universidade federal de sÃo carlos - ufscar · e.t. → estrutura trabalhada . ... resistência...
TRANSCRIPT

UNIVERSIDADE FEDERAL DE SÃO CARLOS CENTRO DE CIÊNCIAS EXATAS E TECNOLOGIA
PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS
“INFLUÊNCIA DA MICROESTRUTURA E DAS CONDIÇÕES DE DEFORMAÇÃO NAS CURVAS DE ESCOAMENTO PLÁSTICO DE AÇOS
INOXIDÁVEIS DÚPLEX NO ENSAIO DE TORÇÃO A QUENTE”
Gedeon Silva Reis
SÃO CARLOS - SP 1999

UNIVERSIDADE FEDERAL DE SÃO CARLOS
CENTRO DE CIÊNCIAS EXATAS E TECNOLOGIA
PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE
MATERIAIS
“INFLUÊNCIA DA MICROESTRUTURA E DAS CONDIÇÕES DE DEFORMAÇÃO
NAS CURVAS DE ESCOAMENTO PLÁSTICO DE AÇOS INOXIDÁVEIS DÚPLEX
NO ENSAIO DE TORÇÃO A QUENTE”
GEDEON SILVA REIS
Tese apresentada ao Programa de Pós-
Graduação em Ciência e Engenharia de
Materiais como requisito parcial à
obtenção do título de DOUTOR EM
CIÊNCIA E ENGENHARIA DE
MATERIAIS
Orientador: Prof. Dr. Oscar Balancin
Agência Financiadora: CAPES
SÃO CARLOS - SP
1999

FICHA CATALOGRÁFICA
Reis, Gedeon Silva Influência da Microestrutura e das condições de
deformação nas Curvas de Escoamento Plástico de Aços Inoxidáveis Dúplex no Ensaio de Torção a Quente. São Carlos, UFSCar, 1999. 160p.
Tese de Doutorado apresentada ao Programa de Pós-
Graduação em Ciência e Engenharia de Materiais como requisito parcial à obtenção do título de Doutor em Ciência e Engenharia de Materiais.
1 - Aços Inoxidáveis Dúplex 2 - Microestruturas 3 - Curvas de Escoamento Plástico 4 - Ductilidade a Quente
I- Título

DEDICATÓRIA
Aos meus filhos
CURRICULUM VITAE
Professor do Centro Federal de Educação Tecnológica do Maranhão CEFET/MA
Engenheiro Mecânico pela Universidade Estadual do Maranhão
UEMA (1987)
Mestre em Engenharia de Materiais pela Universidade Federal de São Carlos
UFSCar (1995)
MEMBROS DA BANCA EXAMINADORA DA TESE DE DOUTORADO DE GEDEON SILVA REIS
APRESENTADA AO PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS, DA UNIVERSIDADE FEDERAL DE SÃO CARLOS, EM 19 DE OUTUBRO DE 1999.
BANCA EXAMINADORA:
Prof. Dr. Oscar Balancin
Orientador / DEMa-UFSCar
Prof. Dr. Paulo Roberto Cetlin
DEMET-UFMG
Prof. Dr. Luis Carlos Casteletti
EESC-USP
Prof. Dr. Walter Libardi
DEMa-UFSCar
Prof. Dr. Alberto Moreira Jorge Júnior
DEMa-UFSCar

RESUMO
Neste trabalho, investigou-se a relação entre microestrutura,
comportamento de escoamento plástico e características de falhas por meio de
ensaios de torção a quente de aços inoxidáveis dúplex. Três tipo de aços com
diferentes frações volumétricas das fases ferrítica e austenítica foram deformados
em temperaturas variando de 850 a 1200°C e taxas de deformações de 0,3 a 5 s-1.
Os resultados mostraram que a forma da curva de escoamento plástico depende
fortemente da fração volumétrica, morfologia, distribuição das fases e da natureza
das interfaces. Quando as amostras dos aços dúplex são essencialmente ferríticas,
o comportamento mecânico é determinado pela matriz e a curva de escoamento
plástico é típica de materiais que sofrem recristalização dinâmica contínua. A
ductilidade desse tipo de microestrutura é muito grande. Quando a fração de
austenita é aumentada, partículas de Widmanstätten precipitam, dificultando a
deformação da matriz ferrítica, aumentando a resistência do material. Neste caso, a
curva de escoamento plástico é caracterizada por um rápido endurecimento até um
pico de tensão, seguido de uma extensa região de amaciamento. A falha nesse tipo
de microestrutura ocorre pela restrição, por parte das partículas de austenita, da
movimentação dos grãos recristalizados de ferrita. Quando a segunda fase forma
uma rede contínua nos contornos da matriz ferrítica, o material falha, durante a
deformação a quente, por deslizamento de contornos de grãos. Neste caso, a
ductilidade é baixa e independe da quantidade da segunda fase, austenítica.
Quando as partículas de austenita estão dispersas grosseiramente dentro da matriz,
a curva de escoamento plástico mostra um pico de tensão separando regiões
extensas de encruamento e amaciamento. Em altas proporções das fases ferrítica e
austenítica (~50/50 = α/γ) a microestrutura é caracterizada pela percolação de
ambas as fases nas amostras. A curva toma uma forma bem particular nos ensaios
de torção a quente. A falha, neste caso, ocorre por aberturas de cavidades em
pontos tríplices e ao longo dos contornos das fases ferrítica e austenítica, devido aos
comportamentos dissimilares das fases durante a deformação a quente.
ABSTRACT
The influence of the microstructure on flow plastic behavior and failure
characteristics of duplex stainless steels were studied by hot torsion tests. Three
kinds of steels, with different volume fraction of ferritic and austenitic phases were
deformed in temperature range from 850 to 1200oC and strain rates range from 0.3 to
5.0 s-1. The results show that the shape of the flow stress curves depends strongly on
the volume fraction, morphology, phases distribution and on the interface nature.
When the specimens of the duplex stainless steel are essentially ferritic, mechanical
behavior is determined by the matrix and the shape of the flow stress curve is
typically of materials that softening by continuous dynamic recrystallization. The
ductility of this kind of microstructure is very high. When the austenite volume fraction
is increased, Widmanstätten austenite particles difficult the matrix deformation and
increase the material strength. In this case, the flow stress is characterized by a very
fast hardening to the peak stress, followed by a very large softening region. This type
of microstructure failure is caused by austenite particles that constraint the movement
of the recrystallized ferrite grains. When the second phase forms a continuous net
structure surrounding the ferrite grains, the hot strained material failure by means of
grain sliding. In this type of microstructure, the material presents low ductility and is
independent of austenitic volume fraction. When the austenite particles are
coarsened inside the matrix, the flow stress displays a peak stress, dividing extensive
hardening and softening regions . When the ferritic and austenitic phases are present
in high volume fractions (~50/50 = α/γ), the microstructure is characterized by the
percolation of the both phases present in the samples, and the flow stress curve
acquires a very particular shape. In this case, the failure occurs by cavities formation
at triple points and at ferritic and austenitic interfaces, due to the dissimilar behavior
of the both phases present during the hot deformation.

SÍMBOLOS E ABREVIATURAS
•ε → Taxa de Deformação
eqε → Deformação Equivalente
fε → Deformação na Fratura
pε → Deformação de Pico
σy → Tensão de Início do Escoamento
σp → Tensão de Pico
Tx.Aq. → Taxa de Aquecimento T.T. → Temperatura de Tratamento ou Tratamento Térmico
t.e. → Tempo de Espera
T.E. → Temperatura de Ensaio
LF → Laminado a Frio
vf → Fração Volumétrica
E.B.F. → Estrutura Bruta de Fusão E.T. → Estrutura Trabalhada

Introdução
No mundo moderno, a globalização ocupa cada vez mais espaço nas
relações entre países e, consequentemente, a competitividade, que inclui produtos
cada vez melhores a preços cada vez menores, requer um nível de conhecimento
científico e tecnológico nunca antes exigido na história da humanidade.
A indústria, neste mundo globalizado, tem uma importância estratégica,
pois cada vez mais industrializam-se os mais diversos tipos de produtos,
decrescendo os custos de produção. Do ponto de vista industrial, para se processar
um certo produto com qualidade e competitividade tem que se conhecer todas as
etapas desse processo, desde a matéria prima até o produto final.
Quando se fala em um produto, certamente em algum momento está se
falando no material do qual este é feito. Especificamente na área de materiais
metálicos, onde o consumo global é absurdamente grande e a competitividade
requer uma racionalização de métodos de produção nas mesmas proporções, o
desenvolvimento científico e tecnológico é primordial e a cada dia necessita-se
conhecer mais profundamente as relações entre estrutura, processamento e
propriedades para cada material. A etapa de processamento, do ponto de vista
econômico extremamente importante, envolve plantas industriais enormes, que não
viabilizam mudanças bruscas, para atender um ou outro produto, e está recebendo
uma atenção maior do que antes recebia.
A realização de estudos envolvendo a etapa de processamento de
materiais metálicos, como por exemplo laminação e forjamento, dentro de uma
planta industrial é praticamente impossível. Para superar estas dificuldades foram
desenvolvidos métodos experimentais em escala de laboratório que podem simular
o processamento industrial, tais como ensaios de torção, compressão, tração, etc.
Dentre estes ensaios, um dos que vêm sendo utilizados com mais frequência é o de
torção a quente. Com este ensaio pode-se investigar as variações da ductilidade e
resistência mecânica durante o trabalho a quente em função dos parâmetros
metalúrgicos como temperatura, deformação e taxa de deformação, que podem ser
facilmente variados e controlados, possibilitando uma simulação de sequências de
passes, obtendo-se estruturas metalúrgicas semelhantes às produzidas pelos
processos industriais de conformação. Pode-se, também, fazer um
acompanhamento microestrutural mediante observações ocorridas durante a

deformação a quente, pois é possível realizar resfriamento rápido da amostra em
qualquer etapa do ensaio (1-7).
Utilizando estes métodos de laboratório, extremo volume de pesquisas
vem sendo realizado nas últimas décadas visando o entendimento do
processamento industrial a quente de materiais metálicos, em especial de aços.
Embora muitos esforços tenham sido feitos para determinar os mecanismos e
parâmetros do processamento a quente, a maioria destas pesquisas está
centralizada em materiais que são monofásicos durante a deformação a quente. Em
bifásicos, a presença de uma segunda fase massiva dentro de uma matriz durante o
processamento aumenta a complexidade do processo de deformação, e como
consequência, a microestrutura pode limitar a quantidade de deformação a que o
material pode ser submetido sem falhar.
Os aços inoxidáveis dúplex que vêm tendo um aumento gradual de
utilização, devido às suas excelentes combinações de propriedades, necessitam de
um cuidado especial durante o processamento mecânico dada a existência de faixa
de baixa ductilidade durante o trabalho a quente. O objetivo deste trabalho foi
entender o comportamento mecânico dos aços dúplex na deformação a quente, por
meio de ensaios de torção a quente, realizando um estudo sistemático que
relacionou microestrutura, comportamento de escoamento plástico e características
de falhas. Uma grande variedade de microestruturas foi produzida por meio da
utilização de composições químicas e tratamentos térmicos, e diferentes
comportamentos mecânicos foram observados.

2 - Revisão Bibliográfica 2.1 - Introdução
A quantidade de deformação a que um material metálico pode ser
submetido sem falhar durante o processamento metalúrgico depende
fundamentalmente do material, das condições de deformação e das características
do processo empregado. O esforço requerido para trabalhar um dado material até
diferentes níveis de deformação é uma resposta da estrutura desse material às
condições impostas.
Durante a deformação a quente, mecanismos de endurecimento como o
encruamento e mecanismos de amaciamentos como a recuperação e recristalização
dinâmica podem operar concomitantemente na estrutura do material metálico. Esses
mecanismos influenciam diretamente os níveis de ductilidade e de resistência
mecânica apresentadas pelos materiais metálicos durante a deformação a quente.
Quando os mecanismos de endurecimento predominam, a resistência mecânica do
material é aumentada enquanto que a ductilidade decresce. Entretanto, quando os
mecanismos de amaciamentos predominam, a resistência decresce enquanto a
ductilidade é aumentada.
A resistência mecânica dos materiais deve ser bem conhecida para que
sejam projetados equipamentos com potências necessárias para a conformação
mecânica. Por outro lado, a ductilidade exerce um papel muito importante na
deformação a quente do material, pois pode ser utilizada para indicar direções
alternativas para se alcançar melhores níveis de trabalhabilidade. Esta otimização
pode ser alcançada através de variações da composição química do material, ou
das condições de deformação como temperatura e a taxa de deformação.
A seguir far-se-á uma breve revisão da metalurgia da deformação a
quente.
2.2 - Mecanismos de Endurecimento
2.2.1 - Encruamento
O encruamento juntamente com a presença de elementos de liga em
solução sólida, a precipitação de segundas fases e o refino dos grãos são os
mecanismos utilizados para aumentar a resistência mecânica dos materiais
metálicos. Sob o ponto de vista estritamente do processamento a quente, o

encruamento ocorre quando metais e ligas são deformados a quente e tem-se um
aumento na densidade de discordâncias, que por sua vez interagem umas com as
outras, impedindo seus movimentos através da rede cristalina.
Em processos de conformação plástica, como laminação e forjamento, a
maior parte da energia que é dispendida para a realização do trabalho mecânico é
dissipada em forma de calor e apenas frações de 2% a 10% desta energia
permanecem dentro do reticulado cristalino na forma de defeitos como vacâncias,
maclas, falhas de empilhamento e discordâncias (8,9). A densidade e distribuição dos
defeitos criados durante a deformação dependem de fatores característicos de cada
liga como a estrutura cristalina, a natureza química, a pureza do metal e o tamanho e
forma dos grãos iniciais, além das condições de deformação, ou seja, da temperatura
e taxa de deformação (10).
A energia de falha de empilhamento é a característica que mais afeta a
distribuição e densidade de discordância em uma estrutura deformada. Em materiais
com baixa energia de falha de empilhamento, como aços austeníticos (figura 2.1), as
discordâncias dissociadas em parciais têm baixa mobilidade devido à dificuldade
que as mesmas têm em mudar de planos de deslizamento através dos mecanismos
de escalagem e deslizamento cruzado. A subestrutura de deformação destes
materiais contém uma alta densidade de discordâncias, formando um arranjo planar
de alta energia (11).
Em metais com alta energia de falha de empilhamento, como o alumínio
(Al) e o ferro (Fe-α), a subestrutura formada durante a deformação contém regiões
com altas e baixas densidades de discordâncias devido à facilidade de operação de
mecanismos de movimentação de discordâncias como a escalagem e o
deslizamento cruzado. Tais subestruturas são referidas como celular e, em
comparação à dos metais com baixa energia de falha de empilhamento, têm menor
densidade de discordâncias e uma distribuição mais heterogênea (12).
A densidade e distribuição das discordâncias são fortemente afetadas
pela temperatura de deformação, pois os principais mecanismos que atuam durante
a deformação a quente são termicamente ativados. Assim, um decréscimo na
temperatura de deformação leva para maiores níveis de densidade de discordâncias
e as células formadas são menores e mais bem definidas. Em temperaturas
elevadas, um aumento na taxa de deformação tem um efeito sobre a subestrutura
similar ao de um decréscimo da temperatura de deformação (11,13). A

heterogeneidade na distribuição de discordâncias pode eventualmente levar ao
desenvolvimento de bandas de deformação que são importantes para o processo de
recristalização. Dentro destas bandas as células são menores, alongadas e podem
desenvolver grande desorientação entre os dois lados da banda (14).
0,0 0,5 1,0 1,5 2,0
60
90
120
150
180Temperatura de Ensaio (oC) 900 1000 1100
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 2.1 - Curvas de escoamento plástico do aço inoxidável austenítico 316
deformado com ε =1 s• -1 (15).
2.3 - Mecanismos de Amaciamento
Durante o processamento a quente de material metálico, mecanismos de
restauração como a recuperação e a recristalização atuam simultaneamente aos
mecanismos de encruamento. Tais processos, quando ocorrem durante a
deformação plástica, são chamados recuperação e recristalização dinâmicas.
2.3.1 - Recuperação Dinâmica
Quando um material metálico é submetido a deformação plástica, sua
densidade de discordâncias é aumentada devido aos defeitos criados na rede
cristalina pela deformação. Entretanto, quando este material é deformado a quente,
além dos mecanismos de endurecimento, também podem atuar mecanismos de
amaciamentos como a recuperação e recristalização dinâmica.
A recuperação dinâmica é um processo de amaciamento sempre

presente na deformação a quente. Em materiais metálicos onde a escalagem e o
deslizamento cruzado, que são termicamente ativados, ocorrem com relativa
facilidade, quando em processamento, a recuperação dinâmica é o único processo
de restauração operante (11). As figuras 2.2 e 2.3 mostram curvas de escoamento
plástico típicas de materiais metálicos onde o único processo de amaciamento
atuante é a recuperação dinâmica. Durante a parte inicial da deformação, tem-se um
aumento significativo da densidade de discordâncias na estrutura do material, que
nas curvas de escoamento plástico está sendo representada pela parte inicial, onde
se tem uma grande inclinação da curva. As discordâncias tornam-se mais
emaranhadas no decorrer da deformação formando células e em seguida subgrãos
(11). Como a deformação prossegue, atinge-se o estado estacionário. Este
comportamento é típico de materiais com alta energia de falha de empilhamento em
que as discordâncias têm alta mobilidade.
0,0 0,2 0,4 0,6 0,8 1,0 1,2
20
40
60
80
100
120Temperatura de Ensaio (oC) 650 700 750 800 850 900
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 2.2 - Curvas de escoamento plástico do ferro Armco realizadas com
=0,0015 s•ε -1 (16).

0,0 0,2 0,4 0,6 0,8 1,0 1,2
40
60
80
100
120
140
160Taxa de Deformação (s-1) 5,0.10-1
5,0.10-2
5,0.10-3
5,0.10-4
1,5.10-4
6,0.10-5
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 2.3 - Curvas de escoamento plástico do ferro Armco realizadas a 700°C
mostrando o efeito da taxa de deformação (16).
2.3.2 - Recristalização Dinâmica
Quando em um material metálico a escalagem e o deslizamento cruzado
não operarem mais de maneira efetiva, devido à baixa mobilidade de discordância,
surge durante a deformação a quente um outro processo de restauração em
deformações maiores, que é a recristalização dinâmica. Neste caso, tem-se a
formação de uma subestrutura de arranjos planares de discordância que não é
completamente recuperada durante a deformação. Assim, as células têm tamanhos
relativamente menores e suas paredes são mais emaranhadas quando comparadas
com metais que sofrem alto grau de recuperação dinâmica.
A recristalização dinâmica nos materiais metálicos pode iniciar-se pelo
encurvamento de contornos de grãos, pelo coalescimento de subgrãos ou pela
nucleação em células com alta desorientação dentro dos grãos. Após a formação
dos núcleos, estes crescem devido à diferença de densidade de discordâncias entre
o interior dos núcleos e as regiões adjacentes até que uma estrutura de grãos novos
esteja formada. A recristalização pode ser entendida como um processo de
restauração que envolve a eliminação coletiva de discordâncias pela migração de
contorno de alto ângulo.

Como exemplos de materiais que apresentam esse fenômeno, podem-se
citar: o cobre (Cu), níquel (Ni), ferro austenítico (Fe-γ) e suas ligas, que têm baixa
energia de falha de empilhamento (9,11,17). As figuras 2.4 e 2.5 mostram curvas de
escoamento plástico típicas de materiais que recristalizam dinamicamente. Neste tipo
de material, a subestrutura de discordâncias desenvolvida no estágio inicial da
deformação recupera-se muito pouco, e com o aumento da densidade de
discordâncias tem-se o início da recristalização dinâmica (11,18). A forma básica da
curva de escoamento desses materiais consiste em aumento da tensão até atingir
um valor máximo de pico, decrescendo a seguir até atingir um estado estacionário
(19,20).
A deformação crítica necessária para iniciar a recristalização dinâmica é
menor que a deformação de pico, pois os primeiros núcleos apenas amaciam
localmente enquanto que o restante do material continua encruado. Como se nota
nas figuras 2.4 e 2.5, tanto a temperatura como a taxa de deformação interferem nas
curvas de escoamento plástico. Aumentando a taxa de deformação, tem-se um
aumento na deformação correspondente ao pico de tensões. Quanto maior a
quantidade de deformação antes do pico de tensão maior será a energia
armazenada, resultando em grãos menores recristalizados dinamicamente. A
temperatura interfere de maneira oposta à taxa de deformação. Em altas
temperaturas tem-se menores deformações de pico e a recristalização inicia com
baixas deformações. Assim, os grãos serão maiores que os obtidos em temperatura
menores.

0,0 0,5 1,0 1,5 2,0 2,5 3,00
50
100
150
200Taxa de Deformação (s-1) 2,5.100
4,0.10-1
6,5.10-2
6,9.10-3
1,1.10-3Te
nsão
Equ
ival
ente
(MPa
)
Deformação Equivalente (εeq) Figura 2.4 - Curvas de escoamento plástico do aço 0,25%C deformado a 1100°C
(21).
0,0 0,5 1,0 1,5 2,0 2,50
30
60
90
120Temperatura de Ensaio 0.9 Tm 0.8 Tm 0.7 Tm 0.6 Tm
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 2.5 - Curvas de escoamento plástico de amostras de níquel deformadas com
= 1,6.10•ε -2 s-1, mostrando o efeito da temperatura (22).
Como os fenômenos que ocorrem durante a deformação são
termicamente ativados, pode-se relacionar o efeito da temperatura e da taxa de
deformação através do parâmetro de Zenner-Hollomon (Z) (23):

( )
=
= • nARTQZ ασε senhexp (2.1)
onde é a taxa de deformação, T é a temperatura, σ é a tensão aplicada, Q é a
energia de ativação aparente para a deformação a quente, é a constante universal
dos gases e α , e são as constantes.
•ε
R
n A
2.4 - Estruturas com Duas Fases
De uma forma geral, a microestrutura de um material metálico pode ser
entendida como um conjunto de defeitos da rede cristalina (lacunas e discordâncias),
de outras fases (partículas e poros) e de seus respectivos contornos (24). Esses
elementos podem ser classificados sistematicamente por ordem de suas dimensões
geométricas, como apresentado na tabela 2.1. A caracterização quantitativa de uma
microestrutura inicia-se com informações sobre a estrutura dos defeitos seguidas de
informações de suas densidades. Como exemplo, tome-se uma liga metálica bifásica
com as partículas da segunda fase distribuídas de forma dispersa dentro da matriz.
Nesse caso, a fração volumétrica, ou densidade de partículas, pode ser escrita na
seguinte forma:
[ 0mVV
F pv == ∑ ] (2.2)
onde na equação é a densidade de partículas, V volume das partículas e V
volume total.
vF p
Além da estrutura de dispersão de partículas descritas na equação 2.2,
outros tipos de estrutura de duas fases podem ser encontrados dependendo da
fração volumétrica, forma e distribuição das fases presentes. A figura 2.6 mostra que
segundas fases podem ser distribuídas dentro da matriz na forma de rede, de
dispersão e formar uma estrutura dúplex. Essa classificação pode ser feita
analisando-se as densidades de contornos de grãos e de fase.

Tabela 2.1 - Elementos microestruturais (24).
Dimensão geométrica Elementos 0 Vacâncias 1 Discordâncias 2 Contornos 3 Partículas, poros
Para definir o tipo da estrutura, analisar-se-á a densidade de contornos
, a saber, contornos de grãos ( e ) e interfaces ( ) de uma estrutura
bifásica que consiste de grãos equiaxiais ou partículas, e que pode ser escrita da
seguinte maneira:
bρ ααρ γγρ αγρ
αγγγαα ρρρρ +=b + (2.3)
Quando as partículas de γ estão dispersas em uma matriz α , os
contornos não existem e, então, . Algumas vezes, é útil relacionar os
contornos de fase com os contornos de grãos da matriz por meio de
γγ 0=γγρ
ααρρδ = αγ .
Quando >>1, a estrutura consiste de partículas dispersas de em α . Em uma
dispersão de γ , a matriz α percola toda a seção da amostra. Se a fase γ forma uma
rede contínua cobrindo toda a superfície de α , então contornos αα desaparecem e
=0. Em uma estrutura de rede, a segunda fase percola toda a seção da amostra.
O terceiro tipo de microestrutura é caracterizada pela percolação de ambas as fases
e γ , isto é, um igual número de grãos é arranjado como uma mistura aleatória.
Ambos, interfaces e contornos ocorrem com uma mesma probabilidade, então:
δ γ
ααρ
α
γγαα ρρ = e (2.4)
αγγγαα ρρρ =+ então, (2.5)
2=== γγαγαααγ ρρρρδ (2.6)
Isto é valido para uma estrutura dúplex ideal com frações volumétricas e . αf 5,0=γf

(a)
(b)
Figura 2.6 - Principais tipos de microestruturas de duas fases: (a) dispersão de
partículas, (b) estrutura dúplex e (c) estrutura de rede (24).
(c)
Em uma estrutura dúplex, tanto α quanto γ percolam toda a seção da amostra. O
termo contigüidade foi introduzido para designar com mais facilidade a percolação
das fases (25).
Transformações entre diferentes microestruturas, como dispersão ↔
dúplex, podem ocorrer durante o processamento e tratamento térmico de ligas
bifásicas. A transformação de um tipo para outro de microestrutura está associada
com o aparecimento ou desaparecimento de um tipo particular de contorno.
Transformações podem ocorrer devido às variações da fração volumétrica das fases
e de suas formas e distribuições. Para uma distribuição constante de forma e
tamanho, as transformações devem ocorrer com uma variação da fração volumétrica
. Isso leva às relações entre composição das ligas e temperaturas de tratamento
dos diagramas de equilíbrio de fases. Por exemplo, a formação de uma estrutura
dúplex em ligas bifásicas pode iniciar no resfriamento com a formação de núcleos
dispersos. Com o decréscimo de temperaturas, tem-se um aumento na fração
volumétrica da segunda fase formando-se a estrutura dúplex. A figura 2.7 mostra
esquematicamente exemplos de transformações entre tipos distintos de
microestruturas (24).
vf
O comportamento geral de uma liga de duas fases depende das
propriedades de cada uma das fases constituintes, de suas frações volumétricas e do
tipo de microestrutura. Existem três tipos principais de relações que descrevem o
comportamento de materiais de duas fases (26).

Figura 2.7 - Representação esquemática na seção planar de transformações entre
tipos de microestrutura: (a) dispersão de partículas estrutura de rede
e (b) estrutura dúplex dispersão de partículas (24).
→
→
Na primeira relação, assume-se que todas as propriedades de uma liga
bifásica são determinadas conjuntamente pelas duas fases. Nesse caso, tais
propriedades podem ser tomadas como a média das propriedades dos dois
componentes usando-se a regra das misturas (27). Se forem consideradas as
propriedades do material em uma direção paralela à do alinhamento das fases, pode-
se escrever que:
γγαα fPfPP +=C (2.7)
onde iP são as propriedades parciais das fases e as frações volumétricas. if
Se forem consideradas as propriedades em uma direção perpendicular à
do alinhamento das fases, tem-se:
( )γγααγα fPfPPPP +=⊥ (2.8)

Um segundo tipo de relação pode ser encontrado quando as propriedades
do material são determinadas exclusivamente por uma das fases. Nesse caso, pode-
se escrever:
αα fPP = (2.9)
ou
γγ fPP = (2.10) E finalmente, quando as propriedades de uma liga bifásica são
determinadas pelas propriedades parciais de uma das fases, ou seja:
αPP = (2.11)
ou
γPP = (2.12)
2.5 - O Aço Inoxidável Dúplex
2.5.1 - Introdução
Anotações (28) referentes aos aços dúplex datadas de 1933 relatam que
durante a fusão do aço inoxidável austenítico da classe 18Cr-9Ni-2,5Mo, numa
companhia francesa, ocorreu um erro e obteve-se um aço inoxidável da classe 20Cr-
8Ni-2,5Mo. Análises e testes (29) subseqüentes revelaram que esse aço tinha alta
porcentagem da fase ferrítica na matriz austenítica e que tinha excelente resistência
à corrosão combinada com excelentes propriedades mecânicas.
Durante os últimos anos da década de 60 e os primeiros de 70, ocorreram
dois fatos importantes que alavancaram o desenvolvimento e uso dos aços
inoxidáveis dúplex. Primeiro, foi o aumento da demanda de aços inoxidáveis por
causa do desenvolvimento da indústria petroquímica em águas oceânicas,
juntamente com a falta de níquel, que elevou o preço das ligas inoxidáveis
austeníticas. Segundo, a técnica de produção de aços melhorou drasticamente com
a introdução das técnicas de VOD (vacuum oxygen decarburisation) e AOD (argon
oxygen decarburisation) (30).
Dadas as excelentes propriedades citadas anteriormente, esses aços são
especificados para componentes de equipamentos expostos à água do mar, em
trocadores de calor, em bombas centrigadoras, tubos para equipamentos das
indústrias química, petroquímica e de alimentos, em equipamentos para
dessulfuração (controle de poluição) de gases e indústrias fotográfica, de papel e de
tintas (31).
2.5.2 - Composição Química
As características mais marcantes desses aços resultam da atuação de
mecanismos que dependem da composição química de cada liga, ou seja, dos
efeitos de elementos de liga em solução sólida substitucional, em solução sólida
intersticial, particularmente do N, e da fração volumétrica de cada uma das fases
(32).
A existência da microestrutura bifásica nos aços inoxidáveis dúplex é
determinada pela partição preferencial dos elementos de liga que compõem as fases
ferrítica e austenítica, principalmente pelos teores de ferro (Fe), cromo (Cr) e níquel
(Ni). Elementos de liga como o níquel, cobre, manganês e nitrogênio tendem a

promover a formação da austenita. Esses elementos estão concentrados
preferencialmente nessa fase e são chamados de gamagêmeos. Por outro lado,
elementos de liga como o cromo, molibdênio e silício tendem a promover a formação
da ferrita e estão concentrados preferencialmente nessa fase e são chamados de
alfagêneos (28,33). Havendo um aumento na fração volumétrica da ferrita, haverá
uma diminuição na concentração de Cr e Mo na mesma, e a resistência à corrosão
do material diminuirá (34). A faixa de composição química dos aços inoxidáveis
dúplex está mostrada na tabela 2.2.
Tabela 2.2 - Faixa de composição dos aços dúplex (% em peso) (35).
Cr Ni Mo N C Si Mn
18,5-28,0 3,5-8,0 1,5-4,5 0,0-0,35 < 0,10 <1,0 <2,0
As curvas da figura 2.8 mostram a dependência do coeficiente de partição
(k = coeficiente de partição dos elementos de liga entre as fases ferrítica e
austenítica) com a temperatura na faixa de 1000 a 1350°C para os aços inoxidáveis
dúplex. Nota-se nestas curvas que, quando a temperatura aumenta, existe uma
redução na partição dos elementos substitucionais entre as fases ferrítica e
austenítica, isto é, k tende para a unidade, ou seja, existirá uma distribuição mais
homogênea dos elementos de liga nas fases presentes (36,37).
A figura 2.9 mostra diagramas pseudobinários Fe-Cr-Ni (3,4). Os aços
inoxidáveis dúplex comuns solidificam-se completamente no campo ferrítico, quando
submetidos a taxas de resfriamentos normais. Durante o resfriamento, ocorre a
transformação no estado sólido da ferrita em austenita, que é naturalmente
reversível. A temperatura e a cinética de transformação dependem da composição
química da liga. A razão ferrita/austenita e a estabilidade térmica da austenita são
pontos-chave nos modernos aços inoxidáveis dúplex, sendo o teor de nitrogênio um
parâmetro essencial (28).

Figura 2.8 - Dependência do coeficiente de partição (k=ferrita/austenita) dos
elementos de liga em função da temperatura para os aços inoxidáveis
dúplex (36).
A figura 2.10 mostra a variação da proporção de ferrita com a temperatura
no aço inoxidável dúplex (4,5Ni-24Cr-2M0-1Si) com diferentes teores de nitrogênio. A
influência do nitrogênio na estabilidade da austenita é marcadamente notada em
altas temperaturas. A adição de 0,25% de nitrogênio em uma liga com 25% de Cr
estabiliza uma fração volumétrica de ferrita em torno de 50% a 1250°C, enquanto
que uma proporção de ferrita em torno de 80% é obtida quando se adiciona apenas
0,18% de N (32).

Figura 2.9 - Corte do diagrama pseudobinário Fe-Cr-Ni para 70% e 60% de Fe
(32,38).
1000 1050 1100 1150 1200 12500
20
40
60
80
100Aço Duplex (4,5Ni-24Cr-2,9Mo-1Si) 0,18%N 0,25%N
Porc
enta
gem
de
Ferri
ta (%
)
Temperatura (oC)
Figura 2.10 - Variação da proporção de ferrita em função da temperatura de
tratamento para o aço inoxidável dúplex (4,5Ni-24Cr-2,9M0-1Si) com
diferentes teores de nitrogênio (32).
Numerosas mudanças microestruturais podem ocorrer nos aços
inoxidáveis dúplex durante os tratamentos térmicos. Mas essas transformações
ocorrem mais facilmente na fase ferrita, devido à maior taxa de difusão;

aproximadamente 100 vezes maior do que da fase austenita. Essa maior taxa de
difusão é principalmente uma consequência da estrutura cristalina cúbica de corpo
centrado da ferrita, que é menos compacta do que a estrutura de face centrada da
austenita (30).
A transformação de fase no estado sólido de ferrita em austenita é a
principal mudança estrutural que ocorre durante o processamento mecânico a quente
desses aços. Esta transformação ocorre por nucleação e crescimento em altas
temperaturas (acima de 650°C). A cinética de crescimento da austenita é controlada
por difusão na interface ferrítica/austenítica, e as partículas de austenita precipitadas
na matriz ferrítica têm a forma de placas de Widmanstätten (39). A variação da
proporção de austenita transformada de um aço dúplex 26Cr-5Ni pode ser estimada
a partir de curvas de transformação em função do tempo e da temperatura, como
mostra a figura 2.11 (40).
α
γ
Figura 2.11 - Diagrama de transformação isotérmica de um aço inoxidável dúplex
(26Cr–5Ni) para a transformação da ferrita em austenita com
resfriamento após um tratamento de solubilização a 1300°C por 30 s
(40).
Além da transformação da ferrita em austenita, em temperaturas na faixa
de 800 a 1000°C, mais reações de precipitações no estado sólido podem ocorrer
nos aços inoxidáveis dúplex. A formação da fase sigma é a mais importante destas.
Na faixa de temperatura citada anteriormente, ocorre a decomposição da ferrita nas
fases sigma e austenita secundária (α ), por transformação eutetóide (41). A 2γσ +=
fase sigma nucleia preferencialmente na seguinte ordem: contornos de grãos
ferrítico/austenítico, contornos de grãos e de subgrãos ferríticos/ferríticos, com
crescimento dentro dos grãos ferríticos. Pode-se ter altas frações volumétricas de
fase sigma na estrutura dos aços dúplex e, conseqüentemente, grandes mudanças
nas propriedades mecânicas das ligas (42). Elementos tais como Cr, Mo, Si e Mn
promovem a formação da fase sigma. A deformação plástica diminui o tempo
requerido para a formação da fase sigma (41). Reaquecimentos a altas
temperaturas aumentam a proporção de ferrita, reduzindo os elementos formadores
de sigma e, conseqüentemente, retardando sua formação (30,41).
2.5.3 - Deformação a Quente dos Aços Dúplex
De uma forma geral, é bem conhecido que durante a deformação a quente
de materiais polifásicos, o comportamento mecânico depende das características
plásticas de cada uma das fases, das proporções, distribuições e formas das fases,
além da natureza dos contornos que separam estas fases. A presença da ferrita e
austenita nos aços inoxidáveis dúplex torna o processamento mecânico a quente
desses materiais mais crítico, e leva, em muitos casos, a falha do material (43,44).
2.5.3.1 - Estrutura Bruta de Fusão
No processamento mecânico a quente, a transformação da estrutura
bruta de fusão para uma estrutura trabalhada (por exemplo, laminada) é uma etapa
importante e requer muito cuidado no controle das condições de deformação,
principalmente em materiais com mais de uma fase, onde se têm mudanças
microestruturais significativas durante a deformação a quente.
O autor deste trabalho (45), ensaiando por torção a quente amostras de
um aço dúplex (22Cr-6Ni-3Mo) com estrutura bruta de fusão, observou a evolução
microestrutural durante a deformação a quente. Inicialmente, a microestrutura era
constituída de uma matriz ferrítica com austenita de Widmanstätten dentro e
principalmente nos contornos dos grãos, como mostram a figura 2.12 (45) e a
representação esquemática da figura 2.14 (30). Durante a deformação plástica
realizada a 1100°C, as partículas de austenita de Widmanstätten são alongadas e
tendem a alinhar-se com a direção de deformação, como mostra a micrografia da
figura 2.13.

Figura 2.12 - Microestrutura de uma amostra de um aço inoxidável dúplex
(22Cr-6Ni-3Mo) com estrutura bruta de fusão (45).
Figura 2.13 - Microestrutura de uma amostra de um aço inoxidável dúplex
(22Cr-6Ni-3Mo) iniciando com estrutura bruta de fusão, após
deformação a quente a 1000°C com ε =1 s• -1 até ε = 2,4 (45). Vale salientar que, embora inicialmente a austenita esteja na forma de
partículas distribuídas de maneira mais ou menos dispersa, durante a deformação
as partículas são alongadas e aglomeram-se formando lamelas. Quando o processo
de deformação é a laminação, essas placas formam camadas que se alternam com
camadas de ferrita e podem percolar toda a estrutura do material na direção de

deformação, como indicado na figura 2.15.
Figura 2.14 - Representação da microestrutura típica de um aço inoxidável dúplex
com estrutura bruta de fusão (30).
Figura 2.15 - Representação esquemática da microestrutura típica de uma amostra
de aço inoxidável dúplex laminado a quente (30).
Estudos realizados (46-49) mostraram que a austenita de Widmanstätten,
que se precipita nos aços inoxidáveis dúplex por transformação de fase no estado
sólido, obedece à relação de orientação Kurdjumov-Sachs e, portanto, é coerente
com a matriz ferrítica. Por exemplo, em um aço dúplex (22Cr-5,6Ni-3Mo-0,136N)
(46), com estrutura bruta de fusão, as direções [100]α e [111] são paralelas, e os γ

planos (011)α e (111)γ também são paralelos entre si, mostrando que a austenita é
coerente com a matriz. Processos de amaciamentos, como a recristalização,
causam a destruição da relação de orientação entre as fases. Também, a
deformação plástica produz uma perda progressiva dessa relação. Tais fatos
explicam por que, em amostras de aços dúplex trabalhados, a interface não é mais
coerente (47).
2.5.3.2 – Mecanismos de Amaciamento Dinâmicos nos Aços Inoxidáveis Dúplex
Devido às características próprias das fases presentes durante a
deformação a quente dos aços inoxidáveis dúplex, os mecanismos de endurecimento
e amaciamento atuam de forma diferente em cada uma das fases. Durante a
deformação a quente, a ferrita, que possui alta energia de falha de empilhamento, é
amaciada significativamente por recuperação em baixas deformações, conduzindo
rapidamente para uma subestrutura de subgrãos. Na austenita, que tem baixa
energia de falha de empilhamento, a região de encruamento é mais extensa, com
maior acúmulo de energia interna, tendendo a levar o material à recristalização
dinâmica (50,51). Quando as duas fases são deformadas conjuntamente, a
distribuição de deformação não é uniforme. Inicialmente, a deformação se concentra
na ferrita, que é a fase mais mole. No decorrer da deformação, os gradientes de
deformações internos decrescem em conseqüência das transferências de tensões e
de deformações da matriz para a austenita e da atuação de mecanismos de
amaciamento tais como a recuperação e recristalização dinâmicas e o deslizamento
de contornos de grãos (46).
A atuação dos mecanismos de amaciamento e a evolução microestrutural
durante a deformação a quente de aços inoxidáveis dúplex têm sido objeto de
pesquisas (46,47,52). Arboledas e col. (46) estudaram a evolução microestrutural
em amostras de um aço dúplex (25Cr-5Ni-3,6Mo-0,13N) deformadas por
compressão plana a 1200°C com ε =1 s• -1. Esses ensaios foram interrompidos com
=0,11; 0,35 e 1,75 e as amostras resfriadas bruscamente em água. Na deformação
de 0,11, a microestrutura consistia de subgrãos de ferrita formados na interface
ferrita/austenita, e austenita deformada. Na deformação de 0,35, a ferrita tinha uma
subestrutura de subgrãos bem definida, enquanto que a austenita consistia de
células e subgrãos. Com deformação de 1,75, a microestrutura observada era como
na deformação de 0,35; embora os grãos austeníticos estivessem alinhados com a
ε

direção de deformação.
Cizek e col. (52), trabalhando com um aço dúplex (21Cr-10Ni-3Mo),
investigaram os mecanismos de amaciamento que atuam na fase ferrítica.
Observaram que a subestrutura de discordâncias resultante em uma amostra
deformada até =1,3 a 1200°C consistia em uma rede complexa de subgrãos,
composta de uma mistura de paredes de alto e baixo ângulos, caracterizada por
uma desorientação angular que não excedia 20°. Os pesquisadores concluíram que
a ferrita, durante a deformação a quente, amacia por recuperação dinâmica
“estendida”, que é caracterizada por um aumento gradual na desorientação entre
subgrãos mais próximos. Por outro lado, observaram que austenita recristaliza-se
com formação de novos grãos dentro dos grãos antigos em deformações próximas
às correspondentes ao pico de tensões.
ε
Iza-Mendia e col. (47), trabalhando com a aço dúplex (23Cr-4,8Ni-1,3Mo-
0,095N), observaram em amostras deformadas a quente até =1,4 que a ferrita e a
austenita desenvolvem uma microestrutura heterogênea muito complexa. Em baixas
deformações, a heterogeneidade é maior na austenita, que desenvolve uma
estrutura celular, não sendo observados indicativos da recristalização dinâmica. A
ferrita mostra uma estrutura de subgrãos bem desenvolvida e recuperada. Segundo
os autores, a presença de cristais desorientados pode ser um indicativo de que
alguma recristalização dinâmica ocorre na ferrita, por rotação progressiva de
subgrãos. Em resumo, a ferrita desenvolve uma estrutura de subgrãos bem definida,
onde se nota que existe recuperação dinâmica, enquanto que a austenita recupera
pouco dinamicamente e desenvolve uma rede complexa de discordâncias na
estrutura deformada, não se recristalizando dinamicamente.
ε
2.5.3.3 - Formas da Curva de Escoamento Plástico
A literatura (46,47,52,53) mostra que a curva de escoamento plástico em
altas temperaturas dos aços inoxidáveis dúplex pode assumir diversas formas,
dependendo da composição química dos materiais e das condições de deformação.
Cizek e col. (52), realizando ensaios de torção em amostras de um aço dúplex
(21Cr-10Ni-3Mo-0,136N), obtiveram curvas de escoamento como mostradas na

figura 2.16. Esse experimento foi realizado a 1200°C com taxa de deformação de 0,7
s-1, e a microestrutura da amostra consistia de uma mistura de 40% de ferrita e 60%
de austenita. A curva de escoamento plástico obtida é caracterizada por uma tensão
de pico separando uma região de encruamento de uma região de amaciamento.
Segundo os autores, o decréscimo de tensão após o pico está associado ao
amaciamento proporcionado pela recristalização dinâmica da austenita.
0,0 0,3 0,6 0,9 1,2 1,50
10
20
30
40
50 T.E.=1200oC
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 2.16 - Curva de escoamento plástico do aço inoxidável dúplex (21Cr-10Ni-
3Mo) deformado a 1200°C e =0,7 s•ε -1 (52).
A figura 2.17 mostra curvas de escoamento plástico obtidas por Iza-
Mendia e col. (47) em amostras de um aço inoxidável dúplex (23Cr-4,8Ni-1,3Mo-
0,095N) com estruturas bruta de fusão e trabalhada. Os ensaios foram realizados
por torção a quente a 1000°C com taxa de deformação de 1 s-1. A fração volumétrica
de austenita era de 0,60 na amostra com estrutura bruta de fusão e 0,50 na amostra
com estrutura trabalhada. Embora a composição química das duas amostras fossem
as mesmas, as curvas de escoamento plástico têm formas distintas. Na amostra
com estrutura bruta de fusão, a tensão aumenta rapidamente com a deformação,
alcançando um pico em baixas deformações (ε =0,1) e decrescendo
monotonicamente em altas deformações. Para a amostra trabalhada, inicialmente
tem-se um encruamento parabólico, seguido de um estágio linear até alcançar o pico
de tensão, decrescendo continuamente até a fratura.

0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,0
20
40
60
80
100
120
140
4
.
Amostras c/ E.B.F. c/ 60% de austenita Amostras c/ E.T. c/ 50% de austenita
T.E.=1000oC ε= 1s-1
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 2.17 - Curva de escoamento plástico obtida com ensaios de torção a quente
do aço inoxidável dúplex (23Cr-4,8Ni-1,3Mn-0,095N) ensaiado a
1000°C com ε =1 s• -1 (47).
Para analisar o comportamento mecânico do aço em estudo, os autores
aplicaram a regra das misturas aos seus resultados experimentais, utilizando-se a
expressão:
ααγγ σσσ ffduplex += (2.13)
Tomando como referência aços inoxidáveis austeníticos 304 (54) e ferríticos (55)
obtiveram as curvas mostradas na figura 2.18 para os valores das tensões de pico.
Claramente há um bom ajuste entre os resultados experimentais e calculados,
indicando que os valores da tensão de pico do aço dúplex são determinados pela
presença das duas fases.
Embora os valores da tensão de pico do aço dúplex sejam descritos pela
regra das misturas, o mesmo não se aplica a toda extensão das curvas de
escoamento plástico, como mostrado na figura 2.19. Em baixas deformações, a
tensão de escoamento da amostra com estrutura bruta de fusão é bem maior que os
valores calculados, que também são maiores que os valores medidos

experimentalmente na amostra trabalhada. Segundo os autores, a coerência entre
as partículas Widmanstätten de austenita aumenta a resistência da matriz, criando o
pico de tensões nas amostras com estrutura bruta de fusão, e a deformação
preferencial da ferrita faz com que a tensão de escoamento da amostra trabalhada
seja menor que os valores calculados pela regra das misturas.
γ
α
Figura 2.18 - Comparações da curva de tensão de pico do aço dúplex (23Cr-4,8Ni-
1,3Mn-0,095N) obtida por ensaio de torção a 1100°C e curva de tensão
de pico usando as leis das misturas com dados obtidos das curvas de
tensões de pico da ferrita e austenita da literatura (47).

0,0 0,2 0,4 0,6 0,8 1,00
25
50
75
100
125
150
175
200 .T.E.=1100oCε=1 s-1
Aço Ferrítico Aço Austenítico Lei das Misturas c/ 40% de Austenita Lei das Misturas c/ 57% de Austenita Aço Duplex c/ E.B.F. c/ 57% de Austenita Aço Duplex c/ E.T. c/ 40% de Austenita
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 2.19 - Curvas de escoamento plástico de um aço dúplex com estrutura bruta
de fusão e trabalhada comparadas com as curvas do aço austenítico e
ferrítico e curvas calculadas usando as leis das misturas (47).
Arboledas e col. (46), ensaiando por compressão plana amostras com
estrutura bruta de fusão de um aço dúplex (22Cr-5,6Ni-3Mo-1,36N), obtiveram
curvas de escoamento plástico com e sem o pico de tensão, dependendo das
condições de deformações, como mostram as figuras 2.20 e 2.21. Segundo os
autores, essas diferenças podem ser associadas ao deslizamento dos contornos de
fases. Quando as amostras são ensaiadas com baixas taxas de deformações (figura
2.20), as partículas de austenita têm tempo suficiente de acomodar a deformação,
deslizando dentro da matriz ferrítica. Nesse caso, as partículas são submetidas a
baixas deformações e o comportamento mecânico do material é determinado pela
ferrita. Com altas taxas de deformações (figura 2.21), as transferências de
deformação e de tensão da ferrita para as partículas são maiores, sendo, então, a
austenita submetida a maiores deformações, vindo a recristalizar-se dinamicamente.
Como consequência, a curva de escoamento plástico apresenta um pico de tensão.

0,0 0,5 1,0 1,50
50
100
150
200Temperatura de Ensaio (oC) 1000 1100
Te
nsão
Ver
dade
ira (M
Pa)
Deformação Verdadeira
Figura 2.20 - Curvas escoamento plástico obtidas por ensaios de compressão plana
no aço dúplex (25Cr-5Ni-3Mo-0,13N) com estrutura bruta de fusão na
=0,1 s•ε -1 (46).
0,0 0,5 1,0 1,50
50
100
150
200
250
300Temperatura de Ensaio (oC) 1000 1100
Tens
ão V
erda
deira
(MPa
)
Deformação Verdadeira
Figura 2.21 - Curvas escoamento plástico obtidas por ensaios de compressão plana
no aço dúplex (25Cr-5Ni-3Mo-0,13N) com estrutura estrutura bruta de
fusão na ε = 10 s• -1 (46).

Curvas de escoamento com e sem picos de tensão, também, foram
encontradas em experimentos realizados no nosso laboratório, em amostras de um
aço inoxidável dúplex com alta razão cromo/níquel (56,57). Balancin e col. (53)
associam o pico de tensão à existência e perda de coerência entre as partículas de
austenita e matriz ferrítica. Uma tentativa em identificar a contribuição da coerência
das partículas na tensão de escoamento é mostrada na figura 2.22. A curva (a) foi
obtida experimentalmente a 1200°C, quando o material é essencialmente ferrítico. A
curva (b) foi deduzida da curva (a) corrigindo-se o efeito da temperatura, utilizando-
se a equação de Zenner-Hollomon. Esta curva é comparada com uma determinada
experimentalmente em amostras com fração volumétrica de 2% de austenita na
forma de partículas de Widmanstätten (curva (c)). Em grandes deformações, as duas
curvas são iguais, porém são bastantes diferentes em deformações menores que
1,3. Segundo os autores, o aumento da tensão de início de escoamento e de pico é
associado ao aumento da resistência do material devido à presença de partículas
coerentes. A queda após o pico é associada à perda gradual da coerência devido à
formação e desorientação de subgrãos durante a recristalização dinâmica
“contínua”.
0,0 0,8 1,6 2,4 3,2 4,00
20
40
60
80
100a) Aço Ferrítico c/ T.E.=1200oCc) Aço Dúplex c/ T.E.= 1000oCb) Aço Ferrítico c/ T.E.=1000oC
Tens
ão E
quiv
alen
te (M
Pa)
Deformação equivalente (εeq) Figura 2.22 - Influência das partículas coerentes de austenita sobre a curva de
escoamento plástico (53).

2.5.3.4 - Ductilidade a Quente dos Aços Inoxidáveis Dúplex
Trabalhos recentes (57,58) têm mostrado que a ductilidade a quente dos
aços inoxidáveis dúplex depende, além da composição química e das condições de
deformação, da proporção e distribuição das fases. A figura 2.23 mostra curvas da
variação da deformação na fratura e da proporção de austenita em função da
temperatura, obtidas com ensaios de torção em amostras de dois aços inoxidáveis
dúplex (57). Os aços dúplex em questão são bastante dúcteis em altas temperaturas
e a ductilidade decresce quando deformados em baixas temperaturas, enquanto que
a fração volumétrica da austenita aumenta com a diminuição da temperatura.
A alta ductilidade em temperaturas altas, em que a microestrutura tem
pequena proporção de austenita, pode estar associada à facilidade de ocorrência
dos processos de restauração dinâmicos como a recristalização dinâmica “contínua”
da matriz ferrítica (57). A recristalização dinâmica “contínua” foi observada também
em aço ferrítico (59) e ferro-α (60,61) após grandes deformações, com o surgimento
de novos grãos pelo crescimento e desorientação gradual de subgrãos. Por outro
lado, em baixas temperaturas, em que as amostras dos aços estudados têm média
ou alta proporção de austenita, observa-se que a ductilidade é baixa. Nessas
temperaturas, o aço é resistente e a falha depende da proporção e distribuição da
ferrita e da austenita. No aço dúplex (26Cr-5Ni-1,6Mo), onde existem partículas de
austenita distribuídas por toda a matriz ferrítica, após grande deformação, estas
partículas restringem a movimentação dos novos grãos recristalizados da matriz e
tem-se o início da falha pela formação de trincas nos contornos ferrita/austenita.
Para o aço dúplex [22,3Cr-6Ni-3Mo], a microestrutura é caracterizada por grande
proporção de austenita e existem camadas alternadas de austenita e ferrita. Durante
a deformação a quente, a ferrita que é a fase mais mole, se deforma, enquanto a
austenita, que é a fase mais dura, é submetida a deformações menores (56).

900 1000 1100 12000
10
20
30
40
50 Aço Dúplex (26,5Cr-5Ni) Aço Dúplex (22,3Cr-6Ni)
Def
orm
ação
na
Frat
ura
( εf)
Temperatura de Ensaio (oC)
0
10
20
30
40
50
Por
cent
agem
de
Aust
enita
(%)
% de austenita neste aço % de austenita neste aço
Figura 2.23 - Variação da ductilidade e da fração volumétrica de austenita com a
temperatura para dois aços inoxidáveis dúplex (57).

3 - Materiais e Métodos 3.1 - Materiais
Para a realização deste trabalho, foram utilizados (03) três tipos de aços
inoxidáveis dúplex com razões cromo/níquel equivalentes variando de 2,9 a 4,4. As
composições químicas (% em peso) desses aços, estão mostradas na tabela 3.1. Os
aços utilizados serão chamados no decorrer deste trabalho de aços inoxidáveis
dúplex D1, D2 e D3 e podem ser comparados com as composições dos aços
inoxidáveis dúplex cujas especificações são (30,62): DIN W. Nr. 1.4460, DIN W. Nr.
1.4462 e DIN W. Nr. 1.4463, respectivamente.
Tabela 3.1 - Composições químicas dos aços dúplex estudados (% em peso).
Aços Dúplex
C
Cr
Ni
Mo
Mn
Si
N
P
S
Fe
*Creq/Nieq
D1
0,044
26,5
4,88
1,63
0,65
0,40
0,04
0,031
0,02
Bal.
4,4
D2
0,033
22,21
5,58
3,03
1,80
0,48
Ñ.d.**
0,022
0,002
Bal.
3,5
D3
0,054
23,9
7,44
2,32
0,95
1,03
Ñ.d.
0,034
0,01
Bal.
2,9
*Creq = %Cr + %Mo + 1,5%Si e Nieq = %Ni + 30%C + 0,5%Mn
**não determinada
O aço dúplex D1 foi fornecido pela Aços Villares S.A., sob a forma de
barras trefiladas com diâmetro de 12,7 mm, prontas para serem tratadas
termicamente e usinados os corpos de prova. O aço dúplex D2 foi fabricado pela
empresa ELETROMETAL S.A., na forma de barras cilíndricas forjadas com bitolas de
230 mm. As amostras do aço dúplex D3, elaboradas por KSB bombas hidráulicas
S.A., tinham a forma de barras de 100 mm de diâmetro por 300 mm de comprimento.
As barras dos aços dúplex D2 e D3 foram forjadas a quente na empresa SIFCO S.A.,
e depois laminadas no laboratório de tratamentos termomecânicos do DEMa-UFSCar
com a temperatura variando na faixa de 1200 a 1000°C.
3.2 - Tratamentos Térmicos
Para se obter uma larga variedade de microestruturas antes dos ensaios
de torção a quente, as amostras dos aços dúplex utilizados foram submetidas à
tratamentos térmicos em forno do tipo mufla. Esses tratamentos, consistiram no
aquecimento dessas amostras em temperaturas na faixa de 850 a 1400°C com
intervalos de 50°C entre tratamentos, mantidas nestas temperaturas por intervalo de
tempo de 1 hora, e em seguida resfriadas bruscamente em água.
3.3 - Laminação à Frio
Visando alterar a distribuição espacial (ou alinhamento) das partículas de
austenita presentes na matriz ferrítica, algumas amostras foram laminadas à frio
antes de serem submetidas aos ensaios de torção a quente. A laminação consistiu
na redução de 30% no diâmetro das barras.
3.4 - Geometria e Dimensões dos Corpos de Prova
Os corpos de prova foram usinados a partir das barras laminadas e
trefiladas, citadas anteriormente, com diâmetros úteis de 6 mm por 20 mm de
comprimentos, como apresentado na figura 3.1. Para fixarem-se nas garras da
máquina de ensaio de torção, uma das extremidades dos corpos de prova foi
rosqueada e a outra encaixada.
Figura 3.1 - Ilustração dos corpos de prova utilizados nos ensaios de torção a
quente.

3.5 - Ensaio de Torção a Quente
3.5.1 – Estado de Tensões
Existem vários ensaios de laboratórios adequados para o estudo da
trabalhabilidade a quente de materiais metálicos. De uma forma geral, um ensaio
para o estudo da trabalhabilidade a quente deve permitir a determinação da
resistência e da ductilidade sob condições de temperatura, deformação e taxa de
deformação similares às utilizadas em operações industriais. Além disso, deve
permitir a simulação dos ciclos intermitentes de deformação, características dos
processos industriais, e um resfriamento rápido da amostra em qualquer estágio da
deformação, a fim de que se possa acompanhar e estudar as mudanças
microestruturais ocorridas durante a deformação.
Dentre os vários métodos de laboratório que podem ser utilizados, o
ensaio de torção é um dos que apresenta as características básicas necessárias para
o estudo da trabalhabilidade a quente (1-4,63-64). Esse ensaio consiste na aplicação
de um esforço de rotação em uma das extremidades de um corpo de prova,
enquanto a outra extremidade permanece fixa.
O estado de tensão em uma amostra submetida a um esforço de torção
pode ser ilustrado como na figura 3.2, que representa as tensões em um ponto na
superfície da barra. Como pode ser observado na ilustração, a tensão cisalhante
máxima atua em dois planos mutuamente perpendiculares, ou seja, perpendicular e
paralelarmente ao eixo longitudinal da amostra. As tensões principais σ 1 e σ fazem
um ângulo de 45° com o eixo longitudinal e são iguais em magnitude às tensões
cisalhantes máximas. Onde, σ
3
1 é a tensão de tração e σ é a tensão compressiva de
igual valor. A tensão intermediária σ é zero.
3
2 Em metais dúcteis, a ruptura ocorre
por cisalhamento em um plano normal ao eixo longitudinal, onde a tensão cisalhante
é máxima. Em metais frágeis, a ruptura ocorre ao longo de um plano paralelo à
direção da tensão de tração máxima e a superfície de fratura tem a forma de uma
espiral (17).

Figura 3.2 - Representação do estado de tensões em uma amostra cilíndrica
submetida a um esforço de torção.
3.5.2 - Equipamento Utilizado
Os ensaios foram realizados utilizando-se uma máquina horizontal de
ensaios de torção a quente, figura 3.3, à qual está acoplado um microcomputador
por meio de interfaces que possibilitam a intercomunicação máquina-computador,
permitindo o controle do ensaio e a aquisição de dados.
Figura 3.3 - Foto da máquina de ensaios de torção a quente.
Nessa máquina os esforços são aplicados às amostras por intermédio de
um motovariador com potência de 2 CV e velocidade de saída de 52 a 421 rpm. A
transmissão do movimento ao eixo torçor é realizada por polias sincronizadas, que
giram os corpos de prova com velocidades de 25 a 1000 rpm. As curvas tensão-
deformação equivalentes são calculadas a partir do momento torçor aplicado e do

ângulo de rotação. Utiliza-se para o cálculo da tensão e deformação equivalentes as
seguintes equações (7,65,66):
( nmπR
Μeq ++= 332
3σ ) (3.1)
LRθ
eqε3
= (3.2)
onde é o torque aplicado, θ o ângulo de rotação, e são o raio e o
comprimento útil do corpo de prova, respectivamente. Os coeficientes e
representam a sensibilidade do material às mudanças na taxa de deformação e na
deformação, respectivamente.
M R L
m n
O aquecimento das amostras é realizado por intermédio de um forno de
radiação infravermelho, como visto na figura 3.4, cuja potência máxima é de 6 kW
quando utilizadas 04 (quatro) lâmpadas halogênas de 1500 W cada. Nesse forno foi
adaptado um sistema de proteção contra a oxidação dos corpos de prova através de
um tubo de quartzo, por onde circula durante o ensaio a quente um fluxo de gás
argônio. Através desse tubo são realizadas os resfriamentos rápidos injetando-se
água fria imediatamente após o término da deformação. A leitura da temperatura
durante os ensaios é feita por um termopar aferido tipo K com cobertura em aço
inoxidável. Este termopar é inserido em um furo existente no ombro dos corpos de
prova. Com um controlador de temperatura da marca Gefran modelo 3300, faz-se
toda a programação, permitindo controlar a temperatura de ensaio, a taxa de
aquecimento e de resfriamento e o tempo de encharque.

Figura 3.4 - Foto do forno de radiação infravermelho, mostrando o detalhe do tubo
de quartzo.
3.6 - Ensaios Realizados
Os testes mecânicos realizados neste trabalho foram isotérmicos em
temperaturas na faixa de 850 a 1250°C com intervalo entre ensaios de 50°C.
Visando deformar microestruturas diferentes em uma mesma temperatura, amostras
com diferentes tratamentos iniciais foram ensaiadas após reaquecimento em cada
uma das temperaturas de ensaio. A figura 3.5 representa esquematicamente a
sequência de operação utilizada. A etapa 1

.
t6t3
etapaetapaetapa
ε
t.t.
T.T. ε
321
Tx.Aq.
t.e.
T.E.
t4 t5t2t1
T0
Tem
pera
tura
tempo
Figura 3.5 - Representação esquemática dos experimentos realizados. Etapa 1-
Tratamentos térmicos iniciais. Etapa 2- Laminação a frio. Etapa 3-
Ensaios de torção.
representa o tratamento térmico inicial, a etapa 2 a laminação a frio e a etapa 3 o
ensaio de torção a quente propriamente dito.
Os valores dos parâmetros de ensaio impostos nas várias etapas dos
experimentos realizados estão descritos na tabela 3.2.
Tabela 3.2 - Valores dos parâmetros dos ensaios
1. Tratamentos térmicos - Temperatura de tratamento (T.T.): 850, 900,
950, 1000, 1050, 1100, 1150, 1200, 1250 1350
e 1400°C.
- Tempo de tratamento (t.t.): 1 hora.
2. Laminação a frio com
redução de 30%
- Sim
- Não
3. Ensaios de torção - Taxa de aquecimento (Tx.Aq.): 10°C/s
- Tempo de espera (t.e.): 30, 60, 300, 600 e 1200
segundos .
- Taxa de deformação (ε ): 0,3; 0,5; 1; 3 e 5 s• -1.
Vale enfatizar que a maioria dos experimentos foram realizados sem a
etapa de laminação a frio, e com ensaios mecânicos até a fratura com taxa de

deformação de 1 s-1 e tempo de espera de 30 segundos.
3.7 - Microscopia Ótica e de Varredura
Para acompanhar a evolução microestrutural, amostras foram observadas
em várias etapas dos experimentos. Foram observadas as microestruturas após os
tratamentos térmicos iniciais. Antes, durante e após os testes de torção a quente.
Durante os ensaios de torção, acompanhamento da evolução microestrutural foi
realizado utilizando-se de ensaios interrompidos. Nestes experimentos foram
observadas, além da superfície deformada, a evolução microestrutural nas seções
longitudinal e radial dos corpos de prova, como indicado na figura 3.6. Nesta figura a
região 1 representa a superfície deformada, a região 2 a seção radial e a região 3 a
seção longitudinal dos corpos de prova.
A preparação das amostras para observações microestruturais envolveu o
embutimento, lixamento, polimento e ataque. As amostras foram embutidas em
baquelite, lixadas com lixas cuja sequência em granulometria foi a seguinte: 240,
320, 400, 600, 800, 1500 e 2000 mesh. Em seguida foram polidas em feltro com
óxido de cromo. Após o polimento as amostras foram atacadas em um banho
composto de 2,4 g de bifluoreto de amônia, 40 ml de água destilada, 20 ml de ácido
clorídrico e 0,6 g de bissulfito de potássio com um tempo de ataque que variou de 5
a 20 segundos.
Para a realização das fotos, capturas e análise de imagem foi utilizado um
equipamento OPTOMAX V IMAGE ANALYSER composto de um sistema de imagem
que consistiu de um microcomputador e de dois microscópios óticos com saídas
para a câmera de vídeo e para câmera fotográfica. Apesar dos sistemas estarem
interconectados, trabalhavam independentemente. Para a captura das imagens
digitalizadas, quantificação das fases ferrita e austenita e tamanho de grãos
ferríticos, o computador era equipado com um programa de imagem compatível com
o sistema Windows chamado Image-ProPlus e Materials Pro. Para a determinação
do tamanho de grão ferrítico foi utilizado, também, o método dos interceptos de
acordo com a norma ASTM 112, com limites superior e inferior dentro da faixa de 95
% de confiabilidade (68).
A microscopia eletrônica de varredura foi utilizada para observar trincas
próximas a região de fratura dos corpos de prova. O equipamento utilizado foi um

microscópio eletrônico de varredura marca CARL ZEISS modelo DSM 940 A.
2
1 3
Figura 3.6 - Indicação das regiões dos corpos de prova de onde foram retiradas
amostras para observações microestruturais.

4 - Resultados 4.1 - Comportamento Mecânico e Microestrutural do Aço Dúplex D1 4.1.1 - Microestruturas Após Tratamentos Térmicos Iniciais
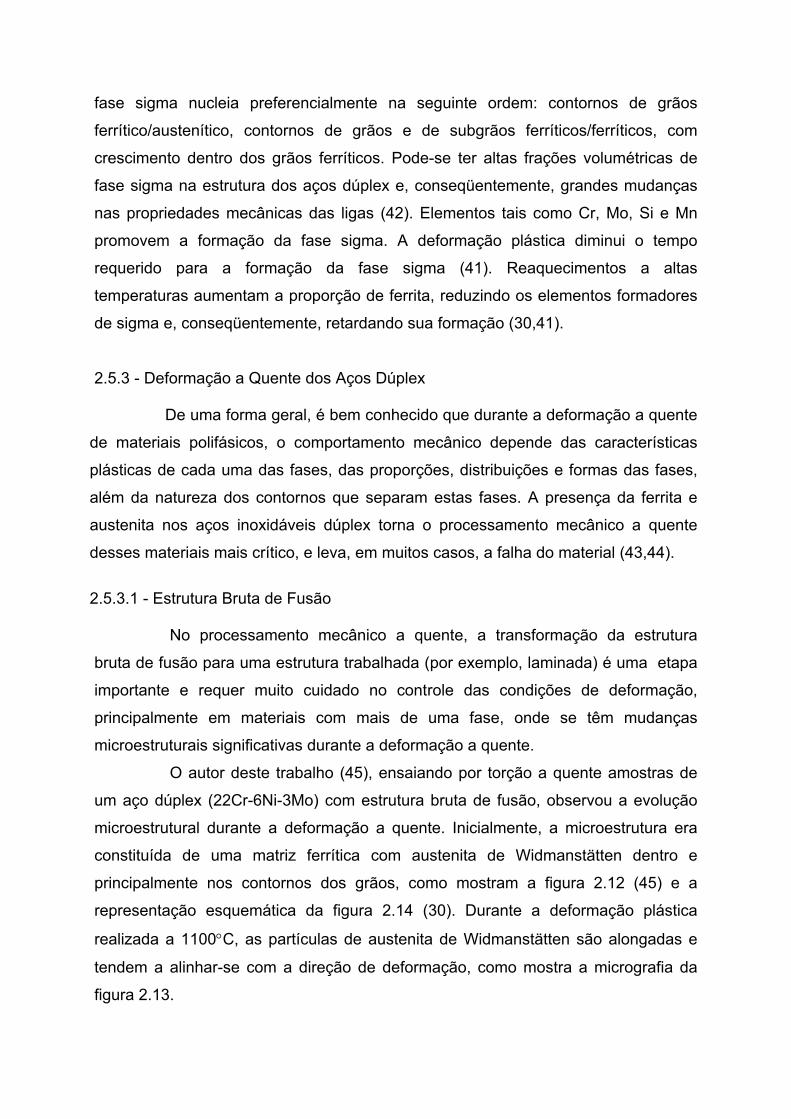
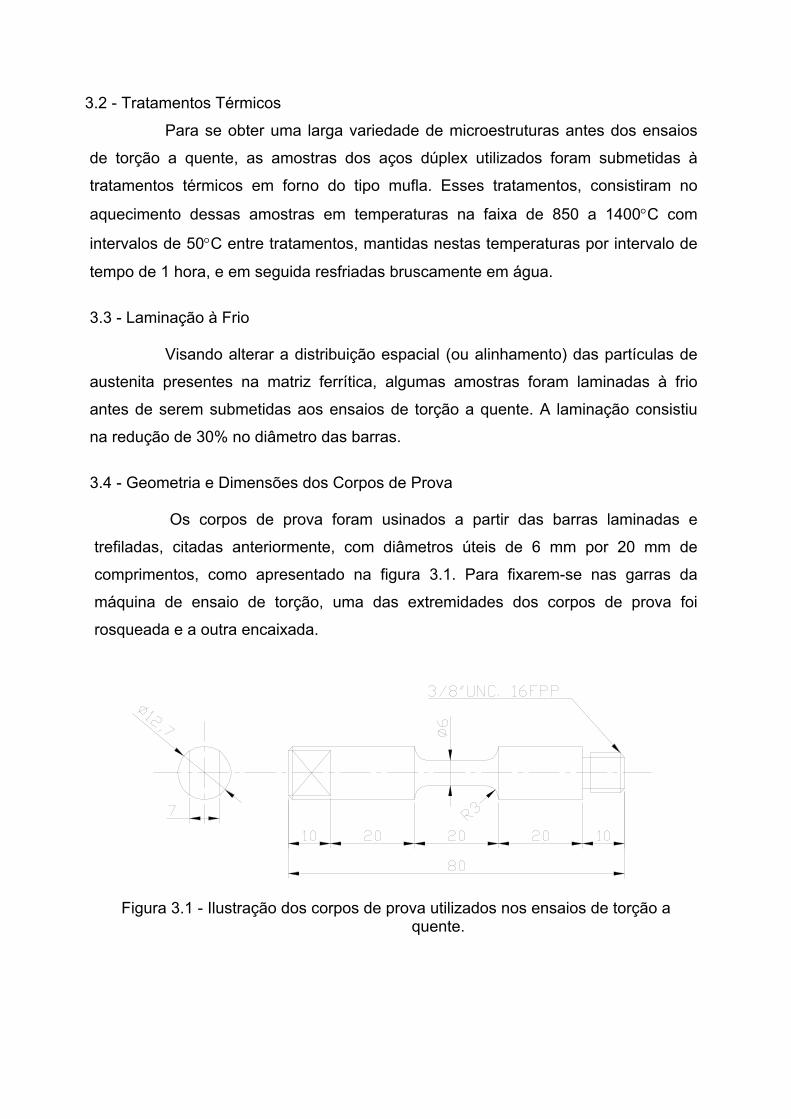
Nas figuras 4.1(a-j), apresentam-se microestruturas de amostras do aço
dúplex D1 resfriadas bruscamente em água após tratamento térmico por 1 hora, nas
temperaturas de 850, 900, 950, 1000, 1050, 1100, 1150, 1200, 1250 e 1350°C.
Observam-se, nas micrografias das figuras 4.1(a-c), grandes quantidades da fase
austenítica (~55 a 20%) sob a forma de uma rede complexa em torno dos grãos
ferríticos, nas temperaturas de 850, 900 e 950°C, respectivamente. Nas
temperaturas de tratamento térmico de 1000, 1050 e 1100°C, com proporções de
austenita na faixa de 14 a 5%, como mostrados nas figuras 4.1(d-f) e dispostos na
tabela 4.1, vê-se uma camada fina de austenita nos contornos de grãos e partículas
da mesma distribuídas dentro da ferrita. Nesse caso, pode-se notar grãos pequenos
e outros em crescimento numa mesma amostra, com os tamanhos médios variando
na faixa de 23 a 45 µm, como disposto na tabela 4.2. Em temperaturas acima de
1100°C, foi observada pequena quantidade de austenita (~2 a menos de 1%) com
grãos ferríticos equiaxiais com tamanhos médios variando na faixa de 83 a 400 µm,
como apresentados nas tabelas 4.1 e 4.2 e observados nas figuras 4.1(g-j).
Nas figuras 4.2 e 4.3 se mostram, através de gráficos, a evolução
microestrutural desse aço com os tratamentos térmicos impostos. A figura 4.2
apresenta as variações das proporções das fases austenítica e ferrítica, e a figura
4.3, a variação do tamanho médio dos grãos ferríticos em função da temperatura de
tratamento térmico. Nota-se uma diminuição significativa da proporção de austenita
conforme a temperatura aumenta a partir de 1100°C e, numa relação inversa, tem-
se um aumento significativo do tamanho de grão ferrítico.

30µm
Figura 4.1(a) - Microestrutura do aço dúplex D1 após tratamento térmico inicial a
850°C por 1 hora.
30µm
Figura 4.1(b) - Microestrutura do aço dúplex D1 após tratamento térmico inicial a
900°C por 1 hora.
30µm
Figura 4.1(c) - Microestrutura do aço dúplex D1 após tratamento térmico inicial a
950°C por 1 hora.
30µm
Figura 4.1(d) - Microestrutura do aço dúplex D1 após tratamento térmico inicial a
1000°C por 1 hora.

30µm
Figura 4.1(e) - Microestrutura do aço dúplex D1 após tratamento térmico inicial a
1050°C por 1 hora.
30µm
Figura 4.1(f) - Microestrutura do aço dúplex D1 após tratamento térmico inicial a
1100°C por 1 hora.

30µm
Figura 4.1(g) - Microestrutura do aço dúplex D1 após tratamento térmico inicial a
1150°C por 1 hora.
60µm
Figura 4.1(h) - Microestrutura do aço dúplex D1 após tratamento térmico inicial a
1200°C por 1 hora.

120µm
Figura 4.1(i) - Microestrutura do aço dúplex D1 após tratamento térmico inicial a
1250°C por 1 hora.
120µm
Figura 4.1(j) - Microestrutura do aço dúplex D1 após tratamento térmico inicial a
1350°C por 1 hora.

Tabela 4.1 - Proporção da fase austenítica no aço dúplex D1 após tratamentos térmicos iniciais.
Tratamento térmico(°C/1h) Proporção da austenita (%)
850 55,9±2,7
900 38,8±1,9
950 19,9±1,0
1000 14,3±0,7
1050 9,4±0,5
1100 5,2±0,2
1150 2,4±0,1
1200 1,3±0,07
1250 < 1
Tabela 4.2 - Tamanho de grãos ferríticos no aço dúplex D1 após tratamentos térmicos iniciais.
Tratamento térmico (°C/1h) Tamanho de grão ferrítico (µm)
1000 23,4±1,2
1050 28,1±1,4
1100 45,5±2,2
1150 83,7±4,2
1200 132,0±6,6
1250 295,0±14,7
1350 > 400

850 900 950 1000 1050 1100 1150 1200 12500
10
20
30
40
50
60
70
80
90
100
<1% - 1250oC
55% - 850oC
Austenita Ferrita
Prop
orçã
o de
Fas
e (%
)
Temperatura de Tratamento (oC/1h)
>99% - 1250oC
45% - 850oC
Figura 4.2 - Variações das proporções das fases austenítica e ferrítica no aço
dúplex D1 em função da temperatura do tratamento térmico inicial.
1000 1050 1100 1150 1200 1250 1300 1350 14000
50
100
150
200
250
300
350
400
450
500>400µm - 1350oC
23µm - 1000oC
Grão Ferrítico
Tam
anho
de
Grã
o ( µ
m)
Temperatura de Tratamento (oC/1h)
Figura 4.3 - Variação do tamanho médio dos grãos ferríticos do aço dúplex D1 em
função da temperatura do tratamento térmico inicial.

4.1.2 - Curvas de Escoamento Plástico
A seguir, serão apresentados os resultados de ensaios mecânicos
realizados em amostras que foram inicialmente tratadas termicamente por 1 hora e
não submetidas à etapa de laminação a frio. Os resultados estão na forma de curvas
tensão versus deformação equivalentes e foram obtidos a temperaturas constantes
em ensaios com deformação contínua até a fratura das amostras, com exceção das
amostras que apresentaram alta ductilidade, cujos ensaios foram interrompidos com
deformação equivalente de 10,0.
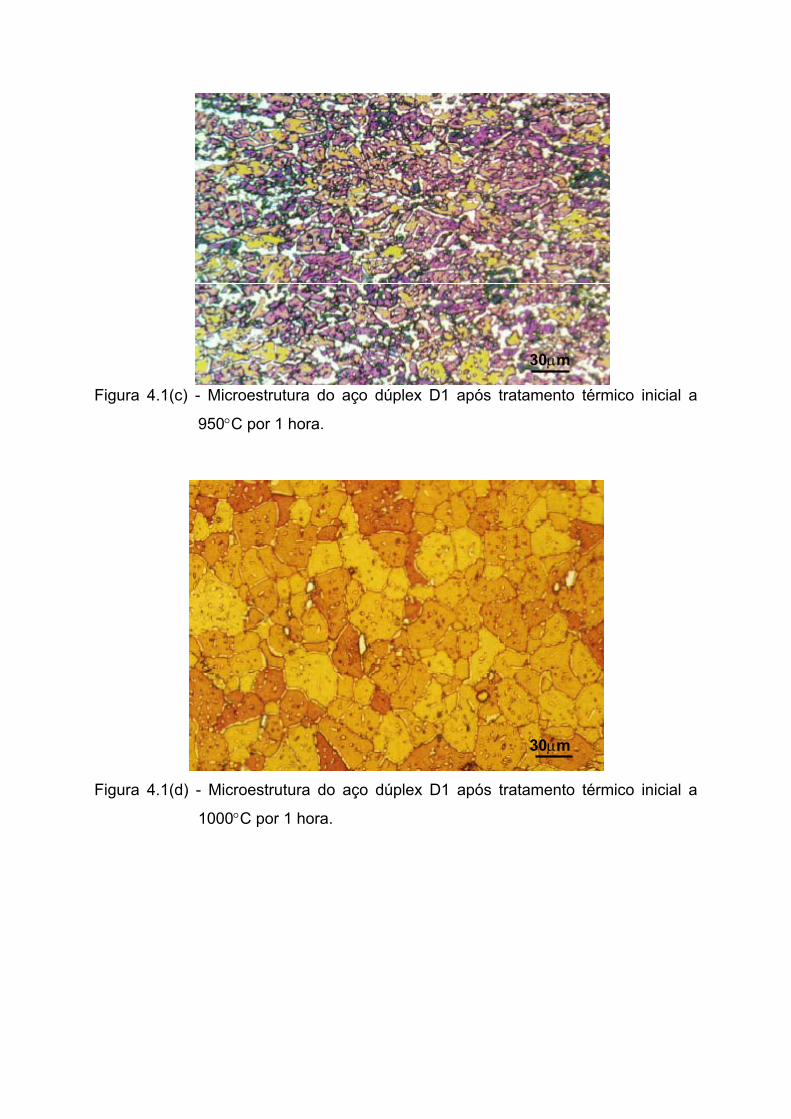
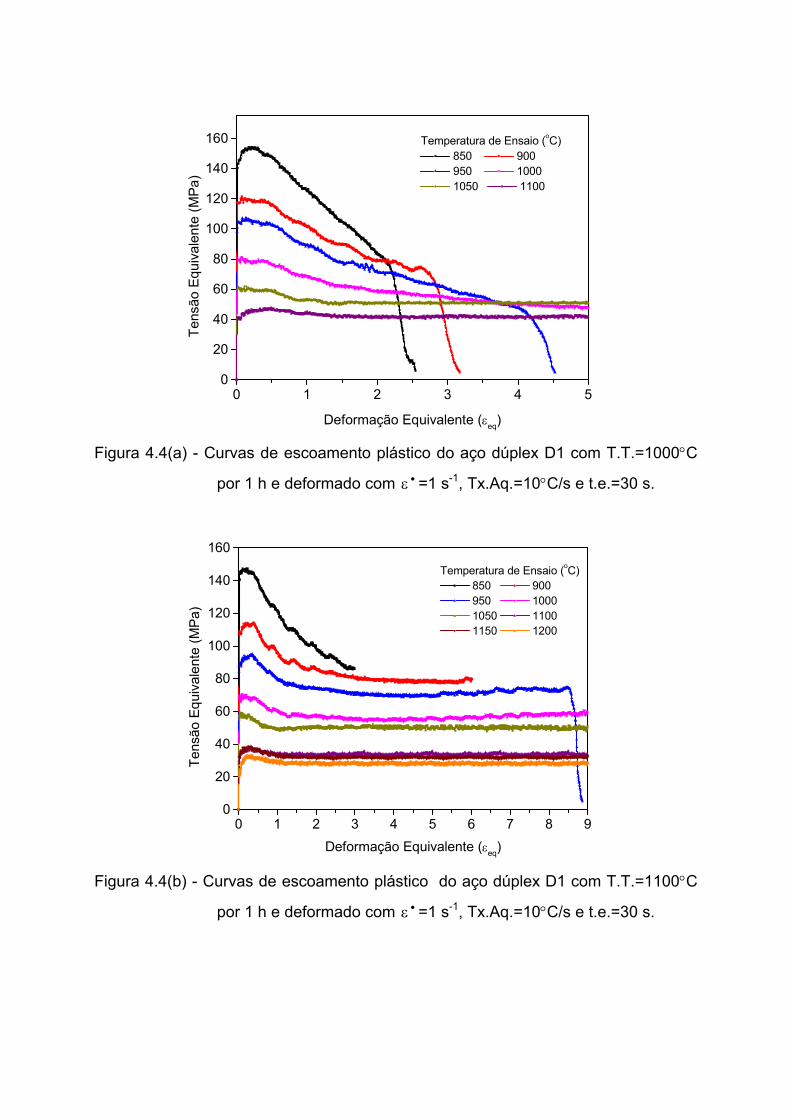
As curvas de escoamento plástico mostradas nas figuras 4.4(a-e)
representam ensaios realizados com temperaturas no intervalo entre 850 e 1200°C
em amostras tratadas termicamente a 1000, 1100, 1250, 1350 e 1400°C,
respectivamente. A figura 4.4(f) representa ensaios realizados em temperaturas
iguais às utilizadas nos tratamentos térmicos iniciais. Vale salientar que esses
últimos ensaios equivalem aos realizados após aquecimento até a temperatura de
ensaios com tempo de espera de 1 hora.
De uma forma geral, nota-se nestas curvas que a tensão aumenta com a
deformação imposta até atingir um máximo, decrescendo em seguida e podendo ou
não alcançar o estado estacionário. Este comportamento é típico de materiais
metálicos, onde as curvas apresentam uma região de encruamento seguida de um
amaciamento após um pico de tensão. Observa-se nestas curvas de escoamento
que as mesmas assumem duas formas distintas. Uma das formas torna-se visível
quando o aço é deformado em altas temperaturas e as curvas de escoamento
plástico assumem formas similares às de materiais que amaciam extensamente por
recuperação dinâmica ou por recristalização dinâmica “contínua”. Por outro lado,
quando o aço dúplex D1 é deformado em baixas temperaturas, tem-se um
encruamento rápido até a tensão de pico, seguido de uma região extensa de
amaciamento. Observa-se, também, que a queda no nível de tensão nas curvas de
escoamento é maior e mais extenso após a deformação de pico do que o aumento
do mesmo antes do pico, quando o material é encruado.
0 1 2 3 4 50
20
40
60
80
100
120
140
160 Temperatura de Ensaio (oC) 850 900 950 1000 1050 1100
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq)
Figura 4.4(a) - Curvas de escoamento plástico do aço dúplex D1 com T.T.=1000°C
por 1 h e deformado com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=30 s.
0 1 2 3 4 5 6 7 8 90
20
40
60
80
100
120
140
160Temperatura de Ensaio (oC)
850 900 950 1000 1050 1100 1150 1200
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.4(b) - Curvas de escoamento plástico do aço dúplex D1 com T.T.=1100°C
por 1 h e deformado com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=30 s.

0 1 2 30
20
40
60
80
100
120
140
4
Temperatura de Ensaio (oC) 850 900 950 1000 1050 1100 1150 1200
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.4(c) - Curvas de escoamento plástico do aço dúplex D1 com T.T.=1250°C
por 1 h e deformado com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=30 s.
0 1 2 3 4 5 6 70
20
40
60
80
100
120
140Temperatura de Ensaio (oC)
850 900 950 1000 1050 1100
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.4(d) - Curvas de escoamento plástico do aço dúplex D1 com T.T.=1350°C
por 1 h e deformado com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.= 30 s.

0 1 2 3 4 50
20
40
60
80
100
120
140
160 Temperatura de Ensaio (oC) 850 900 950 1000 1050 1100
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.4(e) - Curvas de escoamento plástico do aço dúplex D1 com T.T.=1400°C
por 1 h e deformado com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.= 30 s.
0 1 2 30
40
80
120
160
200
240
4
Temperatura de Ensaio (oC) 850 900 950 1000 1050 1100 1150 1200
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.4(f) - Curvas de escoamento plástico do aço dúplex D1 com T.T.=T.E..
Deformado com =1 s•ε -1, Tx.Aq.=10°C/s e t.e.=30 s.
Para facilitar a interpretação dos resultados obtidos, os valores das
tensões de pico e das quantidades de deformação na fratura dos gráficos das figuras
4.4(a-f) são apresentados nas tabelas 4.3 e 4.4 e nos gráficos das figuras 4.5 e 4.6
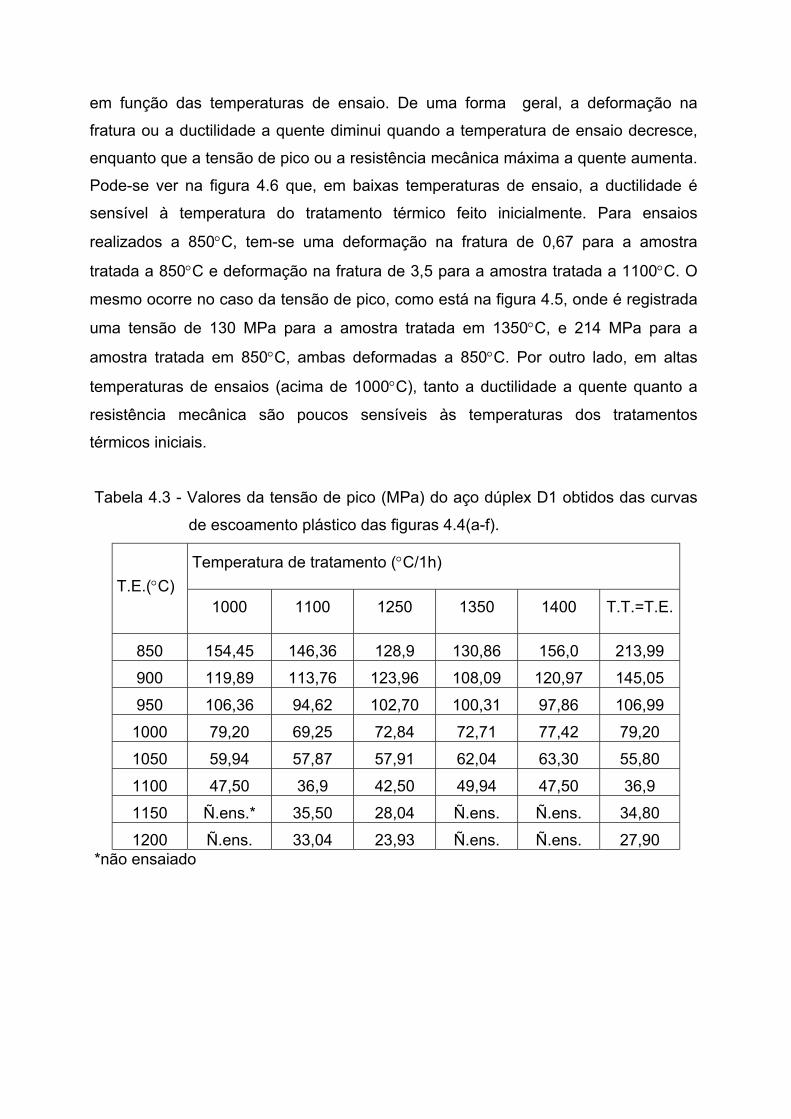
em função das temperaturas de ensaio. De uma forma geral, a deformação na
fratura ou a ductilidade a quente diminui quando a temperatura de ensaio decresce,
enquanto que a tensão de pico ou a resistência mecânica máxima a quente aumenta.
Pode-se ver na figura 4.6 que, em baixas temperaturas de ensaio, a ductilidade é
sensível à temperatura do tratamento térmico feito inicialmente. Para ensaios
realizados a 850°C, tem-se uma deformação na fratura de 0,67 para a amostra
tratada a 850°C e deformação na fratura de 3,5 para a amostra tratada a 1100°C. O
mesmo ocorre no caso da tensão de pico, como está na figura 4.5, onde é registrada
uma tensão de 130 MPa para a amostra tratada em 1350°C, e 214 MPa para a
amostra tratada em 850°C, ambas deformadas a 850°C. Por outro lado, em altas
temperaturas de ensaios (acima de 1000°C), tanto a ductilidade a quente quanto a
resistência mecânica são poucos sensíveis às temperaturas dos tratamentos
térmicos iniciais.
Tabela 4.3 - Valores da tensão de pico (MPa) do aço dúplex D1 obtidos das curvas
de escoamento plástico das figuras 4.4(a-f).
Temperatura de tratamento (°C/1h) T.E.(°C)
1000 1100 1250 1350 1400 T.T.=T.E.
850 154,45 146,36 128,9 130,86 156,0 213,99 900 119,89 113,76 123,96 108,09 120,97 145,05 950 106,36 94,62 102,70 100,31 97,86 106,99 1000 79,20 69,25 72,84 72,71 77,42 79,20 1050 59,94 57,87 57,91 62,04 63,30 55,80 1100 47,50 36,9 42,50 49,94 47,50 36,9 1150 Ñ.ens.* 35,50 28,04 Ñ.ens. Ñ.ens. 34,80 1200 Ñ.ens. 33,04 23,93 Ñ.ens. Ñ.ens. 27,90
*não ensaiado

Tabela 4.4 - Valores da deformação na fratura do aço dúplex D1 obtidos das curvas
de escoamento plástico das figuras 4.4(a-f).
Temperatura de tratamento (°C/1h) T.E.(°C)
1000 1100 1250 1350 1400 T.T.=T.E.
850 2,11 3,5 1,08 1,24 0,92 0,67 900 2,76 7,0 1,97 1,42 1,86 1,49 950 4,07 8,51 2,68 2,70 2,58 2,5 1000 10 10 10 6,03 4,02 10 1050 10 10 10 10 10 10 1100 10 10 10 10 10 10 1150 Ñ.ens. 10 10 Ñ.ens. Ñ.ens. 10 1200 Ñ.ens. 10 10 Ñ.ens. Ñ.ens. 10
800 900 1000 1100 12000
40
80
120
160
200
240
Temperatura de Tratamento (oC/1h) 1000 1100 1250 1350 1400 T.T=T.E.
Tens
ão d
e Pi
co (M
Pa)
Temperatura de Ensaio (oC) Figura 4.5 - Curvas da variação da tensão de pico do aço dúplex D1 em função da
temperatura de ensaio com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=30 s.
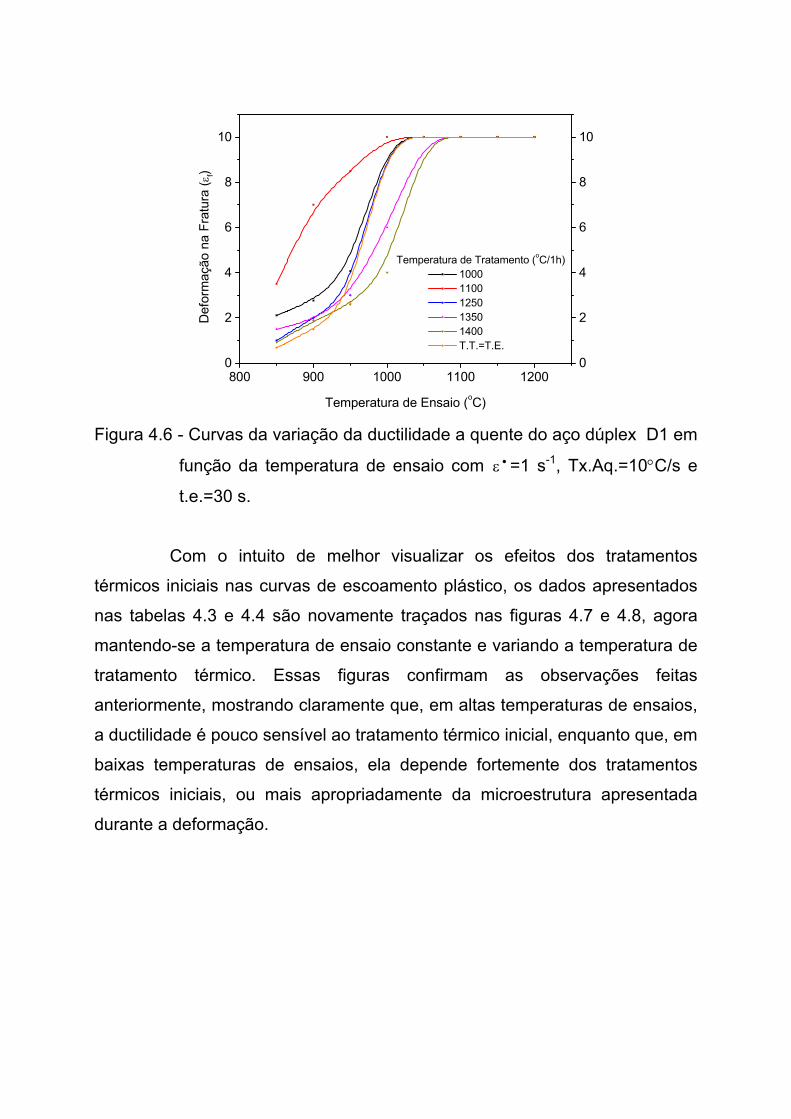
800 900 1000 1100 12000
2
4
6
8
10
0
2
4
6
8
10
Temperatura de Tratamento (oC/1h) 1000 1100 1250 1350 1400 T.T.=T.E.
Def
orm
ação
na
Frat
ura
( εf)
Temperatura de Ensaio (oC)
Figura 4.6 - Curvas da variação da ductilidade a quente do aço dúplex D1 em
função da temperatura de ensaio com ε =1 s• -1, Tx.Aq.=10°C/s e
t.e.=30 s.
Com o intuito de melhor visualizar os efeitos dos tratamentos
térmicos iniciais nas curvas de escoamento plástico, os dados apresentados
nas tabelas 4.3 e 4.4 são novamente traçados nas figuras 4.7 e 4.8, agora
mantendo-se a temperatura de ensaio constante e variando a temperatura de
tratamento térmico. Essas figuras confirmam as observações feitas
anteriormente, mostrando claramente que, em altas temperaturas de ensaios,
a ductilidade é pouco sensível ao tratamento térmico inicial, enquanto que, em
baixas temperaturas de ensaios, ela depende fortemente dos tratamentos
térmicos iniciais, ou mais apropriadamente da microestrutura apresentada
durante a deformação.

800 900 1000 1100 1200 1300 1400
40
80
120
160
200
240
280
Temperatura de Ensaio (oC) 850 900 950 1000 1050 1100
Tens
ão d
e Pi
co (M
Pa)
Temperatura de Tratamento (oC) Figura 4.7 - Curvas da variação da tensão de pico do aço dúplex D1 em função da
temperatura de ensaio com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=30 s.
800 900 1000 1100 1200 1300 14000
2
4
6
8
10
12
0
2
4
6
8
10
12Temperatura de Ensaio (oC) 850 900 950 1000 1050 1100
Def
orm
ação
na
Frat
ura
( εf)
Temperatura de Tratamento (oC)
Figura 4.8 - Curvas da variação da ductilidade a quente do aço dúplex D1 em função
da temperatura de ensaio com =1 s•ε -1, Tx.Aq.=10°C/s e t.e.=30 s.

4.1.3 - Microestruturas Após a Deformação a Quente
Em altas temperaturas (acima de 1000°C), como mostra a figura 4.8, este
material exibe grande ductilidade, independentemente da temperatura de tratamento
térmico. A figura 4.9(a) apresenta a foto da microestrutura de uma amostra
deformada a 1100°C e que foi tratada termicamente em 1000°C por 1 hora.
Observa-se, nesta figura, que a quantidade de austenita é muito pequena e a
microestrutura é formada quase que totalmente de grãos ferríticos com tamanho
médio em torno de 26 µm. Na figura 4.9(b) apresenta-se uma foto da microestrutura
de uma amostra deformada também em 1100°C, só que tratada termicamente a
1250°C por 1 hora. Embora o tamanho médio dos grãos ferríticos, da ordem de 35
µm, seja maior que o da amostra anterior, a microestrutura também é
essencialmente ferrítica.
Quando esse aço é deformado em baixas temperaturas (menores que
1000°C), a ductilidade é baixa em amostras cujo tratamento térmico foi realizado em
temperaturas menores que 1000°C e maiores que 1250°C, apresentando uma faixa
de temperaturas de tratamento que vai de 1000°C a 1200°C em que se tem um pico
de ductilidade. Para visualizar o efeito do tratamento térmico inicial na ductilidade em
baixas temperaturas, observou-se o comportamento microestrutural de amostras
deformadas a 900°C após diversas temperaturas de tratamento térmico. Em uma
amostra tratada a 900°C, nota-se uma grande quantidade de austenita, em torno de
40%, e a presença da fase sigma na microestrutura deformada a quente, como pode
ser visto na figura 4.10(a). A microestrutura, depois de tratada em 1000°C por 1 hora
e deformada a quente até a fratura em 900°C, com proporção de fase austenítica em
torno de 23% e tamanho de grãos ferríticos de 5 µm, aparece na figura 4.10(b). A
figura 4.10(c) apresenta a microestrutura de uma amostra que foi deformada após
tratamento térmico a 1100°C por 1 hora com tamanho de grãos ferríticos de 7,5 µm
e proporção de austenita em torno de 8%. A microestrutura de uma amostra
deformada após tratamento térmico a 1250°C por 1 hora com tamanho de grãos
ferríticos de 8,4 µm e proporção de austenita de 6% apresenta-se na figura 4.10(d).
A microestrutura da amostra tratada a 1350°C por 1 hora e deformada a 900°C
aparece na figura 4.10(e), onde se pode notar que os antigos grãos ferríticos estão
deformados e a proporção da austenita está em torno de 5%. Nota-se na figura

4.10(f) a presença da austenita nos contornos dos grãos ferríticos na microestrutura
de uma amostra tratada a 1400°C por 1 hora e deformada a 900°C.
30µm
Figura 4.9(a) - Microestrutura do aço dúplex D1 com T.T.=1000°C por 1 h e
deformada na T.E.=1100°C com =1 s•ε -1, Tx.Aq.=10°C/s e t.e.=30 s.

60µm
Figura 4.9(b) - Microestrutura do aço dúplex D1 com T.T.=1250°C por 1 h e
deformada na T.E.=1100°C com =1 s•ε -1, Tx.Aq.=10°C/s e t.e.=30 s.
10µm
Figura 4.10(a) - Microestrutura do aço dúplex D1 com T.T.=900°C por 1 h e
deformada na T.E.=900°C com ε =1 s• -1, Tx.Aq.=10°C/s, t.e.=30 s.

30µm
Figura 4.10(b) - Microestrutura do aço dúplex D1 com T.T.=1000°C por 1 h e
deformada na T.E.=900°C com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=30 s.
30µm
Figura 4.10(c) - Microestrutura do aço dúplex D1 com T.T.=1100°C por 1 h e
deformada na T.E.=900°C com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=30 s.

30µm
Figura 4.10(d) - Microestrutura do aço dúplex D1 com T.T.=1250°C por 1 h e
deformada na T.E.=900°C com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=30 s.
30µm
Figura 4.10(e) - Microestrutura do aço dúplex D1 com T.T.=1350°C por 1 h e
deformada na T.E.=900°C com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=30 s.

10µm
Figura 4.10(f) - Microestrutura do aço dúplex D1 com T.T.=1400°C por 1 h e
deformada na T.E.=900°C com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=30 s.
Tabela 4.5 - Tamanho médio dos grãos ferríticos e proporção de austenita do aço
dúplex D1 em amostras deformadas a 900°C.
Temperatura de tratamento
(°C/1h)
Tamanho de grãos ferrítico (µm)
Proporção de austenita (%)
900 Não medido 41,6±2,1 1000 5,1±0,2 23,4±1,2 1100 7,5±0,3 8,0±0,4 1250 8,4±0,4 6,3±0,3 1350 Não medido 5,12±0,2 1400 Não medido 5,20±0,2
4.1.4 - Efeito do Tempo de Espera nas Curvas de Escoamento Plástico
Neste conjunto de experimentos, foram realizados ensaios de torção a
quente variando o tempo de espera antes do início da deformação de 30, 60, 300 e
600 segundos em um conjunto de amostras que foram tratadas termicamente a
1100°C por 1 hora e deformadas a 1000°C. O comportamento mecânico, tanto no
que se refere à ductilidade quanto à resistência mecânica, foi o mesmo nos tempos
de 60, 300 e 600 segundos, como pode ser observado na figura 4.11(a). Com um
conjunto de amostras, também tratadas a 1100°C por 1 hora, foram realizados
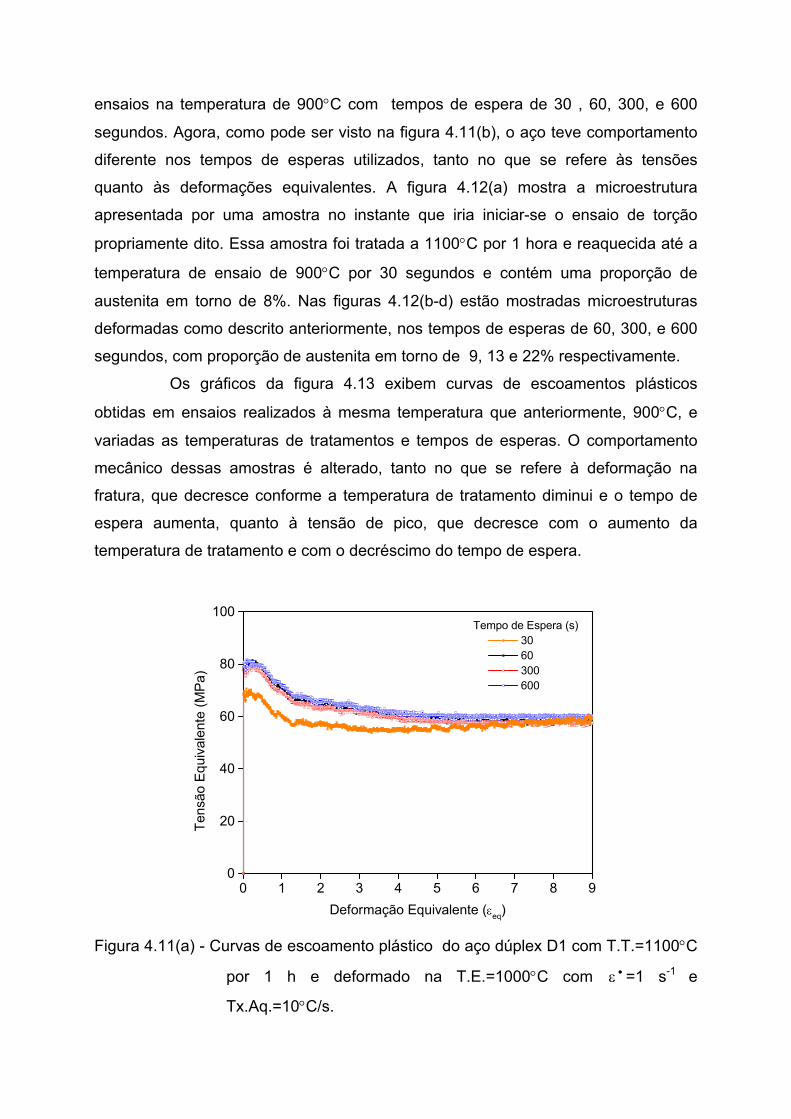
ensaios na temperatura de 900°C com tempos de espera de 30 , 60, 300, e 600
segundos. Agora, como pode ser visto na figura 4.11(b), o aço teve comportamento
diferente nos tempos de esperas utilizados, tanto no que se refere às tensões
quanto às deformações equivalentes. A figura 4.12(a) mostra a microestrutura
apresentada por uma amostra no instante que iria iniciar-se o ensaio de torção
propriamente dito. Essa amostra foi tratada a 1100°C por 1 hora e reaquecida até a
temperatura de ensaio de 900°C por 30 segundos e contém uma proporção de
austenita em torno de 8%. Nas figuras 4.12(b-d) estão mostradas microestruturas
deformadas como descrito anteriormente, nos tempos de esperas de 60, 300, e 600
segundos, com proporção de austenita em torno de 9, 13 e 22% respectivamente.
Os gráficos da figura 4.13 exibem curvas de escoamentos plásticos
obtidas em ensaios realizados à mesma temperatura que anteriormente, 900°C, e
variadas as temperaturas de tratamentos e tempos de esperas. O comportamento
mecânico dessas amostras é alterado, tanto no que se refere à deformação na
fratura, que decresce conforme a temperatura de tratamento diminui e o tempo de
espera aumenta, quanto à tensão de pico, que decresce com o aumento da
temperatura de tratamento e com o decréscimo do tempo de espera.
0 1 2 3 4 5 6 7 8 90
20
40
60
80
100Tempo de Espera (s) 30 60 300 600
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.11(a) - Curvas de escoamento plástico do aço dúplex D1 com T.T.=1100°C
por 1 h e deformado na T.E.=1000°C com ε =1 s• -1 e
Tx.Aq.=10°C/s.

0 1 2 3 4 5 60
20
40
60
80
100
120
140 Tempo de Espera (s) 30 60 300 600
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.11(b) - Curvas de escoamento plástico do aço dúplex D1 com T.T.=1100°C
por 1 h e deformado na T.E.=900°C com ε =1 s• -1 e
Tx.Aq.=10°C/s.
30µm
Figura 4.12(a) - Microestrutura do aço dúplex D1 antes do ensaio de torção a
quente. T.T.=1100°C por 1 h e reaquecida a 900°C por 30 s.

10µm
Figura 4.12(b) - Microestrutura do aço dúplex D1 com T.T.=1100°C por 1 h e
deformada na T.E.=900°C com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=60 s.
10µm
Figura 4.12(c) - Microestrutura do aço dúplex D1 com T.T.=1100°C por 1 h e
deformada na T.E.=900°C com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=300 s.

10µm
Figura 4.12(d) - Microestrutura do aço dúplex D1 com T.T.=1100°C por 1 h e
deformada na T.E.=900°C com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=600 s.
0 1 2 3 4 5 60
25
50
75
100
125
150 T.T. (oC/1h) t.e. (s)
1100 30 1100 60 1100 600 1000 30 900 30
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.13 - Curvas de escoamento plástico do aço dúplex D1 deformado na
T.E.=900°C com ε =1 s• -1 e Tx.Aq.=10°C/s.

4.1.5 - Evolução Microestrutural Durante a Deformação a 1100°C
Foram realizados ensaios isotérmicos interrompidos a 1100°C com taxa
de deformação de 1 s-1 em amostras do aço dúplex D1 tratadas termicamente a
1250°C por 1 hora. Nesses experimentos, as amostras foram reaquecidas até a
temperatura de ensaio e deformadas até a deformação equivalente de 0,8 e 3,0 e,
em seguida, resfriadas bruscamente em água. A figura 4.14 mostra a curva de
escoamento plástico obtida, e indica os instantes em que os dois ensaios foram
interrompidos. Nas figuras 4.15(a-b), podem-se ver as microestruturas observadas.
0,0 0,5 1,0 1,5 2,0 2,5 3,0 3,520
25
30
35
40
45
50
εeq= 3,0εeq= 0,8
T.T. (oC/1h) T.E. (oC) 1250 1100
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.14 - Curvas de escoamento plástico do aço dúplex D1 com T.T.
=1250°C por 1 h e deformado na T.E.=1100°C com ε =1 s• -1.

30µm
Figura 4.15(a) - Microestrutura do aço dúplex D1 com T.T.=1250°C por 1 h e
deformada na T.E.=1100°C com =1 s•ε -1 e ε =0,8. eq
30µm
Figura 4.15(b) - Microestrutura do aço dúplex D1 com T.T.=1250°C por 1 h e
deformada na T.E.=1100°C com =1 s•ε -1 e ε =3,0. eq

4.2 - Comportamento Mecânico e Microestrutural do Aço Dúplex D2
4.2.1 - Microestruturas Após Tratamentos Térmicos Iniciais
As figuras 4.16(a-f) apresentam as microestruturas de amostras do aço
dúplex D2 tratadas termicamente por 1 hora em 1100, 1150, 1200, 1250, 1350 e
1400°C, respectivamente. Comparando essas microestruturas, observa-se que os
tamanhos médios dos grãos austeníticos e ferríticos crescem com o aumento da
temperatura, enquanto que a fração volumétrica da fase austenítica comporta-se de
forma inversa. Esta é em torno de 53% na amostra tratada a 1100°C por 1 hora e
decresce para valores próximos a 36% após tratamento térmico a 1400°C por 1 hora
(ver tabela 4.6). Embora a proporção de austenita decresça com a temperatura
(figura 4.17), vale salientar que, nesse aço, não ocorre a dissolução completa dessa
fase em nenhuma condição imposta neste trabalho.
30µm
Figura 4.16(a) - Microestrutura do aço dúplex D2 após tratamento térmico inicial a
1100°C por 1 hora.
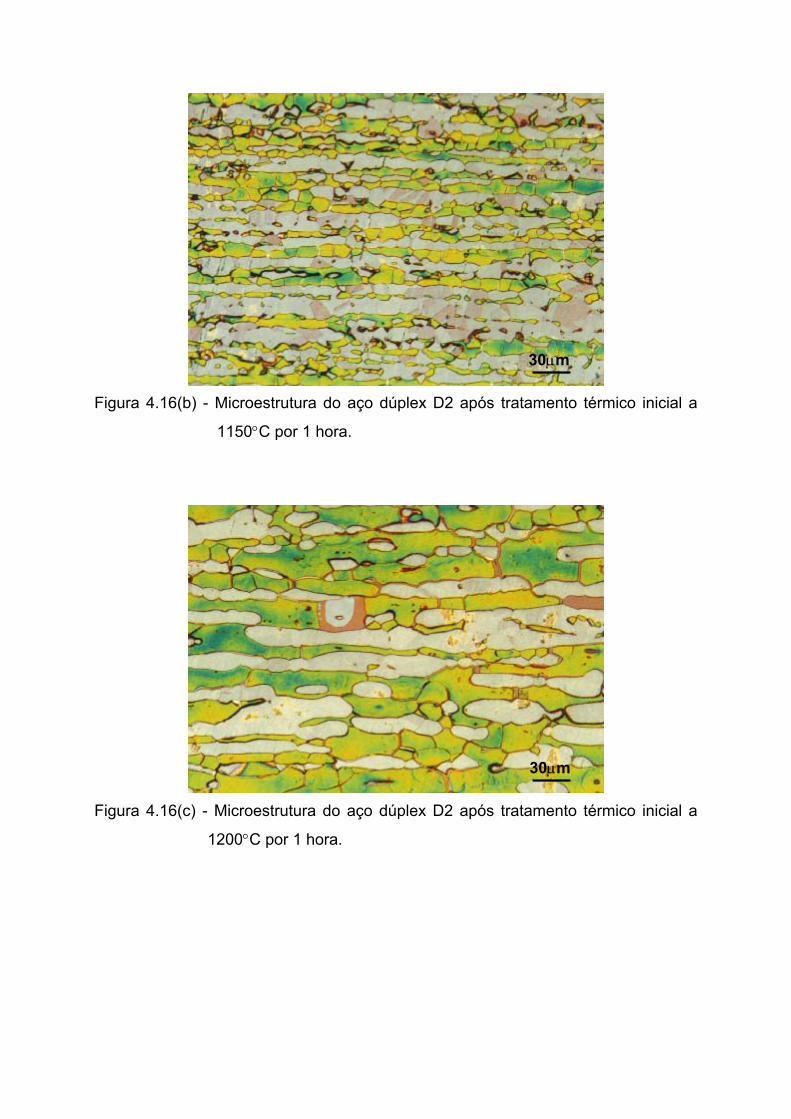
30µm
Figura 4.16(b) - Microestrutura do aço dúplex D2 após tratamento térmico inicial a
1150°C por 1 hora.
30µm
Figura 4.16(c) - Microestrutura do aço dúplex D2 após tratamento térmico inicial a
1200°C por 1 hora.

30µm
Figura 4.16(d) - Microestrutura do aço dúplex D2 após tratamento térmico inicial a
1250°C por 1 hora.
30µm
Figura 4.16(e) - Microestrutura do aço dúplex D2 após tratamento térmico inicial a
1350°C por 1 hora.
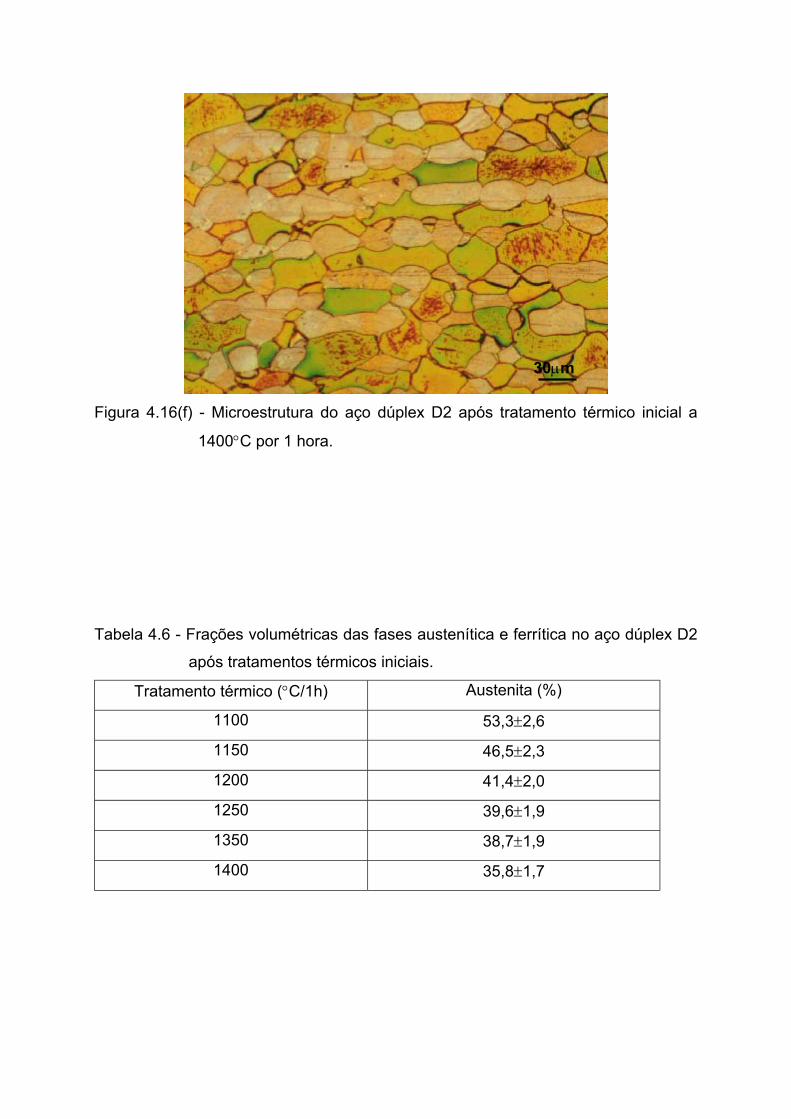
30µm
Figura 4.16(f) - Microestrutura do aço dúplex D2 após tratamento térmico inicial a
1400°C por 1 hora.
Tabela 4.6 - Frações volumétricas das fases austenítica e ferrítica no aço dúplex D2
após tratamentos térmicos iniciais.
Tratamento térmico (°C/1h) Austenita (%)
1100 53,3±2,6
1150 46,5±2,3
1200 41,4±2,0
1250 39,6±1,9
1350 38,7±1,9
1400 35,8±1,7

1100 1200 1300 14000
20
40
60
80
100
0
20
40
60
80
100
Austenita Ferrita
Prop
orçã
o de
Fas
e (%
)
Temperatura de Tratamento (oC) Figura 4.17 - Variações das proporções das fases austenítica e ferrítica do aço
dúplex D2 em função da temperatura de tratamento térmico inicial.
4.2.2 - Curvas de Escoamento Plástico
A seguir, serão apresentados os resultados de ensaios de torção a quente
realizados em amostras que foram inicialmente tratadas termicamente por 1 hora e
não submetidas à etapa de laminação a frio. As curvas de escoamento plástico das
figuras 4.18(a-h) representam ensaios realizados com temperaturas no intervalo
entre 850 e 1200°C em amostras tratadas termicamente a 1100, 1250, 1350 e
1400°C. A figura 4.19 representa ensaios realizados em temperaturas iguais às
utilizadas nos tratamentos térmicos anteriores. Vale salientar que esses últimos
ensaios equivalem aos realizados após aquecimento até a temperatura de
deformação com tempo de espera de 1 hora. De uma forma geral, as curvas obtidas
são caracterizadas por um aumento da tensão, na região de encruamento, até
atingir um pico, seguida de uma região onde a tensão decresce até o ponto onde o
material falha.
Nas figuras 4.18(a-c), onde as temperaturas de ensaios foram 850, 900 e
950°C, respectivamente, nota-se que as curvas de escoamento plástico assumem
uma forma suave no decorrer da deformação a quente com diferenças relativamente
pequenas entre os valores da tensão de início de escoamento plástico e a tensão de
pico. Por outro lado, nas curvas das figuras 4.18(f-h), onde as temperaturas de

ensaios foram maiores, nota-se que o formato das curvas de escoamento plástico é
alterado; a diferença entre os valores da tensão de início de escoamento e a tensão
de pico é maior e as curvas assumem uma forma que realça o pico de tensões.
Para facilitar a interpretação dos resultados obtidos, os valores da tensão
de início de escoamento plástico, da tensão de pico, da deformação de pico e da
quantidade de deformação na fratura medidos nas curvas de escoamento plástico
das figuras 4.18(a-h) e 4.19 são apresentados em forma de tabelas (tabelas 4.7 a
4.10) e em forma de gráficos (figuras 4.20(a) a 4.23(b)), em função das temperaturas
do tratamento térmico inicial e da temperatura de ensaio.
Nas figuras 4.20(a-b), pode-se ver como a tensão de início de
escoamento varia em função da temperatura de ensaio e em função da temperatura
de tratamento. A primeira figura mostra que a tensão de início de escoamento
decresce continuamente com o aumento da temperatura de ensaio e a segunda,
que em baixas temperaturas de ensaios, existe uma tendência para o decréscimo da
tensão de início de escoamento da maior para a menor temperatura de tratamento
térmico inicial. O mesmo comportamento é observado na variação da tensão de pico
em função da temperatura de ensaio. Em função da temperatura de tratamento
térmico inicial, existe um comportamento inverso da tensão de pico se comparado
com a tensão de início de escoamento. Existe uma tendência de decréscimo da
tensão de pico da menor para a maior temperatura de tratamento térmico inicial,
como pode ser visto nas figuras 4.21(a-b). Observa-se, também, que as tensões de
início de escoamento e de pico assumem valores significativamente maiores quando
os ensaios são realizados em aquecimento (T.T.=T.E.) nas temperaturas menores
(850 a 1000°C).
Nas curvas mostradas nas figuras 4.22(a-b), observa-se que a
deformação de pico aumenta com o aumento da temperatura de ensaio. Os gráficos
das figuras 4.23(a-b) mostram a dependência da ductilidade a quente com a
temperatura de ensaio e a temperatura de tratamento térmico, respectivamente.
Variando a temperatura de ensaio, vê-se na figura 4.23(a) que a ductilidade a quente
desse aço apresenta dois comportamentos distintos. Nos ensaios realizados nas
temperaturas mais baixas (850 a 1100°C), a quantidade de deformação que o
material suporta sem falhar é baixa e pouco sensível à temperatura de ensaio.
Conforme a temperatura de ensaio é aumentada (acima de 1100°C), a ductilidade
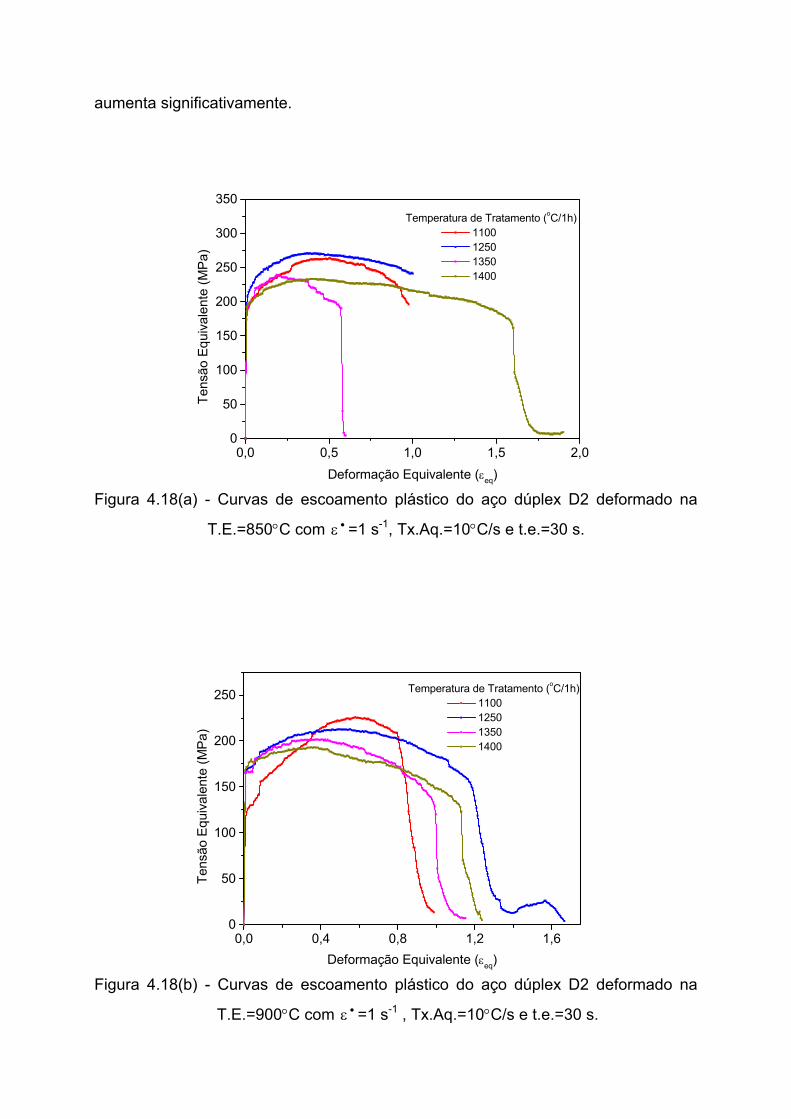
aumenta significativamente.
0,0 0,5 1,0 1,5 2,00
50
100
150
200
250
300
350Temperatura de Tratamento (oC/1h) 1100 1250 1350 1400
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.18(a) - Curvas de escoamento plástico do aço dúplex D2 deformado na
T.E.=850°C com =1 s•ε -1, Tx.Aq.=10°C/s e t.e.=30 s.
0,0 0,4 0,8 1,2 1,60
50
100
150
200
250 Temperatura de Tratamento (oC/1h) 1100 1250 1350 1400
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.18(b) - Curvas de escoamento plástico do aço dúplex D2 deformado na
T.E.=900°C com =1 s•ε -1 , Tx.Aq.=10°C/s e t.e.=30 s.

0,0 0,5 1,0 1,50
50
100
150
200
250Temperatura de Tratamento (oC/1h) 1100 1250 1350 1400
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.18(c) - Curvas de escoamento plástico do aço dúplex D2 deformado na
T.E.=950°C com =1 s•ε -1 , Tx.Aq.=10°C/s e t.e.= 30 s.
0,0 0,5 1,0 1,50
50
100
150
200Temperatura de Tratamento (oC/1h) 1100 1250 1350 1400
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.18(d) - Curvas de escoamento plástico do aço dúplex D2 deformado na
T.E.=1000°C com ε =1 s• -1 , Tx.Aq.=10°C/s e t.e.= 30 s.

0,0 0,5 1,0 1,5 2,0 2,50
20
40
60
80
100
120
140
160Temperatura de Tratamento (oC/1h) 1100 1250 1350 1400
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.18(e) - Curvas de escoamento plástico do aço dúplex D2 deformado na
T.E.=1050°C com ε =1 s• -1 , Tx.Aq.=10°C/s e t.e.=30 s.
0,0 0,5 1,0 1,5 2,0 2,5 3,00
20
40
60
80
100
120Temperatura de Tratamento (oC/1h) 1100 1250 1350 1400
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.18(f) - Curvas de escoamento plástico do aço dúplex D2 deformado na
T.E.=1100°C com ε =1 s• -1 , Tx.Aq.=10°C/s e t.e.=30 s.

0 1 2 3 40
20
40
60
80Temperatura de Tratamento (oC/1h) 1100 1250 1350 1400
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.18(g) - Curvas de escoamento plástico do aço dúplex D2 deformado na
T.E.=1150°C com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=30 s.
0 1 2 3 4 50
10
20
30
40
50
60
70Temperatura de Tratamento (oC/1h) 1100 1250 1350 1400
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.18(h) - Curvas de escoamento plástico do aço dúplex D2 deformado na
T.E.=1200°C com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=30 s.

0,0 0,5 1,0 1,5 2,0 2,50
50
100
150
200
250
300
350
400 Temperatura de Ensaio (oC) 850 900 950 1000 1050 1150 1200
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.19 - Curvas de escoamento plástico do aço dúplex D2 deformado em
temperaturas iguais às de tratamento térmico (T.T.=T.E.) com =1 s•ε -1,
Tx.Aq.=10°C/s e t.e.=30 s.
Tabela 4.7 - Valores da tensão de início de escoamento (MPa) do aço dúplex D2
obtidos das curvas de escoamento plástico apresentadas nas figuras
4.18(a-h) e 4.19.
Temperatura de tratamento (°C/1h) T.E. (°C)
1100 1250 1350 1400 T.T.=T.E. 850 185,2 199,7 176,7 193,6 310,28
900 120,1 167,77 165,4 170,5 267,18
950 117,3 131,88 135,1 162,6 202,42
1000 83,29 88,2 98,39 108,3 110,8
1050 61,3 71,61 85,2 100,4 66,19
1100 55,19 49,43 54 52,45 55,19
1150 37,75 39,61 45,47 52,45 33,93
1200 30,98 34,8 31,3 36,31 23,86
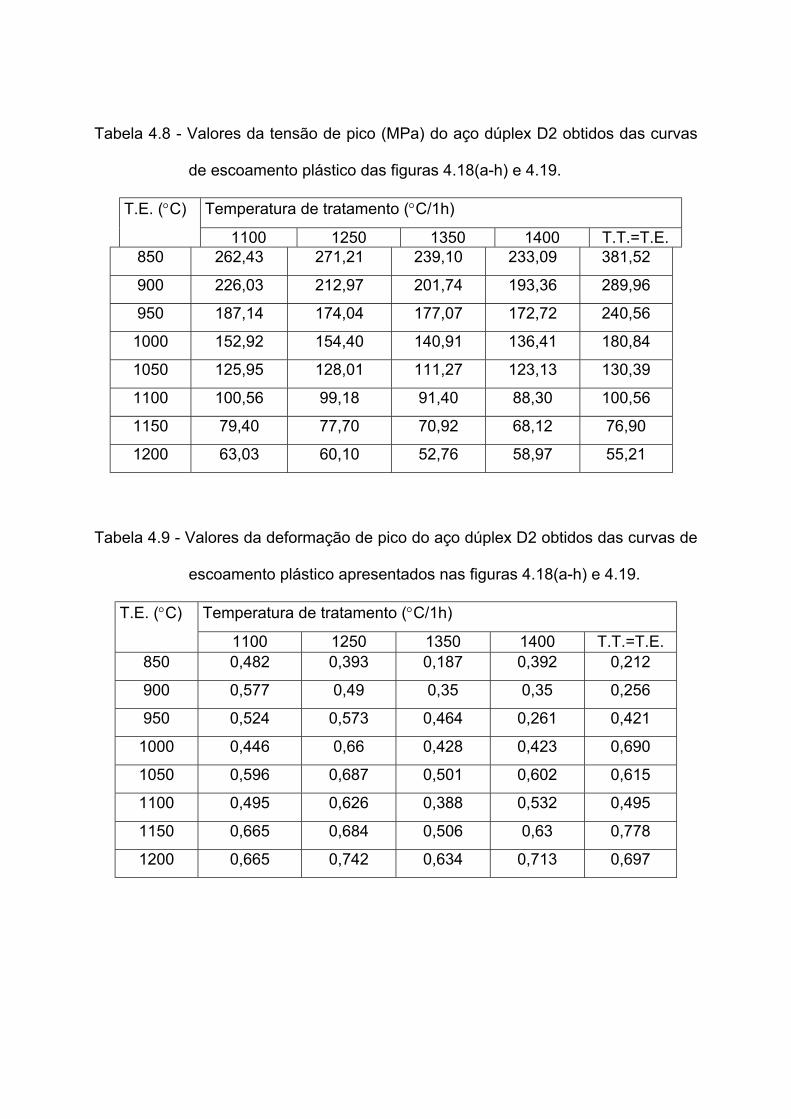
Tabela 4.8 - Valores da tensão de pico (MPa) do aço dúplex D2 obtidos das curvas
de escoamento plástico das figuras 4.18(a-h) e 4.19.
Temperatura de tratamento (°C/1h) T.E. (°C)
1100 1250 1350 1400 T.T.=T.E. 850 262,43 271,21 239,10 233,09 381,52
900 226,03 212,97 201,74 193,36 289,96
950 187,14 174,04 177,07 172,72 240,56
1000 152,92 154,40 140,91 136,41 180,84
1050 125,95 128,01 111,27 123,13 130,39
1100 100,56 99,18 91,40 88,30 100,56
1150 79,40 77,70 70,92 68,12 76,90
1200 63,03 60,10 52,76 58,97 55,21
Tabela 4.9 - Valores da deformação de pico do aço dúplex D2 obtidos das curvas de
escoamento plástico apresentados nas figuras 4.18(a-h) e 4.19.
Temperatura de tratamento (°C/1h) T.E. (°C)
1100 1250 1350 1400 T.T.=T.E. 850 0,482 0,393 0,187 0,392 0,212
900 0,577 0,49 0,35 0,35 0,256
950 0,524 0,573 0,464 0,261 0,421
1000 0,446 0,66 0,428 0,423 0,690
1050 0,596 0,687 0,501 0,602 0,615
1100 0,495 0,626 0,388 0,532 0,495
1150 0,665 0,684 0,506 0,63 0,778
1200 0,665 0,742 0,634 0,713 0,697

Tabela 4.10 - Valores da deformação na fratura do aço dúplex D2 obtidos das curvas
de escoamento plástico apresentadas nas figuras 4.18(a-h) e 4.19.
Temperatura de tratamento (°C/1h) T.E. (°C)
1100 1250 1350 1400 T.T.=T.E. 850 1,0 1,1 0,56 1,45 0,76
900 0,9 1,2 1,0 1,1 0,9
950 0,85 1,2 1,2 1,2 1,0
1000 0,8 1,2 1,4 1,3 1,3
1050 1,1 1,6 1,5 2,0 1,2
1100 1,0 1,4 1,5 2,3 1,0
1150 2,6 2,4 3,2 3,6 3,0
1200 3,4 2,7 4,8 3,8 3,8
800 900 1000 1100 12000
50
100
150
200
250
300
350
Temperatura de Tratamento (oC/1h) 1100 1250 1350 1400 T.T.=T.E.
Tens
ão In
ício
de
Esco
amen
to (M
Pa)
Temperatura de Ensaio (oC)
Figura 4.20(a) - Variação da tensão de início de escoamento plástico do aço dúplex
D2 em função da temperatura de ensaio com ε =1 s• -1,
Tx.Aq.=10°C/s e t.e.=30 s.

900 1000 1100 1200 1300 14000
50
100
150
200
250Temperatura de Ensaio (oC) 850 900 950 1000 1050 1100 1150 1200
Tens
ão In
ício
de
Esco
amen
to (M
Pa)
Temperatura de Tratamento (oC)
Figura 4.20(b) - Variação da tensão de início de escoamento plástico do aço dúplex
D2 em função da temperatura de tratamento térmico com =1 s•ε -1,
Tx.Aq.=10°C/s e t.e.=30 s.
800 900 1000 1100 1200
50
100
150
200
250
300
350
400 Temperatura de Tratamento (oC/1h) 1100 1250 1350 1400 T.T.=T.E.
Tens
ão d
e Pi
co (M
Pa)
Temperatura de Ensaio (oC) Figura 4.21(a) - Variação da tensão de pico (MPa) do aço dúplex D2 em função da
temperatura de ensaio com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=30 s.

900 1000 1100 1200 1300 14000
50
100
150
200
250
300
350
Temperatura de Ensaio (oC) 850 900 950 1000 1050 1100 1150 1200
Tens
ão d
e Pi
co (M
Pa)
Temperatura de Tratamento (oC) Figura 4.21(b) - Variação da tensão de pico (MPa) do aço dúplex D2 em
função da temperatura de tratamento térmico com ε =1 s• -1,
Tx.Aq.=10°C/s e t.e.=30 s.
800 900 1000 1100 1200
0,2
0,4
0,6
0,8
0,2
0,4
0,6
0,8
Temperatura de Tratamento (oC/1h) 1100 1250 1350 1400 T.T.=T.E.
Def
orm
ação
de
Pico
( εp)
Temperatura de Ensaio (oC)
Figura 4.22(a) - Variação da deformação de pico do aço dúplex D2 em função da
temperatura de ensaio com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=30 s.
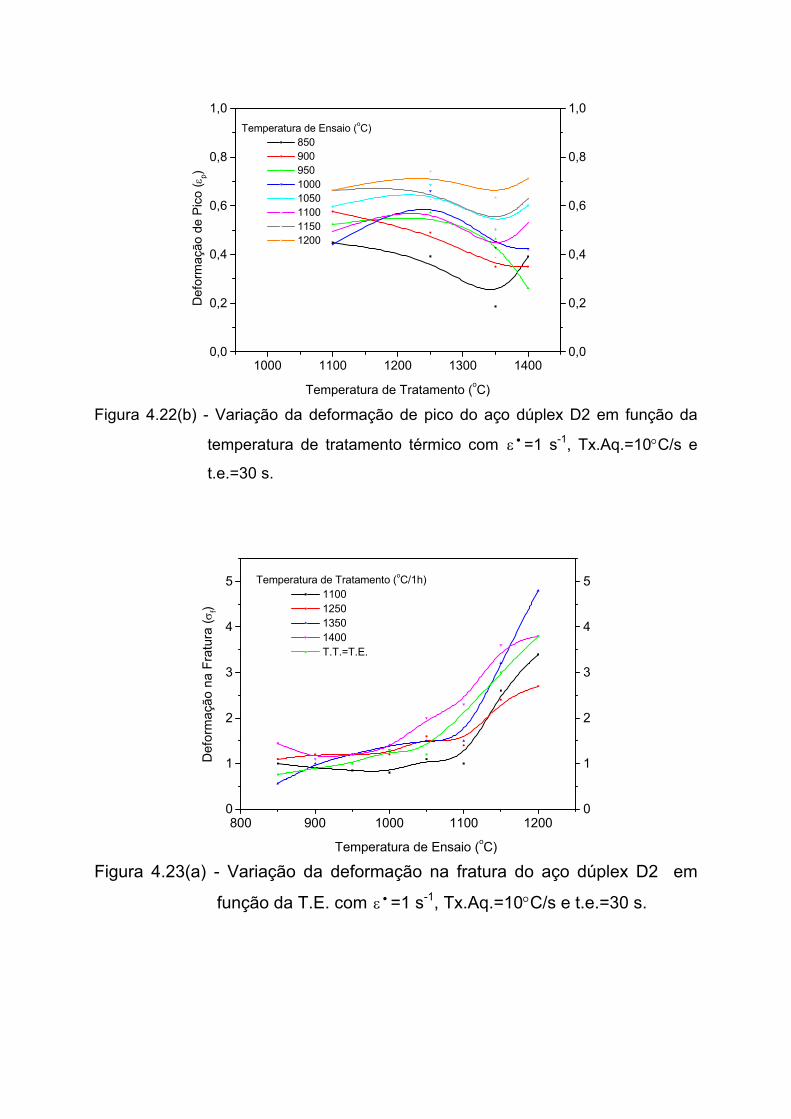
1000 1100 1200 1300 14000,0
0,2
0,4
0,6
0,8
1,0
0,0
0,2
0,4
0,6
0,8
1,0
Temperatura de Ensaio (oC) 850 900 950 1000 1050 1100 1150 1200
Def
orm
ação
de
Pico
(εp)
Temperatura de Tratamento (oC)
Figura 4.22(b) - Variação da deformação de pico do aço dúplex D2 em função da
temperatura de tratamento térmico com ε =1 s• -1, Tx.Aq.=10°C/s e
t.e.=30 s.
800 900 1000 1100 12000
1
2
3
4
5
0
1
2
3
4
5Temperatura de Tratamento (oC/1h) 1100 1250 1350 1400 T.T.=T.E.
Def
orm
ação
na
Frat
ura
(σf)
Temperatura de Ensaio (oC)
Figura 4.23(a) - Variação da deformação na fratura do aço dúplex D2 em
função da T.E. com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=30 s.

900 1000 1100 1200 1300 14000
1
2
3
4
5
0
1
2
3
4
5Temperatura de Ensaio (oC) 850 900 950 1000 1050 1100 1150 1200
Def
orm
ação
na
Frat
ura
(εf)
Temperatura de Tratamento (oC) Figura 4.23(b) - Variação da deformação na fratura do aço dúplex D2 em
função da T.T. com =1 s•ε -1 , Tx.Aq.=10°C/s e t.e.=30 s.
4.2.3- Microestruturas Após a Deformação a Quente.
Como descrito no item anterior, tanto a forma das curvas de
escoamento plástico como os níveis de tensão e de deformação na fratura
dependem da temperatura de ensaio. A seguir, serão apresentadas algumas
micrografias que mostram as microestruturas observadas durante a
deformação em diferentes temperaturas.
Em baixas temperaturas (até 1100°C), como mostram os gráficos da
figura 4.23(a), este aço exibe baixa ductilidade, independentemente da
temperatura de tratamento térmico. A figura 4.24(a) apresenta a
fotomicrografia de uma amostra deformada em 950°C e que foi tratada a
1250°C por 1 hora. Observa-se nesta figura que as partículas de austenita
são percoladas, estão alinhadas com a direção de deformação e ocupam uma
fração volumétrica de 45%. Nota-se, também, nesta microestrutura a
presença da austenita de Widmanstätten dentro da fase ferrítica.
Quando a temperatura de ensaio aumenta, a fração volumétrica de
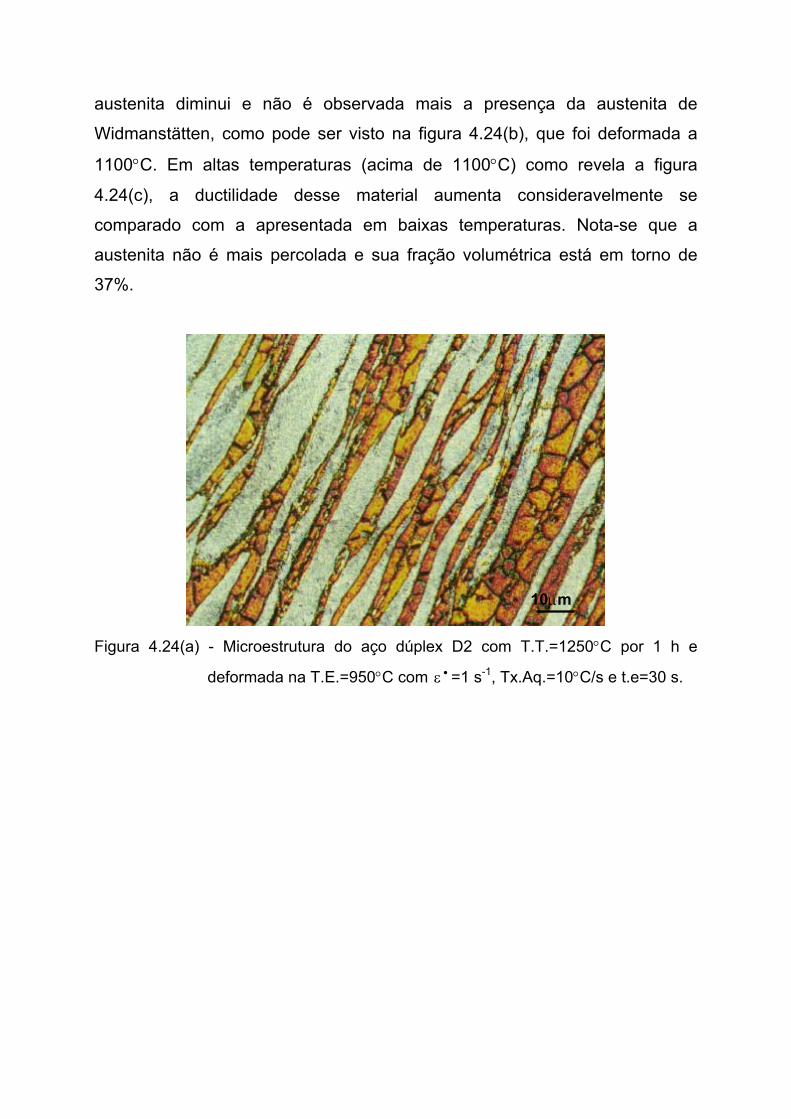
austenita diminui e não é observada mais a presença da austenita de
Widmanstätten, como pode ser visto na figura 4.24(b), que foi deformada a
1100°C. Em altas temperaturas (acima de 1100°C) como revela a figura
4.24(c), a ductilidade desse material aumenta consideravelmente se
comparado com a apresentada em baixas temperaturas. Nota-se que a
austenita não é mais percolada e sua fração volumétrica está em torno de
37%.
10µm
Figura 4.24(a) - Microestrutura do aço dúplex D2 com T.T.=1250°C por 1 h e
deformada na T.E.=950°C com ε =1 s• -1, Tx.Aq.=10°C/s e t.e=30 s.
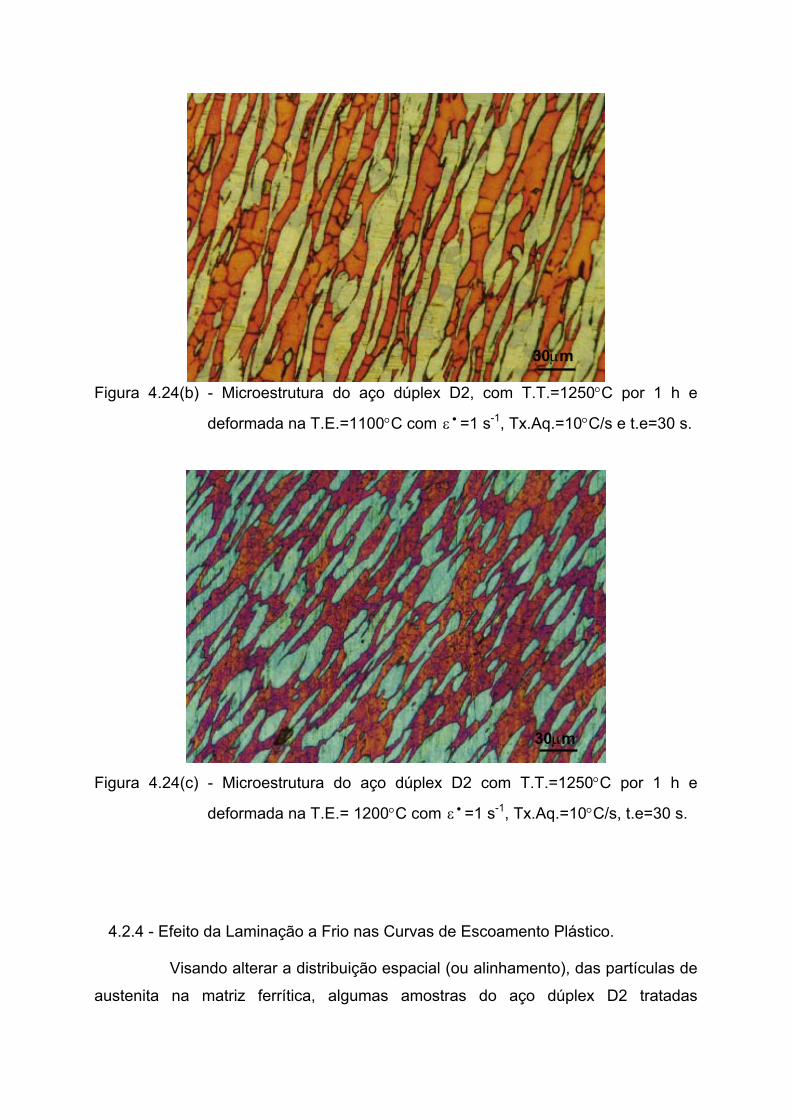
30µm
Figura 4.24(b) - Microestrutura do aço dúplex D2, com T.T.=1250°C por 1 h e
deformada na T.E.=1100°C com =1 s•ε -1, Tx.Aq.=10°C/s e t.e=30 s.
30µm
Figura 4.24(c) - Microestrutura do aço dúplex D2 com T.T.=1250°C por 1 h e
deformada na T.E.= 1200°C com ε =1 s• -1, Tx.Aq.=10°C/s, t.e=30 s.
4.2.4 - Efeito da Laminação a Frio nas Curvas de Escoamento Plástico.
Visando alterar a distribuição espacial (ou alinhamento), das partículas de
austenita na matriz ferrítica, algumas amostras do aço dúplex D2 tratadas

termicamente a 1350°C por 1 hora foram submetidas à etapa de laminação a frio
antes de serem testadas mecanicamente. Nessa etapa, as amostras sofreram uma
redução de 30% no diâmetro. A figura 4.25 mostra a microestrutura obtida após a
laminação a frio. Comparando-se esta micrografia com a da figura 4.16(e), vê-se que
a laminação a frio alinhou as partículas de austenita, tornando-as mais percoladas.
Na figura 4.26 estão mostradas as curvas de escoamento plástico
obtidas, onde se observa o aumento das tensões de início de escoamento e de pico
com o decréscimo da temperatura. Tanto a deformação de pico quanto a
deformação na fratura aumentam continuamente (ver figura 4.27) com o aumento da
temperatura, sendo maior o aumento da deformação na fratura e sem o patamar
apresentado quando as amostras são deformadas em baixas temperaturas sem a
etapa da laminação a frio (ver figura 4.23(a)). Na figura 4.28, foram traçadas curvas
de escoamento plástico comparativas entre amostras do aço dúplex D2 laminadas e
não laminadas a frio. Nas mesmas temperaturas, a forma das curvas é igual, e em
toda faixa de temperatura utilizada as tensões de pico e as deformações na fratura
são sempre maiores para as amostras do aço laminado a frio, como pode ser
observado na figura 4.29.
120µm
Figura 4.25 - Microestrutura do aço dúplex D2 tratado termicamente a T.T.=1350°C
por 1 h e laminado a frio com 30% de redução.

0 1 2 3 40
50
100
150
200
250
300
350
5
Temperatura do Ensaio (oC) 850 900 950 1000 1050 1100 1150 1200
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente(εeq) Figura 4.26 - Curvas de escoamento plástico do aço dúplex D2 com T.T.=1350°C
por 1 h e laminado a frio com redução de 30% com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=30 s.
Tabela 4.11 - Valores das tensões de início de escoamento(σy) e de pico σp e das
deformações de pico (εp) e de fratura (εf) do aço dúplex D2 obtidos
das curvas de escoamento plástico da figura 4.26.
T.E. (°C) σy(MPa) σp(MPa) εp εf 850 324,44 325,37 0,150 0,6
900 236,27 248.98 0,487 1,3 950 172,48 206,09 0,560 1,56
1000 94,26 156,65 0,750 2,4 1050 78,21 130,69 0,753 3,0 1100 50,79 99,09 0,791 3,5 1150 32,50 75,62 0,797 4,5 1200 26,41 56,43 0,750 5,5

800 900 1000 1100 12000
50
100
150
200
250
300
350 Tensão Início de Escoamento Tensão de Pico
Tens
ão E
quiv
alen
te (M
Pa)
Temperatura de Ensaio (oC)
0
1
2
3
4
5
6
Def
orm
ação
Equ
ival
ente
(εeq
) Deformação de Pico Deformação na Fratura
Figura 4.27 - Variações das tensões de início de escoamento(σy) e de pico (σp) e
das deformações de pico (εp) e de fratura (εf) em função da
temperatura de ensaios obtidas das curvas de escoamento plástico da
figura 4.26.
0 1 2 3 4 50
50
100
150
200
250
300
350 Temperatura de Ensaio (oC)
850 850 LF 900 900 LF 1000 1000 LF 1100 1100 LF 1200 1200 LF
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.28 - Comparação entre as curvas de escoamento plástico do aço dúplex D2
obtidas em amostras submetidas ou não à etapa de laminação a frio
com T.T.=1350°C por 1 h, =1 s•ε -1, Tx.Aq.=10°C/s e t.e.=30 s.

800 900 1000 1100 12000
50
100
150
200
250
300
350 σy LF σp LF σy σp
Tens
ão E
quiv
alen
te (M
Pa)
Temperatura de Ensaio (oC)
0
1
2
3
4
5
6
Def
orm
ação
Equ
ival
ente
(εeq
)
εp LF εf LF εp εf
Figura 4.29 - Variações das tensões de início de escoamento(σy) e de pico (σp) e
das deformações de pico (εp) e de fratura (εf) em função das
temperaturas de ensaios medidas nas curvas de escoamento plástico
da figura 4.28.
4.2.5 - Efeito do Tempo de Espera nas Curvas de Escoamento Plástico
Foram realizados ensaios em amostras tratadas termicamente a 1350°C
por 1 hora e deformadas até a fratura a 1150°C, variando-se os tempos de esperas
de 30 a 1200 segundos. Como pode ser observado na figura 4.30(a-b), as curvas
tem comportamentos próximos no que se refere à tensão de início de escoamento,
tensão de pico, deformação de pico e deformação na fratura. Apenas se pode notar
que os níveis da tensão de pico são sempre maiores nas amostras laminadas. Nas
microestruturas mostradas nas figuras 4.31(a-b), não se observa aumento na fração
volumétrica da austenita conforme o tempo de espera é aumentado de 60 para
1200 segundos.
Os gráficos da figura 4.32 exibem curvas de escoamento plástico obtidas
em ensaios realizados à temperatura igual à anterior 1150°C, variando-se as
temperaturas de tratamentos e tempos de esperas em amostras laminada ou não
laminadas a frio. Observa-se que existem dois níveis de deformação na fratura. Em
todas as amostras tratadas termicamente até 1250°C por 1 hora, os valores da

deformação na fratura são menores que os observados para as amostras tratadas
em maiores temperaturas, independentemente do tempo de espera.
0 1 2 3 4 50
20
40
60
80 Tempo de Espera (s) 30 60 300 600 1200
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.30(a) - Curvas de escoamento plástico do aço dúplex D2 com T.T.=1350°C
por 1 h e deformado na T.E.=1150°C com ε =1 s• -1 e Tx.Aq.=10°C/s.
0 1 2 3 4 50
20
40
60
80
100Tempo de Espera (s) 30 60 300 600 1200
Tens
ao E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.30(b) - Curvas de escoamento plástico do aço dúplex D2 com T.T.=1350°C
por 1 h e posterior laminação a frio (LF) com redução de 30% e
deformado na T.E.=1150°C com ε =1 s• -1 e Tx.Aq.=10°C/s.

30µm
Figura 4.31(a) - Microestrutura do aço dúplex D2 com T.T.=1350°C por 1 h e
deformada na T.E.=1150°C com =1 s•ε -1, Tx.Aq.=10°C/s e t.e=60 s.
30µm
Figura 4.31(b) - Microestrutura do aço dúplex D2 com T.T.=1350°C por 1 h e
deformada na T.E.=1150°C com =1 s•ε -1, Tx.Aq.=10°C/s e t.e=1200
s.

0 1 2 3 4 50
20
40
60
80
100
T.T.(oC/1h) t.e. (s) 1350 60 1350 1200 1350 LF 30 1100 30 1150 30 1250 30
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.32 - Curvas de escoamento plástico do aço dúplex D2 variando-se
T.T. e t.e., e deformado na T.E.=1150°C com ε =1 s• -1 e
Tx.Aq.=10°C/s.
4.2.6 - Efeito da Taxa de Deformação nas Curvas de Escoamento Plástico
Foram realizados experimentos em amostras tratadas termicamente a
1350°C por 1 hora, laminadas a frio ou não, deformadas a 1150°C com taxas
deformação variando de 0,3 a 5,0 s-1. Os resultados destes ensaios estão mostrados
nas figuras 4.33(a-b). Observa-se, nestas curvas, que as amostras tiveram
comportamentos diferentes nas taxas de deformações utilizadas, tanto no que se
refere às tensões quanto às deformações equivalentes.

0 1 2 3 4 5 60
20
40
60
80
100Taxa de Deformação (s-1) 0,3 0,5 1,0 3,0 5,0
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.33(a) - Curvas de escoamento plástico do aço dúplex D2 com T.T.=1350°C
por 1 h, deformado na T.E.=1150°C com Tx.Aq.=10°C/s e t.e.=30
s.
0 1 2 3 4 50
20
40
60
80
100
120
Taxa de Deformação (s-1) 0,3 0,5 1,0 3,0 5,0
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.33(b) - Curvas de escoamento plástico do aço dúplex D2 com T.T.=1350°C
por 1 h e laminado a frio (LF) com redução de 30%, deformado na
T.E.=1150°C com Tx.Aq.=10°C/s e t.e.=30 s.

4.2.7- Evolução Microestrutural Durante a Deformação a 1250°C
Com o objetivo de observar a evolução microestrutural durante a
deformação a quente, foram realizados ensaios isotérmicos interrompidos a 1250°C
com taxa de deformação de 1 s-1 em amostras do aço dúplex D2 tratadas
termicamente a 1250°C por 1 hora. Nesses experimentos, os ensaios foram
interrompidos em deformações equivalentes de 0,5; 1,2; 2,0 e 5,0, e as amostras
foram resfriadas em água imediatamente após a deformação. A figura 4.34 mostra a
curva de escoamento de um ensaio realizado até a fratura e indica as posições nas
quais os ensaios foram interrompidos.
As figuras 4.35(a-d) mostram fotos das microestruturas observadas. Estas
consistem de uma matriz ferrítica com fração volumétrica de austenita em torno de
35%. As partículas de austenita não são percoladas e estão alinhadas com a direção
de deformação. Vale notar que o alinhamento varia com a quantidade de
deformação.
0 1 2 3 4 50
10
20
30
40
εeq= 5,0
εeq= 2,0εeq= 1,2
εeq= 0,5
Temperatura de Ensaio 1250oC
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.34 - Curva de escoamento plástico do aço dúplex D2 com T.T.=1250°C por
1 h e deformado na T.E.=1250°C e =1 s•ε -1.

60µm
Figura 4.35(a) - Microestrutura do aço dúplex D2 com T.T.=1250°C por 1 h e
deformada na T.E.=1250°C com =1 s•ε -1 e ε =0,5. eq
60µm
Figura 4.35(b) - Microestrutura do aço dúplex D2 com T.T.=1250°C por 1 h e
deformada na T.E.=1250°C com =1 s•ε -1 e ε =1,2. eq

60µm
Figura 4.35(c) - Microestrutura do aço dúplex D2 com T.T.=1250°C por 1 h e
deformada na T.E.=1250°C com =1 s•ε -1 e ε =2,0. eq
60µm
Figura 4.35(d) - Microestrutura do aço dúplex D2 com T.T.=1250°C por 1 h e
deformada na T.E.=1250°C com =1 s•ε -1 e ε =5,0. eq
4.3 - Comportamento Mecânico e Microestrutural do Aço Dúplex D3
4.3.1- Microestruturas Após Tratamentos Térmicos Iniciais
As figuras 4.36(a-f) apresentam as microestruturas de amostras do aço
dúplex D3 após tratamento térmico por 1 hora nas temperaturas de 1100, 1150,
1200, 1250, 1350 e 1400°C. Vê-se, nestas micrografias, que a fração volumétrica de

austenita é grande após tratamentos térmicos nas temperaturas mais baixas: em
torno de 59% a 1100°C, e decresce com o aumento da temperatura de tratamento,
sendo da ordem de 43% a 1400°C (ver tabela 4.12 e figura 4.37). Nas
microestruturas com maiores proporções de austenita (figuras 4.36(a-d)), observa-se
que as partículas de austenita percolam por toda a superfície da foto. Conforme a
temperatura de tratamento é aumentada (figuras 4.36(e-f)), parte da austenita é
dissolvida e as partículas já não são mais totalmente percoladas. Também se pode
ver que, após tratamentos térmicos em altas temperaturas, os tamanhos médios dos
grãos ferríticos e austeníticos são maiores que os observados após tratamentos
térmicos em menores temperaturas.
30µm
Figura 4.36(a) - Microestrutura do aço dúplex D3 após tratamento térmico inicial a
1100°C por 1 hora.

30µm
Figura 4.36(b) - Microestrutura do aço dúplex D3 após tratamento térmico inicial a
1150°C por 1 hora.
30µm
Figura 4.36(c) - Microestrutura do aço dúplex D3 após tratamento térmico inicial a
1200°C por 1 hora.

30µm
Figura 4.36(d) - Microestrutura do aço dúplex D3 após tratamento térmico inicial a
1250°C por 1 hora.
30µm
Figura 4.36(e) - Microestrutura do aço dúplex D3 após tratamento térmico inicial a
1350°C por 1 hora.
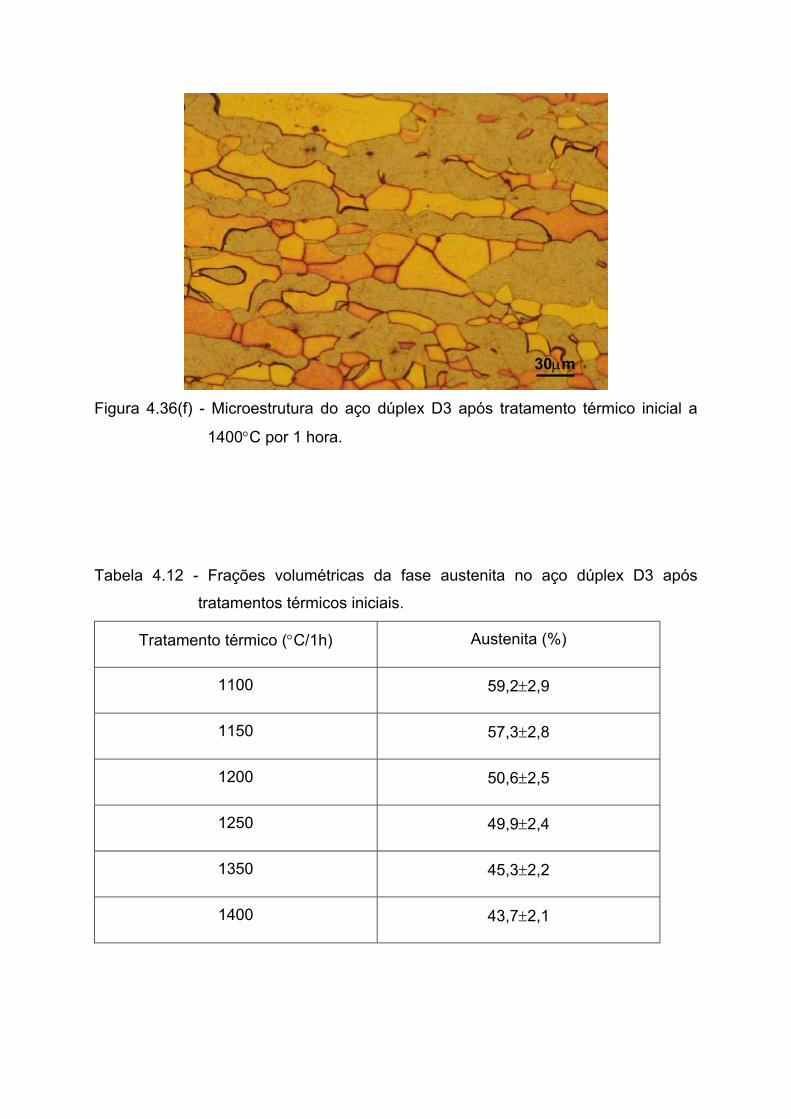
30µm
Figura 4.36(f) - Microestrutura do aço dúplex D3 após tratamento térmico inicial a
1400°C por 1 hora.
Tabela 4.12 - Frações volumétricas da fase austenita no aço dúplex D3 após
tratamentos térmicos iniciais.
Tratamento térmico (°C/1h) Austenita (%)
1100 59,2±2,9
1150 57,3±2,8
1200 50,6±2,5
1250 49,9±2,4
1350 45,3±2,2
1400 43,7±2,1

1100 1200 1300 14000
20
40
60
80
100
0
20
40
60
80
100
Austenita Ferrita
Prop
orçã
o de
Fas
e (%
)
Temperatura de Tratamento (oC) Figura 4.37 - Variações das proporções das fases austenítica e ferrítica do aço
dúplex D3 em função da temperatura de tratamento térmico inicial.
4.3.2 - Curvas de Escoamento Plástico
A seguir, serão apresentados os resultados de ensaios de torção a quente
realizados em amostras que foram inicialmente tratadas termicamente por 1 hora e
não submetidas à etapa de laminação a frio.
As curvas de escoamento plástico das figuras 4.38(a-h) representam
ensaios realizados em temperaturas no intervalo entre 850 a 1200°C em amostras
tratadas termicamente a 1100, 1250, 1350 e 1400°C. A figura 4.39 representa
ensaios realizados em temperaturas iguais às utilizadas nos tratamentos térmicos
iniciais. De uma forma geral, as curvas obtidas são caracterizadas por um aumento
da tensão na região de encruamento até atingir um máximo, seguida de uma região
onde a tensão decresce até o ponto em que o material falha. Os valores da tensão
de início de escoamento, da tensão de pico, da deformação de pico e da quantidade
de deformação na fratura medidos nas curvas de escoamento plástico das figuras
4.38(a-h) e 4.39 são apresentados em forma de tabelas (tabelas 4.13 a 4.16) e em
forma de gráficos (figuras 4.40(a) a 4.43(b)) em função da temperatura de
tratamento térmico inicial e da temperatura de ensaio.
Nas figuras 4.38(a-c), onde as temperaturas de ensaios foram de 850,
900 e 950°C, respectivamente, nota-se que o aumento da tensão com a deformação
é suave, mostrando pequenas diferenças entre a tensão de início de escoamento e
a tensão de pico. Conforme a temperatura de ensaio é aumentada, assim como
observado no aço dúplex D2, nota-se que o formato das curvas de escoamento
plástico do aço dúplex D3 é alterado. A diferença entre a tensão de início de
escoamento e a tensão de pico aumenta e as curvas tomam uma forma que realça o
pico de tensão, como mostram as figuras 4.38(g-h).
Nas figuras 4.40(a-b), estão mostradas curvas de tensão de início de
escoamento em função da temperatura de ensaio e da temperatura de tratamento,
respectivamente. Observa-se, nestas figuras, que a tensão de início de escoamento
decresce continuamente com o aumento da temperatura de ensaio e é pouco
sensível à temperatura de tratamentos térmicos. Os valores da tensão de pico,
também, decrescem com o aumento da temperatura de ensaio (ver figura 4.41(a)), e
existe uma tendência de decréscimo da menor para a maior temperatura de
tratamento térmico inicial (figura 4.41(b)).
Nas curvas mostradas nas figuras 4.42(a-b), observa-se que a
deformação de pico tende a crescer com o aumento da temperatura de ensaio. Os
gráficos das figuras 4.43(a-b) revelam que a ductilidade a quente desse aço varia
com a temperatura de ensaio e é pouco sensível à temperatura de tratamento
térmico. Embora haja um aumento da ductilidade com a temperatura de ensaio,
pode-se ver, nestes gráficos, que a quantidade de deformação a que esse material
pode ser submetido sem falhar é relativamente pequena, mesmo quando deformado
em temperaturas tão altas como 1200°C.
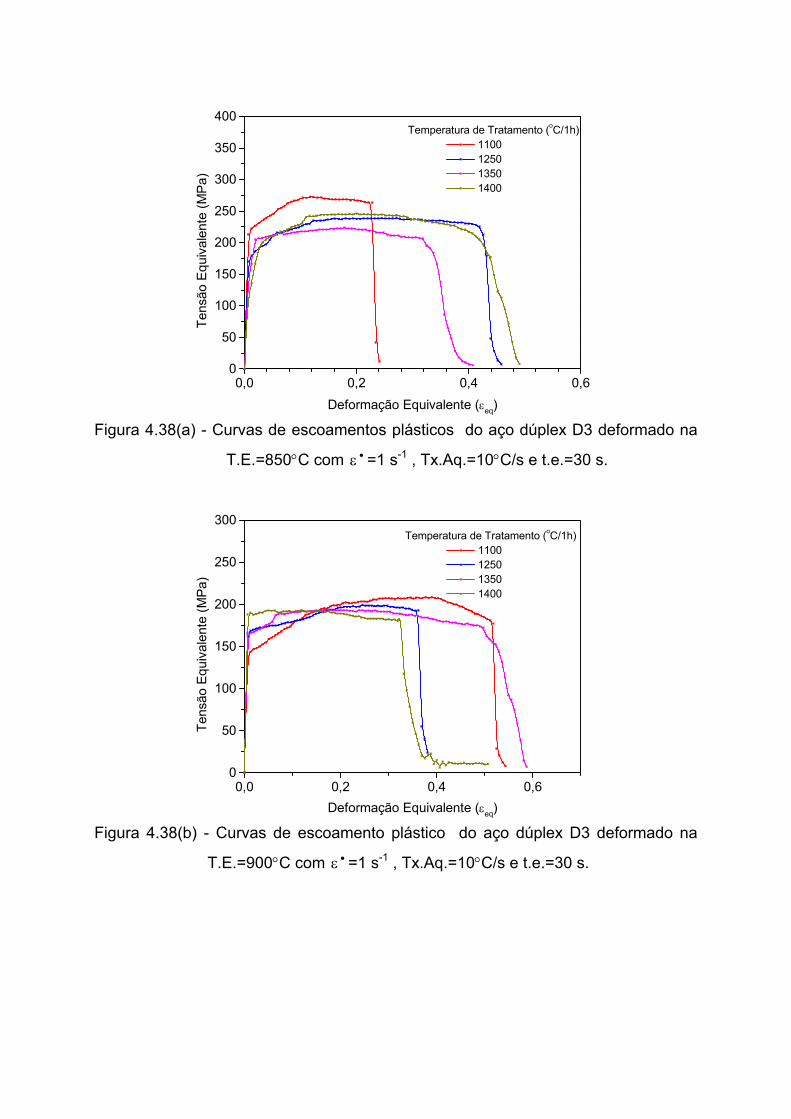
0,0 0,2 0,4 0,60
50
100
150
200
250
300
350
400Temperatura de Tratamento (oC/1h) 1100 1250 1350 1400
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.38(a) - Curvas de escoamentos plásticos do aço dúplex D3 deformado na
T.E.=850°C com ε =1 s• -1 , Tx.Aq.=10°C/s e t.e.=30 s.
0,0 0,2 0,4 0,60
50
100
150
200
250
300
Deformação Equivalente (εeq)
Temperatura de Tratamento (oC/1h) 1100 1250 1350 1400
Tens
ão E
quiv
alen
te (M
Pa)
Figura 4.38(b) - Curvas de escoamento plástico do aço dúplex D3 deformado na
T.E.=900°C com =1 s•ε -1 , Tx.Aq.=10°C/s e t.e.=30 s.

0,0 0,2 0,4 0,6 0,80
50
100
150
200
250Temperatura de Tratamento (oC/1h) 1100 1250 1350 1400
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.38(c) - Curvas de escoamento plástico do aço dúplex D3 deformado na
T.E.=950°C com =1 s•ε -1, Tx.Aq.=10°C/s e t.e.=30 s.
0,0 0,2 0,4 0,6 0,8 1,00
25
50
75
100
125
150
175Temperatura de Tratamento (oC/1h) 1100 1250 1350 1400
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.38(d) - Curvas de escoamento plástico do aço dúplex D3 deformado na
T.E.=1000°C com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=30 s.

0,0 0,2 0,4 0,6 0,8 1,0 1,20
20
40
60
80
100
120
140 Temperatura de Tratamento (oC/1h) 1100 1250 1350 1400
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.38(e) - Curvas de escoamento plástico do aço dúplex D3 deformado na
T.E.=1050°C com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=30 s.
0,0 0,4 0,8 1,2 1,6 2,00
20
40
60
80
100
120Temperatura de Tratamento (oC/1h) 1100 1250 1350 1400
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.38(f) - Curvas de escoamento plástico do aço dúplex D3 deformado na
T.E.=1100°C com ε =1 s• -1 , Tx.Aq.=10°C/s e t.e.=30 s.

0,0 0,3 0,6 0,9 1,2 1,5 1,80
20
40
60
80Temperatura de Tratamento (oC/1h) 1100 1250 1350 1400
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.38(g) - Curvas de escoamento plástico do aço dúplex D3 deformado na
T.E.=1150°C com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=30 s.
0,0 0,3 0,6 0,9 1,2 1,5 1,8 2,10
10
20
30
40
50
60 Temperatura de Tratamento (oC/1h) 1100 1250 1350 1400
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.38(h) - Curvas de escoamento plástico do aço dúplex D3 deformado na
T.E.=1200°C com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=30 s.

0,0 0,3 0,6 0,9 1,2 1,5 1,80
100
200
300
400
500 Temperatura de Ensaio(oC) 850 900 950 1000 1050 1150 1200
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq)
Figura 4.39 - Curvas de escoamento plástico do aço dúplex D3 com T.T.=T.E. com
=1 s•ε -1, Tx.Aq.=10°C/s e t.e.=30 s.
Tabela 4.13 - Valores da tensão de início de escoamento (MPa) do aço dúplex D3
obtidos das curvas de escoamento plástico apresentadas nas figuras
4.38(a-h) e 4.39.
Temperatura de tratamento (°C/1h) T.E. (°C)
1100 1250 1350 1400 T.T.=T.E 850 214,16 172,32 205,13 200,81 322,79
900 138,65 168,88 163,93 187,67 281,51
950 160,53 167,09 149,4 151,77 205,78
1000 102,76 122,7 96,92 108,59 139,98
1050 73,64 74,72 85,63 91,25 82,56
1100 44,52 61,87 67,01 68,59 44,52
1150 42,66 42,14 45,14 42,21 40,01
1200 34,87 34,52 35,55 33,67 28,24

Tabela 4.14 - Valores da tensão de pico (MPa) do aço dúplex D3 obtidos das curvas
de escoamento plástico apresentadas nas figuras 4.38(a-h) e 4.39.
Temperatura de tratamento (°C/1h) T.E. (°C)
1100 1250 1350 1400 T.T.=T.E. 850 272,06 239,27 223,19 246,13 477,37
900 208,74 198,32 193,70 193,52 363,76
950 191,81 195,33 171,83 159,69 312,86
1000 155,41 134,80 124,71 124,30 163,26
1050 132,73 115,52 105,67 98,08 131,91
1100 103,95 104,32 85,91 80,69 103,95
1150 77,70 77,41 66,87 65,18 85,66
1200 56,71 55,14 51,49 50,28 57,73
Tabela 4.15 - Valores da deformação de pico do aço dúplex D3 obtidos das curvas
de escoamento plástico apresentadas nas figuras 4.38(a-h) e 4.39.
Temperatura de tratamento (°C/1h) T.E. (°C)
1100 1250 1350 1400 T.T.=T.E 850 0,125 0,235 0,172 0,192 0,113
900 0,332 0,263 0,187 0,119 0,051
950 0,297 0225 0,187 0,127 0,073
1000 0,399 0,111 0,356 0,233 0,528
1050 0,436 0,415 0,453 0,297 0,669
1100 0,785 0,489 0,487 0,411 0,785
1150 0,524 0,489 0,558 0,593 0,709
1200 0,332 0,469 0,577 0,527 0,676

Tabela 4.16 - Valores da deformação na fratura do aço dúplex D3 obtidos das curvas
de escoamento plástico apresentadas nas figuras 4.38(a-h) e 4.39.
Temperatura de tratamento (°C/1h) T.E. (°C)
1100 1250 1350 1400 T.T.=T.E 850 0,25 0,45 0,3 0,4 0,2
900 0,55 0,35 0,5 0,3 0,78
950 0,57 0,4 0,4 0,3 0,88
1000 0,6 0,2 0,7 0,55 0,89
1050 0,7 0,6 0,75 0,65 1,0
1100 1,16 0,75 0,85 0,75 1,16
1150 0,95 1,3 1,0 1,0 1,66
1200 1,2 1,2 1,8 1,5 2,31
800 900 1000 1100 12000
50
100
150
200
250
300
350Temperatura de Tratamento (oC/1h) 1100 1250 1350 1400 T.T=T.E.
Tens
ão In
ício
de
Esco
amen
to (M
Pa)
Temperatura de Ensaio (oC)
Figura 4.40(a) - Variação da tensão de início de escoamento plástico do aço dúplex
D3 em função da temperatura de ensaio com ε =1 s• -1,
Tx.Aq.=10°C/s e t.e.=30 s.
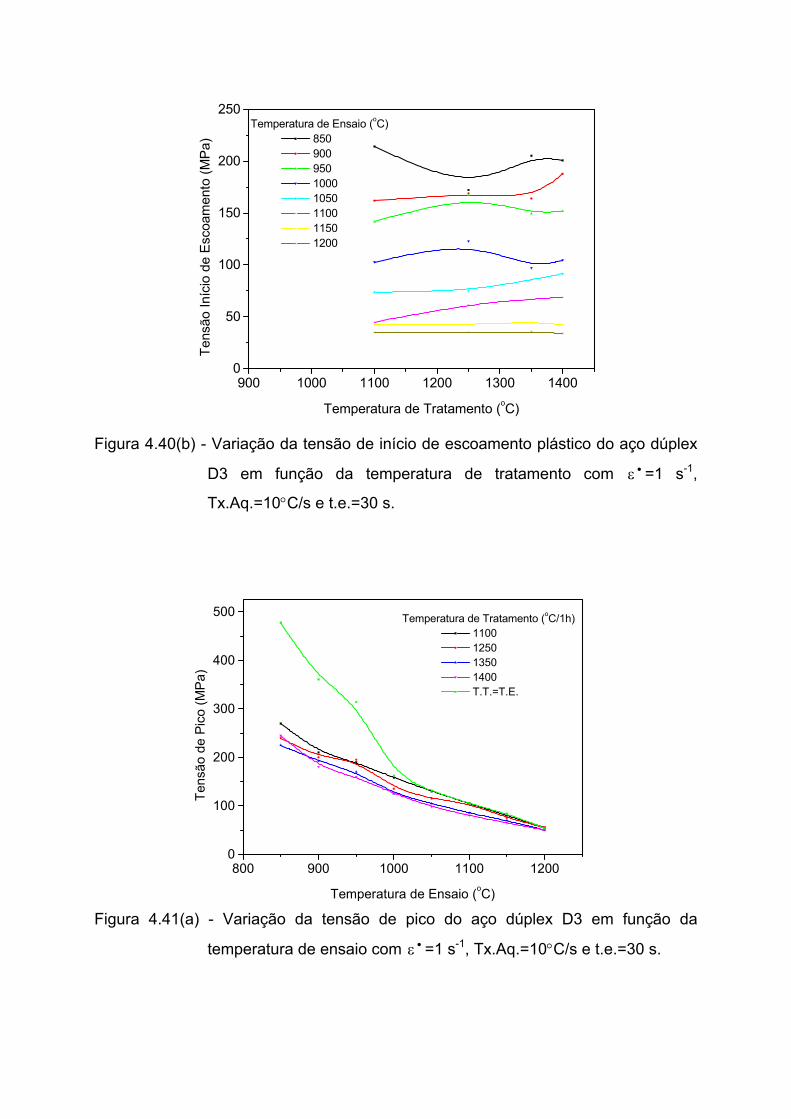
900 1000 1100 1200 1300 14000
50
100
150
200
250Temperatura de Ensaio (oC) 850 900 950 1000 1050 1100 1150 1200
Tens
ão In
ício
de
Esco
amen
to (M
Pa)
Temperatura de Tratamento (oC)
Figura 4.40(b) - Variação da tensão de início de escoamento plástico do aço dúplex
D3 em função da temperatura de tratamento com =1 s•ε -1,
Tx.Aq.=10°C/s e t.e.=30 s.
800 900 1000 1100 12000
100
200
300
400
500 Temperatura de Tratamento (oC/1h) 1100 1250 1350 1400 T.T.=T.E.
Tens
ão d
e Pi
co (M
Pa)
Temperatura de Ensaio (oC)
Figura 4.41(a) - Variação da tensão de pico do aço dúplex D3 em função da
temperatura de ensaio com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=30 s.

900 1000 1100 1200 1300 14000
50
100
150
200
250
300
350
Temperatura de Ensaio (oC) 850 900 950 1000 1050 1100 1150 1200
Tens
ão d
e Pi
co (M
Pa)
Temperatura de Tratamento (oC) Figura 4.41(b) - Variação da tensão de pico do aço dúplex D3 em função da
temperatura de tratamento com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=30
s.
800 900 1000 1100 12000,0
0,2
0,4
0,6
0,8
0,0
0,2
0,4
0,6
0,8
Temperatura de Tratamento (oC/1h) 1100 1250 1350 1400 T.T.=T.E.
Def
orm
ação
de
Pico
( εp)
Temperatura de Ensaio (oC)
Figura 4.42(a) - Variação da deformação de pico do aço dúplex D3 em função da
temperatura de ensaio com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=30 s.

900 1000 1100 1200 1300 14000,0
0,2
0,4
0,6
0,8
1,0
0,0
0,2
0,4
0,6
0,8
1,0
Temperatura de Ensaio (oC) 850 900 950 1000 1050 1100 1150 1200
Def
orm
ação
de
Pico
( εp)
Temperatura de Tratamento (oC)
Figura 4.42(b) - Variação da deformação de pico do aço dúplex D3 em função da
temperatura de tratamento térmico com ε =1 s• -1, Tx.Aq.=10°C/s e
t.e.=30 s.
800 900 1000 1100 12000,0
0,5
1,0
1,5
2,0
2,5
0,0
0,5
1,0
1,5
2,0
2,5Temperatura de Tratamento (oC/1h) 1100 1250 1350 1400 T.T.=T.E.
Def
orm
ação
na
Frat
ura
(εf)
Temperatura de Ensaio (oC) Figura 4.43(a) - Variação da quantidade de deformação na fratura do aço
dúplex D3 em função da temperatura de ensaio com =1 s•ε -1,
Tx.Aq.=10°C/s e t.e.=30 s.

1000 1100 1200 1300 14000,0
0,5
1,0
1,5
2,0
0,0
0,5
1,0
1,5
2,0Temperatura de Ensaio (oC) 850 900 950 1000 1050 1100 1150 1200
Def
orm
ação
na
Frat
ura
( εf)
Temperatura de Tratamento (oC) Figura 4.43(b) - Variação da deformação na fratura do aço dúplex D3 em
função da temperatura de tratamento com ε =1 s• -1,
Tx.Aq.=10°C/s e t.e.=30 s.
4.3.3 - Microestruturas Após a Deformação a Quente
Como descrito no item anterior, tanto a forma da curva de
escoamento plástico como os níveis de tensão e de deformação na fratura
dependem da temperatura de ensaio. A seguir, serão apresentadas algumas
micrografias patenteando as microestruturas observadas após deformação
em diferentes temperaturas.
Observa-se na figura 4.44(a) que a microestrutura de uma amostra
deformada a 950°C apresenta uma grande quantidade de austenita (~52%)
com a forma de lamelas. Nota-se, também, a presença da austenita de
Widmanstätten na matriz ferrítica desse aço. A figura 4.44(b) revela que
existem lamelas percoladas e não percoladas de austenita na amostra
deformada a 1150°C, e que sua proporção decresceu em relação à amostra
ensaiada a 950°C. Na figura 4.44(c), observa-se que a proporção volumétrica
de austenita diminuiu (~43%), partículas de austenita são não são mais
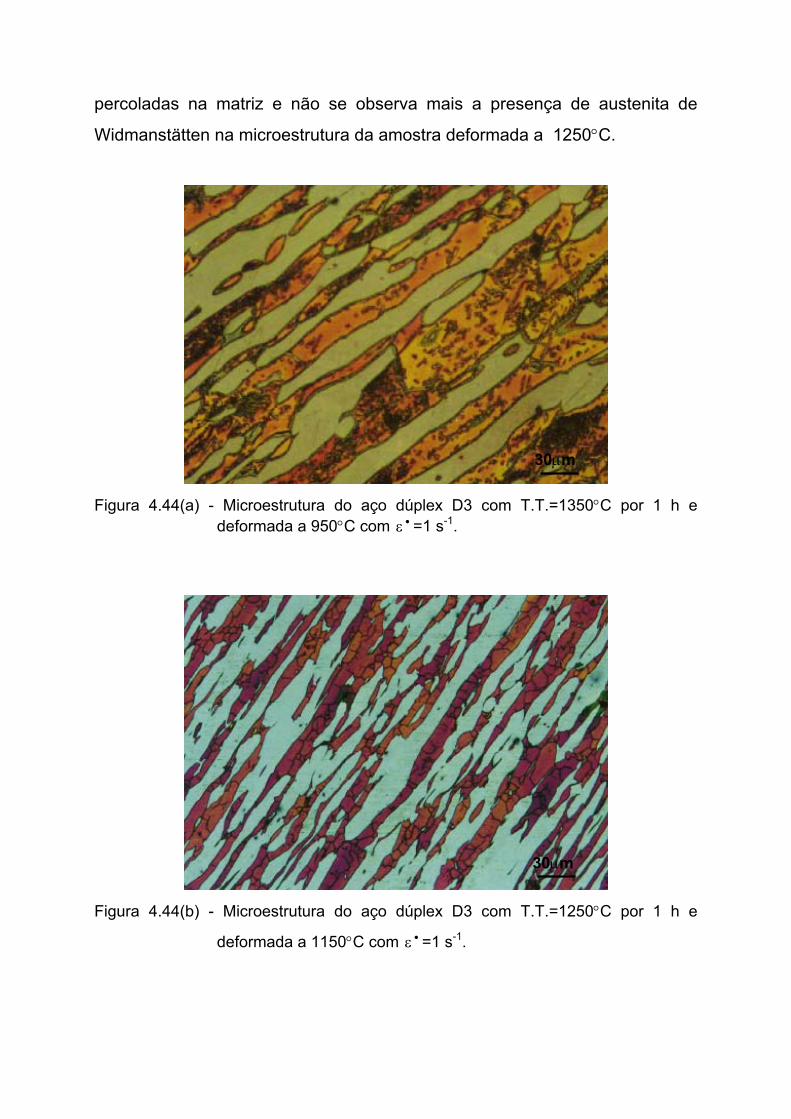
percoladas na matriz e não se observa mais a presença de austenita de
Widmanstätten na microestrutura da amostra deformada a 1250°C.
30µm
Figura 4.44(a) - Microestrutura do aço dúplex D3 com T.T.=1350°C por 1 h e deformada a 950°C com ε =1 s• -1.
30µm
Figura 4.44(b) - Microestrutura do aço dúplex D3 com T.T.=1250°C por 1 h e
deformada a 1150°C com ε =1 s• -1.

30µm
Figura 4.44(c) - Microestrutura do aço dúplex D3 com T.T.=1350°C por 1 h e
deformada a 1250°C com ε =1 s• -1.
4.3.4 - Efeito da Laminação a Frio nas Curvas de Escoamento Plástico
Algumas amostras do aço dúplex D3 tratadas na temperatura de 1350°C
por 1 hora foram laminadas a frio com uma redução de 30% antes de serem
ensaiadas. A micrografia da figura 4.45 mostra a microestrutura do aço dúplex D3
laminado a frio. Nota-se que a austenita está alinhada no sentido da laminação. Na
figura 4.46, estão mostradas as curvas de escoamento plástico obtidas, onde se
observa o aumento das tensões de início de escoamento e de pico com o
decréscimo da temperatura. Tanto a deformação de pico quanto a deformação na
fratura aumentam com a elevação da temperatura de ensaio (ver figura 4.47).
Na figura 4.48, foram traçadas conjuntamente curvas de escoamento
plástico de amostras do aço dúplex D3 submetidas e não submetidas à etapa de
laminação a frio. Em temperaturas iguais, a forma das curvas é igual, e em toda
faixa de temperatura utilizada, os valores da tensão de pico e da deformação na
fratura são maiores para as amostras laminadas a frio, como pode ser observado na

figura 4.49.
As micrografias mostradas nas figuras 4.50(a-b) e 4.51(a-b) mostram
microestruturas deformadas do aço estudado, sendo que as duas últimas
representam amostras laminadas a frio. Nota-se, nas amostras que não foram
laminadas, que as partículas de austenita são espessas e não percoladas, com
austenita de Widmanstätten dentro da matriz ferrítica. Por outro lado, nas amostras
laminadas as partículas de austenita são percoladas (44% de austenita em 900°C e
40% de austenita em 1000°C), menos espessas e os grãos ferríticos são menores,
se comparados com os das amostras que não foram laminadas.
30µm
Figura 4.45 - Microestrutura do aço dúplex D3 com T.T.=1350°C por 1 h e laminado
a frio com 30% de redução.

0,0 0,5 1,0 1,5 2,00
40
80
120
160
200
240 Temperatura do Ensaio (oC)
900 950 1000 1050 1100 1150 1200
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.46 - Curvas de escoamento plástico do aço dúplex D3 tratado termicamente
com T.T.=1350°C por 1 h e laminado a frio com ε =1 s• -1,
Tx.Aq.=10°C/s e t.e.=30 s.
Tabela 4.17 - Valores das tensões de início de escoamento (σy) e de pico (σp) e das
deformações de pico (εp) e de fratura (εf) do aço dúplex D3 obtidos das
curvas de escoamento plástico da figura 4.46.
T.E. (°C) σy (MPa) σp (MPa) εp εf
850 Ñ.ens. Ñ.ens. Ñ.ens. Ñ.ens.
900 203,51 228,45 0,281 0,91
950 186,04 207,17 0,277 1,04
1000 106,96 135,42 0,488 1,2
1050 84,95 120,16 0,708 1,02
1100 59,42 95,95 0,755 1,03
1150 45,48 73,95 0,776 1,3
1200 31,54 57,95 0,806 1,33

900 1000 1100 12000
50
100
150
200
250 Tensão Início Escoamento (MPa) Tensão de Pico (MPa)
Tens
ão E
quiv
alen
te (M
Pa)
Temperatura de Ensaio (oC)
0,0
0,5
1,0
1,5
2,0
Def
orm
ação
Equ
ival
ente
( εeq
)
Deformação de Pico Deformação na Fratura
Figura 4.47 - Variações das tensões de início de escoamento e de pico e das
deformações de pico e de fratura em função da temperatura de ensaio
obtidas das curvas de escoamento plástico da figura 4.46.
0,0 0,4 0,8 1,2 1,6 2,00
50
100
150
200
250 Temperatura de Ensaio (oC)
900 LF 900 950 LF 950 1000 LF 1000 1100 LF 1100 1200 LF 1200
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.48 - Curvas de escoamento plástico do aço dúplex D3 obtidas em amostras
submetidas ou não à etapa de laminação a frio com T.T.=1350°C por
1 h, ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=30 s.

800 900 1000 1100 12000
50
100
150
200
250 σp σy σp LF σy LF
Tens
ão E
quiv
alen
te (M
Pa)
Temperatura de Ensaio (oC)
0,0
0,5
1,0
1,5
2,0
Def
orm
ação
Equ
ival
ente
(εeq
)
εf εp εf LF εp LF
Figura 4.49 - Comparações das variações das tensões de início de escoamento e de
pico e das deformações de pico e de fratura em função da temperatura
de ensaio obtidas das curvas de escoamento plástico da figura 4.48.
10µm
Figura 4.50(a) - Microestrutura do aço dúplex D3 com T.T.=1350°C por 1 h e
deformada na T.E.=900°C com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=30 s.

10µm
Figura 4.50(b) - Microestrutura de uma amostra do aço dúplex D3 tratada
termicamente a 1350°C por 1 h, laminada a frio e deformada na
T.E.=900°C com =1 s•ε -1, Tx.Aq.=10°C/s e t.e.=30 s.
10µm
Figura 4.51(a) - Microestrutura do aço dúplex D3 com T.T.=1350°C por 1 h,
deformada na T.E.=1000°C com =1 s•ε -1, Tx.Aq=10°C/s e t.e.=30 s.

10µm
Figura 4.51(b) - Microestrutura do aço dúplex D3 tratado termicamente a 1350°C por
1 h, laminada a frio e deformada na T.E.=1000°C com =1 s•ε -1,
Tx.Aq.=10°C/s e t.e.=30 s.
4.3.5 - Efeito do Tempo de Espera nas Curvas de Escoamento Plástico
Foram realizados ensaios em amostras tratadas termicamente a 1350°C
por 1 hora e deformadas até a fratura a 1000°C, variando-se os tempos de esperas
de 30 a 1200 segundos. Como pode ser observado na figura 4.52, as curvas têm
comportamentos similares no que se refere à deformação na fratura e mostram uma
pequena diferença nos valores da tensão de pico. Nas microestruturas indicadas nas
figuras 4.53(a-c), observa-se que houve um aumento na fração volumétrica da
austenita (~45 para ~55%) conforme o tempo de espera é aumentado de 30 para
1200 segundos.
Os gráficos da figura 4.54 exibem curvas de escoamentos plásticos
obtidas em ensaios realizados nas temperaturas de 950, 1000 e 1150°C e tempos
de esperas de 30 e 1200 segundos de amostras tratadas termicamente a 1350°C
por 1 hora e laminadas ou não a frio. Nota-se que, para tempos de espera iguais,
houve um aumento na ductilidade das amostras conforme a temperatura de ensaio é
aumentada. Existiu uma evolução, tanto da tensão quanto da deformação, da
amostra não laminada para a laminada a frio na temperatura de ensaio a 1000°C em
um tempo de espera de 30 segundos. A mudança no tempo de espera de 30 para
1200 segundos interferiu na tensão das amostras não laminadas a frio ensaiadas a

1000°C.
0,0 0,5 1,00
20
40
60
80
100
120
140
160Tempo de Espera (s) 30 60 300 600 1200
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.52 - Curvas de escoamento plástico do aço dúplex D3, com T.T.=1350°C
por 1 h, deformado na T.E.=1000°C com ε =1 s• -1 e Tx.Aq.=10°C/s.
30µm
Figura 4.53(a) - Microestrutura do aço dúplex D3 com T.T.=1350°C por 1 h,
deformada na T.E.=1000°C com =1 s•ε -1, Tx.Aq.=10°C/s e t.e.=30 s.

30µm
Figura 4.53(b) - Microestrutura do aço dúplex D3 com T.T.=1350°C por 1 h,
deformada na T.E.=1000°C com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=60
s.
30µm
Figura 4.53(c) - Microestrutura do aço dúplex D3 com T.T.=1350°C por 1 h,
deformada na T.E.=1000°C com ε =1 s• -1, Tx.Aq.=10°C/s e t.e.=1200
s.

0,0 0,4 0,8 1,2 1,6 2,00
50
100
150
200 t.e. (s) T.E. (oC) 30 950 30 1000 30 1150 1200 1000 30 LF 1000
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 4.54 - Curvas de escoamento plástico do aço dúplex D3 variando T.E.
e t.e., deformado na T.T.=1350°C com ε =1 s• -1 e Tx.Aq.=10°C/s.
4.3.6 - Efeito da Taxa de Deformação nas Curvas de Escoamento Plástico
Foram realizados alguns experimentos com amostras tratadas
termicamente a 1350°C por 1 hora e deformadas a 1000°C, variando-se a taxa de
deformação de 0,3 a 5 s-1. A figura 4.55 mostra as curvas de escoamento plástico
obtidas. Observa-se, nestas curvas, que as amostras tiveram comportamentos
diferentes nas taxas de deformações utilizadas, tanto no que se refere às tensões
quanto às deformações equivalentes. Quanto maior a taxa, maior a tensão e menor
a deformação equivalente.

0,0 0,3 0,6 0,9 1,2 1,50
20
40
60
80
100
120
140
160 Taxa de Deformação(s-1) 0,3 0,5 1,0 3,0 5,0
Tens
ão E
quiv
alen
te (M
Pa)
Deformação equivalente (εeq) Figura 4.55 - Curvas de escoamento plástico do aço dúplex D3 com T.T.=1350°C
por 1 h, deformado na T.E.=1000°C com Tx.Aq.=10°C/s e t.e.=30 s.

5 - Discussão 5.1- Microestruturas Iniciais
Para a obtenção de uma grande variedade de microestruturas no
início da deformação a quente, foram utilizados três tipos de aços inoxidáveis
dúplex com razões cromo/níquel equivalentes iguais a 4,4 (aço dúplex D1);
3,5 (aço dúplex D2) e 2,9 (aço dúplex D3). Além de composições químicas
diferentes, foram realizados diferentes tratamentos térmicos iniciais e
impostas diferentes condições de deformação. Como consequência desta
larga variedade de condições experimentais empregadas, obtiveram-se
amostras com microestruturas variando desde essencialmente ferrítica até
amostras com microestruturas bifásicas, com diferentes frações volumétricas,
distribuições e morfologias das partículas de austenita dentro da matriz
ferrítica.
Microestruturas essencialmente ferríticas só foram observadas em
amostras do aço dúplex D1 em altas temperaturas. Vê-se, nas figuras 4.1(a-j)
e tabela 4.1, que a fração volumétrica de austenita decresce continuamente
com o aumento da temperatura de aquecimento no tratamento térmico inicial.
Acima de 1250°C, não se observam mais partículas de austenita dentro da
matriz ferrítica. Também se pode ver na figura 4.3 que a curva de variação do
tamanho dos grãos ferríticos com a temperatura tem um crescimento mais
acentuado em altas temperaturas que em temperaturas menores, indicando
que o movimento dos contornos dos grãos ferríticos já não é mais inibido pela
presença de partículas de austenita em temperaturas maiores. Assim, pode-
se esperar que o contorno entre os domínios das fases α e α+γ está em torno
de 1250°C, para esta composição química.
A ausência de partículas de austenita nas amostras temperadas a
partir de altas temperaturas também é um indicativo de que o resfriamento
brusco imposto foi efetivo, inibindo a transformação α→γ durante esta etapa.
Generalizando-se, pode-se esperar que as microestruturas observadas à
temperatura ambiente em amostras temperadas são as que os aços
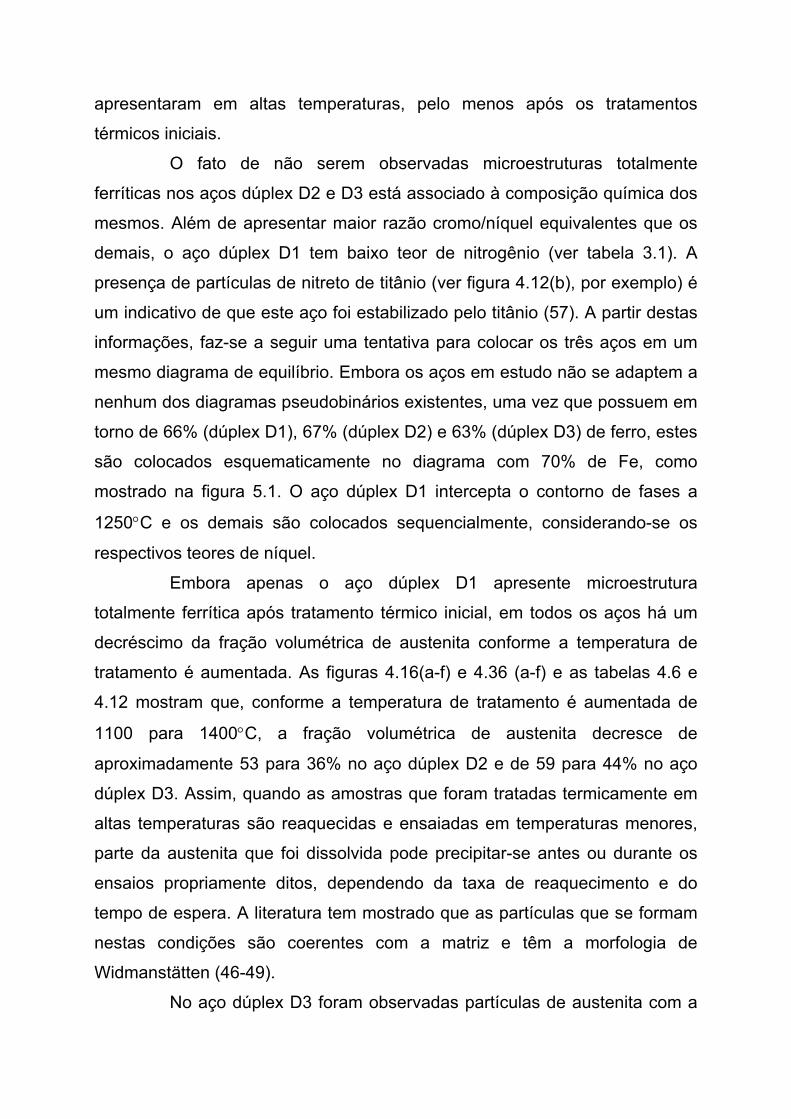
apresentaram em altas temperaturas, pelo menos após os tratamentos
térmicos iniciais.
O fato de não serem observadas microestruturas totalmente
ferríticas nos aços dúplex D2 e D3 está associado à composição química dos
mesmos. Além de apresentar maior razão cromo/níquel equivalentes que os
demais, o aço dúplex D1 tem baixo teor de nitrogênio (ver tabela 3.1). A
presença de partículas de nitreto de titânio (ver figura 4.12(b), por exemplo) é
um indicativo de que este aço foi estabilizado pelo titânio (57). A partir destas
informações, faz-se a seguir uma tentativa para colocar os três aços em um
mesmo diagrama de equilíbrio. Embora os aços em estudo não se adaptem a
nenhum dos diagramas pseudobinários existentes, uma vez que possuem em
torno de 66% (dúplex D1), 67% (dúplex D2) e 63% (dúplex D3) de ferro, estes
são colocados esquematicamente no diagrama com 70% de Fe, como
mostrado na figura 5.1. O aço dúplex D1 intercepta o contorno de fases a
1250°C e os demais são colocados sequencialmente, considerando-se os
respectivos teores de níquel.
Embora apenas o aço dúplex D1 apresente microestrutura
totalmente ferrítica após tratamento térmico inicial, em todos os aços há um
decréscimo da fração volumétrica de austenita conforme a temperatura de
tratamento é aumentada. As figuras 4.16(a-f) e 4.36 (a-f) e as tabelas 4.6 e
4.12 mostram que, conforme a temperatura de tratamento é aumentada de
1100 para 1400°C, a fração volumétrica de austenita decresce de
aproximadamente 53 para 36% no aço dúplex D2 e de 59 para 44% no aço
dúplex D3. Assim, quando as amostras que foram tratadas termicamente em
altas temperaturas são reaquecidas e ensaiadas em temperaturas menores,
parte da austenita que foi dissolvida pode precipitar-se antes ou durante os
ensaios propriamente ditos, dependendo da taxa de reaquecimento e do
tempo de espera. A literatura tem mostrado que as partículas que se formam
nestas condições são coerentes com a matriz e têm a morfologia de
Widmanstätten (46-49).
No aço dúplex D3 foram observadas partículas de austenita com a
forma de Widmanstätten em amostras tratadas acima de 1100°C e ensaiadas
em temperaturas menores que 1150°C. As figuras 4.44(a), 4.50(a-b) e
4.51(a-b) são exemplos deste tipo de microestrutura. No aço dúplex D2 foi
observada a austenita de Widmanstätten em amostras tratadas acima de
1100°C e ensaiadas em temperaturas menores que 1100°C, do que a figura
4.24(a) apresenta um exemplo. No aço dúplex D1, observa-se austenita de
Widmanstätten em amostras tratadas em temperaturas maiores 1000°C e
deformadas em temperaturas menores que 1050°C.
Nas figuras 4.10(e-f), que são exemplos de microestruturas com
austenita de Widmanstätten no aço dúplex D1, vê-se que estas partículas
estão distribuídas dentro dos grãos e especialmente nos contornos, tendendo
a formar um filme recobrindo os contornos dos grãos ferríticos. Esta estrutura
de rede é observada em amostras deformadas em baixas temperaturas (900-
950°C) após tratamentos térmicos em altas temperaturas (1350-1400°C) e
baixas temperaturas (900-950°C). Em amostras tratadas termicamente em
temperaturas intermediárias (1100°C, por exemplo) e deformadas em baixas
temperaturas, as partículas de austenita estão distribuídas de forma discreta,
formando uma estrutura dispersa finamente distribuída, como pode ser visto
na figura 4.12(a).
Microestruturas com as partículas de austenita distribuídas de forma
dispersa dentro da matriz ferrítica são observadas nos três aços em estudo.
As figuras 4.12(a-d) mostram este tipo de microestrutura no aço dúplex D1.
Neste exemplo, o aumento da fração volumétrica de austenita foi causado
pelo crescimento das partículas devido ao aumento do tempo de espera antes
da deformação; a fração volumétrica aumenta de 8 para 22% conforme o
tempo de espera é aumentado de 30 para 600 segundos.
Nos aços dúplex D2 e D3, são observadas microestruturas
dispersas quando as amostras são tratadas termicamente e deformadas em
altas temperaturas. As figuras 4.35 (a-d) e 4.44 (c) são exemplos de
microestruturas dispersas com frações volumétricas de austenita em torno de
35 e 43%, respectivamente. Vale salientar que, além de apresentarem

maiores frações volumétricas, as partículas de austenita dos aços dúplex D2 e
D3 têm tamanho médio maiores que as observadas no aço dúplex D1 em
torno de 5 µm no aço dúplex D1 e de 50 µm nos aços dúplex D2 e D3. No
primeiro caso, as partículas foram formadas durante os experimentos,
enquanto que no segundo caso não ocorreu a dissolução destas partículas
durante o reaquecimento.
Finalmente, microestruturas dúplex, onde as duas fases percolam a
microestrutura, só foram observadas em amostras dos aços dúplex D2 e D3
tratadas e deformadas em baixas temperaturas. Abaixo de 1100°C no aço
dúplex D2 e de 1150°C no aço dúplex D3. As figuras 4.24(a-b) e 4.44(a-b)
mostram exemplos de microestrutura dúplex. Neste caso, as duas fases
formam camadas alternadas e alinhadas com a direção de deformação. Neste
momento, vale a pena observar as microestruturas das amostras que foram
laminadas a frio (4.25, 4.45, 4.50(b) e 4.51(b), por exemplo). O trabalho
mecânico aumenta o alinhamento das partículas, tornando-as percoladas,
podendo transformar uma estrutura dispersa de partículas grosseiramente
distribuída em estrutura dúplex.
Figura 5.1. Representação esquemática de um diagrama pseudobinário de
70% Fe, posicionando os aços utilizados neste trabalho.
5.2 - Curvas de Escoamento Plástico
Em consequência da larga variedade de microestruturas ensaiadas,
obtiveram-se, neste trabalho, curvas de escoamento plástico com diferentes
formas, variando da curva característica de microestruturas monofásicas
ferríticas até a de microestruturas dúplex com as duas fases percolando todo
o material.
5.2.1 – Microestrutura Essencialmente Ferrítica
Essa forma de curva de escoamento plástico é obtida em amostras
do aço dúplex D1 ensaiadas a elevadas temperaturas. A microestrutura inicial
consiste de uma matriz ferrítica com menos de 1% de austenita, como
indicado na tabela 4.1 e figura 4.2. A curva de escoamento plástico exibe um
pequeno pico de tensão, com pequena diferença entre a tensão de pico e de
estado estacionário, como pode ser observado nas curvas obtidas em ensaios
realizados a temperaturas acima de 1100°C das figuras 4.4(b-c). A curva tem
a forma característica de materiais que sofrem extenso amaciamento por
recuperação dinâmica (ver figuras 2.2 e 2.3) e podem ser submetidos a
grandes deformações sem falhar. Além disso, durante a deformação plástica,
tem-se uma redução significativa no tamanho médio dos grãos; a amostra
tratada a 1250°C e deformada a 1100°C teve uma redução no tamanho médio
dos grãos de 300µm para 35 µm, como indicam as figuras 4.1(i) e 4.9(b),
revelando que ocorre algum processo de recristalização durante a
deformação. Nas figuras 4.15(a-b), pode-se ver que subgrãos surgem dentro
dos grãos ferríticos antigos, crescem e aumentam suas desorientações em
relação aos vizinhos e formam novos grãos. Este mecanismo é chamado de
recristalização dinâmica “contínua” ou recuperação dinâmica “estendida” (52).

5.2.2 – Ferrita com Austenita de Widmanstätten
Quando a microestrutura inicial é constituída de uma matriz ferrítica
com partículas de austenita com morfologia de Widmanstätten finamente
dispersas, a curva de escoamento plástico toma uma forma particular, com
um pico de tensão em baixas deformações, seguida de uma extensa região
de amaciamento. Exemplos deste tipo de curva são vistos nas figuras 4.4(a-f).
Uma característica marcante desse tipo de curva é o alto nível da
tensão de início de escoamento comparado ao nível da tensão do estado
estacionário. O pico de tensão é provocado pelas partículas de
Widmanstätten finamente dispersas que funcionam como uma barreira ao
movimento das discordâncias, exigindo um aumento adicional de tensão no
início dos ensaios (53). Nessas condições, observa-se que, após o pico de
tensão, o decréscimo da tensão de escoamento é muito maior que o aumento
da mesma durante o encruamento do material. Pode-se inferir que esse
decréscimo não é causado somente pela diminuição da densidade de
discordâncias, mas também pela geração de novos grãos recristalizados de
ferrita, como mostra, por exemplo, a microestrutura da figura 4.12(c).
5.2.3 – Microestrutura Dúplex
Além das formas das curvas obtidas a partir de estruturas
monofásicas essencialmente ferríticas e estruturas dispersas com partículas
finamente distribuídas de austenita de Widmanstätten, uma outra forma de
curva de escoamento plástico foi obtida em ensaios de torção a quente
realizados em amostras dos aços dúplex estudados. As microestruturas
iniciais das amostras deformadas são constituídas com proporções
aproximadamente iguais de ferrita e de austenita (ver, por exemplo, figura
4.16(a), tabela 4.6 e figura 4.17; figuras 4.36(a-d), tabela 4.12 e figura 4.37 e
por fim figura 4.45), e ambas as fases percolam toda a microestrutura do
material.
A curva de escoamento é caracterizada por um pico que separa
uma região de encruamento aproximadamente linear de uma região após o
pico onde a tensão de escoamento decresce até a fratura, como mostram as
figuras 4.18(b-e) em temperaturas de tratamentos de 1100 e 1250°C, figura
4.19 em temperaturas de ensaios de 1000 e 1050°C, figuras 4.38(d-g) em
temperaturas de tratamentos de 1100 e 1250°C, figura 4.39 em temperaturas
de ensaios de 1050 e 1150°C e figura 4.46 em temperaturas de ensaios de
1050 a 1200°C. Na etapa inicial do ensaio, em baixas deformações, a curva
de escoamento plástico tende a ter a forma similar à obtida na microestrutura
essencialmente ferrítica, indicando que, no início do processo de deformação,
a fase ferrítica se deforma mais do que a fase austenítica. Este
comportamento dissimilar da ferrita e austenita se deve ao fato de a fase α ser
mais macia que a fase γ e à alta energia de falha de empilhamento da ferrita,
que facilitam a movimentação de discordâncias durante a deformação a
quente.
No início dos ensaios de torção, as camadas das fases ferrítica e
austenítica estão alinhadas na direção do eixo principal dos corpos de prova
de torção formando um ângulo de 45° com as tensões principais (ver figura
3.2 e 5.2). Essa configuração das tensões aplicadas é intermediária à
configuração das leis das misturas, em que a tensão é uniforme (eq. 2.8) e a
deformação é uniforme (eq. 2.7) nas fases ferrítica e austenítica. Após as
deformações iniciais, além do encruamento da austenita, ocorre a mudança
do alinhamento das camadas das fases na direção da tensão principal de
torção (ver figuras 4.24(a-b), 4.35(a-b), 4.44(a-b), 4.50(b) e 4.51(b)). Quando
as camadas se alinham com a direção das tensões principais, tem-se a
máxima tensão imposta no material com esta microestrutura, que é a tensão
de pico. Então, o pico de tensão é provocado pelo encruamento da austenita
e pelo alinhamento das camadas, sendo o valor máximo da tensão alcançado
quando estas são paralelas à direção da tensão principal. No pico, com o
alinhamento e percolação das camadas de ferrita e austenita, a configuração
obtida correspondente à condição de deformação uniforme na regra das
misturas. Vale observar que os valores das tensões de pico são maiores nas
curvas de escoamento plástico, onde as fases percolam toda a amostra
quando comparadas com microestrutura onde inicialmente as fases não
percolam, como podem ser visto nas figuras 4.18(b-d) e figuras 4.38(d-f). Isto
dar um indicativo que a maior proporção da fase austenítica e o alinhamento
na direção das tensões principais de torção das camadas percoladas
provocam estes maiores picos de tensões. A deformação de pico tende a ter
valores idênticos quando a microestrutura é dúplex independente da
temperatura de ensaio, como pode ser observado na figura 4.22(a) curva com
temperatura de tratamento a 1100°C. Após a tensão de pico, o decréscimo da
tensão de escoamento deve estar associado ao amaciamento proporcionado
pela recristalização dinâmica da austenita, como sugerem Cizek e col. (52).
A curva de escoamento plástico de amostras com este tipo de
estrutura que apresenta, também, partículas de Widmanstätten dentro da
matriz é caracterizada por um aumento na tensão de início de escoamento,
como revelam as figuras 4.38(a-c) principalmente nas amostras tratadas a
1100 e 1250°C, na figura 4.39 curva correspondente à temperatura de
1000°C, na figura 4.46 nas curvas correspondentes às temperatura de 900 a
1000°C e nas microestruturas apresentadas nas figuras 4.24(a), 4.44(a),
4.50(b) e 4.51(b).
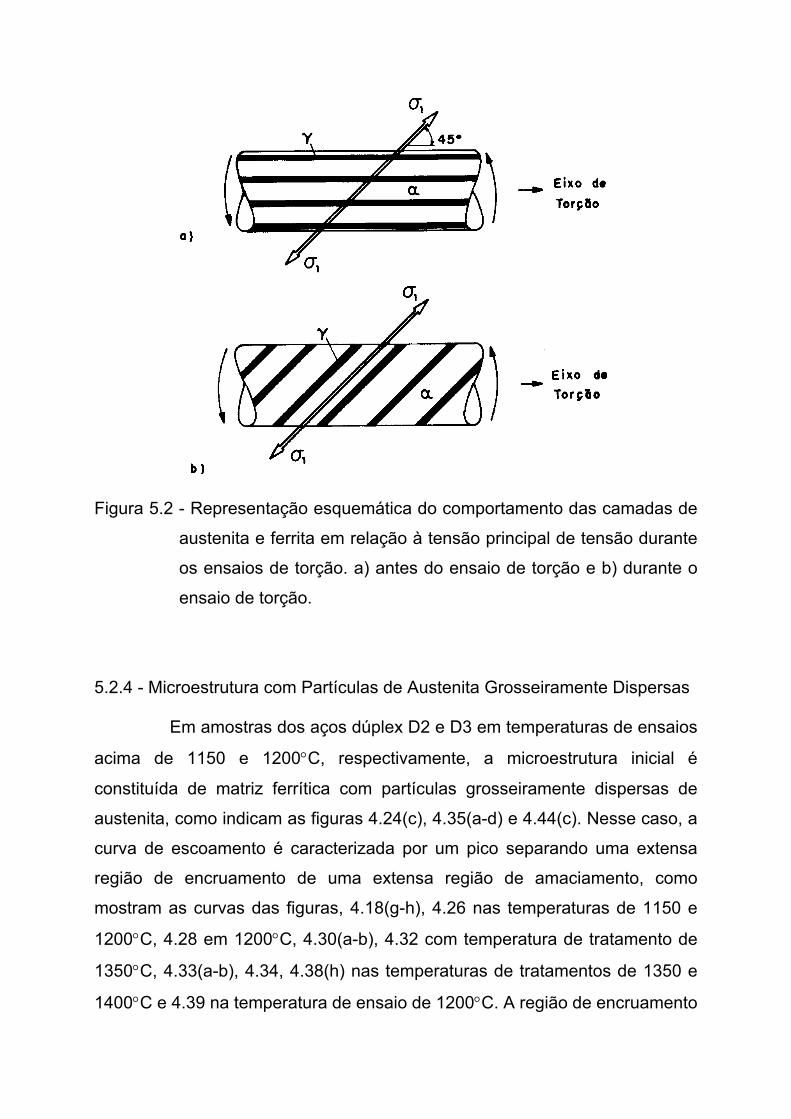
Figura 5.2 - Representação esquemática do comportamento das camadas de
austenita e ferrita em relação à tensão principal de tensão durante
os ensaios de torção. a) antes do ensaio de torção e b) durante o
ensaio de torção.
5.2.4 - Microestrutura com Partículas de Austenita Grosseiramente Dispersas
Em amostras dos aços dúplex D2 e D3 em temperaturas de ensaios
acima de 1150 e 1200°C, respectivamente, a microestrutura inicial é
constituída de matriz ferrítica com partículas grosseiramente dispersas de
austenita, como indicam as figuras 4.24(c), 4.35(a-d) e 4.44(c). Nesse caso, a
curva de escoamento é caracterizada por um pico separando uma extensa
região de encruamento de uma extensa região de amaciamento, como
mostram as curvas das figuras, 4.18(g-h), 4.26 nas temperaturas de 1150 e
1200°C, 4.28 em 1200°C, 4.30(a-b), 4.32 com temperatura de tratamento de
1350°C, 4.33(a-b), 4.34, 4.38(h) nas temperaturas de tratamentos de 1350 e
1400°C e 4.39 na temperatura de ensaio de 1200°C. A região de encruamento

é caracterizada pela deformação preferencial da matriz ferrítica. Observa-se,
neste tipo de curva, também, que nos primeiros estágios do ensaio, em baixas
deformações, a curva de escoamento plástico tende a ter uma forma similar à
obtida na microestrutura essencialmente ferrítica, como mostra a curva 4 da
figura 5.3, indicando que no início do processo de deformação a fase ferrítica
se deforma mais do que a fase austenítica.
Na etapa inicial dos ensaios, assim como ocorre na estrutura
dúplex, as partículas grosseiras de austenita encruam e se alinham com a
direção da tensão principal de torção. O pico de tensão também ocorre
quando ambas as fases estão alinhadas na direção da tensão principal de
torção, e é provocado pela deformação e alinhamento das partículas de
austenita durante a etapa do encruamento. A diferença nesse caso, é que, do
início ao fim da deformação, a matriz ferrítica, mais mole devido às
propriedades inerentes da ferrita, deforma-se preferencialmente às partículas
duras e grosseiramente dispersas da austenita.
Quando as amostras apresentam partículas de austenita com
morfologia de Widmanstätten dentro da matriz ferrítica, além da presença das
partículas de austenita grosseiramente dispersas, a forma das curvas de
escoamento plástico é alterada, como mostram as figuras 4.18(a-d) nas
temperaturas de tratamentos de 1350 e 1400°C. Nesse caso, a tensão de
início de escoamento é aumentada significativamente devido ao aumento da
resistência imposta pelas partículas de Widmanstätten finamente dispersas
dentro da matriz ferrítica. A deformação de pico cresce continuamente com a
temperatura de ensaio, como pode ser notado na figura 4.22(a) curvas
correspondentes às temperaturas de tratamentos de 1350 e 1400°C. Foi
observado que existe um indicativo que a presença de austenita de
Widmanstätten, juntamente com a baixa temperatura de ensaio, antecipam o
pico de tensão para baixas deformações. Quando a temperatura de ensaio
aumenta e a austenita de Widmanstätten desaparece, o pico de tensão tende
a ocorrer em deformações maiores.
Vale enfatizar que uma microestrutura com partículas
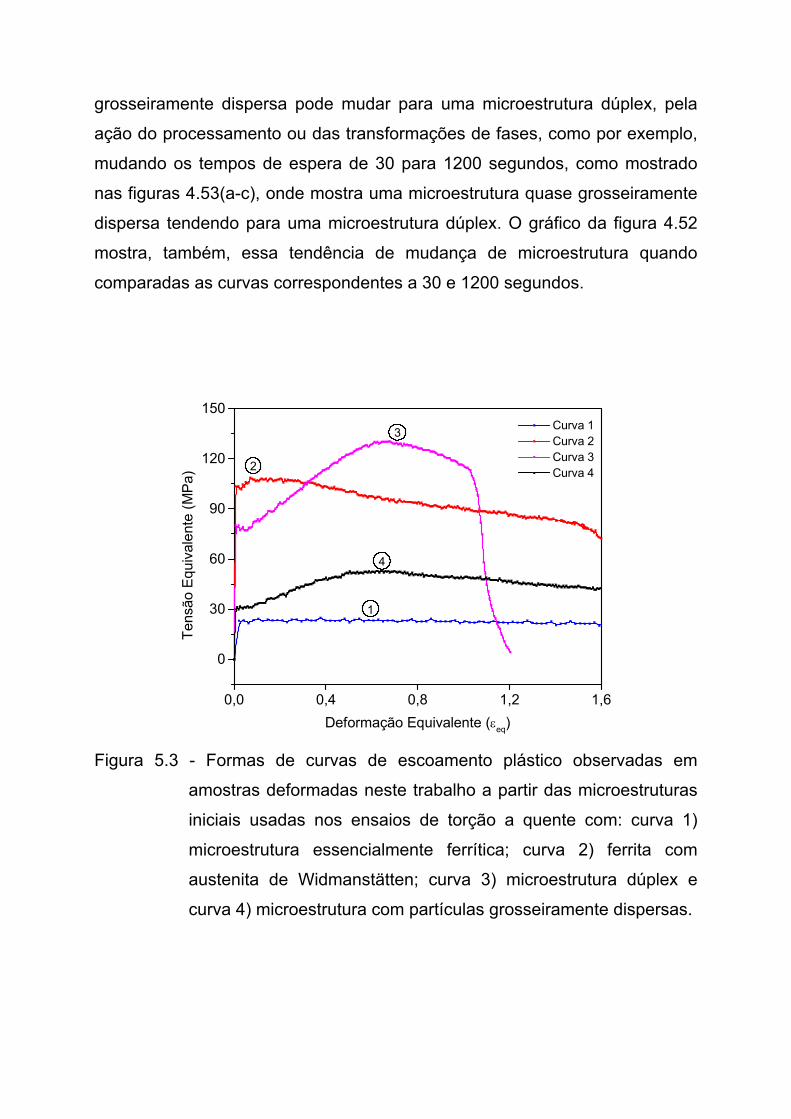
grosseiramente dispersa pode mudar para uma microestrutura dúplex, pela
ação do processamento ou das transformações de fases, como por exemplo,
mudando os tempos de espera de 30 para 1200 segundos, como mostrado
nas figuras 4.53(a-c), onde mostra uma microestrutura quase grosseiramente
dispersa tendendo para uma microestrutura dúplex. O gráfico da figura 4.52
mostra, também, essa tendência de mudança de microestrutura quando
comparadas as curvas correspondentes a 30 e 1200 segundos.
0,0 0,4 0,8 1,2 1,6
0
30
60
90
120
150
4
3
2
1
Curva 1 Curva 2 Curva 3 Curva 4
Tens
ão E
quiv
alen
te (M
Pa)
Deformação Equivalente (εeq) Figura 5.3 - Formas de curvas de escoamento plástico observadas em
amostras deformadas neste trabalho a partir das microestruturas
iniciais usadas nos ensaios de torção a quente com: curva 1)
microestrutura essencialmente ferrítica; curva 2) ferrita com
austenita de Widmanstätten; curva 3) microestrutura dúplex e
curva 4) microestrutura com partículas grosseiramente dispersas.

Quando um aço dúplex com microestrutura tendendo para
grosseiramente dispersa é submetido a altas taxas de deformações, ocorrerá
uma maior transferência de tensão e de deformação da matriz ferrítica, não
dando tempo suficiente para que a austenita possa acomodar-se dentro da
matriz ferrítica por deslizamento de contornos de interfaces. Em baixas taxas
de deformações a matriz ferrítica deforma-se preferencialmente, não
transmitindo uma grande quantidade de deformação e de tensão para a
austenita, como pode ser observado nas figuras 4.33(a-b) e 4.55.
5.3 – Ductilidade a Quente
Com ensaios de torção a quente foram obtidas respostas de
amostras dos aços dúplex às solicitações mecânicas impostas, que
dependem das microestruturas iniciais e das condições de deformações.
Amostras com microestruturas iniciais essencialmente ferríticas podem ser
submetidas a grandes deformações sem falhar, como mostrado nas curvas da
figura 4.6 para ensaios realizados em temperaturas acima de 1050°C (Na
figura 5.4, são traçados alguns dados apresentados na figura 4.6 juntamente
com dados experimentais obtidos em amostras dos aços D2 e D3). A alta
ductilidade obtida nas microestruturas essencialmente ferríticas pode ser
atribuída a duas causas: primeiro, existe maior facilidade de eliminação de
discordâncias e formação de subgrãos que causam um decréscimo no nível
de resistência do material; segundo, existem o encurvamento e movimentação
de contornos de alto ângulo, como mostram as microestruturas das figuras
4.15(a-b), que têm o efeito benéfico de isolar as trincas formadas nos
contornos originais e de inibir o deslizamento desses contornos.
A microestrutura da amostra do aço dúplex D1 tratada a 1350°C
(figura 4.1(j)), reaquecida e deformada a 900°C (figura 4.10(e)) consiste de
uma matriz ferrítica com partículas de austenita finamente distribuídas dentro
dos grãos e nos contornos dos grãos ferríticos, formando uma estrutura de
rede. Como essa microestrutura foi tratada acima da temperatura de

transformação, durante o reaquecimento a 900°C com um tempo de espera
muito pequeno (30 segundos), o equilíbrio entre as fases não foi alcançada, a
fração volumétrica de austenita transformada no estado sólido foi muito
pequena e as partículas estão preferencialmente nos contornos dos grãos
ferríticos. Isso ocorre devido à maior facilidade de difusão nos contornos dos
grãos ferríticos/ferríticos do que dentro dos grãos ferríticos. Durante a
deformação a quente, a falha do material ocorre pelo deslizamento dos
contornos dos grãos da matriz ferrítica provocado pela rede de austenita, que
independe da fração volumétrica de austenita na matriz ferrítica, como visto
na figura 5.5, que é uma ampliação da foto apresentada na figura 4.10(e). A
ductilidade apresentada por amostras com esse tipo de microestrutura é
baixa, como observado na figura 5.4, curva 1 em baixas temperaturas de
ensaios.
800 900 1000 1100 12000
2
4
6
8
10
0
2
4
6
8
10
5
4
3
2
1
Curva 1 Curva 2 Curva 3 Curva 4 Curva 5
Def
orm
ação
na
Frat
ura
(εf)
Temperatura de Ensaio (oC) Figura 5.4 – Variações da quantidade de deformação na fratura em função da
temperatura obtidas em amostras do aço dúplex D1 (curva 1 com
T.T.=1350°C; curva 2 com T.T.=T.E. e curva 3 com T.T.=1100°C),
aço D2 (curva 4 com T.T.=T.E.) e aço D3 (curva 5 com
T.T.=T.E.).

Figura 5.5 - Microestrutura de aço dúplex D1
mostrando trincas por deslizamento d
Ampliação da figura 4.10(e).
Quando a microestrutura consiste de um
austenita nos contornos dos grãos, sem a formação
partículas de austenita finamente dispersas dentr
observa na micrografia da figura 4.12(a), tem-se
dispersa. Um exemplo de microestrutura desse t
amostra do aço dúplex D1 tratada termicamente a
900°C. Como essa amostra foi tratada abaix
transformação, parte da austenita foi dissolvida e pa
matriz ferrítica, como se observa na figura 4.1(f). Du
900°C com tempo de espera pequeno (30 segundos
de partículas de Widmanstätten e o crescimento d
sem que estas formem um filme recobrindo os conto
deformação a quente, as partículas dispersas de
movimentação dos novos grãos ferríticos gerad
dinâmica “contínua” da matriz e a falha oc
ferríticos/ferríticos, como mostra a figura 5.6, que é u
figura 4.10(c).
20µm
com estrutura de rede
e contornos de grãos.
a matriz ferrítica com
do filme contínuo, e com
o dos grãos, como se
uma estrutura do tipo
ipo foi obtida em uma
1100°C e deformada a
o da temperatura de
rte continua presente na
rante o reaquecimento a
), tem-se a precipitação
as partículas existentes,
rnos de grãos. Durante a
austenita restringem a
os pela recristalização
orre nos contornos
ma ampliação da foto da

A ductilidade a quente de amostras com microestrutura dispersa
pode ou não ser alta, dependendo, principalmente, da fração volumétrica da
segunda fase. Quando as partículas contidas em amostras com
microestruturas finamente dispersas crescem e a estrutura tende para a de
partículas grosseiramente dispersas, como mostram as figuras 4.12(b-d), a
ductilidade das amostras decresce enquanto que a resistência mecânica
aumenta, como visto na 4.11(b). Neste caso, em baixas temperaturas de
ensaios, o nível de deformação na fratura da curva 3 tende para os valores
indicados pela curva 2 da figura 5.4. Se o tempo de espera imposto à amostra
do aço dúplex D1 da figura 4.12(d) for aumentado acima de 600 segundos,
pode-se esperar que a transformação de fase acontecerá e as partículas
finamente dispersas se transformarão em partículas grosseiramente
dispersas. Em amostras dos aços dúplex D2 e D3 deformadas em
temperaturas acima de 1150°C e 1200°C, respectivamente, a microestrutura é
constituída de matriz ferrítica com partículas grosseiramente dispersas, como
revelam as figuras 4.24(c) e 4.44(c). Se comparada com a ductilidade de
amostras com estrutura de partículas finamente dispersas (~ε =9,0 a 950°C),
a ductilidade destas últimas é bem menor (~ =4,3 e 2,3 realizadas a
1200°C), como mostram as curvas 4 e 5 da figura 5.4 para os aços dúplex D2
e D3, respectivamente. A fração volumétrica neste caso é que faz a diferênça
na ductilidade. A falha do material nesse caso, também, ocorre pela restrição,
por parte da austenita, da movimentação dos novos grãos recristalizados de
ferrita, como indica a figura 5.7.
f
fε
Uma diferênça marcante entre amostras com estrutura de rede e
amostras com estrutura de partículas finamente dispersas, é que na primeira
a ductilidade é extremamente baixa, como indicado na curva 1 da figura 5.4,
para ensaios realizados em baixas temperaturas. Sabe-se que o
comportamento de um material com duas fases depende das propriedades
das duas fases constituintes, de suas frações volumétricas e do tipo de
microestrutura. Apesar de a microestrutura da amostra deformada da figura

4.10(e) ter menor fração volumétrica de austenita (~5% e tensão de pico =
110 MPa), se comparada com a microestrutura da figura 4.12(c) (~13% e
tensão de pico de 140 MPa), a ductilidade da primeira (ε =1,42) é menor do
que a da segunda ( =4,5). A diferença, neste caso está no tipo de estrutura.
Na estrutura do tipo dispersa, a ductilidade é determinada pela matriz ferrítica,
enquanto que na estrutura do tipo rede, pela austenita, que está formando um
filme fino contínuo nos contornos dos grãos ferríticos.
f
fε
4µm
Figura 5.6 - Microestrutura de aço dúplex com estrutura finamente dispersa
mostrando trincas causadas pela restrição a movimentação de
grãos ferríticos recristalizados.
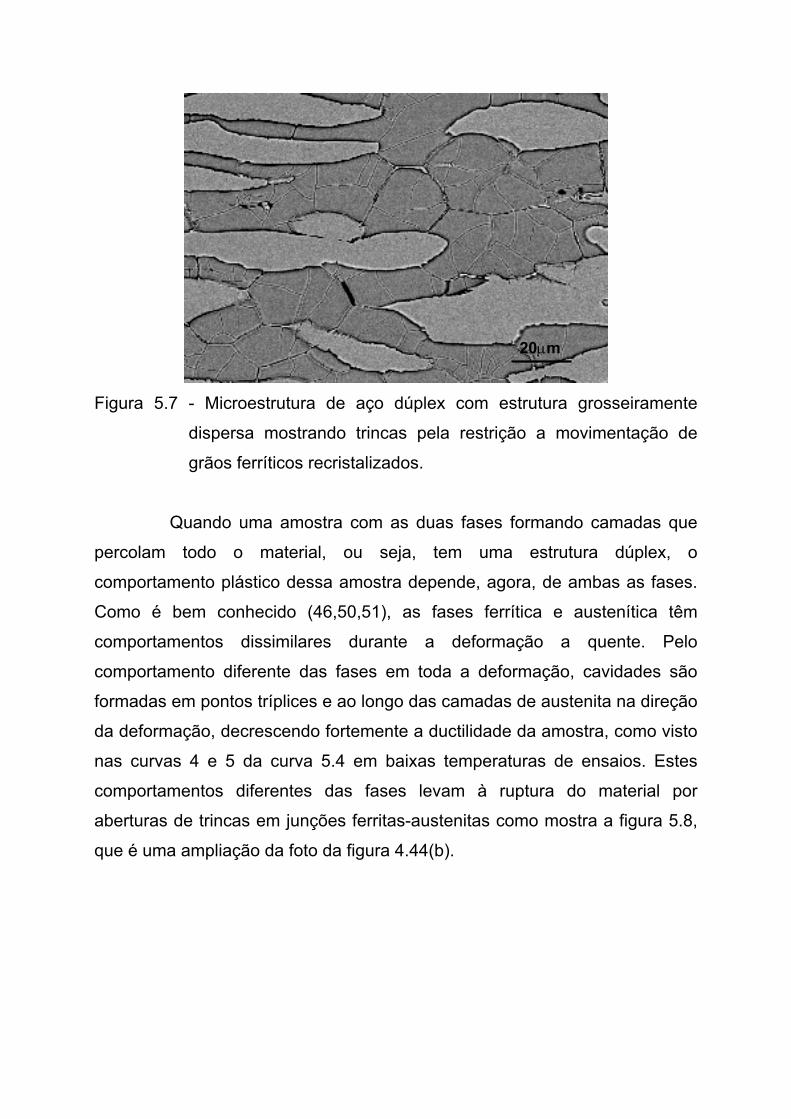
20µm
Figura 5.7 - Microestrutura de aço dúplex com estrutura grosseiramente
dispersa mostrando trincas pela restrição a movimentação de
grãos ferríticos recristalizados.
Quando uma amostra com as duas fases formando camadas que
percolam todo o material, ou seja, tem uma estrutura dúplex, o
comportamento plástico dessa amostra depende, agora, de ambas as fases.
Como é bem conhecido (46,50,51), as fases ferrítica e austenítica têm
comportamentos dissimilares durante a deformação a quente. Pelo
comportamento diferente das fases em toda a deformação, cavidades são
formadas em pontos tríplices e ao longo das camadas de austenita na direção
da deformação, decrescendo fortemente a ductilidade da amostra, como visto
nas curvas 4 e 5 da curva 5.4 em baixas temperaturas de ensaios. Estes
comportamentos diferentes das fases levam à ruptura do material por
aberturas de trincas em junções ferritas-austenitas como mostra a figura 5.8,
que é uma ampliação da foto da figura 4.44(b).

20µm
Figura 5.8 - Microestrutura de aço dúplex com estrutura dúplex mostrando
trincas em pontos tríplices dos grãos ferríticos e austeníticos.

6 - Conclusões
1 - O comportamento plástico dos aços inoxidáveis dúplex D1, D2 e
D3 a elevadas temperaturas depende fortemente da microestrutura inicial que
é determinada pela composição química, tratamentos térmicos iniciais e
condições de deformação.
2 - Quando as amostras dos aços inoxidáveis dúplex são
essencialmente ferrítica, o comportamento mecânico é determinado pela
matriz e a curva de escoamento plástico é típica de materiais que sofrem
recristalização dinâmica “contínua”. A ductilidade das amostras com este tipo
de microestrutura é muito grande.
3 - Quando partículas de Widmanstätten precipitam, em amostras
com microestrutura essencialmente ferrítica, formando uma distribuição de
partículas finamente dispersas, aumentam a resistência do material. A curva
de escoamento plástico é caracterizada por um rápido endurecimento até um
pico de tensão, seguido de uma extensa região de amaciamento. A
ductilidade é menor que da microestrutura essencialmente ferrítica e a falha
ocorre pela restrição ao movimento dos grãos ferríticos recristalizados por
parte das partículas de austenita. Quando a segunda fase forma uma rede
contínua nos contornos dos grãos da matriz ferrítica, o material falha durante
a deformação a quente, por deslizamento de contornos de grãos. Nesse caso,
a ductilidade é baixa e independe da fração volumétrica da austenita.
4 - Quando partículas de austenita são grosseiramente dispersas
dentro da matriz ferrítica, a curva de escoamento plástico mostra um pico de
tensão separando regiões extensas de encruamento e amaciamento. A maior
fração volumétrica da fase austenítica faz com que a ductilidade de amostras
com esse tipo de microestrutura seja menor que a da finamente dispersa. A
falha, também, ocorre pela restrição ao movimento, por parte da austenita, da

movimentação dos novos grãos recristalizados da ferrita.
5 - Quando a microestrutura é caracterizada pela percolação das
fases ferrítica e austenítica, a curva de escoamento plástico toma uma forma
bem particular nos ensaios de torção a quente. Existe um pico de tensão que
separa uma região linear onde ocorre o encruamento e alinhamento das fases
ferrítica e austenítica em direção da tensão principal de torção e uma região
onde a tensão de escoamento decresce até a falha do material. A ductilidade
desse tipo de microestrutura é muito baixa. A falha, nesse caso, ocorre por
aberturas de cavidades em pontos tríplices e ao longo dos contornos fases
ferrítica e austenítica, devido aos seus comportamentos dissimilares durante a
deformação a quente.
6 - No aspecto geral conclui-se que, o comportamento plástico dos
aços dúplex estudados, constituídos de uma fase ferrítica dúctil e outra menos
dúctil austenítica, depende de como a fase austenítica está distribuída na
microestrutura. Se a fase austenítica estiver presente nos contornos dos
grãos da matriz ferrítica como um filme fino e contínuo ou como uma fase que
percola toda a amostra formando uma microestrutura dúplex, a ductilidade
das amostras é baixa. Uma condição boa de ductilidade foi obtida quando as
microestruturas das amostras apresentaram partículas finamente dispersas de
austenita na matriz ferrítica.

7 - Referências Bibliográficas
1. C. M. Sellars e W. J. McG Tegart, International Metals Review, 17, 1-24
(1972).
2. S. L. Semiantin, G. D. Lahoti e J. J. Jonas, In: Metals Handbook-ASM
Metals Park, ed.9a, 8, 154-184 (1985). 3. H. J. McQueen e J. J. Jonas, In: Hoffmanner, A. 1a ed., Metals Forming:
Interrelation Between Theory and Practice. New York, Plenum Press, 393-428.
4. E. Evangelista, Metallurgical Science and Technology, 9 (2), 75-92 (1991).
5. H. J. McQueen, Journal of Metals, 31-38 (1968).
6. H. Weiss, et all, J. Phys. E. Sci. Inst., 6, 709-714 (1973).
7. D. S. Fields e W. A. Backofen, Proc. ASTM, 57, 1263-1272 (1957). 8. M. B. Bever, et all, Progress in Materials Science, ed. B. Chalmers et al.,
Pergamon Press, London, 17, 23-88 (1973).
9. R. E. Reed-Hill, Physical Metallurgy Principles, 2d ed., D. Van Nostrand
Conpany, Inc., New York, 1973.
10. J. J. Jonas, C. M. Sellars e W. J. McG Tegart, Metallurgical Reviews. 130 (14), 1-
24 (1969).
11. H. J. McQueen e J. J. Jonas, In: Arsenaut, R. V. ed., Treatise on Materials
Science and Tecnology, New York, Academic Press, 6, 393-493 (1976).
12. J. G. Sevillano, P. Van Houte e E. Aernoudt, Progress in Materials Science. ed.
Christian, J. W., Haasen, P. and Massalski, T. P., Pergamon, 25, 69-412 (1980)
.
13. P. Cootterill e P. R. Mould, Surrey University, London, 5-29 (1976) .
14. R. D. Doherty e R. W. Cahn, J. of Less Common Metals, 28, 279 (1972) .
15. H. J. McQueen, N. D. Ryan e E. Evangelista, Mat. Sci. Forum, 113/115, 435-440
(1993).
16. V. P. A. Immarigeon e J. J. Jonas, Acta Met., 22, 1235-1247 (1974).
17. E. V. Dieter, Mechanical Metallurgy, 2d ed., Mc Graw-Hill, (1976).
18. W. Roberts e B. Ahlblom, Acta Metallurgical, 26, 718 (1978) .
19. N. D. Ryan e H. J. McQueen, Journal of Mechanical Working Technology, 12,
279-296 (1986).
20. H. J. McQueen, et all, Metall. Trans., 15A, 1855-1864 (1984).

21. C. Rossard e P. Blain, Rev. Met., 55, 573-594 (1958).
22. M. J. Luton e C. M. Sellars, Acta Met, 17, 1033-1043 (1969).
23. C. Zener e J. H. Hollomon, J. Appl. Phis., 15, 22-32 (1944). 24. E. Hornbogen, Acta Metall. 32, 615-627 (1984).
25. J. Gurland, In: Quantitative Metallography (edited by R. T. Hoff e F. N. Rhines),
McGraw-Hill, New York, 278 (1968).
26. K. Friedrich e E. Hornbogen, Journal Mater. Sci. 15, 2175 (1980).
27. P. J. Wray , Metall. Trans., 15, 2009 (1984).
28. F. Dupoiron e J. P. Audouard, Scandinavian Journal of Metallurgy, 25, 95-102
(1996).
29. J. Hochmann, Revue du Nickel, 7-9, 53-60 (1950).
30. R. N. Gun, Duplex Stainless Steel. Abington Publishing. Cambrigde England,
204 (1997).
31. W. Reick, M. Pohl e A. F. Padilha, In: I Seminário Brasileiro Sobre Aços
Inoxidáveis, Anais, São Paulo, ABM, 123-140 (1989).
32. J. Charles, Proc. Conf. Duplex Stainless Steels’91. Les Éditions de Physique.
Beaune, France, October, 1, 3-48 (1991).
33. J. Emlem e L. M. Matthews, Proc. of International Conference on Stainless
Steels, ISIJ, Chiba, 730-737 (1991).
34. R. Nemoto, et all, In: Stainless Steel’s 84, Proceedings, Goteborg, 149-157
(1984).
35. H. Neef, Stainless Steel Europe, june, 56-78 (1990).
36. J. Charles, Proc. Conf. Duplex Stainless Steels ’94, Glasgow, TWI, 1, paper KI
(1994).
37. L. Weber e P. J. Uggowitzer, Materials Science and Engineering A242, 222-229
(1998).
38. J. A. Brooks, A. W. Thompson e J. C. Williams, Weld. J., 71-83 (1984).
39. J. Hilkes e K. Bekkers, Stainless Steel’s 87, Proceedings. New York, 87-95
(1987).
40. P. D. Southwick e R. W. K. Honeycombe, Metal. Sci., 14 (7), 253-261 (1980).
41. W. Reick, M Pohl e A. F. Padilha, ISIJ International, 38 (6), 567-571 (1998).
42. T. Chandra e R. J. Kuchmayr, Mater. Sci., 23, 723 (1988).
43. T. Kawasaki, I. Takada, H. Ohtsubo e S. Suzuki, Kawasaki Steel Technical
Report, 14, 50-60 (1986).

44. J. I. Kömi e L. P. Karjalainen, Proceedings International Congress Stainless
Steels’96, Düsseldorf/Neuss, June, 301-302 (1996).
45. G. S. Reis, Dissertação de Mestrado, Universidade Federal de São Carlos,
(1995).
46. J. B. Arboledas, et all, International Congress Stainless Steel’96. Proceedings
2nd European Congress, Düsseldorf/Neuss, 116-121 (1996).
47. A. Iza-Mendia, A. Pinõl-Juez, J. J. Urcola e I. Gutiérrez, Metall. Mat. Trans., 29A,
2975-2986 (1998).
48. Y. Maehara, Metall. Mat. Trans., 22A, 1083-1091 (1991).
49. E. L. Brown, T. A. Whipple e G. Klauss, in: R. A. Lula (ed.). Duplex Stainless
Steel. ASM, Metals Park, Ohio, 665-691 (1982) .
50. P. Richards e T. Sheppard, Materials Science and Technology, 2, 836-840
(1986).
51. H. J. McQueen, N. D. Ryan e E. Evangelista, Materials Science Forum, 113-115,
435-440 (1993).
52. P. Cizek e B. P. A. Wynne, Mat. Sci. Eng., A230, p.88-94 (1997).
53. O. Balancin, W. A. M. Hoffmann e J. J. Jonas, artigo submetido a Metall. Mat.
Trans A, (1999).
54. D. R. Barraclough e C. M. Sellars, Institute of Physics Conf. Ser. No 21. Institute
of Physics, Bristol, United Kingdon, 111-123.
55. C. M. Sellars, J. P. Sach, J. Beynon e S. R. Foster, Report on research work
supported by science research council grant, no BIRG/1481 citada por (47).
56. W. A. M. Hoffmann, A. M. Jorge Júnior e O. Balancin, Proc. Material 99
Guimarães, June, 8, 83-86 (1999).
57. W. A. M. Hoffmann, Tese de Doutorado, Universidade Federal de São Carlos,
(1995).
58. M. G. Mecozzi e L. Capotosti, Proceedings International Congress Stainless
Steels’96, Düsseldorf/Neuss, June, 317-318 (1996).
59. A. Beykov, R, Kaibyshev e R. Zaripova, Mat. Sci. Forum, 113-115, 385-390
(1993).
60. J. Baczynski e J. J. Jonas, Metall. Mater. Trans., 29A, 447-462 (1998).
61. G. Glover e C. M. Sellars, Metall. Trans., 4A, 765-775 (1973).
62. A guide to the solidification of metals, Jernkontoret, Stockholm, (1977).
63. H. J. McQueen, Journal of Metals, 31-38 (1968).

64. C. C. Moretti, Dissertação de Mestrado, Universidade Federal de São Carlos-SP,
103p (1989).
65. D. Hardwick, W. J. McG Tegart, Rev Met., 58, 869-880 (1961).
66. M J. Luton, In: G. E. Dieter, ed. Workability Testing Tecniques, ASM,
Metals Park, Ohio, 95-133 (1993).
67. Annual Book of ASTM Standards, ASTM pat 11, 205-237 (1979).