a importÂncia do estudo do trabalho - elearning.iefp.pt · da estrutura organizativa empresarial e...
TRANSCRIPT

1
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA EMPRESA EMPRESA EMPRESA EMPRESA EMPRESA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADO
TEMA 1:
TEMA 2:
TEMA 3:
TEMA 4:
P.03
P.15
P.27
P.39
A EMPRESA COMO UM SISTEMA INTEGRADO
OS CONCEITOS DE "PRODUÇÃO" E "PRODUTIVIDADE"
A IMPORTÂNCIA DO ESTUDO DO TRABALHO
A IMPORTÂNCIA DO DOSSIER TÉCNICO

2
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A EMPRESA EMPRESA EMPRESA EMPRESA EMPRESA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADO
3
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA EMPRESA EMPRESA EMPRESA EMPRESA EMPRESA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADO
OBJECTIVOS
1. Compreender o conceito de empresa como sistema integrado.
2. Reconhecer a importância da ligação entre os vários sectores para o sucesso daorganização.
3. Identificar os diferentes factores de produção.
CONTEÚDO PROGRAMÁTICO
1.1 A empresa como um sistema integrado 04
1.2 Sistemas integrantes 06
1.3 Produção 07
1.4 Factores de produção 08
4
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A EMPRESA EMPRESA EMPRESA EMPRESA EMPRESA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADO
1.1 A EMPRESA COMO UM SISTEMA INTEGRADO
Durante séculos a produção foi efectuada por artesãos isolados ou agrupados emcorporações. Mais recentemente as imposições criadas à concepção, produção,distribuição e utilização dos bens conduziram ao desenvolvimento da obra colectiva.Surgiu então a necessidade da reunião e organização de meios e pessoas para arealização das actividades. Actualmente são raros os casos em que a produção éefectuada por um só indivíduo trabalhando isoladamente, tornou-se quase geral aassociação dos esforços pelo trabalho em grupo, especialização das tarefas e a divisãodo trabalho. Esta evolução trouxe a necessidade de organizar e gerir os meios e pessoas,para que trabalhem coordenadamente e de forma a atingirem o objectivo final - o produtoou serviço pretendido pelo cliente.
Organizar significa identificar funções, relacioná-las e interligá-las para que, umavez realizadas, sejam atingidos os objectivos estipulados.
Gerir é o processo de estipular objectivos e planear, implementar e controlar osprocessos para os alcançar.
Organização pode ter dois significados diferentes, mas relacionados. Um em que significaum processo e outro em que significa o resultado do processo, isto é um sistema complexode componentes inter-relacionados com um objectivo geral comum.
Numa organização, vista como um sistema complexo, é importante compreender o seufuncionamento, isto é, conhecer:
- Os componentes da organização;
- As funções realizadas por cada componente da organização e
- O inter-relacionamento entre cada função da organização.
Perante a noção genérica de organização apresentada podemos entender:
Uma organização como um sistema com um objectivo determinado e organizarcomo projectar o sistema para atingir eficiente e eficazmente esse objectivo.
Podemos distinguir dois universos de estudo diferentes em que as formas de organizaçãotêm um impacto importante na operacionalidade dos sistemas, nomeadamente o estudoda estrutura organizativa empresarial e o estudo da organização da produção ou dosistema de produção. Nesta é necessário determinar as funções, os processos, osmeios e os métodos e interrelacioná-los e integrá-los, através de informação ecomunicação, física e electrónica, com vista a atingir de forma eficiente e eficaz os
5
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA EMPRESA EMPRESA EMPRESA EMPRESA EMPRESA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADO
objectivos de produção.
Uma empresa Industrial é uma célula viva onde se desenvolvem diferentes actividadescom um fim ou objectivo pré-estabelecido, concretizado, de forma sintética, na obtençãode lucros.
Trata-se, pois de um sistema complexo mas harmonizado, onde as actividades obedecema um comando que o faz caminhar de determinada forma e em determinado sentido.Este comando é a gestão pois um sistema só se mantém como tal se for gerido.
Nada acontece nas empresas por geração espontânea: gerir é “fazer acontecer” e quantomais complexo é o sistema mais necessário se torna fazer com que “aconteça”, pois nãoacontecer nada é morrer e a empresa é uma célula viva.
O “fazer acontecer” (ou gerir) pressupõe decidir e decidir pressupõe estudar,planificar e posteriormente controlar.
Os acontecimentos são o próprio movimento das empresas, movimento que se verificapor etapas devidamente delimitadas por objectivos.
Neste movimento, as empresas modificam-se ou desenvolvem-se, adaptando-se aosobjectivos estabelecidos. A gestão tem em vista alcançar os objectivos pré-estabelecidosgerindo-se a curto e médio prazo face aos objectivos operacionais e, a longo prazo,face aos objectivos estratégicos mas sempre por objectivos.
As actividades que mantêm viva a empresa são de natureza diversificada, mas a suacomplementaridade face a um objectivo dominante determina que a empresa seja umsistema que as integra. Estamos, pois, em face de actividades individualmente complexasque, por si só, são verdadeiros SISTEMAS, e que se unem num SISTEMA INTEGRADO- a própria EMPRESA.
A Empresa é a organização de pessoas, materiais, equipamento, financiamento etecnologia que se constitui com o objectivo de produzir bens (mercadorias tangíveisou materiais) ou prestar serviços (mercadorias intangíveis ou imateriais) parasatisfação das necessidades do homem.
6
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A EMPRESA EMPRESA EMPRESA EMPRESA EMPRESA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADO
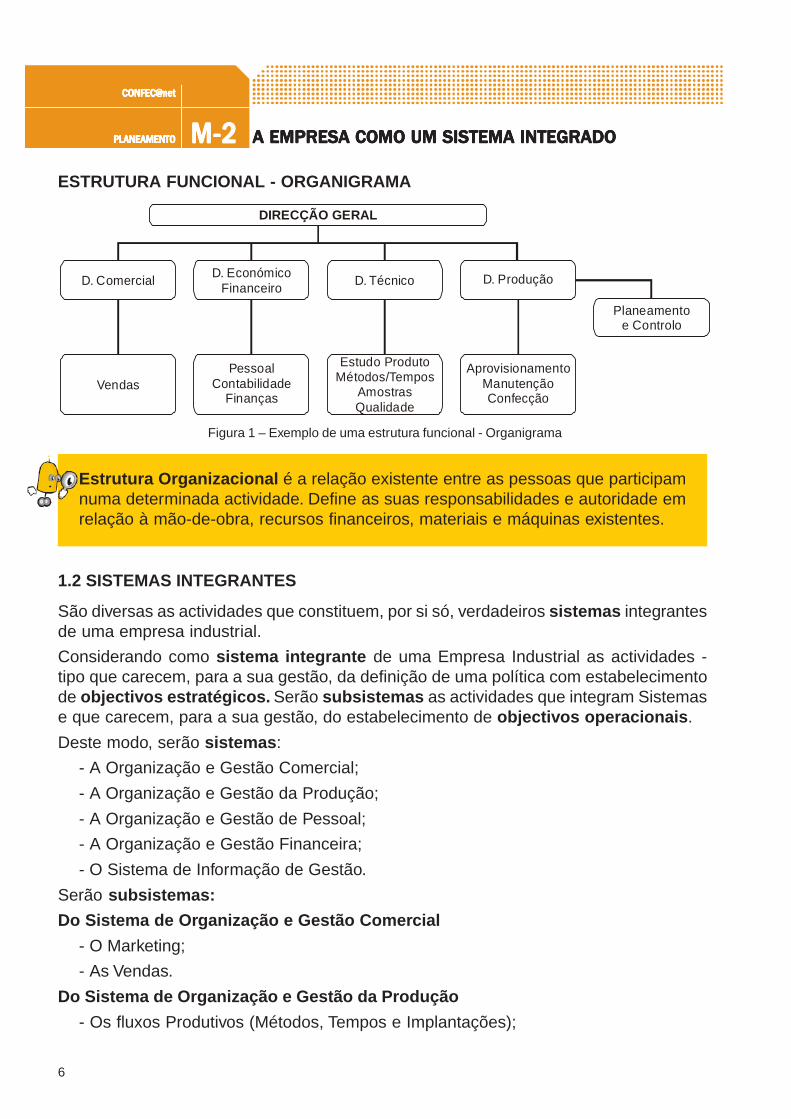
ESTRUTURA FUNCIONAL - ORGANIGRAMA
Estrutura Organizacional é a relação existente entre as pessoas que participamnuma determinada actividade. Define as suas responsabilidades e autoridade emrelação à mão-de-obra, recursos financeiros, materiais e máquinas existentes.
1.2 SISTEMAS INTEGRANTES
São diversas as actividades que constituem, por si só, verdadeiros sistemas integrantesde uma empresa industrial.
Considerando como sistema integrante de uma Empresa Industrial as actividades -tipo que carecem, para a sua gestão, da definição de uma política com estabelecimentode objectivos estratégicos. Serão subsistemas as actividades que integram Sistemase que carecem, para a sua gestão, do estabelecimento de objectivos operacionais.
Deste modo, serão sistemas:
- A Organização e Gestão Comercial;
- A Organização e Gestão da Produção;
- A Organização e Gestão de Pessoal;
- A Organização e Gestão Financeira;
- O Sistema de Informação de Gestão.
Serão subsistemas:
Do Sistema de Organização e Gestão Comercial
- O Marketing;
- As Vendas.
Do Sistema de Organização e Gestão da Produção
- Os fluxos Produtivos (Métodos, Tempos e Implantações);
Figura 1 – Exemplo de uma estrutura funcional - Organigrama
D. ComercialD. Económico
FinanceiroD. Técnico D. Produção
Planeamento e Controlo
DIRECÇÃO GERAL
VendasPessoal
Contabilidade Finanças
Estudo Produto Métodos/Tempos
Amostras Qualidade
Aprovisionamento Manutenção Confecção
7
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA EMPRESA EMPRESA EMPRESA EMPRESA EMPRESA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADO
- O Planeamento e Controlo da Produção;
- A Organização e Gestão dos Aprovisionamentos;
- A Organização e Gestão da Manutenção;
- A Gestão e Controlo da Qualidade.
Do Sistema de Organização e Gestão de Pessoal
- O Recrutamento e Selecção;
- A Formação e Desenvolvimento de Recursos Humanos;
- A Administração das Remunerações;
- A Estrutura Administrativa do Cadastro de Pessoal.
Do Sistema de Organização e Gestão Financeira
- As Contabilidades;
- O Controlo de Gestão;
- O Planeamento e Gestão Financeira;
- O Património.
Do Sistema de Informação de Gestão
- Sintetização das diferentes áreas de actividade de todo o sistema em “quadros debordo”.
Não tem o menor sentido decidir sobre a produção sem ter em conta que se produz paracolocar no mercado, e que só se produz dispondo de recursos humanos, financeiros,técnicos e materiais.
É importante que o gestor da produção, ou o empresário de uma empresa industrial,tenha sempre presente no seu espírito que a empresa não produz por produzir, masantes para vender, e dessa venda retirar a retribuição do capital investido, depois de tercoberto os custos (directos e indirectos).
Importa igualmente lembrar que a produção carece, a montante, de recursos, cujaaquisição e gestão precisa de ser contemplada; referimo-nos aos recursos materiais,aos recursos financeiros, e aos recursos técnicos ou tecnológicos.
1.3 PRODUÇÃO
O Homem encontra na natureza uma variedade de recursos e forças de livre acesso. Aterra, o ar, a água, o vento e o magnetismo são exemplos de tais recursos naturais. Estesrecursos podem designar-se por produtos naturais.
Segundo Hitomi (1979) existe uma outra classe de produtos que resultam da produção,isto é, da intervenção intencional do homem, para aumentar a utilidade ou o valoreconómico dos produtos naturais e de outros produtos. Aos produtos resultantes destaintervenção podemos designar de produtos económicos. São os produtos económicosque são objecto da produção.
8
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A EMPRESA EMPRESA EMPRESA EMPRESA EMPRESA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADO
Produção é um processo intencional, concebido e operado pelo homem, para atransformação ou conversão de uns produtos noutros produtos de maior utilidadee valor económico para o homem.
Utilidade é uma medida que expressa o grau de satisfação de um desejo humano.
Algumas medidas determinantes do valor de um produto são a função, a qualidade, ocusto de produção, a quantidade de produção e o prazo.
O processo de produção ou de criação intencional de produtos realiza-se através de umsistema de produção que converte ou transforma as matérias-primas, com a ajuda deoutros factores, em produtos finais, ou simplesmente produtos, figura 2.
Os produtos finais podem ser de dois tipos:
- Os bens;
- Os serviços.
Os bens são produtos tangíveis, materiais e subsistem para além do momento da suaprodução. São exemplos os edifícios, as máquinas e os livros.
Os serviços, por outro lado, são produtos intangíveis, isto é, imateriais, que não subsistempara além do momento em que são prestados ou produzidos, embora os seus efeitospossam subsistir no tempo. Exemplos de serviços são uma consulta médica, um conselhoou uma sentença jurídica, a entrega de uma encomenda ou uma aula sobre determinadoassunto.
1.4 FACTORES DE PRODUÇÃO
Todos os componentes intervenientes no processo de transformação, para a criação deprodutos, incluindo as matérias-primas, designam-se de factores ou agentes de produção.
Estes podem ser classificados em recursos naturais, trabalho e capital.
Os recursos naturais, são produtos que existem livremente na natureza, como acimase referiu, embora a sua obtenção ou utilização possa, em muitos casos, implicar aaplicação de trabalho e portanto algum processo de transformação.
O factor de produção trabalho deve ser entendido como o esforço humano, físico emental, aplicado directa ou indirectamente no processo de transformação das matérias-
Figura 2 - Sistema de produção visto como um processo de transformação de matérias-primas em produtosatravés do envolvimento de outros factores de produção.
MODELO CONCEPTUAL - SISTEMA DE PRODUÇÃO
Factores de produção:
Trabalho, Matérias-Primas, Meios de Produção e Informação
PROCESSO DE
TRANSFORMAÇÃO
Produtos:
Bens e serviços

9
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA EMPRESA EMPRESA EMPRESA EMPRESA EMPRESA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADO
primas em produtos. A chamada mão-de-obra, directa e indirecta, vulgarmente referidapelas empresas industriais, é exemplo desta classe de factores de produção. Tambémo trabalho indirecto associado às funções administrativas, de organização e de gestãodo sistema produtivo, a vários níveis e funções, se pode incluir no trabalho como factorde produção.
Segundo Samuelson e Nordaus o capital consiste em bens duráveis, produzidos pelaeconomia, para serem empregues na produção de outros bens.
Capital é a terceira classe genérica de factores de produção, que inclui não só o capitalfinanceiro, isto é, dinheiro, como também todos os outros factores que resultam, dealguma forma, de prévia acção produtiva anterior e que normalmente resultam daprodução, de aquisição ou de investimento.
São exemplos de subclasses de capital, além do dinheiro, as matérias-primas, osequipamentos, os edifícios, as infra-estruturas e os sistemas de informação e deconhecimento.
Na óptica empresarial ou dos sistemas de produção, há interesse em diferenciar osfactores de produção como forma de melhor entendimento não só do processo deconversão mas também da própria natureza e tipo deste processo. Assim essadiferenciação pode iniciar-se por um maior refinamento das classes de factores deprodução.
Assim será apropriado distinguir os seguintes factores de produção:
- Trabalho;
- Matérias-primas;
- Meios de produção;
- Informação de produção.
O trabalho é o esforço humano produtivo, físico e mental, utilizado directa ouindirectamente na realização das tarefas do processo de transformação dasmatérias-primas em produtos.
Inclui-se neste factor a mão-de-obra e a actividade do pessoal de administração,assessoria, gestão e engenharia.
As matérias-primas, que se podem classificar em primárias e auxiliares, são,como se disse, todos os objectos que sujeitos ao processo de conversão setransformam em produtos.
As matérias-primas transformam-se ou consomem-se no processo de transformação.Exemplos de matérias-primas são o aço, cimento, borracha, combustíveis, tintas, óleose gás.

10
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A EMPRESA EMPRESA EMPRESA EMPRESA EMPRESA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADO
As matérias-primas primárias são objectos que sujeitos a transformação originam osprodutos.
As matérias-primas auxiliares ou se consomem ou suplementam as primárias.
Nesta noção de matéria-prima, como factor de produção pode incluir-se a energia.Embora a energia eléctrica, possa ser adquirida e não obtida por transformação dentrode um dado processo de conversão, ela resulta, de alguma forma, da conversão dematéria-prima em energia pelo que, não parece necessário realçar a energia como umfactor de produção independente, mas sim encará-la como uma matéria-prima. Estaposição, que não recolhe necessariamente unanimidade, é tanto mais aceitável quantoa energia seja obtida a partir de combustíveis, isto é de matérias-primas, dentro doprocesso produtivo.
Os meios de produção são os meios com os quais as matérias-primas sãoconvertidas em produtos.
Tais meios incluem, por exemplo, todas as infra-estruturas, edifícios e armazéns esistemas informáticos, considerados meios indirectos, e ainda os meios directos,geralmente meios de equipamento. Estes podem classificar-se em meios directosprincipais e meios directos auxiliares. Os principais são os equipamentos ou máquinasque realizam as diferentes operações de conversão com a ajuda dos meios auxiliares.Estes incluem todas as ferramentas necessárias a usar pelos equipamentos principaise ainda outros meios auxiliares diversos, não incluídos no factor trabalho, que ajudamas máquinas no processo de conversão, tais como os gabaritos e elementos de fixaçãoou de alinhamento.
A informação de produção é o conhecimento necessário à execução do processode conversão das matérias-primas em produtos.
Este conhecimento pode apresentar-se sob a forma de procedimentos operatórios,algoritmos, regras e guias de orientação, assim como técnica e arte adquirida portreino, experiência e intuição. Este factor de produção encerra, de facto, o conhecimentotécnico e tecnológico usado no processo de conversão que conduz aos produtos finais.
A informação de produção está associada a outros factores de produção, nomeadamenteaos meios de produção, aos materiais e ao pessoal.
FACTORES DE PRODUÇÃO - EXEMPLOS INDUSTRIAIS
As classes de factores identificadas podem ser encontradas, invariavelmente, emqualquer sistema de produção. A sua natureza, no entanto, será diferente de sistemapara sistema e dependente de objectivos produtivos a alcançar. A figura 3 mostra alguns

11
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA EMPRESA EMPRESA EMPRESA EMPRESA EMPRESA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADO
exemplos diferenciados de factores de produção para diferentes situações práticasindustriais.
Os casos apresentados são suficientemente ilustrativos dos dois tipos de produtos,bens e serviços.
As matérias-primas, os meios auxiliares e equipamentos principais sujeitos amovimentação podem classificar-se como materiais. Esta classificação de factores deprodução é relevante por razões de análise e estudo dos sistemas de fluxo emovimentação de materiais, isto é, da logística de movimentação e uso dos recursos deprodução.
Um sistema logístico de produção é uma cadeia de produtores e distribuidores quepode ser visto como um sistema alargado do fluxo de materiais.
Aliás, nesta perspectiva um sistema de produção é um sistema logístico; visto numa
acepção alargada das várias fases ou processos produtivos inclui os processos desdea extracção das matérias-primas até à entrega ao cliente consumidor, figura 4.
A empresa é grandemente dependente da informação de produção. A formalização emdocumentos do conhecimento associado à informação oferece à empresa autonomia emenor vulnerabilidade técnica e tecnológica perante a ausência de pessoal detentordeste conhecimento.
Figura 3 - Exemplos de factores de produção, processos de transformação e produtos - bens e serviços(adaptado de Heizer e Render, 1988)
EXEMPLOS DE CASOS INDUSTRIAIS - SISTEMA DE PRODUÇÃO
Factores de produção
Cheques, depósitosMercadorias, camiõesPetróleoFlorestasCarne, gás, fogão, batatas, receitaCampos e vacasAviões, pilotos e algoritmosBlocos operatórios, cirurgiõesMáquina, ferramentasMotores, pneus, tinta, ...
Produtos: Bens e serviços
Cheques canceladosMercadoria entregueGasolina, polímerosCarvão, madeiraCarne à jardineiraLeite, manteigaTripulação, lugaresHérnia operadaRodas dentadasCarrinha
Processo Indústrias
VerificaçãoTransporte e armazenagemProcessamento químicoExtracçãoCozinharAgriculturaEscalonamentoCirurgiaMaquinagemMontagem
- Banco- Grossista- Refinaria- Florestal- Restaurante- Lacticínios- Transportes aéreos- Hospital- Componentes- Automóvel
Figura 4 - Visão particular e alargada das funções e processos de produção industrial - cadeia logística total
CADEIA LOGÍSTICA - FLUXO DE MATERIAIS
PRODUÇÃO
Extracção das matérias primas
Processamento das
matérias-primas
Fabricação emontagem Retalhista Consumidor
Produção: Processo de Transformação
Distribuição e Vendas
Grossista/armazenista

12
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A EMPRESA EMPRESA EMPRESA EMPRESA EMPRESA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADO
AUTO-TESTE DO TEMA
Instruções de utilização: O questionário, a que a seguir vai responder, é constituídopor 16 itens, distribuídos por 4 secções, identificadas pelas letras do alfabeto que vão deA a D. Dentro de cada secção os itens estão numerados de 1 a 4, deverá seleccionar a/as respostas que considerar mais adequadas para responder correctamente a cadauma das questões.
Quando se refere a produtos económicos de que se tratam?
A1
A2
A3
A4
Produtos resultantes da produção humana.
Matérias-primas e outros recursos.
Produtos baratos.
Produtos de utilidade e valor económico para o homem.
TOTAL
Identifique factores de produção:
B1
B2
B3
B4
Mão-de-obra.
Matérias-primas.
Produtos resultantes da produção.
Defeitos de produção.
TOTAL
Gerir é:
C1
C2
C3
C4
Receber os lucros.
Dar ordens.
Estudar, planificar e controlar.Decidir.
TOTAL
Quando se refere a organizar é:
D1
D2
D3
D4
Identificar e relacionar funções.
Responsabilizar.
Planear e estipular objectivos e controlar processos.Controlar apenas no final da produção.
TOTAL

13
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA EMPRESA EMPRESA EMPRESA EMPRESA EMPRESA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADO
SOLUÇÃO DOS EXERCICIOS
Quando se refere a produtos económicos de que se tratam?
A1
A2
A3
A4
Produtos resultantes da produção humana.
Matérias-primas e outros recursos.
Produtos baratos.
Produtos de utilidade e valor económico para o homem.
TOTAL
Identifique factores de produção:
B1
B2
B3
B4
Mão-de-obra.
Matérias-primas.
Produtos resultantes da produção.
Defeitos de produção.
TOTAL
Gerir é:
C1
C2
C3
C4
Receber os lucros.
Dar ordens.
Estudar, planificar e controlar.Decidir.
TOTAL
Quando se refere a organizar é:
D1
D2
D3
D4
Identificar e relacionar funções.
Responsabilizar.
Planear e estipular objectivos e controlar processos.Controlar apenas no final da produção.
TOTAL
14
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A EMPRESA EMPRESA EMPRESA EMPRESA EMPRESA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADOA COMO UM SISTEMA INTEGRADO
BIBLIOGRAFIA
[1] GOLDMAN, S. L.; NAGEL, R. N.; PREISS, K. - “Agile competitors and virtualorganizations: strategies for enriching the customer ”. NY: Van Nostrand Reihnold, 1995.
[2] HEIZER, J.; RENDER, B - “Production and operations management: strategies andtactics”. Allyn and Bacon, 1988.
[3] HITOMI, K. - “Manufacturing systems engineering”. Taylor & Francis, 1979.
[4] MATOS, Camarinha Worid - “Congress on intelligent manufacturing processes andsystems”. Hungary, 1997.
[5] MINTZBERG, H. - “The structuring of organizations”. Prentice Hall, 1979.
[6] PUTNIK, G.; SILVA, S. C. - “OPIM”, Basys’95. Samuelson and Nordhaus “Economia”.McGraw-Hill,1995.
[7] SANTOS, Gilda. "Organização da Produção em Confecção". V.N. de Famalicão:CITEVE, 2000.
[8] SILVA, S. C.; ALVES, A. C. - Diferentes perspectivas de sistemas de produção orientadosao produto. 1° Encontro Nacional de Engenharia e Gestão Industrial. Lisboa, Junho1997.
15
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOOS CONCEITOS CONCEITOS CONCEITOS CONCEITOS CONCEITOS DE "PROS DE "PROS DE "PROS DE "PROS DE "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUTIVIDODUTIVIDODUTIVIDODUTIVIDODUTIVIDADE"ADE"ADE"ADE"ADE"
OBJECTIVOS
1. Compreender os conceitos de produção e produtividade.
2. Sensibilizar para a necessidade constante de melhoria da produtividade comomanutenção da competitividade da empresa.
CONTEÚDO PROGRAMÁTICO
2.1 Gestão da produção 16
2.1.1 Planeamento da produção 16
2.1.2 Controlo da produção 17
2.1.3 Ciclo PDCA 18
2.2 Produtividade 19
2.3 Exemplo prático 22
16
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
OS CONCEITOS CONCEITOS CONCEITOS CONCEITOS CONCEITOS DE "PROS DE "PROS DE "PROS DE "PROS DE "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUTIVIDODUTIVIDODUTIVIDODUTIVIDODUTIVIDADE"ADE"ADE"ADE"ADE"
2.1 GESTÃO DA PRODUÇÃO
Produção é a acção que tem por objectivo criar ou transformar um bem ou assegurarum serviço, ou então por outras palavras, é o processo pelo qual os factores produtivossão transformados em bens ou serviços. Os factores produtivos são normalmentecombinações de trabalho, capital e matérias-primas. Os bens/serviços resultantes daprodução chamam-se produtos.
Produção é a quantidade de peças obtidas por máquina ou trabalhador de uma secçãodurante uma determinada unidade de tempo...
Para alcançar os índices de produtividade e qualidade que o mercado exige e não estarcondenada ao desaparecimento a empresa deve procurar organizar-se de forma objectiva,dinâmica e eficaz.
A garantia de bons resultados está ligada à boa gestão da produção, ou seja ao bomplaneamento, programação e controlo de todo o processo de produção.
A gestão da produção apresenta três fases distintas:
- O planeamento das diferentes operações e/ou tarefas a realizar num determinadoperíodo e dos meios materiais e humanos necessários;
- A execução das diferentes operações e/ou tarefas pré-definidas;
- O controlo das operações e/ou tarefas, comparando o que foi planeado com o queestá a ser executado. Nesta fase analisam-se os desvios podendo levar a modificaçõesna forma de execução das operações/tarefas de forma a melhorar o desempenho dosoperadores e consequentemente da própria empresa.
2.1.1 PLANEAMENTO DA PRODUÇÃO
O planeamento da produção procura responder a quatro perguntas, que à primeiravista são muito simples, o quê, quando, como produzir e comprar?
No entanto o planeamento e a programação da produção na Indústria do Vestuário sãoconsiderados como talvez os de maior complexidade.
As principais dificuldades do planeamento da produção normalmente ocorrem devido a:
- Número de unidades produtivas envolvidas no processo produtivo, distribuídasgeograficamente (diversos fornecedores);
- Ciclo de vida dos produtos extremamente reduzido (a maior parte das vezes umaestação), o que restringe significativamente o recurso a estratégias baseadas emstocks de segurança;
- Grande variedade de produtos finais, de elevada complexidade e com níveis variadosde procura;
- Dificuldade em quantificar a capacidade produtiva, devido à grande variedade de
17
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOOS CONCEITOS CONCEITOS CONCEITOS CONCEITOS CONCEITOS DE "PROS DE "PROS DE "PROS DE "PROS DE "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUTIVIDODUTIVIDODUTIVIDODUTIVIDODUTIVIDADE"ADE"ADE"ADE"ADE"
equipamentos e à interdependência dos tempos de ciclo e do nível de carga dosrecursos;
- Dificuldade em estimar o rendimento produtivo de determinados produtos: pequenosdistúrbios no equipamento podem originar variações significativas de produção;
- Grande variedade em relação ao tipo e ao número de componentes necessáriospara a elaboração de um artigo (ex: fechos, botões, ilhós, molas, passadores, etc.);
- Grande variedade de serviços que podem ser combinados num único artigo, comopor exemplo, estampados, bordados, acabamentos especiais, entre outros.
Por outro lado um planeamento estruturado depende de:
- Conhecimento mais exacto possível da(s) peça(s) a produzir, no caso de se tratarde um modelo novo o planeamento é mais complicado;
- Processo como a produção pode ser orientada para cada secção;
- Capacidade dos postos de trabalho quer em termos de maquinaria, quer em termosde capacidade dos operários.
O planeamento procura assim, de forma sistemática, fixar tarefas e meios para alcançarobjectivos, com recurso a dados previstos fiáveis.
2.1.2 CONTROLO DA PRODUÇÃO
Um dos objectivos do controlo da produção é determinar o nível de progressão dasOrdens de Fabrico lançadas, de forma a recolher dados relativamente a:
- Ordens de fabrico ainda não iniciadas;
- Ordens de fabrico parcialmente terminadas;
- Ordens de fabrico terminadas;
- Quantidade de produtos fabricados;
- Quantidade de produtos rejeitados;
- Quantidade de produtos em produção;
- Tempos realizados.
O controlo pode ser fino se acompanhar cada operação realizada ou pode ser agregadose controlar apenas determinados pontos de passagem.
Esta recolha de informação é extremamente importante para que se possa actuar deforma a:
- Manter tanto quanto possível os prazos previstos;
- Encurtar os tempos de percurso do material (diminuição dos prazos de entrega);
- Reduzir o empate de capital;
- Aumento da flexibilidade da empresa;
- Garantir um alto grau de ocupação das capacidades existentes;
- Etc.
18
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
OS CONCEITOS CONCEITOS CONCEITOS CONCEITOS CONCEITOS DE "PROS DE "PROS DE "PROS DE "PROS DE "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUTIVIDODUTIVIDODUTIVIDODUTIVIDODUTIVIDADE"ADE"ADE"ADE"ADE"
Assim, o controlo da produção avalia continuamente o desvio entre o previsto noplaneamento e o realizado. Se o desvio for acentuado é necessário a emissão de umaviso sob a forma de um relatório de excepção que permitirá ao responsável peloplaneamento actuar de acordo com o cenário.
Se for constatado o atraso de uma ordem de fabrico, as opções a seguir poderão ser:
- Efectuar horas extraordinárias;
- Negociar com o Cliente a data de conclusão da ordem;
- Re-planear reactivamente as ordens em atraso;
- Alterar as quantidades encomendadas;
- Dar prioridade às ordens mais importantes;
- Avaliar o fornecimento por terceiros (subcontratação).
2.1.3 CICLO PDCA
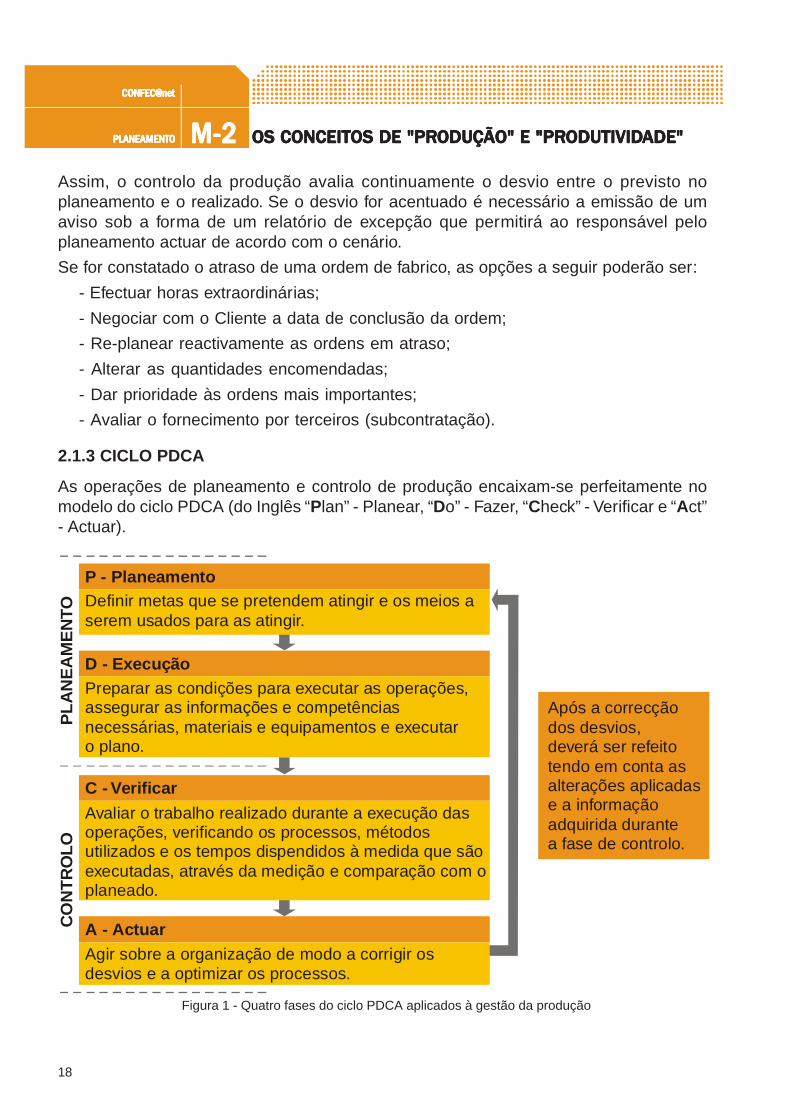
As operações de planeamento e controlo de produção encaixam-se perfeitamente nomodelo do ciclo PDCA (do Inglês “Plan” - Planear, “Do” - Fazer, “Check” - Verificar e “Act”- Actuar).
Figura 1 - Quatro fases do ciclo PDCA aplicados à gestão da produção
CO
NT
RO
LO
PL
AN
EA
ME
NT
O
P - PlaneamentoDefinir metas que se pretendem atingir e os meios a serem usados para as atingir.
D - ExecuçãoPreparar as condições para executar as operações, assegurar as informações e competências necessárias, materiais e equipamentos e executar o plano.
C - Verificar
Avaliar o trabalho realizado durante a execução das operações, verificando os processos, métodos utilizados e os tempos dispendidos à medida que são executadas, através da medição e comparação com o planeado.
A - ActuarAgir sobre a organização de modo a corrigir os desvios e a optimizar os processos.
Após a correcção dos desvios, deverá ser refeito tendo em conta as alterações aplicadas e a informação adquirida durante a fase de controlo.
19
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOOS CONCEITOS CONCEITOS CONCEITOS CONCEITOS CONCEITOS DE "PROS DE "PROS DE "PROS DE "PROS DE "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUTIVIDODUTIVIDODUTIVIDODUTIVIDODUTIVIDADE"ADE"ADE"ADE"ADE"
Assim, verificamos que as tarefas do planeamento, programação e controlo estãointerligadas.
2.2. PRODUTIVIDADE
Produtividade é a relação entre a produção obtida por um sistema de fabrico e osrecursos utilizados para a obter.
A produtividade elevada define-se então como o uso eficiente dos recursos - trabalho,capital, localização, materiais, energia e informação - na produção dos diversos bens eserviços.
Uma produtividade maior significa também a obtenção de uma maior produção, emquantidade e qualidade, com os mesmos recursos.
Produtividade é, portanto, a quantidade de produto obtida por cada unidade de produçãousada.
A produção pode ser medida em diversas unidades, assim como os recursos utilizados.
Embora, unidades como o número de unidades de produto, unidades de peso e decapacidade, entre outras, possam ser usadas para a medição da quantidade de produtoa unidade monetária é muito vulgarmente utilizada para os produtos.
Os recursos de produção, por sua vez, apresentam frequentemente unidades diferentes.Tal é o caso, por exemplo quando se pretende determinar a produtividade de algunsfactores de produção. Por exemplo a produtividade do trabalho pode ser expressa emvalor acrescentado por empregado.
Entenda-se por valor acrescentado a diferença entre o valor da produção final, ou valor
Produção e Produtividade
não são a mesma coisa?
NÃO!
Quantidade Produzida Recursos UtilizadosProdutividade =
20
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
OS CONCEITOS CONCEITOS CONCEITOS CONCEITOS CONCEITOS DE "PROS DE "PROS DE "PROS DE "PROS DE "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUTIVIDODUTIVIDODUTIVIDODUTIVIDODUTIVIDADE"ADE"ADE"ADE"ADE"
correspondente das vendas e o valor das matérias-primas e da parcela de todos osoutros factores de produção necessários à obtenção dessa produção.
Por vezes uma visão restrita de valor acrescentado, nomeadamente aquela que consideracomo valor dos factores de produção apenas o valor das matérias-primas, é utilizadapara calcular a produtividade. Esta produtividade é um bom indicativo da eficiência,competitividade e domínio de uma empresa, sendo no entanto susceptível de váriasinterpretações.
Assim, por exemplo, um valor alto desta produtividade pode indicar domínio tecnológicoe de conhecimento, dando à empresa uma boa competitividade. Diz-se que a empresatrabalha numa área de grande valor acrescentado, o que normalmente acontece emprodutos inovadores e, ou tecnicamente avançados. Em qualquer caso esta produtividadeé um indicativo importante de progresso industrial.
Ainda que o valor das vendas possa também ser usado para avaliação da produtividade,a sua utilização tende a ser menos esclarecedora do que o valor acrescentado.
De facto, podemos verificar que, mesmo que o rácio valor de vendas por empregadopossa ser aparentemente bom, a produtividade dos factores de produção é nula senenhum valor for acrescentado ao valor das matérias-primas.
Pode citar-se ainda a impossibilidade de saber qual a produtividade de um dado grupode empresas, constituindo a cadeia logística de um dado produto, uma vez que, com talrácio para medir a produtividade, o mesmo valor de produtos e matérias-primas écontabilizado tantas vezes quantas as empresas na cadeia logística. É por razões destetipo que o valor acrescentado é uma melhor medida para determinação de produtividade.
Assim a produtividade do equipamento, por exemplo, pode ser expressa pelo valoracrescentado por hora-máquina disponível.
A produtividade de alguns factores de produção, como a da informação de produção édifícil de avaliar, podendo haver abordagens mais ou menos complexas para o efeito.
Podemos também referir a produtividade física, em que as saídas do processo deprodução são medidas em unidades de produto ou de alguma medida física de produtoe a produtividade económica, em que as saídas são geralmente medidas em unidadesmonetárias.
Produtividade não é somente Maior Quantidade. É preciso avaliar a Qualidade doserviço.
Produtividade é o máximo da produção que a qualidade permite!...
Também se pode definir produtividade como a relação entre os resultados obtidos e otempo gasto para os conseguir.
21
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOOS CONCEITOS CONCEITOS CONCEITOS CONCEITOS CONCEITOS DE "PROS DE "PROS DE "PROS DE "PROS DE "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUTIVIDODUTIVIDODUTIVIDODUTIVIDODUTIVIDADE"ADE"ADE"ADE"ADE"
Quanto menor o tempo gasto para conseguir o resultado desejado, maior é aProdutividade alcançada.
Ainda que a produtividade possa ter significados diferentes para diferentes pessoas, oconceito básico é sempre:
Produtividade é a relação entre a qualidade e quantidade de bens ou serviçosproduzidos e a quantidade de recursos utilizados para os produzir.
Às vezes a produtividade é considerada como um uso mais intensivo dos recursos,como a mão-de-obra e as máquinas, que deveria indicar o rendimento ou a eficiência dotrabalho.
A intensidade implica um excesso de esforçoe não necessariamente um aumento deprodutividade, enquanto que a produtividadeda mão-de-obra reflecte de maneira objectivaos resultados do trabalho.
A melhoria da produtividade consegue-setrabalhando de forma mais inteligente e nãointensificando o trabalho nem tornando otrabalho mais duro. Um trabalho mais duroresulta em menores aumentos daprodutividade e é um resultado efémerodevido às limitações físicas do ser humano.
ANÁLISE DA PRODUTIVIDADE
A análise da produtividade é importante para a sua melhoria, sendo um instrumentomuito eficaz para a adopção de decisões a todos os níveis económicos.
O êxito da medição e análise da produtividade verifica-se principalmente quando aspartes interessadas - directores, trabalhadores, empregadores, sindicatos e instituiçõespúblicas - têm uma clara ideia da importância da medição da produtividade para aeficiência das organizações.
Esta análise mostra onde procurar possibilidades de melhoria e mostra também oresultado dos esforços efectuados a favor dessa mesma melhoria.
Desta forma a produtividade mede-se para contribuir para a análise da eficácia e daeficiência.
Quantidade ProduzidaProdutividade =
Tempo Gasto
22
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
OS CONCEITOS CONCEITOS CONCEITOS CONCEITOS CONCEITOS DE "PROS DE "PROS DE "PROS DE "PROS DE "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUTIVIDODUTIVIDODUTIVIDODUTIVIDODUTIVIDADE"ADE"ADE"ADE"ADE"
A sua medição pode estimular a melhoria, ou seja, o simples anúncio ou a instalaçãode um sistema de medição pode melhorar a produtividade do trabalho em 5 a 10%, semse efectuar outra qualquer mudança.
Os índices de produtividade ajudam assim, no estabelecimento de metas realistas epontos de controlo para levar a cabo as actividades de diagnóstico durante o processode desenvolvimento das organizações, mostrando os “gargalos” e os “travões” dorendimento.
Além do mais, sem um bom sistema de medição não se pode melhorar as relações detrabalho ou uma correspondência adequada entre as políticas de Produtividade, os níveissalariais e a distribuição dos lucros.
Um exemplo de medição incorrecta da produtividade é o caso de um programa deformação profissional, onde a medição da Produtividade obtida pela formação éexemplificada como o número de pessoas formadas, e não como seria correctamente, onúmero de formandos que encontram uso ou melhoram o seu rendimento com a formaçãoobtida.
2.3 EXEMPLO PRÁTICO
Produtividade da secção de costura
Apresentam-se dois conceitos novos:
Produtividade aparente = Total de peças produzidas/Tempo de fabricação
Produtividade real = (Total de peças produzidas – número de peças com defeito)/Tempo de fabricação
23
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOOS CONCEITOS CONCEITOS CONCEITOS CONCEITOS CONCEITOS DE "PROS DE "PROS DE "PROS DE "PROS DE "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUTIVIDODUTIVIDODUTIVIDODUTIVIDODUTIVIDADE"ADE"ADE"ADE"ADE"
HIPÓTESE A
Dados:
Total de peças produzidas =750 peças
Tempo de fabricação = 5 dias
Número total de peças defeituosas = 30 peças
Produtividade aparente = 750/5= 150 peças por dia
Produtividade real = (750-30)/5= 144 peças
Propôs-se aos operadores que auferissem de um prémio de produção se aumentassema produção e a produtividade.
HIPÓTESE B
Dados:
Total de peças produzidas =800 peças
Tempo de fabricação = 5 dias
Número total de peças defeituosas = 60 peças
Produtividade aparente = 800/5= 160 peças
Produtividade real = (800-60)/5= 148 peças
CONCLUSÃO
A produção aumentou 6.6%.
A produtividade aparente aumentou 6.6%.
A produtividade real aumentou 2.8%.
O número de peças defeituosas duplicou.
Como vimos a análise da produtividade permite procurar possibilidades de melhoria emostra também o resultado dos esforços efectuados a favor dessa mesma melhoria.
No exemplo apresentado verifica-se que o aumento da produtividade e da produção nãocompensa pois a produção não foi acompanhada de qualidade, desta forma o nº depeças defeituosas duplicou acarretando outros custos para a empresa.

24
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
OS CONCEITOS CONCEITOS CONCEITOS CONCEITOS CONCEITOS DE "PROS DE "PROS DE "PROS DE "PROS DE "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUTIVIDODUTIVIDODUTIVIDODUTIVIDODUTIVIDADE"ADE"ADE"ADE"ADE"
AUTO-TESTE DO TEMA
Instruções de utilização: O questionário, a que a seguir vai responder, é constituídopor 16 itens, distribuídos por 4 secções, identificadas pelas letras do alfabeto que vãode A a D . Dentro de cada secção os itens estão numerados de 1 a 4, deverá seleccionara/as respostas que considerar mais adequadas para responder correctamente a cadauma das questões.
Para que serve o planeamento da produção:
C1
C2
C3
C4
Determinação do tempo padrão.
Cálculo e calendarização de necessidades.
Calendarizar a execução das tarefas.Escalonamento da produção.
TOTAL
Podemos aumentar a produtividade:
B1
B2B3
B4
Aumentando o número de operários.
Reduzindo os tempos de paragem.
Fazendo “horas extraordinárias”.
Melhorando os métodos de trabalho.
TOTAL
Para que serve o controlo de produção:
D1
D2
D3
D4
Garantir a execução das tarefas.
Avaliar o desvio entre o previsto e o realizado.
Calendarizar a execução das tarefas.Efectuar o cálculo de necessidades.
TOTAL
Maior produtividade significa:
A1
A2
A3
A4
Mais produção.
Mais produção obtida utilizando mais recursos.
TOTAL
Menos defeitos para a mesma quantidade produzida com os mesmos recursos utilizados.
Produzir as mesmas quantidades em menos tempo utilizando os mesmos recursos.
25
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOOS CONCEITOS CONCEITOS CONCEITOS CONCEITOS CONCEITOS DE "PROS DE "PROS DE "PROS DE "PROS DE "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUTIVIDODUTIVIDODUTIVIDODUTIVIDODUTIVIDADE"ADE"ADE"ADE"ADE"
SOLUÇÃO DOS EXERCICIOS
Maior produtividade significa:
A1
A2
A3
A4
Mais produção.
Mais produção obtida utilizando mais recursos.
TOTAL
Menos defeitos para a mesma quantidade produzida com os mesmos recursos utilizados.
Produzir as mesmas quantidades em menos tempo utilizando os mesmos recursos.
Podemos aumentar a produtividade:
B1
B2B3
B4
Aumentando o número de operários.
Reduzindo os tempos de paragem.
Fazendo “horas extraordinárias”.
Melhorando os métodos de trabalho.
TOTAL
Para que serve o planeamento da produção:
C1
C2
C3
C4
Determinação do tempo padrão.
Cálculo e calendarização de necessidades.
Calendarizar a execução das tarefas.Escalonamento da produção.
TOTAL
Para que serve o controlo de produção:
D1
D2
D3
D4
Garantir a execução das tarefas.
Avaliar o desvio entre o previsto e o realizado.
Calendarizar a execução das tarefas.Efectuar o cálculo de necessidades.
TOTAL
26
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
OS CONCEITOS CONCEITOS CONCEITOS CONCEITOS CONCEITOS DE "PROS DE "PROS DE "PROS DE "PROS DE "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUÇÃO" E "PRODUTIVIDODUTIVIDODUTIVIDODUTIVIDODUTIVIDADE"ADE"ADE"ADE"ADE"
BIBLIOGRAFIA
[1] FRANÇOIS, A. R. - “Organização da empresa”. Porto: Rés-Editora.
[2] LAURIOL, André - Modes & Techniques. “L’organisation du travail e des fabrications”.Paris: Vauclair, 1992. ISBN 2-903 395 – 11 – X.
[3] SANTOS, Gilda – “Organização da produção em confecção”. V.N. Famalicão: CITEVE,2000.
[4] SILVA, Jacinto - “Planeamento e organização da produção em confecção”. Braga:Controlconsul, 2003.

27
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHO
OBJECTIVOS
1. Reconhecer a importância do estudo do trabalho como forma de organização daempresa.
2. Dominar os conceitos relacionados com o processo de estudo de métodos de trabalhoe de estudo de tempos ou medida do trabalho.
3. Identificar as técnicas de medida do trabalho.
CONTEÚDO PROGRAMÁTICO
3.1 Evolução histórica 28
3.2 Estudo do trabalho 28
3.3 Estudo dos métodos 29
3.3.1 Objectivos do estudo dos métodos 29
3.3.2 Razões para a utilização do estudo dos métodos 29
3.3.3 Princípios do estudo dos métodos 30
3.4 Medida do trabalho ou estudo dos tempos 32
3.4.1 Objectivos do estudo dos tempos 32
3.4.2 Casos em que se deve efectuar um estudo dos tempos 32
3.4.3 Técnicas de estudo dos tempos 33
3.4.3.1 Cronometragem 33
3.4.3.2 Amostragem do trabalho 34
3.4.3.3 Sistemas de dados de referência ou tempos sintéticos 34
3.4.3.4 Tempos pré-determinados 35
28
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHO
3.1 EVOLUÇÃO HISTÓRICA
Podemos dizer que Frederick Winslow Taylor (EUA - 1856/1915) foi um dos primeirosinvestigadores a preocupar-se com a importância do estudo do trabalho.
Taylor desenvolveu estudos a respeito de técnicas de racionalização do trabalho dosoperários. As suas ideias preconizavam a prática da divisão do trabalho.
A característica mais marcante do estudo de Taylor é a busca de uma organizaçãocientífica do trabalho, enfatizando tempos e métodos, sendo por isso visto como oprecursor da Teoria da Administração Científica em que o método de trabalho era escolhidopelo operário e a função da gerência passava por persuadir o operário a executar otrabalho de forma a conseguir alcançar os ganhos para o patrão.
Posteriormente, Frank Gilbreth (EUA - 1868/1924) seguiu um percurso similar, emboraindependente do de Taylor. Gilbreth era defensor da maioria dos princípios daAdministração Científica, como a divisão do trabalho, o seu principal objectivo básicoera descobrir a melhor forma de trabalhar.
Lilian Gilbreth efectuou um importante estudo sobre a Psicologia da Administração, oqual foi um dos primeiros estudos sobre o Homem na indústria. Lilian considerava oambiente e as oportunidades dadas aos operários essenciais para a melhoria daprodutividade.
Frank e Lilian Gilbreth desenvolveram importantes trabalhos sobre o estudo dos tempose movimentos com o objectivo de reduzir a fadiga do trabalho, resultando na publicaçãodos sistemas MTM - Methods Time Measurement.
3.2 ESTUDO DO TRABALHO
A expressão “Estudo do Trabalho” engloba duas técnicas - o “Estudo dos Métodos”e a “Medida do Trabalho”, as quais são utilizadas para tirar o melhor partido possíveldos recursos humanos e materiais intervenientes na execução de uma certa função.
O estudo do trabalho está estritamente ligado à produtividade, pois tem comoobjectivo aumentar a produção de uma dada quantidade de recursos, sem novasdespesas de investimento.
A longo prazo, no aperfeiçoamento de novos processos e na instalação de máquinas ede equipamento moderno é o meio mais eficaz de aumentar a produtividade.
Quando o papel do elemento humano na produção é acentuado, o aumento deprodutividade é conseguido através do Estudo do Trabalho porque este visa mais aoperação do que os processos técnicos.
Vantagens da aplicação de um estudo do trabalho:
- É económico. O estudo do trabalho permite aumentar a produtividade de uma fábrica
29
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHO
pela reorganização do trabalho, método que implica normalmente pouco ou nenhuminvestimento em instalações e em material;
- É sistemático. Pois nenhum factor que tenha influência na eficácia de uma operaçãoé desprezado e todos os dados referentes à operação são reunidos e conhecidos;
- É exacto. É actualmente o método mais exacto de fixação das normas de rendimentosobre que repousa todo o planeamento e todo o controlo eficaz da produção;
- Os resultados são imediatos. A economia conseguida com o estudo do trabalho éimediata e contínua;
- É universal. É uma “ferramenta” de aplicação universal;
- É o meio de inquérito mais penetrante de que dispõe a direcção.
É, portanto, um instrumento excelente para abordar o estudo da eficiência de uma qualquerorganização, porque, aplicando-se à solução de um dado problema, pôr-se-ãogradualmente em evidência as falhas de todas as outras funções que lhe estão ligadas.
3.3 ESTUDO DOS MÉTODOS
O estudo dos métodos consiste em registar, analisar e examinar de maneiracritica e sistemática os métodos existentes e previstos de execução de um trabalhoe, seguidamente, em aperfeiçoar e fazer aplicar os métodos de execução maiscómodos e mais eficazes.
3.3.1 OBJECTIVOS DO ESTUDO DOS MÉTODOS
- Melhorar os processos e métodos de execução;
- Melhorar a implantação das fábricas, oficinas e postos de trabalho e a concepçãodas instalações e do material;
- Economizar o esforço humano e diminuir toda a fadiga inútil;
- Melhorar a utilização do material, das máquinas e da mão-de-obra;
- Criar condições materiais de trabalho favoráveis.
A ideia de que não existe um método perfeito permite uma postura crítica e coerentecom uma procura contínua de aperfeiçoamento. Deverá ser esse o espírito de umbom agente de métodos.
3.3.2 RAZÕES PARA A UTILIZAÇÃO DO ESTUDO DOS MÉTODOS
- Diferentes operadores desenvolvem diferentes formas de efectuar um trabalho. Nemtodos podem estar certos;
30
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHO
- Algumas formas de trabalhar podem ter sido desenvolvidas por serem mais fáceisde aprender ou porque a operária tinha uma habilidade/técnica especial;
- A gravação sistemática dos métodos é essencial para a medida do trabalho e ajudaquando queremos comparar diferentes abordagens.
Contudo, através de uma análise dos métodos com consciência e de uma forma crítica,gradualmente vai-se adquirindo habilidade/técnica para identificar métodos maus e sugerirmétodos melhores.
MELHOR MÉTODO significa maior PRODUTIVIDADE.
Maior PRODUTIVIDADE significa maior PROSPERIDADE.
Para obter maior produção de uma fábrica, utilizando o mesmo número de operários,poderíamos:
- Trabalhar maior número de horas?
- Trabalhar num ritmo mais acelerado?
- Utilizar melhores métodos?
3.3.3 PRINCÍPIOS DO ESTUDO DOS MÉTODOS
O estudo do método de trabalho é uma análise e um exame crítico das condições jáexistentes para chegar ao resultado do melhor método com as melhores condiçõesdisponíveis na fábrica.
Esta análise deve considerar condições principais, que podem ser definidas em grandemétodo e pequeno método.
GRANDE MÉTODO
Está a indicar um certo número de condições gerais que devem ser consideradas e queenvolvem os factores principais para se poder efectuar o trabalho.
O agente de métodos deverá questionar-se sobre a:
Melhoria da Operação
- O produto pode ser simplificado?
(Verificar se é ou não possível eliminar ou suprimir a operação);
- As operações podem ser combinadas?
(Verificar se é ou não possível associar duas ou mais operações, reduzindo asmanipulações e consequentemente aumentando a produtividade);
- A sequência das operações é a mais adequada?
(Verificar se estamos a utilizar o melhor percurso na montagem da peça ou por exemplose deveremos efectuar a inspecção entre operações e não apenas no final dasoperações);

31
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHO
- Melhor utilização do método de transporte?
(ex. Evitar deslocar o operário do posto de trabalho para mudar de lote. O materialdeve estar junto do operário).
Melhoria do Posto de Trabalho
- Existe insalubridade?
(Ventilação, iluminação, temperatura, poluentes, etc.);
- Existem condições de risco?
- Existem todas as ferramentas, dispositivos e acessórios necessários em cadaoperação por posto de trabalho?
- Existe uma área adequada para recepção e expedição do material?
- Os sistemas de transporte necessários estão disponíveis?
- Existem movimentos manuais que possam ser substituídos?
- As máquinas necessárias estão em boas condições de uso?
- As tarefas de preparação do trabalho foram correctamente executadas?
PEQUENO MÉTODO
Está a indicar um certo número de condições que envolvem mais especificamente aoperação que está a ser examinada.
O agente de métodos deve perguntar a si próprio:
- É esta a melhor máquina para a operação?
- Qual o melhor método ou acessório para cortar a linha, etc.?
Quando o grande método e o pequeno método estão estudados, é necessário estudarde seguida a economia de movimentos.
Deve ainda criticar cada movimento:
- Quais as condições necessárias?
- Pode ser efectuado antes ou depois?
- Pode ser efectuado junto com um outro?
- Pode-se eliminar esse movimento?
- Pode ser efectuado mais facilmente?
O grande método envolve a melhoria da operação e a melhoria do posto detrabalho.
O pequeno método está a indicar um certo número de condições que envolvemmais especificamente a operação que está a ser examinada.
Deve-se sempre criticar os movimentos e aplicar as regras de economia demovimentos.
32
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHO
3.4 MEDIDA DO TRABALHO OU ESTUDO DOS TEMPOS
Desde há muito tempo que se tem vindo a medir o trabalho realizado por um operárioou um grupo de operários. A forma de efectuar essa medição evoluiu bastante nodecorrer dos tempos. Dado que a medição se tornou cada vez mais indispensável,vários métodos de medida do trabalho foram criados, pois segundo Taylor, ...
...DEVE SER DADO AO OPERÁRIO UM TRABALHO DETERMINADO NUMTEMPO DETERMINADO, SEGUNDO UM MÉTODO DETERMINADO.
Cada um dos métodos propostos tem as suas vantagens e inconvenientes, conforme asua realização.
O estudo dos tempos é um conjunto de procedimentos utilizados para a determinaçãodo tempo necessário, sob certas condições de medida padronizadas, para a realizaçãode tarefas envolvendo alguma actividade humana. O resultado desta medida é designadopor Tempo-Padrão (TP).
Enquanto o estudo dos métodos tem como objectivo diminuir o conteúdo de trabalho,visando principalmente eliminar os movimentos inúteis, o estudo dos tempos tem porobjectivo estudar, reduzir e eliminar, tanto quanto possível os tempos improdutivos.
3.4.1 OBJECTIVOS DO ESTUDO DOS TEMPOS
- Análise dos processos operatórios no início da fabricação;
- Fixação de quantidades e tarefas horárias;
- Equilibragem das linhas ou grupos de trabalho;
- Determinação dos efectivos;
- Determinação do número de máquinas, sua sequência e localização;
- Programação e controlo da produção;
- Cálculo das margens de lucro;
- Estabelecimento de bases padrão de tempos “a priori”, para a estimativa destes;
- Previsão dos tempos de execução;
- Melhoria dos processos.
3.4.2 CASOS EM QUE SE DEVE EFECTUAR UM ESTUDO DOS TEMPOS
- Um novo trabalho que nunca foi executado anteriormente;
- Uma mudança de método e a fixação de um novo tempo de referência;
- Um trabalhador queixa-se de pouco tempo previsto para a operação;
- Uma operação constitui um “funil“ de estrangulamento bloqueando as operaçõesseguintes;
33
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHO
- Uma modificação na política salarial, como por exemplo, adopção dum sistema deprémios de produtividade;
- Quando um custo de um dado trabalho parece excessivo;
- Quando se deseja comparar a eficácia de dois métodos;
- Quando uma instalação parece ter um fraco rendimento ou cujos tempos improdutivosparecem exagerados.
3.4.3 TÉCNICAS DE ESTUDO DOS TEMPOS
As principais técnicas de Estudo dos Tempos são:
- Cronometragem ou observação directa - amostragem intensiva ou contínua;
- Amostragem do Trabalho ou Amostragem Extensiva ou Sondagem;
- Sistemas de Dados de Referência ou Tempos Sintéticos;
- Tempos Pré-Determinados.
A finalidade da aplicação destas técnicas é obter o Tempo-Padrão.
3.4.3.1 CRONOMETRAGEM
A cronometragem é basicamente a realização de observações directas, ou seja,observações feitas junto do posto de trabalho em estudo e a medida destas é através deum aparelho de medida (o cronómetro) que determinará o tempo exigido para a execuçãode uma dada tarefa.
Esta técnica é usada em tarefas manuais ou semi - automáticas de ciclos curtos erepetitivos.
JULGAMENTO DE ACTIVIDADE
O julgamento de actividade consiste numa estimativa numérica de rapidez com que oexecutante trabalha durante a tomada de tempos, por comparação com o ritmo dereferência definido como normal.
Ao avaliar-se a actividade tem-se como objectivo transformar os tempos medidos, de umcerto executante que seja mais ou menos rápido, em tempos normalizados que sãoaplicáveis a qualquer pessoa que executa a operação.
A actividade de referência corresponde a uma actividade normal de um executantequalificado, que trabalha sem prémios a um ritmo normal de um dia de trabalho.
O julgamento da actividade de trabalho é por natureza essencialmente subjectiva, porquedepende da opinião do agente do estudo do trabalho.
Este deve ter cuidado para não sobreavaliar a actividade, facto que pode acontecerquando:
- O trabalhador esteja preocupado ou pareça apressado;
- O trabalho seja demasiado meticuloso;
34
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHO
- O trabalho pareça difícil ao agente do estudo do trabalho;
- O agente do estudo do trabalho opere muito depressa.
Também não deve subestimar a actividade, quando:
- O trabalhador der a impressão de que a sua tarefa é fácil;
- O trabalhador efectua movimentos regulares e rítmicos;
- O trabalhador não pare para reflectir, nos momentos previstos pelo agente;
- O trabalhador execute uma tarefa manual penosa;
- O agente do estudo do trabalho esteja fatigado.
Acontece muitas vezes que o agente do estudo do trabalho, não tem tempo para atribuiro correspondente factor de actividade a cada tempo cronometrado. É costume então,fazer-se o julgamento de actividade não a cada elemento, mas apenas no final de cadaciclo.
CORRECÇÕES
O tempo normalizado representa o tempo que um operador qualificado e mediamentedotado sob os pontos de vista psíquico e fisiológico necessita para executar umadeterminada operação, trabalhando com um ritmo normal.
Existem vários tipos de correcções, os principais a considerar são:
- Correcções de repouso;
- Correcções para ocorrência irregular;
- Correcções por demoras inevitáveis;
- Correcções especiais;
- Correcções suplementares.
Os seus valores são específicos de cada empresa, pois dependem das condições detrabalho, do tipo de máquinas utilizadas e da própria política de gestão da empresa (oudo País em que se encontra).
3.4.3.2 AMOSTRAGEM DO TRABALHO
Esta técnica aplica-se a processos de trabalhos que não tenham carácter repetitivo, ouque sendo cíclicos, os ciclos sejam longos. É indicada para actividades muito diversas,que variem de dia para dia, tais como manutenção de máquinas, condução de teares,trabalhos diversos em laboratórios de análise, trabalhos variados em oficinas.
3.4.3.3 SISTEMAS DE DADOS DE REFERÊNCIA OU TEMPOS SINTÉTICOS
Consistem em bases de dados de tempos de operações semelhantes anteriormenteobtidos, em geral na própria empresa.
35
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHO
3.4.3.4 TEMPOS PRÉ-DETERMINADOS
Os sistemas de tempos pré-determinados são sistemas de medida do trabalho queutilizam tempos previamente estabelecidos para cada movimento fundamental do corpohumano (classificado segundo a natureza do movimento e as condições nas quais eleé executado), com a finalidade de obter o tempo exigido para a execução de uma dadatarefa, a um nível de rendimento bem definido. Podem ser informatizados ou sob aforma de tabelas.
Uma das principais vantagens associadas à utilização de sistemas de tempos pré-determinados (STPD) reside no facto de se estudar cada uma das fases constituintes deuma operação tendo em vista os movimentos a efectuar. Esta característica permite aobtenção de métodos de trabalho mais aperfeiçoados, conseguida por exemplo atravésda detecção de movimentos inúteis que podem mais facilmente ser eliminados; asubstituição de movimentos através da aplicação de classes de movimentos de menorduração, etc.
Para uma indústria para a qual o peso da mão-de-obra humana é significativo, como ocaso das indústrias de confecção - que podem apresentar índices gerais de manipulaçãode materiais da ordem dos 85% - a aplicação de qualquer STPD pode revelar-se altamentevantajosa ao permitir desenvolver métodos de trabalho mais eficientes e portantoassociados a menores tempos de execução resultando em maiores índices deprodutividade.
VANTAGENS ASSOCIADAS À APLICAÇÃO DE STPD:
- Permitem a avaliação dos métodos de trabalho implementados sem a necessidadede esperar pela sua implementação prática ou que esteja completo o período deaprendizagem associado à tarefa em causa;
- Permitem o cálculo do tempo-padrão para a execução de uma dada operação mesmoantes de esta ser de facto executada;
- Evitam o julgamento de actividade dos executantes para a determinação de temposnormalizados, reduzindo assim parte da componente subjectiva e consequentementetornando mais coerente a determinação dos tempos-padrão para determinadaoperação. Este aspecto é reforçado se se considerar que os tempos tabelados paracada STPD aplicam-se a determinado movimento independentemente do local emque este é executado;
- Auxiliam na concepção dos postos de trabalho, permitindo a análise da eficiênciaconseguida com a utilização de diferentes ferramentas, a comparação de diferentesarranjos espaciais e o efeito que estes têm no tempo de execução obtido, etc.;
- São particularmente úteis para a definição dos tempos de execução de elementosrepetitivos e de muito curta duração, geralmente difíceis de cronometrar com um nívelaceitável de precisão;
- Permitem estabelecer um plano de formação mais rápido para os executantes, porintermédio da definição detalhada do método a adoptar para cada operação.
36
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHO
AUTO-TESTE DO TEMA
Instruções de utilização: O questionário, a que a seguir vai responder, é constituídopor 16 itens, distribuídos por 4 secções, identificadas pelas letras do alfabeto que vão deA a D. Dentro de cada secção os itens estão numerados de 1 a 4, deverá seleccionar a/as respostas que considerar mais adequadas para responder correctamente a cadauma das questões.
As técnicas de estudo dos tempos são as seguintes:
C1
C2
C3
C4
Amostragem do trabalho.
Cronometragem.
Julgamento de actividade.Tempos pré-determinados.
TOTAL
Qual a utilidade do estudo do trabalho:
B1
B2B3
B4
Optimização dos métodos de produção.
Redução do número de horas de trabalho.
Organização e distribuição do trabalho.
Melhoria ergonómica dos postos de trabalho.
TOTAL
Um dos primeiros investigadores a preocupar-se com a importância do estudo do trabalho foi:
A1
A2
A3
A4
Taylor.
Ford.
TOTAL
Einstein.
Newton.
Quais as características de um sistema de tempos pré-determinados:
D1
D2
D3
D4
É um sistema que já possui o tempo dos novos artigos a produzir.
É um sistema que permite a determinação do tempo padrão dos artigos.
É um sistema que não permite a determinação de tempos de produção de um artigo sem ainda o ter produzido.
É um sistema que usa tempos pré determinados dos movimentos básicos dos operários.
TOTAL
37
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHO
SOLUÇÃO DOS EXERCICIOS
Um dos primeiros investigadores a preocupar-se com a importância do estudo do trabalho foi:
A1
A2
A3
A4
Taylor.
Ford.
TOTAL
Einstein.
Newton.
Qual a utilidade do estudo do trabalho:
B1
B2B3
B4
Optimização dos métodos de produção.
Redução do número de horas de trabalho.
Organização e distribuição do trabalho.
Melhoria ergonómica dos postos de trabalho.
TOTAL
As técnicas de estudo dos tempos são as seguintes:
C1
C2
C3
C4
Amostragem do trabalho.
Cronometragem.
Julgamento de actividade.Tempos pré-determinados.
TOTAL
Quais as características de um sistema de tempos pré-determinados:
D1
D2
D3
D4
É um sistema que já possui o tempo dos novos artigos a produzir.
É um sistema que permite a determinação do tempo padrão dos artigos.
É um sistema que não permite a determinação de tempos de produção de um artigo sem ainda o ter produzido.
É um sistema que usa tempos pré determinados dos movimentos básicos dos operários.
TOTAL
38
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHOA IMPORTÂNCIA DO ESTUDO DO TRABALHO
BIBLIOGRAFIA
[1] BARROSO, Mónica Paz - "Métodos e Tempos". Grupo de Engenharia Humana. DPS- Escola de Engenharia. Universidade do Minho.
[2] BRISLEY, C.L.; EADY, K. - “Predetermined motion time systems”. Gabriel Salvendy.
[3] CARVALHO, M.A.F - "Utilização de sistemas de tempos pré-determinados na Indústriade Confecção". Revista das Primeiras Jornadas Têxteis e do Vestuário da Universidadedo Minho. (Abril 1997), p. 34-36.
[4] CARVALHO, M.A.F. - "Utilização de sistemas de tempos pré-determinados na Indústriada Confecção". Moda e Confecção. n.º 3 (Novembro 1997), p. 24-28.
[5] CARVALHO, M.A.F. - "A importância da tecnologia computadorizada de mediçãoprevisiva na ajuda a escolher o investimento correcto em maquinaria de confecção".Moda e Confecção. n.º 3 (Novembro 1997).
[6] COSTA, L. Gomes da - "Introdução à medida do trabalho". Grupo de EngenhariaHumana. DPS - Escola de Engenharia da Universidade do Minho.
[7] GENAIDY, A.M.; AGRAVAL, A.; Mital, A. - “Computerized predetermined motion-timesystems in manufacturing industries”. Computers and Industrial Engineering. Great Britain:Pergamon Press, Vol.18, 1990.
[8] GLOCK, Ruth E.; KUNZ, Grace I. – “Apparel manufacturing: sewn product analysis.2nd ed. New Jersey: Prentice Hall, Inc., 1995. ISBN 0-02-344142-9.
[9] LOPES, Carla - GSD: Manual do Utilizador. “Computer aided manufacturing system”.Braga: Controlconsul, 2003.
[10] Manual do Curso de Formação para agentes de métodos. Paris: Kurt SalmonAssociates. Ingénieurs Conseils, 1975.
[11] MAYNARD, H. B. - “Industrial enginnering handbook”. MacGraw Hill, 1963.
[12] Organização Internacional do Trabalho. "Introdução ao Estudo do Trabalho". Lisboa:Editora Portuguesa de Livros Técnicos e Científicos, Lda., 1984.
[13] ROSA, Eurycibíades Barra - Estudo de métodos & tempos. "Racionalizaçãoindustrial". Departamento de Produção. Itajuba, Brasil: EFEI, 2004.
[14] WYGANT, R.M.; WHITE, B.E.; HUNT, D. – “Combining ergonomics and workmeasurement for job analysis”. Computers and industrial engineering. Great Britain:Pergamon Press, 1993. Vol. 25.
[15] WYGANT, R.M. – “A comparison of computerized predetermined time systems”.Computers and industrial engineering. Great Britain: Pergamon Press, 1989. Vol. 17.
39
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
OBJECTIVOS
1. Identificar as etapas do processo de confecção.
2. Compreender a importância do estudo e industrialização do produto.
3. Dominar o conceito de dossier técnico e sua função.
4. Perceber o processo de elaboração de um dossier técnico.
CONTEÚDO PROGRAMÁTICO
4.1 Introdução 40
4.2 O processo de confecção 40
4.3 Dossier técnico 41
40
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
4.1 INTRODUÇÃO
A Indústria do Vestuário encontra-se em época de mudança. Com a crescentenecessidade de responder rapidamente ao mercado, as encomendas são cada vezmais pequenas e numa gama mais ampla de produtos. Aumenta a pressão com modelosmais elaborados e com mudanças sazonais de colecções em permanente alteração.
Por outro lado, a necessidade de encurtar o tempo de desenvolvimento de produto,aumentar a qualidade, fazer um controle apertado de custos e melhorar as comunicaçõescom os compradores (clientes), torna o controlo em geral uma necessidade permanente.
Assim, neste âmbito uma boa estrutura organizativa é essencial para que uma empresafuncione bem, sendo fundamental que:
- A comunicação seja feita de um modo eficaz;
- Os níveis de coordenação estejam bem definidos;
- As funções do pessoal estejam bem definidas e que cada um conheça as suasfunções;
- Existam normas de funcionamento e procedimento.
A Indústria do Vestuário encontra-se em época de mudança. Com a crescentenecessidade de responder rapidamente ao mercado, as encomendas são cadavez mais pequenas e numa gama ampla de produtos.
4.2 O PROCESSO DE CONFECÇÃO
O processo de confecção industrial é constituído pelas seguintes etapas:
- Desenvolvimento e concepção de modelos;
- Escolha das matérias-primas e aviamentos;
- Estudo da industrialização do produto;
- Corte;
- Costura;
- Acabamento;
- Embalagem e expedição.
CRIAÇÃO/DESIGN
O designer (estilista) concebe e decide sobre as linhas e estilos das colecções, bemcomo procede à escolha das matérias-primas e acessórios de acordo com o mercado eimagem da empresa. Elabora normalmente no mínimo 2 colecções por ano. Sendo umacolecção subdividida em linhas (grupos de peças) que devem ter coordenação umascom as outras.
41
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
Nalgumas empresas a área de criação é reduzida ou inexistente. Neste caso a empresalimita-se a reproduzir os modelos desenvolvidos pelos seus clientes.
ESTUDO DA INDUSTRIALIZAÇÃO DO PRODUTO
- Desenvolvimento de fichas técnicas;
- Desenvolvimento da sequência de montagem;
- Definição do equipamento;
- Realização de moldes e sua graduação;
- Realização de protótipos;
- Análise do produto;
- Ciclo de acertos e/ou troca de amostras.
A industrialização do produto é obtida através da normalização de todas as partesconstituintes do modelo em questão. Esta normalização vai desde a modelagem até àsespecificações de cada operação, bem como dos diferentes equipamentos e acessóriosutilizados. As funções do departamento técnico abarcam todo o estudo técnico do produtono seu sentido mais amplo para que quem tenha que o executar não tenha a menordúvida de como deve actuar. Respeitando as normas procedentes do departamentotécnico, o produto final, apesar de ter passado por múltiplas mãos durante o seu processode execução, terá as características estabelecidas implicitamente pelo modelo enviadopelo cliente ou criado no departamento de criação. Todas as tarefas inerentes a estedepartamento poderão ser efectuadas manualmente ou com o apoio de sistemasinformáticos que já possuem software específico para o efeito.
GABINETE TÉCNICO
Uma vez que é no gabinete técnico que as especificações do modelo são definidas,bem como a quantidade de matérias subsidiárias a utilizar por tamanho e metodologiaa seguir para produção, informação técnica, critérios de qualidade e mesmo prazos deentrega, torna-se necessário estabelecer um sistema formal de comunicação que permitaa rápida e eficiente ligação entre os vários departamentos da empresa – dossier técnico(ver em anexo exemplos) – este tem como principal função, dar todas as informaçõesque se julguem necessárias sobre o produto e respectivo processo de fabrico (informaçõestécnicas e comerciais).
4.3 DOSSIER TÉCNICO
É durante a fase de criação/desenvolvimento que o dossier técnico deve ser elaborado,pois, é aqui que se procede à concepção e desenvolvimento dos modelos, à escolhadas matérias-primas e aviamentos mais adequados e ao estudo da industrialização doproduto.
Posteriormente, durante a produção em série, o sector fabril só tem que seguir asindicações constantes no dossier de modo a obter um produto em conformidade com as

42
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
especificações.
A definição dos elementos constituintes do dossier, deve ter em atenção a tipologia e acomplexidade do produto, a organização da empresa e a sua interacção com os clientes,os fornecedores e os subcontratados.
São as especificações que permitem gerir o acto de fabrico de forma a garantir asatisfação do cliente.
O dossier técnico deverá incluir desenhos técnicos que devem estar de acordo com asnormas de desenho técnico para a Indústria do Vestuário (NP4251 ou NF G 05-004). Odesenho técnico de uma peça é a sua representação gráfica de tal forma que possa seruma representação fiel do modelo sem que haja qualquer possibilidade de interpretaçõesdivergentes e sem que seja necessário recorrer a outros documentos: estado descritivo,amostra do modelo, etc.
O dossier técnico permite definir o produto ao nível dos materiais a utilizar, dos níveis dequalidade para os métodos de fabrico e ainda ao nível de armazenamento, ou seja, deveconter não só informação técnica, mas também deverá contemplar informações inerentesa esse modelo, nomeadamente:
- Exigências do cliente a respeitar;
- Prazos de entrega para facilitar o planeamento do sector de amostras possibilitandorespostas mais rápidas aos pedidos do cliente;
- Contemple procedimentos específicos do cliente em causa e ao modelo:procedimentos de dobra e empacotamento (tipo de cartão, colocação correcta dosrótulos, fitas, disposição das peças nas caixas, etc.), uma vez que a diversidade dedestinos de uma encomenda assim o pode exigir.
Para a elaboração do dossier técnico é necessário efectuar a análise do produto.
Gerir Processo de fabrico
Necessidades implícitas e explicitas do cliente
ESPECIFICAÇÕES
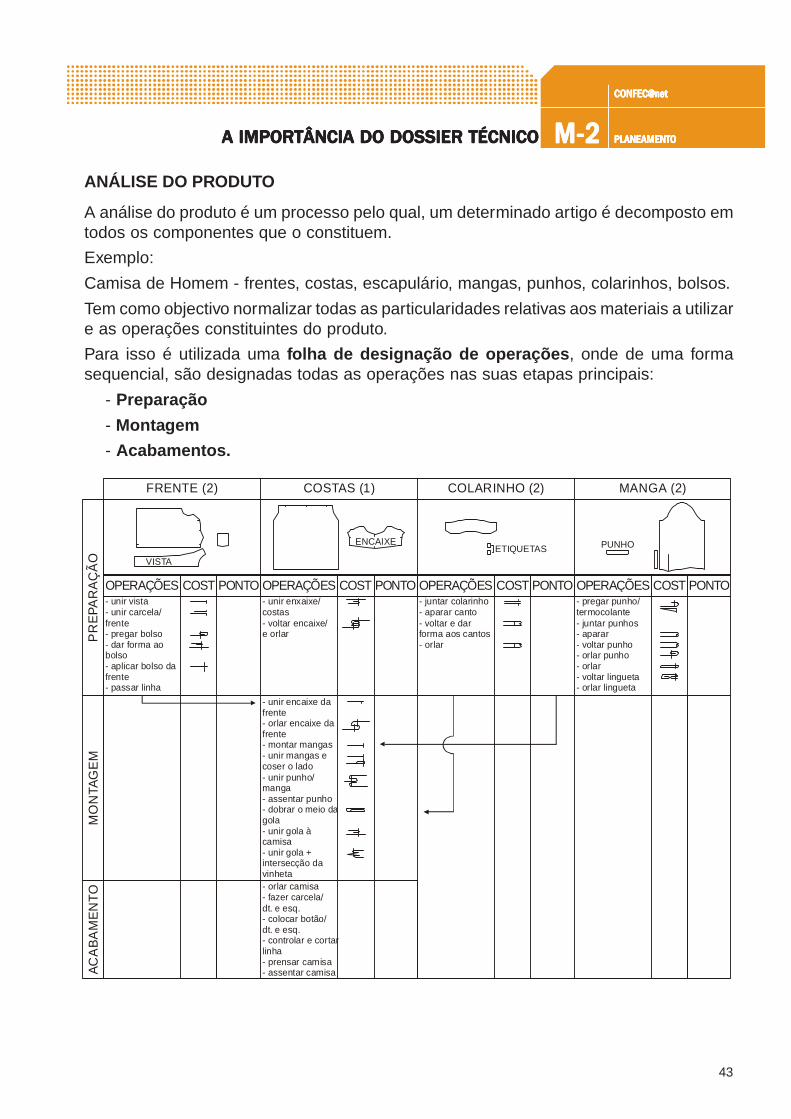
43
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
ANÁLISE DO PRODUTO
A análise do produto é um processo pelo qual, um determinado artigo é decomposto emtodos os componentes que o constituem.
Exemplo:
Camisa de Homem - frentes, costas, escapulário, mangas, punhos, colarinhos, bolsos.
Tem como objectivo normalizar todas as particularidades relativas aos materiais a utilizare as operações constituintes do produto.
Para isso é utilizada uma folha de designação de operações, onde de uma formasequencial, são designadas todas as operações nas suas etapas principais:
- Preparação
- Montagem
- Acabamentos.
FRENTE (2) COSTAS (1) COLARINHO (2) MANGA (2)
AC
AB
AM
EN
TO
MO
NTA
GE
MP
RE
PAR
AÇ
ÃO VISTA
ENCAIXEETIQUETAS PUNHO
OPERAÇÕES COST PONTO OPERAÇÕES COST PONTOOPERAÇÕES COST PONTOOPERAÇÕES COST PONTO- unir vista- unir carcela/frente- pregar bolso- dar forma ao bolso- aplicar bolso da frente- passar linha
- unir enxaixe/costas- voltar encaixe/e orlar
- juntar colarinho- aparar canto- voltar e dar forma aos cantos- orlar
- pregar punho/termocolante- juntar punhos- aparar- voltar punho- orlar punho- orlar- voltar lingueta- orlar lingueta
- unir encaixe dafrente- orlar encaixe dafrente- montar mangas- unir mangas ecoser o lado- unir punho/manga- assentar punho- dobrar o meio dagola- unir gola à camisa- unir gola + intersecção davinheta- orlar camisa- fazer carcela/dt. e esq.- colocar botão/dt. e esq.- controlar e cortarlinha- prensar camisa- assentar camisa
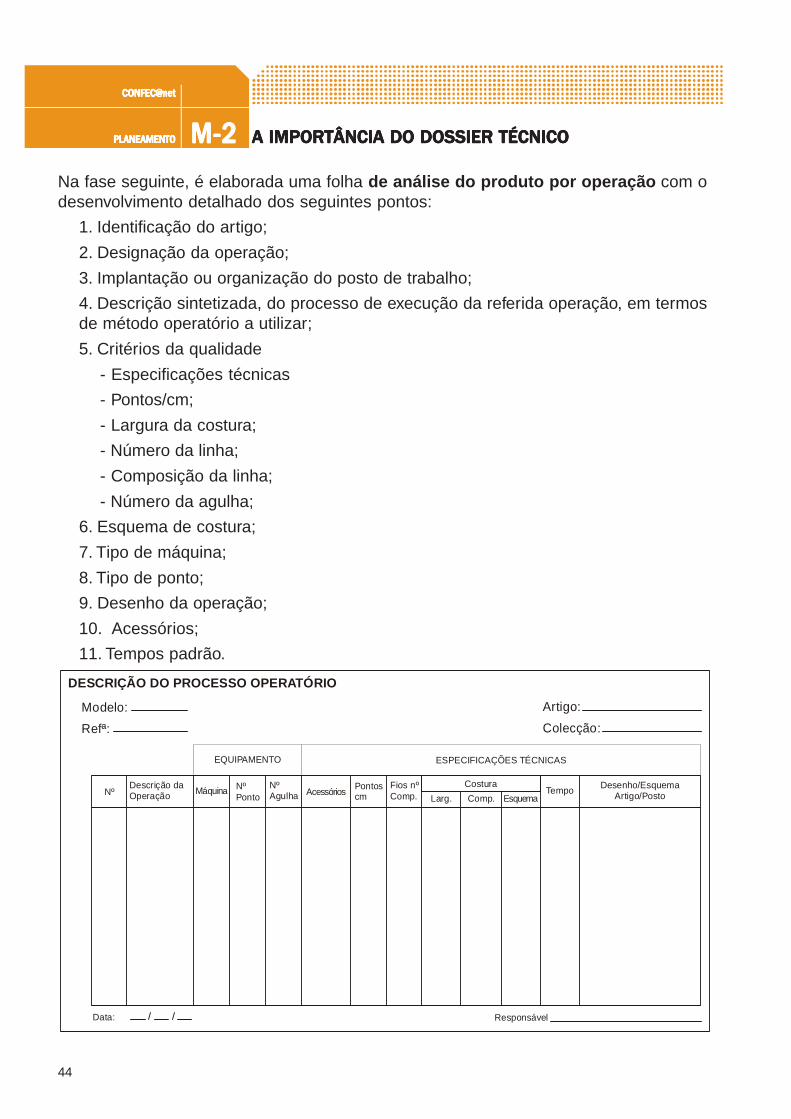
44
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
Na fase seguinte, é elaborada uma folha de análise do produto por operação com odesenvolvimento detalhado dos seguintes pontos:
1. Identificação do artigo;
2. Designação da operação;
3. Implantação ou organização do posto de trabalho;
4. Descrição sintetizada, do processo de execução da referida operação, em termosde método operatório a utilizar;
5. Critérios da qualidade
- Especificações técnicas
- Pontos/cm;
- Largura da costura;
- Número da linha;
- Composição da linha;
- Número da agulha;
6. Esquema de costura;
7. Tipo de máquina;
8. Tipo de ponto;
9. Desenho da operação;
10. Acessórios;
11. Tempos padrão.
DESCRIÇÃO DO PROCESSO OPERATÓRIO
EQUIPAMENTO ESPECIFICAÇÕES TÉCNICAS
NºDescrição da Operação Máquina Nº
PontoNº Agulha Acessórios
Pontos cm
Fios nº Comp.
Costura
Larg. Comp. EsquemaTempo
Desenho/Esquema Artigo/Posto
Data:
Modelo:
Refª:
Artigo:
Colecção:
Responsável
45
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
Do dossier devem fazer parte os seguintes elementos:
- Apresentação - Dados gerais
- Desenho Técnico
- Detalhes dos Cróquis
- Critérios de Qualidade
- Especificações de Medida
- Especificações de Estendimento
- Gama de Fabricação
- Lista de Materiais
- Nomenclatura
- Especificações de Embalagem
- Ficha de Custos
A elaboração de dossiers técnicos é uma tarefa que exige rigor, minúcia e tempo. Éportanto conveniente proceder à sua execução num sistema informático, concebido edesenvolvido especificamente para o efeito, conectado a um sistema de distribuiçãoelectrónico, com os seguintes requisitos:
- Possibilidade de acesso em qualquer parte da planta fabril;
- Existência de diferentes níveis de acesso;
- Actualização de informação de uma forma fácil e intuitiva;
- Baixo custo de instalação;
- Baixo custo operacional;
- Baixo custo de formação.
A utilização deste sistema permite uma maior facilidade na actualização da informação,a apresentação de informação fiável de forma uniforme, a redução de tempos, um maiorcontrolo nos acessos à informação e a diminuição de custos (ex. circulação de papéis).
Podemos referir que os efeitos positivos resultantes da utilização do dossier técnico,são:
- Correcta definição do produto e processo;
- Existência de normas de funcionamento e procedimento;
- Maior fiabilidade na previsão de necessidades, tempos e custos;
- Comunicação formal, rápida e eficiente;
- Produzir bem à primeira vez;
- Eliminação/redução de enganos e mal entendidos;
- Eliminação/redução de tempos improdutivos;
- Ciclo produtivo mais rápido;
46
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
- Aumento da produtividade global da empresa;
- Criação de uma imagem de confiança e qualidade.
O dossier técnico é um conjunto de documentos que definem o produto e o seuprocesso de fabrico.
Estes documentos podem referir-se a especificações do modelo, materiais a utilizar,especificações e métodos de fabrico, especificações de embalagem/armazenagem,critérios de qualidade, custos de fabrico, etc...
A existência de fichas de especificações de produto e de processo é um factor deprimordial impor tância para a correcta transmissão da informação econsequentemente para o bom funcionamento de qualquer empresa.
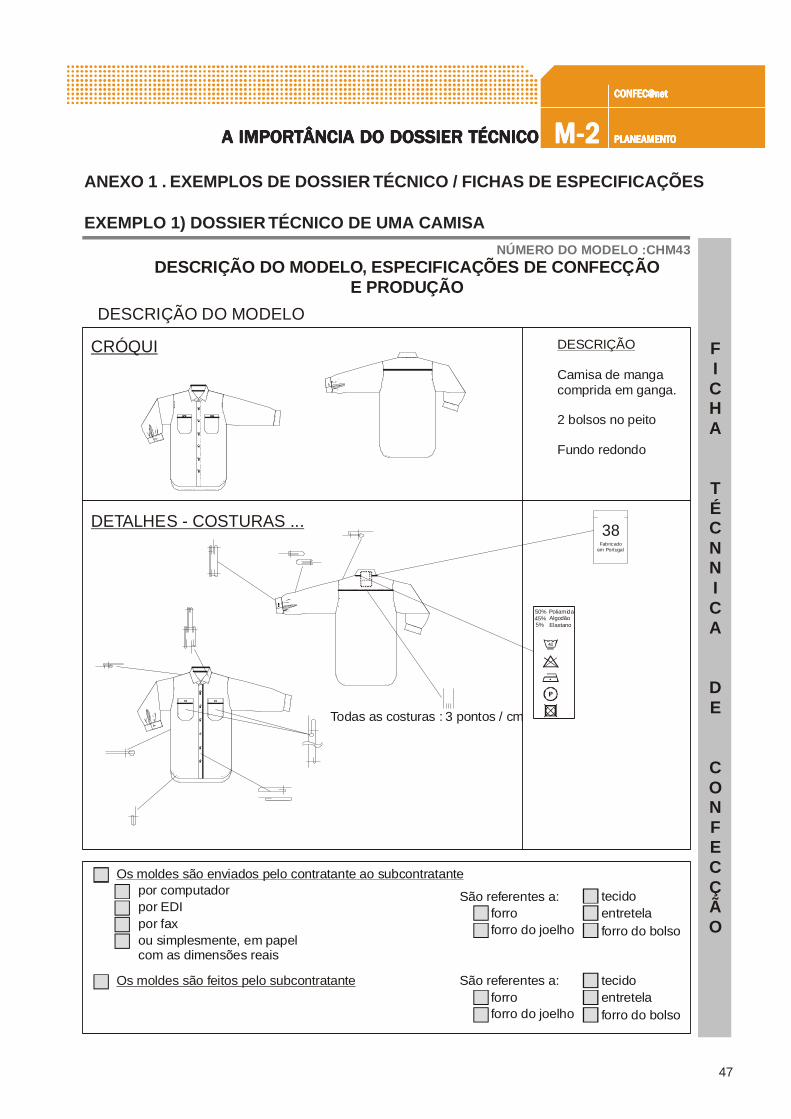
47
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
ANEXO 1 . EXEMPLOS DE DOSSIER TÉCNICO / FICHAS DE ESPECIFICAÇÕES
EXEMPLO 1) DOSSIER TÉCNICO DE UMA CAMISA
DESCRIÇÃO DO MODELO, ESPECIFICAÇÕES DE CONFECÇÃO E PRODUÇÃO
NÚMERO DO MODELO :CHM43
DESCRIÇÃO DO MODELO
DESCRIÇÃO
Camisa de mangacomprida em ganga.
2 bolsos no peito
Fundo redondo
CRÓQUI
DETALHES - COSTURAS ... 38Fabricado
em Portugal
Todas as costuras : 3 pontos / cm
50% Poliamida45% Algodão5% Elastano
Os moldes são enviados pelo contratante ao subcontratantepor computador
por faxou simplesmente, em papelcom as dimensões reais
por EDI
Os moldes são feitos pelo subcontratante
São referentes a: tecido forro entretela forro do joelho forro do bolso
São referentes a: tecido forro entretela forro do joelho forro do bolso
FICHA
TÉCNNICA
DE
CONFECÇÃO

48
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
NÚMERO DO MODELO :CHM43 ESPECIFICAÇÕES DE CONFECÇÃO E PRODUÇÃO
DIMENSÕES E INFORMAÇÕES DE TAMANHO
FICHA
TÉCNNICA
DE
CONFECÇÃO
L A
G
C D
H
B
J
Punho Colarinho
K
Tole-rância
Tamanho
Contorno do pescoço
Largura do ponto mais estreito das costas
Largura do ponto mais estreito da frente
½ peito
Comprimento da manga
Comp. do ombro
Total punho
Comprimento
Distância bolso ao ombro
Distância bolso à carcela
D
imen
sões
em
cm
K
D
L
H
C
J
I
B
A
G
48 49,5 51 52,5 54 55,5 +- 1
48 49,5 51 52,5 54 55,5 +- 1
4 4 4 4,5 4,5 5 +- 0,3
20 20,5 21,5 22 22,5 23,5 +- 0,3
7170 72 73 74 75 +- 2
54 56 58 60 62 64 +- 2
63 63,5 64 64,5 65 65,5 +- 0,5
15,5 16 16,5 17 17,5 18
+- 0,525 26 27 28 29 30
+- 0,5
37 38 39 40 41 42 +- 0,5
37 38 39 40 41 42
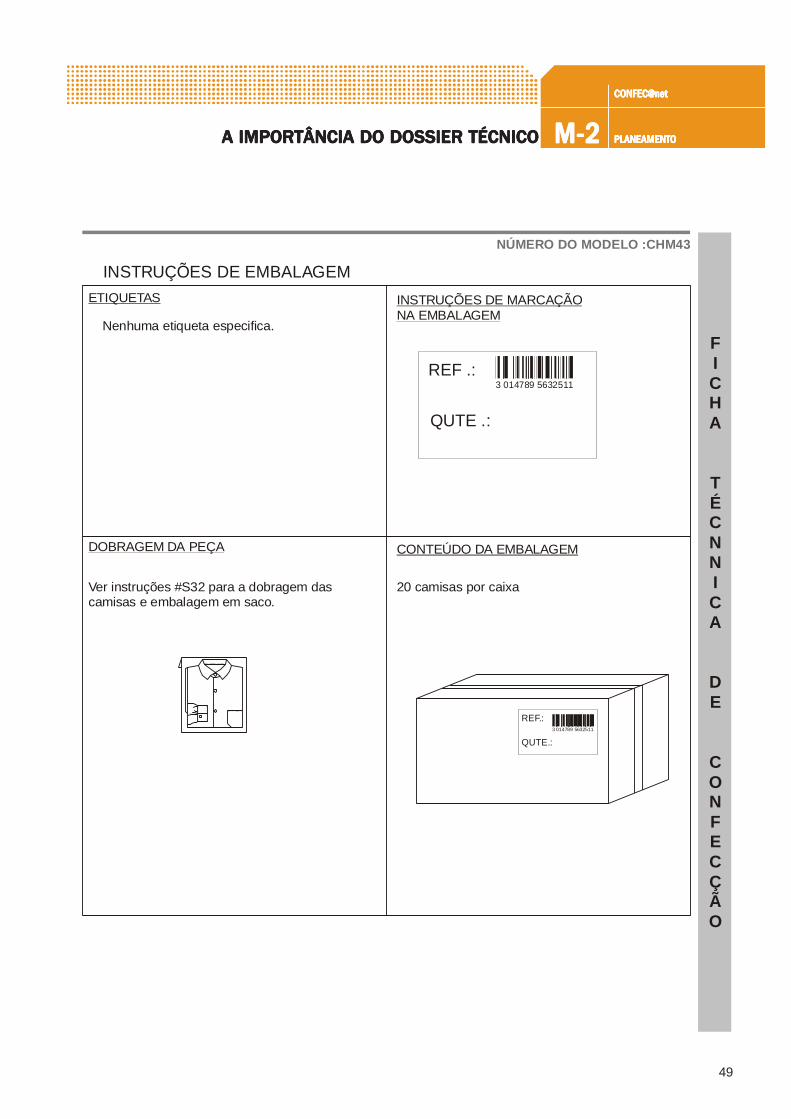
49
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
FICHA
TÉCNNICA
DE
CONFECÇÃO
NÚMERO DO MODELO :CHM43
INSTRUÇÕES DE EMBALAGEM
ETIQUETAS
Nenhuma etiqueta especifica.
INSTRUÇÕES DE MARCAÇÃONA EMBALAGEM
REF .:
QUTE .:
3 014789 5632511
DOBRAGEM DA PEÇA CONTEÚDO DA EMBALAGEM
Ver instruções #S32 para a dobragem dascamisas e embalagem em saco.
20 camisas por caixa
REF.:
QUTE.:
3 014789 5632511
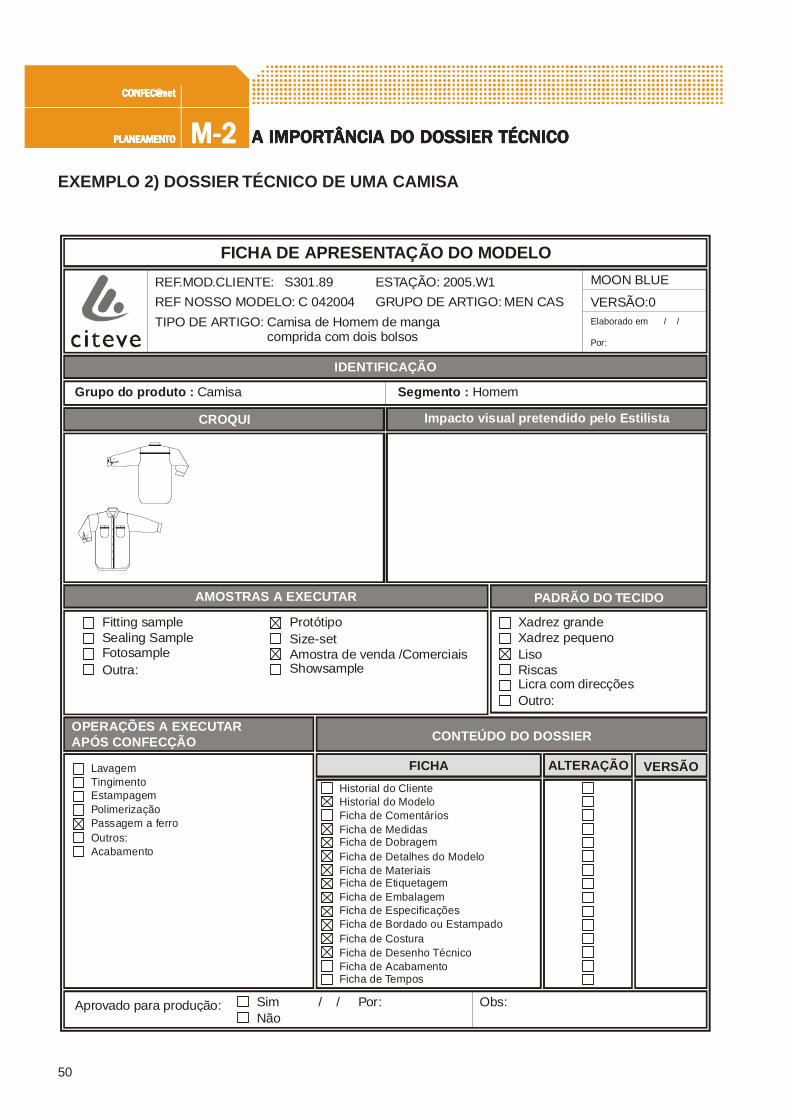
50
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
EXEMPLO 2) DOSSIER TÉCNICO DE UMA CAMISA
FICHA DE APRESENTAÇÃO DO MODELO
REF.MOD.CLIENTE: S301.89
REF NOSSO MODELO: C 042004
TIPO DE ARTIGO: Camisa de Homem de manga comprida com dois bolsos
ESTAÇÃO: 2005.W1
GRUPO DE ARTIGO: MEN CAS
MOON BLUE
VERSÃO:0Elaborado em / /
Por:
IDENTIFICAÇÃO
Grupo do produto : Camisa Segmento : Homem
Impacto visual pretendido pelo EstilistaCROQUI
Licra com direcções
Amostra de venda /ComerciaisSealing Sample
PADRÃO DO TECIDOAMOSTRAS A EXECUTAR
Fitting sample
FotosampleOutra:
ProtótipoSize-set
Showsample
Xadrez grandeXadrez pequenoLisoRiscas
Outro:
ALTERAÇÃO VERSÃO
OPERAÇÕES A EXECUTARAPÓS CONFECÇÃO
FICHA
CONTEÚDO DO DOSSIER
Historial do ClienteHistorial do ModeloFicha de ComentáriosFicha de MedidasFicha de DobragemFicha de Detalhes do ModeloFicha de MateriaisFicha de EtiquetagemFicha de EmbalagemFicha de EspecificaçõesFicha de Bordado ou EstampadoFicha de CosturaFicha de Desenho TécnicoFicha de AcabamentoFicha de Tempos
LavagemTingimentoEstampagemPolimerizaçãoPassagem a ferroOutros: Acabamento
Aprovado para produção: SimNão
/ / Por: Obs:
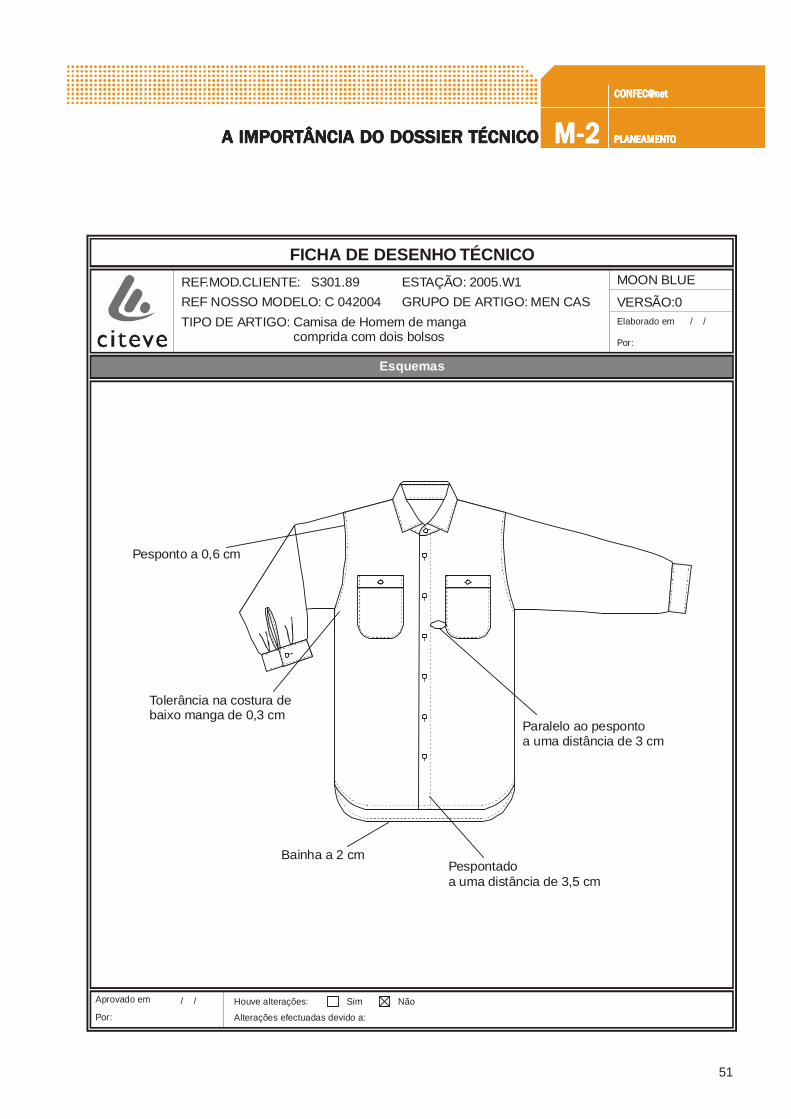
51
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
FICHA DE DESENHO TÉCNICO
REF.MOD.CLIENTE: S301.89
REF NOSSO MODELO: C 042004
TIPO DE ARTIGO: Camisa de Homem de manga comprida com dois bolsos
ESTAÇÃO: 2005.W1
GRUPO DE ARTIGO: MEN CAS
MOON BLUE
VERSÃO:0Elaborado em / /
Por:
Esquemas
Aprovado em / / NãoSim
Por:
Houve alterações:
Alterações efectuadas devido a:
Pespontadoa uma distância de 3,5 cm
Pesponto a 0,6 cm
Tolerância na costura debaixo manga de 0,3 cm
Bainha a 2 cm
Paralelo ao pespontoa uma distância de 3 cm
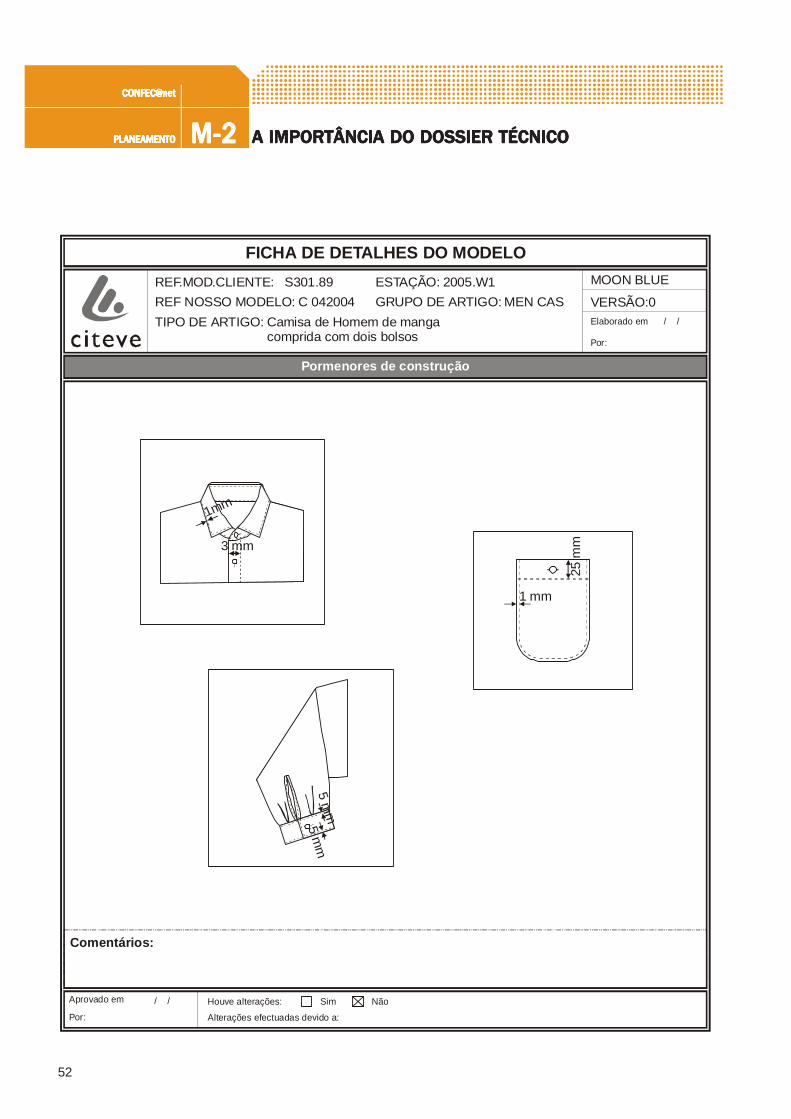
52
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
FICHA DE DETALHES DO MODELO
REF.MOD.CLIENTE: S301.89
REF NOSSO MODELO: C 042004
TIPO DE ARTIGO: Camisa de Homem de manga comprida com dois bolsos
ESTAÇÃO: 2005.W1
GRUPO DE ARTIGO: MEN CAS
MOON BLUE
VERSÃO:0Elaborado em / /
Por:
Pormenores de construção
Aprovado em / / NãoSim
Por:
Houve alterações:
Alterações efectuadas devido a:
1mm
3 mm
1 mm
25 m
m
5 mm
5 mm
Comentários:
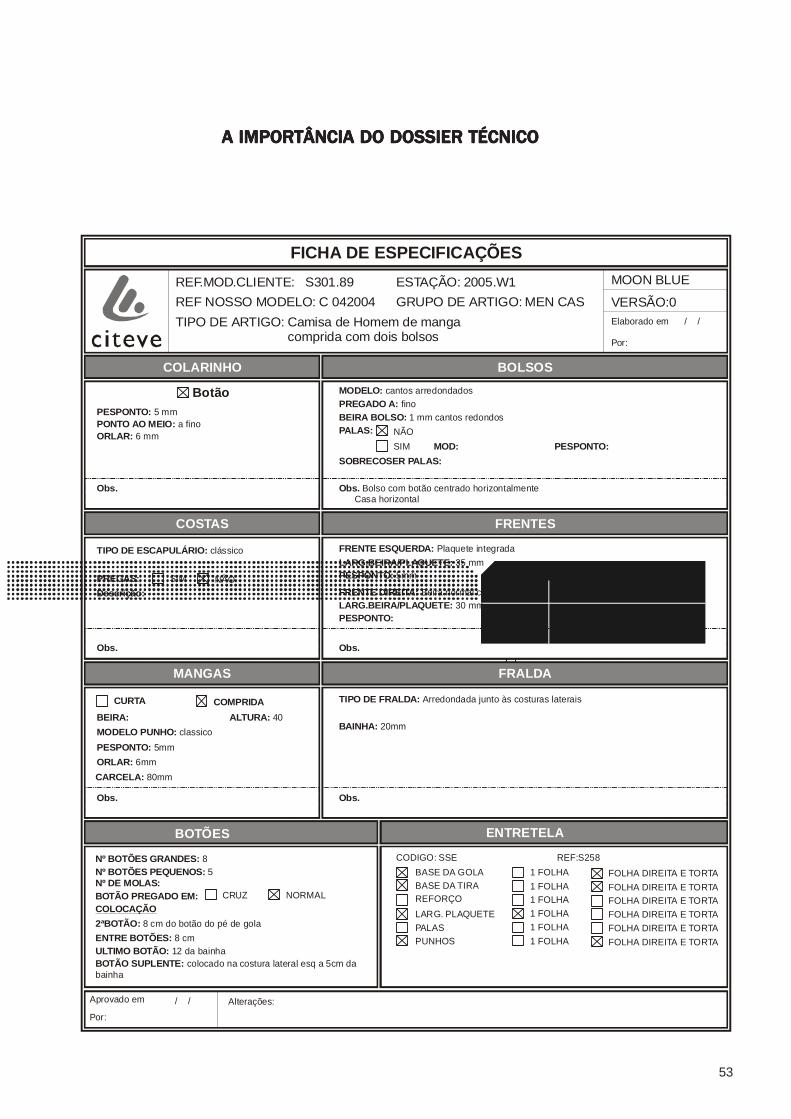
53
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
FICHA DE ESPECIFICAÇÕES
REF.MOD.CLIENTE: S301.89
REF NOSSO MODELO: C 042004
TIPO DE ARTIGO: Camisa de Homem de manga comprida com dois bolsos
ESTAÇÃO: 2005.W1
GRUPO DE ARTIGO: MEN CAS
MOON BLUE
VERSÃO:0Elaborado em / /
Por:
Aprovado em / /
Por:
Alterações:
COLARINHO BOLSOS
BotãoPESPONTO: 5 mmPONTO AO MEIO: a finoORLAR: 6 mm
MODELO: cantos arredondadosPREGADO A: finoBEIRA BOLSO: 1 mm cantos redondosPALAS:
SOBRECOSER PALAS:
MOD: PESPONTO:
NÃO
SIM
Obs. Bolso com botão centrado horizontalmente Casa horizontal
Obs.
COSTAS FRENTES
TIPO DE ESCAPULÁRIO: clássico
NÃOSIM PREGAS:
Descrição:
FRENTE ESQUERDA: Plaquete integrada
LARG.BEIRA/PLAQUETE: 35 mmPESPONTO: 5mm
FRENTE DIREITA: Beira normal cosidaLARG.BEIRA/PLAQUETE: 30 mmPESPONTO:
Obs.Obs.
MANGAS
Obs.
FRALDA
Obs.
COMPRIDACURTA TIPO DE FRALDA: Arredondada junto às costuras laterais
BAINHA: 20mmBEIRA:
MODELO PUNHO: classico
PESPONTO: 5mm
ORLAR: 6mm
CARCELA: 80mm
ALTURA: 40
BOTÕES ENTRETELA
Nº BOTÕES GRANDES: 8Nº BOTÕES PEQUENOS: 5Nº DE MOLAS:BOTÃO PREGADO EM:COLOCAÇÃO
2ªBOTÃO: 8 cm do botão do pé de gola
ENTRE BOTÕES: 8 cmULTIMO BOTÃO: 12 da bainhaBOTÃO SUPLENTE: colocado na costura lateral esq a 5cm dabainha
CODIGO: SSE REF:S258
BASE DA GOLA BASE DA TIRA REFORÇO
LARG. PLAQUETE
PALASPUNHOS
1 FOLHA
1 FOLHA 1 FOLHA
1 FOLHA
1 FOLHA
1 FOLHA
FOLHA DIREITA E TORTA
FOLHA DIREITA E TORTAFOLHA DIREITA E TORTA
FOLHA DIREITA E TORTA
FOLHA DIREITA E TORTA
FOLHA DIREITA E TORTA
NORMAL CRUZ
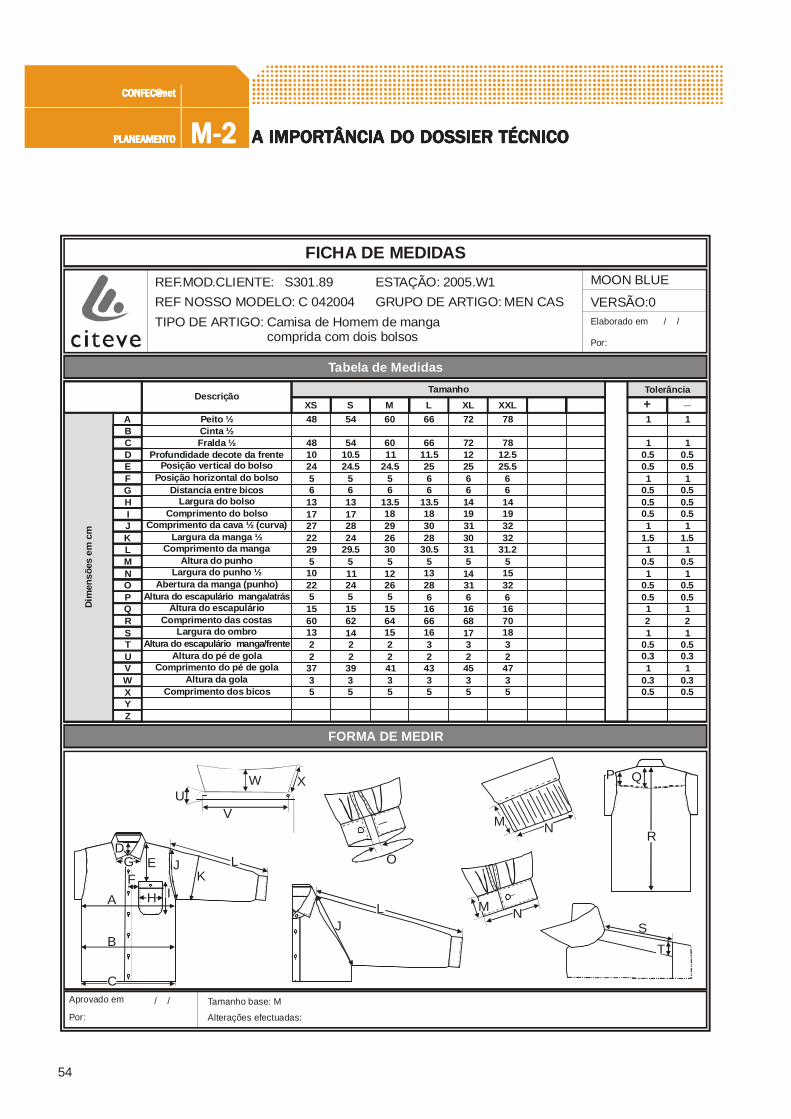
54
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
FICHA DE MEDIDAS
REF.MOD.CLIENTE: S301.89
REF NOSSO MODELO: C 042004
TIPO DE ARTIGO: Camisa de Homem de manga comprida com dois bolsos
ESTAÇÃO: 2005.W1
GRUPO DE ARTIGO: MEN CAS
MOON BLUE
VERSÃO:0Elaborado em / /
Por:
Tabela de Medidas
Aprovado em / /
Por:
Tamanho base: M
Alterações efectuadas:
Tamanho
ABCDEFGHIJKLMNOPQRSTUVWXYZ
Descrição
Dim
ensõ
es e
m c
m
Tolerância
XS S M L XL XXL + _1
10.50.51
0.50.50.51
1.51
0.51
0.50.5121
0.50.31
0.30.5
1
10.50.51
0.50.50.51
1.51
0.51
0.50.5121
0.50.31
0.30.5
78
78 12.525.5
6614193232
31.2515326167018324735
72
721225661419313031514316166817324535
66
6611.52566
13.5183028
30.55
13286
16661632
4335
48 54 60
48 54 6010 10.5 1124 24.5 24.55 5 56 6 6
13 13 13.517 17 1827 28 2922 24 2629 29.5 305 5 5
10 11 1222 24 265 5 5
15 15 1560 62 6413 14 152 2 22 2 2
37 39 413 3 35 5 5
Peito ½ Cinta ½ Fralda ½
Profundidade decote da frentePosição vertical do bolso
Posição horizontal do bolsoDistancia entre bicos
Largura do bolsoComprimento do bolso
Comprimento da cava ½ (curva) Largura da manga ½
Comprimento da mangaAltura do punho
Largura do punho ½ Abertura da manga (punho)
Altura do escapulário manga/atrásAltura do escapulário
Comprimento das costasLargura do ombro
Altura do escapulário manga/frenteAltura do pé de gola
Comprimento do pé de golaAltura da gola
Comprimento dos bicos
FORMA DE MEDIR
C
B
A
EF
D
H
GK
J L
I
WU
V
X
O
NM
NM
LJ S
T
P Q
R
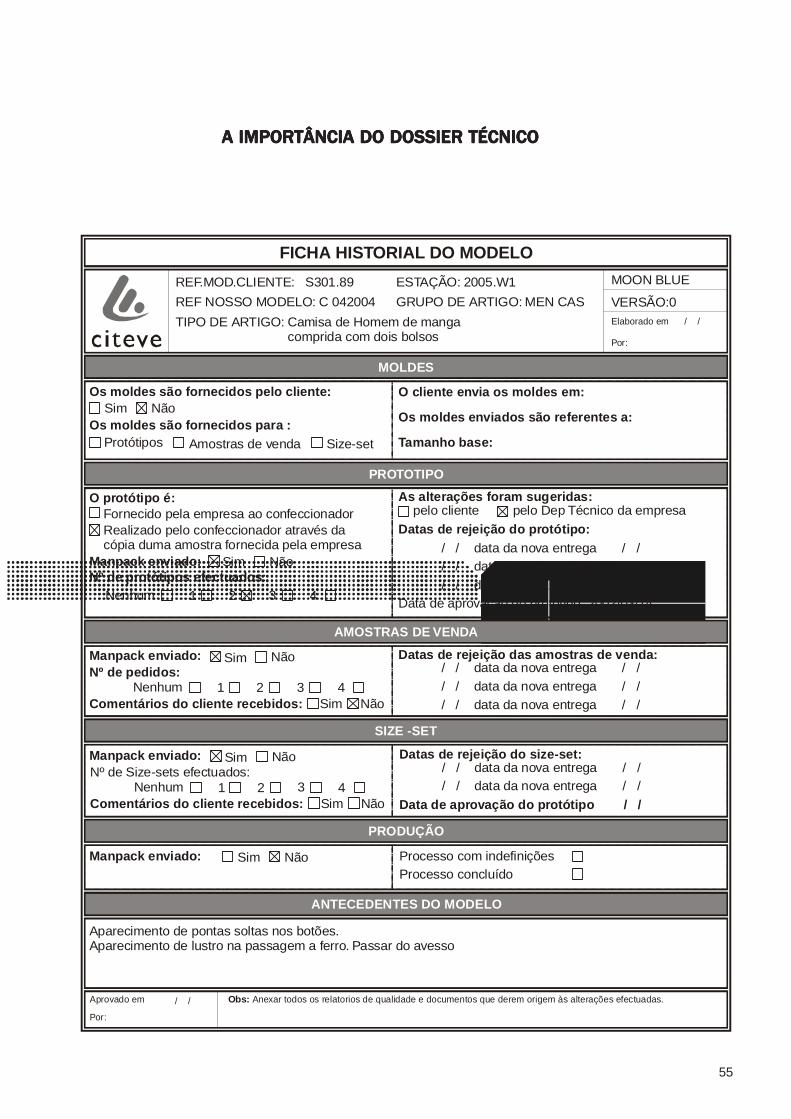
55
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
FICHA HISTORIAL DO MODELO
REF.MOD.CLIENTE: S301.89
REF NOSSO MODELO: C 042004
TIPO DE ARTIGO: Camisa de Homem de manga comprida com dois bolsos
ESTAÇÃO: 2005.W1
GRUPO DE ARTIGO: MEN CAS
MOON BLUE
VERSÃO:0Elaborado em / /
Por:
MOLDES
Aprovado em / /
Por:
Obs: Anexar todos os relatorios de qualidade e documentos que derem origem às alterações efectuadas.
Os moldes são fornecidos pelo cliente: Sim Não
Os moldes são fornecidos para :Protótipos Amostras de venda Size-set
O cliente envia os moldes em:
Os moldes enviados são referentes a:
Tamanho base:
PROTOTIPO
O protótipo é:Fornecido pela empresa ao confeccionadorRealizado pelo confeccionador através dacópia duma amostra fornecida pela empresa
Manpack enviado: Nº de protótipos efectuados:
As alterações foram sugeridas:pelo cliente pelo Dep Técnico da empresa
Datas de rejeição do protótipo: / / data da nova entrega / /
Data de aprovação do protótipo 2002/03/14
/ / data da nova entrega / /
/ / data da nova entrega / /
Sim Não
Nenhum 1 2 3 4
AMOSTRAS DE VENDA
Manpack enviado: NãoSim
Nenhum 1 2 3 4Nº de pedidos:
Comentários do cliente recebidos: Sim Não
Datas de rejeição das amostras de venda:/ / data da nova entrega / // / data da nova entrega / // / data da nova entrega / /
SIZE -SET
Manpack enviado: NãoSim
Nenhum 1 2 3 4Nº de Size-sets efectuados:
Comentários do cliente recebidos: Sim Não
Datas de rejeição do size-set:/ / data da nova entrega / // / data da nova entrega / /
Data de aprovação do protótipo / /
PRODUÇÃO
Manpack enviado: Sim Não Processo com indefinições Processo concluído
ANTECEDENTES DO MODELO
Aparecimento de pontas soltas nos botões.Aparecimento de lustro na passagem a ferro. Passar do avesso
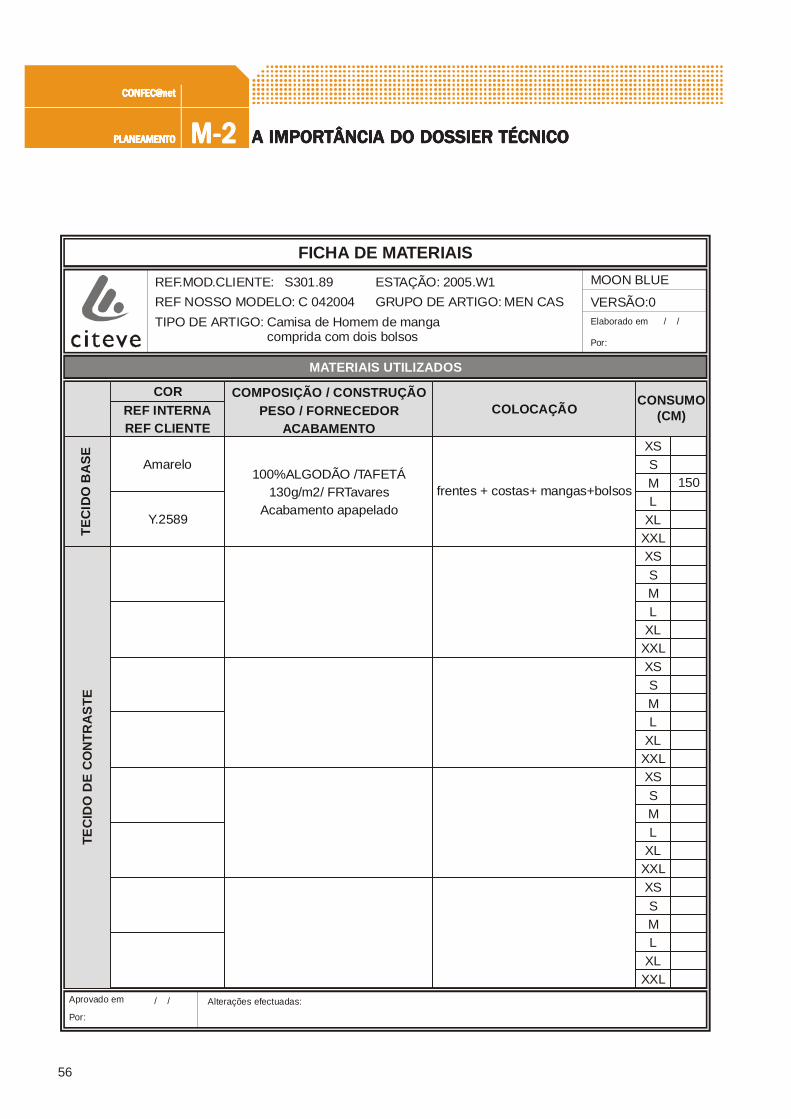
56
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
FICHA DE MATERIAIS
REF.MOD.CLIENTE: S301.89
REF NOSSO MODELO: C 042004
TIPO DE ARTIGO: Camisa de Homem de manga comprida com dois bolsos
ESTAÇÃO: 2005.W1
GRUPO DE ARTIGO: MEN CAS
MOON BLUE
VERSÃO:0Elaborado em / /
Por:
MATERIAIS UTILIZADOS
Aprovado em / /
Por:
Alterações efectuadas:
COR COMPOSIÇÃO / CONSTRUÇÃOPESO / FORNECEDOR
ACABAMENTO
COLOCAÇÃOCONSUMO
(CM)REF INTERNAREF CLIENTE
TE
CID
O B
AS
E
Amarelo100%ALGODÃO /TAFETÁ
130g/m2/ FRTavares Acabamento apapelado
frentes + costas+ mangas+bolsos
TEC
IDO
DE
CO
NT
RA
ST
E
150
XSSML
XLXXLXS
SML
XLXXLXSSML
XLXXLXS
SML
XLXXLXS
SML
XLXXL
Y.2589
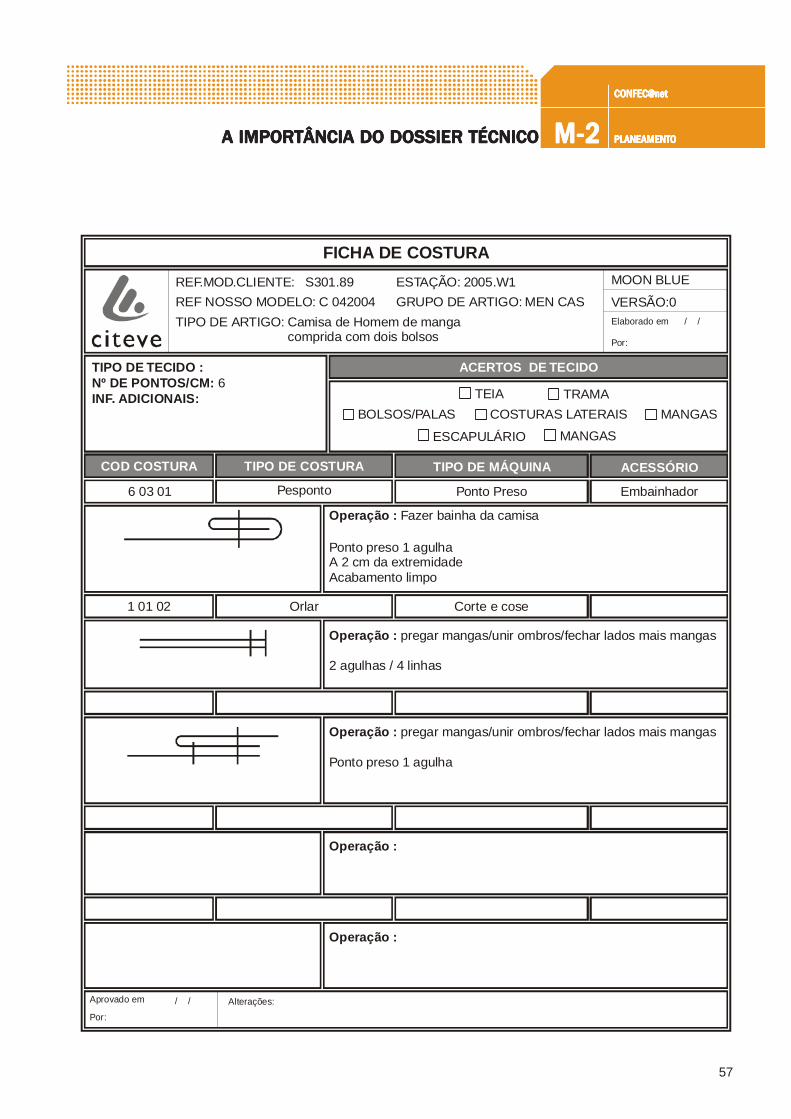
57
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
FICHA DE COSTURA
REF.MOD.CLIENTE: S301.89
REF NOSSO MODELO: C 042004
TIPO DE ARTIGO: Camisa de Homem de manga comprida com dois bolsos
ESTAÇÃO: 2005.W1
GRUPO DE ARTIGO: MEN CAS
MOON BLUE
VERSÃO:0Elaborado em / /
Por:
ACERTOS DE TECIDO
Aprovado em / /
Por:
Alterações:
TIPO DE TECIDO :Nº DE PONTOS/CM: 6 INF. ADICIONAIS: TEIA TRAMA
BOLSOS/PALAS COSTURAS LATERAIS MANGAS
ESCAPULÁRIO MANGAS
COD COSTURA TIPO DE COSTURA TIPO DE MÁQUINA ACESSÓRIO
6 03 01 Pesponto Ponto Preso Embainhador
Operação : Fazer bainha da camisa
Ponto preso 1 agulhaA 2 cm da extremidadeAcabamento limpo
1 01 02 Orlar Corte e cose
Operação : pregar mangas/unir ombros/fechar lados mais mangas
2 agulhas / 4 linhas
Operação : pregar mangas/unir ombros/fechar lados mais mangas
Ponto preso 1 agulha
Operação :
Operação :
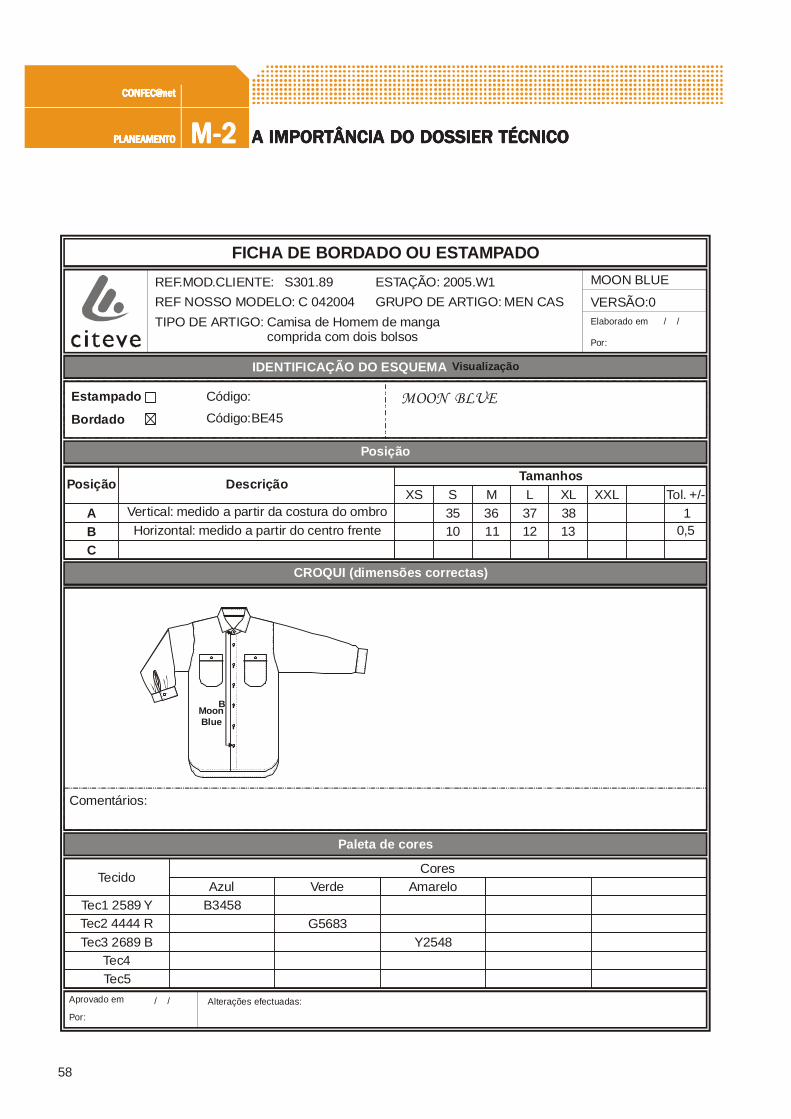
58
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
FICHA DE BORDADO OU ESTAMPADO
REF.MOD.CLIENTE: S301.89
REF NOSSO MODELO: C 042004
TIPO DE ARTIGO: Camisa de Homem de manga comprida com dois bolsos
ESTAÇÃO: 2005.W1
GRUPO DE ARTIGO: MEN CAS
MOON BLUE
VERSÃO:0Elaborado em / /
Por:
Aprovado em / /
Por:
Alterações efectuadas:
IDENTIFICAÇÃO DO ESQUEMA Visualização
Estampado
Bordado
Código:
Código:BE45
MOON BLUE
Posição
TamanhosDescriçãoPosição
Vertical: medido a partir da costura do ombro
Horizontal: medido a partir do centro frente
XS S M L XL XXL Tol. +/-ABC
35 36 37 38 110 11 12 13 0,5
CROQUI (dimensões correctas)
Tecido
Tec1 2589 YTec2 4444 R
Tec3 2689 BTec4Tec5
AzulB3458
Verde
G5683
Amarelo
Y2548
Cores
Paleta de cores
Comentários:
Moon Blue
B

59
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
FICHA DE ETIQUETAGEM
REF.MOD.CLIENTE: S301.89
REF NOSSO MODELO: C 042004
TIPO DE ARTIGO: Camisa de Homem de manga comprida com dois bolsos
ESTAÇÃO: 2005.W1
GRUPO DE ARTIGO: MEN CAS
MOON BLUE
VERSÃO:0Elaborado em / /
Por:
COLOCAÇÃO DAS ETIQUETAS
Aprovado em / /
Por:
Alterações efectuadas:
AB
Past and Future
3 014789 5632511
past&
past&
past&
ETIQUETA DE TAMANHO
Dobra/ Embalagem
ETIQUETA DE MARCA
ETIQUETA DECORATIVA
ETIQUETACOMPOSIÇÃO/LAVAGEM
ETIQUETA CARTÃO
ETIQUETA MADE IN
A
B
C
D
E
F
G
H
I
DESCRIÇÃO LOCAL DE COLOCAÇÃO QUANDO
Centrada 1 cm abaixo da costura do pé de gola.Cosida a toda a volta. Linha à cor da etiqueta
Centrada no lado direito (quem olha) da etiquetade marca. Deve ficar com 0,8 cm visiveis.
Presa na costura lateral esquerda 10 cmabaixo da baínha acabada.
Colocada simultaneamente com a etiqueta decomposição
Presa no segundo botão com uma laçada
Montagem
Montagem
Montagem
Montagem

60
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
FICHA DE DOBRAGEM
REF.MOD.CLIENTE: S301.89
REF NOSSO MODELO: C 042004
TIPO DE ARTIGO: Camisa de Homem de manga comprida com dois bolsos
ESTAÇÃO: 2005.W1
GRUPO DE ARTIGO: MEN CAS
MOON BLUE
VERSÃO:0Elaborado em / /
Por:
Aprovado em / /
Por:
Alterações efectuadas:
Acessórios
Descrição Quant Medida Observações
AlfinetesSacoCabide
PeitilhoPapel sulfito
Tira de cartãoCinta plásticaBorboletaGrampos
1
1114
15 x 30 cm
35 mm40 mm
deve ser colocada por cima da tira de cartão
PROCEDIMENTO DE DOBRA
23 cm
39 cm
O clip de plásticoé colocado nointerior da manga
Só quando a camisafor longa.
Clip de plástico
1 2 3 4 5 6a
6b 7a 7b 8
9
Medida final da peça após a dobra:
24 x 40 cm
Clip de plástico
Só quando a camisafor dobrada como 6a
Clip de plástico
Só quando a camisafor dobrada como 6b

61
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
FICHA DE EMBALAGEM
REF.MOD.CLIENTE: S301.89
REF NOSSO MODELO: C 042004
TIPO DE ARTIGO: Camisa de Homem de manga comprida com dois bolsos
ESTAÇÃO: 2005.W1
GRUPO DE ARTIGO: MEN CAS
MOON BLUE
VERSÃO:0Elaborado em / /
Por:
Critérios do cliente
Aprovado em / /
Por:
Obs:
O cliente aceita até um máximo de 8% de segundas qualidades.As fitas de arquear colocadas à volta da caixa não devem tapar nenhum dos rotulos.Cada caixa leva 3 fitas uma no centro e uma de cada lado a 5 cm da extremidade.
Caixa
Nome:Nº de peças por caixa:
telvite30
Ref interna:Medida da caixa:
cc 25 57 x 35x 26 cm
Rótulos
Rótulo A: rotulo azul colocado na face maior da caixa a 5 cm do fundo e a 3 cm da lateral
Rótulo B:
Procedimento de Embalagem
As camisas são colocadas nas caixas em camadas, cada camada é composta por 2 camisas. As duas camisas estão virada para o mesmo lado são sobrepostas da mesma forma com o colarinho parao mesmo lado.As duas camisas da 2ª camada são dispostas com o colarinho para o outo lado.A terceira camada é exactamente igual à primeira e assim sucesivamente. Repete-se este procedimento até atingir 2 cm do topo, quando se considera que a caixa está preenchida.
Na mesma caixa apenas podem seguir peças da mesma cor e tamanho.
Sortimentos
Esquemas
REF.:
QUTE.:3 014789 5632511
REF.:
QUTE.:
3 014789 5632511
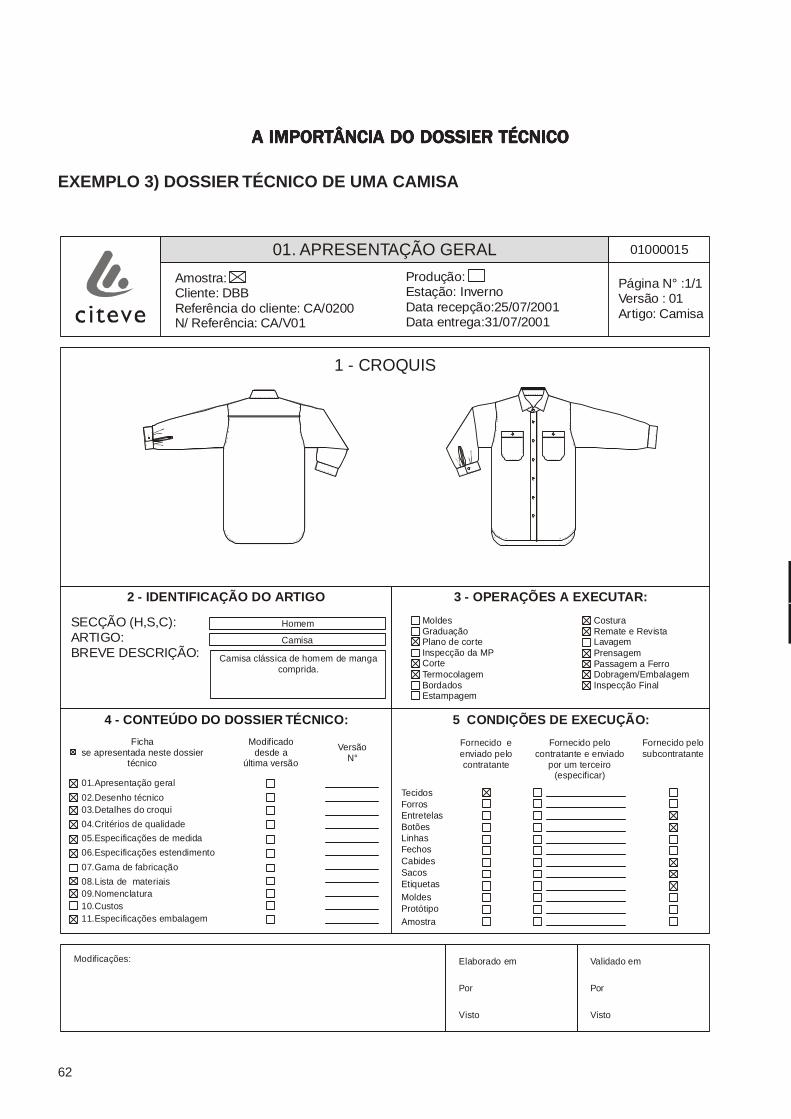
62
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
EXEMPLO 3) DOSSIER TÉCNICO DE UMA CAMISA
01. APRESENTAÇÃO GERAL 01000015
Página N° :1/1Versão : 01Artigo: Camisa
Produção:Estação: InvernoData recepção:25/07/2001Data entrega:31/07/2001
Amostra:Cliente: DBBReferência do cliente: CA/0200N/ Referência: CA/V01
1 - CROQUIS
2 - IDENTIFICAÇÃO DO ARTIGO 3 - OPERAÇÕES A EXECUTAR:
SECÇÃO (H,S,C):ARTIGO:BREVE DESCRIÇÃO:
Homem
Camisa
Camisa clássica de homem de mangacomprida.
Moldes Graduação Plano de corte Inspecção da MPCorte Termocolagem Bordados Estampagem
CosturaRemate e RevistaLavagemPrensagemPassagem a FerroDobragem/EmbalagemInspecção Final
4 - CONTEÚDO DO DOSSIER TÉCNICO:
Modificadodesde a
última versão
VersãoN°
01.Apresentação geral
02.Desenho técnico
04.Critérios de qualidade
05.Especificações de medida
06.Especificações estendimento
07.Gama de fabricação
08.Lista de materiais09.Nomenclatura10.Custos11.Especificações embalagem
Fichase apresentada neste dossier
técnico
03.Detalhes do croqui
5 CONDIÇÕES DE EXECUÇÃO:
Fornecido eenviado pelocontratante
Fornecido pelocontratante e enviado
por um terceiro(especificar)
Fornecido pelosubcontratante
TecidosForrosEntretelasBotõesLinhas FechosCabidesSacosEtiquetasMoldesProtótipoAmostra
Modificações: Validado em
Por
Visto
Elaborado em
Por
Visto
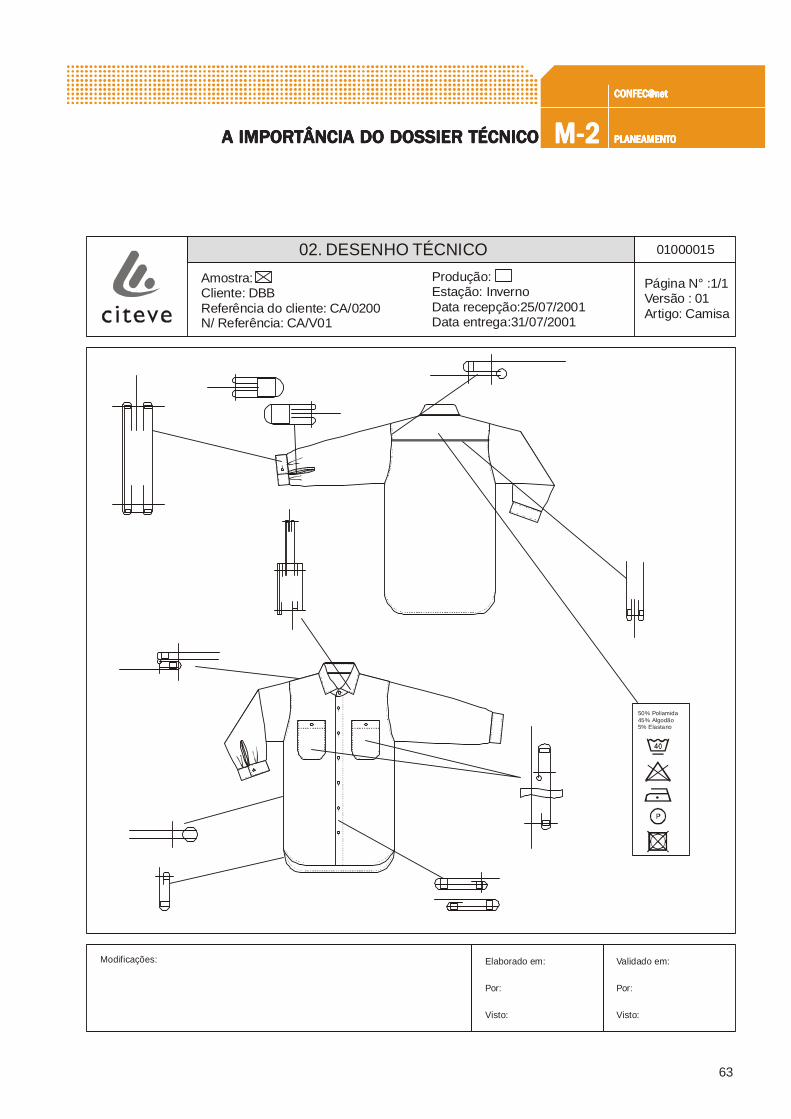
63
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
Modificações: Validado em:
Por:
Visto:
Elaborado em:
Por:
Visto:
02. DESENHO TÉCNICO 01000015
Página N° :1/1Versão : 01Artigo: Camisa
Produção:Estação: InvernoData recepção:25/07/2001Data entrega:31/07/2001
Amostra:Cliente: DBBReferência do cliente: CA/0200N/ Referência: CA/V01
50% Poliamida45% Algodão5% Elastano
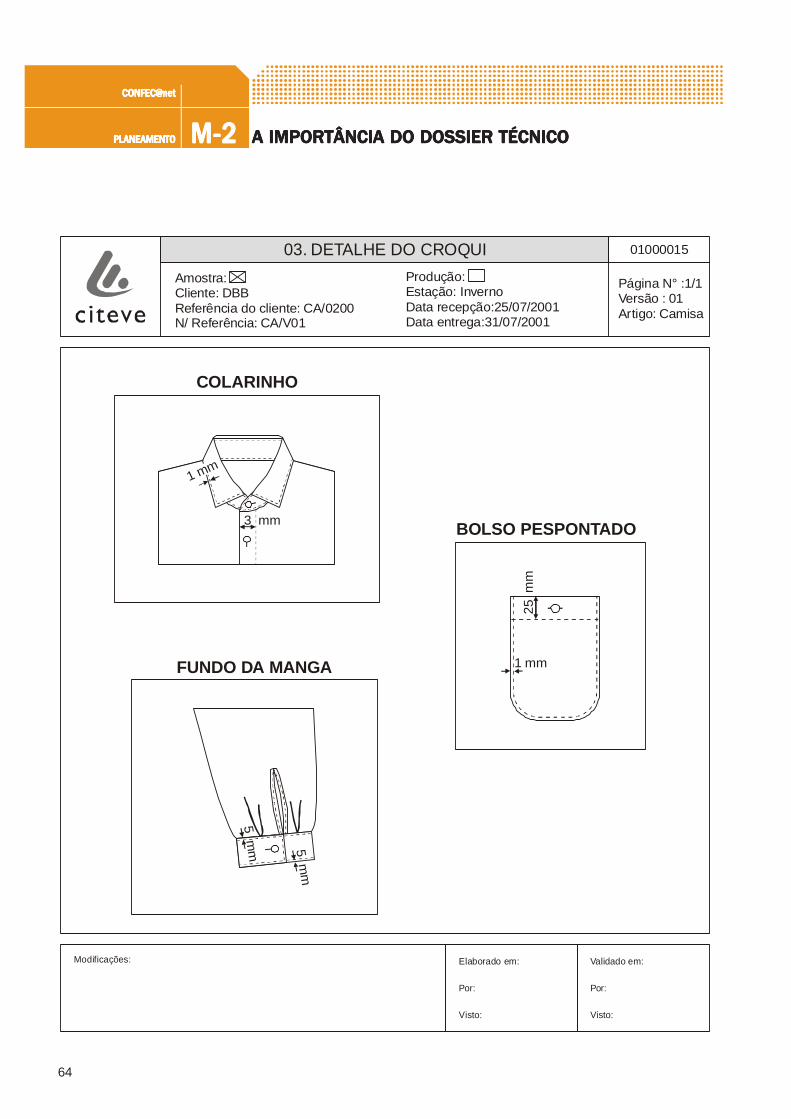
64
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
Modificações: Validado em:
Por:
Visto:
Elaborado em:
Por:
Visto:
03. DETALHE DO CROQUI 01000015
Página N° :1/1Versão : 01Artigo: Camisa
Produção:Estação: InvernoData recepção:25/07/2001Data entrega:31/07/2001
Amostra:Cliente: DBBReferência do cliente: CA/0200N/ Referência: CA/V01
1 mm
3 mm25
mm
1 mm
5 mm 5 m
m
COLARINHO
BOLSO PESPONTADO
FUNDO DA MANGA
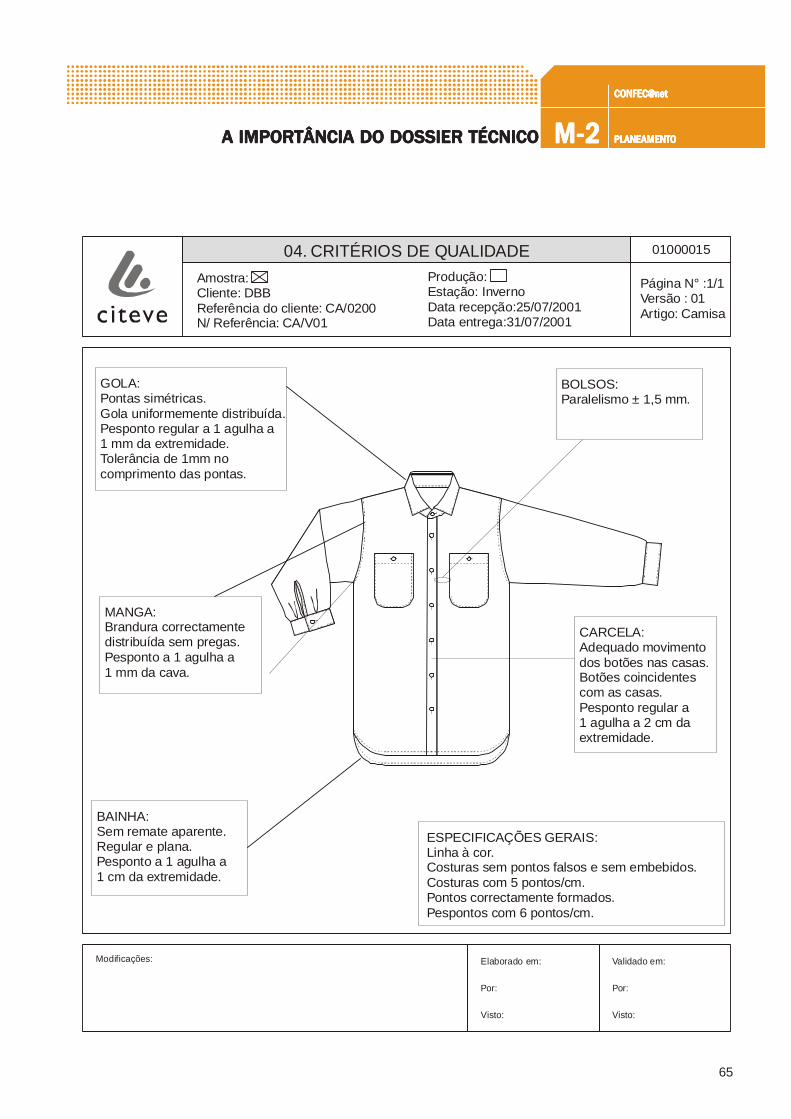
65
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
04. CRITÉRIOS DE QUALIDADE 01000015
Página N° :1/1Versão : 01Artigo: Camisa
Produção:Estação: InvernoData recepção:25/07/2001Data entrega:31/07/2001
Amostra:Cliente: DBBReferência do cliente: CA/0200N/ Referência: CA/V01
Modificações: Validado em:
Por:
Visto:
Elaborado em:
Por:
Visto:
MANGA:Brandura correctamentedistribuída sem pregas.Pesponto a 1 agulha a1 mm da cava.
BAINHA:Sem remate aparente.Regular e plana.Pesponto a 1 agulha a1 cm da extremidade.
GOLA:Pontas simétricas.Gola uniformemente distribuída.Pesponto regular a 1 agulha a1 mm da extremidade.Tolerância de 1mm nocomprimento das pontas.
ESPECIFICAÇÕES GERAIS:Linha à cor.Costuras sem pontos falsos e sem embebidos.Costuras com 5 pontos/cm.Pontos correctamente formados.Pespontos com 6 pontos/cm.
CARCELA:Adequado movimentodos botões nas casas.Botões coincidentescom as casas.Pesponto regular a1 agulha a 2 cm daextremidade.
BOLSOS:Paralelismo ± 1,5 mm.
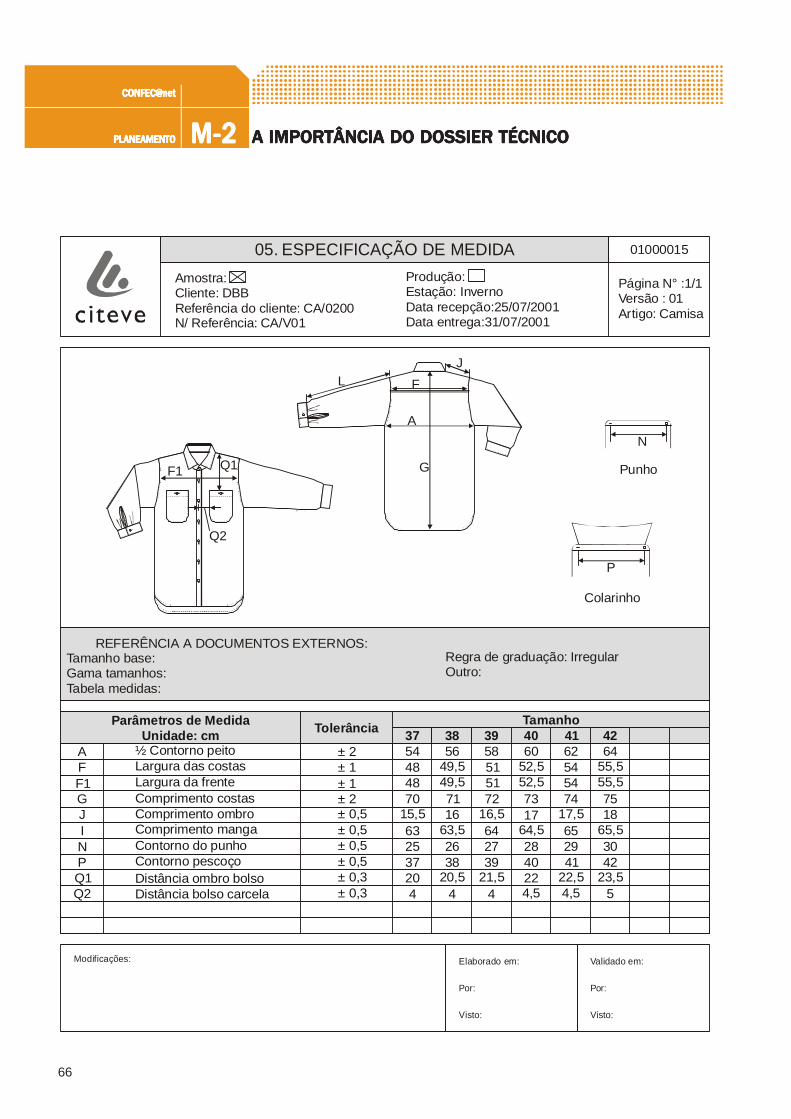
66
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
05. ESPECIFICAÇÃO DE MEDIDA 01000015
Página N° :1/1Versão : 01Artigo: Camisa
Produção:Estação: InvernoData recepção:25/07/2001Data entrega:31/07/2001
Amostra:Cliente: DBBReferência do cliente: CA/0200N/ Referência: CA/V01
Modificações: Validado em:
Por:
Visto:
Elaborado em:
Por:
Visto:
Parâmetros de MedidaUnidade: cm Tolerância
Tamanho37 38 39 40 41 42
A ½ Contorno peito ± 2 54 56 58 60 62 64F Largura das costas ± 1 48 49,5 51 52,5 54 55,5F1 Largura da frente ± 1 48 49,5 51 52,5 54 55,5
JComprimento costas ± 2 70 71 72 73 74 75
IComprimento ombro 15,5 16 16,5 17 17,5 18
NComprimento manga
± 0,563 63,5 64 64,5 65 65,5
PContorno do punho 25 26 27 28 29 30
Q1Contorno pescoço ± 0,5 37 38 39 40 41 42
Q2Distância ombro bolso ± 0,3 20 20,5 21,5 22 22,5 23,5Distância bolso carcela ± 0,3 4 4 4 4,5 4,5 5
REFERÊNCIA A DOCUMENTOS EXTERNOS:Tamanho base: Gama tamanhos: Tabela medidas:
Regra de graduação: IrregularOutro:
G± 0,5± 0,5
L F
A
G
J
Punho
N
Colarinho
P
F1 Q1
Q2
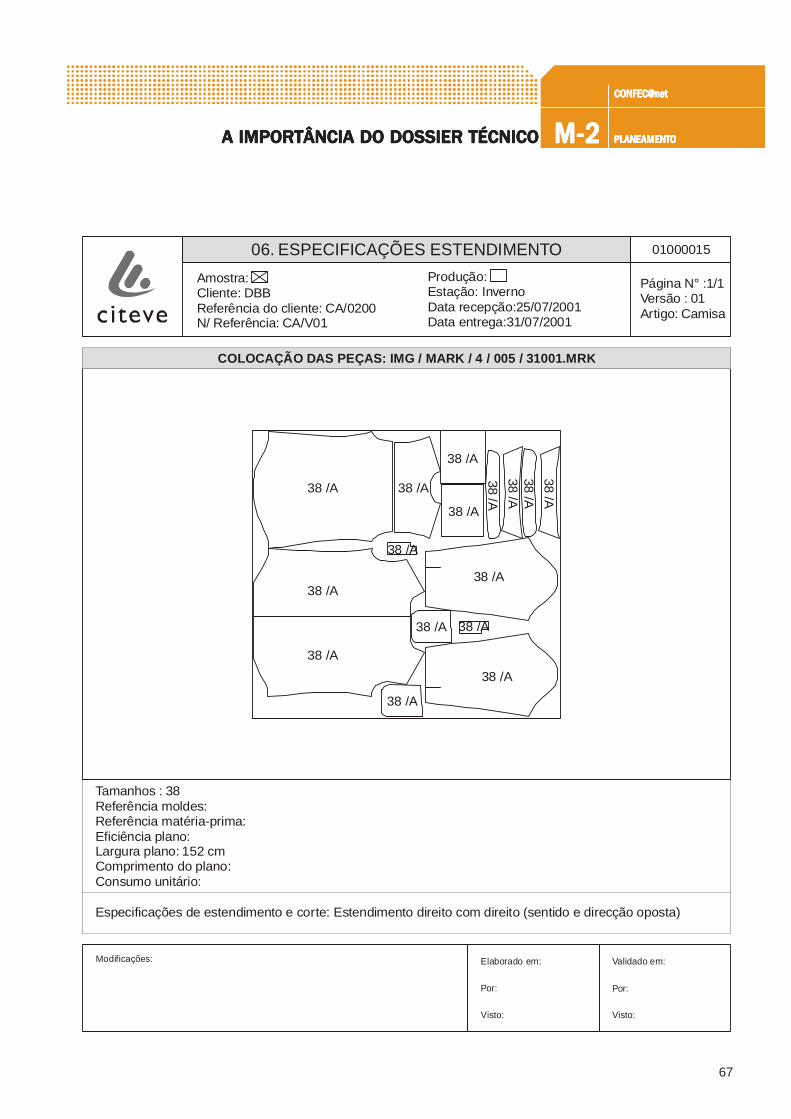
67
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
06. ESPECIFICAÇÕES ESTENDIMENTO 01000015
Página N° :1/1Versão : 01Artigo: Camisa
Produção:Estação: InvernoData recepção:25/07/2001Data entrega:31/07/2001
Amostra:Cliente: DBBReferência do cliente: CA/0200N/ Referência: CA/V01
Modificações: Validado em:
Por:
Visto:
Elaborado em:
Por:
Visto:
COLOCAÇÃO DAS PEÇAS: IMG / MARK / 4 / 005 / 31001.MRK
Tamanhos : 38Referência moldes:Referência matéria-prima: Eficiência plano: Largura plano: 152 cmComprimento do plano: Consumo unitário:
Especificações de estendimento e corte: Estendimento direito com direito (sentido e direcção oposta)
38 /A
38 /A
38 /A
38 /A
38 /A
38 /A
38 /A
38 /A
38 /A38 /A
38 /A
38 /A
38 /A
38 /A
38 /A
38 /A
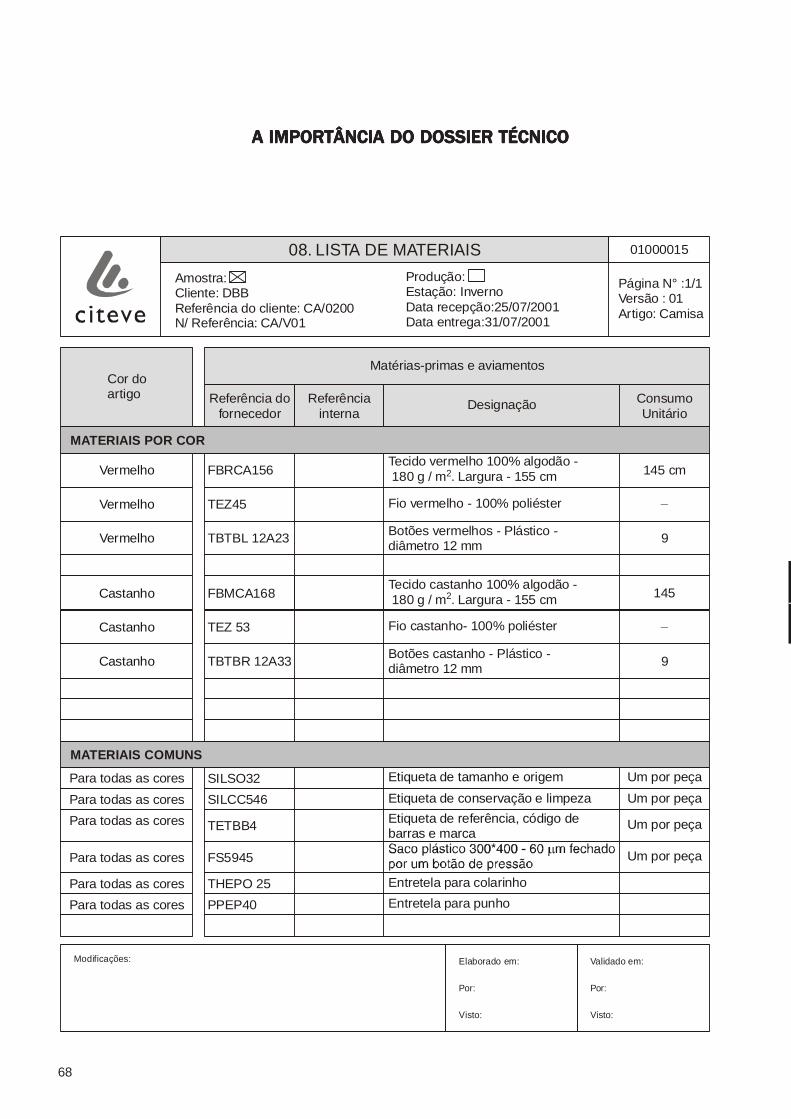
68
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
Modificações: Validado em:
Por:
Visto:
Elaborado em:
Por:
Visto:
Cor doartigo
MATERIAIS POR COR
Matérias-primas e aviamentos
Referência dofornecedor
Referênciainterna
Designação ConsumoUnitário
08. LISTA DE MATERIAIS 01000015
Página N° :1/1Versão : 01Artigo: Camisa
Produção:Estação: InvernoData recepção:25/07/2001Data entrega:31/07/2001
Amostra:Cliente: DBBReferência do cliente: CA/0200N/ Referência: CA/V01
Vermelho
Vermelho
Vermelho
Castanho
Castanho
Castanho
MATERIAIS COMUNS
Para todas as cores
Para todas as cores
Para todas as cores
Para todas as cores
Etiqueta de tamanho e origem
Etiqueta de conservação e limpeza Um por peça
Etiqueta de referência, código debarras e marca
Um por peça
Um por peça
Um por peçaPara todas as cores
Para todas as cores
SILSO32
SILCC546
TETBB4
FS5945
THEPO 25
PPEP40
Entretela para colarinho
Entretela para punho
FBRCA156
TEZ45
TBTBL 12A23
FBMCA168
TEZ 53
TBTBR 12A33
Tecido vermelho 100% algodão - 180 g / m . Largura - 155 cm2
Fio vermelho - 100% poliéster
Botões vermelhos - Plástico -diâmetro 12 mm
Tecido castanho 100% algodão - 180 g / m . Largura - 155 cm2
Fio castanho- 100% poliéster
Botões castanho - Plástico -diâmetro 12 mm
145 cm
_
9
145
_
9

69
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
Modificações: Validado em:
Por:
Visto:
Elaborado em:
Por:
Visto:
09. NOMENCLATURA 01000015
Página N° :1/1Versão : 01Artigo: Camisa
Produção:Estação: InvernoData recepção:25/07/2001Data entrega:31/07/2001
Amostra:Cliente: DBBReferência do cliente: CA/0200N/ Referência: CA/V01
MATÉRIAS-PRIMAS E AVIAMENTOS
Referência do artigo FBRCA156 AMOSTRA CARTAZ DE CORESReferência da cor VERMELHOEstrutura TAFETÁComposição 100% ALGODÃOLargura 150 cmPeso/m2 180 g/m2
Consumo por unidade Acabamento especial
AMOSTRA CARTAZ DE CORES
AMOSTRA CARTAZ DE CORES
AMOSTRA CARTAZ DE CORES
Referência do artigoReferência da corEstruturaComposiçãoLarguraPeso/m2
Consumo por unidade Acabamento especial
Referência do artigoReferência da corComposiçãoLarguraPeso/m2
Consumo por unidade Acabamento especial
Referência do artigoReferência da corComposiçãoLargura
Peso/m2
Consumo por unidade Acabamento especial
FBMCA168CastanhoTAFETÁ100% ALGODÃO150 cm180 g/m2
THEPO 25BRANCO
PPEP 40CINZENTO
ENTRETELA DO PUNHO
ENTRETELA DO COLARINHO
TECIDO
TECIDO
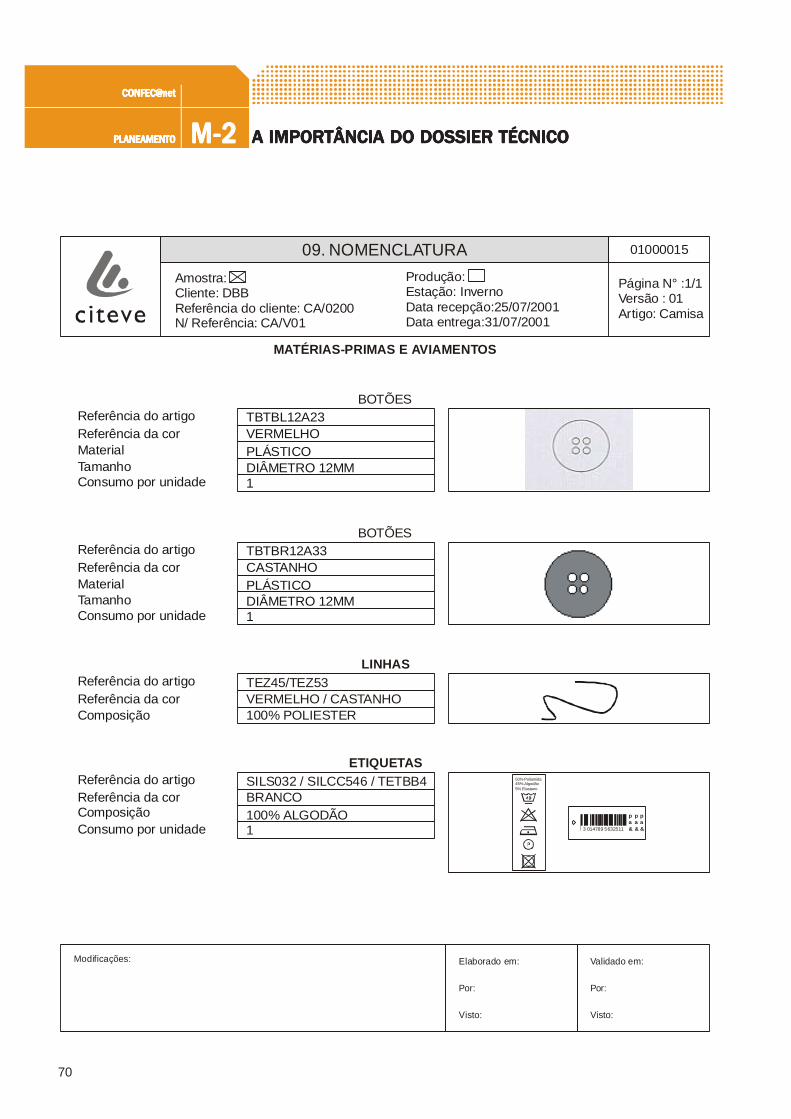
70
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
Modificações: Validado em:
Por:
Visto:
Elaborado em:
Por:
Visto:
09. NOMENCLATURA 01000015
Página N° :1/1Versão : 01Artigo: Camisa
Produção:Estação: InvernoData recepção:25/07/2001Data entrega:31/07/2001
Amostra:Cliente: DBBReferência do cliente: CA/0200N/ Referência: CA/V01
MATÉRIAS-PRIMAS E AVIAMENTOS
Referência do artigoReferência da corMaterialTamanho
TBTBL12A23VERMELHOPLÁSTICODIÂMETRO 12MM
Consumo por unidade 1
BOTÕES
Referência do artigoReferência da corMaterialTamanho
TBTBR12A33CASTANHOPLÁSTICODIÂMETRO 12MM
Consumo por unidade 1
BOTÕES
Referência do artigoReferência da corComposição 100% POLIESTER
VERMELHO / CASTANHOTEZ45/TEZ53
LINHAS
Referência do artigoReferência da cor
Consumo por unidade
SILS032 / SILCC546 / TETBB4BRANCO100% ALGODÃO1
Composição
ETIQUETAS
3 014789 5632511
pa&
pa&
pa&
50% Poliamida45% Algodão5% Elastano
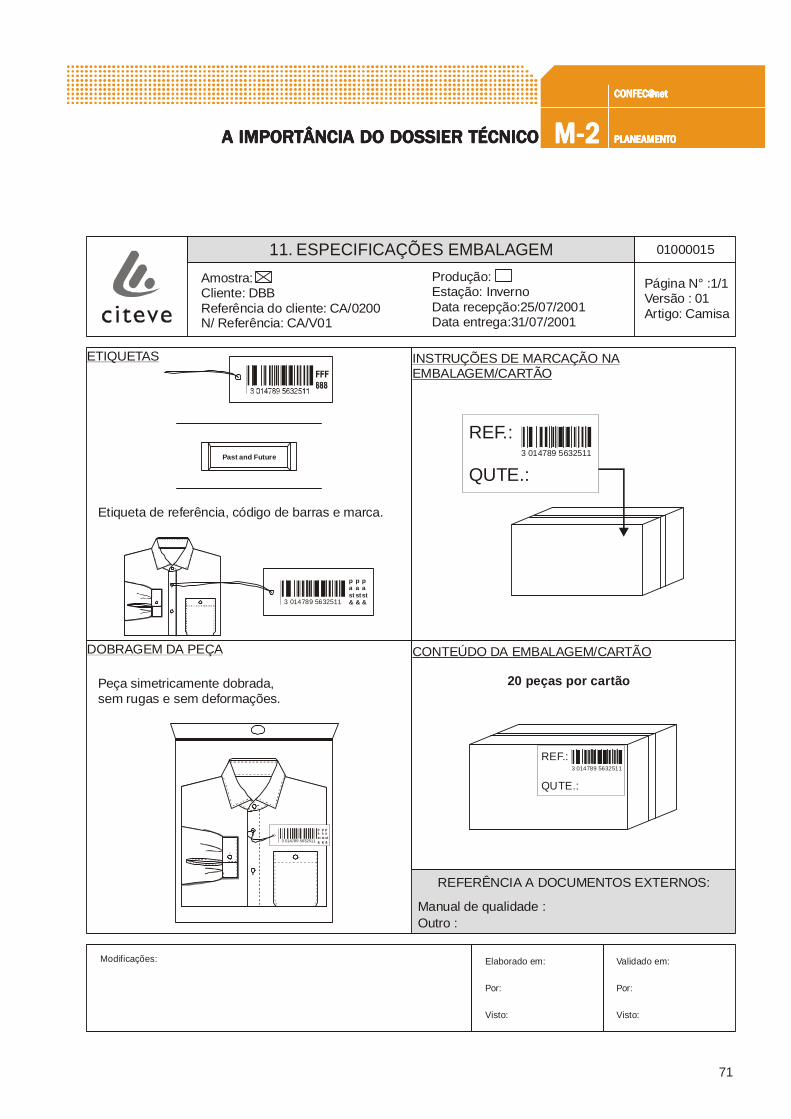
71
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
Modificações: Validado em:
Por:
Visto:
Elaborado em:
Por:
Visto:
11. ESPECIFICAÇÕES EMBALAGEM 01000015
Página N° :1/1Versão : 01Artigo: Camisa
Produção:Estação: InvernoData recepção:25/07/2001Data entrega:31/07/2001
Amostra:Cliente: DBBReferência do cliente: CA/0200N/ Referência: CA/V01
ETIQUETAS INSTRUÇÕES DE MARCAÇÃO NAEMBALAGEM/CARTÃO
DOBRAGEM DA PEÇA CONTEÚDO DA EMBALAGEM/CARTÃO
20 peças por cartão
REFERÊNCIA A DOCUMENTOS EXTERNOS:
Manual de qualidade :Outro :
REF.:
QUTE.:3 014789 5632511
REF.:
QUTE.:
3 014789 5632511
Past and Future
3 014789 5632511
past&
past&
past&
3 014789 5632511
past&
past&
past&
Etiqueta de referência, código de barras e marca.
Peça simetricamente dobrada,sem rugas e sem deformações.
72
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
AUTO-TESTE DO TEMA
Instruções de utilização: O questionário, a que a seguir vai responder, é constituídopor 16 itens, distribuídos por 4 secções, identificadas pelas letras do alfabeto que vão deA a D. Dentro de cada secção os itens estão numerados de 1 a 4, deverá seleccionar a/as respostas que considerar mais adequadas para responder correctamente a cadauma das questões.
Funções do gabinete técnico:
C1
C2
C3
C4
Definir as especificações do modelo.
Assegurar-se da existência dos acessórios no armazém.
Elaboração de estudos técnicos e fichas técnicas.Assegurar-se da existência de “malha/tecido” no armazém.
TOTAL
Do dossier devem fazer parte os seguintes elementos:
B1
B2
B3
B4
Ficha de cronometragem.
Detalhes dos croquis.
Especificações de medida.
Gama de fabricação.
TOTAL
A Indústria do Vestuário encontra-se em época de mudança:
A1
A2
A3
A4
As encomendas são cada vez mais pequenas e numa gama ampla de produtos.
Prazos de entrega mais alargados.
TOTAL
Modelos cada vez menos elaborados.
Controlo apertado dos custos.
O que deve conter o dossier técnico:
D1
D2
D3
D4
O dossier técnico deve conter só informação técnica do produto.
O dossier técnico deve conter o desenho técnico do modelo.
O dossier técnico deve conter informação técnica do modelo, procedimentos de dobra e empacotamento, prazos de entrega, etc.
Gama operatória do modelo, com os respectivos tempos.
TOTAL
73
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-2M-2M-2M-2M-2 PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
SOLUÇÃO DOS EXERCICIOS
A Indústria do Vestuário encontra-se em época de mudança:
A1
A2
A3
A4
As encomendas são cada vez mais pequenas e numa gama ampla de produtos.
Prazos de entrega mais alargados.
TOTAL
Modelos cada vez menos elaborados.
Controlo apertado dos custos.
Do dossier devem fazer parte os seguintes elementos:
B1
B2
B3
B4
Ficha de cronometragem.
Detalhes dos croquis.
Especificações de medida.
Gama de fabricação.
TOTAL
Funções do gabinete técnico:
C1
C2
C3
C4
Definir as especificações do modelo.
Assegurar-se da existência dos acessórios no armazém.
Elaboração de estudos técnicos e fichas técnicas.Assegurar-se da existência de “malha/tecido” no armazém.
TOTAL
O que deve conter o dossier técnico:
D1
D2
D3
D4
O dossier técnico deve conter só informação técnica do produto.
O dossier técnico deve conter o desenho técnico do modelo.
O dossier técnico deve conter informação técnica do modelo, procedimentos de dobra e empacotamento, prazos de entrega, etc.
Gama operatória do modelo, com os respectivos tempos.
TOTAL
74
M-2M-2M-2M-2M-2PLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTOPLANEAMENTO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICOA IMPORTÂNCIA DO DOSSIER TÉCNICO
BIBLIOGRAFIA
[1] ARAÚJO, Mário de - “Tecnologia do vestuário”. Lisboa: Fundação CalousteGulbenkian, 1996. ISBN 972-31-0706-6.
[2] FRANÇOIS, A. R. - “Organização da empresa". Porto: Rés-Editora.
[3] ROSÁRIO, Cristina -“Desenvolvimento do dossier do produto”. Braga: Controlconsul,2003.
[4] SANTOS, Gilda - “Elaboração do dossier técnico”. V.N. Famalicão: CITEVE, 2002.