2.1 processos de fabricaÇÃo: processamento de …felipeb.com/unipampa/aulas/im/cap02-02.pdf ·...
TRANSCRIPT

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Exemplo: estabilização da
ZrO2 por CaO
POLIMORFISMO
B – CARACTERIZAÇÃO DA MATÉRIA-PRIMA2.1.1 MATÉRIA-PRIMA
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Dilatação térmica de uma argila
com SiO2 (quartzo)
POLIMORFISMO
B – CARACTERIZAÇÃO DA MATÉRIA-PRIMA2.1.1 MATÉRIA-PRIMA
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Per
da d
e pe
so
Temperatura
d - Haloisita
d - Haloisita
b - Bentonita
b - Bentonita
c - Ilita
c - Ilita
a - Caolim
a - Caolim
DTA
POLIMORFISMO
B – CARACTERIZAÇÃO DA MATÉRIA-PRIMA2.1.1 MATÉRIA-PRIMA
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
•Desagregação de aglomerados
•Diminuição do tamanho de partícula
•Aumento da área específica
•Ativação da superfície
•Homogeneização
•Promoção de reações química
A - OBJETIVOS
2.1.2 MOAGEM2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS
De um modo geral:
- só 7 a 13% da energia efetivamente utilizada
- maior parte da energia dissipada como calor
- aumento da área superficial
- formulação
sub processos:
deformação plástica das partículas
deformação elástica
rearranjo cristalino

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
pós secos
mistura com solvente
polpa
aditivação
moagem
secagem
pós secos
aditivação
moagem
ÚMIDO SECO
B - TIPOS
2.1.2 MOAGEM2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Moagem a úmido
- Processo eficiente na moagem de matérias-primas heterogêneas
- Moagem geralmente descontínua ou por bateladas
- Equipamentos: moinhos horizontais com estrutura de aço, revestidos internamente de
silex ou borracha, com corpos moedores de sílex ou alumina de alta densidade
- Utiliza-se além de água um eletrólito (à base de Na)
- Tempo de moagem: função da friabilidade das matérias-primas, sua forma e distribuição
granulométrica, da natureza, forma e distribuição de tamanho e carga dos corpos
moedores, e da curva de defloculação da polpa (barbotina)
- Uma vez atingidos os parâmetros de viscosidade e densidade, o moinho é descarregado
e a barbotina armazenada em tanques onde é constantemente agitada
B - TIPOS
2.1.2 MOAGEM2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Moagem a seco
- Processo adotado quando a massa cerâmica comporta uma ou no máximo duas argilas
- Equipamentos: destorroador, moinho de martelos e peneira
- Equipamentos mais modernos: moinhos pendulares, peneiras vibratórias e granuladores
pós com granulometria e morfologia similares ao pó
atomizado obtido por via úmida.
B - TIPOS
2.1.2 MOAGEM2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Vantagens moagem a úmido
- baixo consumo energia
- sem pós
- altas velocidades de rotação
- peneiramento a úmido
- boa homogeneização
- moagem mais efetiva
- distribuição mais estreita
- compatibilidade com spray
drying e colagem
Vantagens moagem a seco
- dispensa secagem dos pós
- sem reações pó/líquido
- menor desgaste dos moinhos
- pode ser interrompida a qualquer
momento
- passível de otimização
B - TIPOS
2.1.2 MOAGEM2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
- Eficiência energética da moagem literatura: valores entre 0,1% e 20%
variação devido às diferentes
formas usadas no cálculo da
energia mínima de cominuição
- A quebra de partículas individuais representa o modo mais eficiente de cominuir
materiais, minimiza-se perdas devido ao atrito e a eventos mal sucedidos
A energia total consumida depende
significativamente da razão entre a energia usada
em cada impacto e a energia média de fratura das
partículas em cada classe de tamanhos, sendo que
a energia mínima corresponde a uma razão
tipicamente entre 1,5 e 4.
A partir desta metodologia obteve-se a eficiência
energética da moagem com variação de 8 a 23%,
conforme do material.
CARACTERÍSTICASB - TIPOS2.1.2 MOAGEM
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Cálculo da eficiência energética da cominuição em moinho de bolas
Material Simulação Moinho de bolas Eficiência (%)
Ek,t (kWhr/ton) Wi (kWhr/ton) Fonte Emoagem (kWhr/ton)
Apatita 0,84 - - - -
Magnetita 0,94 12,0 [2] 5,1 18
Quartzo 1,63 16,5 [4] 7,0 23
Basalto 1,72 20,4 [4] 8,6 20
Mármore 0,22 6,7 [13] 2,8 8
Minério de cobre 1 1,67 12,7 [14] 5,4 12
Minério de cobre 2 0,86 14,3 - 6,1 14
Minério de ferro 0,32 - - - -
Clínquer de cimento A 0,90 20,9 [15] 8,9 10
Clínquer de cimento B 1,06 15,4 [15] 6,5 16
CARACTERÍSTICASB - TIPOS2.1.2 MOAGEM
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Tipos de moinhos:
- britadores,
- bolas,
- rotativo,
- vibratório,
- martelo,
- vara,
- micronização
EQUIPAMENTOS
B - TIPOS2.1.2 MOAGEM
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Britadores
EQUIPAMENTOS
B - TIPOS2.1.2 MOAGEM
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Bolas rolos impacto
Moinhos
EQUIPAMENTOS
B - TIPOS2.1.2 MOAGEM
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
- Esquema do moinho de esmaltes (SACMI, 1986).
Moinhos
EQUIPAMENTOS
B - TIPOS2.1.2 MOAGEM
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
região onde a força
centrífuga anula a
gravitacional
região de impacto
principal região de
moagem
cisalhamento
sem moagemtamboramento
tombamento
Moinhos de bolas
EQUIPAMENTOS
B - TIPOS2.1.2 MOAGEM
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Corpos moedoresEQUIPAMENTOS
B - TIPOS2.1.2 MOAGEM
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Comparação diferentes processos de moagem
EQUIPAMENTOS
B - TIPOS2.1.2 MOAGEM
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
EQUIPAMENTOS
Comparação diferentes processos de moagem
B - TIPOS2.1.2 MOAGEM
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Micronizador
EQUIPAMENTOS
B - TIPOS2.1.2 MOAGEM
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Definição: Processo de separação de uma suspensão em cake e um líquido (filtrado)
pela passagem por um material poroso (filtro)
Fatores importantes:
-propriedades da suspensão (ex. distribuição de tamanho, concentração)
-propriedades do filtro (ex. tamanho e forma dos poros)
-forças aplicadas na suspensão
Tipos de filtros: filtros gravitacionais (telas, tecidos, papel), filtros centrífugos, a vácuo
(tambores, discos), ou filtros-prensa.
Umidade típica após filtragem 8 a 15%.
A - FILTRAÇÃO
2.1.3 SEPARAÇÃO SÓLIDO-LÍQUIDO
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Definição: (sedimentação) os sólidos de uma suspensão sedimentam pela ação da
gravidade, formando uma polpa espessa.
O líquido (água) e a polpa espessada podem ser separados continuamente ou
intermitentemente.
Vantagem: Em comparação com a filtragem, a vantagem é o custo da operação
Desvantagem: alta umidade.
Na prática: combinação de espessamento e filtração com uso de agentes floculantes.
B - ESPESSAMENTO
2.1.3 SEPARAÇÃO SÓLIDO-LÍQUIDO
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
MECANISMO DE FLOTAÇÃO
C - FLOTAÇÃO
2.1.3 SEPARAÇÃO SÓLIDO-LÍQUIDO
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
APLICAÇÃO DA FLOTAÇÃO:
OBTENÇÃO DE FELDSPATO
POR FLOTAÇÃO
C - FLOTAÇÃO
2.1.3 SEPARAÇÃO SÓLIDO-LÍQUIDO
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Definição: Processo de secagem em contra-corrente que ao mesmo tempo produz grânulos de
tamanho e área específica controlados
A atomização depende da taxa de secagem e do tempo de residência das partículas no
atomizador e do tamanho deste.
Tipos de atomizadores:
SOB PRESSÃO: spray formado pela passagem forçada de um fluido (bombeado) por um orifício.
Características:
•Produz grânulos pequenos.
•É a técnica mais eficiente em termos de energia.
•Desgaste de peças (WC).
•Limitada a 1 l / min (maiores pode entupir o orifício). Alternativa: múltiplos orifícios.
•Através do ângulo de aspersão pode-se variar a fluidodinâmica do atomizador.
•Baixo custo pelo reduzido tamanho do equipamento.
D - ATOMIZAÇÃO (SPRAY-DRYING)
2.1.3 SEPARAÇÃO SÓLIDO-LÍQUIDO
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
SPRAY DE DOIS FLUIDOS: A aspersão é criada pelo contato entre dois fluidos: a alimentação e
um gás comprimido. A energia de atomização é provida pelo gás comprimido (usualmente ar). O
contato pode ser internal ou external ao orifício.
Características:
• Faixa granulométrica dos grânulos mais larga.
• O tamanho médio é dado pelo fluxo por orifício, pelo gás comprimido e pela pressão
exercida.
• É o menos eficiente em termos de energia.
• Útil para produção de grânulos extremamente finos ( (10-30 micron).
• Aplicação mais usual em escala piloto.
• Manutenção cara.
• Pode usar qualquer tipo de bomba.
• Controle do ângulo de spray é limitado.
• Custo de instalação baixo (não requer bomba pressurizadora).
D - ATOMIZAÇÃO (SPRAY-DRYING)
2.1.3 SEPARAÇÃO SÓLIDO-LÍQUIDO
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
SPRAY CENTRÍFUGO: A aspersão é criada pela passagem de um fluido contato ou por um
disco ou por uma roda giratória. A energia de atomização é provida pelo motor. O contato pode
ser internal ou external ao orifício.
Características:
• Larga daixa granulométrica dos grânulos.
• O tamanho médio é dado pelo diâmetro da roda e pelo numero de giros.
• Requer relativamente alta velocidade de injeção do gás, para prevenir efeito parede, que pode aumentar quantidade de finos.
• Pode operar por longos períodos sem interrupções (menor desgaste. Maior desgaste: injetores nas rodas - WC).
• Menor efeito parede devido à distribuição horizontal das partículas.
• Custo de instalação e manutenção alto (peças rotativas).
D - ATOMIZAÇÃO (SPRAY-DRYING)
2.1.3 SEPARAÇÃO SÓLIDO-LÍQUIDO
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
ATOMIZADORES: COMPARAÇÃO ENTRE CUSTO ENERGÉTICO
• para atomização de 34 litros de suspensão polpa, formando grânulos com 70 m:
– SOB PRESSÃO (Bomba 1200 psig): 10 HP
– SPRAY CENTRÍFUGO (9000 RPM): 25 HP (Bomba 30 psig): 3 HP
– DOIS FLUIDOS: 180 SCFM @ 80 psig: 30 HP (Bomba 80 psig): 5 HP
D - ATOMIZAÇÃO (SPRAY-DRYING)
2.1.3 SEPARAÇÃO SÓLIDO-LÍQUIDO
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
ATOMIZADORES: COMPARAÇÃO DISTRIBUIÇÃO DE TAMANHO DE GRÂNULOS
D - ATOMIZAÇÃO (SPRAY-DRYING)
2.1.3 SEPARAÇÃO SÓLIDO-LÍQUIDO
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
PORQUE ATOMIZAR?
• Área Superficial: tamanho médio de 100 m 3,5 m2/g; tamanho médio de 20 m 17,3 m2/g (3,4 l espalhados em 14 hectares).
• Controle do tamanho de partícula: fácil controle pela atomização do líquido e pela injeção de gás. Elimina etapa posterior de classificação para < 500 m. Sem poeira - poluição baixa.
• Resfriamento por evaporação: calor e massa transferidos durante a secagem ao ar. Um vapor protetor envolve os grânulos (mantendo-os na temperatura de saturação). Pode-se atomizar m-p susceptíveis à degradação pela temperatura elevada (< T do gás, p.ex.).
• Curto tempo de residência: 3 a 40 s. Permite atomização sem degradação. Troca rápida de carga pois não há retenção de pós no equipamento.
• Baixa custo do equipamento: realizado em um leito de gás suspenso, a câmara permanece seca. Materiais corrosivos podem ser processados em equipamento de aço carbono baixa liga: Custo de instalação e manutenção baixos.
• Fluidez dos grânulos: a forma esférica dos grânulos promove fluidez. Produtividade na prensagem.
• Homogeneidade: mesmo para m-p de multicomponentes.
D - ATOMIZAÇÃO (SPRAY-DRYING)
2.1.3 SEPARAÇÃO SÓLIDO-LÍQUIDO
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
D - ATOMIZAÇÃO (SPRAY-DRYING)
2.1.3 SEPARAÇÃO SÓLIDO-LÍQUIDO
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS
Arranjo típico de atomização

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
-Processo final da moagem a úmido suspensão aquosa das matérias-primas
finamente moídas - a barbotina cerâmica –
(sólidos em suspensão de 60% a 70%)
desumidificação através de um
spray-dryer ou atomizador obtém-
se a massa cerâmica
Representação esquemática de um
atomizador industrial utilizado no preparo da
matéria-prima na fabricação de
revestimentos cerâmicos
D - ATOMIZAÇÃO (SPRAY-DRYING)
2.1.3 SEPARAÇÃO SÓLIDO-LÍQUIDO
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
- Principais parâmetros tecnológicos monitorados: umidade e granulometria
- Regulagem do atomizador: obtenção de pós com umidade residual controlada (pós com
umidade de 5%, 6%, 7%, 8%) com uma tolerância de 0,5% para cada pó.
barbotina é injetada sob alta pressão (25 - 30 bar)
nebulizada dentro de uma câmara de secagem (ar quente 500 a 600ºC)
evaporação da água é quase instantânea (elevado coeficiente de troca térmica)
grânulos atomizados são descarregados sobre uma correia transportadora e
conduzidos aos silos de massa
pó fino que não caiu, é recolhido por um sistema de ciclones separadores e
despejado sobre a correia de massa, e o ar de exaustão (vapor) perfeitamente limpo,
é aspirado para o chaminé.
D - ATOMIZAÇÃO (SPRAY-DRYING)
2.1.3 SEPARAÇÃO SÓLIDO-LÍQUIDO
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Temperatura muito
elevada no interior da
câmara ou excessivo
volume de ar quente,
produzem grãos
esburacados, úmidos
no interior e secos na
superfície.
Em condições ótimas
de atomização, obtém-
se grãos
caracterizados por uma
reentrância lateral mais
ou menos marcante e
com umidade variável
da superfície para o
interior.
Matérias-primas do tipo
lamelar (talco) presentes
na barbotina, podem
originar uma porosidade
elevada e desordenada
que favorecem a secagem
com danos à
compactação. Neste caso,
tem-se grânulos porosos
perfeitamente secos, mas
com baixíssimo peso
específico.
Um aumento da
tensão de vapor no
interior do grão,
provoca uma
“explosão” e tem-se
grãos de forma
aberta, à semelhança
de uma pipoca.
FORMA DOS GRÃOS DO PÓ ATOMIZADO
D - ATOMIZAÇÃO (SPRAY-DRYING)
2.1.3 SEPARAÇÃO SÓLIDO-LÍQUIDO
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
GRANULAÇÃO POR SPRAY:
- forma grânulos pela
atomização de um líquido,
ou uma solução, dentro de
um leito fluidizado.
- Fluidização: através do gás
(ar) aquecido, impede a
formação de grânulos
grosseiros
- Tamanho da partícula
obtida depende da agitação,
quanto maior a agitação,
menor a partícula, até um
limite.
D - ATOMIZAÇÃO (SPRAY-DRYING)
2.1.3 SEPARAÇÃO SÓLIDO-LÍQUIDO
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Ferrita (75x) ZrO2 (30x)
MICROGRAFIA DOS GRÃOS DO PÓ ATOMIZADO
D - ATOMIZAÇÃO (SPRAY-DRYING)
2.1.3 SEPARAÇÃO SÓLIDO-LÍQUIDO
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
EQUIPAMENTOS INDUSTRIAIS
D - ATOMIZAÇÃO (SPRAY-DRYING)
2.1.3 SEPARAÇÃO SÓLIDO-LÍQUIDO
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
EQUIPAMENTOS
D - ATOMIZAÇÃO (SPRAY-DRYING)
2.1.3 SEPARAÇÃO SÓLIDO-LÍQUIDO
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
pellets
A - PELLETIZAÇÃO
2.1.4 AGLOMERAÇÃO
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS
Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
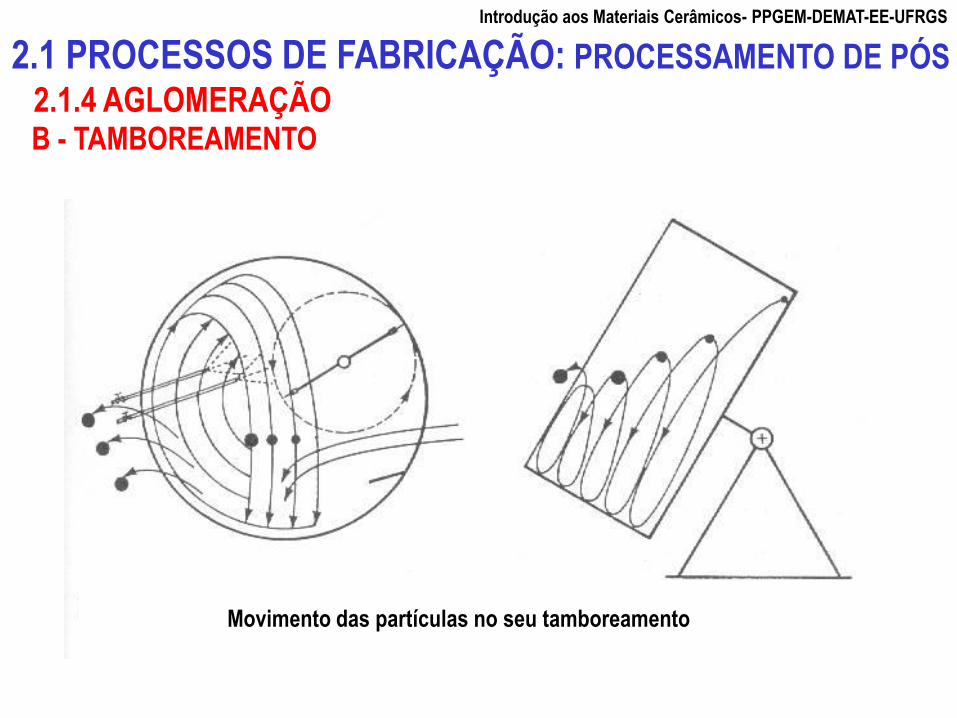
Movimento das partículas no seu tamboreamento
B - TAMBOREAMENTO
2.1.4 AGLOMERAÇÃO
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
C - PELOTIZADORES
2.1.4 AGLOMERAÇÃO
2.1 PROCESSOS DE FABRICAÇÃO: PROCESSAMENTO DE PÓS