universidade tecnolÓgica federal do paranÁ … · de “spray”, as quais passam pelo processo...
TRANSCRIPT

UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS MEDIANEIRA
CURSO DE ENGENHARIA DE PRODUÇÃO
ALEXANDRE MATEUS DEVES MINKS
RELATÓRIO DE ESTÁGIO
MEDIANEIRA 2012
ALEXANDRE MATEUS DEVES MINKS
RELATÓRIO DE ESTÁGIO
Relatório apresentado na disciplina de Estágio Supervisionado como requisito parcial para conclusão do Curso de Engenharia de Produçãoda Universidade Tecnológica Federal do Paraná, Campus Medianeira. Orientadora: Prof. Dra. Carla Adriana Pizzato Schimdt.
Medianeira 2012

ALEXANDRE MATEUS DEVES MINKS
RELATÓRIO DE ESTÁGIO
____________________________________________ Raquel Spessatto
Supervisora
____________________________________________ Prof. Dra. Carla Adriana Pizarro Schmidt
Orientadora
TERMO DE APROVAÇÃO
ALEXANDRE MATEUS DEVES MINKS
RELATÓRIO DE ESTÁGIO
Relatório Final de Estágio aprovado como requisito parcial para obtenção do Título de Engenharia de Produção da Universidade Tecnológica Federal do Paraná – UTFPR, Campus Medianeira, pela seguinte Banca Examinadora:
____________________________________________ Prof. Dra. Carla Adriana Pizarro Schmidt
Orientadora
____________________________________________ Profa. Fabiana Schutz
Primeiro Membro
____________________________________________ Profa. Nádia Cristiane Steinmacher
Segundo Membro
Medianeira
LISTA DE FIGURAS
FIGURA 1 – Medidor de umidade por infravermelho ................................................ 11
FIGURA 2 – Fluxograma da produção de soro de leite em pó ..................................12

LISTA DE TABELAS
Tabela 1 - Produção no intervalo (1) ......................................................................... 14
Tabela 2 - Produção no intervalo (2) ......................................................................... 15 Tabela 3 - Custo do kW/h .......................................................................................... 16 Tabela 4 - Gasto energético (1) ................................................................................. 16 Tabela 5 - Gasto energético (2) ................................................................................. 17 Tabela 6 - Quantificação de produto perdido durante a limpeza CIP ........................ 19
SUMÁRIO
LISTA DE FIGURAS ................................................................................................... 4 LISTA DE TABELAS ................................................................................................... 5
1 INTRODUÇÃO ........................................................................................................ 7 2 OBJETIVOS ............................................................................................................. 8 2.1 OBJETIVO GERAL ............................................................................................... 8 2.2 OBJETIVOS ESPECÍFICOS ................................................................................. 8
3 DESCRIÇÃO DA EMPRESA – ALIBRA INGREDIENTES LTDA. ............................ 9 4 PROCESSOS DE PRODUÇÃO ............................................................................. 10 4.1 TORRE 1500 ....................................................................................................... 10
5 DESCRIÇÃO DAS ATIVIDADES DESENVOLVIDAS ............................................ 14 5.1ESTUDO DA UTILIZAÇÃO ENERGÉTICA NO HORÁRIO DE PONTA ............... 14 5.2 ACOMPANHAMENTO DO PROCESSO DE HIGIENIZAÇÃO DOS EQUIPAMENTOS ..................................................................................................... 18
6 CONCLUSÃO ......................................................................................................... 21 REFERÊNCIAS ......................................................................................................... 22
1 INTRODUÇÃO
O estágio é um processo de aprendizagem indispensável a um
profissional que deseja estar preparado para enfrentar os desafios de uma carreira
(PINHEIRO, 2010). O estágio supervisionado visa fortalecer a relação teoria e
prática baseado no princípio metodológico de que o desenvolvimento de
competências profissionais implica em utilizar conhecimentos adquiridos, quer na
vida acadêmica quer na vida profissional e pessoal. Sendo assim, o estágio
constitui-se em importante instrumento de conhecimento e de integração do aluno.
Além disso, o estágio supervisionado também visa aprimorar as relações
interpessoais a partir do contato com os funcionários da empresa. Assim, o estágio
supervisionado tem por objetivo aplicar os conhecimentos teóricos adquiridos no
período da graduação, bem como, aumentar esses conhecimentos.
Os estágios propiciam a complementação do ensino e da aprendizagem e
são planejados, executados, acompanhados e avaliados com a finalidade de se
constituírem em instrumentos de integração, em termos de treinamento técnico,
cultural, científico e de relacionamento humano (FERNANDES, 20??).
O estágio em questão aborda o segmento alimentício, fato este que
proporciona ao estagiário vivência em indústrias desse ramo. A importância e a
preocupação com higiene industrial, controle de qualidade, otimização dos insumos
e a formulação de alimentos são atividades usualmente notadas em indústria
alimentícia.
O estágio foi realizado na empresa Alibra Ingredientes Ltda, localizada em
Marechal Cândido Rondon, no estado do Paraná. A empresa atua na área
alimentícia, com a produção de compostos lácteos em pó e soro de leite em pó. O
estágio teve duração de aproximadamente 6 meses, com a supervisão da
Engenheira Química Raquel Spessatto. As atividades desenvolvidas foram
realizadas no setor de produção.
2 OBJETIVOS
2.1 OBJETIVO GERAL
Descrever as atividades desenvolvidas durante o período de estágio, bem
como salientar a importância das matérias aprendidas na graduação na execução
nessas atividades.
2.2 OBJETIVOS ESPECÍFICOS
Acompanhar o processo de secagem de produtos industrializados;
Acompanhar o processo de higienização dos equipamentos;
Elaborar sugestões para melhoria dos processos industriais.
3 DESCRIÇÃO DA EMPRESA – ALIBRA INGREDIENTES LTDA.
A Alibra Ingredientes Ltda. visa a elaboração de soluções integradas de
ingredientes, otimizando o uso das suas instalações e dos parceiros, operando em
conformidade aos interesses de seus colaboradores e do meio ambiente, e
promovendo o desenvolvimento dos clientes, fornecedores e das comunidades nas
quais está inserida.
Segundo consta na página virtual da empresa, a linha de produtos
compreende: soro de leite doce em pó, soro de leite parcialmente desmineralizado
em pó, concentrados protéicos de soro em pó, isolados protéicos de soro em pó,
isolados protéicos de soro em pó parcialmente hidrolisados, compostos lácteos em
pó, misturas lácteas em pó, cremes de leite em pó, gorduras em pó e lactose em pó.
Os produtos são destinados para indústrias de alimentos infantis, bebidas
energéticas, bebidas lácteas, bebidas lácteas fermentadas, biscoitos, caldos,
caramelos, balas e confeitos, confeitaria, carnes processadas, chocolates,
embutidos, iogurtes, laticínios, massas refrigeradas,misturas em pó para o preparo
de bebidas e sobremesas,misturas secas para o preparo de pão de queijo, molhos,
molhos para salada, panificação, queijos, rações para animais, snacks, sobremesas
congeladas, sobremesas lácteas, sopas, sorvetes, suplementos alimentares.
A empresa possui uma fábrica localizada em Campinas, no estado de São
Paulo, e outra fábrica localizada na cidade de Marechal Cândido Rondon, no estado
do Paraná. Foi fundada em 16 de fevereiro de 2000 na cidade de Valinhos – SP
atuando na industrialização e comercialização de leites em pó modificados.
Em julho de 2001 iniciou a construção de uma moderna fábrica em
Marechal Cândido Rondon no estado do Paraná, onde ocorre a secagem de leite,
destinando seu uso para misturas de leites modificados e venda de produtos em pó.
Em Agosto de 2004 mudou a matriz para uma nova unidade em Campinas,
objetivando expandir a capacidade produtiva sempre em busca de novos mercados.
4 PROCESSOS DE PRODUÇÃO
O setor de produção da empresa é dividido por torres de secagem, sendo
que empresa possui três torres de secagem em funcionamento, sendo elas: Torre
1500, a qual possui capacidade máxima de evaporar 1500 kg de água por hora;
Torre 600 e Torre 100, com capacidade máxima de evaporação de água de 600 e
100 kg/h, respectivamente. Atualmente, está sendo desenvolvida outra torre de
secagem, esta com capacidade de evaporar 1200 kg de água por hora.
As atividades do estágio foram desenvolvidas em sua maioria na Torre
1500. Desse modo, o relatório está concentrado nesta estrutura.
4.1 TORRE 1500
A Torre 1500, como visto anteriormente, é uma unidade que visa a
evaporação da água contida em algum produto. O processo utilizado para a
secagem do produto na Torre 1500 é chamado de Spray dryer.
Spray dryer é um processo industrial para desidratação de um líquido
contendo sólidos dissolvidos ou dispersos. O líquido é atomizado em uma câmara,
onde é transformado em pequenas partículas, as quais são expostas a um fluxo de
ar quente responsável pela evaporação da água, restando apenas as partículas
sólidas (ROSA et al, 2003).
Atualmente, a Torre 1500 está sendo usada na secagem do soro de leite
concentrado, entretanto, exporádicamente são produzidos outros derivados lácteos.
Segundo Giroto e Pawlowsky (2001), a identificação de alternativas para
um adequado aproveitamento do soro de leite é de fundamental importância em
função de sua qualidade nutricional, do seu volume e de seu poder poluente.
O soro de leite é resultado do processamento de laticínios. Na produção
de queijos, o soro é descartado, pois a conservação líquida é praticamente
impossível para as queijarias, tendo em vista que o soro sofre alterações em sua
composição. Dessa forma, a opção pela secagem se torna ideal. O soro de leite em
pó é largamente utilizado na fabricação de alimentos para humanos e animais
(PELEGRINI; CARRASQUEIRA, 2008).
Na Torre 1500, o soro só é desidratado após passar por alguns processos
de beneficiamento. O soro de leite in natura, oriundo de diversos fornecedores, é
transportado em caminhões tanques isotérmicos. Antes de chegar na fábrica da
Alibra, o soro é avaliado, e caso estiver dentro dos padões, é concentrado em
evaporadores, até atingir em média 55 % de sólidos, e cristalizado. Esse
beneficiamento do produto ocorre em uma empresa vizinha.
A concentração inicial acontece em evaporadores pois se mostra
economicamente mais viável em comparação à tecnologia usada na Alibra. A torre
de secagem tem seu desempenho melhorado trabalhando com o teor de sólidos do
soro acima de 50 %.
A cristalização é o processo onde ocorre a mudaça do estado da lactose.
A lactose é uma substância higroscópica, ou seja, absorve umidade com facilidade,
e caso ela não esteja parcialmente cristalizada, ocasionará dificuldades na secagem.
As principais dificuldades estão relacionadas ao risco de entupimento.
A partir do momento que o soro estiver apto a ser processado na Alibra, o
produto é transportado via duto até o tanque um pulmão.
Durante todo o processo produtitvo são feitas análises de controle de
qualidade do pó. A cada 1 hora de secagem são feitas análises de umidade por
infravermelho, temperatura e densidade do pó e ADPI para verificar a presença de
pontos escuros ou fora do padrão. A Figura 1 ilustra o equipamento responsável
pela medição da umidade do produto.
Figura 1 - Medidor de umidade por infravermelho Fonte: Alibra, (2012).
Para desidratação, o soro concentrado e cristalizado é submetido aos
seguintes processos:
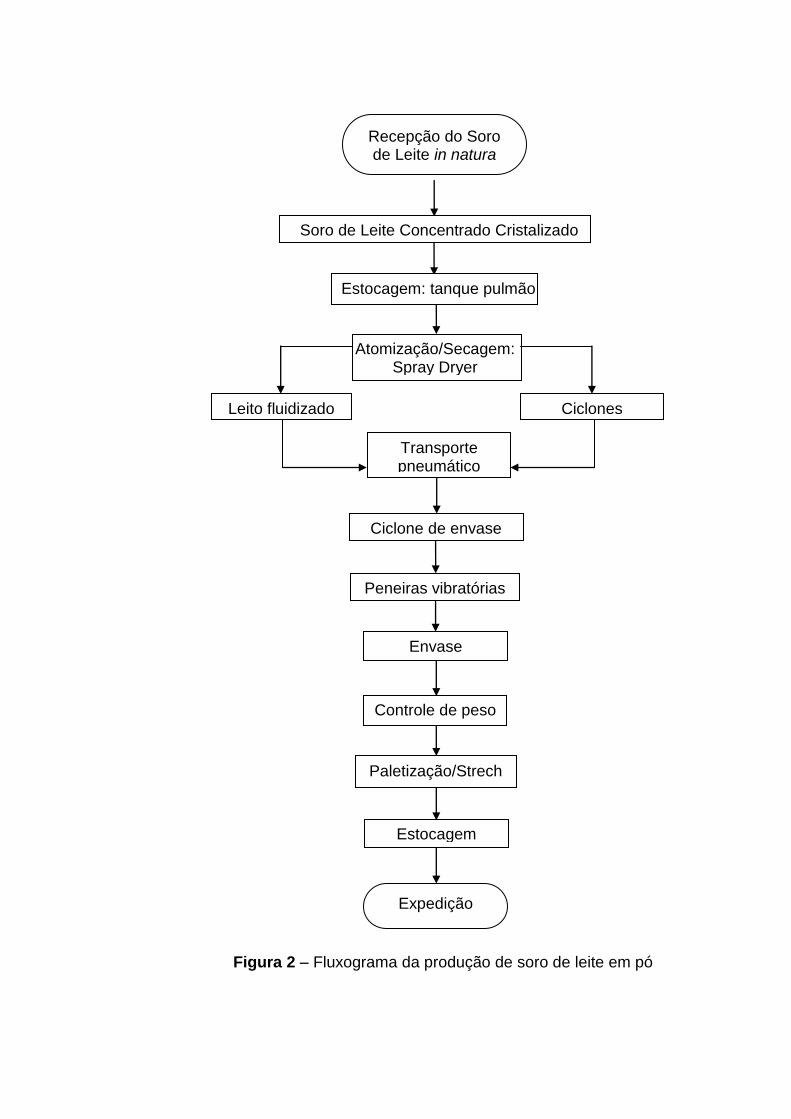
Figura 2 – Fluxograma da produção de soro de leite em pó
Recepção do Soro de Leite in natura
Atomização/Secagem: Spray Dryer
Expedição
Leito fluidizado
Transporte pneumático
Estocagem: tanque pulmão
Ciclones
Paletização/Strech
Ciclone de envase
Envase
Estocagem
Controle de peso
Soro de Leite Concentrado Cristalizado
Peneiras vibratórias
A partir do fluxograma representado na Figura 2 é possível notar o
processo no seu todo. O soro de leite concentrado cristalizado é bombeado para o
atomizador, localizado na parte superior da Torre de Secagem, ou Spray Dryer, cuja
rotação elevada (12.000 rpm) acarreta a formação de pequenas partículas na forma
de “spray”, as quais passam pelo processo de secagem, sob forma contínua, através
da injeção de ar quente à elevada temperatura (cerca de 180ºC). As partículas secas
e maiores descem na forma de espiral para o leito fluidizado, para serem resfriadas.
As partículas mais finas seguem da torre de secagem para os ciclones para serem
recuperadas, e então caem na tubulação pneumática.
O soro de leite em pó ao chegar no leito fluidizado recebe uma ventilação
com ar frio desumidificado (35% de umidade relativa), atingindo a temperatura na
faixa de 28 a30ºC.
Em seguida, o produto é transportado pneumaticamente, por meio de
tubulação, do leito fluidizado até o ciclone de envase. Após chegar ao ciclone de
envase, o produto segue para as peneiras vibratórias. Nas peneiras vibratórias há a
separação do produto bom de pequenos grânulos e aglomerados de produto.
O produto peneirado é envasado em sacos de papel multifolheados tipo
“Kraft” , com peso líquido de 25 Kg. São acondicionados 44 sacos (1.100 Kg) por
pallet de madeira, recebendo após o filme strech.
Os paletes com filme strech são estocados no armazém à temperatura
ambiente. A expedição do produto é feita em caminhões graneleiros providos de
telas plásticas.
5 DESCRIÇÃO DAS ATIVIDADES DESENVOLVIDAS
5.1ESTUDO DA UTILIZAÇÃO ENERGÉTICA NO HORÁRIO DE PONTA
Esse estudo teve por objetivo fazer um comparativo do gasto energético
no horário de ponta e do tempo total de produção da Torre 1500. Levou-se em conta
dois intervalos de tempo:
1. Oito meses com a utilização de um gerador de energia no horário de
pico;
2. Oito meses sem a utilização de um gerador de energia no horário de
pico.
Para realização do estudo, foram coletados os tempos de produção. O
levantamento de dados se baseou no caderno de anotação dos operadores. Nesse
caderno, além de outras informações, contêm dados que possibilitam a contagem
das horas em produção.
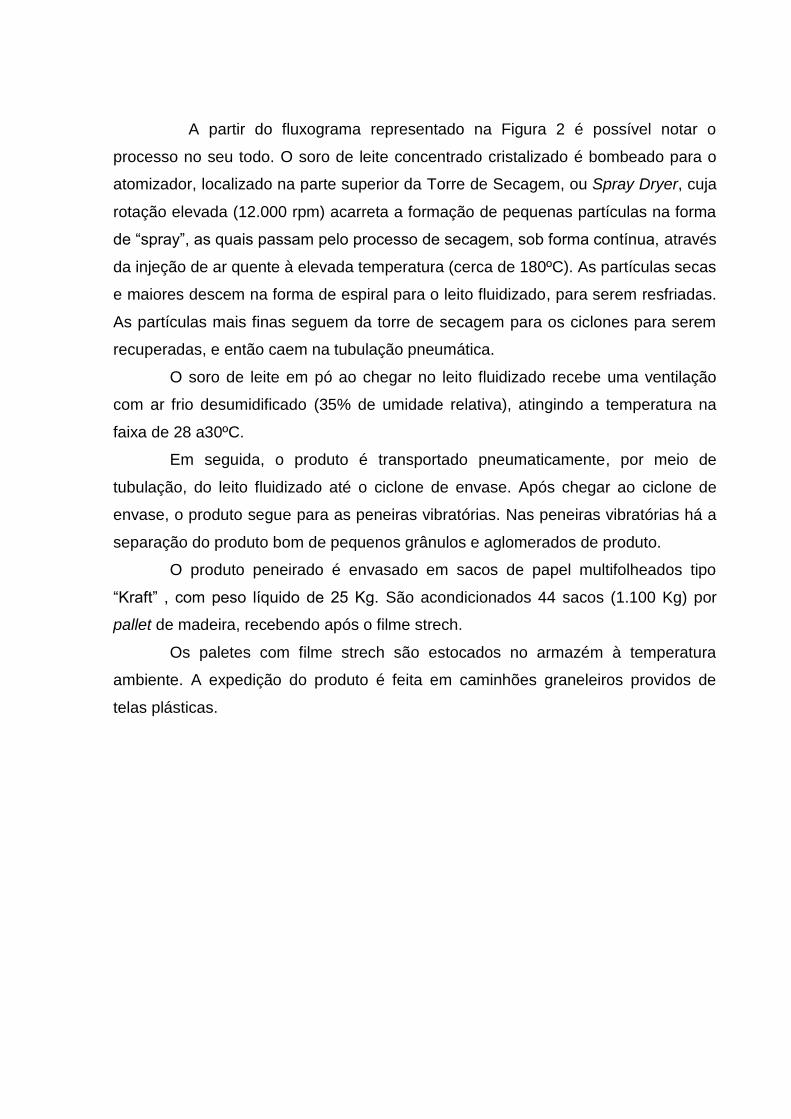
O primeiro intervalo de tempo analisado foi de janeiro à agosto de 2011,
momento em que a empresa contava com um gerador de energia para abastecer a
T1500 durante o horário de pico. A Tabela 1 discrimina os tempos de produção.
Tabela 1 - Produção no intervalo (1)
Intervalo de tempo Tempo total de produção (h) Produção no horário de pico
(h)
Mês 1 504,75 37
Mês 2 394,83 32,41
Mês 3 439,98 12
Mês 4 458,92 35,23
Mês 5 556,88 39
Mês 6 501,48 30,33
Mês 7 565,55 29,66
Mês 8 547,97 40,9
Fonte: Alibra, (2012).
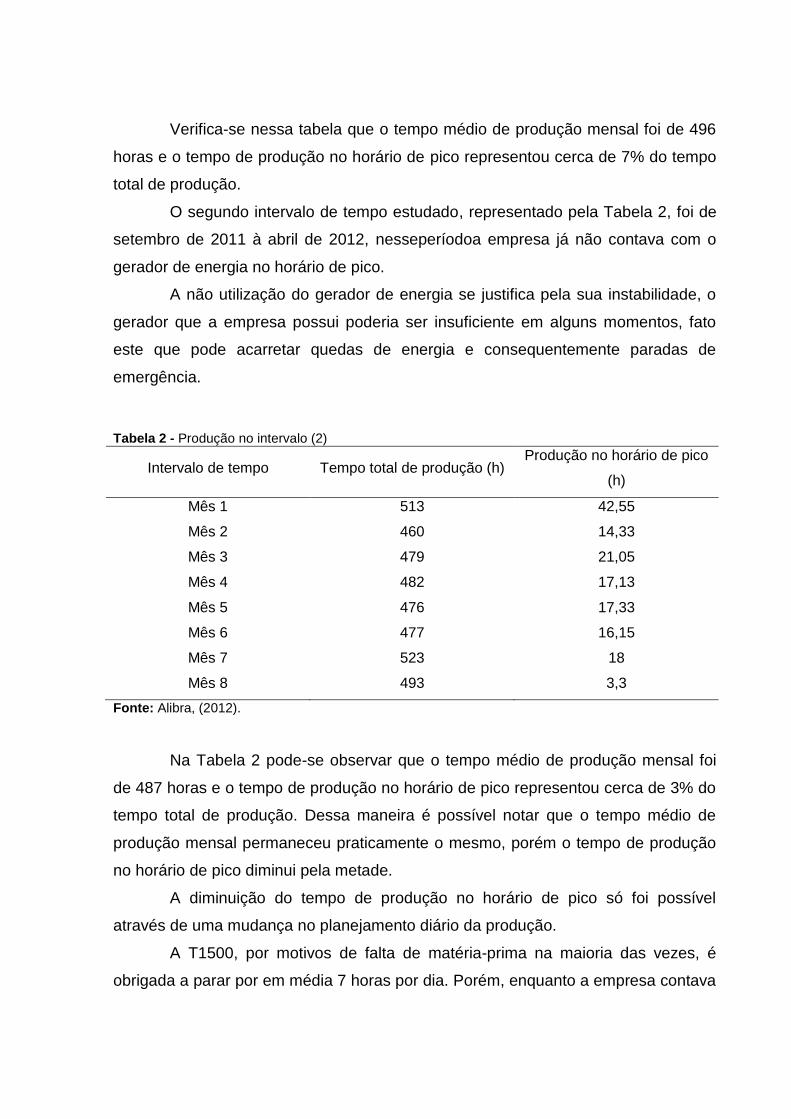
Verifica-se nessa tabela que o tempo médio de produção mensal foi de 496
horas e o tempo de produção no horário de pico representou cerca de 7% do tempo
total de produção.
O segundo intervalo de tempo estudado, representado pela Tabela 2, foi de
setembro de 2011 à abril de 2012, nesseperíodoa empresa já não contava com o
gerador de energia no horário de pico.
A não utilização do gerador de energia se justifica pela sua instabilidade, o
gerador que a empresa possui poderia ser insuficiente em alguns momentos, fato
este que pode acarretar quedas de energia e consequentemente paradas de
emergência.
Tabela 2 - Produção no intervalo (2)
Intervalo de tempo Tempo total de produção (h) Produção no horário de pico
(h)
Mês 1 513 42,55
Mês 2 460 14,33
Mês 3 479 21,05
Mês 4 482 17,13
Mês 5 476 17,33
Mês 6 477 16,15
Mês 7 523 18
Mês 8 493 3,3
Fonte: Alibra, (2012).
Na Tabela 2 pode-se observar que o tempo médio de produção mensal foi
de 487 horas e o tempo de produção no horário de pico representou cerca de 3% do
tempo total de produção. Dessa maneira é possível notar que o tempo médio de
produção mensal permaneceu praticamente o mesmo, porém o tempo de produção
no horário de pico diminui pela metade.
A diminuição do tempo de produção no horário de pico só foi possível
através de uma mudança no planejamento diário da produção.
A T1500, por motivos de falta de matéria-prima na maioria das vezes, é
obrigada a parar por em média 7 horas por dia. Porém, enquanto a empresa contava
com o gerador de energia, não havia uma preocupação em alocar parte desse
tempo ocioso para o horário de pico.
Logo que a empresa passou não utilizar o gerador de energia, houve um
aumento significativo no custo da energia elétrica. Tal motivo, fez com que o novo
planejamento diário de produção fosse colocado em prática. Ou seja, a empresa
passou a organizar a produção da T1500 de forma com que a parada ocorresse
durante o horário de pico.
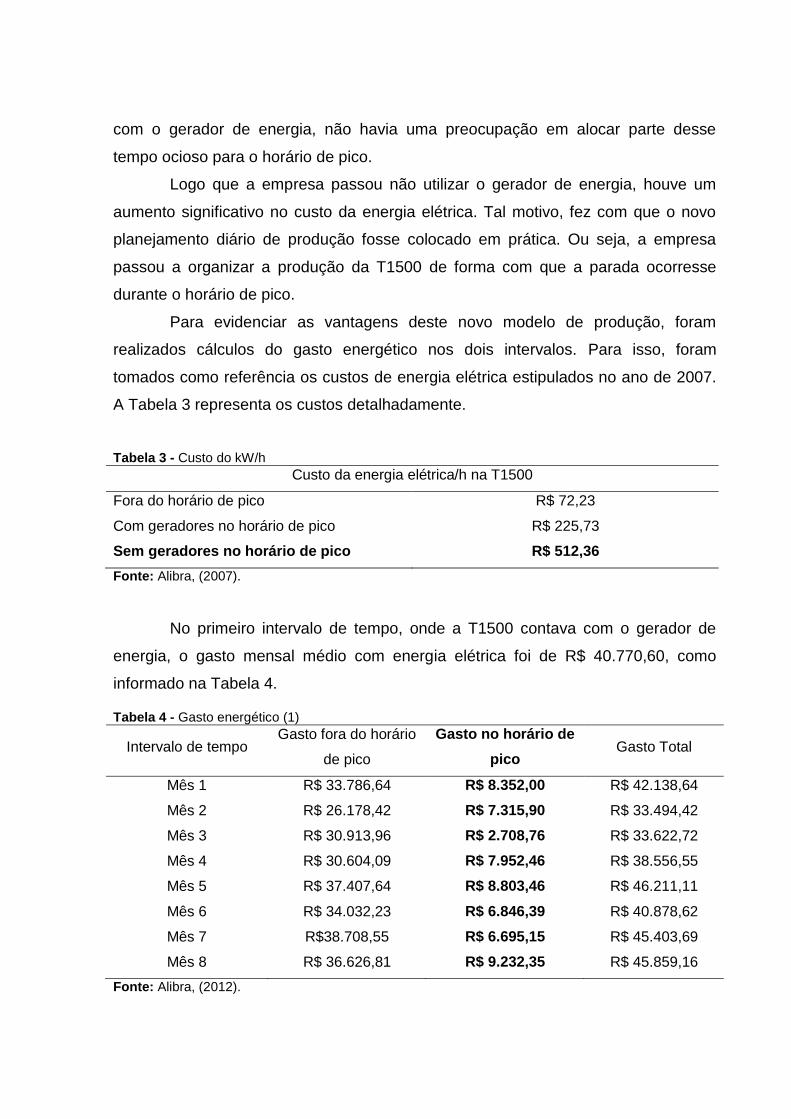
Para evidenciar as vantagens deste novo modelo de produção, foram
realizados cálculos do gasto energético nos dois intervalos. Para isso, foram
tomados como referência os custos de energia elétrica estipulados no ano de 2007.
A Tabela 3 representa os custos detalhadamente.
Tabela 3 - Custo do kW/h
Custo da energia elétrica/h na T1500
Fora do horário de pico R$ 72,23
Com geradores no horário de pico R$ 225,73
Sem geradores no horário de pico R$ 512,36
Fonte: Alibra, (2007).
No primeiro intervalo de tempo, onde a T1500 contava com o gerador de
energia, o gasto mensal médio com energia elétrica foi de R$ 40.770,60, como
informado na Tabela 4.
Tabela 4 - Gasto energético (1)
Intervalo de tempo Gasto fora do horário
de pico
Gasto no horário de
pico Gasto Total
Mês 1 R$ 33.786,64 R$ 8.352,00 R$ 42.138,64
Mês 2 R$ 26.178,42 R$ 7.315,90 R$ 33.494,42
Mês 3 R$ 30.913,96 R$ 2.708,76 R$ 33.622,72
Mês 4 R$ 30.604,09 R$ 7.952,46 R$ 38.556,55
Mês 5 R$ 37.407,64 R$ 8.803,46 R$ 46.211,11
Mês 6 R$ 34.032,23 R$ 6.846,39 R$ 40.878,62
Mês 7 R$38.708,55 R$ 6.695,15 R$ 45.403,69
Mês 8 R$ 36.626,81 R$ 9.232,35 R$ 45.859,16
Fonte: Alibra, (2012).
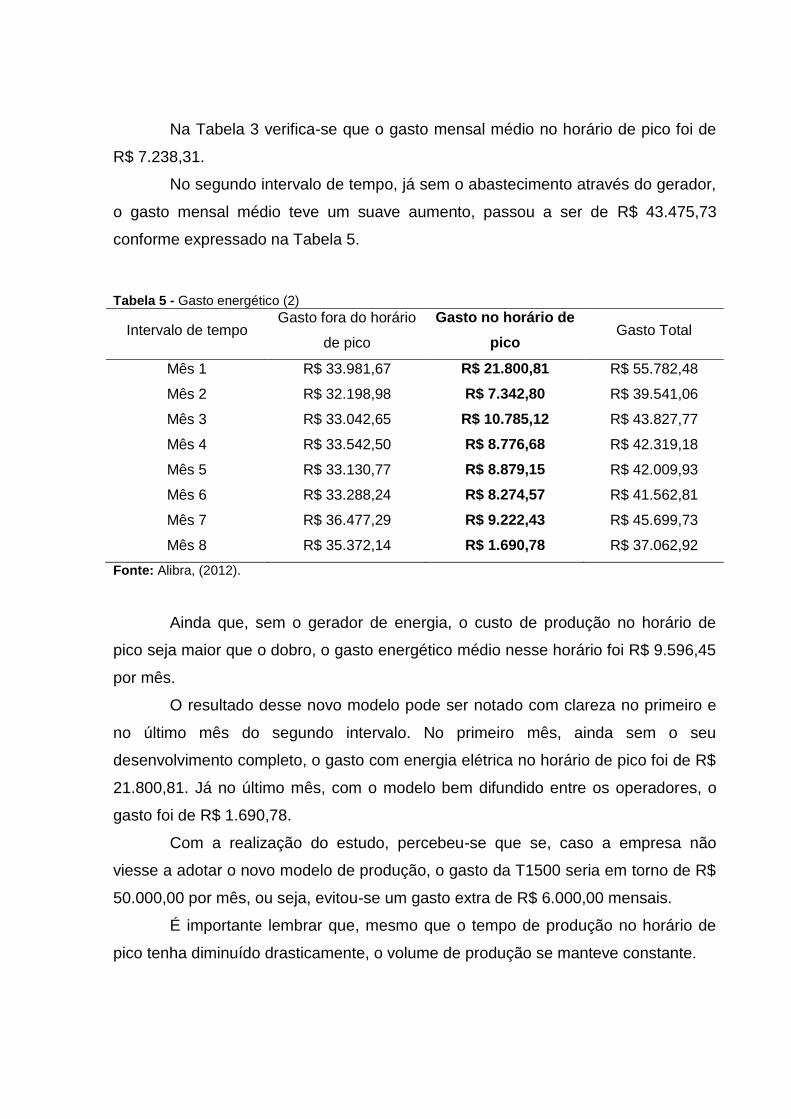
Na Tabela 3 verifica-se que o gasto mensal médio no horário de pico foi de
R$ 7.238,31.
No segundo intervalo de tempo, já sem o abastecimento através do gerador,
o gasto mensal médio teve um suave aumento, passou a ser de R$ 43.475,73
conforme expressado na Tabela 5.
Tabela 5 - Gasto energético (2)
Intervalo de tempo Gasto fora do horário
de pico
Gasto no horário de
pico Gasto Total
Mês 1 R$ 33.981,67 R$ 21.800,81 R$ 55.782,48
Mês 2 R$ 32.198,98 R$ 7.342,80 R$ 39.541,06
Mês 3 R$ 33.042,65 R$ 10.785,12 R$ 43.827,77
Mês 4 R$ 33.542,50 R$ 8.776,68 R$ 42.319,18
Mês 5 R$ 33.130,77 R$ 8.879,15 R$ 42.009,93
Mês 6 R$ 33.288,24 R$ 8.274,57 R$ 41.562,81
Mês 7 R$ 36.477,29 R$ 9.222,43 R$ 45.699,73
Mês 8 R$ 35.372,14 R$ 1.690,78 R$ 37.062,92
Fonte: Alibra, (2012).
Ainda que, sem o gerador de energia, o custo de produção no horário de
pico seja maior que o dobro, o gasto energético médio nesse horário foi R$ 9.596,45
por mês.
O resultado desse novo modelo pode ser notado com clareza no primeiro e
no último mês do segundo intervalo. No primeiro mês, ainda sem o seu
desenvolvimento completo, o gasto com energia elétrica no horário de pico foi de R$
21.800,81. Já no último mês, com o modelo bem difundido entre os operadores, o
gasto foi de R$ 1.690,78.
Com a realização do estudo, percebeu-se que se, caso a empresa não
viesse a adotar o novo modelo de produção, o gasto da T1500 seria em torno de R$
50.000,00 por mês, ou seja, evitou-se um gasto extra de R$ 6.000,00 mensais.
É importante lembrar que, mesmo que o tempo de produção no horário de
pico tenha diminuído drasticamente, o volume de produção se manteve constante.
5.1.1 Correlação com o curso
Essa atividade requisitou conhecimentos nas áreas de planejamento, gestão
financeira e também conhecimentos sobre energia elétrica. Nessa concepção, as
matérias de planejamento e controle de produção, gestão financeira e energia e
eficiência energética foram fundamentais para a execução do estudo.
5.2 ACOMPANHAMENTO DO PROCESSO DE HIGIENIZAÇÃO DOS
EQUIPAMENTOS
Durante o acompanhamento do processo de limpeza, foi possível a
elaboração de alguns estudos. Dentre esses estudos, dois apresentaram
importância destacada. A estimativa de perdas durante o processo de limpeza e a
elaboração de instruções de trabalho para a higienização de um novo equipamento.
A primeira atividade citada buscou quantificar o volume de produto perdido
durante as limpezas dos equipamentos industriais. Na Alibra Ingredientes Ltda. a
limpeza é realizada de maneira automática, existindo uma central de limpeza para
absatecer todos equipamentos. Este local é chamdo de Central CIP (Cleaning
Place).
A limpeza CIP tem por objetivo higienizar e livrar os equipamentos de riscos
de contaminaçôes. Basicamente, esse processo consiste em 5 etapas:
Pré enxágue: Essa etapa consiste em submeter o equipamento a uma
circulacao de água quente por 5 minutos;
Circulação de soda: Ocorre uma circulação de uma solução de soda a 1,5 %
por 15 minutos;
Enxágue intermediário: Enxagua-se com água quente o equipamento por
mais 5 minutos;
Circulação de soda: Ocorre uma circulação de uma solução de ácido a 1,0
% por 15 minutos;
Enxágue final: Etapa final, onde o equipamento é submetido a um enxague
com água potável. O tempo desta etapa é definido a partir do pH da água de
circulação, ao passo que o pH atinge um valor entre 6 e 7 a atividade é
encerrada.
Na higienização da maioria dos equipamentos, todo resíduo gerado após
cada etapa é direcionado para um tanque de resíduos, onde o mesmo é submetido a
um tratamento químico adequado.
No caso da câmara de secagem, antes do resíduo ser direcionado para o
tanque de resíduos, ele é levado para um tanque de equilíbrio. Este tanque visa
identificar as características do resíduo gerado e também oferece a possibilidade de
identificar a quantidade de produto perdido durante o processo de limpeza.
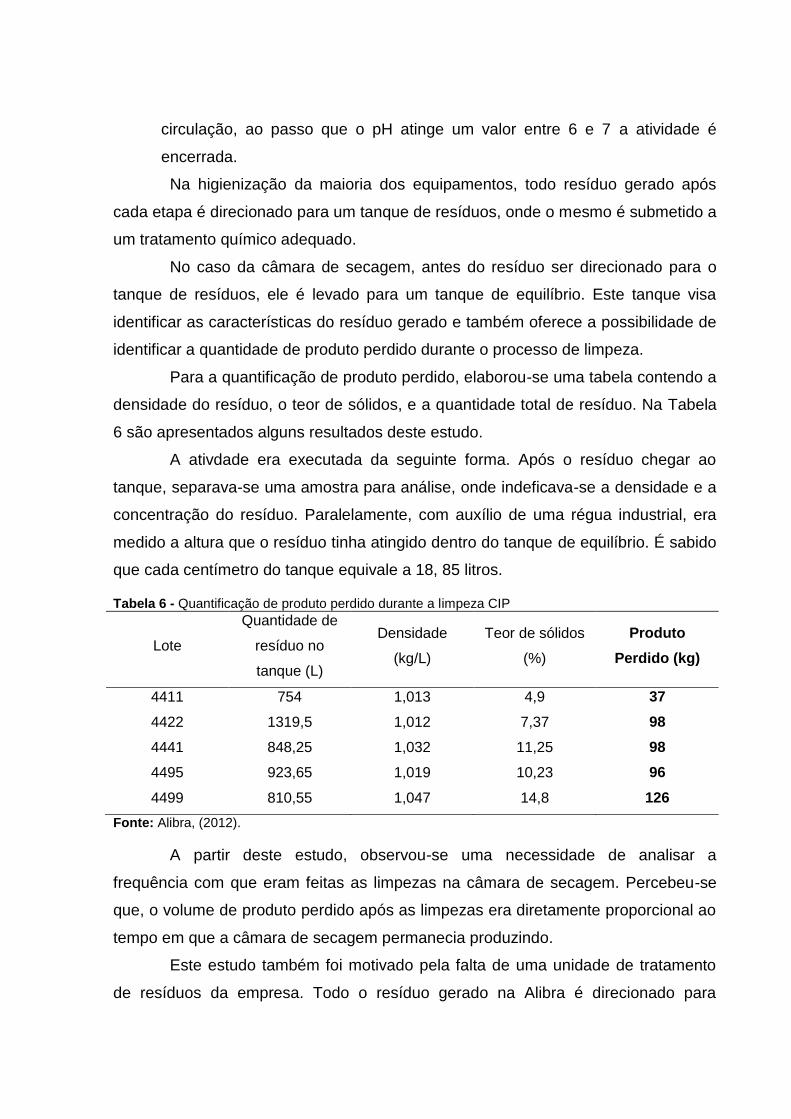
Para a quantificação de produto perdido, elaborou-se uma tabela contendo a
densidade do resíduo, o teor de sólidos, e a quantidade total de resíduo. Na Tabela
6 são apresentados alguns resultados deste estudo.
A ativdade era executada da seguinte forma. Após o resíduo chegar ao
tanque, separava-se uma amostra para análise, onde indeficava-se a densidade e a
concentração do resíduo. Paralelamente, com auxílio de uma régua industrial, era
medido a altura que o resíduo tinha atingido dentro do tanque de equilíbrio. É sabido
que cada centímetro do tanque equivale a 18, 85 litros.
Tabela 6 - Quantificação de produto perdido durante a limpeza CIP
Lote
Quantidade de
resíduo no
tanque (L)
Densidade
(kg/L)
Teor de sólidos
(%)
Produto
Perdido (kg)
4411 754 1,013 4,9 37
4422 1319,5 1,012 7,37 98
4441 848,25 1,032 11,25 98
4495 923,65 1,019 10,23 96
4499 810,55 1,047 14,8 126
Fonte: Alibra, (2012).
A partir deste estudo, observou-se uma necessidade de analisar a
frequência com que eram feitas as limpezas na câmara de secagem. Percebeu-se
que, o volume de produto perdido após as limpezas era diretamente proporcional ao
tempo em que a câmara de secagem permanecia produzindo.
Este estudo também foi motivado pela falta de uma unidade de tratamento
de resíduos da empresa. Todo o resíduo gerado na Alibra é direcionado para
empresa vizinha, onde lá o mesmo recebe o tratamento adequado. Neste caso, o
custo para o tratamento do efluente se torna muito caro, e qualquer atividade que
visa otimizar o processos que geram resíduos é de fundamental importância.
A segunda atividade dentro do processo de limpeza CIP, foi a elaboração de
uma instrução de trabalho para a higienização de um novo equipamento.
Uma instrução de trabalho tem como função deixar clara as atividades
exercidas durante um processo, ou seja, deve seguir de forma critica um
procedimento, pois será esta instrução que mais tarde servirá como conteúdo para
treinamentos aos colaboradores envolvidos e também para que se tenha um
processo bem claro diante de uma auditoria (RAMOS, 2005).
A instrução de trabalho em questão, indica os materiais necessários para
execução da tarefa, a localização de cada vávula a ser manuseada e os tempos de
cada etapa da tarefa. Descreve detalhadamente todos os passos da higienização do
novo equipamento.
5.2.1 Correlação com o curso
Estas atividades envolveram conhecimentos em higiene industrial,
tecnologia de leites e derivados e estudo de tempos e métodos. Foi necessário
aptidões em ferramentas de qualidade e noções básicas de qualidade e segurança
alimentar.
O estudo de tempos e métodos mostrou-se ser de grande importância para a
realização de instruções de trabalho. A determinação dos tempos de cada operação
foram feitas com base nos funtamentos aprendidos nesta matéria.
6 CONCLUSÃO
Durante a realização do estágio foi possível vivenciar muitas situações
antes só vistas na teoria. Tais situações agregam ainda mais valor aos conceitos
aprendidos na graduação. Na Alibra Ingredientes Ltda. foi observado um aparato
tecnológico relativamente avançado, pois a secagem de derivados lácteos é um
processo pouco difundido no Brasil, logo uma experiência em um segmento tão
peculiar torna-se vital em um mercado cada vez mais competitivo.
Na primeira atividade realizada, verificou-se a importância de um
gerenciamento do consumo de energia elétrica em uma unidade industrial. Apenas
modificando o planejamento diário da produção, realocando as horas de parada para
o horário de ponta, percebeu-se uma economia mensal interessante. Caso a
empresa não viesse a adotar o novo modelo, o gasto com energia elétrica seria
muito grande, inviabilizando o funcionamento da Torre 1500 em alguns momento.
Na segunda atividade, foi possível constatar o volume de produto perdido
durante as limpezas. Essa atividade serviu de parâmetro para a realização de
atividades em prol de otimizar o procedimento de limpeza da câmara secagem.
Notou-se um volume relativamente grande de produto sendo descartado, ou seja,
notou-se uma diminuição da eficiência da produção e um amento do custo para
tratamento de efluente.
Ainda no acompanhamento do processo de higienização dos
equipamentos, observou-se a influência de uma instrução de trabalho nas práticas
das tarefas. O número de erros de execução da limpeza de um novo equipamento
teve um decréscimo considerável depois da implantação da instrução de trabalho.
REFERÊNCIAS
PINHEIRO, A. M. A importância do estágio. Disponível em: < http://www.artigos.com/artigos/sociais/administracao/recursos-humanos/a-importancia-do-estagio.-3500/artigo/ >. Acesso em: 28 mai. 2012. FERNANDES, M. L. A importância do estágio para formação do estagiário. Disponível em: < http://www.lo.unisal.br/nova/estagio/revista_estagiando2007/pedagogia/3%20Ped%20B2.pdf>. Acesso em: 28 mai. 2012. PELEGRINI, D. H. G.; CARRASQUEIRA, R. L. BRAZILIAN JOURNAL OF FOOD TECHNOLOGY, 2008. Aproveitamento do soro de leite no enriquecimento nutricional de bebidas. Disponível em: < http://bjft.ital.sp.gov.br/artigos/especiais/especial_2009_2/v12ne_t0305.pdf>. Acesso em: 11 mai. 2012. GIROTO, J. M.; PAWLOWSKY, U. PROCESSO – BRASIL ALIMENTOS, 2001. O soro de leite e as alternativas para seu beneficiamento. Disponível em: < http://pessoal.utfpr.edu.br/marlenesoares/arquivos/JoseMauro.pdf>. Acesso em: 11 mai. 2012. ROSA, E. D.; TSUKADA, M. Secagem por atomização na indústria alimentícia: Fundamentos e Aplicações. Disponível em: < http://www.fcf.usp.br/Ensino/Graduacao/Disciplinas/Exclusivo/Inserir/Anexos/LinkAnexos/secagem%20de%20materiais.pdf>. Acesso em: 09 mai. 2012. RAMOS, J. M. (2005). Elaboração de procedimentos e instruções de trabalho para definição de critérios das operações florestais no sistema de certificação FSC. Garça, 2005. 31 p.