uso da modelagem e simulaÇÃo para a … · a célula de teste funcional é composta por dois...
TRANSCRIPT
USO DA MODELAGEM E SIMULAÇÃO
PARA A IMPLEMENTAÇÃO DE UMA
NOVA CÉLULA DE TESTE FUNCIONAL
DE LAVADORAS DE ROUPA ATRAVÉS
DO SOFTWARE AUTOMOD
Fernando Borges Rengel (UDESC )
José Airton Dalloglio Júnior (UDESC )
O presente artigo mostra um estudo envolvendo o uso da metodologia
de modelagem e simulação de sistemas produtivos, através do software
de simulação AutoMod. Esse estudo foi realizado em uma empresa
líder no segmento da linha branca, que ainda não havia realizado
projetos de simulação contando com o know-how de seus
colaboradores. O objetivo deste trabalho consiste em analisar e
dimensionar uma nova célula de teste funcional de lavadoras de roupa,
de modo totalmente automatizado, visando à produção horária de 260
produtos. Para o diagnóstico deste estudo, o procedimento
metodológico adotado foi a pesquisa explicativa, uma vez que faz uso
de métodos experimentais para o melhor conhecimento da realidade
estudada. O balanceamento de operações também foi utilizado, pois
garantiu que tempos mais precisos fossem inseridos dentro do modelo
computacional. O uso da simulação constatou que o layout influencia
diretamente no desempenho produtivo da célula, bem como o conjunto
de todas as operações automáticas e localização de sensores. A grande
vantagem de se utilizar essa ferramenta computacional foi a
verificação de necessidades de melhorias antes da implementação do
projeto, pois os custos de re-projeto ou melhorias em projetos já
implantados tendem a ser altos.
Palavras-chaves: Modelagem, Simulação, AutoMod
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
2
1. Introdução
O mercado de eletrodomésticos da linha branca é extremamente competitivo. Por isso,
qualquer ferramenta que conduza a redução de custos, maior produtividade, aumento da
eficiência e melhores índices de qualidade são pontos diferenciais.
Durante a realização de um novo projeto ou alteração de um já existente, várias alternativas
devem ser estudadas a fim de se obter o correto direcionamento das atividades e
investimentos.
A simulação permite criar ambientes virtuais que imitam o comportamento de praticamente
qualquer tipo de sistema. Esse método tem como objetivos melhorar a eficiência de um
sistema produtivo e diminuição de custos.
Assim, o objetivo geral deste trabalho consiste em analisar e dimensionar uma nova célula de
teste funcional de lavadoras de roupa, totalmente automatizada, visando à produção horária de
260 produtos.
2. Fundamentação teórica
2.1. Definição de simulação
Perera e Lyanage (2000) citam que a simulação é uma poderosa metodologia na tomada de
decisão nas empresas, pois fornece aos gestores informações necessárias quanto a grandes
investimentos ou mudanças nas plantas de produção.
Banks et al. (2005) diz que a simulação é a imitação de uma operação de um processo real ou
sistema. É muito empregada no momento de testar alternativas, sem que nada seja modificado
no sistema real, podendo inclusive detectar gargalos.
Para Pegden, Shannon e Sadowski (1990), a simulação é o processo de projetar um modelo
computacional de um sistema real e conduzir experimentos com este modelo com o propósito
de entender seu comportamento e/ou avaliar estratégias para a sua operação.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
3
2.2. Aplicabilidade
Conforme Freitas Filho (2008), o principal apelo ao uso dessa ferramenta, é que questões
podem ser respondidas sem que os sistemas sob investigação sofram qualquer tipo de
perturbação, uma vez que os estudos são realizados em um ambiente virtual.
Maria (1997) cita que a simulação deve ser utilizada antes de um sistema existente ser
alterado ou de um novo ser construído. Dessa forma, minimizam-se as possibilidades de se
encontrar falhas nas especificações.
Bertrand e Fransoo (2002) apontam que, a variedade de modelos científicos na qual a
simulação é capaz de trabalhar é maior que a de uma análise matemática. Assim, é utilizada
quando problemas são muito complexos para uma análise matemática formal.
2.3. Vantagens no uso da simulação
Para Banks et al. (2005) e Law e Kelton (1991), o maior benefício do uso da simulação vem
da compreensão e do entendimento obtido das operações do sistema.
Berttoto (2003) afirma que a simulação alerta com sucesso os projetistas quanto a problemas
particulares em sistemas de manufatura, que podem ser classificados em três categorias:
A necessidade de equipamentos e recursos humanos;
Avaliação de performance;
Avaliação de procedimentos operacionais.
Freitas Filho (2008) faz uma lista algumas vantagens do uso da modelagem e simulação de
sistemas:
Uma vez criado, um modelo de simulação pode ser utilizado diversas vezes para
avaliação de novos projetos e políticas empresariais propostas;
Não possuem restrições matemáticas;
Hipóteses podem ser testadas e analisadas para confirmação;
O tempo de simulação pode ser controlado para que se possa melhor analisá-los;

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
4
Compreende-se melhor quais variáveis do sistema são mais importantes em relação à
performance;
A identificação de gargalos na produção pode ser facilmente obtida através da
animação do modelo;
Um estudo de simulação costuma demonstrar como realmente um sistema opera;
Redução de custos.
2.4. Passos para a construção de um modelo de simulação
Freitas Filho (2008) apresenta os passos clássicos que devem ser seguidos para simulação de
um sistema:
Formulação e análise do problema: todo o estudo de modelagem e simulação inicia
com a formulação do problema;
Planejamento do projeto: nessa fase, deve-se ter a certeza de que se possuem recursos
suficientes no que diz respeito às pessoas, suporte, gerência, hardware e software para
a realização desse trabalho;
Formulação do modelo conceitual: deve-se traçar um esboço do sistema, de forma
gráfica ou algorítmica, definindo os componentes e descrevendo as variáveis e
interações lógicas que fazem parte do sistema;
Coleta de macroinformações e dados: coleta de fatos, informações e estatísticas
fundamentais para a construção do modelo;
Tradução do modelo: codificar o modelo em uma linguagem de simulação apropriada;
Verificação e validação: nessa fase, deve-se confirmar que o modelo opera de acordo
com a intenção de seu programador;
Projeto experimental final: projetar um conjunto de experimentos que produza a
informação desejada, determinando como cada um desses testes deve ser realizado;
Experimentação: executar as simulações para a geração dos dados desejados e para a
realização das análises de sensibilidade;
Interpretação e análise estatística dos resultados: traçar inferências sobre os resultados
alcançados pela simulação;
Comparação de sistemas e identificação das melhores soluções: a simulação visa à
identificação de diferenças existentes entre diversas alternativas de sistemas;

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
5
Documentação: serve como um guia para que alguém, familiarizado ou não com o
modelo e seus experimentos, possa fazer uso dos resultados obtidos; a documentação
também é necessária no caso de ser preciso fazer alterações no modelo existente para
futuras modificações;
Apresentação dos resultados e implementação: a apresentação dos resultados do
estudo de simulação deve ser realizada por toda a equipe participante do projeto.
2.6. Automod
O Automod (Applied Materials, 2013) é um software que combina características de uma
linguagem de propósito geral com um simulador para a movimentação de materiais e
processos de manufatura. Alguns benefícios oferecidos pelo programa são:
Detecta de gargalos e antecipa de problemas em ambientes simulados ou já existentes;
Constrói de modelos precisos e detalhados, que podem ser executados em velocidade
acelerada;
Permite a análise e otimização do desempenho do sistema simulado através da
construção de cenários hipotéticos;
Verifica se o sistema irá trabalhar conforme o planejado.
A Figura 1 mostra uma das interfaces (construção de esteiras) do Automod.
Figura 1 - Interface de modelagem do Automod

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
6
Fonte: Bertotto (2003)
3. Metodologia
3.1. Tipo de pesquisa
De acordo com Andrade (2001), este trabalho é uma pesquisa explicativa que faz uso de
métodos experimentais, visando ao melhor conhecimento da realidade estudada, bem como a
determinação das variáveis que causam o fenômeno em análise.
Do mesmo modo, Fachin (2001) entende um trabalho científico requer vários testes e
experimentações do objeto em estudo. Assim sendo, utilizou-se da pesquisa explicativa como
metodologia para o estudo de caso na empresa analisada.
4. Estudo de caso
O estudo de caso consiste no dimensionamento de uma nova célula de teste funcional de
lavadoras de roupa automatizada através uso da simulação para a validação do projeto
proposto utilizando o software AutoMod.
4.1. Informações sobre a empresa
Por questões sigilosas, o nome da empresa estudada não será citado neste trabalho. A empresa
em questão é líder mundial em eletrodomésticos, presente em mais de 130 países. Possui 67

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
7
centros de tecnologia e manufatura, contando com mais de 67 mil colaboradores em todo o
mundo.
4.2. Cenário atual – hipotético
A célula de teste funcional de lavadoras por muito tempo foi totalmente manual. As lavadoras
eram levadas manualmente para as bancadas de teste funcional. Pelo fato de as operações
dependerem muito de ações manuais, a inconstância na taxa de produção dessa célula variava
entre 150 a 200 produtos por hora. O output ideal desejado era de 260 produtos por hora.
Portanto, verificou-se a necessidade de automatizar o deslocamento das lavadoras até os
operadores, evitando que eles fizessem essas atividades.
4.2.1. Célula de teste funcional de lavadoras – hipotético
As operações da célula e suas especificações são descritas conforme mostra a Figura 2.
Figura 2 - Baias de Teste
Fonte: Primária

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
8
A célula de teste funcional é composta por dois lados “espelhados”, que possuem as mesmas
operações e tempos. Ao final da célula, os lados se unem para as últimas operações.
Todos os tempos descritos nessa operação foram feitos por meio da análise MTM (Methods-
Time Measurement). O MTM é um sistema de tempos pré-determinados que tem como base o
estudo de tempos e movimentos para melhorar as operações em uma linha de produção.
A utilização do MTM que implica na indeterminação de um intervalo de confiança para o
modelo computacional descrito neste trabalho, uma vez que os tempos são todos
determinísticos.
A seqüência e os tempos das operações são relacionados e detalhados como:
Elevador Inicial: ao chegar à célula de teste, cada lado possui um elevador que eleva o
produto ao início da célula. O tempo é de 13 segundos;
Teste Hi-Pot 1: teste de segurança elétrica usado para verificar a isolação elétrica em
outros conjuntos de fios, placas de circuito impresso, motores elétricos e
transformadores. Tempo total: 26 segundos;
Escorpião: A função dessa operação é encher a lavadora de água para os testes
funcionais. Tempo: 5 segundos;
Mesa de Transferência: tempo para transferir o produto de uma esteira para outra.
Tempo: 4 segundos;
Mesas de Giro: nessa etapa, o produto sofre um giro de 180º, para que fique
posicionado corretamente para as operações das baias de teste funcional. Tempo: 5
segundos;
Baias de Teste: são as operações mais importantes da célula e fazem o teste do produto
simulando condições de uso dos consumidores;
Inspeção Visual: operador confere se existem amassados ou riscados no produto e cola
etiqueta de aprovação. Tempo: 10 segundos;
Teste Hi-Pot 2: mesmo teste do Hi-Pot 1, porém com o produto já acabado. Tempo: 13
segundos;
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
9
Drenagem: operação automática, na qual um robô retira toda a água do produto.
Tempo: 13 segundos;
Elevador Final: leva os produtos para a embalagem, uma vez que já foram todos
testados e aprovados. O elevador tem capacidade para três produtos. Tempo: 46
segundos;
Retrabalho: os produtos rejeitados entram na estação do retrabalho após o teste do Hi-
Pot 2 e saem antes do Hi-Pot 2. O tempo dessa operação varia, pois depende do tipo
do defeito. Os índices de retrabalho de cada estação caracteriza-se em:
Hi-Pot 1: 0,1%;
Hi-Pot 2: 0,1%;
Baias de Teste: 2,4%;
Inspeção Visual: 0,8%.
A velocidade dos transportadores (esteiras) é de 19 metros por minuto.
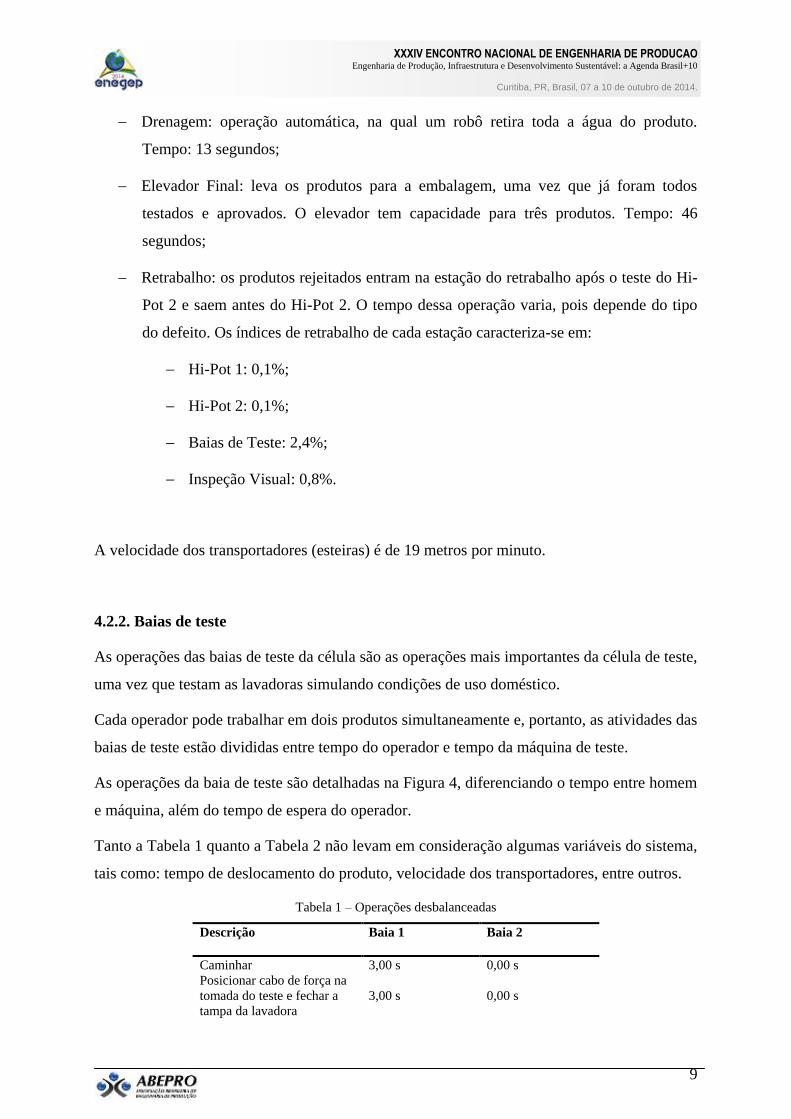
4.2.2. Baias de teste
As operações das baias de teste da célula são as operações mais importantes da célula de teste,
uma vez que testam as lavadoras simulando condições de uso doméstico.
Cada operador pode trabalhar em dois produtos simultaneamente e, portanto, as atividades das
baias de teste estão divididas entre tempo do operador e tempo da máquina de teste.
As operações da baia de teste são detalhadas na Figura 4, diferenciando o tempo entre homem
e máquina, além do tempo de espera do operador.
Tanto a Tabela 1 quanto a Tabela 2 não levam em consideração algumas variáveis do sistema,
tais como: tempo de deslocamento do produto, velocidade dos transportadores, entre outros.
Tabela 1 – Operações desbalanceadas
Descrição Baia 1 Baia 2
Caminhar 3,00 s 0,00 s
Posicionar cabo de força na
tomada do teste e fechar a
tampa da lavadora
3,00 s 0,00 s

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
10
Conectar mangueira de
entrada no dispositivo 3,00 s 0,00 s
Ler código de barra 4,00 s 0,00 s
Realizar o teste rápido 3,00 s 0,00 s
Tempo Máquina - Agitação 33,00 s 0,00 s
Caminhar 0,00 s 3,00 s
Posicionar cabo de força na
tomada do teste e fechar a
tampa da lavadora
0,00 s 3,00 s
Conectar mangueira de
entrada no dispositivo 0,00 s 3,00 s
Ler código de barra 0,00 s 4,00 s
Realizar o teste rápido 0,00 s 3,00 s
Tempo Máquina - Agitação 0,00 s 33,00 s
Caminhar 3,00 s 0,00 s
Espera 14,00 s 0,00 s
Posicionar mangueira de
drenagem no dispositivo 3,00 s 0,00 s
Posicionar etiqueta do
produto na parte frontal da
lavadora
4,00 s 0,00 s
Colar etiqueta de voltagem
no cabo de força 4,00 s 0,00 s
Colar o guia rápido na
lavadora 6,00 s 0,00 s
Abrir a tampa sugar água do
produto 18,00 s 0,00 s
Abrir fechar o dipenser
verificar o sifão 2,00 s 0,00 s
Retirar a gaveta para retirada
da água do dispenser 4,00 s 0,00 s
Fechar tampa para iniciar a
drenagem 1,00 s 0,00 s
Tempo Máquina -
Drenagem, Centrifugação 41,00 s 0,00 s
Caminhar 0,00 s 3,00 s
Posicionar mangueira de
drenagem no dispositivo 0,00 s 3,00 s
Posicionar etiqueta do
produto na parte frontal da
lavadora
0,00 s 4,00 s
Colar etiqueta de voltagem
no cabo de força 0,00 s 4,00 s
Colar o guia rápido na
lavadora 0,00 s 6,00 s
Abrir a tampa sugar água do
produto 0,00 s 18,00 s
Abrir fechar o dipenser
verificar o sifão 0,00 s 2,00 s
Retirar a gaveta para retirada
da água do dispenser 0,00 s 4,00 s
Fechar tampa para iniciar a
drenagem 0,00 s 1,00 s
Tempo Máquina -
Drenagem, Centrifugação 0,00 s 41,00 s
Caminhar 3,00 s 0,00 s
Levantar e fechar tampa
para frenar 3,00 s 0,00 s
Tempo Máquina - Volta 17,00 s 0,00 s

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
11
Centrifugar
Espera 17,00 s 0,00 s
Retirar cabo de força da
tomada do teste,mangueira
de drenagem ,liberar o
produto
5,00 s 0,00 s
Caminhar 0,00 s 3,00 s
Espera 0,00 s 10,00 s
Levantar e fechar tampa
para frenar 0,00 s 3,00 s
Tempo Máquina - Volta
Centrifugar 0,00 s 17,00 s
Espera 0,00 s 17,00 s
Retirar cabo de força da
tomada do teste,mangueira
de drenagem ,liberar o
produto
0,00 s 5,00 s
Fonte: Primária
O tempo total das operações é de 202 segundos. Com essa configuração, os seguintes
resultados para a célula de teste são:
17 produtos por baia;
35 produtos por operador;
213 produtos testados (considerando seis baias de teste, uma vez que esse era o desejo
do departamento de engenharia industrial da unidade.
Notou-se uma espera de 17 segundos para cada produto testado. Essa espera poderia ser
minimizada realocando algumas operações que agregam valor no momento em que o
operador está ocioso:
Posicionar etiqueta na parte frontal da lavadora (4 segundos);
Colar etiqueta de voltagem no cabo de força (4 segundos);
Colar o guia rápido na lavadora (6 segundos).
O resultado da realocação dessas atividades proporcionou uma redução da espera de 17
segundos (a cada produto) para apenas 3 segundos. Foram ganhos 28 segundos a cada duas
peças. A seqüência das atividades das baias de teste é apresentada na Figura 5.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
12
Tabela 2 – Operações balanceadas
Descrição Baia 1 Baia 2
Caminhar 3,00 s 0,00 s
Posicionar cabo de força na
tomada do teste e fechar a
tampa da lavadora
3,00 s 0,00 s
Conectar mangueira de
entrada no dispositivo 3,00 s 0,00 s
Ler código de barra 4,00 s 0,00 s
Realizar o teste rápido 3,00 s 0,00 s
Tempo Máquina - Agitação 33,00 s 0,00 s
Caminhar 0,00 s 3,00 s
Posicionar cabo de força na
tomada do teste e fechar a
tampa da lavadora
0,00 s 3,00 s
Conectar mangueira de
entrada no dispositivo 0,00 s 3,00 s
Ler código de barra 0,00 s 4,00 s
Realizar o teste rápido 0,00 s 3,00 s
Tempo Máquina - Agitação 0,00 s 33,00 s
Caminhar 3,00 s 0,00 s
Espera 14,00 s 0,00 s
Posicionar mangueira de
drenagem no dispositivo 3,00 s 0,00 s
Abrir a tampa sugar água do
produto 18,00 s 0,00 s
Abrir fechar o dipenser
verificar o sifão 2,00 s 0,00 s
Retirar a gaveta para retirada
da água do dispenser 4,00 s 0,00 s
Fechar tampa para iniciar a
drenagem 1,00 s 0,00 s
Tempo Máquina -
Drenagem, Centrifugação 41,00 s 0,00 s
Caminhar 0,00 s 3,00 s
Posicionar mangueira de
drenagem no dispositivo 0,00 s 3,00 s
Abrir a tampa sugar água do
produto 0,00 s 18,00 s
Abrir fechar o dipenser
verificar o sifão 0,00 s 2,00 s
Retirar a gaveta para retirada
da água do dispenser 0,00 s 4,00 s
Fechar tampa para iniciar a
drenagem 0,00 s 1,00 s
Tempo Máquina -
Drenagem, Centrifugação 0,00 s 41,00 s
Caminhar 3,00 s 0,00 s
Espera 7,00 s 0,00 s
Levantar e fechar tampa
para frenar 3,00 s 0,00 s
Tempo Máquina - Volta
Centrifugar 17,00 s 0,00 s
Posicionar etiqueta do
produto na parte frontal da
lavadora
4,00 s 0,00 s
Colar etiqueta de voltagem 4,00 s 0,00 s

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
13
no cabo de força
Colar o guia rápido na
lavadora 6,00 s 0,00 s
Espera 3,00 s 0,00 s
Retirar cabo de força da
tomada do teste,mangueira
de drenagem ,liberar o
produto
5,00 s 0,00 s
Caminhar 0,00 s 3,00 s
Espera 0,00 s 3,00 s
Levantar e fechar tampa
para frenar 0,00 s 3,00 s
Tempo Máquina - Volta
Centrifugar 0,00 s 17,00 s
Posicionar etiqueta do
produto na parte frontal da
lavadora
0,00 s 4,00 s
Colar etiqueta de voltagem
no cabo de força 0,00 s 4,00 s
Colar o guia rápido na
lavadora 0,00 s 6,00 s
Espera 0,00 s 3,00 s
Retirar cabo de força da
tomada do teste,mangueira
de drenagem ,liberar o
produto
0,00 s 5,00 s
Fonte: Primária
Com essa nova configuração, o tempo total do teste é de 174 segundos:
20 produtos por baia;
41 produtos por operador;
248 produtos testados (considerando apenas seis baias de teste).
Com a nova seqüência de atividades que minimizam a espera do operador, houve um
incremento de 16% na produtividade. Esse tempo passou a ser utilizado na simulação, uma
vez que era totalmente possível adequá-los a realidade sem mesmo precisar do modelo
computacional para comprovar.
4.2.3. Validação do posicionamento físico do produto
Antes de iniciar a construção do modelo computacional, foi feita uma análise referente ao
posicionamento do produto frente às operações que executariam suas atividades. Por questões
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
14
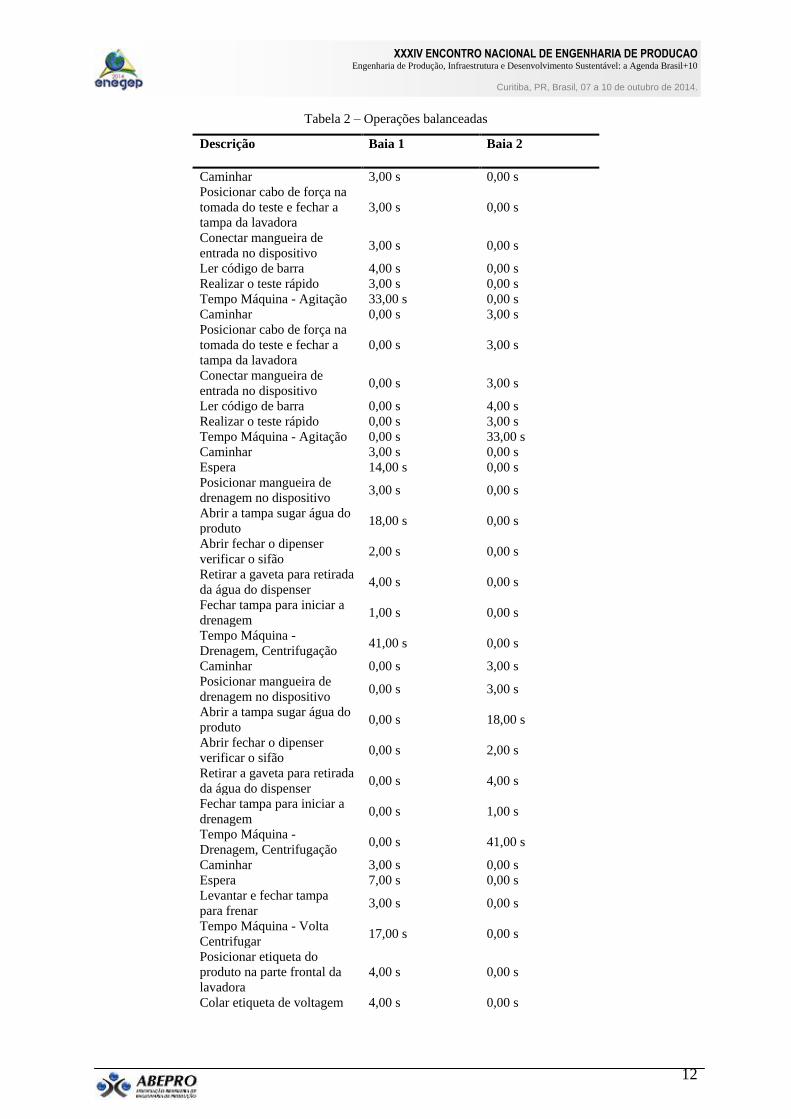
didáticas e de melhor identificação, chamaremos de “Lado A” (lado de cima da célula) e
“Lado B” (lado de baixo da célula).
Os produtos precisam estar na posição frontal para os testes funcionais realizados nas baias de
teste, Assim, ficou constatado que no “Lado A”, não havia sido especificada outra mesa de
giro (180º), o que impossibilitava as operações mais adiantes da célula (Hi-Pot 2 e
Drenagem), uma vez que, nesse caso, os produtos deveriam estar na posição traseira para
essas operações. Os produtos oriundos das baias de teste do “Lado B”, não sofriam qualquer
interferência da ausência de uma mesa de giro extra.
A Figura 3 destaca a posição na nova mesa de giro, também com o tempo de 5 segundos:
Figura 3 - Validação do posicionamento físico do produto
Fonte: Primária
Dessa forma, todos os produtos que saem das baias de teste do “Lado A”, necessariamente
precisam passar pela mesa de giro extra, para que possam ficar na posição correta para as
últimas operações da célula de teste funcional (Hi-Pot 2 e Drenagem).
Como essa mesa de giro extra não havia sido detectada inicialmente no projeto original e,
tampouco, orçada, o problema foi comunicado imediatamente ao departamento de engenharia
industrial da unidade.
4.3. Resultados – cenário original
Como resultado final da simulação, a produção horária alcançada nesse primeiro cenário, foi
de 168 produtos por hora. Produção essa equivalente a 65% da meta do projeto.
O primeiro problema detectado foi a formação de um gargalo no “Lado B”: os produtos não
estavam entrando na esteira do “Lado A” da célula para as operações finais (Inspeção Visual,
Mesas de Giro Mesa de Giro Extra
Baias de Teste (Lado A)

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
15
Hi-Pot 2, Drenagem e Elevador Final) de maneira organizada, impedindo também a correta
utilização das últimas baias do “Lado B”, conforme pode ser visto na Figura 4.
Figura 4 - Formação de gargalo no “Lado B” da célula
Fonte: Primária
Para eliminar esse problema, foram adicionados dois sensores (Figura 5).
Figura 5 - Sensores
Fonte: Primária
Dessa forma, a lavadora só pode sair da 2ª Mesa de Giro quando o Sensor 1 ficar livre. O
mesmo ocorre na inspeção visual, que só libera o produto quando o Sensor 2 ficar livre.
Então, os produtos seguem para as operações finais de maneira harmoniosa e melhora a
utilização das baias de teste.
Foi identificado, também, outro gargalo dentro da célula de teste (Figura 6). Produtos
esperavam o elevador e se acumulavam nas operações anteriores.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
16
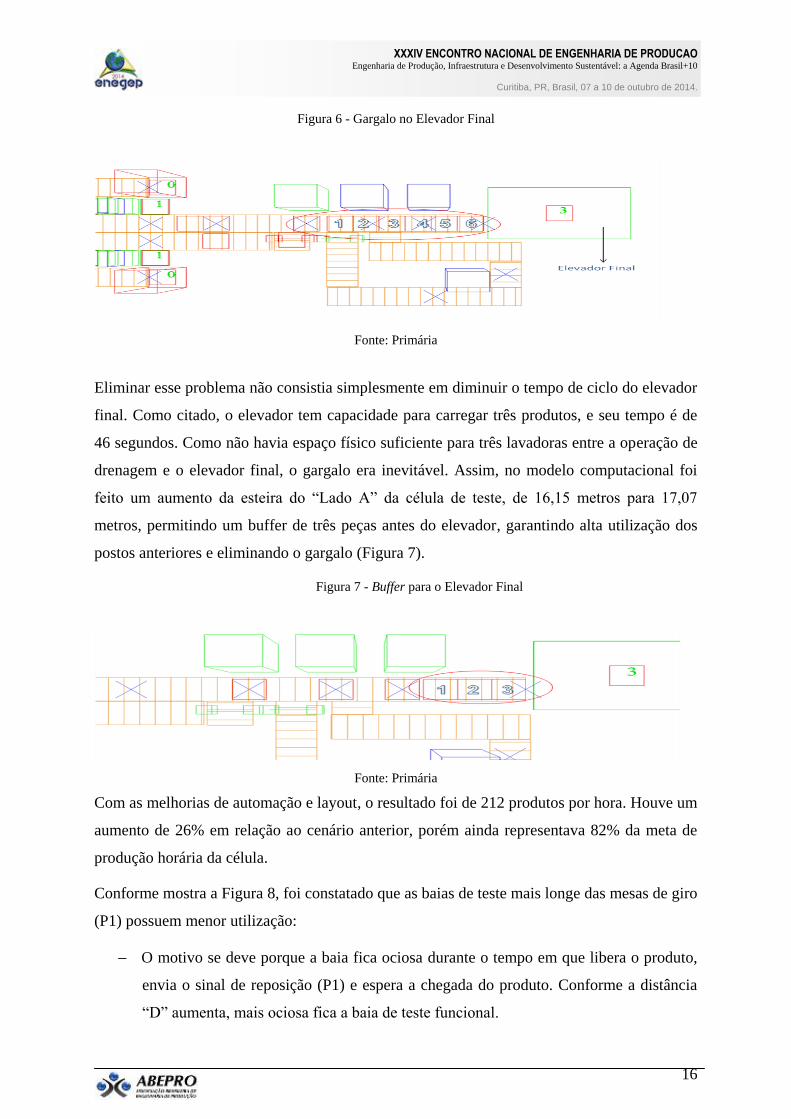
Figura 6 - Gargalo no Elevador Final
Fonte: Primária
Eliminar esse problema não consistia simplesmente em diminuir o tempo de ciclo do elevador
final. Como citado, o elevador tem capacidade para carregar três produtos, e seu tempo é de
46 segundos. Como não havia espaço físico suficiente para três lavadoras entre a operação de
drenagem e o elevador final, o gargalo era inevitável. Assim, no modelo computacional foi
feito um aumento da esteira do “Lado A” da célula de teste, de 16,15 metros para 17,07
metros, permitindo um buffer de três peças antes do elevador, garantindo alta utilização dos
postos anteriores e eliminando o gargalo (Figura 7).
Figura 7 - Buffer para o Elevador Final
Fonte: Primária
Com as melhorias de automação e layout, o resultado foi de 212 produtos por hora. Houve um
aumento de 26% em relação ao cenário anterior, porém ainda representava 82% da meta de
produção horária da célula.
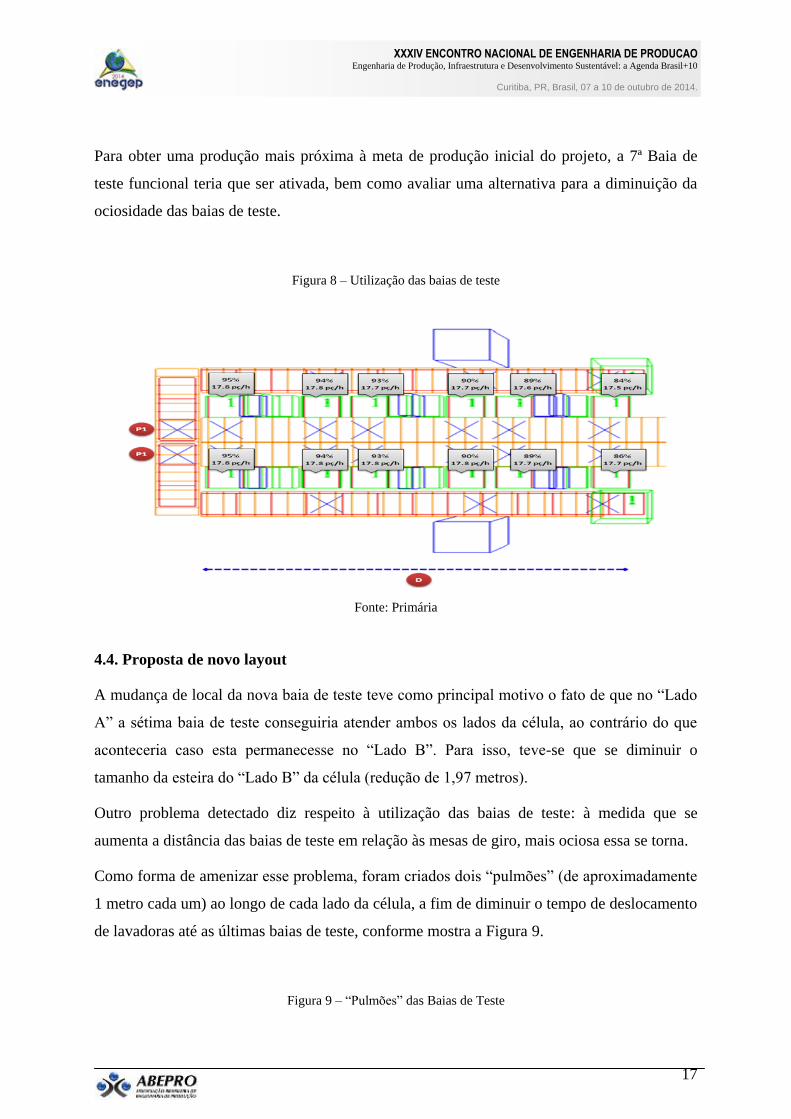
Conforme mostra a Figura 8, foi constatado que as baias de teste mais longe das mesas de giro
(P1) possuem menor utilização:
O motivo se deve porque a baia fica ociosa durante o tempo em que libera o produto,
envia o sinal de reposição (P1) e espera a chegada do produto. Conforme a distância
“D” aumenta, mais ociosa fica a baia de teste funcional.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
17
Para obter uma produção mais próxima à meta de produção inicial do projeto, a 7ª Baia de
teste funcional teria que ser ativada, bem como avaliar uma alternativa para a diminuição da
ociosidade das baias de teste.
Figura 8 – Utilização das baias de teste
Fonte: Primária
4.4. Proposta de novo layout
A mudança de local da nova baia de teste teve como principal motivo o fato de que no “Lado
A” a sétima baia de teste conseguiria atender ambos os lados da célula, ao contrário do que
aconteceria caso esta permanecesse no “Lado B”. Para isso, teve-se que se diminuir o
tamanho da esteira do “Lado B” da célula (redução de 1,97 metros).
Outro problema detectado diz respeito à utilização das baias de teste: à medida que se
aumenta a distância das baias de teste em relação às mesas de giro, mais ociosa essa se torna.
Como forma de amenizar esse problema, foram criados dois “pulmões” (de aproximadamente
1 metro cada um) ao longo de cada lado da célula, a fim de diminuir o tempo de deslocamento
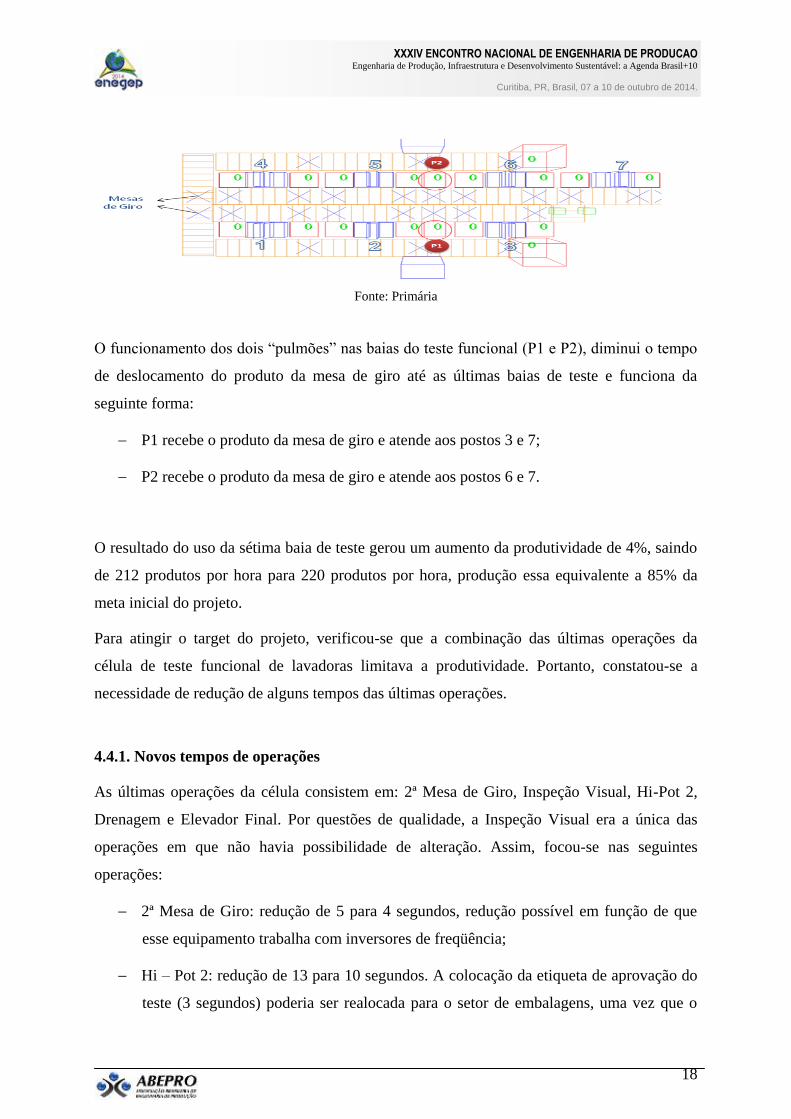
de lavadoras até as últimas baias de teste, conforme mostra a Figura 9.
Figura 9 – “Pulmões” das Baias de Teste
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
18
Fonte: Primária
O funcionamento dos dois “pulmões” nas baias do teste funcional (P1 e P2), diminui o tempo
de deslocamento do produto da mesa de giro até as últimas baias de teste e funciona da
seguinte forma:
P1 recebe o produto da mesa de giro e atende aos postos 3 e 7;
P2 recebe o produto da mesa de giro e atende aos postos 6 e 7.
O resultado do uso da sétima baia de teste gerou um aumento da produtividade de 4%, saindo
de 212 produtos por hora para 220 produtos por hora, produção essa equivalente a 85% da
meta inicial do projeto.
Para atingir o target do projeto, verificou-se que a combinação das últimas operações da
célula de teste funcional de lavadoras limitava a produtividade. Portanto, constatou-se a
necessidade de redução de alguns tempos das últimas operações.
4.4.1. Novos tempos de operações
As últimas operações da célula consistem em: 2ª Mesa de Giro, Inspeção Visual, Hi-Pot 2,
Drenagem e Elevador Final. Por questões de qualidade, a Inspeção Visual era a única das
operações em que não havia possibilidade de alteração. Assim, focou-se nas seguintes
operações:
2ª Mesa de Giro: redução de 5 para 4 segundos, redução possível em função de que
esse equipamento trabalha com inversores de freqüência;
Hi – Pot 2: redução de 13 para 10 segundos. A colocação da etiqueta de aprovação do
teste (3 segundos) poderia ser realocada para o setor de embalagens, uma vez que o

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
19
produto já estaria testado e aprovado. Além disso, o setor de embalagens conseguiria
absorver essa atividade sem que influenciasse em sua produtividade;
Drenagem: redução de 13 para 10,5 segundos. É possível controlar a velocidade de
sucção facilmente, o que torna viável a redução de 2,5 segundos dessa atividade;
Elevador Final: conforme estudos realizados pela engenharia industrial da unidade, o
aumento da velocidade do elevador estava em pauta junto ao fornecedor do
equipamento. Necessidade de redução de 46 para 39 segundos.
Com todas as melhorias sugeridas, a produção alcançaria 259 produtos por hora. Esse output
equivale a praticamente 100% da meta do projeto.
A Figura 10 mostra a ocupação das baias de teste funcional com esse novo cenário. É possível
notar o aumento da ocupação das últimas baias de teste funcional.
Figura 10 - Ocupação das Baias no Cenário Ideal
Fonte: Primária
4.5 Comparação entre cenários
Para a proposta do melhor cenário para a célula de teste funcional de lavadoras, foram
analisados sete cenários. Neste trabalho, porém, foram detalhados apenas alguns deles.
Os cenários analisados e suas respectivas produtividades seguem a seguir:
Cenário 1 - Original (sem nenhuma alteração): 168 produtos por hora;

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
20
Cenário 2 - com seis baias de teste e layout arrumado (sem “pulmão”): 212 produtos
por hora;
Cenário 3 - com sete baias de teste e layout arrumado (sem “pulmão”): 212 produtos
por hora;
Cenário 4 - com sete baias de teste e layout arrumado (com “pulmão”): 220 produtos
por hora;
Cenário 5 – com seis baias de teste, layout arrumado (sem “pulmão) e tempos
modificados: 220 produtos por hora;
Cenário 6 - com sete baias de teste, layout arrumado (sem “pulmão) e tempos
modificados: 244 produtos por hora;
Cenário 7 - com sete baias de teste, layout arrumado (com “pulmão) e tempos
modificados: 259 produtos por hora.
Os resultados dos cenários apresentados são cronológicos, o que demonstra que novas
melhorias eram feitas a cada análise.
Como se pode notar, o melhor cenário para o atendimento inicial do projeto é o cenário 7.
Esse cenário implica num aumento de 54% em relação ao cenário original (cenário 1).
Considerações finais
Projetos de simulação se tornaram cada vez mais complexos, detalhados e precisos graças aos
novos softwares disponíveis no mercado.
No caso da empresa estudada, a construção do cenário original virtual (hipotético) constatou
que a produtividade estava aquém do que havia sido estabelecido no objetivo inicial do
projeto.
A partir desse ponto, a simulação mostrou sua real importância, pois eram necessárias
melhorias de processo e layout para que se alcançasse o objetivo estabelecido.
Assim, a simulação computacional conseguiu demonstrar vários benefícios:
Permitiu a identificação de gargalos;

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
21
Fez o teste real de produtividade da célula;
Melhorou o layout;
Mediu e aperfeiçoou ocupação de cada recurso;
Reduziu custos;
Dimensionou corretamente a quantidade de mão-de-obra; e
Diminuição do tempo de implantação da nova célula de teste funcional de lavadoras.
Todas essas vantagens permitiram que o projeto fosse implantado já da maneira correta,
atingindo a meta do projeto inicial, que indicava 260 produtos por hora.
Correções em processos automatizados depois de implantados geram enormes custos para as
empresas. A simulação computacional evitou tais correções, já que as melhorias já haviam
sido simuladas e validadas antes da instalação da nova célula.
REFERÊNCIAS
ANDRADE, Maria Margarida de. Introdução a Metodologia do Trabalho Científico. 5ª Ed. São Paulo : Atlas,
2001.
APPLIED MATERIALS. Automod. Disponível em: < http://www.appliedmaterials.com/services-
software/library/applied-automod>. Acesso em: 16 fev. 2013.
BANKS, Jerry. et. al. Discrete – Event System Simulation. 4th Edition. Upper Saddle River, New Jersey, USA:
Prentice Hall, 2005. 608p.
BERTRAND, J.W.M.; FRANSOO, J.C. Modeling and simulation: operations management research
methodologies using quantitative modeling, International Journal of Operations & Production Management,
v.22, n.2, pp.241-264, 2002.
BERTTOTO, Carlos Alberto. Concepção de uma Biblioteca de Classes para Sistemas de Manufatura. 2003.
Dissertação (Mestrado em Computação) – Programa de Pós-Graduação em Computação. Universidade Federal
do Rio Grande do Sul. Instituto de Informática, Porto Alegre, 2003. Disponível em: <
http://www.lume.ufrgs.br/handle/10183/1851>. Acesso em 14 fev. 2013.
FACHIN, Odilia. Fundamentos de Metodologia. 3ª Ed. São Paulo : Saraiva, 2001.
FREITAS FILHO, Paulo José de. Introdução à Modelagem e Simulação de Sistemas. 2. ed. Florianópolis:
Visual Books, 2008.
LAW, Averill. M.; KELTON, W. David. Simulation Modeling and Analysis. 2. ed. New York: McGraw-Hill,
1991.
MARIA, A. Introduction to modeling and simulation, Proceedings of the 1997 Winter Simulation Conference.
pp.07-13, 1997.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
22
OLIVEIRA, Clênio Senra de. Metodologia para Utilização de Simulação em Projetos de Manufatura
Enxuta. 2008. Dissertação (Mestrado em Engenharia de Produção) – Programa de Pós-Graduação em
Engenharia de Produção. Universidade Federal de Minas Gerais. Escola de Engenharias, Belo Horizonte, 2008.
Disponível em: < http://www.bibliotecadigital.ufmg.br/dspace/bitstream/handle/1843/ICFC-
7FGJSW/cl_nio_senra_de_oliveira_.pdf?sequence=1>. Acesso em 28 jan. 2013.
PEDGEN, C.D.; SHANNON, R.E.; SADOWSKI, R.P. Introduction to Simulation Using SIMAN. McGraw-
Hill, NY, 2. ed., 1990.
PERERA, T.; LIYANAGE, K.. Methodology for rapid identification and collection of input data in the
simulation of manufacturing systems. Simulation Practice and Theory, Nº 7, 2000, P. 645-656.