universidade de sÃo paulo (usp) escola de...
TRANSCRIPT

UNIVERSIDADE DE SÃO PAULO (USP) ESCOLA DE ENGENHARIA DE LORENA (EEL)
FELIPE AUGUSTO ROFATTO
UM ESTUDO DE CASO NA IMPLEMENTAÇÃO DE TREINAMENTOS RELACIONADOS À DISCIPLINA OPERACIONAL EM UNIDADE PRODUTIVA
DE PREPARAÇÕES PIGMENTÁRIAS
Declaro que esta monografia foi revisada e encontra-se apta para avaliação e apresentação
perante a banca avaliadora.
Data: ____/____/ 2014
_________________________________ ASSINATURA DO ORIENTADOR
Lorena - SP 2014

FELIPE AUGUSTO ROFATTO
UM ESTUDO DE CASO NA IMPLEMENTAÇÃO DE TREINAMENTOS RELACIONADOS À DISCIPLINA OPERACIONAL EM UNIDADE PRODUTIVA
DE PREPARAÇÕES PIGMENTÁRIAS
Monografia apresentada à Escola de
Engenharia de Lorena da Universidade de São
Paulo, como requisito parcial para a obtenção
do título de Engenheiro Industrial Químico.
Orientador: Professor Lucrécio Fábio dos Santos
Departamento de Engenharia Química
DEQUI/EEL/USP
Lorena - SP 2014
AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIOCONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO DE ESTUDO E PESQUISA, DESDE QUE CITADA AFONTE
Ficha catalográfica elaborada pelo Sistema Automatizadoda Escola de Engenharia de Lorena,
com os dados fornecidos pelo(a) autor(a)
ROFATTO, FELIPE AUGUSTO UM ESTUDO DE CASO NA IMPLEMENTAÇÃO DETREINAMENTOS RELACIONADOS À DISCIPLINA OPERACIONAL EMUNIDADE PRODUTIVA DE PREPARAÇÕES PIGMENTÁRIAS /FELIPE AUGUSTO ROFATTO; orientador LUCRÉCIO FÁBIO DOSSANTOS. - Lorena, 2014. 53 p.
Monografia apresentada como requisito parcialpara a conclusão de Graduação do Curso de EngenhariaIndustrial Química - Escola de Engenharia de Lorenada Universidade de São Paulo. 2014Orientador: LUCRÉCIO FÁBIO DOS SANTOS
1. Treinamentos. 2. Disciplina operacional. 3.Segurança, qualidade e produtividade. 4. Processos.5. Pigmentos. I. Título. II. SANTOS, LUCRÉCIO FÁBIODOS, orient.

À minha família, pelo amor, dedicação,
incentivo e ensinamentos. Obrigado por tudo!
AGRADECIMENTOS
Aos professores da Escola de Engenharia de Lorena da Universidade de São Paulo,
que contribuíram de forma relevante à minha formação. Agradeço especialmente ao
Professor Lucrécio Fábio dos Santos pelos momentos de discussão, sugestões e
contribuições ao longo da elaboração deste trabalho.
A todos os amigos da unidade de Preparações Pigmentárias e Dispersões, da BASF
SA, companheiros de trabalho, que nesses últimos dois anos contribuíram diretamente para
o meu desenvolvimento profissional. À empresa, que gentilmente permitiu o estudo de
caso na unidade, fazendo com que a realização deste trabalho fosse possível.
Aos meus amigos do curso de engenharia industrial química, pelas amizades e pelo
suporte durante toda a graduação. Obrigado por proporcionarem momentos de alegria, por
fazerem meus anos de faculdade mais prazerosos e por contribuírem tanto à minha
formação pessoal e profissional.
Agradeço especialmente ao meu grande amigo Marcelo Leme do Prado, o qual
admiro muito, pela convivência ao longo desses anos, por acompanhar de perto meus
momentos de alegrias e pela plena disponibilidade em me ajudar nas dificuldades. Não
tenho nada que possa recompensar ter uma amizade tão especial, apenas digo obrigado!
Aos meus familiares, meus sinceros agradecimentos pelo afeto, incentivo, apoio e
por simplesmente aceitarem meus momentos de ausência em diversas ocasiões. Ao meu
pai, Edson Francisco Rofatto, pelos conselhos e orientações, por ser um exemplo de vida a
ser seguida e à minha mãe, Angela Cristina Aparecida Barbosa Rofatto, pelos seus
cuidados, sempre me recebendo com muito carinho e um sorriso no rosto, por confiar no
meu potencial e me incentivar a seguir em frente sempre. Ao meu irmão, Vinicius
Francisco Rofatto, que me mostrou que não estou sozinho na caminhada pelo sucesso.
A todos aqueles que direta ou indiretamente contribuíram para minha formação.

“Você pode projetar, criar e construir o lugar mais maravilhoso do mundo,
mas são necessárias pessoas para tornarem o sonho em realidade”
(Walt Disney)

RESUMO
ROFATTO, F. A. Um estudo de caso na implementação de treinamentos relacionados à disciplina operacional em unidade produtiva de preparações pigmentárias. 2014. 53 p. Monografia (Trabalho de Conclusão de Curso em Engenharia Industrial Química), Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, São Paulo, 2014.
As operações unitárias em produção de preparações pigmentárias – agitação, dispersão e moagem – exigem conhecimentos específicos na realização de seus procedimentos operacionais, a fim de se evitar acidentes ou falhas que possam prejudicar as pessoas que operam os equipamentos e a qualidade final do produto. Em função dessa premissa, fez-se necessário estabelecer estratégias de gerenciamento de treinamentos relacionados à disciplina operacional. O objetivo desse trabalho é apresentar um estudo de caso de implementação de um programa de treinamento que envolve as atividades operacionais de uma planta de produção de preparações pigmentárias. A metodologia utilizada para a implementação dos treinamentos se baseou na revisão dos documentos e procedimentos padrão, de acordo com normas de gestão de qualidade e da legislação atual. A divulgação do programa foi agendada para a participação de todos os colaboradores da unidade e foram cadastrados questionários em plataforma online para se avaliar os conhecimentos absorvidos pela equipe. Através desse programa, foi possível avaliar o nível de aproveitamento de conhecimento da equipe operacional. Todos os colaboradores foram considerados aptos a desenvolverem as atividades propostas pelos procedimentos, pois obtiverem aproveitamento superior a 75% nas avaliações. Foi possível, também, prever os impactos na indústria química ao se estabelecer um programa de treinamento visando-se a melhoria contínua, pois com o apoio da liderança, promove-se o comprometimento entre as pessoas, a segurança dos colaboradores e das operações, sendo que o índice zero de acidentes pode ser mantido na planta do estudo de caso aplicando-se os conceitos de disciplina operacional na condução dos processos.
Palavras-chave: Treinamentos. Disciplina operacional. Segurança. Qualidade. Produtividade. Processos. Pigmentos.

ABSTRACT
ROFATTO, F. A. A case study in trainings implementation related to operational discipline in a pigment preparations plant. 2014. 53 p. Monograph (Industrial Chemical Engineering Final Course Assessment), Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, São Paulo, 2014.
The unit operations in pigment preparations production - agitation, dispersion and grinding - require specific expertise in carrying out its operating procedures in order to avoid accidents or failures that could harm the people who operate the equipments and the final product quality. Given this premise, it was necessary to establish training management strategies related to operational discipline. The purpose of this work is to present an implementation case study of a training program, which involved the operating activities in a pigment preparations plant. The methodology used for the training implementation was based on review of standard documents and procedures, in accordance with quality management standards and current legislation. The divulgation of the program was scheduled for the participation of all employees of the unit and was registered questionnaires in an online platform to evaluate the knowledge absorbed by the staff. Through this program, it was possible to evaluate the level of operational staff knowledge. All staff obtained were considered available to get the work done proposed by the procedures because they grade upper than 75% at the evaluation. It was also possible to forecast impacts to the chemical industry by estabilishing a training program aiming to continuous improvement, because due to leadership support, it raises the employees and operations safety, whereas the index zero for acidentes can be maintained in the case study plant by applying operational discipline concepts in process conduction.
Keywords: Training. Operational discipline. Safety. Quality. Productivity. Processes. Pigments.

LISTA DE FIGURAS
Figura 1 – Fluxograma operacional do processo de fabricação de preparações pigmentárias
........................................................................................................................... 18
Figura 2 – Disco dispersor e seus componentes .................................................................. 20
Figura 3 – Exemplos de formas cristalinas de partículas de pigmentos em micrografias de
raios-x: (a) partículas primárias, (b) agregados, (c) aglomerados, (d) floculados
........................................................................................................................... 21
Figura 4 – Moinho agitador ................................................................................................. 22
Figura 5 – Ciclo de Treinamento ......................................................................................... 29

LISTA DE GRÁFICOS
Gráfico 1 – Distribuição das respostas em função da dificuldade das questões no
treinamento da IT 01 .................................................................................... 34
Gráfico 2 – Distribuição das respostas em função da dificuldade das questões no
treinamento da IT 02 .................................................................................... 36
Gráfico 3 – Distribuição das respostas em função da dificuldade das questões no
treinamento da IT 03 .................................................................................... 38
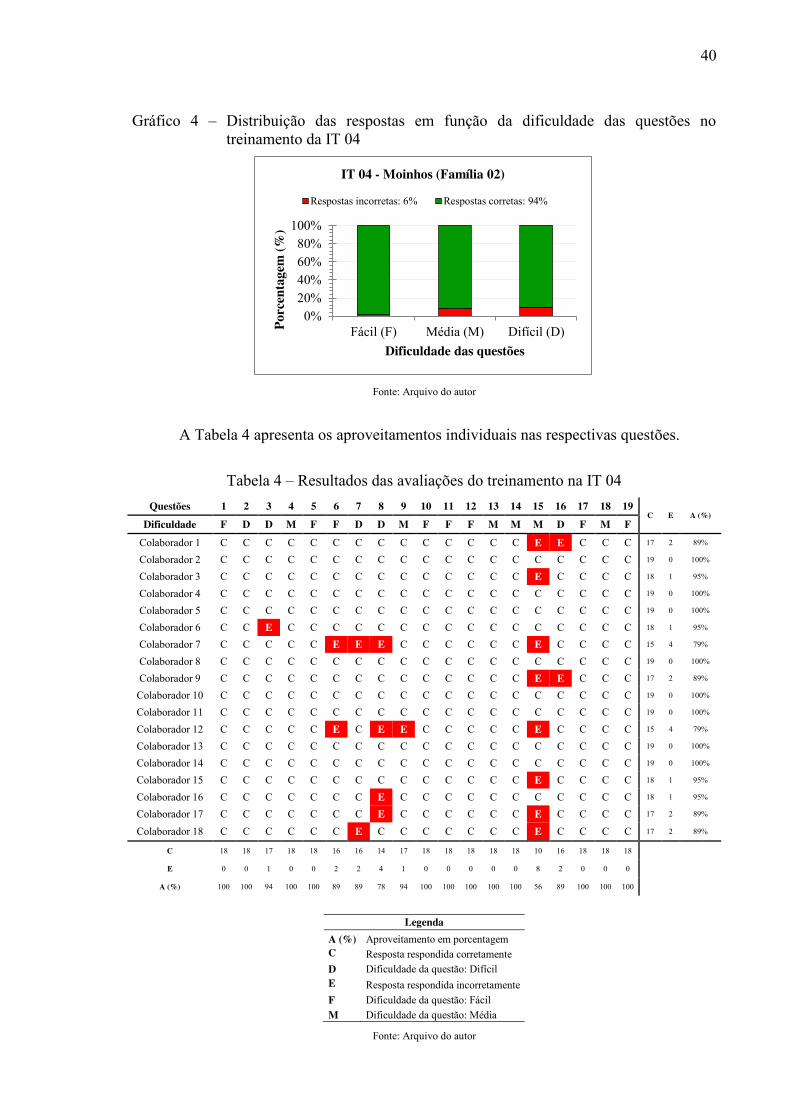
Gráfico 4 – Distribuição das respostas em função da dificuldade das questões no
treinamento da IT 04 .................................................................................... 40
Gráfico 5 – Distribuição das respostas em função da dificuldade das questões no
treinamento da IT 05 .................................................................................... 41

LISTA DE QUADROS
Quadro 1 – Principais aditivos às preparações pigmentárias destinadas para tintas ........... 19
Quadro 2 – Especificação dos programas de treinamento ................................................... 29
Quadro 3 – Procedimentos operacionais da unidade, por sequência de produção .............. 30
Quadro 4 – Conteúdo programático mínimo de treinamentos para operação de máquinas e
equipamentos .................................................................................................... 31

LISTA DE TABELAS
Tabela 1 – Resultados das avaliações do treinamento na IT 01 .......................................... 35
Tabela 2 – Resultados das avaliações do treinamento na IT 02 .......................................... 37
Tabela 3 – Resultados das avaliações do treinamento na IT 03 .......................................... 39
Tabela 4 – Resultados das avaliações do treinamento na IT 04 .......................................... 40
Tabela 5 – Resultados das avaliações do treinamento na IT 05 .......................................... 42
Tabela 6 – Resultado das avaliações e legenda ................................................................... 43

LISTA DE ABREVIATURAS
ABNT Associação Brasileira de Normas Técnicas
AVALON Avaliação Online
DO Disciplina Operacional
ISO International Organization for Standardization
IT Instrução de Trabalho
MTE Ministério do Trabalho e Emprego
NBR Norma Brasileira
NR Norma Regulamentadora
SUMÁRIO
1 INTRODUÇÃO ............................................................................................................... 15
2 OBJETIVOS ................................................................................................................... 16
2.1 OBJETIVO GERAL .......................................................................................... 16 2.2 OBJETIVOS ESPECÍFICOS ............................................................................. 16
3 FUNDAMENTAÇÃO TEÓRICA ................................................................................. 17
3.1 DESCRIÇÃO DO PROCESSO PRODUTIVO ................................................. 17 3.2 PESSOA COMO ELEMENTO-CHAVE .......................................................... 23 3.3 TREINAMENTOS............................................................................................. 25 3.4 DISCIPLINA OPERACIONAL (DO) ............................................................... 25
4 METODOLOGIA ........................................................................................................... 27
4.1 ESTUDO DE CASO .......................................................................................... 27 4.2 OBSERVAÇÃO PARTICIPANTE ................................................................... 27 4.3 PROGRAMA DE TREINAMENTO ................................................................. 28
4.3.1 Definição das necessidades de treinamentos ........................................... 30 4.3.2 Projeto e planejamento das atividades ..................................................... 30 4.3.3 Execução dos treinamentos ...................................................................... 32 4.3.4 Avaliação dos resultados do treinamento ................................................ 33
5 RESULTADOS E DISCUSSÃO .................................................................................... 34
5.1 FAMÍLIA 01 ...................................................................................................... 34 5.1.1 Dispersores e Tanques – IT 01 ................................................................. 34 5.1.2 Moinhos – IT 02 ....................................................................................... 35
5.2 FAMÍLIA 02 ...................................................................................................... 38 5.2.1 Dispersores – IT 03 .................................................................................. 38 5.2.2 Moinhos – IT 04 ....................................................................................... 39 5.2.3 Envase – IT 05 ......................................................................................... 41
5.3 ASPECTOS GERAIS ........................................................................................ 43
6 CONCLUSÃO ................................................................................................................. 44
REFERÊNCIAS BIBLIOGRÁFICAS ............................................................................. 45
ANEXOS ............................................................................................................................. 47

15
1 INTRODUÇÃO
A necessidade de as pessoas estarem constantemente atualizadas em relação aos
procedimentos padrão (reciclagem de conhecimento) e aos novos procedimentos que
possam ter surgido em função de modificações no processo, aquisição de novos
equipamentos ou até mesmo em mudanças estruturais na planta faz parte da abordagem de
Disciplina Operacional. Essa prática, por meio de tomadas de decisões processadas de
formas mais rápidas, evita a ocorrência de acidentes ou falhas na operação que possam
prejudicar a integridade dos colaboradores e a qualidade final do produto, além de
aumentar consideravelmente a produtividade, reduzir custos e permitir a flexibilização do
ambiente laboral.
A maneira como as empresas interagem e competem entre si alteram suas formas
organizacionais para garantir a crescente produtividade. As organizações buscam, então,
diferenciais para se destacar. Nesse contexto, a padronização das operações através de
treinamentos, cuja gestão faz parte das atividades desempenhadas por Engenheiros
Químicos frente às indústrias químicas, apresenta-se como uma postura organizacional no
sentido de homogeneizar a forma como as atividades internas dos sistemas produtivos são
realizadas, mostrando-se um modelo de gestão das questões de segurança e qualidade.
Este trabalho apresenta o estudo de caso por observação participante na
implementação de um programa de treinamento relacionado à disciplina operacional,
realizado em uma planta produtiva de preparações pigmentárias, cujas atividades
operacionais – operações unitárias de agitação, dispersão e moagem, principalmente –
requerem conhecimentos teóricos e práticos adequados aos seus procedimentos internos,
com a finalidade de sustentar a política corporativa da empresa, em vista das atividades
desempenhadas, principalmente pela equipe operacional da planta.
Assim como a confiabilidade interna relacionada, por exemplo, com o atendimento
à demanda programada mensal de produção, o nível de confiança entre as pessoas se torna
elevado. Outro exemplo, os esforços requeridos para a realização de retrabalhos são
consideravelmente diminuídos, pois a alta qualidade durante a produção garante que se terá
o mínimo de atividades que requererão retrabalho no futuro.

16
2 OBJETIVOS
2.1 OBJETIVO GERAL
O objetivo desse trabalho é analisar os impactos gerados na segurança, qualidade e
produtividade de uma planta de preparações pigmentárias, através da padronização de
procedimentos internos ao aplicar um programa de treinamento relacionado à disciplina
operacional;
2.2 OBJETIVOS ESPECÍFICOS
Os objetivos específicos desse trabalho são:
1. Fornecer capacitação técnica e treinamentos específicos aos colaboradores da
unidade;
2. Manter a cultura de disciplina operacional e padronização das operações;
3. Manter o índice zero de acidentes.
17
3 FUNDAMENTAÇÃO TEÓRICA
Como parte da estrutura desse trabalho, foi realizada uma pesquisa em temas
relacionados à Engenharia de Produção, aos Recursos Humanos e à Gestão da Qualidade.
Neste capítulo o processo produtivo será descrito de acordo com o observado e também
serão apresentados os pontos de vista de diversos autores em relação aos temas abordados.
3.1 DESCRIÇÃO DO PROCESSO PRODUTIVO
Os pigmentos são compostos químicos orgânicos ou inorgânicos, que
diferentemente dos corantes, são insolúveis no meio a ser incorporado, inclusive na água.
Por definição, são substâncias que conferem cor aos substratos em que são aplicadas
(HERBST e HUNGER, 2006).
Os produtos da fábrica de preparações pigmentárias desse estudo de caso são
gerados a partir de um processo do tipo batelada (ou batch) e são destinados,
principalmente, para aplicação em sistemas tintométricos para aplicação em tintas do setor
imobiliário, que desde a década de 1990, no Brasil, apresenta-se como um uma
oportunidade de ganho logístico: os lojistas finalizam o processo da produção da tinta nos
estabelecimentos próprios, através de uma dosagem precisa entre uma base branca (a tinta
praticamente pronta, mas sem cor, ou seja, branca) e colorantes (preparações pigmentárias
de diferentes cores, colocadas em reservatórios de máquinas dosadoras). Dessa forma, são
dispensados estoques de tintas com cores de baixo giro de estoque, permitindo a
personalização pelo cliente consumidor (FAZENDA, 2009).
As máquinas e equipamentos utilizados na produção das preparações pigmentárias
estão relacionados às operações unitárias de transformação (agitação, dispersão e
moagem), conforme é apresentado no fluxograma do processo da Figura 1.

18
Figura 1 – Fluxograma operacional do processo de fabricação de preparações pigmentárias
Fonte: Arquivo do autor

19
No início do processo, os tanques dispersores são alimentados com as matérias-
primas, que incluem uma grande porção de líquidos (água, principalmente) e sólidos
(pigmentos coloridos e cargas, além, aditivos, conforme é apresentado no Quadro 1).
Quadro 1 – Principais aditivos às preparações pigmentárias destinadas para tintas
Aditivo Função Dispersante / Tensoativo / Umectantes
Facilitam introdução dos pigmentos durante a fabricação, aumentando a molhabilidade de cargas e pigmentos, facilitando a dispersão, auxiliam na estabilidade da suspensão durante a estocagem e melhoram a aplicação e a umectação da superfície.
Espessantes Propiciam maior estabilidade na estocagem Antibolhas Compostos à base de siliconem que não impedem a
formação de bolhas de ar, mas possibilitam a eliminação rápida destas que são introduzidas durante a agitação
Biocidas Evitam a degradação dos produtos devido ação de bactérias, fungos e algas Fonte: Adaptado de Fazenda (2009, p. 805)
Os operadores são as pessoas responsáveis por verificarem e acompanharem as
dosagens de matérias-primas no início do processo. As atividades de carregamento são
realizadas manualmente em cada batelada, evidenciando a importância da cultura da
disciplina operacional, pois nesse segmento da indústria química são manipuladas
substâncias agressivas para o homem, como os biocidas e também para evitar-se
contaminações colorísticas durante a manipulação dos pigmentos, em pó, pois a cor do
produto final é um dos parâmetros de qualidade.
A adição de matérias-primas sólidas em pó exigem que um sistema de exaustão
seja acoplado aos equipamentos, evitando a contaminação da área produtiva e dos
colaboradores com eventuais resíduos de pigmentos e cargas.
A operação unitária de agitação é composta por um sistema de agitação de cowles
(disco dentado), que inicialmente é acionado em baixa rotação, facilitando o carregamento
das matérias-primas no tanque.
A rotação do eixo dispersor é, posteriormente, elevada até que o propulsor atinja a
velocidade de processo. Conforme apontado por McCabe, Smith e Harriot (1997), é
fundamental que a rotação do propulsor seja controlada para garantir que todo o meio se
mantenha agitado e evitar a formação indesejada de redemoinhos.

20
Para a dispersão completa dos componentes do produto, faz-se necessário o
aumento do nível de rotação, através do acionamento do inversor de frequência do motor
do equipamento. A Figura 2 apresenta esquematicamente um sistema de agitação.
Figura 2 – Disco dispersor e seus componentes
Fonte: Fazenda (2009, p. 630)
Para preparações à base de pigmentos inorgânicos, o processo é finalizado logo
após essa primeira homogeneização do material no meio dispersante e, por fim, os
produtos são descarregados dos equipamentos e encaminhados para o envase. Após a
passagem por filtros que recolhem possíveis resíduos maiores, os produtos são dispostos
nas embalagens pré-determinadas pelos clientes. No caso de preparações pigmentárias,
geralmente, à base orgânica, a micronização (ou moagem) dos componentes é fundamental
para garantir a qualidade e especificação final dos produtos. A micronização é realizada
com o uso de moinhos do tipo horizontal, sendo que o corpo de moagem é composto por
esferas de granulometria e material controlados, de acordo com os produtos a serem
moídos. Nessa estapa da moagem, o ar encapsulado nos aglomerados dos pigmentos são
rompidos, aumentando o poder tintorial do pigmento no produto final. Os aglomerados
são vários são vários agregados de partículas primárias firmemente ligadas, cujas partículas
cristalinas ou amorfas, foram geradas na produção daquele pigmento em pó. A Figura 3
traz uma representação desse sistema, a partir da caracterização por raio-x do pigmento
seco, de acordo com a norma DIN 53 206, parte I (HERBST e HUNGER, 2006). Quando
as partículas primárias tendem a se aglomerar novamente, ocorre a floculação.

21
Figura 3 – Exemplos de formas cristalinas de partículas de pigmentos em micrografias de raios-x: (a) partículas primárias, (b) agregados, (c) aglomerados, (d) floculados
(a) (b) (c) (d)
Fonte: Herbst e Hunger (2006, p. 26)
As espécies particuladas dispersas são, então, reduzidas no meio aquoso,
aprimorando a homogeneidade do produto final, iniciado pela dispersão. McCabe, Smith e
Harriot (1997) fazem um levantamento de detalhes importantes a serem considerados do
procedimento da operação unitária de moagem para o funcionamento satisfatório dos
moinhos de esferas:
1. As partículas na alimentação devem estar no tamanho adequado e devem entrar a
uma taxa uniforme no moinho, pois isso aumenta consideravelmente a facilidade de
moagem;
2. Na saída do moinho, a linha de descarga deve estar fluindo sem obstrução,
evitando-se que acumule produto no interior da câmara de moagem;
3. O pessoal da operação deve estar atento em manter baixa a temperatura da linha de
entrada de produtos no moinho e da câmara de moagem. A moagem é uma
operação que gera muito atrito entre as partículas e consequentemente aumento da
temperatura. Em alta temperatura, as matérias-primas podem ser degradadas,
atingindo os pontos de fusão, comprometendo a qualidade final do produto e dos
equipamentos.
4. As esferas do moinho, devido à ação natural do atrito que ocorre na moagem,
devem ser verificadas de acordo com as horas de operação dos moinhos,
estabelecidas pelo fornecedor. É importante que sejam feitas análises
granulométricas para avaliar a necessidade de substituí-las por novas. As análises

22
são feitas após o peneiramento das esferas secas, no qual as que estão abaixo da
especificidade devem ser descartadas.
Durante a etapa de moagem, o conteúdo moído é retornado para os tanques
dispersores, os quais se mantêm estacionários. Dependendo do produto, é necessário que se
efetue mais de uma passagem pelo moinho. A Figura 4 apresenta um esquema do moinho
agitador.
Figura 4 – Moinho agitador
Fonte: Fazenda (2009, p. 650)
O transporte entre material a ser moído e material já moído é realizado com auxílio
de bombas, levando o produto do fundo do tanque até o moinho, e em seguida na
retornando para o mesmo tanque (sistema de recirculação) ou para um tanque vizinho
(sistema de passagem).
Após a micronização pelo tempo estabelecido previamente pela receita do produto,
ocorre a continuação da homogeneização no tanque dispersor. Entre as etapas do processo
são coletadas amostras e realizados testes laboratoriais em pequenas amostras retiradas dos
tanques para verificar a necessidade de ajustes.
O ajuste é realizado para correção da colorística do produto final, além de serem
analisados pH, viscosidade, fineza e massa específica. Avalia-se a necessidade de se
manter a moagem por um período maior ou então se serão necessárias adições
complementares de matérias-primas para se completar a receita do produto, comparando-se

23
sempre com o padrão. No caso de ajustes, a agitação deve ser controlada da mesma forma
que aconteceu antes da moagem, evitando-se a formação de redemoinhos.
O laboratório de controle de qualidade é responsável por liberar o produto para ser
envasado, mediante as análises realizadas após os ajustes. As embalagens são pesadas e
identificadas individualmente.
Ao término do processo de fabricação, com o sistema de agitação parado, o produto
é envasado nas respectivas embalagens, de acordo com as opções dos clientes. Por ação da
gravidade, os tanques estão dispostos em um nível acima do piso de envase, ocorre a
eventual agitação do sistema para garantir a homogeneidade do produto final.
As famílias de produtos são diferenciadas quanto:
1. Às propriedades físico-química gerais, de acordo com as matérias-primas
especificadas utilizadas (composição química, tamanho de partículas e solubilidade
no meio dispersante);
2. Ao comportamento na aglutinação das matérias-primas, como a dispersibilidade.
Por exemplo, há diferença na operação dos sistemas de agitação: a Família 01
permite que as matérias-primas sejam agitadas em tanques atmosféricos, enquanto a
Família 02, devido, principalmente à viscosidade dos produtos, é realizada com um
sistema de vácuo acoplado.
3.2 PESSOA COMO ELEMENTO-CHAVE
Na História Antiga, a transmissão do conhecimento de uma pessoa para outra se
dava através de simples inscrições em pedras rústicas. Esses fatos denunciam que o ser
humano já considerava, desde aquela época, registrar e repassar informações na
possibilidade de garantir a sobrevivência do seu grupo e de suas gerações futuras (SOUZA
e SOUZA, 2002). Já no início do século XIX, nos Estados Unidos foram registrados
formalmente os primeiros manuais de treinamentos sistematicamente organizados, para a
formação de técnicos mecânicos em institutos norte-americanos, mas muito raros para
todos os outros segmentos (RODRIGUES, 2009). Nessa época, no início da Revolução
Industrial surgiu, a necessidade de se aumentar a produtividade em função da crescente
demanda mundial por produtos manufaturados. Paralelamente, foi exigida a necessidade de
se ter mais pessoas atuando no mercado de trabalho, numa quantidade superior às
oferecidas até então na época – não havia busca por mão-de-obra altamente qualificada e

24
nem preocupações relacionadas ao registro das atividades em procedimentos operacionais,
pois o foco era concentrar a maior quantidade de pessoas na produção de grandes volumes
– o que não significava necessariamente produzir-se com qualidade e oferecer recursos
para aqueles trabalhadores. O crescimento excepcionalmente rápido da indústria britânica
nesse período é um exemplo apresentado pelos historiadores, em detrimento da chamada
“reprodução balanceada”, na qual os outros países apresentavam um crescimento mútuo
simultâneo. A gestão do setor de produção de algodão, por exemplo, impactou em
mudanças estruturais no modelo industrial daquela época (FREEMAN e LOUÇÃ, 2001).
Mais recentemente, na década de 1950, a empresa Toyota Motor Company iniciou
o conceito de “produção enxuta”, quando a indústria japonesa uniu esforços para
reestabelecer-se no mercado após a Segunda Guerra Mundial. Ao contrário dos sistemas
tradicionais, o modelo de produção apresentado por Taiichi Ohno, apresentou técnicas de
redução de altos custos que ocorrem comumente em produções artenais, e flexibilização,
deficiente nas produções em massa (WOMACK, JONES e ROOS, 2004). Slack, Chambers
e Johnston (2009) definem dois princípios, que sustentam as técnicas do Sistema Toyota de
Produção: (a) just in time: movimentação coordenada dos componentes ao longo da cadeia
produtiva; (b) jidoka: “humanização” da interface homem-máquina por meio da
autonomação, ou seja, autonomia do operador em interromper o processo, caso sejam
detectadas anormalidades. Ghinato (1995) evidencia que ao permitir a autonomação em um
processo, abre-se caminho para investigação da análise de falhas, pois o processo é
interrompido imediatamente para se buscar soluções nas causas raízes dos erros.
Portanto, percebe-se que ao longo dos anos o envolvimento e comprometimento da
equipe operacional nos processos são crescentes. As pessoas tornaram-se elementos-chave
na redução e até mesmo na eliminação dos desperdícios, sendo que o comportamento
humano interfere diretamente o processo de tomada de decisão para reduzir riscos
(VAUGHEN e KLEIN, 2011). Esse ponto de vista é compartilhado também por Da Silva
(2011), ao comentar a superação dos japoneses, que contavam com mão-de-obra
qualificada para competir mundialmente àquela época de crise pós-guerra, apesar de
possuírem poucos recursos financeiros.
Através da autonomação, desenvolve-se o aumento da valorização da autoconfiança
dessas pessoas, que podem contribuir para a otimização do sistema como um todo, que
segundo o modelo Toyota, inicia o processo de melhoria contínua (LIKER e MEIER,
2007). Somente com a garantia de que o desempenho operacional esteja consistente e
estável é que se pode dar continuidade ao melhoramento, aliando o comprometimento de
25
cada pessoa com o sistema, que além de garantir a própria segurança e a segurança do
processo, promove a disciplina operacional.
3.3 TREINAMENTOS
Chiavenato (2009) abrange o termo “treinamento” para o desenvolvimento da
pessoa como ser humano e comenta que desde o nascimento até a morte a pessoa está
recebendo informações e conhecimentos para seu aperfeiçoamento. Na vida profissional,
não é diferente: seguindo esse raciocínio, Mintzberg (2012) defende a ideia de que o
indivíduo deve ser nomeado como “profissional” e assumir seu cargo somente após a
realização de treinamentos que o capacitem para esse fim e quando demonstrarem o
comportamento padrão exigido.
A NBR ISO 10.015 (ABNT, 2001) sintetiza o conceito de treinamento definindo-o
como o processo para desenvolver e prover competências1. Oliveira et al. (2004) abordam
que os funcionários são a alma das empresas e a organização deve o sucesso atingido ao
desempenho dessas pessoas. Assim, o aprimoramento e desenvolvimento desse pessoal
através de capacitação interna contínua beneficia todo o sistema produtivo.
Existe uma tendência natural ao se pensar que futuramente as práticas de
treinamentos se tornem cada vez mais comuns, em função das ocupações se tornarem cada
vez mais especializadas (SPECTOR, 2012).
3.4 DISCIPLINA OPERACIONAL (DO)
A Disciplina2 Operacional (DO) consiste na execução estruturalmente organizada
dos valores e princípios pré-estabelecidos em sistemas de gerenciamento, ou seja, tem
como foco as atividades rotineiras, aprimorando a segurança das pessoas e também do
processo na condução correta das operações todas as vezes que são realizadas (CCPS,
2011).
Nas indústrias químicas, a DO tem sido enfatizada ao longo dos anos. Klein (2005),
representando a DuPont, por exemplo, no anos 1980, estabeleceu um programa de DO
1 Competência: Aplicação do conhecimento, habilidades e comportamento no desempenho (ABNT, 2001). 2 A palavra “disciplina”, em Disciplina Operacional, não deve ter o significado de punição (CCPS, 2011).
26
como parte da padronização da gestão de segurança da empresa, fundamentada na
liderança, disponibilidade de recursos e remoção de atalhos. Trask (1990) cita também que
a Dow Chemical incluiu no seu programa de gestão de segurança, medidas de controle e
sistemas estratégicos para DO, documentando detalhadamente os procedimentos
operacionais e a ações a serem tomadas na antecipação dos problemas.
A partir do momento que se tem a solidificação do desempenho mínimo esperado
do colaborador são permitidas atividades que flexibilizam e inovam o ambiente de trabalho
em longo prazo: o funcionário acolhe e até sugere melhorias no ambiente de trabalho o
qual ele domina, satisfazendo-se como membro participativo e ativo na equipe (LIKER e
MEIER, 2007).
As atividades padronizadas não devem ser encaradas, portanto, como fatores
coercitivos, ou seja, que pareçam obrigar as pessoas a seguirem métodos mecânicos e
“robotizados”. Pelo contrário, programas eficazes de DO são monitorados constantemente,
a fim de se identificar oportunidades de melhorias.
O comprometimento da liderança é o primeiro passo para implementar programas
relacionados a DO, através da identificação dos padrões desejados (KLEIN et al., 2011).
Os procedimentos e práticas que sejam mais críticos ao processo são priorizados pelas
pessoas que ocupam esses cargos, auxiliando na construção da cultura em DO. Na visão
corporativa, o desenvolvimento do potencial das pessoas é uma das questões mais
importantes para as empresas (LIN et al., 2010).
A liderança tem o dever de enfatizar, dar suporte e comunicar as expectativas
esperadas com os programas de DO. A fim de preservar o conteúdo original dos
procedimentos, Spector (2012) aponta que os treinamentos devam ser conduzidos por
pessoas especializadas nas atividades a serem treinadas.
Os treinamentos em DO evitam que ocorra a falha humana, definida como ação ou
falta de conhecimento humano que excede o limite da aceitabilidade daqueles pré-
estabelecidos. Tratando-se do termo “falha humana” em indústrias químicas, são ações
oriundas de deslizes, lapsos de comportamento e violações intencionais que possam
contribuir para reduzir a segurança do processo ou resultar em acidentes. As pessoas
comprometidas com suas atividades sentem-se na obrigação de realizar o seu melhor
(CCPS, 2011).
Enfatiza-se, por fim, que a condução das operações de acordo com as maneiras
prescritas nos documentos, sem desvios e atalhos, promove a DO no ambiente de trabalho,
além de gerarem padrões no desempenho produtivo (CHIAVENATO, 2009).

27
4 METODOLOGIA
A partir da metodologia de estudo de caso, permite-se a integração e análise das
informações oriundas de evidências documentadas (qualitativas) aos dados numéricos
coletados (quantitativos). O método de observação participante acrescenta vantagem à
metodologia, pois o autor esteve inserido no cenário estudado, participou de situações
reais, cujas referências trazem perceptividade em relação aos comportamentos
interpessoais (YIN, 2001).
4.1 ESTUDO DE CASO
O estudo de caso é um método de organização dos dados de uma pesquisa,
preservando o objeto estudado e seu caráter unitário. A unidade é considerada como um
todo, pretendendo, assim, investigar as características importantes para o objeto de estudo
da pesquisa (GOODE e HATT, 1979).
Sendo assim, o estudo de caso é a representação de uma investigação empírica
compreendendo um método abrangente e possuindo uma lógica de planejamento, coleta e
análise de dados. Pode ser um estudo de caso único ou múltiplos, de aspecto tanto
quantitativo como qualitativo (YIN, 2001).
Dessa forma, o estudo de caso como modalidade de pesquisa é utilizado como
metodologia de estudo definida pelo interesse de investigação de casos específicos, bem
delimitados, contextualizando o tempo e o espaço para que seja realizado uma busca
detalhada de informações (VENTURA, 2007).
Fica evidente a importância dessa modalidade de pesquisa, visto que é essencial
para compreender os comportamentos das pessoas em diferentes localidades ou
organizações (LÜDKE e ANDRÉ, 1986).
4.2 OBSERVAÇÃO PARTICIPANTE
A técnica de observação participante é uma forma de investigação que integra o
estudo de caso, na qual o observador compartilha as atividades, ocasiões e os interesses de

28
um grupo determinado de pessoas ou de uma seção de uma indústria, por exemplo, desde
que as circunstâncias o permitam (ANGUERA, 1985).
Nesse método, o observador se utiliza de técnicas de entrevistas com graus de
formalidade diferentes, dependendo de cada caso isoladamente. O objetivo principal para
utilização dessa técnica é captar as experiências subjetivas dos próprios colaboradores no
processo de interação social. Dessa forma, a observação participante possibilitou, ao
observador, diferentes graus de interação no grupo observado e uma nova sistematização
na coleta de informações. Portanto, há algumas vantagens para o observador no que se
apresenta na forma como este se envolverá pessoal ou objetivamente na interação social do
grupo observado (BURGESS, 2002).
Portanto, para a realização deste trabalho, optou-se pela metodologia de estudo de
caso por observação participante, a partir da coleta e interpretação de dados desde a
elaboração até a avaliação de treinamentos relacionados à disciplina operacional.
4.3 PROGRAMA DE TREINAMENTO
Liker e Meier (2007), baseados no modelo Toyota de gestão, evidenciam que os
métodos básicos, encontrados no cotidiano de trabalho, são os que mais agregam valor a
longos prazos. Desta forma, os programas de treinamento devem partir da premissa de
uniformização das competências pela maneira mais prática de transmissão de
conhecimento: acessível a todos.
A transmissão e difusão do conhecimento para toda a equipe é outro papel
importante da liderança. De forma presencial, em reuniões, por exemplo, permite-se
analisar o envolvimento do pessoal e principalmente avaliar a resposta corporal aos
conhecimentos que estão sendo transmitidos (CCPS, 2011).
O projeto do programa de treinamento foi iniciado a partir das recomendações da
Norma Brasileira NBR ISO 10.015 (ABNT, 2001), que trata das diretrizes para
treinamentos internos para todo tipo de organização, baseada na série ISO 9.000 – sistema
de gestão e garantia da qualidade – e recomenda que os programas de treinamentos devam
atender, no mínimo, quatro etapas específicas, conforme apresentado no Quadro 2.

29
Quadro 2 – Especificação dos programas de treinamento
1. Definição das necessidades de treinamentos; 1.1 Definição das necessidades da organização; 1.2 Definição e análise dos requisitos de competência; 1.3 Análise crítica das competências; 1.4 Definição das lacunas de competência; 1.5 Identificação de soluções para eliminar as lacunas de competência; 1.6 Definição das especificações das necessidades de treinamento; 2. Projeto e planejamento dos treinamentos 2.1 Definição das restrições; 2.2 Métodos de treinamento e critérios para seleção; 2.3 Especificação do projeto de treinamento; 2.4 Seleção do fornecedor do treinamento 3. Execução dos treinamentos 3.1 Atividades de apoio pré-treinamento 3.2 Atividades de apoio ao treinamento 3.3 Atividades de apoio ao final do treinamento 4. Avaliação dos resultados do treinamento. 4.1 Coleta de dados e preparação do relatório de avaliação 4.2 Validação do processo de treinamento;
Fonte: Adaptado de NBR ISO 10.015 (2001)
Além dessas etapas, foi importante o processo de monitoração contínua e
acompanhamento ao longo de todo o desenvolvimento do trabalho, assegurando que o
processo de treinamentos estava sendo gerenciado e implementado de acordo com o
cronograma previsto, seguindo o Ciclo do Treinamento, conforme ilustrado na Figura 5.
Figura 5 – Ciclo de Treinamento
Fonte: Adaptado de NBR ISO 10.015 (2001, p.3)

30
4.3.1 Definição das necessidades de treinamentos
Foi realizada uma análise junto à liderança para apontar as necessidades e os
objetivos a serem alcançados com a aplicação dos treinamentos internos e, a partir das
recomendações, iniciou-se esse trabalho. É a etapa-diagnóstico preliminar do que deve ser
feito (CHIAVENATO, 2009).
Recentemente, houve uma nova estruturação organizacional, no qual foram
admitidos novos colaboradores, oriundos de uma realocação de outro setor da empresa.
Além da busca pela melhoria contínua, através dos treinamentos pretendeu-se integrar os
novos operadores na cultura disciplinar da unidade, garantindo que as pessoas realocadas
apresentassem as mínimas competências para as atividades da nova unidade.
Estabeleceu-se, também, que seriam enfatizados os treinamentos nas principais
competências realizadas pela equipe operacional nos equipamentos da produção, em
função da necessidade de homogeneização das operações. Dessa forma, os treinamentos
foram agrupados em categorias de acordo com os tópicos abordados. Como a fábrica
dispõe de duas famílias de produtos, os treinamentos foram agrupados em duas categorias:
Família 01 e Família 02. Eles foram listados e tabelados para acompanhamento do
processo de revisão dos documentos, apresentado no Quadro 3.
Quadro 3 – Procedimentos operacionais da unidade, por sequência de produção
Instrução de Trabalho Descrição Categorias IT 01 Operação de Dispersores e Tanques Família 01 IT 02 Operação de Moinhos Família 01 IT 03 Operação de Dispersores Família 02 IT 04 Operação de Moinhos Família 02 IT 05 Operação de Envase Família 02
Fonte: Plano de Arquivo, Preparações Pigmentárias (BASF S.A.)
4.3.2 Projeto e planejamento das atividades
A Norma Regulamentadora Nº 12 (MTE, 1978), popularmente conhecida como
“NR-12”, que trata da normalização do trabalho em máquinas e equipamentos foi

31
recentemente alterada3, sendo que desde a sua primeira publicação, em 1978, vem sendo
apontados requisitos legais para assegurar e até mesmo aumentar significativamente a
segurança mínima no projeto e durante a operação de máquinas e equipamentos.
Com a finalidade de cumprir o conteúdo programático mínimo exigido para as
atividades que envolvem operação em máquinas e equipamentos, previsto na NR-12
(1978), os documentos utilizados como base para os treinamentos também foram revisados
para atender aos requisitos pertinentes à norma, listados no Quadro 4.
Quadro 4 – Conteúdo programático mínimo de treinamentos para operação de máquinas e equipamentos
a) Descrição e identificação dos riscos associados com cada máquina e equipamento e as proteções específicas contra cada um deles;
b) Funcionamento das proteções; como e por que devem ser usadas; c) Como e em que circunstâncias uma proteção pode ser removida, e por quem; d) O que fazer se uma proteção foi danificada ou se perdeu sua função, deixando de
garantir uma segurança adequada; e) Os princípios de segurança na utilização da máquina ou equipamento; f) Segurança para riscos mecânicos, elétricos e outros relevantes; g) Método de trabalho seguro; h) Permissão de trabalho; i) Sistema de bloqueio de funcionamento da máquina e equipamento durante operações
de inspeção, limpeza, lubrificação e manutenção;
Fonte: NR-12 (MTE, 1978)
Portanto, esta etapa consistiu na análise do conteúdo programático a ser cumprido
até o término do programa. Os documentos internos referentes aos procedimentos
operacionais e às instruções de trabalhos foram revisados individualmente através de
reuniões periódicas realizadas pela liderança. Definiu-se que a participação mínima de um
colaborador operacional durante o processo de revisão seria fundamental para trazer à
realidade os modi operandi. O programa de treinamento abrangeu toda a equipe de
colaboradores do setor, desde a parte operacional (aprendizes, auxiliares e operadores de
produção) até o grupo administrativo da unidade produtiva (estagiário, supervisor e
engenheiro), uma vez que o conteúdo foi desenvolvido pela liderança junto aos
colaboradores operacionais.
3 A última versão modificou alguns parágrafos referentes à normalização de sistemas de segurança, meios de acesso permanentes, máquinas e implementos para uso agrícola e florestal, máquinas para fabricação de calçados e afins, através da Portaria MTE n.º 1.893 em 09 de dezembro de 2013 (MTE, 1978).
32
Após a revisão dos documentos, foram desenvolvidos materiais didáticos para
apresentações audiovisuais do tipo Microsoft® Powerpoint®, sob supervisão do
Engenheiro de Produção da unidade, denominado pela NBR ISO 10.015 (2011) como
“fornecedor dos treinamentos”. Foi contemplado o conteúdo dos documentos da unidade
definidos na reunião inicial e destacados os pontos críticos a serem corrigidos antes da
implementação dos treinamentos.
Como a NR-12 sugere que os treinamentos sejam constituídos também por uma
parte prática, os documentos referentes aos registro das atividades desempenhadas por cada
cargo também foram revistos. A unidade trabalha com um sistema denominado “On The
Job”, no qual são registrados os conhecimentos tácitos adquiridos de um colaborador a
outro por meio das atividades desenvolvidas nos próprios locais de trabalho – o
colaborador experiente, denominado “Padrinho”, é responsável pela capacitação prática de
90 dias de um colaborador recém-designado para determinada função.
Desenvolveu-se também um tutorial, no qual os colaboradores teriam o primeiro
contato com a plataforma AVALON (“AVALiação ONline”) ao término dos treinamentos.
Essa plataforma virtual, disponibilizada através da intranet da empresa, possui uma série
de ferramentas que permitem a inclusão de questionários desenvolvidos pelos gestores da
área beneficiada, além de gerar relatórios estatísticos após a finalização do período do
programa de treinamento. Foram criados questionários envolvendo 10 questões para cada
um dos assuntos abordados, com três níveis de dificuldade: fácil, médio e difícil.
Em relação ao público-alvo dos treinamentos, definiu-se que seria composto por
toda a equipe operacional. Como o intuito dos treinamentos é disseminar o conhecimento,
os treinandos não seriam restringidos apenas aos treinamentos de suas atividades
cotidianas, ou seja, toda a equipe operacional participaria de todo o programa de
treinamento.
4.3.3 Execução dos treinamentos
Foram agendadas duas datas diferentes para os treinamentos, em sala equipada com
recursos multimídia, dentro da própria empresa, adequando à disponibilidade de horário
dos colaboradores: a unidade conta com quatro turnos de doze horas, sendo que para cada
grupo de treinandos foram aplicadas oito horas de treinamento, com intervalo após as
quatro primeiras horas, conforme orientado pela legislação.

33
4.3.4 Avaliação dos resultados do treinamento
Os colaboradores que participaram do treinamento, designados como “treinandos”,
fizeram login no sistema para iniciar a sistemática de avaliação com a finalidade de se
medir o aproveitamento dos conhecimentos apresentados.
Por ser o primeiro programa de treinamento avaliado dentro dessa planta,
estabeleceu-se o critério mínimo de aprovação nas avaliações em 75% de aproveitamento.
Aqueles que não obtivessem esse rendimento seriam acompanhados para solucionar as
dúvidas e refazer os questionários. Como o objetivo dos treinamentos é que os
colaboradores adquiram conhecimento de forma padronizada, o resultado das avaliações
não permitem que haja qualquer tipo de punição, sendo que os casos em que os
profissionais não atenderam à pontuação mínima foram tratados, de forma coletiva ou
pontualmente. Os resultados estão apresentados na seção seguinte deste estudo de caso.
Dentro da própria ferramenta de avaliação, ao final, foi possível que os
colaboradores preenchessem um formulário padrão informando o grau de satisfação com
aquele treinamento específico.
34
5 RESULTADOS E DISCUSSÃO
Para cada uma das avaliações, foram tabelados os aproveitamentos dos
colaboradores e plotadas em gráficos (Anexos I.A e I.B), com o auxílio do software
Microsoft® Excel®. O Anexo II (Questões do Programa de Treinamento) apresenta todas
as questões abordadas para cada um dos treinamentos.
5.1 FAMÍLIA 01
5.1.1 Dispersores e Tanques – IT 01
No treinamento deste procedimento operacional, enfatizou-se a operação de
carregamento de matérias-primas nos tanques agitadores, dentre eles, tanques de fabricação
e tanques de ajuste. Abordou-se a diferença entre os equipamentos descritos (os tanques de
fabricação recebem as matérias-primas para a dissolução da carga a ser moída, enquanto os
tanques de ajuste são utilizados para adequação da receita após coleta de amostras); os
materiais de construção e a capacidade útil dos equipamentos; dimensões e medidas;
utilização do painel de comando, dispositivos de parada do motor agitador (seccionadoras
de segurança, cadeados para travar a utilização dos equipamentos) e os seus procedimentos
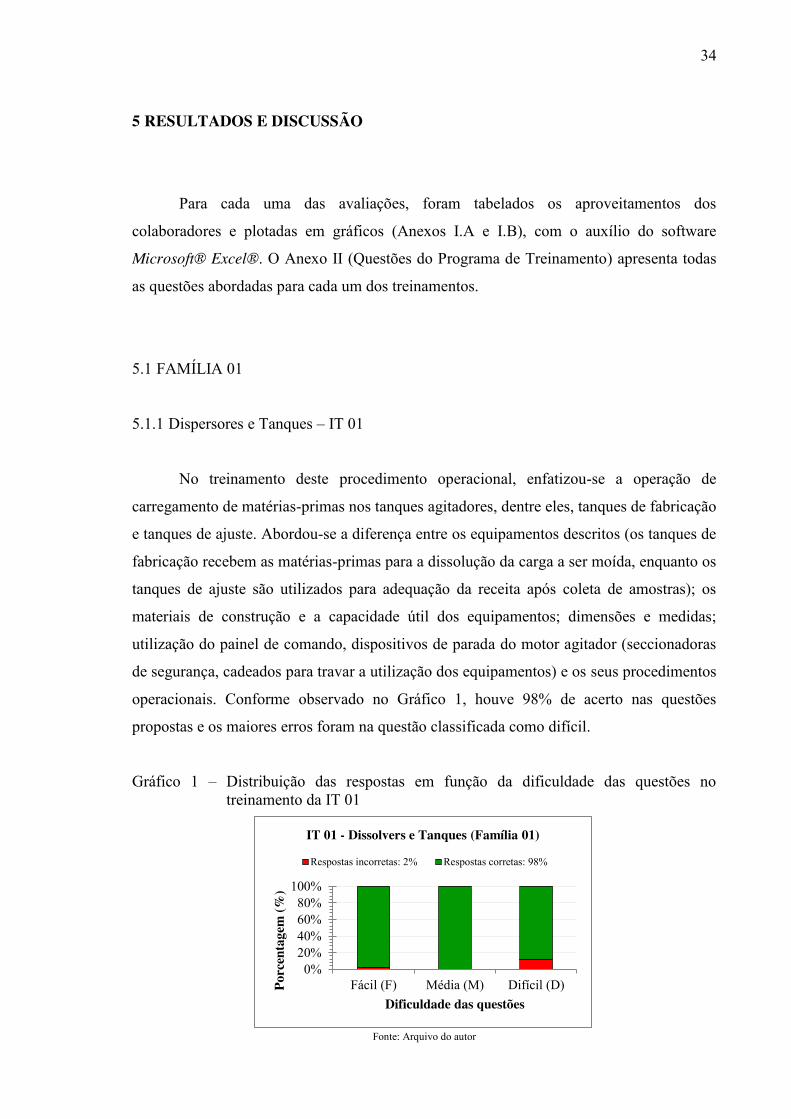
operacionais. Conforme observado no Gráfico 1, houve 98% de acerto nas questões
propostas e os maiores erros foram na questão classificada como difícil.
Gráfico 1 – Distribuição das respostas em função da dificuldade das questões no treinamento da IT 01
Fonte: Arquivo do autor
Fácil (F) Média (M) Difícil (D)0%
20%40%60%80%
100%
Dificuldade das questões
Porc
enta
gem
(%)
IT 01 - Dissolvers e Tanques (Família 01)
Respostas incorretas: 2% Respostas corretas: 98%

35
Analisando-se a Tabela 1, é possível perceber que há distribuição quase homogênea
de absorção do conhecimento, sendo que houve apenas alguns casos pontuais de erros nas
respostas. A Questão 9, que obteve 89% de aproveitamento, avaliou a forma como os
colaboradores conduzem homogeneização da carga. É importante que ela seja iniciada em
baixa rotação, evitando que os pós se acumulem nas paredes dos tanques.
Tabela 1 – Resultados das avaliações do treinamento na IT 01 Questão 1 2 3 4 5 6 7 8 9 10 11 12
C E A (%) Dificuldade F F F F M F M M D F F F
Colaborador 1 C C C C C C C C C C C C 12 0 100
Colaborador 2 C C C C C C C C C C C C 12 0 100
Colaborador 3 C C C C C C C C C C C C 12 0 100
Colaborador 4 C C C C C C C C C C C C 12 0 100
Colaborador 5 C C C C C C C C C C C C 12 0 100
Colaborador 6 C C C C C C C C C C C C 12 0 100
Colaborador 7 C C C C C C C C C C C C 12 0 100
Colaborador 8 E C C C C C C C C C C C 11 1 92
Colaborador 9 C C C C C C C C C C C C 12 0 100
Colaborador 10 C C C C C C C C C C E E 10 2 83
Colaborador 11 C C C C C C C C C C C C 12 0 100
Colaborador 12 C C C C C C C C C C C C 12 0 100
Colaborador 13 C C C C C C C C C C C C 12 0 100
Colaborador 14 C C C C C C C C C C C C 12 0 100
Colaborador 15 C C C C C C C C C C C C 12 0 100
Colaborador 16 C C C C C C C C E C C C 11 1 92
Colaborador 17 C C C C C C C C E C C C 11 1 92
Colaborador 18 C C C C C C C C C C C C 12 0 100
C 17 18 18 18 18 18 18 18 16 18 17 17
E 1 0 0 0 0 0 0 0 2 0 1 1
A (%) 94 100 100 100 100 100 100 100 89 100 94 94
Legenda
A (%) Aproveitamento em porcentagem C Resposta respondida corretamente D Dificuldade da questão: Difícil E Resposta respondida incorretamente F Dificuldade da questão: Fácil M Dificuldade da questão: Média
Fonte: Arquivo do autor
5.1.2 Moinhos – IT 02
Salientou-se a importância dos moinhos para a Família 01 de produtos, pois suas
peças de reposição são as mais caras para manutenção. O controle dos parâmetros de
processo, como regulagem da pressão do termossifão do moinho, que preserva o

36
funcionamento do selo mecânico e a inspeção da temperatura de refrigeração na camisa e
na tampa do equipamento são fatores essenciais para obter-se o produto dentro da
especificação, além de manter a segurança do processo. Esses controles são realizados pela
inspeção visual, realizada pelos operadores.
Em relação à operação, nessa etapa, é importante que a vazão de saída do produto
também seja controlada, evitando-se que haja compactação de esferas no fundo do
equipamento e a perda da eficiência da moagem. As peneiras e as esferas compõem um
conjunto que se auto complementam, devido as suas especificações de tamanho.
Atipicamente, as respostas incorretas na avaliação desse treinamento foram nas alternativas
com dificuldades menores, conforme é apresentado pelo Gráfico 2.
Gráfico 2 – Distribuição das respostas em função da dificuldade das questões no treinamento da IT 02
Fonte: Arquivo do autor
Nota-se, pela distribuição das respostas na Tabela 2, que os colaboradores
atingiram a pontuação máxima (100%) nas questões relacionada à segurança na operação
(Questões 1 a 6), exceto pelo Colaborador 13 que atribuiu a alternativa incorreta na
Questão 3 (nível fácil). Consultado após a avaliação, o colaborador afirmou que houve
confusão na interpretação da pergunta: a dupla negação entre o advérbio “sempre” e a
preposição “sem”, confundiu a decisão de resposta do colaborador, o qual inferiu que
aquela questão era verdadeira. Essa ocorrência surgiu como um ponto de melhoria na
redação do texto do questionário.
À respeito da operação, houve divergência entre as respostas dadas pelos
funcionários. Cerca de 28% dos colaboradores erraram a questão referente à seleção dos
materiais do corpo de moagem. Na investigação desses erros, constatou-se que os
Colaboradores 7, 12, 17 e 18 não realizavam a operação de limpeza e troca de esferas na
Fácil (F) Média (M) Difícil (D)0%
50%
100%
Dificuldade das questões
Porc
enta
gem
(%)
IT 02 - Moinhos (Família 01)
Respostas incorretas: 3% Respostas corretas: 97%

37
parte interna do moinho, devido as suas descrições de cargo. No sentido de homogeneizar a
operação, foi proposta a abertura de treinamentos “On The Job” para esses colaboradores.
Pontualmente, o mesmo Colaborador 12 cometeu erro na resposta da Questão 13, à
respeito da velocidade de rotação do eixo agitador durante a realização da limpeza, pelo
mesmo motivo anterior. Os erros das Questões 19 e 22 também foram pontuais. Explicou-
se ao Colaborador 18 que é de extrema importância que as malhas dos filtros não
contenham nenhum rasgo que permita a passagem do produto que não seja entre as fibras
do tecido. De forma semelhante foi conduzido o discurso para o Colaborador 22:
enfatizou-se a importância das inspeções de qualidade ao final do envase, para evitar
problemas logísticos e na distribuição para os clientes. Todos colaboradores obtiveram
aproveitamentos superiores a 90% na avaliação dessa instrução de trabalho.
Tabela 2 – Resultados das avaliações do treinamento na IT 02 Questão 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
C E A (%) Dificuldade M D F M F D F M D F F F M M F F F F F M F F
Colaborador 1 C C C C C C C C C C C C C C C C C C C C C C 22 0 100
Colaborador 2 C C C C C C C C C C C C C C C C C C C C C C 22 0 100
Colaborador 3 C C C C C C C C C C C C C C C C C C C C C C 22 0 100
Colaborador 4 C C C C C C C E C C C C C C C C C C C C C C 21 1 95
Colaborador 5 C C C C C C C C C C C C C C C C C C C C C C 22 0 100
Colaborador 6 C C C C C C C C C C C C C C C C C C C C C C 22 0 100
Colaborador 7 C C C C C C C E C C C C C C C C C C C C C C 21 1 95
Colaborador 8 C C C C C C C C C C C C C C C E C C C C C C 21 1 95
Colaborador 9 C C C C C C C C C C C C C C C C C C C C C C 22 0 100
Colaborador 10 C C C C C C C C C C C C C C C C C C C C C C 22 0 100
Colaborador 11 C C C C C C C C C C C C C C C C C C C C C C 22 0 100
Colaborador 12 C C C C C C C E C C C C E C C C C C C C C C 20 2 91
Colaborador 13 C C E C C C C C C C C C C C C C C C C C C C 21 1 95
Colaborador 14 C C C C C C C C C C C C C C C C C C C C C C 22 0 100
Colaborador 15 C C C C C C C C C C C C C C C C C C C C C E 21 1 95
Colaborador 16 C C C C C C C C C C C C C C E E C C C C C C 20 2 91
Colaborador 17 C C C C C C C E C C C C C C C C C C C C C C 21 1 95
Colaborador 18 C C C C C C C E C C C C C C C C C C E C C C 20 2 91
C 18 18 17 18 18 18 18 13 18 18 18 18 17 18 17 16 18 18 17 18 18 17
E 0 0 1 0 0 0 0 5 0 0 0 0 1 0 1 2 0 0 1 0 0 1 A (%) 100 100 94 100 100 100 100 72 100 100 100 100 94 100 94 89 100 100 94 100 100 94
Legenda
A (%) Aproveitamento em porcentagem C Resposta respondida corretamente D Dificuldade da questão: Difícil E Resposta respondida incorretamente F Dificuldade da questão: Fácil M Dificuldade da questão: Média
Fonte: Arquivo do autor

38
5.2 FAMÍLIA 02
5.2.1 Dispersores – IT 03
De forma análoga à instrução de trabalho IT 01, foram enfatizadas as questões de
segurança de operação e procedimentos envolvendo tanques dispersores. Nessa avaliação,
os erros foram nas questões consideradas médias e uma difícil, conforme está apresentado
no Gráfico 3.
Gráfico 3 – Distribuição das respostas em função da dificuldade das questões no treinamento da IT 03
Fonte: Arquivo do autor
Houve certa deficiência na absorção de conhecimento à respeito da operação segura
dos equipamentos dessa família de produtos, conforme verifica-se na Tabela 3.
Na Questão 4, que define o local ideal para a pessoa se posicionar durante a
operação de subida e descida da tampa do dispersor, apenas 88% dos colaboradores
consideraram a resposta como verdadeira.
De forma semelhante, na Questão 10, 33% dos colaboradores responderam que a
operação deve ser realizada com a tampa do equipamento aberta, expondo os
colaboradores às partes rotativas do eixo dispersor.
Esses resultados evidenciam a necessidade de se aprimorar o foco na operação
segura desses equipamentos.
A Questão 11, que trata do sequenciamento das atividades para refrigerar o sistema,
foi tratada pontualmente, com os Colaboradores 4 e 6, que não haviam visualizado a
obrigatoriedade do sistema de refrigeração.
Fácil (F) Média (M) Difícil (D)0%
20%40%60%80%
100%
Dificuldade das questões
Porc
enta
gem
(%)
IT 03 - Dissolvers (Família 02)
Respostas incorretas: 5% Respostas corretas: 95%

39
Tabela 3 – Resultados das avaliações do treinamento na IT 03
Questão 1 2 3 4 5 6 7 8 9 10 11 12 13 C E A (%)
Dificuldade F F F M F F F M F D M F F Colaborador 1 C C C E C C C C C C C C C 12 1 92
Colaborador 2 C C C C C C C C C C C C C 13 0 100
Colaborador 3 C C C C C C C C C C C C C 13 0 100
Colaborador 4 C C C C C C C C C E E C C 11 2 85
Colaborador 5 C C C C C C C C C C C C C 13 0 100
Colaborador 6 C C C C C C C C C E E C C 11 2 85
Colaborador 7 C C C C C C C C C C C C C 13 0 100
Colaborador 8 C C C C C C C C C C C C C 13 0 100
Colaborador 9 C C C E C C C C C C C C C 12 1 92
Colaborador 10 C C C C C C C C C E C C C 12 1 92
Colaborador 11 C C C E C C C C C C C C C 12 1 92
Colaborador 12 C C C C C C C C C C C C C 13 0 100
Colaborador 13 C C C C C C C C C C C C C 13 0 100
Colaborador 14 C C C C C C C C C C C C C 13 0 100
Colaborador 15 C C C C C C C C C C C C C 13 0 100
Colaborador 16 C C C C C C C C C E C C C 12 1 92
Colaborador 17 C C C C C C C C C E C C C 12 1 92
Colaborador 18 C C C E C C C C C E C C C 11 2 85
C 18 18 18 14 18 18 18 18 18 12 16 18 18
E 0 0 0 4 0 0 0 0 0 6 2 0 0
A (%) 100 100 100 78 100 100 100 100 100 67 89 100 100
Legenda
A (%) Aproveitamento em porcentagem C Resposta respondida corretamente D Dificuldade da questão: Difícil E Resposta respondida incorretamente F Dificuldade da questão: Fácil M Dificuldade da questão: Média
Fonte: Arquivo do autor
5.2.2 Moinhos – IT 04
Os moinhos da Família 02 apresentam algumas características semelhantes aos
moinhos da Família 01. Entretanto, os parâmetros de processo são específicos para
produção com viscosidade mais elevada. Nesse treinamento, houve aproveitamento de
94%, conforme pode ser visto no Gráfico 4.
40
Gráfico 4 – Distribuição das respostas em função da dificuldade das questões no treinamento da IT 04
Fonte: Arquivo do autor
A Tabela 4 apresenta os aproveitamentos individuais nas respectivas questões.
Tabela 4 – Resultados das avaliações do treinamento na IT 04
Questões 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 C E A (%)
Dificuldade F D D M F F D D M F F F M M M D F M F Colaborador 1 C C C C C C C C C C C C C C E E C C C 17 2 89%
Colaborador 2 C C C C C C C C C C C C C C C C C C C 19 0 100%
Colaborador 3 C C C C C C C C C C C C C C E C C C C 18 1 95%
Colaborador 4 C C C C C C C C C C C C C C C C C C C 19 0 100%
Colaborador 5 C C C C C C C C C C C C C C C C C C C 19 0 100%
Colaborador 6 C C E C C C C C C C C C C C C C C C C 18 1 95%
Colaborador 7 C C C C C E E E C C C C C C E C C C C 15 4 79%
Colaborador 8 C C C C C C C C C C C C C C C C C C C 19 0 100%
Colaborador 9 C C C C C C C C C C C C C C E E C C C 17 2 89%
Colaborador 10 C C C C C C C C C C C C C C C C C C C 19 0 100%
Colaborador 11 C C C C C C C C C C C C C C C C C C C 19 0 100%
Colaborador 12 C C C C C E C E E C C C C C E C C C C 15 4 79%
Colaborador 13 C C C C C C C C C C C C C C C C C C C 19 0 100%
Colaborador 14 C C C C C C C C C C C C C C C C C C C 19 0 100%
Colaborador 15 C C C C C C C C C C C C C C E C C C C 18 1 95%
Colaborador 16 C C C C C C C E C C C C C C C C C C C 18 1 95%
Colaborador 17 C C C C C C C E C C C C C C E C C C C 17 2 89%
Colaborador 18 C C C C C C E C C C C C C C E C C C C 17 2 89%
C 18 18 17 18 18 16 16 14 17 18 18 18 18 18 10 16 18 18 18
E 0 0 1 0 0 2 2 4 1 0 0 0 0 0 8 2 0 0 0
A (%) 100 100 94 100 100 89 89 78 94 100 100 100 100 100 56 89 100 100 100
Legenda
A (%) Aproveitamento em porcentagem C Resposta respondida corretamente D Dificuldade da questão: Difícil E Resposta respondida incorretamente F Dificuldade da questão: Fácil M Dificuldade da questão: Média
Fonte: Arquivo do autor
Fácil (F) Média (M) Difícil (D)0%
20%40%60%80%
100%
Dificuldade das questões
Porc
enta
gem
(%)
IT 04 - Moinhos (Família 02)
Respostas incorretas: 6% Respostas corretas: 94%

41
Em relação às questões de segurança, houve apenas uma resposta incorreta, a qual
foi tratada pontualmente com o Colaborador 6. É possível notar que os Colaboradores 7,
12, 17 e 18 novamente tiveram os maiores erros, assim como aconteceu na avaliação da IT
02, justificado pela falta de habilidade prática por parte desses colaboradores. Foi notado
também a dificuldade dos colaboradores em relação à Questão 15, apenas 55% dos
treinandos responderam corretamente sobre a sequencia de ligação/desligamento do
sistema bomba-moinho, o que representa a necessidade de se avaliar se a operação está
sendo conduzida corretamente, para evitar-se desgastes dos equipamentos.
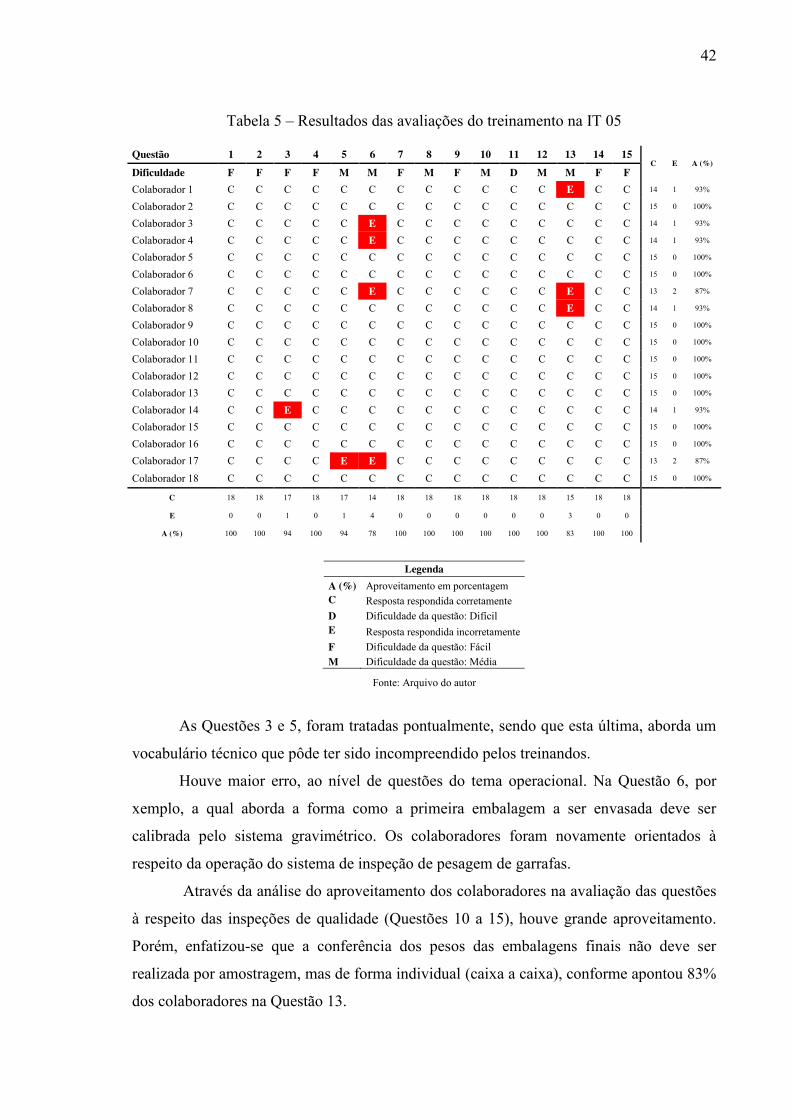
5.2.3 Envase – IT 05
A etapa de envase é a última antes de o produto ser envasado e destinado à
distribuição. Apesar do foco do programa de treinamento nesse momento ser as atividades
operacionais, durante o treinamento e na avaliação estabeleceu-se, principalmente uma
conexão da influência das atividades operacionais nas questões da qualidade. Foi obtido
um alto índice de aproveitamento (97% das questões foram respondidas corretamente),
conforme pode-se observar no Gráfico 5.
Gráfico 5 – Distribuição das respostas em função da dificuldade das questões no treinamento da IT 05
Fonte: Arquivo do autor
De acordo com a Tabela 5, em relação à segurança na operação de limpeza com
trabalho em altura, todos os colaboradores responderam corretamente a questão.
Fácil (F) Média (M) Difícil (D)0%
20%40%60%80%
100%
Dificuldade das questões
Porc
enta
gem
(%)
IT 05 - Envase (Família 02) Respostas incorretas: 3% Respostas corretas: 97%
42
Tabela 5 – Resultados das avaliações do treinamento na IT 05
Questão 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 C E A (%)
Dificuldade F F F F M M F M F M D M M F F Colaborador 1 C C C C C C C C C C C C E C C 14 1 93%
Colaborador 2 C C C C C C C C C C C C C C C 15 0 100%
Colaborador 3 C C C C C E C C C C C C C C C 14 1 93%
Colaborador 4 C C C C C E C C C C C C C C C 14 1 93%
Colaborador 5 C C C C C C C C C C C C C C C 15 0 100%
Colaborador 6 C C C C C C C C C C C C C C C 15 0 100%
Colaborador 7 C C C C C E C C C C C C E C C 13 2 87%
Colaborador 8 C C C C C C C C C C C C E C C 14 1 93%
Colaborador 9 C C C C C C C C C C C C C C C 15 0 100%
Colaborador 10 C C C C C C C C C C C C C C C 15 0 100%
Colaborador 11 C C C C C C C C C C C C C C C 15 0 100%
Colaborador 12 C C C C C C C C C C C C C C C 15 0 100%
Colaborador 13 C C C C C C C C C C C C C C C 15 0 100%
Colaborador 14 C C E C C C C C C C C C C C C 14 1 93%
Colaborador 15 C C C C C C C C C C C C C C C 15 0 100%
Colaborador 16 C C C C C C C C C C C C C C C 15 0 100%
Colaborador 17 C C C C E E C C C C C C C C C 13 2 87%
Colaborador 18 C C C C C C C C C C C C C C C 15 0 100%
C 18 18 17 18 17 14 18 18 18 18 18 18 15 18 18
E 0 0 1 0 1 4 0 0 0 0 0 0 3 0 0
A (%) 100 100 94 100 94 78 100 100 100 100 100 100 83 100 100
Legenda
A (%) Aproveitamento em porcentagem C Resposta respondida corretamente D Dificuldade da questão: Difícil E Resposta respondida incorretamente F Dificuldade da questão: Fácil M Dificuldade da questão: Média
Fonte: Arquivo do autor
As Questões 3 e 5, foram tratadas pontualmente, sendo que esta última, aborda um
vocabulário técnico que pôde ter sido incompreendido pelos treinandos.
Houve maior erro, ao nível de questões do tema operacional. Na Questão 6, por
xemplo, a qual aborda a forma como a primeira embalagem a ser envasada deve ser
calibrada pelo sistema gravimétrico. Os colaboradores foram novamente orientados à
respeito da operação do sistema de inspeção de pesagem de garrafas.
Através da análise do aproveitamento dos colaboradores na avaliação das questões
à respeito das inspeções de qualidade (Questões 10 a 15), houve grande aproveitamento.
Porém, enfatizou-se que a conferência dos pesos das embalagens finais não deve ser
realizada por amostragem, mas de forma individual (caixa a caixa), conforme apontou 83%
dos colaboradores na Questão 13.

43
5.3 ASPECTOS GERAIS
Analisando-se os índices de aproveitamento geral da população das pessoas
treinadas, é possível inferir que houve transmissão dos conhecimentos técnicos à respeito
das operações (teóricos) para a equipe operacional, inclusive a própria ferramenta de
avaliação AVALON classificou esse programa de treinamento como pró-ativo, através de
um escala própria, com médias superiores a 3 (de 1,00 a 4,00), conforme é apresentado na
Tabela 6.
Tabela 6 – Resultado das avaliações e legenda
Fonte: Arquivo do autor
Todos os colaboradores, sem exceção, atingiram o aproveitamento mínimo
desejado de 75% de respostas corretas em cada uma das cinco avaliações.

44
6 CONCLUSÃO
Numa visão geral, a garantia da homogeneidade do conhecimento e da disciplina
operacional dentro da equipe é um dos fatores essenciais ao sucesso do sistema produtivo e
dos empreendimentos. Observa-se que a equipe operacional é um dos elementos-chave
para o funcionamento da cadeia produtiva e a implementação de um programa de
treinamento relacionado ao comportamento (DO) contribui juntamente para melhoria
contínua da produtividade.
A partir das observações dos resultados obtidos nas avaliações dos treinamentos
realizados na planta de produção de preparações pigmentárias pode-se afirmar que, após
realizar a reciclagem dos conhecimentos dos colaboradores, a partir de treinamentos
focados nas atividades operacionais, há existência de certa homogeneidade nas respostas
dos colaboradores diante das exigências mínimas do padrão requerido pela liderança.
Todos os colaboradores obtiverem aproveitamento superior a 75% nas avaliações e
foram considerados aptos a desenvolverem as atividades propostas pelos procedimentos.
Contanto, foi possível identificar algumas falhas de absorção de conhecimento, ficando
evidente que os conhecimentos tácitos, adquiridos pelas pessoas nas atividades práticas
desenvolvidas ao longo dos anos, se sobrepõem àqueles adquiridos teoricamente,
especialmente quando as pessoas são avaliadas.
Notou-se a importância do acompanhamento da liderança em todas as etapas da
implementação do programa de treinamento. Além de manter a cultura de disciplina
operacional, importante para o sucesso do empreendimento, a monitoração constante da
liderança permite a orientação e o tratamento adequado aos desvios da DO.
A planta do estudo de caso mantém há seis anos o índice zero de acidentes e através
desse trabalho percebeu-se que o índice pode ser mantido aplicando-se os conceitos de
disciplina operacional aos processos, devido ao comprometimento observado entre os
colaboradores da unidade na busca pela melhoria contínua.
Nesse sentido, o presente estudo de caso serve de base para realimentar programas
de melhoria contínua futuros, pois foram apresentadas informações quantitativas do
período trabalhado. Além da possibilidade de ser utilizado como comparativo em outros
estudos, esse trabalho também poderá ser utilizado como uma base concreta para
investimentos futuros em capacitação e reciclagem de treinamentos em procedimentos
operacionais.

45
REFERÊNCIAS BIBLIOGRÁFICAS
ABNT, ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR ISO 10.015: Gestão da Qualidade - Diretrizes para treinamento. Rio de Janeiro: [s.n.], 2001.
ANGUERA, M. T. Metodología de la observación en las Ciencias Humanas. 6a. ed. Madrid: Cátedra, 1985. 214 p.
BURGESS, R. G. In The Field: An Introduction To Field Research. Nova Iorque: Routledge, 2002. 272 p.
CCPS - CENTER FOR CHEMICAL PROCESS SAFETY, American Institute Of Chemical Engineering. Conduct of Operations and Operational Discipline: For Improving Process Safety in Industry. 1a. ed. New York: John Wiley & Sons, Inc., 2011. 242 p.
CHIAVENATO, I. Recursos Humanos: o capital humano das organizações. 9. ed. Rio de Janeiro: Elsevier, 2009.
CORRÊA, H. L.; CORRÊA, C. A. Administração de produção e operações: manufatura e serviços : uma abordagem estratégica. 3. ed. São Paulo: Atlas, 2012.
DA SILVA, B. F. P. Lean Manufacturing na Indústria de Embalagens Metálicas. Dissertação de Mestrado, Porto, 7 Fevereiro 2011.
FREEMAN, C.; LOUÇÃ, F. As Time Goes By: From the industrial Revolutions to the Information Revolution. Oxford: Oxford University Press, 2001.
GHINATO, P. Sistema Toyota de produção: mais do que simplesmente Just-in-Time. Revista Produção. São Paulo, vol. 5, n. 2, 1995. 169-189.
GOODE, W. J.; HATT, P. K. Métodos em pesquisa social. 5ª. ed. São Paulo: Companhia Editora Nacional, 1979. 422 p.
KLEIN, J. A. Operational discipline in the workplace. Process Safety Progress, 24, Wilmington, 2005. 228-235.
KLEIN, J. A.; BRADSHAW, W. M.; HEUVEL, L. N. V.; LORENZO, D. K.; KEEPORTS, G. Implementing an effective conduct of operations and operational. Journal of Loss Prevention in the Process Industries, 24, Wilmington, 2011. 98-104.
LIKER, J. K.; MEIER, D. O Modelo Toyota: manual de aplicação. Tradução de Lene Belon Ribeiro. Porto Alegre: Bookman, 2007. 432 p.
LIN, W. T.; WU, Y. C.; TUNG, C. L.; HUANG, M. R.; QUIN, R. S. Establishing ISO 10015 accreditation system performance model for domestic enterprises. Expert Systems with Applications, Taipé, Taiwan, 2010. 4119-4127.
LÜDKE , M.; ANDRÉ, M. Pesquisa em educação: abordagens qualitativas. EPU, São Paulo, 1986.

46
MCCABE, W. L.; SMITH, J. C.; HARRIOT, P. Unit Operations of Chemical Engineering. 3. ed. Singapore: McGraw-Hill, 1997.
MINTZBERG, H. Criando organizações eficazes: estruturas em cinco configurações. Tradução de Ailton Bomfim Brandão. 2. ed. São Paulo: Atlas, 2012.
MTE, MINISTÉRIO DO TRABALHO E EMPREGO. NR-12: Segurança no trabalho em máquinas e equipamentos. Atualização: Portaria SIT n.º 197, de 17 de dezembro de 2010. ed. Brasília: [s.n.], 1978.
OLIVEIRA, O. J.; PALMISANO, A.; MAÑAS, A. V.; MODIA, E. C.; MACHADO, C. Gestão da qualidade: tópicos avançados. 1. ed. São Paulo: Cengage Learning, 2004.
RODRIGUES, F. R. Treinamento em saúde e segurança do trabalho. São Paulo: LTr, 2009.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da produção. 3. ed. São Paulo: Atlas, 2009.
SOUZA, C. J.; SOUZA, A. A. A. Da Pré-História à Pós-Escrita. Revista Eletrônica de Ciências da Educação, Coimbra, n. ed. 1, vol.1, n. 1, Junho 2002.
SPECTOR, P. E. Psicologia nas Organizações. Tradução de Cristina Yamagami. 4. ed. São Paulo: Saraiva, 2012.
TRASK, M. N. Operating discipline. Plant/Operations Progress 9, 1990. 158-160.
VAUGHEN, B. K.; KLEIN, J. A. Improving Operational Discipline to Prevent Loss of Containment Incidents. Process Safety Progress 30, Wilmington, Setembro 2011. p. 216-220.
VENTURA, M. M. O Estudo de Caso como Modalidade de Pesquisa. SOCERJ, Rio de Janeiro, n. 20, p. 383-386, Outubro 2007.
WOMACK, J. P.; JONES, D. T.; ROOS, D. A máquina que mudou o mundo. Rio de Janeiro: Campus, 2004. 342 p.
YIN, K. R. Estudo de caso: planejamento e métodos. Tradução de Daniel Grassi. 2. ed. Porto Alegre: [s.n.], 2001. 205 p.

ANEXO I.A REPRESENTAÇÃO GRÁFICA DO APROVEITAMENTO DAS AVALIAÇÕES
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 180%
10%20%30%40%50%60%70%80%90%
100%
Colaborador
Apr
ovei
tam
ento
(%)
IT 01 - Dispersores e Tanques (Família 01)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 180%
10%20%30%40%50%60%70%80%90%
100%
Colaborador
Apr
ovei
tam
ento
(%)
IT 02 - Moinhos (Família 01)
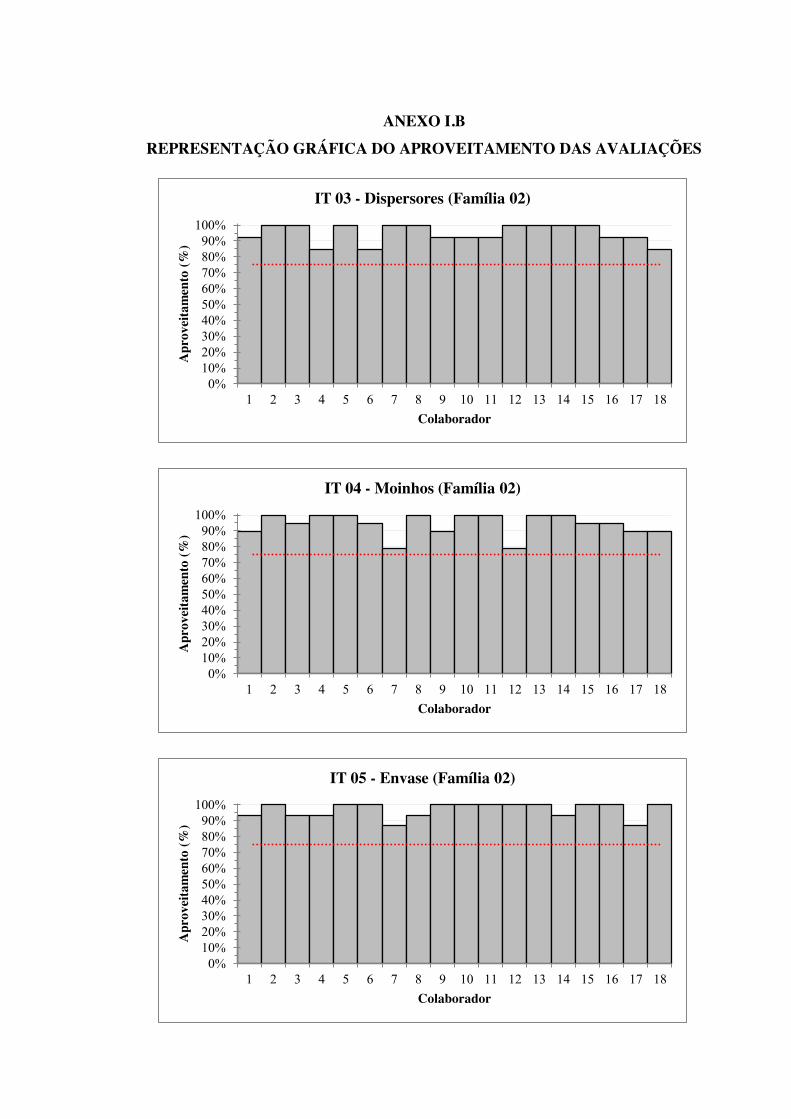
ANEXO I.B REPRESENTAÇÃO GRÁFICA DO APROVEITAMENTO DAS AVALIAÇÕES
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 180%
10%20%30%40%50%60%70%80%90%
100%
Colaborador
Apr
ovei
tam
ento
(%)
IT 03 - Dispersores (Família 02)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 180%
10%20%30%40%50%60%70%80%90%
100%
Colaborador
Apr
ovei
tam
ento
(%)
IT 04 - Moinhos (Família 02)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 180%
10%20%30%40%50%60%70%80%90%
100%
Colaborador
Apr
ovei
tam
ento
(%)
IT 05 - Envase (Família 02)

CONFIDENCIAL: Os parâmetros de processo confidenciais foram suprimidos por uma tarja preta para preservar a confidencialidade do processo.
ANEXO II.A – FAMÍLIA 01 IT 01 - Operação de Dispersores e Tanque (Família 01) 1. Assinale a alternativa que estabelece a correta relação entre letra e número, de acordo com as definições dos equipamentos: A. Dispersores B. Tanques de ajuste C. Tanques de fabricação
I. São equipamentos destinados à mistura, homogeneização e micronização de partículas de pigmento em meio aquoso sem a necessidade de utilizar os moinhos.
II. Têm por finalidade armazenar os produtos provenientes dos moinhos, preparados para receberem os ajustes destinados a cada produto armazenado.
III. Têm por finalidade a preparação/dissolução da carga para a moagem nos moinhos, preparados durante o processo de moagem.
A e II; B e III; C e I.
A e II; B e III; C e I.
A e I; B e III; C e II.
A e I; B e II; C e III.
Nenhuma das anteriores
Assinale apenas as alternativas verdadeiras, referentes a segurança na operação dos equipamentos Família 01:
2.
Os tanques possuem botoeiras liga/desliga e seccionadoras de segurança para travamento com cadeados independentes.
3.
Em caso de falha operacional, mecânica ou elétrica e o equipamento não desarmar, desligá-lo e comunicar o Supervisor de produção ou o Operador responsável.
4.
As válvulas de fundo dos dispersores e tanques devem estar abertas antes de se iniciar quaisquer atividades. (fechadas)
5.
Além dos EPIs obrigatórios (capacete, óculos e sapato de segurança), é necessário utilizar protetores auriculares, devido ao ruído dos equipamentos. No carregamento de amônia em solução deve-se utilizar máscara com filtro contra gases e vapore. No carregamento de pós, utilizam-se máscara contra poeira (tipo P1), macacão Tyvek® e luvas adequadas à operação.
6.
Não é preciso ter cuidado com as sacarias, pois elas não podem escorregar para dentro dos tanques em agitação e não comprometem a qualidade final do produto.
7.
A utilização do sistema duplo de exaustão durante o carregamento de pós é obrigatória. Se esses equipamentos não estiverem funcionando corretamente, todas as atividades devem ser interrompidas, devido ao risco de contaminação ambiental.
8.
No carregamento de matérias-primas nos tanques, após levantar a tampa frontal, a grade de proteção deverá ficar fechada.
Em relação ao procedimento operacional dos dispersores e tanques Família 01, assinale apenas as alternativas corretas:
9.
Após a adição das matérias-primas, iniciar a homogeneização da carga em baixa rotação.
10.
Manter o agitador ligado em alta rotação e realizar a raspagem da parede do tanque. (Parar)
11.
Após o término da dispersão, envia-se uma amostra para o Laboratório de Controle de Qualidade e aguarda-se a liberação ou ajuste do produto.
12.
As embalagens são preparadas no piso 0m, conforme indicação na folha de produção.

CONFIDENCIAL: Os parâmetros de processo confidenciais foram suprimidos por uma tarja preta para preservar a confidencialidade do processo.
ANEXO II.B – FAMÍLIA 01 (continuação)
IT 02 - Operação de Moinhos (Família 01) Assinale apenas as alternativas verdadeiras, referentes a segurança na operação dos moinhos horizontais (Família 01):
1.
Antes de iniciar a operação de moagem, verifica-se o esquema de pressurização do moinho. O termossifão tem como principal objetivo pressurizar e lubrificar o selo mecânico.
2.
O termossifão deve estar pressurizado no mínimo em CONFIDENCIAL bar. A pressurização é realizada através da válvula reguladora de pressão.
3.
O nível do líquido de vedação dentro do reservatório deve-se situar entre as faixas MÍN e MÁX no visor do reservatório. O equipamento deve operar sempre sem o líquido; (nunca)
4.
Uma pequena evaporação do líquido de vedação é esperada, portanto é sempre necessário a verificação do nível e, caso necessário, completar com a solução de CONFIDENCIAL. Caso o nível esteja baixando muito, comunicar a Manutenção, pois o selo mecânico pode estar danificado.
5.
O esquema de refrigeração garante que o equipamento esteja devidamente refrigerado. Deve-se verificar a refrigeração do termossifão, da tampa e da câmara de moagem. A água gelada também refrigera o eixo agitador.
6.
Os moinhos contam com duas instalações de segurança: pressostato e termostato. O pressostato está regulado com pressão máxima de CONFIDENCIAL e a temperatura máxima de operação não deve ultrapassar CONFIDENCIAL.
Assinale as alternativas verdadeiras referentes ao procedimento operacional dos moinhos horizontais (Família 01):
7.
No abastecimento da câmara de moagem com esferas, o tipo de peneira é selecionado de acordo com o tipo de esferas a serem utilizadas. As esferas são selecionadas de acordo com o produto e com as informações na folha de produção.
8.
Na câmara só devem ser colocadas esferas de um mesmo material, caso contrário haverá um grande desgaste. Utilizam-se 3 (três) tipos diferentes de esferas nos moinhos: CONFIDENCIAL, CONFIDENCIAL e CONFIDENCIAL. (apenas dois tipos de esferas, o terceiro tipo é utilizado na Família 02 de produtos).
9.
O grau de enchimento de esferas na câmara de moagem deve estar situado entre 75 a 85% do volume útil da câmara. Atualmente, são utilizados CONFIDENCIAL litros de esferas
10.
A vazão de saída de produto da câmara de moagem deve ser contínua e uniforme, evidenciando que não há entupimento da peneira.
11.
Quando ocorre entupimento da peneira, o Operador deve verificar se a causa são as esferas desgastadas, realizando a limpeza da peneira. Se o problema persistir, as esferas devem ser substituídas uma semana depois. (imediatamente).
12.
Os pinos no eixo agitador devem estar alinhados paralelamente e sem indícios da danos.
13.
Utilizar baixa rotação (CONFIDENCIAL rpm) no eixo agitador para a lavagem, limpeza e descontaminação de produto. Isso causa menores desgastes de esferas e do próprio equipamento.
14.
O roto-estator encontra-se no piso 0m. Acopla-se o mangote do fundo do tanque à entrada dELE. Acopla-se a saída do roto-estator à tubulação de retorno ao tanque, para que haja a recirculação pelo tempo determinado na prescrição de fabricação do produto.
15.
Nunca deixar o moinho funcionando por algum tempo sem haver fluxo de produto, pois ocorrerá moagem demasiada das partículas, consumindo a parte líquida, ocorrendo aquecimento, endurecimento e danificação do moinho.
16.
Ao término da Operação, ou quando necessário, desligar primeiramente o moinho e à seguir a bomba, evitando-se a compactação das esferas no final do recipiente provocado pelo fluxo do produto. (primeiramente a bomba)
Assinale as alternativas verdadeiras referentes ao procedimento de descarga dos tanques:
17.
Na descarga, acoplar o mangote na tubulação da válvula de fundo do tanque e a outra extremidade no filtro GAF.
18.
As embalagens e etiquetas são preparadas em quantidades necessárias, de acordo com as informações na folha de produção. É importante conferir se as embalagens e os lacres a serem utilizados estão de acordo com o produto a ser envasado e verificar as condições físicas das embalagens.
19. As malhas de filtro (mangas) estão localizadas na parte superior do equipamento filtrante. Elas não são removíveis e devem conter rasgos e pequenos furos.
20. É necessário verificar se os containeres possuam válvula de rosca grossa e que as suas bases tenham a barra inferior de proteção contra tombamento.
21. As bombonas e tambores devem possuir apenas uma etiqueta. Os contentores devem possuir duas etiquetas.
22. A logística retira o material da produção mesmo se a embalagem apresentar danos, resíduos de produto sobre a embalagem e se não estiver em boas condições para o transporte.

CONFIDENCIAL: Os parâmetros de processo confidenciais foram suprimidos por uma tarja preta para preservar a confidencialidade do processo.
ANEXO II.C – FAMÍLIA 02
IT 03 - Operação de Dispersor (Família 02) Assinale apenas as alternativas verdadeiras, referentes a segurança na operação dos dispersores Família 02.
1.
Os tanques (tachos) são equipamentos monitorados pela NR13.
2.
O equipamento poderá ligar com as garras abertas e sem tacho. (não)
3.
O equipamento conta com um limitador de posicionamento vertical (altura) .
4.
Ao ouvir o sinal sono, deve-se permanecer dentro da faixa de segurança (limitador de acesso ao equipamento). (atrás)
5.
Após a utilização do equipamento, o colaborador fixa a proteção do disco dispersor contra cortes no disco.
Em relação ao procedimento operacional dos dispersores Família 02, assinale apenas as alternativas corretas:
6.
Antes de iniciar a operação, deve-se verificar as condições de limpeza do tanque.
7. Antes de iniciar qualquer atividade, deve-se verificar se a válvula de fundo do tanque está fechada.
8. No carregamento das matérias-primas líquidas, o tanque deve ser posicionado sobre a balança. Em seguida, a balança deve
ser tarada. Ter atenção nos nomes dos materiais e as quantidades a serem pesadas.
9.
Na adição de pós, a utilização do sistema de exaustão não é obrigatória. (é)
10.
Logo após a adição dos pós, a carga é homogeneizada ainda com a tampa do dissolvedor aberta, conforme a folha de produção. (fechada)
11.
Após a homogeneização é obrigatório acoplar as conexões de água gelada no tanque com produto, necessário para a refrigeração do sistema.
12. A velocidade de rotação (rpm) e tempo (horas) de dispersão é definido conforme a folha de produção.
13.
Para a vedação do sistema, é necessário ter atenção no ajuste da tampa com o tanque, de forma que ocorra a vedação do sistema.

CONFIDENCIAL: Os parâmetros de processo confidenciais foram suprimidos por uma tarja preta para preservar a confidencialidade do processo.
ANEXO II.D – FAMÍLIA 02 (continuação)
IT 04 - Operação de Moinhos (Família 02) Assinale apenas as alternativas verdadeiras, referentes a segurança na operação dos moinhos (Família 02).
1.
O moinho possui um sistema de pressurização (termossifão) para garantir a proteção do selo mecânico.
2.
Na linha de alimentação da bomba/entrada do moinho, possui um pressostato para limitar a pressão no interior da câmara de moagem. Este pressostato está regulado com pressão máxima de CONFIDENCIAL.
3.
Na linha de saída do moinho, possui um termostato/PT100 que indica a temperatura do produto. A temperatura máxima de operação não deve ultrapassar CONFIDENCIAL.
4.
Os moinhos Família 02 são abastecidos com esferas CONFIDENCIAL de CONFIDENCIAL a CONFIDENCIAL mm, de acordo com o produto a ser fabricado.
Assinale as alternativas verdadeiras referentes às condições mínimas de operação dos moinhos (Família 02):
5.
As linhas de água gelada deve estar desativadas (recirculando normalmente).
6.
O nível do líquido de vedação do pressostado deve se situar entre as faixas mínima e máxima.
7.
O termossifão deve estar pressurizado no mínimo em CONFIDENCIAL.
8.
O pressostato localizado na tubulação de entrada de produto deve estar devidamente calibrado para desligar a bomba em CONFIDENCIAL bar e o moinho em CONFIDENCIAL bar.
9.
A bomba deve estar seca. (instalada na posição afogada)
10.
O sentido de rotação da bomba foi verificado. Assinale as alternativas verdadeiras referentes ao procedimento operacional dos moinhos (Família 02):
11.
Ligar primeiramente o moinho, ajustando a rotação para CONFIDENCIAL rpm. Em seguida, ligar a bomba de alimentação ajustada com vazão para CONFIDENCIAL litro/min.
12.
A quantidade de passes pelo moinho necessário para cada produto deve ser seguido pelas orientações da folha de produção.
13.
Após o(s) passe(s) pelo moinho, retirar amostra e enviar para o laboratório de controle de qualidade. A necessidade dos ajustes serão informados pelo laboratório.
14. Os ajustes são seguidos conforme orientações da folha de produção, até a liberação final do produto.
15. Para a limpeza do sistema bomba e moinho, deve-se conectar a mangueira da linha de água industrial que contém a
válvula redutora de pressão na entrada do moinho. É realizada uma pré-lavagem ligando o moinho em alta rotação. (baixa rotação), ligando a bomba e passando água pelo sistema.
16.
Após a pré-lavagem, manter a bomba ligada e desmontar as tubulações, estator e bomba. (desligar a bomba)
17.
Lavar as peças até total limpeza. Remontar o sistema.
18.
Para uma limpeza completa do sistema, encher o container com CONFIDENCIAL e bombear através do sistema.
19.
Remover todos os resíduos de produto para evitar contaminações (alterações colorísticas) no próximo produto.

CONFIDENCIAL: Os parâmetros de processo confidenciais foram suprimidos por uma tarja preta para preservar a confidencialidade do processo.
ANEXO II.E – FAMÍLIA 02 (continuação)
IT 05 - Sistema de Envase (Família 02) 1. Assinale apenas UMA alternativa correta, referente a segurança na operação das envasadeiras:
Utilizar sempre a cadeira para realizar a limpeza do funil de aço inox (trabalho em altura).
Utilizar sempre a mesa para realizar a limpeza do funil de aço inox (trabalho em altura).
Utilizar sempre a escada de madeira para realizar a limpeza do funil de aço inox (trabalho em altura).
Utilizar sempre a balança para realizar a limpeza do funil de aço inox (trabalho em altura).
Utilizar sempre a empilhadeira para realizar a limpeza do funil de aço inox (trabalho em altura). Procedimento operacional das envasadeiras:
2.
Verificar sempre a limpeza do equipamento antes de iniciar a descarga de produto no funil. Caso seja necessário, seguir o procedimento de limpeza do equipamento.
3.
Os rótulos impressos e as embalagens devem ser conferidos e não devem estar de acordo com a folha de produção. (devem) estar
4.
O operador dirige-se para o piso 3,5m e confere se o container com o produto a ser envasado está corretamente acoplado na envasadeira que será utilizada e se as informações da folha de produção correspondem ao produto em questão.
5.
No painel de controle da envasadeira, inserir as informações de viscosidade do produto. (massa específica)
6.
Começa-se a descarga na primeira garrafa em sistema manual.
7.
Após o enchimento da garrafa, coloca-se a tampa. Direciona-se para a rosqueadeira. Ocorre o fechamento através do torque aplicado sobre as tampas.
8.
Regula-se a pressão de trabalho da rosqueadeira conforme análise de torque definido pela especificação presente na folha de controle. Para essa operação é utilizado o equipamento denominado torquímetro.
9.
Após a conferência e confirmação do peso, coloca-se o equipamento no sistema automático e dá continuidade ao envase da garrafas.
As inspeções de qualidade são de extrema importância para evitar problemas nos cliente. Em relação às inspeções de qualidade no envase:
10.
A cada 15 garrafas envasadas, o operador pesa um garrafa novamente para avaliar se a balança não perdeu a aferição.
11.
O torque de fechamento das garrafas é analisado a cada 1 (uma) hora com 4 (quatro) amostras devidamente registrados na carta de controle.
12.
Antes das garrafas serem colocadas em caixa de papelão com espaço para três ou duas garrafas, de acordo com a folha de produção, o operador realiza uma inspeção visual, buscando identificar se as embalagens não apresentam vazamento ou problema de compatibilidade da tampa com a garrafa e se não existem resíduos do produto sobre a embalagem. Atentar-se para o fechamento correto da caixa, selando-a com fita adesiva transparente.
13.
Apenas algumas caixas têm seus pesos conferidos. Não é necessário pesar todas as caixas.
14.
Após colocar as caixa no pallet, o operador realiza a inspeção visual, buscando identificar se a embalagem final não apresenta danos, Identifica se não existem resíduos de produto sobre as caixas e verifica se a embalagem final está em boas condições para o transporte.
15.
A logística não retira o material da produção caso a embalagem apresente algum dano ou resíduos de produtos sobre as caixas.