universidade tecnolÓgica federal do … · 1.2 nutrientes da cana-de-açúcar ... sistema...
TRANSCRIPT
OBSERVAÇÃO DAS ETAPAS NA PRODUÇÃO DO AÇÚCAR MASCAVO
BENEFICIAMENTO E CARA
CTERIZAÇÃO DE
DA INDÚSTRIA DE NA RAGIÃO DE CORUMBATAÍ DO SUL:
APROVEITAMENTO DA CASCA
ESTÁGIO SUPERVISIONADO
Campo Mourão
Abr/2013
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ
Campus – Campo Mourão
Curso Superior em Tecnologia em Alimentos
CAROLINA MAGALHÃES BENEDICTI
Resumo
Este relatório tem como objetivo apresentar as atividades desenvolvidas
no decorrer do estágio obrigatório para a conclusão do Curso de Tecnologia de
Alimentos da Universidade Tecnológica Federal do Paraná. As atividades de
estágio ocorreram no período de novembro de 2011 a fevereiro de 2012, na
agroindústria DOCICAN, localizada no município de Terra Boa – Paraná. Foi
proposto, em nível de estágio curricular, o acompanhamento, análise e
discussão das etapas do processo de fabricação do açúcar mascavo, desde a
colheita da matéria-prima até a obtenção do produto final. O estágio representa
a vivência das atividades de um profissional de Tecnologia em Alimentos, a
partir da relação dos conceitos teóricos percebidos na universidade com a
prática “in loco” do dia-a-dia na indústria.

1
1. Introdução
1.1 Histórico da cana-de-açúcar
A cana-de-açúcar é uma planta pertencente à família das gramíneas e
ao gênero Saccharum (CASTRO; ANDRADE, 2007). Com o decorrer dos
tempos, a cana-de-açúcar passou por diversos estágios de melhoramento,
estando atualmente a sua cultura alicerçada em variedades híbridas, obtidas
através de cuidadosos trabalhos de seleção (DELGADO; DELGADO, 1999).
De acordo com Andrade (2005) existem cerca de trinta espécies
conhecidas e catalogadas. Das espécies reconhecidas pelos botânicos
(Saccharum officinarum, S. spontaneum, S. sínese, S. barbari, S. robustum, S.
edule), a mais plantada no Brasil é a S. officinarum, por apresentar baixo
conteúdo de fibras e alto teor de sacarose.
Conforme o site da Única (1997) com a descoberta do Brasil, a cana-de-
açúcar foi trazida para a América, sendo que as primeiras mudas chegaram em
1532, na expedição de Martim Afonso de Souza, e aqui a planta espalhou-se
no solo fértil de massapé, com a ajuda do clima tropical quente e úmido e da
mão-de-obra escrava trazida da África. Essa descoberta enriqueceu Portugal
que espalhou o açúcar brasileiro por toda a Europa, assim como aquele
produzido na América Central, pelos franceses, espanhóis e ingleses.
Embora sem tecnologia, a cana-de-açúcar marcou decisivamente os três
primeiros séculos de nossa história. A cana e um dos seus produtos, o açúcar,
definiu a sociedade e a economia do Brasil Colônia. Historicamente, desde que
se iniciou o cultivo da cana-de-açúcar no Brasil, além da obtenção de açúcar,
iniciou-se a produção artesanal de derivados, principalmente sob a forma de
rapadura e da aguardente (ANDRADE, 2005).
A agroindústria da cana-de-açúcar iniciou uma nova fase no século XIX,
pois com o fim do sistema colonial e o processo da independência caem por
terra as restrições à expansão da atividade (ÚNICA, 1997).
No início do século XX, havia 140 usinas de açúcar em funcionamento
no Brasil, produzindo açúcar mascavo de boa qualidade. Além dessas usinas,
já existiam em todo o Nordeste e Sudeste do Brasil, mais de 10.000 pequenos
2
engenhos produzindo açúcar mascavo e rapadura para consumo e para fins
comerciais. Durante o século XX, mais da metade dos engenhos em
funcionamento, no país, se encontravam no estado de Minas Gerais
(ANDRADE, 2005).
Neste começo do século XXI, o Brasil se consolida como o maior
produtor mundial de açúcar de cana, seguido por Índia, Tailândia e Austrália. As
regiões de cultivo são Sudeste, Centro-Oeste, Sul e Nordeste, permitindo duas
safras por ano. Portanto, durante todo o ano o Brasil produz açúcar e etanol
para o mercado interno e externo (ÚNICA, 1997)
1.2 Nutrientes da cana-de-açúcar
Seu valor nutricional é dependente de numerosos fatores destacando-se
a variedade da cana utilizada, idade, tipo de solo, características climáticas,
sistema de corte e condições do processo. Entre os grupos de nutrientes
essenciais devem ser citados: carboidratos, minerais, proteínas, vitaminas,
ácidos graxos e água, teor de sacarose, além de outros açúcares,
denominados redutores, como a glicose e frutose, que possuem grande valor
biológico para o organismo (LEHNINGER, 1995).
A cana-de-açúcar, segundo os tecnologistas, é constituída de fibra e
caldo. A fibra, por vez, é constituída principalmente de celulose, hemicelulose,
lignina e pentosana. O caldo é uma solução impura e diluída de sacarose,
constituído de água 75% a 82%, e de sólidos solúveis 18% a 25%, sendo
esses últimos divididos em açúcares (18%) e outras substâncias de natureza
orgânica (1%) e inorgânica (0,5%). Os açúcares são a sacarose (17%), a
glicose e a frutose que perfazem 1,0 % do total. Os demais componentes são
constituídos de substâncias nitrogenadas (proteínas, aminoácidos), gorduras,
ceras, pectinas, ácidos e materiais corantes (clorofila, sacaretina e
antocianinas). As substâncias inorgânicas, representadas pelas cinzas, têm
como principais componentes a sílica, potássio, fósforo, cálcio, sódio,
magnésio, enxofre, alumínio e outros (DELGADO; CESAR, 1977).
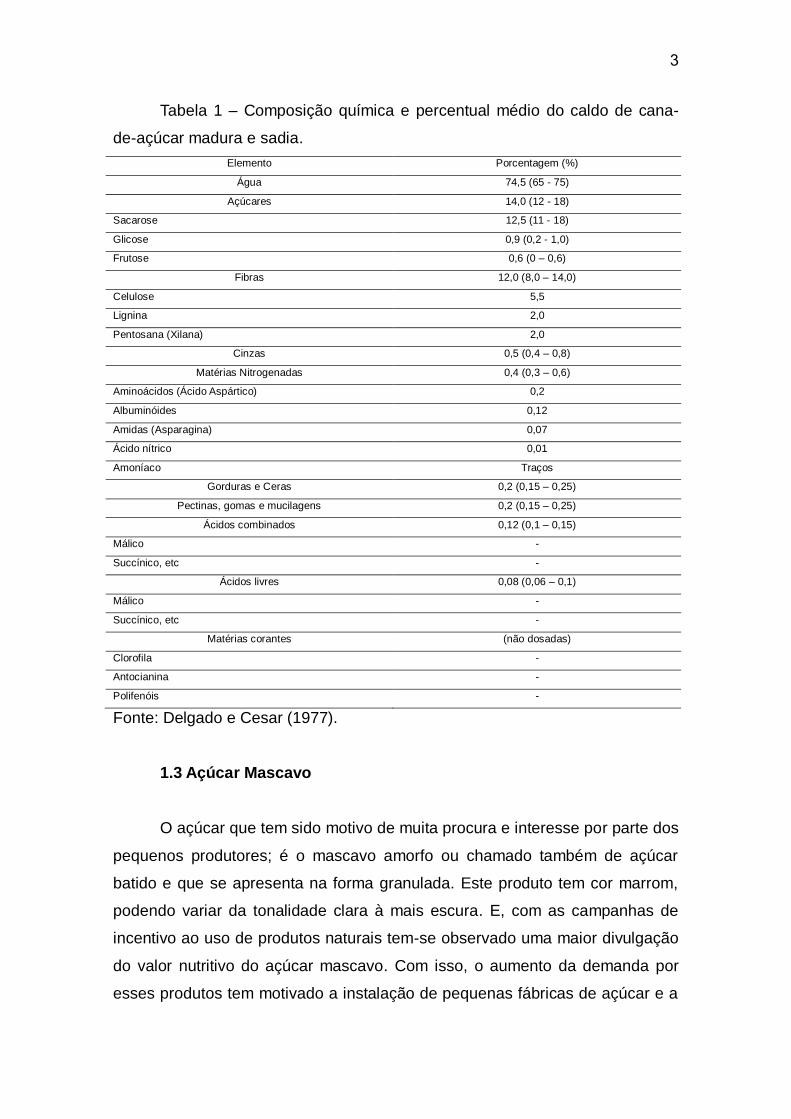
Na tabela 1 é apresentada a composição química e percentual médio do
caldo de cana-de-açúcar madura e sadia.
3
Tabela 1 – Composição química e percentual médio do caldo de cana-
de-açúcar madura e sadia.
Elemento Porcentagem (%)
Água 74,5 (65 - 75)
Açúcares 14,0 (12 - 18)
Sacarose 12,5 (11 - 18)
Glicose 0,9 (0,2 - 1,0)
Frutose 0,6 (0 – 0,6)
Fibras 12,0 (8,0 – 14,0)
Celulose 5,5
Lignina 2,0
Pentosana (Xilana) 2,0
Cinzas 0,5 (0,4 – 0,8)
Matérias Nitrogenadas 0,4 (0,3 – 0,6)
Aminoácidos (Ácido Aspártico) 0,2
Albuminóides 0,12
Amidas (Asparagina) 0,07
Ácido nítrico 0,01
Amoníaco Traços
Gorduras e Ceras 0,2 (0,15 – 0,25)
Pectinas, gomas e mucilagens 0,2 (0,15 – 0,25)
Ácidos combinados 0,12 (0,1 – 0,15)
Málico -
Succínico, etc -
Ácidos livres 0,08 (0,06 – 0,1)
Málico -
Succínico, etc -
Matérias corantes (não dosadas)
Clorofila -
Antocianina -
Polifenóis -
Fonte: Delgado e Cesar (1977).
1.3 Açúcar Mascavo
O açúcar que tem sido motivo de muita procura e interesse por parte dos
pequenos produtores; é o mascavo amorfo ou chamado também de açúcar
batido e que se apresenta na forma granulada. Este produto tem cor marrom,
podendo variar da tonalidade clara à mais escura. E, com as campanhas de
incentivo ao uso de produtos naturais tem-se observado uma maior divulgação
do valor nutritivo do açúcar mascavo. Com isso, o aumento da demanda por
esses produtos tem motivado a instalação de pequenas fábricas de açúcar e a

4
criação de associações de pequenos produtores, que atende a nova ordem
econômica do Brasil que exige um melhor aproveitamento de suas áreas
agrícolas, principalmente pequenos sítios e chácaras (DELGADO; DELGADO,
1999).
O açúcar mascavo é composto de sacarose, frutose, glicose, potássio,
cálcio, magnésio, fósforo, sódio, ferro, manganês, zinco, vitaminas A, B1, B12,
B5, C, D6 e E. Portanto, o açúcar mascavo é considerado um alimento rico em
sais minerais e vitaminas, sendo muitas vezes recomendado na dieta de
pessoas anêmicas (SILVA, 2003).
2. Descrição do Local
A Docican Agroindústria Ltda., está situada na estrada São Lourenço,
lote n° 252, parque industrial V, no município de Terra Boa – Paraná. Sua
história começou por volta da década de 50, quando vindos do estado de São
Paulo para o Estado do Paraná, o Sr. Benedito Pereira da Silva e a Srª. Maria
Antonia de Jesus, aqui se instalaram e começaram a produzir suas rapaduras.
A família foi aumentando e no ano de 1966, o Sr Nedino Pereira da Silva, filho
de Benedito, casou-se e continuou a tradição de se pai.
A produção de rapadura era feita de forma artesanal, engenhos tocados
por animais, onde permaneceu até a década de 80. Por volta de 1990, a
produção passa a alcançar uma escala mais avançada, e no ano de 2000
começaram a expandir seus produtos além do município de Terra Boa, bem
como produzir o açúcar mascavo. Neste momento, então, se constituiu a
Docican agroindústria Ltda., empresa que passa a despontar na administração
de Vanderlei da Silva.
Em 2003 ainda com sistema de fornalha, passa a utilizar tachos com
sistema mecanizado e embalagens em sistema manual, permanecendo assim
até o ano de 2005. A partir de 2005, implementa suas instalações passando a
utilizar moendas elétricas, sistema de decantação e filtragem, caldeiras a
vapor, vaporizador e aquecedor, tachos automatizados, batedores elétricos,
peneiras, tudo em aço inox, além de um moderno sistema de embalagem do
açúcar totalmente automatizado.
5
Hoje a Docican agroindústria Ltda, conta com a colaboração de 30
funcionários, tanto na indústria quanto no campo, pois a matéria prima utilizada
é plantada e colhida pela própria indústria. Produz cerca de 5 mil quilos por dia
de açúcar mascavo, atendendo ao estado do Paraná, em especial os
municípios de Terra Boa, Cianorte, Maringá e Curitiba, e ainda alguns
municípios do estado de São Paulo, Santa Catarina e Rio Grande do sul.
Entretanto, a agroindústria não possui laboratório próprio, sendo suas
análises físico-químicas e microbiológicas totalmente terceirizadas. A título de
ilustração, as principais análises compreendem: Umidade, Cinzas, Sacarose,
Glicose, Coliformes a 45°C, e Salmonella sp.
3. Atividades desenvolvidas
O estágio curricular foi realizado no período de novembro de 2011 a
fevereiro de 2012. Ao longo das 400 horas realizadas, foram observadas todas
as etapas na produção do açúcar mascavo, desde o plantio, passando pelo
processo até o produto final, bem como a discussão do controle da qualidade
da matéria-prima e da área de industrialização, e, a discussão dos resultados
das análises advindas do laboratório.
Neste sentido, para facilitar a compreensão do leitor, optou-se em
apresentar as atividades a partir de duas abordagens distintas, ou seja:
1. Plantio e colheita, e;
2. Processo fabril.
3.1 Plantio
A cana-de-açúcar é cultivada numa área territorial de aproximadamente
250 Hectares em propriedades rurais, situadas no município de Terra Boa.
Para a obtenção de uma boa produção de açúcar mascavo a Docican
cultiva as variedades de cana-de-açúcar de acordo com algumas
características: deve ser rica em açúcar (sacarose); ter baixo teor de fibra,
cinzas ou elementos minerais; e, ser resistente às incidências de doenças e
pragas.
6
Além de todas essas características citadas a cima, a cana-de-açúcar é
uma planta que apresenta exigências bem definidas quanto às condições
climáticas para seu cultivo. A cultura desenvolve-se bem onde o clima se
caracteriza por uma estação chuvosa de intensa radiação solar seguida de
período seco com menor intensidade luminosa. Onde, a temperatura ideal para
a germinação é de 32 ºC e para o crescimento a temperatura ideal situa-se
entre (20 e 28) ºC, o que influencia nos teores de sacarose da cana.
Então, devido às exigências climáticas para o cultivo da cana-de-açúcar,
o plantio da cana realizado pela Docican é feito de janeiro a março, porque
apresenta o clima ideal para o bom rendimento da cana-de-açúcar, pois
apresenta duas estações distintas, uma quente e úmida, que proporciona a
germinação, perfilhamento e desenvolvimento vegetativo, seguido de outro
clima frio e seco, que promove a maturação e consequente acúmulo de
sacarose nos colmos.
Outra época que pode ser efetuado o plantio é no período de setembro a
outubro, porém não é utilizado pelo Docican, pois plantios efetuados nesse
período propiciam menor produtividade agrícola e expõem a lavoura à maior
incidência de ervas daninhas, pragas, e retardam a próxima colheita.
Por isso, a Docican realiza o plantio no período de janeiro a março, pois
além de não apresentar os inconvenientes da época de setembro, permite
melhor germinação e melhor rendimento da sacarose, e a colheita é efetuada o
ano inteiro.
3.1.2 Colheita e Transporte
A colheita é realizada de acordo com algumas condições, pois assim
proporciona um bom rendimento na industrialização do açúcar mascavo. Sendo
então realizada mecanicamente, sem o uso de fogo, e industrializada dentro de
um período máximo de 48 horas.
Para que sejam obtidos os máximos rendimentos de açúcar mascavo,
tornam-se indispensáveis o perfeito amadurecimento da cana-de-açúcar, uma
vez que a produção de açúcar está na dependência da quantidade de cana
produzida e na riqueza da mesma em sacarose. A determinação da maturidade
7
da cana é uma combinação de experiência, observação, conhecimento local e
teste de campo. O método técnico utilizado para analisar a maturidade da cana
é a refratometria, que se caracteriza uma técnica que fornece diretamente a
porcentagem de sólidos solúveis no caldo e pode ser medida diretamente no
refratômetro de Brix, fornecendo uma leitura conhecida como ºBrix
refratométrico. Então, quando o ºBrix é medido e este estiver na faixa de 18° a
22°Brix, a cana é colhida, pois está em estágio de maturação e com quantidade
ótima de sacarose.
Depois de colhida, o transporte da cana-de-açúcar é feito por
caminhões. Ao chegar à unidade da agroindústria os caminhões procedem à
pesagem em balanças, assim tem o valor exato da quantidade de matéria
prima que está recebendo diariamente, e após pesado é descarregada em
galpões cobertos, e ali permanecem até que sejam utilizadas no processo
fabril. E são recebidas diariamente em média de 50 toneladas de cana-de-
açúcar.
3.2 Processo Fabril
De um modo geral, o processo de obtenção do açúcar mascavo, a
exemplo do açúcar cristal, é caracterizado por sucessivas operações e etapas
que se complementam, ou seja, desde a entrada e beneficiamento da matéria-
prima até o produto acabado.
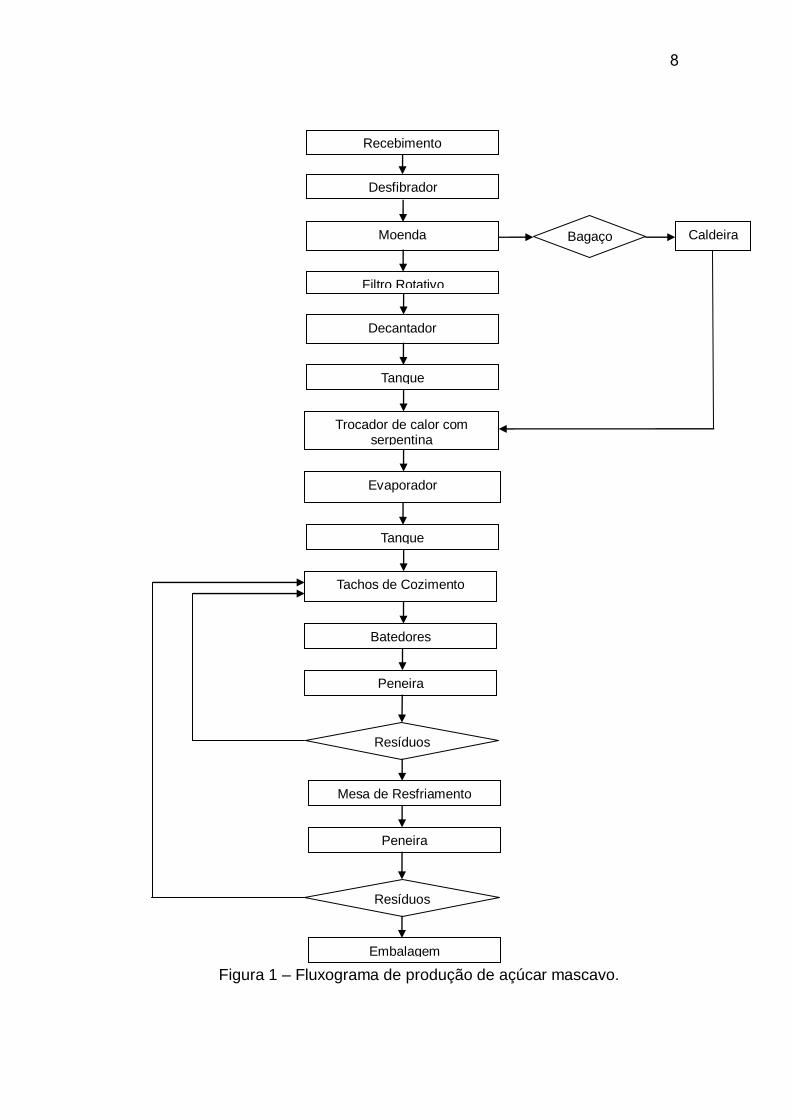
Na figura 1 é apresentado o fluxograma resumido da produção de
açúcar mascavo da Docican, e na sequência, por vez, a descrição das
principais operações e etapas que compreendem o processo.
8
Figura 1 – Fluxograma de produção de açúcar mascavo.
Moenda
Decantador
Filtro Rotativo
Tanque
Desfibrador
Trocador de calor com serpentina
Evaporador
Caldeira
Tachos de Cozimento
Tanque
Bagaço
Recebimento
Batedores
Peneira
Resíduos
Mesa de Resfriamento
Peneira
Resíduos
Embalagem
9
3.2.1 Moagem
O processo se inicia pela moagem que é a etapa de retirada parcial do
caldo de cana da matéria-prima. Este processo é realizado por extração
mecânica, utilizando uma moenda.
Para entender melhor como é feito essa retirada do caldo de cana é
necessário saber que a cana constitui uma fração sólida, a fibra (8,0% a
14,0%), constituída por celulose, pentosanas e lignina, e outra fração líquida, o
caldo (86,0% a 92,0%), este constituído por água (75,0% a 82,0%) e sólidos
solúveis (18,0% a 25,0%). Os sólidos solúveis são devididos em açúcares (15,5
a 24,0%) representado por sacarose, glicose e frutose e não açúcares, dividido
em orgânico e inorgânico. Assim, a fibra e o caldo devem ser separados para a
produção do açúcar mascavo.
Para uma separação eficiente do caldo, a cana requer um bom preparo.
Então, antes de ir para moenda a cana passa por um desfibrador, etapa
conhecida como preparo da cana, que auxilia na liberação da alta porcentagem
do caldo da estrutura celular da cana, sem que haja a redução da fibra a um
tamanho que possa comprometer a alimentação do terno da moenda.
Após a cana ser desfibrada ela passa pelo terno da moenda que é
composto de quatros rolos, denominados: rolo de entrada, rolo superior, rolo de
pressão e rolo de saída. A cana passa pelo rolo superior e de entrada sendo
esmagada pelo rolo de pressão e conduzida para esteira intermediária através
do rolo de saída. A esteira intermediaria conduz a cana para o próximo terno da
moenda. Vale ressaltar que a moenda é constituída por dois ternos, onde a
cana passa pelo primeiro terno e logo após pelo segundo, e o caldo que é
extraído dos ternos se juntam e vão para o filtro rotativo. Esse filtro rotativo é
conhecida como limpador de bagacilhos, e tem como objetivo separar o caldo
dos bagacilhos. Ao chegar ao filtro rotativo o caldo sofre uma filtração sendo
separado dos bagacilhos. O caldo é levado então para a próxima etapa da
produção e os bagacilhos recebem uma aspersão de água e retornam para a
moenda, resultando em um melhor aproveitamento na extração do caldo. A
moenda extrai por tonelada cerca de 600 litros de caldo e 250 quilos de
bagaço.
10
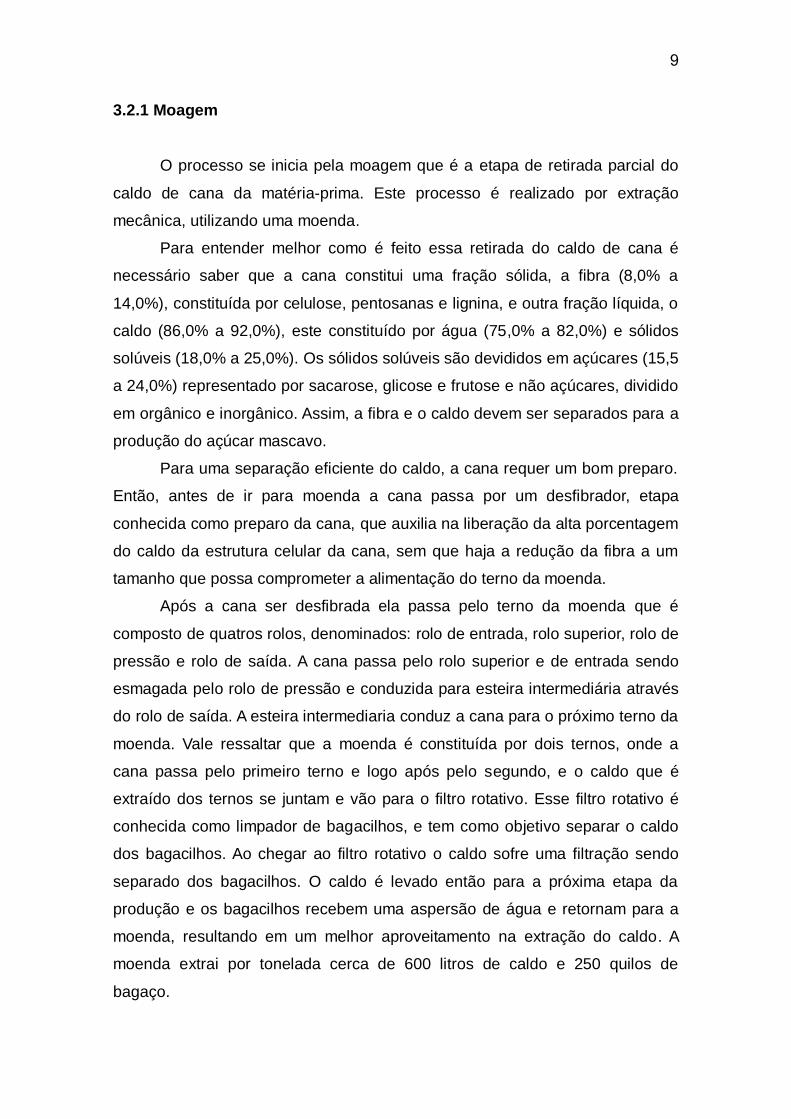
O bagaço resultante segue pela esteira intermediária para um local onde
fica aguardando para ser utilizado na caldeira. Este bagaço é queimado, e seu
vapor produzido energia, que é consumido em todo o processamento. Na
Figura 2 é apresentada a moenda utilizada pelo Docican Agroindústria.
Figura 2 - Moenda utilizada na produção de açúcar mascavo pela
agroindústria Docican.
Esta é uma etapa que pode ocorrer os maiores índices de
contaminação, pois passa toda a matéria prima e esta recebe preparos e
exposições da sacarose. Então, devido a este fato, a moenda é mantida
sempre limpa e com bom estado de conservação, sendo lavada duas vezes por
dia apenas com água, e, uma vez por semana os rolos da moenda são lavados
com soda, para total eliminação das bactérias.
Essa assepsia na moenda é um dos pontos críticos no processo de
fabricação do açúcar mascavo, então essa limpeza é sempre bem realizada.
11
3.2.2 Purificação do Caldo
O caldo de cana que flui das moendas é um líquido viscoso, opaco, de
cor amarela esverdeada, de composição química bastante complexa e variável.
E também é constituído de materiais em todos os graus de dispersão, incluindo
partículas grosseiras até íons. Por isso, a purificação do caldo extraído da
moenda para a produção do açúcar mascavo constitui uma das fases mais
importantes do processo produtivo, pois não é usado nenhum agente de
clarificação no caldo, a limpeza se limita apenas à retirada das frações de terra.
Ao sair da moenda o caldo vai para um tanque de decantação. A caixa
receptora para decantação é retangular, dividida em seis partes, onde cada
parte possui uma peneira por onde o caldo passa. A decantação tem a
finalidade de reter possíveis frações de terra que possam ter vindo na cana,
garantindo a obtenção de um caldo mais limpo.
Nesta etapa recolhe-se uma pequena amostra do caldo e determina-se o
pH, se este estiver abaixo de 6,0, é adicionado cal virgem na etapa de
concentração do caldo, para neutralização do mesmo. È determinado nesta
etapa o pH, porque é melhor para recolher a amostra, pois nas etapas
posteriores o caldo estará em temperaturas altas, dificultando a coleta da
amostra.
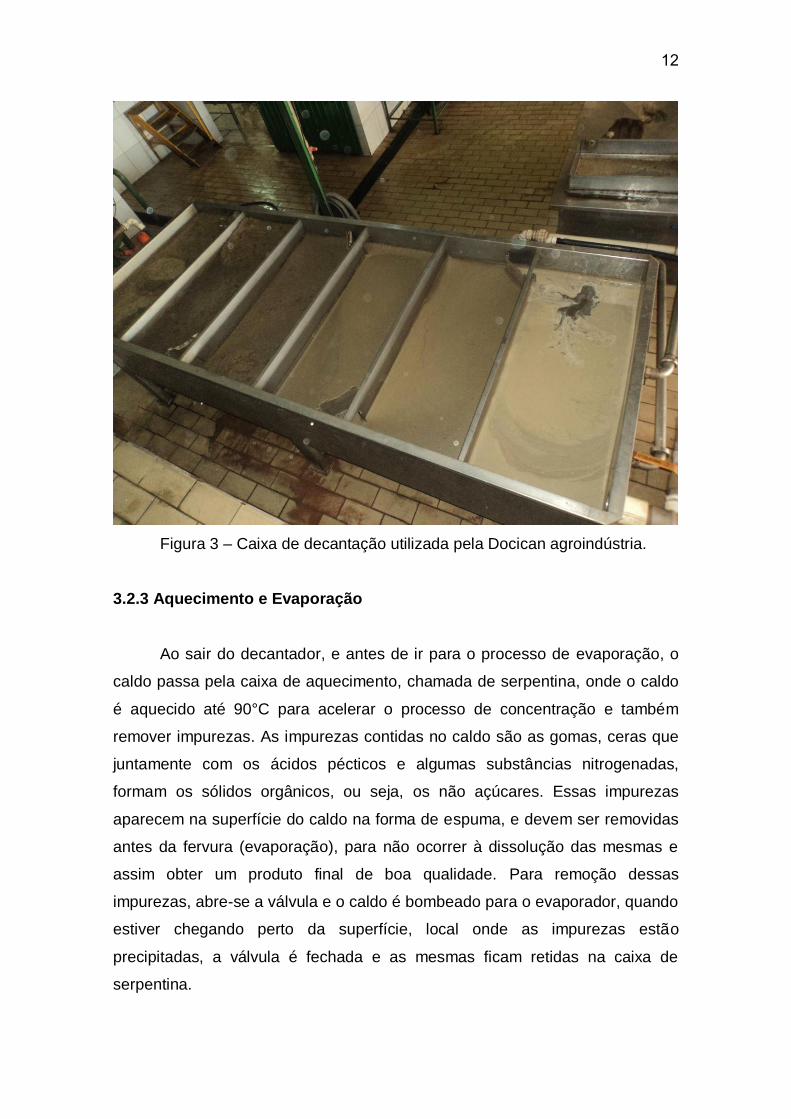
Conforme o caldo vai saindo do decantador, ele vai sendo armazenado
em um tanque até que possa ir para a caixa de serpentina, etapa de
aquecimento. Quando a caixa de serpentina está totalmente vazia o caldo é
bombeado automaticamente para ela, para que possa ser aquecido. A caixa de
decantação utilizada pela Docican Agroindústria pode ser observada na figura
abaixo.
12
Figura 3 – Caixa de decantação utilizada pela Docican agroindústria.
3.2.3 Aquecimento e Evaporação
Ao sair do decantador, e antes de ir para o processo de evaporação, o
caldo passa pela caixa de aquecimento, chamada de serpentina, onde o caldo
é aquecido até 90°C para acelerar o processo de concentração e também
remover impurezas. As impurezas contidas no caldo são as gomas, ceras que
juntamente com os ácidos pécticos e algumas substâncias nitrogenadas,
formam os sólidos orgânicos, ou seja, os não açúcares. Essas impurezas
aparecem na superfície do caldo na forma de espuma, e devem ser removidas
antes da fervura (evaporação), para não ocorrer à dissolução das mesmas e
assim obter um produto final de boa qualidade. Para remoção dessas
impurezas, abre-se a válvula e o caldo é bombeado para o evaporador, quando
estiver chegando perto da superfície, local onde as impurezas estão
precipitadas, a válvula é fechada e as mesmas ficam retidas na caixa de
serpentina.
13
Após o caldo ser bombeado para o evaporador, ocorre o processo de
pré-concentração do caldo. O evaporador consiste em uma câmara, dentro da
qual existe um trocador de calor com aquecimento indireto que proporciona o
meio de transmissão de calor ao produto por meio de vapor à baixa pressão, e
o evaporador utilizado na Docican possui capacidade para 1000 litros. A
evaporação ocorre em temperatura de aproximadamente 120ºC, e em um
tempo de 20 minutos. Neste processo o volume do líquido vai diminuindo
gradualmente, o caldo vai ficando cada vez mais denso se transformando em
xarope. A ebulição do caldo, em função da intensidade do fogo, torna-se
violenta e quando o caldo vai atingindo o ponto de xarope começa aparecer
bolhas pequenas e tem início rapidamente a fase final de concentração. Nesta
etapa o Brix do caldo passa de 18°/20° para 65°/ 75°.
O evaporador constitui-se um equipamento que contribui de forma
indiscutível para o bom balanço térmico da fábrica, aumentando ou reduzindo a
eficiência dos cozedores. Então, a concentração do caldo é bem regulada, pois
um xarope de boa concentração é de extrema importância para o setor de
cozimento. Quando sua concentração é baixa, muitos são os efeitos negativos,
tais como: aumento de consumo de vapor, tempo de cozimento, e, ainda,
perdas da capacidade produtiva dos equipamentos.
Outro ponto que é bem controlado neste equipamento é a limpeza.
Sendo realizada de 6 em 6 horas com água em torno de 90°, e uma vez por
mês, com ácido cítrico, e auxilio de um escovão. Esta limpeza é necessária
para que não fiquem resíduos acumulados nos tubos, provocando
incrustações.
3.2.4 Cozimento
O xarope obtido na etapa de evaporação vai para um reservatório, onde
pode ficar armazenado em um período de até 24 horas, antes de ir para o
processo de cozimento, pois se ficar mais que o período estabelecido este
pode sofrer processo de inversão da sacarose (azedar).
O cozimento é realizado em tachos de inox, por um período de até 15
minutos. O xarope é colocado nos tachos e são adicionados aproximadamente
14
200 mL de solução de cal. À medida que este xarope vai se concentrando, as
bolhas vão se formando e o tacho começa a mostrar as faces internas mais
limpas pela passagem de um rodo. Nesta etapa, o Brix do xarope pode atingir
92° a 93° e a temperatura cresce rapidamente, atingindo valores entre 123° a
126° C.
A utilização da solução de cal tem por finalidade diminuir a acidez do
caldo, pois é ligeiramente ácido, e feito o cozimento sem correção dessa
acidez, pode ocorre com facilidade a inversão (quebra) da sacarose, o que leva
a obtenção de um produto mais escuro e uma difícil obtenção do açúcar na
forma granulada.
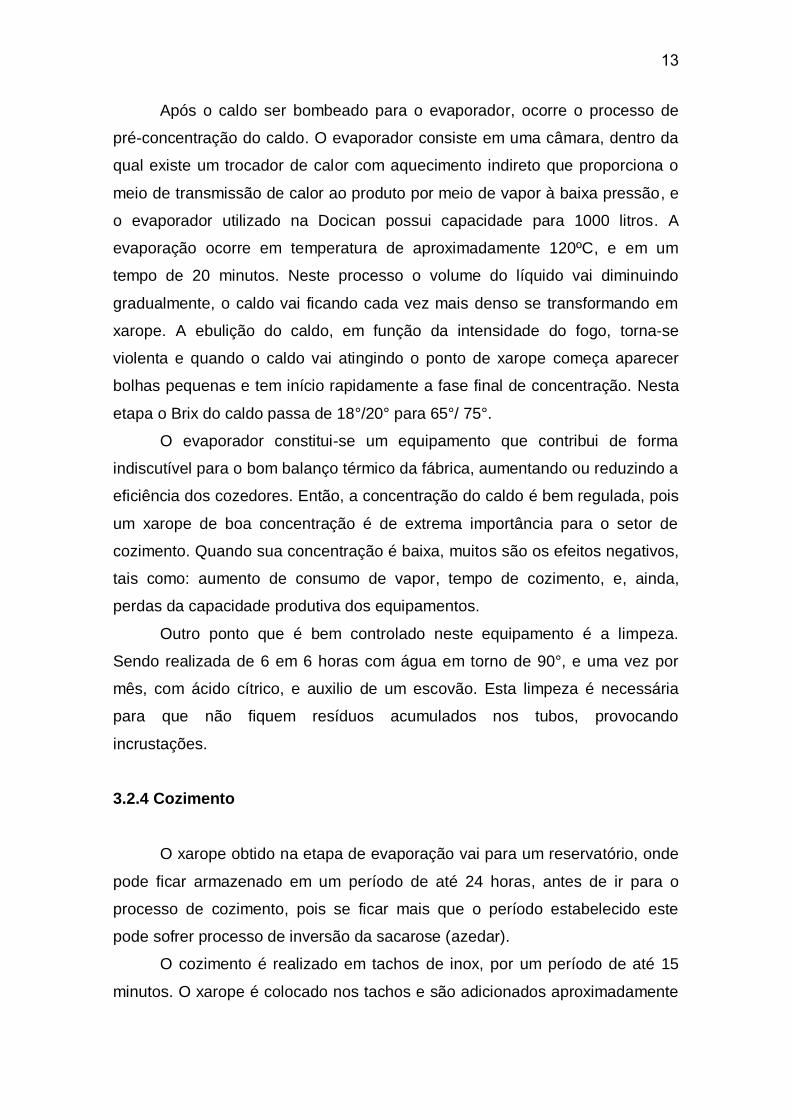
O ponto final do cozimento é sempre bem controlado pelo operador.
Como é feito com o uso direto do fogo e temperatura bem alta, há o perigo de
ocorrer à queima do açúcar e também a inversão da sacarose, tornando difícil
a obtenção do açúcar mascavo na forma granulada, como citado acima. Além
disso, pode ocorrer a caramelização, pois em temperaturas acima de 127°C
observa-se o escurecimento do produto, que ocorre em pontos localizados no
tacho, além do gosto e o cheiro da massa característicos e desagradáveis. Por
esses motivos que é de fundamental importância controlar bem o ponto final do
cozimento. Na Figura 4 é apresento o tacho de cozimento do açúcar mascavo.
Figura 4 – Tacho de cozimento do açúcar mascavo utilizado pela
Docican Agroindústria.
15
3.2.5 Bateção e Secagem
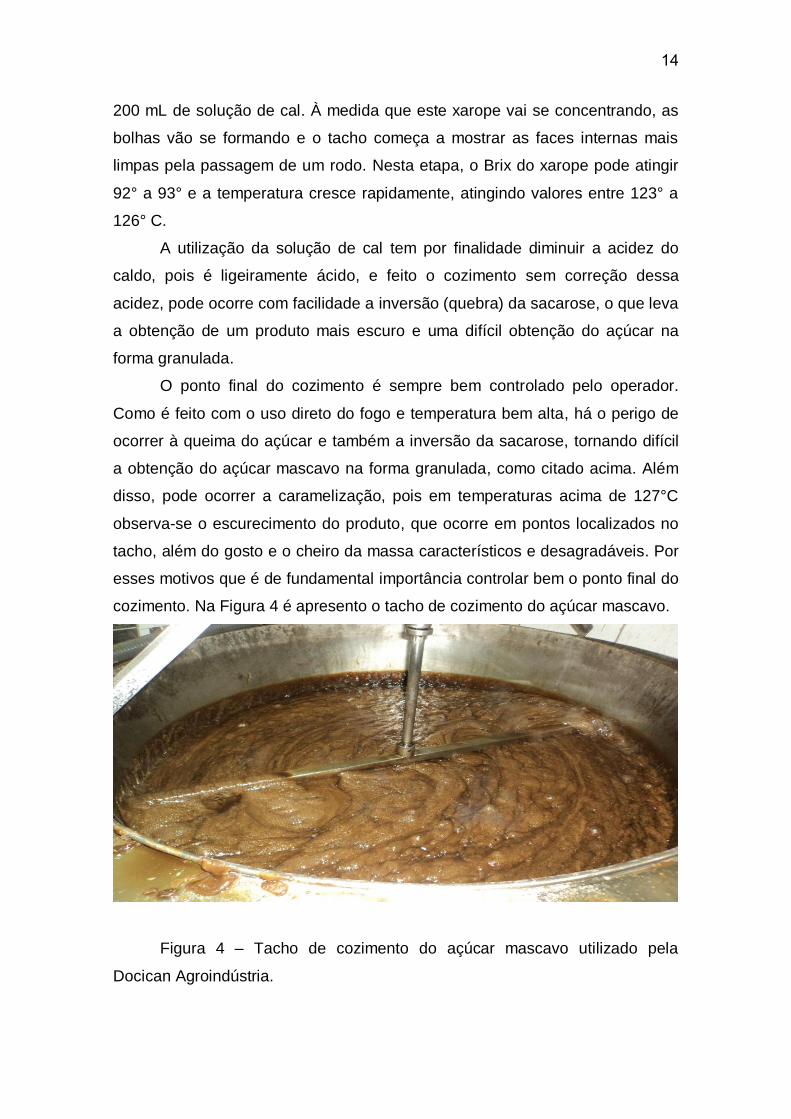
Após a obtenção do ponto, a massa é transferida para batedores
elétricos, onde é agitada durante 5 minutos, e pelo resfriamento produzido pela
agitação da massa quente de açúcar, este vai assumindo condições de
grânulos bem finos que em seguida é peneirado.
É importante frisar que, em razão da alta viscosidade da massa cozida
de açúcar a ser batida, quando a temperatura vai decrescendo, a bateção e o
resfriamento ficam mais trabalhosos. Por esta razão, os batedores têm
capacidade para 40 Kg de massa. O processo de bateção da massa pode ser
observado na Figura 5.
Figura 5 – Batedor utilizado pela Docican Agroindústria.
3.2.6 Peneiramento
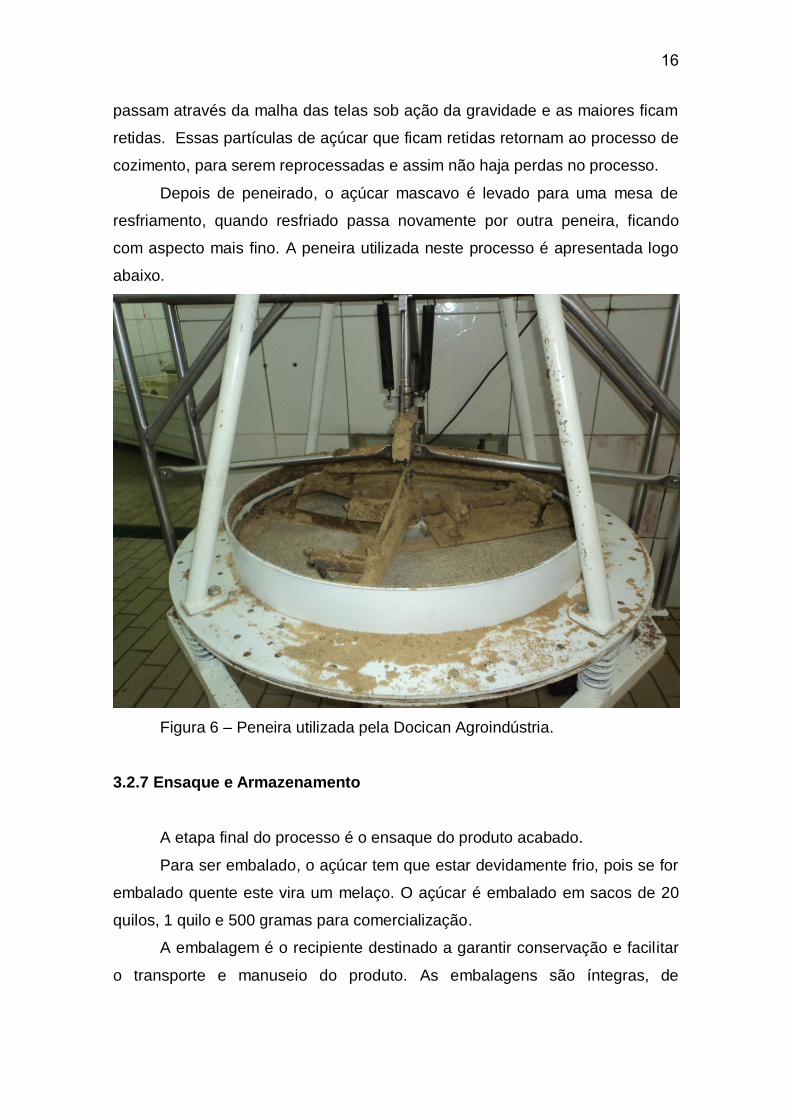
Ao sair da batedeira o açúcar passa por um peneiramento, que é um
processo de separação sólido-sólido no qual o material é agitado sobre uma
série de telas perfuradas, de modo que as partículas de menor tamanho
16
passam através da malha das telas sob ação da gravidade e as maiores ficam
retidas. Essas partículas de açúcar que ficam retidas retornam ao processo de
cozimento, para serem reprocessadas e assim não haja perdas no processo.
Depois de peneirado, o açúcar mascavo é levado para uma mesa de
resfriamento, quando resfriado passa novamente por outra peneira, ficando
com aspecto mais fino. A peneira utilizada neste processo é apresentada logo
abaixo.
Figura 6 – Peneira utilizada pela Docican Agroindústria.
3.2.7 Ensaque e Armazenamento
A etapa final do processo é o ensaque do produto acabado.
Para ser embalado, o açúcar tem que estar devidamente frio, pois se for
embalado quente este vira um melaço. O açúcar é embalado em sacos de 20
quilos, 1 quilo e 500 gramas para comercialização.
A embalagem é o recipiente destinado a garantir conservação e facilitar
o transporte e manuseio do produto. As embalagens são íntegras, de
17
identificação visível e com dados necessários que garantem a rastreabilidade e
a validade, de acordo com a legislação vigente.
O produto acabado é armazenado em condições que impeçam a
contaminação e o desenvolvimento de microrganismos, e em condições que
impeçam a alteração do produto e danos á sua embalagem.
4. Controle da Qualidade
Qualidade é um importante aspecto da produção de alimentos, e é
considerada como grau de excelência do produto. Porém, do ponto de vista
operacional, da produção e da comercialização, qualidade é aquilo que o
consumidor quer e está disposto a pagar por ela. É evidente que a segurança
do usuário do produto tem que ser uma preocupação constante do fabricante e
do comerciante, uma vez que o consumidor sempre considera que o produto é
de qualidade garantida (CESAR et al., 2003).
O entendimento é de que não se controla a qualidade apenas medindo
ou analisando o produto pronto para o uso. Entretanto, para administrar a
qualidade há necessidade de se conhecer os seus diversos indicadores ou
itens de controle, e isto ao longo de toda cadeia produtiva (VILELA, 2005).
Segundo Junior et al (2006), o controle tem a finalidade de assegurar
que o processo de produção especificado no projeto de qualidade possa ser
acompanhado durante a fase de fabricação. Esse processo envolve matéria-
prima, colaboradores, equipamentos, procedimento de inspeção e condições
ambientais.
Durante o período de estágio foi possível concluir que os principais
fatores que causam a deterioração do açúcar mascavo são: contaminação da
matéria-prima, a falta de assepsia durante o processo, água da lavagem dos
equipamentos contaminada, presença de microrganismos e más condições de
armazenamento. Então, foi observado que o controle da fabricação do açúcar
mascavo é realizado desde a entrada da matéria-prima até o produto acabado.
Em seguida serão abordados o controle da matéria prima e o controle da área
de industrialização.

18
4.1 Controle da Matéria-Prima
Para garantir um alto nível de qualidade do açúcar mascavo é mantido
um controle da matéria-prima.
Evita-se que a cana-de-açúcar entre em contato com o solo na hora em
que é colhida, para que assim não ocorra contaminação, principalmente por
microrganismos presentes no solo.
Um exemplo desses microrganismos é o Leuconostoc mesenteroides,
que pode penetrar nas rachaduras dos colmos da cana, gerando um produto
denominado dextrana, que é prejudicial na fabricação do açúcar. A cana-de-
açúcar deteriorada resulta em um xarope bastante viscoso, tornando o
cozimento demorado e dificultando a obtenção do ponto final. No entanto, se
ocorrer essa contaminação, a melhor forma de eliminação da dextrana é a
aplicação de enzimas do tipo dextranase. Porém, o elevado preço dessas
enzimas disponíveis no mercado tem um impacto direto no preço do açúcar
final.
Outro fator que também é de extrema importância para a qualidade final
do produto, é o controle do teor de sacarose da matéria-prima, pois é a partir
dele que o açúcar mascavo é obtido. O teor da sacarose afeta o rendimento do
processo, por isso é importante a uniformidade da maturação da matéria-prima.
Por esse motivo que é analisado a quantidade do Brix na cana-de-açúcar para
poder ser colhida.
4.2 Controles da área de industrialização
4.2.1 Área de recepção e moagem da cana
A área de recepção é ampla o suficiente para armazenar a quantidade
de cana que será utilizada durante a industrialização do açúcar mascavo.
Este local é coberto, o piso é cimentado, evitando que a cana entre em
contato com o chão prevenindo a contaminação com a terra. A cana é colocada
em um pallet que facilita o trabalho do operário que alimenta a moenda.

19
4.2.2 Área de cozimento, bateção, peneiramento e ensaque
Esta área é coberta, fechada com paredes, provida de circulador de ar
que possibilita a boa ventilação e arejamento, sendo estes telados para
prevenir a entrada de insetos e pássaros.
4.2.3 Área de armazenagem
A área destinada para armazenamento tem iluminação adequada, boa
ventilação, livre de goteiras e vazamentos, e mantém os produtos conservados
em temperatura ambiente. O armazenamento do açúcar mascavo é feito sobre
estrados, e nunca diretamente no chão, são empilhados com distância das
paredes e do teto, permitindo melhor circulação de ar e facilidade na limpeza,
sendo realizada uma vez por semana.
4.2.4 Área adjacente da agroindústria
A área adjacente é mantida sempre limpa sem a presença de lixo ou
depósitos de materiais como lenha ou bagaços velhos. Se houver sujidades
nesse local há possibilidade de crescimento de fungos (mofos) do lado de fora,
cujos esporos (semente) são transmitidos pelo ar, e uma possível
contaminação do produto, tornando-o condenável pelas normas da vigilância
sanitária.
4.2.5 Área sanitária
Os sanitários são iluminados, contêm lavatórios equipados, no entanto
possui apenas detergente, não contêm o álcool 70, que é de extrema
importância em uma indústria de alimentos. Ficam muito próximos da área de
processamento, e ainda nem sempre são mantidos em perfeito estado de
limpeza.

20
5. Análises Microbiológicas e Físico-químicas realizadas no açúcar
mascavo
A ausência dos microrganismos presentes no ambiente da fabricação do
açúcar, como bactéria, fungos e leveduras são de máxima importância, pois
afetam a qualidade do produto e proporciona, além das perdas, perigo á saúde.
Os fatores que contribuem para a ocorrência de microrganismos no açúcar
mascavo resultam, na sua quase totalidade, da ignorância ou da inobservância
das normas básicas dos procedimentos de manipulação dos alimentos, ou
seja, da ausência da aplicação de boas práticas de fabricação (BPF) mediante
análise de perigo e ponto crítico de controle (APPCC), imprescindíveis para
produção de alimentos microbiologicamente seguros (PARAZZI et al., 2009).
Portanto, quando o processo é conduzido de maneira adequada, a
contaminação não é o principal problema para o açúcar mascavo, pois é
considerado inexistente, dado que no processamento são atingidas
temperaturas superiores às suportadas por grande parte dos microrganismos
patogênicos, então grande parte da contaminação é resultante do
armazenamento insatisfatório (JAY, 2005).
Então, com o propósito de oferecer açúcar mascavo de boa qualidade
para seu consumidor, a Docican realiza através de laboratório terceirizado as
análises microbiológicas e físico-químicas, onde as principais análises
compreendem: Umidade, Cinzas, Sacarose, Glicose e Frutose (açúcar redutor),
Coliformes à 45°C, e Salmonella sp.
5.1 Umidade
Apesar da legislação vigente não especificar os limites estabelecidos
para esse parâmetro. Lopes e Borges (2004), recomendaram que o valor da
umidade não seja superior a 5%, pois estudos descritos por Verruma et al
(2007), afirmam que a alta umidade em açúcar pode causar diversos
problemas como empedramento, dissolução do açúcar (o açúcar se apresentar
melado), infecção por microrganismos, o que implica baixa vida útil para o
produto.
21
O elevado teor de umidade pode ser oriundo da qualidade da matéria-
prima ou do processo de produção do açúcar mascavo, quando o sistema de
evaporação do caldo está inadequado, quando o processo de correção do
caldo não acontece precisamente e quando os batedores e peneiras não
conseguem retirar a umidade para o devido empacotamento.
5.2 Cinzas
De acordo com Lopes e Borges (2004) para uma melhor qualidade do
açúcar, é importante que a variedade de cana utilizada forneça uma garapa
com baixo teor de cinzas, pois altos teores de cinzas significam altos teores de
potássio, o qual confere um sabor desagradável ao açúcar mascavo. Os
mesmos autores propõem que este valor não seja superior a 2,2%, garantido
assim sua qualidade.
5.3 Sacarose
Na análise deste parâmetro, é verificada a pureza do produto, que está
relacionado à sua capacidade de adoçar. Menor teor de sacarose indica a
presença de açúcares redutores (glicose e frutose) e cinzas (VERRUMA et al.,
2007).
A especificação segundo a resolução RDC n° 12, de 24 de julho de
1978, é que o açúcar mascavo deve conter no mínimo 90% de sacarose.
5.4 Glicose e Frutose
Lopes e Borges (2004) sugerem que os valores de açúcar redutor
(glicose e frutose) devem estar abaixo de 2,4%.
Os açúcares redutores (AR) podem ser originários da própria cana, que
quando não madura possui teores superiores a 1%, ou originários da inversão
da sacarose durante o processo de fabricação. Altos valores de AR podem ser
evitados utilizando-se cana madura, fresca e principalmente pela aplicação da
cal, promovendo a neutralização do caldo. O alto teor de AR dificulta a
22
obtenção do ponto final de cozimento, resultando em um produto com
aparência úmida e com tendência para melar ou empedrar, ou ainda pode
causar a perda deste ponto levando o produtor a grandes prejuízos (LOPES E
BORGES, 2004).
5.5 Coliformes à 45°C
A Resolução RDC N° 12, de 2 de janeiro de 2001, estabelece valores de
coliformes à 45°C para açúcar mascavo, tendo um limite de 10² UFC/g.
A presença de coliformes totais em alimentos é considerada uma
indicação de contaminação devida, na maioria das vezes, à higiene e
sanitização inadequadas no processamento de alimentos (SILVA, 1997).
5.6 Salmonella sp
Para Salmonella sp a resolução RDC N° 12, de 2 de janeiro de 2001,
estabelece ausência em 25g do produto.
O gênero Salmonella pertence à família Enterobacteriaceae e
compreende a bacilos gram-negativos não produtores de esporos. São
anaeróbios facultativos, produzem gás a partir da glicose e são capazes de
utilizar o citrato como única fonte de carbono. A temperatura ideal para
multiplicação é em torno de 35-37°C, sendo a mínima de 5°C e a máxima de
47°C, e o pH ótimo para multiplicação fica próximo de 7,0 (FRANCO;
LANDGRAF, 2006).
Os alimentos contaminados normalmente apresentam aparência e cheiro
normais. A contaminação pode ser através dos manipuladores, que não fazem
a higienização adequada das mãos (PARAZZI, 2009).
23
6. Conclusão
No decorrer do estágio, foi possível acompanhar a rotina de uma
agroindústria, e se familiarizar com todas as etapas do processo de fabricação
do açúcar mascavo, bem como, analisar e discutir os respectivos controles em
cada uma das etapas. Foi possível também, ter convívio com pessoas da área
industrial e constatar a real importância da presença de Tecnólogos em
Alimentos na indústria, visando sempre à melhoria dos processos.
Através deste estágio, foi possível observar a associação das atividades
teóricas e práticas desenvolvidas nas disciplinas corriculares do curso de
tecnologia em alimentos com a prática diária da produção industrial,
destacando-se em especial conteúdos de disciplinas tais como: operações
unitárias, processamento industrial, higiene industrial, controle e segurança
alimentar, bioquímica, microbiologia, gestão e controle, entre outras.
Portanto, pode-se afirmar que o estágio supervisionado se mostrou de
grande importância, pois possibilitou a experiência do aprendizado, podendo
ligar a teoria à prática, e superando as expectativas inicialmente atribuídas no
cronograma de estágio.
24
5. Referências
ANDRADE, R. R. Demanda e Perfil Profissional de Técnicos de Nível
Médio para o Setor Sucro-alcoleiro. 2005. 213 f. Dissertação (Mestrado em
Ciências) - Programa de Pós-Graduação em Educação Agrícola, Universidade
Federal Rural do Rio de Janeiro, 2005. Disponível em:
<http://www.ia.ufrrj.br/ppgea/dissertacao/Reginaldo%20Rodrigues%20de%20A
ndrade.pdf>. Acesso em: 11 fev. 2012.
BRASIL. Comissão Nacional de Normas e Padrões para Alimentos -
CNNPA. Resolução RDC n° 12, de 24 de julho de 1978. Disponível em: <
http://portal.anvisa.gov.br/wps/wcm/connect/e57b7380474588a39266d63fbc4c6
735/RESOLUCAO_12_1978.pdf?MOD=AJPERES > . Acesso em: 12 fev. 2013
BRASIL. Regulamento técnico sobre os padrões microbiológicos para
alimentos. Resolução RDC n° 12, de 2 de Janeiro de 2001. Disponível em:
<http://www.anvisa. gov.br/legis/resol/12_01rdc.htm. >. Acesso em: 20 jun.
2012.
CASTRO, S. B.; ANDRADE, S. A. Tecnologia do açúcar. Recife: Ed.
Universitária da UFPE. 2007.
DELGADO, A. A.; DELGADO, A. P. Produção do açúcar mascavo, rapadura
e melado. Piracicaba: Alves, 1999.154p.
DELGADO, A. A.; CESAR, M. A. A. Elementos de tecnologia e engenharia de
açúcar de cana. Departamento de Tecnologia Rural – ESAL. Piracicaba, v.1,
p. 363, 1997.
FRANCO, B. D. G. M.; LAVANDRAF, M. Microbiologia dos alimentos. São
Paulo: Athener, 2006. 182p.
25
JAY, J. M. Microbiologia de alimentos. Trad. Eduardo Cesar Tondo et al. 6 ed.
Porto Alegre: Artmed, 2005.
JUNIOR, R. J. C.; BARRETO, C. F.; FILHO. W. L. The use of quality control
according to hazard analysis and critical control point (HACCP) system in
brazilian fishing industry: the case of Netuno Pescados in the State of
Pernambuco. Organizações Rurais & Agroindustriais. Lavras, v. 8, n. 1, p.
11-24, 2006.
LEHNINGER, A. L.; NELSON, D. L.; COX, M. M. Princípios de bioquímica.
São Paulo: Sarvier, 1995. 238p.
LOPES, C. H.; BORGES, M. M. T. R. Proposta de normas e especificações
para açúcar mascavo, rapadura e melado de cana. DTAISER/Centro de
Ciências Agrárias: Araras, Universidade Federal de São Carlos, 2004. 10p.
PARAZZI, C.; JESUS, D. A.; LOPES, J. C.; VALSECHI, O. A. Análises
microbiológicos do açúcar mascavo. Bioscience Journal, Uberlandia, v. 25, n.
3, p. 32-40, maio/jun. 2009.
SILVA, C. A. B.; SILVA, F. C.; CESAR, M. A. A. Pequenas indústrias rurais de
cana-de-açúcar: melaço, rapadura e açúcar mascavo. Brasília: DF, 2003.155p.
SILVA, N.; JUNQUEIRA, V. C. A.; SILVEIRA, N. F. A. Manual de métodos de
analise microbiológica de alimentos. São Paulo: Varela, 1997.
ÚNICA. União da Indústria de Cana - de - açúcar, 1997. Disponível em:
<http://www.unica.com.br/content/show.asp>. Acesso em: 11 fev. 2012.
VERRUMA, B. M. R.; BORGES, M. T. M. R.; LOPES, C. H, MODESTA, R. C.
D.; CECCATO, A. S. R. Avaliação microbiológica, físico-química e sensorial
de açúcares mascavos comercializados na cidade de São Carlos. São
Paulo: Braz J Food Technol, 2007.
26
VILELA, A. F. Estudo da adequação de critérios de boas práticas de
fabricação na avaliação de fábricas de cachaça e alambique. 2005. 96 f.
Dissertação (Especialização em Ciência de Alimentos) – Faculdade de
Farmácia, Universidade Federal de Minas Gerais, Belo Horizonte, 2005.
Disponível em: <
http://www.bibliotecadigital.ufmg.br/dspace/bitstream/handle/1843/MBSA-
7KUMG7/criterios_de_boas_praticas.pdf?sequence=1>. Acesso em: 10 jun.
2012.