiccedilatildeo de como elas seratildeo combatidas Tambeacutem podem ser
quantitativas usando-se modelos matemaacuteticos para simular o efeito do risco de
acordo com o niacutevel de interferecircncia Os meacutetodos incluem fazer planilhas de riscos
numa grade de duas dimensotildees mostrando a probabilidade e impacto permitindo
que o risco seja priorizado e usado para a estrutura de decomposiccedilatildeo de risco para
agrupar os riscos por tipoorigem
A avaliaccedilatildeo destas planilhas deve produzir estrateacutegias para impedir
transferir ou reduzir os riscos Estas estrateacutegias requerem a implementaccedilatildeo de um
plano de accedilotildees para monitorar a efetividade do que estaacute sendo realizado bem como
a necessidade de ajustes das decisotildees quando necessaacuterio Hillson (2010) alerta que
qualquer processo de risco deve incluir revisatildeo e atualizaccedilatildeo pois pode ocorrer
mudanccedilas no sistema produtivo e as causas podem mudar seu grau de influecircncia
podendo inclusive surgir novas que natildeo estavam sendo avaliadas bem como as
antigas podem aumentar ou diminuir os efeitos que causam o risco
Sob toda esta concepccedilatildeo de gerenciamento de riscos entende-se que ele eacute
uma atividade especiacutefica realizada por especialistas que devem usar ferramentas e
teacutecnicas adequadas Com a intenccedilatildeo de obter todos os benefiacutecios da implantaccedilatildeo do
processo de risco para uma organizaccedilatildeo eacute importante que o gerenciamento de
riscos esteja completamente integrado com as accedilotildees estrateacutegicas e operacionais da
20
organizaccedilatildeo Se natildeo existir esta integraccedilatildeo os resultados podem ser nefastos e os
perigos verificados podem incorrer em riscos de alto potencial
Hillson (2010 p 43) ensina que uma integraccedilatildeo verdadeira requer algumas
mudanccedilas organizacionais tais como
reconhecimento da existecircncia de incertezas como parte natural dos negoacutecios Junto a isso a necessidade de ter interfaces apropriadas com os processos de negoacutecio e ferramentas Em adiccedilatildeo existe a necessidade de desenvolver um pensamento estrateacutegico baseado em risco dentro da cultura organizacional [] deve ser visto como parte integral do fazer negoacutecio e deve se tornar ldquoconstrutivo e natildeo-repreensivo
Havendo esta integraccedilatildeo segundo Cardella (2010 p 44) o gerenciamento
de riscos eacute proativo em uma organizaccedilatildeo por implantar na administraccedilatildeo
empresarial
- um conjunto de ferramentas e teacutecnicas de gerenciamento de riscos que
estaria plenamente integrado com o projeto e os processos de negoacutecios e
com o reconhecimento de que incertezas fazem parte de todos os niacuteveis
da organizaccedilatildeo (via integraccedilatildeo de gerenciamento de riscos)
- melhorias nas anaacutelises dos efeitos dos riscos no projeto e no desempenho
do negoacutecio endereccedilando seu impacto tambeacutem em assuntos mais amplos
do que tempo e custo (via aumento da profundidade das anaacutelises e
amplitude da aplicaccedilatildeo) e cobrindo ameaccedilas e oportunidades
- com a apropriada consideraccedilatildeo sendo tomada no fator humano no
processo de risco usando avaliaccedilotildees de atitudes de risco contabilizando
sistematicamente sua influecircncia e construindo equipes balanceadas por
riscos (via aspectos comportamentais)
O gerenciamento de riscos atendendo todos os condicionantes essenciais
para que realmente os riscos sejam reduzidos ou eliminados contribui
significativamente para o sucesso da organizaccedilatildeo
21
Considerando que a base do gerenciamento de riscos eacute estabelecer
paracircmetros na conduccedilatildeo das accedilotildees portanto a seguir satildeo detalhados os processos
de anaacutelise de risco e as principais teacutecnicas que podem ser utilizadas em uma
empresa do ramo quiacutemico
22
24 ANAacuteLISE DE RISCOS
Considerando as pesquisas que avaliam os riscos nas organizaccedilotildees a
anaacutelise de riscos situa-se como o ldquoestudo detalhado de um objeto com a finalidade
de identificar perigos e avaliar os riscos associadosrdquo (CARTELLA 2010 p 106)
Roessler (2001) relata que no Manual de Anaacutelise de Riscos Industriais da
Fundaccedilatildeo Estadual de Proteccedilatildeo Ambiental ndash FEPAM a anaacutelise de risco eacute uma
ferramenta administrativa que identifica e avalia qualitativamente e quantitativamente
os riscos inerentes agrave atividades de produccedilatildeo
Porto (2000) considera que esta ferramenta deve ser incorporada como
elemento essencial por todos os componentes de uma organizaccedilatildeo desde a alta
administraccedilatildeo ateacute o chatildeo da faacutebrica considerando que o principal foco da anaacutelise de
risco eacute a prevenccedilatildeo
O estudo da anaacutelise de risco tem por objetivo estabelecer a consciecircncia e o
controle dos riscos para o pessoal que estaacute desenvolvendo projetando operando e
mantendo os processos operacionais em uma organizaccedilatildeo As anaacutelises focam as
questotildees de seguranccedila de processos e ao mesmo tempo complementam as
atividades industriais de seguranccedila e sauacutede mais tradicionais
Os acidentes podem ocorrer na operaccedilatildeo de qualquer processo e a
preocupaccedilatildeo pela prevenccedilatildeo desses acidentes natildeo inclui apenas o compromisso da
gerecircncia ou da lideranccedila nas organizaccedilotildees mas requer tambeacutem um programa bem
definido para administrar todas as funccedilotildees e atividades que possam afetar a
seguranccedila em cada niacutevel da organizaccedilatildeo (DUPONT 2009)
Pelas orientaccedilotildees da DuPont (2009) a implementaccedilatildeo de programas de
anaacutelise de risco tem por objetivo conhecer os riscos relacionados agraves instalaccedilotildees e
aos processos industriais As anaacutelises satildeo realizadas por meio de ferramentas
estruturadas e por equipes multidisciplinares Os riscos satildeo identificados atraveacutes das
experiecircncias anteriores da equipe de resultados de auditorias inspeccedilotildees ou ateacute
mesmo anaacutelise de incidentes bem como de anaacutelises de riscos anteriormente
realizadas Os resultados por meio dessas anaacutelises alimentam planos de accedilatildeo de
emergecircncia bem como procedimentos operacionais reciclagem nos treinamentos
especificaccedilotildees das instalaccedilotildees e processos dentro de um enfoque de melhoria
contiacutenua
23
Souza (2006) destaca algumas irregularidades que podem afetar a empresa
e que satildeo abordados durante uma inspeccedilatildeo de riscos
Danos a propriedade (incecircndio explosatildeo etc)
Lesotildees pessoais (morte mutilaccedilotildees doenccedilas etc)
Parada de produccedilatildeo (quebra de maacutequina queima de motores
transformadores etc)
Perda de qualidade (falta de controle de processo instrumentos e
maquinaacuterios inadequados etc)
Poluiccedilatildeo ambiental (tratamento inadequado de efluentes gases e
resiacuteduos industriais soacutelidos etc)
Riscos agrave comunidade (vazamento de gases toacutexicos liacutequidos inflamaacuteveis
etc)
Esse mesmo autor tambeacutem destaca os principais benefiacutecios com a anaacutelise
de riscos
Reduz a frequumlecircncia e a gravidade de eventos indesejados (incecircndio
lesotildees interrupccedilatildeo da produccedilatildeo etc)
Adeacutequa o seguro aos reais riscos da empresa
Reduz eou elimina as indenizaccedilotildeesmultas provenientes de danos ao
meio ambiente
Aponta necessidades de treinamentos
Otimiza os investimentos
Manteacutem a continuidade do processo produtivo
Detecta as deficiecircncias e otimiza os gastos com manutenccedilatildeo
Preserva a imagem da empresa
Manteacutem os funcionaacuterios mais satisfeitos
Prioriza a tomada de decisotildees dos investimentos necessaacuterios em
prevenccedilatildeo e permite a anaacutelise da relaccedilatildeo custobeneficio
24
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO
As teacutecnicas de anaacutelise de risco vecircm sendo aplicadas nas induacutestrias de
processo basicamente por dois fatores para a decisatildeo acerca da aceitabilidade de
uma nova planta industrial e para a melhoria da confiabilidade dos sistemas teacutecnicos
e organizacionais existentes Segundo Souza (2006) os resultados obtidos dessas
teacutecnicas servem para
Localizar processos e operaccedilotildees perigosas
Decidir sobre investimentos em equipamentos de prevenccedilatildeo de acidentes
e limitaccedilatildeo de suas consequumlecircncias
Projetar processos de fabricaccedilatildeo e sistemas de controle
Criar rotinas operacionais e de manutenccedilatildeo
Escrever e registrar documentos de seguranccedila para a organizaccedilatildeo
Existem diversas teacutecnicas para a anaacutelise de risco diferenciando-as por seus
objetivos benefiacutecios custos e limitaccedilotildees Como cada teacutecnica aborda os riscos de
maneira diferente existem certas vantagens no uso de determinadas teacutecnicas para
um especiacutefico processo ou projeto Os meacutetodos de anaacutelise de risco podem ser
classificados em qualitativos ou quantitativos
Atraveacutes dos meacutetodos qualitativos pode-se verificar a graduaccedilatildeo dos riscos
em uma atividade ou processo Os riscos satildeo identificados pela probabilidade de
ocorrecircncia e sua severidade de suas consequumlecircncias No entanto esse meacutetodo
torna-se subjetivo pois natildeo existe uma definiccedilatildeo de categorias de probabilidade e
severidade oacutetima Assim esse meacutetodo de anaacutelise pode variar conforme a
sensibilidade dos avaliadores por essa anaacutelise (PARDO 2009 RAPOSO 2004)
No entanto os meacutetodos quantitativos podem ser utilizados em conjunto com
os qualitativos dando uma maior complementaridade a anaacutelise por serem meacutetodos
mais detalhados (RAPOSO 2004)
A avaliaccedilatildeo qualitativa tem como limite o fato de natildeo se poder prever tudo jaacute
os limites da avaliaccedilatildeo quantitativa estatildeo fundamentados na qualidade dos dados
com relaccedilatildeo a sua confiabilidade (BARRETTO 2008)
25
Pelos estudos de Barretto (2008) Ferreira (2008) Raposo (2004) os
principais meacutetodos para anaacutelise de riscos qualitativos e quantitativos satildeo
Inspeccedilatildeo de Seguranccedila (Safety Review)
Lista de Verificaccedilatildeo (Checklist Analysis)
Priorizaccedilatildeo Relativa (Relative Ranking)
Anaacutelise Preliminar de PerigosRiscos (Preliminary Hazard Analysis)
Anaacutelise What-If (What-If Analysis)
Anaacutelise What-If LV (What-If Checklist Analysis)
Anaacutelise de Perigos e Operabilidade (Hazard and Operability Analysis)
Anaacutelise de Modos e Efeitos de Falhas (Failure Modes and Effects
Analysis)
Anaacutelise por Aacutervore de Eventos (Event Tree Analysis)
Anaacutelise por Aacutervore de Falhas (Fault Tree Analysis)
Anaacutelise de Causa e Consequumlecircncia (Cause-Consequence Analysis)
Anaacutelise da Confiabilidade Humana (Human Reliability Analysis)
Anaacutelise Histoacuterica
Anaacutelise de Vulnerabilidade (Vulnerability Models)
Anaacutelise de Custo-Benefiacutecio
Anaacutelise das Causas-Raiz de falhas (Root Cause Failure Analysis)
Anaacutelise Quantitativa de Riscos
Teacutecnicas Especiais
Para o estudo realizado no presente trabalho foi escolhido o meacutetodo da
Anaacutelise Preliminar de Riscos ndash APR e a Lista de Verificaccedilatildeo - Checklist que seratildeo
detalhadas com maior ecircnfase nos proacuteximos itens
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR
Entre as metodologias mais utilizadas para anaacutelise de risco consta a Anaacutelise
Preliminar de Riscos mais conhecida como APR Segundo informes da DuPont
(2009) a APR eacute tambeacutem conhecida como Anaacutelise Preliminar de Perigo ndash APP
26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

15
Estes eventos nocivos satildeo os riscos que oferecem probabilidade de lesatildeo ou
morte segundo comentaacuterios de Sanders e Mccormick (1993)
Assim entende-se o risco como ldquouma funccedilatildeo da natureza do perigo
acessibilidade ou acesso de contato (potencial de exposiccedilatildeo) caracteriacutesticas da
populaccedilatildeo exposta (receptores) a probabilidade de ocorrecircncia e a magnitude da
exposiccedilatildeo e das consequumlecircncias (KOLLURU 1996 p 110)
Grimaldi e Simonds (1989 p 236) estabelecem a diferenccedila entre perigo e
risco afirmando que ldquorisco eacute um resultado medido do efeito potencial do perigordquo
A principal diferenciaccedilatildeo entre perigo e risco eacute que o perigo eacute avaliado em
funccedilatildeo da sua severidade e tem potencial de causar dano e o risco eacute avaliado em
termos de sua severidade e probabilidade de ocorrecircncia
Cicco e Fantazzini (2003 p 8) definem perigo e risco como sendo
Perigo (Hazard) uma ou mais condiccedilotildees de uma variaacutevel com o potencial necessaacuterio para causar danos Esses danos podem ser entendidos como lesotildees a pessoas danos a equipamentos ou estruturas perda de material em processo ou reduccedilatildeo da capacidade de desempenho de uma funccedilatildeo preacute-determinada Havendo um perigo persistem as possibilidades de efeitos adversos Risco (Risk) expressa uma probabilidade de possiacuteveis danos dentro de um periacuteodo especiacutefico de tempo ou nuacutemero de ciclos operacionais Pode ser indicado pela probabilidade de um acidente multiplicada pelo dano vidas ou unidades operacionais (grifos no original)
Assim onde ocorre perigo eacute preciso um monitoramento para evitar o risco
De uma forma geral Pardo (2009) descreve o risco (R) como o produto da
probabilidade de ocorrecircncia de um perigo ou evento (P) pelo valor do dano
associado (D) ou severidade das suas consequumlenciais estabelecendo a foacutermula
R = P x D (21)
Para que o resultado desta foacutermula natildeo tenha um alcance incontrolaacutevel eacute
preciso haver o controle de risco o qual na opiniatildeo de Cardella (2010) tem por
objetivo manter os riscos abaixo de valores tolerados Este controle eacute realizado nas
empresas por um sistema de gerencia de riscos que seraacute descrita a seguir
16
23 GEREcircNCIA DE RISCOS
O empresaacuterio que tem consciecircncia do risco que as atividades de sua
empresa podem causar tanto aos trabalhadores quanto ao meio ambiente
estabelece entre as atribuiccedilotildees administrativas a gerecircncia de riscos
Cicco e Fantazzini (2003 p 16) entendem a gerecircncia de riscos como uma
ciecircncia uma arte direcionada para ldquoa proteccedilatildeo dos recursos humanos materiais e
financeiros de uma empresardquo Esta proteccedilatildeo pode ser realizada tanto pela
eliminaccedilatildeo ou reduccedilatildeo dos riscos quanto pelo financiamento dos riscos
remanescentes2 ou seja a gerecircncia de riscos tem por finalidade manter os riscos
abaixo dos valores tolerados pelas normas e regulamentos
Gerecircncia de riscos segundo Cardella (2010 p 69) utiliza ldquoum conjunto de
instrumentos para a organizaccedilatildeo [] planejar operar e controlar suas atividades no
exerciacutecio da Funccedilatildeo Controle de Riscosrdquo O autor explica estes instrumentos como
sendo os princiacutepios a poliacutetica as diretrizes os objetivos as estrateacutegias a
metodologia os programas os sistemas organizacionais e operacionais da
empresa
Seguindo a explicaccedilatildeo que Cardella (2010 p 70-75) assim resumem-se
estes instrumentos
- PRINCIacutePIOS DA GESTAtildeO DE RISCO
I - Nas organizaccedilotildees e sociedades o acidente eacute um fenocircmeno de natureza
multifacetada que resulta de interaccedilotildees complexas entre fatores fiacutesicos
bioloacutegicos psicoloacutegicos sociais e culturais
II - Todos os acidentes podem ser evitados
III - Os acidentes ocorrem porque a mente se envolve com o trabalho e
esquece do corpo
IV - Um indiviacuteduo natildeo consegue sozinho controlar os riscos de sua
atividade por isto releva-se o segundo princiacutepio que soacute tem validade dentro
de determinados limites que abrangem grande totalidade dos casos Estatildeo
fora desses limites as situaccedilotildees nas quais o homem natildeo dispotildee de
conhecimento ou tecnologia suficientes para evitar o acidente
2 Financiamento dos riscos remanescentes significa reter os riscos na empresa ou transferi-los total
ou parcialmente para as seguradoras
17
- OBJETIVOS DA GESTAtildeO DE RISCOS
Manter os riscos associados agrave organizaccedilatildeo abaixo de valores tolerados
- POLIacuteTICA DE GESTAtildeO DE RISCOS
Estabelecer as regras comportamentais da organizaccedilatildeo Cada organizaccedilatildeo
famiacutelia pessoa ou sociedade deve estabelecer sua proacutepria poliacutetica que eacute
sempre um reflexo de seus valores propondo-se como regras baacutesicas
a preservaccedilatildeo de pessoas tem prioridade sobre a preservaccedilatildeo de bens
b quem responde por uma atividade deve responder tambeacutem pelos riscos
decorrentes dessa atividade
- DIRETRIZES PARA GESTAtildeO DE RISCOS
a deve ser exercida em todas as fases do ciclo de vida das instalaccedilotildees e
dos produtos
b deve ser parte integrante de todas as atividades da organizaccedilatildeo
- ESTRATEacuteGIA DA GESTAtildeO DE RISCOS
Deve ser considerada a natureza do fenocircmeno acidente como um evento
indesejaacutevel incerto e remoto Deve-se priorizar accedilotildees que integram a
funccedilatildeo seguranccedila portanto a estrateacutegia do sistema de gestatildeo deve ser
estabelecida de modo a reduzir o desequiliacutebrio das forccedilas impulsoras do
comportamento
- METODOLOGIA DO SISTEMA DE GESTAtildeO DE RISCOS
O processo de gestatildeo de riscos eacute composto pelas funccedilotildees identificar
perigos avaliar riscos comparar com risco tolerado e tratar riscos sendo
que identificaccedilatildeo de perigos e avaliaccedilatildeo de riscos constituem a anaacutelise de
riscos Identificaccedilatildeo avaliaccedilatildeo e comparaccedilatildeo constituem o monitoramento
Monitoramento e intervenccedilatildeo constituem o controle O tratamento dos riscos
inclui a intervenccedilatildeo para reduccedilatildeo eou transferecircncia (seguro) O processo
de gestatildeo eacute aplicado agraves aacutereas de accedilatildeo e agraves fases do ciclo de vida dos
elementos da organizaccedilatildeo (pessoas instalaccedilotildees e produtos) Cartela
(2010) resume a metodologia do sistema de gestatildeo de riscos expondo as
funccedilotildees essenciais de indentificar os perigos avaliar os riscos comparar
com o risco tolerado e tratar os riscos
- PROGRAMAS DA GESTAtildeO DE RISCOS
Pelo fato de nem toda intervenccedilatildeo para controle de riscos ter efeitos
imediatos as alteraccedilotildees almejadas requerem planos de accedilatildeo de longo
prazo denominados programas Assim deve ser criado um programa para
cada aacuterea de accedilatildeo programa de seguranccedila nas atividades da organizaccedilatildeo
programa de seguranccedila nas atividades fora do trabalho programa de
seguranccedila nos transportes programa de seguranccedila nas atividades
contratadas e programa de seguranccedila no uso dos produtos da organizaccedilatildeo
18
Em funccedilatildeo da natureza multifacetada da seguranccedila os programas devem
ser desenvolvidos por equipes multidisciplinares Essa eacute uma forma de
executar na praacutetica a gestatildeo holiacutestica da organizaccedilatildeo Aleacutem dos programas
por aacuterea de accedilatildeo podem ser criados programas baacutesicos para dar suporte
ao controle de riscos nas diversas aacutereas Eacute recomendaacutevel manter os
programas de forma permanente considerando-se poreacutem que haacute os de
existecircncia restrita agraves fases de implantaccedilatildeo e consolidaccedilatildeo de algum meacutetodo
de controle de risco Exemplos programas de desenvolvimento do sistema
de autorizaccedilatildeo para trabalho de implantaccedilatildeo do registro e anaacutelise de
ocorrecircncias anormais e de implantaccedilatildeo de anaacutelise de risco
- SISTEMAS ORGANIZACIONAIS E SISTEMAS OPERACIONAIS
A maioria das organizaccedilotildees tem uma estrutura funcional Cada unidade eacute
um sistema organizacional A configuraccedilatildeo da estrutura funcional varia de
organizaccedilatildeo para organizaccedilatildeo Cabe ressaltar a importacircncia do equiliacutebrio
entre a poliacutetica - a responsabilidade pela gestatildeo de riscos eacute dos
responsaacuteveis pela atividade - e o princiacutepio - um indiviacuteduo natildeo consegue
sozinho controlar os riscos de sua atividade Provavelmente o equiliacutebrio se
encontra numa estrutura que conte com uma equipe de especialistas em
seguranccedila que assessore os demais oacutergatildeos Essa equipe deve atuar de
maneira que os demais componentes natildeo venham a consideraacute-la como a
uacutenica responsaacutevel pela funccedilatildeo seguranccedila Na gestatildeo holiacutestica esse
problema eacute resolvido pela criaccedilatildeo de sistemas organizacionais
denominados comitecircs Os comitecircs funcionais satildeo constituiacutedos pelo dirigente
de uma unidade organizacional e seus imediatos comeccedilando pelo nuacutemero
um da organizaccedilatildeo com seu corpo gerencial e terminando com os
supervisores de primeira linha e sua equipe de executantes Nesses
comitecircs satildeo tratados temas de seguranccedila relativos agraves aacutereas de
responsabilidade de seus componentes Os comitecircs interfuncionais satildeo
constituiacutedos por pessoas de especialidades diferentes e envolvidas nos
programas das diversas aacutereas de accedilatildeo da funccedilatildeo seguranccedila Nesses
comitecircs os componentes adquirem a visatildeo global e executam as accedilotildees
locais em suas aacutereas especializadas Aleacutem dos comitecircs haacute outros sistemas
organizacionais que denominaremos Comissatildeo e Grupo de Trabalho A
Comissatildeo eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por missatildeo analisar
ocorrecircncias emitindo conclusotildees e recomendaccedilotildees O Grupo de Trabalho
tambeacutem eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por objetivo executar
um trabalho teacutecnico Dentre os sistemas operacionais pode-se citar
sistema de integraccedilatildeo de empregados de empresas contratadas sistema de
controle de EPIs sistema de estatiacutestica de acidentes sistema de emissatildeo
de permissotildees para trabalho
19
O uso destes instrumentos requer teacutecnicas especiacuteficas que segundo Hillson
(2010) requerem que alguns passos sejam realizados antes de decidir como estes
instrumentos seratildeo utilizados
Iniciando por definir objetivos que direcionam o risco a ser debelado para
saber quais teacutecnicas podem ser usadas Hillson (2010) elenca algumas destas
teacutecnicas como brainstorms workshops checklists prompt lists entrevistas
questionaacuterios etc sendo que existe uma variedade de teacutecnicas que podem ser
utilizadas para certificar que qualquer tipo de risco possa ser identificado e distinguir
quais satildeo as causas que contribuem para estes riscos
Neste primeiro passo deve-se registrar detalhando como o risco eacute produzido
pois pode haver causas com maior proeminecircncia de fazecirc-lo acontecer
Hillson (2010) comenta que a avaliaccedilatildeo das causas deve ser qualitativa
descrevendo-se as caracteriacutesticas em detalhes de tal forma que sejam suficientes
para permitir a definiccedilatildeo de como elas seratildeo combatidas Tambeacutem podem ser
quantitativas usando-se modelos matemaacuteticos para simular o efeito do risco de
acordo com o niacutevel de interferecircncia Os meacutetodos incluem fazer planilhas de riscos
numa grade de duas dimensotildees mostrando a probabilidade e impacto permitindo
que o risco seja priorizado e usado para a estrutura de decomposiccedilatildeo de risco para
agrupar os riscos por tipoorigem
A avaliaccedilatildeo destas planilhas deve produzir estrateacutegias para impedir
transferir ou reduzir os riscos Estas estrateacutegias requerem a implementaccedilatildeo de um
plano de accedilotildees para monitorar a efetividade do que estaacute sendo realizado bem como
a necessidade de ajustes das decisotildees quando necessaacuterio Hillson (2010) alerta que
qualquer processo de risco deve incluir revisatildeo e atualizaccedilatildeo pois pode ocorrer
mudanccedilas no sistema produtivo e as causas podem mudar seu grau de influecircncia
podendo inclusive surgir novas que natildeo estavam sendo avaliadas bem como as
antigas podem aumentar ou diminuir os efeitos que causam o risco
Sob toda esta concepccedilatildeo de gerenciamento de riscos entende-se que ele eacute
uma atividade especiacutefica realizada por especialistas que devem usar ferramentas e
teacutecnicas adequadas Com a intenccedilatildeo de obter todos os benefiacutecios da implantaccedilatildeo do
processo de risco para uma organizaccedilatildeo eacute importante que o gerenciamento de
riscos esteja completamente integrado com as accedilotildees estrateacutegicas e operacionais da
20
organizaccedilatildeo Se natildeo existir esta integraccedilatildeo os resultados podem ser nefastos e os
perigos verificados podem incorrer em riscos de alto potencial
Hillson (2010 p 43) ensina que uma integraccedilatildeo verdadeira requer algumas
mudanccedilas organizacionais tais como
reconhecimento da existecircncia de incertezas como parte natural dos negoacutecios Junto a isso a necessidade de ter interfaces apropriadas com os processos de negoacutecio e ferramentas Em adiccedilatildeo existe a necessidade de desenvolver um pensamento estrateacutegico baseado em risco dentro da cultura organizacional [] deve ser visto como parte integral do fazer negoacutecio e deve se tornar ldquoconstrutivo e natildeo-repreensivo
Havendo esta integraccedilatildeo segundo Cardella (2010 p 44) o gerenciamento
de riscos eacute proativo em uma organizaccedilatildeo por implantar na administraccedilatildeo
empresarial
- um conjunto de ferramentas e teacutecnicas de gerenciamento de riscos que
estaria plenamente integrado com o projeto e os processos de negoacutecios e
com o reconhecimento de que incertezas fazem parte de todos os niacuteveis
da organizaccedilatildeo (via integraccedilatildeo de gerenciamento de riscos)
- melhorias nas anaacutelises dos efeitos dos riscos no projeto e no desempenho
do negoacutecio endereccedilando seu impacto tambeacutem em assuntos mais amplos
do que tempo e custo (via aumento da profundidade das anaacutelises e
amplitude da aplicaccedilatildeo) e cobrindo ameaccedilas e oportunidades
- com a apropriada consideraccedilatildeo sendo tomada no fator humano no
processo de risco usando avaliaccedilotildees de atitudes de risco contabilizando
sistematicamente sua influecircncia e construindo equipes balanceadas por
riscos (via aspectos comportamentais)
O gerenciamento de riscos atendendo todos os condicionantes essenciais
para que realmente os riscos sejam reduzidos ou eliminados contribui
significativamente para o sucesso da organizaccedilatildeo
21
Considerando que a base do gerenciamento de riscos eacute estabelecer
paracircmetros na conduccedilatildeo das accedilotildees portanto a seguir satildeo detalhados os processos
de anaacutelise de risco e as principais teacutecnicas que podem ser utilizadas em uma
empresa do ramo quiacutemico
22
24 ANAacuteLISE DE RISCOS
Considerando as pesquisas que avaliam os riscos nas organizaccedilotildees a
anaacutelise de riscos situa-se como o ldquoestudo detalhado de um objeto com a finalidade
de identificar perigos e avaliar os riscos associadosrdquo (CARTELLA 2010 p 106)
Roessler (2001) relata que no Manual de Anaacutelise de Riscos Industriais da
Fundaccedilatildeo Estadual de Proteccedilatildeo Ambiental ndash FEPAM a anaacutelise de risco eacute uma
ferramenta administrativa que identifica e avalia qualitativamente e quantitativamente
os riscos inerentes agrave atividades de produccedilatildeo
Porto (2000) considera que esta ferramenta deve ser incorporada como
elemento essencial por todos os componentes de uma organizaccedilatildeo desde a alta
administraccedilatildeo ateacute o chatildeo da faacutebrica considerando que o principal foco da anaacutelise de
risco eacute a prevenccedilatildeo
O estudo da anaacutelise de risco tem por objetivo estabelecer a consciecircncia e o
controle dos riscos para o pessoal que estaacute desenvolvendo projetando operando e
mantendo os processos operacionais em uma organizaccedilatildeo As anaacutelises focam as
questotildees de seguranccedila de processos e ao mesmo tempo complementam as
atividades industriais de seguranccedila e sauacutede mais tradicionais
Os acidentes podem ocorrer na operaccedilatildeo de qualquer processo e a
preocupaccedilatildeo pela prevenccedilatildeo desses acidentes natildeo inclui apenas o compromisso da
gerecircncia ou da lideranccedila nas organizaccedilotildees mas requer tambeacutem um programa bem
definido para administrar todas as funccedilotildees e atividades que possam afetar a
seguranccedila em cada niacutevel da organizaccedilatildeo (DUPONT 2009)
Pelas orientaccedilotildees da DuPont (2009) a implementaccedilatildeo de programas de
anaacutelise de risco tem por objetivo conhecer os riscos relacionados agraves instalaccedilotildees e
aos processos industriais As anaacutelises satildeo realizadas por meio de ferramentas
estruturadas e por equipes multidisciplinares Os riscos satildeo identificados atraveacutes das
experiecircncias anteriores da equipe de resultados de auditorias inspeccedilotildees ou ateacute
mesmo anaacutelise de incidentes bem como de anaacutelises de riscos anteriormente
realizadas Os resultados por meio dessas anaacutelises alimentam planos de accedilatildeo de
emergecircncia bem como procedimentos operacionais reciclagem nos treinamentos
especificaccedilotildees das instalaccedilotildees e processos dentro de um enfoque de melhoria
contiacutenua
23
Souza (2006) destaca algumas irregularidades que podem afetar a empresa
e que satildeo abordados durante uma inspeccedilatildeo de riscos
Danos a propriedade (incecircndio explosatildeo etc)
Lesotildees pessoais (morte mutilaccedilotildees doenccedilas etc)
Parada de produccedilatildeo (quebra de maacutequina queima de motores
transformadores etc)
Perda de qualidade (falta de controle de processo instrumentos e
maquinaacuterios inadequados etc)
Poluiccedilatildeo ambiental (tratamento inadequado de efluentes gases e
resiacuteduos industriais soacutelidos etc)
Riscos agrave comunidade (vazamento de gases toacutexicos liacutequidos inflamaacuteveis
etc)
Esse mesmo autor tambeacutem destaca os principais benefiacutecios com a anaacutelise
de riscos
Reduz a frequumlecircncia e a gravidade de eventos indesejados (incecircndio
lesotildees interrupccedilatildeo da produccedilatildeo etc)
Adeacutequa o seguro aos reais riscos da empresa
Reduz eou elimina as indenizaccedilotildeesmultas provenientes de danos ao
meio ambiente
Aponta necessidades de treinamentos
Otimiza os investimentos
Manteacutem a continuidade do processo produtivo
Detecta as deficiecircncias e otimiza os gastos com manutenccedilatildeo
Preserva a imagem da empresa
Manteacutem os funcionaacuterios mais satisfeitos
Prioriza a tomada de decisotildees dos investimentos necessaacuterios em
prevenccedilatildeo e permite a anaacutelise da relaccedilatildeo custobeneficio
24
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO
As teacutecnicas de anaacutelise de risco vecircm sendo aplicadas nas induacutestrias de
processo basicamente por dois fatores para a decisatildeo acerca da aceitabilidade de
uma nova planta industrial e para a melhoria da confiabilidade dos sistemas teacutecnicos
e organizacionais existentes Segundo Souza (2006) os resultados obtidos dessas
teacutecnicas servem para
Localizar processos e operaccedilotildees perigosas
Decidir sobre investimentos em equipamentos de prevenccedilatildeo de acidentes
e limitaccedilatildeo de suas consequumlecircncias
Projetar processos de fabricaccedilatildeo e sistemas de controle
Criar rotinas operacionais e de manutenccedilatildeo
Escrever e registrar documentos de seguranccedila para a organizaccedilatildeo
Existem diversas teacutecnicas para a anaacutelise de risco diferenciando-as por seus
objetivos benefiacutecios custos e limitaccedilotildees Como cada teacutecnica aborda os riscos de
maneira diferente existem certas vantagens no uso de determinadas teacutecnicas para
um especiacutefico processo ou projeto Os meacutetodos de anaacutelise de risco podem ser
classificados em qualitativos ou quantitativos
Atraveacutes dos meacutetodos qualitativos pode-se verificar a graduaccedilatildeo dos riscos
em uma atividade ou processo Os riscos satildeo identificados pela probabilidade de
ocorrecircncia e sua severidade de suas consequumlecircncias No entanto esse meacutetodo
torna-se subjetivo pois natildeo existe uma definiccedilatildeo de categorias de probabilidade e
severidade oacutetima Assim esse meacutetodo de anaacutelise pode variar conforme a
sensibilidade dos avaliadores por essa anaacutelise (PARDO 2009 RAPOSO 2004)
No entanto os meacutetodos quantitativos podem ser utilizados em conjunto com
os qualitativos dando uma maior complementaridade a anaacutelise por serem meacutetodos
mais detalhados (RAPOSO 2004)
A avaliaccedilatildeo qualitativa tem como limite o fato de natildeo se poder prever tudo jaacute
os limites da avaliaccedilatildeo quantitativa estatildeo fundamentados na qualidade dos dados
com relaccedilatildeo a sua confiabilidade (BARRETTO 2008)
25
Pelos estudos de Barretto (2008) Ferreira (2008) Raposo (2004) os
principais meacutetodos para anaacutelise de riscos qualitativos e quantitativos satildeo
Inspeccedilatildeo de Seguranccedila (Safety Review)
Lista de Verificaccedilatildeo (Checklist Analysis)
Priorizaccedilatildeo Relativa (Relative Ranking)
Anaacutelise Preliminar de PerigosRiscos (Preliminary Hazard Analysis)
Anaacutelise What-If (What-If Analysis)
Anaacutelise What-If LV (What-If Checklist Analysis)
Anaacutelise de Perigos e Operabilidade (Hazard and Operability Analysis)
Anaacutelise de Modos e Efeitos de Falhas (Failure Modes and Effects
Analysis)
Anaacutelise por Aacutervore de Eventos (Event Tree Analysis)
Anaacutelise por Aacutervore de Falhas (Fault Tree Analysis)
Anaacutelise de Causa e Consequumlecircncia (Cause-Consequence Analysis)
Anaacutelise da Confiabilidade Humana (Human Reliability Analysis)
Anaacutelise Histoacuterica
Anaacutelise de Vulnerabilidade (Vulnerability Models)
Anaacutelise de Custo-Benefiacutecio
Anaacutelise das Causas-Raiz de falhas (Root Cause Failure Analysis)
Anaacutelise Quantitativa de Riscos
Teacutecnicas Especiais
Para o estudo realizado no presente trabalho foi escolhido o meacutetodo da
Anaacutelise Preliminar de Riscos ndash APR e a Lista de Verificaccedilatildeo - Checklist que seratildeo
detalhadas com maior ecircnfase nos proacuteximos itens
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR
Entre as metodologias mais utilizadas para anaacutelise de risco consta a Anaacutelise
Preliminar de Riscos mais conhecida como APR Segundo informes da DuPont
(2009) a APR eacute tambeacutem conhecida como Anaacutelise Preliminar de Perigo ndash APP
26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

16
23 GEREcircNCIA DE RISCOS
O empresaacuterio que tem consciecircncia do risco que as atividades de sua
empresa podem causar tanto aos trabalhadores quanto ao meio ambiente
estabelece entre as atribuiccedilotildees administrativas a gerecircncia de riscos
Cicco e Fantazzini (2003 p 16) entendem a gerecircncia de riscos como uma
ciecircncia uma arte direcionada para ldquoa proteccedilatildeo dos recursos humanos materiais e
financeiros de uma empresardquo Esta proteccedilatildeo pode ser realizada tanto pela
eliminaccedilatildeo ou reduccedilatildeo dos riscos quanto pelo financiamento dos riscos
remanescentes2 ou seja a gerecircncia de riscos tem por finalidade manter os riscos
abaixo dos valores tolerados pelas normas e regulamentos
Gerecircncia de riscos segundo Cardella (2010 p 69) utiliza ldquoum conjunto de
instrumentos para a organizaccedilatildeo [] planejar operar e controlar suas atividades no
exerciacutecio da Funccedilatildeo Controle de Riscosrdquo O autor explica estes instrumentos como
sendo os princiacutepios a poliacutetica as diretrizes os objetivos as estrateacutegias a
metodologia os programas os sistemas organizacionais e operacionais da
empresa
Seguindo a explicaccedilatildeo que Cardella (2010 p 70-75) assim resumem-se
estes instrumentos
- PRINCIacutePIOS DA GESTAtildeO DE RISCO
I - Nas organizaccedilotildees e sociedades o acidente eacute um fenocircmeno de natureza
multifacetada que resulta de interaccedilotildees complexas entre fatores fiacutesicos
bioloacutegicos psicoloacutegicos sociais e culturais
II - Todos os acidentes podem ser evitados
III - Os acidentes ocorrem porque a mente se envolve com o trabalho e
esquece do corpo
IV - Um indiviacuteduo natildeo consegue sozinho controlar os riscos de sua
atividade por isto releva-se o segundo princiacutepio que soacute tem validade dentro
de determinados limites que abrangem grande totalidade dos casos Estatildeo
fora desses limites as situaccedilotildees nas quais o homem natildeo dispotildee de
conhecimento ou tecnologia suficientes para evitar o acidente
2 Financiamento dos riscos remanescentes significa reter os riscos na empresa ou transferi-los total
ou parcialmente para as seguradoras
17
- OBJETIVOS DA GESTAtildeO DE RISCOS
Manter os riscos associados agrave organizaccedilatildeo abaixo de valores tolerados
- POLIacuteTICA DE GESTAtildeO DE RISCOS
Estabelecer as regras comportamentais da organizaccedilatildeo Cada organizaccedilatildeo
famiacutelia pessoa ou sociedade deve estabelecer sua proacutepria poliacutetica que eacute
sempre um reflexo de seus valores propondo-se como regras baacutesicas
a preservaccedilatildeo de pessoas tem prioridade sobre a preservaccedilatildeo de bens
b quem responde por uma atividade deve responder tambeacutem pelos riscos
decorrentes dessa atividade
- DIRETRIZES PARA GESTAtildeO DE RISCOS
a deve ser exercida em todas as fases do ciclo de vida das instalaccedilotildees e
dos produtos
b deve ser parte integrante de todas as atividades da organizaccedilatildeo
- ESTRATEacuteGIA DA GESTAtildeO DE RISCOS
Deve ser considerada a natureza do fenocircmeno acidente como um evento
indesejaacutevel incerto e remoto Deve-se priorizar accedilotildees que integram a
funccedilatildeo seguranccedila portanto a estrateacutegia do sistema de gestatildeo deve ser
estabelecida de modo a reduzir o desequiliacutebrio das forccedilas impulsoras do
comportamento
- METODOLOGIA DO SISTEMA DE GESTAtildeO DE RISCOS
O processo de gestatildeo de riscos eacute composto pelas funccedilotildees identificar
perigos avaliar riscos comparar com risco tolerado e tratar riscos sendo
que identificaccedilatildeo de perigos e avaliaccedilatildeo de riscos constituem a anaacutelise de
riscos Identificaccedilatildeo avaliaccedilatildeo e comparaccedilatildeo constituem o monitoramento
Monitoramento e intervenccedilatildeo constituem o controle O tratamento dos riscos
inclui a intervenccedilatildeo para reduccedilatildeo eou transferecircncia (seguro) O processo
de gestatildeo eacute aplicado agraves aacutereas de accedilatildeo e agraves fases do ciclo de vida dos
elementos da organizaccedilatildeo (pessoas instalaccedilotildees e produtos) Cartela
(2010) resume a metodologia do sistema de gestatildeo de riscos expondo as
funccedilotildees essenciais de indentificar os perigos avaliar os riscos comparar
com o risco tolerado e tratar os riscos
- PROGRAMAS DA GESTAtildeO DE RISCOS
Pelo fato de nem toda intervenccedilatildeo para controle de riscos ter efeitos
imediatos as alteraccedilotildees almejadas requerem planos de accedilatildeo de longo
prazo denominados programas Assim deve ser criado um programa para
cada aacuterea de accedilatildeo programa de seguranccedila nas atividades da organizaccedilatildeo
programa de seguranccedila nas atividades fora do trabalho programa de
seguranccedila nos transportes programa de seguranccedila nas atividades
contratadas e programa de seguranccedila no uso dos produtos da organizaccedilatildeo
18
Em funccedilatildeo da natureza multifacetada da seguranccedila os programas devem
ser desenvolvidos por equipes multidisciplinares Essa eacute uma forma de
executar na praacutetica a gestatildeo holiacutestica da organizaccedilatildeo Aleacutem dos programas
por aacuterea de accedilatildeo podem ser criados programas baacutesicos para dar suporte
ao controle de riscos nas diversas aacutereas Eacute recomendaacutevel manter os
programas de forma permanente considerando-se poreacutem que haacute os de
existecircncia restrita agraves fases de implantaccedilatildeo e consolidaccedilatildeo de algum meacutetodo
de controle de risco Exemplos programas de desenvolvimento do sistema
de autorizaccedilatildeo para trabalho de implantaccedilatildeo do registro e anaacutelise de
ocorrecircncias anormais e de implantaccedilatildeo de anaacutelise de risco
- SISTEMAS ORGANIZACIONAIS E SISTEMAS OPERACIONAIS
A maioria das organizaccedilotildees tem uma estrutura funcional Cada unidade eacute
um sistema organizacional A configuraccedilatildeo da estrutura funcional varia de
organizaccedilatildeo para organizaccedilatildeo Cabe ressaltar a importacircncia do equiliacutebrio
entre a poliacutetica - a responsabilidade pela gestatildeo de riscos eacute dos
responsaacuteveis pela atividade - e o princiacutepio - um indiviacuteduo natildeo consegue
sozinho controlar os riscos de sua atividade Provavelmente o equiliacutebrio se
encontra numa estrutura que conte com uma equipe de especialistas em
seguranccedila que assessore os demais oacutergatildeos Essa equipe deve atuar de
maneira que os demais componentes natildeo venham a consideraacute-la como a
uacutenica responsaacutevel pela funccedilatildeo seguranccedila Na gestatildeo holiacutestica esse
problema eacute resolvido pela criaccedilatildeo de sistemas organizacionais
denominados comitecircs Os comitecircs funcionais satildeo constituiacutedos pelo dirigente
de uma unidade organizacional e seus imediatos comeccedilando pelo nuacutemero
um da organizaccedilatildeo com seu corpo gerencial e terminando com os
supervisores de primeira linha e sua equipe de executantes Nesses
comitecircs satildeo tratados temas de seguranccedila relativos agraves aacutereas de
responsabilidade de seus componentes Os comitecircs interfuncionais satildeo
constituiacutedos por pessoas de especialidades diferentes e envolvidas nos
programas das diversas aacutereas de accedilatildeo da funccedilatildeo seguranccedila Nesses
comitecircs os componentes adquirem a visatildeo global e executam as accedilotildees
locais em suas aacutereas especializadas Aleacutem dos comitecircs haacute outros sistemas
organizacionais que denominaremos Comissatildeo e Grupo de Trabalho A
Comissatildeo eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por missatildeo analisar
ocorrecircncias emitindo conclusotildees e recomendaccedilotildees O Grupo de Trabalho
tambeacutem eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por objetivo executar
um trabalho teacutecnico Dentre os sistemas operacionais pode-se citar
sistema de integraccedilatildeo de empregados de empresas contratadas sistema de
controle de EPIs sistema de estatiacutestica de acidentes sistema de emissatildeo
de permissotildees para trabalho
19
O uso destes instrumentos requer teacutecnicas especiacuteficas que segundo Hillson
(2010) requerem que alguns passos sejam realizados antes de decidir como estes
instrumentos seratildeo utilizados
Iniciando por definir objetivos que direcionam o risco a ser debelado para
saber quais teacutecnicas podem ser usadas Hillson (2010) elenca algumas destas
teacutecnicas como brainstorms workshops checklists prompt lists entrevistas
questionaacuterios etc sendo que existe uma variedade de teacutecnicas que podem ser
utilizadas para certificar que qualquer tipo de risco possa ser identificado e distinguir
quais satildeo as causas que contribuem para estes riscos
Neste primeiro passo deve-se registrar detalhando como o risco eacute produzido
pois pode haver causas com maior proeminecircncia de fazecirc-lo acontecer
Hillson (2010) comenta que a avaliaccedilatildeo das causas deve ser qualitativa
descrevendo-se as caracteriacutesticas em detalhes de tal forma que sejam suficientes
para permitir a definiccedilatildeo de como elas seratildeo combatidas Tambeacutem podem ser
quantitativas usando-se modelos matemaacuteticos para simular o efeito do risco de
acordo com o niacutevel de interferecircncia Os meacutetodos incluem fazer planilhas de riscos
numa grade de duas dimensotildees mostrando a probabilidade e impacto permitindo
que o risco seja priorizado e usado para a estrutura de decomposiccedilatildeo de risco para
agrupar os riscos por tipoorigem
A avaliaccedilatildeo destas planilhas deve produzir estrateacutegias para impedir
transferir ou reduzir os riscos Estas estrateacutegias requerem a implementaccedilatildeo de um
plano de accedilotildees para monitorar a efetividade do que estaacute sendo realizado bem como
a necessidade de ajustes das decisotildees quando necessaacuterio Hillson (2010) alerta que
qualquer processo de risco deve incluir revisatildeo e atualizaccedilatildeo pois pode ocorrer
mudanccedilas no sistema produtivo e as causas podem mudar seu grau de influecircncia
podendo inclusive surgir novas que natildeo estavam sendo avaliadas bem como as
antigas podem aumentar ou diminuir os efeitos que causam o risco
Sob toda esta concepccedilatildeo de gerenciamento de riscos entende-se que ele eacute
uma atividade especiacutefica realizada por especialistas que devem usar ferramentas e
teacutecnicas adequadas Com a intenccedilatildeo de obter todos os benefiacutecios da implantaccedilatildeo do
processo de risco para uma organizaccedilatildeo eacute importante que o gerenciamento de
riscos esteja completamente integrado com as accedilotildees estrateacutegicas e operacionais da
20
organizaccedilatildeo Se natildeo existir esta integraccedilatildeo os resultados podem ser nefastos e os
perigos verificados podem incorrer em riscos de alto potencial
Hillson (2010 p 43) ensina que uma integraccedilatildeo verdadeira requer algumas
mudanccedilas organizacionais tais como
reconhecimento da existecircncia de incertezas como parte natural dos negoacutecios Junto a isso a necessidade de ter interfaces apropriadas com os processos de negoacutecio e ferramentas Em adiccedilatildeo existe a necessidade de desenvolver um pensamento estrateacutegico baseado em risco dentro da cultura organizacional [] deve ser visto como parte integral do fazer negoacutecio e deve se tornar ldquoconstrutivo e natildeo-repreensivo
Havendo esta integraccedilatildeo segundo Cardella (2010 p 44) o gerenciamento
de riscos eacute proativo em uma organizaccedilatildeo por implantar na administraccedilatildeo
empresarial
- um conjunto de ferramentas e teacutecnicas de gerenciamento de riscos que
estaria plenamente integrado com o projeto e os processos de negoacutecios e
com o reconhecimento de que incertezas fazem parte de todos os niacuteveis
da organizaccedilatildeo (via integraccedilatildeo de gerenciamento de riscos)
- melhorias nas anaacutelises dos efeitos dos riscos no projeto e no desempenho
do negoacutecio endereccedilando seu impacto tambeacutem em assuntos mais amplos
do que tempo e custo (via aumento da profundidade das anaacutelises e
amplitude da aplicaccedilatildeo) e cobrindo ameaccedilas e oportunidades
- com a apropriada consideraccedilatildeo sendo tomada no fator humano no
processo de risco usando avaliaccedilotildees de atitudes de risco contabilizando
sistematicamente sua influecircncia e construindo equipes balanceadas por
riscos (via aspectos comportamentais)
O gerenciamento de riscos atendendo todos os condicionantes essenciais
para que realmente os riscos sejam reduzidos ou eliminados contribui
significativamente para o sucesso da organizaccedilatildeo
21
Considerando que a base do gerenciamento de riscos eacute estabelecer
paracircmetros na conduccedilatildeo das accedilotildees portanto a seguir satildeo detalhados os processos
de anaacutelise de risco e as principais teacutecnicas que podem ser utilizadas em uma
empresa do ramo quiacutemico
22
24 ANAacuteLISE DE RISCOS
Considerando as pesquisas que avaliam os riscos nas organizaccedilotildees a
anaacutelise de riscos situa-se como o ldquoestudo detalhado de um objeto com a finalidade
de identificar perigos e avaliar os riscos associadosrdquo (CARTELLA 2010 p 106)
Roessler (2001) relata que no Manual de Anaacutelise de Riscos Industriais da
Fundaccedilatildeo Estadual de Proteccedilatildeo Ambiental ndash FEPAM a anaacutelise de risco eacute uma
ferramenta administrativa que identifica e avalia qualitativamente e quantitativamente
os riscos inerentes agrave atividades de produccedilatildeo
Porto (2000) considera que esta ferramenta deve ser incorporada como
elemento essencial por todos os componentes de uma organizaccedilatildeo desde a alta
administraccedilatildeo ateacute o chatildeo da faacutebrica considerando que o principal foco da anaacutelise de
risco eacute a prevenccedilatildeo
O estudo da anaacutelise de risco tem por objetivo estabelecer a consciecircncia e o
controle dos riscos para o pessoal que estaacute desenvolvendo projetando operando e
mantendo os processos operacionais em uma organizaccedilatildeo As anaacutelises focam as
questotildees de seguranccedila de processos e ao mesmo tempo complementam as
atividades industriais de seguranccedila e sauacutede mais tradicionais
Os acidentes podem ocorrer na operaccedilatildeo de qualquer processo e a
preocupaccedilatildeo pela prevenccedilatildeo desses acidentes natildeo inclui apenas o compromisso da
gerecircncia ou da lideranccedila nas organizaccedilotildees mas requer tambeacutem um programa bem
definido para administrar todas as funccedilotildees e atividades que possam afetar a
seguranccedila em cada niacutevel da organizaccedilatildeo (DUPONT 2009)
Pelas orientaccedilotildees da DuPont (2009) a implementaccedilatildeo de programas de
anaacutelise de risco tem por objetivo conhecer os riscos relacionados agraves instalaccedilotildees e
aos processos industriais As anaacutelises satildeo realizadas por meio de ferramentas
estruturadas e por equipes multidisciplinares Os riscos satildeo identificados atraveacutes das
experiecircncias anteriores da equipe de resultados de auditorias inspeccedilotildees ou ateacute
mesmo anaacutelise de incidentes bem como de anaacutelises de riscos anteriormente
realizadas Os resultados por meio dessas anaacutelises alimentam planos de accedilatildeo de
emergecircncia bem como procedimentos operacionais reciclagem nos treinamentos
especificaccedilotildees das instalaccedilotildees e processos dentro de um enfoque de melhoria
contiacutenua
23
Souza (2006) destaca algumas irregularidades que podem afetar a empresa
e que satildeo abordados durante uma inspeccedilatildeo de riscos
Danos a propriedade (incecircndio explosatildeo etc)
Lesotildees pessoais (morte mutilaccedilotildees doenccedilas etc)
Parada de produccedilatildeo (quebra de maacutequina queima de motores
transformadores etc)
Perda de qualidade (falta de controle de processo instrumentos e
maquinaacuterios inadequados etc)
Poluiccedilatildeo ambiental (tratamento inadequado de efluentes gases e
resiacuteduos industriais soacutelidos etc)
Riscos agrave comunidade (vazamento de gases toacutexicos liacutequidos inflamaacuteveis
etc)
Esse mesmo autor tambeacutem destaca os principais benefiacutecios com a anaacutelise
de riscos
Reduz a frequumlecircncia e a gravidade de eventos indesejados (incecircndio
lesotildees interrupccedilatildeo da produccedilatildeo etc)
Adeacutequa o seguro aos reais riscos da empresa
Reduz eou elimina as indenizaccedilotildeesmultas provenientes de danos ao
meio ambiente
Aponta necessidades de treinamentos
Otimiza os investimentos
Manteacutem a continuidade do processo produtivo
Detecta as deficiecircncias e otimiza os gastos com manutenccedilatildeo
Preserva a imagem da empresa
Manteacutem os funcionaacuterios mais satisfeitos
Prioriza a tomada de decisotildees dos investimentos necessaacuterios em
prevenccedilatildeo e permite a anaacutelise da relaccedilatildeo custobeneficio
24
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO
As teacutecnicas de anaacutelise de risco vecircm sendo aplicadas nas induacutestrias de
processo basicamente por dois fatores para a decisatildeo acerca da aceitabilidade de
uma nova planta industrial e para a melhoria da confiabilidade dos sistemas teacutecnicos
e organizacionais existentes Segundo Souza (2006) os resultados obtidos dessas
teacutecnicas servem para
Localizar processos e operaccedilotildees perigosas
Decidir sobre investimentos em equipamentos de prevenccedilatildeo de acidentes
e limitaccedilatildeo de suas consequumlecircncias
Projetar processos de fabricaccedilatildeo e sistemas de controle
Criar rotinas operacionais e de manutenccedilatildeo
Escrever e registrar documentos de seguranccedila para a organizaccedilatildeo
Existem diversas teacutecnicas para a anaacutelise de risco diferenciando-as por seus
objetivos benefiacutecios custos e limitaccedilotildees Como cada teacutecnica aborda os riscos de
maneira diferente existem certas vantagens no uso de determinadas teacutecnicas para
um especiacutefico processo ou projeto Os meacutetodos de anaacutelise de risco podem ser
classificados em qualitativos ou quantitativos
Atraveacutes dos meacutetodos qualitativos pode-se verificar a graduaccedilatildeo dos riscos
em uma atividade ou processo Os riscos satildeo identificados pela probabilidade de
ocorrecircncia e sua severidade de suas consequumlecircncias No entanto esse meacutetodo
torna-se subjetivo pois natildeo existe uma definiccedilatildeo de categorias de probabilidade e
severidade oacutetima Assim esse meacutetodo de anaacutelise pode variar conforme a
sensibilidade dos avaliadores por essa anaacutelise (PARDO 2009 RAPOSO 2004)
No entanto os meacutetodos quantitativos podem ser utilizados em conjunto com
os qualitativos dando uma maior complementaridade a anaacutelise por serem meacutetodos
mais detalhados (RAPOSO 2004)
A avaliaccedilatildeo qualitativa tem como limite o fato de natildeo se poder prever tudo jaacute
os limites da avaliaccedilatildeo quantitativa estatildeo fundamentados na qualidade dos dados
com relaccedilatildeo a sua confiabilidade (BARRETTO 2008)
25
Pelos estudos de Barretto (2008) Ferreira (2008) Raposo (2004) os
principais meacutetodos para anaacutelise de riscos qualitativos e quantitativos satildeo
Inspeccedilatildeo de Seguranccedila (Safety Review)
Lista de Verificaccedilatildeo (Checklist Analysis)
Priorizaccedilatildeo Relativa (Relative Ranking)
Anaacutelise Preliminar de PerigosRiscos (Preliminary Hazard Analysis)
Anaacutelise What-If (What-If Analysis)
Anaacutelise What-If LV (What-If Checklist Analysis)
Anaacutelise de Perigos e Operabilidade (Hazard and Operability Analysis)
Anaacutelise de Modos e Efeitos de Falhas (Failure Modes and Effects
Analysis)
Anaacutelise por Aacutervore de Eventos (Event Tree Analysis)
Anaacutelise por Aacutervore de Falhas (Fault Tree Analysis)
Anaacutelise de Causa e Consequumlecircncia (Cause-Consequence Analysis)
Anaacutelise da Confiabilidade Humana (Human Reliability Analysis)
Anaacutelise Histoacuterica
Anaacutelise de Vulnerabilidade (Vulnerability Models)
Anaacutelise de Custo-Benefiacutecio
Anaacutelise das Causas-Raiz de falhas (Root Cause Failure Analysis)
Anaacutelise Quantitativa de Riscos
Teacutecnicas Especiais
Para o estudo realizado no presente trabalho foi escolhido o meacutetodo da
Anaacutelise Preliminar de Riscos ndash APR e a Lista de Verificaccedilatildeo - Checklist que seratildeo
detalhadas com maior ecircnfase nos proacuteximos itens
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR
Entre as metodologias mais utilizadas para anaacutelise de risco consta a Anaacutelise
Preliminar de Riscos mais conhecida como APR Segundo informes da DuPont
(2009) a APR eacute tambeacutem conhecida como Anaacutelise Preliminar de Perigo ndash APP
26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

17
- OBJETIVOS DA GESTAtildeO DE RISCOS
Manter os riscos associados agrave organizaccedilatildeo abaixo de valores tolerados
- POLIacuteTICA DE GESTAtildeO DE RISCOS
Estabelecer as regras comportamentais da organizaccedilatildeo Cada organizaccedilatildeo
famiacutelia pessoa ou sociedade deve estabelecer sua proacutepria poliacutetica que eacute
sempre um reflexo de seus valores propondo-se como regras baacutesicas
a preservaccedilatildeo de pessoas tem prioridade sobre a preservaccedilatildeo de bens
b quem responde por uma atividade deve responder tambeacutem pelos riscos
decorrentes dessa atividade
- DIRETRIZES PARA GESTAtildeO DE RISCOS
a deve ser exercida em todas as fases do ciclo de vida das instalaccedilotildees e
dos produtos
b deve ser parte integrante de todas as atividades da organizaccedilatildeo
- ESTRATEacuteGIA DA GESTAtildeO DE RISCOS
Deve ser considerada a natureza do fenocircmeno acidente como um evento
indesejaacutevel incerto e remoto Deve-se priorizar accedilotildees que integram a
funccedilatildeo seguranccedila portanto a estrateacutegia do sistema de gestatildeo deve ser
estabelecida de modo a reduzir o desequiliacutebrio das forccedilas impulsoras do
comportamento
- METODOLOGIA DO SISTEMA DE GESTAtildeO DE RISCOS
O processo de gestatildeo de riscos eacute composto pelas funccedilotildees identificar
perigos avaliar riscos comparar com risco tolerado e tratar riscos sendo
que identificaccedilatildeo de perigos e avaliaccedilatildeo de riscos constituem a anaacutelise de
riscos Identificaccedilatildeo avaliaccedilatildeo e comparaccedilatildeo constituem o monitoramento
Monitoramento e intervenccedilatildeo constituem o controle O tratamento dos riscos
inclui a intervenccedilatildeo para reduccedilatildeo eou transferecircncia (seguro) O processo
de gestatildeo eacute aplicado agraves aacutereas de accedilatildeo e agraves fases do ciclo de vida dos
elementos da organizaccedilatildeo (pessoas instalaccedilotildees e produtos) Cartela
(2010) resume a metodologia do sistema de gestatildeo de riscos expondo as
funccedilotildees essenciais de indentificar os perigos avaliar os riscos comparar
com o risco tolerado e tratar os riscos
- PROGRAMAS DA GESTAtildeO DE RISCOS
Pelo fato de nem toda intervenccedilatildeo para controle de riscos ter efeitos
imediatos as alteraccedilotildees almejadas requerem planos de accedilatildeo de longo
prazo denominados programas Assim deve ser criado um programa para
cada aacuterea de accedilatildeo programa de seguranccedila nas atividades da organizaccedilatildeo
programa de seguranccedila nas atividades fora do trabalho programa de
seguranccedila nos transportes programa de seguranccedila nas atividades
contratadas e programa de seguranccedila no uso dos produtos da organizaccedilatildeo
18
Em funccedilatildeo da natureza multifacetada da seguranccedila os programas devem
ser desenvolvidos por equipes multidisciplinares Essa eacute uma forma de
executar na praacutetica a gestatildeo holiacutestica da organizaccedilatildeo Aleacutem dos programas
por aacuterea de accedilatildeo podem ser criados programas baacutesicos para dar suporte
ao controle de riscos nas diversas aacutereas Eacute recomendaacutevel manter os
programas de forma permanente considerando-se poreacutem que haacute os de
existecircncia restrita agraves fases de implantaccedilatildeo e consolidaccedilatildeo de algum meacutetodo
de controle de risco Exemplos programas de desenvolvimento do sistema
de autorizaccedilatildeo para trabalho de implantaccedilatildeo do registro e anaacutelise de
ocorrecircncias anormais e de implantaccedilatildeo de anaacutelise de risco
- SISTEMAS ORGANIZACIONAIS E SISTEMAS OPERACIONAIS
A maioria das organizaccedilotildees tem uma estrutura funcional Cada unidade eacute
um sistema organizacional A configuraccedilatildeo da estrutura funcional varia de
organizaccedilatildeo para organizaccedilatildeo Cabe ressaltar a importacircncia do equiliacutebrio
entre a poliacutetica - a responsabilidade pela gestatildeo de riscos eacute dos
responsaacuteveis pela atividade - e o princiacutepio - um indiviacuteduo natildeo consegue
sozinho controlar os riscos de sua atividade Provavelmente o equiliacutebrio se
encontra numa estrutura que conte com uma equipe de especialistas em
seguranccedila que assessore os demais oacutergatildeos Essa equipe deve atuar de
maneira que os demais componentes natildeo venham a consideraacute-la como a
uacutenica responsaacutevel pela funccedilatildeo seguranccedila Na gestatildeo holiacutestica esse
problema eacute resolvido pela criaccedilatildeo de sistemas organizacionais
denominados comitecircs Os comitecircs funcionais satildeo constituiacutedos pelo dirigente
de uma unidade organizacional e seus imediatos comeccedilando pelo nuacutemero
um da organizaccedilatildeo com seu corpo gerencial e terminando com os
supervisores de primeira linha e sua equipe de executantes Nesses
comitecircs satildeo tratados temas de seguranccedila relativos agraves aacutereas de
responsabilidade de seus componentes Os comitecircs interfuncionais satildeo
constituiacutedos por pessoas de especialidades diferentes e envolvidas nos
programas das diversas aacutereas de accedilatildeo da funccedilatildeo seguranccedila Nesses
comitecircs os componentes adquirem a visatildeo global e executam as accedilotildees
locais em suas aacutereas especializadas Aleacutem dos comitecircs haacute outros sistemas
organizacionais que denominaremos Comissatildeo e Grupo de Trabalho A
Comissatildeo eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por missatildeo analisar
ocorrecircncias emitindo conclusotildees e recomendaccedilotildees O Grupo de Trabalho
tambeacutem eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por objetivo executar
um trabalho teacutecnico Dentre os sistemas operacionais pode-se citar
sistema de integraccedilatildeo de empregados de empresas contratadas sistema de
controle de EPIs sistema de estatiacutestica de acidentes sistema de emissatildeo
de permissotildees para trabalho
19
O uso destes instrumentos requer teacutecnicas especiacuteficas que segundo Hillson
(2010) requerem que alguns passos sejam realizados antes de decidir como estes
instrumentos seratildeo utilizados
Iniciando por definir objetivos que direcionam o risco a ser debelado para
saber quais teacutecnicas podem ser usadas Hillson (2010) elenca algumas destas
teacutecnicas como brainstorms workshops checklists prompt lists entrevistas
questionaacuterios etc sendo que existe uma variedade de teacutecnicas que podem ser
utilizadas para certificar que qualquer tipo de risco possa ser identificado e distinguir
quais satildeo as causas que contribuem para estes riscos
Neste primeiro passo deve-se registrar detalhando como o risco eacute produzido
pois pode haver causas com maior proeminecircncia de fazecirc-lo acontecer
Hillson (2010) comenta que a avaliaccedilatildeo das causas deve ser qualitativa
descrevendo-se as caracteriacutesticas em detalhes de tal forma que sejam suficientes
para permitir a definiccedilatildeo de como elas seratildeo combatidas Tambeacutem podem ser
quantitativas usando-se modelos matemaacuteticos para simular o efeito do risco de
acordo com o niacutevel de interferecircncia Os meacutetodos incluem fazer planilhas de riscos
numa grade de duas dimensotildees mostrando a probabilidade e impacto permitindo
que o risco seja priorizado e usado para a estrutura de decomposiccedilatildeo de risco para
agrupar os riscos por tipoorigem
A avaliaccedilatildeo destas planilhas deve produzir estrateacutegias para impedir
transferir ou reduzir os riscos Estas estrateacutegias requerem a implementaccedilatildeo de um
plano de accedilotildees para monitorar a efetividade do que estaacute sendo realizado bem como
a necessidade de ajustes das decisotildees quando necessaacuterio Hillson (2010) alerta que
qualquer processo de risco deve incluir revisatildeo e atualizaccedilatildeo pois pode ocorrer
mudanccedilas no sistema produtivo e as causas podem mudar seu grau de influecircncia
podendo inclusive surgir novas que natildeo estavam sendo avaliadas bem como as
antigas podem aumentar ou diminuir os efeitos que causam o risco
Sob toda esta concepccedilatildeo de gerenciamento de riscos entende-se que ele eacute
uma atividade especiacutefica realizada por especialistas que devem usar ferramentas e
teacutecnicas adequadas Com a intenccedilatildeo de obter todos os benefiacutecios da implantaccedilatildeo do
processo de risco para uma organizaccedilatildeo eacute importante que o gerenciamento de
riscos esteja completamente integrado com as accedilotildees estrateacutegicas e operacionais da
20
organizaccedilatildeo Se natildeo existir esta integraccedilatildeo os resultados podem ser nefastos e os
perigos verificados podem incorrer em riscos de alto potencial
Hillson (2010 p 43) ensina que uma integraccedilatildeo verdadeira requer algumas
mudanccedilas organizacionais tais como
reconhecimento da existecircncia de incertezas como parte natural dos negoacutecios Junto a isso a necessidade de ter interfaces apropriadas com os processos de negoacutecio e ferramentas Em adiccedilatildeo existe a necessidade de desenvolver um pensamento estrateacutegico baseado em risco dentro da cultura organizacional [] deve ser visto como parte integral do fazer negoacutecio e deve se tornar ldquoconstrutivo e natildeo-repreensivo
Havendo esta integraccedilatildeo segundo Cardella (2010 p 44) o gerenciamento
de riscos eacute proativo em uma organizaccedilatildeo por implantar na administraccedilatildeo
empresarial
- um conjunto de ferramentas e teacutecnicas de gerenciamento de riscos que
estaria plenamente integrado com o projeto e os processos de negoacutecios e
com o reconhecimento de que incertezas fazem parte de todos os niacuteveis
da organizaccedilatildeo (via integraccedilatildeo de gerenciamento de riscos)
- melhorias nas anaacutelises dos efeitos dos riscos no projeto e no desempenho
do negoacutecio endereccedilando seu impacto tambeacutem em assuntos mais amplos
do que tempo e custo (via aumento da profundidade das anaacutelises e
amplitude da aplicaccedilatildeo) e cobrindo ameaccedilas e oportunidades
- com a apropriada consideraccedilatildeo sendo tomada no fator humano no
processo de risco usando avaliaccedilotildees de atitudes de risco contabilizando
sistematicamente sua influecircncia e construindo equipes balanceadas por
riscos (via aspectos comportamentais)
O gerenciamento de riscos atendendo todos os condicionantes essenciais
para que realmente os riscos sejam reduzidos ou eliminados contribui
significativamente para o sucesso da organizaccedilatildeo
21
Considerando que a base do gerenciamento de riscos eacute estabelecer
paracircmetros na conduccedilatildeo das accedilotildees portanto a seguir satildeo detalhados os processos
de anaacutelise de risco e as principais teacutecnicas que podem ser utilizadas em uma
empresa do ramo quiacutemico
22
24 ANAacuteLISE DE RISCOS
Considerando as pesquisas que avaliam os riscos nas organizaccedilotildees a
anaacutelise de riscos situa-se como o ldquoestudo detalhado de um objeto com a finalidade
de identificar perigos e avaliar os riscos associadosrdquo (CARTELLA 2010 p 106)
Roessler (2001) relata que no Manual de Anaacutelise de Riscos Industriais da
Fundaccedilatildeo Estadual de Proteccedilatildeo Ambiental ndash FEPAM a anaacutelise de risco eacute uma
ferramenta administrativa que identifica e avalia qualitativamente e quantitativamente
os riscos inerentes agrave atividades de produccedilatildeo
Porto (2000) considera que esta ferramenta deve ser incorporada como
elemento essencial por todos os componentes de uma organizaccedilatildeo desde a alta
administraccedilatildeo ateacute o chatildeo da faacutebrica considerando que o principal foco da anaacutelise de
risco eacute a prevenccedilatildeo
O estudo da anaacutelise de risco tem por objetivo estabelecer a consciecircncia e o
controle dos riscos para o pessoal que estaacute desenvolvendo projetando operando e
mantendo os processos operacionais em uma organizaccedilatildeo As anaacutelises focam as
questotildees de seguranccedila de processos e ao mesmo tempo complementam as
atividades industriais de seguranccedila e sauacutede mais tradicionais
Os acidentes podem ocorrer na operaccedilatildeo de qualquer processo e a
preocupaccedilatildeo pela prevenccedilatildeo desses acidentes natildeo inclui apenas o compromisso da
gerecircncia ou da lideranccedila nas organizaccedilotildees mas requer tambeacutem um programa bem
definido para administrar todas as funccedilotildees e atividades que possam afetar a
seguranccedila em cada niacutevel da organizaccedilatildeo (DUPONT 2009)
Pelas orientaccedilotildees da DuPont (2009) a implementaccedilatildeo de programas de
anaacutelise de risco tem por objetivo conhecer os riscos relacionados agraves instalaccedilotildees e
aos processos industriais As anaacutelises satildeo realizadas por meio de ferramentas
estruturadas e por equipes multidisciplinares Os riscos satildeo identificados atraveacutes das
experiecircncias anteriores da equipe de resultados de auditorias inspeccedilotildees ou ateacute
mesmo anaacutelise de incidentes bem como de anaacutelises de riscos anteriormente
realizadas Os resultados por meio dessas anaacutelises alimentam planos de accedilatildeo de
emergecircncia bem como procedimentos operacionais reciclagem nos treinamentos
especificaccedilotildees das instalaccedilotildees e processos dentro de um enfoque de melhoria
contiacutenua
23
Souza (2006) destaca algumas irregularidades que podem afetar a empresa
e que satildeo abordados durante uma inspeccedilatildeo de riscos
Danos a propriedade (incecircndio explosatildeo etc)
Lesotildees pessoais (morte mutilaccedilotildees doenccedilas etc)
Parada de produccedilatildeo (quebra de maacutequina queima de motores
transformadores etc)
Perda de qualidade (falta de controle de processo instrumentos e
maquinaacuterios inadequados etc)
Poluiccedilatildeo ambiental (tratamento inadequado de efluentes gases e
resiacuteduos industriais soacutelidos etc)
Riscos agrave comunidade (vazamento de gases toacutexicos liacutequidos inflamaacuteveis
etc)
Esse mesmo autor tambeacutem destaca os principais benefiacutecios com a anaacutelise
de riscos
Reduz a frequumlecircncia e a gravidade de eventos indesejados (incecircndio
lesotildees interrupccedilatildeo da produccedilatildeo etc)
Adeacutequa o seguro aos reais riscos da empresa
Reduz eou elimina as indenizaccedilotildeesmultas provenientes de danos ao
meio ambiente
Aponta necessidades de treinamentos
Otimiza os investimentos
Manteacutem a continuidade do processo produtivo
Detecta as deficiecircncias e otimiza os gastos com manutenccedilatildeo
Preserva a imagem da empresa
Manteacutem os funcionaacuterios mais satisfeitos
Prioriza a tomada de decisotildees dos investimentos necessaacuterios em
prevenccedilatildeo e permite a anaacutelise da relaccedilatildeo custobeneficio
24
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO
As teacutecnicas de anaacutelise de risco vecircm sendo aplicadas nas induacutestrias de
processo basicamente por dois fatores para a decisatildeo acerca da aceitabilidade de
uma nova planta industrial e para a melhoria da confiabilidade dos sistemas teacutecnicos
e organizacionais existentes Segundo Souza (2006) os resultados obtidos dessas
teacutecnicas servem para
Localizar processos e operaccedilotildees perigosas
Decidir sobre investimentos em equipamentos de prevenccedilatildeo de acidentes
e limitaccedilatildeo de suas consequumlecircncias
Projetar processos de fabricaccedilatildeo e sistemas de controle
Criar rotinas operacionais e de manutenccedilatildeo
Escrever e registrar documentos de seguranccedila para a organizaccedilatildeo
Existem diversas teacutecnicas para a anaacutelise de risco diferenciando-as por seus
objetivos benefiacutecios custos e limitaccedilotildees Como cada teacutecnica aborda os riscos de
maneira diferente existem certas vantagens no uso de determinadas teacutecnicas para
um especiacutefico processo ou projeto Os meacutetodos de anaacutelise de risco podem ser
classificados em qualitativos ou quantitativos
Atraveacutes dos meacutetodos qualitativos pode-se verificar a graduaccedilatildeo dos riscos
em uma atividade ou processo Os riscos satildeo identificados pela probabilidade de
ocorrecircncia e sua severidade de suas consequumlecircncias No entanto esse meacutetodo
torna-se subjetivo pois natildeo existe uma definiccedilatildeo de categorias de probabilidade e
severidade oacutetima Assim esse meacutetodo de anaacutelise pode variar conforme a
sensibilidade dos avaliadores por essa anaacutelise (PARDO 2009 RAPOSO 2004)
No entanto os meacutetodos quantitativos podem ser utilizados em conjunto com
os qualitativos dando uma maior complementaridade a anaacutelise por serem meacutetodos
mais detalhados (RAPOSO 2004)
A avaliaccedilatildeo qualitativa tem como limite o fato de natildeo se poder prever tudo jaacute
os limites da avaliaccedilatildeo quantitativa estatildeo fundamentados na qualidade dos dados
com relaccedilatildeo a sua confiabilidade (BARRETTO 2008)
25
Pelos estudos de Barretto (2008) Ferreira (2008) Raposo (2004) os
principais meacutetodos para anaacutelise de riscos qualitativos e quantitativos satildeo
Inspeccedilatildeo de Seguranccedila (Safety Review)
Lista de Verificaccedilatildeo (Checklist Analysis)
Priorizaccedilatildeo Relativa (Relative Ranking)
Anaacutelise Preliminar de PerigosRiscos (Preliminary Hazard Analysis)
Anaacutelise What-If (What-If Analysis)
Anaacutelise What-If LV (What-If Checklist Analysis)
Anaacutelise de Perigos e Operabilidade (Hazard and Operability Analysis)
Anaacutelise de Modos e Efeitos de Falhas (Failure Modes and Effects
Analysis)
Anaacutelise por Aacutervore de Eventos (Event Tree Analysis)
Anaacutelise por Aacutervore de Falhas (Fault Tree Analysis)
Anaacutelise de Causa e Consequumlecircncia (Cause-Consequence Analysis)
Anaacutelise da Confiabilidade Humana (Human Reliability Analysis)
Anaacutelise Histoacuterica
Anaacutelise de Vulnerabilidade (Vulnerability Models)
Anaacutelise de Custo-Benefiacutecio
Anaacutelise das Causas-Raiz de falhas (Root Cause Failure Analysis)
Anaacutelise Quantitativa de Riscos
Teacutecnicas Especiais
Para o estudo realizado no presente trabalho foi escolhido o meacutetodo da
Anaacutelise Preliminar de Riscos ndash APR e a Lista de Verificaccedilatildeo - Checklist que seratildeo
detalhadas com maior ecircnfase nos proacuteximos itens
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR
Entre as metodologias mais utilizadas para anaacutelise de risco consta a Anaacutelise
Preliminar de Riscos mais conhecida como APR Segundo informes da DuPont
(2009) a APR eacute tambeacutem conhecida como Anaacutelise Preliminar de Perigo ndash APP
26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

18
Em funccedilatildeo da natureza multifacetada da seguranccedila os programas devem
ser desenvolvidos por equipes multidisciplinares Essa eacute uma forma de
executar na praacutetica a gestatildeo holiacutestica da organizaccedilatildeo Aleacutem dos programas
por aacuterea de accedilatildeo podem ser criados programas baacutesicos para dar suporte
ao controle de riscos nas diversas aacutereas Eacute recomendaacutevel manter os
programas de forma permanente considerando-se poreacutem que haacute os de
existecircncia restrita agraves fases de implantaccedilatildeo e consolidaccedilatildeo de algum meacutetodo
de controle de risco Exemplos programas de desenvolvimento do sistema
de autorizaccedilatildeo para trabalho de implantaccedilatildeo do registro e anaacutelise de
ocorrecircncias anormais e de implantaccedilatildeo de anaacutelise de risco
- SISTEMAS ORGANIZACIONAIS E SISTEMAS OPERACIONAIS
A maioria das organizaccedilotildees tem uma estrutura funcional Cada unidade eacute
um sistema organizacional A configuraccedilatildeo da estrutura funcional varia de
organizaccedilatildeo para organizaccedilatildeo Cabe ressaltar a importacircncia do equiliacutebrio
entre a poliacutetica - a responsabilidade pela gestatildeo de riscos eacute dos
responsaacuteveis pela atividade - e o princiacutepio - um indiviacuteduo natildeo consegue
sozinho controlar os riscos de sua atividade Provavelmente o equiliacutebrio se
encontra numa estrutura que conte com uma equipe de especialistas em
seguranccedila que assessore os demais oacutergatildeos Essa equipe deve atuar de
maneira que os demais componentes natildeo venham a consideraacute-la como a
uacutenica responsaacutevel pela funccedilatildeo seguranccedila Na gestatildeo holiacutestica esse
problema eacute resolvido pela criaccedilatildeo de sistemas organizacionais
denominados comitecircs Os comitecircs funcionais satildeo constituiacutedos pelo dirigente
de uma unidade organizacional e seus imediatos comeccedilando pelo nuacutemero
um da organizaccedilatildeo com seu corpo gerencial e terminando com os
supervisores de primeira linha e sua equipe de executantes Nesses
comitecircs satildeo tratados temas de seguranccedila relativos agraves aacutereas de
responsabilidade de seus componentes Os comitecircs interfuncionais satildeo
constituiacutedos por pessoas de especialidades diferentes e envolvidas nos
programas das diversas aacutereas de accedilatildeo da funccedilatildeo seguranccedila Nesses
comitecircs os componentes adquirem a visatildeo global e executam as accedilotildees
locais em suas aacutereas especializadas Aleacutem dos comitecircs haacute outros sistemas
organizacionais que denominaremos Comissatildeo e Grupo de Trabalho A
Comissatildeo eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por missatildeo analisar
ocorrecircncias emitindo conclusotildees e recomendaccedilotildees O Grupo de Trabalho
tambeacutem eacute uma organizaccedilatildeo de curta duraccedilatildeo e tem por objetivo executar
um trabalho teacutecnico Dentre os sistemas operacionais pode-se citar
sistema de integraccedilatildeo de empregados de empresas contratadas sistema de
controle de EPIs sistema de estatiacutestica de acidentes sistema de emissatildeo
de permissotildees para trabalho
19
O uso destes instrumentos requer teacutecnicas especiacuteficas que segundo Hillson
(2010) requerem que alguns passos sejam realizados antes de decidir como estes
instrumentos seratildeo utilizados
Iniciando por definir objetivos que direcionam o risco a ser debelado para
saber quais teacutecnicas podem ser usadas Hillson (2010) elenca algumas destas
teacutecnicas como brainstorms workshops checklists prompt lists entrevistas
questionaacuterios etc sendo que existe uma variedade de teacutecnicas que podem ser
utilizadas para certificar que qualquer tipo de risco possa ser identificado e distinguir
quais satildeo as causas que contribuem para estes riscos
Neste primeiro passo deve-se registrar detalhando como o risco eacute produzido
pois pode haver causas com maior proeminecircncia de fazecirc-lo acontecer
Hillson (2010) comenta que a avaliaccedilatildeo das causas deve ser qualitativa
descrevendo-se as caracteriacutesticas em detalhes de tal forma que sejam suficientes
para permitir a definiccedilatildeo de como elas seratildeo combatidas Tambeacutem podem ser
quantitativas usando-se modelos matemaacuteticos para simular o efeito do risco de
acordo com o niacutevel de interferecircncia Os meacutetodos incluem fazer planilhas de riscos
numa grade de duas dimensotildees mostrando a probabilidade e impacto permitindo
que o risco seja priorizado e usado para a estrutura de decomposiccedilatildeo de risco para
agrupar os riscos por tipoorigem
A avaliaccedilatildeo destas planilhas deve produzir estrateacutegias para impedir
transferir ou reduzir os riscos Estas estrateacutegias requerem a implementaccedilatildeo de um
plano de accedilotildees para monitorar a efetividade do que estaacute sendo realizado bem como
a necessidade de ajustes das decisotildees quando necessaacuterio Hillson (2010) alerta que
qualquer processo de risco deve incluir revisatildeo e atualizaccedilatildeo pois pode ocorrer
mudanccedilas no sistema produtivo e as causas podem mudar seu grau de influecircncia
podendo inclusive surgir novas que natildeo estavam sendo avaliadas bem como as
antigas podem aumentar ou diminuir os efeitos que causam o risco
Sob toda esta concepccedilatildeo de gerenciamento de riscos entende-se que ele eacute
uma atividade especiacutefica realizada por especialistas que devem usar ferramentas e
teacutecnicas adequadas Com a intenccedilatildeo de obter todos os benefiacutecios da implantaccedilatildeo do
processo de risco para uma organizaccedilatildeo eacute importante que o gerenciamento de
riscos esteja completamente integrado com as accedilotildees estrateacutegicas e operacionais da
20
organizaccedilatildeo Se natildeo existir esta integraccedilatildeo os resultados podem ser nefastos e os
perigos verificados podem incorrer em riscos de alto potencial
Hillson (2010 p 43) ensina que uma integraccedilatildeo verdadeira requer algumas
mudanccedilas organizacionais tais como
reconhecimento da existecircncia de incertezas como parte natural dos negoacutecios Junto a isso a necessidade de ter interfaces apropriadas com os processos de negoacutecio e ferramentas Em adiccedilatildeo existe a necessidade de desenvolver um pensamento estrateacutegico baseado em risco dentro da cultura organizacional [] deve ser visto como parte integral do fazer negoacutecio e deve se tornar ldquoconstrutivo e natildeo-repreensivo
Havendo esta integraccedilatildeo segundo Cardella (2010 p 44) o gerenciamento
de riscos eacute proativo em uma organizaccedilatildeo por implantar na administraccedilatildeo
empresarial
- um conjunto de ferramentas e teacutecnicas de gerenciamento de riscos que
estaria plenamente integrado com o projeto e os processos de negoacutecios e
com o reconhecimento de que incertezas fazem parte de todos os niacuteveis
da organizaccedilatildeo (via integraccedilatildeo de gerenciamento de riscos)
- melhorias nas anaacutelises dos efeitos dos riscos no projeto e no desempenho
do negoacutecio endereccedilando seu impacto tambeacutem em assuntos mais amplos
do que tempo e custo (via aumento da profundidade das anaacutelises e
amplitude da aplicaccedilatildeo) e cobrindo ameaccedilas e oportunidades
- com a apropriada consideraccedilatildeo sendo tomada no fator humano no
processo de risco usando avaliaccedilotildees de atitudes de risco contabilizando
sistematicamente sua influecircncia e construindo equipes balanceadas por
riscos (via aspectos comportamentais)
O gerenciamento de riscos atendendo todos os condicionantes essenciais
para que realmente os riscos sejam reduzidos ou eliminados contribui
significativamente para o sucesso da organizaccedilatildeo
21
Considerando que a base do gerenciamento de riscos eacute estabelecer
paracircmetros na conduccedilatildeo das accedilotildees portanto a seguir satildeo detalhados os processos
de anaacutelise de risco e as principais teacutecnicas que podem ser utilizadas em uma
empresa do ramo quiacutemico
22
24 ANAacuteLISE DE RISCOS
Considerando as pesquisas que avaliam os riscos nas organizaccedilotildees a
anaacutelise de riscos situa-se como o ldquoestudo detalhado de um objeto com a finalidade
de identificar perigos e avaliar os riscos associadosrdquo (CARTELLA 2010 p 106)
Roessler (2001) relata que no Manual de Anaacutelise de Riscos Industriais da
Fundaccedilatildeo Estadual de Proteccedilatildeo Ambiental ndash FEPAM a anaacutelise de risco eacute uma
ferramenta administrativa que identifica e avalia qualitativamente e quantitativamente
os riscos inerentes agrave atividades de produccedilatildeo
Porto (2000) considera que esta ferramenta deve ser incorporada como
elemento essencial por todos os componentes de uma organizaccedilatildeo desde a alta
administraccedilatildeo ateacute o chatildeo da faacutebrica considerando que o principal foco da anaacutelise de
risco eacute a prevenccedilatildeo
O estudo da anaacutelise de risco tem por objetivo estabelecer a consciecircncia e o
controle dos riscos para o pessoal que estaacute desenvolvendo projetando operando e
mantendo os processos operacionais em uma organizaccedilatildeo As anaacutelises focam as
questotildees de seguranccedila de processos e ao mesmo tempo complementam as
atividades industriais de seguranccedila e sauacutede mais tradicionais
Os acidentes podem ocorrer na operaccedilatildeo de qualquer processo e a
preocupaccedilatildeo pela prevenccedilatildeo desses acidentes natildeo inclui apenas o compromisso da
gerecircncia ou da lideranccedila nas organizaccedilotildees mas requer tambeacutem um programa bem
definido para administrar todas as funccedilotildees e atividades que possam afetar a
seguranccedila em cada niacutevel da organizaccedilatildeo (DUPONT 2009)
Pelas orientaccedilotildees da DuPont (2009) a implementaccedilatildeo de programas de
anaacutelise de risco tem por objetivo conhecer os riscos relacionados agraves instalaccedilotildees e
aos processos industriais As anaacutelises satildeo realizadas por meio de ferramentas
estruturadas e por equipes multidisciplinares Os riscos satildeo identificados atraveacutes das
experiecircncias anteriores da equipe de resultados de auditorias inspeccedilotildees ou ateacute
mesmo anaacutelise de incidentes bem como de anaacutelises de riscos anteriormente
realizadas Os resultados por meio dessas anaacutelises alimentam planos de accedilatildeo de
emergecircncia bem como procedimentos operacionais reciclagem nos treinamentos
especificaccedilotildees das instalaccedilotildees e processos dentro de um enfoque de melhoria
contiacutenua
23
Souza (2006) destaca algumas irregularidades que podem afetar a empresa
e que satildeo abordados durante uma inspeccedilatildeo de riscos
Danos a propriedade (incecircndio explosatildeo etc)
Lesotildees pessoais (morte mutilaccedilotildees doenccedilas etc)
Parada de produccedilatildeo (quebra de maacutequina queima de motores
transformadores etc)
Perda de qualidade (falta de controle de processo instrumentos e
maquinaacuterios inadequados etc)
Poluiccedilatildeo ambiental (tratamento inadequado de efluentes gases e
resiacuteduos industriais soacutelidos etc)
Riscos agrave comunidade (vazamento de gases toacutexicos liacutequidos inflamaacuteveis
etc)
Esse mesmo autor tambeacutem destaca os principais benefiacutecios com a anaacutelise
de riscos
Reduz a frequumlecircncia e a gravidade de eventos indesejados (incecircndio
lesotildees interrupccedilatildeo da produccedilatildeo etc)
Adeacutequa o seguro aos reais riscos da empresa
Reduz eou elimina as indenizaccedilotildeesmultas provenientes de danos ao
meio ambiente
Aponta necessidades de treinamentos
Otimiza os investimentos
Manteacutem a continuidade do processo produtivo
Detecta as deficiecircncias e otimiza os gastos com manutenccedilatildeo
Preserva a imagem da empresa
Manteacutem os funcionaacuterios mais satisfeitos
Prioriza a tomada de decisotildees dos investimentos necessaacuterios em
prevenccedilatildeo e permite a anaacutelise da relaccedilatildeo custobeneficio
24
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO
As teacutecnicas de anaacutelise de risco vecircm sendo aplicadas nas induacutestrias de
processo basicamente por dois fatores para a decisatildeo acerca da aceitabilidade de
uma nova planta industrial e para a melhoria da confiabilidade dos sistemas teacutecnicos
e organizacionais existentes Segundo Souza (2006) os resultados obtidos dessas
teacutecnicas servem para
Localizar processos e operaccedilotildees perigosas
Decidir sobre investimentos em equipamentos de prevenccedilatildeo de acidentes
e limitaccedilatildeo de suas consequumlecircncias
Projetar processos de fabricaccedilatildeo e sistemas de controle
Criar rotinas operacionais e de manutenccedilatildeo
Escrever e registrar documentos de seguranccedila para a organizaccedilatildeo
Existem diversas teacutecnicas para a anaacutelise de risco diferenciando-as por seus
objetivos benefiacutecios custos e limitaccedilotildees Como cada teacutecnica aborda os riscos de
maneira diferente existem certas vantagens no uso de determinadas teacutecnicas para
um especiacutefico processo ou projeto Os meacutetodos de anaacutelise de risco podem ser
classificados em qualitativos ou quantitativos
Atraveacutes dos meacutetodos qualitativos pode-se verificar a graduaccedilatildeo dos riscos
em uma atividade ou processo Os riscos satildeo identificados pela probabilidade de
ocorrecircncia e sua severidade de suas consequumlecircncias No entanto esse meacutetodo
torna-se subjetivo pois natildeo existe uma definiccedilatildeo de categorias de probabilidade e
severidade oacutetima Assim esse meacutetodo de anaacutelise pode variar conforme a
sensibilidade dos avaliadores por essa anaacutelise (PARDO 2009 RAPOSO 2004)
No entanto os meacutetodos quantitativos podem ser utilizados em conjunto com
os qualitativos dando uma maior complementaridade a anaacutelise por serem meacutetodos
mais detalhados (RAPOSO 2004)
A avaliaccedilatildeo qualitativa tem como limite o fato de natildeo se poder prever tudo jaacute
os limites da avaliaccedilatildeo quantitativa estatildeo fundamentados na qualidade dos dados
com relaccedilatildeo a sua confiabilidade (BARRETTO 2008)
25
Pelos estudos de Barretto (2008) Ferreira (2008) Raposo (2004) os
principais meacutetodos para anaacutelise de riscos qualitativos e quantitativos satildeo
Inspeccedilatildeo de Seguranccedila (Safety Review)
Lista de Verificaccedilatildeo (Checklist Analysis)
Priorizaccedilatildeo Relativa (Relative Ranking)
Anaacutelise Preliminar de PerigosRiscos (Preliminary Hazard Analysis)
Anaacutelise What-If (What-If Analysis)
Anaacutelise What-If LV (What-If Checklist Analysis)
Anaacutelise de Perigos e Operabilidade (Hazard and Operability Analysis)
Anaacutelise de Modos e Efeitos de Falhas (Failure Modes and Effects
Analysis)
Anaacutelise por Aacutervore de Eventos (Event Tree Analysis)
Anaacutelise por Aacutervore de Falhas (Fault Tree Analysis)
Anaacutelise de Causa e Consequumlecircncia (Cause-Consequence Analysis)
Anaacutelise da Confiabilidade Humana (Human Reliability Analysis)
Anaacutelise Histoacuterica
Anaacutelise de Vulnerabilidade (Vulnerability Models)
Anaacutelise de Custo-Benefiacutecio
Anaacutelise das Causas-Raiz de falhas (Root Cause Failure Analysis)
Anaacutelise Quantitativa de Riscos
Teacutecnicas Especiais
Para o estudo realizado no presente trabalho foi escolhido o meacutetodo da
Anaacutelise Preliminar de Riscos ndash APR e a Lista de Verificaccedilatildeo - Checklist que seratildeo
detalhadas com maior ecircnfase nos proacuteximos itens
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR
Entre as metodologias mais utilizadas para anaacutelise de risco consta a Anaacutelise
Preliminar de Riscos mais conhecida como APR Segundo informes da DuPont
(2009) a APR eacute tambeacutem conhecida como Anaacutelise Preliminar de Perigo ndash APP
26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

19
O uso destes instrumentos requer teacutecnicas especiacuteficas que segundo Hillson
(2010) requerem que alguns passos sejam realizados antes de decidir como estes
instrumentos seratildeo utilizados
Iniciando por definir objetivos que direcionam o risco a ser debelado para
saber quais teacutecnicas podem ser usadas Hillson (2010) elenca algumas destas
teacutecnicas como brainstorms workshops checklists prompt lists entrevistas
questionaacuterios etc sendo que existe uma variedade de teacutecnicas que podem ser
utilizadas para certificar que qualquer tipo de risco possa ser identificado e distinguir
quais satildeo as causas que contribuem para estes riscos
Neste primeiro passo deve-se registrar detalhando como o risco eacute produzido
pois pode haver causas com maior proeminecircncia de fazecirc-lo acontecer
Hillson (2010) comenta que a avaliaccedilatildeo das causas deve ser qualitativa
descrevendo-se as caracteriacutesticas em detalhes de tal forma que sejam suficientes
para permitir a definiccedilatildeo de como elas seratildeo combatidas Tambeacutem podem ser
quantitativas usando-se modelos matemaacuteticos para simular o efeito do risco de
acordo com o niacutevel de interferecircncia Os meacutetodos incluem fazer planilhas de riscos
numa grade de duas dimensotildees mostrando a probabilidade e impacto permitindo
que o risco seja priorizado e usado para a estrutura de decomposiccedilatildeo de risco para
agrupar os riscos por tipoorigem
A avaliaccedilatildeo destas planilhas deve produzir estrateacutegias para impedir
transferir ou reduzir os riscos Estas estrateacutegias requerem a implementaccedilatildeo de um
plano de accedilotildees para monitorar a efetividade do que estaacute sendo realizado bem como
a necessidade de ajustes das decisotildees quando necessaacuterio Hillson (2010) alerta que
qualquer processo de risco deve incluir revisatildeo e atualizaccedilatildeo pois pode ocorrer
mudanccedilas no sistema produtivo e as causas podem mudar seu grau de influecircncia
podendo inclusive surgir novas que natildeo estavam sendo avaliadas bem como as
antigas podem aumentar ou diminuir os efeitos que causam o risco
Sob toda esta concepccedilatildeo de gerenciamento de riscos entende-se que ele eacute
uma atividade especiacutefica realizada por especialistas que devem usar ferramentas e
teacutecnicas adequadas Com a intenccedilatildeo de obter todos os benefiacutecios da implantaccedilatildeo do
processo de risco para uma organizaccedilatildeo eacute importante que o gerenciamento de
riscos esteja completamente integrado com as accedilotildees estrateacutegicas e operacionais da
20
organizaccedilatildeo Se natildeo existir esta integraccedilatildeo os resultados podem ser nefastos e os
perigos verificados podem incorrer em riscos de alto potencial
Hillson (2010 p 43) ensina que uma integraccedilatildeo verdadeira requer algumas
mudanccedilas organizacionais tais como
reconhecimento da existecircncia de incertezas como parte natural dos negoacutecios Junto a isso a necessidade de ter interfaces apropriadas com os processos de negoacutecio e ferramentas Em adiccedilatildeo existe a necessidade de desenvolver um pensamento estrateacutegico baseado em risco dentro da cultura organizacional [] deve ser visto como parte integral do fazer negoacutecio e deve se tornar ldquoconstrutivo e natildeo-repreensivo
Havendo esta integraccedilatildeo segundo Cardella (2010 p 44) o gerenciamento
de riscos eacute proativo em uma organizaccedilatildeo por implantar na administraccedilatildeo
empresarial
- um conjunto de ferramentas e teacutecnicas de gerenciamento de riscos que
estaria plenamente integrado com o projeto e os processos de negoacutecios e
com o reconhecimento de que incertezas fazem parte de todos os niacuteveis
da organizaccedilatildeo (via integraccedilatildeo de gerenciamento de riscos)
- melhorias nas anaacutelises dos efeitos dos riscos no projeto e no desempenho
do negoacutecio endereccedilando seu impacto tambeacutem em assuntos mais amplos
do que tempo e custo (via aumento da profundidade das anaacutelises e
amplitude da aplicaccedilatildeo) e cobrindo ameaccedilas e oportunidades
- com a apropriada consideraccedilatildeo sendo tomada no fator humano no
processo de risco usando avaliaccedilotildees de atitudes de risco contabilizando
sistematicamente sua influecircncia e construindo equipes balanceadas por
riscos (via aspectos comportamentais)
O gerenciamento de riscos atendendo todos os condicionantes essenciais
para que realmente os riscos sejam reduzidos ou eliminados contribui
significativamente para o sucesso da organizaccedilatildeo
21
Considerando que a base do gerenciamento de riscos eacute estabelecer
paracircmetros na conduccedilatildeo das accedilotildees portanto a seguir satildeo detalhados os processos
de anaacutelise de risco e as principais teacutecnicas que podem ser utilizadas em uma
empresa do ramo quiacutemico
22
24 ANAacuteLISE DE RISCOS
Considerando as pesquisas que avaliam os riscos nas organizaccedilotildees a
anaacutelise de riscos situa-se como o ldquoestudo detalhado de um objeto com a finalidade
de identificar perigos e avaliar os riscos associadosrdquo (CARTELLA 2010 p 106)
Roessler (2001) relata que no Manual de Anaacutelise de Riscos Industriais da
Fundaccedilatildeo Estadual de Proteccedilatildeo Ambiental ndash FEPAM a anaacutelise de risco eacute uma
ferramenta administrativa que identifica e avalia qualitativamente e quantitativamente
os riscos inerentes agrave atividades de produccedilatildeo
Porto (2000) considera que esta ferramenta deve ser incorporada como
elemento essencial por todos os componentes de uma organizaccedilatildeo desde a alta
administraccedilatildeo ateacute o chatildeo da faacutebrica considerando que o principal foco da anaacutelise de
risco eacute a prevenccedilatildeo
O estudo da anaacutelise de risco tem por objetivo estabelecer a consciecircncia e o
controle dos riscos para o pessoal que estaacute desenvolvendo projetando operando e
mantendo os processos operacionais em uma organizaccedilatildeo As anaacutelises focam as
questotildees de seguranccedila de processos e ao mesmo tempo complementam as
atividades industriais de seguranccedila e sauacutede mais tradicionais
Os acidentes podem ocorrer na operaccedilatildeo de qualquer processo e a
preocupaccedilatildeo pela prevenccedilatildeo desses acidentes natildeo inclui apenas o compromisso da
gerecircncia ou da lideranccedila nas organizaccedilotildees mas requer tambeacutem um programa bem
definido para administrar todas as funccedilotildees e atividades que possam afetar a
seguranccedila em cada niacutevel da organizaccedilatildeo (DUPONT 2009)
Pelas orientaccedilotildees da DuPont (2009) a implementaccedilatildeo de programas de
anaacutelise de risco tem por objetivo conhecer os riscos relacionados agraves instalaccedilotildees e
aos processos industriais As anaacutelises satildeo realizadas por meio de ferramentas
estruturadas e por equipes multidisciplinares Os riscos satildeo identificados atraveacutes das
experiecircncias anteriores da equipe de resultados de auditorias inspeccedilotildees ou ateacute
mesmo anaacutelise de incidentes bem como de anaacutelises de riscos anteriormente
realizadas Os resultados por meio dessas anaacutelises alimentam planos de accedilatildeo de
emergecircncia bem como procedimentos operacionais reciclagem nos treinamentos
especificaccedilotildees das instalaccedilotildees e processos dentro de um enfoque de melhoria
contiacutenua
23
Souza (2006) destaca algumas irregularidades que podem afetar a empresa
e que satildeo abordados durante uma inspeccedilatildeo de riscos
Danos a propriedade (incecircndio explosatildeo etc)
Lesotildees pessoais (morte mutilaccedilotildees doenccedilas etc)
Parada de produccedilatildeo (quebra de maacutequina queima de motores
transformadores etc)
Perda de qualidade (falta de controle de processo instrumentos e
maquinaacuterios inadequados etc)
Poluiccedilatildeo ambiental (tratamento inadequado de efluentes gases e
resiacuteduos industriais soacutelidos etc)
Riscos agrave comunidade (vazamento de gases toacutexicos liacutequidos inflamaacuteveis
etc)
Esse mesmo autor tambeacutem destaca os principais benefiacutecios com a anaacutelise
de riscos
Reduz a frequumlecircncia e a gravidade de eventos indesejados (incecircndio
lesotildees interrupccedilatildeo da produccedilatildeo etc)
Adeacutequa o seguro aos reais riscos da empresa
Reduz eou elimina as indenizaccedilotildeesmultas provenientes de danos ao
meio ambiente
Aponta necessidades de treinamentos
Otimiza os investimentos
Manteacutem a continuidade do processo produtivo
Detecta as deficiecircncias e otimiza os gastos com manutenccedilatildeo
Preserva a imagem da empresa
Manteacutem os funcionaacuterios mais satisfeitos
Prioriza a tomada de decisotildees dos investimentos necessaacuterios em
prevenccedilatildeo e permite a anaacutelise da relaccedilatildeo custobeneficio
24
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO
As teacutecnicas de anaacutelise de risco vecircm sendo aplicadas nas induacutestrias de
processo basicamente por dois fatores para a decisatildeo acerca da aceitabilidade de
uma nova planta industrial e para a melhoria da confiabilidade dos sistemas teacutecnicos
e organizacionais existentes Segundo Souza (2006) os resultados obtidos dessas
teacutecnicas servem para
Localizar processos e operaccedilotildees perigosas
Decidir sobre investimentos em equipamentos de prevenccedilatildeo de acidentes
e limitaccedilatildeo de suas consequumlecircncias
Projetar processos de fabricaccedilatildeo e sistemas de controle
Criar rotinas operacionais e de manutenccedilatildeo
Escrever e registrar documentos de seguranccedila para a organizaccedilatildeo
Existem diversas teacutecnicas para a anaacutelise de risco diferenciando-as por seus
objetivos benefiacutecios custos e limitaccedilotildees Como cada teacutecnica aborda os riscos de
maneira diferente existem certas vantagens no uso de determinadas teacutecnicas para
um especiacutefico processo ou projeto Os meacutetodos de anaacutelise de risco podem ser
classificados em qualitativos ou quantitativos
Atraveacutes dos meacutetodos qualitativos pode-se verificar a graduaccedilatildeo dos riscos
em uma atividade ou processo Os riscos satildeo identificados pela probabilidade de
ocorrecircncia e sua severidade de suas consequumlecircncias No entanto esse meacutetodo
torna-se subjetivo pois natildeo existe uma definiccedilatildeo de categorias de probabilidade e
severidade oacutetima Assim esse meacutetodo de anaacutelise pode variar conforme a
sensibilidade dos avaliadores por essa anaacutelise (PARDO 2009 RAPOSO 2004)
No entanto os meacutetodos quantitativos podem ser utilizados em conjunto com
os qualitativos dando uma maior complementaridade a anaacutelise por serem meacutetodos
mais detalhados (RAPOSO 2004)
A avaliaccedilatildeo qualitativa tem como limite o fato de natildeo se poder prever tudo jaacute
os limites da avaliaccedilatildeo quantitativa estatildeo fundamentados na qualidade dos dados
com relaccedilatildeo a sua confiabilidade (BARRETTO 2008)
25
Pelos estudos de Barretto (2008) Ferreira (2008) Raposo (2004) os
principais meacutetodos para anaacutelise de riscos qualitativos e quantitativos satildeo
Inspeccedilatildeo de Seguranccedila (Safety Review)
Lista de Verificaccedilatildeo (Checklist Analysis)
Priorizaccedilatildeo Relativa (Relative Ranking)
Anaacutelise Preliminar de PerigosRiscos (Preliminary Hazard Analysis)
Anaacutelise What-If (What-If Analysis)
Anaacutelise What-If LV (What-If Checklist Analysis)
Anaacutelise de Perigos e Operabilidade (Hazard and Operability Analysis)
Anaacutelise de Modos e Efeitos de Falhas (Failure Modes and Effects
Analysis)
Anaacutelise por Aacutervore de Eventos (Event Tree Analysis)
Anaacutelise por Aacutervore de Falhas (Fault Tree Analysis)
Anaacutelise de Causa e Consequumlecircncia (Cause-Consequence Analysis)
Anaacutelise da Confiabilidade Humana (Human Reliability Analysis)
Anaacutelise Histoacuterica
Anaacutelise de Vulnerabilidade (Vulnerability Models)
Anaacutelise de Custo-Benefiacutecio
Anaacutelise das Causas-Raiz de falhas (Root Cause Failure Analysis)
Anaacutelise Quantitativa de Riscos
Teacutecnicas Especiais
Para o estudo realizado no presente trabalho foi escolhido o meacutetodo da
Anaacutelise Preliminar de Riscos ndash APR e a Lista de Verificaccedilatildeo - Checklist que seratildeo
detalhadas com maior ecircnfase nos proacuteximos itens
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR
Entre as metodologias mais utilizadas para anaacutelise de risco consta a Anaacutelise
Preliminar de Riscos mais conhecida como APR Segundo informes da DuPont
(2009) a APR eacute tambeacutem conhecida como Anaacutelise Preliminar de Perigo ndash APP
26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

20
organizaccedilatildeo Se natildeo existir esta integraccedilatildeo os resultados podem ser nefastos e os
perigos verificados podem incorrer em riscos de alto potencial
Hillson (2010 p 43) ensina que uma integraccedilatildeo verdadeira requer algumas
mudanccedilas organizacionais tais como
reconhecimento da existecircncia de incertezas como parte natural dos negoacutecios Junto a isso a necessidade de ter interfaces apropriadas com os processos de negoacutecio e ferramentas Em adiccedilatildeo existe a necessidade de desenvolver um pensamento estrateacutegico baseado em risco dentro da cultura organizacional [] deve ser visto como parte integral do fazer negoacutecio e deve se tornar ldquoconstrutivo e natildeo-repreensivo
Havendo esta integraccedilatildeo segundo Cardella (2010 p 44) o gerenciamento
de riscos eacute proativo em uma organizaccedilatildeo por implantar na administraccedilatildeo
empresarial
- um conjunto de ferramentas e teacutecnicas de gerenciamento de riscos que
estaria plenamente integrado com o projeto e os processos de negoacutecios e
com o reconhecimento de que incertezas fazem parte de todos os niacuteveis
da organizaccedilatildeo (via integraccedilatildeo de gerenciamento de riscos)
- melhorias nas anaacutelises dos efeitos dos riscos no projeto e no desempenho
do negoacutecio endereccedilando seu impacto tambeacutem em assuntos mais amplos
do que tempo e custo (via aumento da profundidade das anaacutelises e
amplitude da aplicaccedilatildeo) e cobrindo ameaccedilas e oportunidades
- com a apropriada consideraccedilatildeo sendo tomada no fator humano no
processo de risco usando avaliaccedilotildees de atitudes de risco contabilizando
sistematicamente sua influecircncia e construindo equipes balanceadas por
riscos (via aspectos comportamentais)
O gerenciamento de riscos atendendo todos os condicionantes essenciais
para que realmente os riscos sejam reduzidos ou eliminados contribui
significativamente para o sucesso da organizaccedilatildeo
21
Considerando que a base do gerenciamento de riscos eacute estabelecer
paracircmetros na conduccedilatildeo das accedilotildees portanto a seguir satildeo detalhados os processos
de anaacutelise de risco e as principais teacutecnicas que podem ser utilizadas em uma
empresa do ramo quiacutemico
22
24 ANAacuteLISE DE RISCOS
Considerando as pesquisas que avaliam os riscos nas organizaccedilotildees a
anaacutelise de riscos situa-se como o ldquoestudo detalhado de um objeto com a finalidade
de identificar perigos e avaliar os riscos associadosrdquo (CARTELLA 2010 p 106)
Roessler (2001) relata que no Manual de Anaacutelise de Riscos Industriais da
Fundaccedilatildeo Estadual de Proteccedilatildeo Ambiental ndash FEPAM a anaacutelise de risco eacute uma
ferramenta administrativa que identifica e avalia qualitativamente e quantitativamente
os riscos inerentes agrave atividades de produccedilatildeo
Porto (2000) considera que esta ferramenta deve ser incorporada como
elemento essencial por todos os componentes de uma organizaccedilatildeo desde a alta
administraccedilatildeo ateacute o chatildeo da faacutebrica considerando que o principal foco da anaacutelise de
risco eacute a prevenccedilatildeo
O estudo da anaacutelise de risco tem por objetivo estabelecer a consciecircncia e o
controle dos riscos para o pessoal que estaacute desenvolvendo projetando operando e
mantendo os processos operacionais em uma organizaccedilatildeo As anaacutelises focam as
questotildees de seguranccedila de processos e ao mesmo tempo complementam as
atividades industriais de seguranccedila e sauacutede mais tradicionais
Os acidentes podem ocorrer na operaccedilatildeo de qualquer processo e a
preocupaccedilatildeo pela prevenccedilatildeo desses acidentes natildeo inclui apenas o compromisso da
gerecircncia ou da lideranccedila nas organizaccedilotildees mas requer tambeacutem um programa bem
definido para administrar todas as funccedilotildees e atividades que possam afetar a
seguranccedila em cada niacutevel da organizaccedilatildeo (DUPONT 2009)
Pelas orientaccedilotildees da DuPont (2009) a implementaccedilatildeo de programas de
anaacutelise de risco tem por objetivo conhecer os riscos relacionados agraves instalaccedilotildees e
aos processos industriais As anaacutelises satildeo realizadas por meio de ferramentas
estruturadas e por equipes multidisciplinares Os riscos satildeo identificados atraveacutes das
experiecircncias anteriores da equipe de resultados de auditorias inspeccedilotildees ou ateacute
mesmo anaacutelise de incidentes bem como de anaacutelises de riscos anteriormente
realizadas Os resultados por meio dessas anaacutelises alimentam planos de accedilatildeo de
emergecircncia bem como procedimentos operacionais reciclagem nos treinamentos
especificaccedilotildees das instalaccedilotildees e processos dentro de um enfoque de melhoria
contiacutenua
23
Souza (2006) destaca algumas irregularidades que podem afetar a empresa
e que satildeo abordados durante uma inspeccedilatildeo de riscos
Danos a propriedade (incecircndio explosatildeo etc)
Lesotildees pessoais (morte mutilaccedilotildees doenccedilas etc)
Parada de produccedilatildeo (quebra de maacutequina queima de motores
transformadores etc)
Perda de qualidade (falta de controle de processo instrumentos e
maquinaacuterios inadequados etc)
Poluiccedilatildeo ambiental (tratamento inadequado de efluentes gases e
resiacuteduos industriais soacutelidos etc)
Riscos agrave comunidade (vazamento de gases toacutexicos liacutequidos inflamaacuteveis
etc)
Esse mesmo autor tambeacutem destaca os principais benefiacutecios com a anaacutelise
de riscos
Reduz a frequumlecircncia e a gravidade de eventos indesejados (incecircndio
lesotildees interrupccedilatildeo da produccedilatildeo etc)
Adeacutequa o seguro aos reais riscos da empresa
Reduz eou elimina as indenizaccedilotildeesmultas provenientes de danos ao
meio ambiente
Aponta necessidades de treinamentos
Otimiza os investimentos
Manteacutem a continuidade do processo produtivo
Detecta as deficiecircncias e otimiza os gastos com manutenccedilatildeo
Preserva a imagem da empresa
Manteacutem os funcionaacuterios mais satisfeitos
Prioriza a tomada de decisotildees dos investimentos necessaacuterios em
prevenccedilatildeo e permite a anaacutelise da relaccedilatildeo custobeneficio
24
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO
As teacutecnicas de anaacutelise de risco vecircm sendo aplicadas nas induacutestrias de
processo basicamente por dois fatores para a decisatildeo acerca da aceitabilidade de
uma nova planta industrial e para a melhoria da confiabilidade dos sistemas teacutecnicos
e organizacionais existentes Segundo Souza (2006) os resultados obtidos dessas
teacutecnicas servem para
Localizar processos e operaccedilotildees perigosas
Decidir sobre investimentos em equipamentos de prevenccedilatildeo de acidentes
e limitaccedilatildeo de suas consequumlecircncias
Projetar processos de fabricaccedilatildeo e sistemas de controle
Criar rotinas operacionais e de manutenccedilatildeo
Escrever e registrar documentos de seguranccedila para a organizaccedilatildeo
Existem diversas teacutecnicas para a anaacutelise de risco diferenciando-as por seus
objetivos benefiacutecios custos e limitaccedilotildees Como cada teacutecnica aborda os riscos de
maneira diferente existem certas vantagens no uso de determinadas teacutecnicas para
um especiacutefico processo ou projeto Os meacutetodos de anaacutelise de risco podem ser
classificados em qualitativos ou quantitativos
Atraveacutes dos meacutetodos qualitativos pode-se verificar a graduaccedilatildeo dos riscos
em uma atividade ou processo Os riscos satildeo identificados pela probabilidade de
ocorrecircncia e sua severidade de suas consequumlecircncias No entanto esse meacutetodo
torna-se subjetivo pois natildeo existe uma definiccedilatildeo de categorias de probabilidade e
severidade oacutetima Assim esse meacutetodo de anaacutelise pode variar conforme a
sensibilidade dos avaliadores por essa anaacutelise (PARDO 2009 RAPOSO 2004)
No entanto os meacutetodos quantitativos podem ser utilizados em conjunto com
os qualitativos dando uma maior complementaridade a anaacutelise por serem meacutetodos
mais detalhados (RAPOSO 2004)
A avaliaccedilatildeo qualitativa tem como limite o fato de natildeo se poder prever tudo jaacute
os limites da avaliaccedilatildeo quantitativa estatildeo fundamentados na qualidade dos dados
com relaccedilatildeo a sua confiabilidade (BARRETTO 2008)
25
Pelos estudos de Barretto (2008) Ferreira (2008) Raposo (2004) os
principais meacutetodos para anaacutelise de riscos qualitativos e quantitativos satildeo
Inspeccedilatildeo de Seguranccedila (Safety Review)
Lista de Verificaccedilatildeo (Checklist Analysis)
Priorizaccedilatildeo Relativa (Relative Ranking)
Anaacutelise Preliminar de PerigosRiscos (Preliminary Hazard Analysis)
Anaacutelise What-If (What-If Analysis)
Anaacutelise What-If LV (What-If Checklist Analysis)
Anaacutelise de Perigos e Operabilidade (Hazard and Operability Analysis)
Anaacutelise de Modos e Efeitos de Falhas (Failure Modes and Effects
Analysis)
Anaacutelise por Aacutervore de Eventos (Event Tree Analysis)
Anaacutelise por Aacutervore de Falhas (Fault Tree Analysis)
Anaacutelise de Causa e Consequumlecircncia (Cause-Consequence Analysis)
Anaacutelise da Confiabilidade Humana (Human Reliability Analysis)
Anaacutelise Histoacuterica
Anaacutelise de Vulnerabilidade (Vulnerability Models)
Anaacutelise de Custo-Benefiacutecio
Anaacutelise das Causas-Raiz de falhas (Root Cause Failure Analysis)
Anaacutelise Quantitativa de Riscos
Teacutecnicas Especiais
Para o estudo realizado no presente trabalho foi escolhido o meacutetodo da
Anaacutelise Preliminar de Riscos ndash APR e a Lista de Verificaccedilatildeo - Checklist que seratildeo
detalhadas com maior ecircnfase nos proacuteximos itens
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR
Entre as metodologias mais utilizadas para anaacutelise de risco consta a Anaacutelise
Preliminar de Riscos mais conhecida como APR Segundo informes da DuPont
(2009) a APR eacute tambeacutem conhecida como Anaacutelise Preliminar de Perigo ndash APP
26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)
21
Considerando que a base do gerenciamento de riscos eacute estabelecer
paracircmetros na conduccedilatildeo das accedilotildees portanto a seguir satildeo detalhados os processos
de anaacutelise de risco e as principais teacutecnicas que podem ser utilizadas em uma
empresa do ramo quiacutemico
22
24 ANAacuteLISE DE RISCOS
Considerando as pesquisas que avaliam os riscos nas organizaccedilotildees a
anaacutelise de riscos situa-se como o ldquoestudo detalhado de um objeto com a finalidade
de identificar perigos e avaliar os riscos associadosrdquo (CARTELLA 2010 p 106)
Roessler (2001) relata que no Manual de Anaacutelise de Riscos Industriais da
Fundaccedilatildeo Estadual de Proteccedilatildeo Ambiental ndash FEPAM a anaacutelise de risco eacute uma
ferramenta administrativa que identifica e avalia qualitativamente e quantitativamente
os riscos inerentes agrave atividades de produccedilatildeo
Porto (2000) considera que esta ferramenta deve ser incorporada como
elemento essencial por todos os componentes de uma organizaccedilatildeo desde a alta
administraccedilatildeo ateacute o chatildeo da faacutebrica considerando que o principal foco da anaacutelise de
risco eacute a prevenccedilatildeo
O estudo da anaacutelise de risco tem por objetivo estabelecer a consciecircncia e o
controle dos riscos para o pessoal que estaacute desenvolvendo projetando operando e
mantendo os processos operacionais em uma organizaccedilatildeo As anaacutelises focam as
questotildees de seguranccedila de processos e ao mesmo tempo complementam as
atividades industriais de seguranccedila e sauacutede mais tradicionais
Os acidentes podem ocorrer na operaccedilatildeo de qualquer processo e a
preocupaccedilatildeo pela prevenccedilatildeo desses acidentes natildeo inclui apenas o compromisso da
gerecircncia ou da lideranccedila nas organizaccedilotildees mas requer tambeacutem um programa bem
definido para administrar todas as funccedilotildees e atividades que possam afetar a
seguranccedila em cada niacutevel da organizaccedilatildeo (DUPONT 2009)
Pelas orientaccedilotildees da DuPont (2009) a implementaccedilatildeo de programas de
anaacutelise de risco tem por objetivo conhecer os riscos relacionados agraves instalaccedilotildees e
aos processos industriais As anaacutelises satildeo realizadas por meio de ferramentas
estruturadas e por equipes multidisciplinares Os riscos satildeo identificados atraveacutes das
experiecircncias anteriores da equipe de resultados de auditorias inspeccedilotildees ou ateacute
mesmo anaacutelise de incidentes bem como de anaacutelises de riscos anteriormente
realizadas Os resultados por meio dessas anaacutelises alimentam planos de accedilatildeo de
emergecircncia bem como procedimentos operacionais reciclagem nos treinamentos
especificaccedilotildees das instalaccedilotildees e processos dentro de um enfoque de melhoria
contiacutenua
23
Souza (2006) destaca algumas irregularidades que podem afetar a empresa
e que satildeo abordados durante uma inspeccedilatildeo de riscos
Danos a propriedade (incecircndio explosatildeo etc)
Lesotildees pessoais (morte mutilaccedilotildees doenccedilas etc)
Parada de produccedilatildeo (quebra de maacutequina queima de motores
transformadores etc)
Perda de qualidade (falta de controle de processo instrumentos e
maquinaacuterios inadequados etc)
Poluiccedilatildeo ambiental (tratamento inadequado de efluentes gases e
resiacuteduos industriais soacutelidos etc)
Riscos agrave comunidade (vazamento de gases toacutexicos liacutequidos inflamaacuteveis
etc)
Esse mesmo autor tambeacutem destaca os principais benefiacutecios com a anaacutelise
de riscos
Reduz a frequumlecircncia e a gravidade de eventos indesejados (incecircndio
lesotildees interrupccedilatildeo da produccedilatildeo etc)
Adeacutequa o seguro aos reais riscos da empresa
Reduz eou elimina as indenizaccedilotildeesmultas provenientes de danos ao
meio ambiente
Aponta necessidades de treinamentos
Otimiza os investimentos
Manteacutem a continuidade do processo produtivo
Detecta as deficiecircncias e otimiza os gastos com manutenccedilatildeo
Preserva a imagem da empresa
Manteacutem os funcionaacuterios mais satisfeitos
Prioriza a tomada de decisotildees dos investimentos necessaacuterios em
prevenccedilatildeo e permite a anaacutelise da relaccedilatildeo custobeneficio
24
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO
As teacutecnicas de anaacutelise de risco vecircm sendo aplicadas nas induacutestrias de
processo basicamente por dois fatores para a decisatildeo acerca da aceitabilidade de
uma nova planta industrial e para a melhoria da confiabilidade dos sistemas teacutecnicos
e organizacionais existentes Segundo Souza (2006) os resultados obtidos dessas
teacutecnicas servem para
Localizar processos e operaccedilotildees perigosas
Decidir sobre investimentos em equipamentos de prevenccedilatildeo de acidentes
e limitaccedilatildeo de suas consequumlecircncias
Projetar processos de fabricaccedilatildeo e sistemas de controle
Criar rotinas operacionais e de manutenccedilatildeo
Escrever e registrar documentos de seguranccedila para a organizaccedilatildeo
Existem diversas teacutecnicas para a anaacutelise de risco diferenciando-as por seus
objetivos benefiacutecios custos e limitaccedilotildees Como cada teacutecnica aborda os riscos de
maneira diferente existem certas vantagens no uso de determinadas teacutecnicas para
um especiacutefico processo ou projeto Os meacutetodos de anaacutelise de risco podem ser
classificados em qualitativos ou quantitativos
Atraveacutes dos meacutetodos qualitativos pode-se verificar a graduaccedilatildeo dos riscos
em uma atividade ou processo Os riscos satildeo identificados pela probabilidade de
ocorrecircncia e sua severidade de suas consequumlecircncias No entanto esse meacutetodo
torna-se subjetivo pois natildeo existe uma definiccedilatildeo de categorias de probabilidade e
severidade oacutetima Assim esse meacutetodo de anaacutelise pode variar conforme a
sensibilidade dos avaliadores por essa anaacutelise (PARDO 2009 RAPOSO 2004)
No entanto os meacutetodos quantitativos podem ser utilizados em conjunto com
os qualitativos dando uma maior complementaridade a anaacutelise por serem meacutetodos
mais detalhados (RAPOSO 2004)
A avaliaccedilatildeo qualitativa tem como limite o fato de natildeo se poder prever tudo jaacute
os limites da avaliaccedilatildeo quantitativa estatildeo fundamentados na qualidade dos dados
com relaccedilatildeo a sua confiabilidade (BARRETTO 2008)
25
Pelos estudos de Barretto (2008) Ferreira (2008) Raposo (2004) os
principais meacutetodos para anaacutelise de riscos qualitativos e quantitativos satildeo
Inspeccedilatildeo de Seguranccedila (Safety Review)
Lista de Verificaccedilatildeo (Checklist Analysis)
Priorizaccedilatildeo Relativa (Relative Ranking)
Anaacutelise Preliminar de PerigosRiscos (Preliminary Hazard Analysis)
Anaacutelise What-If (What-If Analysis)
Anaacutelise What-If LV (What-If Checklist Analysis)
Anaacutelise de Perigos e Operabilidade (Hazard and Operability Analysis)
Anaacutelise de Modos e Efeitos de Falhas (Failure Modes and Effects
Analysis)
Anaacutelise por Aacutervore de Eventos (Event Tree Analysis)
Anaacutelise por Aacutervore de Falhas (Fault Tree Analysis)
Anaacutelise de Causa e Consequumlecircncia (Cause-Consequence Analysis)
Anaacutelise da Confiabilidade Humana (Human Reliability Analysis)
Anaacutelise Histoacuterica
Anaacutelise de Vulnerabilidade (Vulnerability Models)
Anaacutelise de Custo-Benefiacutecio
Anaacutelise das Causas-Raiz de falhas (Root Cause Failure Analysis)
Anaacutelise Quantitativa de Riscos
Teacutecnicas Especiais
Para o estudo realizado no presente trabalho foi escolhido o meacutetodo da
Anaacutelise Preliminar de Riscos ndash APR e a Lista de Verificaccedilatildeo - Checklist que seratildeo
detalhadas com maior ecircnfase nos proacuteximos itens
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR
Entre as metodologias mais utilizadas para anaacutelise de risco consta a Anaacutelise
Preliminar de Riscos mais conhecida como APR Segundo informes da DuPont
(2009) a APR eacute tambeacutem conhecida como Anaacutelise Preliminar de Perigo ndash APP
26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

22
24 ANAacuteLISE DE RISCOS
Considerando as pesquisas que avaliam os riscos nas organizaccedilotildees a
anaacutelise de riscos situa-se como o ldquoestudo detalhado de um objeto com a finalidade
de identificar perigos e avaliar os riscos associadosrdquo (CARTELLA 2010 p 106)
Roessler (2001) relata que no Manual de Anaacutelise de Riscos Industriais da
Fundaccedilatildeo Estadual de Proteccedilatildeo Ambiental ndash FEPAM a anaacutelise de risco eacute uma
ferramenta administrativa que identifica e avalia qualitativamente e quantitativamente
os riscos inerentes agrave atividades de produccedilatildeo
Porto (2000) considera que esta ferramenta deve ser incorporada como
elemento essencial por todos os componentes de uma organizaccedilatildeo desde a alta
administraccedilatildeo ateacute o chatildeo da faacutebrica considerando que o principal foco da anaacutelise de
risco eacute a prevenccedilatildeo
O estudo da anaacutelise de risco tem por objetivo estabelecer a consciecircncia e o
controle dos riscos para o pessoal que estaacute desenvolvendo projetando operando e
mantendo os processos operacionais em uma organizaccedilatildeo As anaacutelises focam as
questotildees de seguranccedila de processos e ao mesmo tempo complementam as
atividades industriais de seguranccedila e sauacutede mais tradicionais
Os acidentes podem ocorrer na operaccedilatildeo de qualquer processo e a
preocupaccedilatildeo pela prevenccedilatildeo desses acidentes natildeo inclui apenas o compromisso da
gerecircncia ou da lideranccedila nas organizaccedilotildees mas requer tambeacutem um programa bem
definido para administrar todas as funccedilotildees e atividades que possam afetar a
seguranccedila em cada niacutevel da organizaccedilatildeo (DUPONT 2009)
Pelas orientaccedilotildees da DuPont (2009) a implementaccedilatildeo de programas de
anaacutelise de risco tem por objetivo conhecer os riscos relacionados agraves instalaccedilotildees e
aos processos industriais As anaacutelises satildeo realizadas por meio de ferramentas
estruturadas e por equipes multidisciplinares Os riscos satildeo identificados atraveacutes das
experiecircncias anteriores da equipe de resultados de auditorias inspeccedilotildees ou ateacute
mesmo anaacutelise de incidentes bem como de anaacutelises de riscos anteriormente
realizadas Os resultados por meio dessas anaacutelises alimentam planos de accedilatildeo de
emergecircncia bem como procedimentos operacionais reciclagem nos treinamentos
especificaccedilotildees das instalaccedilotildees e processos dentro de um enfoque de melhoria
contiacutenua
23
Souza (2006) destaca algumas irregularidades que podem afetar a empresa
e que satildeo abordados durante uma inspeccedilatildeo de riscos
Danos a propriedade (incecircndio explosatildeo etc)
Lesotildees pessoais (morte mutilaccedilotildees doenccedilas etc)
Parada de produccedilatildeo (quebra de maacutequina queima de motores
transformadores etc)
Perda de qualidade (falta de controle de processo instrumentos e
maquinaacuterios inadequados etc)
Poluiccedilatildeo ambiental (tratamento inadequado de efluentes gases e
resiacuteduos industriais soacutelidos etc)
Riscos agrave comunidade (vazamento de gases toacutexicos liacutequidos inflamaacuteveis
etc)
Esse mesmo autor tambeacutem destaca os principais benefiacutecios com a anaacutelise
de riscos
Reduz a frequumlecircncia e a gravidade de eventos indesejados (incecircndio
lesotildees interrupccedilatildeo da produccedilatildeo etc)
Adeacutequa o seguro aos reais riscos da empresa
Reduz eou elimina as indenizaccedilotildeesmultas provenientes de danos ao
meio ambiente
Aponta necessidades de treinamentos
Otimiza os investimentos
Manteacutem a continuidade do processo produtivo
Detecta as deficiecircncias e otimiza os gastos com manutenccedilatildeo
Preserva a imagem da empresa
Manteacutem os funcionaacuterios mais satisfeitos
Prioriza a tomada de decisotildees dos investimentos necessaacuterios em
prevenccedilatildeo e permite a anaacutelise da relaccedilatildeo custobeneficio
24
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO
As teacutecnicas de anaacutelise de risco vecircm sendo aplicadas nas induacutestrias de
processo basicamente por dois fatores para a decisatildeo acerca da aceitabilidade de
uma nova planta industrial e para a melhoria da confiabilidade dos sistemas teacutecnicos
e organizacionais existentes Segundo Souza (2006) os resultados obtidos dessas
teacutecnicas servem para
Localizar processos e operaccedilotildees perigosas
Decidir sobre investimentos em equipamentos de prevenccedilatildeo de acidentes
e limitaccedilatildeo de suas consequumlecircncias
Projetar processos de fabricaccedilatildeo e sistemas de controle
Criar rotinas operacionais e de manutenccedilatildeo
Escrever e registrar documentos de seguranccedila para a organizaccedilatildeo
Existem diversas teacutecnicas para a anaacutelise de risco diferenciando-as por seus
objetivos benefiacutecios custos e limitaccedilotildees Como cada teacutecnica aborda os riscos de
maneira diferente existem certas vantagens no uso de determinadas teacutecnicas para
um especiacutefico processo ou projeto Os meacutetodos de anaacutelise de risco podem ser
classificados em qualitativos ou quantitativos
Atraveacutes dos meacutetodos qualitativos pode-se verificar a graduaccedilatildeo dos riscos
em uma atividade ou processo Os riscos satildeo identificados pela probabilidade de
ocorrecircncia e sua severidade de suas consequumlecircncias No entanto esse meacutetodo
torna-se subjetivo pois natildeo existe uma definiccedilatildeo de categorias de probabilidade e
severidade oacutetima Assim esse meacutetodo de anaacutelise pode variar conforme a
sensibilidade dos avaliadores por essa anaacutelise (PARDO 2009 RAPOSO 2004)
No entanto os meacutetodos quantitativos podem ser utilizados em conjunto com
os qualitativos dando uma maior complementaridade a anaacutelise por serem meacutetodos
mais detalhados (RAPOSO 2004)
A avaliaccedilatildeo qualitativa tem como limite o fato de natildeo se poder prever tudo jaacute
os limites da avaliaccedilatildeo quantitativa estatildeo fundamentados na qualidade dos dados
com relaccedilatildeo a sua confiabilidade (BARRETTO 2008)
25
Pelos estudos de Barretto (2008) Ferreira (2008) Raposo (2004) os
principais meacutetodos para anaacutelise de riscos qualitativos e quantitativos satildeo
Inspeccedilatildeo de Seguranccedila (Safety Review)
Lista de Verificaccedilatildeo (Checklist Analysis)
Priorizaccedilatildeo Relativa (Relative Ranking)
Anaacutelise Preliminar de PerigosRiscos (Preliminary Hazard Analysis)
Anaacutelise What-If (What-If Analysis)
Anaacutelise What-If LV (What-If Checklist Analysis)
Anaacutelise de Perigos e Operabilidade (Hazard and Operability Analysis)
Anaacutelise de Modos e Efeitos de Falhas (Failure Modes and Effects
Analysis)
Anaacutelise por Aacutervore de Eventos (Event Tree Analysis)
Anaacutelise por Aacutervore de Falhas (Fault Tree Analysis)
Anaacutelise de Causa e Consequumlecircncia (Cause-Consequence Analysis)
Anaacutelise da Confiabilidade Humana (Human Reliability Analysis)
Anaacutelise Histoacuterica
Anaacutelise de Vulnerabilidade (Vulnerability Models)
Anaacutelise de Custo-Benefiacutecio
Anaacutelise das Causas-Raiz de falhas (Root Cause Failure Analysis)
Anaacutelise Quantitativa de Riscos
Teacutecnicas Especiais
Para o estudo realizado no presente trabalho foi escolhido o meacutetodo da
Anaacutelise Preliminar de Riscos ndash APR e a Lista de Verificaccedilatildeo - Checklist que seratildeo
detalhadas com maior ecircnfase nos proacuteximos itens
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR
Entre as metodologias mais utilizadas para anaacutelise de risco consta a Anaacutelise
Preliminar de Riscos mais conhecida como APR Segundo informes da DuPont
(2009) a APR eacute tambeacutem conhecida como Anaacutelise Preliminar de Perigo ndash APP
26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

23
Souza (2006) destaca algumas irregularidades que podem afetar a empresa
e que satildeo abordados durante uma inspeccedilatildeo de riscos
Danos a propriedade (incecircndio explosatildeo etc)
Lesotildees pessoais (morte mutilaccedilotildees doenccedilas etc)
Parada de produccedilatildeo (quebra de maacutequina queima de motores
transformadores etc)
Perda de qualidade (falta de controle de processo instrumentos e
maquinaacuterios inadequados etc)
Poluiccedilatildeo ambiental (tratamento inadequado de efluentes gases e
resiacuteduos industriais soacutelidos etc)
Riscos agrave comunidade (vazamento de gases toacutexicos liacutequidos inflamaacuteveis
etc)
Esse mesmo autor tambeacutem destaca os principais benefiacutecios com a anaacutelise
de riscos
Reduz a frequumlecircncia e a gravidade de eventos indesejados (incecircndio
lesotildees interrupccedilatildeo da produccedilatildeo etc)
Adeacutequa o seguro aos reais riscos da empresa
Reduz eou elimina as indenizaccedilotildeesmultas provenientes de danos ao
meio ambiente
Aponta necessidades de treinamentos
Otimiza os investimentos
Manteacutem a continuidade do processo produtivo
Detecta as deficiecircncias e otimiza os gastos com manutenccedilatildeo
Preserva a imagem da empresa
Manteacutem os funcionaacuterios mais satisfeitos
Prioriza a tomada de decisotildees dos investimentos necessaacuterios em
prevenccedilatildeo e permite a anaacutelise da relaccedilatildeo custobeneficio
24
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO
As teacutecnicas de anaacutelise de risco vecircm sendo aplicadas nas induacutestrias de
processo basicamente por dois fatores para a decisatildeo acerca da aceitabilidade de
uma nova planta industrial e para a melhoria da confiabilidade dos sistemas teacutecnicos
e organizacionais existentes Segundo Souza (2006) os resultados obtidos dessas
teacutecnicas servem para
Localizar processos e operaccedilotildees perigosas
Decidir sobre investimentos em equipamentos de prevenccedilatildeo de acidentes
e limitaccedilatildeo de suas consequumlecircncias
Projetar processos de fabricaccedilatildeo e sistemas de controle
Criar rotinas operacionais e de manutenccedilatildeo
Escrever e registrar documentos de seguranccedila para a organizaccedilatildeo
Existem diversas teacutecnicas para a anaacutelise de risco diferenciando-as por seus
objetivos benefiacutecios custos e limitaccedilotildees Como cada teacutecnica aborda os riscos de
maneira diferente existem certas vantagens no uso de determinadas teacutecnicas para
um especiacutefico processo ou projeto Os meacutetodos de anaacutelise de risco podem ser
classificados em qualitativos ou quantitativos
Atraveacutes dos meacutetodos qualitativos pode-se verificar a graduaccedilatildeo dos riscos
em uma atividade ou processo Os riscos satildeo identificados pela probabilidade de
ocorrecircncia e sua severidade de suas consequumlecircncias No entanto esse meacutetodo
torna-se subjetivo pois natildeo existe uma definiccedilatildeo de categorias de probabilidade e
severidade oacutetima Assim esse meacutetodo de anaacutelise pode variar conforme a
sensibilidade dos avaliadores por essa anaacutelise (PARDO 2009 RAPOSO 2004)
No entanto os meacutetodos quantitativos podem ser utilizados em conjunto com
os qualitativos dando uma maior complementaridade a anaacutelise por serem meacutetodos
mais detalhados (RAPOSO 2004)
A avaliaccedilatildeo qualitativa tem como limite o fato de natildeo se poder prever tudo jaacute
os limites da avaliaccedilatildeo quantitativa estatildeo fundamentados na qualidade dos dados
com relaccedilatildeo a sua confiabilidade (BARRETTO 2008)
25
Pelos estudos de Barretto (2008) Ferreira (2008) Raposo (2004) os
principais meacutetodos para anaacutelise de riscos qualitativos e quantitativos satildeo
Inspeccedilatildeo de Seguranccedila (Safety Review)
Lista de Verificaccedilatildeo (Checklist Analysis)
Priorizaccedilatildeo Relativa (Relative Ranking)
Anaacutelise Preliminar de PerigosRiscos (Preliminary Hazard Analysis)
Anaacutelise What-If (What-If Analysis)
Anaacutelise What-If LV (What-If Checklist Analysis)
Anaacutelise de Perigos e Operabilidade (Hazard and Operability Analysis)
Anaacutelise de Modos e Efeitos de Falhas (Failure Modes and Effects
Analysis)
Anaacutelise por Aacutervore de Eventos (Event Tree Analysis)
Anaacutelise por Aacutervore de Falhas (Fault Tree Analysis)
Anaacutelise de Causa e Consequumlecircncia (Cause-Consequence Analysis)
Anaacutelise da Confiabilidade Humana (Human Reliability Analysis)
Anaacutelise Histoacuterica
Anaacutelise de Vulnerabilidade (Vulnerability Models)
Anaacutelise de Custo-Benefiacutecio
Anaacutelise das Causas-Raiz de falhas (Root Cause Failure Analysis)
Anaacutelise Quantitativa de Riscos
Teacutecnicas Especiais
Para o estudo realizado no presente trabalho foi escolhido o meacutetodo da
Anaacutelise Preliminar de Riscos ndash APR e a Lista de Verificaccedilatildeo - Checklist que seratildeo
detalhadas com maior ecircnfase nos proacuteximos itens
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR
Entre as metodologias mais utilizadas para anaacutelise de risco consta a Anaacutelise
Preliminar de Riscos mais conhecida como APR Segundo informes da DuPont
(2009) a APR eacute tambeacutem conhecida como Anaacutelise Preliminar de Perigo ndash APP
26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

24
25 PRINCIPAIS TEacuteCNICAS DE ANAacuteLISE DE RISCO
As teacutecnicas de anaacutelise de risco vecircm sendo aplicadas nas induacutestrias de
processo basicamente por dois fatores para a decisatildeo acerca da aceitabilidade de
uma nova planta industrial e para a melhoria da confiabilidade dos sistemas teacutecnicos
e organizacionais existentes Segundo Souza (2006) os resultados obtidos dessas
teacutecnicas servem para
Localizar processos e operaccedilotildees perigosas
Decidir sobre investimentos em equipamentos de prevenccedilatildeo de acidentes
e limitaccedilatildeo de suas consequumlecircncias
Projetar processos de fabricaccedilatildeo e sistemas de controle
Criar rotinas operacionais e de manutenccedilatildeo
Escrever e registrar documentos de seguranccedila para a organizaccedilatildeo
Existem diversas teacutecnicas para a anaacutelise de risco diferenciando-as por seus
objetivos benefiacutecios custos e limitaccedilotildees Como cada teacutecnica aborda os riscos de
maneira diferente existem certas vantagens no uso de determinadas teacutecnicas para
um especiacutefico processo ou projeto Os meacutetodos de anaacutelise de risco podem ser
classificados em qualitativos ou quantitativos
Atraveacutes dos meacutetodos qualitativos pode-se verificar a graduaccedilatildeo dos riscos
em uma atividade ou processo Os riscos satildeo identificados pela probabilidade de
ocorrecircncia e sua severidade de suas consequumlecircncias No entanto esse meacutetodo
torna-se subjetivo pois natildeo existe uma definiccedilatildeo de categorias de probabilidade e
severidade oacutetima Assim esse meacutetodo de anaacutelise pode variar conforme a
sensibilidade dos avaliadores por essa anaacutelise (PARDO 2009 RAPOSO 2004)
No entanto os meacutetodos quantitativos podem ser utilizados em conjunto com
os qualitativos dando uma maior complementaridade a anaacutelise por serem meacutetodos
mais detalhados (RAPOSO 2004)
A avaliaccedilatildeo qualitativa tem como limite o fato de natildeo se poder prever tudo jaacute
os limites da avaliaccedilatildeo quantitativa estatildeo fundamentados na qualidade dos dados
com relaccedilatildeo a sua confiabilidade (BARRETTO 2008)
25
Pelos estudos de Barretto (2008) Ferreira (2008) Raposo (2004) os
principais meacutetodos para anaacutelise de riscos qualitativos e quantitativos satildeo
Inspeccedilatildeo de Seguranccedila (Safety Review)
Lista de Verificaccedilatildeo (Checklist Analysis)
Priorizaccedilatildeo Relativa (Relative Ranking)
Anaacutelise Preliminar de PerigosRiscos (Preliminary Hazard Analysis)
Anaacutelise What-If (What-If Analysis)
Anaacutelise What-If LV (What-If Checklist Analysis)
Anaacutelise de Perigos e Operabilidade (Hazard and Operability Analysis)
Anaacutelise de Modos e Efeitos de Falhas (Failure Modes and Effects
Analysis)
Anaacutelise por Aacutervore de Eventos (Event Tree Analysis)
Anaacutelise por Aacutervore de Falhas (Fault Tree Analysis)
Anaacutelise de Causa e Consequumlecircncia (Cause-Consequence Analysis)
Anaacutelise da Confiabilidade Humana (Human Reliability Analysis)
Anaacutelise Histoacuterica
Anaacutelise de Vulnerabilidade (Vulnerability Models)
Anaacutelise de Custo-Benefiacutecio
Anaacutelise das Causas-Raiz de falhas (Root Cause Failure Analysis)
Anaacutelise Quantitativa de Riscos
Teacutecnicas Especiais
Para o estudo realizado no presente trabalho foi escolhido o meacutetodo da
Anaacutelise Preliminar de Riscos ndash APR e a Lista de Verificaccedilatildeo - Checklist que seratildeo
detalhadas com maior ecircnfase nos proacuteximos itens
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR
Entre as metodologias mais utilizadas para anaacutelise de risco consta a Anaacutelise
Preliminar de Riscos mais conhecida como APR Segundo informes da DuPont
(2009) a APR eacute tambeacutem conhecida como Anaacutelise Preliminar de Perigo ndash APP
26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

25
Pelos estudos de Barretto (2008) Ferreira (2008) Raposo (2004) os
principais meacutetodos para anaacutelise de riscos qualitativos e quantitativos satildeo
Inspeccedilatildeo de Seguranccedila (Safety Review)
Lista de Verificaccedilatildeo (Checklist Analysis)
Priorizaccedilatildeo Relativa (Relative Ranking)
Anaacutelise Preliminar de PerigosRiscos (Preliminary Hazard Analysis)
Anaacutelise What-If (What-If Analysis)
Anaacutelise What-If LV (What-If Checklist Analysis)
Anaacutelise de Perigos e Operabilidade (Hazard and Operability Analysis)
Anaacutelise de Modos e Efeitos de Falhas (Failure Modes and Effects
Analysis)
Anaacutelise por Aacutervore de Eventos (Event Tree Analysis)
Anaacutelise por Aacutervore de Falhas (Fault Tree Analysis)
Anaacutelise de Causa e Consequumlecircncia (Cause-Consequence Analysis)
Anaacutelise da Confiabilidade Humana (Human Reliability Analysis)
Anaacutelise Histoacuterica
Anaacutelise de Vulnerabilidade (Vulnerability Models)
Anaacutelise de Custo-Benefiacutecio
Anaacutelise das Causas-Raiz de falhas (Root Cause Failure Analysis)
Anaacutelise Quantitativa de Riscos
Teacutecnicas Especiais
Para o estudo realizado no presente trabalho foi escolhido o meacutetodo da
Anaacutelise Preliminar de Riscos ndash APR e a Lista de Verificaccedilatildeo - Checklist que seratildeo
detalhadas com maior ecircnfase nos proacuteximos itens
26 ANAacuteLISE PRELIMINAR DE RISCOS - APR
Entre as metodologias mais utilizadas para anaacutelise de risco consta a Anaacutelise
Preliminar de Riscos mais conhecida como APR Segundo informes da DuPont
(2009) a APR eacute tambeacutem conhecida como Anaacutelise Preliminar de Perigo ndash APP
26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

26
Aguiar (2009) aponta a APR como uma metodologia que examina como a
energia ou o material de processo pode liberar riscos e identifica para cada perigo
uma causa
A funccedilatildeo da APR eacute de realizar uma revisatildeo dos principais riscos de uma
aacuterea atividade operaccedilatildeo ou equipamento na qual para cada risco identificado satildeo
buscadas as causas os efeitos da materializaccedilatildeo do risco e definidas medidas
preventivas ou corretivas Eacute uma teacutecnica voltada agrave identificaccedilatildeo dos riscos de forma
tabulada em planilhas em que se detalham para cada risco levantado as causas
consequumlecircncias categoria de frequumlecircncia e severidade e medidas de controle
(DUPONT 2009)
Ferreira (2008) afirma que a APR eacute utilizada como precedente de outros
meacutetodos mais detalhados tendo em conta que natildeo eacute considerado um meacutetodo muito
aprofundado Eacute uma anaacutelise que identifica os perigos que poderatildeo traduzir-se em
eventos indesejados define cenaacuterios de acidentes e determina os riscos do sistema
Os perigos satildeo classificados de acordo com a sua gravidade e frequumlecircncia e definem-
se medidas preventivas ou corretivas para os riscos
Na mesma linha de pensamento Aguiar (2009) explica que a APR eacute uma
metodologia utilizada no iniacutecio de um projeto em desenvolvimento quando a equipe
de prevenccedilatildeo possui somente elementos baacutesicos e a anaacutelise do perigo eacute realizada
em materiais definidos assim esta metodologia pode ser considerada como
precursora de outros meacutetodos
O encaminhamento metodoloacutegico da APR eacute apresentado por vaacuterios autores
havendo certa diferenccedila de um para outro mas que tecircm em comum transmitir que a
APR eacute um processo de inicializaccedilatildeo para a prevenccedilatildeo dos riscos Entre estes
autores podemos citar o trabalho de Ferreira (2008) onde aponta como
procedimento metodoloacutegico da APR o seguinte
1 Definir a equipe de trabalho
2 Definir e descrever os sistemas a analisar
3 Recolher informaccedilotildees sobre sistemas semelhantes jaacute conhecidos
4 Identificar os perigos
5 Estimar a frequumlecircncia e as consequumlecircncias dos perigos
6 Classificar o risco
7 Definir medidas mitigadoras
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)
27
Outros autores a determinarem o encaminhamento metodoloacutegico da APR
satildeo Camargo Almeida e Cugnasca (2006) que assim estabelecem
- Desenvolver recomendaccedilotildees especificaccedilotildees e criteacuterios a serem seguidos
- Controlar um perigo em particular
- Identificar responsabilidades teacutecnicas e gerenciais para a accedilatildeo e aceitaccedilatildeo
dos riscos
- Determinar a magnitude e complexidade dos problemas de seguranccedila
Esta metodologia apesar de ter validade somente para trabalhos iniciais
segundo Maia Neto et al (2010) apresentam a vantagem de ser possiacutevel realizar
rapidamente e com simplicidade a identificaccedilatildeo e a classificaccedilatildeo dos locais das
maacutequinas ou dos processos de trabalho que apresentam perigo ou risco
Nas instruccedilotildees da DuPont (2009 p 45) a APR natildeo eacute voltada para uma anaacutelise
profunda ldquouma vez que existem teacutecnicas de anaacutelise mais apuradas e adequadas
para tais finsrdquo No entanto ela possui a capacidade de ldquoidentificar as principais
situaccedilotildees de risco e de estabelecer linhas de accedilatildeo de controle desde o iniacutecio do
ciclo de vida do sistemardquo
Ferreira (2008) aponta como vantagens da APR otimizar a seguranccedila do
sistema identificar os perigos em fase preliminar permitir realizar modificaccedilotildees com
maior facilidade e custo mais baixo diminuir o tempo requerido para a fase de um
projeto e reduzir imprevistos
Maia Neto et al (2010) apontam como desvantagem da APR o fato de ela
natildeo ser um meacutetodo determiniacutestico desde que seus resultados satildeo gerados pela
sensibilidade dos profissionais que atuam na aacuterea natildeo haacute uma certeza de parecer
teacutecnico e unacircnime acerca de uma informaccedilatildeo o que pode gerar uma natildeo
convergecircncia para formular uma anaacutelise
A APR segundo Maia Neto et al (2010) utiliza criteacuterio definido por uma
matriz de risco que permite fazer um levantamento qualitativo das consequumlecircncias e
da frequumlecircncia dos riscos resultando na aplicaccedilatildeo deste meacutetodo uma avaliaccedilatildeo de
risco qualitativa Os apontamentos da DuPont (2009) tambeacutem situam a APR como
uma anaacutelise qualitativa
A APR fornece uma categorizaccedilatildeo dos riscos envolvidos em um processo ou
atividade nele desempenhada Essa categorizaccedilatildeo eacute geralmente feita atraveacutes de
28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

28
uma matriz resultado da probabilidade de sua ocorrecircncia e da severidade do
evento Os indicadores que constam em uma matriz satildeo escolhidos pelos
pesquisadores em acordo com os criteacuterios de avaliaccedilatildeo e da atividade da empresa
ficando esta escolha embasada nos indicadores mais comumente usados tais
como atividade perigo causa efeito categoria de risco medidas preventivas e
corretivas A DuPont (2009) fornece um modelo de matriz conforme exposto no
Quadro 1
APR ndash Anaacutelise Preliminar de Riscos
Local Setor Processo Atividade
Data Revisatildeo Paacutegina
Coordenador Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles Existentes
Cat Prob
Cat Sev
Grau Risco
Accedilotildees Tomadas
Quadro 1 Formulaacuterio para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
Por esta matriz a identificaccedilatildeo dos perigos eacute efetuada a partir do
preenchimento dos campos da planilha (colunas) conforme estaacute disponibilizado pela
DuPont (2009 p 48)
1ordf Coluna ndash Nuacutemero nuacutemero sequumlencial que identifica o risco 2ordf Coluna ndash Risco riscos identificados no setor processo ou atividade em
anaacutelise 3ordf Coluna ndash Causas as causas correspondentes a cada um dos riscos
identificados devem ser apontadas nesta coluna 4ordf Coluna ndash Efeitos os possiacuteveis efeitos que possam ser causados ao
empregado instalaccedilotildees comunidade eou ao meio ambiente devem ser apontados nesta coluna
5ordf Coluna ndash Controles Existentes devem ser apontados os controles existentes para a prevenccedilatildeo dos respectivos riscos ou minimizaccedilatildeo dos efeitos associados tais como equipamentos procedimentos ou sistemas de seguranccedila
6ordf Coluna ndash Categoria de Probabilidade deveraacute ser anotado o iacutendice qualitativo representativo da probabilidade de ocorrer o evento correspondente considerando os controles existentes praticados O anexo A e B apresentam as categorias de probabilidade
7ordf Coluna ndash Categoria de Severidade deveraacute ser anotado o iacutendice correspondente agrave categoria de severidade O anexo A apresenta as categorias de severidade
8ordf Coluna ndash Grau de Risco niacutevel de risco resultante da combinaccedilatildeo das categorias de probabilidade e de severidade de acordo com o criteacuterio estabelecido na Matriz Geral de Tolerabilidade de Riscos apresentada no anexo A
29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

29
9ordf Coluna ndash Accedilotildees Tomadas devem ser apontadas as recomendaccedilotildees referentes agraves accedilotildees a serem implantadas para o gerenciamento dos riscos
A categorizaccedilatildeo para o preenchimento do formulaacuterio como jaacute relatado
considera duas categorias a severidade das consequumlecircncias do evento (coluna) e a
probabilidade de ocorrecircncia do evento (linha) conforme representado no Anexo A
Os graus de severidade variam do niacutevel 1 (mais baixo) ao 4 (mais alto) e os graus de
probabilidade variam do niacutevel A (mais baixo) ao D (mais alto) Como resultado o
grau de risco eacute classificado na matriz como (1) Toleraacutevel (2) Moderado (3)
Substancial e (4) Intoleraacutevel Essas denominaccedilotildees variam entre autores poreacutem
sempre mantecircm a divisatildeo entre as duas variaacuteveis que formam a matriz de risco
Os graus de severidade levam em consideraccedilatildeo quatro fatores danos as
pessoas danos materiais ou econocircmicos danos ao meio ambiente e danos agrave
imagem a companhia Para cada risco apontado deve-se utilizar algum desses
fatores quando for estimado o grau para a categoria de severidade
Para uma melhor interpretaccedilatildeo e anaacutelise da seleccedilatildeo dos graus de
probabilidade de ocorrecircncia de um evento o Anexo B complementa com algumas
caracteriacutesticas para um melhor entendimento de cada grau de probabilidade que
pode se enquadrar cada risco
Na literatura considera-se uacutetil utilizar Listas de Verificaccedilatildeo - Checklists jaacute
existentes como complementaridade para analisar se todos os perigos foram
identificados pela APR
27 LISTA DE VERIFICACcedilAtildeO (CHECKLIST)
A Lista de Verificaccedilatildeo ou Checklist eacute uma ferramenta de anaacutelise qualitativa
que se desenvolve utilizando um exaustivo questionamento sobre os pontos
estudados chegando a testar e avaliar as possiacuteveis omissotildees em projetos
procedimentos normas e ainda aferindo o comportamento e a capacitaccedilatildeo do
pessoal (BARRETO 2008)
30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

30
O Checklist consta de perguntas sobre o equipamento sistema ou aacuterea de
processos direcionada para detectar anormalidades natildeo cumprimento de tarefas ou
riscos potenciais podendo ser aplicado em qualquer fase do projeto da APR
Cooper et al (2005) pontuam que o Checklist eacute uma ferramenta raacutepida e de
uso facilitado que direciona o pesquisador para proceder a anaacutelise dos riscos Na
opiniatildeo de Elkington e Smallman (2002) o Checklist eacute de grande utilidade quanto
existe na organizaccedilatildeo um gerenciamento de risco informal
Para Arauacutejo e Lima (1998) o Checklist consta de uma lista de itens escritos
para verificar o estado de um sistema sendo usado para confrontar se o objeto
analisado estaacute de acordo com as normas e procedimentos
A finalidade de usar o Checklist eacute permitir um processo analisado
detalhadamente com os riscos jaacute identificados bem como a geraccedilatildeo de possiacuteveis
soluccedilotildees para os problemas levantados Tambeacutem eacute uacutetil para indicar a necessidade
de informaccedilotildees mais detalhadas para que a anaacutelise de um risco seja melhor
avaliada (BARRETTO 2008)
A qualidade da aplicaccedilatildeo desse tipo de anaacutelise depende da experiecircncia das
pessoas que criam e usam as listas de verificaccedilotildees Por outro lado essa teacutecnica
pode ser utilizada em qualquer tipo de sistema processo ou atividade
especialmente em projetos para prevenccedilatildeo de acidentes (PARDO 2009)
A DuPont (2009) registra que a teacutecnica do Checklist eacute uma poderosa
ferramenta de avaliaccedilatildeo de riscos de processo pois ela fornece informaccedilotildees que
permitem
Identificaccedilatildeo completa de uma ampla gama de incidentes perigosos
Consenso entre as aacutereas (produccedilatildeo mecacircnica teacutecnica seguranccedila
pessoal mensalista e horista) sobre as accedilotildees recomendadas para
controlar o processo com seguranccedila
Relatoacuterio faacutecil de entender que pode ser utilizado como ferramenta de
treinamento
A literatura recomenda esta teacutecnica como uma etapa preliminar da APR de
qualquer sistema o que leva o presente trabalho adotar a APR e o Checklist como
31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

31
teacutecnicas para detectar na empresa do ramo quiacutemico os riscos que a atividade pode
fornecer no departamento de filtragem
32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

32
3 METODOLOGIA DA PESQUISA
Neste capiacutetulo eacute descrita a metodologia proposta no presente trabalho para
a anaacutelise de risco de uma empresa do ramo quiacutemico utilizando as teacutecnicas APR e
Checklist Para traccedilar o percurso metodoloacutegico na concretizaccedilatildeo do trabalho foi
necessaacuterio estabelecer alguns criteacuterios para a realizaccedilatildeo da pesquisa a
apresentaccedilatildeo e a discussatildeo dos resultados que satildeo detalhados nos itens que vecircm a
seguir
31 CLASSIFICACcedilAtildeO DA PESQUISA
Pelas orientaccedilotildees de Gil (2002) a pesquisa realizada neste trabalho do
ponto de vista de sua natureza classifica-se como pesquisa aplicada considerando
que esta gera conhecimentos suficientes para orientar soluccedilatildeo de problemas
especiacuteficos
Do ponto de vista da abordagem da pesquisa o estudo pauta-se pela
pesquisa qualitativa porque este tipo de pesquisa envolve verdades e interesses
locais Pelo fato de a anaacutelise dos resultados ter como objetivo final propor melhorias
a forma da abordagem do problema mais indicada eacute a pesquisa qualitativa
Richardson (1989 p 32) diz que ldquoa abordagem qualitativa de um problema aleacutem de
ser uma opccedilatildeo do investigador justifica-se sobretudo por ser uma forma adequada
para entender a natureza de um fenocircmeno socialrdquo
Na mesma linha de pensamento Barros e Lehfeld (1986) afirmam que a
abordagem pela pesquisa qualitativa permite descrever a complexidade de
determinado problema analisar a interaccedilatildeo de certas variaacuteveis compreender e
classificar processos dinacircmicos contribuir no processo de mudanccedila de determinado
grupo e possibilitar em maior niacutevel de profundidade o entendimento das
particularidades do tema pesquisado
Do ponto de vista dos objetivos o tipo de pesquisa aplicado eacute o descritivo
que segundo Moraes et al (1998) eacute uma pesquisa que permite descobrir e observar
33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

33
fenocircmenos procurando descrevecirc-los classificaacute-los e interpretaacute-los Na pesquisa
descritiva o pesquisador interpreta a realidade sem contudo interferir para
modificaacute-la As descriccedilotildees dos fatos satildeo detalhadas e natildeo sofre interferecircncia pois o
pesquisador interessa-se em descobrir e observar fenocircmenos procurando descrevecirc-
los classificaacute-los e interpretaacute-los Vergara (1997) explica que a pesquisa descritiva
expotildee caracteriacutesticas de determinado fenocircmeno estabelecendo correlaccedilotildees entre
variaacuteveis e definindo sua natureza natildeo tendo compromisso de explicar os
fenocircmenos que descreve embora o estudo sirva de base para tal explicaccedilatildeo
Como jaacute dito as situaccedilotildees descritas no trabalho natildeo sofreratildeo interferecircncia
do pesquisador somente seratildeo procuradas as causas e consequecircncias dos
fenocircmenos Esta procura classifica o estudo do ponto de vista dos objetivos como
uma pesquisa exploratoacuteria e por isso classifica-se como uma pesquisa exploratoacuteria
e descritiva De acordo com o que diz Andrade (1999 p57)
Nesse tipo de pesquisa os fatos satildeo observados registrados analisados
classificados e interpretados sem que o pesquisador interfira neles Isto
significa que os fenocircmenos do mundo fiacutesico e humano satildeo estudados mas
natildeo manipulados pelo pesquisador [] satildeo finalidades de uma pesquisa
exploratoacuteria [] proporcionar maiores informaccedilotildees sobre determinado
assunto facilitar a delimitaccedilatildeo de um tema de trabalho definir os objetivos
ou formular as hipoacuteteses de uma pesquisa ou descobrir novo tipo de
enfoque para o trabalho que se tem em mente [] na maioria dos casos
constitui um trabalho preliminar ou preparatoacuterio para outro tipo de pesquisa
Haacute ainda a opiniatildeo de Gil (2002) que conceitua a pesquisa exploratoacuteria como
aquela que proporciona maior familiaridade com o problema com vistas a tornaacute-lo
expliacutecito ou a construir hipoacuteteses Esta pesquisa envolve levantamento bibliograacutefico
entrevistas com pessoas que tecircm experiecircncias praacuteticas com o problema pesquisado
anaacutelise de exemplos que estimulem a compreensatildeo Assume em geral as formas
de pesquisas bibliograacuteficas e estudos de caso
Portanto do ponto de vista teacutecnico esta pesquisa seraacute um Estudo de Caso
34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

34
32 MEacuteTODOS UTILIZADOS NA PESQUISA
Para validar a realizaccedilatildeo de um trabalho monograacutefico haacute necessidade de
estabelecer uma investigaccedilatildeo cientiacutefica a qual depende de um ldquoconjunto de
procedimentos intelectuais e teacutecnicosrdquo (GIL 2002 p26) para que o pesquisador
consiga alcanccedilar os objetivos propostos no planejamento da pesquisa
No presente trabalho o meacutetodo cientiacutefico utilizado foi o dedutivo pois Gil
(2002) considera que este meacutetodo explica o conteuacutedo da pesquisa a partir de dados
jaacute comprovados motivando o pesquisador a formular uma cadeia de raciociacutenio em
ordem descendente partindo de uma anaacutelise do geral para o particular
33 ESTUDO DE CASO
Pelo fato de tomar como objeto da pesquisa uma uacutenica empresa os
procedimentos teacutecnicos do presente trabalho eacute o estudo de caso que na visatildeo de Gil
(2002) envolve o estudo profundo e exaustivo de um objeto de maneira que se pode
detalhar o conhecimento obtido
Neste trabalho a teacutecnica de estudo de caso foi delineada pelas
classificaccedilotildees das pesquisas a pesquisa qualitativa que se concretiza em nortear o
estudo buscando responder os ldquocomordquo e os ldquoporquecircsrdquo da empresa abordada
identificando os riscos que envolvem sua operacionalidade
Da mesma forma o estudo de caso tem cunho descritivo porque como jaacute
dito o pesquisador natildeo interfere na situaccedilatildeo simplesmente a descreve tal como ela
se apresenta (RODRIGO 2008)
Aleacutem disso a caracterizaccedilatildeo da teacutecnica ser de estudo de caso se faz
presente pelo fato de o estudo realizar-se somente em uma empresa do ramo
quiacutemico Aleacutem disso o estudo de caso permite utilizar vaacuterias estrateacutegias e
instrumentos porque segundo Rodrigo (2008) ele natildeo precisa ser meramente
descritivo pois pode ter alcance analiacutetico pode interrogar a situaccedilatildeo pode
confrontar a situaccedilatildeo com outras jaacute conhecidas e com as teorias existentes pode
ajudar a gerar novas teorias e novas questotildees para futura investigaccedilatildeo
35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

35
34 INSTRUMENTO DE COLETA DE DADOS
Para determinar os instrumentos da coleta de dados foi realizada uma
pesquisa dos meacutetodos de anaacutelise de risco que natildeo precisasse de amplo
conhecimento teacutecnico do pesquisador em relaccedilatildeo a atividade realizada no setor
pesquisado mas que fosse possiacutevel realizar um trabalho que contribuiacutesse para a
prevenccedilatildeo ou eliminaccedilatildeo dos riscos detectados
Na busca de aplicaccedilatildeo de meacutetodo adequado houve a opccedilatildeo pelos
instrumentos indicados pela literatura como os mais simples e de menor
complexidade como o APR e o Checklist na certeza de que um complementa o
outro
A base da utilizaccedilatildeo destes instrumentos foi o Manual do Participante
elaborado pela DuPont empresa reconhecida mundialmente como uma das
melhores analisadoras de risco
Assim preliminarmente foi elaborado um Checklist para investigar junto aos
trabalhadores e administradores a situaccedilatildeo da empresa em relaccedilatildeo agrave ocorrecircncia de
riscos Em seguida foi montada uma planilha de Anaacutelise Preliminar de Risco
seguindo as diretrizes da Matriz Geral de Tolerabilidade de Riscos (Anexo A)
utilizando a ldquoReferecircncia de Apoio na Seleccedilatildeo da Probabilidade de Ocorrecircncia de um
Eventordquo (Anexo B) Nesta matriz foram estabelecidos os dados coletados permitindo
a apresentaccedilatildeo dos resultados e a discussatildeo
35 ANAacuteLISE DE INFORMACcedilOtildeES E DADOS
A anaacutelise limitou-se ao setor de filtragem Utilizando o Checklist que foi
previamente preenchido foram identificados os principais riscos do setor de
filtragem da empresa em estudo que utiliza a resina a base de solvente
Pelo Checklist foram levantados os maiores riscos que foram registrados
na planilha da Anaacutelise Preliminar de Risco
36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

36
Foram utilizados os iacutendices da probabilidade e da severidade com base na
Matriz Geral de Tolerabilidade de Riscos definindo-se o grau de risco como sendo
toleraacutevel moderado substancial ou intoleraacutevel
Pela tabela da APR foram classificados os riscos levantados na pesquisa
37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

37
4 ESTUDO DE CASO NA EMPRESA X
41 CARACTERIZACcedilAtildeO DA EMPRESA
Os dados obtidos sobre a empresa foram obtidos do site disponibilizado no
seu endereccedilo eletrocircnico que por uma questatildeo de eacutetica natildeo eacute descrito no presente
estudo da mesma forma que seraacute omitido o nome da empresa sendo aqui
apresentada como Empresa X
Situada na cidade de Ponta Grossa ndash Paranaacute a Empresa X atua na
produccedilatildeo de resinas sinteacuteticas para tintas selantes adesivos plaacutesticos e lixas aleacutem
da distribuiccedilatildeo de produtos quiacutemicos Seu quadro funcional conta com 153
funcionaacuterios distribuiacutedo conforme a Figura 2
Organograma 1 ndash Empresa X Fonte Elaborado pelo autor
38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

38
Destaca-se que os funcionaacuterios que trabalham na aacuterea de produccedilatildeo satildeo
admitidos mediante comprovaccedilatildeo de alta capacitaccedilatildeo teacutecnica
Entre os principais produtos que a empresa produz destacam-se as resinas
alquiacutedicas acriacutelicas fenoacutelicas melaminas poliuretacircnicas polieacutesteres resinatos
derivadas do breu e oacuteleos modificados
Devido ao alto grau de automaccedilatildeo e a variedade de tamanho de reatores
que vatildeo de 1m3 a 20m3 a empresa tem a flexibilidade de produzir ao mesmo
tempo resinas em grande escala e resinas com caracteriacutesticas especiacuteficas podendo
atender grandes e pequenos clientes aleacutem daqueles que tem necessidade de
produtos diferenciados O respeito ao meio ambiente satildeo algumas das
caracteriacutesticas que destacam a Empresa X no mercado de resinas
O atendimento dispensado aos clientes eacute personalizado tendo a Empresa X
jaacute adquirido certificaccedilatildeo internacional (ISO 9001)
A Empresa X possui duas plantas industriais que totalizam capacidade de
produccedilatildeo mensal de aproximadamente 2500 toneladas Em 2011 estaacute prevista a
inauguraccedilatildeo de uma terceira planta que aumentaraacute essa capacidade atual para
cerca de 5000 toneladas Dispotildee de tanques de armazenagem de solventes e
outras mateacuterias primas liacutequidas de grande rotatividade Atualmente satildeo 20 tanques
com capacidade de 60 msup3 cada e ateacute o final de 2011 a capacidade de
armazenagem aumentaraacute em pelo menos mais 6 tanques
As unidades satildeo totalmente automatizadas e equipadas com o sistema de
controle de volume PLC (controlador loacutegico programaacutevel) capaz de informar em
tempo real e com precisatildeo a quantidade de produto disponiacutevel Aleacutem disso para
garantir melhor qualidade aos produtos e serviccedilos haacute trecircs laboratoacuterios altamente
modernos laboratoacuterio de controle de qualidade laboratoacuterio de aplicaccedilatildeo e
laboratoacuterio de desenvolvimento
O diferencial tecnoloacutegico da nova planta seraacute a utilizaccedilatildeo de um inovador
sistema de transporte de mateacuteria-prima que permitiraacute que as principais mateacuterias
primas soacutelidas sejam adicionadas aos reatores atraveacutes de um sistema automatizado
aumentando a eficiecircncia da produccedilatildeo e praticamente eliminando desperdiacutecios e
riscos A nova estrutura apresentaraacute moderna tecnologia de automatizaccedilatildeo para
seus processos de produccedilatildeo permitindo que se obedeccedila rigidamente os padrotildees
estabelecidos em especificaccedilotildees e customizaccedilotildees
39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

39
Complementarmente investimentos foram feitos levando em conta tambeacutem
o meio ambiente o que se traduz em uma planta livre de emissotildees de compostos
orgacircnicos volaacuteteis - VOC atendendo as especificaccedilotildees dos principais oacutergatildeos
fiscalizadores e certificadores como o Instituto Ambiental do Paranaacute - IAP e Agecircncia
Nacional do Petroacuteleo - ANP
A empresa tambeacutem possui estaccedilatildeo de tratamento de efluentes laboratoacuterio
dedicado ao estudo e diminuiccedilatildeo dos efeitos causados no meio ambiente controle
da poluiccedilatildeo atmosfeacuterica dentre outras poliacuteticas ambientais
As caracteriacutesticas dos produtos que a Empresa X produz satildeo a seguir
elencadas
- RESINAS A BASE DE SOLVENTE satildeo poliacutemeros diluiacutedos com solventes
(aromaacuteticos acetatos ou alifaacuteticos) para facilitar seu manuseio e
utilizaccedilatildeo Existe uma linha completa de resinas a base de solventes que
inclui as seguintes famiacutelias Acriacutelicas Alquiacutedicas Amiacutenicas derivadas do
Breu Eacutester de Epoacutexi Fenoacutelicas Oacuteleos Modificados Polieacutester
Poliuretacircnicas e Resinatos
- RESINAS A BASE DE AacuteGUA satildeo poliacutemeros que aceitam quantidades
substanciais de aacutegua e geralmente formam filmes transluacutecidos e
transparentes sendo conhecidas tambeacutem como emulsotildees ou soluccedilotildees
hidrossoluacuteveis Elas satildeo menos agressivas ao meio ambiente e aos
usuaacuterios finais pois minimizam a emissatildeo de compostos orgacircnicos
durante o processo de secagem da tinta Entre a linha de resinas a base
de aacutegua destacam-se as Emulsotildees Acriacutelicas os Espessantes o
Dispersante e a Emulsatildeo Vinil-Acriacutelica
- RESINAS DE FONTES RENOVAacuteVEIS compotildeem o esforccedilo da Empresa X
em colaborar com o meio ambiente Sua primeira inovaccedilatildeo neste sentido
foi criar e melhorar continuamente suas resinas a base de aacutegua Seguindo
esta linha a empresa lanccedilou a Linha Verde Brasil Nesta linha existem
resinas com maior utilizaccedilatildeo de fontes renovaacuteveis e baixiacutessima emissatildeo
de compostos orgacircnicos (VOC) incluindo-se aiacute a inovadora alquiacutedica
base aacutegua
40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

40
- SOLVENTES satildeo utilizados em diversas fases da fabricaccedilatildeo da tinta
Suas aplicaccedilotildees vatildeo desde a regulagem da viscosidade da pasta de
moagem ateacute o auxiacutelio agrave fluidez dos veiacuteculos e das tintas prontas na fase
de enlatamento A Empresa X eacute distribuidora de solventes certificada
pela Agecircncia Nacional de Petroacuteleo - ANP desde 2008 A Empresa X
possui uma linha completa de solventes incluindo Aguarraacutes Mineral
Toluol Xilol dentre outros
No presente estudo a pesquisa seraacute realizada somente no produto Resinas a
base de solvente
42 OPERACIONALIZACcedilAtildeO DA PRODUCcedilAtildeO DA RESINA A BASE DE SOLVENTE
NA EMRPESA X
Para a produccedilatildeo da resina a base de solvente utilizam-se trecircs tipos de
equipamentos o reator o diluidor e o filtro
No reator ocorre a reaccedilatildeo quiacutemica de esterificaccedilatildeo processo realizado em
torno de 24 horas e a uma temperatura aproximada de 240degC Nesta etapa trabalha-
se com a parte soacutelida do produto final No diluidor ocorre a diluiccedilatildeo com solvente da
parte soacutelida que estava no reator ocorrendo o ajuste de especificaccedilatildeo da resina A
filtragem do produto final eacute realizada no filtro Sparkler
Para a pesquisa em tela interessa a terceira etapa ou seja a filtragem
realizada no filtro Sparkler conforme exposto na Figura 3
Fotografia 1 ndash Filtro Sparkler Fonte Elaborado pelo autor
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)
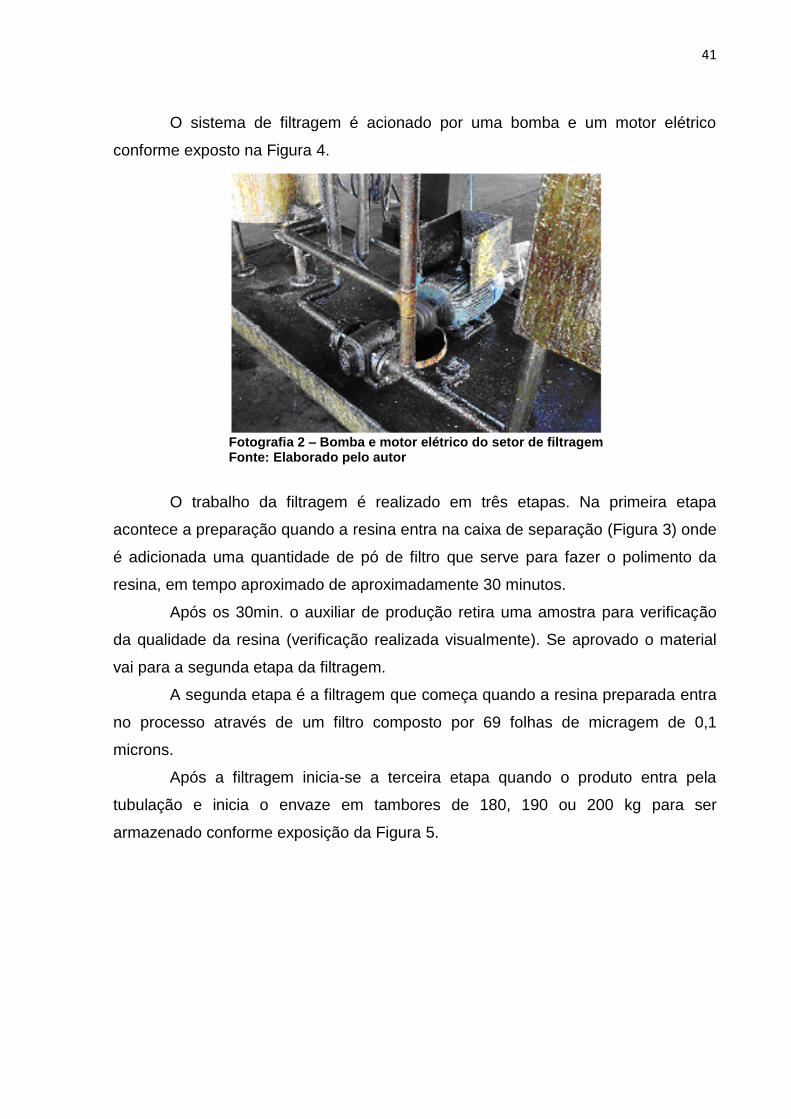
41
O sistema de filtragem eacute acionado por uma bomba e um motor eleacutetrico
conforme exposto na Figura 4
Fotografia 2 ndash Bomba e motor eleacutetrico do setor de filtragem Fonte Elaborado pelo autor
O trabalho da filtragem eacute realizado em trecircs etapas Na primeira etapa
acontece a preparaccedilatildeo quando a resina entra na caixa de separaccedilatildeo (Figura 3) onde
eacute adicionada uma quantidade de poacute de filtro que serve para fazer o polimento da
resina em tempo aproximado de aproximadamente 30 minutos
Apoacutes os 30min o auxiliar de produccedilatildeo retira uma amostra para verificaccedilatildeo
da qualidade da resina (verificaccedilatildeo realizada visualmente) Se aprovado o material
vai para a segunda etapa da filtragem
A segunda etapa eacute a filtragem que comeccedila quando a resina preparada entra
no processo atraveacutes de um filtro composto por 69 folhas de micragem de 01
microns
Apoacutes a filtragem inicia-se a terceira etapa quando o produto entra pela
tubulaccedilatildeo e inicia o envaze em tambores de 180 190 ou 200 kg para ser
armazenado conforme exposiccedilatildeo da Figura 5
42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

42
Fotografia 3 ndash Tambores para acondicionamento da resina Fonte Elaborado pelo autor
43 COLETA DE DADOS
431 Coleta Preliminar - Preenchimento do Checklist
Seguindo as recomendaccedilotildees da DuPont (2009) ficou determinado que as
preliminares para levantamento dos riscos fossem elaboradas pelo Checklist que foi
composto com questotildees adaptadas do Manual do Participante disponibilizado pela
DuPont
Foram seguidos quatro passos para a elaboraccedilatildeo e utilizaccedilatildeo do Checklist
sendo eles
- Primeiro passo foi selecionado o setor a ser pesquisado
- Segundo passo foi realizada uma investigaccedilatildeo do sistema da produccedilatildeo no
setor
- Terceiro passo foram escolhidos os funcionaacuterios que tecircm maior
conhecimento teacutecnico e que trabalham direto ou indiretamente no setor de
filtragem para responder as questotildees do Checklist
- Quarto passo foi elaborado um rol de perguntas para montar o Checklist
utilizando como base as recomendaccedilotildees da DuPont (2009) adaptando-se
43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

43
agraves caracteriacutesticas do setor pesquisado e as coerecircncias da ocorrecircncia do
risco
A formulaccedilatildeo das perguntas pautou-se nos procedimentos que podem
causar riscos essencialmente no setor de filtragem do produto ldquoresina a base de
solventerdquo Foi realizada uma inspeccedilatildeo no setor para melhor compreender a
operaccedilatildeo e melhor reconhecer as falhas apontadas pelos funcionaacuterios entrevistados
Buscou-se utilizar um Checklist bem simplificado mas suficiente para
apontar os riscos e possibilitar as respectivas anaacutelises conforme pode ser verificado
nos Quadros 2 3 4 5 6 7 e 8
Na construccedilatildeo do Quadro 2 a elaboraccedilatildeo das perguntas considerou os
materiais que satildeo produzidos e manipulados no setor de filtragem O objetivo foi
verificar quais satildeo os riscos tanto para as pessoas como para a empresa Buscou-se
identificar itens como a classificaccedilatildeo dos materiais (perigosos ou inofensivos) se
satildeo inflamaacuteveis ou sensiacuteveis quanto ao impacto ou choque se formam poeiras ou
neacutevoas explosivas Tambeacutem se buscou identificar no setor os agentes extintores no
caso de um incecircndio ou explosatildeo quais satildeo os procedimentos de emergecircncia e qual
o risco de intoxicaccedilatildeo para os funcionaacuterios
1) Os materiais foram definidos como sendo ldquoperigososrdquo ou ldquoinofensivosrdquo (tanto componentes quanto produtos finais e seus derivados)
R - Foram definidos como perigosos 2) Quais dos materiais envolvidos no processo satildeo instaacuteveis ou naturalmente inflamaacuteveis R - Os materiais satildeo estaacuteveis neste setor devido ser o processo final poreacutem a resina a base
de solvente eacute inflamaacutevel em condiccedilotildees extremas (alta quantidade de solvente e oxigecircnio) 3) Foi efetuada alguma avaliaccedilatildeo sobre a sua sensibilidade a impactochoque mecacircnico R - Natildeo existe esta sensibilidade para estes materiais 4) Quais satildeo os riscos existentes de formaccedilatildeo de poeirasneacutevoa explosivas R - Natildeo existe este risco a uacutenica combinaccedilatildeo para existir o risco seria uma combinaccedilatildeo alta de
solvente e oxigecircnio para uma explosatildeo 5) Quais satildeo os materiais altamente toacutexicos aos funcionaacuterios R - A resina natildeo eacute toacutexica Somente as resinas aromaacuteticas (a base de solvente) 6) Quais satildeo as precauccedilotildees necessaacuterias para a utilizaccedilatildeo de materiais inflamaacuteveis R - Uso de EPIs disposiccedilatildeo de extintores e treinamento adequado para os funcionaacuterios 7) Quais agentes extintores de incecircndio satildeo compatiacuteveis com o material utilizado R - Extintores (poacute seco e quiacutemico) e hidrantes com carretas de espuma 8) Que procedimentos de emergecircncia contra incecircndio estaacute sendo fornecido
44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

44
R - Primeiro eacute realizado o Procedimento de Seguranccedila para Plano de Atendimento a Emergecircncia e apoacutes o Plano de Accedilatildeo a Emergecircncia (PAE)
9) Que controle de manutenccedilatildeo eacute necessaacuterio para garantir que a substituiccedilatildeo de materiais seja feita
por outros adequados evitando por exemplo corrosatildeo excessiva e produccedilatildeo de compostos perigosos com os reagentes
R - Toda tubulaccedilatildeo eacute feita com accedilo inox e os componentes satildeo aterrados (a balanccedila o tambor e o motorbomba)
Quadro 2 - Lista de Verificaccedilatildeo (Checklist)- MATERIAIS Fonte Elaborado pelo autor
No Quadro 3 foram consideradas as reaccedilotildees que poderiam ocorrer tanto na
manipulaccedilatildeo dos materiais como na manipulaccedilatildeo do produto dentro dos
equipamentos O objetivo foi verificar quais satildeo os riscos tanto para as pessoas
como para a empresa
Buscou-se identificar se existe alguma reaccedilatildeo perigosa que pode ocorrer na
manipulaccedilatildeo dos materiais na mistura dos materiais com algum componente
estranho e na ausecircncia ou na adiccedilatildeo de um componente no produto Tambeacutem se
pode ocorrer alguma reaccedilatildeo ou condiccedilatildeo de risco se houver alguma pane no
equipamento ou parada por um determinado periacuteodo
1) Como satildeo isoladas as reaccedilotildees potencialmente perigosas R - Natildeo existem estas reaccedilotildees 2) Que variaacuteveis do processo poderiam se aproximar ou se aproximam das condiccedilotildees limites de risco R- Se houver vazamentos ou entupimento da tubulaccedilatildeo podendo causar algum dano 3) Que misturas inflamaacuteveis podem ocorrer dentro do equipamento R - Natildeo existe devido o processo ser estaacutevel (processo final) 4) Quais satildeo as consequumlecircncias da ausecircncia de componentes ou proporccedilotildees erradas dos reagentes R- Natildeo existe 5) Que materiais estranhos podem contaminar o processo e gerar algum perigo R - Solvente em excesso gerando alta volatilidade 6) Que providecircncias foram tomadas para a raacutepida remoccedilatildeo de reagente necessaacuteria devido agrave
emergecircncia na planta R - Natildeo existe um procedimento adequado 7) Quais as reaccedilotildees perigosas que podem se desenvolver ocasionadas por falha de um mecacircnico
(bomba equipamento agitador etc) R - Natildeo existe 8) Que condiccedilotildees perigosas do processo de fabricaccedilatildeo podem resultar de uma pane repentina ou
gradual do equipamento R - Obstruccedilatildeo da tubulaccedilatildeo pela resina (endurecimento da resina) por falta de energia durante
um longo periacuteodo
Quadro 3 - Lista de Verificaccedilatildeo (Checklist)- REACcedilOtildeES Fonte Elaborado pelo autor
45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

45
Para a construccedilatildeo do Checklist apresentado no Quadro 4 consideraram-se
itens como agraves falhas nos equipamentos que estatildeo envolvidos em todo o processo e
a falta de seguranccedila por parte dos equipamentos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como o entupimento de vaacutelvulas e
tubulaccedilotildees o natildeo correto funcionamento dos equipamentos e acessoacuterios e o
rompimento do acoplamento que eacute feito de borracha
Tambeacutem se buscou identificar a falta de seguranccedila no funcionamento e na
operaccedilatildeo dos equipamentos nas vaacutelvulas ou botoeiras que estatildeo dispostas em
lugares de difiacutecil acesso no risco com a falta do uso de proteccedilotildees das partes
girantes do motor no risco da eletricidade estaacutetica e nos equipamentos que
promovem a seguranccedila do setor em caso de emergecircncia
1) Haacute sistemas de respiro interligados Se haacute quais os riscos que podem resultar R - Natildeo haacute 2) Quais vaacutelvulas e botoeiras eou interruptores de emergecircncia natildeo podem ser alcanccedilados de forma
raacutepida e seguramente R - As vaacutelvulas do oacuteleo teacutermico e as vaacutelvulas de vapor teacutermico para aquecer o reator as quais
se localizam no outro setor onde se encontra o reator 3) Quando os equipamentos em questatildeo especialmente os tanques de estocagem tiveram sua
resistecircncia agrave pressatildeo verificada e qualificada pela uacuteltima vez R - Natildeo se sabe 4) O que acontece se as vaacutelvulas entupirem R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 5) O que acontece se a tubulaccedilatildeo entupir R - O acoplamento da bombamotor seraacute danificado podendo ateacute queimar o motor 6) O que acontece se o manocircmetro do filtro (bateria) aumentar a pressatildeo R - As vaacutelvulas ou a tubulaccedilatildeo pode estar entupidaobstruiacuteda 7) O que acontece se a bombamotor natildeo funcionar R - Paacutera o funcionamento do sistema 8) O que acontece se a borracha do acoplamento do eixo do motor eleacutetrico romper R - Paacutera o funcionamento do sistema 9) O que acontece se o motor eleacutetrico superaquecer devido agrave falta de troca de calor com o ambiente
por causa da camada de resina e sujeira em sua carcaccedila R - Pode gerar dano em longo prazo Jaacute foi feita uma proteccedilatildeo para o motor mas estaacute em
desuso 10) Que controle de seguranccedila eacute mantido sobre a aacuterea de estocagem R - Extintores (poacute seco e quiacutemico) hidrantes com carretas de espuma e faixas de delimitaccedilatildeo 11) Como foi determinada a adequaccedilatildeo da ventilaccedilatildeo
46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

46
R - Espaccedilo aberto 12) Que providecircncias foram tomadas para a dissipaccedilatildeo de eletricidade estaacutetica para evitar o perigo
de igniccedilatildeo R - Aterramento dos equipamentos 13) Que dispositivos foram instalados para atenuar as explosotildees nas aacutereas de construccedilatildeo ou
operaccedilatildeo R - Aterramento dos equipamentos 14) Quanto ao dispositivo de proteccedilatildeo do motor qual eacute a exigecircncia de seu uso quando o mesmo estaacute
em funcionamento R - Bom senso dos funcionaacuterios O acoplamento do motorbomba eacute feito de borracha para que
o motor natildeo queime em caso de dano e pode ocasionar o seu rompimento
Quadro 4 - Lista de Verificaccedilatildeo (Checklist)- EQUIPAMENTOS Fonte Elaborado pelo autor
Para a elaboraccedilatildeo do Checklist relacionado ao controle de instrumentaccedilatildeo
considerou-se itens como falhas e falta de seguranccedila nos controles de
instrumentaccedilatildeo que estatildeo envolvidos em todo o setor
O objetivo foi verificar quais satildeo os riscos tanto para as pessoas como para
a empresa Buscou-se identificar falhas como a quebra de instrumentos que
controlam o processo Tambeacutem se buscou identificar a falta de seguranccedila quanto a
difiacutecil leitura dos instrumentos a existecircncia de dispositivos contra curto-circuito e
sobrecargas e a existecircncia de procedimentos e testes que asseguram a
confiabilidade e o desempenho dos instrumentos
1) Que escalas medidores e registradores natildeo podem ser lidos facilmente Que modificaccedilotildees estatildeo sendo feitas para solucionar esse problema
R - Falta de limpeza em manocircmetros ou substituiccedilatildeo
2) Quais satildeo os dispositivos de proteccedilatildeo contra sobrecarga e o curto-circuito R - Tubulaccedilotildees a prova de explosatildeo
3) A iluminaccedilatildeo eacute adequada para operaccedilatildeo normal para a manutenccedilatildeo de rotina e para o caso de queda de energia
R - A iluminaccedilatildeo eacute adequada e existe iluminaccedilatildeo de emergecircncia
4) O sistema eacute completamente livre de visores de observaccedilatildeo ou visores de leitura direta de niacutevel de liacutequido ou outros dispositivos que se quebrados poderiam permitir o vazamento de materiais do sistema
R - Existe o manocircmetro que possui uma vaacutelvula de retenccedilatildeo acoplada Somente vazaria o ar e natildeo o liacutequido interno
5) Que procedimentos tecircm sido estabelecidos com a finalidade de testes e verificaccedilotildees sobre o funcionamento dos instrumentos
R - Existe somente a manutenccedilatildeo corretiva para os instrumentos e equipamentos A bomba de engrenagem eacute ldquodescartaacutevelrdquo e a bomba centriacutefuga eacute reparada em caso de dano
6) Quais testes perioacutedicos estatildeo efetivamente programados com o objetivo de verificar o desempenho e falhas potenciais de instrumentos
R - Natildeo tem Quadro 5- Lista de Verificaccedilatildeo (Checklist)- CONTROLE DE INSTRUMENTACcedilAtildeO Fonte Elaborado pelo autor
47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

47
Na verificaccedilatildeo das operaccedilotildees foi elaborado Checklist considerando a falta de
seguranccedila nas principais operaccedilotildees do setor O objetivo foi verificar quais satildeo os
riscos tanto para as pessoas como para a empresa
Buscou-se identificar se existem procedimentos e instruccedilotildees de trabalho
gerais ou especiacuteficos que o funcionaacuterio tenha que seguir em suas atividades
assegurando a sua seguranccedila como tambeacutem identificar se existe uma ldquoreciclagemrdquo
dos funcionaacuterios por parte dos procedimentos operacionais Tambeacutem se buscou
itens como o uso de EPIrsquos a limpeza dos equipamentos e do setor e o risco que a
manutenccedilatildeo pode ocasionar no setor
1) Quando os procedimentos e instruccedilotildees operacionais foram verificados e revisados pela uacuteltima vez
R - Natildeo existe uma periodicidade Existe o procedimento de seguranccedila que eacute feito anualmente
2) Qual eacute a exigecircncia do uso dos EPIacutes (oacuteculos proteccedilatildeo luva proteccedilatildeo respirador de ar) R - Satildeo feitos treinamentos e orientaccedilotildees quanto ao uso
3) Existe um procedimento para a operaccedilatildeo de rolamento dos tambores de armazenagem de resina que estatildeo agrave alta temperatura
R - Natildeo existe este procedimento de manuseio
4) O que acontece se a resina a base de solvente entrar em contato com os olhos ou pele R - A resina eacute retirada com o uso de um solvente menos agressivo
5) Os operadores tecircm treinamento adequado para manipular as vaacutelvulas sendo que a resina tem que estar sempre em circulaccedilatildeo quando os equipamentos estiverem em uso (para que natildeo aumente a pressatildeo no filtro)
R - Natildeo tem
6) Como os novos funcionaacuterios ligados agrave operaccedilatildeo satildeo treinados nas operaccedilotildees iniciais e como os funcionaacuterios mais experientes se conservam em dia com o planejamento dos procedimentos de operaccedilatildeo especialmente em relaccedilatildeo a partidas paradas imprevistos ou emergecircncias
R - Natildeo existe este planejamento
7) Que dispositivos de seguranccedila o manual de operaccedilotildees da unidade apresenta para tratamento dos riscos de partidas parada imprevistos e emergecircncias
R - Natildeo tem
8) Que exigecircncias de limpeza existem antes das partidas e como satildeo checadas R - A cada termino de um lote ou troca de resina eacute feita a limpeza interna da tubulaccedilatildeo com solvente
9) Que precauccedilotildees de seguranccedila satildeo necessaacuterias no carregamento e descarregamento de liacutequidos de tanques A possibilidade de geraccedilatildeo de eletricidade estaacutetica foi adequadamente evitada
R - Natildeo existe tais precauccedilotildees Eacute feito o aterramento
10) Que riscos para o processo satildeo introduzidos pelos procedimentos de manutenccedilatildeo de rotina R - Para o ajuste das gaxetas da bomba o operadormanutentor deixa o eixo da bomba sem
proteccedilatildeo Haacute o risco quando o operadormanutentor ajusta a gaxeta com a bomba em funcionamento
Quadro 6- Lista de Verificaccedilatildeo (Checklist)- OPERACcedilOtildeES
Fonte Elaborado pelo autor
48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

48
Na verificaccedilatildeo de mau funcionamento considerou-se para a elaboraccedilatildeo do
Checklist o incidente de maior gravidade que pode ocorrer no setor
1) Qual eacute o incidente verossiacutemil mais grave isto eacute a pior combinaccedilatildeo concebiacutevel e razoaacutevel de maus
funcionamentos que pode ocorrer
R - Pegar fogo no solvente gerando um princiacutepio de incecircndio
Quadro 7- Lista de Verificaccedilatildeo (Checklist)- MAU FUNCIONAMENTO
Fonte Elaborado pelo autor
Quanto a localizaccedilatildeo e planta de onde o setor estaacute alocado foi considerado
na elaboraccedilatildeo do Checklist quais os riscos que podem ocorrer para a comunidade
ao redor da empresa
1) Na ocorrecircncia dos tipos previsiacuteveis de derramamentos e liberaccedilotildees quais perigos existiratildeo para a
comunidade
R - Para comunidade nenhum visto o distanciamento e as contenccedilotildees existentes
Quadro 8- Lista de Verificaccedilatildeo (Checklist)- LOCALIZACcedilAtildeO E PLANTA DE LOCACcedilAtildeO Fonte Elaborado pelo autor
432 Disposiccedilatildeo dos Dados Coletados - Anaacutelise Preliminar de Risco - APR
Mediante as respostas obtidas no Checklist foram identificados os principais
riscos no setor de filtragem da empresa em estudo essencialmente na manipulaccedilatildeo
da resina a base de solvente
Foram levantados por meio do Checklist quinze riscos os quais estatildeo
enumerados conforme consta no Quadro 9 que foi adaptado das instruccedilotildees da
DuPont (2009) e expotildee o formulaacuterio para elaborar a APR
49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

49
APR ndash Anaacutelise Preliminar de Riscos Local Empresa X Setor Filtragem Processo Filtragem da resina a base de solvente
Data 18072011 Revisatildeo
Coordenador Rodrigo Equipe Teacutecnica
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
1
Materiais
Inflamaacuteveis
(resina a base
de solvente)
Superaquecimento
da resina
(condiccedilotildees
extremas) e fonte
de igniccedilatildeo
Danificar os equipamentos
do setor Treinamento e
orientaccedilotildees para o
manuseio dos
equipamentos e
materiais
A 2 Moderado
Elaborar um
procedimento
de trabalho no
setor e dar
treinamento
perioacutedico
Causar queimaduras aos
funcionaacuterios
2
Vazamento em
tubulaccedilatildeo
vaacutelvulas
Manutenccedilatildeo dos
equipamentos
Causar queimaduras nos
funcionaacuterios
Manutenccedilatildeo
corretiva C 3 Substancial
Manutenccedilatildeo
preventiva
preditiva
Gerar alguma lesatildeo ao
funcionaacuterio quando a resina
a alta temperatura entrar em
contato com a pele ou olhos
3
Tubulaccedilatildeo
vaacutelvulas
obstruiacutedas
Manutenccedilatildeo e
limpeza dos
equipamentos e
tubulaccedilotildees
Parada do sistema podendo
causar algum dano A cada troca de
resina faz-se a
limpeza da tubulaccedilatildeo
com solvente
B 2 Moderado
Elaborar um
procedimento
de limpeza
perioacutedica do
sistema e dar
treinamento
Pode causar vazamento
4
Procedimentos
operacionais e
instruccedilotildees de
trabalho no
setor
Falta de
procedimento
operacional no
setor
Retenccedilatildeo do conhecimento
por alguns funcionaacuterios
Natildeo existe D 2 Substancial
Elaborar
procedimentos
operacionais e
instruccedilotildees de
trabalho
Falta de padronizaccedilatildeo das
atividades do setor
Continua
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)
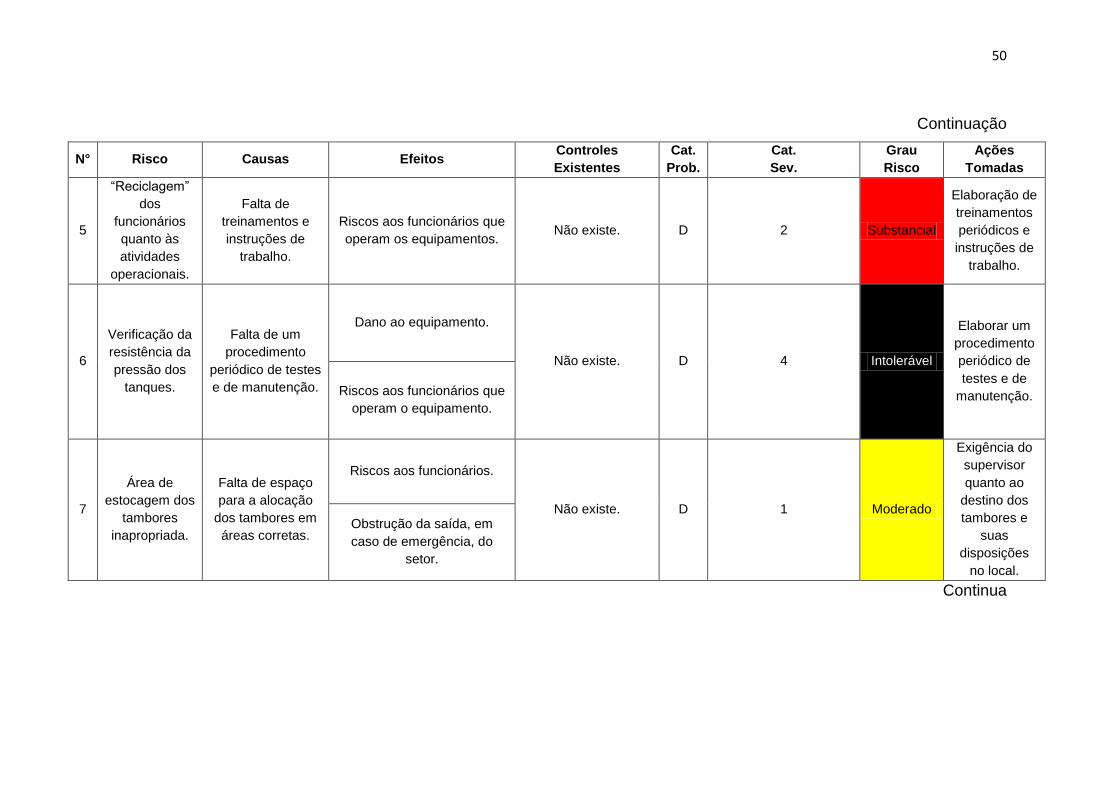
50
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
5
ldquoReciclagemrdquo
dos
funcionaacuterios
quanto agraves
atividades
operacionais
Falta de
treinamentos e
instruccedilotildees de
trabalho
Riscos aos funcionaacuterios que
operam os equipamentos Natildeo existe D 2 Substancial
Elaboraccedilatildeo de
treinamentos
perioacutedicos e
instruccedilotildees de
trabalho
6
Verificaccedilatildeo da
resistecircncia da
pressatildeo dos
tanques
Falta de um
procedimento
perioacutedico de testes
e de manutenccedilatildeo
Dano ao equipamento
Natildeo existe D 4 Intoleraacutevel
Elaborar um
procedimento
perioacutedico de
testes e de
manutenccedilatildeo Riscos aos funcionaacuterios que
operam o equipamento
7
Aacuterea de
estocagem dos
tambores
inapropriada
Falta de espaccedilo
para a alocaccedilatildeo
dos tambores em
aacutereas corretas
Riscos aos funcionaacuterios
Natildeo existe D 1 Moderado
Exigecircncia do
supervisor
quanto ao
destino dos
tambores e
suas
disposiccedilotildees
no local
Obstruccedilatildeo da saiacuteda em
caso de emergecircncia do
setor
Continua
51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

51
Continuaccedilatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
8
Visualizaccedilatildeo
dos
manocircmetros
Falta de limpeza
do visor Dificuldade na visualizaccedilatildeo
da pressatildeo principalmente
em casos de emergecircncia
Natildeo existe D 3 Intoleraacutevel
Procedimento
de limpeza ou
substituiccedilatildeo
do visor em
periacuteodos preacute-
determinados
Substituiccedilatildeo do
visor do aparelho
9
Falta de uma
manutenccedilatildeo
preventiva em
equipamentos
Natildeo haacute
manutenccedilatildeo
preventiva no
setor
Preservaccedilatildeo dos
equipamentos Manutenccedilatildeo
corretiva D 3 Intoleraacutevel
Elaborar um
programa de
manutenccedilatildeo
preventiva Perigo aos funcionaacuterios com
relaccedilatildeo agrave seguranccedila
10
Falta de testes
contra falhas
em
equipamentos
Natildeo haacute testes
para detecccedilatildeo de
falhas nos
equipamentos
Preservaccedilatildeo dos
equipamentos Natildeo existe D 2 Substancial
Elaborar um
programa de
testes para os
equipamentos
11 Eixo da bomba
sem proteccedilatildeo
Falta de proteccedilatildeo
do eixo
Riscos de acidente dos
funcionaacuterios Proteccedilatildeo moacutevel D 2 Substancial
Colocar uma
proteccedilatildeo
parafusada
para o eixo
Continua
52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

52
Conclusatildeo
Ndeg Risco Causas Efeitos Controles
Existentes
Cat
Prob
Cat
Sev
Grau
Risco
Accedilotildees
Tomadas
12
Contato da
resina com a
pele ou olhos
Falta de
procedimentos
quanto ao
manuseio da
resina
Lesotildees a sauacutede dos
funcionaacuterios
No caso de contato
tem-se o
Procedimento de
Seguranccedila para
Plano de
Atendimento a
Emergecircncia
C 1 Moderado
Treinamentos
orientaccedilotildees e
elaboraccedilatildeo de
procedimentos
operacionais Natildeo utilizaccedilatildeo dos
EPIs
13 Natildeo utilizaccedilatildeo
dos EPIs
Conscientizaccedilatildeo
dos funcionaacuterios
Lesotildees a sauacutede dos
funcionaacuterios
Fornecimento dos
EPIs C 3 Substancial
Treinamentos
conscientizaccedilotildees
e orientaccedilotildees
14 Proteccedilatildeo do
motor
Falta de proteccedilatildeo
do motor
Pode gerar dano ao motor
em longo prazo
Existe uma proteccedilatildeo
mas em alguns
casos estaacute em
desuso
D 1 Moderado
Exigecircncia do
supervisor para
o uso da
proteccedilatildeo
15
Treinamento
para ligar o
motor em
sentido
correto de giro
(contato do
eletricista
pessoa
terceirizado e
operador)
Falta de
procedimento
operacional
Vazamento da resina para
fora da tubulaccedilatildeo Natildeo existe B 1 Moderado
Elaborar um
procedimento
para ligar o
motor
Quadro 9 ndash Planilha para elaboraccedilatildeo da Anaacutelise Preliminar de Risco - APR Fonte Adaptado de DuPont (2009)
53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

53
Apoacutes a realizaccedilatildeo destes registros com base na Matriz Geral de
Tolerabilidade de Riscos (Anexo A) e com a Referecircncia de apoio na seleccedilatildeo da
probabilidade de ocorrecircncia de um evento (Anexo B) foi definido por meio da
probabilidade e da severidade o grau de risco como sendo toleraacutevel moderado
substancial ou intoleraacutevel Pela tabela da APR verifica-se pela combinaccedilatildeo entre
probabilidade e severidade que os riscos levantados compreendem riscos
moderados substanciais e intoleraacuteveis
44 RESULTADOS
Na elaboraccedilatildeo do Checklist estaacute limitada a aacuterea de pesquisa no setor de
filtragem da Empresa X analisando-se somente os riscos substanciais e
intoleraacuteveis considerando que nestes riscos a organizaccedilatildeo deve buscar de imediato
a reduccedilatildeo ou eliminaccedilatildeo do risco na fase de prevenccedilatildeo pois ocorrecircncia destes
riscos pode causar danos de grande monta tanto para as pessoas como para a
empresa ou aos equipamentos
Sendo este o objetivo da presente pesquisa dos quinze riscos principais
detectados no Checklist e expostos no Quadro 9 nove foram analisados por
enquadrarem-se como riscos substanciais e intoleraacuteveis No sistema SGI da
empresa multinacional Daimlerchrysler do Brasil quando eacute detectado risco
substancial as atividades natildeo devem ser realizadas ateacute que o risco tenha sido
reduzido e saia deste niacutevel de risco e se natildeo for possiacutevel reduzir o risco as
atividades devem ser definitivamente encerradas Da mesma forma em relaccedilatildeo ao
risco intoleraacutevel as atividades devem paralisar ateacute que o risco seja reduzido e no
caso de natildeo ser possiacutevel esta reduccedilatildeo devem ser encerradas as atividades ateacute
soluccedilatildeo do problema (COCHARERO 2007)
54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

54
441 Riscos Substanciais
Conforme os dados coletados nos instrumentos da presente pesquisa os
riscos substanciais encontrados foram
- vazamentos de tubulaccedilatildeo ou vaacutelvulas
- falta de procedimentos operacionais e instruccedilotildees de trabalho no setor
- falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
- falta de testes contra falhas nos equipamentos
- eixo da bomba natildeo ter proteccedilatildeo
- natildeo utilizaccedilatildeo dos EPIs por parte dos funcionaacuterios
Para o risco de vazamento em tubulaccedilatildeo ou em vaacutelvulas identificou-se a
necessidade de uma maior periodicidade na manutenccedilatildeo do sistema fazendo
assim uma manutenccedilatildeo preventiva
Quanto agrave falta de procedimentos operacionais e instruccedilotildees de trabalho no
setor haacute a necessidade de padronizar as operaccedilotildees bem como instruir todos os
funcionaacuterios sobre a correta operaccedilatildeo e manuseio dos materiais e equipamentos
A falta de ldquoreciclagemrdquo dos funcionaacuterios quanto agraves atividades operacionais
estaacute relacionada com a proacutepria seguranccedila dos colaboradores os treinamentos
perioacutedicos e as instruccedilotildees de trabalho atualizadas mitigariam esse risco
O risco da falta de testes contra falhas nos equipamentos pode ser evitado
elaborando programas de testes que identifiquem a vida uacutetil dos equipamentos para
que se possa fazer uma intervenccedilatildeo no mesmo antes da falha (se viaacutevel)
Quanto agrave falta de proteccedilatildeo do eixo da bomba e a natildeo utilizaccedilatildeo de EPIs
contribuem para aumentar o grau do risco pois estes procedimentos seriam uma
forma de evitar esses riscos
A proteccedilatildeo adequada e os treinamentos gradativamente formariam a
conscientizaccedilatildeo do grau de risco bem como haveria orientaccedilatildeo que mostraria o
grau de periculosidade que estes riscos acarretam
55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

55
442 Riscos Intoleraacuteveis
Os riscos intoleraacuteveis detectados na pesquisa foram
- falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques
- dificuldade da visualizaccedilatildeo dos manocircmetros
- falta de manutenccedilatildeo preventiva nos equipamentos
A falta de verificaccedilatildeo da resistecircncia da pressatildeo dos tanques e a dificuldade
da visualizaccedilatildeo dos manocircmetros foram determinadas como intoleraacuteveis devido ao
alto risco que pode ocasionar em todo o setor
O risco pela verificaccedilatildeo da resistecircncia da pressatildeo seria atenuado elaborando
um procedimento perioacutedico de testes e de manutenccedilatildeo
A dificuldade de visualizaccedilatildeo dos manocircmetros poderia deixar de ser um
risco intoleraacutevel se fosse elaborado um procedimento de limpeza ou substituiccedilatildeo do
visor do equipamento em periacuteodos preacute-determinados sendo que esse equipamento
eacute de grande importacircncia para o processo
O risco da falta de uma manutenccedilatildeo preventiva para os equipamentos seria
mitigado elaborando um programa de manutenccedilatildeo preventiva que preveniria os
equipamentos contra danos ou falhas que poderiam ser evitadas antecipadamente
56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

56
5 CONCLUSAtildeO
Os fatos relatados sobre acidentes ocasionados por riscos desenvolvidos em
determinadas atividades denotam a importacircncia do gerenciamento de riscos Os
riscos que determinados equipamentos substacircncias poluidoras ou ateacute sistemas
operacionais oferecem exigem que as empresas sejam de qual porte for tenham
um sistema de gestatildeo que atenda e respeite as determinaccedilotildees legais
empreendendo preceitos de prevenccedilatildeo e seguranccedila do trabalho bem como siga os
requisitos e as praacuteticas necessaacuterias para a realizaccedilatildeo de suas atividades cercada de
proteccedilatildeo que previna e diminua os riscos
O presente trabalho foi desenvolvido no sentido de apresentar uma
metodologia qualitativa que pudesse auxiliar no programa de gerenciamento de
riscos operacionais de uma empresa do ramo quiacutemico utilizando ferramentas
simples e que natildeo necessitasse de uma equipe teacutecnica especializada no setor
Comprovou-se que isto eacute possiacutevel para prevenir com eficaacutecia os riscos do setor de
filtragem de uma induacutestria quiacutemica e conscientizaccedilatildeo dos funcionaacuterios pela
seguranccedila no setor analisado
Vaacuterias satildeo as metodologias disponibilizadas pela literatura para anaacutelises de
riscos destacando-se que muitas delas satildeo simples faacuteceis de aplicar e natildeo
requerem um aparato teacutecnico complexo bastando que um profissional dedique sua
atenccedilatildeo para refinar e implementar um meacutetodo adequando-o ao processo produtivo
da empresa que atua
A DuPont (2009) disponibiliza em seu Manual do Participante vaacuterias
metodologias para anaacutelise de risco entre elas a APR que pode ser apontada como
um processo simples e de faacutecil aplicaccedilatildeo essencialmente se usar como fase
preliminar o Checklist
A importacircncia que a ARP apresentou no presente trabalho foi tornar possiacutevel
detectar riscos substanciais e intoleraacuteveis que satildeo notadamente os riscos que toda
empresa deve evitar acontecer seja por um sistema preventivo seja pela eliminaccedilatildeo
da atividade Destaca-se que esta detectaccedilatildeo ocorreu em uma empresa que cada
dia mais se consagra no municiacutepio de Ponta Grossa como uma organizaccedilatildeo que
segue normas ambientais de seguranccedila e obteacutem certificaccedilatildeo internacional
57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

57
assumindo o compromisso de desenvolver e atingir niacuteveis de excelecircncia em seus
processos
Por isto conclui-se que a anaacutelise de riscos e sugestotildees de medidas de
controle satildeo fundamentais para toda e qualquer empresa O porte ou a qualificaccedilatildeo
da empresa natildeo interfere na necessidade constante de ajustes nas atividades para
prevenir ou destituir os riscos inerentes a atividades que possam oferecer perigo na
efetivaccedilatildeo do processo produtivo
Outro fator importante que uma APR pode levantar eacute a conscientizaccedilatildeo dos
trabalhadores em relaccedilatildeo aos riscos e o envolvimento da gerecircncia nas questotildees
que podem ser solucionadas a custos relativamente baixos se comparados agraves
consequecircncias de um acidente de trabalho
Comprova-se assim a eficaacutecia da APR sem deixar em destaque que dada a
complexidade do tema aqui proposto esta metodologia pode ser associada a outros
estudos que possam contribuir para o fortalecimento da gestatildeo de riscos das
organizaccedilotildees
58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

58
REFEREcircNCIAS
AGUIAR L A Metodologias de anaacutelise de riscos APP amp AZOP Rio de Janeiro UFRJ 2009 Disponiacutevel em lthttpwwwsaneamento poloufrjbrdocumentosAPP_e_HAZOP pdfgt Acesso em 20 ago 2011 ALMEIDA FILHO R B PO seguro de acidentes do trabalho e sua encampaccedilatildeo pelo governo federal Seguros amp Riscos Satildeo Paulo Technic Press dez1992 ANDRADE M M de Introduccedilatildeo agrave metodologia do trabalho cientifico elaboraccedilatildeo de trabalhos de graduaccedilatildeo 4 ed Satildeo Paulo Atlas 1999 ARAUacuteJO LIMA J C de (coord) Manual de anaacutelise de risco e de confiabilidade Rio de Janeiro PetrobrasReduc 1998 BARRETTO R da E Anaacutelise Preliminar de Perigo (APP) em Projetos de Arquitetura - aplicaccedilatildeo e teste de viabilidade da derramenta da anaacutelise de risco 2008 282 f Dissertaccedilatildeo (Mestrado) - Faculdade de Arquitetura e Urbanismo da Universidade de Satildeo Paulo Satildeo Paulo 2008 BARROS A J P de LEHFELD N A de S Um guia para a inicializaccedilatildeo cientiacutefica Satildeo Paulo McGraw-Hill 1986 BRASIL Lei n 6514 de 22 de dezembro de 1977 Consolidaccedilatildeo das Leis do Trabalho ndash CLT Altera o Capiacutetulo V do Titulo II da Consolidaccedilatildeo das Leis do Trabalho relativo a seguranccedila e medicina do trabalho e daacute outras providecircncias _____ MINISTEacuteRIO DO TRABALHO E EMPREGO ndash MINISTEacuteRIO DA PREVIDEcircNCIA SOCIAL Nuacutemero de acidentes e doenccedilas do trabalho no Brasil de 1970 a 2008 - acidentes de trabalho ocorridos nos uacuteltimos 39 anos 2009 Disponiacutevel em lt wwwsegurancanotrabalhoengbrestatisticashtmlgt Acesso em 29 jul 2011 _____ Ministeacuterio do Trabalho e Emprego Norma Regulamentadora Portaria 3214GM de 08 de junho de 1978 Diaacuterio Oficial da Repuacuteblica Federativa do Brasil Brasiacutelia DF 06 de jul 1978 CAMARGO J R ALMEIDA J R de CUGNASCA P S Anaacutelise de risco de um sistema de controle de transporte puacuteblico Revista dos Transportes Puacuteblicos Satildeo Paulo n 110 abi 28 2006 Disponiacutevel em lthttpportal1antpnetrepRTPRTP2006-110-02pdfgt Acesso em 20 ago 2011 CARDELLA B Seguranccedila no trabalho e prevenccedilatildeo de acidentes ndash uma abordagem holiacutestica Seguranccedila integrada agrave missatildeo organizacional com produtividade qualidade preservaccedilatildeo ambienta e desenvolvimento de pessoas Satildeo Paulo Atlas 2010
59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

59
CICCO F de FANTAZZINI M L Tecnologias consagradas de gestatildeo de riscos 2 ed Satildeo Paulo Risk Tecnologia Editora Ltda 2003 (Risk Management) COCHARERO R Ferramentas para gestatildeo de seguranccedila e sauacutede do trabalho no canteiro de obras 2007 123 f Monografia (Especialista em Tecnologia e Gestatildeo na Produccedilatildeo de Edifiacutecios) Escola Politeacutecnica da Universidade de Satildeo Paulo Satildeo Paulo Disponiacutevel em ltwwwpccuspbrMonografia20-20Renato20Cocharero20gt Acesso em 15 ago 2011 COOPER Dale et al Project risk management guidelinie ndash manging risk em large projects and complex procurements England Wiley 2005 Disponiacutevel em lthttpwwwsegurancadotrabalhoufmsbrarquivosprofessoraLegislacaopdfgt Acesso em 10 ago 2011 DUPONT Dupont de Nemours and Company DuPont do Brasil Manual do participante - ARP - Anaacutelise de Riscos de Processo Brasiacutelia BRF 2009 ELKINGTON P SMALLMAN C Managing Project risks ndash a case study from the utilities sector International Journal of Project Mangement v 20 2002 p 49-57 FERNANDES A A prevenccedilatildeo e a cobertura do infortuacutenio do trabalho Gerecircncia de Riscos Satildeo Paulo ITSEMAP do Brasil outdez1991 FERREIRA I H F Gestatildeo do risco industrial numa central termoeleacutectrica de ciclo combinado 2008 97 f Dissertaccedilatildeo (Mestrado em Engenharia e Gestatildeo Industrial) ) - Instituto Superior Teacutecnico Universidade Teacutecnica Lisboa Lisboa 2008 GIL A C Como elaborar projetos de pesquisa 4 ed Satildeo Paulo Atlas 2002 GRIMALDI J V SIMONDS R H Safety management Homewood 1989 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 HILLSON D Gerenciamento de riscos Revista Melhores Praacuteticas e Desenvolvimentos Futuros Brasiacutelia 2010 Disponiacutevel em ltwwwisegnetcombrgt Acesso em 10 ago 2011 KOLLURU R Risk Assessment and Management a Unified Approach 1996 Revista ANTT n 5 694 p Disponiacutevel em ltwwwanttgovbrrevistaantted2_ed2-artigosSistemaaspgt Acesso em 15 ago 2011 MAIA NETO L M et al Lopa as a PHA complementary tool ndash a case study The SPE International Conference on HSE in Oil and Gas Exploration and Production April 2010 MONTEIRO A L BERTAGNI R F S Acidentes do trabalho e doenccedilas ocupacionais Satildeo Paulo Saraiva 1999 MORAES A et al Ergonomia - conceitos e aplicaccedilotildees Rio de Janeiro 2AB 1998
60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

60
PARDO J A R Metodologia para Anaacutelise e Gestatildeo de Riscos em Projetos de Pavimentos Ferraviaacuterios 2009 208 f Dissertaccedilatildeo (Mestrado) - Departamento de Programa de Poacutes-graduaccedilatildeo em Geotecnia da UFOP Universidade Federal de Ouro Preto Ouro Preto 2009 PORTO M F S Anaacutelise de risco nos locais de trabalho - conhecer para transformar Caderno Sauacutede do Trabalhador Rio de Janeiro FIOCRUZ 2000 Disponiacutevel em lthttpwwwscrubdcomdoc7839887Cadernos3-Analise de Riscogt Acesso em 20 ago 2011 RAPOSO J L O Manutenccedilatildeo Centrada em Confiabilidade Aplicada a Sistemas Eleacutetricos uma proposta para uso de anaacutelise de risco no diagrama de decisatildeo 2004 149 f Dissertaccedilatildeo (Mestrado) - Curso de Engenharia Eleacutetrica Departamento de Engenharia Eleacutetrica Universidade Federal da Bahia Salvador 2004 RICHARDSON R J Pesquisa social meacutetodos e teacutecnicas Satildeo Paulo Atlas 1989 RODRIGO J Estudo de caso ndash fundamentaccedilatildeo teoacuterica Brasiacutelia Vestcon 2008 ROESSLER H L Manual de analise de riscos industriais Porto Alegre FEPAM mar2001 Disponiacutevel em ltwwwfepamrsgovbrcentralformulaacuteriosarqamnual_riscopdfgt Acesso em 25 jul 2011 SANDERS M S McCORMICK E J Human Error Accidents and Safety In SANDERS MS McCORMICK E J Human Factors in Engineering and Design 7th ed New Yo rk McGraw-Hill 1993 chap 20 p 655 - 695 SIQUEIRA L E A (colab) Consolidaccedilatildeo das Leis do Trabalho 26 ed Satildeo Paulo Saraiva 2000 ______ Constituiccedilatildeo da Repuacuteblica Federativa do Brasil 24 ed Satildeo Paulo Saraiva 2000 SOUZA C R C de Gerenciamento de Riscos Apostila do Curso de Poacutes-Graduaccedilatildeo em Engenharia de Seguranccedila do Trabalho da Universidade Federal Fluminense Niteroacutei 2006 VERGARA S C Projetos e relatoacuterios de pesquisa em administraccedilatildeo Satildeo Paulo Atlas 1997
61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

61
ANEXO A - MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

62
MATRIZ GERAL DE TOLERABILIDADE DE RISCOS
Fonte Adaptado de DuPont (2009)
63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

63
ANEXO B - REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA DE UM EVENTO
64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)

64
REFEREcircNCIA DE APOIO NA SELECcedilAtildeO DA PROBABILIDADE DE OCORREcircNCIA
DE UM EVENTO
GRAU DENOMINACcedilAtildeO CARACTERIacuteSTICAS
A Extremamente Remoto
Extremamente remoto mas possiacutevel
Natildeo haacute notiacutecia de ocorrecircncia anterior
Exige falha de muacuteltiplos sistemas (redundantes) de proteccedilatildeo associadas ou natildeo procedimentos
Intervalo entre ocorrecircncia acima de 35 anos
B Remoto Evento remoto mas ocorre eventualmente
Pode ocorrer sob certas circunstacircncias excepcionais
Haacute registro de ocorrecircncia na empresa ou na induacutestria
Exige falhas muacuteltiplas de componentes de um sistema de proteccedilatildeo ou vaacuterias camadas de proteccedilatildeo
Intervalo entre ocorrecircncia de 15 a 35 anos
C Razoavelmente Provaacutevel
Evento razoavelmente provaacutevel (espere por ele)
Pode-se esperar uma ocorrecircncia existe histoacuterico
Pode ocorrer mais de uma vez no ciclo de vida da unidade
Pode ocorrer por falha localizada (um uacutenico componente)
Pode ocorrer por desvio de procedimento localizado
Intervalo entre ocorrecircncia de 1 a 15 anos
D Provaacutevel Evento provaacutevel recorrente
Ocorre com frequumlecircncia no ciclo de vida da unidade
Pode ocorrer mais de uma vez ao ano na unidade
Fonte Adaptado de DuPont (2009)