identificaÇÃo de desperdÍcios e propostas de melhoria …
TRANSCRIPT
IDENTIFICAÇÃO DE DESPERDÍCIOS E
PROPOSTAS DE MELHORIA NO
ALMOXARIFADO DE UMA EMPRESA
TÊXTIL
Clara Cruz Neves
Ygor De Jesus Passos
Larissa Vasconcelos Costa
Devido ao alto grau de competitividade existente no mercado, há uma
busca cada vez maior das empresas pelo aperfeiçoamento de seus
métodos de produção. Uma forma de se fazer isso é através da
implantação do Lean Manufacturing. Sendo assim, o objetivo do
presente trabalho foi desenvolver propostas de melhorias no setor de
almoxarifado em uma empresa produtora de confecções e travesseiros.
Através da utilização de algumas ferramentas, como a gestão visual, o
diagrama de espaguete e o Value Stream Mapping (VSM), foi possível
identificar as atividades e mapeá-las a fim de se evidenciar os
desperdícios existentes ainda no fluxo do processo, fazendo assim as
devidas eliminações de tarefas e/ou rearranjos. Após a implantação de
algumas melhorias houve uma agregação de valor ao processo de
algumas atividades, como na entrega de rolo com corte à produção,
em que passou de 59,90% para 78,90%. Embora sejam nítidos os
ganhos que o Lean Manufacturing traz a uma organização, não houve
a possibilidade de se aplicar algumas ferramentas como kanban,
heijunka, SMED e jidoka. Apesar das melhorias implementadas, é
importante destacar que os líderes devem acompanhar constantemente
as oportunidades de melhoria para que se perpetue a busca pela
melhoria contínua.
Palavras-chave: Lean Manufacturing, VSM, Diagrama espaguete,
Desperdícios
XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018.
XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
2
1. Introdução
Segundo Skerlic e Muha (2013), dois dos maiores impactos de custo dentro da indústria são
bastante característicos do almoxarifado, o transporte e o armazenamento. É importante
considerar que um fator influi estrategicamente na redução ou aumento de desperdício do
outro, então o estudo do melhor local para armazenamento de matéria prima é fator
diferencial.
Com o advento da globalização, houve uma propagação dos ideais da industrialização, em que
se acirrou cada vez mais a competitividade entre as empresas de todos os lugares do mundo.
Dessa forma, buscou-se aperfeiçoar os sistemas produtivos, através de uma melhoria contínua
de produtos e processos (LIZARELLI, 2016).
O presente trabalho tem por objetivo desenvolver propostas de melhorias no setor de
almoxarifado em uma empresa produtora de confecções e travesseiros. Além de atuar no
maior problema, que era o desperdício de movimentação dos funcionários do setor, buscou-se
também atuar nas perdas oriundas do transporte excessivo, que não agregam valor ao produto.
A motivação para a elaboração deste estudo surgiu de uma demanda da empresa utilizada
como objeto de estudo a uma empresa de consultoria, a qual deveria aplicar o Lean
Manufacturing. Para tal, foram utilizadas as metodologias e ferramentas abordadas na mesma,
em que foi possível identificar alguns problemas existentes.
2. Referencial teórico
Nesta seção serão explicitados termos e ferramentas utilizados para a elaboração do presente
estudo.
2.1. Lean Manufacturing
Devido ao alto grau de competitividade existente no mercado, há uma busca cada vez maior
das empresas pelo aperfeiçoamento de seus métodos de produção. Para tanto, tem sido feita a
aplicação de algumas práticas como o just-in-time para o gerenciamento de estoques e a
XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
3
gestão da qualidade total (TQM), que são consideradas fundamentos do Lean Manufacturing
(FULLERTON et al., 2013).
O Lean Manufacturing, ou Produção Enxuta, é uma metodologia que preconiza a eliminação
de desperdícios nas ações de uma organização (HOWELL, 2010). Shigeo Shingo, no Sistema
Toyota de Produção, identificou sete tipos de perdas: por superprodução, pelo processamento
em si, por espera, por produtos defeituosos, por estoque, por movimentação e por transporte
(WOMACK, 1998 apud OLIVEIRA et al., 2017).
Segundo Fullerton (2013), o Lean Manufacturing é uma estratégia do tipo “puxada”, ou seja,
a produção é baseada na demanda do consumidor. Assim, é importante entender o sistema
produtivo da organização e como é feita a entrega do produto ou serviço na perspectiva do
cliente, a fim de se agregar mais valor.
2.2. Ferramentas utilizadas para a aplicação do Lean Manufacturing
2.2.1. VSM
O Value Stream Mapping (VSM) do português Mapeamento do Fluxo de Valor, também é
uma forma de mapear os processos da empresa através de uma representação gráfica, no
entanto, diferentemente do fluxo do processo, é realizada a análise qualitativa e também
quantitativa, com foco nas melhorias dos postos de trabalho, diminuição dos tempos de
produção e movimentação, isto é, um pensamento enxuto (TYAGI et al., 2015). Além disso,
esta ferramenta é utilizada a fim de que as decisões de melhoria se façam contínuas (LOPEZ
et al., 2013).
Para montagem dos VSM, pode-se utilizar os fluxogramas dos processos e realizar uma
análise dos tempos e movimentos de cada processo, com foco no rearranjo das etapas,
redução do tempo e movimentação e eliminação de atividades que não agregam valor, ou seja,
desperdícios (KHURUM et al., 2014). Ademais, dentro do Value Stream Mapping, é possível
representar os Kaizens implementados na empresa, deixando mais visíveis os gargalos e
problemas, o que é importante para etapas futuras da implementação do Lean Manufacturing.

XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
4
Existem vários softwares online que podem ser utilizados para a elaboração destes
documentos, como o Lucidchart, o Smartdraw e o Microsoft Visio. Este último foi o
escolhido na aplicação do presente estudo.
2.2.2. Diagrama Espaguete
O diagrama espaguete é uma ferramenta do Lean Manufacturing que tem como objetivo
representar toda a movimentação do operador durante a realização de sua tarefa. Ela é de
fundamental importância para atividades de transporte de recursos humanos, de matéria-
prima, produto acabado e de documentos, seja este último eletronicamente ou manual,
possibilitando identificações visuais dos desperdícios (WILLIAM, 2006).
Através do diagrama de espaguete é possível visualizar facilmente quando uma atividade
possui excesso de movimentação e com isso garantir um melhor rearranjo do layout ou
processo, e identificar a necessidade de alocação de alguma ferramenta de trabalho. Essa
afirmação pode ser prontamente validada num estudo feito por Skeldon et al. (2014), em que
foi a aplicada a metodologia Lean em uma clínica de uro-oncologia.
Para a montagem dos diagramas espaguete, a fim de que os dados sejam críveis, é importante
que todo o processo realizado por um operador seja acompanhado e documentado por quem
está fazendo o estudo.
Vale destacar que esta é uma ferramenta simples e que pode ser trabalhada em diversos
softwares, como o Corel Draw, o Adobe Illustrator, o Paint e o Microsoft PowerPoint. Este
último foi o escolhido para ser utilizado na confecção dos diagramas.
3. Metodologia
O método de pesquisa característico no referente trabalho é a aplicada, onde segundo
Lundvall (1988), tem como objetivo proporcionar soluções a problemas dentro dos processos
produtivos, visando o aprimoramento dos produtos e/ou processos.

XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
5
Toda a fonte de pesquisa está baseada em dados primários, com informações coletadas junto a
colaboradores que estão presentes diariamente com os processos produtivos da empresa,
atendendo assim às necessidades específicas para o desenvolvimento do projeto.
Os resultados expostos terão caráter quantitativo, com dados tratados em forma de
documentos, levantados com a utilização das ferramentas para identificação dos desperdícios.
Inicialmente, a equipe foi ao gemba conhecer os processos e identificar dentro do setor de
almoxarifado quais as atividades mais críticas, que trazem um maior retorno financeiro e que
engloba a maioria dos processos. Mediante esta análise foram levantados dois processos,
“entrega de manta à produção” e “entrega de rolo com corte à produção”.
Após identificação das atividades, elas foram mapeadas com o objetivo de identificar
desperdícios ainda no fluxo do processo, fazendo assim as devidas eliminações de tarefas e/ou
rearranjos.
Com os processos já mapeados, a equipe iniciou a etapa de identificação dos desperdícios em
cada atividade do processo. Para isso, foi necessário realizar o acompanhamento de cada fluxo
junto aos colaboradores. Foi neste momento onde foram levantados os principais
desperdícios, com ênfase no excesso de movimentação e transporte.
Com o objetivo de quantificar os ganhos com o trabalho, foi realizado um estudo de tempos e
movimentos antes e depois da implementação das melhorias.
Todos os mapas dos processos e melhorias apresentadas foram levantados e validados junto
aos colaboradores que fazem parte da atividade. Este alinhamento foi realizado em uma
reunião agendada previamente, com a participação da gerência, lideranças, operadores e
consultores.
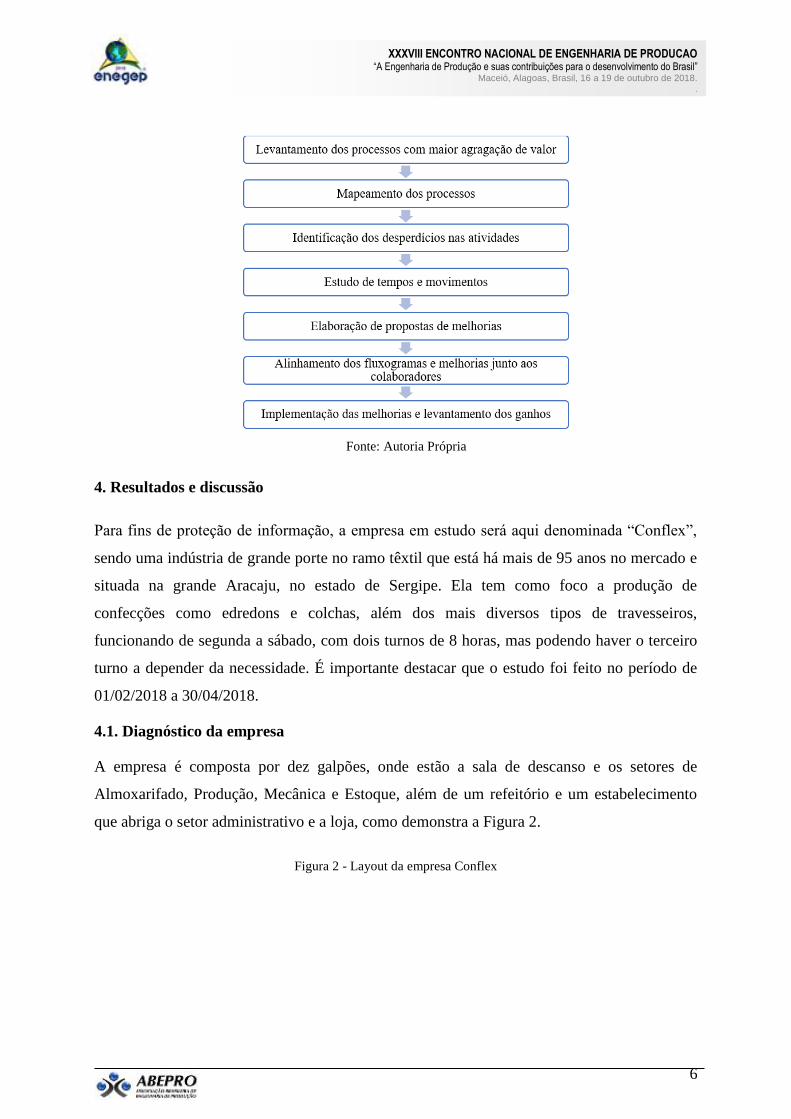
As melhorias foram implementadas pela metodologia Kaizen, e acompanhada durante a
implantação, assim como a coleta e mensuração dos seus resultados. O resumo de todo o
trabalho pode ser visto na figura a seguir:
Figura 1 – Resumo do trabalho
XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
6
Fonte: Autoria Própria
4. Resultados e discussão
Para fins de proteção de informação, a empresa em estudo será aqui denominada “Conflex”,
sendo uma indústria de grande porte no ramo têxtil que está há mais de 95 anos no mercado e
situada na grande Aracaju, no estado de Sergipe. Ela tem como foco a produção de
confecções como edredons e colchas, além dos mais diversos tipos de travesseiros,
funcionando de segunda a sábado, com dois turnos de 8 horas, mas podendo haver o terceiro
turno a depender da necessidade. É importante destacar que o estudo foi feito no período de
01/02/2018 a 30/04/2018.
4.1. Diagnóstico da empresa
A empresa é composta por dez galpões, onde estão a sala de descanso e os setores de
Almoxarifado, Produção, Mecânica e Estoque, além de um refeitório e um estabelecimento
que abriga o setor administrativo e a loja, como demonstra a Figura 2.
Figura 2 - Layout da empresa Conflex

XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
7
Fonte: Autoria própria
Através da Figura 2 pode-se visualizar quais os espaços da empresa correspondem ao
Almoxarifado, setor a ser analisado no presente estudo.
Como classificado acima, há um grande espaço para armazenagem de matéria prima, e a
quantidade física encontrada durante o gemba dentro do almoxarifado não foi diferente. Em
situações como esta, deve-se ter um maior cuidado ao estocar para evitar ao máximo os
desperdícios de transporte e movimentação.
Como pode ser visto através do Layout, os almoxarifados 1 e 2 estão mais próximos da
produção e da sala do almoxarife, facilitando a impressão das ordens com produtos a ser
produzidos e consequente entrega à produção, evitando o desperdício de movimentação e
transporte respectivamente. Já o almoxarifado 3 e 4 estão mais distantes, dificultando a
realização da mesma atividade.

XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
8
Por conta disso, houve a preocupação de identificar os produtos mais críticos e que exigem
uma maior participação destes estoques de matéria prima 3 e 4, para que através de um estudo
de tempos e movimentos fosse possível quantificar os desperdícios e encontrar a melhor
solução para a sua redução. Como citado anteriormente os processos foram: “entrega de
manta à produção” e “entrega de rolo com corte à produção”. Tanto o rolo a ser cortado como
a manta são produtos armazenados nos almoxarifados considerados mais críticos.
O rolo que antes de ser enviado à produção tinha que ser cortado nas medidas exatas
conforme requisitos do produto, representando um grande desperdício, pois além de estar
localizado no almoxarifado 4, tinha que retornar ao almoxarifado 2 para ser realizado o corte.
Quanto à manta, dois dos principais problemas identificados. O primeiro foi a falta de um
carrinho específico para transporte, que embora leve as mantas possuem grande volume,
dificultando o transporte manual, havendo assim a necessidade do operador realizar várias
vezes a mesma atividade para cumprir com a entrega. O segundo, não havia identificação dos
tipos e tamanhos, obrigando o operador a procurar e se certificar que o material separado era o
correto, tomando muito tempo.
Outros pontos intrínsecos a ambos os processos também chamaram bastante atenção. Um
deles foi a distância entre a sala em que se emite a solicitação de impressão das ordens de
produção e o local onde está a impressora e consequentemente coletado o documento. Devido
a esta distância a quantidade de operações, movimentação e transporte aumentava
significativamente, além de trazer a possibilidade de gerar erros durante a separação,
atividade do almoxarifado e conferência, atividade da produção.
Como segundo ponto, foi identificada a dificuldade dos operadores para encontrar os
equipamentos para transporte: paleteira, empilhadeira e carrinhos. Não havia dentro do setor
um local específico para alocação e um quadro de identificação dos operadores que estavam
utilizando o equipamento, havendo muita perda com procura.
4.2. Melhorias identificadas e seus ganhos
Um ponto importante de citar ainda no início das melhorias implementadas é a alocação de
uma impressora no setor de almoxarifado, isso porque ela irá agregar valor em todos os
XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
9
processos do setor. O equipamento para imprimir as ordens de reabastecimento à produção
era compartilhado com o setor de estoque, praticamente localizado no outro lado da planta.
Isso gerava excesso de movimentação por parte dos operadores do setor, além de haver a
possibilidade de erros, pois o almoxarife conferia tudo anotando informações no papel e a
conferência da produção só ocorria após a entrega da matéria prima, o que muitas vezes já
estava em processamento. Neste caso foi alocada uma impressora no setor, representando uma
grande agregação de valor a atividade.
Outra melhoria implantada que agrega valor a todos os processos, foi a instalação de um sinal
visual quando surgisse pedido da produção para abastecimento de matéria prima. Isso porque
o sistema da empresa não alertava aos operadores que havia pedido, o que atrasada a entrega.
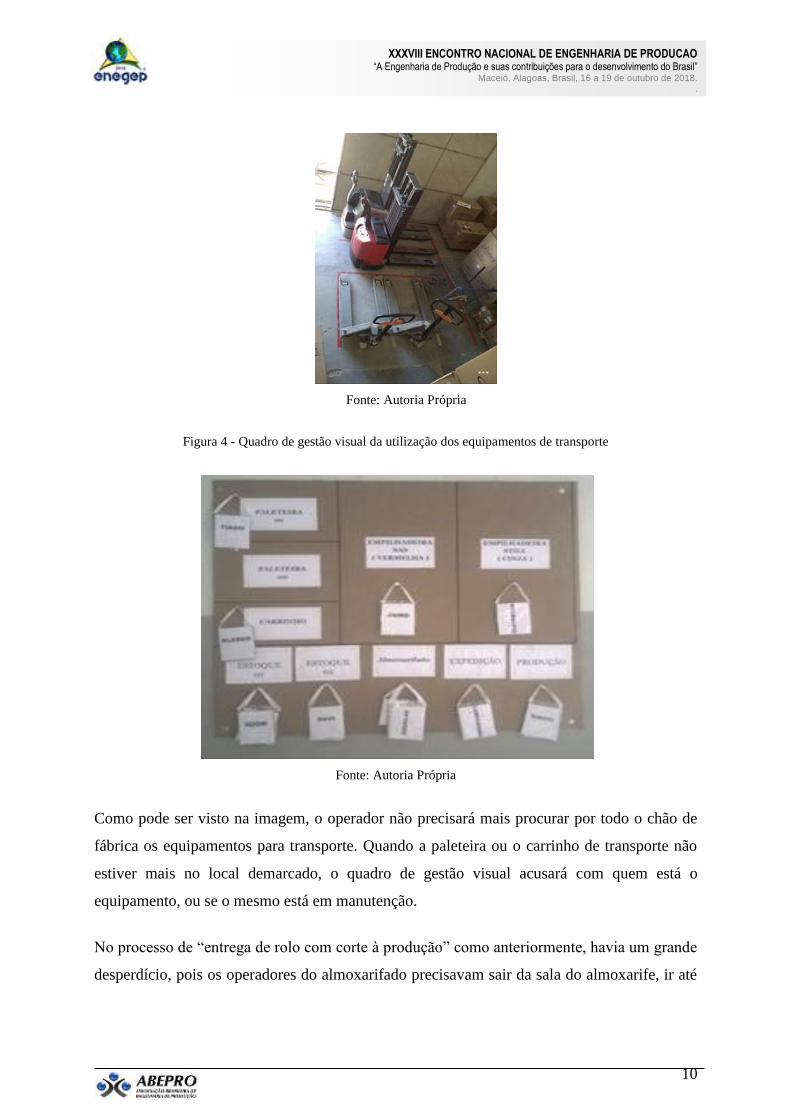
Por fim, outra melhoria conjunta e bastante valorizada pelos colaboradores foi a demarcação
de uma área específica para alocação dos equipamentos para transporte: paleteira,
empilhadeira e carrinho. Juntamente a isso, foi feito um quadro de gestão visual para
identificar quem tinha retirado o equipamento do local demarcado e o estava utilizando.
Nas imagens a seguir pode ser visto o trabalho realizado:
Figura 3 - Identificação dos equipamentos para transporte do almoxarifado
XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
10
Fonte: Autoria Própria
Figura 4 - Quadro de gestão visual da utilização dos equipamentos de transporte
Fonte: Autoria Própria
Como pode ser visto na imagem, o operador não precisará mais procurar por todo o chão de
fábrica os equipamentos para transporte. Quando a paleteira ou o carrinho de transporte não
estiver mais no local demarcado, o quadro de gestão visual acusará com quem está o
equipamento, ou se o mesmo está em manutenção.
No processo de “entrega de rolo com corte à produção” como anteriormente, havia um grande
desperdício, pois os operadores do almoxarifado precisavam sair da sala do almoxarife, ir até

XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
11
o almoxarifado 4 e posteriormente retornar ao almoxarifado 2 para realizar o corte segundo
especificações do produto.
Havia um padrão em que produtos importados deveriam estar nos almoxarifados 3 e 4, o que
impedia ao líder do setor realocar o material. Após levantamento da oportunidade de
agregação de valor ao produto, a alta gerência reconheceu a importância e foi determinado um
local para armazenagem destes produtos que levam o corte.
Na imagem a seguir pode ser visto a realocação do rolo junto ao equipamento de corte:
Figura 5 - Realocação dos rolos de tecido de corte para próximo à máquina de corte
Fonte: Autoria Própria
Todas as melhorias descritas acima modificaram bastante o processo e agregou muito valor ao
processo. A seguir será visto o Value Stream Mapping (VSM) do estado presente e do estado
futuro de entrega de rolo com corte à produção:

XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
12
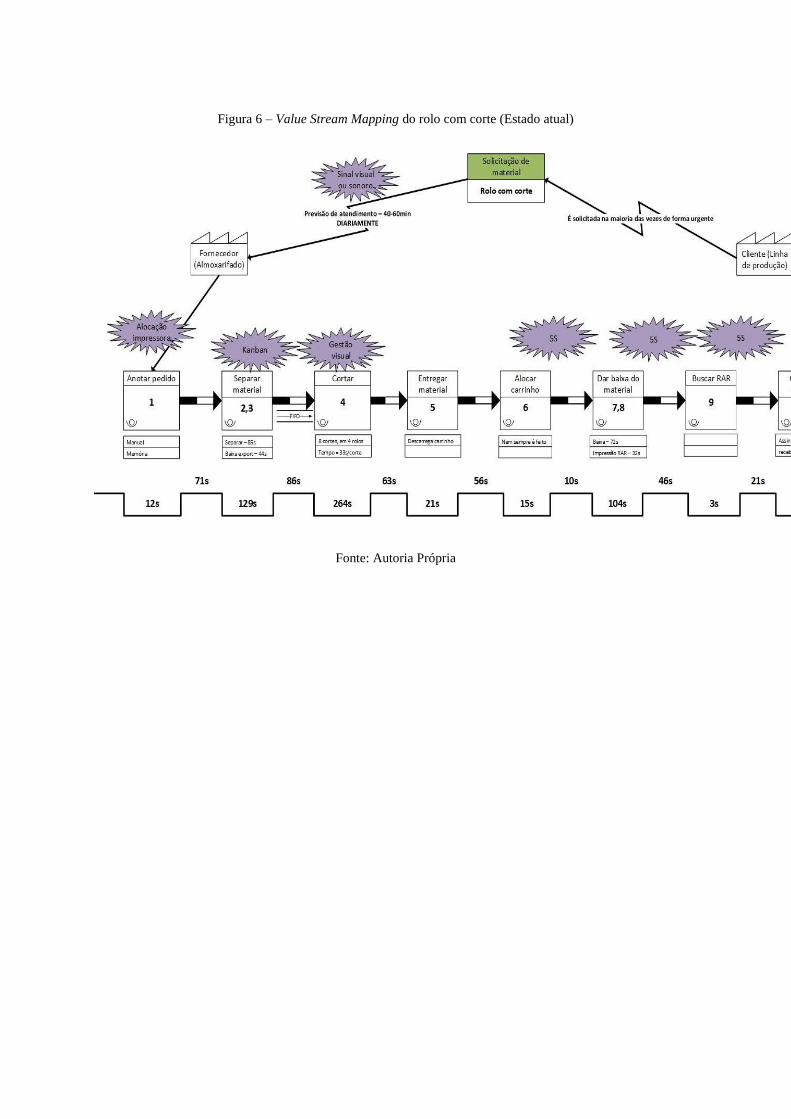
Figura 6 – Value Stream Mapping do rolo com corte (Estado atual)
Fonte: Autoria Própria

Figura 7 – Value Stream Mapping do rolo com corte (Estado futuro)
Fonte: Autoria Própria
Como pode ser visto, houve muitos Kaizens voltado ao 5S funcional, implantação de sinal
visual, gestão visual e Kanban. Estas melhorias foram suficientes para aumentar o valor
agregado da atividade de 59,90% para 78,90%, facilitando e agilizando o trabalho dos
operadores do setor.
Transformando os valores de agregação de valor em tempo, a atividade deixou de ser
realizada em 16 minutos e 30 segundos, para ser realizada em 11 minutos e 30 segundos, o
que foi facilmente percebido na satisfação dos operadores durante a realização das atividades.
Outro resultado que chamou bastante atenção foi a redução de processos, desde a solicitação
da matéria prima até a sua entrega. No VSM do estado presente eram sete processos entre a
anotação do pedido e a conferência por parte da produção. Após implementação das
melhorias a quantidade de processo reduziu para três, reduzindo em sua totalidade de
processos de oito para cinco processos.
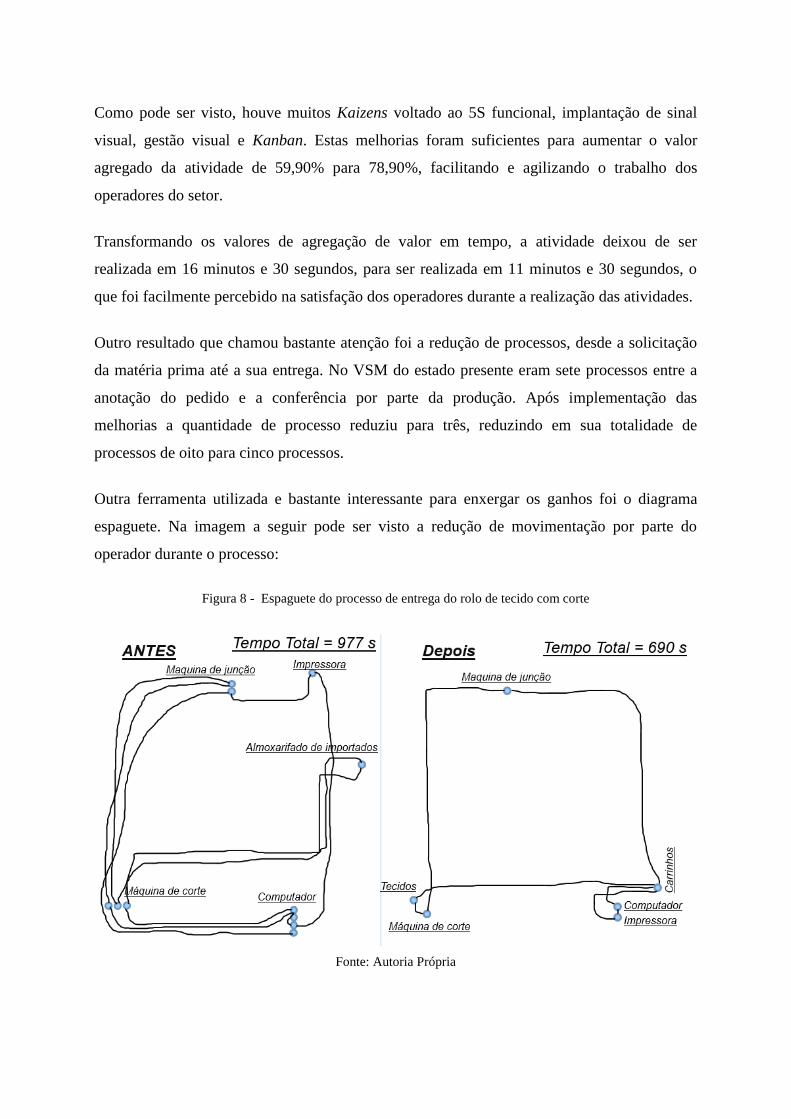
Outra ferramenta utilizada e bastante interessante para enxergar os ganhos foi o diagrama
espaguete. Na imagem a seguir pode ser visto a redução de movimentação por parte do
operador durante o processo:
Figura 8 - Espaguete do processo de entrega do rolo de tecido com corte
Fonte: Autoria Própria
XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
16
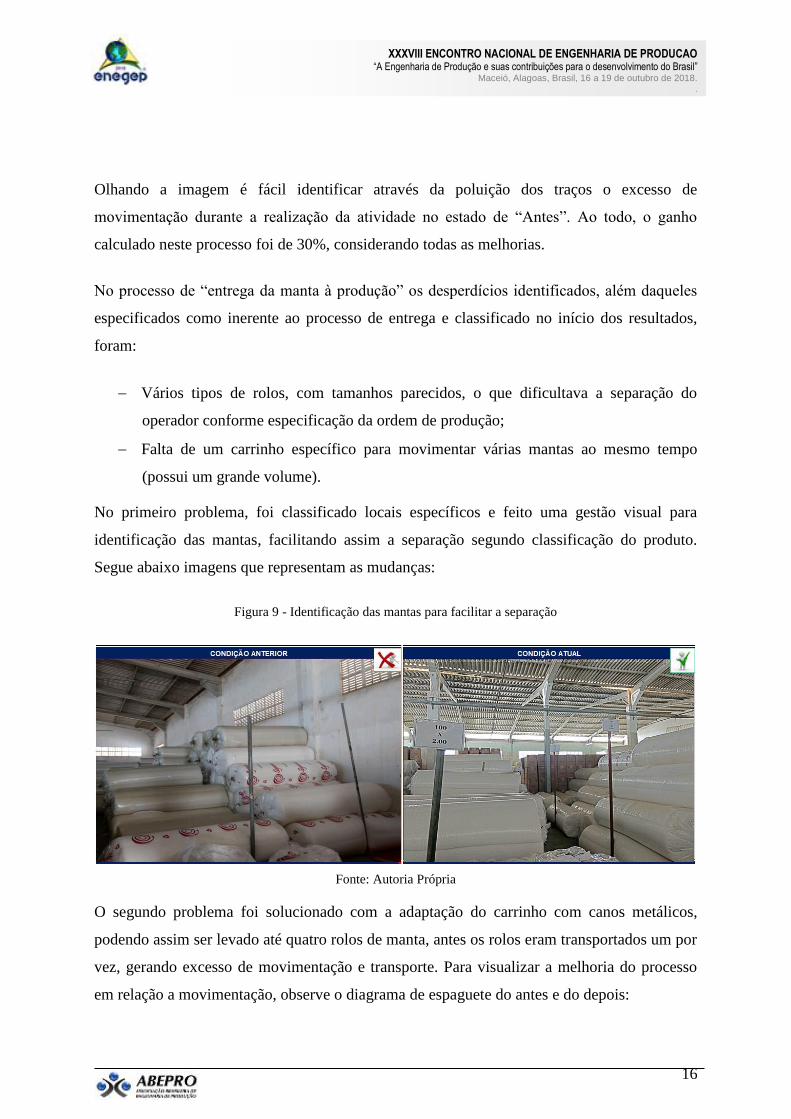
Olhando a imagem é fácil identificar através da poluição dos traços o excesso de
movimentação durante a realização da atividade no estado de “Antes”. Ao todo, o ganho
calculado neste processo foi de 30%, considerando todas as melhorias.
No processo de “entrega da manta à produção” os desperdícios identificados, além daqueles
especificados como inerente ao processo de entrega e classificado no início dos resultados,
foram:
Vários tipos de rolos, com tamanhos parecidos, o que dificultava a separação do
operador conforme especificação da ordem de produção;
Falta de um carrinho específico para movimentar várias mantas ao mesmo tempo
(possui um grande volume).
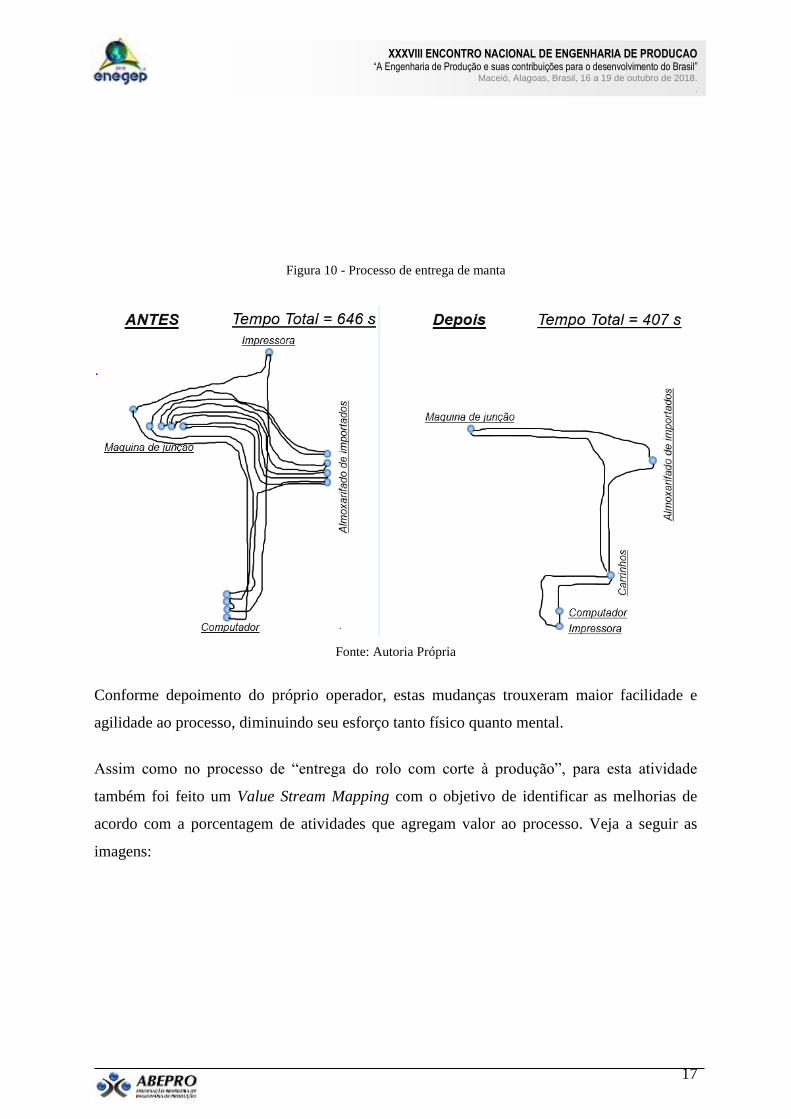
No primeiro problema, foi classificado locais específicos e feito uma gestão visual para
identificação das mantas, facilitando assim a separação segundo classificação do produto.
Segue abaixo imagens que representam as mudanças:
Figura 9 - Identificação das mantas para facilitar a separação
Fonte: Autoria Própria
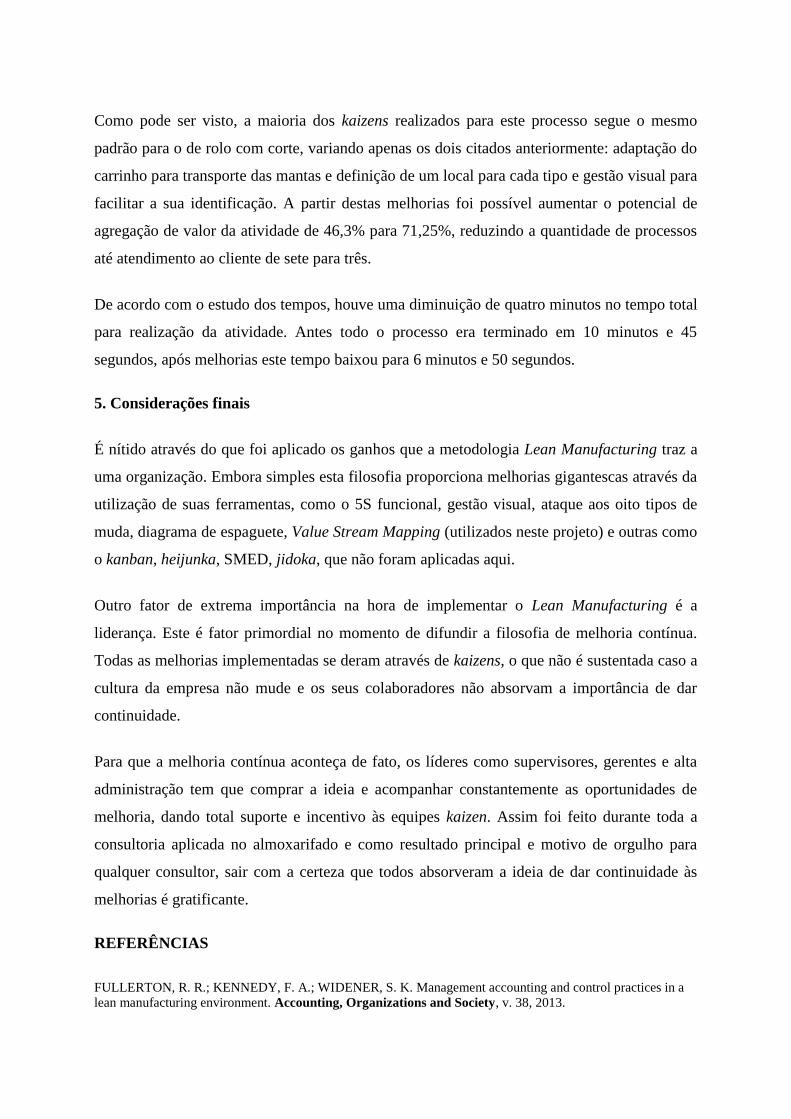
O segundo problema foi solucionado com a adaptação do carrinho com canos metálicos,
podendo assim ser levado até quatro rolos de manta, antes os rolos eram transportados um por
vez, gerando excesso de movimentação e transporte. Para visualizar a melhoria do processo
em relação a movimentação, observe o diagrama de espaguete do antes e do depois:
XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
17
Figura 10 - Processo de entrega de manta
Fonte: Autoria Própria
Conforme depoimento do próprio operador, estas mudanças trouxeram maior facilidade e
agilidade ao processo, diminuindo seu esforço tanto físico quanto mental.
Assim como no processo de “entrega do rolo com corte à produção”, para esta atividade
também foi feito um Value Stream Mapping com o objetivo de identificar as melhorias de
acordo com a porcentagem de atividades que agregam valor ao processo. Veja a seguir as
imagens:

Figura 11 – Value Stream Mapping da manta (Estado atual)
Fonte: Autoria Própria
Figura 12 – Value Stream Mapping da manta (Estado futuro)

XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
19
Fonte: Autoria Própria
Como pode ser visto, a maioria dos kaizens realizados para este processo segue o mesmo
padrão para o de rolo com corte, variando apenas os dois citados anteriormente: adaptação do
carrinho para transporte das mantas e definição de um local para cada tipo e gestão visual para
facilitar a sua identificação. A partir destas melhorias foi possível aumentar o potencial de
agregação de valor da atividade de 46,3% para 71,25%, reduzindo a quantidade de processos
até atendimento ao cliente de sete para três.
De acordo com o estudo dos tempos, houve uma diminuição de quatro minutos no tempo total
para realização da atividade. Antes todo o processo era terminado em 10 minutos e 45
segundos, após melhorias este tempo baixou para 6 minutos e 50 segundos.
5. Considerações finais
É nítido através do que foi aplicado os ganhos que a metodologia Lean Manufacturing traz a
uma organização. Embora simples esta filosofia proporciona melhorias gigantescas através da
utilização de suas ferramentas, como o 5S funcional, gestão visual, ataque aos oito tipos de
muda, diagrama de espaguete, Value Stream Mapping (utilizados neste projeto) e outras como
o kanban, heijunka, SMED, jidoka, que não foram aplicadas aqui.
Outro fator de extrema importância na hora de implementar o Lean Manufacturing é a
liderança. Este é fator primordial no momento de difundir a filosofia de melhoria contínua.
Todas as melhorias implementadas se deram através de kaizens, o que não é sustentada caso a
cultura da empresa não mude e os seus colaboradores não absorvam a importância de dar
continuidade.
Para que a melhoria contínua aconteça de fato, os líderes como supervisores, gerentes e alta
administração tem que comprar a ideia e acompanhar constantemente as oportunidades de
melhoria, dando total suporte e incentivo às equipes kaizen. Assim foi feito durante toda a
consultoria aplicada no almoxarifado e como resultado principal e motivo de orgulho para
qualquer consultor, sair com a certeza que todos absorveram a ideia de dar continuidade às
melhorias é gratificante.
REFERÊNCIAS
FULLERTON, R. R.; KENNEDY, F. A.; WIDENER, S. K. Management accounting and control practices in a
lean manufacturing environment. Accounting, Organizations and Society, v. 38, 2013.
XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
21
HOWELL, V. W. Lean Manufacturing. Ceramic Industry, v. 160, p 16-19, 2010.
KHURUM, M.; PETERSEN, K.; GORSCHEK, T. Extending value stream mapping through waste definition
beyond customer perspective. Journal of Software: Evolution and Process, v.26, 2014.
LIZARELLI, F. L.; BESSI, N. C.; OPRIME, P. C.; AMARAL, R. M.; CHAKRABORTI, S. A bibliometric
analysis of 50 years of worldwide research on statistical process control. Gestão da Produção, São Carlos, v.
23, n.4, p. 853-870, 2016.
LOPEZ, R. de A.; SANTOS, J. F.; ARBÓS, L. C. Lean manufacturing: costing the value stream. Industrial
Management & Data Systems, v. 113, p. 647-668, 2013.
LUNDVALL, B. A. Innovation as an interactive process: from user-producer interaction to the national system
of innovation. In: DOSI, G. et al. (Ed.). Technical change and economic theory. London: Printer Pub., 1988. p.
349-369.
OLIVEIRA, P. R. F.; VIEIRA, C. S.; SOUZA, C. J. A. a implantação do Lean Manufacturing numa oficina de
manutenção de equipamentos de mineração. V SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO, Salvador/BA,
2017.
SKERLIC, S.; MUHA, R. Warehouse site colection in an international environment. International strategic
locations. Koper, v.8, I.2, 2013.
TYAGI, S.; CHOUDHARY, A. K.; CAI, X.; YANG, K. Value stream mapping to reduce the leadtime of a
product development process. International Journal of Production Economics, 160, p. 202-212.
WILLIAM, I. A measured sortie.(SOLUTIONS IN PRACTICE)(Corpus Christi Army Depot). Industrial
Engineer, March, 2006, Vol.38, p.50.