1645 as053 nocoes_de_valvulas_tubulacoes_industriais_e_acessorios (1)
TRANSCRIPT
Autor: Carlos Roberto Firmino
NOÇÕES DE VÁLVULAS, TUBULAÇÕES INDUSTRIAIS E ACESSÓRIOS


NOÇÕES DE VÁLVULAS, TUBULAÇÕES INDUSTRIAIS E ACESSÓRIOS

Autor: Carlos Roberto FirminoColaboradores: Délio Rodrigues da Silva Fernando Costa dos Santos Júnior Hernon Viana Filho
Ao final desse estudo, o treinando poderá:
• Definir o que é ciência dos materiais e sua importância para a indústria;
• Classificar materiais quanto às suas características;
• Reconhecer a aplicação dos diferentes materiais disponíveis no mercado das tubulações, válvulas e acessórios utilizados na indústria.
NOÇÕES DE VÁLVULAS, TUBULAÇÕES INDUSTRIAIS E ACESSÓRIOS

Este material é o resultado do trabalho conjunto de muitos técnicos da área de Exploração & Produção da Petrobras. Ele se estende para além dessas páginas, uma vez que traduz, de forma estruturada, a experiência de anos de dedicação e aprendizado no exercício das atividades profissionais na Companhia.
É com tal experiência, refletida nas competências do seu corpo de empregados, que a Petrobras conta para enfrentar os crescentes desafios com os quais ela se depara no Brasil e no mundo.
Nesse contexto, o E&P criou o Programa Alta Competência, visando prover os meios para adequar quantitativa e qualitativamente a força de trabalho às estratégias do negócio E&P.
Realizado em diferentes fases, o Alta Competência tem como premissa a participação ativa dos técnicos na estruturação e detalhamento das competências necessárias para explorar e produzir energia.
O objetivo deste material é contribuir para a disseminação das competências, de modo a facilitar a formação de novos empregados e a reciclagem de antigos.
Trabalhar com o bem mais precioso que temos – as pessoas – é algo que exige sabedoria e dedicação. Este material é um suporte para esse rico processo, que se concretiza no envolvimento de todos os que têm contribuído para tornar a Petrobras a empresa mundial de sucesso que ela é.
Programa Alta Competência
Programa Alta Competência

Esta seção tem o objetivo de apresentar como esta apostila está organizada e assim facilitar seu uso.
No início deste material é apresentado o objetivo geral, o qual representa as metas de aprendizagem a serem atingidas.
Autor
Ao fi nal desse estudo, o treinando poderá:
• Identifi car procedimentos adequados ao aterramento e à manutenção da segurança nas instalações elétricas;
• Reconhecer os riscos de acidentes relacionados ao aterramento de segurança;
• Relacionar os principais tipos de sistemas de aterramento de segurança e sua aplicabilidade nas instalações elétricas.
ATERRAMENTO DE SEGURANÇA
Como utilizar esta apostila
Objetivo Geral

O material está dividido em capítulos.
No início de cada capítulo são apresentados os objetivos específi cos de aprendizagem, que devem ser utilizados como orientadores ao longo do estudo.
No fi nal de cada capítulo encontram-se os exercícios, que visam avaliar o alcance dos objetivos de aprendizagem.
Os gabaritos dos exercícios estão nas últimas páginas do capítulo em questão.
Para a clara compreensão dos termos técnicos, as suas
Cap
ítu
lo 1
Riscos elétricos e o aterramento de segurança
Ao fi nal desse capítulo, o treinando poderá:
• Estabelecer a relação entre aterramento de segurança e riscos elétricos;
• Reconhecer os tipos de riscos elétricos decorrentes do uso de equipamentos e sistemas elétricos;
• Relacionar os principais tipos de sistemas de aterramento de segurança e sua aplicabilidade nas instalações elétricas.
20
Alta Competência
21
Capítulo 1. Riscos elétricos e o aterramento de segurança
A gravidade dos efeitos fi siológicos no organismo está relacionada a quatro fatores fundamentais:
Tensão;•
Resistência elétrica do corpo; •
Área de contato;•
Duração do choque.•
Os riscos elétricos, independente do tipo de • instalação ou sistema, estão presentes durante toda a vida útil de um equipamento e na maioria das instalações. Por isso é fundamental mantê-los sob controle para evitar prejuízos pessoais, materiais ou de continuidade operacional.
Os • choques elétricos representam a maior fonte de lesões e fatalidades, sendo necessária, além das medidas de engenharia para seu controle, a obediência a padrões e procedimentos de segurança.
1.4. Exercícios
1) Que relação podemos estabelecer entre riscos elétricos e aterramento de segurança?______________________________________________________________________________________________________________________________
2) Apresentamos, a seguir, trechos de Normas Técnicas que abordam os cuidados e critérios relacionados a riscos elétricos. Correlacione-os aos tipos de riscos, marcando A ou B, conforme, o caso:
A) Risco de incêndio e explosão B) Risco de contato
( ) “Todas as partes das instalações elétricas devem ser projetadas e executadas de modo que seja possível prevenir, por meios seguros, os perigos de choque elétrico e todos os outros tipos de acidentes.”
( ) “Nas instalações elétricas de áreas classificadas (...) devem ser adotados dispositivos de proteção, como alarme e seccionamento automático para prevenir sobretensões, sobrecorrentes, falhas de isolamento, aquecimentos ou outras condições anormais de operação.”
( ) “Nas partes das instalações elétricas sob tensão, (...) durante os trabalhos de reparação, ou sempre que for julgado necessário à segurança, devem ser colocadas placas de aviso, inscrições de advertência, bandeirolas e demais meios de sinalização que chamem a atenção quanto ao risco.”
( ) “Os materiais, peças, dispositivos, equipamentos e sistemas destinados à aplicação em instalações elétricas (...) devem ser avaliados quanto à sua conformidade, no âmbito do Sistema Brasileiro de Certifi cação.”
24
Alta Competência
25
Capítulo 1. Riscos elétricos e o aterramento de segurança
CARDOSO ALVES, Paulo Alberto e VIANA, Ronaldo Sá. Aterramento de sistemas elétricos - inspeção e medição da resistência de aterramento. UN-BC/ST/EMI – Elétrica, 2007.
COELHO FILHO, Roberto Ferreira. Riscos em instalações e serviços com eletricidade. Curso técnico de segurança do trabalho, 2005.
Norma Petrobras N-2222. Projeto de aterramento de segurança em unidades marítimas. Comissão de Normas Técnicas - CONTEC, 2005.
Norma Brasileira ABNT NBR-5410. Instalações elétricas de baixa tensão. Associação Brasileira de Normas Técnicas, 2005.
Norma Brasileira ABNT NBR-5419. Proteção de estruturas contra descargas atmosféricas. Associação Brasileira de Normas Técnicas, 2005.
Norma Regulamentadora NR-10. Segurança em instalações e serviços em eletricidade. Ministério do Trabalho e Emprego, 2004. Disponível em: <http://www.mte.gov.br/legislacao/normas_regulamentadoras/nr_10.pdf> - Acesso em: 14 mar. 2008.
NFPA 780. Standard for the Installation of Lightining Protection Systems. National Fire Protection Association, 2004.
Manuais de Cardiologia. Disponível em: <http://www.manuaisdecardiologia.med.br/Arritmia/Fibrilacaoatrial.htm> - Acesso em: 20 mai. 2008.
Mundo Educação. Disponível em: <http://mundoeducacao.uol.com.br/doencas/parada-cardiorespiratoria.htm> - Acesso em: 20 mai. 2008.
Mundo Ciência. Disponível em: <http://www.mundociencia.com.br/fi sica/eletricidade/choque.htm> - Acesso em: 20 mai. 2008.
1) Que relação podemos estabelecer entre riscos elétricos e aterramento de segurança?
O aterramento de segurança é uma das formas de minimizar os riscos decorrentes do uso de equipamentos e sistemas elétricos.
2) Apresentamos, a seguir, trechos de Normas Técnicas que abordam os cuidados e critérios relacionados a riscos elétricos. Correlacione-os aos tipos de riscos, marcando A ou B, conforme, o caso:
A) Risco de incêndio e explosão B) Risco de contato
( B ) “Todas as partes das instalações elétricas devem ser projetadas e executadas de modo que seja possível prevenir, por meios seguros, os perigos de choque elétrico e todos os outros tipos de acidentes.”
( A ) “Nas instalações elétricas de áreas classifi cadas (...) devem ser adotados dispositivos de proteção, como alarme e seccionamento automático para prevenir sobretensões, sobrecorrentes, falhas de isolamento, aquecimentos ou outras condições anormais de operação.”
( B ) “Nas partes das instalações elétricas sob tensão, (...) durante os trabalhos de reparação, ou sempre que for julgado necessário à segurança, devem ser colocadas placas de aviso, inscrições de advertência, bandeirolas e demais meios de sinalização que chamem a atenção quanto ao risco.”
( A ) “Os materiais, peças, dispositivos, equipamentos e sistemas destinados à aplicação em instalações elétricas (...) devem ser avaliados quanto à sua conformidade, no âmbito do Sistema Brasileiro de Certifi cação.”
3) Marque V para verdadeiro e F para falso nas alternativas a seguir:
( V ) O contato direto ocorre quando a pessoa toca as partes normalmente energizadas da instalação elétrica.
( F ) Apenas as partes energizadas de um equipamento podem oferecer riscos de choques elétricos.
( V ) Se uma pessoa tocar a parte metálica, não energizada, de um equipamento não aterrado, poderá receber uma descarga elétrica, se houver falha no isolamento desse equipamento.
( V ) Em um choque elétrico, o corpo da pessoa pode atuar como um “fi o terra”.
( F ) A queimadura é o principal efeito fi siológico associado à passagem da corrente elétrica pelo corpo humano.
1.7. Gabarito1.6. Bibliografi a
Para a clara compreensão dos termos técnicos, as suas defi nições estão disponíveis no glossário. Ao longo dos textos do capítulo, esses termos podem ser facilmente identifi cados, pois estão em destaque.
48
Alta Competência Capítulo 3. Problemas operacionais, riscos e cuidados com aterramento de segurança
49
3. Problemas operacionais, riscos e cuidados com aterramento de segurança
Todas as Unidades de Exploração e Produção possuem um plano de manutenção preventiva de equipamentos elétricos (motores, geradores, painéis elétricos, transformadores e outros).
A cada intervenção nestes equipamentos e dispositivos, os mantenedores avaliam a necessidade ou não da realização de inspeção nos sistemas de aterramento envolvidos nestes equipamentos.
Para que o aterramento de segurança possa cumprir corretamente o seu papel, precisa ser bem projetado e construído. Além disso, deve ser mantido em perfeitas condições de funcionamento.
Nesse processo, o operador tem importante papel, pois, ao interagir diariamente com os equipamentos elétricos, pode detectar imediatamente alguns tipos de anormalidades, antecipando problemas e, principalmente, diminuindo os riscos de choque elétrico por contato indireto e de incêndio e explosão.
3.1. Problemas operacionais
Os principais problemas operacionais verifi cados em qualquer tipo de aterramento são:
• Falta de continuidade; e
• Elevada resistência elétrica de contato.
É importante lembrar que Norma Petrobras N-2222 defi ne o valor de 1Ohm, medido com multímetro DC (ohmímetro), como o máximo admissível para resistência de contato.
56
Alta Competência Capítulo 3. Problemas operacionais, riscos e cuidados com aterramento de segurança
57
Choque elétrico – conjunto de perturbações de natureza e efeitos diversos, que se manifesta no organismo humano ou animal, quando este é percorrido por uma corrente elétrica.
Ohm – unidade de medida padronizada pelo SI para medir a resistência elétrica.
Ohmímetro – instrumento que mede a resistência elétrica em Ohm.
CARDOSO ALVES, Paulo Alberto e VIANA, Ronaldo Sá. Aterramento de sistemas elétricos - inspeção e medição da resistência de aterramento. UN-BC/ST/EMI – Elétrica, 2007.
COELHO FILHO, Roberto Ferreira. Riscos em instalações e serviços com eletricidade – Curso técnico de segurança do trabalho, 2005.
NFPA 780. Standard for the Installation of Lightining Protection Systems. National Fire Protection Association, 2004.
Norma Petrobras N-2222. Projeto de aterramento de segurança em unidades marítimas. Comissão de Normas Técnicas - CONTEC, 2005.
Norma Brasileira ABNT NBR-5410. Instalações elétricas de baixa tensão. Associação Brasileira de Normas Técnicas, 2005.
Norma Brasileira ABNT NBR-5419. Proteção de estruturas contra descargas atmosféricas. Associação Brasileira de Normas Técnicas, 2005.
Norma Regulamentadora NR-10. Segurança em instalações e serviços em eletricidade. Ministério do Trabalho e Emprego, 2004. Disponível em: <http://www.mte.gov.br/legislacao/normas_regulamentadoras/nr_10.pdf> - Acesso em: 14 mar. 2008.
3.5. Bibliografi a3.4. Glossário
Objetivo Específi co
O material está dividido em capítulos.
No início de cada capítulo são apresentados os objetivos específi cos de aprendizagem, que devem ser utilizados como orientadores ao longo do estudo.
No fi nal de cada capítulo encontram-se os exercícios, que visam avaliar o alcance dos objetivos de aprendizagem.
Os gabaritos dos exercícios estão nas últimas páginas do capítulo em questão.
Para a clara compreensão dos termos técnicos, as suas
Cap
ítu
lo 1
Riscos elétricos e o aterramento de segurança
Ao fi nal desse capítulo, o treinando poderá:
• Estabelecer a relação entre aterramento de segurança e riscos elétricos;
• Reconhecer os tipos de riscos elétricos decorrentes do uso de equipamentos e sistemas elétricos;
• Relacionar os principais tipos de sistemas de aterramento de segurança e sua aplicabilidade nas instalações elétricas.
20
Alta Competência
21
Capítulo 1. Riscos elétricos e o aterramento de segurança
A gravidade dos efeitos fi siológicos no organismo está relacionada a quatro fatores fundamentais:
Tensão;•
Resistência elétrica do corpo; •
Área de contato;•
Duração do choque.•
Os riscos elétricos, independente do tipo de • instalação ou sistema, estão presentes durante toda a vida útil de um equipamento e na maioria das instalações. Por isso é fundamental mantê-los sob controle para evitar prejuízos pessoais, materiais ou de continuidade operacional.
Os • choques elétricos representam a maior fonte de lesões e fatalidades, sendo necessária, além das medidas de engenharia para seu controle, a obediência a padrões e procedimentos de segurança.
1.4. Exercícios
1) Que relação podemos estabelecer entre riscos elétricos e aterramento de segurança?______________________________________________________________________________________________________________________________
2) Apresentamos, a seguir, trechos de Normas Técnicas que abordam os cuidados e critérios relacionados a riscos elétricos. Correlacione-os aos tipos de riscos, marcando A ou B, conforme, o caso:
A) Risco de incêndio e explosão B) Risco de contato
( ) “Todas as partes das instalações elétricas devem ser projetadas e executadas de modo que seja possível prevenir, por meios seguros, os perigos de choque elétrico e todos os outros tipos de acidentes.”
( ) “Nas instalações elétricas de áreas classificadas (...) devem ser adotados dispositivos de proteção, como alarme e seccionamento automático para prevenir sobretensões, sobrecorrentes, falhas de isolamento, aquecimentos ou outras condições anormais de operação.”
( ) “Nas partes das instalações elétricas sob tensão, (...) durante os trabalhos de reparação, ou sempre que for julgado necessário à segurança, devem ser colocadas placas de aviso, inscrições de advertência, bandeirolas e demais meios de sinalização que chamem a atenção quanto ao risco.”
( ) “Os materiais, peças, dispositivos, equipamentos e sistemas destinados à aplicação em instalações elétricas (...) devem ser avaliados quanto à sua conformidade, no âmbito do Sistema Brasileiro de Certifi cação.”
24
Alta Competência
25
Capítulo 1. Riscos elétricos e o aterramento de segurança
CARDOSO ALVES, Paulo Alberto e VIANA, Ronaldo Sá. Aterramento de sistemas elétricos - inspeção e medição da resistência de aterramento. UN-BC/ST/EMI – Elétrica, 2007.
COELHO FILHO, Roberto Ferreira. Riscos em instalações e serviços com eletricidade. Curso técnico de segurança do trabalho, 2005.
Norma Petrobras N-2222. Projeto de aterramento de segurança em unidades marítimas. Comissão de Normas Técnicas - CONTEC, 2005.
Norma Brasileira ABNT NBR-5410. Instalações elétricas de baixa tensão. Associação Brasileira de Normas Técnicas, 2005.
Norma Brasileira ABNT NBR-5419. Proteção de estruturas contra descargas atmosféricas. Associação Brasileira de Normas Técnicas, 2005.
Norma Regulamentadora NR-10. Segurança em instalações e serviços em eletricidade. Ministério do Trabalho e Emprego, 2004. Disponível em: <http://www.mte.gov.br/legislacao/normas_regulamentadoras/nr_10.pdf> - Acesso em: 14 mar. 2008.
NFPA 780. Standard for the Installation of Lightining Protection Systems. National Fire Protection Association, 2004.
Manuais de Cardiologia. Disponível em: <http://www.manuaisdecardiologia.med.br/Arritmia/Fibrilacaoatrial.htm> - Acesso em: 20 mai. 2008.
Mundo Educação. Disponível em: <http://mundoeducacao.uol.com.br/doencas/parada-cardiorespiratoria.htm> - Acesso em: 20 mai. 2008.
Mundo Ciência. Disponível em: <http://www.mundociencia.com.br/fi sica/eletricidade/choque.htm> - Acesso em: 20 mai. 2008.
1) Que relação podemos estabelecer entre riscos elétricos e aterramento de segurança?
O aterramento de segurança é uma das formas de minimizar os riscos decorrentes do uso de equipamentos e sistemas elétricos.
2) Apresentamos, a seguir, trechos de Normas Técnicas que abordam os cuidados e critérios relacionados a riscos elétricos. Correlacione-os aos tipos de riscos, marcando A ou B, conforme, o caso:
A) Risco de incêndio e explosão B) Risco de contato
( B ) “Todas as partes das instalações elétricas devem ser projetadas e executadas de modo que seja possível prevenir, por meios seguros, os perigos de choque elétrico e todos os outros tipos de acidentes.”
( A ) “Nas instalações elétricas de áreas classifi cadas (...) devem ser adotados dispositivos de proteção, como alarme e seccionamento automático para prevenir sobretensões, sobrecorrentes, falhas de isolamento, aquecimentos ou outras condições anormais de operação.”
( B ) “Nas partes das instalações elétricas sob tensão, (...) durante os trabalhos de reparação, ou sempre que for julgado necessário à segurança, devem ser colocadas placas de aviso, inscrições de advertência, bandeirolas e demais meios de sinalização que chamem a atenção quanto ao risco.”
( A ) “Os materiais, peças, dispositivos, equipamentos e sistemas destinados à aplicação em instalações elétricas (...) devem ser avaliados quanto à sua conformidade, no âmbito do Sistema Brasileiro de Certifi cação.”
3) Marque V para verdadeiro e F para falso nas alternativas a seguir:
( V ) O contato direto ocorre quando a pessoa toca as partes normalmente energizadas da instalação elétrica.
( F ) Apenas as partes energizadas de um equipamento podem oferecer riscos de choques elétricos.
( V ) Se uma pessoa tocar a parte metálica, não energizada, de um equipamento não aterrado, poderá receber uma descarga elétrica, se houver falha no isolamento desse equipamento.
( V ) Em um choque elétrico, o corpo da pessoa pode atuar como um “fi o terra”.
( F ) A queimadura é o principal efeito fi siológico associado à passagem da corrente elétrica pelo corpo humano.
1.7. Gabarito1.6. Bibliografi a
Para a clara compreensão dos termos técnicos, as suas defi nições estão disponíveis no glossário. Ao longo dos textos do capítulo, esses termos podem ser facilmente identifi cados, pois estão em destaque.
48
Alta Competência Capítulo 3. Problemas operacionais, riscos e cuidados com aterramento de segurança
49
3. Problemas operacionais, riscos e cuidados com aterramento de segurança
Todas as Unidades de Exploração e Produção possuem um plano de manutenção preventiva de equipamentos elétricos (motores, geradores, painéis elétricos, transformadores e outros).
A cada intervenção nestes equipamentos e dispositivos, os mantenedores avaliam a necessidade ou não da realização de inspeção nos sistemas de aterramento envolvidos nestes equipamentos.
Para que o aterramento de segurança possa cumprir corretamente o seu papel, precisa ser bem projetado e construído. Além disso, deve ser mantido em perfeitas condições de funcionamento.
Nesse processo, o operador tem importante papel, pois, ao interagir diariamente com os equipamentos elétricos, pode detectar imediatamente alguns tipos de anormalidades, antecipando problemas e, principalmente, diminuindo os riscos de choque elétrico por contato indireto e de incêndio e explosão.
3.1. Problemas operacionais
Os principais problemas operacionais verifi cados em qualquer tipo de aterramento são:
• Falta de continuidade; e
• Elevada resistência elétrica de contato.
É importante lembrar que Norma Petrobras N-2222 defi ne o valor de 1Ohm, medido com multímetro DC (ohmímetro), como o máximo admissível para resistência de contato.
56
Alta Competência Capítulo 3. Problemas operacionais, riscos e cuidados com aterramento de segurança
57
Choque elétrico – conjunto de perturbações de natureza e efeitos diversos, que se manifesta no organismo humano ou animal, quando este é percorrido por uma corrente elétrica.
Ohm – unidade de medida padronizada pelo SI para medir a resistência elétrica.
Ohmímetro – instrumento que mede a resistência elétrica em Ohm.
CARDOSO ALVES, Paulo Alberto e VIANA, Ronaldo Sá. Aterramento de sistemas elétricos - inspeção e medição da resistência de aterramento. UN-BC/ST/EMI – Elétrica, 2007.
COELHO FILHO, Roberto Ferreira. Riscos em instalações e serviços com eletricidade – Curso técnico de segurança do trabalho, 2005.
NFPA 780. Standard for the Installation of Lightining Protection Systems. National Fire Protection Association, 2004.
Norma Petrobras N-2222. Projeto de aterramento de segurança em unidades marítimas. Comissão de Normas Técnicas - CONTEC, 2005.
Norma Brasileira ABNT NBR-5410. Instalações elétricas de baixa tensão. Associação Brasileira de Normas Técnicas, 2005.
Norma Brasileira ABNT NBR-5419. Proteção de estruturas contra descargas atmosféricas. Associação Brasileira de Normas Técnicas, 2005.
Norma Regulamentadora NR-10. Segurança em instalações e serviços em eletricidade. Ministério do Trabalho e Emprego, 2004. Disponível em: <http://www.mte.gov.br/legislacao/normas_regulamentadoras/nr_10.pdf> - Acesso em: 14 mar. 2008.
3.5. Bibliografi a3.4. Glossário
Objetivo Específi co
Caso sinta necessidade de saber de onde foram retirados os insumos para o desenvolvimento do conteúdo desta apostila, ou tenha interesse em se aprofundar em determinados temas, basta consultar a Bibliografi a ao fi nal de cada capítulo.
Ao longo de todo o material, caixas de destaque estão presentes. Cada uma delas tem objetivos distintos.
A caixa “Você Sabia” traz curiosidades a respeito do conteúdo abordado de um determinado item do capítulo.
“Importante” é um lembrete das questões essenciais do conteúdo tratado no capítulo.
24
Alta Competência
25
Capítulo 1. Riscos elétricos e o aterramento de segurança
CARDOSO ALVES, Paulo Alberto e VIANA, Ronaldo Sá. Aterramento de sistemas elétricos - inspeção e medição da resistência de aterramento. UN-BC/ST/EMI – Elétrica, 2007.
COELHO FILHO, Roberto Ferreira. Riscos em instalações e serviços com eletricidade. Curso técnico de segurança do trabalho, 2005.
Norma Petrobras N-2222. Projeto de aterramento de segurança em unidades marítimas. Comissão de Normas Técnicas - CONTEC, 2005.
Norma Brasileira ABNT NBR-5410. Instalações elétricas de baixa tensão. Associação Brasileira de Normas Técnicas, 2005.
Norma Brasileira ABNT NBR-5419. Proteção de estruturas contra descargas atmosféricas. Associação Brasileira de Normas Técnicas, 2005.
Norma Regulamentadora NR-10. Segurança em instalações e serviços em eletricidade. Ministério do Trabalho e Emprego, 2004. Disponível em: <http://www.mte.gov.br/legislacao/normas_regulamentadoras/nr_10.pdf> - Acesso em: 14 mar. 2008.
NFPA 780. Standard for the Installation of Lightining Protection Systems. National Fire Protection Association, 2004.
Manuais de Cardiologia. Disponível em: <http://www.manuaisdecardiologia.med.br/Arritmia/Fibrilacaoatrial.htm> - Acesso em: 20 mai. 2008.
Mundo Educação. Disponível em: <http://mundoeducacao.uol.com.br/doencas/parada-cardiorespiratoria.htm> - Acesso em: 20 mai. 2008.
Mundo Ciência. Disponível em: <http://www.mundociencia.com.br/fi sica/eletricidade/choque.htm> - Acesso em: 20 mai. 2008.
1) Que relação podemos estabelecer entre riscos elétricos e aterramento de segurança?
O aterramento de segurança é uma das formas de minimizar os riscos decorrentes do uso de equipamentos e sistemas elétricos.
2) Apresentamos, a seguir, trechos de Normas Técnicas que abordam os cuidados e critérios relacionados a riscos elétricos. Correlacione-os aos tipos de riscos, marcando A ou B, conforme, o caso:
A) Risco de incêndio e explosão B) Risco de contato
( B ) “Todas as partes das instalações elétricas devem ser projetadas e executadas de modo que seja possível prevenir, por meios seguros, os perigos de choque elétrico e todos os outros tipos de acidentes.”
( A ) “Nas instalações elétricas de áreas classifi cadas (...) devem ser adotados dispositivos de proteção, como alarme e seccionamento automático para prevenir sobretensões, sobrecorrentes, falhas de isolamento, aquecimentos ou outras condições anormais de operação.”
( B ) “Nas partes das instalações elétricas sob tensão, (...) durante os trabalhos de reparação, ou sempre que for julgado necessário à segurança, devem ser colocadas placas de aviso, inscrições de advertência, bandeirolas e demais meios de sinalização que chamem a atenção quanto ao risco.”
( A ) “Os materiais, peças, dispositivos, equipamentos e sistemas destinados à aplicação em instalações elétricas (...) devem ser avaliados quanto à sua conformidade, no âmbito do Sistema Brasileiro de Certifi cação.”
3) Marque V para verdadeiro e F para falso nas alternativas a seguir:
( V ) O contato direto ocorre quando a pessoa toca as partes normalmente energizadas da instalação elétrica.
( F ) Apenas as partes energizadas de um equipamento podem oferecer riscos de choques elétricos.
( V ) Se uma pessoa tocar a parte metálica, não energizada, de um equipamento não aterrado, poderá receber uma descarga elétrica, se houver falha no isolamento desse equipamento.
( V ) Em um choque elétrico, o corpo da pessoa pode atuar como um “fi o terra”.
( F ) A queimadura é o principal efeito fi siológico associado à passagem da corrente elétrica pelo corpo humano.
1.7. Gabarito1.6. Bibliografi a
14
Alta Competência
15
Capítulo 1. Riscos elétricos e o aterramento de segurança
É atribuído a Tales de Mileto (624 - 556 a.C.) a primeira observação de um fenômeno relacionado com a eletricidade estática. Ele teria esfregado um fragmento de âmbar com um tecido seco e obtido um comportamento inusitado – o âmbar era capaz de atrair pequenos pedaços de palha. O âmbar é o nome dado à resina produzida por pinheiros que protege a árvore de agressões externas. Após sofrer um processo semelhante à fossilização, ela se torna um material duro e resistente.
Os riscos elétricos de uma instalação são divididos em dois grupos principais:
1.1. Riscos de incêndio e explosão
Podemos defi nir os riscos de incêndio e explosão da seguinte forma:
Situações associadas à presença de sobretensões, sobrecorrentes, fogo no ambiente elétrico e possibilidade de ignição de atmosfera potencialmente explosiva por descarga descontrolada de eletricidade estática.
Os riscos de incêndio e explosão estão presentes em qualquer instalação e seu descontrole se traduz principalmente em danos pessoais, materiais e de continuidade operacional.
Trazendo este conhecimento para a realidade do E&P, podemos observar alguns pontos que garantirão o controle dos riscos de incêndio e explosão nos níveis defi nidos pelas normas de segurança durante o projeto da instalação, como por exemplo:
A escolha do tipo de • aterramento funcional mais adequado ao ambiente;
A seleção dos dispositivos de proteção e controle;•
A correta manutenção do sistema elétrico.•
O aterramento funcional do sistema elétrico tem como função permitir o funcionamento confi ável e efi ciente dos dispositivos de proteção, através da sensibilização dos relés de proteção, quando existe uma circulação de corrente para a terra, provocada por anormalidades no sistema elétrico.
Observe no diagrama a seguir os principais riscos elétricos associados à ocorrência de incêndio e explosão:
Já a caixa de destaque “Resumindo” é uma versão compacta dos principais pontos abordados no capítulo.
Em “Atenção” estão destacadas as informações que não devem ser esquecidas.
Todos os recursos didáticos presentes nesta apostila têm como objetivo facilitar o aprendizado de seu conteúdo.
Aproveite este material para o seu desenvolvimento profi ssional!
Uma das principais substâncias removidas em poços de petróleo pelo pig de limpeza é a parafi na. Devido às baixas temperaturas do oceano, a parafi na se acumula nas paredes da tubulação. Com o tempo, a massa pode vir a bloquear o fl uxo de óleo, em um processo similar ao da arteriosclerose.
VoCÊ SaBIa??
É muito importante que você conheça os tipos de pig de limpeza e de pig instrumentado mais utilizados na sua Unidade. Informe-se junto a ela!
Importante!
atenÇÃo
É muito importante que você conheça os procedimentos específicos para passagem de pig em poços na sua Unidade. Informe-se e saiba quais são eles.
Recomendações gerais
• Antes do carregamento do pig, inspecione o interior do lançador;
• Após a retirada de um pig, inspecione internamente o recebedor de pigs;
• Lançadores e recebedores deverão ter suas
reSUmInDo...
NÍVEL DE RUÍDO DB (A) MÁXIMA EXPOSIÇÃO DIÁRIA PERMISSÍVEL
85 8 horas
86 7 horas
87 6 horas
88 5 horas
89 4 horas e 30 minutos
90 4 horas
91 3 horas e 30 minutos
92 3 horas
93 2 horas e 40 minutos
94 2 horas e 15 minutos
95 2 horas
96 1 hora e 45 minutos
98 1 hora e 15 minutos
100 1 hora
102 45 minutos
104 35 minutos
105 30 minutos
106 25 minutos
108 20 minutos
110 15 minutos
112 10 minutos
114 8 minutos
115 7 minutos
Uma das principais substâncias removidas em poços de petróleo pelo pig de limpeza é a parafi na. Devido às baixas temperaturas do oceano, a parafi na se acumula nas paredes da tubulação. Com o tempo, a massa pode vir a bloquear o fl uxo de óleo, em um processo similar ao da arteriosclerose.
VoCÊ SaBIa??
É muito importante que você conheça os tipos de pig de limpeza e de pig instrumentado mais utilizados na sua Unidade. Informe-se junto a ela!
Importante!
atenÇÃo
É muito importante que você conheça os procedimentos específicos para passagem de pig em poços na sua Unidade. Informe-se e saiba quais são eles.
Recomendações gerais
• Antes do carregamento do pig, inspecione o interior do lançador;
• Após a retirada de um pig, inspecione internamente o recebedor de pigs;
• Lançadores e recebedores deverão ter suas
reSUmInDo...
NÍVEL DE RUÍDO DB (A) MÁXIMA EXPOSIÇÃO DIÁRIA PERMISSÍVEL
85 8 horas
86 7 horas
87 6 horas
88 5 horas
89 4 horas e 30 minutos
90 4 horas
91 3 horas e 30 minutos
92 3 horas
93 2 horas e 40 minutos
94 2 horas e 15 minutos
95 2 horas
96 1 hora e 45 minutos
98 1 hora e 15 minutos
100 1 hora
102 45 minutos
104 35 minutos
105 30 minutos
106 25 minutos
108 20 minutos
110 15 minutos
112 10 minutos
114 8 minutos
115 7 minutos
Uma das principais substâncias removidas em poços de petróleo pelo pig de limpeza é a parafi na. Devido às baixas temperaturas do oceano, a parafi na se acumula nas paredes da tubulação. Com o tempo, a massa pode vir a bloquear o fl uxo de óleo, em um processo similar ao da arteriosclerose.
VoCÊ SaBIa??
É muito importante que você conheça os tipos de pig de limpeza e de pig instrumentado mais utilizados na sua Unidade. Informe-se junto a ela!
Importante!
atenÇÃo
É muito importante que você conheça os procedimentos específicos para passagem de pig em poços na sua Unidade. Informe-se e saiba quais são eles.
Recomendações gerais
• Antes do carregamento do pig, inspecione o interior do lançador;
• Após a retirada de um pig, inspecione internamente o recebedor de pigs;
• Lançadores e recebedores deverão ter suas
reSUmInDo...
NÍVEL DE RUÍDO DB (A) MÁXIMA EXPOSIÇÃO DIÁRIA PERMISSÍVEL
85 8 horas
86 7 horas
87 6 horas
88 5 horas
89 4 horas e 30 minutos
90 4 horas
91 3 horas e 30 minutos
92 3 horas
93 2 horas e 40 minutos
94 2 horas e 15 minutos
95 2 horas
96 1 hora e 45 minutos
98 1 hora e 15 minutos
100 1 hora
102 45 minutos
104 35 minutos
105 30 minutos
106 25 minutos
108 20 minutos
110 15 minutos
112 10 minutos
114 8 minutos
115 7 minutos
Caso sinta necessidade de saber de onde foram retirados os insumos para o desenvolvimento do conteúdo desta apostila, ou tenha interesse em se aprofundar em determinados temas, basta consultar a Bibliografi a ao fi nal de cada capítulo.
Ao longo de todo o material, caixas de destaque estão presentes. Cada uma delas tem objetivos distintos.
A caixa “Você Sabia” traz curiosidades a respeito do conteúdo abordado de um determinado item do capítulo.
“Importante” é um lembrete das questões essenciais do conteúdo tratado no capítulo.
24
Alta Competência
25
Capítulo 1. Riscos elétricos e o aterramento de segurança
CARDOSO ALVES, Paulo Alberto e VIANA, Ronaldo Sá. Aterramento de sistemas elétricos - inspeção e medição da resistência de aterramento. UN-BC/ST/EMI – Elétrica, 2007.
COELHO FILHO, Roberto Ferreira. Riscos em instalações e serviços com eletricidade. Curso técnico de segurança do trabalho, 2005.
Norma Petrobras N-2222. Projeto de aterramento de segurança em unidades marítimas. Comissão de Normas Técnicas - CONTEC, 2005.
Norma Brasileira ABNT NBR-5410. Instalações elétricas de baixa tensão. Associação Brasileira de Normas Técnicas, 2005.
Norma Brasileira ABNT NBR-5419. Proteção de estruturas contra descargas atmosféricas. Associação Brasileira de Normas Técnicas, 2005.
Norma Regulamentadora NR-10. Segurança em instalações e serviços em eletricidade. Ministério do Trabalho e Emprego, 2004. Disponível em: <http://www.mte.gov.br/legislacao/normas_regulamentadoras/nr_10.pdf> - Acesso em: 14 mar. 2008.
NFPA 780. Standard for the Installation of Lightining Protection Systems. National Fire Protection Association, 2004.
Manuais de Cardiologia. Disponível em: <http://www.manuaisdecardiologia.med.br/Arritmia/Fibrilacaoatrial.htm> - Acesso em: 20 mai. 2008.
Mundo Educação. Disponível em: <http://mundoeducacao.uol.com.br/doencas/parada-cardiorespiratoria.htm> - Acesso em: 20 mai. 2008.
Mundo Ciência. Disponível em: <http://www.mundociencia.com.br/fi sica/eletricidade/choque.htm> - Acesso em: 20 mai. 2008.
1) Que relação podemos estabelecer entre riscos elétricos e aterramento de segurança?
O aterramento de segurança é uma das formas de minimizar os riscos decorrentes do uso de equipamentos e sistemas elétricos.
2) Apresentamos, a seguir, trechos de Normas Técnicas que abordam os cuidados e critérios relacionados a riscos elétricos. Correlacione-os aos tipos de riscos, marcando A ou B, conforme, o caso:
A) Risco de incêndio e explosão B) Risco de contato
( B ) “Todas as partes das instalações elétricas devem ser projetadas e executadas de modo que seja possível prevenir, por meios seguros, os perigos de choque elétrico e todos os outros tipos de acidentes.”
( A ) “Nas instalações elétricas de áreas classifi cadas (...) devem ser adotados dispositivos de proteção, como alarme e seccionamento automático para prevenir sobretensões, sobrecorrentes, falhas de isolamento, aquecimentos ou outras condições anormais de operação.”
( B ) “Nas partes das instalações elétricas sob tensão, (...) durante os trabalhos de reparação, ou sempre que for julgado necessário à segurança, devem ser colocadas placas de aviso, inscrições de advertência, bandeirolas e demais meios de sinalização que chamem a atenção quanto ao risco.”
( A ) “Os materiais, peças, dispositivos, equipamentos e sistemas destinados à aplicação em instalações elétricas (...) devem ser avaliados quanto à sua conformidade, no âmbito do Sistema Brasileiro de Certifi cação.”
3) Marque V para verdadeiro e F para falso nas alternativas a seguir:
( V ) O contato direto ocorre quando a pessoa toca as partes normalmente energizadas da instalação elétrica.
( F ) Apenas as partes energizadas de um equipamento podem oferecer riscos de choques elétricos.
( V ) Se uma pessoa tocar a parte metálica, não energizada, de um equipamento não aterrado, poderá receber uma descarga elétrica, se houver falha no isolamento desse equipamento.
( V ) Em um choque elétrico, o corpo da pessoa pode atuar como um “fi o terra”.
( F ) A queimadura é o principal efeito fi siológico associado à passagem da corrente elétrica pelo corpo humano.
1.7. Gabarito1.6. Bibliografi a
14
Alta Competência
15
Capítulo 1. Riscos elétricos e o aterramento de segurança
É atribuído a Tales de Mileto (624 - 556 a.C.) a primeira observação de um fenômeno relacionado com a eletricidade estática. Ele teria esfregado um fragmento de âmbar com um tecido seco e obtido um comportamento inusitado – o âmbar era capaz de atrair pequenos pedaços de palha. O âmbar é o nome dado à resina produzida por pinheiros que protege a árvore de agressões externas. Após sofrer um processo semelhante à fossilização, ela se torna um material duro e resistente.
Os riscos elétricos de uma instalação são divididos em dois grupos principais:
1.1. Riscos de incêndio e explosão
Podemos defi nir os riscos de incêndio e explosão da seguinte forma:
Situações associadas à presença de sobretensões, sobrecorrentes, fogo no ambiente elétrico e possibilidade de ignição de atmosfera potencialmente explosiva por descarga descontrolada de eletricidade estática.
Os riscos de incêndio e explosão estão presentes em qualquer instalação e seu descontrole se traduz principalmente em danos pessoais, materiais e de continuidade operacional.
Trazendo este conhecimento para a realidade do E&P, podemos observar alguns pontos que garantirão o controle dos riscos de incêndio e explosão nos níveis defi nidos pelas normas de segurança durante o projeto da instalação, como por exemplo:
A escolha do tipo de • aterramento funcional mais adequado ao ambiente;
A seleção dos dispositivos de proteção e controle;•
A correta manutenção do sistema elétrico.•
O aterramento funcional do sistema elétrico tem como função permitir o funcionamento confi ável e efi ciente dos dispositivos de proteção, através da sensibilização dos relés de proteção, quando existe uma circulação de corrente para a terra, provocada por anormalidades no sistema elétrico.
Observe no diagrama a seguir os principais riscos elétricos associados à ocorrência de incêndio e explosão:
Já a caixa de destaque “Resumindo” é uma versão compacta dos principais pontos abordados no capítulo.
Em “Atenção” estão destacadas as informações que não devem ser esquecidas.
Todos os recursos didáticos presentes nesta apostila têm como objetivo facilitar o aprendizado de seu conteúdo.
Aproveite este material para o seu desenvolvimento profi ssional!
Uma das principais substâncias removidas em poços de petróleo pelo pig de limpeza é a parafi na. Devido às baixas temperaturas do oceano, a parafi na se acumula nas paredes da tubulação. Com o tempo, a massa pode vir a bloquear o fl uxo de óleo, em um processo similar ao da arteriosclerose.
VoCÊ SaBIa??
É muito importante que você conheça os tipos de pig de limpeza e de pig instrumentado mais utilizados na sua Unidade. Informe-se junto a ela!
Importante!
atenÇÃo
É muito importante que você conheça os procedimentos específicos para passagem de pig em poços na sua Unidade. Informe-se e saiba quais são eles.
Recomendações gerais
• Antes do carregamento do pig, inspecione o interior do lançador;
• Após a retirada de um pig, inspecione internamente o recebedor de pigs;
• Lançadores e recebedores deverão ter suas
reSUmInDo...
NÍVEL DE RUÍDO DB (A) MÁXIMA EXPOSIÇÃO DIÁRIA PERMISSÍVEL
85 8 horas
86 7 horas
87 6 horas
88 5 horas
89 4 horas e 30 minutos
90 4 horas
91 3 horas e 30 minutos
92 3 horas
93 2 horas e 40 minutos
94 2 horas e 15 minutos
95 2 horas
96 1 hora e 45 minutos
98 1 hora e 15 minutos
100 1 hora
102 45 minutos
104 35 minutos
105 30 minutos
106 25 minutos
108 20 minutos
110 15 minutos
112 10 minutos
114 8 minutos
115 7 minutos
Uma das principais substâncias removidas em poços de petróleo pelo pig de limpeza é a parafi na. Devido às baixas temperaturas do oceano, a parafi na se acumula nas paredes da tubulação. Com o tempo, a massa pode vir a bloquear o fl uxo de óleo, em um processo similar ao da arteriosclerose.
VoCÊ SaBIa??
É muito importante que você conheça os tipos de pig de limpeza e de pig instrumentado mais utilizados na sua Unidade. Informe-se junto a ela!
Importante!
atenÇÃo
É muito importante que você conheça os procedimentos específicos para passagem de pig em poços na sua Unidade. Informe-se e saiba quais são eles.
Recomendações gerais
• Antes do carregamento do pig, inspecione o interior do lançador;
• Após a retirada de um pig, inspecione internamente o recebedor de pigs;
• Lançadores e recebedores deverão ter suas
reSUmInDo...
NÍVEL DE RUÍDO DB (A) MÁXIMA EXPOSIÇÃO DIÁRIA PERMISSÍVEL
85 8 horas
86 7 horas
87 6 horas
88 5 horas
89 4 horas e 30 minutos
90 4 horas
91 3 horas e 30 minutos
92 3 horas
93 2 horas e 40 minutos
94 2 horas e 15 minutos
95 2 horas
96 1 hora e 45 minutos
98 1 hora e 15 minutos
100 1 hora
102 45 minutos
104 35 minutos
105 30 minutos
106 25 minutos
108 20 minutos
110 15 minutos
112 10 minutos
114 8 minutos
115 7 minutos
Uma das principais substâncias removidas em poços de petróleo pelo pig de limpeza é a parafi na. Devido às baixas temperaturas do oceano, a parafi na se acumula nas paredes da tubulação. Com o tempo, a massa pode vir a bloquear o fl uxo de óleo, em um processo similar ao da arteriosclerose.
VoCÊ SaBIa??
É muito importante que você conheça os tipos de pig de limpeza e de pig instrumentado mais utilizados na sua Unidade. Informe-se junto a ela!
Importante!
atenÇÃo
É muito importante que você conheça os procedimentos específicos para passagem de pig em poços na sua Unidade. Informe-se e saiba quais são eles.
Recomendações gerais
• Antes do carregamento do pig, inspecione o interior do lançador;
• Após a retirada de um pig, inspecione internamente o recebedor de pigs;
• Lançadores e recebedores deverão ter suas
reSUmInDo...
NÍVEL DE RUÍDO DB (A) MÁXIMA EXPOSIÇÃO DIÁRIA PERMISSÍVEL
85 8 horas
86 7 horas
87 6 horas
88 5 horas
89 4 horas e 30 minutos
90 4 horas
91 3 horas e 30 minutos
92 3 horas
93 2 horas e 40 minutos
94 2 horas e 15 minutos
95 2 horas
96 1 hora e 45 minutos
98 1 hora e 15 minutos
100 1 hora
102 45 minutos
104 35 minutos
105 30 minutos
106 25 minutos
108 20 minutos
110 15 minutos
112 10 minutos
114 8 minutos
115 7 minutos

SumárioSumárioIntrodução 15
Capítulo 1 - Ciência dos materiais Objetivos 171. Ciência dos materiais 19
1.1. Metais 201.1.1. Aço 21
1.2. Estrutura cristalina de ferro 271.2.1. Estrutura cristalina do aço no resfriamento lento - transformação no estado sólido 29
1.3. Tratamento térmico do aço 341.3.1. Tipos de tratamentos térmicos do aço 361.3.2. Fatores que influenciam no tratamento térmico dos aços 45
1.4. Metais não-ferrosos e ligas 501.5. Materiais plásticos 53
1.5.1. Propriedades comuns dos plásticos 561.5.2. Classificação dos plásticos 571.5.3. A obtenção dos plásticos 65
1.6. Ensaios de materiais 671.7. Exercícios 1011.8. Glossário 1031.9. Bibliografia 1051.10. Gabarito 106
Capítulo 2 - Tubulações e acessórios de tubulação Objetivos 1092. Tubulações e acessórios de tubulação 111
2.1. Principais materiais para tubos 1112.2. Processos de fabricação de tubos 1132.3. Tubos de aço-carbono 118
2.3.1. Especificações para tubos de aço-carbono 1202.3.2. Aços-liga e aços-inoxidáveis - casos gerais de emprego 1222.3.3. Tubos de aços-liga 1232.3.4. Tubos de aços inoxidáveis 124
2.4. Diâmetros comerciais dos “tubos para condução” 1252.4.1. Dados para encomenda ou requisição de tubos 127
2.5. Acessórios 1282.5.1. Classificação de acessórios quanto ao sistema de ligação empregado 1292.5.2. Outros tipos de acessórios de tubulação 1372.5.3. Flanges 142
2.6. Cuidados na montagem de flanges e juntas 1542.6.1. Juntas de vedação 1592.6.2. Limpeza e lavagem de linhas 1602.6.3. Secagem 162
2.7. Teste de estanqueidade e teste hidrostático de linhas 1622.8. Exercícios 1662.9. Glossário 1692.10. Bibliografia 1712.11. Gabarito 172
Capítulo 3 - Válvulas Objetivos 1753. Válvulas 177
3.1. Classificação das válvulas 1773.2. Componentes das válvulas 1783.3. Meios de operação das válvulas 1793.4. Válvulas que controlam a pressão a montante 1803.5. Válvulas que controlam a pressão a jusante 1813.6. Válvulas de esfera 181
3.6.1. Tipos: característica de operação 182
3.7. Válvulas globo 1833.7.1. Válvulas agulha 184
3.8. Válvulas de retenção 1843.9. Válvulas de borboleta 1863.10. Teste de estanqueidade em válvulas 1873.11. Atuadores 188
3.11.1. Atuadores lineares 1893.11.2. Atuadores rotativos 190
3.12. Válvulas acionadas eletricamente 1933.13. Exercícios 1963.14. Glossário 1983.15. Bibliografia 1993.16. Gabarito 200
15
Introdução
O fim do século XIX e o início do século XX foram marcantes no que se refere ao avanço dos estudos sobre o interior da estrutura atômica dos elementos. Isso permitiu compreender a formação dos elementos e, portanto, o progresso das pesquisas em busca de materiais mais resistentes e adequados às necessidades que foram se criando a partir do desenvolvimento tecnológico. Ao mesmo tempo, esses avanços impulsionariam outras descobertas. A possibilidade de investigar a estrutura dos materiais se tornava,finalmente, uma realidade, superando a era das especulações em torno do tema.
Barros (2008) afirma que os átomos do século XIX eram considerados esferas perfeitas, agrupadas lado a lado, unidas por ligações químicas semelhantes a molas. Essa concepção mudaria a partir de 1848, quando o cristalógrafo francês Bravais determinou matematicamente que esferas poderiam ser arranjadas no espaço através de, no máximo, 14 arranjos, que ficaram conhecidos como os catorze sólidos desse cientista.
Alcançar o perfil topológico de amostras permitiria, portanto, a manipulação das características conhecidas dos elementos estudados.
No século XX, tornou-se possível a criação de inúmeros tipos de aço, ligas de alumínio, do uso da cerâmica para fins industriais. Entramos no século XXI com materiais mais resistentes, plásticos de difícil deterioração, o concreto (Barros, 2008). Enfim , abriu-se uma verdadeira revolução na indústria, cada vez mais voltada ao controle de custos, à velocidade de produção e absorvida pelas exigências de diminuição da agressão ao meio ambiente.
CORPORATIVA
16
Alta Competência
Grande parte desses avanços se deve às contribuições dos estudos da mecânica quântica à ciência dos materiais que possibilitou a exploração da composição química de metais, a identificação da estrutura cristalina dos vários elementos com reflexos diretos sobre a indústria eletrônica, de metais e mecânica, da construção civil, naval e aeronáutica, por exemplo.
Podemos afirmar seguramente que o fim da evolução dos métodos atuais e o surgimento de novos materiais está longe de ser alcançada (BARROS, 2008).
Neste estudo serão apresentados alguns princípios sobre a ciência dos materiais e sua importância na fabricação e adequada aquisição dos equipamentos, assim como os procedimentos de operação da Companhia. Serão também detalhadas as estruturas das tubulações e válvulas presentes no dia a dia dos funcionários.
Portanto, este conteúdo será fundamental para que os técnicos de operação possam reconhecer as necessidades referentes à manutenção, aquisição, bem como à segurança e adequação dos equipamentos utilizados.
CORPORATIVA
Cap
ítu
lo 1
Ciência dos materiais
Ao final desse capítulo, o treinando poderá:
• Explicar o que é ciência dos materiais;
• Identificar as propriedades e o comportamento dos materiais a partir das suas características;
• Reconhecer as técnicas de tratamento térmico do aço;
• Reconhecer os tipos de ensaios dos materiais.
CORPORATIVA

18
Alta Competência
CORPORATIVA
19
Capítulo 1. Ciência dos materiais
1. Ciência dos materiais
Quando imaginamos a confecção e a utilização de um determinado produto devemos pensar na seleção do material que irá constituí-lo.
Esse material deverá atender a exigências técnicas, como durabilidade e resistência, por exemplo, e também será necessário avaliar seu uso sob os aspectos econômicos.
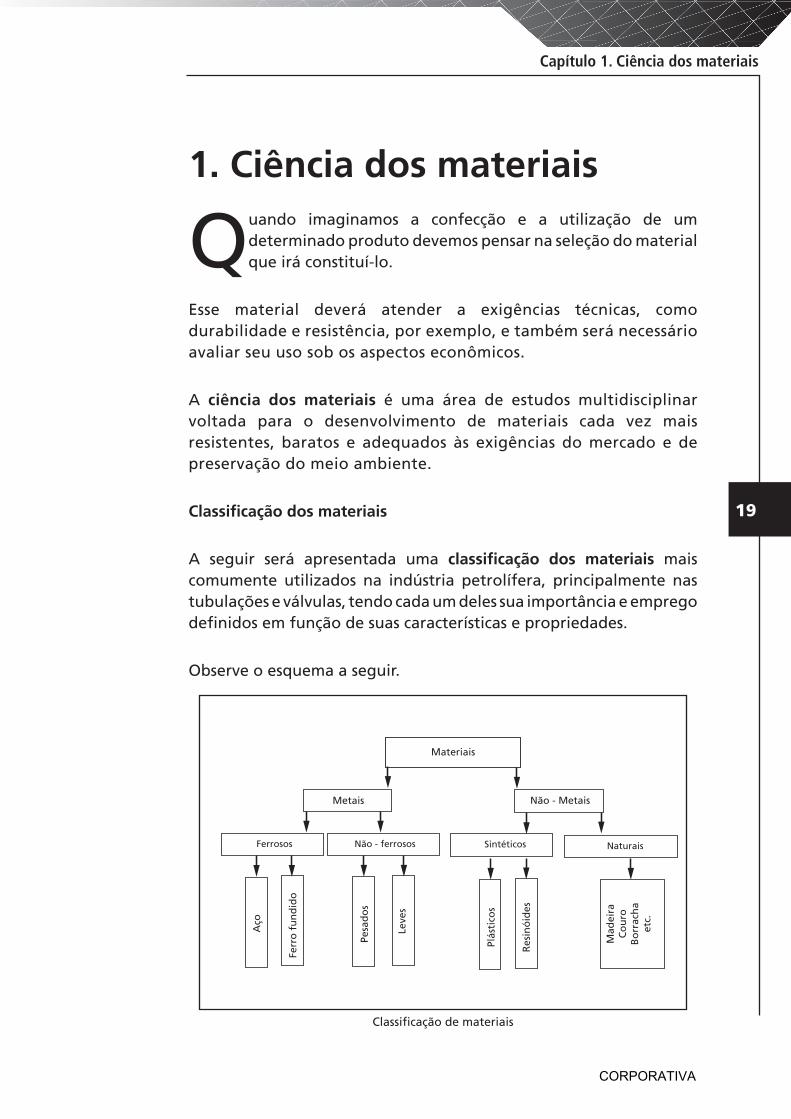
A ciência dos materiais é uma área de estudos multidisciplinar voltada para o desenvolvimento de materiais cada vez mais resistentes, baratos e adequados às exigências do mercado e de preservação do meio ambiente.
Classificação dos materiais
A seguir será apresentada uma classificação dos materiais mais comumente utilizados na indústria petrolífera, principalmente nas tubulações e válvulas, tendo cada um deles sua importância e emprego definidos em função de suas características e propriedades.
Observe o esquema a seguir.
Materiais
Não - ferrososFerrosos
Não - MetaisMetais
Aço
Ferr
o f
un
did
o
Pesa
do
s
Leve
s
Plás
tico
s
Res
inó
ides
Mad
eira
Co
uro
Bo
rrac
ha
etc.
NaturaisSintéticos
Classificação de materiais
CORPORATIVA
20
Alta Competência
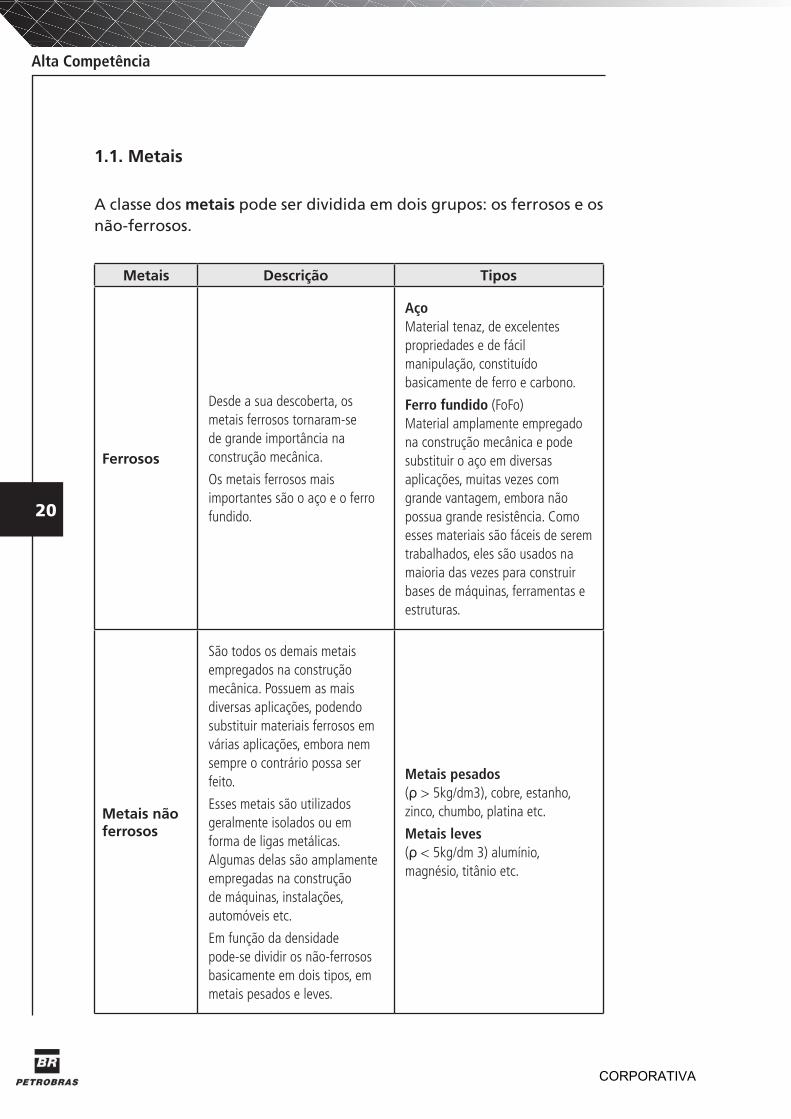
1.1. Metais
A classe dos metais pode ser dividida em dois grupos: os ferrosos e os não-ferrosos.
Metais Descrição Tipos
Ferrosos
Desde a sua descoberta, os metais ferrosos tornaram-se de grande importância na construção mecânica.
Os metais ferrosos mais importantes são o aço e o ferro fundido.
Aço Material tenaz, de excelentes propriedades e de fácil manipulação, constituído basicamente de ferro e carbono.
Ferro fundido (FoFo)Material amplamente empregado na construção mecânica e pode substituir o aço em diversas aplicações, muitas vezes com grande vantagem, embora não possua grande resistência. Como esses materiais são fáceis de serem trabalhados, eles são usados na maioria das vezes para construir bases de máquinas, ferramentas e estruturas.
Metais não ferrosos
São todos os demais metais empregados na construção mecânica. Possuem as mais diversas aplicações, podendo substituir materiais ferrosos em várias aplicações, embora nem sempre o contrário possa ser feito.
Esses metais são utilizados geralmente isolados ou em forma de ligas metálicas. Algumas delas são amplamente empregadas na construção de máquinas, instalações, automóveis etc.
Em função da densidade pode-se dividir os não-ferrosos basicamente em dois tipos, em metais pesados e leves.
Metais pesados(ρ > 5kg/dm3), cobre, estanho, zinco, chumbo, platina etc.
Metais leves(ρ < 5kg/dm 3) alumínio, magnésio, titânio etc.
CORPORATIVA
21
Capítulo 1. Ciência dos materiais
Normalmente, os metais não-ferrosos são caros e seu uso em componentes que possam ser substituídos por materiais ferrosos deve ser evitado.
Os metais não-ferrosos são amplamente utilizados em peças sujeitas à oxidação, devido à sua resistên-cia, assim como em componentes elétricos e no tra-tamento galvânico de superfícies.
Nos últimos anos, a importância dos metais leves e de suas ligas tem aumentado consideravelmente, princi-palmente na construção de veículos, nas construções aeronáuticas e navais, bem como na mecânica de precisão. Isso se deve à obtenção de ligas metálicas de alta resistência e menor peso. Conseqüentemen-te, há uma tendência à substituição do aço e do ferro fundido por esses metais.
Importante!
1.1.1. Aço
O aço é uma liga basicamente de ferro x carbono com percentual de carbono abaixo de 2% e as ligas acima desse valor são consideradas ferros fundidos, que podem chegar até 6,67%.
O produto gerado em uma siderúrgica tem, no início do seu processo de produção, um material bruto conhecido como ferro-gusa, liga com alta quantidade de carbono, que nos processos posteriores é transformado em aço na retirada e controle do carbono contido na liga.
CORPORATIVA
22
Alta Competência
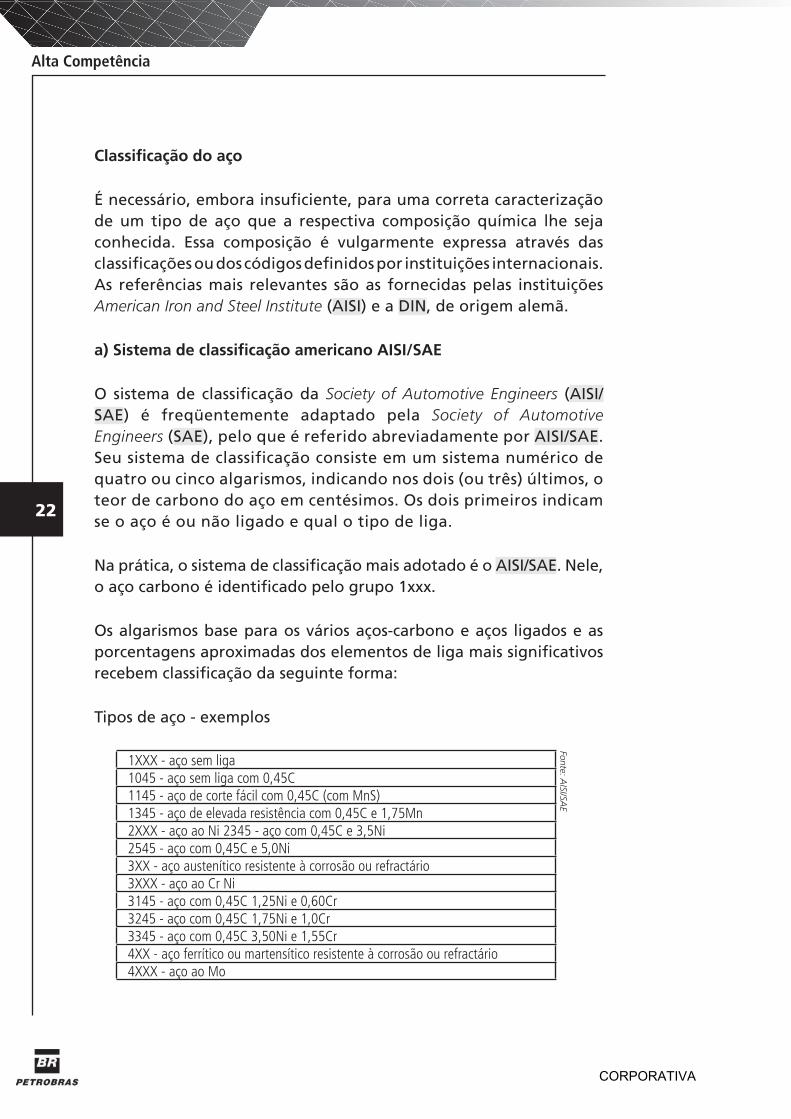
Classificação do aço
É necessário, embora insuficiente, para uma correta caracterização de um tipo de aço que a respectiva composição química lhe seja conhecida. Essa composição é vulgarmente expressa através das classificações ou dos códigos definidos por instituições internacionais. As referências mais relevantes são as fornecidas pelas instituições American Iron and Steel Institute (AISI) e a DIN, de origem alemã.
a) Sistema de classificação americano AISI/SAE
O sistema de classificação da Society of Automotive Engineers (AISI/SAE) é freqüentemente adaptado pela Society of Automotive Engineers (SAE), pelo que é referido abreviadamente por AISI/SAE. Seu sistema de classificação consiste em um sistema numérico de quatro ou cinco algarismos, indicando nos dois (ou três) últimos, o teor de carbono do aço em centésimos. Os dois primeiros indicam se o aço é ou não ligado e qual o tipo de liga.
Na prática, o sistema de classificação mais adotado é o AISI/SAE. Nele, o aço carbono é identificado pelo grupo 1xxx.
Os algarismos base para os vários aços-carbono e aços ligados e as porcentagens aproximadas dos elementos de liga mais significativos recebem classificação da seguinte forma:
Tipos de aço - exemplos
1XXX - aço sem liga
Fonte: AISI/SA
E
1045 - aço sem liga com 0,45C1145 - aço de corte fácil com 0,45C (com MnS)1345 - aço de elevada resistência com 0,45C e 1,75Mn2XXX - aço ao Ni 2345 - aço com 0,45C e 3,5Ni2545 - aço com 0,45C e 5,0Ni3XX - aço austenítico resistente à corrosão ou refractário3XXX - aço ao Cr Ni3145 - aço com 0,45C 1,25Ni e 0,60Cr3245 - aço com 0,45C 1,75Ni e 1,0Cr3345 - aço com 0,45C 3,50Ni e 1,55Cr4XX - aço ferrítico ou martensítico resistente à corrosão ou refractário4XXX - aço ao Mo
CORPORATIVA
23
Capítulo 1. Ciência dos materiais
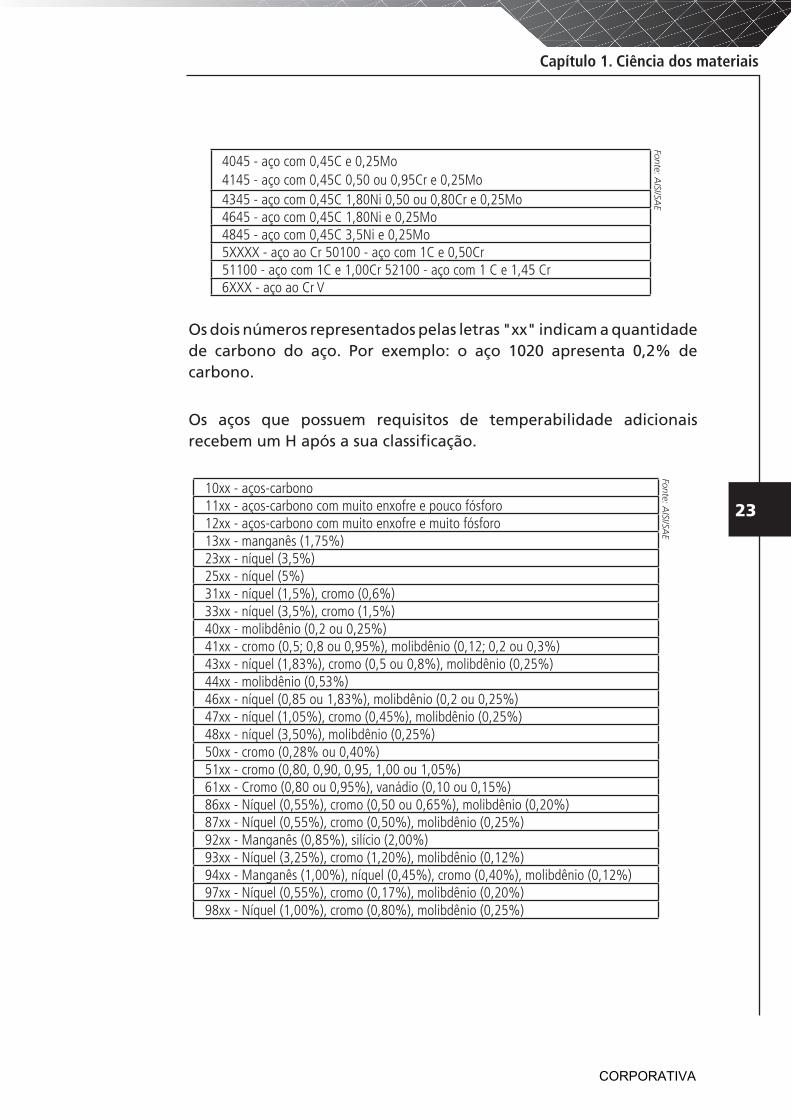
4045 - aço com 0,45C e 0,25Mo4145 - aço com 0,45C 0,50 ou 0,95Cr e 0,25Mo
Fonte: AISI/SA
E4345 - aço com 0,45C 1,80Ni 0,50 ou 0,80Cr e 0,25Mo4645 - aço com 0,45C 1,80Ni e 0,25Mo4845 - aço com 0,45C 3,5Ni e 0,25Mo5XXXX - aço ao Cr 50100 - aço com 1C e 0,50Cr51100 - aço com 1C e 1,00Cr 52100 - aço com 1 C e 1,45 Cr6XXX - aço ao Cr V
Os dois números representados pelas letras "xx" indicam a quantidade de carbono do aço. Por exemplo: o aço 1020 apresenta 0,2% de carbono.
Os aços que possuem requisitos de temperabilidade adicionais recebem um H após a sua classificação.
10xx - aços-carbono
Fonte: AISI/SA
E
11xx - aços-carbono com muito enxofre e pouco fósforo12xx - aços-carbono com muito enxofre e muito fósforo13xx - manganês (1,75%)23xx - níquel (3,5%)25xx - níquel (5%)31xx - níquel (1,5%), cromo (0,6%)33xx - níquel (3,5%), cromo (1,5%)40xx - molibdênio (0,2 ou 0,25%)41xx - cromo (0,5; 0,8 ou 0,95%), molibdênio (0,12; 0,2 ou 0,3%)43xx - níquel (1,83%), cromo (0,5 ou 0,8%), molibdênio (0,25%)44xx - molibdênio (0,53%)46xx - níquel (0,85 ou 1,83%), molibdênio (0,2 ou 0,25%)47xx - níquel (1,05%), cromo (0,45%), molibdênio (0,25%)48xx - níquel (3,50%), molibdênio (0,25%)50xx - cromo (0,28% ou 0,40%)51xx - cromo (0,80, 0,90, 0,95, 1,00 ou 1,05%)61xx - Cromo (0,80 ou 0,95%), vanádio (0,10 ou 0,15%)86xx - Níquel (0,55%), cromo (0,50 ou 0,65%), molibdênio (0,20%)87xx - Níquel (0,55%), cromo (0,50%), molibdênio (0,25%)92xx - Manganês (0,85%), silício (2,00%)93xx - Níquel (3,25%), cromo (1,20%), molibdênio (0,12%)94xx - Manganês (1,00%), níquel (0,45%), cromo (0,40%), molibdênio (0,12%)97xx - Níquel (0,55%), cromo (0,17%), molibdênio (0,20%)98xx - Níquel (1,00%), cromo (0,80%), molibdênio (0,25%)
CORPORATIVA
24
Alta Competência
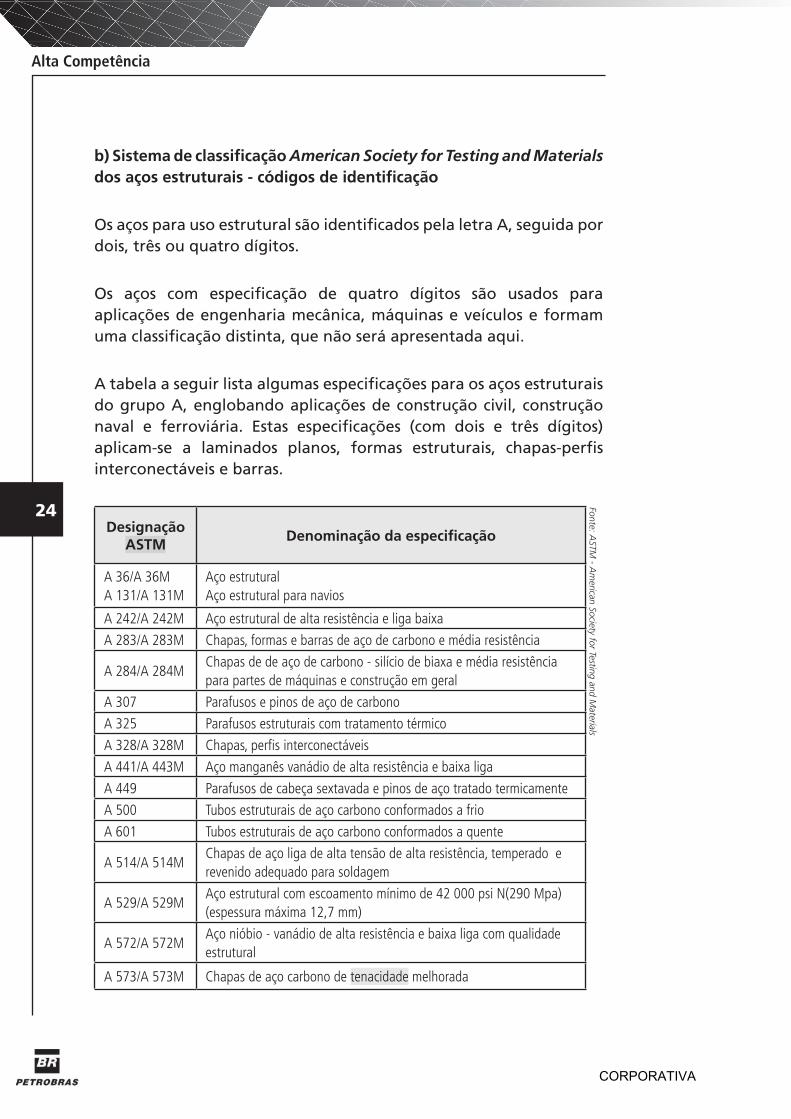
b) Sistema de classificação American Society for Testing and Materials dos aços estruturais - códigos de identificação
Os aços para uso estrutural são identificados pela letra A, seguida por dois, três ou quatro dígitos.
Os aços com especificação de quatro dígitos são usados para aplicações de engenharia mecânica, máquinas e veículos e formam uma classificação distinta, que não será apresentada aqui.
A tabela a seguir lista algumas especificações para os aços estruturais do grupo A, englobando aplicações de construção civil, construção naval e ferroviária. Estas especificações (com dois e três dígitos) aplicam-se a laminados planos, formas estruturais, chapas-perfis interconectáveis e barras.
DesignaçãoASTM
Denominação da especificação
A 36/A 36MA 131/A 131M
Aço estruturalAço estrutural para navios
A 242/A 242M Aço estrutural de alta resistência e liga baixa
A 283/A 283M Chapas, formas e barras de aço de carbono e média resistência
A 284/A 284MChapas de de aço de carbono - silício de biaxa e média resistência para partes de máquinas e construção em geral
A 307 Parafusos e pinos de aço de carbono
A 325 Parafusos estruturais com tratamento térmico
A 328/A 328M Chapas, perfis interconectáveis
A 441/A 443M Aço manganês vanádio de alta resistência e baixa liga
A 449 Parafusos de cabeça sextavada e pinos de aço tratado termicamente
A 500 Tubos estruturais de aço carbono conformados a frio
A 601 Tubos estruturais de aço carbono conformados a quente
A 514/A 514MChapas de aço liga de alta tensão de alta resistência, temperado e revenido adequado para soldagem
A 529/A 529MAço estrutural com escoamento mínimo de 42 000 psi N(290 Mpa) (espessura máxima 12,7 mm)
A 572/A 572MAço nióbio - vanádio de alta resistência e baixa liga com qualidade estrutural
A 573/A 573M Chapas de aço carbono de tenacidade melhorada
Fonte: ASTM
- Am
erican Society for Testing and Materials
CORPORATIVA
25
Capítulo 1. Ciência dos materiais
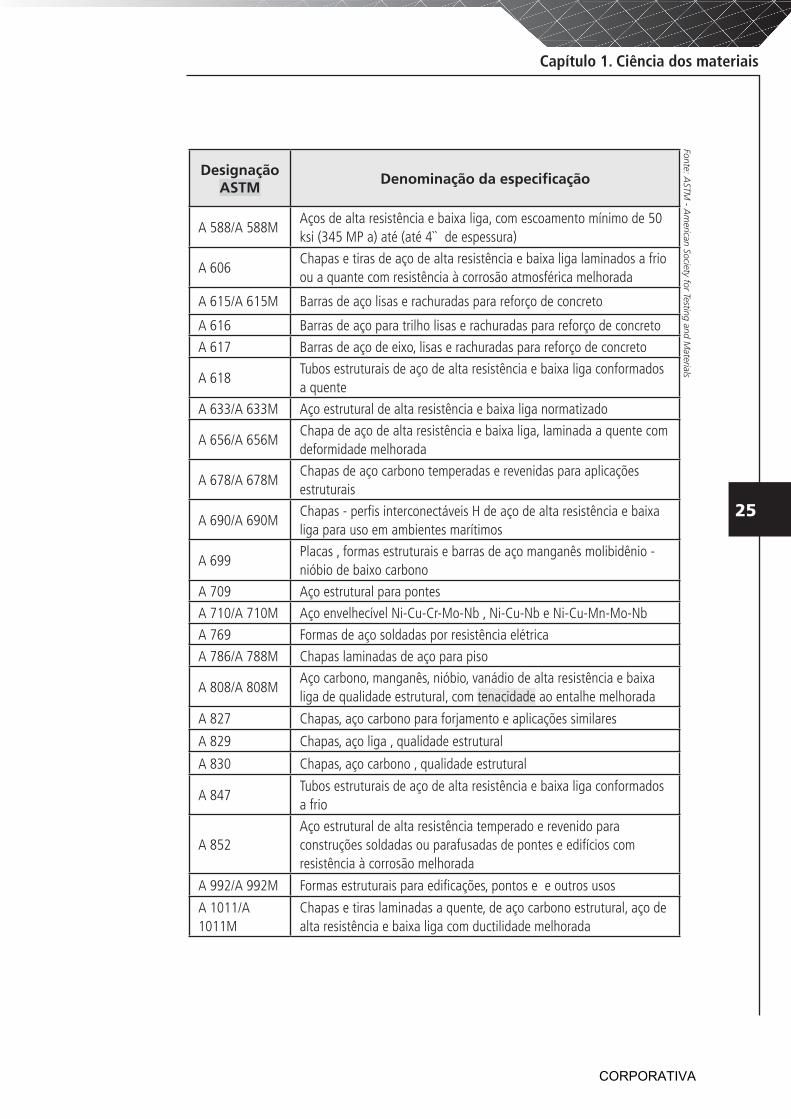
DesignaçãoASTM
Denominação da especificação
A 588/A 588MAços de alta resistência e baixa liga, com escoamento mínimo de 50 ksi (345 MP a) até (até 4`` de espessura)
A 606Chapas e tiras de aço de alta resistência e baixa liga laminados a frio ou a quante com resistência à corrosão atmosférica melhorada
A 615/A 615M Barras de aço lisas e rachuradas para reforço de concreto
A 616 Barras de aço para trilho lisas e rachuradas para reforço de concreto
A 617 Barras de aço de eixo, lisas e rachuradas para reforço de concreto
A 618Tubos estruturais de aço de alta resistência e baixa liga conformados a quente
A 633/A 633M Aço estrutural de alta resistência e baixa liga normatizado
A 656/A 656MChapa de aço de alta resistência e baixa liga, laminada a quente com deformidade melhorada
A 678/A 678MChapas de aço carbono temperadas e revenidas para aplicações estruturais
A 690/A 690MChapas - perfis interconectáveis H de aço de alta resistência e baixa liga para uso em ambientes marítimos
A 699Placas , formas estruturais e barras de aço manganês molibidênio - nióbio de baixo carbono
A 709 Aço estrutural para pontes
A 710/A 710M Aço envelhecível Ni-Cu-Cr-Mo-Nb , Ni-Cu-Nb e Ni-Cu-Mn-Mo-Nb
A 769 Formas de aço soldadas por resistência elétrica
A 786/A 788M Chapas laminadas de aço para piso
A 808/A 808MAço carbono, manganês, nióbio, vanádio de alta resistência e baixa liga de qualidade estrutural, com tenacidade ao entalhe melhorada
A 827 Chapas, aço carbono para forjamento e aplicações similares
A 829 Chapas, aço liga , qualidade estrutural
A 830 Chapas, aço carbono , qualidade estrutural
A 847Tubos estruturais de aço de alta resistência e baixa liga conformados a frio
A 852Aço estrutural de alta resistência temperado e revenido para construções soldadas ou parafusadas de pontes e edifícios com resistência à corrosão melhorada
A 992/A 992M Formas estruturais para edificações, pontos e e outros usos
A 1011/A 1011M
Chapas e tiras laminadas a quente, de aço carbono estrutural, aço de alta resistência e baixa liga com ductilidade melhorada
Fonte: ASTM
- Am
erican Society for Testing and Materials
CORPORATIVA
26
Alta Competência
c) Sistema de classificação alemã DIN
A especificação DIN 17 006 estabelece o modo de abreviar as diferentes composições de aços. Os aços sem liga são designados pela letra C seguida do respectivo teor de carbono em centésimos, Ck se o aço é de qualidade superior, aços ditos especiais, conforme critérios apresentados a seguir.
Sistema de abreviatura
DIN C45 - aço sem liga com 0,45C;
Ck 45 - semelhante ao anterior, mas de qualidade superior, dito aço especial;
45CrMo 4 - aço fracamente ligado com 0,45C;
1Cr e Mo - elementos não quantificados;
X200Cr12 - aço fortemente ligado com 2C 12Cr.
Os aços ligados são classificados como fraca e fortemente ligados, conforme a existência ou ausência de um elemento cujo teor seja pelo menos de 5%p. Os aços fracos ligados são designados pelo seu teor em carbono em centésimos e pela descrição da natureza dos diferentes elementos de liga, pelo respectivo símbolo químico, e por um ou mais números que indicam o teor do(s) elemento(s) de liga, afetados por um fator multiplicador (4 ou 10) para que esse teor seja expresso por um número inteiro.
Os aços fortemente ligados são designados pela letra X seguida do respectivo teor em carbono (em centésimos) e da descrição da natureza dos diferentes elementos de liga através do respectivo símbolo e de seu teor nominal.
CORPORATIVA
27
Capítulo 1. Ciência dos materiais
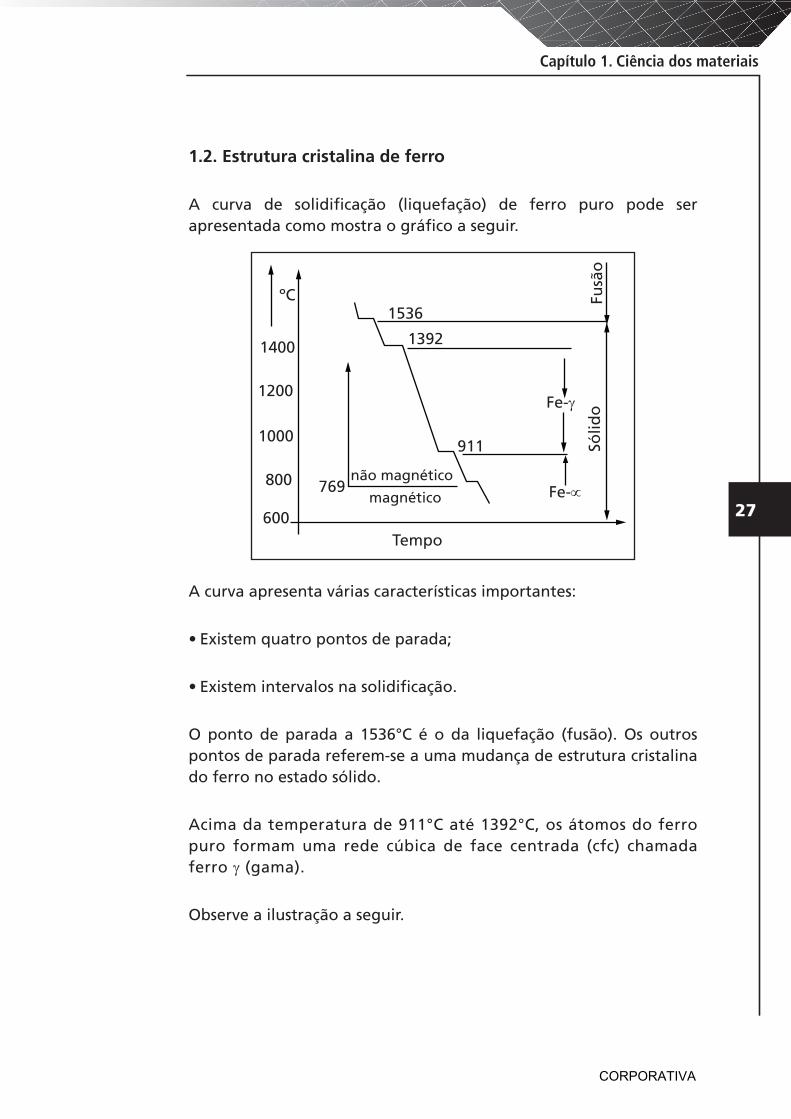
1.2. Estrutura cristalina de ferro
A curva de solidificação (liquefação) de ferro puro pode ser apresentada como mostra o gráfico a seguir.
600
800
1000
1200
1400
ºC1536
769
1392
911
Fe-
Fe-
Fusã
oSó
lido
não magnético
magnético
Tempo
A curva apresenta várias características importantes:
Existem quatro pontos de parada;•
Existem intervalos na solidificação.•
O ponto de parada a 1536°C é o da liquefação (fusão). Os outros pontos de parada referem-se a uma mudança de estrutura cristalina do ferro no estado sólido.
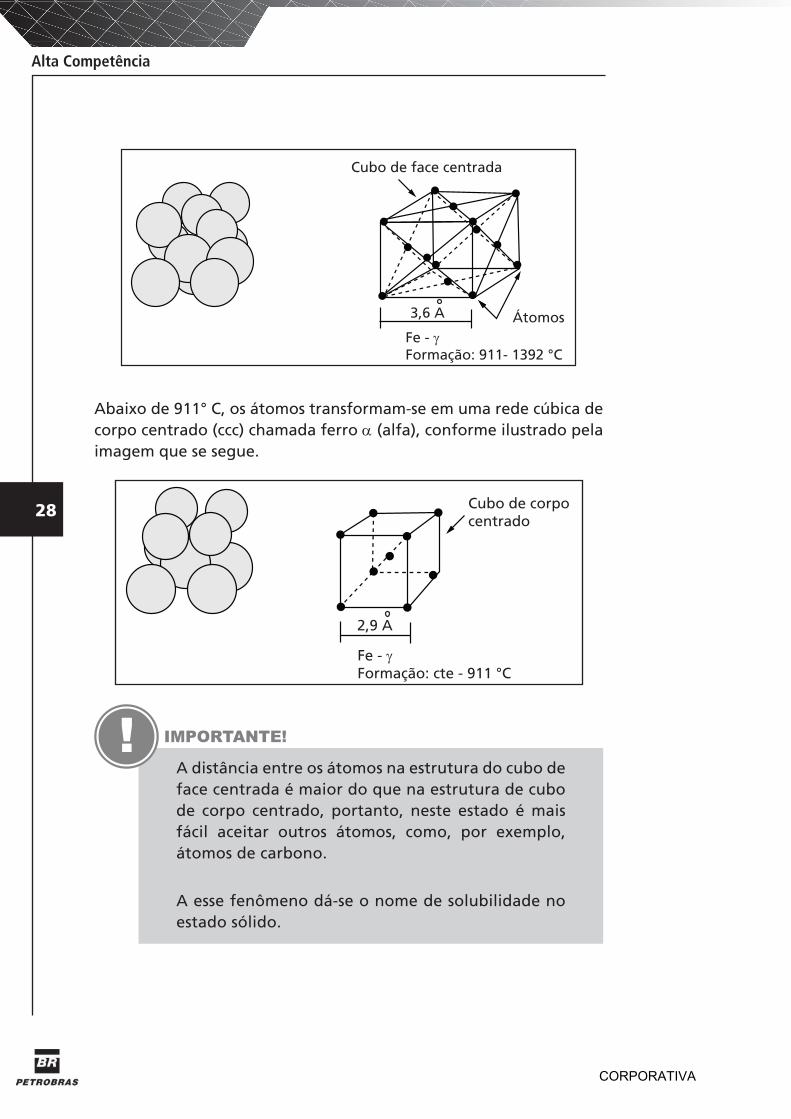
Acima da temperatura de 911°C até 1392°C, os átomos do ferro puro formam uma rede cúbica de face centrada (cfc) chamada ferro γ (gama).
Observe a ilustração a seguir.
CORPORATIVA
28
Alta Competência
3,6 A
Fe - Formação: 911- 1392 °C
Cubo de face centrada
Átomos
Abaixo de 911° C, os átomos transformam-se em uma rede cúbica de corpo centrado (ccc) chamada ferro α (alfa), conforme ilustrado pela imagem que se segue.
2,9 A
Fe - Formação: cte - 911 °C
Cubo de corpocentrado
A distância entre os átomos na estrutura do cubo de face centrada é maior do que na estrutura de cubo de corpo centrado, portanto, neste estado é mais fácil aceitar outros átomos, como, por exemplo, átomos de carbono.
A esse fenômeno dá-se o nome de solubilidade no estado sólido.
Importante!
CORPORATIVA

29
Capítulo 1. Ciência dos materiais
Abaixo de 769°C o ferro é magnético. Acima da temperatura de 1392°C, o ferro transforma-se novamente em rede cúbica de corpo centrado chamada ferro δ (delta) que, para o tratamento térmico, não tem importância.
1.2.1. Estrutura cristalina do aço no resfriamento lento - transformação no estado sólido
Nesta situação, o material resultante é denominado liga metálica. As ligas metálicas podem ser classificadas como monofásicas ou polifásicas, dependendo do número de fases observadas em uma determinada condição de composição, temperatura e pressão. Fases em materiais são definidas como regiões que se diferenciam de outras em termos de estrutura e/ou composição.
O estudo de um sistema de um, dois ou mais componentes, sendo monofásico ou polifásico, pode ser feito a partir dos diagramas de fases. Os diagramas de fases são representações gráficas das fases presentes em um sistema, em função da temperatura, pressão e composição.
A maioria dos diagramas de fases é obtida em condições de equilíbrio e usada para entender e prever o comportamento dos materiais.
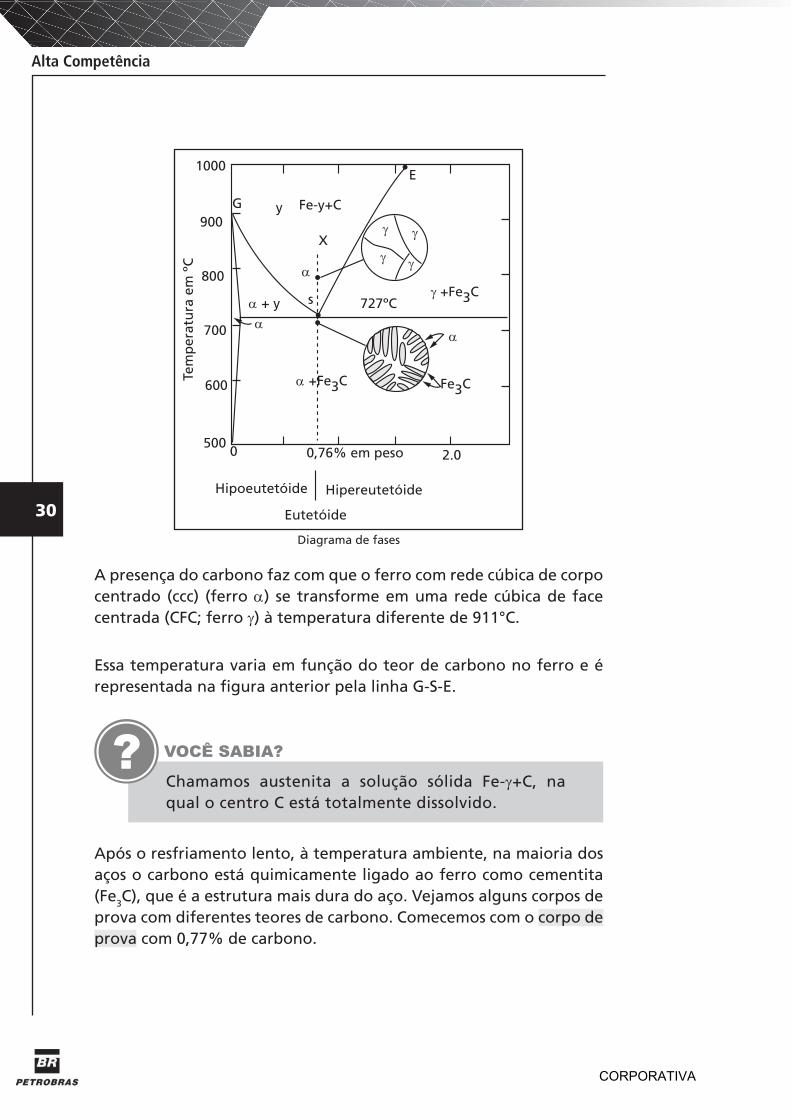
A ilustração a seguir representa a parte do diagrama de fases ferro - carbono destinada ao resfriamento lento de uma liga ferro-carbono (eutenóide) com aproximadamente 0,76% de carbono.
CORPORATIVA
30
Alta Competência
Tem
per
atu
ra e
m º
C
HipereutetóideHipoeutetóide
Eutetóide
+ y
Fe-y+Cy
X
s 727ºC
Fe3C
G
E
+Fe3C
0,76% em peso 2.00500
600
700
800
900
1000
+Fe3C
Diagrama de fases
A presença do carbono faz com que o ferro com rede cúbica de corpo centrado (ccc) (ferro α) se transforme em uma rede cúbica de face centrada (CFC; ferro γ) à temperatura diferente de 911°C.
Essa temperatura varia em função do teor de carbono no ferro e é representada na figura anterior pela linha G-S-E.
Chamamos austenita a solução sólida Fe-γ+C, na qual o centro C está totalmente dissolvido.
VoCÊ SaBIa??
Após o resfriamento lento, à temperatura ambiente, na maioria dos aços o carbono está quimicamente ligado ao ferro como cementita (Fe3C), que é a estrutura mais dura do aço. Vejamos alguns corpos de prova com diferentes teores de carbono. Comecemos com o corpo de prova com 0,77% de carbono.
CORPORATIVA
31
Capítulo 1. Ciência dos materiais
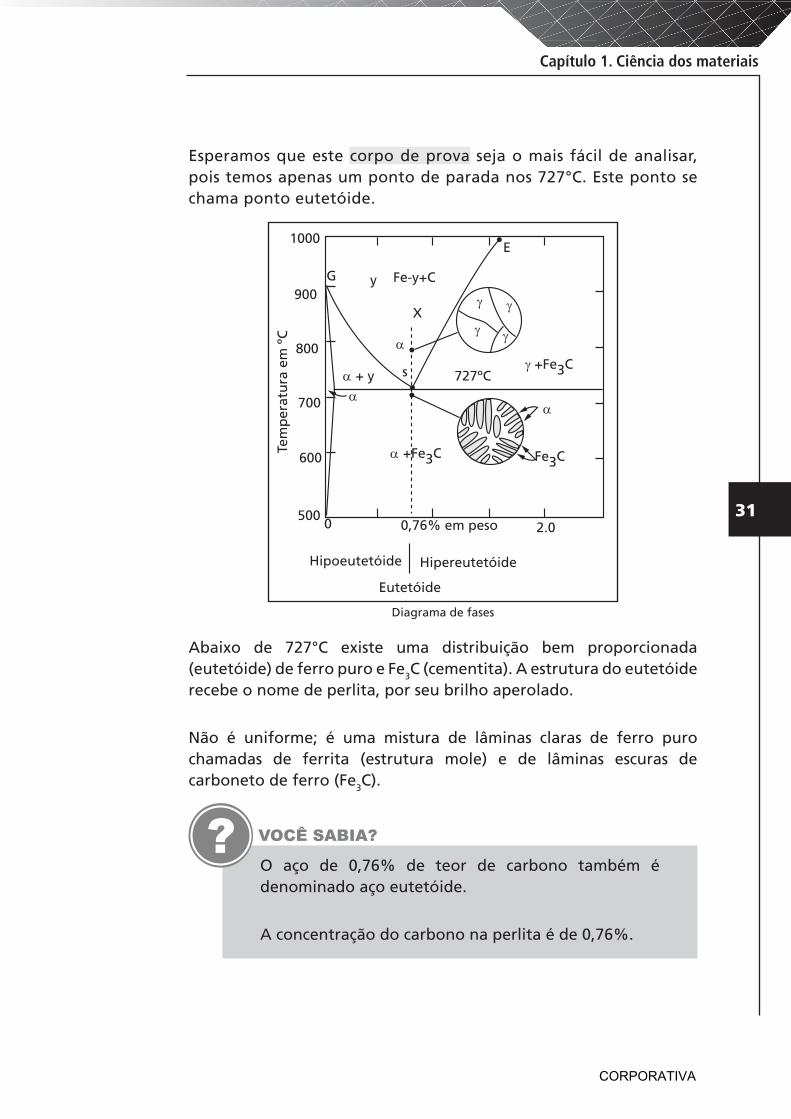
Esperamos que este corpo de prova seja o mais fácil de analisar, pois temos apenas um ponto de parada nos 727°C. Este ponto se chama ponto eutetóide.
Tem
per
atu
ra e
m º
C
HipereutetóideHipoeutetóide
Eutetóide
+ y
Fe-y+Cy
X
s 727ºC
Fe3C
G
E
+Fe3C
0,76% em peso 2.00500
600
700
800
900
1000
+Fe3C
Diagrama de fases
Abaixo de 727°C existe uma distribuição bem proporcionada (eutetóide) de ferro puro e Fe3C (cementita). A estrutura do eutetóide recebe o nome de perlita, por seu brilho aperolado.
Não é uniforme; é uma mistura de lâminas claras de ferro puro chamadas de ferrita (estrutura mole) e de lâminas escuras de carboneto de ferro (Fe3C).
O aço de 0,76% de teor de carbono também é denominado aço eutetóide.
A concentração do carbono na perlita é de 0,76%.
VoCÊ SaBIa??
CORPORATIVA
32
Alta Competência
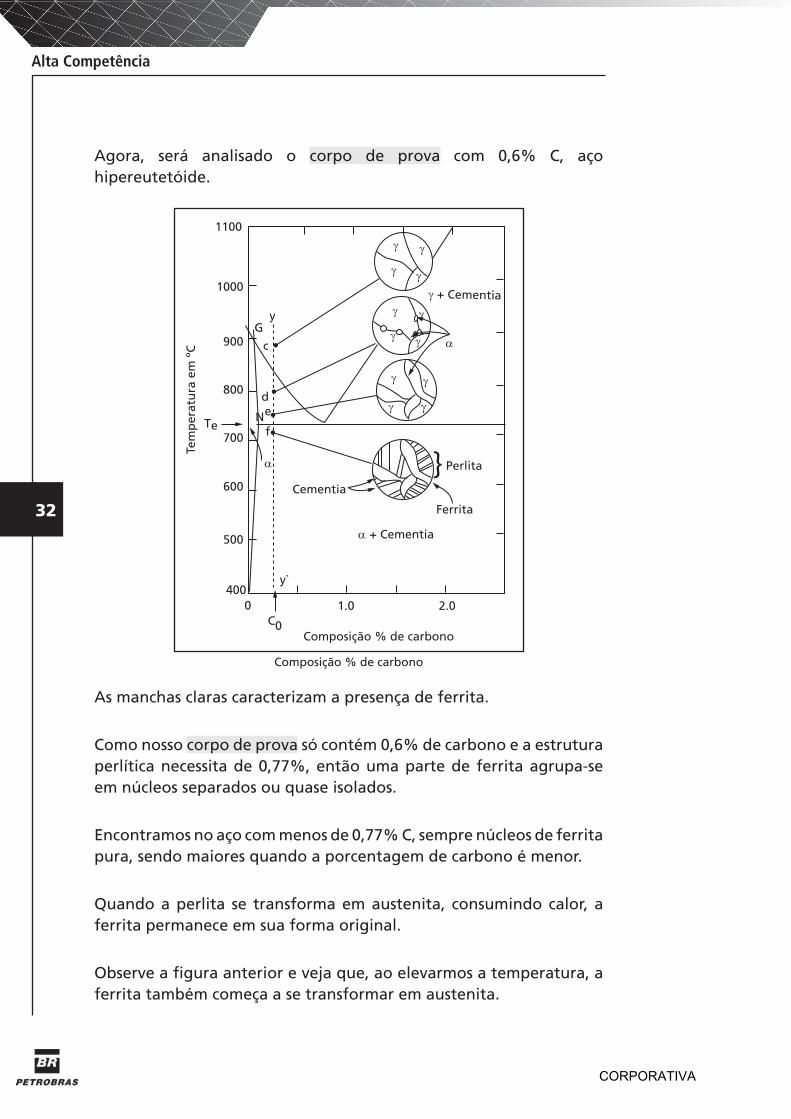
Agora, será analisado o corpo de prova com 0,6% C, aço hipereutetóide.
Tem
per
atu
ra e
m º
C
G
2.00
600
700
800
900
1000
500
1100
} Perlita
Ferrita
+ Cementia
Cementia
+ Cementia
c
de
f
N
y`
y
C0
1.0
Composição % de carbono
400
Te
Composição % de carbono
As manchas claras caracterizam a presença de ferrita.
Como nosso corpo de prova só contém 0,6% de carbono e a estrutura perlítica necessita de 0,77%, então uma parte de ferrita agrupa-se em núcleos separados ou quase isolados.
Encontramos no aço com menos de 0,77% C, sempre núcleos de ferrita pura, sendo maiores quando a porcentagem de carbono é menor.
Quando a perlita se transforma em austenita, consumindo calor, a ferrita permanece em sua forma original.
Observe a figura anterior e veja que, ao elevarmos a temperatura, a ferrita também começa a se transformar em austenita.
CORPORATIVA
33
Capítulo 1. Ciência dos materiais
Chegamos à linha G - S com toda a ferrita já transformada em austenita; temos em nosso corpo de prova uma estrutura puramente austenítica. Desse ponto em diante, a temperatura aumenta rapidamente. Vale ressaltar que o aço que possui teor de carbono entre 0,05% até 0,76% se chama aço hipoeutetóide.
O aço com um teor de carbono entre 0,76% até 2,06% chama-se aço hipereutetóide.
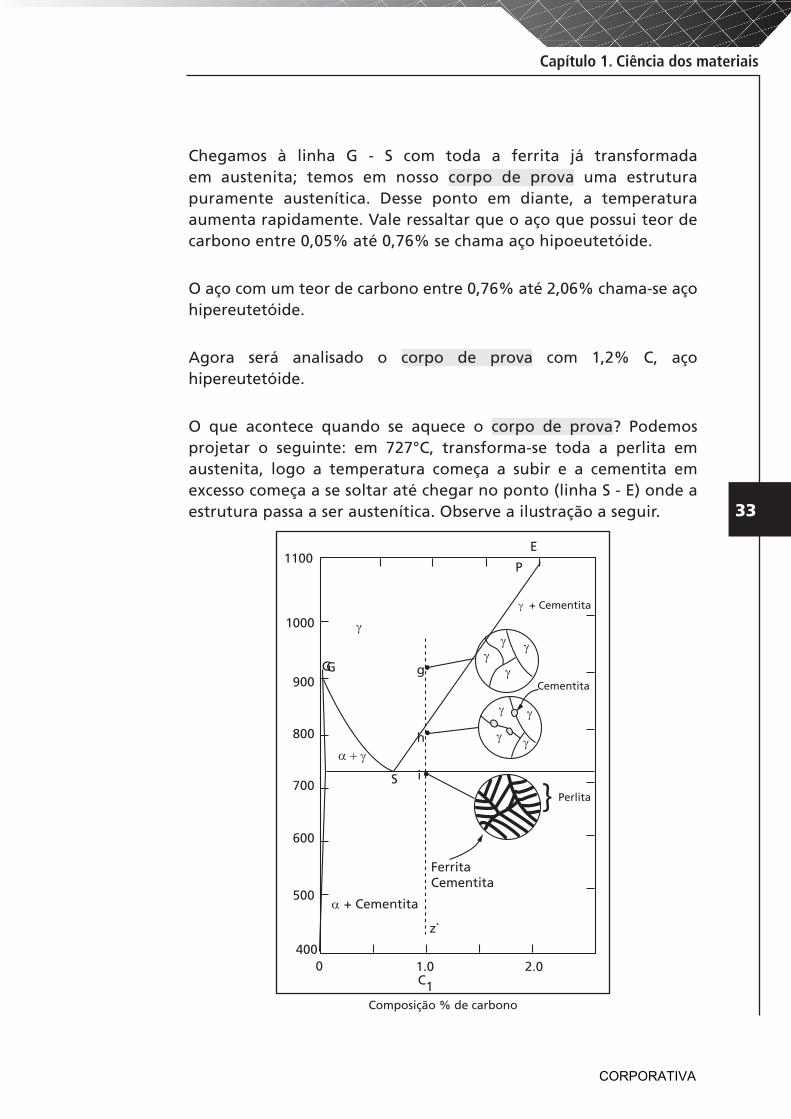
Agora será analisado o corpo de prova com 1,2% C, aço hipereutetóide.
O que acontece quando se aquece o corpo de prova? Podemos projetar o seguinte: em 727°C, transforma-se toda a perlita em austenita, logo a temperatura começa a subir e a cementita em excesso começa a se soltar até chegar no ponto (linha S - E) onde a estrutura passa a ser austenítica. Observe a ilustração a seguir.
G
2.00
600
700
800
900
1000
500
1100
1.0
Composição % de carbono
400
} Perlita
FerritaCementita
+ Cementita
Cementita
g
h
i
z`
+ Cementita
G
S
C1
E
P
Composição % de carbono
CORPORATIVA
34
Alta Competência
Vendo a estrutura da ilustração anterior, podemos reconhecer as partes lamelares como perlita. As nervuras claras são de cementita. Se analisarmos o excesso de cementita, temos 1,2% C - 0,8% C (perlita) 0,4% C, representando os restantes 0,4% C, excesso de cementita.
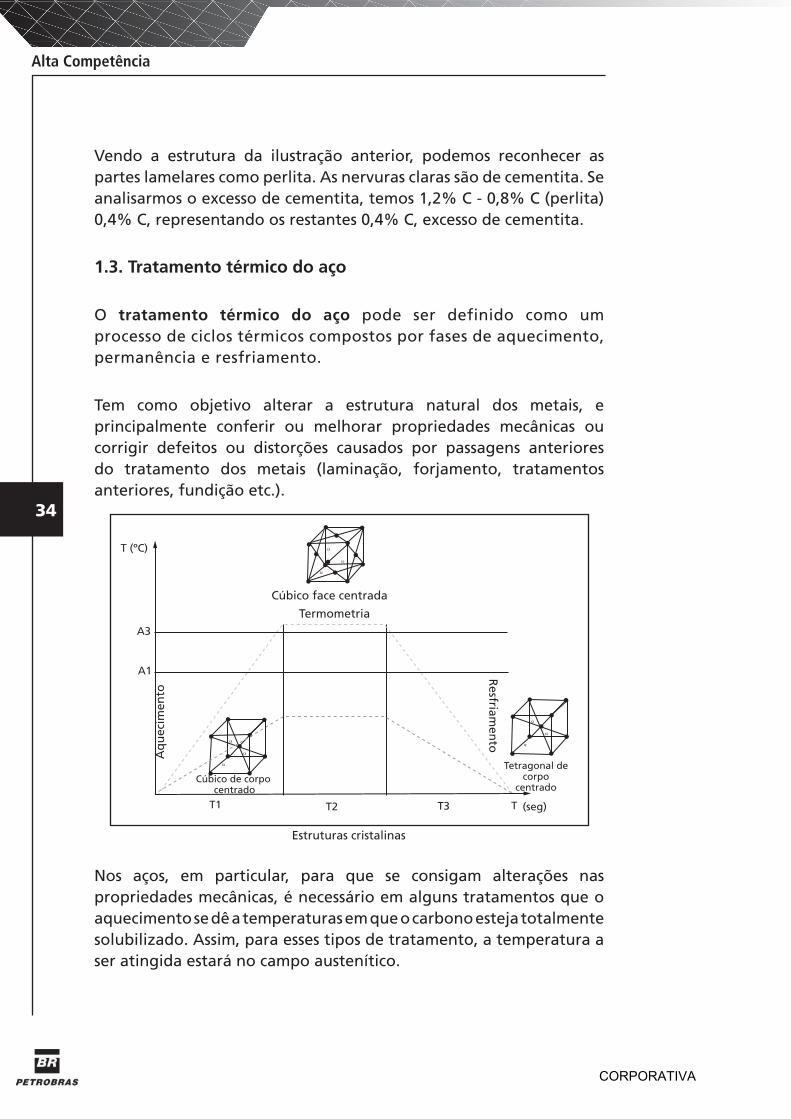
1.3. Tratamento térmico do aço
O tratamento térmico do aço pode ser definido como um processo de ciclos térmicos compostos por fases de aquecimento, permanência e resfriamento.
Tem como objetivo alterar a estrutura natural dos metais, e principalmente conferir ou melhorar propriedades mecânicas ou corrigir defeitos ou distorções causados por passagens anteriores do tratamento dos metais (laminação, forjamento, tratamentos anteriores, fundição etc.).
Estruturas cristalinas
Cúbico face centrada
Termometria
Aq
uec
imen
to
Resfriam
ento
Tetragonal de corpo
centradoCúbico de corpo
centrado
T (ºC)
A3
A1
T1 T2 T3 T (seg)
Nos aços, em particular, para que se consigam alterações nas propriedades mecânicas, é necessário em alguns tratamentos que o aquecimento se dê a temperaturas em que o carbono esteja totalmente solubilizado. Assim, para esses tipos de tratamento, a temperatura a ser atingida estará no campo austenítico.
CORPORATIVA
35
Capítulo 1. Ciência dos materiais
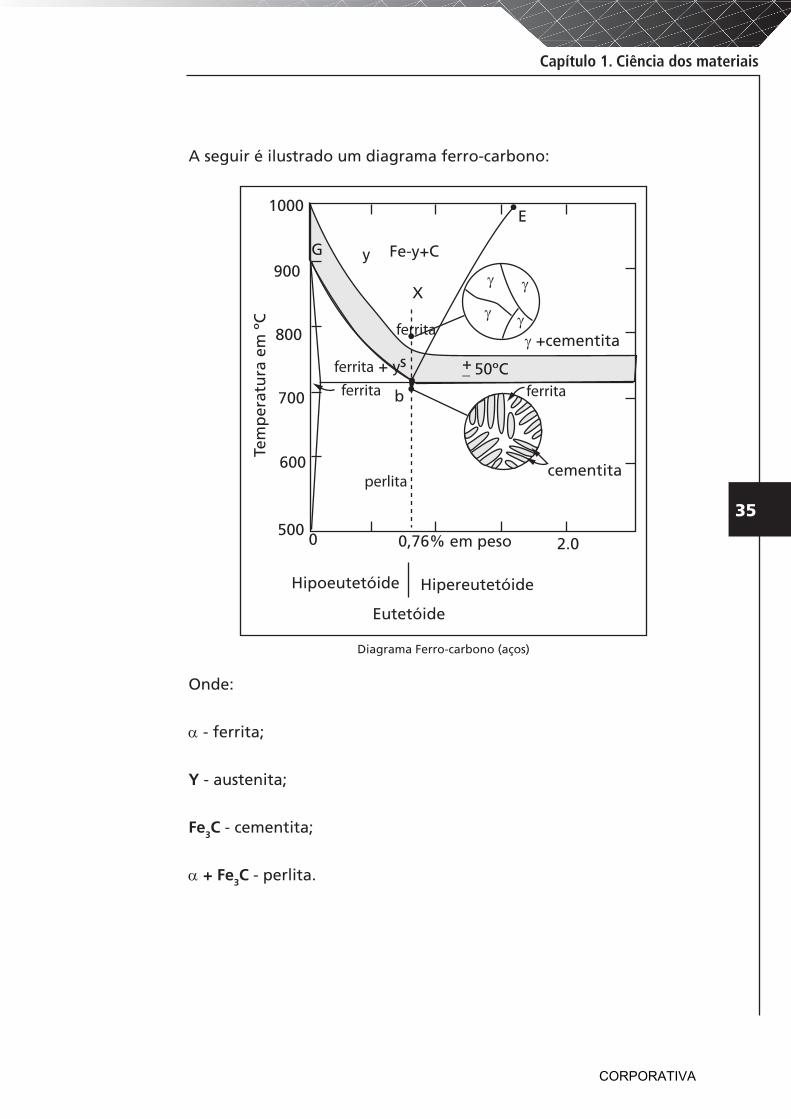
A seguir é ilustrado um diagrama ferro-carbono:
Tem
per
atu
ra e
m º
C
HipereutetóideHipoeutetóide
Eutetóide
ferrita + y ferrita
Fe-y+Cy
X
ferrita
s +_ 50ºC
ferrita
cementita
G
E
perlita
0,76% em peso 2.00500
600
700
800
900
1000
+cementita
b
Diagrama Ferro-carbono (aços)
Onde:
α - ferrita;
Y - austenita;
Fe3C - cementita;
α + Fe3C - perlita.
CORPORATIVA
36
Alta Competência
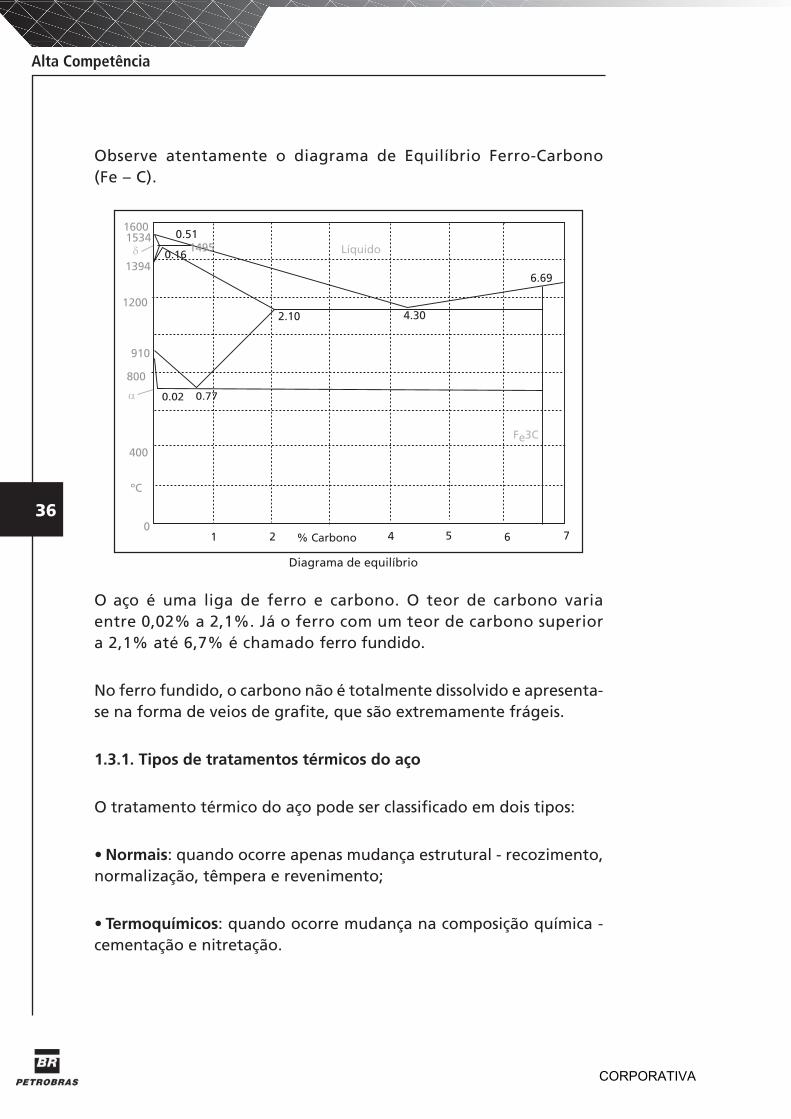
Observe atentamente o diagrama de Equilíbrio Ferro-Carbono (Fe – C).
2.10 4.30
6.69
0.51
0.16
0.02 0.77
16001534
1394
1200
1495
910
800
400
ºC
01 2 % Carbono 4 5 6 7
Líquido
Fe3C
Diagrama de equilíbrio
O aço é uma liga de ferro e carbono. O teor de carbono varia entre 0,02% a 2,1%. Já o ferro com um teor de carbono superior a 2,1% até 6,7% é chamado ferro fundido.
No ferro fundido, o carbono não é totalmente dissolvido e apresenta-se na forma de veios de grafite, que são extremamente frágeis.
1.3.1. Tipos de tratamentos térmicos do aço
O tratamento térmico do aço pode ser classificado em dois tipos:
Normais• : quando ocorre apenas mudança estrutural - recozimento, normalização, têmpera e revenimento;
Termoquímicos• : quando ocorre mudança na composição química - cementação e nitretação.
CORPORATIVA
37
Capítulo 1. Ciência dos materiais
a) Tratamentos térmicos normais
Recozimento•
É o tratamento térmico realizado com a finalidade de alcançar um ou vários dos seguintes objetivos:
Remover tensões de trabalhos mecânicos a frio ou a quente;•
Reduzir a dureza do aço;•
Melhorar propriedades mecânicas como ductibilidade, • resistência etc.;
Regularizar textura, remover gases etc.;•
Eliminar efeitos de quaisquer tratamentos térmicos.•
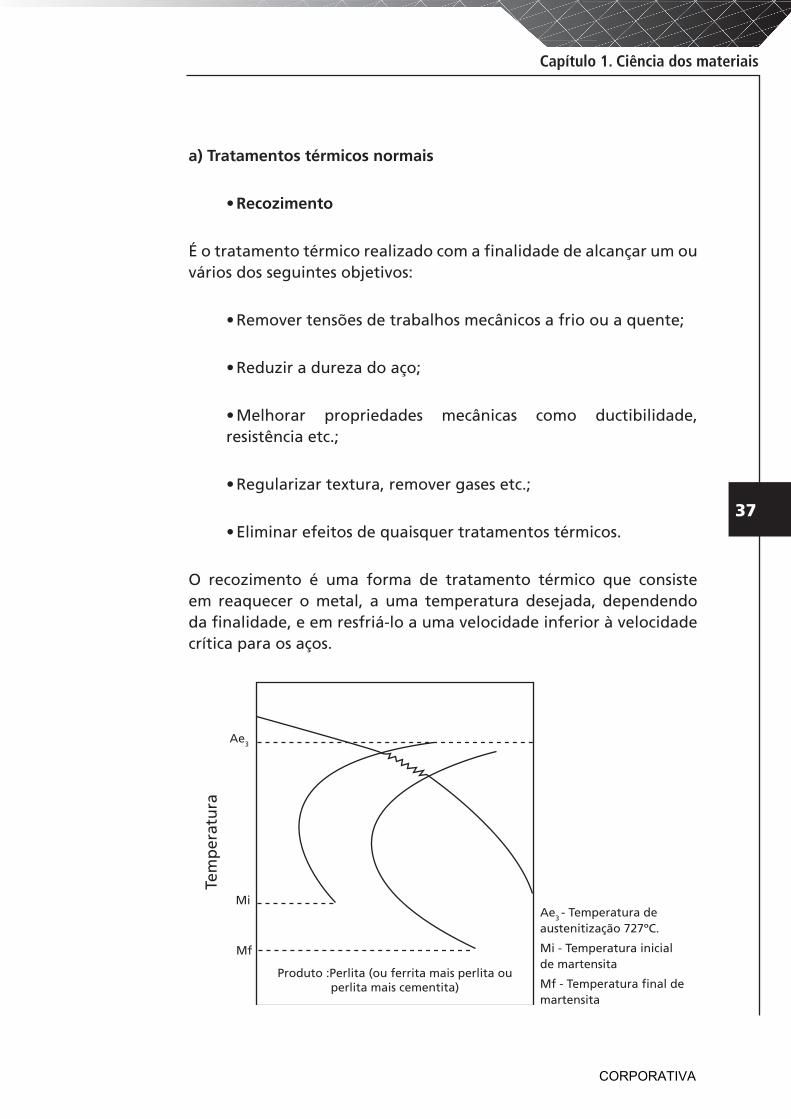
O recozimento é uma forma de tratamento térmico que consiste em reaquecer o metal, a uma temperatura desejada, dependendo da finalidade, e em resfriá-lo a uma velocidade inferior à velocidade crítica para os aços.
Tem
per
atu
ra
Produto :Perlita (ou ferrita mais perlita ouperlita mais cementita)
Ae3
Mi
Mf
Ae3 - Temperatura de austenitização 727ºC.
Mi - Temperatura inicial de martensita
Mf - Temperatura final de martensita
CORPORATIVA
38
Alta Competência
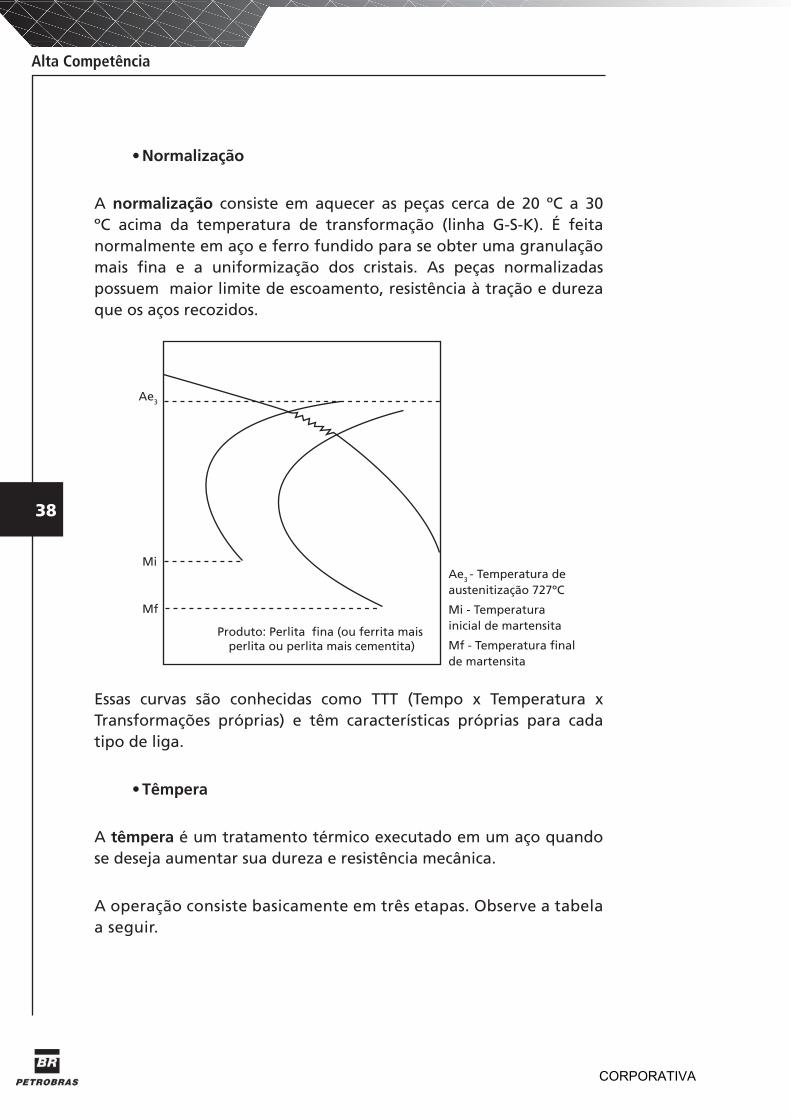
Normalização•
A normalização consiste em aquecer as peças cerca de 20 ºC a 30 ºC acima da temperatura de transformação (linha G-S-K). É feita normalmente em aço e ferro fundido para se obter uma granulação mais fina e a uniformização dos cristais. As peças normalizadas possuem maior limite de escoamento, resistência à tração e dureza que os aços recozidos.
Ae3
Produto: Perlita fina (ou ferrita mais perlita ou perlita mais cementita)
Mi
Mf
Ae3 - Temperatura de austenitização 727ºC
Mi - Temperatura inicial de martensita
Mf - Temperatura final de martensita
Essas curvas são conhecidas como TTT (Tempo x Temperatura x Transformações próprias) e têm características próprias para cada tipo de liga.
Têmpera•
A têmpera é um tratamento térmico executado em um aço quando se deseja aumentar sua dureza e resistência mecânica.
A operação consiste basicamente em três etapas. Observe a tabela a seguir.
CORPORATIVA
39
Capítulo 1. Ciência dos materiais
Etapas Descrição
Aquecimento
O aço deve ser aquecido em torno de 50°C acima da linha G-S-K (zona crítica) para transformar a perlita definitivamente em austenita.
Para um aço com mais de 0,86% de carbono é suficiente transformar somente a perlita (linha S-K), pois contém Fe3 C em excesso, apresentando uma estrutura muito dura.
Manutenção da temperatura
Podemos definir manutenção da temperatura como o tempo necessário para solubilizar totalmente o carbono e garantir que toda a peça chegue à mesma temperatura.
Resfriamento
O resfriamento deve ser feito em um meio que possibilite uma velocidade crítica, fazendo com que a estrutura austenítica se transforme diretamente na estrutura desejada.
Esse meio pode ser: água, salmoura, óleo, ou mesmo o próprio ar, dependendo da velocidade de resfriamento necessária.
Estrutura martensítica
A principal finalidade da têmpera é a obtenção de uma estrutura martensítica, pois é essa estrutura que aumenta consideravelmente a dureza do aço e também eleva o seu limite de resistência à tração.
Acima da zona crítica, o aço fica austenitizado, possuindo uma rede cúbica de face centrada CFC (ferro – Y), possibilitando assim a solubilidade do carbono.
A partir da reação austenítica, em condições de resfriamento lento, a estrutura final será perlita + ferrita e perlita + cementita para os aços hipereutetóides.
Porém, com o resfriamento rápido, não há tempo para que haja a liberação do carbono para formar a cementita. O resfriamento rápido tem como objetivo o aumento da dureza (martensita), da resistência ao desgaste, tração e diminuição da ductilidade.
A estrutura do Fe, no entanto, tem que sofrer a transformação CFC (Y) para CCC (α). Assim, tem-se o Fe com estrutura CCC (α) e o carbono continuará dissolvido.
CORPORATIVA
40
Alta Competência
Como o tamanho do CCC é menor que o CFC, há uma grande tensão na estrutura devido à presença do carbono.
Assim, a estrutura CCC sofre uma deformação, gerando uma estrutura tetragonal de corpo centrado (TCC), saturado com átomos de carbono. Tal estrutura propicia grande dureza e resistência, porém causando fragilidade bastante acentuada.
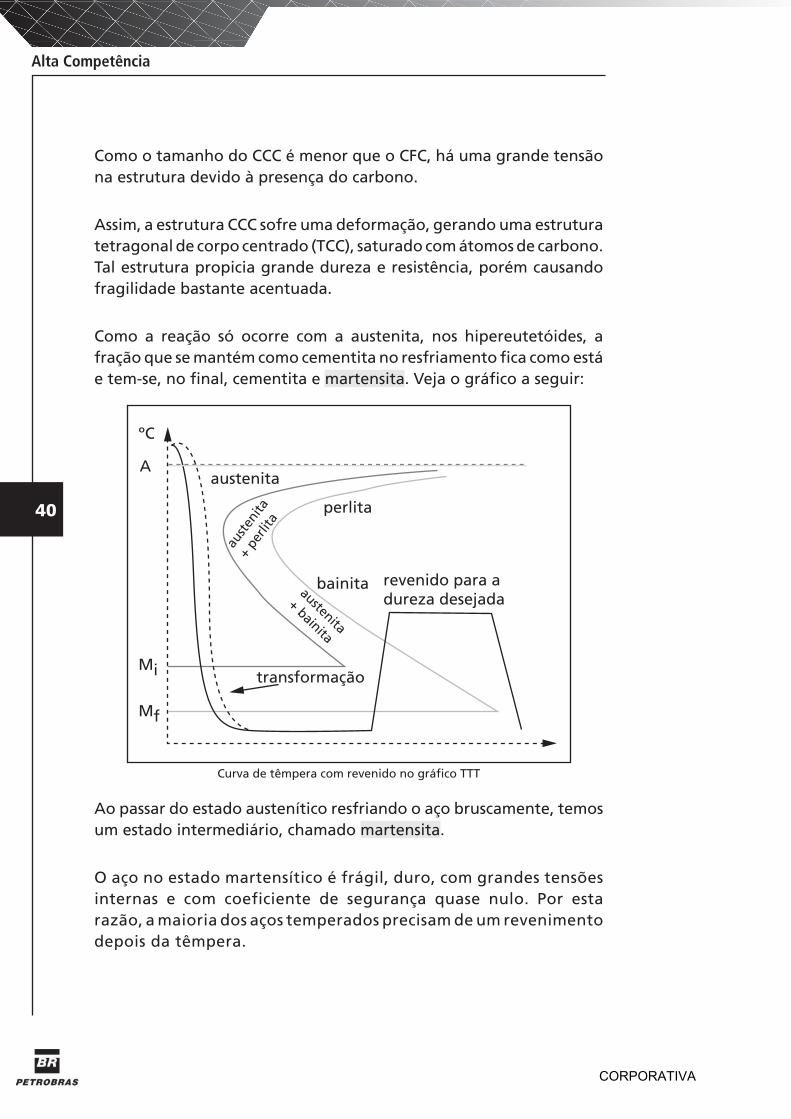
Como a reação só ocorre com a austenita, nos hipereutetóides, a fração que se mantém como cementita no resfriamento fica como está e tem-se, no final, cementita e martensita. Veja o gráfico a seguir:
ºC
A
Mi
Mf
austenita
perlita
bainita revenido para adureza desejada
transformação
aust
enita
+ pe
rlita
austenita
+ bainita
Curva de têmpera com revenido no gráfico TTT
Ao passar do estado austenítico resfriando o aço bruscamente, temos um estado intermediário, chamado martensita.
O aço no estado martensítico é frágil, duro, com grandes tensões internas e com coeficiente de segurança quase nulo. Por esta razão, a maioria dos aços temperados precisam de um revenimento depois da têmpera.
CORPORATIVA
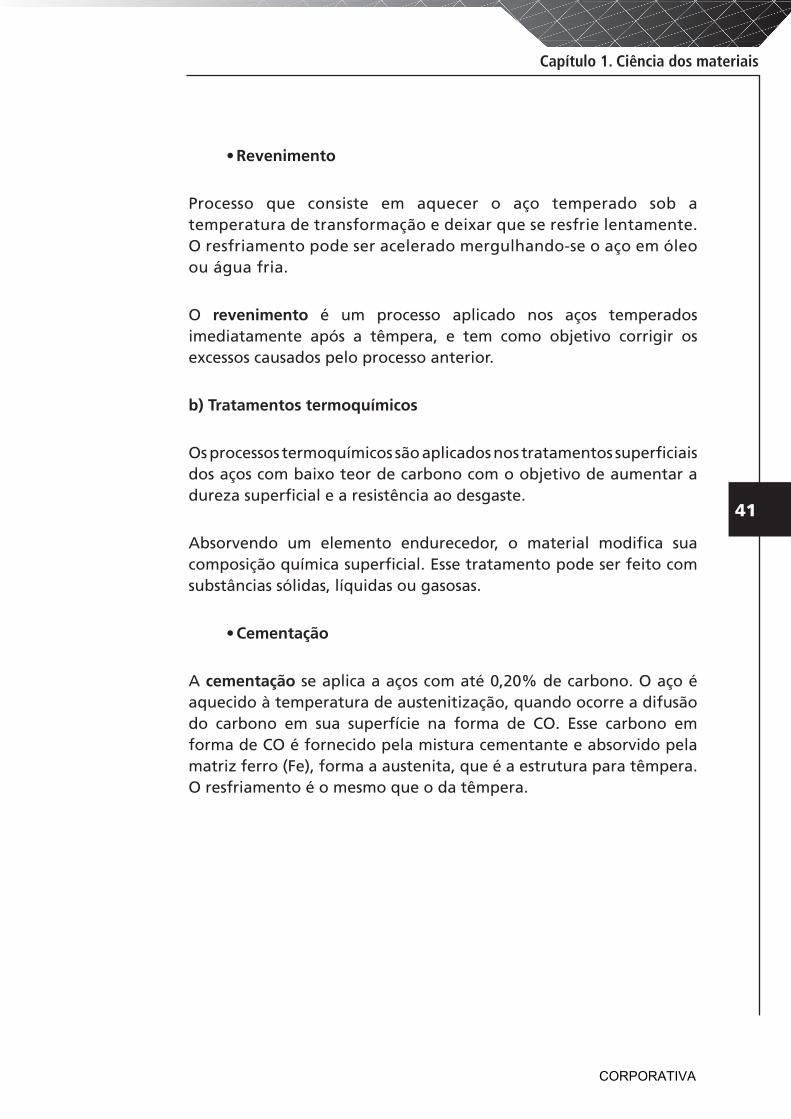
41
Capítulo 1. Ciência dos materiais
Revenimento•
Processo que consiste em aquecer o aço temperado sob a temperatura de transformação e deixar que se resfrie lentamente. O resfriamento pode ser acelerado mergulhando-se o aço em óleo ou água fria.
O revenimento é um processo aplicado nos aços temperados imediatamente após a têmpera, e tem como objetivo corrigir os excessos causados pelo processo anterior.
b) Tratamentos termoquímicos
Os processos termoquímicos são aplicados nos tratamentos superficiais dos aços com baixo teor de carbono com o objetivo de aumentar a dureza superficial e a resistência ao desgaste.
Absorvendo um elemento endurecedor, o material modifica sua composição química superficial. Esse tratamento pode ser feito com substâncias sólidas, líquidas ou gasosas.
Cementação•
A cementação se aplica a aços com até 0,20% de carbono. O aço é aquecido à temperatura de austenitização, quando ocorre a difusão do carbono em sua superfície na forma de CO. Esse carbono em forma de CO é fornecido pela mistura cementante e absorvido pela matriz ferro (Fe), forma a austenita, que é a estrutura para têmpera. O resfriamento é o mesmo que o da têmpera.
CORPORATIVA
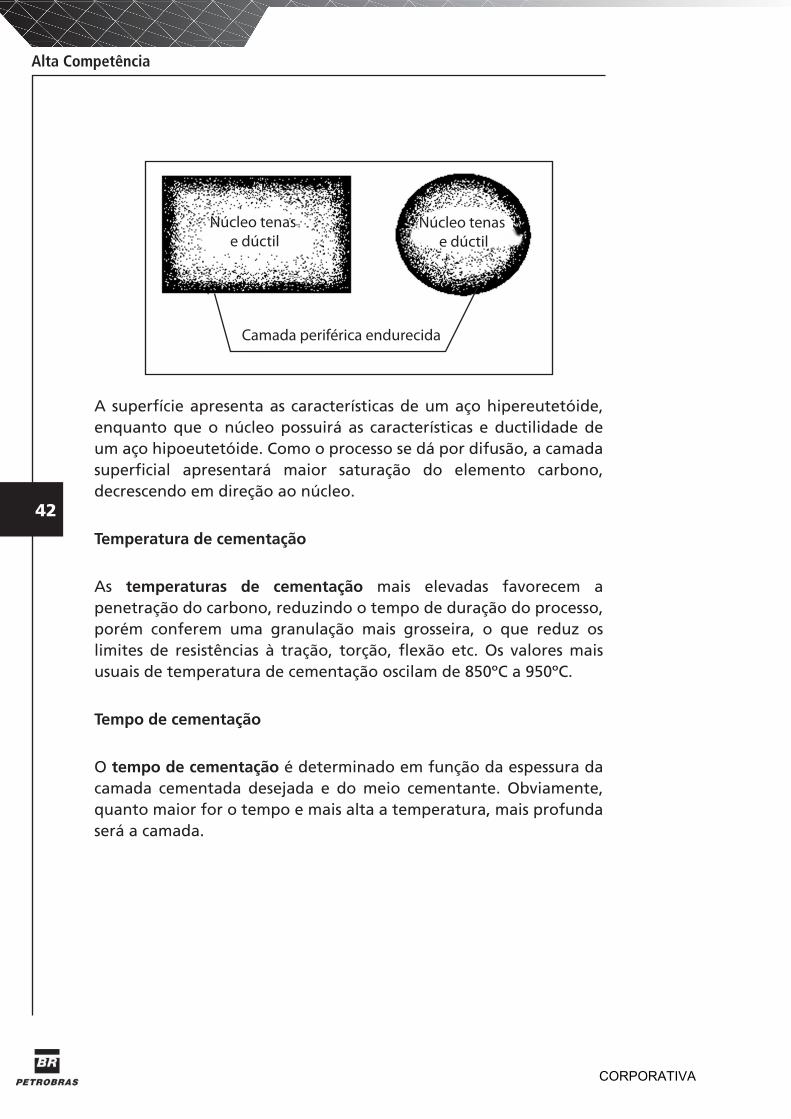
42
Alta Competência
Núcleo tenas e dúctil
Núcleo tenas e dúctil
Camada periférica endurecida
A superfície apresenta as características de um aço hipereutetóide, enquanto que o núcleo possuirá as características e ductilidade de um aço hipoeutetóide. Como o processo se dá por difusão, a camada superficial apresentará maior saturação do elemento carbono, decrescendo em direção ao núcleo.
Temperatura de cementação
As temperaturas de cementação mais elevadas favorecem a penetração do carbono, reduzindo o tempo de duração do processo, porém conferem uma granulação mais grosseira, o que reduz os limites de resistências à tração, torção, flexão etc. Os valores mais usuais de temperatura de cementação oscilam de 850ºC a 950ºC.
Tempo de cementação
O tempo de cementação é determinado em função da espessura da camada cementada desejada e do meio cementante. Obviamente, quanto maior for o tempo e mais alta a temperatura, mais profunda será a camada.
CORPORATIVA
43
Capítulo 1. Ciência dos materiais
Meios de cementação
A cementação, quanto aos meios carbonetantes, pode ser:
Cementação Meios cementantes
Sólida - caixaCarvão vegetal duroCarvão coque 20%Atividades 5 a 10%
Líquida- banho em sais fundidos
Cianetos de sódio Cianetos de bório Outros sais
Gasosa - fornos de atmosferaGás metanoGás propano etc.
Aplicação da cementação
O processo de cementação é recomendado para peças como engrenagens, eixos, parafusos etc., que necessitam de resistência mecânica e de alta dureza na superfície e núcleo dúctil com boa tenacidade.
Nitretação•
Assim como a cementação, a nitretação tem como função provocar alterações na composição das camadas superficiais do aço. Isso ocorre através de um processo químico de enriquecimento da superfície do aço feito com nitrogênio, formando uma camada rica em nitretos.
Entretanto, a camada modificada não necessita ser temperada, considerando-se que os nitretos que se formam ao longo do processo apresentam dureza elevada, o que evita processos de empenamento. A temperatura de nitretação é em torno de 500 ºC a 600 ºC. Esse fator também contribui para a redução das possibilidades de empenamento por não ocorrer mudança de fase no momento do resfriamento.
A composição de alguns tipos de aço-liga como os que possuem alumínio, cromo, vanádio e molibdênio, apresentam uma dureza final maior pela formação de nitretos mais complexos.
CORPORATIVA
44
Alta Competência
A camada nitretada apresenta menor espessura do que a obtida a partir da cementação, girando em torno de 0,8 mm. Para ampliar esses valores, o tempo empregado no processo seria muito longo e o método se tornaria pouco viável financeiramente.
O tempo de nitretação é curto, variando em torno de 1 a 4 horas.
Aplicação da nitretação
O processo de nitretação apresenta como resultados vantajosos:
Alta dureza com alta resistência ao desgaste;•
Alto grau de estabilidade dimensional;•
Maior resistência à corrosão;•
Baixa sensibilidade ao entalhe;•
Alta resistência à fadiga.•
Tipos de nitretação
A nitretação pode ser de dois tipos:
A gás• : neste processo, a amônia é o elemento utilizado. Ela é injetada no forno aquecido geralmente a 510° C;
Nitretação por via líquida• : processo semelhante ao do banho utilizado na cementação líquida. Os elementos utilizados são, normalmente, o cianeto de sódio ou potássio, carbonato de sódio ou de potássio e cloreto de potássio ou de sódio.
CORPORATIVA
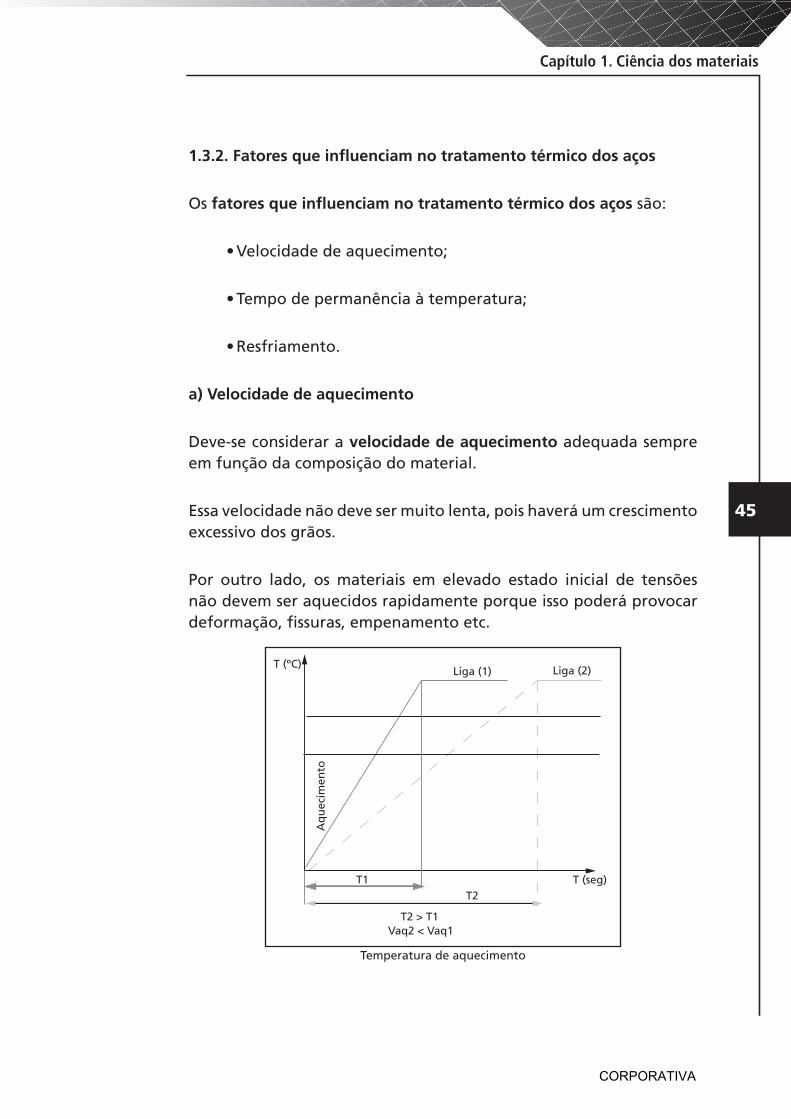
45
Capítulo 1. Ciência dos materiais
1.3.2. Fatores que influenciam no tratamento térmico dos aços
Os fatores que influenciam no tratamento térmico dos aços são:
Velocidade de aquecimento;•
Tempo de permanência à temperatura;•
Resfriamento.•
a) Velocidade de aquecimento
Deve-se considerar a velocidade de aquecimento adequada sempre em função da composição do material.
Essa velocidade não deve ser muito lenta, pois haverá um crescimento excessivo dos grãos.
Por outro lado, os materiais em elevado estado inicial de tensões não devem ser aquecidos rapidamente porque isso poderá provocar deformação, fissuras, empenamento etc.
Liga (1) Liga (2)T (ºC)
T2 > T1Vaq2 < Vaq1
T (seg)T2
T1
Aq
uec
imen
to
Temperatura de aquecimento
CORPORATIVA
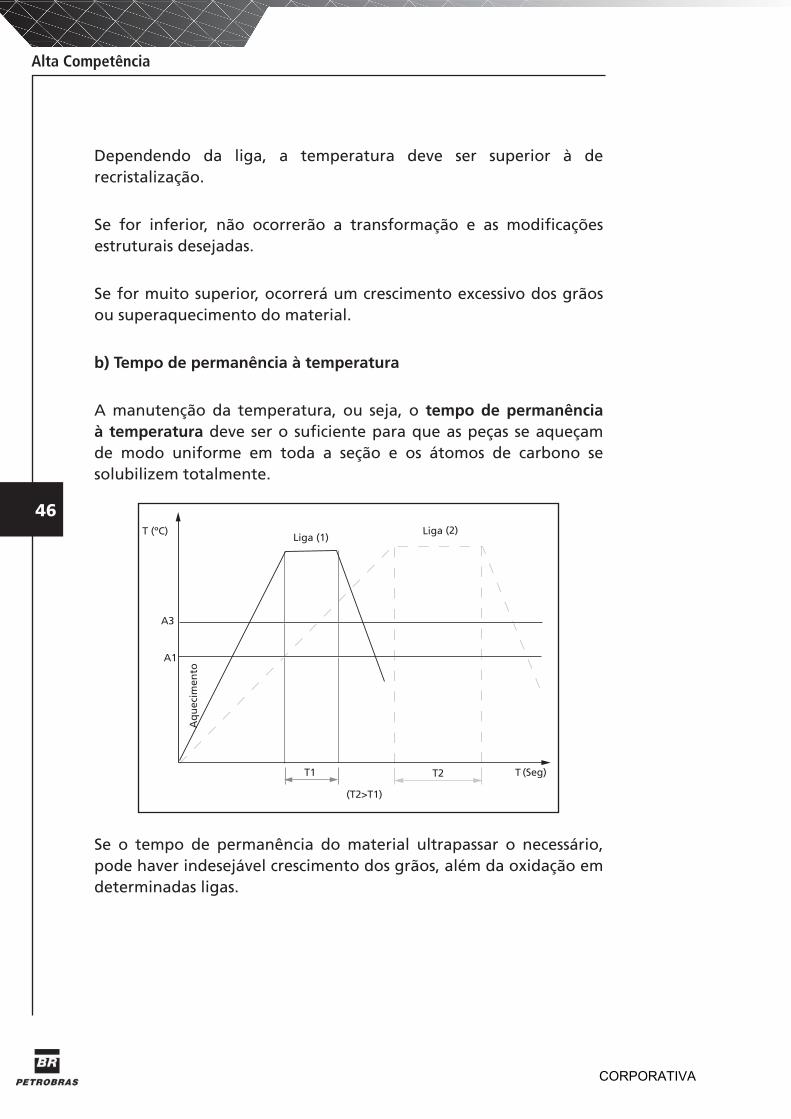
46
Alta Competência
Dependendo da liga, a temperatura deve ser superior à de recristalização.
Se for inferior, não ocorrerão a transformação e as modificações estruturais desejadas.
Se for muito superior, ocorrerá um crescimento excessivo dos grãos ou superaquecimento do material.
b) Tempo de permanência à temperatura
A manutenção da temperatura, ou seja, o tempo de permanência à temperatura deve ser o suficiente para que as peças se aqueçam de modo uniforme em toda a seção e os átomos de carbono se solubilizem totalmente.
T1 T2 T (Seg)
Liga (1)Liga (2)T (ºC)
A3
A1
Aq
uec
imen
to
(T2>T1)
Se o tempo de permanência do material ultrapassar o necessário, pode haver indesejável crescimento dos grãos, além da oxidação em determinadas ligas.
CORPORATIVA
47
Capítulo 1. Ciência dos materiais
c) Resfriamento
Para algumas ligas, entre as quais os aços, que são os mais importantes do ponto de vista dos tratamentos térmicos, o resfriamento é fundamental, pois através dele pode-se conseguir, em função da velocidade de resfriamento, a estrutura e as propriedades finais desejadas.
Os meios de resfriamento são os responsáveis pelas diferentes velocidades de resfriamento. Em ordem decrescente de velocidade, alguns meios de resfriamento são:
Solução aquosa a 10% NaOH;•
Solução aquosa a 10% NaCl;•
Solução aquosa a 10% Na• 2 CO3;
Água a 0° C;•
Água a 18° C;•
Água a 25° C;•
Óleo;•
Água a 50° C;•
Tetracloreto de carbono;•
Água a 75° C;•
Água a 100° C;•
Ar líquido;•
Ar;•
Vácuo.•
CORPORATIVA
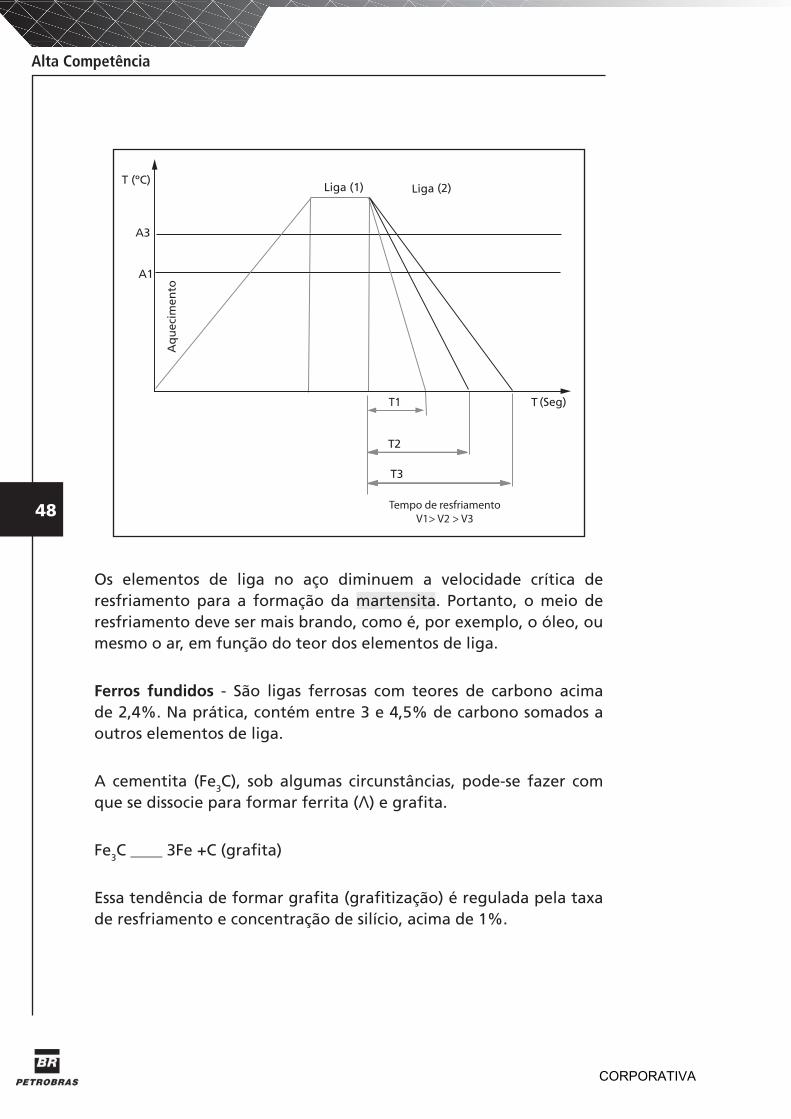
48
Alta Competência
T1
T2
T (Seg)
Liga (1) Liga (2)T (ºC)
A3
A1
Aq
uec
imen
to
T3
Tempo de resfriamentoV1> V2 > V3
Os elementos de liga no aço diminuem a velocidade crítica de resfriamento para a formação da martensita. Portanto, o meio de resfriamento deve ser mais brando, como é, por exemplo, o óleo, ou mesmo o ar, em função do teor dos elementos de liga.
Ferros fundidos - São ligas ferrosas com teores de carbono acima de 2,4%. Na prática, contém entre 3 e 4,5% de carbono somados a outros elementos de liga.
A cementita (Fe3C), sob algumas circunstâncias, pode-se fazer com que se dissocie para formar ferrita (Λ) e grafita.
Fe3C ____ 3Fe +C (grafita)
Essa tendência de formar grafita (grafitização) é regulada pela taxa de resfriamento e concentração de silício, acima de 1%.
CORPORATIVA
49
Capítulo 1. Ciência dos materiais
Na maioria dos ferros fundidos, o carbono existe como grafita e o comportamento mecânico e a microestrutura dependem da composição química e do tratamento térmico. Os tipos mais comuns de ferro fundidos são os cinzentos, nodulares, brancos e maleáveis.
Ferro fundido cinzento - A microestrutura dos ferros fundidos são compostos de grafita em forma de flocos de milho e circundados por uma matriz de ferrita (α) ou pelita. Uma superfície fraturada apresenta uma cor acinzentada, por isso tem o nome de ferro fundido cinzento.
O ferro fundido cinzento é largamente utilizado no amortecimento de energia vibracional. Nesse caso, é usado nas estruturas das máquinas e equipamentos pesados. Outras vantagens são possuírem elevada resistência ao desgaste e baixo custo.
Ferro fundido nodular - Na adição de uma pequena quantidade de magnésio e/ou cério ao ferro cinzento. Produz uma microestrutura e propriedades mecânicas bem diferentes do ferro cinzento. A grafita nessa microestrutura tem o formato de esfera, elevando a ductilidade do material.
Esse material é usado em válvulas, corpo de bombas, virabrequins, engrenagens e outros componentes veiculares.
Ferro fundido branco e maleável - Para materiais com baixo teor de silício e resfriamento rápido, o carbono existente nessa matriz está na forma de cementita (Fe3C) sem a presença de grafita e a superfície da fratura apresenta uma aparência esbranquiçada.
O uso desse material é limitado, pois apresenta uma dureza e fragilidade muito alta. Ele é usado em situação na qual haja a necessidade de uma superfície resistente a abrasão, como cilindros de laminação.
A outra utilização é o uso como material intermediário para outro tipo de ferro fundido, o maleável.
CORPORATIVA
50
Alta Competência
Quando o ferro fundido branco é aquecido entre 800ºC e 900ºC, por um determinado período de tempo prolongado, causa uma decomposição da cementita, formando grafitas na forma de aglomerados ou rosetas.
Com microestrutura semelhante ao ferro fundido nodular, o material apresenta uma alta resistência e ductilidade considerável, usado na indústria automotiva, nas engrenagens de transmissão e em serviços marítimos nos flanges, conexões de tubulações e peças de válvulas.
1.4. Metais não-ferrosos e ligas
Metais não-ferrosos são todos os metais puros ou ligados.
Os metais não-ferrosos podem ser classificados em função de sua densidade em:
Metais leves;•
Metais pesados.•
A maioria dos metais puros é macio e tem baixa resistência à tração. Quanto maior for a pureza, mais alto será o ponto de fusão, maior a condutibilidade elétrica e a resistência à corrosão.
Na designação dos metais não-ferrosos puros, deve-se usar a designação química do elemento somada ao grau de pureza.
CORPORATIVA
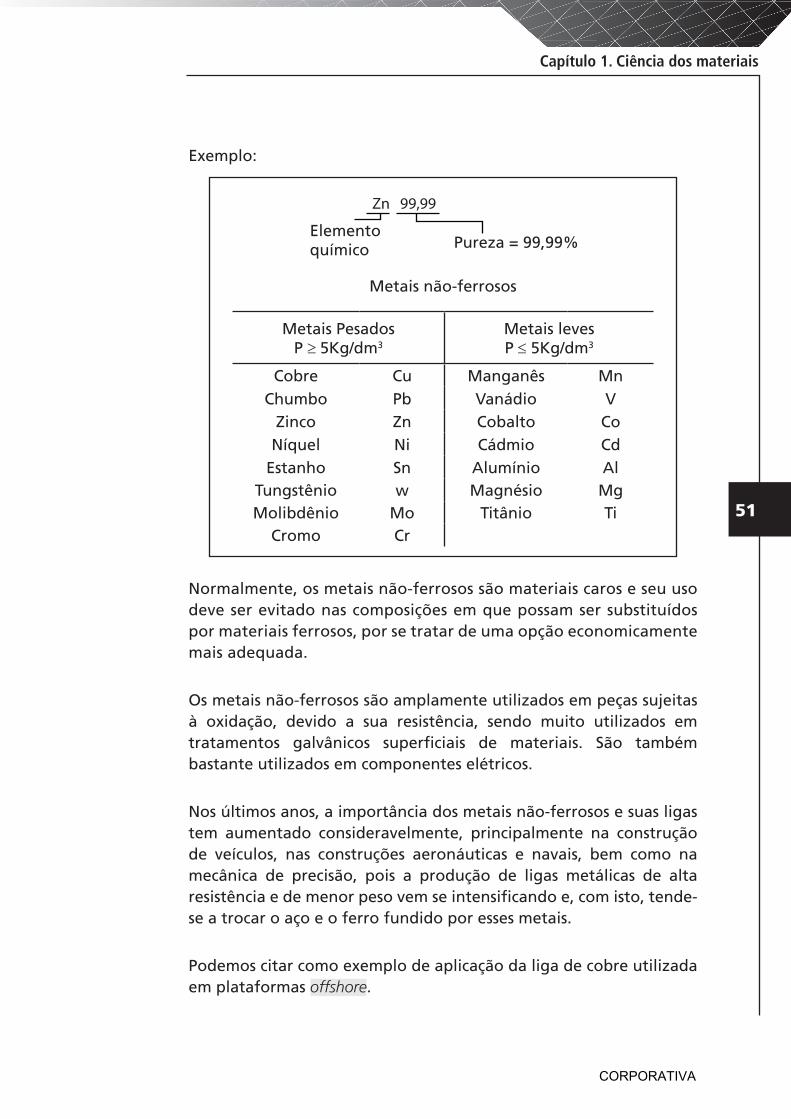
51
Capítulo 1. Ciência dos materiais
Exemplo:
Zn 99,99
Elementoquímico Pureza = 99,99%
Metais não-ferrosos
Metais PesadosP ≥ 5Kg/dm3
Metais levesP ≤ 5Kg/dm3
Cobre Cu Manganês MnChumbo Pb Vanádio V
Zinco Zn Cobalto CoNíquel Ni Cádmio Cd
Estanho Sn Alumínio AlTungstênio w Magnésio MgMolibdênio Mo Titânio Ti
Cromo Cr
Normalmente, os metais não-ferrosos são materiais caros e seu uso deve ser evitado nas composições em que possam ser substituídos por materiais ferrosos, por se tratar de uma opção economicamente mais adequada.
Os metais não-ferrosos são amplamente utilizados em peças sujeitas à oxidação, devido a sua resistência, sendo muito utilizados em tratamentos galvânicos superficiais de materiais. São também bastante utilizados em componentes elétricos.
Nos últimos anos, a importância dos metais não-ferrosos e suas ligas tem aumentado consideravelmente, principalmente na construção de veículos, nas construções aeronáuticas e navais, bem como na mecânica de precisão, pois a produção de ligas metálicas de alta resistência e de menor peso vem se intensificando e, com isto, tende-se a trocar o aço e o ferro fundido por esses metais.
Podemos citar como exemplo de aplicação da liga de cobre utilizada em plataformas offshore.
CORPORATIVA
52
Alta Competência
Liga Cobre-Níquel (CuNi) 90/ 10 é principalmente caracterizada por:
Excelente resistência à corrosão sob tensão e fadiga;•
Virtualmente imune à contaminação biológica marinha;•
Excelente resistência à erosão e ataque biológico da água do mar;•
Boa resistência à corrosão por • pitting;
Boa propriedade para conformação a frio;•
Boa soldabilidade.•
Além das aplicações da liga de cobre em plataformas offshore existem ainda aplicações em navios de pesca, em empresas de energia elétrica e também em indústrias químicas. Os equipamentos normalmente fabricados são condensadores e trocadores de calor, tubos para condução de água salgada, centrais de destilação e o revestimento dos porões nos navios de pesca onde as qualidades anti-corrosivas do aço UNS C70600 são comprovadas.
A maioria das ligas cobre-níquel oferece soluções já comprovadas e úteis ao mercado.
CORPORATIVA
53
Capítulo 1. Ciência dos materiais
Todos os materiais não-metálicos possuem seu cam-po de aplicação, porém os materiais sintéticos, pro-duzidos quimicamente, vêm sendo cada vez mais empregados nos dias de hoje.
Os chamados materiais plásticos estão sendo aplica-dos, de maneira excelente, em um grande número de casos como substitutos de metais, de forma mais eficiente e econômica.
Daí a necessidade de conhecermos um pouco mais esses materiais que vêm se tornando uma presença constante nos campos técnico, científico e domésti-co, por exemplo.
Existem numerosos materiais não-metálicos que po-dem ser divididos em:
•Naturais - Madeiras, couro, fibras e outros;
•Artificiaisousintéticos- Baquelite, celulóide, acrí-lico e outros.
Importante!
1.5. Materiais plásticos
Plásticos são materiais orgânicos, obtidos através do craqueamento do petróleo, da hulha e do gás natural liquefeito, ao contrário de materiais naturais, como madeira e metal.
Materiais plásticos são tipos de um largo e vasto grupo de materiais, constituídos basicamente, ou em sua maior parte, da combinação entre o carbono e hidrogênio, oxigênio, nitrogênio e outros compostos orgânicos e inorgânicos de origem direta ou indireta do petróleo. Os plásticos, quando submetidos a determinadas condições de temperatura e pressão, apresentam-se no estado sólido e líquido pastoso.
CORPORATIVA
54
Alta Competência
A matéria-prima utilizada para a fabricação dos plásticos possibilita a larga combinação de elementos, resultando em novos polímeros, que terão propriedades individuais.
Alguns plásticos são semelhantes à borracha, enquanto algumas borrachas, tratadas quimicamente, são consideradas plásticas. Outros plásticos são obtidos a partir de substâncias naturais, como é o caso da celulose e da caseína (proteína extraída do leite).
Os plásticos são materiais considerados nobres e capazes de substituir vários outros materiais. O amplo uso dos plásticos na era moderna pode ser atribuído, em grande parte, às combinações de propriedades e vantagens somente oferecidas por essa classe de substâncias.
O plástico é moldável, versátil, leve e barato, quando comparado à madeira, ao alumínio, ao cobre e ao aço. Ele pode transformar-se em vários produtos, assumindo as mais diversas formas, desde as mais comuns do dia-a-dia, aos projetos mais sofisticados, como os plásticos resistentes à temperatura e altamente impermeáveis à corrosão, os chamados termofixos em geral, criados para resistir à temperatura alcançada pelas naves espaciais.
Os plásticos podem ser transformados em fios, moldados ou laminados, usinados, flexíveis ou rígidos, transparentes ou opacos, incolores ou pigmentados (coloridos), pintados ou metalizados.
As borrachas sintéticas são também chamadas de elastômeros e atendem, em grande parte, às necessidades mundiais.
Isto se justifica porque a borracha sintética apresenta vantagens sobre a borracha natural, como maior resistência a abrasão e ao calor, mais uniformidade no processamento, fluidez na moldagem e diversidade dos tipos.
À composição da borracha podem ser adicionados vários elementos que proporcionarão as características desejadas, conforme o fim desejado.
CORPORATIVA
55
Capítulo 1. Ciência dos materiais
O negro de fumo, por exemplo, é insubstituível na fabricação de certos tipos de borrachas, plásticos e tintas, sendo 90% de sua produção mundial aplicadas à indústria de borracha, no setor de pneumáticos.
Definições básicas
Elasticidade•
Quando submetida a uma carga ou força, uma peça deforma-se e, quando cessa a carga ou a força que sobre ela atua, a peça deve voltar à sua forma ou posição original.
Plasticidade•
Quando submetida a uma carga ou força, uma peça deforma-se permanente e definitivamente, não ocorrendo o fenômeno do retorno, como na elasticidade. Isso ocorre quando essa força aplicada é superior ao limite elástico do material.
Combinação química orgânica•
É uma combinação entre carbono, hidrogênio, oxigênio, nitrogênio e outros compostos, os quais também existem nos organismos vivos.
Monômero•
É a menor unidade molecular do plástico, constitui sua partícula elementar.
Polímero•
É a combinação de monômeros por um processo chamado polimerização, formando uma cadeia.
CORPORATIVA
56
Alta Competência
Molécula•
É a menor partícula de uma combinação química e consiste em pelo menos dois átomos. Pode ser separada (decomposta) em átomos através de processos químicos.
Macromoléculas•
Consistem em milhares de moléculas formando grandes fios (macro- grande).
1.5.1. Propriedades comuns dos plásticos
Todos os plásticos consistem em macromoléculas com o elemento químico carbono (C); por isso, chamam-se também combinações orgânicas.
De um modo geral, os plásticos apresentam as seguintes vantagens:
Pouco peso (y = 0,9 - 2,2 bg/ cm• 3);
Alta resistência à corrosão;•
Baixo coeficiente de atrito;•
Baixa condutibilidade térmica e elétrica;•
Boa aparência;•
Facilidade de trabalho;•
Boa resistência aos álcalis, às soluções salinas e ácidas.•
CORPORATIVA
57
Capítulo 1. Ciência dos materiais
Entre as desvantagens podemos enumerar:
Baixa resistência ao calor;•
Baixa resistência mecânica (a = 15 – 100 N/ mm• 2);
Pouca estabilidade dimensional. Deformam-se facilmente com • qualquer variação de temperatura;
Alto coeficiente de dilatação (15 vezes maior que o do aço C);•
Não resistem aos ácidos concentrados, aos solventes orgânicos • e aos hidrocarbonetos.
1.5.2. Classificação dos plásticos
Os plásticos podem ser classificados em três grupos, a saber:
Termoplásticos;•
Duroplásticos;•
Elásticos.•
a) Termoplásticos
São resinas que amolecem com o calor superior a 80° C e endurecem com o frio. As macromoléculas formam fios ou linhas e são ligadas somente pelas forças de coesão e adesão, chamadas de forças de Van der Waals, não existindo, portanto, na polimerização uma reação química. Durante o aquecimento essas forças diminuem e as macromoléculas tornam-se móveis. O plástico então amolece e pode ser transformado várias vezes.
Os termoplásticos também podem ser soldados. Observe a ilustração que se segue.
CORPORATIVA
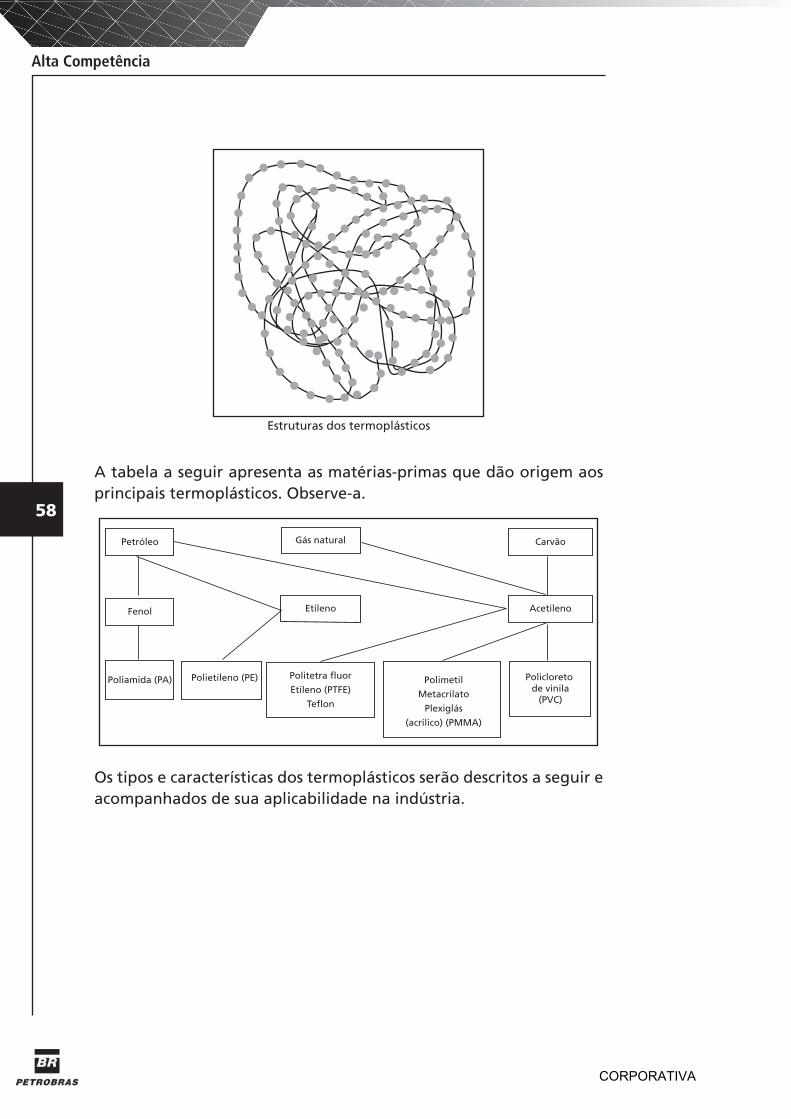
58
Alta Competência
Estruturas dos termoplásticos
A tabela a seguir apresenta as matérias-primas que dão origem aos principais termoplásticos. Observe-a.
Petróleo Gás natural Carvão
Fenol Etileno Acetileno
Poliamida (PA) Polietileno (PE) Politetra fluor
Etileno (PTFE)
Teflon
Polimetil
Metacrilato
Plexiglás
(acrílico) (PMMA)
Policloreto de vinila
(PVC)
Os tipos e características dos termoplásticos serão descritos a seguir e acompanhados de sua aplicabilidade na indústria.
CORPORATIVA
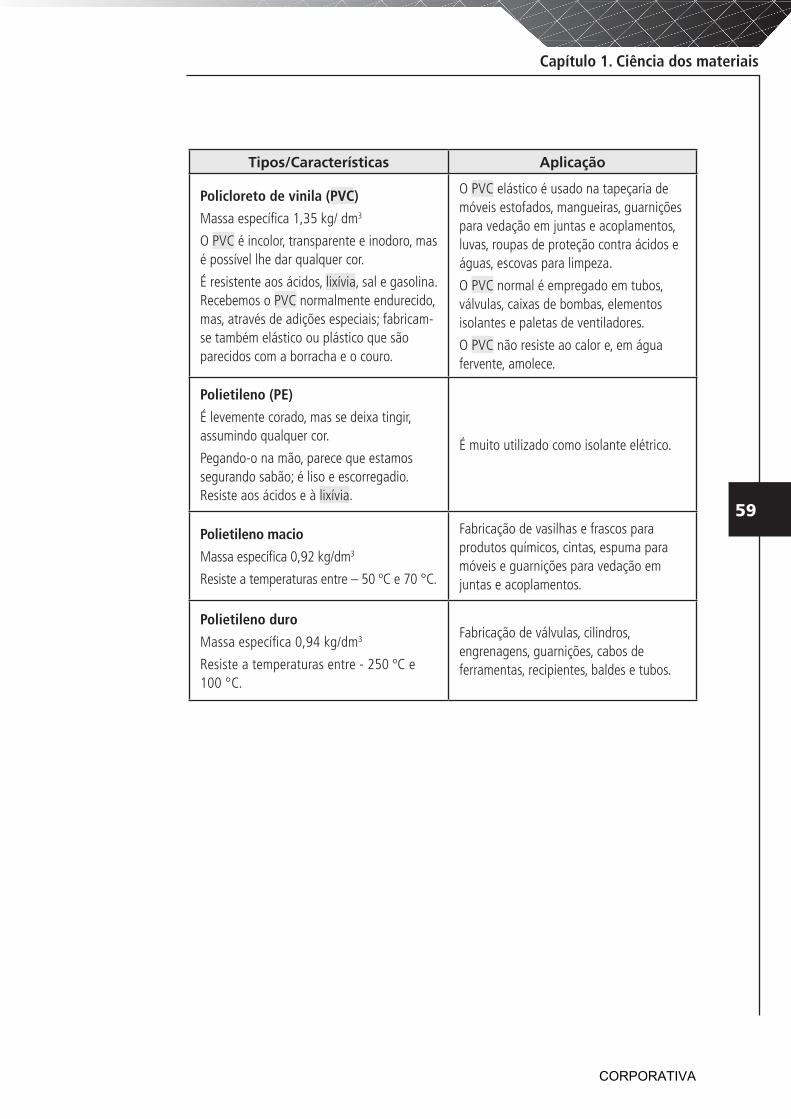
59
Capítulo 1. Ciência dos materiais
Tipos/Características Aplicação
Policloreto de vinila (PVC)
Massa específica 1,35 kg/ dm3
O PVC é incolor, transparente e inodoro, mas é possível lhe dar qualquer cor.
É resistente aos ácidos, lixívia, sal e gasolina. Recebemos o PVC normalmente endurecido, mas, através de adições especiais; fabricam-se também elástico ou plástico que são parecidos com a borracha e o couro.
O PVC elástico é usado na tapeçaria de móveis estofados, mangueiras, guarnições para vedação em juntas e acoplamentos, luvas, roupas de proteção contra ácidos e águas, escovas para limpeza.
O PVC normal é empregado em tubos, válvulas, caixas de bombas, elementos isolantes e paletas de ventiladores.
O PVC não resiste ao calor e, em água fervente, amolece.
Polietileno (PE)
É levemente corado, mas se deixa tingir, assumindo qualquer cor.
Pegando-o na mão, parece que estamos segurando sabão; é liso e escorregadio. Resiste aos ácidos e à lixívia.
É muito utilizado como isolante elétrico.
Polietileno macio
Massa específica 0,92 kg/dm3
Resiste a temperaturas entre – 50 ºC e 70 °C.
Fabricação de vasilhas e frascos para produtos químicos, cintas, espuma para móveis e guarnições para vedação em juntas e acoplamentos.
Polietileno duro
Massa específica 0,94 kg/dm3
Resiste a temperaturas entre - 250 ºC e 100 °C.
Fabricação de válvulas, cilindros, engrenagens, guarnições, cabos de ferramentas, recipientes, baldes e tubos.
CORPORATIVA
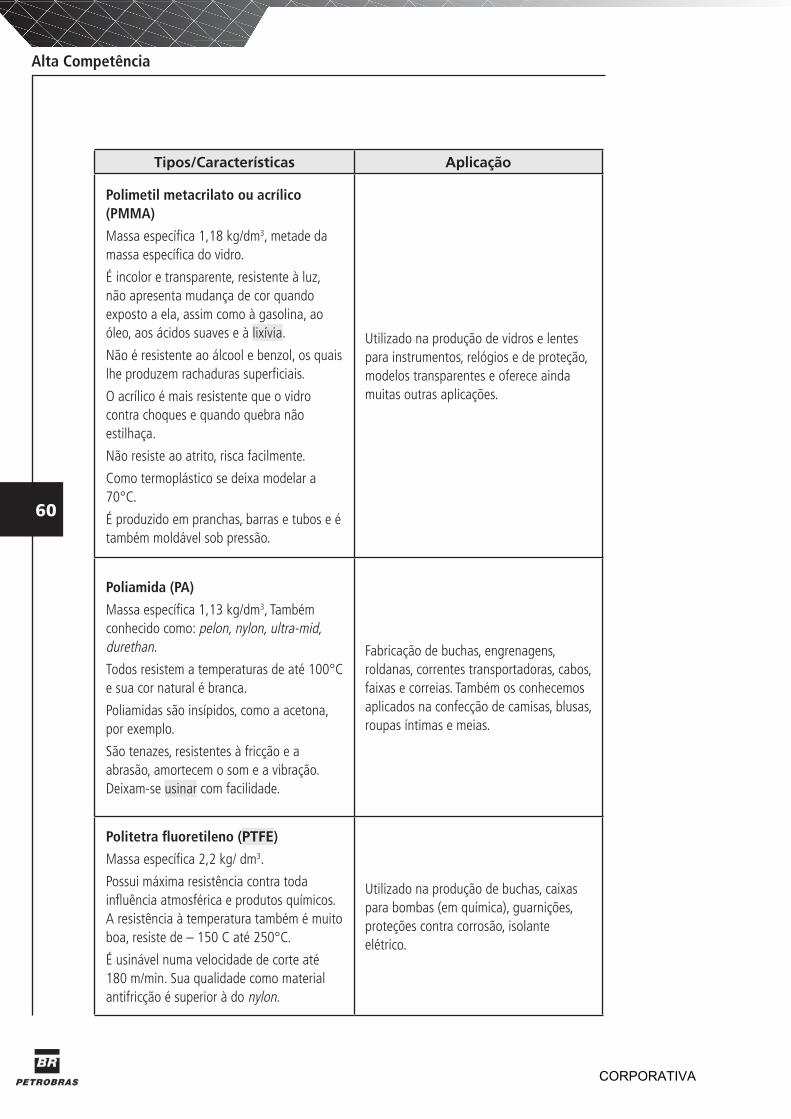
60
Alta Competência
Tipos/Características Aplicação
Polimetil metacrilato ou acrílico (PMMA)
Massa específica 1,18 kg/dm3, metade da massa específica do vidro.
É incolor e transparente, resistente à luz, não apresenta mudança de cor quando exposto a ela, assim como à gasolina, ao óleo, aos ácidos suaves e à lixívia.
Não é resistente ao álcool e benzol, os quais lhe produzem rachaduras superficiais.
O acrílico é mais resistente que o vidro contra choques e quando quebra não estilhaça.
Não resiste ao atrito, risca facilmente.
Como termoplástico se deixa modelar a 70°C.
É produzido em pranchas, barras e tubos e é também moldável sob pressão.
Utilizado na produção de vidros e lentes para instrumentos, relógios e de proteção, modelos transparentes e oferece ainda muitas outras aplicações.
Poliamida (PA)
Massa específica 1,13 kg/dm3, Também conhecido como: pelon, nylon, ultra-mid, durethan.
Todos resistem a temperaturas de até 100°C e sua cor natural é branca.
Poliamidas são insípidos, como a acetona, por exemplo.
São tenazes, resistentes à fricção e a abrasão, amortecem o som e a vibração. Deixam-se usinar com facilidade.
Fabricação de buchas, engrenagens, roldanas, correntes transportadoras, cabos, faixas e correias. Também os conhecemos aplicados na confecção de camisas, blusas, roupas íntimas e meias.
Politetra fluoretileno (PTFE)
Massa específica 2,2 kg/ dm3.
Possui máxima resistência contra toda influência atmosférica e produtos químicos. A resistência à temperatura também é muito boa, resiste de – 150 C até 250°C.
É usinável numa velocidade de corte até 180 m/min. Sua qualidade como material antifricção é superior à do nylon.
Utilizado na produção de buchas, caixas para bombas (em química), guarnições, proteções contra corrosão, isolante elétrico.
CORPORATIVA
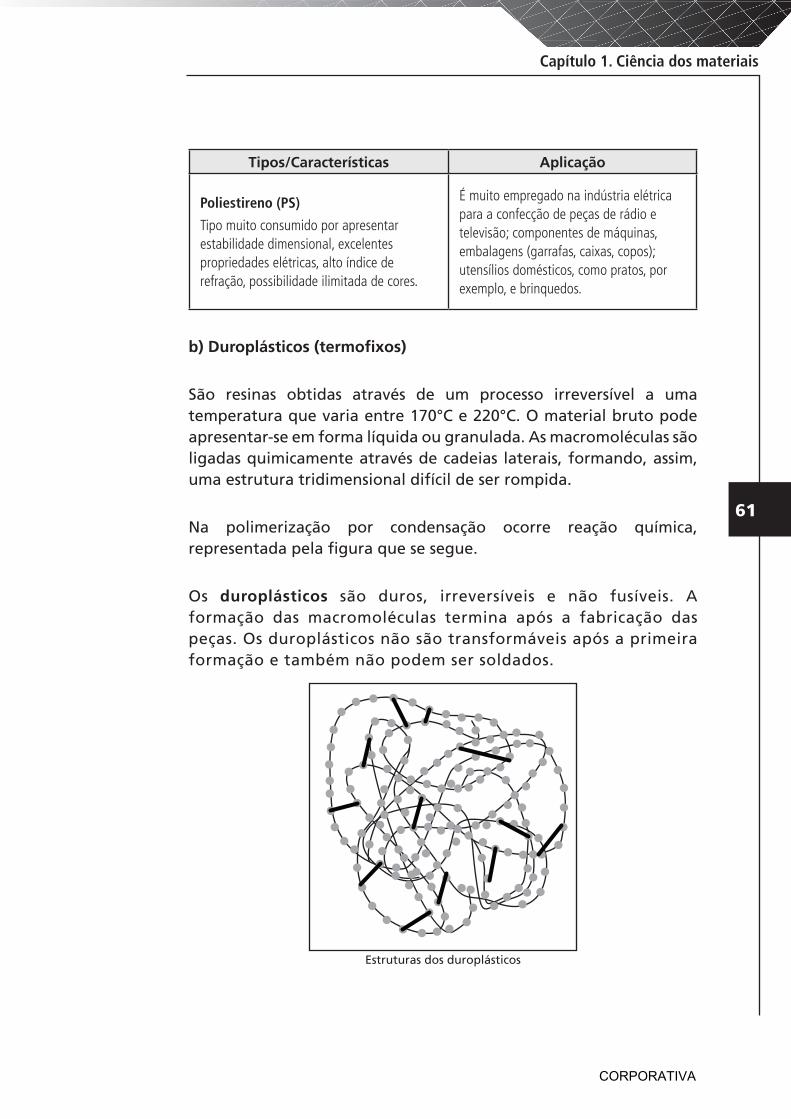
61
Capítulo 1. Ciência dos materiais
Tipos/Características Aplicação
Poliestireno (PS)
Tipo muito consumido por apresentar estabilidade dimensional, excelentes propriedades elétricas, alto índice de refração, possibilidade ilimitada de cores.
É muito empregado na indústria elétrica para a confecção de peças de rádio e televisão; componentes de máquinas, embalagens (garrafas, caixas, copos); utensílios domésticos, como pratos, por exemplo, e brinquedos.
b) Duroplásticos (termofixos)
São resinas obtidas através de um processo irreversível a uma temperatura que varia entre 170°C e 220°C. O material bruto pode apresentar-se em forma líquida ou granulada. As macromoléculas são ligadas quimicamente através de cadeias laterais, formando, assim, uma estrutura tridimensional difícil de ser rompida.
Na polimerização por condensação ocorre reação química, representada pela figura que se segue.
Os duroplásticos são duros, irreversíveis e não fusíveis. A formação das macromoléculas termina após a fabricação das peças. Os duroplásticos não são transformáveis após a primeira formação e também não podem ser soldados.
Estruturas dos duroplásticos
CORPORATIVA
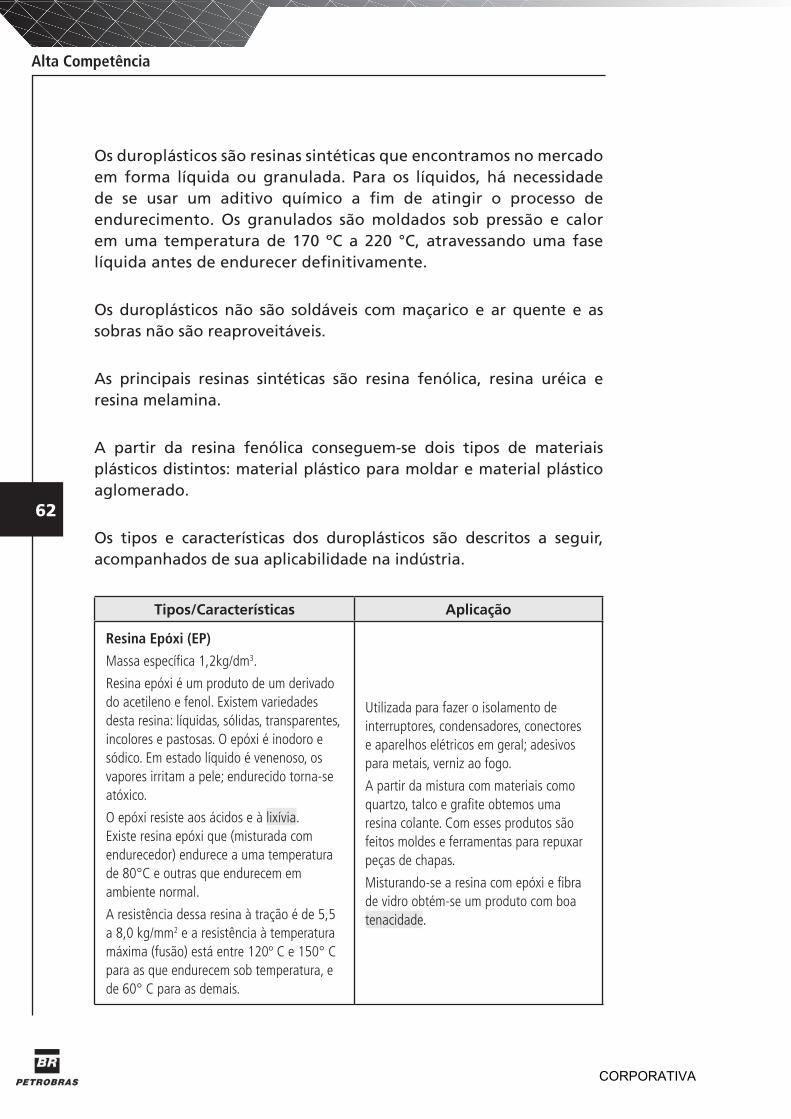
62
Alta Competência
Os duroplásticos são resinas sintéticas que encontramos no mercado em forma líquida ou granulada. Para os líquidos, há necessidade de se usar um aditivo químico a fim de atingir o processo de endurecimento. Os granulados são moldados sob pressão e calor em uma temperatura de 170 ºC a 220 °C, atravessando uma fase líquida antes de endurecer definitivamente.
Os duroplásticos não são soldáveis com maçarico e ar quente e as sobras não são reaproveitáveis.
As principais resinas sintéticas são resina fenólica, resina uréica e resina melamina.
A partir da resina fenólica conseguem-se dois tipos de materiais plásticos distintos: material plástico para moldar e material plástico aglomerado.
Os tipos e características dos duroplásticos são descritos a seguir, acompanhados de sua aplicabilidade na indústria.
Tipos/Características Aplicação
Resina Epóxi (EP)
Massa específica 1,2kg/dm3.
Resina epóxi é um produto de um derivado do acetileno e fenol. Existem variedades desta resina: líquidas, sólidas, transparentes, incolores e pastosas. O epóxi é inodoro e sódico. Em estado líquido é venenoso, os vapores irritam a pele; endurecido torna-se atóxico.
O epóxi resiste aos ácidos e à lixívia. Existe resina epóxi que (misturada com endurecedor) endurece a uma temperatura de 80°C e outras que endurecem em ambiente normal.
A resistência dessa resina à tração é de 5,5 a 8,0 kg/mm2 e a resistência à temperatura máxima (fusão) está entre 120º C e 150° C para as que endurecem sob temperatura, e de 60° C para as demais.
Utilizada para fazer o isolamento de interruptores, condensadores, conectores e aparelhos elétricos em geral; adesivos para metais, verniz ao fogo.
A partir da mistura com materiais como quartzo, talco e grafite obtemos uma resina colante. Com esses produtos são feitos moldes e ferramentas para repuxar peças de chapas.
Misturando-se a resina com epóxi e fibra de vidro obtém-se um produto com boa tenacidade.
CORPORATIVA
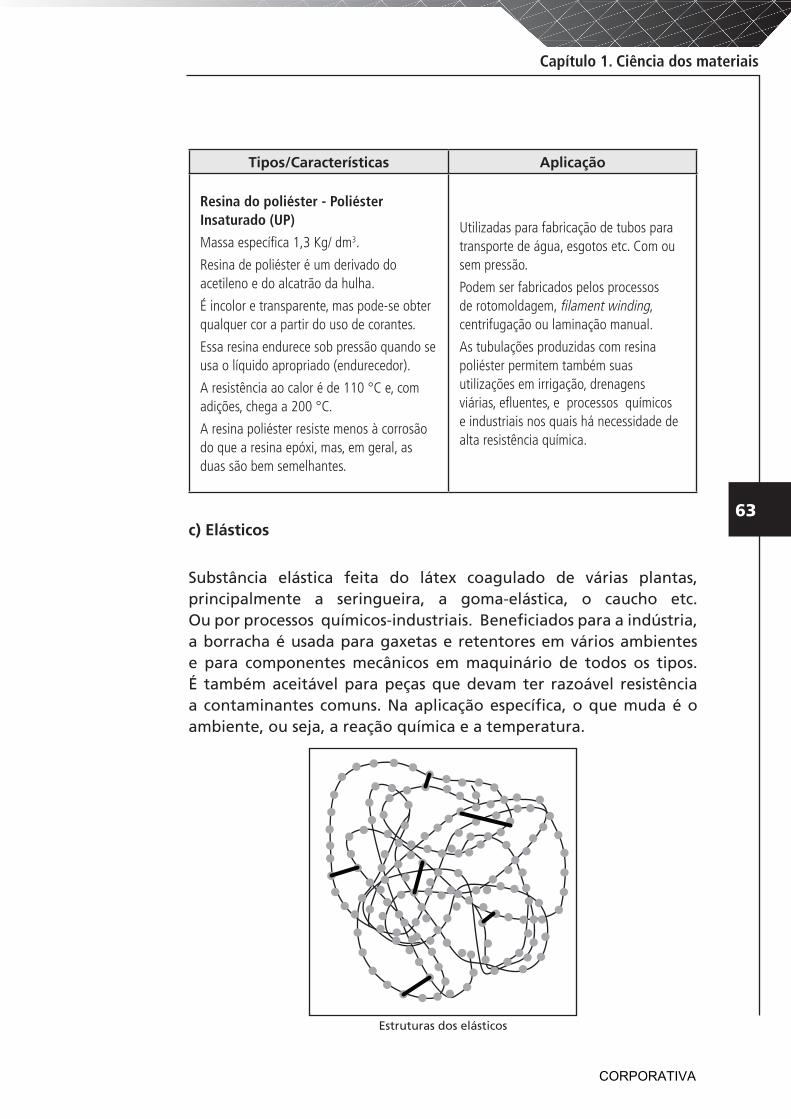
63
Capítulo 1. Ciência dos materiais
Tipos/Características Aplicação
Resina do poliéster - Poliéster Insaturado (UP)
Massa específica 1,3 Kg/ dm3.
Resina de poliéster é um derivado do acetileno e do alcatrão da hulha.
É incolor e transparente, mas pode-se obter qualquer cor a partir do uso de corantes.
Essa resina endurece sob pressão quando se usa o líquido apropriado (endurecedor).
A resistência ao calor é de 110 °C e, com adições, chega a 200 °C.
A resina poliéster resiste menos à corrosão do que a resina epóxi, mas, em geral, as duas são bem semelhantes.
Utilizadas para fabricação de tubos para transporte de água, esgotos etc. Com ou sem pressão.
Podem ser fabricados pelos processos de rotomoldagem, filament winding, centrifugação ou laminação manual.
As tubulações produzidas com resina poliéster permitem também suas utilizações em irrigação, drenagens viárias, efluentes, e processos químicos e industriais nos quais há necessidade de alta resistência química.
c) Elásticos
Substância elástica feita do látex coagulado de várias plantas, principalmente a seringueira, a goma-elástica, o caucho etc. Ou por processos químicos-industriais. Beneficiados para a indústria, a borracha é usada para gaxetas e retentores em vários ambientes e para componentes mecânicos em maquinário de todos os tipos. É também aceitável para peças que devam ter razoável resistência a contaminantes comuns. Na aplicação específica, o que muda é o ambiente, ou seja, a reação química e a temperatura.
Estruturas dos elásticos
CORPORATIVA
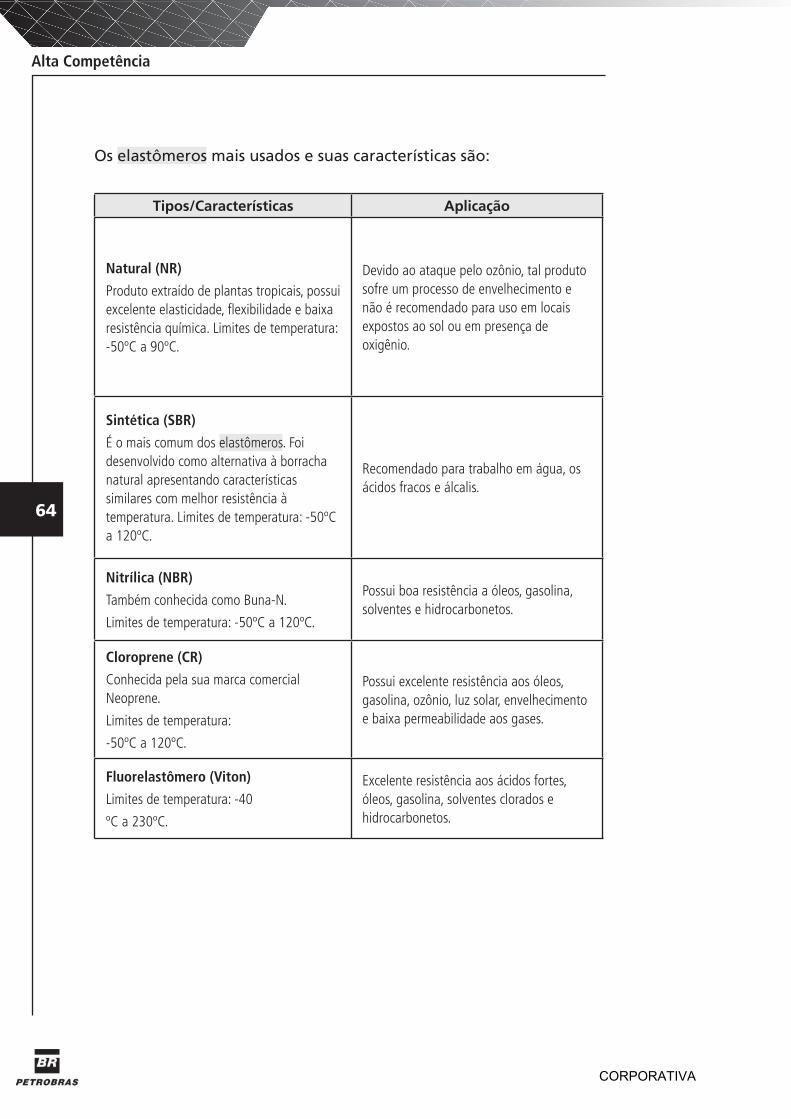
64
Alta Competência
Os elastômeros mais usados e suas características são:
Tipos/Características Aplicação
Natural (NR)
Produto extraído de plantas tropicais, possui excelente elasticidade, flexibilidade e baixa resistência química. Limites de temperatura: -50ºC a 90ºC.
Devido ao ataque pelo ozônio, tal produto sofre um processo de envelhecimento e não é recomendado para uso em locais expostos ao sol ou em presença de oxigênio.
Sintética (SBR)
É o mais comum dos elastômeros. Foi desenvolvido como alternativa à borracha natural apresentando características similares com melhor resistência à temperatura. Limites de temperatura: -50ºC a 120ºC.
Recomendado para trabalho em água, os ácidos fracos e álcalis.
Nitrílica (NBR)
Também conhecida como Buna-N.
Limites de temperatura: -50ºC a 120ºC.
Possui boa resistência a óleos, gasolina, solventes e hidrocarbonetos.
Cloroprene (CR)
Conhecida pela sua marca comercial Neoprene.
Limites de temperatura:
-50ºC a 120ºC.
Possui excelente resistência aos óleos, gasolina, ozônio, luz solar, envelhecimento e baixa permeabilidade aos gases.
Fluorelastômero (Viton)
Limites de temperatura: -40
ºC a 230ºC.
Excelente resistência aos ácidos fortes, óleos, gasolina, solventes clorados e hidrocarbonetos.
CORPORATIVA
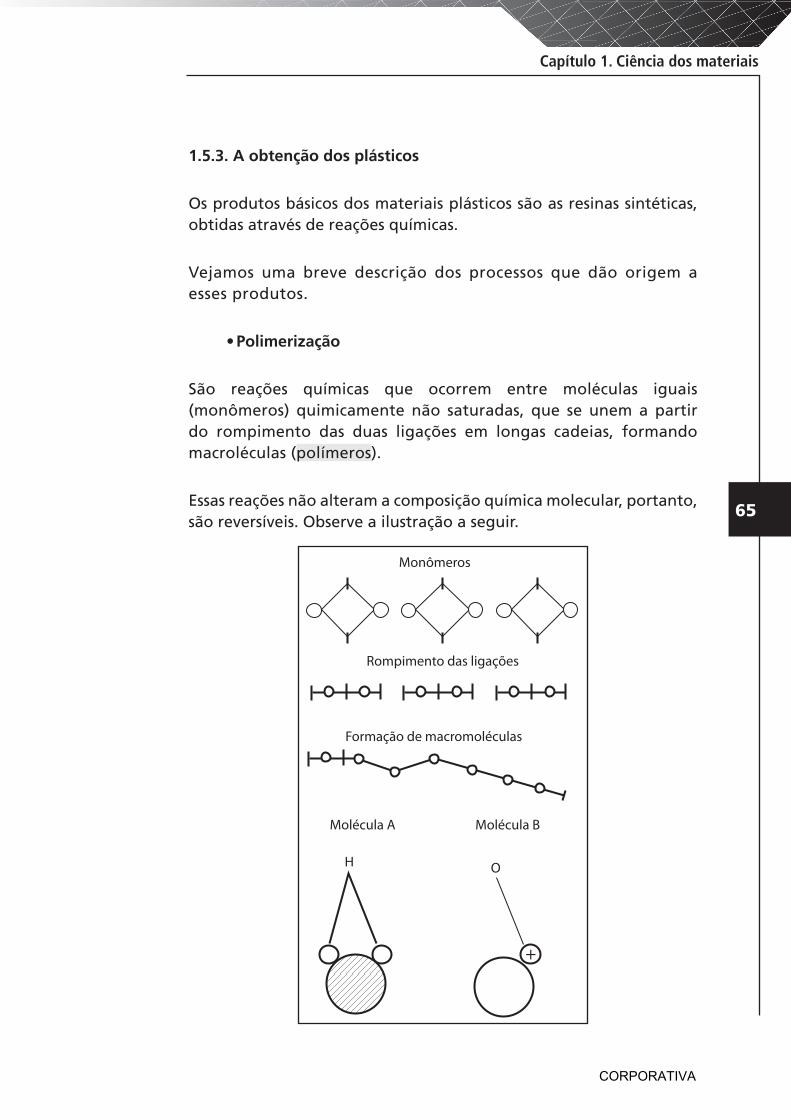
65
Capítulo 1. Ciência dos materiais
1.5.3. A obtenção dos plásticos
Os produtos básicos dos materiais plásticos são as resinas sintéticas, obtidas através de reações químicas.
Vejamos uma breve descrição dos processos que dão origem a esses produtos.
Polimerização•
São reações químicas que ocorrem entre moléculas iguais (monômeros) quimicamente não saturadas, que se unem a partir do rompimento das duas ligações em longas cadeias, formando macroléculas (polímeros).
Essas reações não alteram a composição química molecular, portanto, são reversíveis. Observe a ilustração a seguir.
+
H O
Monômeros
Rompimento das ligações
Formação de macromoléculas
Molécula A Molécula B
CORPORATIVA
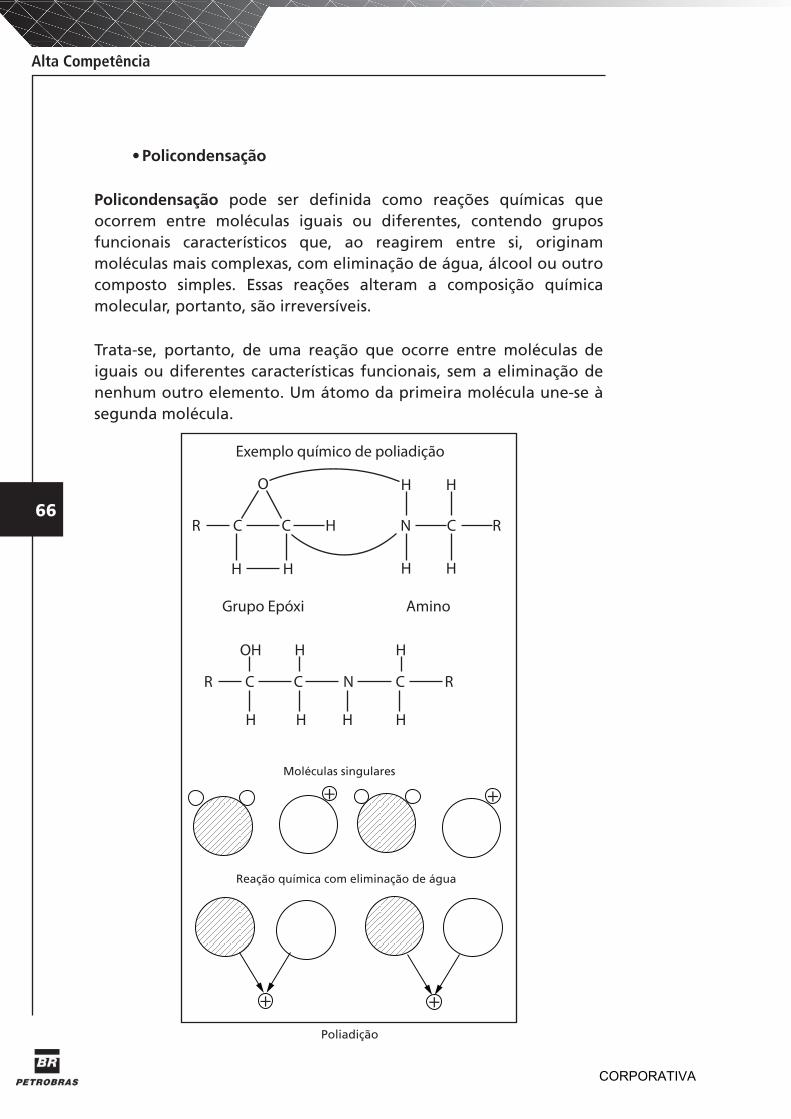
66
Alta Competência
Policondensação•
Policondensação pode ser definida como reações químicas que ocorrem entre moléculas iguais ou diferentes, contendo grupos funcionais característicos que, ao reagirem entre si, originam moléculas mais complexas, com eliminação de água, álcool ou outro composto simples. Essas reações alteram a composição química molecular, portanto, são irreversíveis.
Trata-se, portanto, de uma reação que ocorre entre moléculas de iguais ou diferentes características funcionais, sem a eliminação de nenhum outro elemento. Um átomo da primeira molécula une-se à segunda molécula.
+ +
+ +
Moléculas singulares
Reação química com eliminação de água
Exemplo químico de poliadição
R C
O
C C RNH
H
H H
H HH
R RC C C
HHHH
HHOH
Grupo Epóxi Amino
N
Poliadição
CORPORATIVA
67
Capítulo 1. Ciência dos materiais
1.6. Ensaios de materiais
Os ensaios são procedimentos realizados para que seja verificado se os produtos estão, de fato, adequados às suas finalidades de uso. No passado, como a produção era basicamente artesanal, a avaliação da qualidade das mercadorias se dava informalmente, a partir do uso.
No momento em que o mercado ganhou maior organização e aumentou as exigências de qualidade e padronização, sobretudo com o avanço do processo de globalização, tornou-se necessário, pois, que os procedimentos de avaliação também fossem estruturados e sistemáticos. Atualmente, esse processo começa normalmente com a matéria-prima envolvida até que se chegue ao produto final.
Os ensaios podem ser realizados em oficinas ou laboratórios especializados, em que são simuladas as condições reais de uso da matéria-prima, dos produtos em processo ou já finalizados, fazendo com que se testem os limites extremos de resistência.
Todos os procedimentos e resultados são referenciados por normas técnicas, através de cálculos, gráficos, tabelas.
Os ensaios podem ser de dois tipos:
Destrutivos;•
Não-destrutivos.•
a) Ensaios destrutivos
As características dos materiais são obtidas através dos ensaios e são fundamentais para o dimensionamento dos elementos estruturais. Pode-se definir ensaio como a observação do comportamento de um material quando submetido à ação de agentes externos.
CORPORATIVA
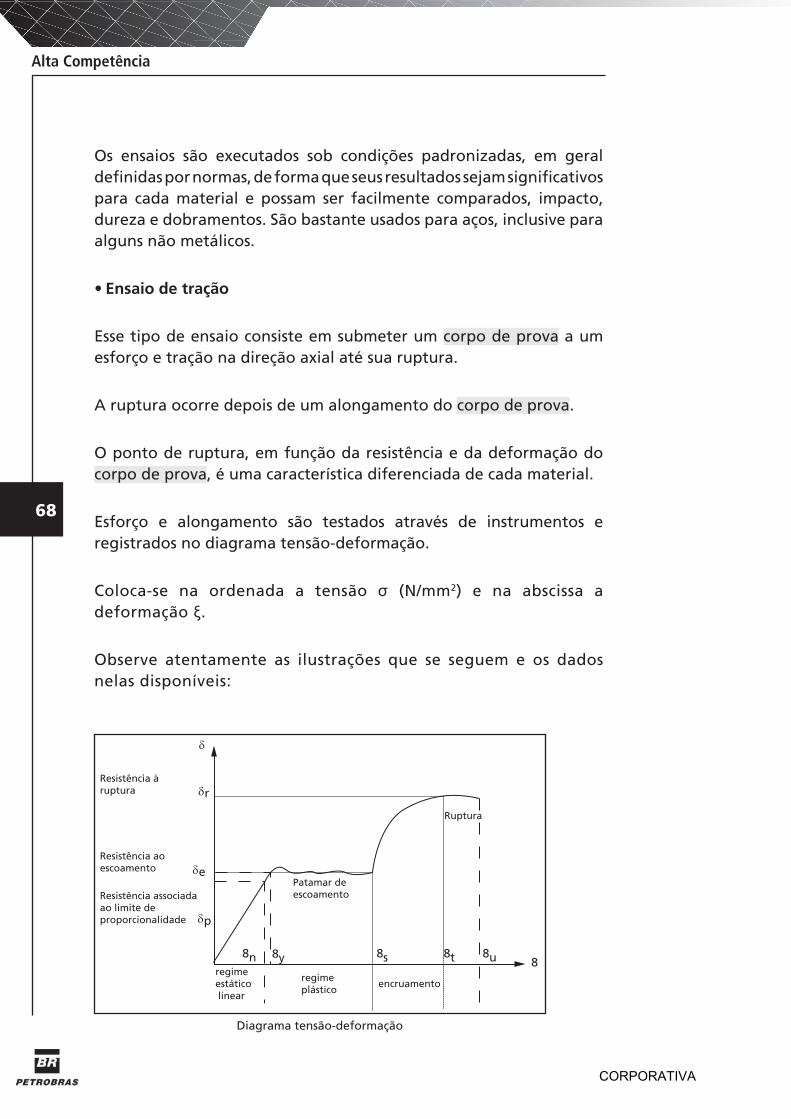
68
Alta Competência
Os ensaios são executados sob condições padronizadas, em geral definidas por normas, de forma que seus resultados sejam significativos para cada material e possam ser facilmente comparados, impacto, dureza e dobramentos. São bastante usados para aços, inclusive para alguns não metálicos.
Ensaio de tração•
Esse tipo de ensaio consiste em submeter um corpo de prova a um esforço e tração na direção axial até sua ruptura.
A ruptura ocorre depois de um alongamento do corpo de prova.
O ponto de ruptura, em função da resistência e da deformação do corpo de prova, é uma característica diferenciada de cada material.
Esforço e alongamento são testados através de instrumentos e registrados no diagrama tensão-deformação.
Coloca-se na ordenada a tensão σ (N/mm2) e na abscissa a deformação ξ.
Observe atentamente as ilustrações que se seguem e os dados nelas disponíveis:
r
e
p
8n 8y 8s 8t 8u 8regime estático linear
regime plástico
encruamento
Resistência àruptura
Resistência ao escoamento
Resistência associadaao limite deproporcionalidade
Patamar deescoamento
Ruptura
Diagrama tensão-deformação
CORPORATIVA
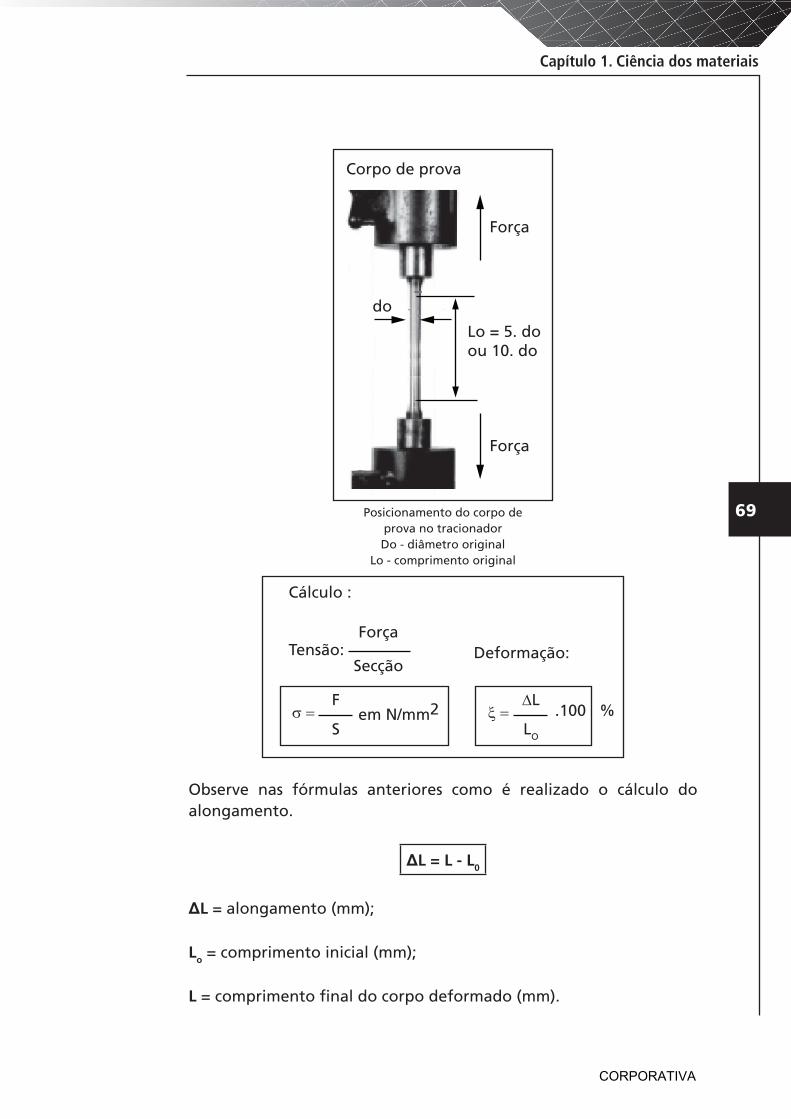
69
Capítulo 1. Ciência dos materiais
Corpo de prova
Força
Força
do
Lo = 5. doou 10. do
Posicionamento do corpo de prova no tracionadorDo - diâmetro original
Lo - comprimento original
Cálculo :
Tensão: Deformação:Força
Secção
F
Sem N/mm2
∆L
LO
.100 %
Observe nas fórmulas anteriores como é realizado o cálculo do alongamento.
ΔL = L - L0
ΔL = alongamento (mm);
Lo = comprimento inicial (mm);
L = comprimento final do corpo deformado (mm).
CORPORATIVA
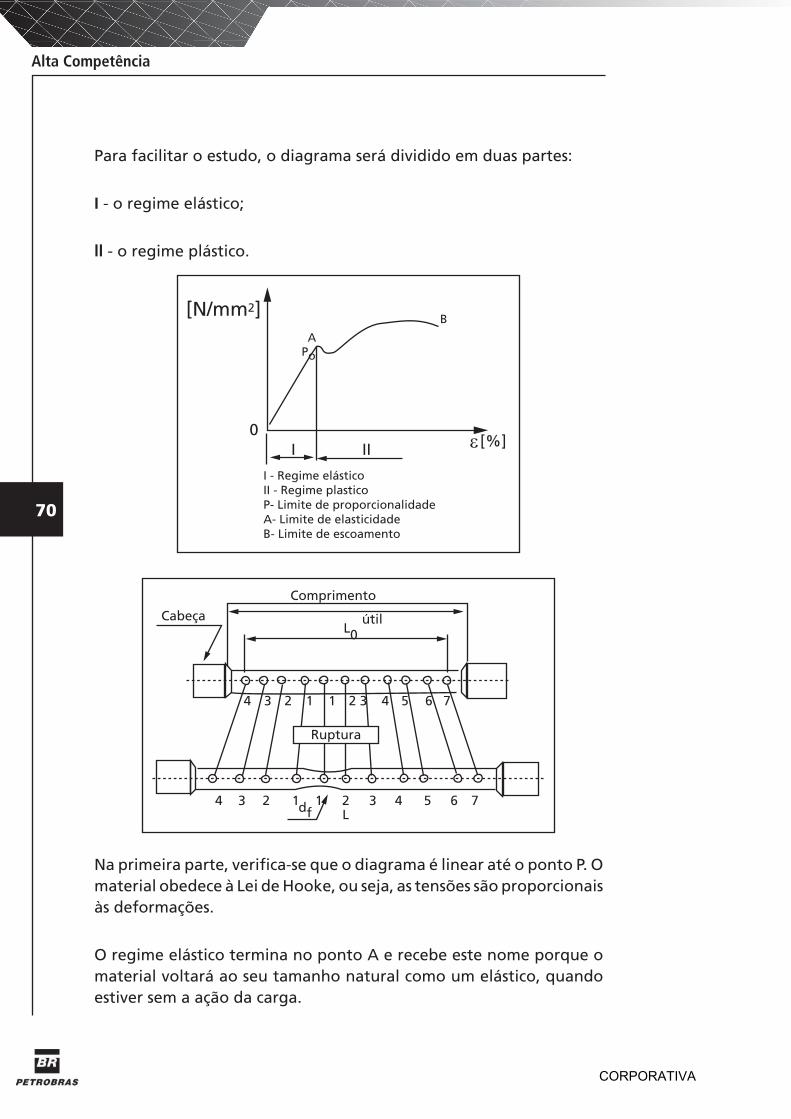
70
Alta Competência
Para facilitar o estudo, o diagrama será dividido em duas partes:
I - o regime elástico;
ll - o regime plástico.
[N/mm2]
I - Regime elásticoII - Regime plasticoP- Limite de proporcionalidadeA- Limite de elasticidadeB- Limite de escoamento
Po
A
B
[%]0
I II
4 3 2 1 1 2 3 4 5 6 7
L0
Comprimento
útilCabeça
4 3 2 1 1 2 3 4 5 6 7df L
Ruptura
Na primeira parte, verifica-se que o diagrama é linear até o ponto P. O material obedece à Lei de Hooke, ou seja, as tensões são proporcionais às deformações.
O regime elástico termina no ponto A e recebe este nome porque o material voltará ao seu tamanho natural como um elástico, quando estiver sem a ação da carga.
CORPORATIVA
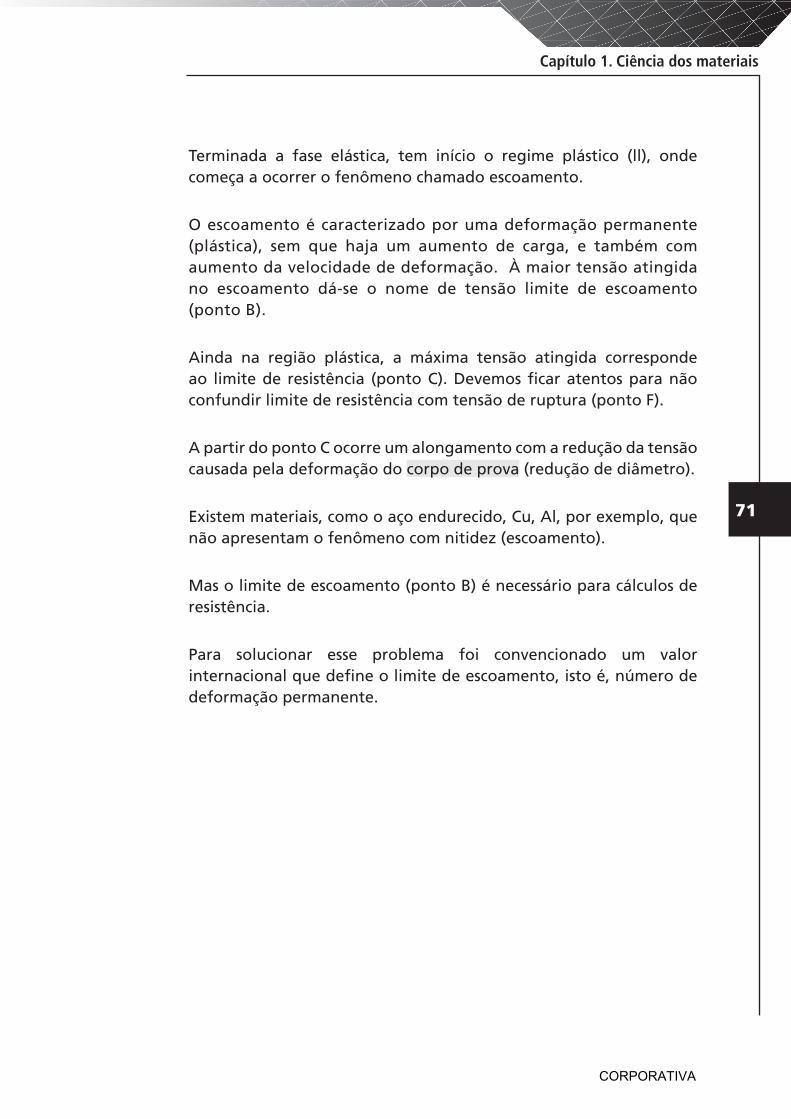
71
Capítulo 1. Ciência dos materiais
Terminada a fase elástica, tem início o regime plástico (ll), onde começa a ocorrer o fenômeno chamado escoamento.
O escoamento é caracterizado por uma deformação permanente (plástica), sem que haja um aumento de carga, e também com aumento da velocidade de deformação. À maior tensão atingida no escoamento dá-se o nome de tensão limite de escoamento (ponto B).
Ainda na região plástica, a máxima tensão atingida corresponde ao limite de resistência (ponto C). Devemos ficar atentos para não confundir limite de resistência com tensão de ruptura (ponto F).
A partir do ponto C ocorre um alongamento com a redução da tensão causada pela deformação do corpo de prova (redução de diâmetro).
Existem materiais, como o aço endurecido, Cu, Al, por exemplo, que não apresentam o fenômeno com nitidez (escoamento).
Mas o limite de escoamento (ponto B) é necessário para cálculos de resistência.
Para solucionar esse problema foi convencionado um valor internacional que define o limite de escoamento, isto é, número de deformação permanente.
CORPORATIVA
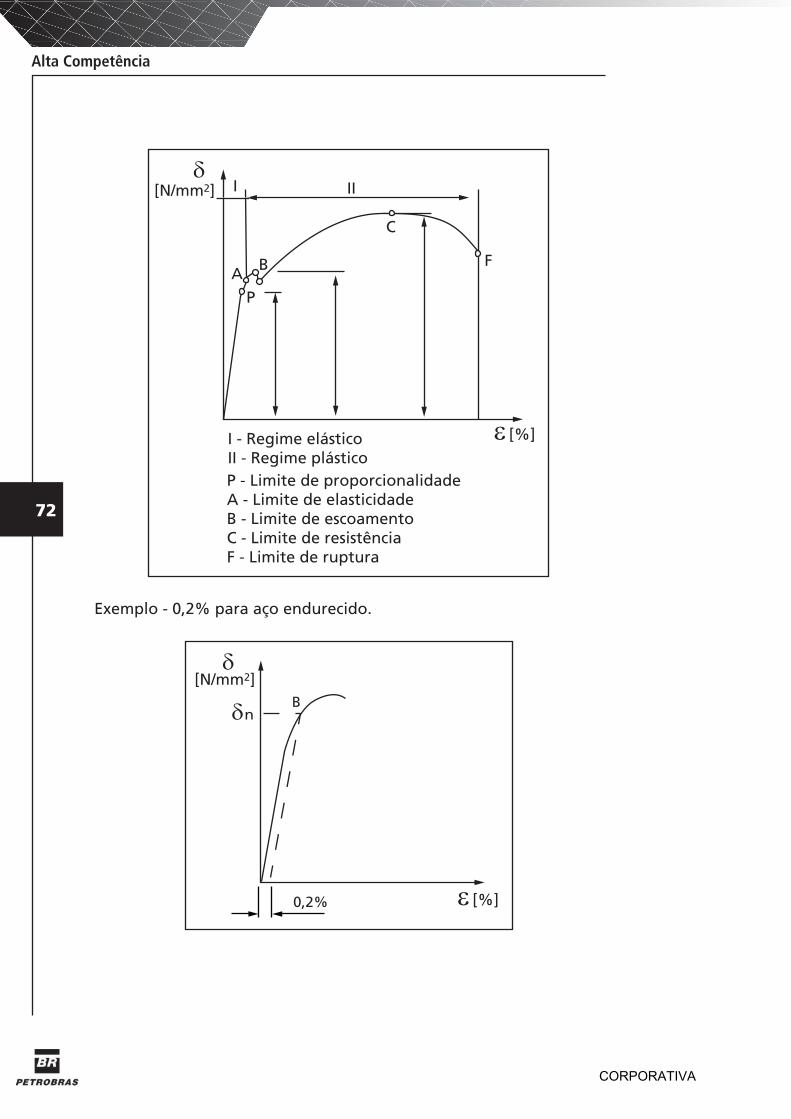
72
Alta Competência
[N/mm2]
[%]I - Regime elásticoII - Regime plásticoP - Limite de proporcionalidadeA - Limite de elasticidadeB - Limite de escoamentoC - Limite de resistênciaF - Limite de ruptura
I II
A B
P
C
F
Exemplo - 0,2% para aço endurecido.
[%]
[N/mm2]
nB
0,2%
CORPORATIVA
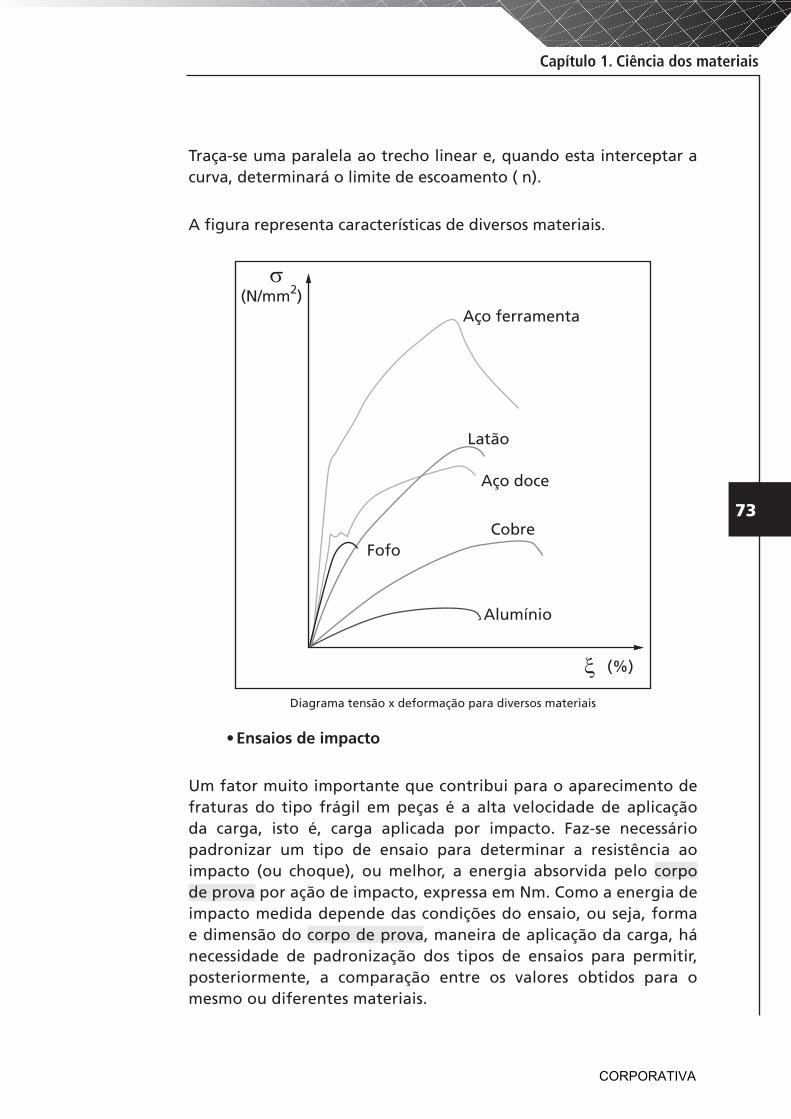
73
Capítulo 1. Ciência dos materiais
Traça-se uma paralela ao trecho linear e, quando esta interceptar a curva, determinará o limite de escoamento (σn).
A figura representa características de diversos materiais.Diagrama tensão x deformação para diversos materiais
(N/mm2)
(%)
Aço ferramenta
Latão
Aço doce
CobreFofo
Alumínio
Diagrama tensão x deformação para diversos materiais
Ensaios de impacto•
Um fator muito importante que contribui para o aparecimento de fraturas do tipo frágil em peças é a alta velocidade de aplicação da carga, isto é, carga aplicada por impacto. Faz-se necessário padronizar um tipo de ensaio para determinar a resistência ao impacto (ou choque), ou melhor, a energia absorvida pelo corpo de prova por ação de impacto, expressa em Nm. Como a energia de impacto medida depende das condições do ensaio, ou seja, forma e dimensão do corpo de prova, maneira de aplicação da carga, há necessidade de padronização dos tipos de ensaios para permitir, posteriormente, a comparação entre os valores obtidos para o mesmo ou diferentes materiais.
CORPORATIVA
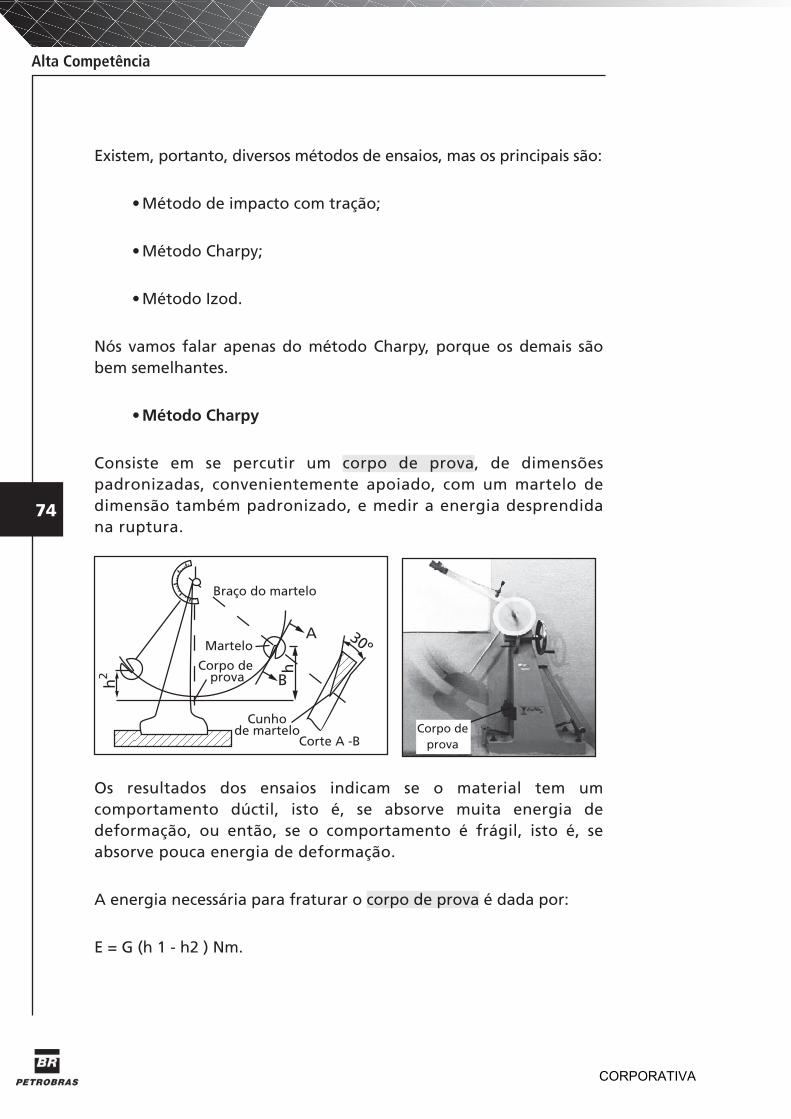
74
Alta Competência
Existem, portanto, diversos métodos de ensaios, mas os principais são:
Método de impacto com tração;•
Método Charpy;•
Método Izod.•
Nós vamos falar apenas do método Charpy, porque os demais são bem semelhantes.
Método Charpy•
Consiste em se percutir um corpo de prova, de dimensões padronizadas, convenientemente apoiado, com um martelo de dimensão também padronizado, e medir a energia desprendida na ruptura.
A
B
h
30º
Braço do martelo
Martelo
Corpo de prova
Cunhode martelo
Corte A -B
h2
Corpo de prova
Os resultados dos ensaios indicam se o material tem um comportamento dúctil, isto é, se absorve muita energia de deformação, ou então, se o comportamento é frágil, isto é, se absorve pouca energia de deformação.
A energia necessária para fraturar o corpo de prova é dada por:
E = G (h 1 - h2 ) Nm.
CORPORATIVA
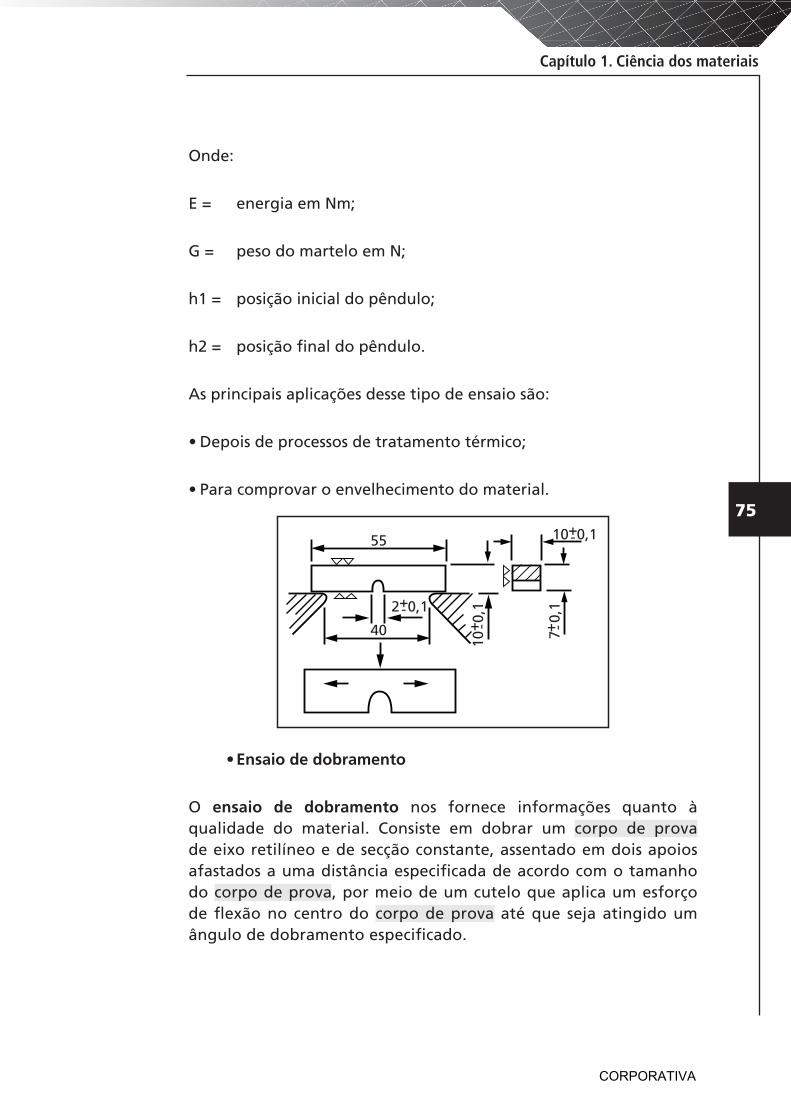
75
Capítulo 1. Ciência dos materiais
Onde:
E = energia em Nm;
G = peso do martelo em N;
h1 = posição inicial do pêndulo;
h2 = posição final do pêndulo.
As principais aplicações desse tipo de ensaio são:
Depois de processos de tratamento térmico;•
Para comprovar o envelhecimento do material.•
40
55
2 0,1+-
10 0
,1+ -
10 0,1+-7
0,1
+ -
Ensaio de dobramento•
O ensaio de dobramento nos fornece informações quanto à qualidade do material. Consiste em dobrar um corpo de prova de eixo retilíneo e de secção constante, assentado em dois apoios afastados a uma distância especificada de acordo com o tamanho do corpo de prova, por meio de um cutelo que aplica um esforço de flexão no centro do corpo de prova até que seja atingido um ângulo de dobramento especificado.
CORPORATIVA
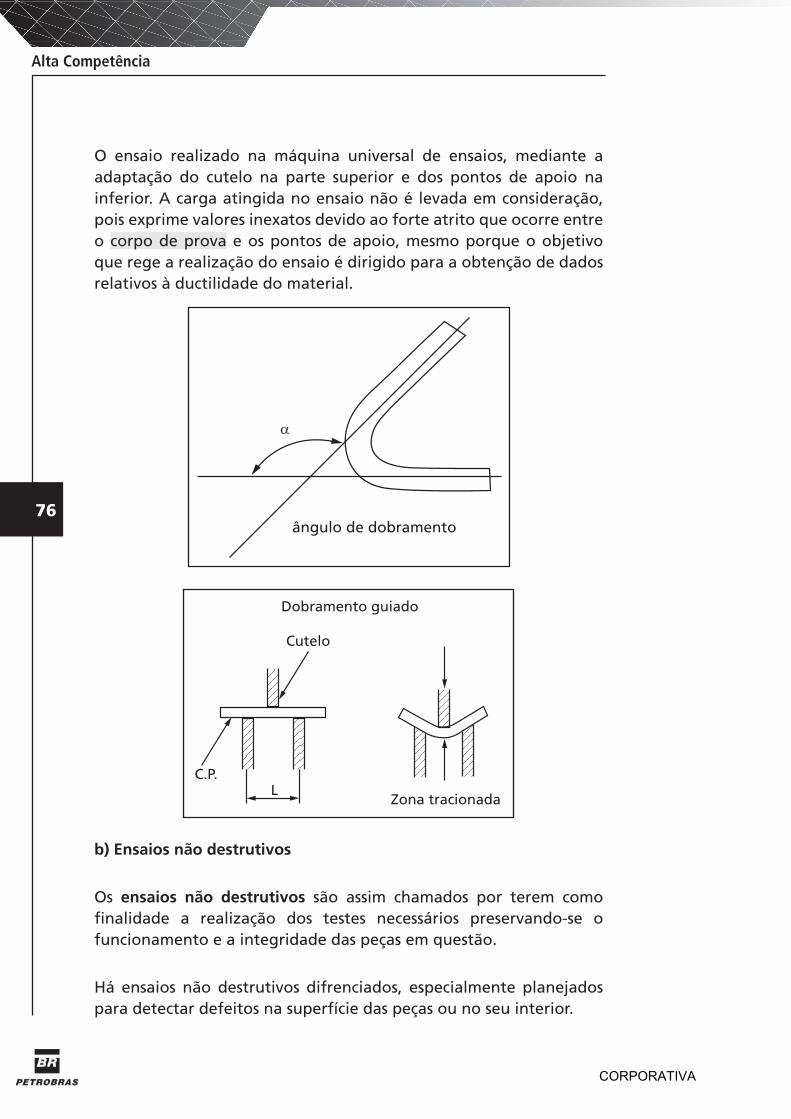
76
Alta Competência
O ensaio realizado na máquina universal de ensaios, mediante a adaptação do cutelo na parte superior e dos pontos de apoio na inferior. A carga atingida no ensaio não é levada em consideração, pois exprime valores inexatos devido ao forte atrito que ocorre entre o corpo de prova e os pontos de apoio, mesmo porque o objetivo que rege a realização do ensaio é dirigido para a obtenção de dados relativos à ductilidade do material.
ângulo de dobramento
Cutelo
Zona tracionada
C.P.L
Dobramento guiado
b) Ensaios não destrutivos
Os ensaios não destrutivos são assim chamados por terem como finalidade a realização dos testes necessários preservando-se o funcionamento e a integridade das peças em questão.
Há ensaios não destrutivos difrenciados, especialmente planejados para detectar defeitos na superfície das peças ou no seu interior.
CORPORATIVA
77
Capítulo 1. Ciência dos materiais
Todas as peças contêm anomalias, sejam elas superficiais ou não. Essas imperfeições resultam dos processos de solidificação na produção das ligas. Entretanto, nem todas as imperfeições são consideradas defeitos graves que afetam de forma profunda o funcionamento das peças.
É preciso, portanto, diferenciar, a partir de critérios técnicos, os diversos graus de sensibilidade de detecção dos processos não destrutivos. Isso faz com que se revele mais precisamente a extensão ou gravidade de uma anomalia.
A formação e a experiência dos profissionais envolvidos nesses processos também são fundamentais para que um parecer técnico adequado seja emitido e as decisões necessárias sobre as correções e descartes sejam ainda mais criteriosas.
Vejamos alguns dos métodos não destrutivos aplicados às peças e equipamentos utilizados pela Companhia.
Ensaios de dureza•
Por definição, a dureza de um metal é a resistência que ele oferece à penetração de um corpo duro.
Efetuamos o ensaio de dureza com os seguintes objetivos:
Conhecer a resistência do material quanto ao desgaste e à • penetração;
Comparar sua resistência e avaliar o tratamento realizado;•
Verificar as possibilidades de usinagem do material.•
CORPORATIVA
78
Alta Competência
Em função das diferenças existentes entre os materiais, características e métodos dos ensaios, temos vários tipos de escalas de dureza, a saber:
Brinell;•
Rockwell;•
Vickers;•
Shore;•
Mohs.•
A escala de dureza Mohs, por exemplo, foi baseada na capacidade que possui um material de riscar outro.
Observe o exemplo a seguir a partir da ilustração.
O talco classe Mohs1;•
O diamante classe Mohs 10.•
CORPORATIVA
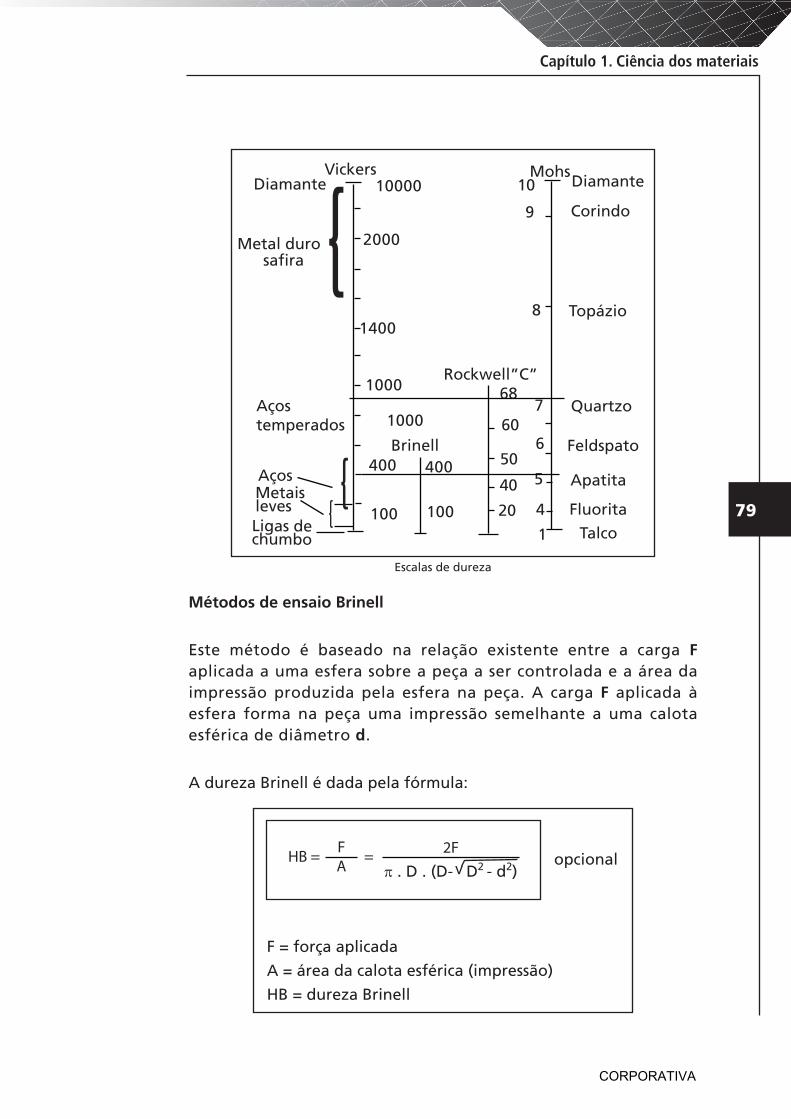
79
Capítulo 1. Ciência dos materiais
10000
2000
1400
400
1000
1000
100
400
100
10
9
8
7
6
5
4
1
68
60
50
40
20
Brinell
Rockwell”C”
Aços temperados
Aços Metaisleves Ligas de chumbo
Diamante
Metal durosafira
Diamante
Corindo
Topázio
Quartzo
Feldspato
Apatita
Fluorita
Talco
Vickers Mohs
Escalas de dureza
Métodos de ensaio Brinell
Este método é baseado na relação existente entre a carga F aplicada a uma esfera sobre a peça a ser controlada e a área da impressão produzida pela esfera na peça. A carga F aplicada à esfera forma na peça uma impressão semelhante a uma calota esférica de diâmetro d.
A dureza Brinell é dada pela fórmula:
F = força aplicada
A = área da calota esférica (impressão)
HB = dureza Brinell
HB = = FA
2F . D . (D- D2 - d2)v opcional
CORPORATIVA
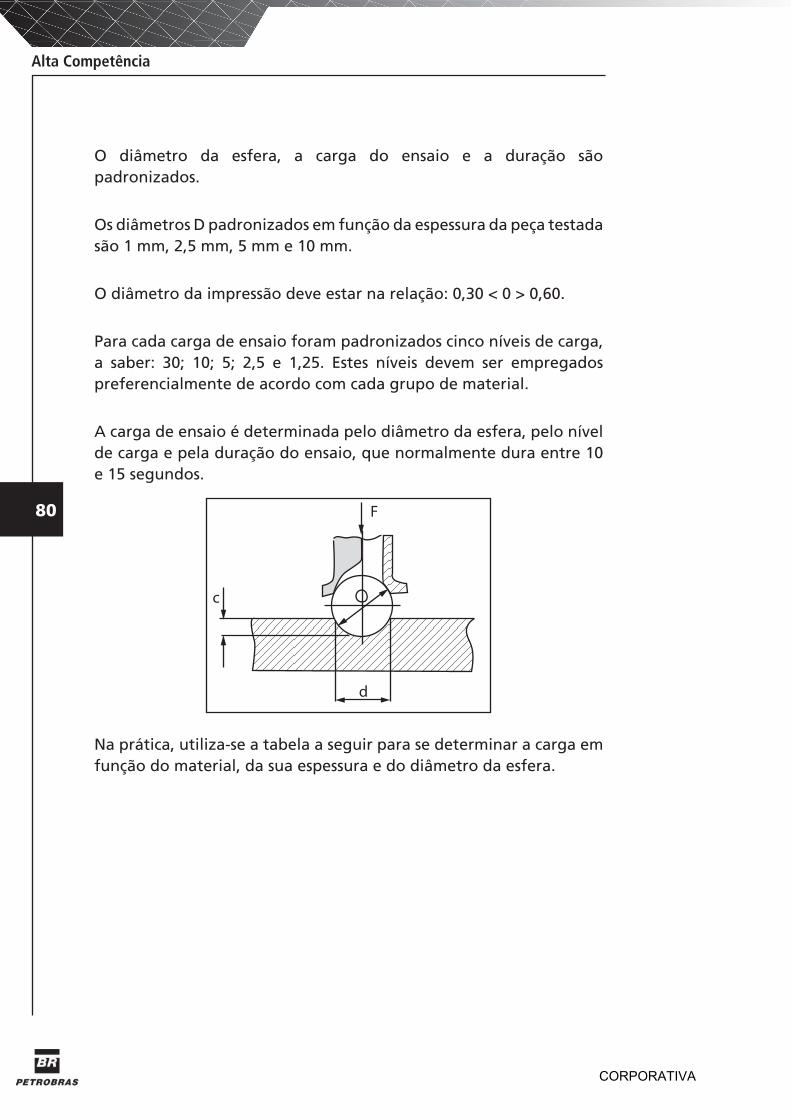
80
Alta Competência
O diâmetro da esfera, a carga do ensaio e a duração são padronizados.
Os diâmetros D padronizados em função da espessura da peça testada são 1 mm, 2,5 mm, 5 mm e 10 mm.
O diâmetro da impressão deve estar na relação: 0,30 < 0 > 0,60.
Para cada carga de ensaio foram padronizados cinco níveis de carga, a saber: 30; 10; 5; 2,5 e 1,25. Estes níveis devem ser empregados preferencialmente de acordo com cada grupo de material.
A carga de ensaio é determinada pelo diâmetro da esfera, pelo nível de carga e pela duração do ensaio, que normalmente dura entre 10 e 15 segundos.
c
d
F
Na prática, utiliza-se a tabela a seguir para se determinar a carga em função do material, da sua espessura e do diâmetro da esfera.
CORPORATIVA
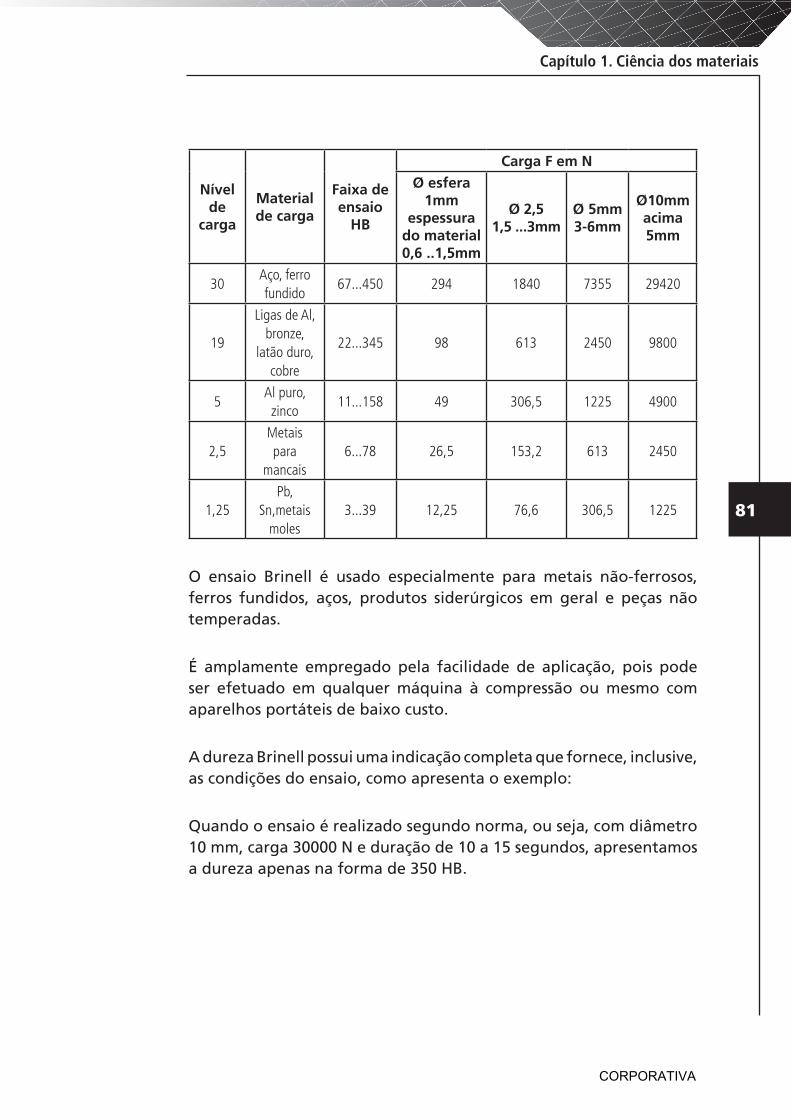
81
Capítulo 1. Ciência dos materiais
Nível de
carga
Materialde carga
Faixa de ensaio
HB
Carga F em NØ esfera
1mmespessura
do material0,6 ..1,5mm
Ø 2,5 1,5 ...3mm
Ø 5mm3-6mm
Ø10mmacima 5mm
30Aço, ferrofundido
67...450 294 1840 7355 29420
19
Ligas de Al, bronze,
latão duro,cobre
22...345 98 613 2450 9800
5Al puro,
zinco11...158 49 306,5 1225 4900
2,5Metais para
mancais6...78 26,5 153,2 613 2450
1,25Pb,
Sn,metais moles
3...39 12,25 76,6 306,5 1225
O ensaio Brinell é usado especialmente para metais não-ferrosos, ferros fundidos, aços, produtos siderúrgicos em geral e peças não temperadas.
É amplamente empregado pela facilidade de aplicação, pois pode ser efetuado em qualquer máquina à compressão ou mesmo com aparelhos portáteis de baixo custo.
A dureza Brinell possui uma indicação completa que fornece, inclusive, as condições do ensaio, como apresenta o exemplo:
Quando o ensaio é realizado segundo norma, ou seja, com diâmetro 10 mm, carga 30000 N e duração de 10 a 15 segundos, apresentamos a dureza apenas na forma de 350 HB.
CORPORATIVA
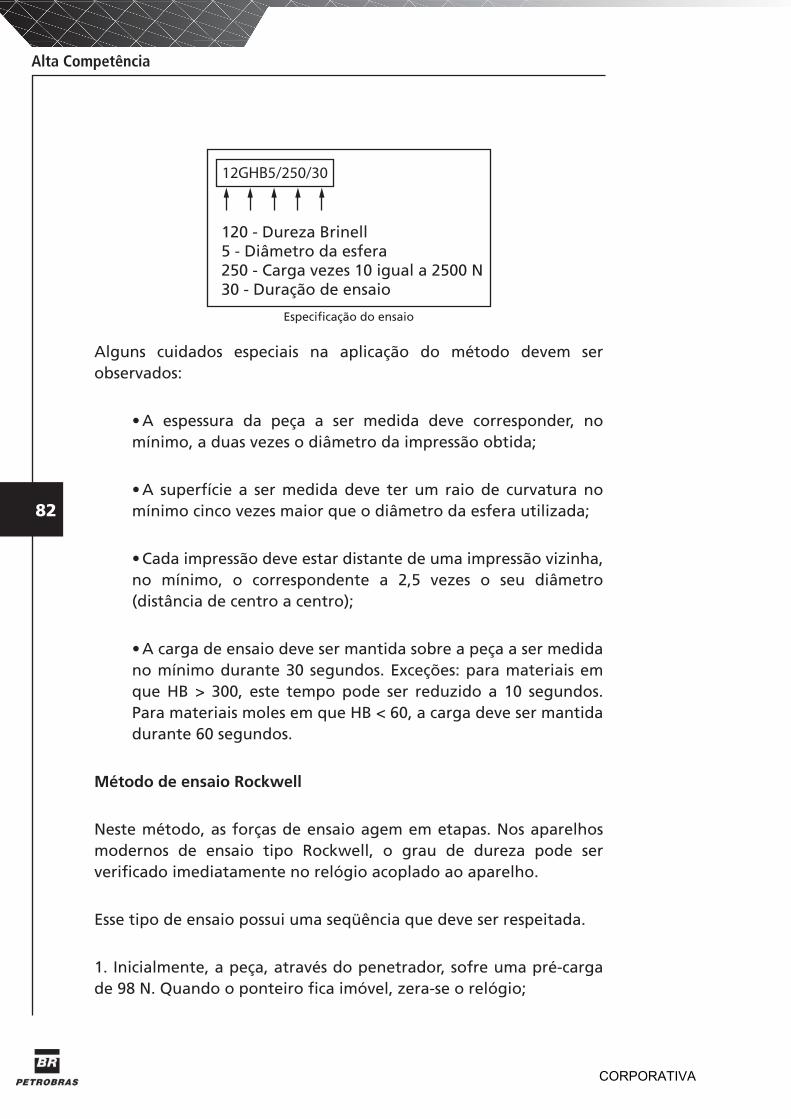
82
Alta Competência
12GHB5/250/30
120 - Dureza Brinell5 - Diâmetro da esfera250 - Carga vezes 10 igual a 2500 N30 - Duração de ensaio
Especificação do ensaio
Alguns cuidados especiais na aplicação do método devem ser observados:
A espessura da peça a ser medida deve corresponder, no • mínimo, a duas vezes o diâmetro da impressão obtida;
A superfície a ser medida deve ter um raio de curvatura no • mínimo cinco vezes maior que o diâmetro da esfera utilizada;
Cada impressão deve estar distante de uma impressão vizinha, • no mínimo, o correspondente a 2,5 vezes o seu diâmetro (distância de centro a centro);
A carga de ensaio deve ser mantida sobre a peça a ser medida • no mínimo durante 30 segundos. Exceções: para materiais em que HB > 300, este tempo pode ser reduzido a 10 segundos. Para materiais moles em que HB < 60, a carga deve ser mantida durante 60 segundos.
Método de ensaio Rockwell
Neste método, as forças de ensaio agem em etapas. Nos aparelhos modernos de ensaio tipo Rockwell, o grau de dureza pode ser verificado imediatamente no relógio acoplado ao aparelho.
Esse tipo de ensaio possui uma seqüência que deve ser respeitada.
1. Inicialmente, a peça, através do penetrador, sofre uma pré-carga de 98 N. Quando o ponteiro fica imóvel, zera-se o relógio;
CORPORATIVA
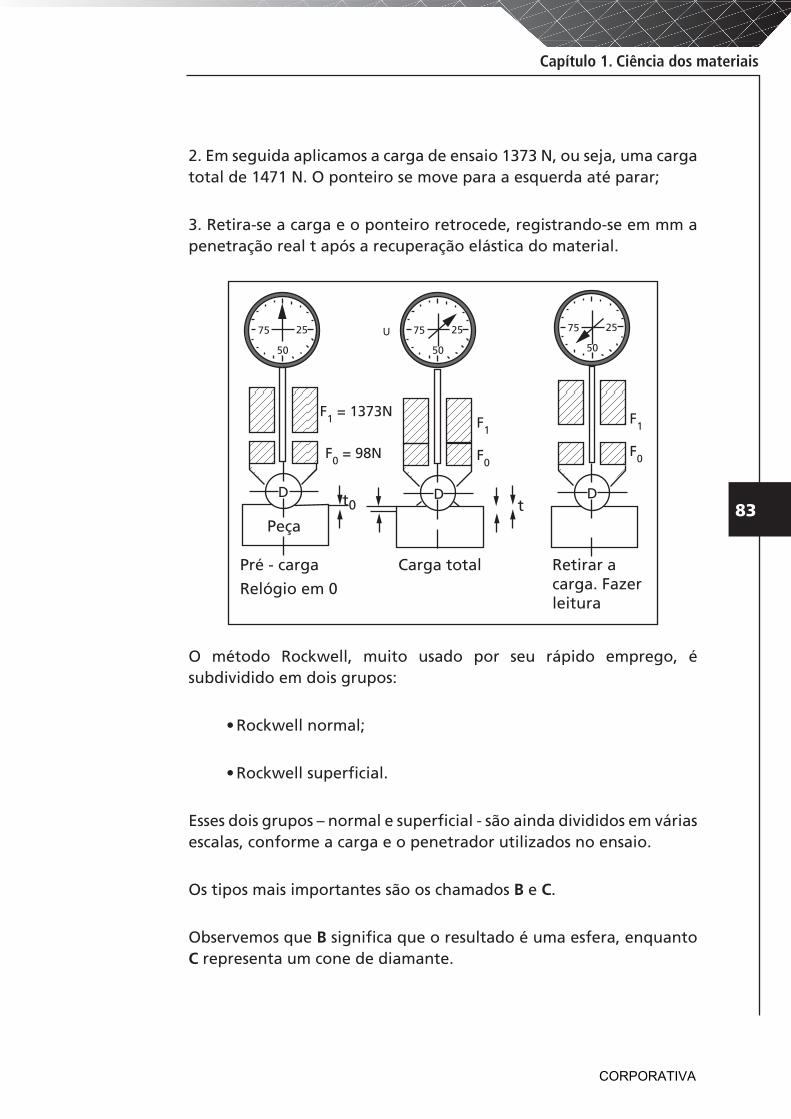
83
Capítulo 1. Ciência dos materiais
2. Em seguida aplicamos a carga de ensaio 1373 N, ou seja, uma carga total de 1471 N. O ponteiro se move para a esquerda até parar;
3. Retira-se a carga e o ponteiro retrocede, registrando-se em mm a penetração real t após a recuperação elástica do material.
75 25
50
75 25
50
75 25
50
D
Peça
Pré - carga
Relógio em 0
Carga total
D D
F1 = 1373N
F0 = 98N
F1
F0
F1
F0
U
Retirar acarga. Fazer leitura
tt0
O método Rockwell, muito usado por seu rápido emprego, é subdividido em dois grupos:
Rockwell normal;•
Rockwell superficial.•
Esses dois grupos – normal e superficial - são ainda divididos em várias escalas, conforme a carga e o penetrador utilizados no ensaio.
Os tipos mais importantes são os chamados B e C.
Observemos que B significa que o resultado é uma esfera, enquanto C representa um cone de diamante.
CORPORATIVA
84
Alta Competência
D = Penetrador
Fo = Pré-carga
Fo+F 1 = Carga nominal
U = Relógio 1 rotação = O,2 mm;
Divisão = 0,002 mm
to = Profundidade de penetração para pré-carga
f = Deflexão
T = Profundidade de penetração, inclusive elasticidade da peça e da máquina
t = Profundidade de penetração real
Ao escolhermos o tipo de ensaio devemos levar em consideração diversos fatores, tais como o material e o tratamento térmico eventual, a espessura do material a ser controlado e a porosidade, por exemplo.
O ensaio do tipo HRB deve ser aplicado a materiais moles e o tipo HRC a materiais duros e de médio tempo de duração.
A seguir, é fornecido um exemplo de uma tabela de ensaio Rockwell, com pré-carga de 100 N.
CORPORATIVA
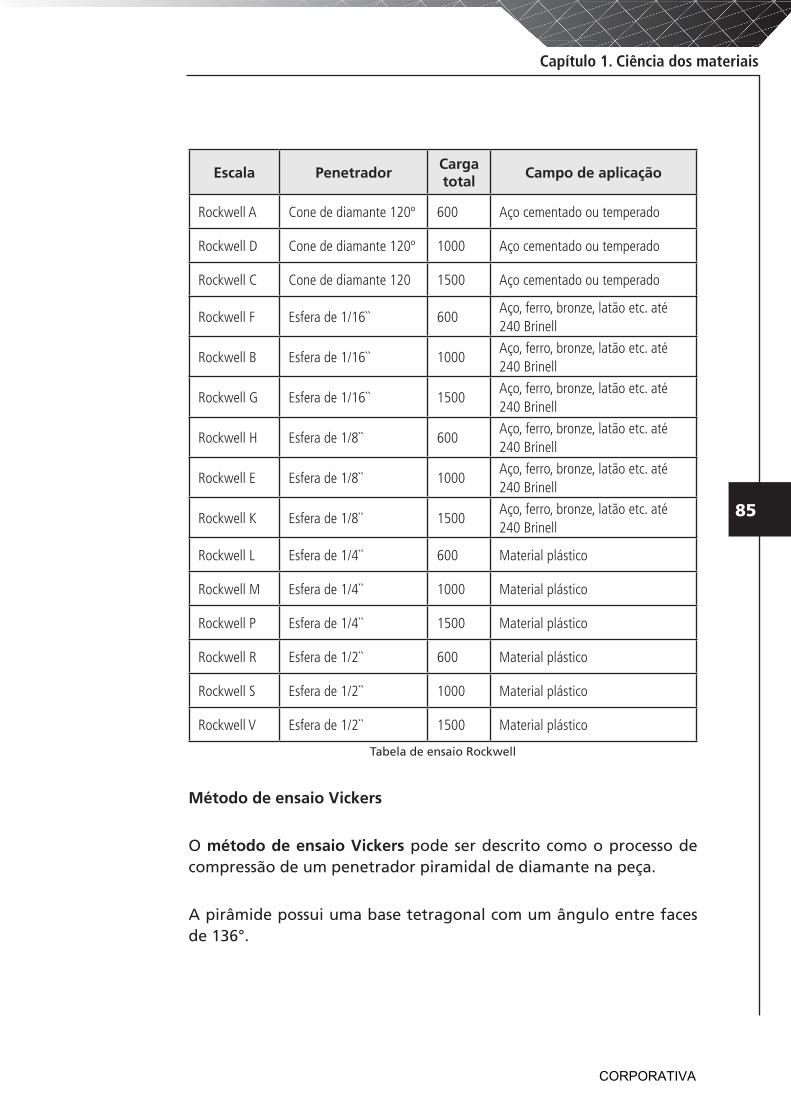
85
Capítulo 1. Ciência dos materiais
Escala PenetradorCarga total
Campo de aplicação
Rockwell A Cone de diamante 120º 600 Aço cementado ou temperado
Rockwell D Cone de diamante 120º 1000 Aço cementado ou temperado
Rockwell C Cone de diamante 120 1500 Aço cementado ou temperado
Rockwell F Esfera de 1/16`` 600Aço, ferro, bronze, latão etc. até 240 Brinell
Rockwell B Esfera de 1/16`` 1000Aço, ferro, bronze, latão etc. até 240 Brinell
Rockwell G Esfera de 1/16`` 1500Aço, ferro, bronze, latão etc. até 240 Brinell
Rockwell H Esfera de 1/8`` 600Aço, ferro, bronze, latão etc. até 240 Brinell
Rockwell E Esfera de 1/8`` 1000Aço, ferro, bronze, latão etc. até 240 Brinell
Rockwell K Esfera de 1/8`` 1500Aço, ferro, bronze, latão etc. até 240 Brinell
Rockwell L Esfera de 1/4`` 600 Material plástico
Rockwell M Esfera de 1/4`` 1000 Material plástico
Rockwell P Esfera de 1/4`` 1500 Material plástico
Rockwell R Esfera de 1/2`` 600 Material plástico
Rockwell S Esfera de 1/2`` 1000 Material plástico
Rockwell V Esfera de 1/2`` 1500 Material plástico
Tabela de ensaio Rockwell
Método de ensaio Vickers
O método de ensaio Vickers pode ser descrito como o processo de compressão de um penetrador piramidal de diamante na peça.
A pirâmide possui uma base tetragonal com um ângulo entre faces de 136°.
CORPORATIVA
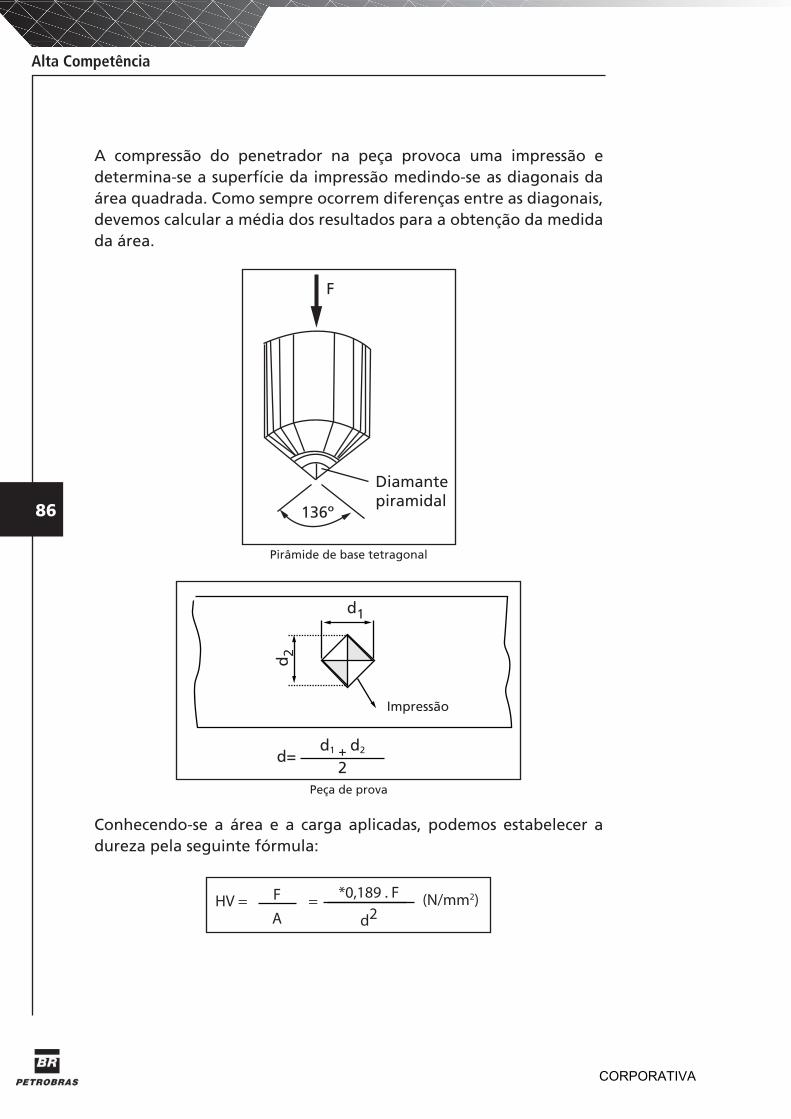
86
Alta Competência
A compressão do penetrador na peça provoca uma impressão e determina-se a superfície da impressão medindo-se as diagonais da área quadrada. Como sempre ocorrem diferenças entre as diagonais, devemos calcular a média dos resultados para a obtenção da medida da área.
Diamantepiramidal
136º
F
Pirâmide de base tetragonal
d1
d2
Impressão
d=d1 + d2
2Peça de prova
Conhecendo-se a área e a carga aplicadas, podemos estabelecer a dureza pela seguinte fórmula:
HV = = (N/mm2)FA
*0,189 . F
d2
CORPORATIVA
87
Capítulo 1. Ciência dos materiais
Onde:
HV = dureza Vickers (N/mm2);
F = carga aplicada em (N);
A = área;
*0, 189 = constante;
d = média das diagonais da impressão.
O resultado da área é aplicado às tabelas e encontramos a dureza.
Importante!
Podemos apontar como vantagens do método Vickers:
A dureza Vickers possui uma escala contínua, enquanto a • Brinell somente vai até o valor de 3000 N/mm2;
A dureza Vickers produz uma impressão pequena, o que evita • a inutilização da peça;
Possui grande precisão de medidas, pois o penetrador não • sofre deformação.
Podemos utilizar o método Vickers para determinar macro ou microdureza.
Para macrodureza, a carga normal é de 300 N, porém podem-• se usar cargas entre 50 e 1000 N.
CORPORATIVA
88
Alta Competência
Podem também ser utilizadas cargas reduzidas, que variam de 1N a 20 N.
A macrodureza se aplica a uma vasta gama de materiais, exceto • ferros fundidos e materiais sintetizados.
O ensaio com cargas reduzidas é usado para pequenas molas, grampos, dureza de dentes de engrenagens e na determinação da camada efetiva de cementação.
atenÇÃo
Muitas aplicações da dureza Vickers, mencionadas anteriormente, estão atualmente voltadas somente para o ensaio de microdureza. Sendo assim, temos dificuldades relativas à determinação das profundidades de superfície carbonetada, de têmpera etc.
Ensaio de dureza Shore
O ensaio de dureza Shore é um ensaio dinâmico, que produz a impressão em um corpo de prova por meio de penetrador que bate na sua superfície plana.
O choque é produzido por um êmbolo que tem em sua ponta um penetrador. A dureza Shore está relacionada com a medida do ressalto do corpo que cai ao bater na superfície do corpo de prova.
Essa altura do ressalto mede a perda da energia cinética do peso, absorvida pelo corpo de prova. A dureza Shore foi introduzida para ensaios em aços temperados em que o método Brinell não podia ser utilizado.
Atualmente, porém, podemos verificar que é mais empregada nos ensaios de materiais plásticos, borrachas e similares.
CORPORATIVA
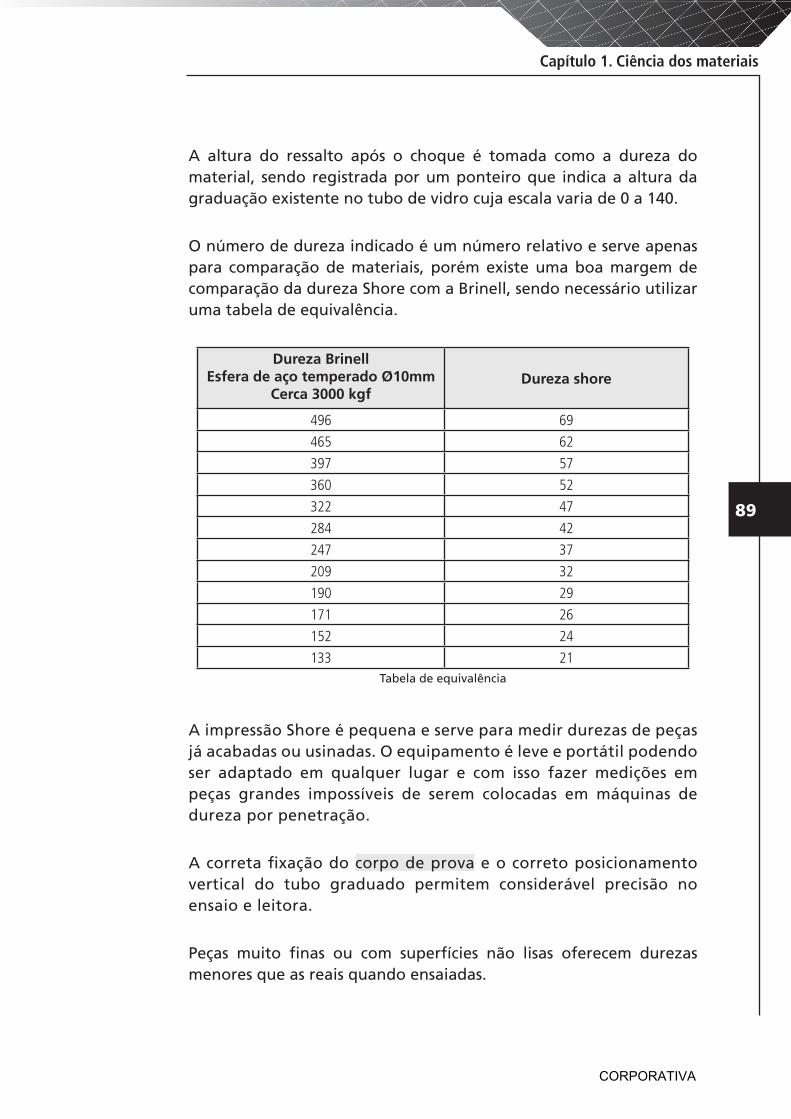
89
Capítulo 1. Ciência dos materiais
A altura do ressalto após o choque é tomada como a dureza do material, sendo registrada por um ponteiro que indica a altura da graduação existente no tubo de vidro cuja escala varia de 0 a 140.
O número de dureza indicado é um número relativo e serve apenas para comparação de materiais, porém existe uma boa margem de comparação da dureza Shore com a Brinell, sendo necessário utilizar uma tabela de equivalência.
Dureza BrinellEsfera de aço temperado Ø10mm
Cerca 3000 kgfDureza shore
496 69
465 62
397 57
360 52
322 47
284 42
247 37
209 32
190 29
171 26
152 24
133 21Tabela de equivalência
A impressão Shore é pequena e serve para medir durezas de peças já acabadas ou usinadas. O equipamento é leve e portátil podendo ser adaptado em qualquer lugar e com isso fazer medições em peças grandes impossíveis de serem colocadas em máquinas de dureza por penetração.
A correta fixação do corpo de prova e o correto posicionamento vertical do tubo graduado permitem considerável precisão no ensaio e leitora.
Peças muito finas ou com superfícies não lisas oferecem durezas menores que as reais quando ensaiadas.
CORPORATIVA
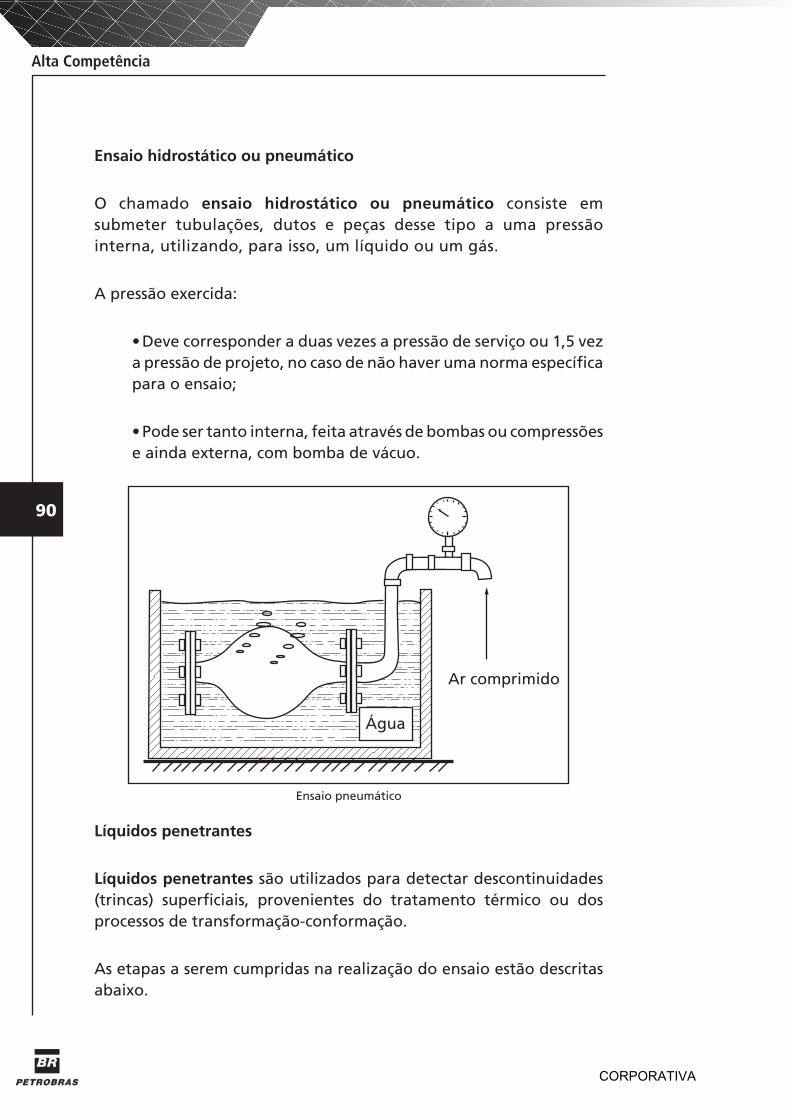
90
Alta Competência
Ensaio hidrostático ou pneumático
O chamado ensaio hidrostático ou pneumático consiste em submeter tubulações, dutos e peças desse tipo a uma pressão interna, utilizando, para isso, um líquido ou um gás.
A pressão exercida:
Deve corresponder a duas vezes a pressão de serviço ou 1,5 vez • a pressão de projeto, no caso de não haver uma norma específica para o ensaio;
Pode ser tanto interna, feita através de bombas ou compressões • e ainda externa, com bomba de vácuo.
Água
Ar comprimido
Ensaio pneumático
Líquidos penetrantes
Líquidos penetrantes são utilizados para detectar descontinuidades (trincas) superficiais, provenientes do tratamento térmico ou dos processos de transformação-conformação.
As etapas a serem cumpridas na realização do ensaio estão descritas abaixo.
CORPORATIVA
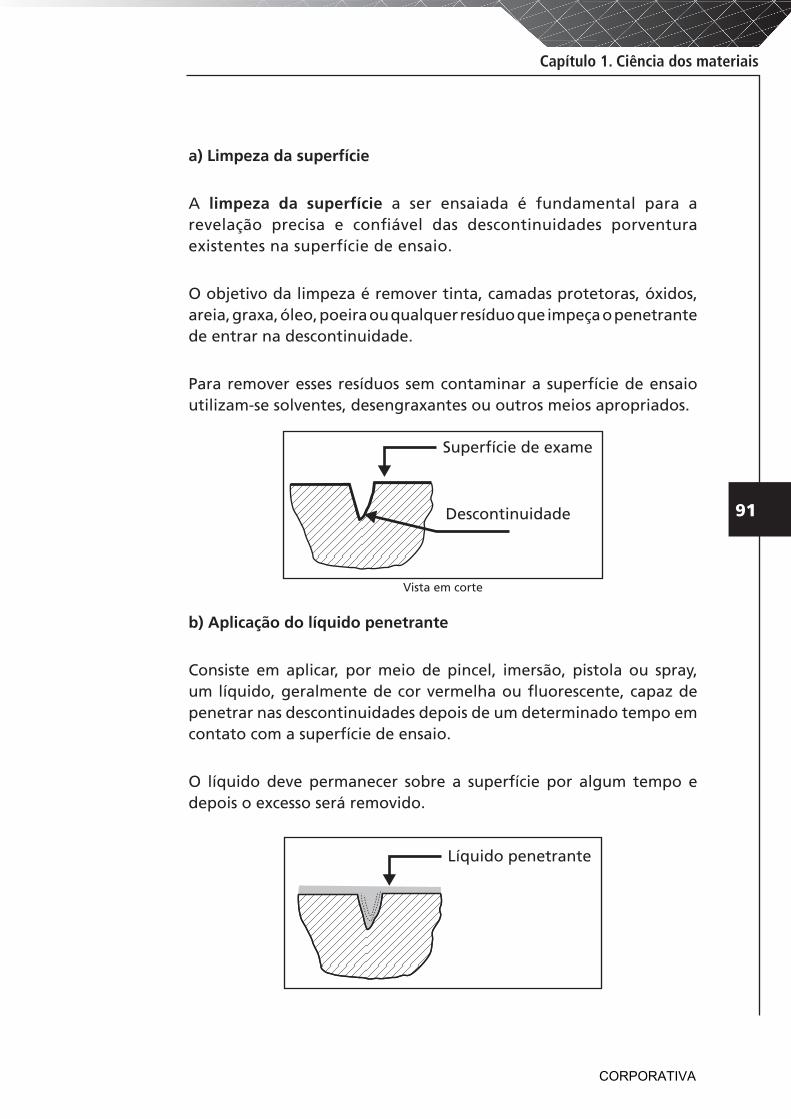
91
Capítulo 1. Ciência dos materiais
a) Limpeza da superfície
A limpeza da superfície a ser ensaiada é fundamental para a revelação precisa e confiável das descontinuidades porventura existentes na superfície de ensaio.
O objetivo da limpeza é remover tinta, camadas protetoras, óxidos, areia, graxa, óleo, poeira ou qualquer resíduo que impeça o penetrante de entrar na descontinuidade.
Para remover esses resíduos sem contaminar a superfície de ensaio utilizam-se solventes, desengraxantes ou outros meios apropriados.
Descontinuidade
Superfície de exame
Vista em corte
b) Aplicação do líquido penetrante
Consiste em aplicar, por meio de pincel, imersão, pistola ou spray, um líquido, geralmente de cor vermelha ou fluorescente, capaz de penetrar nas descontinuidades depois de um determinado tempo em contato com a superfície de ensaio.
O líquido deve permanecer sobre a superfície por algum tempo e depois o excesso será removido.
Líquido penetrante
CORPORATIVA
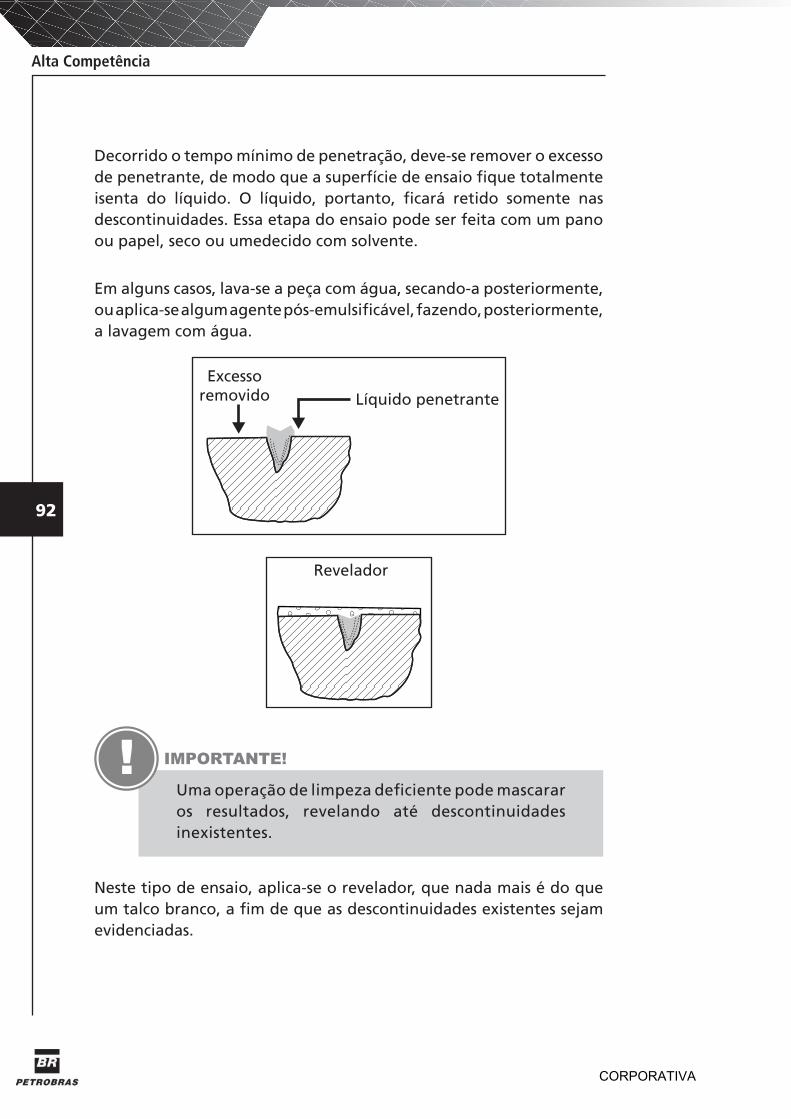
92
Alta Competência
Decorrido o tempo mínimo de penetração, deve-se remover o excesso de penetrante, de modo que a superfície de ensaio fique totalmente isenta do líquido. O líquido, portanto, ficará retido somente nas descontinuidades. Essa etapa do ensaio pode ser feita com um pano ou papel, seco ou umedecido com solvente.
Em alguns casos, lava-se a peça com água, secando-a posteriormente, ou aplica-se algum agente pós-emulsificável, fazendo, posteriormente, a lavagem com água.
Líquido penetranteExcesso
removido
Revelador
Uma operação de limpeza deficiente pode mascarar os resultados, revelando até descontinuidades inexistentes.
Importante!
Neste tipo de ensaio, aplica-se o revelador, que nada mais é do que um talco branco, a fim de que as descontinuidades existentes sejam evidenciadas.
CORPORATIVA
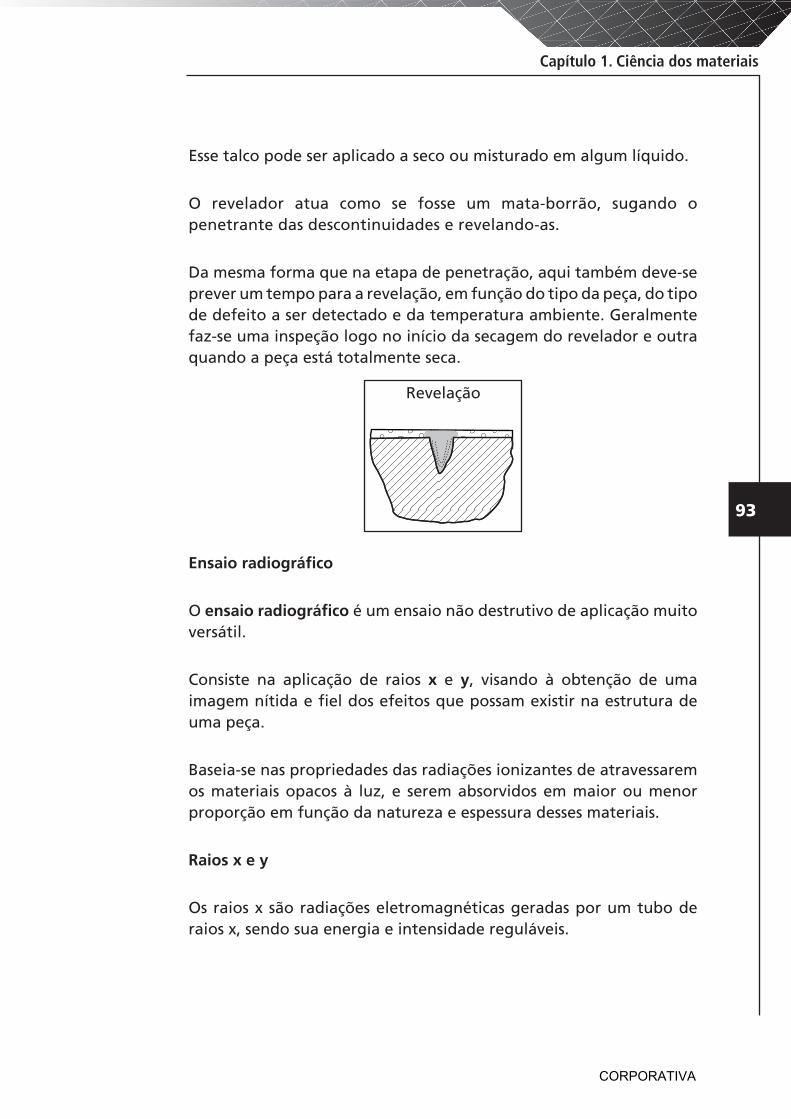
93
Capítulo 1. Ciência dos materiais
Esse talco pode ser aplicado a seco ou misturado em algum líquido.
O revelador atua como se fosse um mata-borrão, sugando o penetrante das descontinuidades e revelando-as.
Da mesma forma que na etapa de penetração, aqui também deve-se prever um tempo para a revelação, em função do tipo da peça, do tipo de defeito a ser detectado e da temperatura ambiente. Geralmente faz-se uma inspeção logo no início da secagem do revelador e outra quando a peça está totalmente seca.
Revelação
Ensaio radiográfico
O ensaio radiográfico é um ensaio não destrutivo de aplicação muito versátil.
Consiste na aplicação de raios x e y, visando à obtenção de uma imagem nítida e fiel dos efeitos que possam existir na estrutura de uma peça.
Baseia-se nas propriedades das radiações ionizantes de atravessarem os materiais opacos à luz, e serem absorvidos em maior ou menor proporção em função da natureza e espessura desses materiais.
Raios x e y
Os raios x são radiações eletromagnéticas geradas por um tubo de raios x, sendo sua energia e intensidade reguláveis.
CORPORATIVA
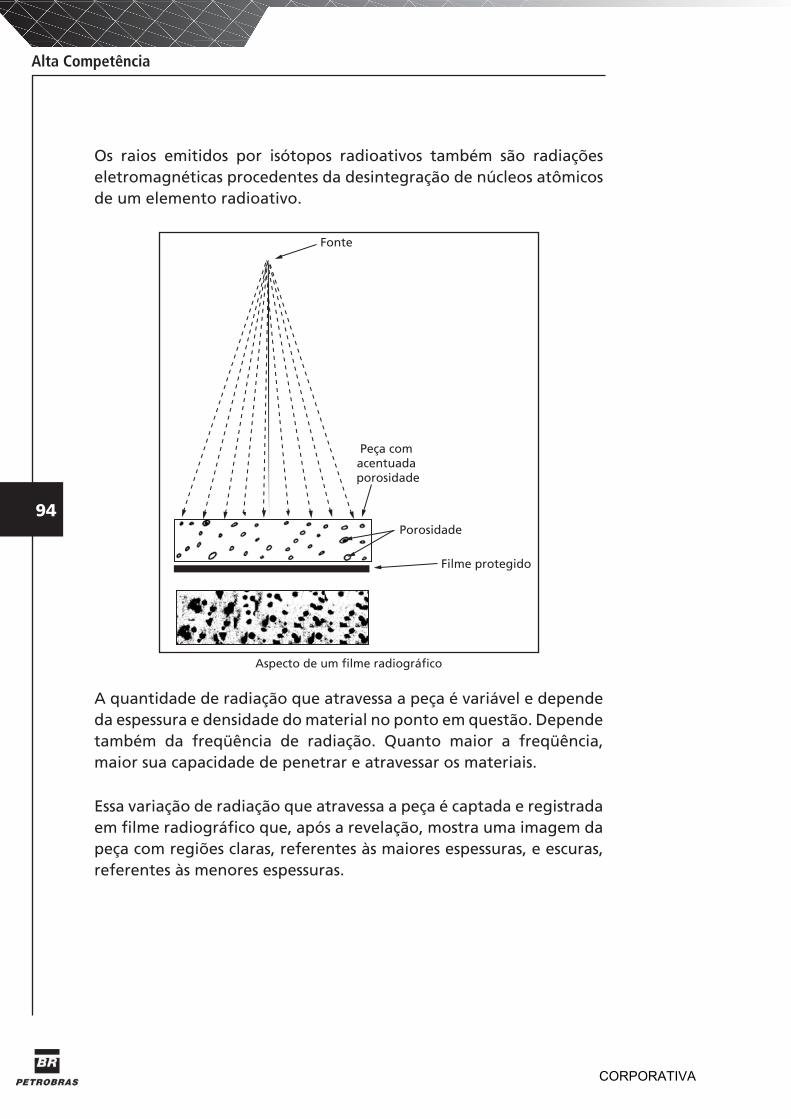
94
Alta Competência
Os raios emitidos por isótopos radioativos também são radiações eletromagnéticas procedentes da desintegração de núcleos atômicos de um elemento radioativo.
Porosidade
Peça com acentuada porosidade
Filme protegido
Aspecto de um filme radiográfico
Fonte
Aspecto de um filme radiográfico
A quantidade de radiação que atravessa a peça é variável e depende da espessura e densidade do material no ponto em questão. Depende também da freqüência de radiação. Quanto maior a freqüência, maior sua capacidade de penetrar e atravessar os materiais.
Essa variação de radiação que atravessa a peça é captada e registrada em filme radiográfico que, após a revelação, mostra uma imagem da peça com regiões claras, referentes às maiores espessuras, e escuras, referentes às menores espessuras.
CORPORATIVA
95
Capítulo 1. Ciência dos materiais
Os raios x e y têm como propriedades:
São invisíveis ao olho humano;•
Propagam-se em linha reta e à velocidade da luz;•
Atravessam a matéria;•
Podem destruir células vivas.•
A aplicação dos raios x e y é recomendável para a detecção de trincas ou poros em peças fundidas, soldadas e similares.
A superexposição a raios x ou y pode provocar danos aos tecidos ou órgãos do corpo humano. Por esta ra-zão, há regras, regulamentos e procedimentos que devem ser sempre observados, visando à proteção radiológica, tanto dos operadores como daqueles que trabalham nas proximidades dos locais de teste.
Importante!
Ensaio magnético
Esse ensaio consiste em magnetizar um corpo de prova e cobri-lo com finas partículas magnetizáveis, a fim de interpretar a ocorrência de concentração local das partículas na superfície da peça.
Ao criar-se um campo magnético homogêneo em um material ferro magnético, as linhas de força se distribuem homogeneamente no seu interior, exceto nas descontinuidades, onde sofrem distorções que provocam um fluxo magnético mais denso.
Quando existem defeitos na peça, o local da trinca atrai um maior número de partículas formando uma camada larga e concentrada.
CORPORATIVA
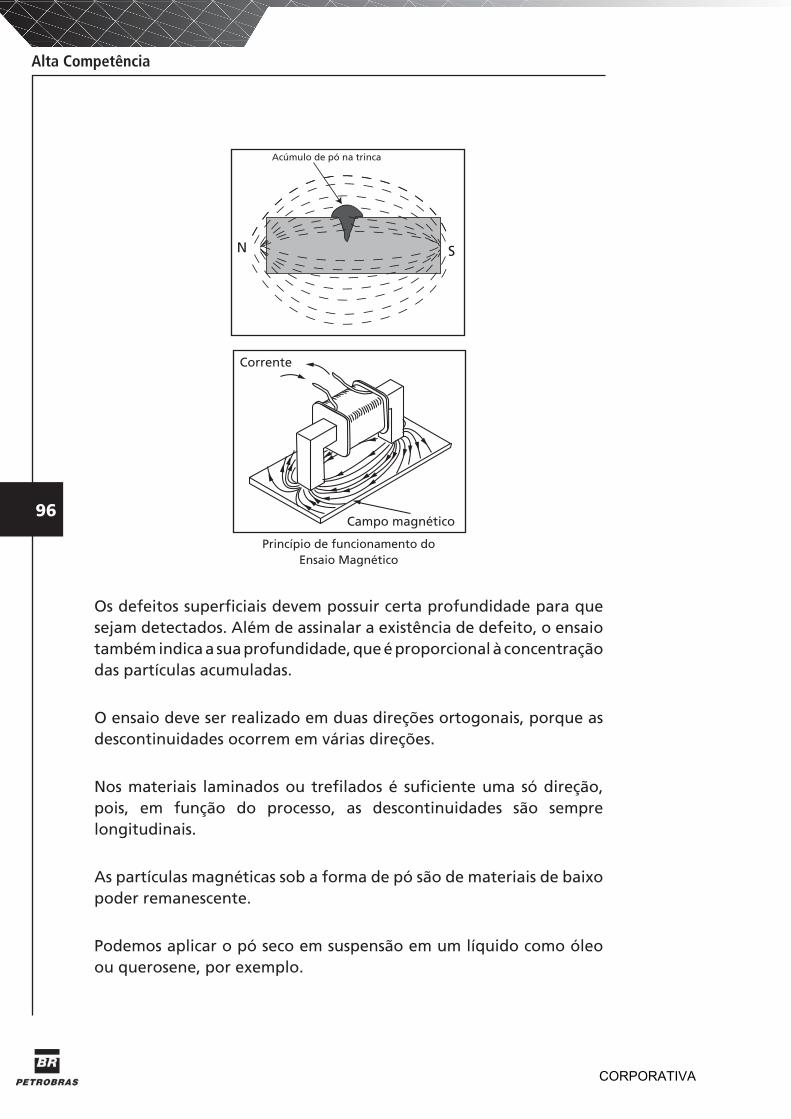
96
Alta Competência
Acúmulo de pó na trinca
N S
Corrente
Campo magnético
Princípio de funcionamento do Ensaio Magnético
Os defeitos superficiais devem possuir certa profundidade para que sejam detectados. Além de assinalar a existência de defeito, o ensaio também indica a sua profundidade, que é proporcional à concentração das partículas acumuladas.
O ensaio deve ser realizado em duas direções ortogonais, porque as descontinuidades ocorrem em várias direções.
Nos materiais laminados ou trefilados é suficiente uma só direção, pois, em função do processo, as descontinuidades são sempre longitudinais.
As partículas magnéticas sob a forma de pó são de materiais de baixo poder remanescente.
Podemos aplicar o pó seco em suspensão em um líquido como óleo ou querosene, por exemplo.
CORPORATIVA
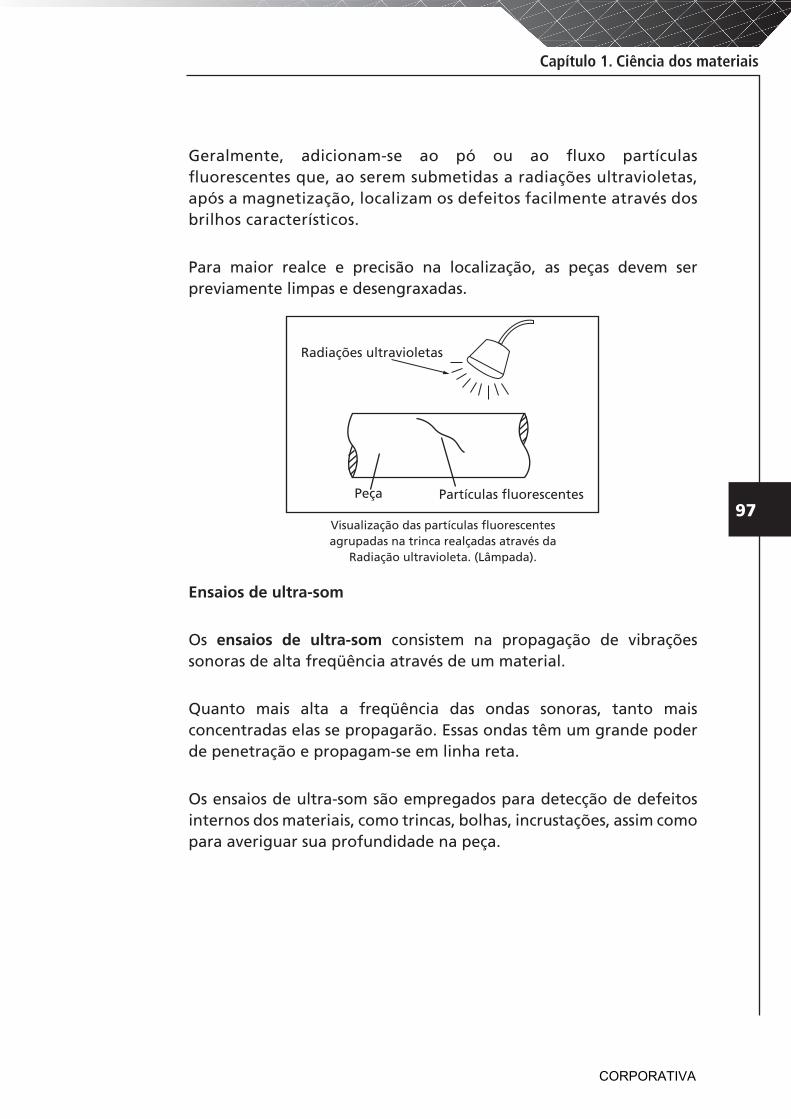
97
Capítulo 1. Ciência dos materiais
Geralmente, adicionam-se ao pó ou ao fluxo partículas fluorescentes que, ao serem submetidas a radiações ultravioletas, após a magnetização, localizam os defeitos facilmente através dos brilhos característicos.
Para maior realce e precisão na localização, as peças devem ser previamente limpas e desengraxadas.
Peça Partículas fluorescentes
Radiações ultravioletas
Visualização das partículas fluorescentes agrupadas na trinca realçadas através da
Radiação ultravioleta. (Lâmpada).
Ensaios de ultra-som
Os ensaios de ultra-som consistem na propagação de vibrações sonoras de alta freqüência através de um material.
Quanto mais alta a freqüência das ondas sonoras, tanto mais concentradas elas se propagarão. Essas ondas têm um grande poder de penetração e propagam-se em linha reta.
Os ensaios de ultra-som são empregados para detecção de defeitos internos dos materiais, como trincas, bolhas, incrustações, assim como para averiguar sua profundidade na peça.
CORPORATIVA
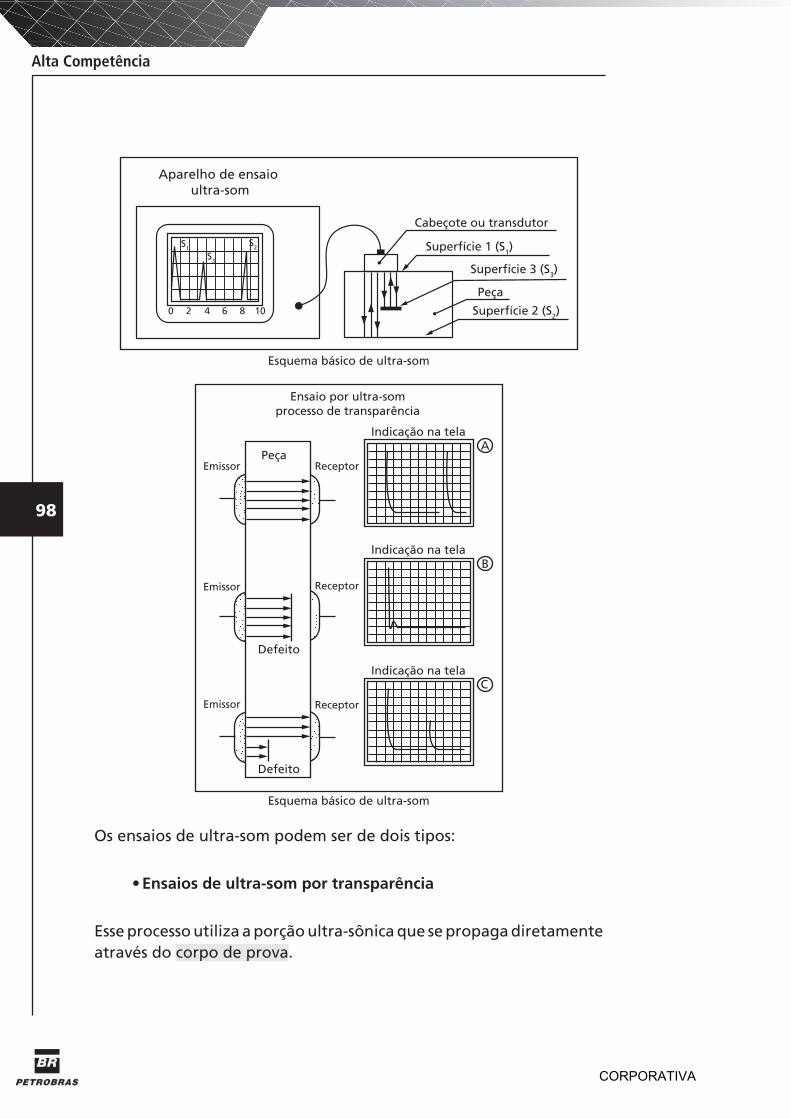
98
Alta Competência
S1
S3
S2
0 2 4 6 8 10
Aparelho de ensaio ultra-som
Cabeçote ou transdutor
Peça
Superfície 1 (S1)
Superfície 3 (S3)
Superfície 2 (S2)
Esquema básico de ultra-som
Defeito
Defeito
Peça
Ensaio por ultra-somprocesso de transparência
ReceptorEmissor
Emissor
Emissor
Receptor
Receptor
Indicação na tela
Indicação na tela
Indicação na telaC
B
A
Esquema básico de ultra-som
Os ensaios de ultra-som podem ser de dois tipos:
Ensaios de ultra-som por transparência •
Esse processo utiliza a porção ultra-sônica que se propaga diretamente através do corpo de prova.
CORPORATIVA
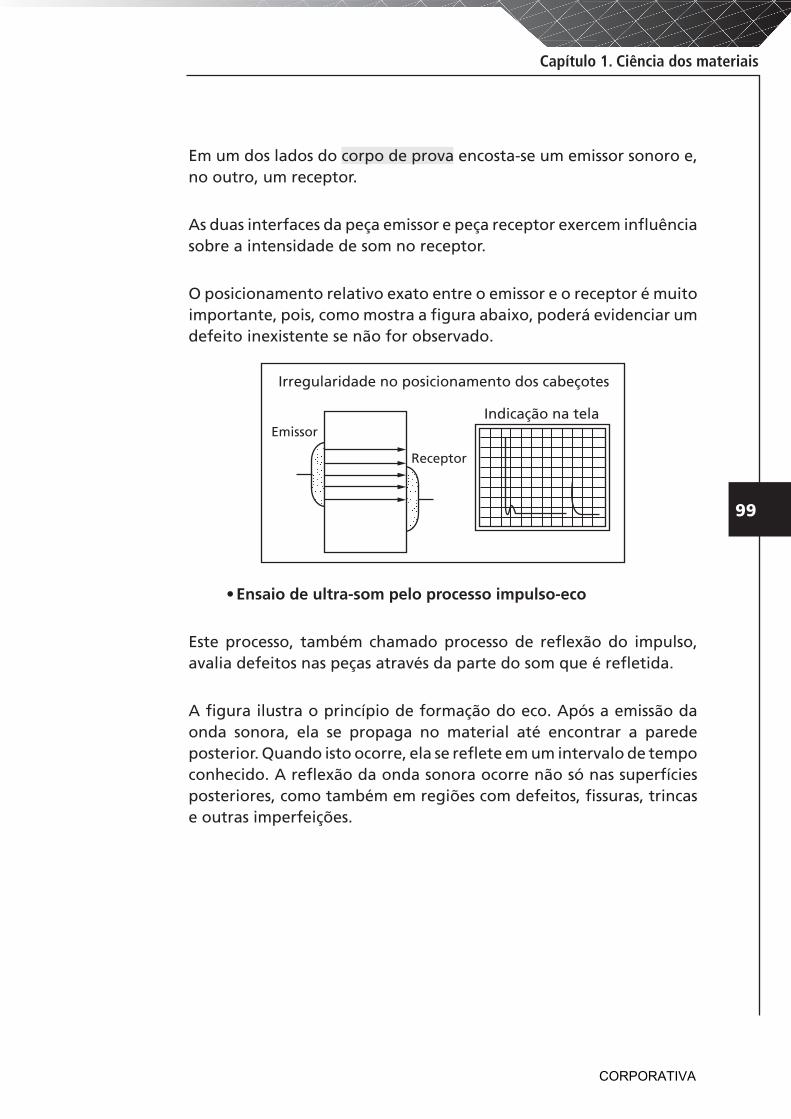
99
Capítulo 1. Ciência dos materiais
Em um dos lados do corpo de prova encosta-se um emissor sonoro e, no outro, um receptor.
As duas interfaces da peça emissor e peça receptor exercem influência sobre a intensidade de som no receptor.
O posicionamento relativo exato entre o emissor e o receptor é muito importante, pois, como mostra a figura abaixo, poderá evidenciar um defeito inexistente se não for observado.
Indicação na tela
Receptor
Emissor
Irregularidade no posicionamento dos cabeçotes
Ensaio de ultra-som pelo processo impulso-eco•
Este processo, também chamado processo de reflexão do impulso, avalia defeitos nas peças através da parte do som que é refletida.
A figura ilustra o princípio de formação do eco. Após a emissão da onda sonora, ela se propaga no material até encontrar a parede posterior. Quando isto ocorre, ela se reflete em um intervalo de tempo conhecido. A reflexão da onda sonora ocorre não só nas superfícies posteriores, como também em regiões com defeitos, fissuras, trincas e outras imperfeições.
CORPORATIVA
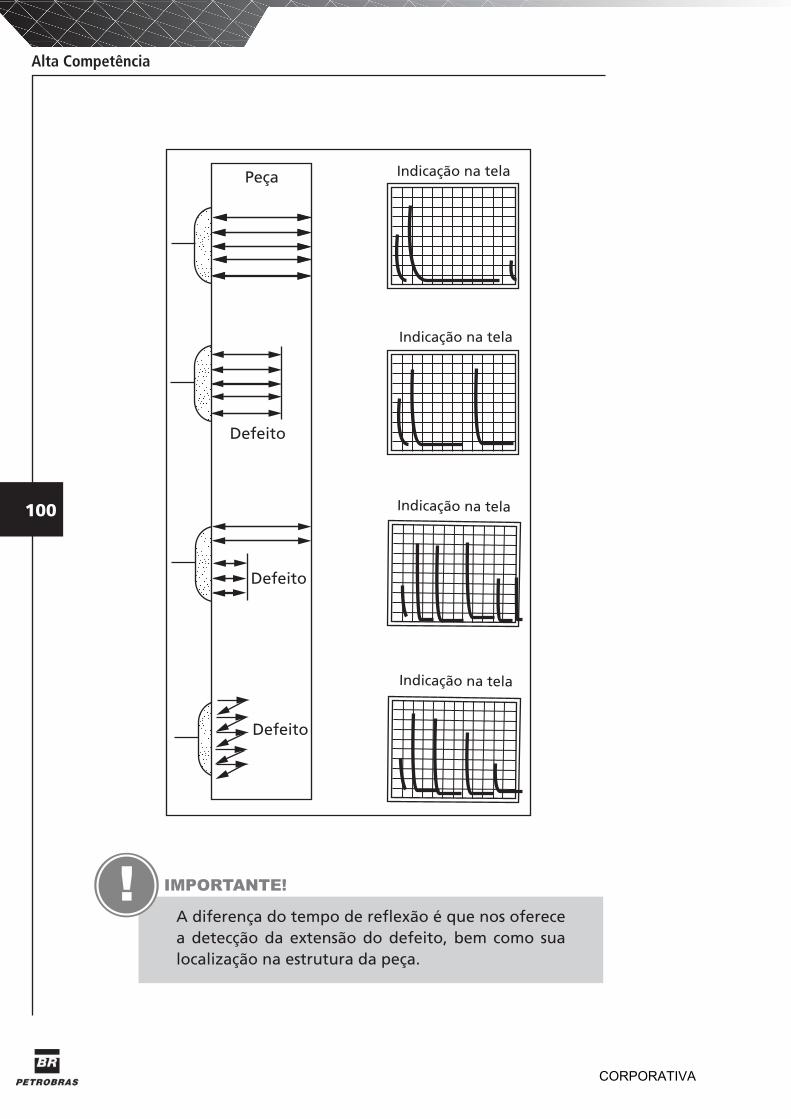
100
Alta Competência
Peça
Defeito
Defeito
Defeito
Indicação na tela
Indicação na tela
Indicação na tela
Indicação na tela
A diferença do tempo de reflexão é que nos oferece a detecção da extensão do defeito, bem como sua localização na estrutura da peça.
Importante!
CORPORATIVA
101
Capítulo 1. Ciência dos materiais
1) Elabore, utilizando suas palavras, uma pequena definição de ciên-cia dos materiais.
_____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
2) De acordo com os conteúdos estudados no primeiro capítulo, faça a correta associação entre os materiais e suas características ou exemplos.
Material Características
1 - Aço ( ) Alumínio e magnésio são exemplos desse tipo de material.
2 - Metais pesados ( ) Trata-se de um material utilizado em larga escala na construção mecânica e pode substituir o aço na fabricação de diversas peças e equipamentos.
3 - Ferro fundido ( ) São exemplos desse tipo de material: cobre, estanho, zinco, chumbo, platina.
4 - Metais leves ( ) É considerado um material de fácil manipulação. O ferro e o carbono es-tão em sua constituição básica.
3) Complete as lacunas com os tipos de tratamento térmico do aço. Eles podem ser de dois tipos:
Quando ocorrem apenas mudanças estruturais, eles são chama-dos de __________________.
Quando ocorrem mudanças na composição química, eles são de-nominados de ____________________________.
1.7. Exercícios
CORPORATIVA
102
Alta Competência
4) Leia as afirmativas abaixo e escreva V, para as verdadeiras, e F para as falsas.
( ) Os ensaios de materiais são procedimentos realizados para que seja verificado se os produtos estão, de fato, adequados às suas finalidades de uso.
( ) Os ensaios de materiais podem ser realizados informalmen-te, nas próprias empresas, em que são simuladas as condi-ções reais de uso da matéria-prima, dos produtos em proces-so ou já finalizados.
( ) Todos os procedimentos e resultados são referenciados por normas técnicas, através de cálculos, gráficos, tabelas.
( ) Os ensaios podem ser de dois tipos: destrutivos e não des-trutivos.
( ) Ensaios destrutivos são aqueles em que as superfícies de componentes são testadas para que anomalias sejam detec-tadas, de acordo com padrões pré-estabelecidos. Os ensaios não destrutivos são assim chamados por terem como fina-lidade a realização dos testes necessários, preservando-se o funcionamento e a integridade das peças em questão.
( ) Os ensaios não destrutivos são aqueles que geram uma mar-ca, um sinal na peça ou corpo de prova, mesmo que eles não fiquem inutilizados.
CORPORATIVA
103
Capítulo 1. Ciência dos materiais
AISI - American Iron and Steel Institute. Instituto Americano de Ferro e Aço.
ASTM - American Society for Testing and Materials. Sociedade Americana para Teste e Materiais.
Corpo de prova - amostras de materiais retirados de peças ou peças separadas de lotes, preparadas e identificadas, destinadas a ensaios que garantam suas propriedades físicas ou químicas.
DIN - a especificação DIN 17 006 estabelece o modo de abreviar as diferentes composições de aços.
Elastômero - polímero com propriedades físicas parecidas com as da borracha.
Flange - disco, em forma de aro, adaptado ou fundido na extremidade de um tubo e com que se faz ligação a outro tubo idêntico.
Força de Van der Waals - força responsável pela união e adesão entre as moléculas (força de ligação). Essa força é influenciada pela temperatura, alterando as propriedades mecânicas dos materiais.
HRB - Hardness Rockwell Ball. (Dureza Rockwell utilizando uma esfera).
HRC - Hardness Rockwell Cone (Dureza Rockwell utilizando um cone) .
Lixívia - solução ou suspensão de materiais, resultante de um processo industrial.
Martensita - solução sólida de carbono, ou de carboneto de ferro, em ferro beta, presente em diversos tipos de aço, aumentando sua dureza.
Negro de fumo - fuligem obtida pela combustão parcial (em meio rarefeito de oxigênio) de compostos orgânicos, principalmente do metano ou acetileno.
Nitreto - composto binário constituído por nitrogênio e um metal.
Offshore - produção em plataformas marítimas.
Pitting - corrosão localizada causada por BRS.
Polímero - macromoléculas formadas pelo encadeamento de moléculas menores, denominadas monômeros.
PTFE - Politetra Fluoretileno (Teflon).
PVC - policloreto de vinila.
1.8. Glossário
CORPORATIVA
104
Alta Competência
SAE - Society of Automotive Engineers. Sociedade dos Engenheiros Automotivos.
Tenacidade - se um material é tenaz, ele pode sofrer um alto grau de deformação sem romper. Por outras palavras, tenacidade é uma medida de quantidade de energia que um material pode adsorver antes de fraturar. Os materiais cerâmicos, por exemplo, têm uma baixa tenacidade.
Usinar - ato ou efeito de desbastar, arrancar, furar ou cortar, parcialmente ou totalmente, a superfície de um material utilizando máquinas operatrizes com ferramentas de cortes ou abrasivos, de forma controlada.
CORPORATIVA
105
Capítulo 1. Ciência dos materiais
BARROS, Alexandre M. Quântica e a ciência dos materiais. Disponível em: <http://www.comciencia.br/reportagens/fisica/fisica12.htm> e <http://www.comciencia.br/comciencia>. Acesso em: 27 out 2008.
Companhia Siderúrgica de Tubarão. ASME VIII e IX. Apostila. Disponível em: <http://www.hitork.com.br/AP-RM-PG44.asp>. Acesso em: 16 out 2008.
Discoverybrasil. Disponível em: <http://www.discoverybrasil.com/guia_tecnologia/materiais_basicos/aco/index.shtml>. Acesso em: 28 out 2008.
Hi-tork Automação. Disponível em: <http://www.hitork.com.br/AP-RM-PG44.asp>. Acesso em: 16 out 2008.
Infosolda. Disponível em: <http://www.infosolda.com.br/jc_perg_down/id8.pdf?>. Acesso em: 29 set 2008.
MSPC Informações Técnicas. Disponível em: <http://www.mspc.eng.br/ciemat/aco150.shtml>. Acesso em: 29 set 2008.
1.9. Bibliografia
CORPORATIVA
106
Alta Competência
1) Elabore, utilizando suas palavras, uma pequena definição de ciência dos materiais.
A ciência dos materiais é uma área de estudos voltada para o desenvolvimento de materiais cada vez mais adequados às suas finalidades, considerando-se resistência, custo, durabilidade e outras características importantes para cada tipo de atividade.
2) De acordo com os conteúdos estudados no primeiro capítulo, faça a correta associação entre os materiais e suas características ou exemplos.
Material Características
1 - Aço ( 4 ) Alumínio e magnésio são exemplos desse tipo de material.
2 - Metais pesados ( 3 ) Trata-se de um material utilizado em larga escala na construção mecânica e pode substituir o aço na fabricação de diversas peças e equipamentos.
3 - Ferro fundido ( 2 ) São exemplos desse tipo de material: cobre, estanho, zinco, chumbo, platina.
4 - Metais leves ( 1 ) É considerado um material de fácil manipulação. O ferro e o carbono estão em sua constituição básica.
3) Complete as lacunas com os tipos de tratamento térmico do aço. Eles podem ser de dois tipos:
Quando ocorrem apenas mudanças estruturais, eles são chamados de normais.
Quando ocorrem mudanças na composição química, eles são denominados de termoquímicos.
1.10. Gabarito
CORPORATIVA
107
Capítulo 1. Ciência dos materiais
4) Leia as afirmativas abaixo e escreva V, para as verdadeiras, e F para as falsas.
( V ) Os ensaios de materiais são procedimentos realizados para que seja verificado se os produtos estão, de fato, adequados às suas finalidades de uso.
( F ) Os ensaios de materiais podem ser realizados informalmente, nas próprias empresas, em que são simuladas as condições reais de uso da matéria-prima, dos produtos em processo ou já finalizados.
Justificativa: os ensaios de materiais podem ser realizados em oficinas ou laboratórios especializados, em que são simuladas as condições reais de uso da matéria-prima, dos produtos em processo ou já finalizados, fazendo com que se testem os limites extremos de resistência.
( V ) Todos os procedimentos e resultados são referenciados por normas técnicas, através de cálculos, gráficos, tabelas.
( V ) Os ensaios podem ser de dois tipos: destrutivos e não destrutivos.
( F ) Ensaios destrutivos são aqueles em que as superfícies de componentes são testadas para que anomalias sejam detectadas, de acordo com padrões pré-estabelecidos. Os ensaios não destrutivos são assim chamados por terem como finalidade a realização dos testes necessários, preservando-se o funcionamento e a integridade das peças em questão.
Justificativa: trata-se de ensaios não destrutivos.
( F ) Os ensaios não destrutivos são aqueles que geram uma marca, um sinal na peça ou corpo de prova, mesmo que eles não fiquem inutilizados.
Justificativa: trata-se, na verdade, de ensaios destrutivos.
CORPORATIVA

CORPORATIVA
Cap
ítu
lo 2
Tubulações e acessórios de tubulação
Ao final desse capítulo, o treinando poderá:
• Classificar e caracterizar os principais materiais usados para tubulação e acessórios;
• Identificar os processos de fabricação de tubos;
• Relacionar os tipos de acessórios às suas finalidades;
• Memorizar os cuidados a serem adotados na montagem e limpeza de acessórios.
CORPORATIVA

110
Alta Competência
CORPORATIVA
Capítulo 2. Tubulações e acessórios de tubulação
111
2. Tubulações e acessórios de tubulação
Entende-se por tubulação o conduto forçado, usado para o transporte de fluidos. Uma tubulação é composta por tubos de tamanhos padronizados colocados em série. As tubulações
são utilizadas para o transporte de todos os fluidos, materiais fluidos com sólidos em suspensão e sólidos fluidizados.
O conjunto de tubos possui classificação e características distintas, em função do tipo de material empregado (metálicos e não metálicos), e também dos processos usados na sua fabricação. Tais características irão definir as escolhas adequadas para determinadas aplicações e os tipos de acessórios a serem utilizados.
A escolha do material adequado para uma determinada aplicação é sempre um problema complexo, cuja solução depende principalmente da pressão e temperatura de trabalho, do fluido a ser conduzido (aspectos de corrosão e contaminação), do custo, do maior ou menor grau de segurança necessário, das sobrecargas externas que existirem e, também, em certos casos, da resistência ao escoamento (perdas de carga).
2.1. Principais materiais para tubos
Uma variedade de materiais é empregada atualmente para a fabricação de tubos. Só a American Society for Testing and Materials (ASTM) – Sociedade Americana para Teste e Materiais – especifica mais de 500 tipos diferentes de materiais. A seguir, um resumo dos principais materiais usados:
CORPORATIVA
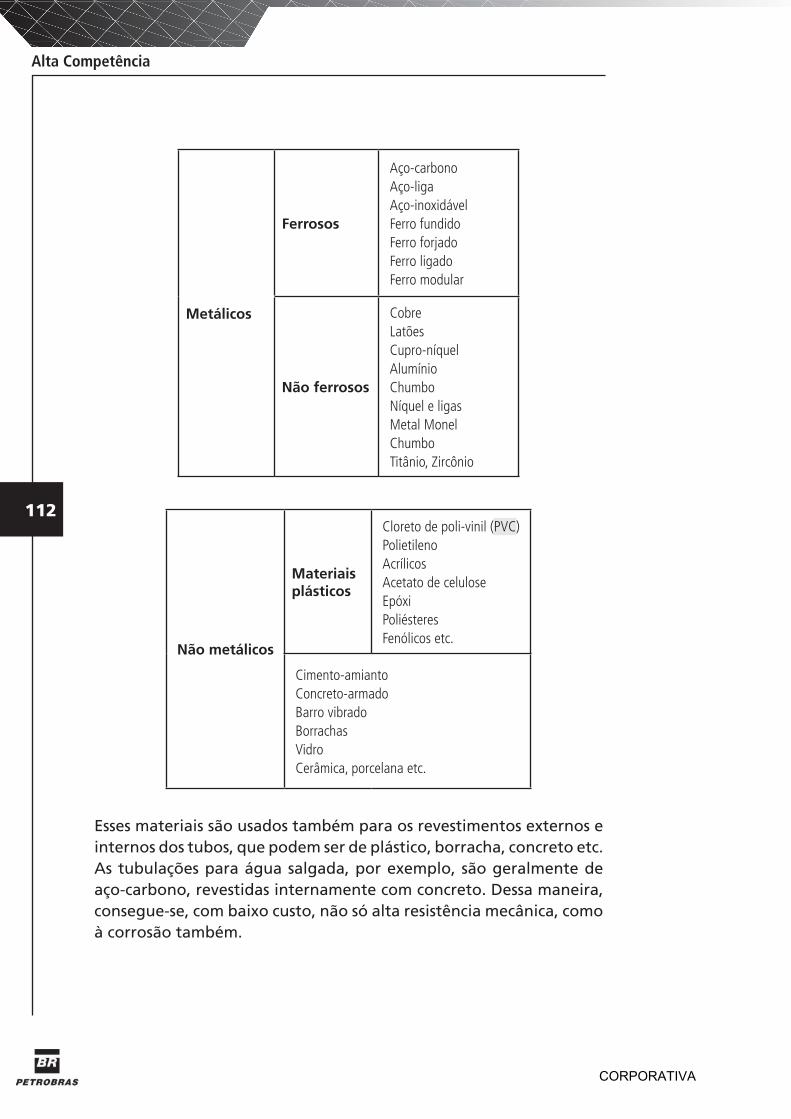
112
Alta Competência
Metálicos
Ferrosos
Aço-carbonoAço-liga Aço-inoxidável Ferro fundido Ferro forjado Ferro ligado Ferro modular
Não ferrosos
CobreLatõesCupro-níquel AlumínioChumboNíquel e ligasMetal MonelChumboTitânio, Zircônio
Não metálicos
Materiais plásticos
Cloreto de poli-vinil (PVC)PolietilenoAcrílicosAcetato de celuloseEpóxiPoliésteresFenólicos etc.
Cimento-amianto Concreto-armadoBarro vibradoBorrachasVidroCerâmica, porcelana etc.
Esses materiais são usados também para os revestimentos externos e internos dos tubos, que podem ser de plástico, borracha, concreto etc. As tubulações para água salgada, por exemplo, são geralmente de aço-carbono, revestidas internamente com concreto. Dessa maneira, consegue-se, com baixo custo, não só alta resistência mecânica, como à corrosão também.
CORPORATIVA
Capítulo 2. Tubulações e acessórios de tubulação
113
Vale lembrar que os tubos podem ter constituição mista, isto é, de parte metálica e não metálica. Os mangotes de borracha com armação de ferro pertencem a esse tipo.
Alguns dos principais tipos de revestimento interno dos tubos são:
Zinco;•
Materiais plásticos;•
Elastômeros• (borrachas), ebonite, asfalto;
Concreto;•
Vidro, porcelana etc.•
2.2. Processos de fabricação de tubos
Há quatro tipos de processos industriais de fabricação de tubos, que podem ser sem costura (seamless pipe) ou com costura (welded pipe). Neste último caso, a parede do tubo ou é contínua ou apresenta partes soldadas, dependendo do tipo do proces so de fabricação do tubo.
Sem costura• : laminação (rolling), extrusão (extrusion), fundição (casting);
Com costura• : fabricação por solda (welding).
atenÇÃo
Os processos de laminação e de fabricação por solda são os de maior importância e por eles são feitos mais de 2/3 de todos os tubos usados em instalações industriais.
CORPORATIVA
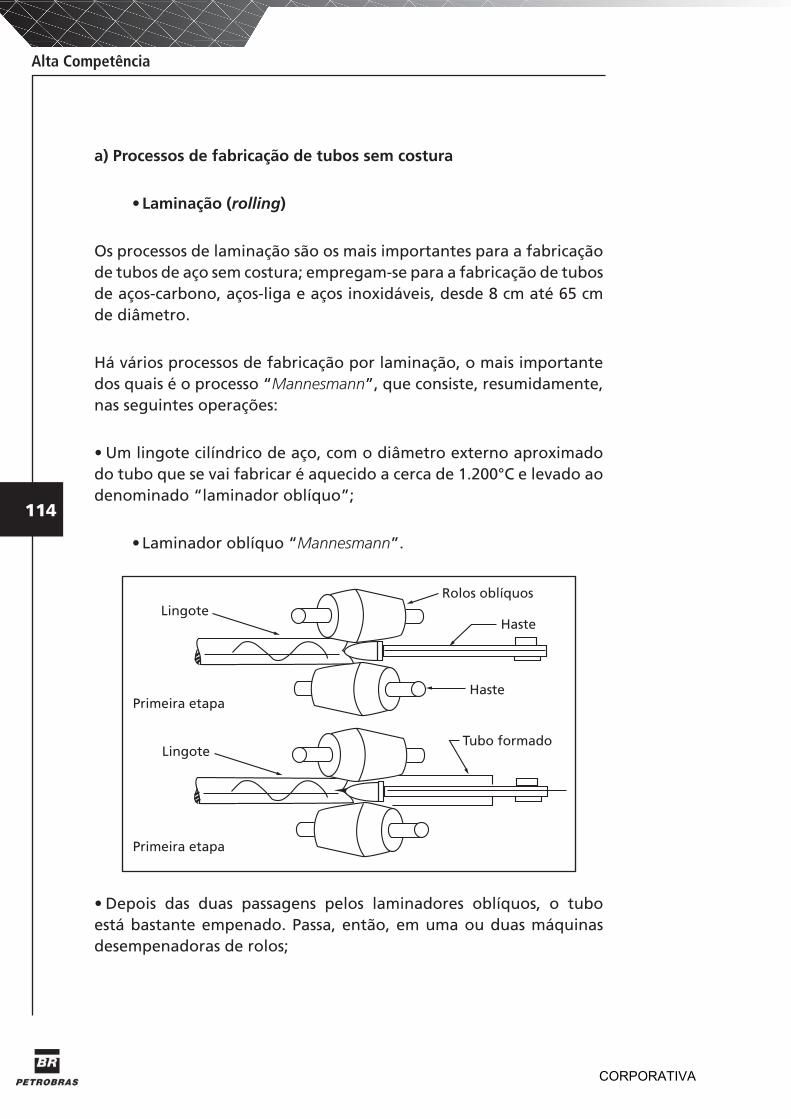
114
Alta Competência
a) Processos de fabricação de tubos sem costura
Laminação (• rolling)
Os processos de laminação são os mais importantes para a fabricação de tubos de aço sem costura; empregam-se para a fabricação de tubos de aços-carbono, aços-liga e aços inoxidáveis, desde 8 cm até 65 cm de diâmetro.
Há vários processos de fabricação por laminação, o mais importante dos quais é o processo “Mannesmann”, que consiste, resumidamente, nas seguintes operações:
Um lingote cilíndrico de aço, com o diâmetro externo aproximado •do tubo que se vai fabricar é aquecido a cerca de 1.200°C e levado ao denominado “laminador oblíquo”;
Laminador oblíquo “• Mannesmann”.
Rolos oblíquos
Haste
Lingote
Lingote
Primeira etapa
Primeira etapa
Haste
Tubo formado
Depois das duas passagens pelos laminadores oblíquos, o tubo •está bastante empenado. Passa, então, em uma ou duas máquinas desempenadoras de rolos;
CORPORATIVA
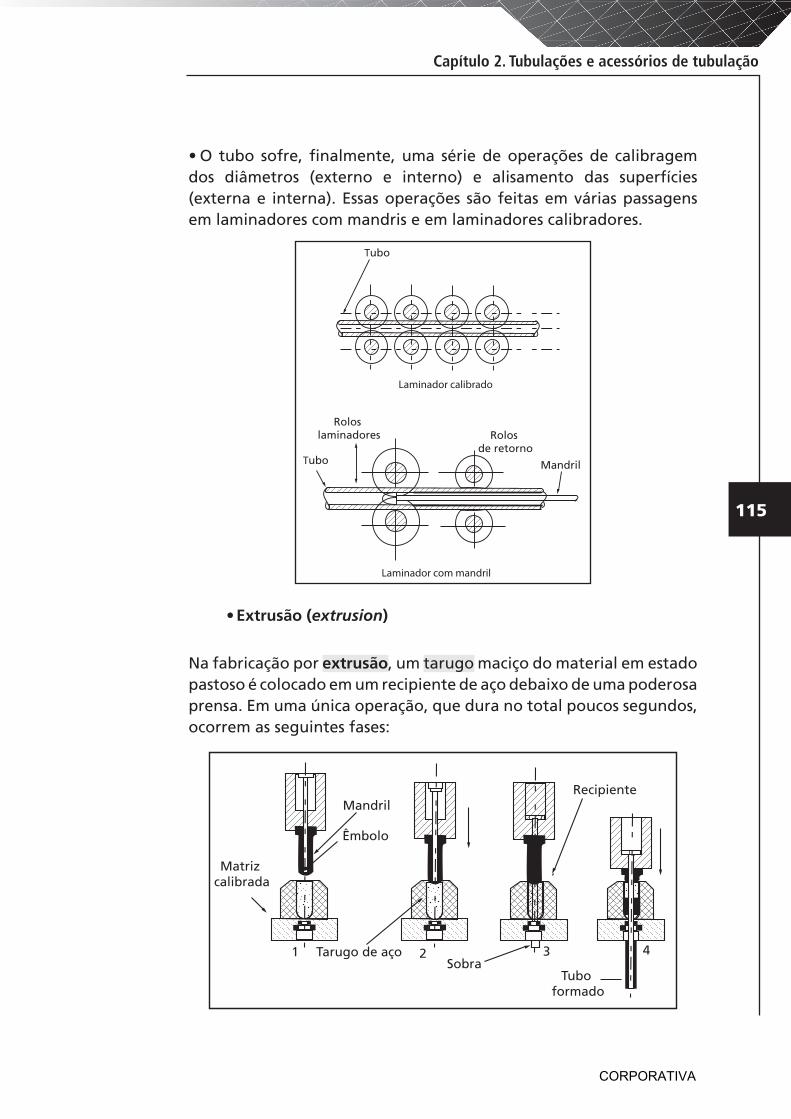
Capítulo 2. Tubulações e acessórios de tubulação
115
O tubo sofre, finalmente, uma série de operações de calibragem •dos diâmetros (externo e interno) e alisamento das superfícies (externa e interna). Essas operações são feitas em várias passagens em laminadores com mandris e em laminadores calibradores.
Tubo
Laminador calibrado
Rolos laminadores
Tubo
Laminador com mandril
Rolos de retorno
Mandril
Extrusão (• extrusion)
Na fabricação por extrusão, um tarugo maciço do material em estado pastoso é colocado em um recipiente de aço debaixo de uma poderosa prensa. Em uma única operação, que dura no total poucos segundos, ocorrem as seguintes fases:
Matriz calibrada
Mandril
Êmbolo
Tarugo de aço
Tubo formado
Sobra
Recipiente
1 2 3 4
CORPORATIVA
116
Alta Competência
O êmbolo da prensa, cujo diâmetro é o mesmo do tarugo, encosta-se no tarugo.
O mandril, acionado pela prensa, fura completamente o centro do tarugo.
Em seguida, o êmbolo empurra o tarugo, obrigando o material a passar pelo furo de uma matriz calibrada e por fora do mandril, formando o tubo.
Para tubos de aço, a temperatura de aquecimento é da ordem de 1.200°C; as prensas são sempre verticais e o esforço da prensa pode chegar a 1.500 t. Os tubos de aço saem dessa primeira operação curtos e grossos e são levados ainda quentes a um laminador de rolos para redução do diâmetro. Vão finalmente para outros laminadores que desempenam e ajustam as medidas do diâmetro e da espessura das paredes.
Fundição (• casting)
Neste processo, o material do tubo, em estado líquido, é despejado em moldes especiais, solidificando-se e adquirindo a forma final.
Por este processo fabricam-se tubos de ferro fundido, de alguns aços especiais não-forjáveis, e da maioria dos materiais não-metálicos, tais como: barro vidrado, concreto, cimento amianto, borrachas etc.
Para os tubos de ferro fundido e de boa qualidade, usa-se a fundição por centrifugação, em que o material líquido é lançado em um molde com movimento rápido de rotação, sendo então centrifugado contra as paredes do molde. O tubo resultante da fundição centrifugada tem uma textura mais homogênea e compacta e também paredes de espessura mais uniforme. Os tubos de concreto armado são também vibrados durante a fabricação para o adensamento do concreto.
CORPORATIVA
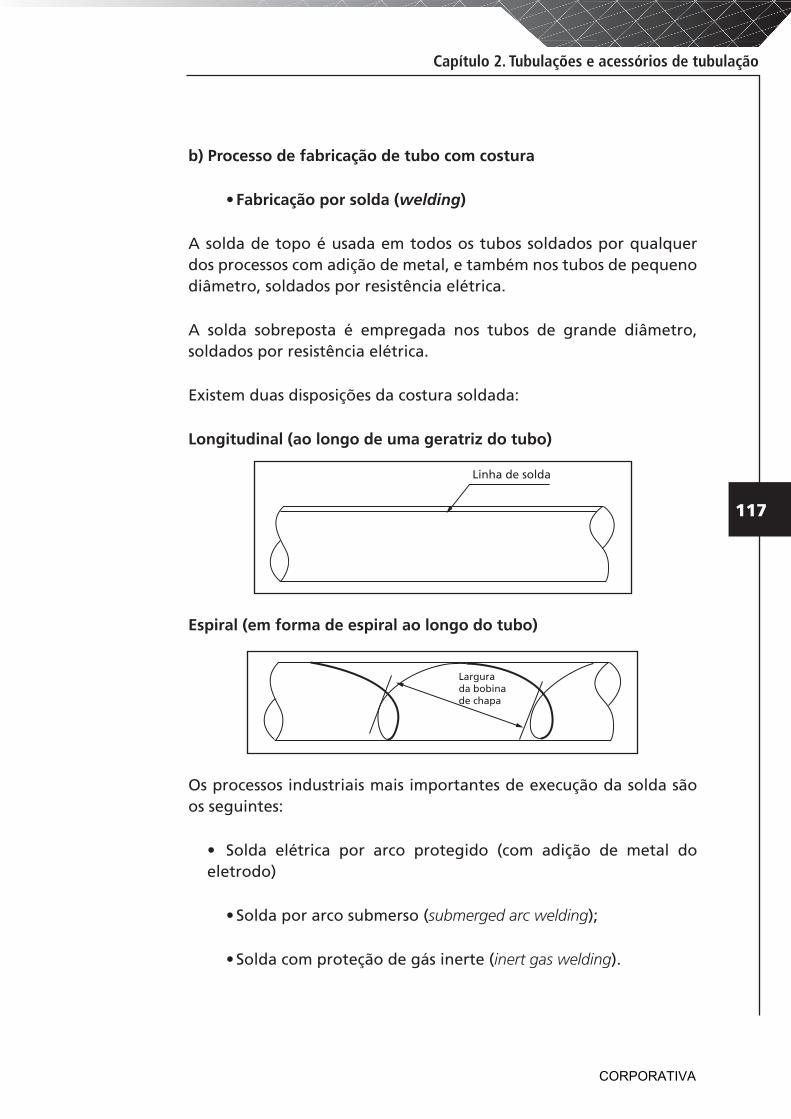
Capítulo 2. Tubulações e acessórios de tubulação
117
b) Processo de fabricação de tubo com costura
Fabricação por solda (• welding)
A solda de topo é usada em todos os tubos soldados por qualquer dos processos com adição de metal, e também nos tubos de pequeno diâmetro, soldados por resistência elétrica.
A solda sobreposta é empregada nos tubos de grande diâmetro, soldados por resistência elétrica.
Existem duas disposições da costura soldada:
Longitudinal (ao longo de uma geratriz do tubo)
Linha de solda
Espiral (em forma de espiral ao longo do tubo)
Largura da bobina de chapa
Os processos industriais mais importantes de execução da solda são os seguintes:
Solda elétrica por arco protegido (com adição de metal do • eletrodo)
Solda por arco submerso (• submerged arc welding);
Solda com proteção de gás inerte (• inert gas welding).
CORPORATIVA
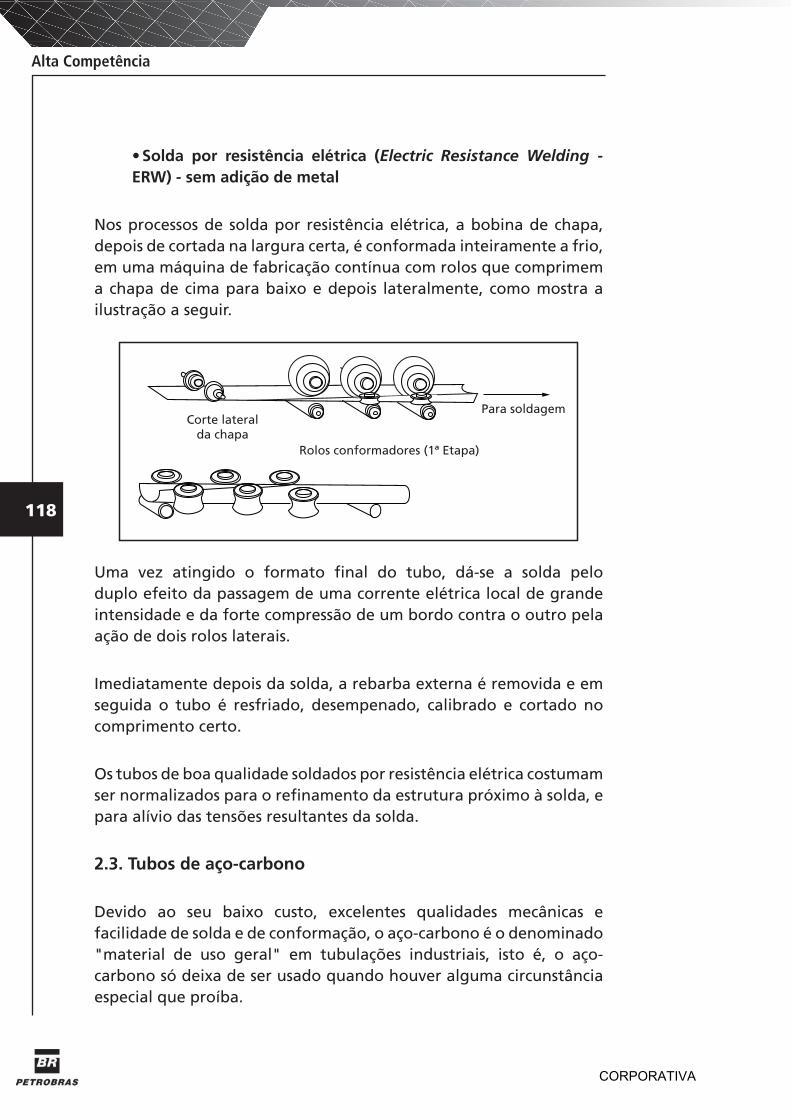
118
Alta Competência
Solda por resistência elétrica (• Electric Resistance Welding - ERW) - sem adição de metal
Nos processos de solda por resistência elétrica, a bobina de chapa, depois de cortada na largura certa, é conformada inteiramente a frio, em uma máquina de fabricação contínua com rolos que comprimem a chapa de cima para baixo e depois lateralmente, como mostra a ilustração a seguir.
Para soldagemCorte lateral
da chapaRolos conformadores (1ª Etapa)
Uma vez atingido o formato final do tubo, dá-se a solda pelo duplo efeito da passagem de uma corrente elétrica local de grande intensidade e da forte compressão de um bordo contra o outro pela ação de dois rolos laterais.
Imediatamente depois da solda, a rebarba externa é removida e em seguida o tubo é resfriado, desempenado, calibrado e cortado no comprimento certo.
Os tubos de boa qualidade soldados por resistência elétrica costumam ser normalizados para o refinamento da estrutura próximo à solda, e para alívio das tensões resultantes da solda.
2.3. Tubos de aço-carbono
Devido ao seu baixo custo, excelentes qualidades mecânicas e facilidade de solda e de conformação, o aço-carbono é o denominado "material de uso geral" em tubulações industriais, isto é, o aço-carbono só deixa de ser usado quando houver alguma circunstância especial que proíba.
CORPORATIVA
Capítulo 2. Tubulações e acessórios de tubulação
119
Dessa forma, todos os outros materiais são usados apenas em alguns casos específicos.
atenÇÃo
Em indústrias de processamento, mais de 80% dos tubos são de aço-carbono, que é usado para água doce, vapor de baixa pressão, condensado, ar comprimido, óleos, gases e muitos outros fluidos pouco corrosivos, em temperaturas desde - 45°C e a qualquer pressão.
Alguns tubos de aço-carbono são galvanizados, ou seja, com um revestimento interno e externo de zinco depositado a quente, com a finalidade de dar maior resistência à corrosão.
A resistência mecânica do aço-carbono começa a sofrer uma forte redução em temperaturas superiores a 400°C, devido principalmente ao fenômeno de deformações permanentes por fluência (creep), que começa a ser observado a partir de 370°C e que deve ser obrigatoriamente considerado para qualquer serviço em temperaturas acima de 400°C. Essas deformações serão tanto maiores e mais rápidas quanto mais elevada for a temperatura, maior for a tensão no material e mais longo for o tempo durante o qual o material estiver submetido à temperatura.
Em temperaturas superiores a 530°C o aço-carbono sofre uma intensa oxidação superficial (scaling), quando exposto ao ar, com formação de grossas crostas de óxidos, o que o torna inaceitável para qualquer serviço contínuo. Deve ser observado que, em contato com outros meios, essa oxidação pode se iniciar em temperaturas mais baixas. A exposição prolongada do aço carbono à temperatura superior a 440°C pode causar ainda uma precipitação de carbono “grafitização”, que faz o material ficar quebradiço.
Por todas essas razões, não se recomenda o uso de aço-carbono para tubos trabalhando permanentemente a mais de 450°C, embora possam ser admitidas temperaturas eventuais até 550°C, desde que sejam de curta duração e não coincidentes com grandes esforços mecânicos.
CORPORATIVA
120
Alta Competência
Recomenda-se o emprego de aços-carbono acalmados sempre que ocorrerem temperaturas acima de 400°C, ainda que por pouco tempo ou para temperaturas inferiores a 0°C.
Os aços de baixo carbono (até 0,25%C) têm limite de ruptura da ordem de 31 a 37 kg/mm2 e limite de escoamento de 15 a 22 kg/mm2. Para os aços de médio carbono (até 0,35%C) esses valores são respectivamente 37 a 54 kg/mm2 e 22 a 28 kg/mm2. Em temperaturas muito baixas, o aço-carbono apresenta um comportamento quebradiço, estando sujeito a fraturas frágeis repentinas. Esse efeito é melhorado quando o aço é de baixo carbono e normalizado para a obtenção de uma granulação fina.
Por esse motivo, os aços para trabalho em temperaturas inferiores a 0°C devem ser aços acalmados, com o máximo de 0,3% de carbono, e normalizados para uma granulação fina. Em todos os tubos operando nessa faixa de temperatura pode ser exigido o ensaio de impacto "Charpy" para verificação de sua ductilidade. A temperatura mínima limite para uso desses aços carbono é dada pela norma ANSI.B.31.
2.3.1. Especificações para tubos de aço-carbono
As principais especificações americanas para tubos de aço carbono "Tubos de Condução" (Nomenclatura da Comissão Pan-Americana de Normas Técnicas - COPANT) com ou sem costura (welded and seamless pipes) são as seguintes:
ASTM A 106 - Especificação para tubos sem costura de 1/8" • a 24" de diâmetro nominal, de alta qualidade, de aço-carbono acalmado, para uso em temperaturas elevadas.
• Recomenda-se o uso de tubos A-106 quando ocorrerem temperaturas de trabalho acima de 400°C.
CORPORATIVA
Capítulo 2. Tubulações e acessórios de tubulação
121
•ASTMA333(Gr.6)-Especificaçãoparatubosdeaçocarbono,sem costura, especiais para baixas temperaturas.
O aço para esses tubos tem uma taxa de carbono até 0,3% • e de manganês de 0,4 a 1,05b; é sempre normalizado para refinamento do grão e é submetido ao ensaio de impacto "Charpy" a - 46°C.
•API-SL -Especificaçãodo"American Petroleum Institute" para tubos de aço-carbono de qualidade média. Abrange tubos de 1/8" a 64" de diâmetro nominal, pretos, com ou sem costura.
Os materiais dessa especificação não devem ser usados em • serviço permanente acima de 400°C.
•API-SLX-Especificaçãoparatuboscomesemcostura,fabricadoscom aços-carbono de alta resistência, especiais para oleodutos.
Distinguem-se seis graus de material, todos de aços de médio • carbono:
Grau X 42
Ruptura:
42 kg/mm2
Escoamento:
29 kg/mm2
Grau X 46 44 kg/mm2 32 kg/mm2
Grau X 52 46 kg/mm2 36 kg/mm2
Grau X 60 52 kg/mm2 42 kg/mm2
Grau X 65 54 kg/mm2 45 kg/mm2
Grau X 70 58 kg/mm2 49 kg/mm2
Grau X 80 63 kg/mm2 56 kg/mm2
De acordo com a norma • ANSI.B.31.3, os tubos desta especificação não devem ser empregados para temperaturas acima de 200°C.
Estritamente falando, os tubos dos graus X 56 a X 80 não são de • aço-carbono e sim de aços de baixa liga, porque têm pequenas quantidades de Ti, V e Nb.
CORPORATIVA
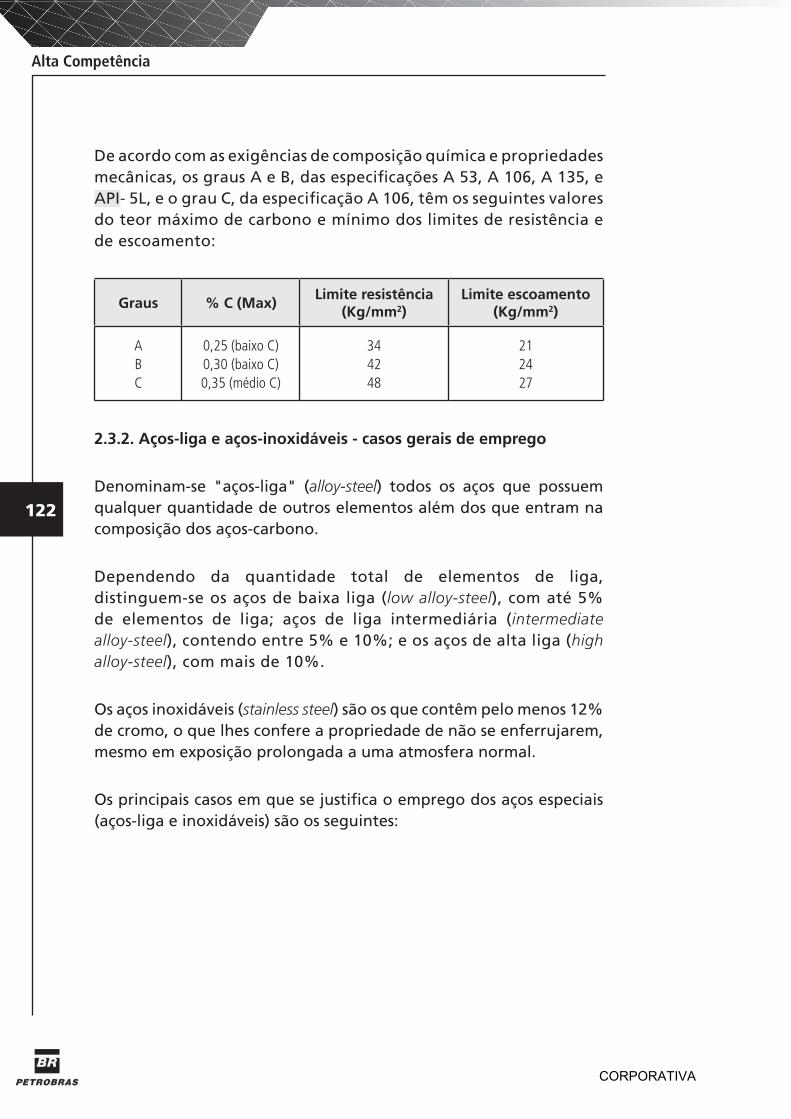
122
Alta Competência
De acordo com as exigências de composição química e propriedades mecânicas, os graus A e B, das especificações A 53, A 106, A 135, e API- 5L, e o grau C, da especificação A 106, têm os seguintes valores do teor máximo de carbono e mínimo dos limites de resistência e de escoamento:
Graus % C (Max)Limite resistência
(Kg/mm2)Limite escoamento
(Kg/mm2)
ABC
0,25 (baixo C)0,30 (baixo C)0,35 (médio C)
344248
212427
2.3.2. Aços-liga e aços-inoxidáveis - casos gerais de emprego
Denominam-se "aços-liga" (alloy-steel) todos os aços que possuem qualquer quantidade de outros elementos além dos que entram na composição dos aços-carbono.
Dependendo da quantidade total de elementos de liga, distinguem-se os aços de baixa liga (low alloy-steel), com até 5% de elementos de liga; aços de liga intermediária (intermediate alloy-steel), contendo entre 5% e 10%; e os aços de alta liga (high alloy-steel), com mais de 10%.
Os aços inoxidáveis (stainless steel) são os que contêm pelo menos 12% de cromo, o que lhes confere a propriedade de não se enferrujarem, mesmo em exposição prolongada a uma atmosfera normal.
Os principais casos em que se justifica o emprego dos aços especiais (aços-liga e inoxidáveis) são os seguintes:
CORPORATIVA
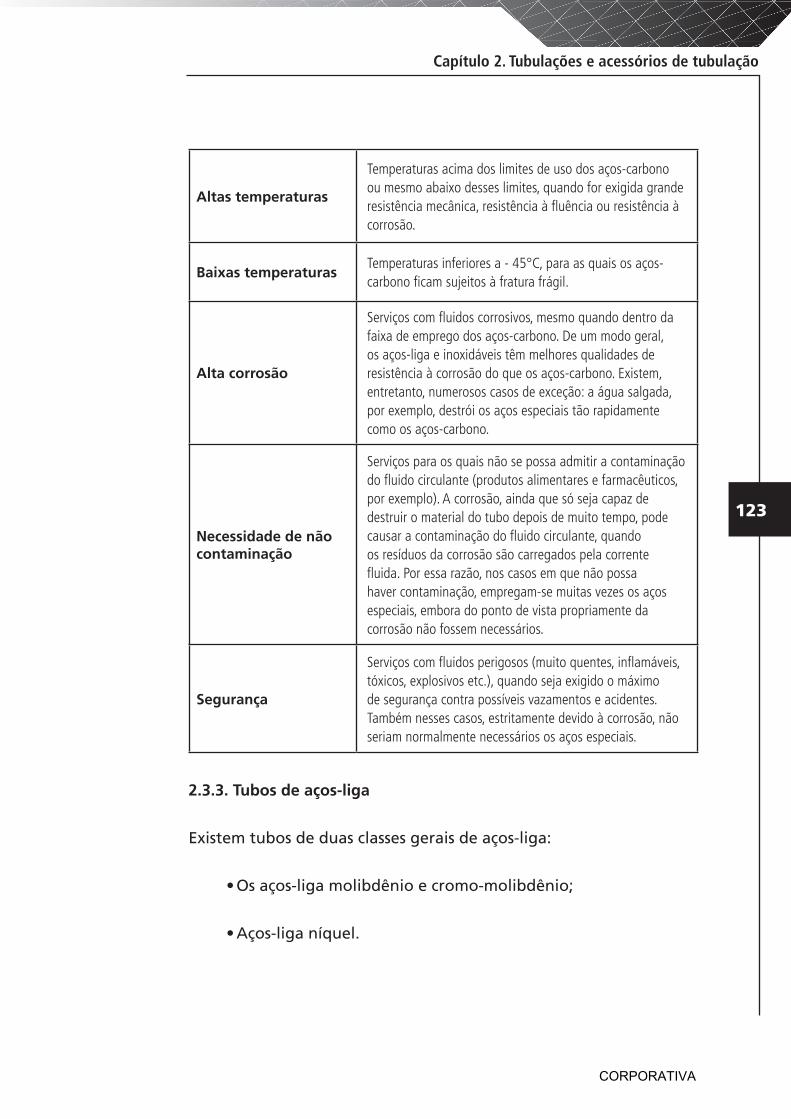
Capítulo 2. Tubulações e acessórios de tubulação
123
Altas temperaturas
Temperaturas acima dos limites de uso dos aços-carbono ou mesmo abaixo desses limites, quando for exigida grande resistência mecânica, resistência à fluência ou resistência à corrosão.
Baixas temperaturasTemperaturas inferiores a - 45°C, para as quais os aços-carbono ficam sujeitos à fratura frágil.
Alta corrosão
Serviços com fluidos corrosivos, mesmo quando dentro da faixa de emprego dos aços-carbono. De um modo geral, os aços-liga e inoxidáveis têm melhores qualidades de resistência à corrosão do que os aços-carbono. Existem, entretanto, numerosos casos de exceção: a água salgada, por exemplo, destrói os aços especiais tão rapidamente como os aços-carbono.
Necessidade de não contaminação
Serviços para os quais não se possa admitir a contaminação do fluido circulante (produtos alimentares e farmacêuticos, por exemplo). A corrosão, ainda que só seja capaz de destruir o material do tubo depois de muito tempo, pode causar a contaminação do fluido circulante, quando os resíduos da corrosão são carregados pela corrente fluida. Por essa razão, nos casos em que não possa haver contaminação, empregam-se muitas vezes os aços especiais, embora do ponto de vista propriamente da corrosão não fossem necessários.
Segurança
Serviços com fluidos perigosos (muito quentes, inflamáveis, tóxicos, explosivos etc.), quando seja exigido o máximo de segurança contra possíveis vazamentos e acidentes. Também nesses casos, estritamente devido à corrosão, não seriam normalmente necessários os aços especiais.
2.3.3. Tubos de aços-liga
Existem tubos de duas classes gerais de aços-liga:
Os aços-liga molibdênio e cromo-molibdênio; •
Aços-liga níquel.•
CORPORATIVA
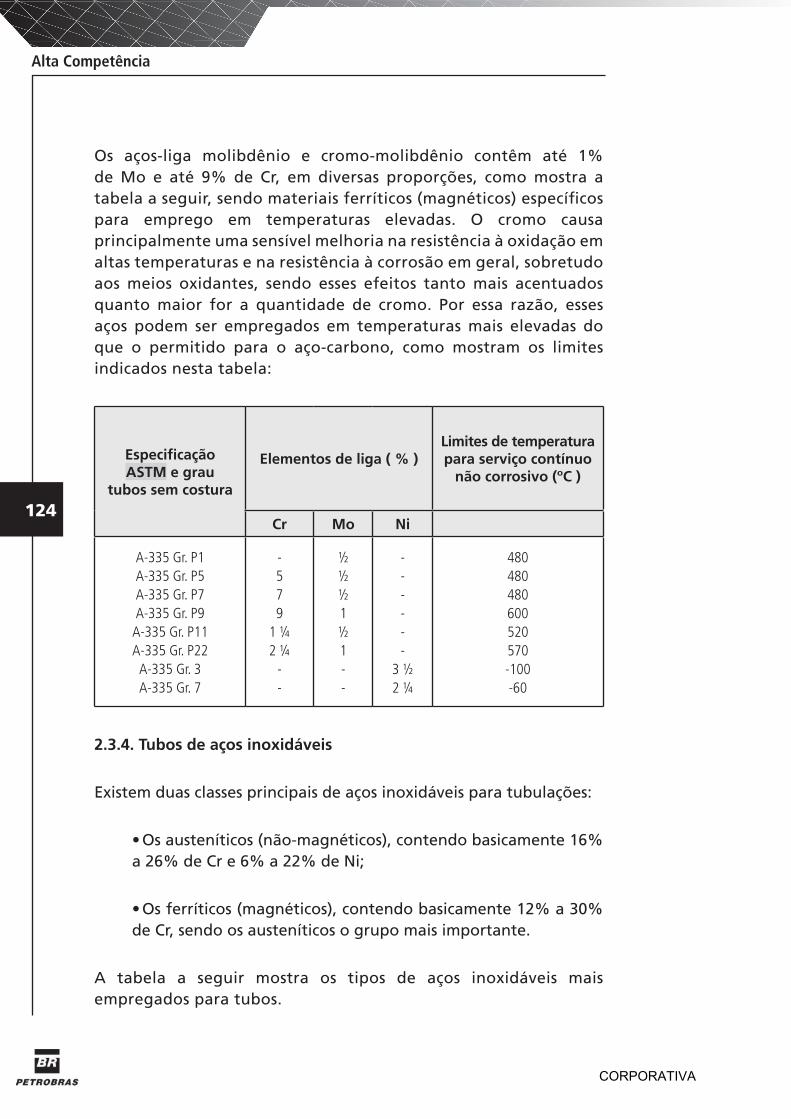
124
Alta Competência
Os aços-liga molibdênio e cromo-molibdênio contêm até 1% de Mo e até 9% de Cr, em diversas proporções, como mostra a tabela a seguir, sendo materiais ferríticos (magnéticos) específicos para emprego em temperaturas elevadas. O cromo causa principalmente uma sensível melhoria na resistência à oxidação em altas temperaturas e na resistência à corrosão em geral, sobretudo aos meios oxidantes, sendo esses efeitos tanto mais acentuados quanto maior for a quantidade de cromo. Por essa razão, esses aços podem ser empregados em temperaturas mais elevadas do que o permitido para o aço-carbono, como mostram os limites indicados nesta tabela:
EspecificaçãoASTM e grau
tubos sem costura
Elementos de liga ( % )Limites de temperaturapara serviço contínuo
não corrosivo (ºC )
Cr Mo Ni
A-335 Gr. P1A-335 Gr. P5A-335 Gr. P7A-335 Gr. P9A-335 Gr. P11 A-335 Gr. P22A-335 Gr. 3 A-335 Gr. 7
-579
1 ¼2 ¼
--
½½½1½1--
------
3 ½2 ¼
480480480600520570-100-60
2.3.4. Tubos de aços inoxidáveis
Existem duas classes principais de aços inoxidáveis para tubulações:
Os austeníticos (não-magnéticos), contendo basicamente 16% • a 26% de Cr e 6% a 22% de Ni;
Os ferríticos (magnéticos), contendo basicamente 12% a 30% • de Cr, sendo os austeníticos o grupo mais importante.
A tabela a seguir mostra os tipos de aços inoxidáveis mais empregados para tubos.
CORPORATIVA
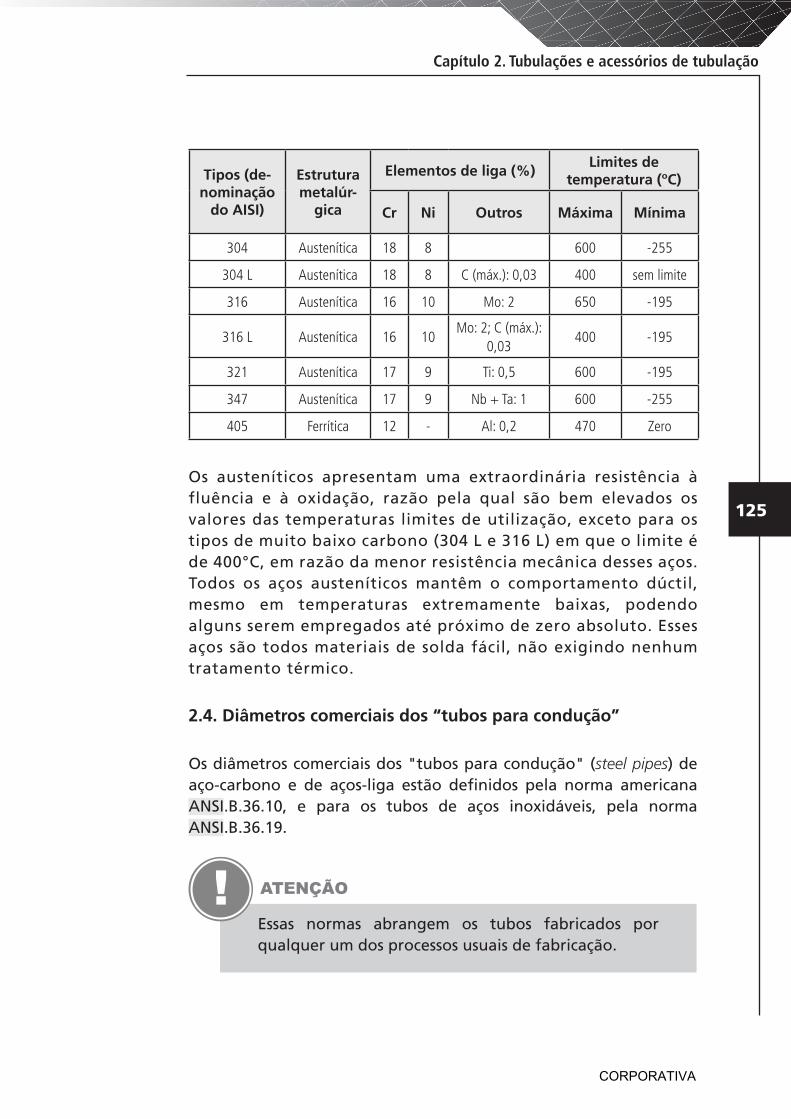
Capítulo 2. Tubulações e acessórios de tubulação
125
Tipos (de-nominação
do AISI)
Estrutura metalúr-
gica
Elementos de liga (%)Limites de
temperatura (ºC)
Cr Ni Outros Máxima Mínima
304 Austenítica 18 8 600 -255
304 L Austenítica 18 8 C (máx.): 0,03 400 sem limite
316 Austenítica 16 10 Mo: 2 650 -195
316 L Austenítica 16 10Mo: 2; C (máx.):
0,03400 -195
321 Austenítica 17 9 Ti: 0,5 600 -195
347 Austenítica 17 9 Nb + Ta: 1 600 -255
405 Ferrítica 12 - Al: 0,2 470 Zero
Os austeníticos apresentam uma extraordinária resistência à fluência e à oxidação, razão pela qual são bem elevados os valores das temperaturas limites de utilização, exceto para os tipos de muito baixo carbono (304 L e 316 L) em que o limite é de 400°C, em razão da menor resistência mecânica desses aços. Todos os aços austeníticos mantêm o comportamento dúctil, mesmo em temperaturas extremamente baixas, podendo alguns serem empregados até próximo de zero absoluto. Esses aços são todos materiais de solda fácil, não exigindo nenhum tratamento térmico.
2.4. Diâmetros comerciais dos “tubos para condução”
Os diâmetros comerciais dos "tubos para condução" (steel pipes) de aço-carbono e de aços-liga estão definidos pela norma americana ANSI.B.36.10, e para os tubos de aços inoxidáveis, pela norma ANSI.B.36.19.
atenÇÃo
Essas normas abrangem os tubos fabricados por qualquer um dos processos usuais de fabricação.
CORPORATIVA
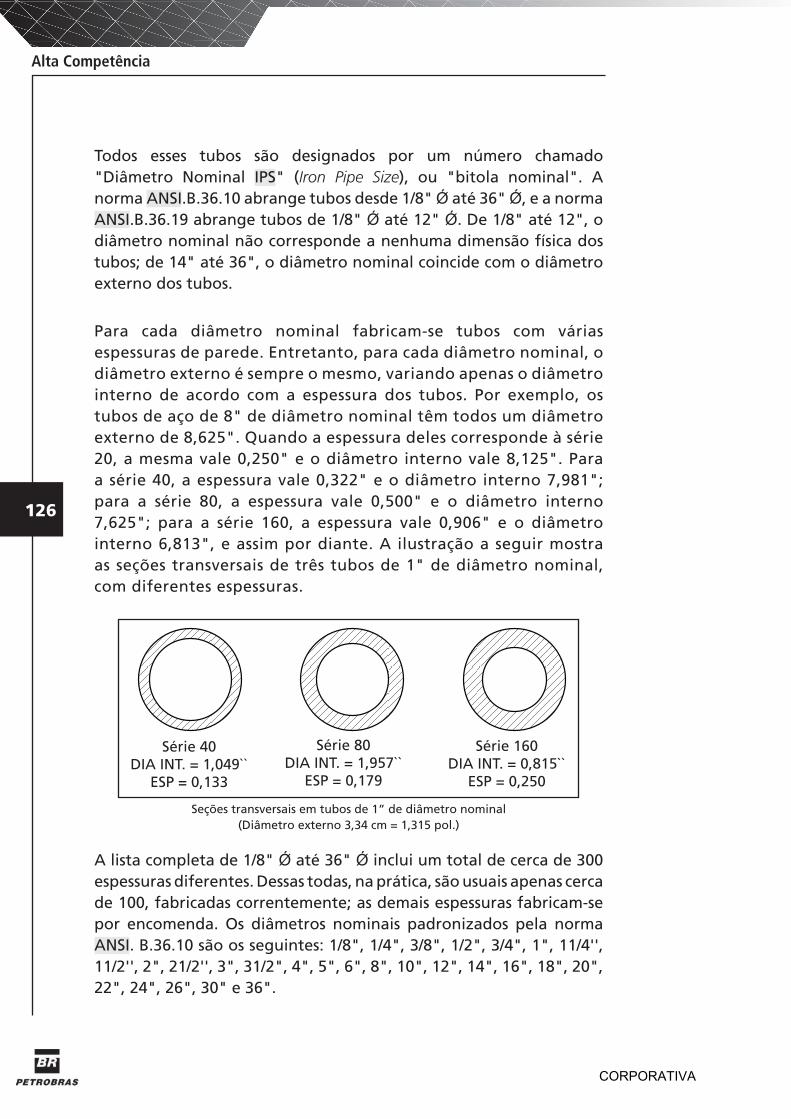
126
Alta Competência
Todos esses tubos são designados por um número chamado "Diâmetro Nominal IPS" (Iron Pipe Size), ou "bitola nominal". A norma ANSI.B.36.10 abrange tubos desde 1/8" Ǿ até 36" Ǿ, e a norma ANSI.B.36.19 abrange tubos de 1/8" Ǿ até 12" Ǿ. De 1/8" até 12", o diâmetro nominal não corresponde a nenhuma dimensão física dos tubos; de 14" até 36", o diâmetro nominal coincide com o diâmetro externo dos tubos.
Para cada diâmetro nominal fabricam-se tubos com várias espessuras de parede. Entretanto, para cada diâmetro nominal, o diâmetro externo é sempre o mesmo, variando apenas o diâmetro interno de acordo com a espessura dos tubos. Por exemplo, os tubos de aço de 8" de diâmetro nominal têm todos um diâmetro externo de 8,625". Quando a espessura deles corresponde à série 20, a mesma vale 0,250" e o diâmetro interno vale 8,125". Para a série 40, a espessura vale 0,322" e o diâmetro interno 7,981"; para a série 80, a espessura vale 0,500" e o diâmetro interno 7,625"; para a série 160, a espessura vale 0,906" e o diâmetro interno 6,813", e assim por diante. A ilustração a seguir mostra as seções transversais de três tubos de 1" de diâmetro nominal, com diferentes espessuras.
Série 40DIA INT. = 1,049``
ESP = 0,133
Série 80DIA INT. = 1,957``
ESP = 0,179
Série 160DIA INT. = 0,815``
ESP = 0,250
Seções transversais em tubos de 1” de diâmetro nominal (Diâmetro externo 3,34 cm = 1,315 pol.)
A lista completa de 1/8" Ǿ até 36" Ǿ inclui um total de cerca de 300 espessuras diferentes. Dessas todas, na prática, são usuais apenas cerca de 100, fabricadas correntemente; as demais espessuras fabricam-se por encomenda. Os diâmetros nominais padronizados pela norma ANSI. B.36.10 são os seguintes: 1/8", 1/4", 3/8", 1/2", 3/4", 1", 11/4'', 11/2'', 2", 21/2'', 3", 31/2", 4", 5", 6", 8", 10", 12", 14", 16", 18", 20", 22", 24", 26", 30" e 36".
CORPORATIVA
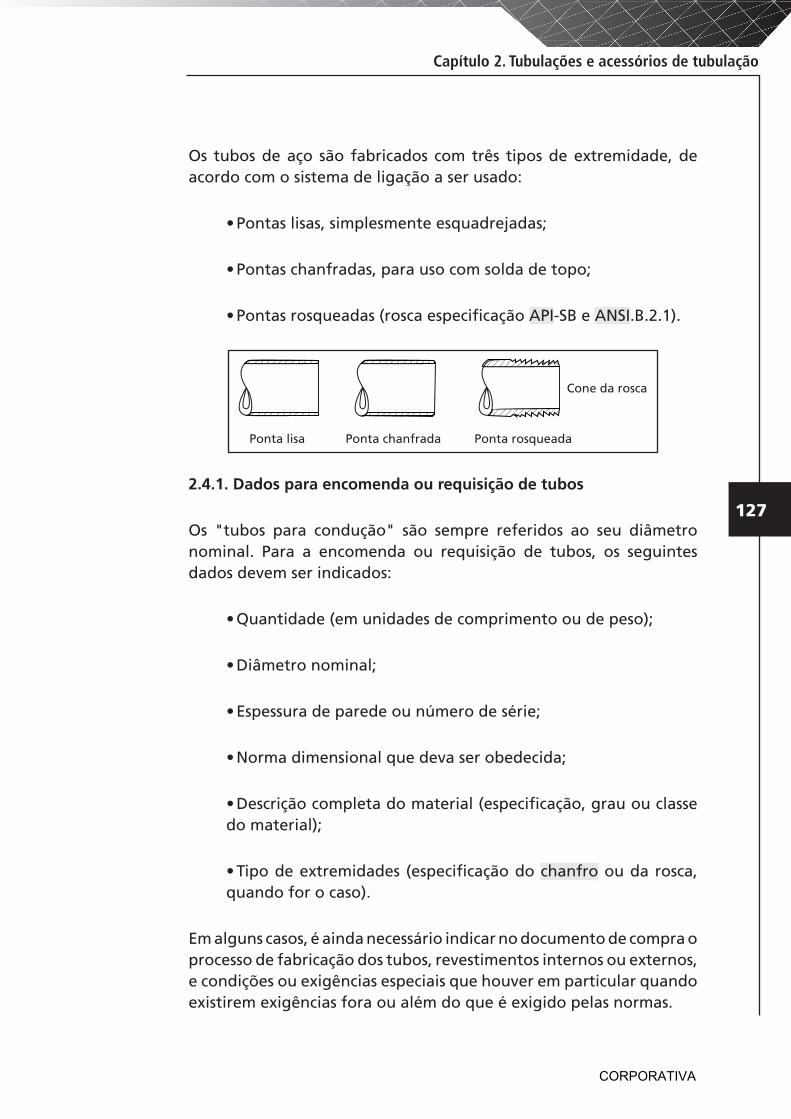
Capítulo 2. Tubulações e acessórios de tubulação
127
Os tubos de aço são fabricados com três tipos de extremidade, de acordo com o sistema de ligação a ser usado:
Pontas lisas, simplesmente esquadrejadas;•
Pontas chanfradas, para uso com solda de topo;•
Pontas rosqueadas (rosca especificação • API-SB e ANSI.B.2.1).
Ponta lisa Ponta chanfrada Ponta rosqueada
Cone da rosca
2.4.1. Dados para encomenda ou requisição de tubos
Os "tubos para condução" são sempre referidos ao seu diâmetro nominal. Para a encomenda ou requisição de tubos, os seguintes dados devem ser indicados:
Quantidade (em unidades de comprimento ou de peso);•
Diâmetro nominal; •
Espessura de parede ou número de série; •
Norma dimensional que deva ser obedecida; •
Descrição completa do material (especificação, grau ou classe • do material);
Tipo de extremidades (especificação do • chanfro ou da rosca, quando for o caso).
Em alguns casos, é ainda necessário indicar no documento de compra o processo de fabricação dos tubos, revestimentos internos ou externos, e condições ou exigências especiais que houver em particular quando existirem exigências fora ou além do que é exigido pelas normas.
CORPORATIVA
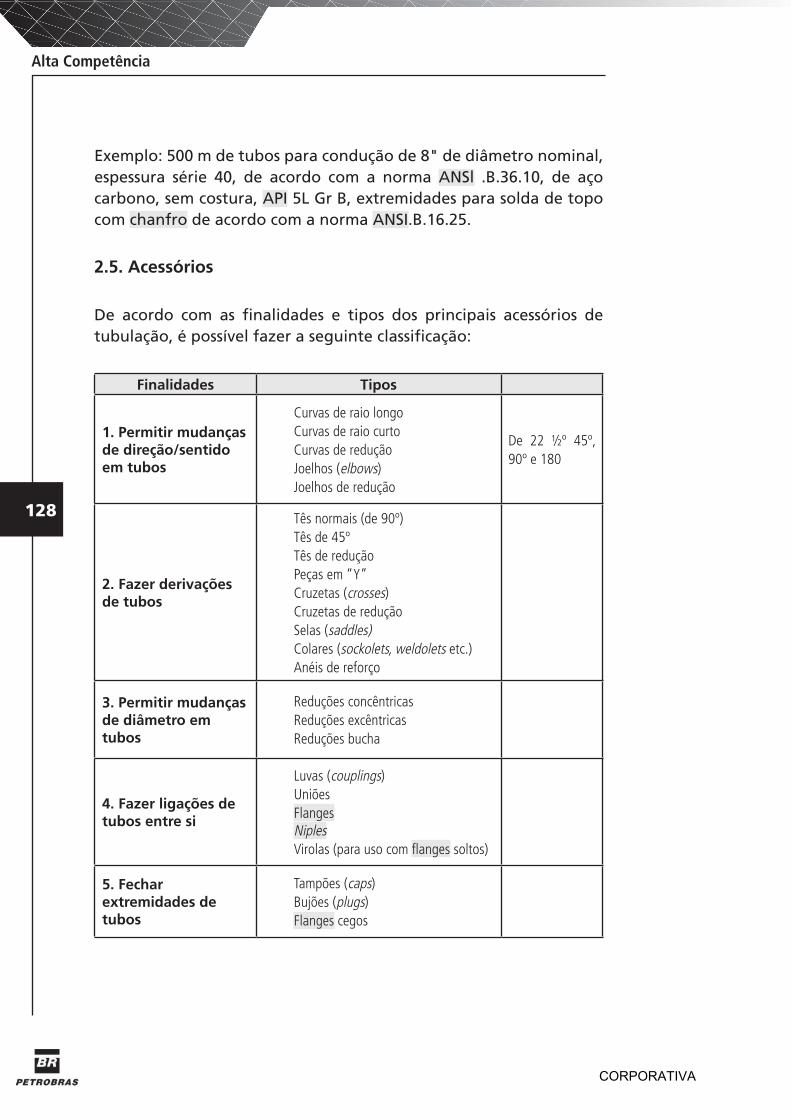
128
Alta Competência
Exemplo: 500 m de tubos para condução de 8" de diâmetro nominal, espessura série 40, de acordo com a norma ANSl .B.36.10, de aço carbono, sem costura, API 5L Gr B, extremidades para solda de topo com chanfro de acordo com a norma ANSI.B.16.25.
2.5. Acessórios
De acordo com as finalidades e tipos dos principais acessórios de tubulação, é possível fazer a seguinte classificação:
Finalidades Tipos
1. Permitir mudanças de direção/sentido em tubos
Curvas de raio longoCurvas de raio curtoCurvas de reduçãoJoelhos (elbows)Joelhos de redução
De 22 ½º 45º, 90º e 180
2. Fazer derivações de tubos
Tês normais (de 90º)Tês de 45ºTês de reduçãoPeças em “Y”Cruzetas (crosses)Cruzetas de reduçãoSelas (saddles)Colares (sockolets, weldolets etc.)Anéis de reforço
3. Permitir mudanças de diâmetro em tubos
Reduções concêntricasReduções excêntricasReduções bucha
4. Fazer ligações de tubos entre si
Luvas (couplings)UniõesFlangesNiplesVirolas (para uso com flanges soltos)
5. Fechar extremidades de tubos
Tampões (caps)Bujões (plugs)Flanges cegos
CORPORATIVA
Capítulo 2. Tubulações e acessórios de tubulação
129
Os diversos meios empregados para conectar tubos servem não só para ligá-los entre si como também para ligar os tubos às válvulas, aos diversos acessórios e a outros equipamentos.
Não existe uma distinção muito rígida entre as denominações “curva” e “joelho”, chamados às vezes de “cotovelos”. De modo geral, os acessórios de raio grande são chamados de “curvas” e os de raio pequeno são chamados de “joelhos”.
2.5.1. Classificação de acessórios quanto ao sistema de ligação empregado
Os acessórios de tubulação podem também ser classificados de acordo com o sistema de ligação empregado. Teremos, então:
a) Acessórios para solda de topo;
b) Acessórios para solda de encaixe;
c) Acessórios rosqueados;
d) Acessórios flangeados;
e) Acessórios de ponta e bolsa;
d) Outros tipos de acessórios: para ligações de compressão etc.
A seguir, um exemplo do emprego de acessórios de tubulação:
CORPORATIVA
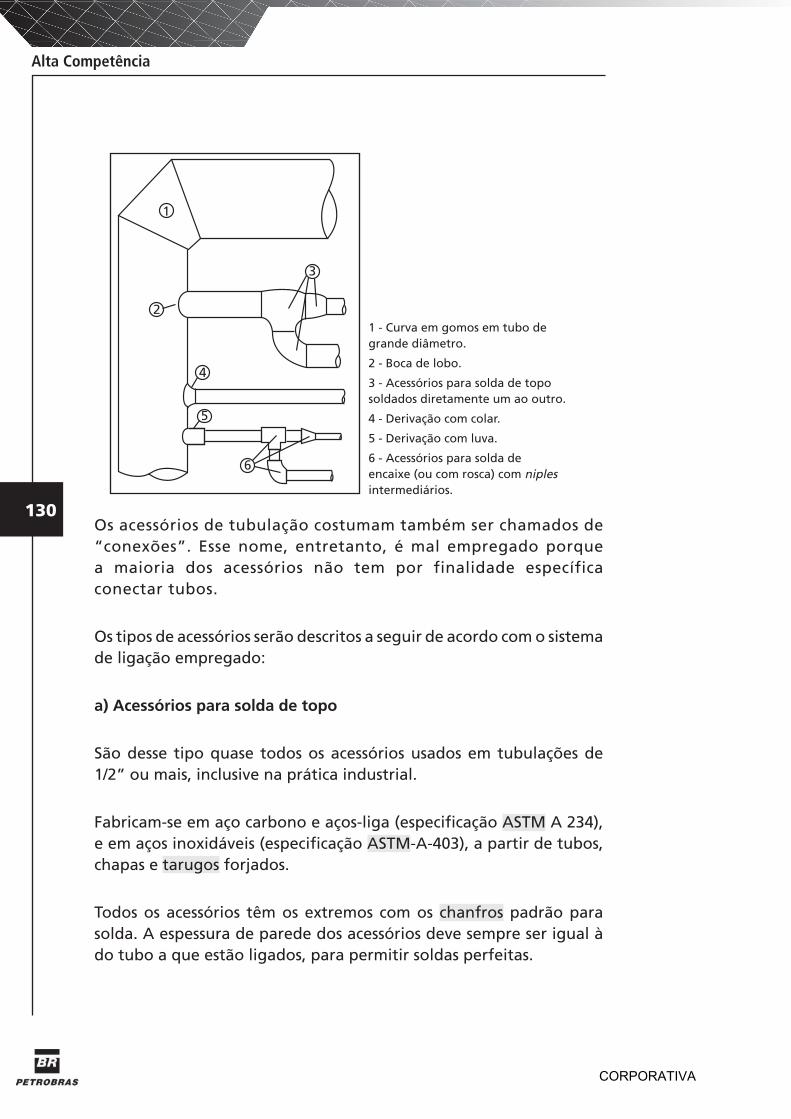
130
Alta Competência
1
2
4
3
5
6
1 - Curva em gomos em tubo de grande diâmetro.
2 - Boca de lobo.
3 - Acessórios para solda de topo soldados diretamente um ao outro.
4 - Derivação com colar.
5 - Derivação com luva.
6 - Acessórios para solda de encaixe (ou com rosca) com niples intermediários.
Os acessórios de tubulação costumam também ser chamados de “conexões”. Esse nome, entretanto, é mal empregado porque a maioria dos acessórios não tem por finalidade específica conectar tubos.
Os tipos de acessórios serão descritos a seguir de acordo com o sistema de ligação empregado:
a) Acessórios para solda de topo
São desse tipo quase todos os acessórios usados em tubulações de 1/2” ou mais, inclusive na prática industrial.
Fabricam-se em aço carbono e aços-liga (especificação ASTM A 234), e em aços inoxidáveis (especificação ASTM-A-403), a partir de tubos, chapas e tarugos forjados.
Todos os acessórios têm os extremos com os chanfros padrão para solda. A espessura de parede dos acessórios deve sempre ser igual à do tubo a que estão ligados, para permitir soldas perfeitas.
CORPORATIVA
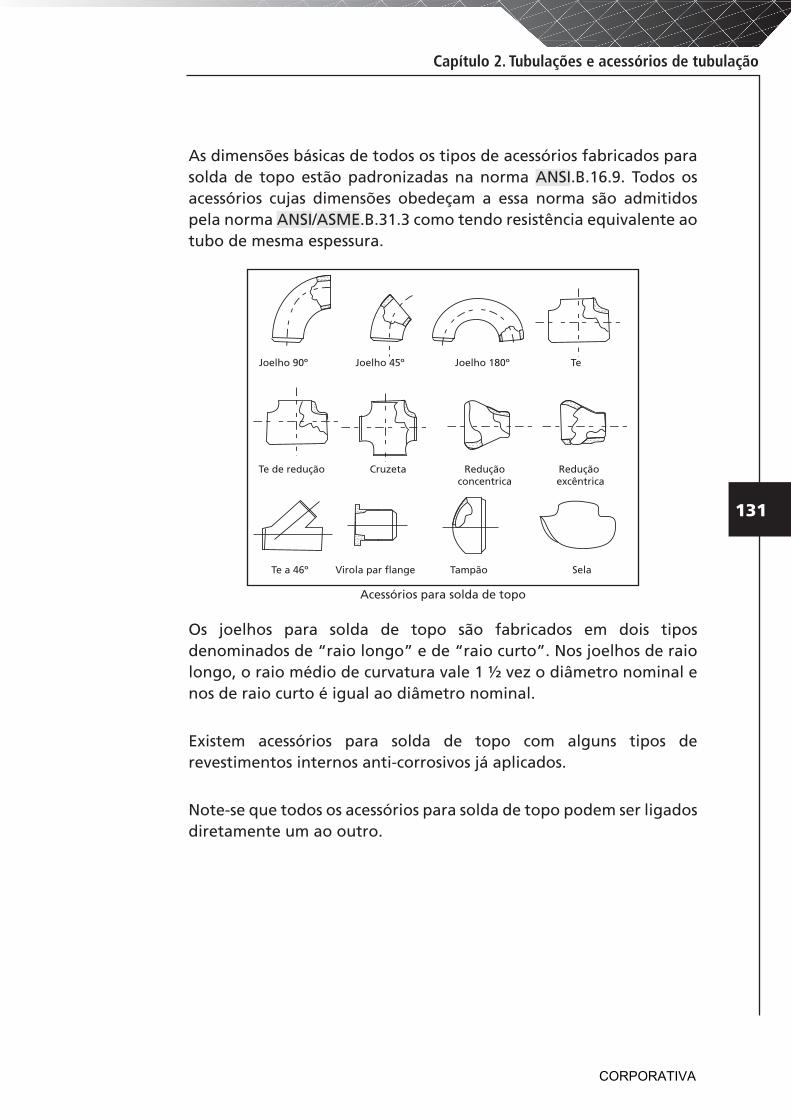
Capítulo 2. Tubulações e acessórios de tubulação
131
As dimensões básicas de todos os tipos de acessórios fabricados para solda de topo estão padronizadas na norma ANSI.B.16.9. Todos os acessórios cujas dimensões obedeçam a essa norma são admitidos pela norma ANSI/ASME.B.31.3 como tendo resistência equivalente ao tubo de mesma espessura.
Joelho 90º Joelho 45º Joelho 180º Te
Te de redução Cruzeta Reduçãoconcentrica
Te a 46º Virola par flange Tampão Sela
Redução excêntrica
Acessórios para solda de topo
Os joelhos para solda de topo são fabricados em dois tipos denominados de “raio longo” e de “raio curto”. Nos joelhos de raio longo, o raio médio de curvatura vale 1 ½ vez o diâmetro nominal e nos de raio curto é igual ao diâmetro nominal.
Existem acessórios para solda de topo com alguns tipos de revestimentos internos anti-corrosivos já aplicados.
Note-se que todos os acessórios para solda de topo podem ser ligados diretamente um ao outro.
CORPORATIVA
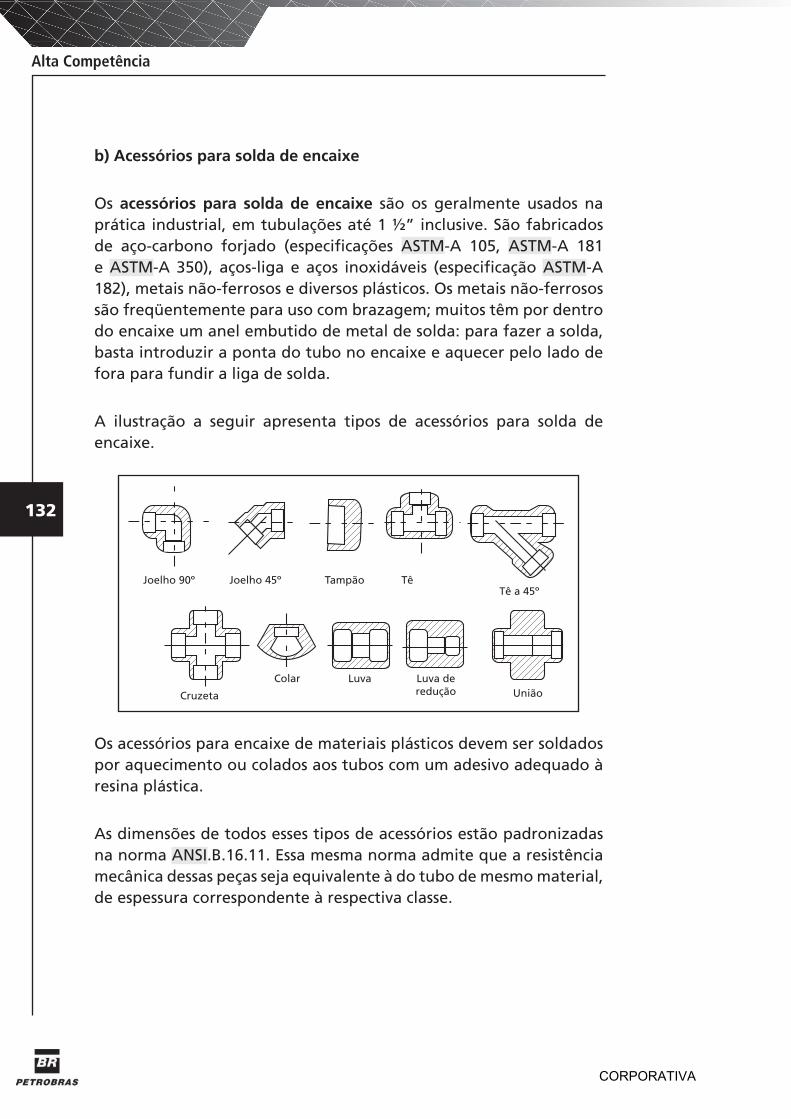
132
Alta Competência
b) Acessórios para solda de encaixe
Os acessórios para solda de encaixe são os geralmente usados na prática industrial, em tubulações até 1 ½” inclusive. São fabricados de aço-carbono forjado (especificações ASTM-A 105, ASTM-A 181 e ASTM-A 350), aços-liga e aços inoxidáveis (especificação ASTM-A 182), metais não-ferrosos e diversos plásticos. Os metais não-ferrosos são freqüentemente para uso com brazagem; muitos têm por dentro do encaixe um anel embutido de metal de solda: para fazer a solda, basta introduzir a ponta do tubo no encaixe e aquecer pelo lado de fora para fundir a liga de solda.
A ilustração a seguir apresenta tipos de acessórios para solda de encaixe.
Joelho 90º Joelho 45º Tampão TêTê a 45º
UniãoLuva deredução
Luva Colar
Cruzeta
Os acessórios para encaixe de materiais plásticos devem ser soldados por aquecimento ou colados aos tubos com um adesivo adequado à resina plástica.
As dimensões de todos esses tipos de acessórios estão padronizadas na norma ANSI.B.16.11. Essa mesma norma admite que a resistência mecânica dessas peças seja equivalente à do tubo de mesmo material, de espessura correspondente à respectiva classe.
CORPORATIVA
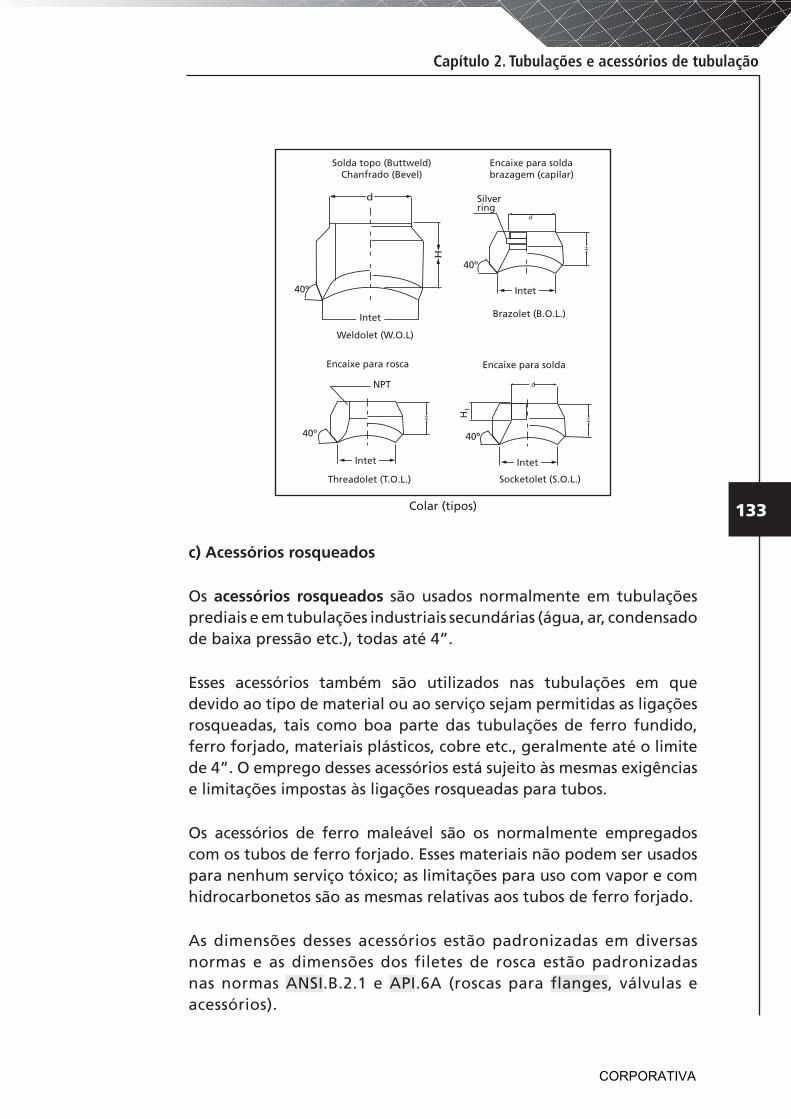
Capítulo 2. Tubulações e acessórios de tubulação
133
Socketolet (S.O.L.)
d
H
Weldolet (W.O.L)
Intet
40º
d
Intet
40º
H
Encaixe para soldabrazagem (capilar)
Silverring
Brazolet (B.O.L.)
Intet
40ºH
NPT
Encaixe para rosca
Threadolet (T.O.L.)
Intet
40º
H
d
H1
Encaixe para solda
Solda topo (Buttweld)Chanfrado (Bevel)
Colar (tipos)
c) Acessórios rosqueados
Os acessórios rosqueados são usados normalmente em tubulações prediais e em tubulações industriais secundárias (água, ar, condensado de baixa pressão etc.), todas até 4”.
Esses acessórios também são utilizados nas tubulações em que devido ao tipo de material ou ao serviço sejam permitidas as ligações rosqueadas, tais como boa parte das tubulações de ferro fundido, ferro forjado, materiais plásticos, cobre etc., geralmente até o limite de 4”. O emprego desses acessórios está sujeito às mesmas exigências e limitações impostas às ligações rosqueadas para tubos.
Os acessórios de ferro maleável são os normalmente empregados com os tubos de ferro forjado. Esses materiais não podem ser usados para nenhum serviço tóxico; as limitações para uso com vapor e com hidrocarbonetos são as mesmas relativas aos tubos de ferro forjado.
As dimensões desses acessórios estão padronizadas em diversas normas e as dimensões dos filetes de rosca estão padronizadas nas normas ANSI.B.2.1 e API.6A (roscas para flanges, válvulas e acessórios).
CORPORATIVA
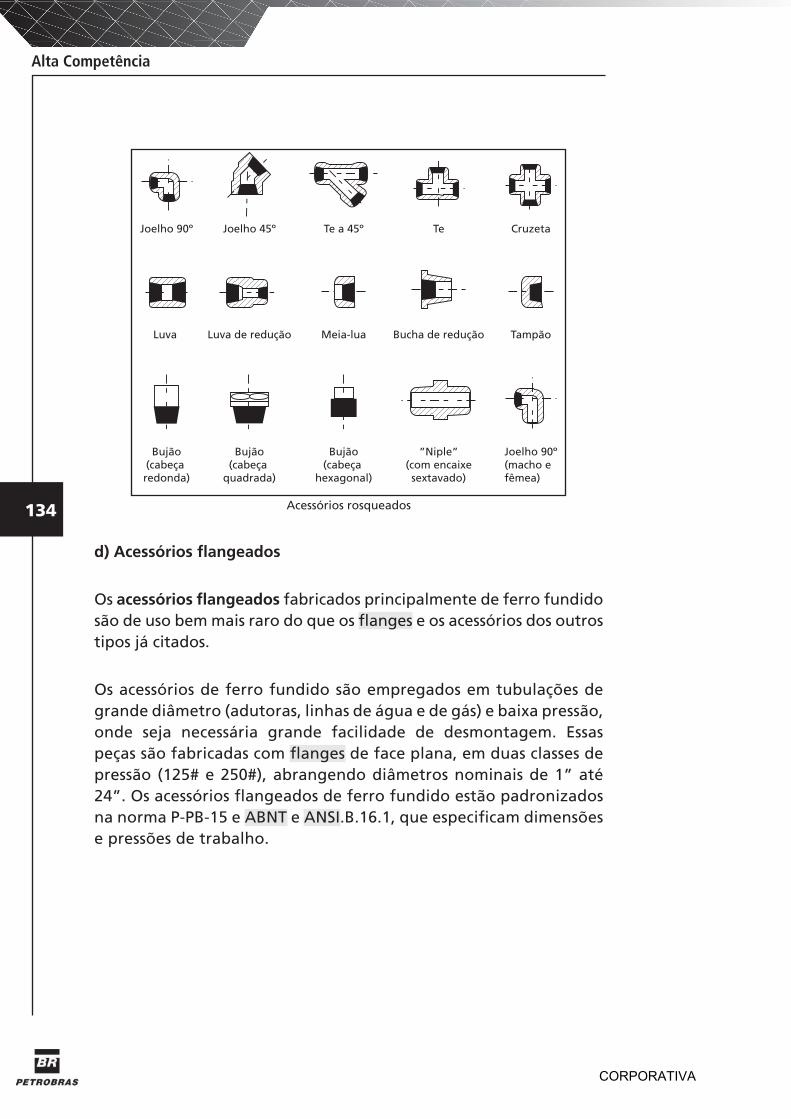
134
Alta Competência
Joelho 90º Joelho 45º Te CruzetaTe a 45º
TampãoBucha de reduçãoMeia-luaLuva de reduçãoLuva
Bujão(cabeça redonda)
Bujão(cabeça
quadrada)
Bujão(cabeça
hexagonal)
”Niple”(com encaixesextavado)
Joelho 90º(macho efêmea)
Acessórios rosqueados
d) Acessórios flangeados
Os acessórios flangeados fabricados principalmente de ferro fundido são de uso bem mais raro do que os flanges e os acessórios dos outros tipos já citados.
Os acessórios de ferro fundido são empregados em tubulações de grande diâmetro (adutoras, linhas de água e de gás) e baixa pressão, onde seja necessária grande facilidade de desmontagem. Essas peças são fabricadas com flanges de face plana, em duas classes de pressão (125# e 250#), abrangendo diâmetros nominais de 1” até 24”. Os acessórios flangeados de ferro fundido estão padronizados na norma P-PB-15 e ABNT e ANSI.B.16.1, que especificam dimensões e pressões de trabalho.
CORPORATIVA
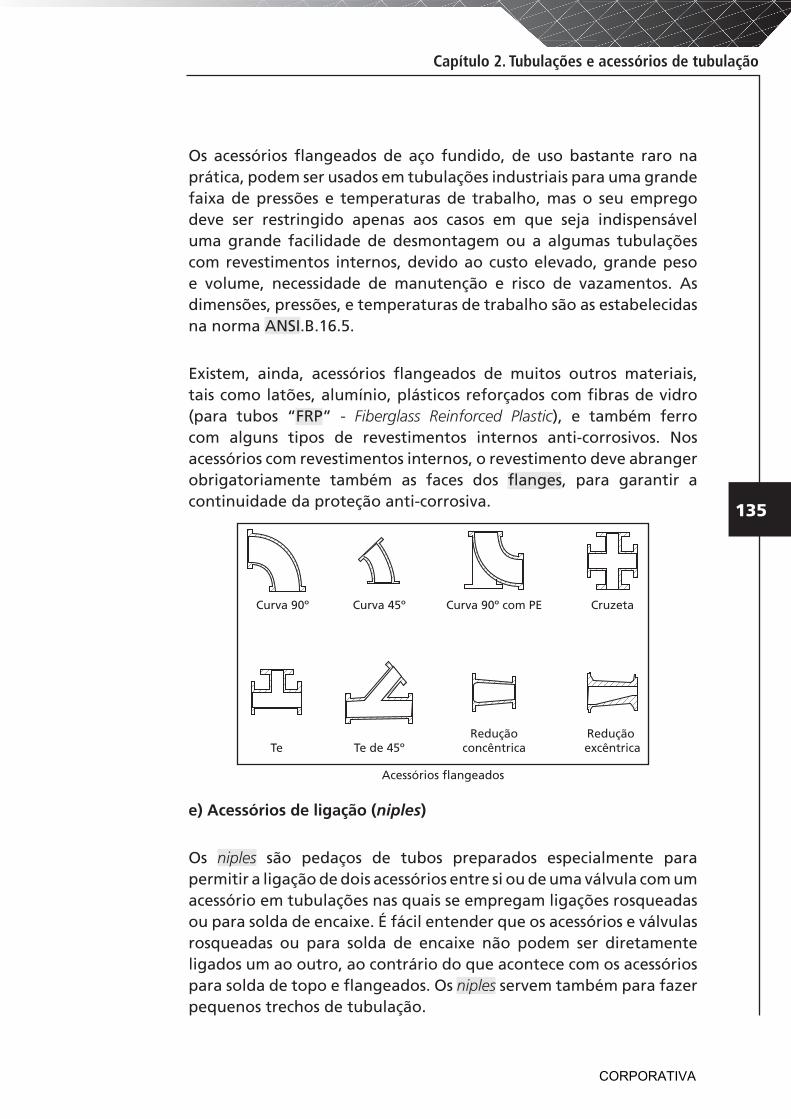
Capítulo 2. Tubulações e acessórios de tubulação
135
Os acessórios flangeados de aço fundido, de uso bastante raro na prática, podem ser usados em tubulações industriais para uma grande faixa de pressões e temperaturas de trabalho, mas o seu emprego deve ser restringido apenas aos casos em que seja indispensável uma grande facilidade de desmontagem ou a algumas tubulações com revestimentos internos, devido ao custo elevado, grande peso e volume, necessidade de manutenção e risco de vazamentos. As dimensões, pressões, e temperaturas de trabalho são as estabelecidas na norma ANSI.B.16.5.
Existem, ainda, acessórios flangeados de muitos outros materiais, tais como latões, alumínio, plásticos reforçados com fibras de vidro (para tubos “FRP” - Fiberglass Reinforced Plastic), e também ferro com alguns tipos de revestimentos internos anti-corrosivos. Nos acessórios com revestimentos internos, o revestimento deve abranger obrigatoriamente também as faces dos flanges, para garantir a continuidade da proteção anti-corrosiva.
Curva 45º
Te Te de 45º
Cruzeta
Reduçãoconcêntrica
Redução excêntrica
Curva 90º Curva 90º com PE
Acessórios flangeados
e) Acessórios de ligação (niples)
Os niples são pedaços de tubos preparados especialmente para permitir a ligação de dois acessórios entre si ou de uma válvula com um acessório em tubulações nas quais se empregam ligações rosqueadas ou para solda de encaixe. É fácil entender que os acessórios e válvulas rosqueadas ou para solda de encaixe não podem ser diretamente ligados um ao outro, ao contrário do que acontece com os acessórios para solda de topo e flangeados. Os niples servem também para fazer pequenos trechos de tubulação.
CORPORATIVA
136
Alta Competência
Os niples podem ser paralelos, isto é, de mesmo diâmetro, ou de redução, com extremidades de diâmetros diferentes. Os niples paralelos são fabricados de pedaços de tubos cortados na medida certa e com as extremidades preparadas. Os niples de redução são em geral fabricados por estampagem (repuxamento) de pedaços de tubos (swaged niples).
Embora os niples sejam fabricados até 12” de diâmetro nominal, são empregados principalmente nos diâmetros pequenos (até 4”), faixa em que se usam tubulações com rosca ou com solda de encaixe.
Existe uma grande variedade de tipos de niples. Os principais são os seguintes:
1. Niples paralelos
• Ambos os extremos rosqueados (both end threaded - BET);
• Ambos os extremos lisos (both end plain - BEP);
• Um extremo rosqueado e outro liso (one end threaded - OET).
2. Niples de redução
• Ambos os extremos rosqueados (BET);
• Ambos os extremos lisos (BEP);
• Extremo maior rosqueado e menor liso (large end threaded, small end plain - LET-SEP);
• Extremo maior liso e menor rosqueado (large end plain, small end threaded - LEP – SET).
A ilustração a seguir apresenta tipos de niples e exemplos de emprego:
CORPORATIVA
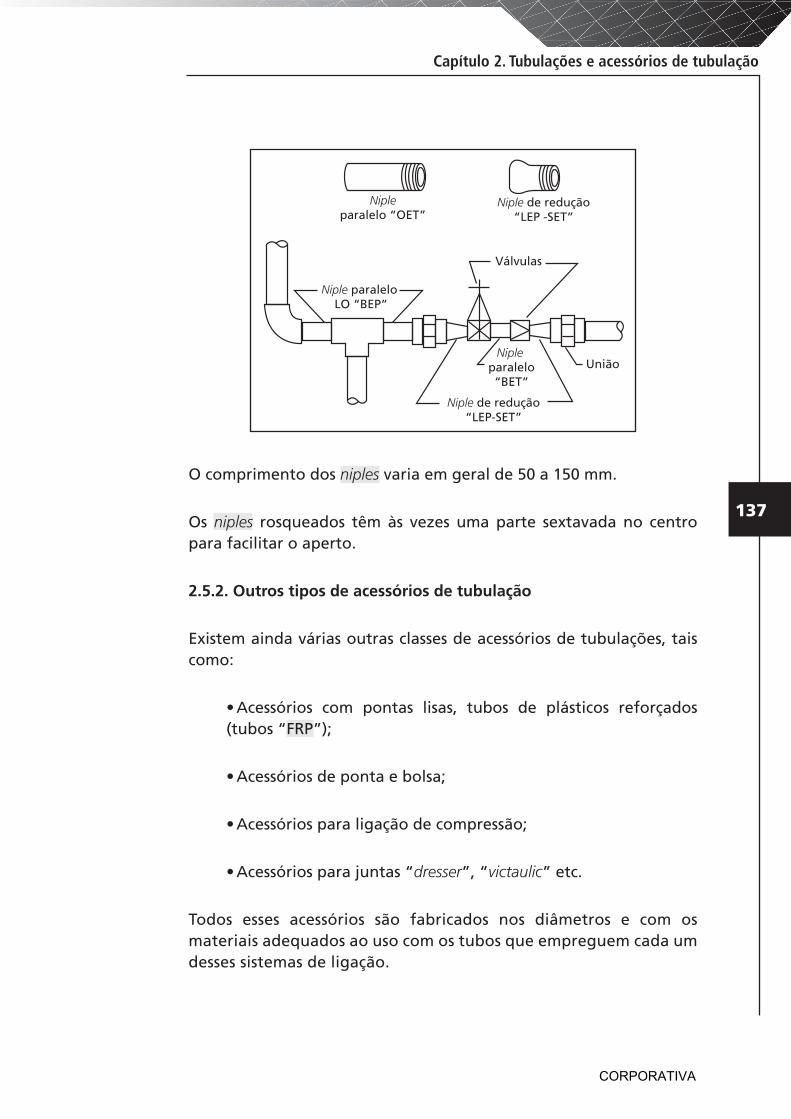
Capítulo 2. Tubulações e acessórios de tubulação
137
Nipleparalelo “OET”
Niple paralelo LO “BEP”
Válvulas
UniãoNiple
paralelo“BET”
Niple de redução“LEP-SET”
Niple de redução“LEP -SET”
O comprimento dos niples varia em geral de 50 a 150 mm.
Os niples rosqueados têm às vezes uma parte sextavada no centro para facilitar o aperto.
2.5.2. Outros tipos de acessórios de tubulação
Existem ainda várias outras classes de acessórios de tubulações, tais como:
Acessórios com pontas lisas, tubos de plásticos reforçados • (tubos “FRP”);
Acessórios de ponta e bolsa;•
Acessórios para ligação de compressão;•
Acessórios para juntas “• dresser”, “victaulic” etc.
Todos esses acessórios são fabricados nos diâmetros e com os materiais adequados ao uso com os tubos que empreguem cada um desses sistemas de ligação.
CORPORATIVA
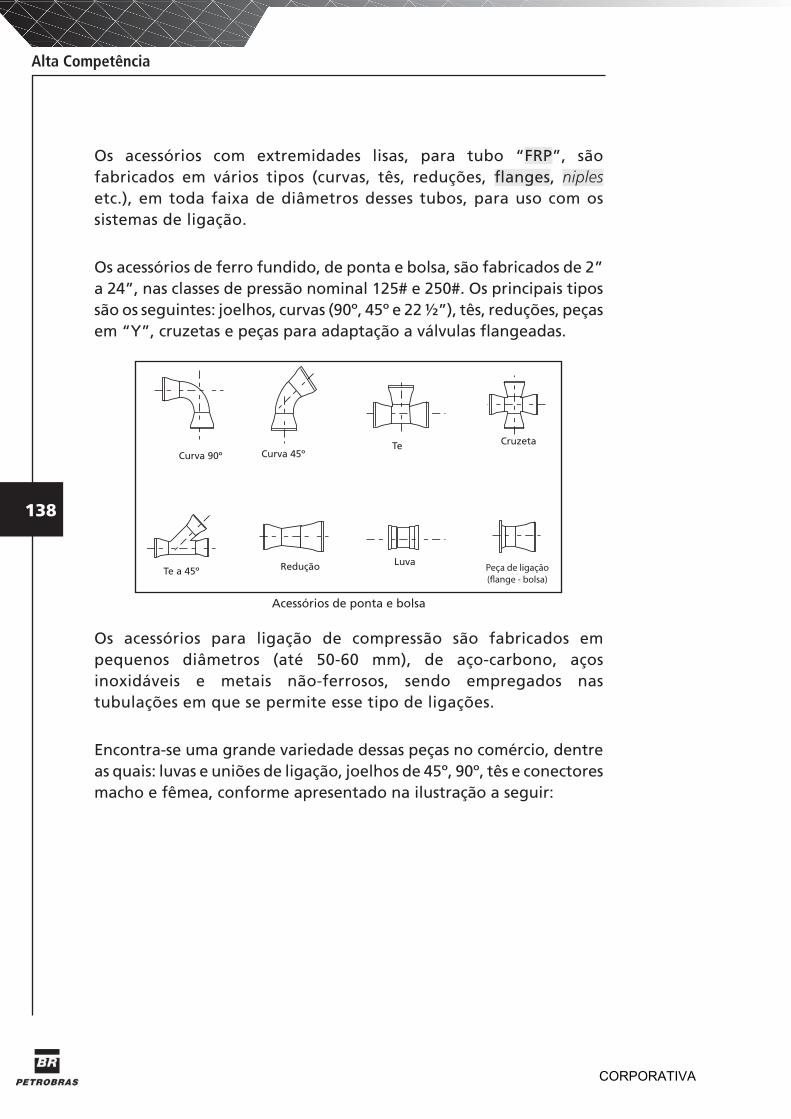
138
Alta Competência
Os acessórios com extremidades lisas, para tubo “FRP”, são fabricados em vários tipos (curvas, tês, reduções, flanges, niples etc.), em toda faixa de diâmetros desses tubos, para uso com os sistemas de ligação.
Os acessórios de ferro fundido, de ponta e bolsa, são fabricados de 2” a 24”, nas classes de pressão nominal 125# e 250#. Os principais tipos são os seguintes: joelhos, curvas (90º, 45º e 22 ½”), tês, reduções, peças em “Y”, cruzetas e peças para adaptação a válvulas flangeadas.
Curva 90º Curva 45ºTe Cruzeta
Te a 45ºLuva Redução Peça de ligação
(�ange - bolsa)
Acessórios de ponta e bolsa
Os acessórios para ligação de compressão são fabricados em pequenos diâmetros (até 50-60 mm), de aço-carbono, aços inoxidáveis e metais não-ferrosos, sendo empregados nas tubulações em que se permite esse tipo de ligações.
Encontra-se uma grande variedade dessas peças no comércio, dentre as quais: luvas e uniões de ligação, joelhos de 45º, 90º, tês e conectores macho e fêmea, conforme apresentado na ilustração a seguir:
CORPORATIVA
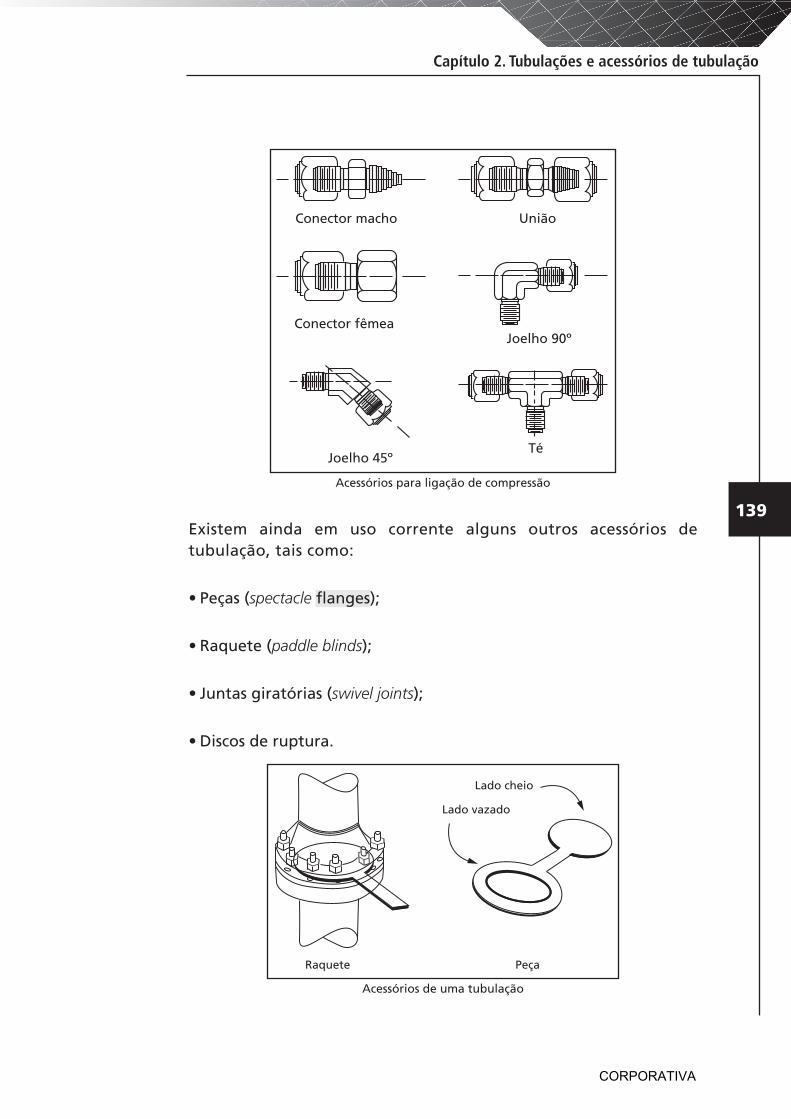
Capítulo 2. Tubulações e acessórios de tubulação
139
Conector macho
Conector fêmea
Joelho 45º
Joelho 90º
Té
União
Acessórios para ligação de compressão
Existem ainda em uso corrente alguns outros acessórios de tubulação, tais como:
Peças (• spectacle flanges);
Raquete (• paddle blinds);
Juntas giratórias (• swivel joints);
Discos de ruptura.•
Raquete
Lado cheio
Lado vazado
Peça
Acessórios de uma tubulação
CORPORATIVA
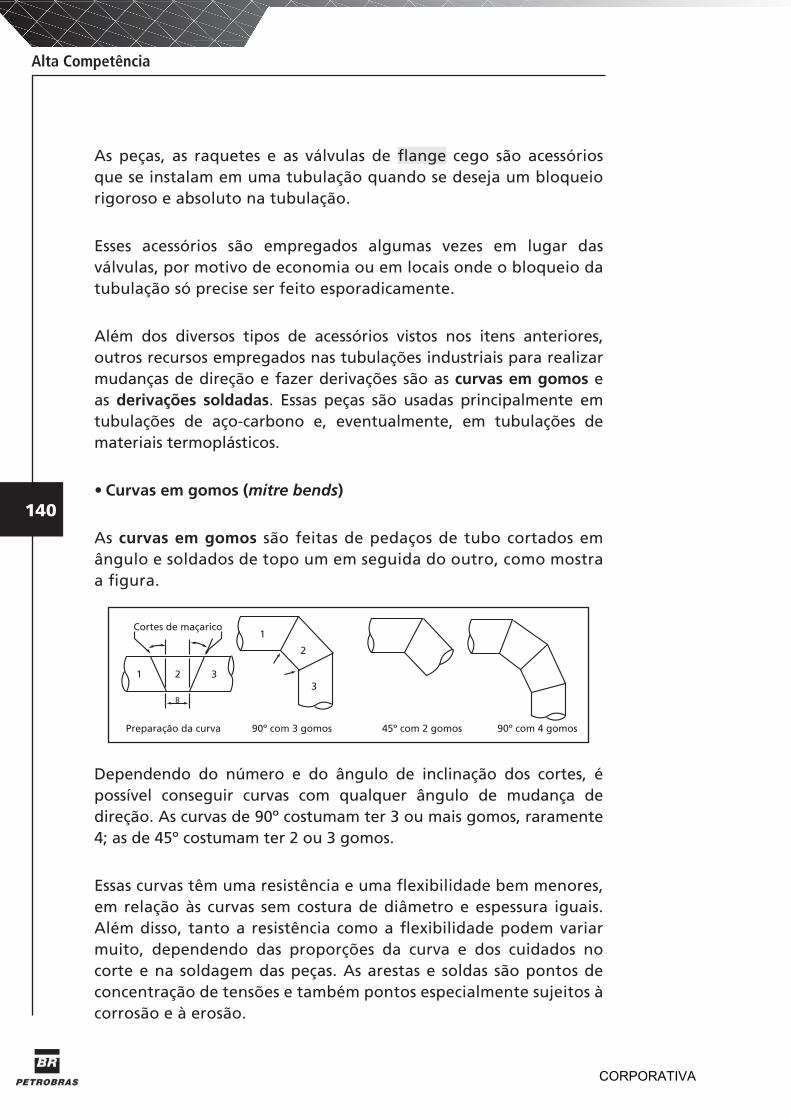
140
Alta Competência
As peças, as raquetes e as válvulas de flange cego são acessórios que se instalam em uma tubulação quando se deseja um bloqueio rigoroso e absoluto na tubulação.
Esses acessórios são empregados algumas vezes em lugar das válvulas, por motivo de economia ou em locais onde o bloqueio da tubulação só precise ser feito esporadicamente.
Além dos diversos tipos de acessórios vistos nos itens anteriores, outros recursos empregados nas tubulações industriais para realizar mudanças de direção e fazer derivações são as curvas em gomos e as derivações soldadas. Essas peças são usadas principalmente em tubulações de aço-carbono e, eventualmente, em tubulações de materiais termoplásticos.
Curvas em gomos (• mitre bends)
As curvas em gomos são feitas de pedaços de tubo cortados em ângulo e soldados de topo um em seguida do outro, como mostra a figura.
1
1
2
2
B
33
Cortes de maçarico
90º com 3 gomos 45º com 2 gomos 90º com 4 gomosPreparação da curva
Dependendo do número e do ângulo de inclinação dos cortes, é possível conseguir curvas com qualquer ângulo de mudança de direção. As curvas de 90º costumam ter 3 ou mais gomos, raramente 4; as de 45º costumam ter 2 ou 3 gomos.
Essas curvas têm uma resistência e uma flexibilidade bem menores, em relação às curvas sem costura de diâmetro e espessura iguais. Além disso, tanto a resistência como a flexibilidade podem variar muito, dependendo das proporções da curva e dos cuidados no corte e na soldagem das peças. As arestas e soldas são pontos de concentração de tensões e também pontos especialmente sujeitos à corrosão e à erosão.
CORPORATIVA
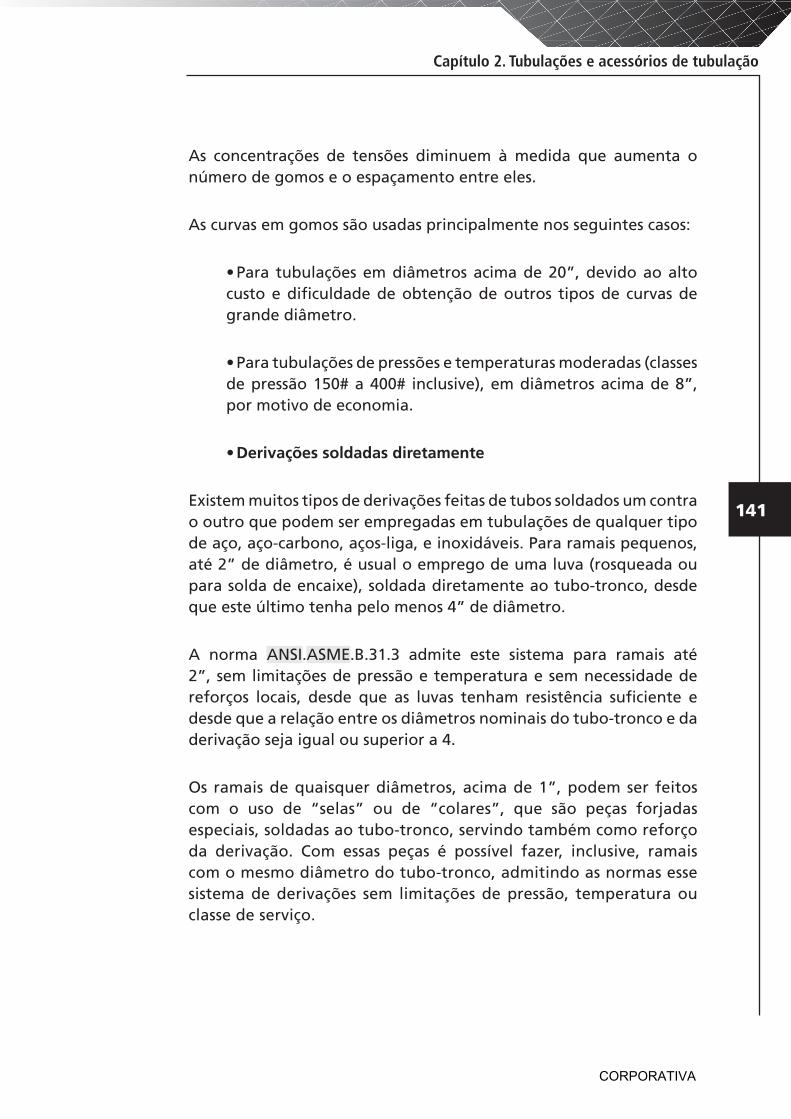
Capítulo 2. Tubulações e acessórios de tubulação
141
As concentrações de tensões diminuem à medida que aumenta o número de gomos e o espaçamento entre eles.
As curvas em gomos são usadas principalmente nos seguintes casos:
Para tubulações em diâmetros acima de 20”, devido ao alto • custo e dificuldade de obtenção de outros tipos de curvas de grande diâmetro.
Para tubulações de pressões e temperaturas moderadas (classes • de pressão 150# a 400# inclusive), em diâmetros acima de 8”, por motivo de economia.
Derivações soldadas diretamente •
Existem muitos tipos de derivações feitas de tubos soldados um contra o outro que podem ser empregadas em tubulações de qualquer tipo de aço, aço-carbono, aços-liga, e inoxidáveis. Para ramais pequenos, até 2” de diâmetro, é usual o emprego de uma luva (rosqueada ou para solda de encaixe), soldada diretamente ao tubo-tronco, desde que este último tenha pelo menos 4” de diâmetro.
A norma ANSI.ASME.B.31.3 admite este sistema para ramais até 2”, sem limitações de pressão e temperatura e sem necessidade de reforços locais, desde que as luvas tenham resistência suficiente e desde que a relação entre os diâmetros nominais do tubo-tronco e da derivação seja igual ou superior a 4.
Os ramais de quaisquer diâmetros, acima de 1”, podem ser feitos com o uso de “selas” ou de “colares”, que são peças forjadas especiais, soldadas ao tubo-tronco, servindo também como reforço da derivação. Com essas peças é possível fazer, inclusive, ramais com o mesmo diâmetro do tubo-tronco, admitindo as normas esse sistema de derivações sem limitações de pressão, temperatura ou classe de serviço.
CORPORATIVA
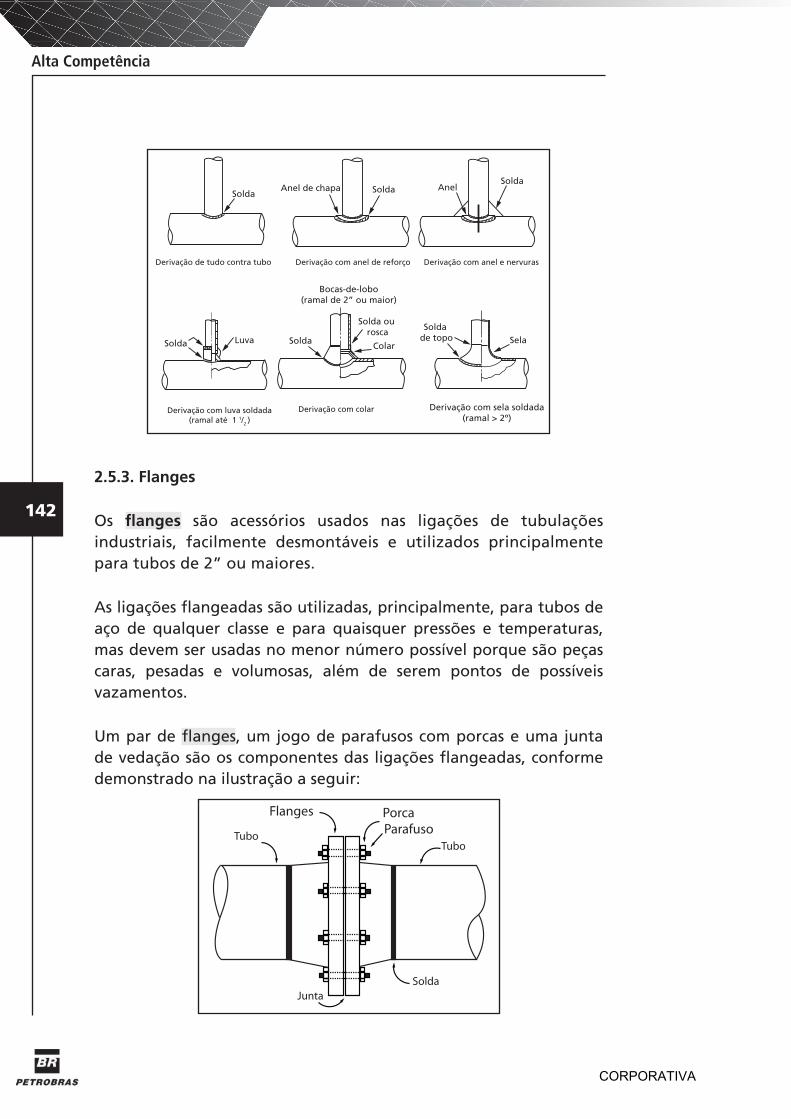
142
Alta Competência
Solda
Derivação de tudo contra tubo
Derivação com luva soldada(ramal até 1 1/2 )
Derivação com colar
Bocas-de-lobo(ramal de 2” ou maior)
Derivação com anel de reforço Derivação com anel e nervuras
Solda Solda
Solda ou rosca Solda
de topo
Derivação com sela soldada(ramal > 2º)
ColarSelaLuva
Solda AnelSolda
Anel de chapa
2.5.3. Flanges
Os flanges são acessórios usados nas ligações de tubulações industriais, facilmente desmontáveis e utilizados principalmente para tubos de 2” ou maiores.
As ligações flangeadas são utilizadas, principalmente, para tubos de aço de qualquer classe e para quais quer pressões e temperaturas, mas devem ser usadas no menor número possível porque são peças caras, pesadas e volumosas, além de serem pontos de possíveis vazamentos.
Um par de flanges, um jogo de parafusos com porcas e uma junta de vedação são os componentes das ligações flangeadas, conforme demonstrado na ilustração a seguir:
Flanges PorcaParafusoTubo
Tubo
SoldaJunta
CORPORATIVA
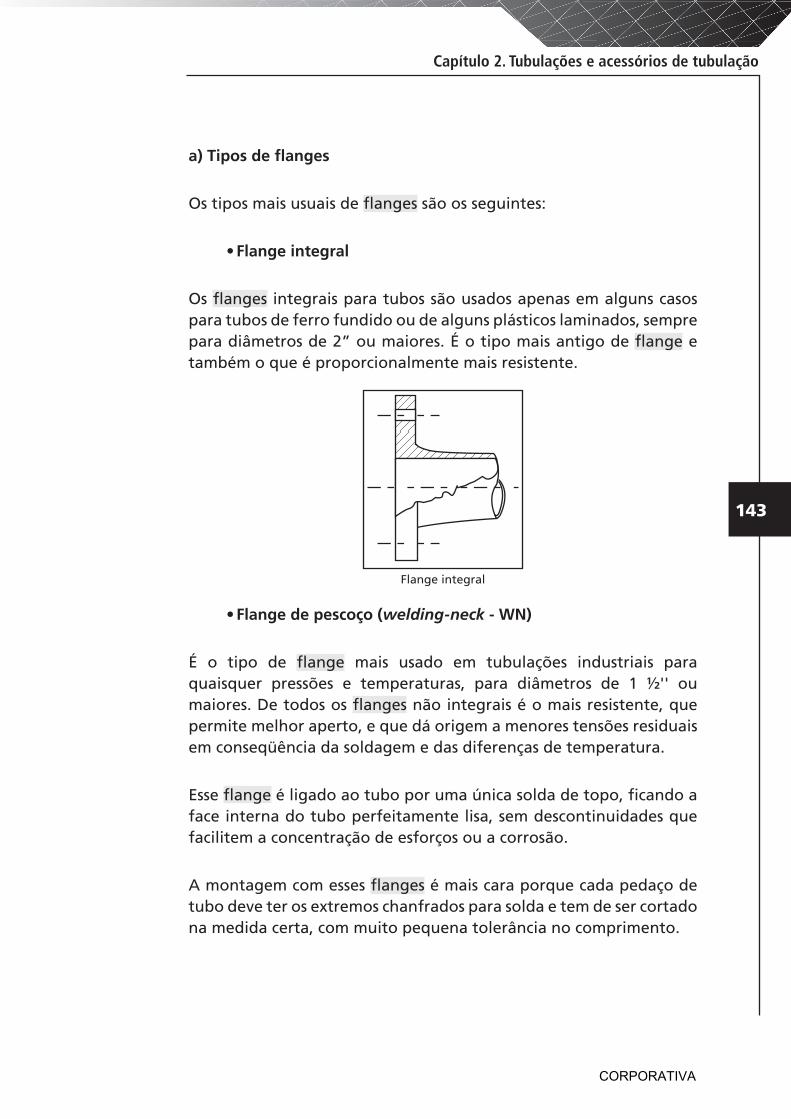
Capítulo 2. Tubulações e acessórios de tubulação
143
a) Tipos de flanges
Os tipos mais usuais de flanges são os seguintes:
Flange integral•
Os flanges integrais para tubos são usados apenas em alguns casos para tubos de ferro fundido ou de alguns plásticos laminados, sempre para diâmetros de 2” ou maiores. É o tipo mais antigo de flange e também o que é proporcionalmente mais resistente.
Flange integral
Flange de pescoço (• welding-neck - WN)
É o tipo de flange mais usado em tubulações industriais para quaisquer pressões e temperaturas, para diâmetros de 1 ½'' ou maiores. De todos os flanges não integrais é o mais resistente, que permite melhor aperto, e que dá origem a menores tensões residuais em conseqüência da soldagem e das diferenças de temperatura.
Esse flange é ligado ao tubo por uma única solda de topo, ficando a face interna do tubo perfeitamente lisa, sem descontinuidades que facilitem a concentração de esforços ou a corrosão.
A montagem com esses flanges é mais cara porque cada pedaço de tubo deve ter os extremos chanfrados para solda e tem de ser cortado na medida certa, com muito pequena tolerância no comprimento.
CORPORATIVA
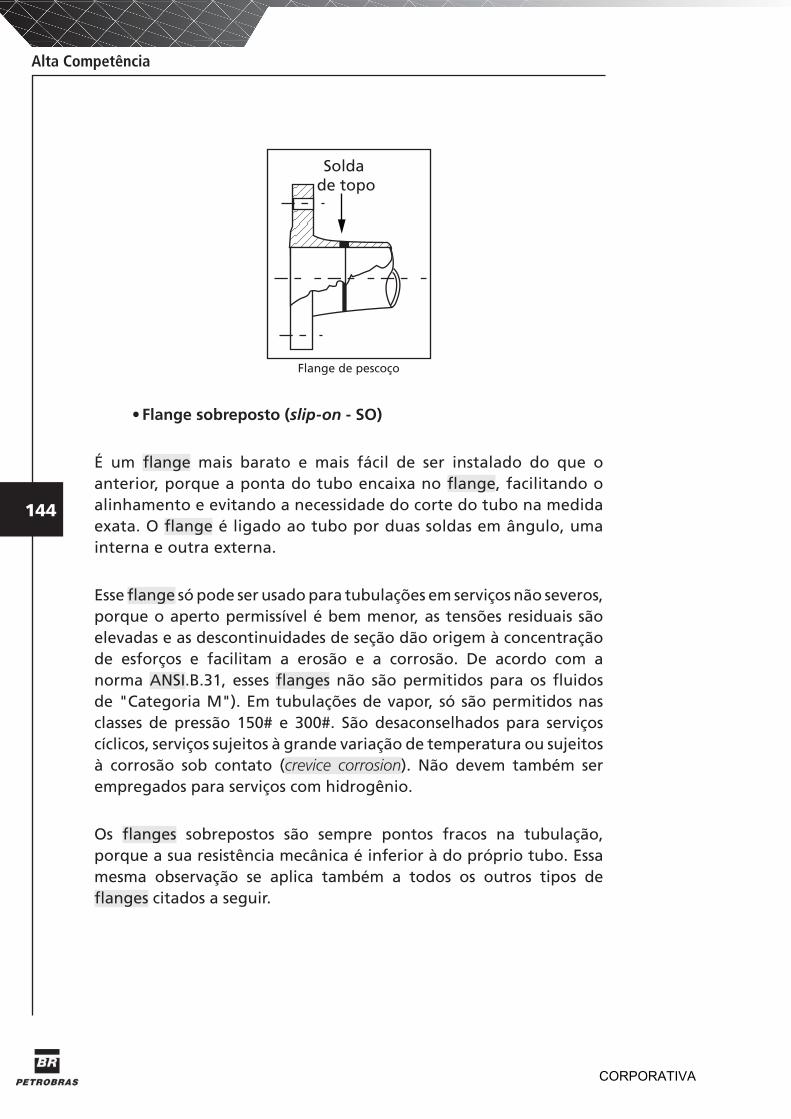
144
Alta Competência
Solda de topo
Flange de pescoço
Flange sobreposto (• slip-on - SO)
É um flange mais barato e mais fácil de ser instalado do que o anterior, porque a ponta do tubo encaixa no flange, facilitando o alinhamento e evitando a necessidade do corte do tubo na medida exata. O flange é ligado ao tubo por duas soldas em ângulo, uma interna e outra externa.
Esse flange só pode ser usado para tubulações em serviços não severos, porque o aperto permissível é bem menor, as tensões residuais são elevadas e as descontinuidades de seção dão origem à concentração de esforços e facilitam a erosão e a corrosão. De acordo com a norma ANSI.B.31, esses flanges não são permitidos para os fluidos de "Categoria M"). Em tubulações de vapor, só são permitidos nas classes de pressão 150# e 300#. São desaconselhados para serviços cíclicos, serviços sujeitos à grande variação de temperatura ou sujeitos à corrosão sob contato (crevice corrosion). Não devem também ser empregados para serviços com hidrogênio.
Os flanges sobrepostos são sempre pontos fracos na tubulação, porque a sua resistência mecânica é inferior à do próprio tubo. Essa mesma observação se aplica também a todos os outros tipos de flanges citados a seguir.
CORPORATIVA
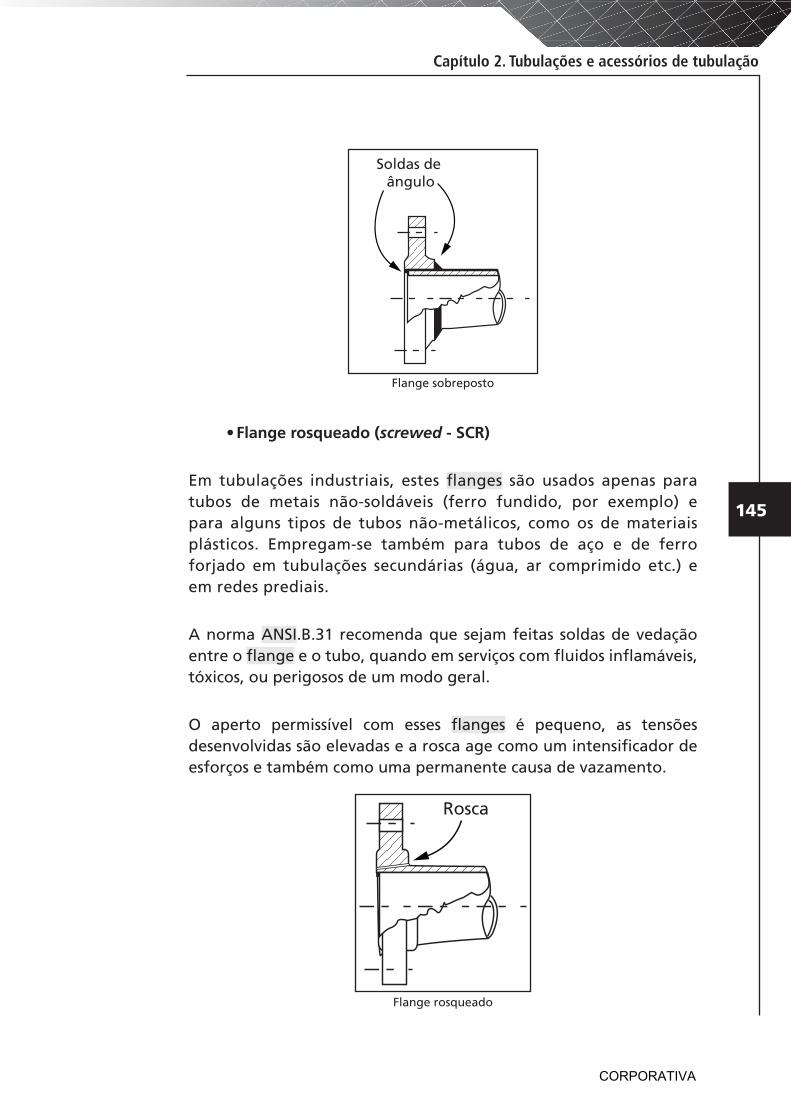
Capítulo 2. Tubulações e acessórios de tubulação
145
Soldas de ângulo
Flange sobreposto
Flange rosqueado (• screwed - SCR)
Em tubulações industriais, estes flanges são usados apenas para tubos de metais não-soldáveis (ferro fundido, por exemplo) e para alguns tipos de tubos não-metálicos, como os de materiais plásticos. Empregam-se também para tubos de aço e de ferro forjado em tubulações secundárias (água, ar comprimido etc.) e em redes prediais.
A norma ANSI.B.31 recomenda que sejam feitas soldas de vedação entre o flange e o tubo, quando em serviços com fluidos inflamáveis, tóxicos, ou perigosos de um modo geral.
O aperto permissível com esses flanges é pequeno, as tensões desenvolvidas são elevadas e a rosca age como um intensificador de esforços e também como uma permanente causa de vazamento.
Rosca
Flange rosqueado
CORPORATIVA
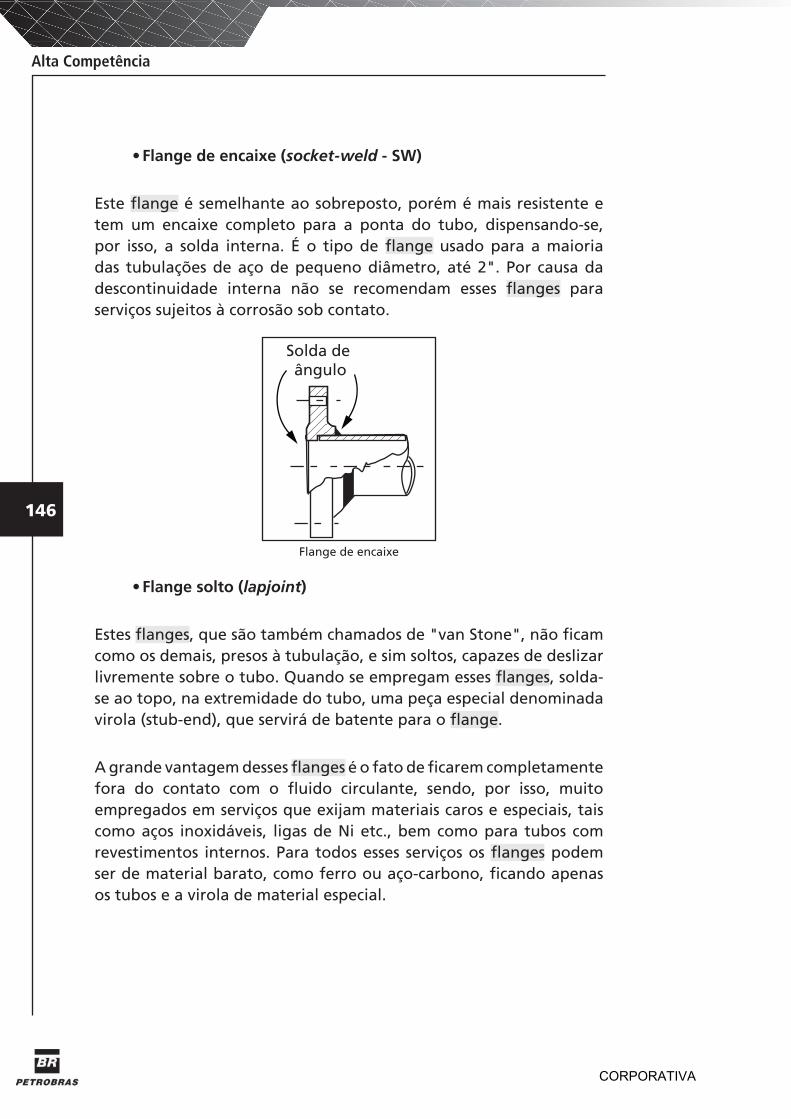
146
Alta Competência
Flange de encaixe (• socket-weld - SW)
Este flange é semelhante ao sobreposto, porém é mais resistente e tem um encaixe completo para a ponta do tubo, dispensando-se, por isso, a solda interna. É o tipo de flange usado para a maioria das tubulações de aço de pequeno diâmetro, até 2". Por causa da descontinuidade interna não se recomendam esses flanges para serviços sujeitos à corrosão sob contato.
Solda de ângulo
Flange de encaixe
Flange solto (• lapjoint)
Estes flanges, que são também chamados de "van Stone", não ficam como os demais, presos à tubulação, e sim soltos, capazes de deslizar livremente sobre o tubo. Quando se empregam esses flanges, solda-se ao topo, na extremidade do tubo, uma peça especial denominada virola (stub-end), que servirá de batente para o flange.
A grande vantagem desses flanges é o fato de ficarem completamente fora do contato com o fluido circulante, sendo, por isso, muito empregados em serviços que exijam materiais caros e especiais, tais como aços inoxidáveis, ligas de Ni etc., bem como para tubos com revestimentos internos. Para todos esses serviços os flanges podem ser de material barato, como ferro ou aço-carbono, ficando apenas os tubos e a virola de material especial.
CORPORATIVA
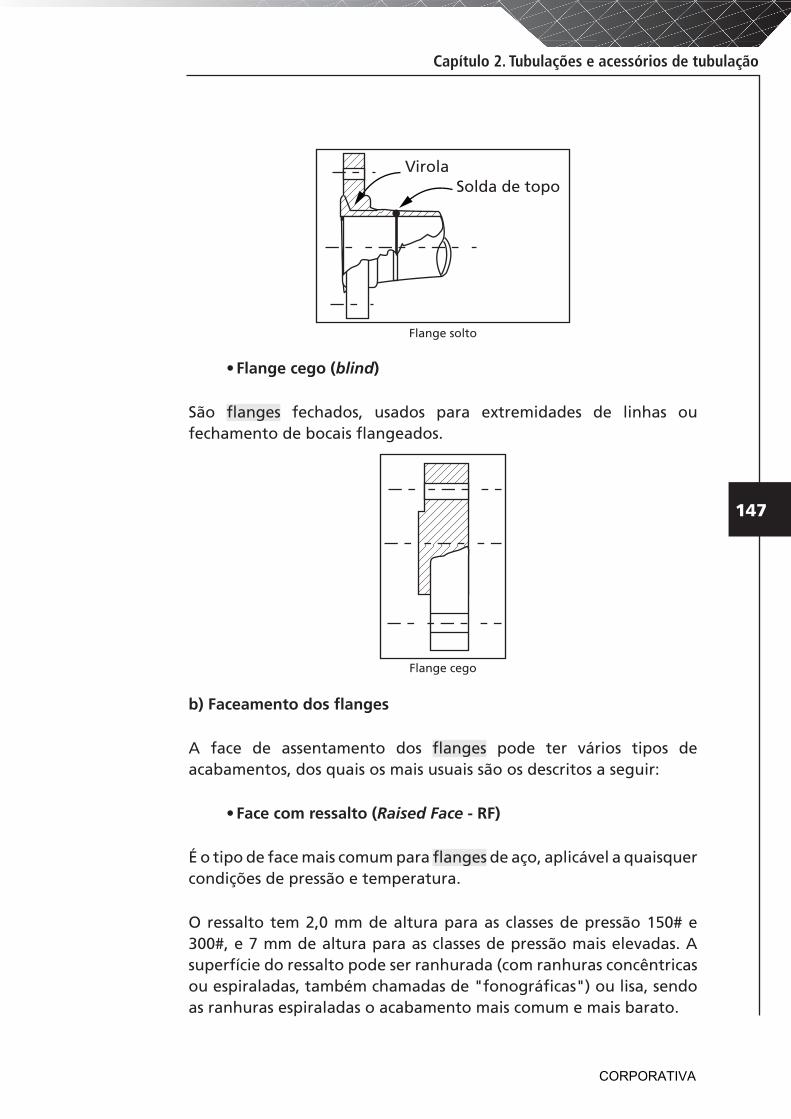
Capítulo 2. Tubulações e acessórios de tubulação
147
VirolaSolda de topo
Flange solto
Flange cego (• blind)
São flanges fechados, usados para extremidades de linhas ou fechamento de bocais flangeados.
Flange cego
b) Faceamento dos flanges
A face de assentamento dos flanges pode ter vários tipos de acabamentos, dos quais os mais usuais são os descritos a seguir:
Face com ressalto (• Raised Face - RF)
É o tipo de face mais comum para flanges de aço, aplicável a quaisquer condições de pressão e temperatura.
O ressalto tem 2,0 mm de altura para as classes de pressão 150# e 300#, e 7 mm de altura para as classes de pressão mais elevadas. A superfície do ressalto pode ser ranhurada (com ranhuras concêntricas ou espiraladas, também chamadas de "fonográficas") ou lisa, sendo as ranhuras espiraladas o acabamento mais comum e mais barato.
CORPORATIVA
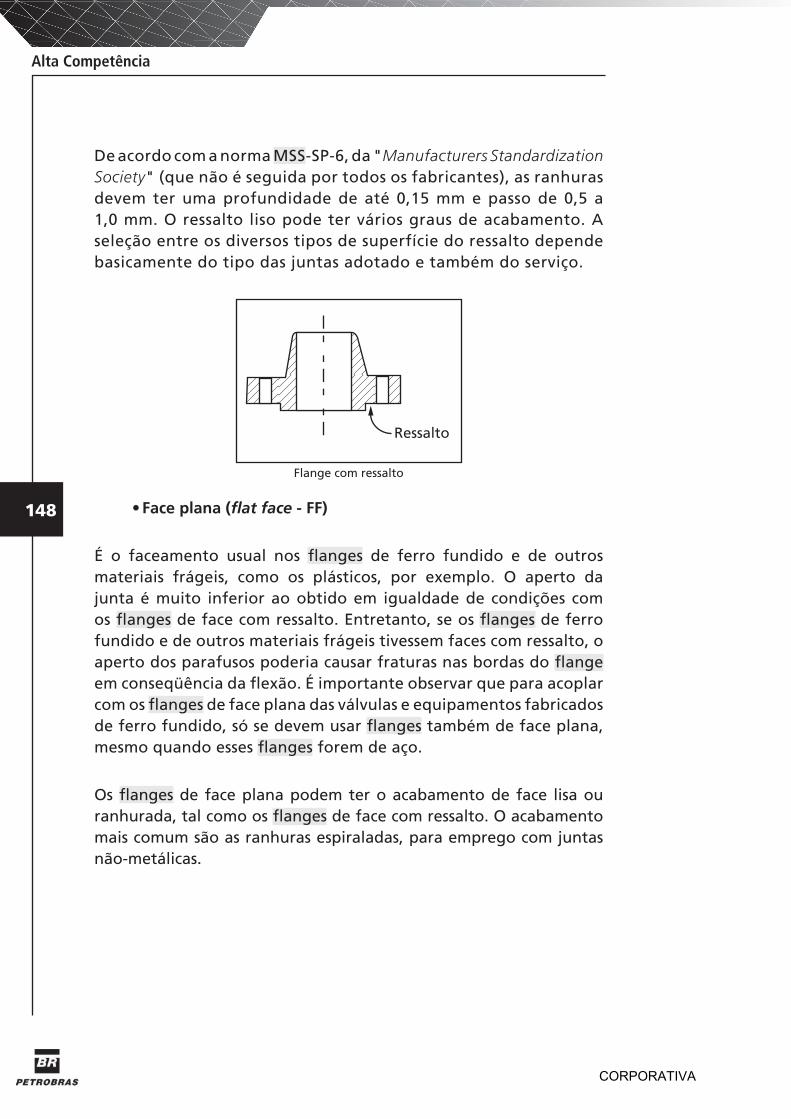
148
Alta Competência
De acordo com a norma MSS-SP-6, da "Manufacturers Standardization Society" (que não é seguida por todos os fabricantes), as ranhuras devem ter uma profundidade de até 0,15 mm e passo de 0,5 a 1,0 mm. O ressalto liso pode ter vários graus de acabamento. A seleção entre os diversos tipos de superfície do ressalto depende basicamente do tipo das juntas adotado e também do serviço.
Ressalto
Flange com ressalto
Face plana (• flat face - FF)
É o faceamento usual nos flanges de ferro fundido e de outros materiais frágeis, como os plásticos, por exemplo. O aperto da junta é muito inferior ao obtido em igualdade de condições com os flanges de face com ressalto. Entretanto, se os flanges de ferro fundido e de outros materiais frágeis tivessem faces com ressalto, o aperto dos parafusos poderia causar fraturas nas bordas do flange em conseqüência da flexão. É importante observar que para acoplar com os flanges de face plana das válvulas e equipamentos fabricados de ferro fundido, só se devem usar flanges também de face plana, mesmo quando esses flanges forem de aço.
Os flanges de face plana podem ter o acabamento de face lisa ou ranhurada, tal como os flanges de face com ressalto. O acabamento mais comum são as ranhuras espiraladas, para emprego com juntas não-metálicas.
CORPORATIVA
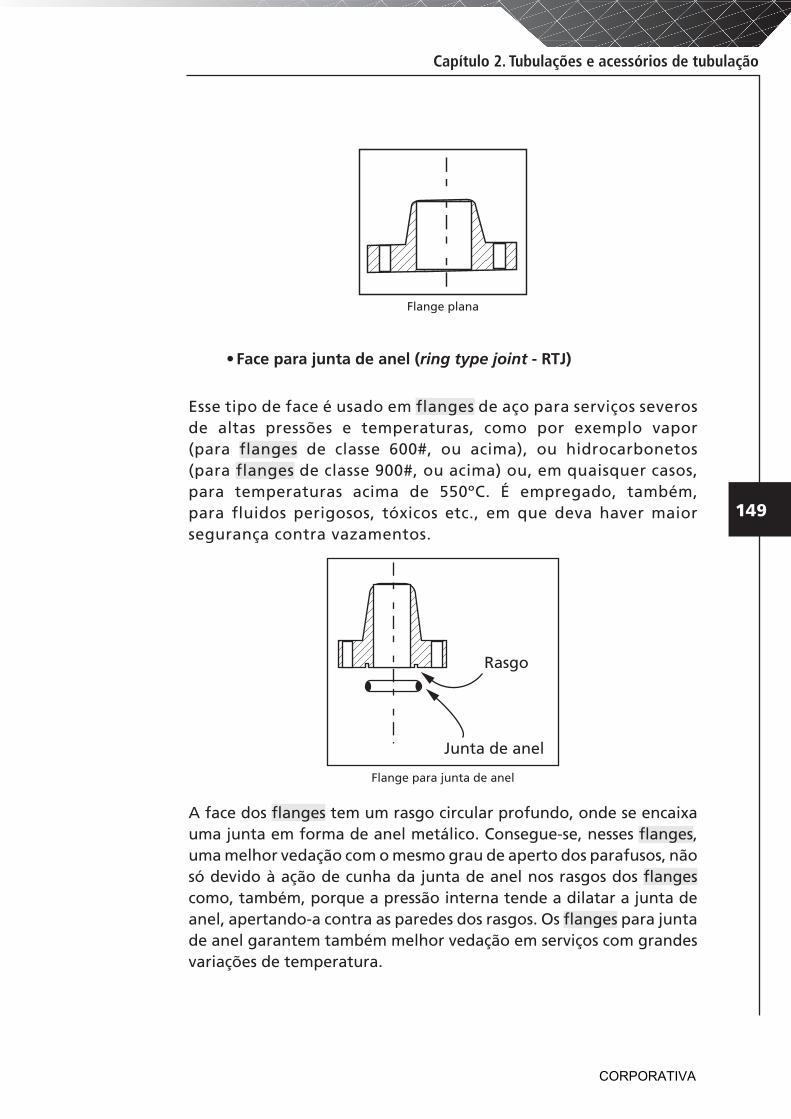
Capítulo 2. Tubulações e acessórios de tubulação
149
Flange plana
Face para junta de anel (• ring type joint - RTJ)
Esse tipo de face é usado em flanges de aço para serviços severos de altas pressões e temperaturas, como por exemplo vapor (para flanges de classe 600#, ou acima), ou hidrocarbonetos (para flanges de classe 900#, ou acima) ou, em quaisquer casos, para temperaturas acima de 550ºC. É empregado, também, para fluidos perigosos, tóxicos etc., em que deva haver maior segurança contra vazamentos.
Rasgo
Junta de anel
Flange para junta de anel
A face dos flanges tem um rasgo circular profundo, onde se encaixa uma junta em forma de anel metálico. Consegue-se, nesses flanges, uma melhor vedação com o mesmo grau de aperto dos parafusos, não só devido à ação de cunha da junta de anel nos rasgos dos flanges como, também, porque a pressão interna tende a dilatar a junta de anel, apertando-a contra as paredes dos rasgos. Os flanges para junta de anel garantem também melhor vedação em serviços com grandes variações de temperatura.
CORPORATIVA
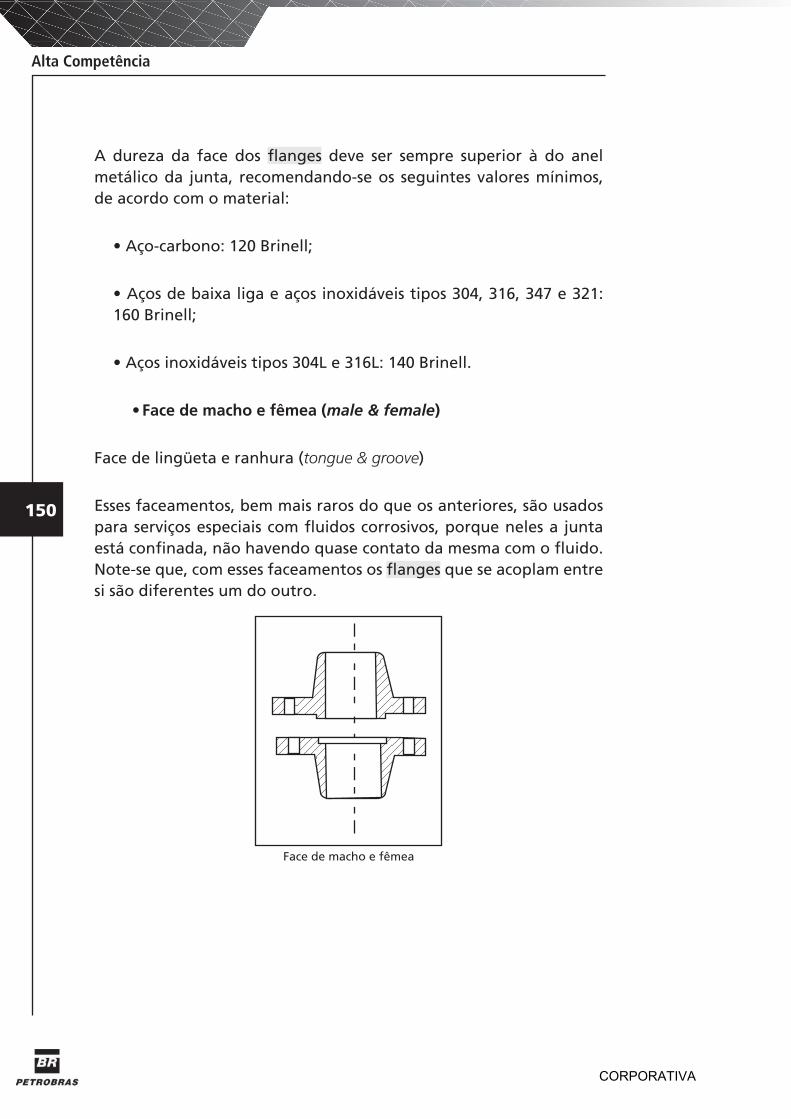
150
Alta Competência
A dureza da face dos flanges deve ser sempre superior à do anel metálico da junta, recomendando-se os seguintes valores mínimos, de acordo com o material:
• Aço-carbono: 120 Brinell;
• Aços de baixa liga e aços inoxidáveis tipos 304, 316, 347 e 321: 160 Brinell;
• Aços inoxidáveis tipos 304L e 316L: 140 Brinell.
Face de macho e fêmea (• male & female)
Face de lingüeta e ranhura (tongue & groove)
Esses faceamentos, bem mais raros do que os anteriores, são usados para serviços especiais com fluidos corrosivos, porque neles a junta está confinada, não havendo quase contato da mesma com o fluido. Note-se que, com esses faceamentos os flanges que se acoplam entre si são diferentes um do outro.
Face de macho e fêmea
CORPORATIVA
Capítulo 2. Tubulações e acessórios de tubulação
151
c) Juntas para flanges
Em todas as ligações flangeadas existe sempre uma junta, que é o elemento de vedação.
Quando em serviço, a junta está submetida a uma forte compressão provocada pelo aperto dos parafusos e também a um esforço de cisalhamento devido à pressão interna do fluido circulante. Para que não haja vazamento através da junta é necessário que a pressão exercida pelos parafusos seja bem superior à pressão interna do fluido, que tende a afastar os flanges. Por esse motivo, quanto maior for a pressão do fluido, tanto mais dura e resistente terá de ser a junta, para resistir ao duplo esforço de compressão dos parafusos e de cisalhamento pela pressão.
A junta também deverá ser suficientemente deformável e elástica para se amoldar às irregularidades das superfícies dos flanges, garantindo a vedação.
Assim, as juntas duras, se por um lado resistem a pressões mais altas, por outro, exigem maior perfeição no acabamento das faces dos flanges e no alinhamento dos tubos e vice-versa. O material das juntas deverá, ainda, resistir à ação corrosiva do fluido, bem como a toda faixa possível de variação de temperaturas.
São os seguintes os tipos mais usuais de juntas para flanges:
Juntas não-metálicas •
São sempre juntas planas, usadas para flanges de face com ressalto ou de face plana. As espessuras variam de 0,7 a 3 mm, sendo 1,5 mm a espessura mais comum.
A tabela a seguir apresenta os principais materiais empregados:
CORPORATIVA
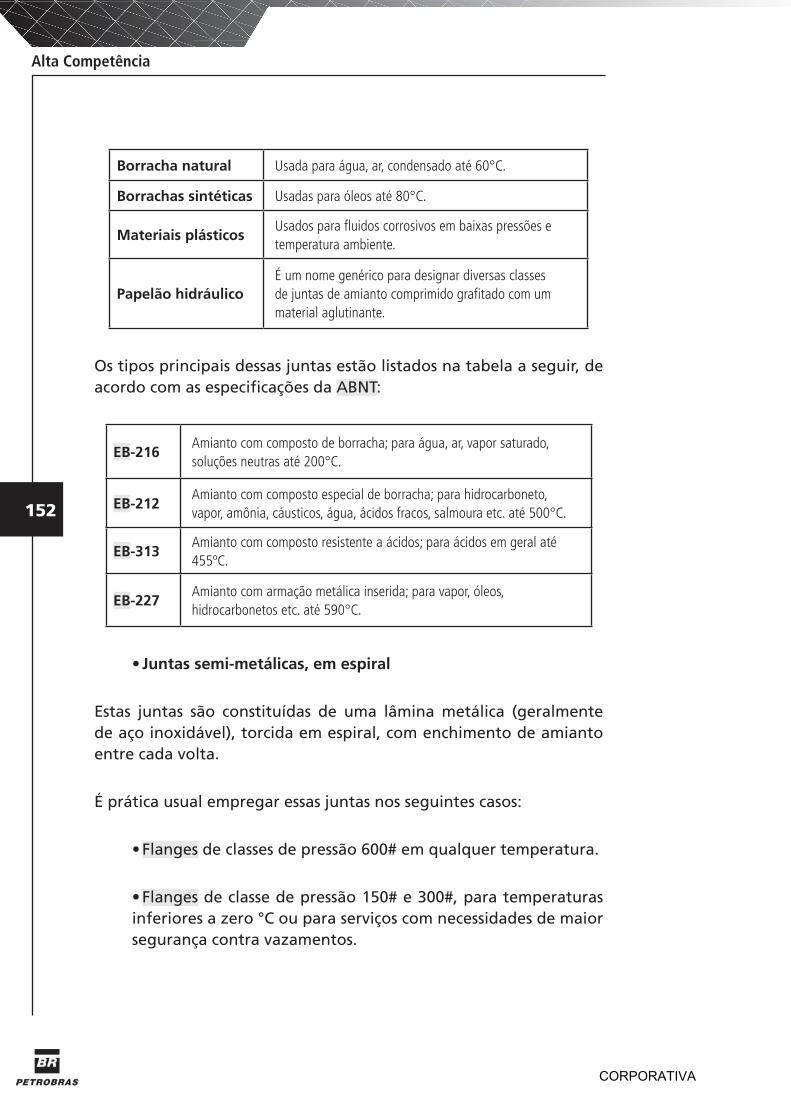
152
Alta Competência
Borracha natural Usada para água, ar, condensado até 60°C.
Borrachas sintéticas Usadas para óleos até 80°C.
Materiais plásticosUsados para fluidos corrosivos em baixas pressões e temperatura ambiente.
Papelão hidráulicoÉ um nome genérico para designar diversas classes de juntas de amianto comprimido grafitado com um material aglutinante.
Os tipos principais dessas juntas estão listados na tabela a seguir, de acordo com as especificações da ABNT:
EB-216Amianto com composto de borracha; para água, ar, vapor saturado, soluções neutras até 200°C.
EB-212Amianto com composto especial de borracha; para hidrocarboneto, vapor, amônia, cáusticos, água, ácidos fracos, salmoura etc. até 500°C.
EB-313Amianto com composto resistente a ácidos; para ácidos em geral até 455ºC.
EB-227Amianto com armação metálica inserida; para vapor, óleos, hidrocarbonetos etc. até 590°C.
Juntas semi-metálicas, em espiral•
Estas juntas são constituídas de uma lâmina metálica (geralmente de aço inoxidável), torcida em espiral, com enchimento de amianto entre cada volta.
É prática usual empregar essas juntas nos seguintes casos:
Flanges• de classes de pressão 600# em qualquer temperatura.
Flanges• de classe de pressão 150# e 300#, para temperaturas inferiores a zero °C ou para serviços com necessidades de maior segurança contra vazamentos.
CORPORATIVA
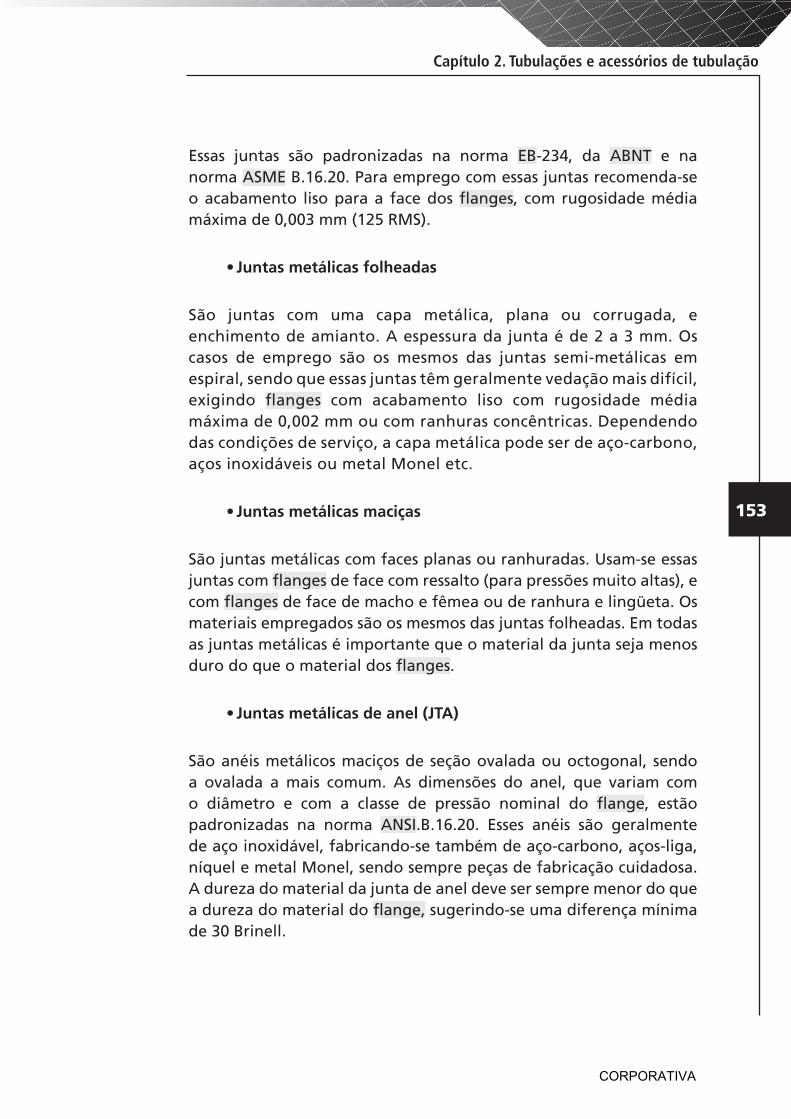
Capítulo 2. Tubulações e acessórios de tubulação
153
Essas juntas são padronizadas na norma EB-234, da ABNT e na norma ASME B.16.20. Para emprego com essas juntas recomenda-se o acabamento liso para a face dos flanges, com rugosidade média máxima de 0,003 mm (125 RMS).
Juntas metálicas folheadas•
São juntas com uma capa metálica, plana ou corrugada, e enchimento de amianto. A espessura da junta é de 2 a 3 mm. Os casos de emprego são os mesmos das juntas semi-metálicas em espiral, sendo que essas juntas têm geralmente vedação mais difícil, exigindo flanges com acabamento liso com rugosidade média máxima de 0,002 mm ou com ranhuras concêntricas. Dependendo das condições de serviço, a capa metálica pode ser de aço-carbono, aços inoxidáveis ou metal Monel etc.
Juntas metálicas maciças•
São juntas metálicas com faces planas ou ranhuradas. Usam-se essas juntas com flanges de face com ressalto (para pressões muito altas), e com flanges de face de macho e fêmea ou de ranhura e lingüeta. Os materiais empregados são os mesmos das juntas folheadas. Em todas as juntas metálicas é importante que o material da junta seja menos duro do que o material dos flanges.
Juntas metálicas de anel (JTA) •
São anéis metálicos maciços de seção ovalada ou octogonal, sendo a ovalada a mais comum. As dimensões do anel, que variam com o diâmetro e com a classe de pressão nominal do flange, estão padronizadas na norma ANSI.B.16.20. Esses anéis são geralmente de aço inoxidável, fabricando-se também de aço-carbono, aços-liga, níquel e metal Monel, sendo sempre peças de fabricação cuidadosa. A dureza do material da junta de anel deve ser sempre menor do que a dureza do material do flange, sugerindo-se uma diferença mínima de 30 Brinell.
CORPORATIVA
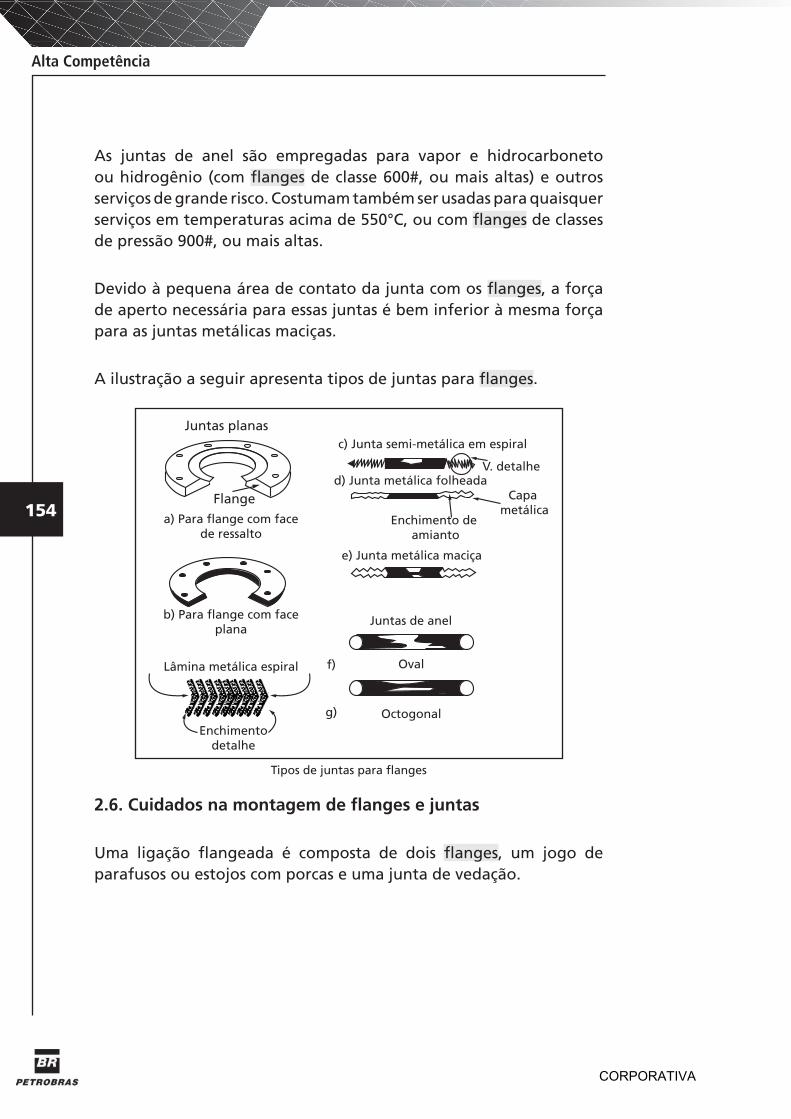
154
Alta Competência
As juntas de anel são empregadas para vapor e hidrocarboneto ou hidrogênio (com flanges de classe 600#, ou mais altas) e outros serviços de grande risco. Costumam também ser usadas para quaisquer serviços em temperaturas acima de 550°C, ou com flanges de classes de pressão 900#, ou mais altas.
Devido à pequena área de contato da junta com os flanges, a força de aperto necessária para essas juntas é bem inferior à mesma força para as juntas metálicas maciças.
A ilustração a seguir apresenta tipos de juntas para flanges.
Juntas planas
Flangea) Para flange com face
de ressalto
b) Para flange com faceplana
Lâmina metálica espiral
Enchimentodetalhe
Juntas de anel
e) Junta metálica maciça
Enchimento de amianto
d) Junta metálica folheada
c) Junta semi-metálica em espiral
V. detalhe
Capa metálica
Oval
Octogonal
f)
g)
Tipos de juntas para flanges
2.6. Cuidados na montagem de flanges e juntas
Uma ligação flangeada é composta de dois flanges, um jogo de parafusos ou estojos com porcas e uma junta de vedação.
CORPORATIVA

Capítulo 2. Tubulações e acessórios de tubulação
155
Tubo
FlangesTubo
Junta de vedação
PorcaParafuso
Ligação �angeada
Os flanges devem ter suas faces protegidas contra choques mecânicos e corrosão. Após a remoção desta proteção, devem ser examinados criteriosamente.
Salvo indicação em contrário, os flanges são montados no tubo de maneira que os planos vertical ou horizontal que contêm a linha de centro da tubulação dividam igualmente a distância entre os furos dos parafusos do flange.
Quando usados flanges sobrepostos, estes devem ser soldados interna e externamente na tubulação, de maneira que a extremidade do tubo fique afastada da face do flange de uma distância igual à parede do tubo mais 3 mm. A solda interna deve ser executada de maneira que a face do flange não exija reusinagem.
Não é permitido o acoplamento de flange de face com ressalto com flange de face plana, assim como as peças de inserção entre flanges devem ter suas faces compatíveis com as faces dos flanges entre os quais são montados.
Os parafusos e as porcas devem ser lubrificados quando da montagem, exceto para aços inoxidáveis ou salvo restrição técnica.
CORPORATIVA
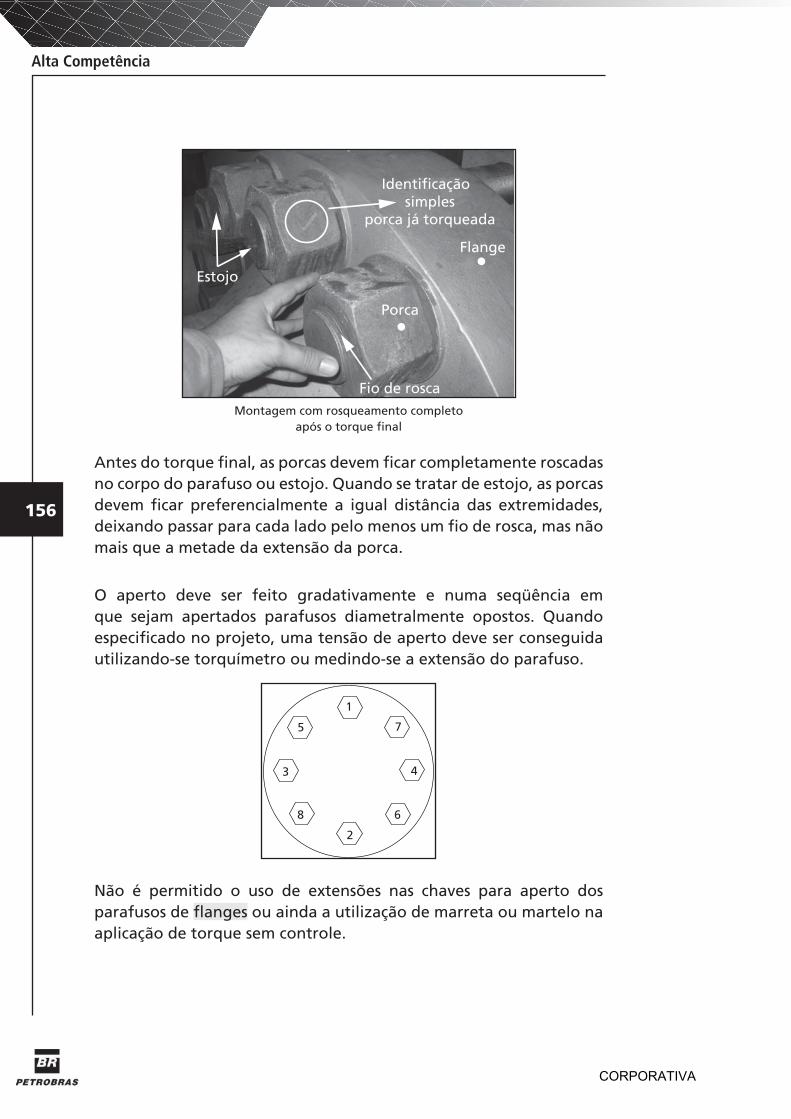
156
Alta Competência
Identificação simples
porca já torqueada
Flange
Porca
Estojo
Fio de roscaMontagem com rosqueamento completo
após o torque final
Antes do torque final, as porcas devem ficar completamente roscadas no corpo do parafuso ou estojo. Quando se tratar de estojo, as porcas devem ficar preferencialmente a igual distância das extremidades, deixando passar para cada lado pelo menos um fio de rosca, mas não mais que a metade da extensão da porca.
O aperto deve ser feito gradativamente e numa seqüência em que sejam apertados parafusos diametralmente opostos. Quando especificado no projeto, uma tensão de aperto deve ser conseguida utilizando-se torquímetro ou medindo-se a extensão do parafuso.
1
2
3 4
5
6
7
8
Não é permitido o uso de extensões nas chaves para aperto dos parafusos de flanges ou ainda a utilização de marreta ou martelo na aplicação de torque sem controle.
CORPORATIVA
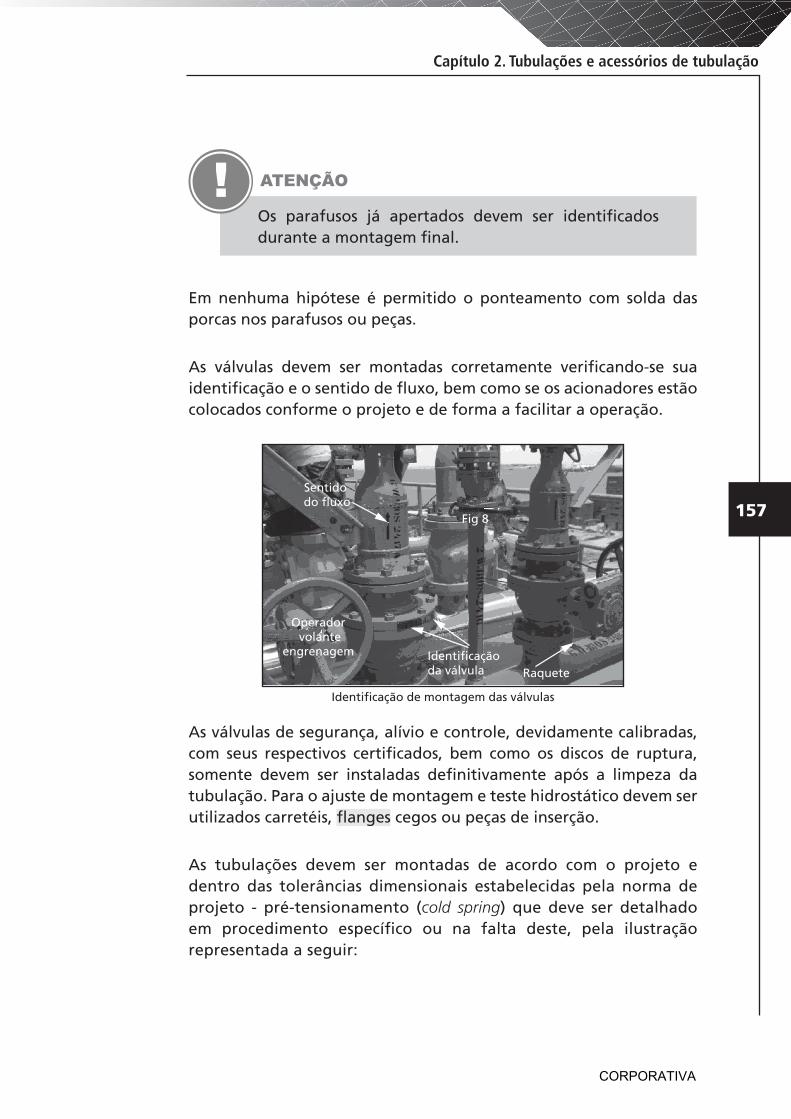
Capítulo 2. Tubulações e acessórios de tubulação
157
atenÇÃo
Os parafusos já apertados devem ser identificados durante a montagem final.
Em nenhuma hipótese é permitido o ponteamento com solda das porcas nos parafusos ou peças.
As válvulas devem ser montadas corretamente verificando-se sua identificação e o sentido de fluxo, bem como se os acionadores estão colocados conforme o projeto e de forma a facilitar a operação.
RaqueteIdentificaçãoda válvula
Operador volante
engrenagem
Sentido do fluxo
Fig 8
Identificação de montagem das válvulas
As válvulas de segurança, alívio e controle, devidamente calibradas, com seus respectivos certificados, bem como os discos de ruptura, somente devem ser instaladas definitivamente após a limpeza da tubulação. Para o ajuste de montagem e teste hidrostático devem ser utilizados carretéis, flanges cegos ou peças de inserção.
As tubulações devem ser montadas de acordo com o projeto e dentro das tolerâncias dimensionais estabelecidas pela norma de projeto - pré-tensionamento (cold spring) que deve ser detalhado em procedimento específico ou na falta deste, pela ilustração representada a seguir:
CORPORATIVA
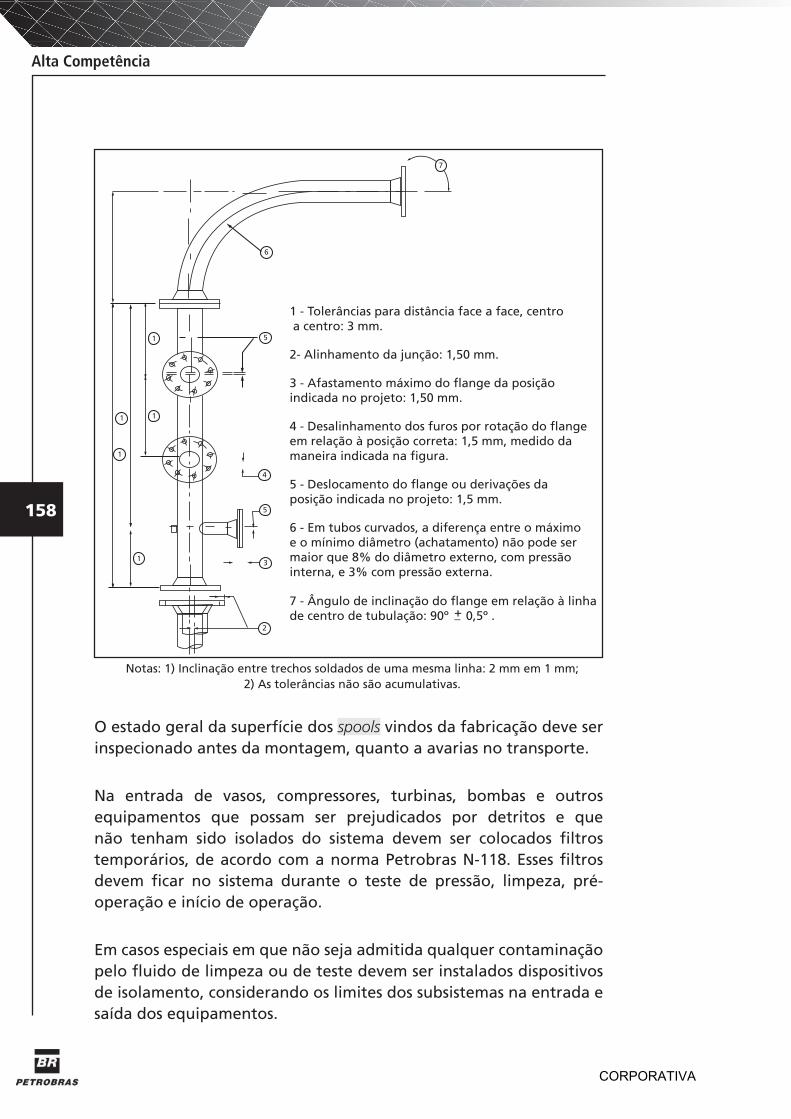
158
Alta Competência
1
1 1
1
1
2
3
4
5
5
6
7 - Ângulo de inclinação do flange em relação à linhade centro de tubulação: 90º 0,5º .+_
6 - Em tubos curvados, a diferença entre o máximoe o mínimo diâmetro (achatamento) não pode sermaior que 8% do diâmetro externo, com pressãointerna, e 3% com pressão externa.
5 - Deslocamento do flange ou derivações da posição indicada no projeto: 1,5 mm.
4 - Desalinhamento dos furos por rotação do flangeem relação à posição correta: 1,5 mm, medido da maneira indicada na figura.
3 - Afastamento máximo do flange da posição indicada no projeto: 1,50 mm.
2- Alinhamento da junção: 1,50 mm.
1 - Tolerâncias para distância face a face, centro a centro: 3 mm.
7
Notas: 1) Inclinação entre trechos soldados de uma mesma linha: 2 mm em 1 mm; 2) As tolerâncias não são acumulativas.
O estado geral da superfície dos spools vindos da fabricação deve ser inspecionado antes da montagem, quanto a avarias no transporte.
Na entrada de vasos, compressores, turbinas, bombas e outros equipamentos que possam ser prejudicados por detritos e que não tenham sido isolados do sistema devem ser colocados filtros temporários, de acordo com a norma Petrobras N-118. Esses filtros devem ficar no sistema durante o teste de pressão, limpeza, pré-operação e início de operação.
Em casos especiais em que não seja admitida qualquer contaminação pelo fluido de limpeza ou de teste devem ser instalados dispositivos de isolamento, considerando os limites dos subsistemas na entrada e saída dos equipamentos.
CORPORATIVA
Capítulo 2. Tubulações e acessórios de tubulação
159
Tubos ou conexões fabricados no campo ou ligações entre tubos ou entre tubos e conexões que apresentem variações dimensionais fora dos limites tolerados, principalmente com relação aos diâmetros, devem ser verificados previamente, de modo a orientar a ajustagem dos spools conforme a norma de projeto, de acordo com o escopo de aplicação dos códigos ASME da norma Petrobras N-1673.
2.6.1. Juntas de vedação
Antes da montagem, todas as juntas de vedação sujeitas à pressão de teste, inclusive as provisórias, devem estar de acordo com as especificações de material do projeto da tubulação.
Exemplos:
Material; •
Tipo de junta; •
Material do enchimento; •
Diâmetros; •
Classe de pressão;•
Padrão dimensional de fabricação;•
Marca do fabricante.•
Sempre que forem utilizadas juntas de vedação provisórias, as ligações flangeadas nas quais as juntas são colocadas devem ser indicadas no campo de forma facilmente identificável.
Todas as juntas devem ser instaladas limpas, sem sulcos, riscos, mossas ou quaisquer deformações visíveis.
O estado da superfície quanto à corrosão, amassamento, avarias mecânicas e trincas deve ser verificado em todas as juntas tipo anel (JA).
CORPORATIVA
160
Alta Competência
2.6.2. Limpeza e lavagem de linhas
Antes da limpeza da tubulação, deve ser elaborada uma Análise Preliminar de Riscos (APR), considerando a captação do fluido, o descarte para o ambiente e o plano de contingência para o caso de falha ou acidentes. A limpeza das tubulações deve ser executada de acordo com procedimento de limpeza que atenda, pelo menos, às seguintes recomendações gerais:
a) A limpeza das linhas deve ser executada, de preferência, por conjunto ou sistema de tubulações, visando à remoção de depósitos de ferrugem, pontas de eletrodos, salpicos de solda, escórias, poeiras, rebarbas e outros corpos estranhos do interior das tubulações.
b) O sistema de limpeza deve incluir todos os pontos internos da tubulação, inclusive locais onde existam drenos e suspiros.
c) A limpeza interna pode ser realizada com água, ar comprimido, vapor, nitrogênio, produtos químicos (tais como solução de detergentes, ácidos inibidos e soluções alcalinas), ou com óleo, incluindo ou não dispositivos do tipo pig, conforme o procedimento da executante.
d) Antes da limpeza, deve-se verificar se foram removidos os seguintes equipamentos e acessórios:
Purgadores;•
Raquetes;•
Válvulas de controle;•
Instrumentos;•
Discos de ruptura;•
Válvulas de segurança e de alívio;•
CORPORATIVA
Capítulo 2. Tubulações e acessórios de tubulação
161
Válvulas de sede • resiliente;
Todos os componentes que causem restrições ao fluxo como, • por exemplo, placas de orifício.
e) Todos os acessórios que forem removidos devem ser limpos em separado e, quando necessário, substituídos por carretéis.
f) Os suspiros e drenos das tubulações devem ser abertos.
g) As válvulas devem ficar totalmente abertas.
h) As válvulas de retenção, quando o suprimento de fluido de limpeza for a jusante das mesmas, devem ser retiradas ou travadas na posição aberta.
i) As tubulações de sucção de compressores e seu sistema de lubrificação e de alimentação de vapor ou gás de turbina devem ter toda sua superfície interna limpa por processo mecânico ou químico até o metal branco.
j) Deve ser prevista a instalação de linhas provisórias para atender ao abastecimento e drenagem do fluido para a execução da limpeza das tubulações.
k) Antes de iniciar a limpeza deve-se verificar a compatibilidade dos materiais de revestimentos e internos de válvulas com o processo a ser utilizado.
l) As válvulas só podem ser acionadas depois de realizada a limpeza da linha.
m) Algumas válvulas, consideradas essenciais à operação, podem ser retiradas para verificação da possível existência de detritos depositados em suas sedes, decorrentes do arraste durante a lavagem das linhas.
n) O primeiro acionamento deve ser realizado cuidadosamente, objetivando detectar a existência de possíveis detritos na sede.
CORPORATIVA
162
Alta Competência
o) Todos os equipamentos e acessórios removidos para a limpeza das tubulações devem ser remontados em suas posições corretas.
p) Incluir preservação quando necessário.
q) O procedimento de limpeza deve mencionar os cuidados com relação ao descarte para o meio ambiente do fluido e produtos envolvidos e removidos na limpeza.
r) O procedimento de limpeza deve estabelecer um critério eficaz para se decidir pela conclusão da limpeza na qualidade requerida.
s) Prever a instalação de filtros provisórios.
t) Prever, quando aplicável, procedimento de secagem e inertização.
2.6.3. Secagem
Quando necessário, as linhas devem ser secas, conforme o procedimento de secagem e requisito de projeto, de forma a não comprometer a qualidade dos produtos ou a integridade dos equipamentos, quando da entrada em operação. Especial atenção deve ser dada às válvulas e suas cavidades.
2.7. Teste de estanqueidade e teste hidrostático de linhas
Antes dos testes devem ser executadas as Análises Preliminares de Risco (APR), detalhando as medidas necessárias de segurança, principalmente onde, em caso de falha, haja perigo para o pessoal ou para as instalações adjacentes.
O teste pneumático é aceitável para as linhas de ar de instrumentos e de serviço, porém, nos demais casos, só pode ser realizado com autorização da Petrobras, conforme procedimento específico previamente aprovado.
CORPORATIVA
Capítulo 2. Tubulações e acessórios de tubulação
163
O teste de pressão deve ser executado preferencialmente por sistemas de tubulações, ao invés de tubulações individuais. A quebra de continuidade, através da instalação de raquetes para o teste de pressão, deve ser reduzida ao mínimo, mantendo interligadas as tubulações e equipamentos passíveis de se submeterem à mesma pressão de teste.
No caso de o sistema se estender além dos limites da construção e de nesses limites não haver flanges, ligação roscada, ligação soldada ou válvula de bloqueio, o teste deve ser aplicado até o acessório de bloqueio mais próximo.
Alguns equipamentos, tais como vasos, trocadores de calor, separadores, filtros, bombas, turbinas ou qualquer outro equipamento instalado na linha, já testados, que não causem dificuldades ao teste do sistema de tubulações, podem ser novamente testados simultaneamente com o sistema de tubulações a que estiverem conectados. Atenção especial deve ser dada à possibilidade desse teste vir a propagar não-conformidades subcríticas nos equipamentos. A pressão de teste não deve exceder em nenhum ponto a pressão de teste permitida para os equipamentos e deve atender à norma de projeto da tubulação específica.
Antes do teste, os seguintes equipamentos e acessórios devem ser removidos:
Purgadores; •
Separadores de linha; •
Instrumentos (inclusive válvulas de controle);•
Controladores pneumáticos;•
Todos os dispositivos que causem restrição ao fluxo (tais como • placa de orifício e bocal de mistura).
CORPORATIVA
164
Alta Competência
Os discos de ruptura e as válvulas de segurança e alívio devem ser isolados do sistema ou removidos. Todas as partes retiradas devem ser substituídas por peças provisórias, se necessário.
É importante que haja uma previsão para a instalação de filtros temporários.
Em tubulações que possuam linhas de aquecimento, estas devem ser testadas preferencialmente com vapor, a fim de se verificar a estanqueidade e a garantia de fluxo em todos os pontos do sistema e sua flexibilidade.
Nos limites do sistema de teste, o fluido de teste deve ser bloqueado através de flange cego, raquete, tampão, chapa de bloqueio ou bujão. Os bloqueios devem ser executados nos pontos indicados pelo projeto. As raquetes devem ser selecionadas de acordo com a norma Petrobras N-120. As chapas de bloqueio são selecionadas através do código ASME Section VIII - Division 1, conforme o detalhe utilizado.
As ligações existentes nos limites do sistema, bem como aquelas situadas na entrada de equipamentos, devem ser verificadas durante a pré-operação.
As válvulas de retenção devem ser pressurizadas no sentido da abertura. Se isso não for possível, deve-se travar a parte móvel na posição aberta. Todas as outras válvulas devem ser mantidas na posição totalmente aberta durante o teste.
As juntas de expansão, quando se constituem no elemento mais fraco do sistema, do ponto de vista de resistência à pressão de teste, devem ser isoladas ou substituídas por carretel temporário. Quando submetidas ao teste devem ser travadas e suportadas temporariamente, para evitar excessiva distensão e abaulamento do fole.
É importante que seja feita uma inspeção de todo o sistema de suportes das tubulações para se avaliar previamente o seu comportamento quando da aplicação do fluido de teste, que por ser freqüentemente mais pesado que o fluido circulante, constitui a maior carga estática que age sobre os suportes.
CORPORATIVA

Capítulo 2. Tubulações e acessórios de tubulação
165
Tubulações projetadas para vapor ou gás que sejam testadas com água, em geral necessitam que se usem suportes provisórios adicionais. A verificação da necessidade ou não desse suporte adicional deve fazer parte da APR.
É obrigatória a instalação de no mínimo dois manômetros, sendo um no ponto de maior elevação e outro no ponto de menor elevação do sistema. Os manômetros devem ser adequados à pressão de teste de tal forma que a leitura da pressão esteja entre 1/3 e 2/3 da escala e que as divisões sejam, no máximo, de 5 % da pressão do teste, com mostrador de diâmetro mínimo igual a 75 mm. Além disso, os manômetros precisam estar em perfeitas condições, testados e aferidos a cada três meses.
Em tubulações novas, todas as junções (por exemplo: juntas soldadas, flangeadas e roscadas) devem ser deixadas expostas, sem isolamento ou revestimento, para exame durante o teste, sendo permitida a pintura conforme ASME B31.3. O mesmo critério se aplica às juntas reparadas ou modificadas de tubulações em serviço. As tubulações enterradas devem ficar com as ligações expostas, exceto as ligações enclausuradas em concreto que já tiverem sido testadas previamente de acordo com esta norma. No entanto, as tubulações que operam enterradas devem, durante o teste, ser adequadamente suportadas.
Os dispositivos de teste de pressão devem ser de classe de pressão igual ou superior à da linha a ser testada e devem atender ao código ASME B31.3.
Onde não houver possibilidade de execução de teste hidrostático, os ensaios alternativos previstos na norma de projeto aplicável devem ser executados.
atenÇÃo
Toda dispensa de teste de pressão tem que ser fundamentada pelo executante e aprovada pela Petrobras.
CORPORATIVA
166
Alta Competência
1) Classifique os materiais a seguir, usados para a fabricação de tubos, colocando M para os metálicos e NM para os não-metálicos:
( ) Aço-inoxidável.
( ) Chumbo.
( ) Acrílico.
( ) Ferro forjado.
( ) Poliéster.
( ) Alumínio.
( ) Concreto-armado.
2) Coloque verdadeiro (V) ou falso (F) nas afirmativas a seguir a res-peito da fabricação de tubos.
( ) Laminação, extrusão e fundição são processos industriais de fabricação de tubos sem costura.
( ) No caso da fabricação de tubos com costura a parede do tubo é contínua ou apresenta partes soldadas.
( ) Fundição é um tipo de processo com costura.
( ) Na fabricação por laminação, um tarugo maciço do mate-rial em estado pastoso é colocado em um recipiente de aço debaixo de uma poderosa prensa.
( ) Pelo processo de extrusão fabricam-se alguns aços especiais não-forjáveis e a maioria dos materiais não-metálicos, tais como barro vidrado, concreto, cimento amianto, borrachas etc.
3) Os processos de fabricação de tubos mais usados em instalações industriais são:
( ) fundição e laminação.
( ) laminação e fabricação por solda.
( ) extrusão e fundição.
( ) fundição e laminação por solda.
2.8. Exercícios
CORPORATIVA
Capítulo 2. Tubulações e acessórios de tubulação
167
4) Assinale nas opções a seguir qual material é denominado de uso geral devido ao seu baixo custo, às excelentes qualidades mecânicas e à facilidade de solda:
( ) aço-carbono.
( ) ferro fundido.
( ) chumbo.
( ) aço-liga.
( ) cimento-amianto.
5) Relacione os tipos de acessórios e suas finalidades:
1. Permite mudanças de direção em tubos.
( ) Cruzetas, tês e anéis de reforço.
2. Faz derivações de tubos.
( ) Flanges, niples, luvas e virolas.
3. Permite mudanças de diâmetro em tubos.
( ) Curvas e joelhos.
4. Faz ligações de tubos entre si.
( ) Tampões, bujões e flanges cegos.
5. Fecham extremi-dades de tubos.
( ) Reduções concêntricas, excêntricas e bucha.
6) Com relação aos cuidados a serem adotados na montagem de flan-ges e juntas, complete as lacunas das afirmativas a seguir:
a) Os flanges devem ter suas faces protegidas contra _____________ e _____________.
b) As porcas devem ficar completamente _____________ no corpo do parafuso ou estojo antes do _____________.
c) Devem ser colocados _____________ na entrada de vasos, com-pressores, turbinas, bombas e outros equipamentos que possam ser prejudicados por detritos e que não tenham sido isolados do sistema.
d) Os filtros temporários devem ficar no sistema durante o _____________, _____________, _____________, e _____________.
CORPORATIVA
168
Alta Competência
7) Com relação à limpeza e lavagem de linhas, marque a opção cor-reta:
( ) O sistema de limpeza deve incluir todos os pontos internos da tubulação, à exceção dos locais onde existam drenos e suspiros.
( ) Os suspiros e drenos das tubulações devem ser mantidos fe-chados.
( ) A limpeza das linhas deve ser executada de preferência por um conjunto ou sistema de tubulações, visando à remoção de depósitos de ferrugem, pontas de eletrodos, salpicos de solda, escórias, poeiras, rebarbas e outros corpos estranhos do interior das tubulações.
( ) As válvulas de retenção, quando o suprimento de fluido de limpeza for a montante das mesmas, devem ser retiradas ou travadas na posição aberta.
( ) Não há necessidade de previsão de instalação de filtros pro-visórios.
CORPORATIVA
Capítulo 2. Tubulações e acessórios de tubulação
169
ABNT - Associação Brasileira de Normas Técnicas.
ANSI - American National Standards Institute. Instituto Nacional Americano de Padronização.
API - American Petroleum Institute. Instituto Americano de Petróleo.
APR - Análise Preliminar de Riscos.
ASME - American Society of Mechanical Engineers. Sociedade Americana de Engenheiros Mecânicos.
ASTM - American Society for Testing and Materials. Sociedade Americana para Teste e Materiais.
BEP - Both End Plain. Niples com ambos extremos lisos.
BET - Both End Threaded. Niples com ambos extremos rosqueados.
Chanfro - arestas retiradas.
Cisalhamento - tensão que um corpo sofre em função de forças que nele são aplicadas. Essas formas provocam uma deformação, em geral tendem a causar um deslizamento de partes de um corpo, geralmente partes contíguas em direção paralela ao plano de contato.
COPANT - Comissão Pan-Americana de Normas Técnicas.
Crevice corrosion - corrosão de contato.
EB - Especificações da ABNT ex: EB-216 Página 118.
Elastômero - polímero com propriedades físicas parecidas com as da borracha.
Extrusão - processo de conformação mecânica em que um bloco é forçado a passar por uma matriz sob alta pressão de modo a ter sua secção transversal reduzida.
Flange - disco, em forma de aro, adaptado ou fundido na extremidade de um tubo e com que se faz ligação a outro tubo idêntico.
FRP - Fiberglass Reinforced Plastic. Tubos de plásticos reforçados com fibra de vidro.
JA - juntas do tipo anel.
IPS - Iron Pipe Size. Bitola nominal.
2.9. Glossário
CORPORATIVA
170
Alta Competência
LET - Large End Threaded. Niples de redução com o extremo maior rosqueado.
Mandril - eixo ou fuso de máquina-ferramenta, geralmente pontudo, que é inserido em um orifício numa peça a ser trabalhada, para segurá-la durante a usinação. Dispositivo que segura e gira a broca nas furadeiras e arcos de pua; porta-broca. Peça para alisar os furos grandes em certos trabalhos mecânicos.
Manômetro - instrumento usado para medir a pressão (tensão) ou força elástica dos fluidos (gases, vapores e líquidos).
MSS - Manufacturers Standardization Society. Sociedade de Padronização de Manufaturados.
Niples - tubo curto usado para instalar equipamentos internos na coluna.
OET - One End Threaded. Niples paralelos com um extremo rosqueado e outro liso.
Resiliente - refere-se à elasticidade; elástico.
SEP - Small End Plain. Niples de redução com o menor diâmetro liso.
SET - Small End Threaded. Niples de redução com o menor diâmetro rosqueado.
Spools - trecho de uma linha de tubulação fabricado em oficina para ser unido no campo a outros trechos pré-fabricados.
Tarugo - cavilha de madeira com que se ligam duas peças de madeira ou de outra substância.
CORPORATIVA
Capítulo 2. Tubulações e acessórios de tubulação
171
OSCAR, Rodrigo e CASALOTTI, Glauco e SILVA, Fernando Almeida e TREVIZOLI, Eduardo A. Flanges. Disponível em: <http://www.infosolda.com.br/jc_perg_down/id63.pdf>. Acesso em: 31 out 2008.
MOTA, Rui. Tubulações, Acessórios e Válvulas. Apostila. CEFET – Centro Federal de Educação Tecnológica. Bahia, 2006.
Educação Continuada Internacional à Distância (ECID). Disponível em: <http://www.ecid.com.br/tubulacao/aulagratis/aulagratisinstrumentacao/aula01.htm>. Acesso em: 31 out 2008.
2.10. Bibliografia
CORPORATIVA
172
Alta Competência
1) Classifique os materiais a seguir, usados para a fabricação de tubos, colocando M para os metálicos e NM para os não-metálicos:
( M ) Aço-inoxidável.
( M ) Chumbo.
(NM) Acrílico.
( M ) Ferro forjado.
(NM) Poliéster.
( M ) Alumínio.
(NM) Concreto-armado.
2) Coloque verdadeiro (V) ou falso (F) nas afirmativas a seguir a respeito da fabricação de tubos.
( V ) Laminação, extrusão e fundição são processos industriais de fabricação de tubos sem costura.
( V ) No caso da fabricação de tubos com costura a parede do tubo é contínua ou apresenta partes soldadas.
( F ) Fundição é um tipo de processo com costura.
Justificativa: falsa, pois é um tipo de fabricação sem costura.
( F ) Na fabricação por laminação, um tarugo maciço do material em estado pastoso é colocado em um recipiente de aço debaixo de uma poderosa prensa.
Justificativa: falsa, esta é a descrição para a fabricação por extrusão.
( F ) Pelo processo de extrusão fabricam-se alguns aços especiais não-forjáveis e a maioria dos materiais não-metálicos, tais como barro vidrado, concreto, cimento amianto, borrachas etc.
Justificativa: falsa, pois os aços especiais não-forjáveis e a maioria dos materiais não-metálicos, tais como barro vidrado, concreto, cimento amianto, borrachas etc. além de tubos de ferro fundido são produzidos pelo processo de fundição.
3) Os processos de fabricação de tubos mais usados em instalações industriais são:
( ) fundição e laminação.
( X ) laminação e fabricação por solda.
( ) extrusão e fundição.
( ) fundição e laminação por solda.
2.11. Gabarito
CORPORATIVA
Capítulo 2. Tubulações e acessórios de tubulação
173
4) Assinale nas opções a seguir qual material é denominado de uso geral devido ao seu baixo custo, às excelentes qualidades mecânicas e à facilidade de solda:
( X ) aço-carbono.
( ) ferro fundido.
( ) chumbo.
( ) aço-liga.
( ) cimento-amianto.
5) Relacione os tipos de acessórios e suas finalidades:
1. Permite mudanças de direção em tubos.
( 2 ) Cruzetas, tês e anéis de reforço.
2. Faz derivações de tubos.
( 4 ) Flanges, niples, luvas e virolas.
3. Permite mudanças de diâmetro em tubos.
( 1 ) Curvas e joelhos.
4. Faz ligações de tubos entre si.
( 5 ) Tampões, bujões e flanges cegos.
5. Fecham extremidades de tubos.
( 3 ) Reduções concêntricas, excêntricas e bucha.
6) Com relação aos cuidados a serem adotados na montagem de flanges e juntas, complete as lacunas das afirmativas a seguir:
a) Os flanges devem ter suas faces protegidas contra choques mecânicos e corrosão.
b) As porcas devem ficar completamente roscadas no corpo do parafuso ou estojo antes do torque final.
c) Devem ser colocados filtros temporários na entrada de vasos, compressores, turbinas, bombas e outros equipamentos que possam ser prejudicados por detritos e que não tenham sido isolados do sistema.
d) Os filtros temporários devem ficar no sistema durante o teste de pressão, limpeza, pré-operação e início de operação.
CORPORATIVA
174
Alta Competência
7) Com relação à limpeza e lavagem de linhas, marque a opção correta:
( ) O sistema de limpeza deve incluir todos os pontos internos da tubulação, à exceção dos locais onde existam drenos e suspiros.
( ) Os suspiros e drenos das tubulações devem ser mantidos fechados.
( X ) A limpeza das linhas deve ser executada de preferência por um conjunto ou sistema de tubulações, visando à remoção de depósitos de ferrugem, pontas de eletrodos, salpicos de solda, escórias, poeiras, rebarbas e outros corpos estranhos do interior das tubulações.
( ) As válvulas de retenção, quando o suprimento de fluido de limpeza for a montante das mesmas, devem ser retiradas ou travadas na posição aberta.
( ) Não há necessidade de previsão de instalação de filtros provisórios.
CORPORATIVA
Cap
ítu
lo 3
Válvulas
Ao final desse capítulo, o treinando poderá:
• Classificar as válvulas de acordo com as suas funções;
• Identificar a importância do teste de estanqueidade em válvulas;
• Distinguir tipos de atuadores de válvulas.
CORPORATIVA
176
Alta Competência
CORPORATIVA
Capítulo 3. Válvulas
177
3. Válvulas
As válvulas são dispositivos destinados a estabelecer, controlar e interromper o fluxo em uma tubulação. Esses acessórios são os mais importantes existentes nas tubulações. Por isso,
devem receber a máxima atenção no momento da especificação para compra. Sua localização/instalação deve ser estudada com cuidado, de modo a permitir fácil acesso para o manuseio, manutenção etc.
Recomenda-se, em qualquer instalação, que se use o menor número possível de válvulas, isto porque além de serem equipamentos caros, possibilitam vazamentos, causando perda de carga.
As válvulas representam 8% do custo de uma instalação de processo.
As válvulas foram inventadas no século XV, por Leonardo da Vinci.
VoCÊ SaBIa??
3.1. Classificação das válvulas
As válvulas podem ser classificadas da seguinte maneira:
Válvulas que controlam a pressão a montante;•
Válvulas que controlam a pressão a jusante;•
Válvulas que permitem o fluxo em um sentido único;•
Válvulas de regulagem;•
Válvulas de bloqueio.•
CORPORATIVA
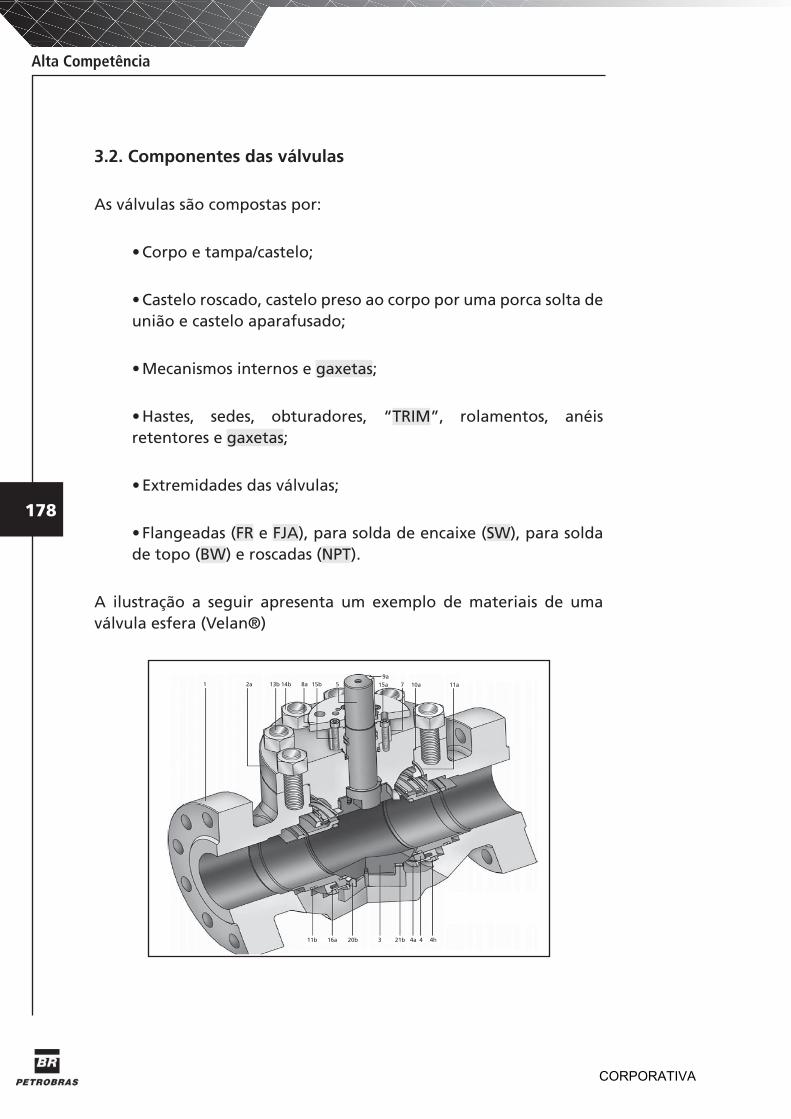
178
Alta Competência
3.2. Componentes das válvulas
As válvulas são compostas por:
Corpo e tampa/castelo;•
Castelo roscado, castelo preso ao corpo por uma porca solta de • união e castelo aparafusado;
Mecanismos internos e • gaxetas;
Hastes, sedes, obturadores, “• TRIM”, rolamentos, anéis retentores e gaxetas;
Extremidades das válvulas;•
Flangeadas (• FR e FJA), para solda de encaixe (SW), para solda de topo (BW) e roscadas (NPT).
A ilustração a seguir apresenta um exemplo de materiais de uma válvula esfera (Velan®)
1 2a 8a13b 14b 15b 59a
15a 7 11a10a
11b 20b 3 21b 4a 4h416a
CORPORATIVA
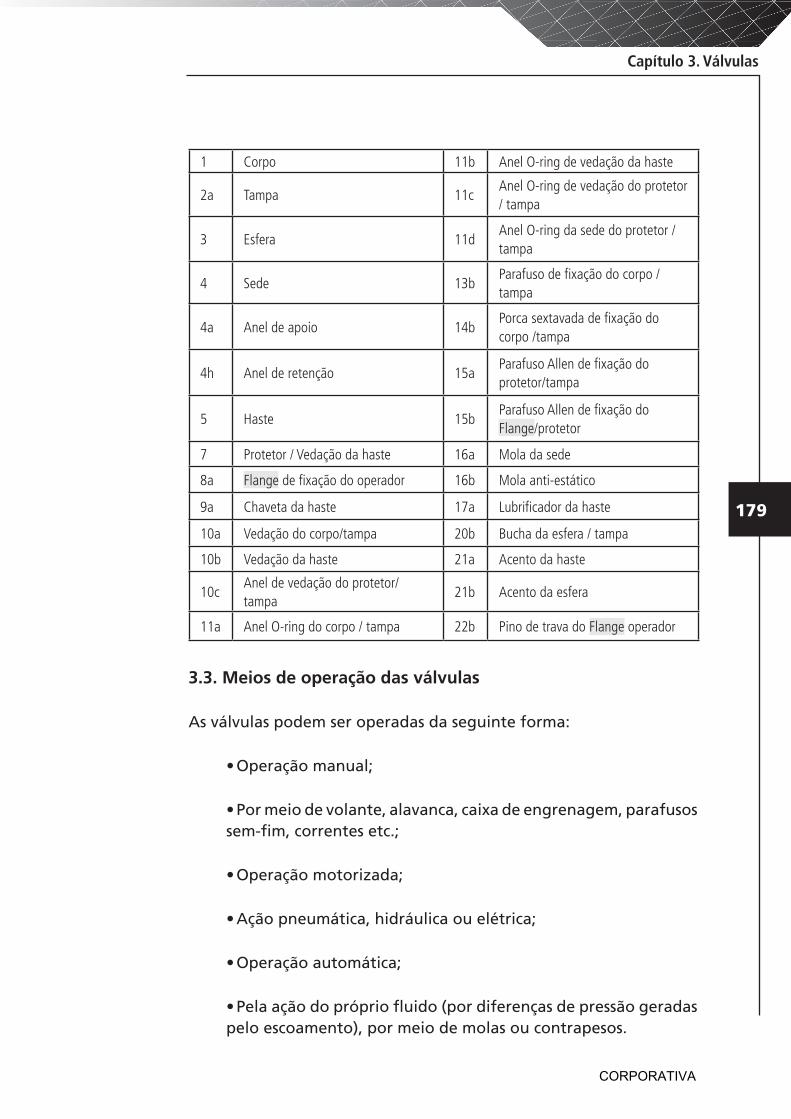
Capítulo 3. Válvulas
179
1 Corpo 11b Anel O-ring de vedação da haste
2a Tampa 11cAnel O-ring de vedação do protetor / tampa
3 Esfera 11dAnel O-ring da sede do protetor / tampa
4 Sede 13bParafuso de fixação do corpo /tampa
4a Anel de apoio 14bPorca sextavada de fixação do corpo /tampa
4h Anel de retenção 15aParafuso Allen de fixação do protetor/tampa
5 Haste 15bParafuso Allen de fixação do Flange/protetor
7 Protetor / Vedação da haste 16a Mola da sede
8a Flange de fixação do operador 16b Mola anti-estático
9a Chaveta da haste 17a Lubrificador da haste
10a Vedação do corpo/tampa 20b Bucha da esfera / tampa
10b Vedação da haste 21a Acento da haste
10cAnel de vedação do protetor/tampa
21b Acento da esfera
11a Anel O-ring do corpo / tampa 22b Pino de trava do Flange operador
3.3. Meios de operação das válvulas
As válvulas podem ser operadas da seguinte forma:
Operação manual;•
Por meio de volante, alavanca, caixa de engrenagem, parafusos • sem-fim, correntes etc.;
Operação motorizada;•
Ação pneumática, hidráulica ou elétrica;•
Operação automática;•
Pela ação do próprio fluido (por diferenças de pressão geradas • pelo escoamento), por meio de molas ou contrapesos.
CORPORATIVA
180
Alta Competência
3.4. Válvulas que controlam a pressão a montante
São válvulas ajustáveis que controlam a pressão dentro da tubulação a montante, ou seja, a pressão acumulada na parte anterior da válvula.
Enquanto a pressão for menor que a pressão para a qual a válvula está regulada, ela se mantém fechada. Caso a pressão exceda o limite estabelecido, a válvula se abre e a tubulação sofre um “alívio”. Quando a pressão retorna ao seu nível normal, a válvula se fecha automaticamente.
O funcionamento da válvula se dá por meio de molas, com porca de regulagem, e essas válvulas são utilizadas como dispositivos emergenciais.
Válvula de segurança (PSV)•
Dispositivo automático de alívio de pressão, atuado pela pressão estática a montante da válvula e caracterizado por uma abertura rápida e total (pop).
É utilizada em serviços de vapores e gases.
Válvula de alívio (RV)•
Dispositivo automático de alívio de pressão, atuado pela pressão estática que, a montante da válvula, abre gradativamente em proporção ao aumento da pressão de ajuste.
É utilizada em serviços com líquidos.
Válvula de segurança e/ou alívio•
Dependendo da aplicação, é um dispositivo utilizável como PSV ou como RV.
CORPORATIVA
Capítulo 3. Válvulas
181
PSV• – Pressure Safety Valve ou válvula de segurança de pressão.
RV• – Relief Valve ou válvula de alívio.
3.5. Válvulas que controlam a pressão a jusante
Válvulas automáticas, basicamente utilizadas nas áreas de instrumentação, destinadas a controlar a pressão acumulada na parte posterior à válvula.
São válvulas redutoras e reguladoras de pressão, tendo um princípio muito simples:
Se a pressão de jusante (aquela que vem depois da válvula) • estiver baixa, a válvula se abre;
Se estiver muito alta, ela se fecha. Para isso, essas válvulas • possuem ajuste manual e detectores de pressão (manômetros) na parte posterior à válvula.
3.6. Válvulas de esfera
Derivadas das válvulas macho, possuem o macho no formato de esfera e são classificadas como válvulas de bloqueio, sendo consideradas as substitutas das válvulas de gaveta.
Podem ser construídas com passagem plena ou reduzidas, flangeadas, de encaixe, soldadas, encaixe para solda, roscadas, em aço carbono, fundido ou forjado, ferro fundido, bronze fundido, ou latão forjado.
O sistema de operação desta válvula pode ser por meio de alavancas, parafusos sem-fim, caixas de engrenagens, por atuadores pneumáticos, hidráulicos ou elétricos.
Algumas válvulas são classificadas como fire-tested, por se mostrarem à prova de fogo, por conseqüência das propriedades dos materiais empregados na sua fabricação.
CORPORATIVA
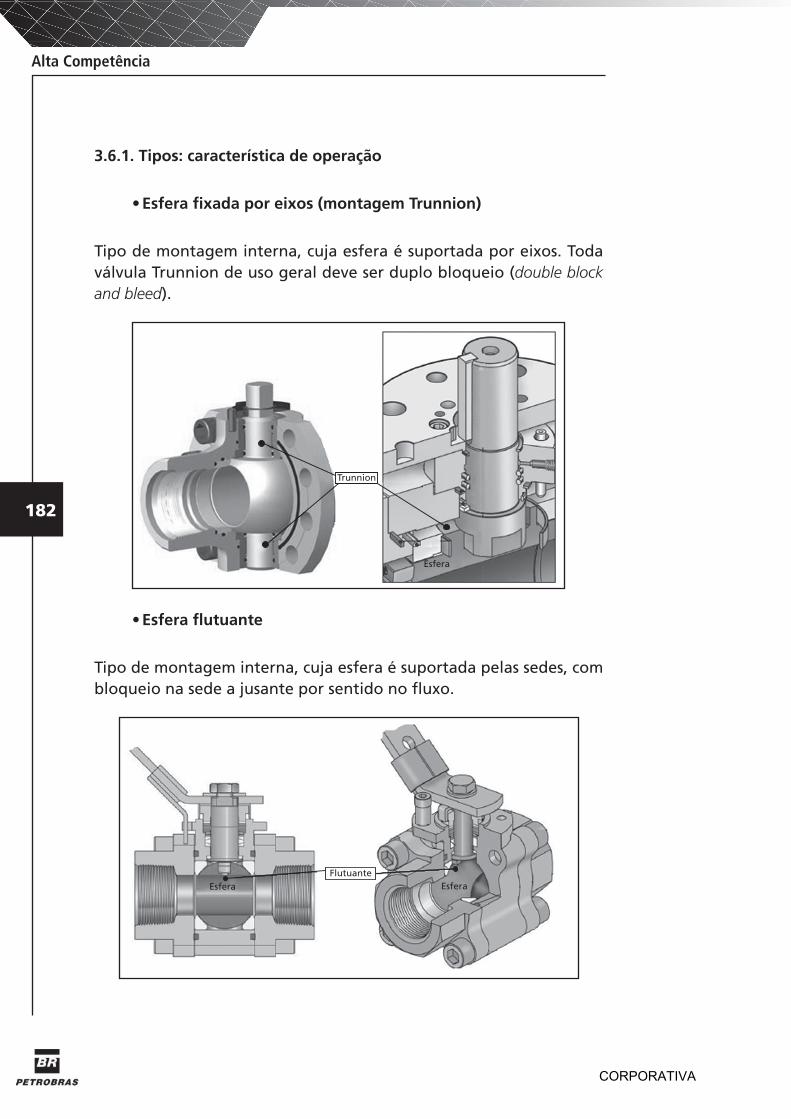
182
Alta Competência
3.6.1. Tipos: característica de operação
Esfera fixada por eixos (montagem Trunnion)•
Tipo de montagem interna, cuja esfera é suportada por eixos. Toda válvula Trunnion de uso geral deve ser duplo bloqueio (double block and bleed).
Trunnion
Esfera
Esfera flutuante•
Tipo de montagem interna, cuja esfera é suportada pelas sedes, com bloqueio na sede a jusante por sentido no fluxo.
FlutuanteEsfera Esfera
CORPORATIVA
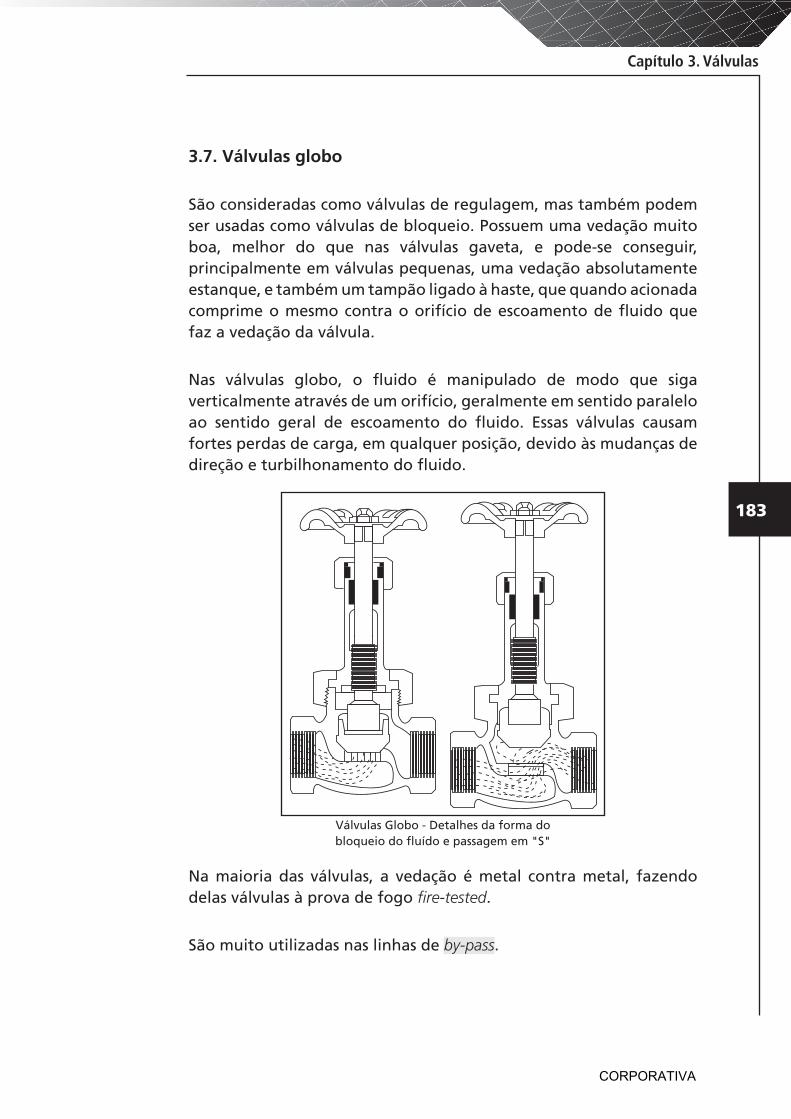
Capítulo 3. Válvulas
183
3.7. Válvulas globo
São consideradas como válvulas de regulagem, mas também podem ser usadas como válvulas de bloqueio. Possuem uma vedação muito boa, melhor do que nas válvulas gaveta, e pode-se conseguir, principalmente em válvulas pequenas, uma vedação absolutamente estanque, e também um tampão ligado à haste, que quando acionada comprime o mesmo contra o orifício de escoamento de fluido que faz a vedação da válvula.
Nas válvulas globo, o fluido é manipulado de modo que siga verticalmente através de um orifício, geralmente em sentido paralelo ao sentido geral de escoamento do fluido. Essas válvulas causam fortes perdas de carga, em qualquer posição, devido às mudanças de direção e turbilhonamento do fluido.
Válvulas Globo - Detalhes da forma do bloqueio do fluído e passagem em “S”
Válvulas Globo - Detalhes da forma do bloqueio do fluído e passagem em "S"
Na maioria das válvulas, a vedação é metal contra metal, fazendo delas válvulas à prova de fogo fire-tested.
São muito utilizadas nas linhas de by-pass.
CORPORATIVA
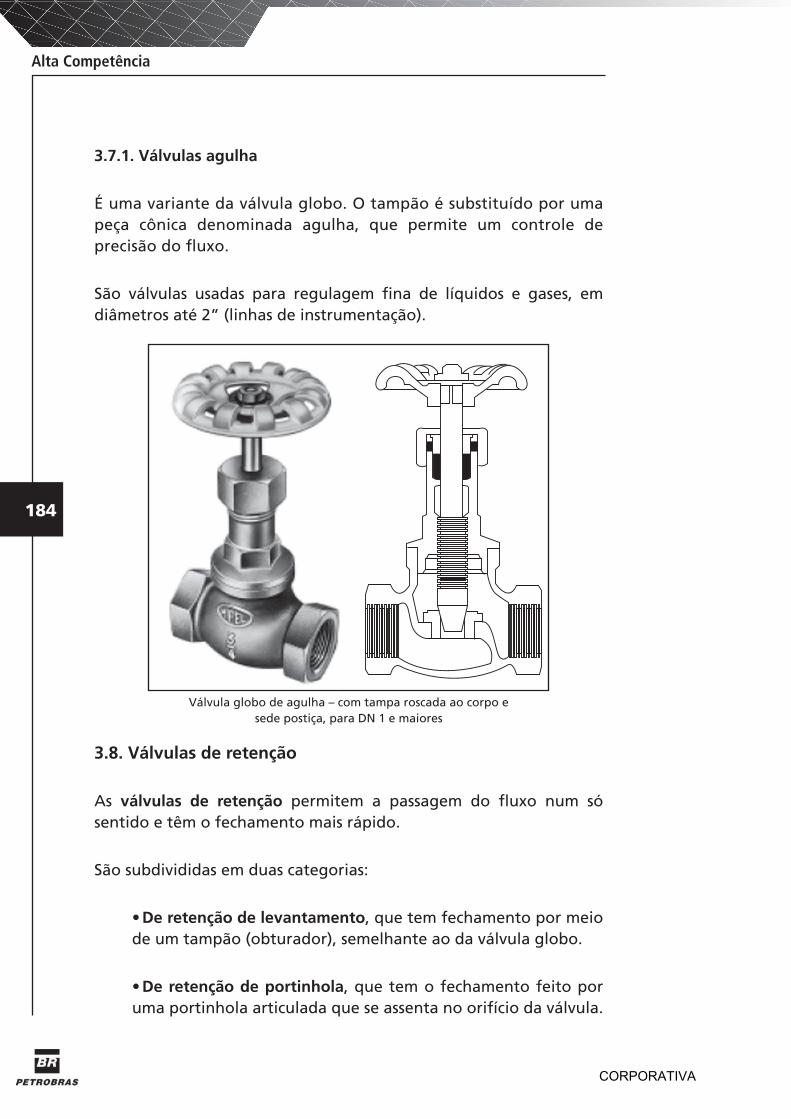
184
Alta Competência
3.7.1. Válvulas agulha
É uma variante da válvula globo. O tampão é substituído por uma peça cônica denominada agulha, que permite um controle de precisão do fluxo.
São válvulas usadas para regulagem fina de líquidos e gases, em diâmetros até 2” (linhas de instrumentação).
Válvula globo de agulha – com tampa roscada ao corpo e sede postiça, para DN 1 e maiores
3.8. Válvulas de retenção
As válvulas de retenção permitem a passagem do fluxo num só sentido e têm o fechamento mais rápido.
São subdivididas em duas categorias:
De retenção de levantamento• , que tem fechamento por meio de um tampão (obturador), semelhante ao da válvula globo.
De retenção de portinhola• , que tem o fechamento feito por uma portinhola articulada que se assenta no orifício da válvula.
CORPORATIVA
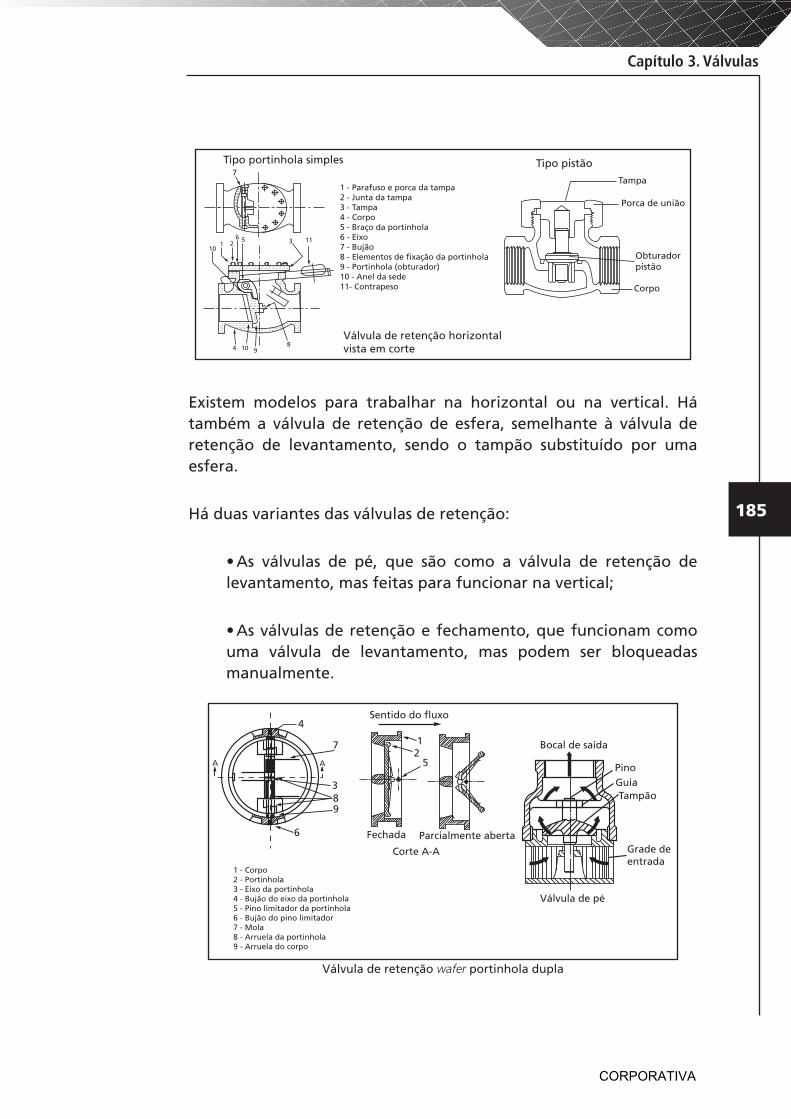
Capítulo 3. Válvulas
185
Tipo pistão
Tampa
Porca de união
Obturadorpistão
Corpo
Tipo portinhola simples
Válvula de retenção horizontalvista em corte
7
4 10 98
1135621
10
1 - Parafuso e porca da tampa2 - Junta da tampa3 - Tampa4 - Corpo5 - Braço da portinhola6 - Eixo7 - Bujão8 - Elementos de fixação da portinhola9 - Portinhola (obturador)10 - Anel da sede11- Contrapeso
Existem modelos para trabalhar na horizontal ou na vertical. Há também a válvula de retenção de esfera, semelhante à válvula de retenção de levantamento, sendo o tampão substituído por uma esfera.
Há duas variantes das válvulas de retenção:
As válvulas de pé, que são como a válvula de retenção de • levantamento, mas feitas para funcionar na vertical;
As válvulas de retenção e fechamento, que funcionam como • uma válvula de levantamento, mas podem ser bloqueadas manualmente.
4
A A
3
7
Sentido do fluxo
Fechada Parcialmente aberta
Válvula de pé
Grade deentrada
TampãoGuiaPino
Bocal de saída
Corte A-A
12
5
89
6
1 - Corpo2 - Portinhola3 - Eixo da portinhola4 - Bujão do eixo da portinhola5 - Pino limitador da portinhola6 - Bujão do pino limitador7 - Mola8 - Arruela da portinhola9 - Arruela do corpo
Válvula de retenção wafer portinhola dupla
CORPORATIVA
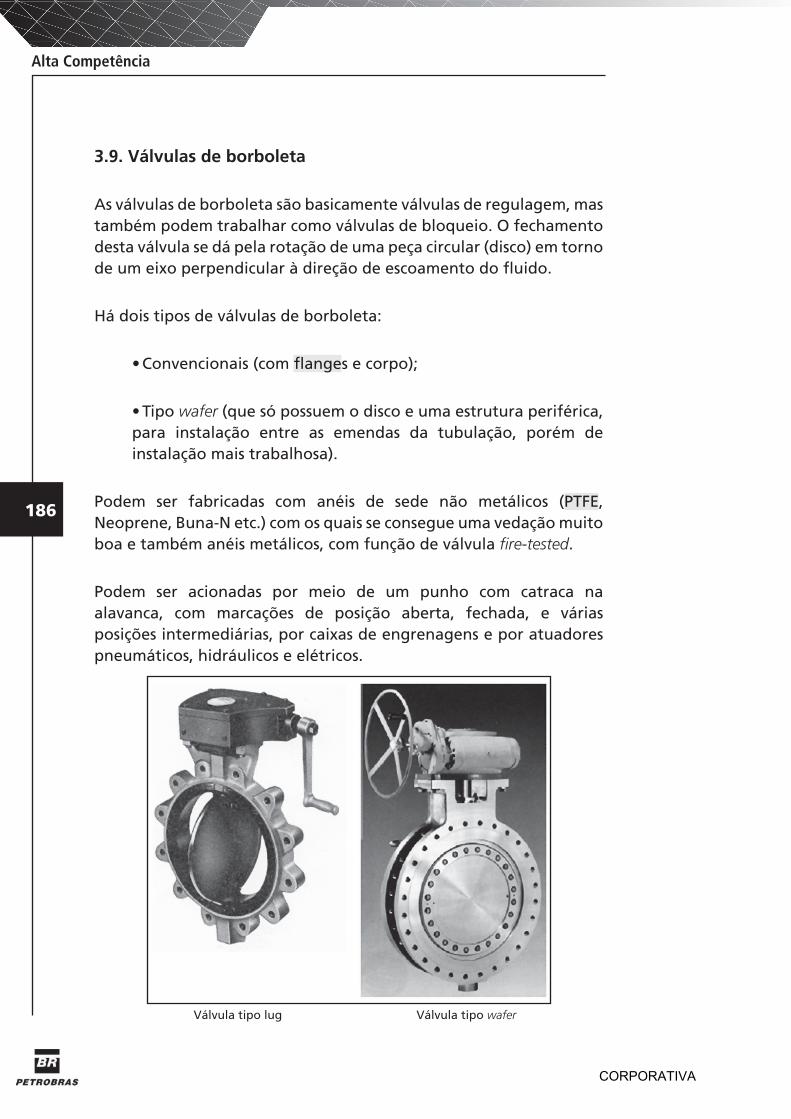
186
Alta Competência
3.9. Válvulas de borboleta
As válvulas de borboleta são basicamente válvulas de regulagem, mas também podem trabalhar como válvulas de bloqueio. O fechamento desta válvula se dá pela rotação de uma peça circular (disco) em torno de um eixo perpendicular à direção de escoamento do fluido.
Há dois tipos de válvulas de borboleta:
Convencionais (com • flanges e corpo);
Tipo • wafer (que só possuem o disco e uma estrutura periférica, para instalação entre as emendas da tubulação, porém de instalação mais trabalhosa).
Podem ser fabricadas com anéis de sede não metálicos (PTFE, Neoprene, Buna-N etc.) com os quais se consegue uma vedação muito boa e também anéis metálicos, com função de válvula fire-tested.
Podem ser acionadas por meio de um punho com catraca na alavanca, com marcações de posição aberta, fechada, e várias posições intermediárias, por caixas de engrenagens e por atuadores pneumáticos, hidráulicos e elétricos.
Válvula tipo lug Válvula tipo wafer
CORPORATIVA
Capítulo 3. Válvulas
187
3.10. Teste de estanqueidade em válvulas
Toda válvula deve passar, obrigatoriamente, por um teste de pressão para a verificação de possíveis vazamentos, sendo essa uma exigência comum a todas as normas construtivas de válvulas. Na maioria dos casos, o teste é feito por pressão de água (teste hidrostático).
atenÇÃo
Em algumas situações especiais em que não se possa permitir a presença de água ou umidade na válvula, o teste é feito com ar comprimido ou, mais raramente, com outros fluidos.
O teste é realizado em duas etapas:
Teste de eventuais vazamentos da carcaça da válvula para o • exterior;
Teste de estanqueidade do sistema interno de vedação da • válvula, efetuado com a válvula totalmente fechada.
O teste de corpo é feito de forma semelhante ao teste de pressão das tubulações, aplicando-se uma pressão interna igual a 1,5 vez a pressão máxima de trabalho da válvula, em temperatura ambiente, como definido pela norma dimensional ou pela classe de pressão da válvula.
O teste de estanqueidade interna é feito aplicando-se ao mecanismo interno da válvula, com esta completamente fechada, uma pressão igual a 1,1 vez a pressão máxima de trabalho da válvula, como definido acima. É preciso que a válvula esteja com todas as extremidades fechadas com flanges cegos ou devidamente tamponadas.
Nesse teste, permite-se um pequeno gotejamento, pré-fixado pelo fabricante ou por normas, dependendo do tipo de válvula e do diâmetro nominal.
CORPORATIVA
188
Alta Competência
Para esse teste pode ser empregada água, querosene, ou outro líquido cuja viscosidade não seja maior que a da água. É importante dizer que esse teste é para válvulas de diâmetro nominal acima de 2”.
A temperatura ambiente de teste não deve ser inferior a 15 ºC.
3.11. Atuadores
Possuem a função de aplicar ou fazer atuar energia mecânica sobre a válvula, levando-a a realizar um determinado trabalho. Os atuadores que utilizam fluido sob pressão podem ser classificados segundo dois critérios diferentes:
a) Quanto ao tipo de fluido:
Pneumáticos• : quando utilizam ar comprimido;
Hidráulicos• : quando utilizam óleo sob pressão.
b) Quanto ao movimento que realizam:
Lineares• : quando o movimento realizado é linear (ou de translação);
Rotativos• : quando o movimento realizado é giratório (ou de rotação);
Já os atuadores rotativos podem ser classificados em:
Angulares• : quando giram apenas em um ângulo limitado, que pode, em alguns casos, ser maior que 360°.
Contínuos• : quando têm possibilidade de realizar um número indeterminado de rotações. Nesse caso, seriam semelhantes à roda d’água e ao catavento mencionados anteriormente. São os motores pneumáticos ou hidráulicos.
CORPORATIVA
Capítulo 3. Válvulas
189
3.11.1. Atuadores lineares
Os atuadores lineares são conhecidos como cilindros ou pistões.
Um exemplo de pistão é uma seringa de injeção, daquelas comuns, à venda nas farmácias. Só que ela funciona de maneira inversa à dos atuadores lineares. Numa seringa, você aplica uma força mecânica na haste do êmbolo. O êmbolo, por sua vez, desloca-se segundo um movimento linear (de translação), guiado pelas paredes do tubo da seringa, e faz com que o fluido (no caso, o medicamento) saia sob pressão pela agulha, ou seja, está ocorrendo uma transformação de energia mecânica em energia de pressão do fluido.
Agora vamos inverter o funcionamento da seringa. Se injetarmos um fluido (água, por exemplo) pelo ponto onde a agulha é acoplada ao corpo da seringa, o êmbolo irá se deslocar segundo um movimento linear. Estaremos, então, transformando energia de pressão do fluido em energia mecânica.
Cilindros hidráulicos e pneumáticos têm construção muito mais complexa do que simples seringas de injeção, pois as pressões dos fluidos e os esforços mecânicos são muito maiores. Como esses cilindros realizam operações repetitivas, deslocando-se ora num sentido ora em outro, devem ser projetados e construídos de forma cuidadosa, para minimizar o desgaste de componentes e evitar vazamento de fluidos, aumentando, assim, sua vida útil.
Os cilindros são compostos normalmente de um tubo cuja superfície interna é polida, um pistão (ou êmbolo) fixado a uma haste e duas tampas montadas nas extremidades do tubo. Em cada uma das tampas há um orifício por onde o fluido sob pressão entra no cilindro e faz com que o pistão seja empurrado para um lado ou para outro dentro do tubo.
Entre as várias peças (fixas ou móveis) que compõem o conjunto, existem vedações de borracha ou outro material sintético para evitar vazamentos de fluido e entrada de impurezas e sujeira no cilindro. Essas vedações recebem nomes diferentes de acordo com seu formato, localização e função no conjunto. Assim, temos retentores, anéis raspadores e anéis “O”, entre outros.
CORPORATIVA
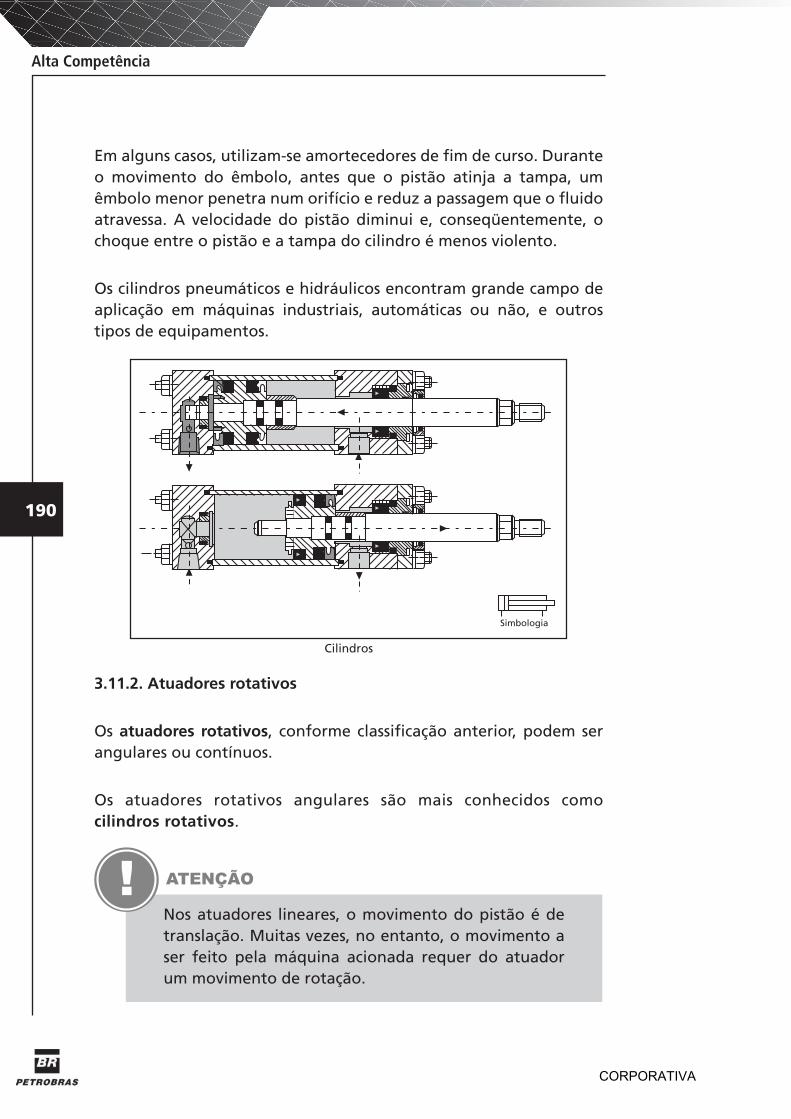
190
Alta Competência
Em alguns casos, utilizam-se amortecedores de fim de curso. Durante o movimento do êmbolo, antes que o pistão atinja a tampa, um êmbolo menor penetra num orifício e reduz a passagem que o fluido atravessa. A velocidade do pistão diminui e, conseqüentemente, o choque entre o pistão e a tampa do cilindro é menos violento.
Os cilindros pneumáticos e hidráulicos encontram grande campo de aplicação em máquinas industriais, automáticas ou não, e outros tipos de equipamentos.
Cilindros
Simbologia
Cilindro de dupla ação
3.11.2. Atuadores rotativos
Os atuadores rotativos, conforme classificação anterior, podem ser angulares ou contínuos.
Os atuadores rotativos angulares são mais conhecidos como cilindros rotativos.
atenÇÃo
Nos atuadores lineares, o movimento do pistão é de translação. Muitas vezes, no entanto, o movimento a ser feito pela máquina acionada requer do atuador um movimento de rotação.
CORPORATIVA
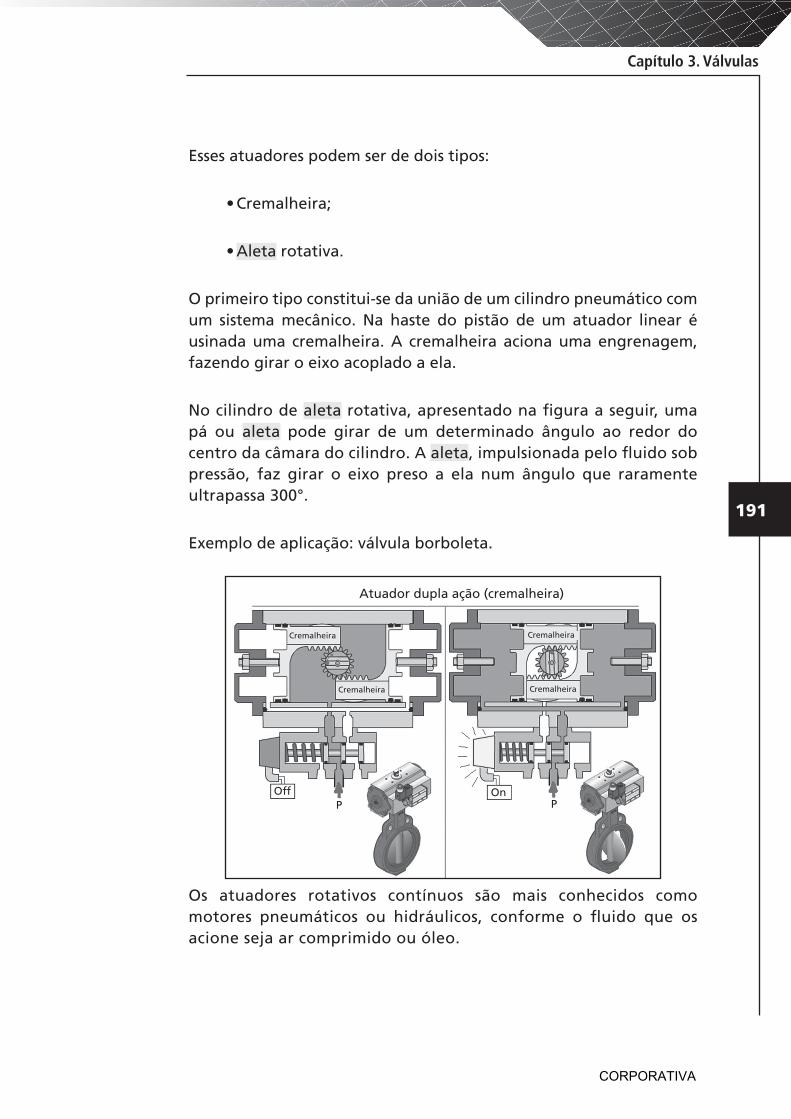
Capítulo 3. Válvulas
191
Esses atuadores podem ser de dois tipos:
Cremalheira;•
Aleta• rotativa.
O primeiro tipo constitui-se da união de um cilindro pneumático com um sistema mecânico. Na haste do pistão de um atuador linear é usinada uma cremalheira. A cremalheira aciona uma engrenagem, fazendo girar o eixo acoplado a ela.
No cilindro de aleta rotativa, apresentado na figura a seguir, uma pá ou aleta pode girar de um determinado ângulo ao redor do centro da câmara do cilindro. A aleta, impulsionada pelo fluido sob pressão, faz girar o eixo preso a ela num ângulo que raramente ultrapassa 300°.
Exemplo de aplicação: válvula borboleta.
Cremalheira Cremalheira
Cremalheira
Off OnP P
Cremalheira
Atuador dupla ação (cremalheira)
Os atuadores rotativos contínuos são mais conhecidos como motores pneumáticos ou hidráulicos, conforme o fluido que os acione seja ar comprimido ou óleo.
CORPORATIVA
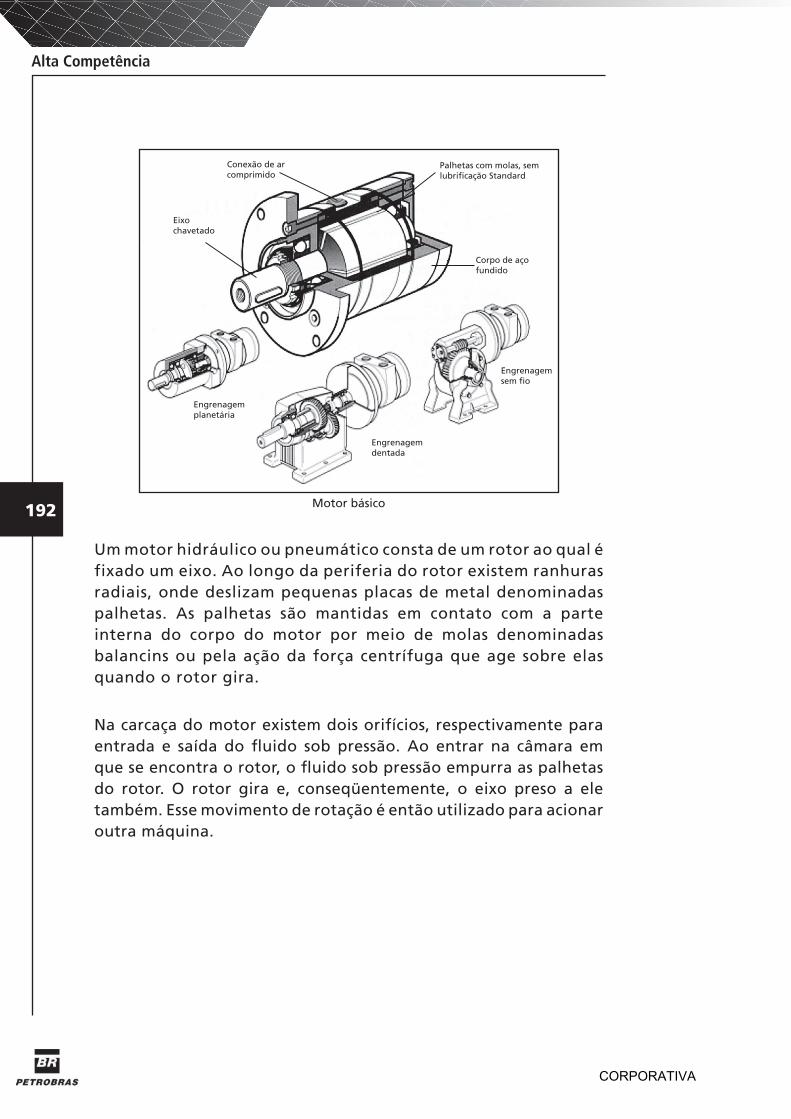
192
Alta Competência
Eixochavetado
Conexão de arcomprimido
Engrenagemdentada
Engrenagemplanetária
Palhetas com molas, semlubrificação Standard
Engrenagemsem fio
Corpo de açofundido
Motor básico
Um motor hidráulico ou pneumático consta de um rotor ao qual é fixado um eixo. Ao longo da periferia do rotor existem ranhuras radiais, onde deslizam pequenas placas de metal denominadas palhetas. As palhetas são mantidas em contato com a parte interna do corpo do motor por meio de molas denominadas balancins ou pela ação da força centrífuga que age sobre elas quando o rotor gira.
Na carcaça do motor existem dois orifícios, respectivamente para entrada e saída do fluido sob pressão. Ao entrar na câmara em que se encontra o rotor, o fluido sob pressão empurra as palhetas do rotor. O rotor gira e, conseqüentemente, o eixo preso a ele também. Esse movimento de rotação é então utilizado para acionar outra máquina.
CORPORATIVA
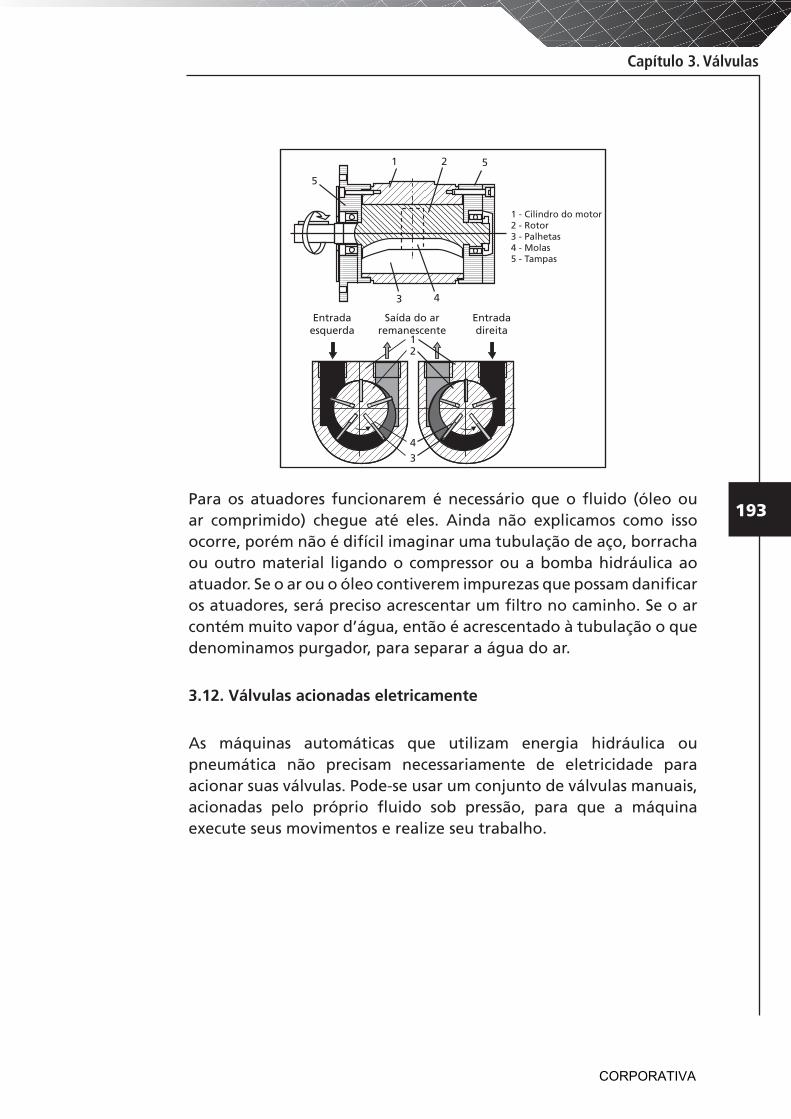
Capítulo 3. Válvulas
193
Entradaesquerda
Entradadireita
Saída do arremanescente
12
43
5
1 2 5
3 4
1 - Cilindro do motor2 - Rotor3 - Palhetas4 - Molas5 - Tampas
Para os atuadores funcionarem é necessário que o fluido (óleo ou ar comprimido) chegue até eles. Ainda não explicamos como isso ocorre, porém não é difícil imaginar uma tubulação de aço, borracha ou outro material ligando o compressor ou a bomba hidráulica ao atuador. Se o ar ou o óleo contiverem impurezas que possam danificar os atuadores, será preciso acrescentar um filtro no caminho. Se o ar contém muito vapor d’água, então é acrescentado à tubulação o que denominamos purgador, para separar a água do ar.
3.12. Válvulas acionadas eletricamente
As máquinas automáticas que utilizam energia hidráulica ou pneumática não precisam necessariamente de eletricidade para acionar suas válvulas. Pode-se usar um conjunto de válvulas manuais, acionadas pelo próprio fluido sob pressão, para que a máquina execute seus movimentos e realize seu trabalho.
CORPORATIVA
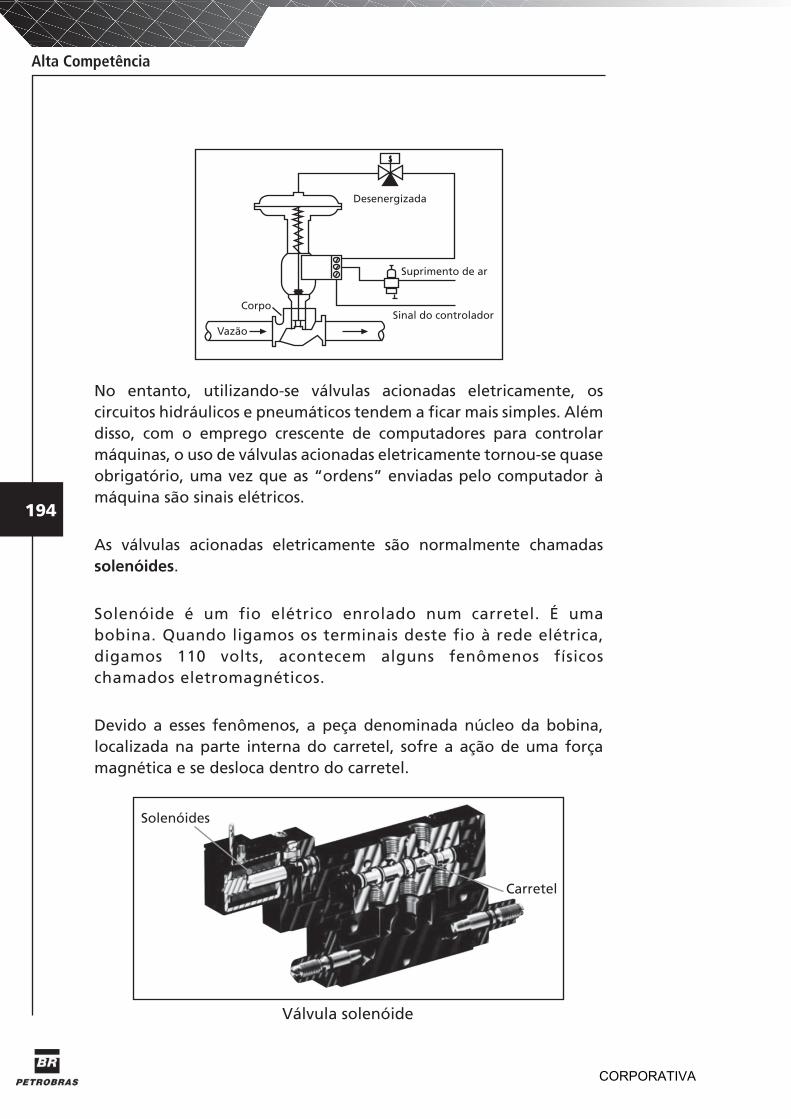
194
Alta Competência
Vazão
CorpoSinal do controlador
Suprimento de ar
Desenergizada
No entanto, utilizando-se válvulas acionadas eletricamente, os circuitos hidráulicos e pneumáticos tendem a ficar mais simples. Além disso, com o emprego crescente de computadores para controlar máquinas, o uso de válvulas acionadas eletricamente tornou-se quase obrigatório, uma vez que as “ordens” enviadas pelo computador à máquina são sinais elétricos.
As válvulas acionadas eletricamente são normalmente chamadas solenóides.
Solenóide é um fio elétrico enrolado num carretel. É uma bobina. Quando ligamos os terminais deste fio à rede elétrica, digamos 110 volts, acontecem alguns fenômenos físicos chamados eletromagnéticos.
Devido a esses fenômenos, a peça denominada núcleo da bobina, localizada na parte interna do carretel, sofre a ação de uma força magnética e se desloca dentro do carretel.
Válvula solenóide
Solenóides
Carretel
CORPORATIVA
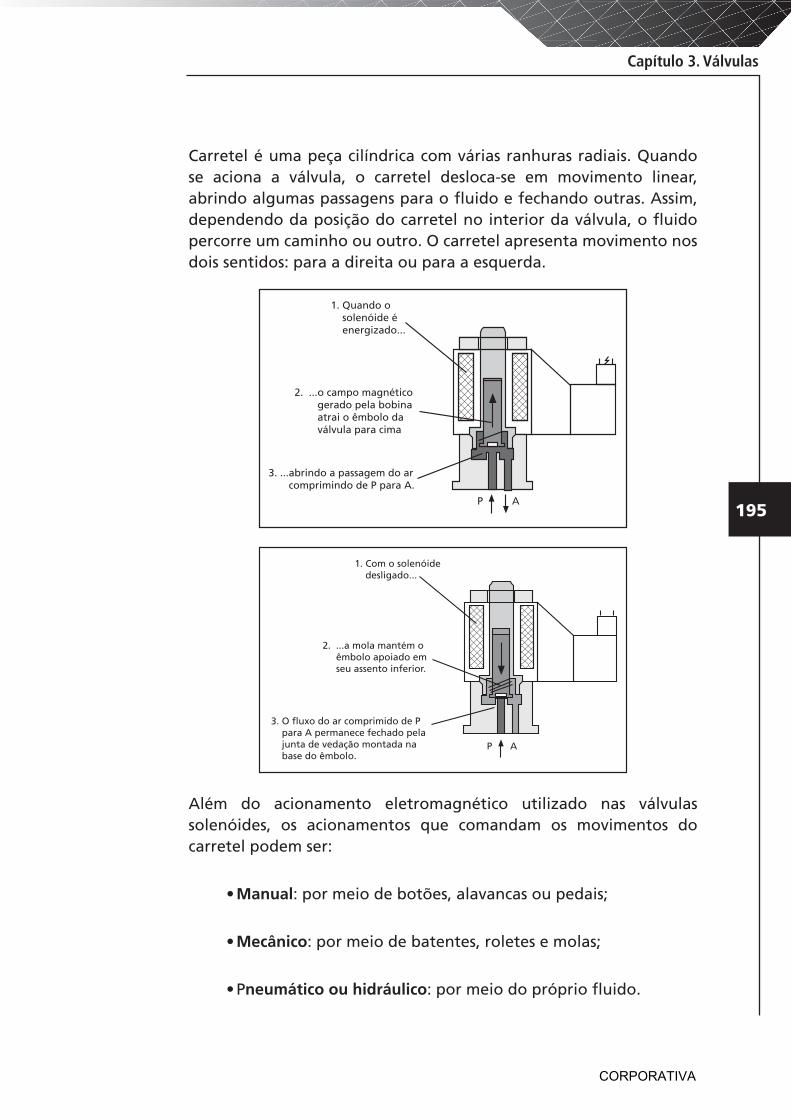
Capítulo 3. Válvulas
195
Carretel é uma peça cilíndrica com várias ranhuras radiais. Quando se aciona a válvula, o carretel desloca-se em movimento linear, abrindo algumas passagens para o fluido e fechando outras. Assim, dependendo da posição do carretel no interior da válvula, o fluido percorre um caminho ou outro. O carretel apresenta movimento nos dois sentidos: para a direita ou para a esquerda.
3. O fluxo do ar comprimido de P para A permanece fechado pela junta de vedação montada na base do êmbolo.
P A
2. ...a mola mantém o êmbolo apoiado em seu assento inferior.
1. Com o solenóide desligado...
P A
3. ...abrindo a passagem do ar comprimindo de P para A.
2. ...o campo magnético gerado pela bobina atrai o êmbolo da válvula para cima
1. Quando o solenóide é energizado...
Além do acionamento eletromagnético utilizado nas válvulas solenóides, os acionamentos que comandam os movimentos do carretel podem ser:
Manual• : por meio de botões, alavancas ou pedais;
Mecânico• : por meio de batentes, roletes e molas;
P• neumático ou hidráulico: por meio do próprio fluido.
CORPORATIVA
196
Alta Competência
1) Classifique as válvulas a seguir, numerando-as de acordo com as suas funções, a seguir listadas:
( 1 ) Válvulas de regulagem, mas podem atuar como válvulas de bloqueio.
( ) Válvula de borboleta.
( 2 ) Controlam a pressão a montan-te, para segurança e/ou alívio.
( ) PSV.
( 3 ) Controlam a pressão a montante. ( ) Válvulas automáticas.
( 4 ) Válvula de regulagem, é uma variante da válvula globo.
( ) RV.
( 5 ) Controlam a pressão na parte posterior à válvula (a jusante).
( ) Válvula agulha.
( ) Válvula globo.
2) Com relação ao teste de estanqueidade em válvulas, responda:
a) Qual é o seu principal objetivo?
______________________________________________________________________________________________________________________________________________________________________________________
b) Como é feito o teste? Explique.
______________________________________________________________________________________________________________________________________________________________________________________
3.13. Exercícios
CORPORATIVA
Capítulo 3. Válvulas
197
3) Complete as lacunas com os tipos de atuadores:
a) Nos atuadores _______________ o movimento do pistão é de translação.
b) A função dos atuadores é ___________________ sobre a válvula, levando-a a realizar um determinado trabalho.
c) Os _______________ são conhecidos como cilindros ou pistões.
d) Os atuadores que utilizam ar comprimido como fluido sob pres-são são classificados como do tipo _______________.
e) Os atuadores que utilizam óleo sob pressão como fluido são classificados como do tipo _______________.
CORPORATIVA
198
Alta Competência
Aleta - aleta ou nervura; é um artifício usado para aumentar a área de troca e, portanto, melhorar o desempenho do conjunto sem grande variação no espaço físico ocupado.
BW - solda de topo.
By-pass - desvio, contorno.
Flange - disco, em forma de aro, adaptado ou fundido na extremidade de um tubo e com que se faz ligação a outro tubo idêntico.
FR / FJA - Flangeada.
Gaxeta - elemento de vedação usualmente utilizados em bombas.
Manômetro - instrumento usado para medir a pressão (tensão) ou força elástica dos fluidos (gases, vapores e líquidos).
NPT - roscadas.
PSV - Pressure Safety Valve ou válvula de segurança de pressão.
PTFE - Politetra Fluoretileno (Teflon).
RV - Relief Valve ou válvula de alívio.
SW - solda de encaixe.
TRIM - superfície de vedação e haste.
3.14. Glossário
CORPORATIVA
Capítulo 3. Válvulas
199
MSPC Informações Técnicas. Disponível em: <http://www.mspc.eng.br/ciemat/aco150.shtml>. Acesso em: 29 set 2008.
Infosolda. Disponível em: <http://www.infosolda.com.br/jc_perg_down/id8.pdf?> Acesso em: 29 set 2008.
Companhia Siderúrgica de Tubarão. ASME VIII e IX. Apostila. Disponível em: <http://www.hitork.com.br/AP-RM-PG44.asp>. Acesso em: 16 out 2008.
3.15. Bibliografia
CORPORATIVA
200
Alta Competência
1) Classifique as válvulas a seguir, numerando-as de acordo com as suas funções, a seguir listadas:
( 1 ) Válvulas de regulagem, mas podem atuar como válvulas de bloqueio.
( 1 ) Válvula de borboleta.
( 2 ) Controlam a pressão a montante, para segurança e/ou alívio.
( 2 ) PSV.
( 3 ) Controlam a pressão a montante. ( 5 ) Válvulas automáticas.
( 4 ) Válvula de regulagem, é uma variante da válvula globo.
( 3 ) RV.
( 5 ) Controlam a pressão na parte posterior à válvula (a jusante).
( 4 ) Válvula agulha.
( 1 ) Válvula globo.
2) Com relação ao teste de estanqueidade em válvulas, responda:
a) Qual é o seu principal objetivo?
Verificar possíveis vazamentos.
b) Como é feito o teste? Explique.
O teste é realizado em duas etapas, por pressão de água (teste hidrostático). A primeira etapa verifica o vazamento da carcaça da válvula para o exterior. A segunda fase verifica o sistema interno de vedação da válvula, efetuado com a válvula totalmente fechada.
3) Complete as lacunas com os tipos de atuadores:
a) Nos atuadores lineares o movimento do pistão é de translação.
b) A função dos atuadores é aplicar ou fazer atuar energia mecânica sobre a válvula, levando-a a realizar um determinado trabalho.
c) Os atuadores lineares são conhecidos como cilindros ou pistões.
d) Os atuadores que utilizam ar comprimido como fluido sob pressão são classificados como do tipo pneumáticos.
e) Os atuadores que utilizam óleo sob pressão como fluido são classificados como do tipo hidráulicos.
3.16. Gabarito
CORPORATIVA
Anotações
201
Anotações
202
Anotações
Anotações
203
Anotações
204
Anotações
Anotações
205
Anotações
206
Anotações
Anotações
207
Anotações
208
Anotações
Anotações
209
Anotações
210
Anotações