anÁlise dos desperdÍcios no processo produtivo: … · em seguida, se tem o estudo de caso, onde...
TRANSCRIPT

ANÁLISE DOS DESPERDÍCIOS NO
PROCESSO PRODUTIVO: UM ESTUDO
DE CASO DE UM FABRICANTE DE
CHAPAS DE MDF.
Renata El Tawil Morales Soares (IPA)
Claudio Bastos Sikilero (IPA)
Atualmente, as empresas enfrentam uma concorrência desenfreada,
sendo que para serem competitivas devem buscar diuturnamente
eliminar os desperdícios. Devido a isso, as organizações devem buscar
alternativas para tornarem-se lucrativas e accima de tudo, poderem
sobreviver no mercado. Cabe, ainda, ressaltar que os avanços
tecnológicos trouxeram grandes mudanças para as empresas, sendo
que algumas conseguiram acompanhá-las e outras não. Com base
nisso, o artigo tem como objetivo fazer uma análise do processo
produtivo de um fabricante de chapas de MDF, tendo como foco
identificar e analisar as perdas existentes, com base nas sete perdas de
Ohno.
Palavras-chaves: Processos produtivos. Sete Perdas de Ohno. Sistema
Toyota de Produção. Análise de perdas.
XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente.
São Carlos, SP, Brasil, 12 a15 de outubro de 2010.
2
1. Introdução
Atualmente, o mundo empresarial tornou-se muito competitivo, por isto, cada vez mais se
torna necessário avaliar os processos produtivos das empresas. Devido a este momento, as
organizações devem buscar alternativas para tornarem-se lucrativas e acima de tudo, poderem
sobreviver nesse mercado. Cabe ressaltar que os avanços tecnológicos trouxeram grandes
mudanças para as empresas, algumas conseguiram acompanhar estas mudanças e outras não.
Com base nisso as que não conseguiram acompanhar a nova realidade, com certeza, estão
tendo dificuldades. Baseando-se nisso pode-se afirmar que a totalidade das empresas busca
melhorias no processo produtivo, com a finalidade de aumentar a competitividade. Entretanto,
para garantir o progresso nos processos produtivos é necessário aumentar a padronização e
identificar os desperdícios existentes, para então eliminá-los.
Ohno (1997, p.71) diz que “desperdícios se referem a todos os elementos da produção que só
aumentam os custos sem agregar valor”. Dentre esse existem os que são inerentes ao processo
produtivo, portanto não conseguem ser totalmente eliminados, mas que não agregam valor ao
produto final. Nesses se podem incluir as amostragens destrutivas, que auxiliam a diminuir o
retrabalho, as esperas entre processos, o transporte do produto entre postos de trabalho, etc.
Por sua vez, têm-se também as perdas que devem ser suprimidas do processo, pois se não
forem a empresa pode ter custos adicionais e consequentemente reduzir sua competitividade.
Quando se fala de desperdícios que geram custos adicionais, se esta referenciando a toda e
qualquer operação que não agrega valor e que não são necessárias ao processo produtivo, logo
devem ser eliminadas.
Assim sendo, esse trabalho se propõe a identificar e analisar os processos produtivos de uma
empresa produtora de chapas de MDF (medium density fiberboard) e MDP (medium density
particleboard), tendo como pano de fundo as 7 perdas de Ohno, no contexto do Sistema
Toyota de Produção (STP).
Inicialmente será apresentada uma breve fundamentação teórica, do STP, de seus pilares e das
sete perdas de Ohno. Em seguida, se tem o estudo de caso, onde se descreve e analisa o
sistema produtivo das chapas MDF. Após, com base na análise do sistema produtivo, se avalia
as perdas deste fluxo tendo como base as sete perdas de Ohno. Por fim, se discute o que pode
ser feito para minimizar ou eliminar os desperdícios, bem como as oportunidades de melhorar
a sincronização do processo produtivo.
2. Fundamentação Teórica
2.1. Sistema Toyota de Produção
No ano de 1950, o Japão estava com as fábricas destruídas devido à segunda guerra mundial.
O presidente da Toyota, Eiji Toyoda e o engenheiro Taiichi Ohno foram levados aos Estados
Unidos onde visitaram a empresa Ford, analisando e estudando o modelo de produção para
entender porque a produtividade dos operários americanos era maior (OHNO, 1997).
Ohno (1997) diz que o objetivo dos japoneses, nesta fase de pós-guerra, era chegar ao patamar
dos Estados Unidos em três anos, caso contrário, a indústria automobilística do Japão não
sobreviveria. E, ainda, a diferença de produtividade entre Japão e Estados Unidos só poderia
ser justificada pela existência de perdas no sistema de produção.
Para melhorar a produtividade, a Toyota definiu como seus principais objetivos: a redução de

3
custos; lotes de fabricação pequenos; aumentar a produtividade; e melhorar a qualidade.
O marco do início do Sistema Toyota de Produção foi a busca pela eliminação de
desperdícios. Essa busca aumentou a produtividade, melhorando a taxa de trabalho que
adiciona valor e consequentemente diminuindo o trabalho desnecessário. E, o trabalho pode
ser dividido, entre o que adiciona valor ao processo e o que não adiciona valor. (OHNO,
1997; GHINATO, 1996)
O trabalho que adiciona valor é basicamente o processamento que ao realizar operações
transformam o material e geram mudanças de forma, gerando valor para o cliente. E, ainda,
para Maximiano (2005) um produto fabricado sem desperdício acaba gerando um valor
agregado para o cliente. Portanto, o trabalho que não adiciona valor são atividades
desnecessárias, ou, simplesmente, obrigatórias ao processo.
No Quadro 1, é mostrado que desperdício é o contrário da agregação de valor e diz que a
“eliminação de desperdício diminui os custos de produção, sem que o valor do produto para o
cliente fique comprometido” (MAXIMIANO, 2005, p.193).
Tipos de Desperdícios Agregação de Valor
Espera
Transporte
Deslocamento
Perdas inevitáveis
INEFICIÊNCIAS INEVITÁVEIS
Fabricação de quantidade maior que
necessária.
Refugos
Tempo perdido em consertar erros
Estoque
DESPERDÍCIOS
Realização de operações e atividades de
transformação estritamente ligadas ao
produto ou serviço.
ATIVIDADES QUE CRIAM VALOR
PARA O PRODUTO OU SERVIÇO
Quadro 1: Desperdício e agregação de valor.
Fonte: Maximiano (2005, p.193).
As perdas identificadas no sistema produtivo são analisadas e trabalhadas no Sistema Toyota
de Produção tendo como base os dois pilares, just in time e a autonomação, os quais são
apresentados na sequencia.
2.2. Pilares do Sistema de Produção
2.2.1. Just In Time
Segundo Shingo (1996), em japonês, Just in Time significa “no momento certo”, ou ainda,
“oportuno”. Desta forma no processo de produção os materiais necessários, que estão de
acordo com esta lógica são alimentados no tempo certo e na quantidade necessária. Uma
empresa que estabelece esta sistemática em seu processo produtivo tenderá a ter um estoque
próximo de zero, ou idealmente zero.
Para Ghinato (1996) Just in Time é uma técnica de gestão que aparece como um dos pilares
do Sistema Toyota de Produção, sendo um meio para alcançar os objetivos do STP.
Shingo (1996, p.133), diz que foi adotado um método dito de “supermercado”, onde um ciclo
de produção nem sempre é menor que o prazo de entrega, assim “o supermercado trabalha

4
com a hipótese de que o que foi comprado hoje será provavelmente demandado amanhã”.
Deste modo os pedidos são feitos com antecedência evitando o excesso de estoques e
amarrando os processos produtivos de acabamento, ou finais, com os pedidos dos
consumidores. (SHINGO, 1996; SLACK et al., 2002).
Com base nisso, Shingo (1996) e Slack et al. (2002) afirmam que a utilização do Just in Time
é uma das formas de reduzir os desperdícios e esses são definidos como tudo aquilo que não
agrega valor aos produtos finais, o cliente não é obrigado a pagar por eles, assim as perdas
devem ser reduzidas.
2.2.2. Autonomação
O segundo pilar do Sistema Toyota de Produção é conhecido como autonomação, ou ainda,
como automação com toque humano.
Muitas máquinas funcionam sozinhas desde que estejam ligadas (OHNO, 1997), logo ao se
conseguir fazer com que elas funcionem com a supervisão humana sem a operação direta, e
ainda exista a possibilidade de a linha parar quando ocorrer algum problema (volume
excessivo ou defeito) se está diante do pilar autonomação.
Ohno (1997, p.28) diz que “na Toyota, uma máquina automatizada com toque humano é
aquela que esta acoplada a um dispositivo de parada automática”, estes dispositivos são
elaborados para que ocorram paradas, com o intuito de prevenir os erros no sistema de
trabalho. Um dos dispositivos utilizados é o poka-yoke, que é elaborado para impedir erros e
produtos defeituosos.
A autonomação é um dos meios para atingir a redução do custo e garantir a qualidade total,
sendo que ela não serve apenas para as máquinas, mas também para os operadores que
passam a ter autonomia de parar a produção, caso seja detectado algum problema (SHINGO,
1996; GHINATO, 1996).
2.3. Eliminação de Perdas
O Sistema Toyota de Produção apresenta entre suas características básicas uma constante
perseguição às perdas e a sua eliminação, sendo que isso ligado ao objetivo de redução de
custos (GHINATO, 1996).
Para a Toyota, a única forma de aumentar ou manter o lucro é através da redução das perdas
existentes no sistema. Ohno (1997) analisou o processo produtivo com base em uma linha de
tempo. Essa linha de tempo é demarcada a partir do momento em que o cliente faz o pedido,
até sua entrega. Assim, analisando-se e eliminando-se toda e qualquer atividade que não
agrega valor ao produto, nesse processo se reduz as perdas.
Para se ter a eliminação total dos desperdícios, Ohno (1997) alega que se deve ter em mente
dois pontos:
a) O aumento da eficiência só faz sentido quando está associada à redução de custos, assim
para se alcançar isso, tem que se produzir somente o necessário utilizando o mínimo de mão-
de-obra.
b) A eficiência deve ser observada em cada operador, de cada linha e em toda a fábrica,
onde a eficiência deve ser melhorada em cada estágio do processo produtivo.
Segundo Shingo (1996, p.110) “na Toyota procuramos pelo desperdício que geralmente não é
notado porque se tornou aceito como uma parte natural do trabalho diário”.

5
Shingo (1996), Liker e Meier (2007) afirmam que quando se observa um processo como uma
linha de tempo de atividades, analisa-se o processo do início ao fim, e esta normalmente, nos
leva a encontrar mais perdas do que atividades com valor agregado. Ainda, pode ser dito que
observar as perdas não é a mesma coisa que eliminá-las, pois são atividades que se escondem
atrás das ineficiências do processo.
Para Ohno, um dos primeiros trabalhos que devem ser feitos no Sistema Toyota de Produção
é a identificação das perdas, para depois eliminá-las. Estas perdas básicas são as sete perdas
de Ohno, e são apresentadas na sequência:
a) Perda por Transporte: A movimentação dos materiais é um custo que não agrega valor
ao produto e passa a ser interpretado como uma perda, devendo ser reduzido ao mínimo
possível até que seja eliminado, o que é conseguido com o aprimoramento do layout
(SHINGO, 1996).
b) Perda por Estoque: É ocasionada pelos produtos acabados, ou produtos fabricados em
excesso. A eliminação desta perda facilita a identificação de outras perdas não aparentes
no sistema, devido à função de proteção do inventário.
c) Perda por Espera: é aquela perda gerada quando um lote está à espera da liberação de um
recurso para ser processado, ou então, quando as peças já trabalhadas de um lote esperam
pelo processamento das restantes para que possam avançar para a etapa seguinte.
d) Perda por Movimentação: causado pelos movimentos feitos pelos operários, e que não
agregam valor. Estas perdas podem ser eliminadas através de melhorias baseadas no
estudo de tempos e movimentos.
e) Perda por Retrabalho: é causado pela fabricação de produtos não conforme.
f) Perda por Processamento em si: Perdas ao longo do processo produtivo devido
exclusivamente à baixa no desempenho dos equipamentos causada por quebras de
máquinas.
g) Perda por Superprodução: de todas as sete perdas citadas por Ohno (1997), a perda por
superprodução é considerada a mais perigosa, sendo que esconde os outros tipos de
perdas, e é mais difícil de ser eliminada. A perda por superprodução por quantidade é a
perda por produzir, além daquilo que é necessário. Já a perda por superprodução por
antecipação é a perda decorrente de uma produção realizada antes do momento
necessário, fazendo com que as peças fiquem espalhadas pela fábrica aguardando à hora
de serem processadas por etapas posteriores.
As sete perdas: transporte, estoque, espera, movimentação, processamento em si e
superprodução não são iguais em status, ou efeito (SHINGO,1996). Estes desperdícios se
referem não somente à linha de produção, mas ao aumento de volume de produtos, ao
sequenciamento de pedidos e às atividades administrativas (LIKER, 2005).
3. Estudo de Caso
O método utilizado na pesquisa foi o estudo de caso. Segundo Yin (2001), esse método,
contribui para compreensão dos sistemas organizacionais e permite uma investigação de todas
as áreas relacionadas. A caracterização do estudo de caso se dá através de utilização de
diferentes fontes e formas de pesquisa. No caso analisado as fontes são os diversos níveis
hierárquicos da organização (gerentes, supervisores, e operadores), e as formas ficam
6
qualificadas pela utilização de questionários, documentos da empresa e observações. O
referente estudo de caso foi realizado durante os meses de julho e novembro de 2009.
Nesse caso optou-se pela análise de um único objeto de pesquisa que foi o processo produtivo
de placas MDF da empresa Painéis de Madeira S/A. Essa é uma empresa produtora de chapas
de MDF (medium density fiberboard) e MDP (medium density particleboard). Sendo que
MDF é uma chapa de madeira reconstituída, proveniente do pinus, e MDP é um painel de
partículas de média densidade, sendo essa uma chapa industrial homogênea, com superfície
uniforme e lisa, com acabamento de corte perfeito. A diferença entre MDP e MDF é que o
MDP é produzido com partículas de madeira em camadas, ou seja, por pequenos cavacos,
enquanto que no MDF as fibras de madeiras aglomeram-se, ou seja, são mais compensadas.
3.1. Descrição e Análise do Processo Produtivo
O processo produtivo das chapas de MDF é continuo, porém existem esperas entre um
processo e outro, ocasionando perdas e ineficiências de produção. Na sequência são descritas
as diversas etapas que ocorrem no processo produtivo dessas chapas.
3.1.1. Descrição do Fluxo do Processo Produtivo do MDF
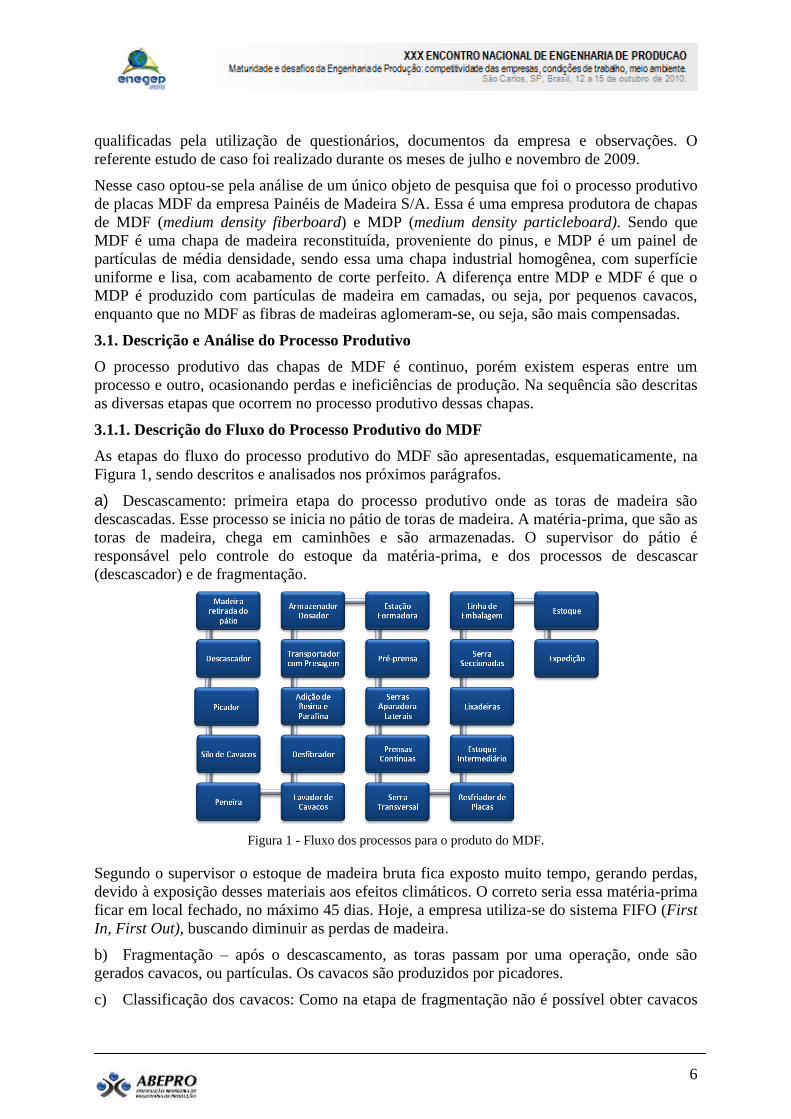
As etapas do fluxo do processo produtivo do MDF são apresentadas, esquematicamente, na
Figura 1, sendo descritos e analisados nos próximos parágrafos.
a) Descascamento: primeira etapa do processo produtivo onde as toras de madeira são
descascadas. Esse processo se inicia no pátio de toras de madeira. A matéria-prima, que são as
toras de madeira, chega em caminhões e são armazenadas. O supervisor do pátio é
responsável pelo controle do estoque da matéria-prima, e dos processos de descascar
(descascador) e de fragmentação.
Figura 1 - Fluxo dos processos para o produto do MDF.
Segundo o supervisor o estoque de madeira bruta fica exposto muito tempo, gerando perdas,
devido à exposição desses materiais aos efeitos climáticos. O correto seria essa matéria-prima
ficar em local fechado, no máximo 45 dias. Hoje, a empresa utiliza-se do sistema FIFO (First
In, First Out), buscando diminuir as perdas de madeira.
b) Fragmentação – após o descascamento, as toras passam por uma operação, onde são
gerados cavacos, ou partículas. Os cavacos são produzidos por picadores.
c) Classificação dos cavacos: Como na etapa de fragmentação não é possível obter cavacos
7
de tamanhos uniformes é feita a classificação. Devido a irregularidade dimensional, a
produção separa os cavacos maiores em baterias de peneiras. Esse material separado gera
estoque de cavacos, até que esse retorne ao picador. Os cavacos ficam em estoque no máximo
24 horas, e sua renovação se dá na chegada de matéria prima (madeira nova).
d) Armazenamento de cavacos: são armazenados em silos com volume equivalente a 24
horas de operação. Como na maioria das vezes os cavacos ficam expostos à atmosfera, antes
do processamento é feita uma seleção por peneiras, seguida da lavagem. Nesta etapa existe
uma espera necessária, pois a operação de armazenagem dura 24 horas conforme informado
anteriormente. Foi observado que essas perdas de matéria-prima ocorrem porque a
empresa coloca em produção lotes grandes (750 m³ por dia) e em função disso tem que
trabalhar com níveis altos de estoque de matéria-prima. Para Liker (2005), os estoques de
matéria-prima não são lucrativos ocasionando obsolescência de materiais.
e) Tratamento de cavacos: nesta etapa os cavacos são amolecidos para facilitar a operação
do desfibrador na formação da polpa, reduzindo seu consumo energético.
f) Desfibramento: as fibras podem ser obtidas por desfibradores mecânicos ou por meio de
técnicas de aumentos de pressão, método esse menos utilizado. Nos desfibradores, os cavacos
são introduzidos e por força centrífuga são lançados para a periferia dos discos.
g) Mistura de resina: neste momento são adicionadas a resina e o catalisador, e em alguns
casos, certos aditivos. Após, isso se mistura a matéria-prima.
h) Secagem das fibras: nessa operação é feita a secagem das fibras, pois o elevado teor de
umidade acarreta uma série de problemas quando a manta é formada e prensada a quente.
e) Armazenamento das fibras: o silo de fibras tem a função de acumular um volume
adequado de fibras para a formação das mantas.
f) Entrelaçamento das fibras: colchão a seco formado a partir de uma suspensão das fibras
no ar.
g) Seccionamento: essa operação muda conforme o tipo de linha de formação, que é o
conjunto de equipamentos cujas operações dão a forma final ao MDF. Quando o processo de
secagem é intermitente, a manta é cortada por lâminas circulares não-dentadas e, em seguida,
encaminhada às operações de pré-prensagem e prensagem a quente.
8
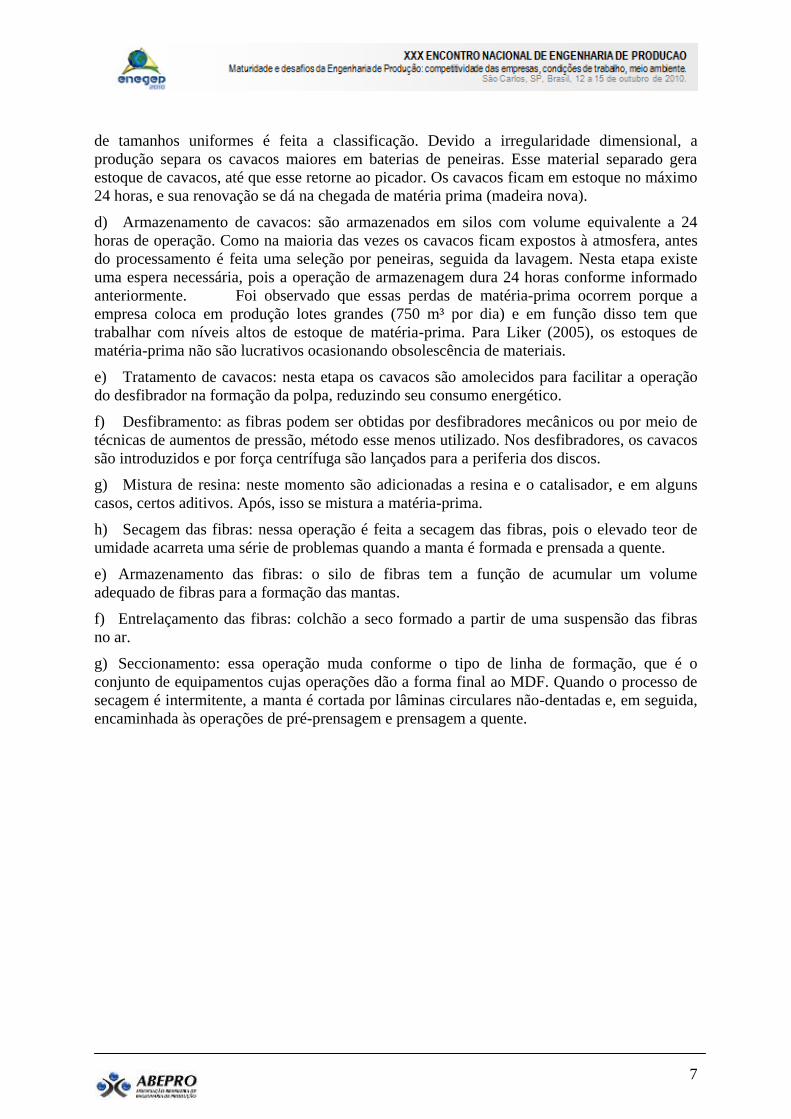
Figura 2: Processo produtivo de chapas MDF.
Fonte: Documentos da empresa Painéis de Madeira S/A.
h) Prensagem: a pré-prensagem evita possível desestruturação e deslizamentos das fibras da
manta durante a prensagem a quente. Para cada sistema de prensagem, existe um tipo de linha
de formação.
i) Resfriamento: é efetuado para evitar variações dimensionais da chapa após o
aquecimento. Normalmente são resfriadas à temperatura ambiente, onde existe um tempo de
resfriamento que depende do tipo de linha de formação utilizada. Nessa etapa ocorre uma
espera, pois as chapas saem quentes de um forno e necessitam ficar, durante um tempo, em
temperatura ambiente girando. Esta espera é obrigatória no processo, pois pode ocorrer o
empenamento da chapa na próxima etapa produtiva e acabar perdendo a peça, o tempo de
espera no resfriamento depende da formação da linha a ser utilizada.
j) Corte, lixamento e revestimento: o corte é feito para estabelecer as medidas dos painéis de
MDF, conforme padrões estabelecidos. O lixamento está diretamente relacionado à
preparação da superfície das chapas para acabamentos finais. Para que a chapa de MDF
chegue nesta etapa ela passa por uma espera intermediária. A Figura 2 apresenta o fluxo
produtivo do produto MDF. Esse processo produtivo, como dito anteriormente, é sincronizado
em uma linha contínua, sendo que o transporte da matéria-prima para linha produtiva é
realizado por tubulações.
Shingo (1996) afirma que a produção é uma rede de processos e operações, onde o processo é
o fluxo de materiais e transformação de matéria-prima em produto final. Por sua vez, a
operação é o esforço realizado pelos trabalhadores na fabricação do produto. Logo, o cuidado
com o processo é imprescindível para que se possa diminuir o lead-time do processo
produtivo.
Após, a etapa de resfriamento, ocorre o armazenamento do material. As placas de MDF
devem ficar, neste ponto do processo, entre 12 horas e 24 horas para a cura da resina e
aguardar a etapa seguinte. Essa funciona como um pequeno estoque intermediário onde as
chapas ficam aguardando a cura e a finalização do processo.
Foi verificado que existe sincronização no processo produtivo do MDF, pois as máquinas da
9
produção são todas automatizadas e em linha continua. Porém, existem perdas intermitentes
no processo, e dentre estas a mais importante é referente à deficiência na manutenção das
máquinas. Com base nisso, observou-se que a sincronização poderia ser melhorada se não
houvesse muitas paradas por manutenção. Isto ocorre pela empresa não ter manutenção
preventiva, mas sim apenas corretiva, onde cada vez que estraga uma máquina se perde muito
tempo no andamento de toda linha, pois uma máquina depende da outra para dar continuidade
do processo.
3.2 Análise das Perdas no Fluxo dos Processos Produtivos do MDF
A análise das perdas do processo produtivo do MDF é o objetivo principal da pesquisa. Os
desperdícios foram analisados tendo-se como base as sete perdas de Ohno, entretanto, as por
transporte e movimentação não foram analisadas. Elas não são consideradas, pois o fluxo de
produção das placas de MDF é continuo. As demais perdas são analisadas detalhadamente na
sequencia.
a) Perda por Retrabalho:
Segundo Shingo (1996), esta perda é constituída basicamente pelos materiais que necessitam
algum tipo de correção por apresentar defeitos de qualidade, devido a problemas não
controlados pelos processos produtivos. Na empresa analisada, se identificou vários tipos de
retrabalhos, e dentre esses se destacaram:
Retrabalho devido à espessura errada na fabricação do MDF: a espessura padrão das
chapas de MDF é de 15 mm, entretanto constatou-se que as mesmas saem normalmente com
16 mm. Isto ocorre em função de problemas técnicos de calibração dos equipamentos que
fazem a prensagem das chapas. Esse dimensional gera uma operação de retrabalho no
lixamento, para que a chapa seja colocada no padrão. O retrabalho especificado provoca uma
série de perdas no processo produtivo. Dentre estes se tem o tempo dos operários, o
investimento em equipamentos adicionais de lixação e a perda de matéria-prima. Segundo
dado da empresa se chega a perder 100 m³ de matéria prima por mês. Para, que isso seja
corrigido é necessário investimentos em tecnologias que tenham melhor confiabilidade e
diminuam a variabilidade dessa operação. Entretanto, constatou-se que a empresa aceita este
erro dimensional sem grandes preocupações.
Retrabalho da Chapa Tipo B e Chapa Tipo Refugo: a empresa apresenta três categorias de
chapas, sendo o processo fabril dimensionado para obter chapas do Tipo A, que deveriam ser
o único interesse industrial e comercial.
A Chapa Tipo A que é a chapa fabricada para o cliente. Essa é uma maciça com superfície
lisa, que além de oferecer resistência, homogeneidade e estabilidade dimensional, possibilita
excelente acabamento.
A Chapa Tipo B que é uma chapa maciça produzida com algum defeito de ondulação ou
aspereza, tendo a necessidade de passar por um retrabalho, e posteriormente e colocado
revestimento dos dois lados para poder ser comercializada.
E, a Chapa Tipo Refugo, uma chapa que apresenta muitos defeitos, não tendo como ser
comercializada, sendo utilizada internamente como capa de proteção e calço no estoque.
Entretanto, apesar de a empresa considerar que possui estes três tipos de chapa, o processo
produtivo foi capacitado para produzir somente a de Tipo A, devendo trabalhar para eliminar
as demais. Porém, esta organização esta centrada em diminuir as chapas do Tipo B. Isto é um
problema, pois o esforço para recuperação comercial desta chapa ocasiona custos de

10
retrabalho, incluindo-se redução de capacidade mão de obra, maquinário e utilização
excessiva de matéria prima, em produto de segunda classe. Liker (2005) diz que diz que a
perda por retrabalho ocasiona um esforço desnecessário e perda de tempo.
A empresa está trabalhando para reduzir as chapas do Tipo B. Este plano de ação é composto
por um maior acompanhamento de calibrações nas máquinas, e um processo de inspeção de
hora em hora. Este plano vem sendo desenvolvido nos últimos três anos, e surtindo efeitos
como pode ser constatado no Quadro.
ANO % DE CHAPAS TIPO B
2007 8,23%
2008 5,15%
2009 1,89%
Quadro 2: Diminuição do porcentual de Chapas do Tipo B.
Entretanto, apesar do esforço feito pela organização, para redução de chapas Tipo B, está
possui um estoque de aproximadamente dois anos, gerando com isto, fora a perda por
retrabalho, também perda por estoque, pois muitas dessas chapas passam a ser Chapa Refugo.
Após, ter-se avaliado a sistemática de produção e do plano de ação constatou-se que a
empresa deve mudar o paradigma atual, pois senão continuará com problemas. Este
paradigma refere-se à aceitabilidade atual da existência de três tipos de chapas, pois na
realidade a empresa tem somente um tipo de placa, que é a Chapa Tipo A, as demais devem
ser indesejadas. Para isso, Shingo (1996) indica técnicas como o poka-yoke e as inspeções
sucessivas que são métodos mais efetivos para detectar defeitos e prevenir serviços
desnecessários, tendendo assim a eliminar as chapas do Tipo B e Tipo Refugo.
b) Perda por Estoque:
Shingo (1996) diz que esta perda é constituída por estoque de produtos semi-acabados,
acabados, ou produtos fabricados em excesso. Na empresa foram identificados excesso de
estoque, tanto nos produtos em processo, como nos acabados.
Estoque de Produtos em Processo: existem basicamente dois motivos para essa perda. Um
deles é a necessidade das chapas ficarem armazenadas entre 12 horas a 24 horas aguardando o
lixamento, e o outro é o estoque de chapas Tipo A e Tipo B, que aguardam o revestimento.
Analisando os estoques intermediários, foi observado que a empresa tem como paradigma
manter estoques intermediários, sendo que este ajuda a encobrir problemas do processo,
inclusive o de ter estoque de chapas Tipo B.
Estoque de Produtos Acabados: o nível destes é alto, pois a empresa produz para estoque.
A organização busca diminuir o nível de estoques trabalhando com estoques mínimos.
Entretanto, foi observado que tanto, existem muitas chapas do Tipo B em estoque (atualmente
mais de um ano), como do Tipo A, sendo que afirmado que “o correto seria as chapas de
MDF ficarem em estoque de três a seis meses” (SUPERVISOR DE PRODUÇÃO).
O nível de estoques e o grau de obsolescência, principalmente do Tipo B, é tão preocupante
que o supervisor de produção diz que “algumas chapas já estão tão danificadas que nem
poderão ser reaproveitadas, nem como Chapa Tipo Refugo”.
Ohno (1997) e Shingo (1996) dizem que esta perda encobre imperfeições e ocasiona
obsolescência gerando desperdícios. A empresa eliminá-la, perseguindo-a tenazmente. Sendo,
que a redução do estoque pode ser conseguida com a melhoria da qualidade, ou seja,

11
buscando a eliminação da chapa do Tipo B, também através de uma diminuição dos lotes de
fabricação, e ainda fabricando de acordo com a demanda.
c) Perda por Espera:
A perda por espera, segundo Ghinato (1996), se dá no intervalo de tempo em que nenhum
processo ou operação são executados pelo funcionário ou máquina, ou ainda pela falta de
permissão para movimentação de um posto de trabalho a outro. Com base nisso, a empresa
tem algumas esperas no processo produtivo, que são identificadas entre um processo e outro.
Espera entre um posto de trabalho e outro: na empresa existe a espera na etapa de
armazenamento, onde as chapas ficam no aguardo para a próxima etapa de lixamento, desta
maneira existe, um acumulo de chapas que ficam esperando serem liberadas para o
processamento seguinte.
Máquinas paradas: a empresa tem problemas de manutenção, pois as máquinas só recebem
manutenção corretiva, e quando ocorre alguma parada os operadores ficam ociosos
aguardando o funcionamento das mesmas, para dar andamento ao processo produtivo. Sendo
que essas paradas são ocasionadas pela falta de manutenção preventiva dos equipamentos.
Shingo (1996) diz que o balanceamento do fluxo produtivo com as devidas manutenções das
máquinas são o caminho para eliminar a perda por espera.
d) Perda por Processamento em Si:
Para Liker (2005) realizar etapas desnecessárias e processamento ineficiente, devido a
máquinas desajustadas é perda de processamento, causando movimentos desnecessários e
produtos com defeitos. As perdas deste tipo identificadas na empresa foram:
Produtos com defeitos: devido às chapas do Tipo B que são chapas rejeitadas quando da
produção do Tipo A, mas que é recuperada a empresa tem uma produção com defeito que são
as chapas do Tipo B, essas geram uma etapa desnecessária que é a operação de lixamento.
Máquinas desajustadas: pela falta de manutenção a empresa tem ferramentas desajustadas,
que acabam gerando produtos defeituosos e sem padrão, e os operadores terminam ficando
ociosos.
Com base nisso, pode se dizer que a empresa tem operações desnecessárias, que não agregam
valor ao produto. Shingo (1996) sugere métodos e análises de valor para minimizar estas
perdas.
e) Perda por Superprodução:
Existem dois tipos de superprodução, a quantitativa, que é fazer mais produtos do que o
necessário, e a antecipada, que é fazer o produto antes que ele seja necessário (SHINGO,
1996). A superprodução na organização fica caracterizada pela:
Produção antecipada: a empresa produz para estoque, tentando antecipar a possibilidade de
vendas, trabalhando empurrando o produto. Os lotes produzidos são grandes e a empresa não
tem nenhuma garantia se haverá venda futura, assim as chapas ficam paradas no estoque.
Produzir mais que o necessário: a empresa produz além do necessário, não se preocupando
com a previsão das vendas.
Entretanto, como a empresa identificou que esta perda gera uma série de descontroles já
começa “a produzir de acordo com a demanda dos pedidos” (SUPERVISOR DE
PRODUÇÃO). Entretanto, a empresa deve se focar em eliminar o paradigma “se você
12
produzir, você poderá vender” (OHNO, 1997, p.24), pois o mesmo é obsoleto, na atualidade
quem dita as regras do que será demandado é o mercado.
A superprodução ajuda a ocultar outras perdas, dificultando a identificação das demais, sendo
um dos desperdícios mais difíceis de serem eliminados (OHNO, 1997). A organização precisa
se dedicar a mudar de pensamento e de paradigma, pois a eliminação deste desperdício
começa pela consciência de todos os envolvidos com o processo produtivo na empresa.
Diante de tais evidências de perdas no processo produtivo, fica claro que as mais significantes
são as de retrabalho, de estoque e de superprodução. Essas perdas estão interligadas, mas não
necessariamente são recorrentes, mas podem estar interligadas. As perdas por estoque podem
estar ligadas, tanto com a superprodução, quanto com as perdas por retrabalho. A conexão
entre elas existe devido a se ter um nível de estoque alto, o qual é originado pelos problemas
de dimensionamento das chapas, que na realidade são problemas de qualidade que geram
retrabalhos.
A empresa, também, deve agir para reduzir o tamanho dos lotes de produção de acordo com
os pedidos. Para isso, a melhoria dos setup de máquina é imprescindível. Isso levaria a
redução de estoque, tanto produtos em processo como de produtos acabados. Finalizando,
existe a necessidade de se melhorar a manutenção da fábrica, diminuindo, ou eliminando os
retrabalhos. Isso, também auxiliaria na redução de estoques em processamento, pois auxiliaria
na redução dos estoques para processamento das chapas Tipo B, que ficam aguardando
retrabalho para se tornar um produto comercialmente aceito.
4. Considerações finais
A identificação e eliminação das sete perdas de Ohno melhoram o desempenho e a
sincronização do processo produtivo, possibilitando um melhor atendimento ao mercado e
consequente aumento na competitividade empresarial.
Na análise ficam claras as dificuldades enfrentadas e a necessidade de mudança do paradigma
da empresa, que é considerar que existem três tipos de chapas, Tipo A, Tipo B e Tipo Refugo,
quando na realidade o único produto comercialmente aceito é o do Tipo A. Esta aceitação
leva a empresa a ter uma série de perdas em seu processo, sendo algumas oriundas desta
situação.
As perdas mais significativas são as de retrabalho, de estoque, e de superprodução. Dentro
disso o retrabalho é oriundo de uma aceitação de produzir chapas do Tipo B, que são
originários da falta de regulagem dos equipamentos de produção, devido à falta de
manutenção preventiva. O estoque, por sua vez, tem origem na forma de produção que é para
estoque, e na perda por retrabalho. Finalmente, a superprodução é ocasionada pela
antecipação de estoque dos produtos acabados.
Ainda, os problemas em equipamentos, devido à falta de manutenção preventiva, tanto nas
ferramentas, como nos equipamentos produtivos, facilitam a existência das perdas
identificadas como as mais significativas.
Com base nisso, pode-se dizer que o principal problema da empresa é a aceitação das chapas
Tipo B, que são produtos oriundos de retrabalho, que geram custoso, perda de capacidade
produtiva, estoque obsoleto e descontrole processual. Logo, a organização deve trabalhar para
que esse tipo de produto seja eliminado, mas para que isto ocorra deve haver uma mudança de
paradigma que depende do esforço de todas as pessoas envolvidas no processo produtivo.

13
Dentre os questionamentos, que se julga relevante e aos quais se devem buscar respostas
destacaram-se, “O que se deve fazer para melhorar o alinhamento de processos produtivos
contínuos?”, e “Como mudar a cultura de uma empresa que aceita o refugo como parte de
seu processo produtivo?”.
Referências
GHINATO, P. Sistema Toyota de Produção: mais do que simplesmente just in time. Caxias do Sul: Editora da
UCS, 1996.
GIL. Antonio Carlos. Métodos e técnicas de pesquisa social. 5ª ed. São Paulo: Atlas, 2006.
LIKER, J. K; MEIER, D. O modelo Toyota: manual de aplicação: um guia prático para a implementação dos 4
Ps da Toyota. Porto Alegre: Bookman, 2007.
LIKER, J. K. O modelo Toyota: 14 princípios de gestão do maior fabricante do mundo. Porto Alegre:
Bookman, 2005.
MAXIMIANO, Antonio César Amaru. Teoria Geral da administração. 5ª ed. São Paulo: Atlas, 2005.
OHNO, T. Sistema Toyota de produção: além da produção em larga escala. Porto Alegre: Bookman, 1997.
SHINGO, Shigeo. O Sistema Toyota de Produção do ponto de vista da Engenharia de Produção. Porto Alegre:
Bookman, 1996.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da produção. 2 ed. São Paulo: Atlas, 2002.
YIN, Robert K. Estudo de Caso: planejamento e método. 2ª ed. Porto Alegre: Bookman, 2001.