universidade de sÃo paulo taline marciano da...
TRANSCRIPT

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA – EEL/USP
TALINE MARCIANO DA SILVA
PROJETO DE UM SISTEMA DE LIMPEZA DE TANQUES DE PRECIPITAÇÃO UTILIZANDO A TECNOLOGIA DE DISPERSORES DE PULVERIZAÇÃO
Lorena – SP
2015

TALINE MARCIANO DA SILVA
PROJETO DE UM SISTEMA DE LIMPEZA DE TANQUES DE PRECIPITAÇÃO UTILIZANDO A
TECNOLOGIA DE DISPERSORES DE PULVERIZAÇÃO
Monografia apresentada como requisito parcial para conclusão de Graduação do Curso Engenharia Química.
Orientador: Prof. João Paulo Alves Silva
Lorena – SP
2015

AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIOCONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE
Ficha catalográfica elaborada pelo Sistema Automatizadoda Escola de Engenharia de Lorena,
com os dados fornecidos pelo(a) autor(a)
Silva, Taline Marciano da Projeto de um sistema de limpeza de tanques deprecipitação utilizando a tecnologia de dispersoresde pulverização / Taline Marciano da Silva;orientador João Paulo Alves Silva. - Lorena, 2015. 85 p.
Monografia apresentada como requisito parcialpara a conclusão de Graduação do Curso de EngenhariaQuímica - Escola de Engenharia de Lorena daUniversidade de São Paulo. 2015Orientador: João Paulo Alves Silva
1. Fungicidas. 2. Precipitação. 3. Depósito. 4.Pulverização. 5. Bicos. I. Título. II. Silva, JoãoPaulo Alves, orient.


DEDICATÓRIA
Aos meus pais e irmã que são meu
alicerce e foram a minha força durante os
anos de graduação.

AGRADECIMENTOS
Eu agradeço a Deus, pois vejo seu milagre na minha vida todos os dias e acredito em Seu
plano para a minha futura vida como engenheira química.
Agradeço aos meus pais, Sônia e Celso que sempre me incentivaram a crescer e buscar
desafios. Vocês plantaram em mim a vontade de ser diferente e fazer a diferença para um
mundo melhor. Eu dedico a minha formação e a minha vida a vocês.
Agradeço a minha irmã Nicole que sempre me recebeu em casa com amor infinito e, mesmo
sendo mais nova, sempre me ensinou muito.
Agradeço aos meus amigos Tiemi, Bruno, Bárbara e Paulo que foram a minha família em
Lorena.
Agradeço ao Gabriel pelo companheirismo e amor nos momentos bons e conselhos e
paciência nos momentos difíceis.
Agradeço a toda equipe da Dow AgroSciences, em especial a Érica que me ofereceu
conhecimento, amizade e muita ajuda para realizar o projeto.
Agradeço ao meu orientador professor João Paulo por todo auxílio e atenção durante o
desenvolvimento do TCC.

EPÍGRAFE
"Descobri como é bom chegar quando se tem
paciência. E para se chegar, onde quer que seja,
aprendi que não é preciso dominar a força, mas a
razão. É preciso, antes de mais nada, querer."
Amyr Klink
RESUMO
SILVA, T. M. Projeto de um sistema de limpeza de tanques de precipitação utilizando a
tecnologia de dispersores de pulverização. 2015. f 78. Monografia – Escola de Engenharia de
Lorena, Universidade de São Paulo, Lorena, 2014.
O presente trabalho consiste em um projeto para melhoria do processo de fabricação do
fungicida Dithane®, produzido pela empresa Dow AgroSciences na planta de Jacareí, São
Paulo. O projeto teve como principal objetivo evitar acúmulo e depósito de material nas
paredes e agitadores dos tanques de precipitação, melhorando assim o desempenho da
síntese do precipitado e trazendo benefícios para todo o processo que ocorre após essa
etapa. Neste sentido foi avaliada a possibilidade da instalação de tecnologia de sistemas de
pulverização para limpeza automática de tanques onde ocorre uma reação de precipitação,
visando determinar qual sistema proporcionaria uma limpeza adequada e quais os custos
decorrentes da sua implantação. Os ganhos serão a redução de desperdícios e perdas de
produção e a garantia da qualidade do produto e confiabilidade do processo. Foi estudada a
possibilidade da utilização da água do tratamento de efluentes gerada pelo processo,
contemplando o estudo do transporte da água até os tanques, ou seja, eficiência da bomba,
perda de carga da linha, possibilidade de incrustação na linha ou problemas com o
equipamento de pulverização. Foi também estudada a possibilidade de utilização da carga de
água já necessária no processo, que é parte do balanço de massa para síntese do precipitado,
contemplando o estudo da vazão e pressão da água disponíveis e a determinação da melhor
tecnologia para atender a necessidade do processo. Verificou-se que o estado de acúmulo do
tanque na reação pode afetar a qualidade do produto final, uma vez que o acúmulo no
tanque gera um precipitado com partículas polidispersas, o que tem um impacto negativo na
qualidade do produto final quanto ao desempenho do processo. Para a automação da etapa
de limpeza dos tanques foram escolhidos os bicos em espiral, que não necessitam energia
para movimentação, tem pouco risco de obstrução e apresentam um custo baixo quando
comparado às demais opções analisadas. As modificações do processo foram consideradas
adequadas contribuindo para maior qualidade do produto final e reduzindo perdas de
processo e problemas em equipamentos.
Palavras-chave: fungicidas, precipitação, depósito, pulverização.

ABSTRACT
SILVA, T. M. Project of a cleaning system to precipitation tanks using spraying system
technology. 2015. f 78. Monograph – Escola de Engenharia de Lorena, Universidade de São
Paulo, Lorena, 2014.
The present work consists on an improvement project for the formulation of Dithane®
fungicide, produced in the company Dow AgroSciences, at Jacareí, São Paulo. The main
objective of the project is to avoid material build up and deposit in tanks walls and agitators,
resulting in a better performance of the particles synthesis and bringing benefits for the
whole process after this point. It was studied the possibility to install spraying systems
technology so the tanks will be cleaned automatically, evaluating the best technology and
the costs involved for installation. The main benefits of the project are the decrease in waste,
decrease of production losses, guarantee of the final product quality and guarantee of the
process reliability. The possibility to reuse the effluents water will be studied, what involves
the study for carrying the water to the tanks, pump efficiency, pressure drop, piping and
nozzle build up. It will also be studied the possibility to use the water charge of the process,
that is part of the mass balance of the reaction. For this, the flow rate and the water pressure
need to be analyzed for the determination of the best technology for the application. It will
be demonstrated that the high build up inside the tanks impacts the quality of the final
product because it generates polydisperse particles. To automate the cleaning process it was
chosen the spiral nozzles because they don’t need external energy to work, have low risk of
obstruction and has low cost comparing to other nozzles. The modifications in the process
were considered adequate for a better quality of the final product, reducing production
losses and equipment failures.
Key Words: fungicide, precipitation, deposit, spraying.

LISTA DE FIGURAS
Figura 1 - Distribuição de tamanhos de partícula para o tempero cúrcuma. ........................................ 13
Figura 2 - Representação de um bico de pulverização criado por John U. Bete (1956). ....................... 14
Figura 3 - Imagem do interior do tanque onde ocorre a precipitação. ................................................. 16
Figura 4 - Imagem do interior do tanque onde ocorre a precipitação. ................................................. 16
Figura 5 - Gráfico representativo de distribuição de tamanhos de partícula que mostra tamanhos de
partícula na abscissa e densidade de distribuição na ordenada............................................................ 21
Figura 6 - Gráfico representativo de distribuição de tamanhos de partícula que mostra tamanhos de
partícula na abscissa e densidade de distribuição na ordenada............................................................ 22
Figura 7 - Diagrama de LaMer para formação de partículas monodispersas (CS: solubilidade; C*min:
concentração mínima para nucleação; C*max: concentração máxima para nucleação; I: período de pré-
nucleação; II: período de nucleação; III: período de crescimento). ....................................................... 23
Figura 8 - Representação da camada eletrônica ao redor da partícula. ................................................ 25
Figura 9 - Representação de agentes surfactantes ao redor da partícula. ............................................ 26
Figura 10 - Esquema de como ocorre a sedimentação em sistemas monodispersos e polidispersos. . 28
Figura 11 - Conceito de arraste de agregados de partículas depositadas em paredes em um caso de
fluxo turbulento. .................................................................................................................................... 29
Figura 12 - Padrões de pulverização de bicos. Os dois primeiros consistem em padrões estreitos e
uniformes; o terceiro em um cone vazio, seguido por cone cheio e por um padrão de jato sólido. .... 32
Figura 13 - a. Representação do padrão de pulverização do bico de cone cheio; b. Representação do
formato da área atingida pelo bico de cone cheio. ............................................................................... 33
Figura 14 - Representação do padrão de pulverização; b. Representação do formato da área atingida
pelo spray. .............................................................................................................................................. 34
Figura 15 - a. Representação do padrão de pulverização; b. Representação do formato da área
atingida pelo spray. ................................................................................................................................ 34
Figura 16 - a. Representação do padrão de pulverização; b. Representação do formato da área
atingida pelo spray. ................................................................................................................................ 35
Figura 17- a. Representação do padrão de pulverização; b. Representação do formato da área atingida
pelo spray. .............................................................................................................................................. 36
Figura 18- a. Representação do padrão de pulverização; b. Representação do formato da área atingida
pelo spray. .............................................................................................................................................. 37
Figura 19- a. Representação do padrão de pulverização; b. Representação do formato da área atingida
pelo spray. .............................................................................................................................................. 37
Figura 20 - Representação do ângulo inicial e do ângulo efetivo de uma pulverização, tal como da
distância real de cobertura. ................................................................................................................... 38
Figura 21 - Comportamento de material pseudoplástico, com diminuição da viscosidade com
aumento da taxa de cisalhamento. ........................................................................................................ 40
Figura 22 - Representação da formação de gotas na atomização. ........................................................ 41
Figura 23 - Esquema do que é necessário para limpeza de tanques. .................................................... 42
Figura 24 - Exemplos de bicos de pulverização estacionários para lavagem de tanques. ..................... 45
Figura 25 - Exemplos de bicos de pulverização rotativos para lavagem de tanques. ............................ 46
Figura 26 - Desenho esquemático da reação de precipitação do EBDC com o Sulfato de Manganês. . 49
Figura 27 – Gráfico de distribuição do tamanho de partículas para análise do produto Maneb, em
precipitação realizada em tanque recentemente limpo. Data da amostragem e análise - 13/03/2014.
................................................................................................................................................................ 50
Figura 28 - Gráfico de distribuição do tamanho de partículas para análise do produto Maneb, em
precipitação realizada em tanque recentemente limpo. Data da amostragem e análise - 13/04/201451
Figura 29 - Gráfico de distribuição do tamanho de partículas para análise do produto Maneb, em
precipitação realizada em tanque com início de acúmulo de material. Data da amostragem e análise -
13/05/2014. ........................................................................................................................................... 51
Figura 30 - Gráfico de distribuição do tamanho de partículas para análise do produto Maneb, em
precipitação realizada em tanque com acúmulo de material. Data da amostragem e análise -
13/06/2014. ........................................................................................................................................... 52
Figura 31 - Gráfico de distribuição do tamanho de partículas para análise do produto Maneb, em
precipitação realizada em tanque com quantidade significativa de acúmulo de material. Data da
amostragem e análise - 13/07/2014. ..................................................................................................... 52
Figura 32 - Esquema do processo de produção de Mancozeb .............................................................. 53
Figura 33 - Esquema no filtro. ................................................................................................................ 54
Figura 34 - Esquema do secador Spray Dryer e do sistema de lavagem de pó. .................................... 55
Figura 35 - Imagens do interior do tanque de precipitação: a. quarenta dias após a limpeza, b. e pouco
antes da limpeza, c. em seu estado de maior incrustação. ................................................................... 57
Figura 36 - Figura esquemática da situação atual dos tanques de precipitação da fábrica. ................. 60
Figura 37 - Figura esquemática da atual disposição da tampa do tanque de precipitação. .................. 61
Figura 38 - Figura esquemática da disposição desejada da tampa do tanque de precipitação. ........... 62
Figura 39 - Figura esquemática da instalação proposta das tubulações para entrada de água no
tanque através do bico de pulverização. ............................................................................................... 63
Figura 40 - Figura esquemática da instalação das tubulações de água amarela que se direcionam
próximas aos tanques de precipitação (na figura há apenas um tanque representado). ..................... 66
Figura 41 - Figura de bicos movidos a força externa para lavagem de tanques. ................................... 68
Figura 42 - Figura esquemática do bico de pulverização espiral. .......................................................... 70
Figura 43 - Fotos do interior dos tanques de precipitação da planta de Dithane® de Barranquilla,
Colômbia, mostrando o acúmulo de material. (a) Antes da instalação dos bicos de limpeza e após 40
dias de formulação a partir da última fervura; (b) Após a instalação .................................................... 76
Figura 44 - Figura esquematiza a instalação que será realizada para entrada de água no tanque mais
distante e possui as tubulações pintadas para indicar os diferentes cálculos de perda de carga
realizados. .............................................................................................................................................. 81

LISTA DE TABELAS
Tabela 1 - Tabela com valores que relacionam a vazão e pressão na linha de água bruta para os
tanques de precipitação. Os valores foram obtidos por meio da alteração da abertura de uma válvula
manual na linha. ..................................................................................................................................... 64
Tabela 2 - Tabela com valores dos coeficientes necessários para calcular o coeficiente de perda de
carga dos acessórios da linha. ................................................................................................................ 84
LISTA DE QUADROS
Quadro 1- O quadro mostra diversos métodos para preparação de partículas sólidas a partir de
soluções .................................................................................................................................................. 19
Quadro 2 – Quadro com valor percentual do impacto total teórico em relação ao tipo de bico de
pulverização e o ângulo de pulverização para posterior cálculo do impacto total real. ....................... 43
Quadro 3- Quadro com todas as informações de custos para a instalação do projeto de limpeza
automática dos tanques de precipitação. .............................................................................................. 73

SUMÁRIO
1. INTRODUÇÃO ................................................................................................................................. 13
1.1. Objetivo .................................................................................................................................. 15
1.2. Justificativa ............................................................................................................................. 15
2. REVISÃO BIBLIOGRÁFICA ................................................................................................................ 19
2.1. Precipitação ............................................................................................................................ 19
2.1.1. Monodispersidade de partículas .................................................................................... 20
2.1.2. Sedimentação de Partículas ........................................................................................... 27
2.1.3. Deposição e Arraste de Partículas .................................................................................. 28
2.2. Tecnologia de Sistemas de Pulverização/Spray ..................................................................... 30
2.2.1. Classificação de Bicos – Fonte de Energia para Pulverização ........................................ 31
2.2.2. Classificação de Bicos – Padrão de Pulverização ........................................................... 32
2.2.3. Classificação de Bicos – Ângulo de Pulverização............................................................ 38
2.2.4. Material a ser Pulverizado.............................................................................................. 39
2.2.5. Tamanho de gota ........................................................................................................... 41
2.2.6. Impacto da Pulverização ................................................................................................ 42
2.2.7. Problemas mais comuns nos bicos de pulverização ...................................................... 44
2.2.8. Bicos de Pulverização para Lavagem de Tanques .......................................................... 44
3. METODOLOGIA .............................................................................................................................. 47
3.1. Método de Pesquisa............................................................................................................... 47
3.2. Estudos Preliminares .............................................................................................................. 47
3.3. Coleta de Dados ..................................................................................................................... 47
3.4. Análise de Dados .................................................................................................................... 48
4. RESULTADOS E DISCUSSÃO ............................................................................................................ 49
4.1. Reação de precipitação do Mancozeb ................................................................................... 49
4.2. Influência das partículas pequenas no processo ................................................................... 53
4.3. Atual cenário dos tanques de precipitação............................................................................ 56
4.4. Design do processo ................................................................................................................ 58
4.4.1. Utilização da carga de água bruta da precipitação para limpeza dos tanques .............. 59
4.4.2. Reutilização da água do tratamento de efluentes para limpeza dos tanques ............... 65
4.5. Escolha do tipo de bico de pulverização ................................................................................ 67

4.5.1. Bicos movidos por força externa .................................................................................... 67
4.5.2. Bicos espirais .................................................................................................................. 69
4.5.3. Avaliação dos custos da implementação da lavagem .................................................... 72
4.6. Aprendizado com a fábrica de Dithane® de Barranquilla, Colômbia ..................................... 75
5. CONCLUSÃO ................................................................................................................................... 77
REFERÊNCIAS BIBLIOGRÁFICAS .............................................................................................................. 79
ANEXO 1 - Memorial de cálculo da perda de carga apresentada no trabalho ...................................... 81

13
1. INTRODUÇÃO
A limpeza interna de tanques em indústrias diversas é um tema que vem recebendo
investimentos pela sua importância para a qualidade do produto final e produtividade das
plantas. Limpeza de tanques é importante para a retirada de materiais indesejados do
processo, que podem gerar contaminações, principalmente em indústrias alimentícias e
farmacêuticas, redução de eficiência de reações químicas ou até mesmo síntese de
subprodutos de risco. Na Figura 1 a seguir, há um exemplo de redução de eficiência em uma
reação química para a produção do tempero cúrcuma, que resultou em partículas de
tamanho excessivo. Este, por exemplo, é um problema evitável por meio da limpeza de
tanques.
Figura 1 - Distribuição de tamanhos de partícula para o tempero cúrcuma.
Fonte: Carvalho, 2015.
Um aspecto importante para o processo industrial, referente a limpeza interna de
tanques é a possibilidade de automação desta etapa. Não só para garantir a qualidade e
confiabilidade dos processos, a limpeza automática de tanques é importante quando se trata
de manuseio de produtos que apresentam riscos, como solventes, produtos básicos ou
ácidos, ou a necessidade de realizar trabalhos em espaço confinado.

14
Estudos nessa área vêm sendo realizados há algumas décadas. Em 1956, foi publicada
uma patente de Bete (1956), criador de uma empresa renomada na área de tecnologia de
pulverização, a respeito da criação de um bico de pulverização que possui alta eficiência na
atomização de líquidos, pouca chance de entupimento e gerador de um padrão bem
distribuído de gotas, que tem a função de impactar superfícies com força suficiente para
carregar partículas presas. A seguir, na Figura 2, segue o desenho apresentado na Patente.
Figura 2 - Representação de um bico de pulverização criado por John U. Bete (1956).
Fonte: Bete, 1956.
Atualmente, a tecnologia de sistemas de pulverização desenvolveu produtos para
qualquer tipo de aplicação. Por exemplo, bicos de lavagem retráteis para locais onde o
equipamento não pode ficar alocado sempre, ou bicos movidos a energia ou ar comprimido,
que alcançam pressões e vazões variadas.
Bicos de pulverização para limpeza são a melhor tecnologia para lavagem de tanques
onde ocorrem reações de precipitação, pois este tipo de síntese gera uma grande quantidade
de sólidos que tende a se depositar nas paredes, chicanas e agitadores dos tanques. Este
acúmulo deve ser lavado para evitar interferência no processo, como arraste dos agregados
formados e perda na qualidade das partículas sintetizadas.

15
1.1. Objetivo
O objetivo do presente trabalho foi desenvolver um projeto para automatizar a etapa de
limpeza interna de tanques de precipitação por meio da instalação de bicos de pulverização,
visando melhorias para o processo de fabricação do fungicida Dithane®, produzido pela
empresa Dow AgroSciences na planta de Jacareí.
Os objetivos específicos são:
- Levantamento e avaliação dos tipos de bicos de pulverização descritos na literatura e
comparação com base em suas vantagens e desvantagens, aplicações, etc.
- Coleta de dados do processo, englobando estudo do depósito formado nos tanques, tempo
em que o depósito se torna crítico para o processo causando perdas na produção, estudo da
maneira que a lavagem manual dos tanques é realizada atualmente.
- Análise da melhor opção para instalação de bicos de pulverização: água de processo (carga
de água bruta utilizada na formulação da reação química) ou água gerada pelo processo que
é direcionada ao tratamento de efluentes (“água amarela”).
- Análise da melhor tecnologia de bicos de pulverização que atende as necessidades do
processo.
- Análise de custos para instalação dos bicos, envolvendo custos nas tubulações (design do
processo), custos dos bicos e custos gerais de serviços (instalações, fabricação das peças,
entre outros).
1.2. Justificativa
Atualmente, os tanques de precipitação são lavados manualmente com água pelos
operadores da planta após o final e transferência de cada lote de precipitação. Essa lavagem

16
é pouco eficiente, pois a força de impacto da água é baixa. Para retirar o grande acúmulo
formado, a fábrica deve parar e os tanques devem ser fervidos com vapor e soda cáustica
periodicamente.
Seguem algumas imagens, Figura 3 e 4 que mostram a quantidade de material
acumulado nos tanques de precipitação.
Figura 3 - Imagem do interior do tanque onde ocorre a precipitação.
Fonte: Dow Agrosciences, 2014.
Figura 4 - Imagem do interior do tanque onde ocorre a precipitação.
Fonte: Dow Agrosciences, 2014.
17
Antes da fervura, o tanque se encontra no estado mais crítico de incrustação de material.
Nesse período, a síntese gera partículas polidispersas, ou seja, com uma grande variedade de
tamanhos. Essas partículas de tamanhos diferentes acarretam em uma série de prejuízos ao
processo.
Após a reação de precipitação, a pasta gerada é encaminhada para uma etapa de
filtração, onde pode ocorrer a obstrução dos orifícios da tela de filtração devido às partículas
de tamanho inferiores ao desejado. A obstrução da tela gera perdas de produção, pois retirar
e lavar a tela são atividades demoradas e complexas. Desta forma, não é possível fazer
manutenção sem impactar a produção e gerar perdas.
Outra etapa impactada pela polidispersão das partículas é o processo de secagem.
Durante a secagem o pó passa por vários equipamentos, e uma parcela de partículas que
possui tamanho muito pequeno acaba sendo arrastada para o processo de lavagem de gases.
No lavador, ficam retidas as partículas pequenas que foram arrastadas. Além de não estarem
no processo para serem embaladas, essas partículas vão gerar maior quantidade de resíduos
a serem encaminhados para o tratamento de efluentes.
A qualidade do produto final também pode ser afetada pela presença de muitas
partículas de tamanho inferior ao desejado, o que poderá causar a rejeição do produto por
não atender as especificações de qualidade necessárias.
A implementação de um sistema de lavagem eficiente, que permita reduzir a incrustação
no tanque de precipitação é uma medida que poderia evitar ou reduzir diversas perdas de
processo como as mencionadas há pouco. A instalação de dispersores de água para
automatização da lavagem dos tanques entre o processamento dos lotes poderia aumentar a
eficiência do processo, devido ao maior grau de limpeza proporcionado. Além disso, a
automatização ajudaria a reduzir o risco aos operadores, uma vez que dispensaria a
necessidade de lavagem manual. Desta forma, o presente trabalho buscou propor melhorias
para o processo de fabricação do fungicida Dithane®, produzido pela empresa Dow
AgroSciences na planta de Jacareí, avaliando opções de implantação de um sistema de

18
lavagem automatizado dos tanques de precipitação, a fim de propor um projeto para
instalação de lavagem por dispersores.

19
2. REVISÃO BIBLIOGRÁFICA
2.1. Precipitação
Reação de precipitação em meio aquoso é um processo amplamente utilizado para
aplicações diversas, como produção de materiais orgânicos, inorgânicos ou para imobilização
de substâncias tóxicas para tratamento de efluentes, e está presente nas indústrias químicas,
de alimentos, farmacêutica, hidrometalúrgica, laboratórios de análise, entre outros
(DEMOPOULOS, 2008).
Existem vários métodos conhecidos presentes na literatura para geração de partículas
por reação de precipitação, como adição de agente precipitante, hidrólise, reação de oxi-
redução, decomposição dos componentes, entre outros. Estes métodos estão descritos no
Quadro 1 a seguir (MASUDA; HIGASHITANI; YOSHIDA, 2006). Porém, atualmente, a busca
maior consiste em dominar esses processos para preparar materiais com propriedades
específicas e controladas a fim de agregar valor aos processos (DEMOPOULOS, 2008). A
pesquisa está voltada principalmente para a obtenção de partículas monodispersas, de
mesmo formato e composição, estáveis no meio a que pertencem e em número controlado.
Quadro 1- O quadro mostra diversos métodos para preparação de partículas sólidas a partir de soluções
Partículas Inorgânicas
Métodos por evaporação de solvente Secagem a frio
Spray Drying
Spray Pirólise
Métodos de precipitação Adição de agente precipitante
Hidrólise
Reação Oxi-Redução
Decomposição
Continua

20
Conclusão
Reações Especiais Hidrotérmica
Fluido Supercrítico
Microemulsão
Partículas Orgânicas
Dispersão Mecânica e Métodos de Mistura
Interfacial
Polimerização em Suspensão
Polimerização por Emulsão
Polimerização por Mini-Emulsão
Métodos Capilares Bicos de Vibração
Membranas Porosas
Métodos por Separação de Fases
Polimerização livre de
emulsificantes
Polimerização por Micro-
Emulsão
Polimerização por Inversão de
Micela
Coacervação
Outros Polimerização com Semente
Fonte: Demopoulos, 2008.
2.1.1. Monodispersidade de partículas
Para que as partículas geradas em uma reação de precipitação tenham alto valor
agregado é necessário que sejam monodispersas. A monodispersidade das partículas é
atribuída à uniformidade de suas propriedades físico-químicas em um sistema, o que torna
possível caracterizar o sistema como um todo com propriedades que são específicas para
cada partícula (SUGIMOTO, 1987).
A monodispersidade de um sistema de partículas pode ser observada no gráfico de
distribuição de tamanhos de partícula, como exemplifica a Figura 5 a seguir.

21
Figura 5 - Gráfico representativo de distribuição de tamanhos de partícula que mostra tamanhos de partícula na abscissa e densidade de distribuição na ordenada.
Fonte: Masuda, Higashitani e Yoshida, 2006.
A figura anterior trata-se de uma distribuição normal (ou Gaussiana), cuja abscissa é
linear. Na ordenada, o termo ̅̅̅ representa a densidade da distribuição de tamanhos em
colunas, representa o mesmo valor, porém está colocado no gráfico em linha pontilhada
e também representa a densidade de distribuição de tamanhos, contudo, de forma
cumulativa. A abscissa do gráfico, x em [mm], representa tamanhos de partícula (MASUDA;
HIGASHITANI; YOSHIDA, 2006).
22
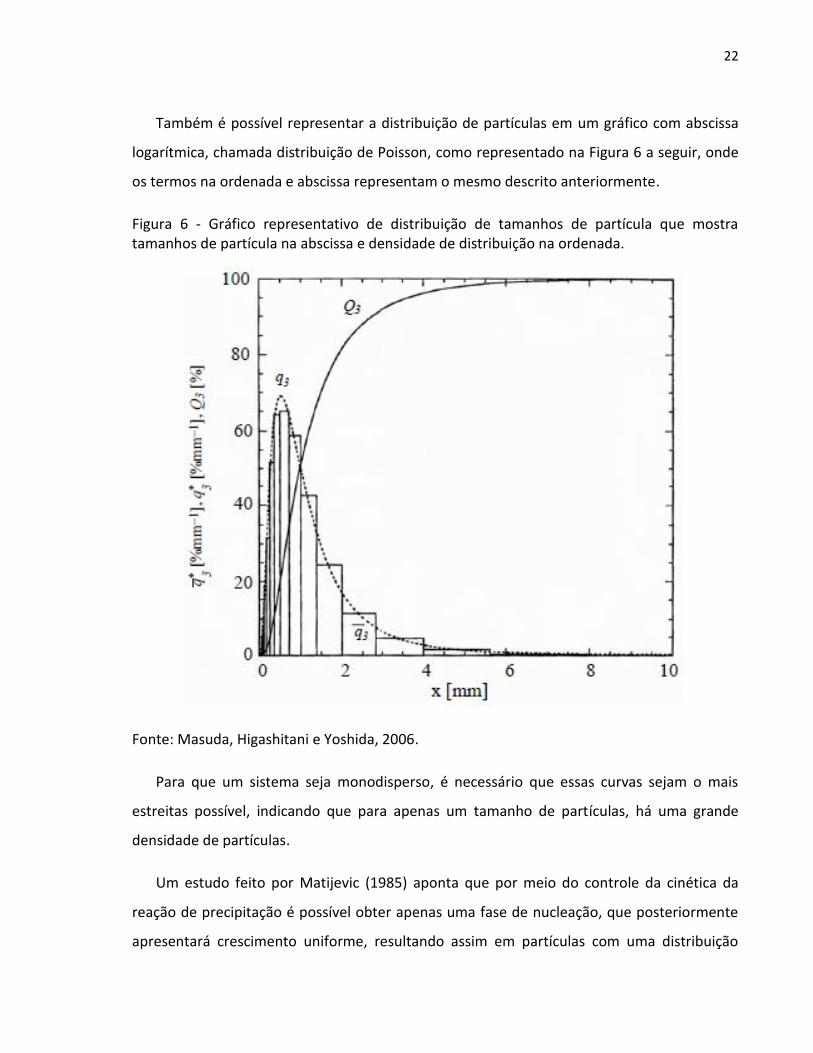
Também é possível representar a distribuição de partículas em um gráfico com abscissa
logarítmica, chamada distribuição de Poisson, como representado na Figura 6 a seguir, onde
os termos na ordenada e abscissa representam o mesmo descrito anteriormente.
Figura 6 - Gráfico representativo de distribuição de tamanhos de partícula que mostra tamanhos de partícula na abscissa e densidade de distribuição na ordenada.
Fonte: Masuda, Higashitani e Yoshida, 2006.
Para que um sistema seja monodisperso, é necessário que essas curvas sejam o mais
estreitas possível, indicando que para apenas um tamanho de partículas, há uma grande
densidade de partículas.
Um estudo feito por Matijevic (1985) aponta que por meio do controle da cinética da
reação de precipitação é possível obter apenas uma fase de nucleação, que posteriormente
apresentará crescimento uniforme, resultando assim em partículas com uma distribuição

23
estreita de tamanhos. Essa teoria foi estudada inicialmente por Victor K. Lamer (1950), e
posteriormente, resumida um estudo feito por Sugimoto (1987). Segundo Sugimoto (1987),
existem duas principais condições que um sistema de partículas deve seguir para ser
caracterizado como monodisperso:
a) Separação entre o processo de nucleação e crescimento.
A teoria sobre o processo de nucleação e crescimento pode ser entendida por meio do
diagrama, representado na Figura 7 a seguir.
Figura 7 - Diagrama de LaMer para formação de partículas monodispersas (CS: solubilidade; C*min: concentração mínima para nucleação; C*max: concentração máxima para nucleação; I: período de pré-nucleação; II: período de nucleação; III: período de crescimento).
Fonte: Lamer, 1950.
Durante o estágio I, a concentração da substância aumenta e não ocorre precipitação.
Quando a concentração alcança a concentração mínima para início da precipitação, C*min, o
estágio II é iniciado. Neste estágio, a concentração da substância continua aumentando até
chegar à concentração máxima, C*Max, e depois diminui. No estágio II, inicia-se a nucleação,
formando as primeiras partículas, e a concentração da substância começa diminuir, pois é

24
consumida pela formação das partículas de precipitado. Quando ainda no estágio II, a
concentração atinge C*min novamente, o processo de nucleação termina e inicia-se o estágio
III. O estágio III consiste no crescimento das partículas, onde é possível observar que a
concentração da substância diminui até um ponto mínimo, CS, que é a quantidade da
substância que sempre estará solúvel no meio. Nessa etapa, o consumo do soluto deve ser
suficientemente rápido, mantendo a supersaturação baixa, para eliminar a chance de
continuar ocorrendo nucleação (DEN OUDEN, 1991).
Caso a concentração da substância a ser precipitada atinja uma concentração máxima
menor que C*Max, esse valor não será alto o suficiente para o processo correto, e o
crescimento das partículas ocorrerá em paralelo à nucleação. Dessa forma, um sistema
monodisperso não será obtido. Por esse motivo a separação do processo de nucleação e
crescimento é uma condição fundamental para obtenção de um sistema com partículas
monodispersas (SUGIMOTO, 1987; LAMER, 1950).
Morales (1992) fez um estudo para preparação de um sistema monodisperso de
partículas de α - Fe2O3. Foi observado que alguns casos de precipitação aparentam ser mais
complexos do que Lamer (1950) apontou em seu estudo inicial. No caso de sua análise
ocorreu agregação de partículas menores geradas no início da reação e ainda assim foi
obtido um sistema monodisperso (MORALES, 1992).
Um estudo feito por Den Ouden (1991) propõe uma teoria diferente em relação à
separação entre nucleação e crescimento das partículas para garantir um sistema
monodisperso. Chamada de metodologia de equilíbrio das populações, o estudo prova que
pode ocorrer crescimento das partículas juntamente com a nucleação se o crescimento tiver
uma velocidade baixa em relação à velocidade da nucleação, e ainda será gerado um sistema
monodisperso. A metodologia também revela que a energia de interface das partículas
formadas é um parâmetro determinante para um bom resultado da precipitação, pois
qualquer modificação nessa energia altera a taxa de nucleação e seu ponto máximo (C*Max).
Quanto maior a energia interfacial das partículas, o tempo de nucleação é menor e mais
estreita é a curva de distribuição de tamanho de partículas (DEN OUDEN, 1991).

25
Uma opção para garantir a separação da nucleação e crescimento visando um sistema
monodisperso é utilizar partículas sementes, processo que consiste em adicionar um número
controlado de partículas sólidas no meio reacional para que o crescimento ocorra a partir
dessas partículas pré-existentes, ou seja, a etapa de nucleação é eliminada, garantindo que
só o crescimento ocorra (SUGIMOTO, 1987). No caso de uma reação de precipitação que
ocorre com a adição de um sal que fará papel de agente precipitante, a semente pode ser
uma quantidade prévia de agente precipitante do meio. Dessa forma, quando o soluto a ser
precipitado entrar no meio, reagirá com esse número específico de íons do agente
precipitante e a reação de nucleação ocorrerá a partir desse número específico de íons, e não
de forma descontrolada, como ocorreria caso o agente precipitante e o soluto fossem
adicionados simultaneamente.
b) Inibição da coagulação
Como as partículas estão em contato direto umas com as outras, existe a possibilidade de
aderência entre elas de forma irreversível. Na superfície de contato entre as partículas pode
ocorrer uma troca entre os íons que resultará em ligações fortes, causando a coagulação das
partículas e, consequentemente, gerando partículas com tamanhos distintos. Portanto, é
fundamental evitar que a coagulação ocorra (SUGIMOTO, 1987).
Uma forma de inibir a coagulação é garantindo que haja uma camada eletrônica ao redor
das partículas, como mostrado na Figura 8, com mesma carga, para que ocorra repulsão,
evitando a proximidade das partículas e possível união.
Figura 8 - Representação da camada eletrônica ao redor da partícula.
Fonte: Criação própria.

26
Além disso, é possível utilizar um gel precursor na reação, logo após a etapa de
nucleação, dessa forma, as partículas irão crescer e o gel estará envolvendo, evitando a
interação e possível coagulação das partículas.
Também é possível utilizar agentes de proteção, como surfactantes e agentes
complexantes, como indicado na Figura 9, que fazem parte da estrutura das partículas. Esses
agentes auxiliam as partículas a terem uma estrutura mais regular e, dessa forma, ocorre a
repulsão de Coulomb entre elas, evitando a coagulação (SUGIMOTO,1987).
Figura 9 - Representação de agentes surfactantes ao redor da partícula.
Fonte: Criação própria.
Além dos itens citados, é importante que haja sempre uma agitação adequada durante a
reação e que, após o término, caso haja outras etapas no processamento do produto, não
ocorra tempos elevados de espera com o produto parado e sem agitação.
Há ainda influência da monodispersidade de partículas em outras propriedades físico-
químicas de um sistema. Essa influência na viscosidade de um fluido, por exemplo, foi
analisada por Chong (1971). A viscosidade é um parâmetro fundamental a ser estudado, pois
dela depende o transporte de fluidos. O estudo mostra que a alteração de um sistema
monodisperso para polidisperso pode reduzir a viscosidade de uma pasta em até 14%
(CHONG, 1971).
27
Um sistema monodisperso é importante não somente para obtenção de um produto de
melhor qualidade e maior valor agregado, mas também para manter um processo industrial
confiável e sem perdas de produção. Partículas com tamanho diferentes possuem maior
chance de sedimentação, depósito e posterior arraste de agregados, como será detalhado a
seguir. Além disso, podem ocorrer problemas como obstrução de sistemas de filtração,
dificuldade de transporte de sólidos em gás ou pastas (sólidos dispersos em líquido) e até
mesmo controle de temperatura em alguns equipamentos.
2.1.2. Sedimentação de Partículas
Sedimentação é um fenômeno importante que deve ser observado, pois tem influência
tanto nas medições das características de partículas como pode alterar o comportamento
das partículas em determinadas operações unitárias, como mistura, transporte, agitação,
entre outros (MASUDA; HIGASHITANI; YOSHIDA, 2006).
A taxa de sedimentação de partículas em uma suspensão bem distribuída é mais baixa
que a velocidade de sedimentação de uma partícula única, pois a proximidade entre elas
causa influencia na movimentação. Apesar disso, o fenômeno ainda ocorre de forma
considerável em sistemas monodispersos (RHODES, 2008).
A sedimentação ocorre de maneira mais acentuada em sistemas polidispersos, pois, por
possuírem partículas de tamanhos diferentes, as forças exercidas entre as partículas são
distintas. Dessa forma, a taxa de sedimentação não é diminuída como explicado
anteriormente. Segue um exemplo do que ocorre na Figura 10.

28
Figura 10 - Esquema de como ocorre a sedimentação em sistemas monodispersos e polidispersos.
Fonte: Criação própria.
2.1.3. Deposição e Arraste de Partículas
Deposição de partículas é um fenômeno na qual as partículas de um fluido são
transportadas próximas a superfícies (parede de tanques, chicanas, agitadores, tubulações) e
ali se fixam. Este fenômeno é importante em várias situações, como, por exemplo,
incrustação em paredes de tubulações que transportam fluido com alto teor de sólidos ou
gases com partículas sólidas, problemas de micro-contaminação em processamento de
materiais avançados, desempenho insatisfatório de filtros de gases ou líquidos ou ainda
incrustação no interior de tanques. Quando as partículas são depositadas na superfície, elas
se ligam por adesão na superfície e entre elas. Se um fluido com determinada força que seja
suficientemente alta colidir com essas partículas, ocorrerá o arraste (MASUDA; HIGASHITANI;
YOSHIDA, 2006).

29
O arraste significa a retirada das partículas depositadas de seu local e retorno para o
fluido. Em geral, pequenas partículas dificilmente sairão da sua camada de depósito, porém,
um grupo de partículas agregadas sairá com maior facilidade. Esse tipo de agregado de volta
ao fluido influencia vários setores da engenharia, como dispersão de pó ou partículas em um
líquido, medição do tamanho de partícula, transporte pneumático de pó, reações de síntese
de partículas, entre outros.
O conceito de arraste de agregados de uma camada de partículas depositadas em uma
parede ou tubulação está representado na Figura 11 a seguir. Como a camada de partículas
não é lisa, os agregados mais salientes experimentam uma força de arraste maior, e por este
motivo são quebradas e retornam ao meio (MASUDA; HIGASHITANI; YOSHIDA, 2006).
Figura 11 - Conceito de arraste de agregados de partículas depositadas em paredes em um caso de fluxo turbulento.
Fonte: Masuda, Higashitani e Yoshida, 2006.
Após um arraste de um agregado da superfície de depósito, uma nova superfície estará
exposta ao fluido, e o arraste seguinte provavelmente ocorrerá próximo ao local do primeiro
(MASUDA; HIGASHITANI; YOSHIDA, 2006).
É importante apontar que o depósito de camadas de partículas também está associado à
rugosidade da superfície do tanque ou tubulação por onde o fluido passa e das condições de

30
vibração da superfície onde o depósito pode ocorrer. Já o arraste está associado à velocidade
e turbulência do fluido que passa pela camada de depósito, e também à probabilidade de
quebra de um agregado da superfície.
2.2. Tecnologia de Sistemas de Pulverização/Spray
A partir de todas as considerações relatadas anteriormente a respeito da importância de
um sistema de partículas monodisperso e todas as descrições de problemas causados por
depósito de partículas em superfícies de tanques, segue uma revisão sobre tecnologia de
sistemas de pulverização para limpeza automática de tanques.
Como é detalhado nos objetivos do presente trabalho, há a necessidade de manter dois
tanques onde ocorre reação de precipitação limpos para melhorar a síntese das partículas,
obter um sistema monodisperso e manter todo o processo em sequência com maior
confiabilidade e qualidade.
A tecnologia de pulverização, ou spray é utilizada em diversas indústrias como
farmacêutica, automobilística, de papel, tintas, química, além de ser utilizada para fins de
irrigação e pulverização de agroquímicos em plantações (PAGCATIPUNAN, 2005; TEEJET
TECHNOLOGIES, 2003).
Dentre as várias aplicações de um bico, sua função pode ser limpeza de tanques,
reatores, telas de filtração, pode ser pintura de metais, secagem de produtos, lubrificação,
resfriamento, hidratação, rinsagem, controle de pó, proteção contra incêndio, entre outros.
Isso mostra a grande variedade de indústrias e operações que podem ser melhoradas por
meio da tecnologia de spray.
Os bicos de pulverização são desenhados de acordo com sua aplicação e suas condições
de operação. Seu desempenho depende do tipo de bico utilizado, do padrão que a
pulverização atinge no local de atuação, de sua capacidade, pressão e vazão de operação,

31
material de construção, velocidade das gotas, e ângulo e impacto da pulverização
(PAGCATIPUNAN, 2005).
2.2.1. Classificação de Bicos – Fonte de Energia para Pulverização
Há mais de 150.000 combinações de design e capacidade de bicos de pulverização
disponíveis. Portanto, para definir o melhor bico para a aplicação necessária, é importante
conhecer como os bicos são classificados em relação à sua fonte de energia (LIPP,2014).
a) Energia Cinética do Líquido
A pulverização ocorre por meio da combinação da formação do filme de líquido e de sua
turbulência, o que causa a quebra do líquido em gotas (LIPP,2014). A energia cinética do
líquido pode tanto causar a quebra do fluido em gotas para pulverização quanto realizar essa
quebra e rotacionar um bico móvel para maior cobertura de pulverização.
b) Energia Cinética do Gás
Um gás em alta velocidade em contato com uma corrente de líquido causa a quebra do
fluido em gota.
c) Energia Mecânica
O líquido sai por um equipamento rotativo de alta velocidade que pode ser movido por
energia elétrica ou ar comprimido.
d) Energia Vibratória
Vibrações em alta frequência na superfície de saída do líquido causam ondas que formam
um padrão de pulverização.

32
2.2.2. Classificação de Bicos – Padrão de Pulverização
O padrão de pulverização descreve a dispersão das gotas em um plano perpendicular ao
eixo do bico. Os tipos mais comuns de padrão estão representados na Figura 12 a seguir. O
padrão de pulverização é o primeiro critério que exclui grande número de bicos no momento
da busca pela tecnologia correta. O padrão de cone cheio é um dos mais utilizados, pois
permite uma distribuição uniforme do fluido por uma área (LIPP, 2014).
Figura 12 - Padrões de pulverização de bicos. Os dois primeiros consistem em padrões estreitos e uniformes; o terceiro em um cone vazio, seguido por cone cheio e por um padrão de jato sólido.
Fonte: Lipp, 2014.
A seguir, segue uma descrição a respeito dos diferentes tipos de padrão de pulverização
gerados por bicos e suas principais aplicações. Os exemplos dados são a combinação de
informações de empresas diferentes que trabalham com essa tecnologia (SPRAYING
SYSTEMS CATALOG, 2014).
a) Bico de Cone Cheio
Este bico utiliza um sistema de palhetas internas para produzir um spray com padrão de
cone sólido. O tamanho das gotas varia entre médio e grande. A seguir, segue a Figura 13.a.
com a representação do padrão de pulverização e a Figura 13.b. com a imagem referente ao
formato da área atingida pelo spray. O bico pode trabalhar em ângulos de 15° a 125°
(SPRAYING SYSTEMS CATALOG, 2014). As principais aplicações para esse tipo de bico são:
injeção química, supressão de pó, proteção contra incêndio, resfriamento de metais, lavagem
e rinsagem.

33
Figura 13 - a. Representação do padrão de pulverização do bico de cone cheio; b. Representação do formato da área atingida pelo bico de cone cheio.
a. b.
Fonte: Spraying Systems Catalog, 2014.
b) Bico Espiral de Cone Cheio
O bico produz um padrão de pulverização de cone cheio por meio da passagem do fluido
pelos vazios do espiral. O padrão é menos uniforme quando comparado ao bico anterior e as
gotas geradas são mais grossas. A seguir, segue a Figura 14.a com a representação do padrão
de pulverização e a Figura 14.b com a imagem referente ao formato da área atingida pelo
spray. O bico pode trabalhar em ângulos de 50° a 170° (SPRAYING SYSTEMS CATALOG, 2014).
As principais aplicações para esse tipo de bico são: supressão de pó, proteção contra
incêndio, dessulfurização de gases de combustão, lavagem de tanques.
c) Bico Oval de Cone Cheio
O bico utiliza um sistema de palhetas internas para produzir um spray com padrão de
cone sólido em formato oval, onde a largura é aproximadamente metade do comprimento. O
tamanho das gotas varia entre médio e grande. A seguir, segue a Figura 15.a com a
representação do padrão de pulverização e a Figura 15.b com a imagem referente ao
formato da área atingida pelo spray. O bico pode trabalhar em ângulos de 60° a 105°
(SPRAYING SYSTEMS CATALOG, 2014). As principais aplicações para esse tipo de bico são:
lavagem de ar/gases, resfriamento, controle de pó, supressão de fogo.

34
Figura 14 - Representação do padrão de pulverização; b. Representação do formato da área atingida pelo spray.
a. b.
Fonte: Spraying Systems Catalog, 2014.
Figura 15 - a. Representação do padrão de pulverização; b. Representação do formato da área atingida pelo spray.
a. b.
Fonte: Spraying Systems Catalog, 2014.
d) Bico Estreito Uniforme
O bico produz uma distribuição uniforme em um padrão de pulverização estreito
retangular com gotas finas. A seguir, segue a Figura 16.a com a representação do padrão de
pulverização e a Figura 16.b com a imagem referente ao formato da área atingida pelo spray.

35
O bico pode trabalhar em ângulos de 25° a 65° (SPRAYING SYSTEMS CATALOG, 2014). As
principais aplicações para esse tipo de bico são: pintura, resfriamento, hidratação e limpeza.
Figura 16 - a. Representação do padrão de pulverização; b. Representação do formato da área atingida pelo spray.
a. b.
Fonte: Spraying Systems Catalog, 2014.
e) Bico Cone Vazio
O bico utiliza uma câmara de turbilhonamento para rotacionar o fluido e produzir um
padrão circular. Seu padrão é uma combinação de gotas pequenas e alta capacidade. A
seguir, segue a Figura 17.a com a representação do padrão de pulverização e a Figura 17.b
com a imagem referente ao formato da área atingida pelo spray. O bico pode trabalhar em
ângulos de 40° a 165° (SPRAYING SYSTEMS CATALOG, 2014). As principais aplicações para
esse tipo de bico são: resfriamento de ar, gases e água, resfriamento produtos durante
transporte, controle de pó, dessulfurização de gases de combustão, aeração de água.

36
Figura 17- a. Representação do padrão de pulverização; b. Representação do formato da área atingida pelo spray.
a. b.
Fonte: Spraying Systems Catalog, 2014.
f) Bico de Jato Sólido
Produz um jato sólido com o maior impacto por unidade de área. A seguir, segue a Figura
18.a com a representação do padrão de pulverização e a Figura 18.b com a imagem referente
ao formato da área atingida pelo spray. O bico não trabalha com ângulos variados (SPRAYING
SYSTEMS CATALOG, 2014). As principais aplicações para esse tipo de bico são: limpeza de
tanques quando a remoção completa do material depositado é necessária.
g) Atomizador de Ar
Produz uma variedade de cones e jatos estreitos por meio de atomização do líquido com
ar comprimido. Gera gotas finas. A seguir, segue a Figura 19.a com a representação do
padrão de pulverização e a Figura 19.b com a imagem referente ao formato da área atingida
pelo spray. O bico trabalha com ângulos de 18° a 360° (SPRAYING SYSTEMS CATALOG, 2014).
As principais aplicações para esse tipo de bico são: pintura, resfriamento por evaporação,
umidificação, hidratação.

37
Figura 18- a. Representação do padrão de pulverização; b. Representação do formato da área atingida pelo spray.
a. b.
Fonte: Spraying Systems Catalog, 2014.
Figura 19- a. Representação do padrão de pulverização; b. Representação do formato da área atingida pelo spray.
a. b.
Fonte: Spraying Systems Catalog, 2014.

38
2.2.3. Classificação de Bicos – Ângulo de Pulverização
O ângulo efetivo de pulverização, dado fundamental para descrever um bico, é
diferente do ângulo inicial de pulverização. Este ângulo efetivo varia com a distância do
objeto a ser pulverizado ao bico, como indica a Figura 20. Como as gotas, logo que saem do
bico, estão sob a ação de forças externas, como gravidade e gases da atmosfera do local de
aplicação, elas são desaceleradas, e o ângulo efetivo é menor que o ângulo inicial. Da mesma
maneira, a área de cobertura do spray é menor do que a ideal que seria gerada pelo ângulo
inicial (BETE, 2014).
Figura 20 - Representação do ângulo inicial e do ângulo efetivo de uma pulverização, tal como da distância real de cobertura.
Fonte: Lipp, 2014.
39
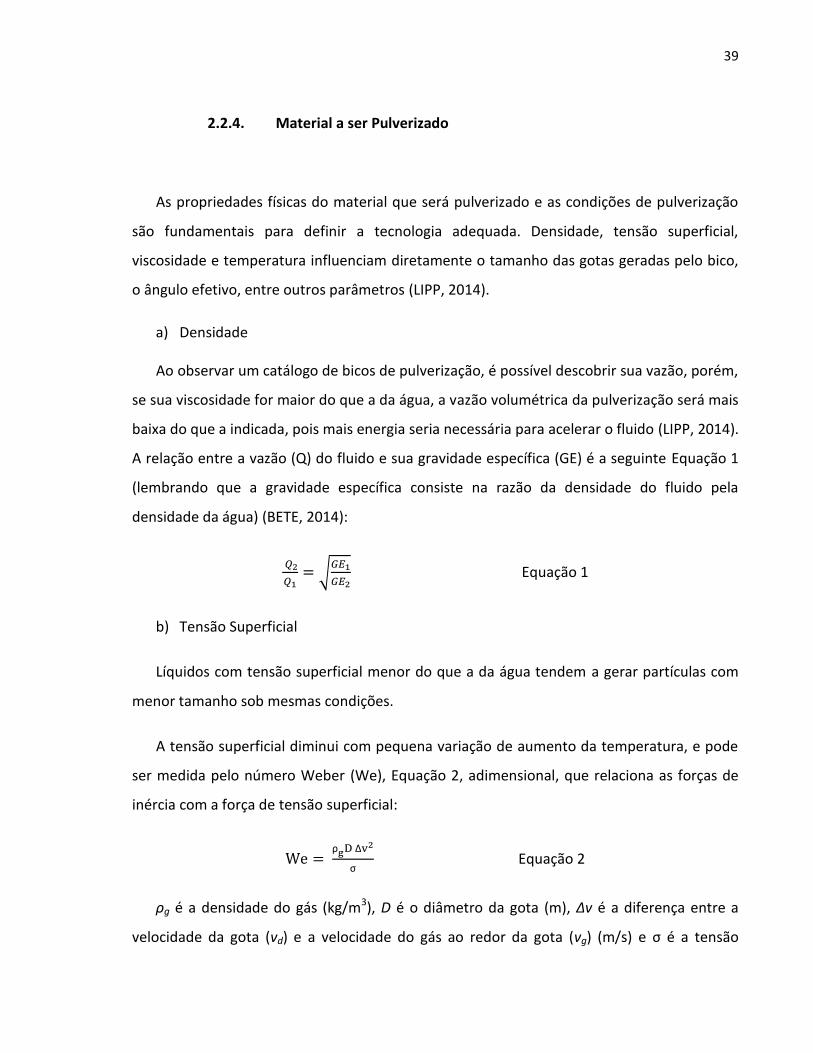
2.2.4. Material a ser Pulverizado
As propriedades físicas do material que será pulverizado e as condições de pulverização
são fundamentais para definir a tecnologia adequada. Densidade, tensão superficial,
viscosidade e temperatura influenciam diretamente o tamanho das gotas geradas pelo bico,
o ângulo efetivo, entre outros parâmetros (LIPP, 2014).
a) Densidade
Ao observar um catálogo de bicos de pulverização, é possível descobrir sua vazão, porém,
se sua viscosidade for maior do que a da água, a vazão volumétrica da pulverização será mais
baixa do que a indicada, pois mais energia seria necessária para acelerar o fluido (LIPP, 2014).
A relação entre a vazão (Q) do fluido e sua gravidade específica (GE) é a seguinte Equação 1
(lembrando que a gravidade específica consiste na razão da densidade do fluido pela
densidade da água) (BETE, 2014):
√
Equação 1
b) Tensão Superficial
Líquidos com tensão superficial menor do que a da água tendem a gerar partículas com
menor tamanho sob mesmas condições.
A tensão superficial diminui com pequena variação de aumento da temperatura, e pode
ser medida pelo número Weber (We), Equação 2, adimensional, que relaciona as forças de
inércia com a força de tensão superficial:
Equação 2
ρg é a densidade do gás (kg/m3), D é o diâmetro da gota (m), Δv é a diferença entre a
velocidade da gota (vd) e a velocidade do gás ao redor da gota (vg) (m/s) e é a tensão

40
superficial (N/m). Quando o número de Weber está acima de um patamar crítico, as gotas
quebrarão em partículas pequenas (LIPP, 2014).
c) Viscosidade
Materiais mais viscosos geram gotas maiores em comparação com materiais menos
viscosos (LIPP, 2014). Para materiais com viscosidades muito altas, acima de 100 cP, é difícil
realizar pulverização, exceto por atomização com ar comprimido (BETE, 2014). A viscosidade
dos materiais varia com a temperatura e, em casos de materiais mais complexos, como
misturas, varia com o cisalhamento na entrada do bico (LIPP, 2014).
Na Figura 21 há um gráfico que mostra a viscosidade relacionada com a força de
cisalhamento. Na tubulação, o material se comporta como fluido viscoso, com uma taxa de
cisalhamento de 100 s-1. Já durante a atomização no bico, o taxa de cisalhamento varia entre
5000 e 20000 s-1, e a viscosidade se torna menor, a seguir de 10 cP, indicando que o material
será facilmente pulverizado. Este é o comportamento típico de materiais pseudoplásticos
(LIPP, 2014).
Figura 21 - Comportamento de material pseudoplástico, com diminuição da viscosidade com aumento da taxa de cisalhamento.
Fonte: Lipp, 2014.

41
2.2.5. Tamanho de gota
Um tamanho de gota preciso é um fator importante para a efetividade da operação de
pulverização. A maioria das aplicações dos bicos de pulverização depende dessa informação.
Por exemplo, para resfriamento por evaporação, supressão de fogo, spray dryer, lavagem de
tanques, essa informação é fundamental (SHICK, 2014; BETE 2014).
O processo de formação da gota é chamado de atomização e ele é iniciado ao forçar a
passagem do material por um bico. O potencial de energia do líquido (medido por meio da
pressão do líquido) juntamente com a geometria do bico faz com que o líquido saia como
pequenos filetes compridos e estreitos. Esses filetes, posteriormente, são quebrados em
pedaços menores, que são as gotas ou partículas de líquido. O processo está esquematizado
na Figura 22 a seguir (SCHICK, 2014).
Figura 22 - Representação da formação de gotas na atomização.
Fonte: Schick, 2014.
Cada bico de pulverização promove uma faixa de tamanhos de gotas, que é chamada de
distribuição de tamanho de gota. O desenho do bico, ou seja, o caminho que ele promove
para que o líquido percorra, é responsável pelo tamanho das gotas e pelo padrão formado,
como mostrado no item 2.2.2. Além do bico, propriedades do material a ser atomizado,
capacidade do bico, pressão de pulverização, entre outros, também influenciam no tamanho
das gotas.

42
2.2.6. Impacto da Pulverização
Para bicos de pulverização utilizados com a finalidade de limpeza de tanques, deve ser
feita a combinação de três itens: reação química, temperatura e energia mecânica. Segue
um esquema na Figura 23.
Figura 23 - Esquema do que é necessário para limpeza de tanques.
Fonte: Criação própria.
Em relação à reação química, para limpeza de tanques com tinta, por exemplo, é
interessante usar um solvente para facilitar a retirada dos resíduos do tanque. Em relação à
temperatura, deve ser analisada a solubilidade do material que deve ser retirado do tanque.
Para materiais que tem sua solubilidade aumentada com a temperatura alta, a limpeza deve
ser feita em alta temperatura. Já a energia mecânica é obtida pelo impacto, que é necessário
para que um bico seja eficiente na limpeza de superfícies e é uma grandeza que relaciona a
vazão e pressão do fluido que sai do bico. Portanto, o impacto das gotas durante a
pulverização, juntamente com o tamanho da gota citado anteriormente, é extremamente
importante, dependendo da aplicação do bico. Para lavagem de tanques, é importante que
as gotas sejam grandes e tenham alto impacto, já para resfriamento, por exemplo, as gotas
devem ser menores, para haver mais área de contato, e não é necessário alto impacto.
A Equação 3 a seguir pode ser usada para calcular o impacto teórico da pulverização.
√ Equação 3
Onde I é a medida do “impacto teórico” em quilogramas, K uma constante adimensional
(para quilogramas, utilizar 0,024), Q é a vazão em L/min e P a pressão do líquido em kg/cm2

43
(BETE, 2014). Os bicos de jato sólido não seguem a equação 3. Eles geram um impacto
equivalente a 1,9 vezes a pressão do fluido logo antes da saída do bico. Portanto, o maior
impacto é obtido utilizando estes bicos.
Para os outros modelos de bico, é necessário utilizar a Equação 3 em conjunto com o
Quadro 2 a seguir, multiplicando o valor de impacto teórico obtido pela porcentagem da
tabela a seguir, obtendo assim, o “impacto real” do fluido na superfície do tanque.
Quadro 2 – Quadro com valor percentual do impacto total teórico em relação ao tipo de bico de pulverização e o ângulo de pulverização para posterior cálculo do impacto total real.
Padrão de
pulverização
Ângulo de
pulverização
Percentual do valor
teórico do impacto total
Estreito uniforme
15° 30%
25° 18%
35° 13%
40° 12%
50° 10%
65° 7,0%
80° 5,0%
15° 11%
Cone cheio
30° 2,5%
50° 1,096
65° 0,4%
80° 0,2%
100° 0,1%
Cone vazio 60°, 80° 1,0 a 2,0%
Fonte: Spraying Systems Catalog, 2014.

44
2.2.7. Problemas mais comuns nos bicos de pulverização
Durante operação, os bicos de pulverização podem sofrer alguns problemas que
impactam seu desempenho, pois mudam tamanho de partícula, impacto e
consequentemente o padrão e ângulo de pulverização (PAGCATIPUNAN, 2005).
Os problemas mais comuns são:
a. Erosão: Com o tempo, os bicos sofrem desgaste e as passagens internas e orifícios
tornam-se mais largos. Como resultado, é comum o fluxo aumentar, a pressão diminuir, o
padrão de pulverização tornar-se irregular e as gotas aumentarem.
b. Corrosão: O material dos bicos de pulverização pode ficar corroído devido a agentes
de limpeza, composição do líquido que está sendo pulverizado e a atmosfera do local onde
está instalado. Os resultados são parecidos com os apresentados para erosão. Essa é uma
preocupação principalmente para bicos utilizados para spray dryer e lavagem de tanques.
c. Altas temperaturas: Alguns líquidos são pulverizados em altas temperaturas ou a
atmosfera é aquecida. O material desse bico deverá ser resistente a temperatura ou sofrerá
danos. Problema comum em spray dryer, onde as temperaturas são elevadas.
d. Incrustação: Evaporação de líquido ao redor do bico pode causar pequenas
incrustações na parte interna e no orifício dos bicos. Esse problema resulta em uma restrição
do fluxo e consequentemente, deformação no padrão de pulverização.
e. Entupimento: Partículas sólidas indesejadas entopem os orifícios de saída dos bicos,
causando restrição do fluxo e deformação no padrão de pulverização. Esse problema ocorre
principalmente em bicos para lavagem de tanques, e é a causa de lavagens inadequadas e
possível contaminação de lotes (PAGCATIPUNAN, 2005).
2.2.8. Bicos de Pulverização para Lavagem de Tanques

45
Há três principais modelos de bicos de pulverização para lavagem de tanques disponíveis:
Bicos estacionários, bicos rotativos e máquinas de limpeza.
Os bicos estacionários são caracterizados por necessitarem de pouca manutenção e
podem ser instalados com uma tubulação estreita para entrada de líquido de limpeza. Seu
preço não é muito elevado e possui orifício de saída do líquido de lavagem largo (FOG
NOZZLE, INC, BETE, 2013). A seguir, seguem exemplos de bicos estacionários na Figura 24.
Figura 24 - Exemplos de bicos de pulverização estacionários para lavagem de tanques.
Fonte: Fog Nozzle, INC, BETE, 2013.
Os bicos rotativos são impulsionados por uma força externa, que pode ser energia
elétrica ou ar comprimido, ou pela própria vazão e pressão do líquido. Eles possuem maior
impacto quando comparados com os bicos estacionários, porém, o preço é mais elevado. O
ângulo de pulverização pode ser de até 360°, eles utilizam pouco líquido, operam em pouco
tempo e tem orifícios de saída mais estreitos, aumentando a possibilidade de incrustação ou
entupimento. A seguir, seguem exemplos de bicos rotativos na Figura 25.
46
Figura 25 - Exemplos de bicos de pulverização rotativos para lavagem de tanques.
Fonte: Fog Nozzle, INC, BETE, 2013.
Já as máquinas de limpeza são utilizadas apenas em situações extremas, como containers
de malte ou armazenagem de leite, que necessitam de uma limpeza muito eficiente e
descontaminação (FOG NOZZLE, INC, BETE, 2013).

47
3. METODOLOGIA
3.1. Método de Pesquisa
O método de pesquisa utilizado no presente trabalho foi o Estudo de Caso. O qual
consistiu na investigação e análise de um problema encontrado na planta de Dithane da Dow
AgroSciences. O método estudo de caso permite um real entendimento dos eventos, com
definição completa do problema, indicação de todas as consequências envolvidas e proposta
de solução do problema.
3.2. Estudos Preliminares
Este projeto previu estudos aprofundados e multidisciplinares. Ao final de cada um
destes estudos, foram realizadas reuniões para discussão sobre os aprendizados obtidos e
discussão sobre os pontos seguintes dos estudos, além das avaliações sobre as ações a serem
tomadas.
3.3. Coleta de Dados
Para realização de coleta de dados foi realizado um estudo em campo. Os tanques foram
observados e fotografados, tal como seus agitadores. As tubulações, bombas e instrumentos
em linhas envolvidos no projeto foram observados e medidos em campos e a atividade de
limpeza com água bruta realizada pelos operadores da planta foi também avaliada.

48
Outras informações necessárias foram obtidas por meio do software da planta
(PlantSuite) que mostra as informações dos transmissores dos instrumentos.
Os custos necessários para a implantação do projeto foram estimados por meio de
cotações feitas com os fornecedores de cada área envolvida (compra dos bicos de
pulverização, modificação nas tubulações, alteração no tanque).
3.4. Análise de Dados
Os dados foram analisados e a melhor tecnologia foi definida por meio da consulta à
literatura sobre tanques com sistemas de lavagem por pulverização, além da consulta a
informações disponibilizadas pelos fornecedores do equipamento.

49
4. RESULTADOS E DISCUSSÃO
4.1. Reação de precipitação do Mancozeb
A reação de precipitação que ocorre no tanque em estudo envolve o etileno bis-
ditiocarbamato (EBDC), que é material intermediário formulado na fábrica, o sulfato de
manganês (MnSO4), que é o agente precipitante, e água. Quando o MnSO4 entra em contato
com o EBDC, inicia-se a formação de partículas que crescem até certo diâmetro e se
estabilizam no meio. Esse produto da precipitação é chamado de Maneb. A seguir, segue a
Figura 26 para esquematizar a reação de precipitação.
Figura 26 - Desenho esquemático da reação de precipitação do EBDC com o Sulfato de Manganês.
Fonte: Criação própria.
O EBDC, quando entra no tanque de precipitação, entra numa temperatura elevada.
Devido a temperatura, a atmosfera dentro do tanque fica com vapores de EBDC. Além disso,
quando é iniciada a carga de MnSO4, uma quantidade deste sulfato também fica vaporizada
na atmosfera. Dessa forma, é comum ocorrer depósitos de material precipitado em locais no
topo do tanque. É por este motivo que não é indicado utilizar bicos com orifícios de saída de
líquido muito estreitos.

50
As partículas formadas na reação de precipitação têm um diâmetro pouco maior que 100
µm. Como dito anteriormente, em uma reação de precipitação ideal o gráfico de distribuição
de tamanhos de partícula deve apresentar um perfil o mais estreito possível e com apenas
um pico. Isto mostra que a maioria das partículas possui o mesmo tamanho e o sistema está
monodisperso.
Nas Figuras 27, 28, 29, 30 e 31 a seguir são representados os gráficos de distribuição de
tamanho de partículas com o tanque limpo, sem nenhum depósito de material e após um
tempo em que a limpeza foi feita.
Figura 27 – Gráfico de distribuição do tamanho de partículas para análise do produto Maneb, em precipitação realizada em tanque recentemente limpo. Data da amostragem e análise - 13/03/2014.
Fonte: Dow AgroSciences, 2014.
A Figura 27, a qual mostra a distribuição de tamanho de partículas em uma reação
feita com o tanque limpo, só há um pico, o que mostra que a maioria das partículas possui
diâmetro semelhante.

51
Figura 28 - Gráfico de distribuição do tamanho de partículas para análise do produto Maneb, em precipitação realizada em tanque recentemente limpo. Data da amostragem e análise - 13/04/2014
Fonte: Dow AgroSciences, 2014.
Figura 29 - Gráfico de distribuição do tamanho de partículas para análise do produto Maneb, em precipitação realizada em tanque com início de acúmulo de material. Data da amostragem e análise - 13/05/2014.
Fonte: Dow AgroSciences, 2014.
52
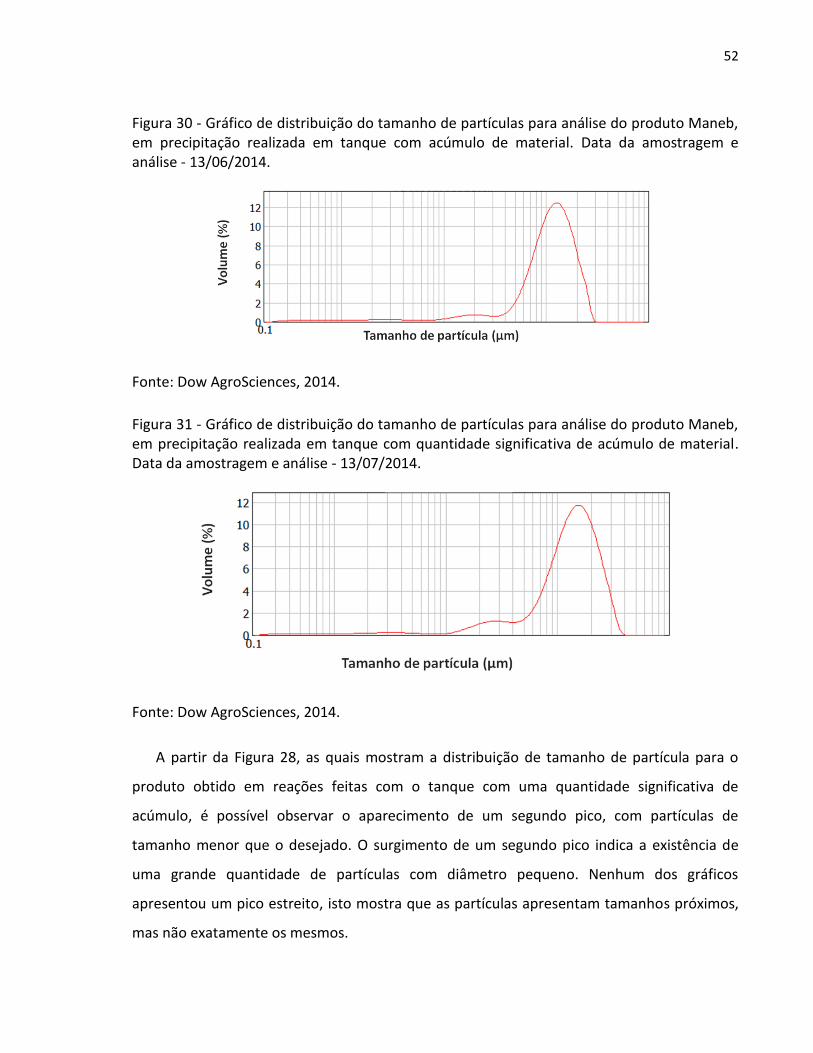
Figura 30 - Gráfico de distribuição do tamanho de partículas para análise do produto Maneb, em precipitação realizada em tanque com acúmulo de material. Data da amostragem e análise - 13/06/2014.
Fonte: Dow AgroSciences, 2014.
Figura 31 - Gráfico de distribuição do tamanho de partículas para análise do produto Maneb, em precipitação realizada em tanque com quantidade significativa de acúmulo de material. Data da amostragem e análise - 13/07/2014.
Fonte: Dow AgroSciences, 2014.
A partir da Figura 28, as quais mostram a distribuição de tamanho de partícula para o
produto obtido em reações feitas com o tanque com uma quantidade significativa de
acúmulo, é possível observar o aparecimento de um segundo pico, com partículas de
tamanho menor que o desejado. O surgimento de um segundo pico indica a existência de
uma grande quantidade de partículas com diâmetro pequeno. Nenhum dos gráficos
apresentou um pico estreito, isto mostra que as partículas apresentam tamanhos próximos,
mas não exatamente os mesmos.
53
A partir da análise destes gráficos que mostram sistemas polidispersos resultantes de
precipitações em tanque lavados manualmente, com dois picos de distribuição, é possível
concluir que o acúmulo de material nas paredes e agitadores dos tanques causa uma
influência negativa na reação de precipitação. Estas partículas menores formadas nas
reações que ocorrem nos tanques com acúmulo são de difícil recuperação devido ao
tamanho, e desta forma acabam saindo do processo e diminuindo a produtividade da fábrica.
Além do que, a presença de partículas de tamanho menor que o desejado acaba impactando
em outras etapas do processo. As principais etapas do processo que serão prejudicadas pelas
partículas menores serão descritas na próxima sessão.
4.2. Influência das partículas pequenas no processo
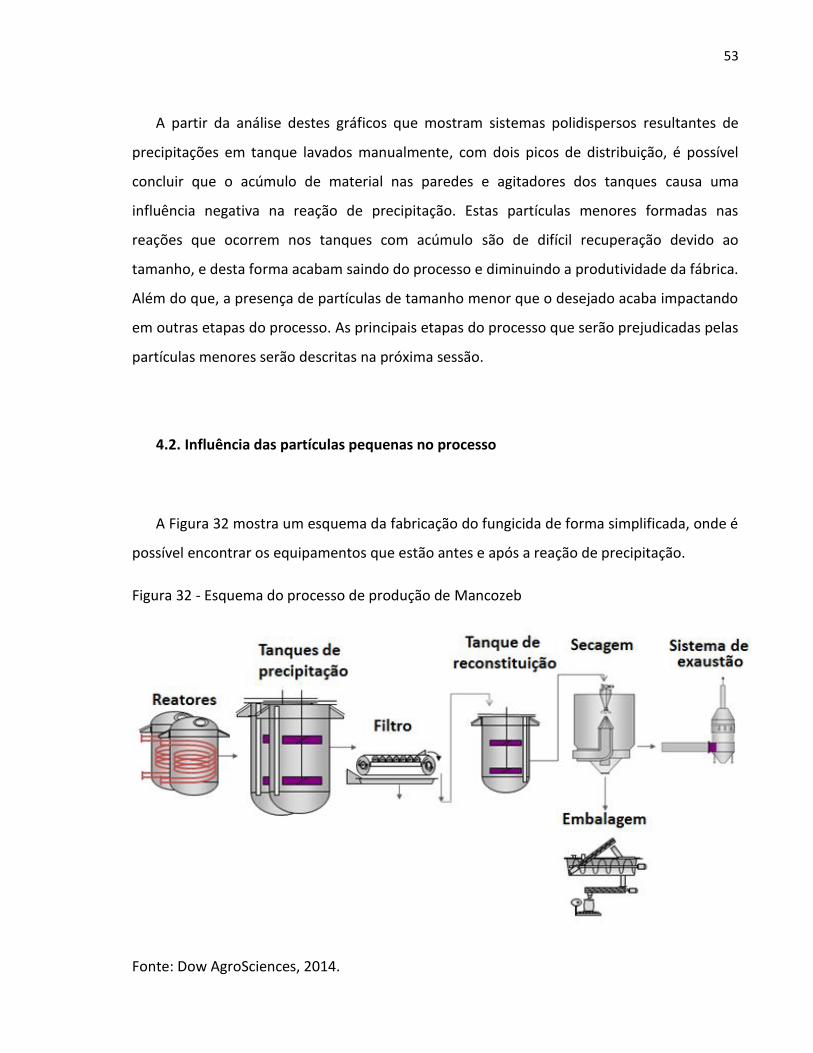
A Figura 32 mostra um esquema da fabricação do fungicida de forma simplificada, onde é
possível encontrar os equipamentos que estão antes e após a reação de precipitação.
Figura 32 - Esquema do processo de produção de Mancozeb
Fonte: Dow AgroSciences, 2014.

54
Nos reatores acontece a reação de formação do EBDC e nos tanques de precipitação é
carregado água, EBDC e o MnSO4. A reação de precipitação ocorre e nela são formadas as
primeiras partículas de Maneb para, posteriormente, iniciar o processo de secagem até
obtenção do produto final (um pó com baixo teor de umidade).
Logo após a precipitação, o Maneb passa por um filtro. A pasta de Maneb é colocada na
parte superior da tela que faz a filtragem e, na parte inferior, há vácuo. Quando a reação de
precipitação gera muitas partículas pequenas, duas coisas podem acontecer: as partículas
pequenas podem passar pela tela e serem descartadas para o sistema de tratamento de
efluentes ou, se as partículas forem um pouco maiores, elas podem ficar presas na tela,
saturando-a e prejudicando todo o sistema de filtração. Segue um esquema do filtro na
Figura 33 a seguir. A figura mostra a entrada de pasta e o movimento que o filtro faz, levando
a pasta até o final enquanto é aplicado vácuo pelas tubulações inferiores.
Figura 33 - Esquema no filtro.
Fonte: Criação própria.
As partículas pequenas que permanecerem na pasta e continuarem no processo irão para
as etapas de secagem. Nessas etapas, o pó é arrastado por um sistema pneumático e,
quando há partículas muito pequenas, elas ficam suspensas e não trafegam normalmente
pelo processo para chegarem à embalagem. Estas partículas acabam sendo carregadas para
o processo de lavagem de gases/pó. O lavador possui um exaustor, que puxa a corrente de ar
55
com pó para fora e tubulações com água que recircula em contracorrente com o fluxo de ar.
Esta água, com o tempo, fica saturada com partículas e precisa ser trocada.
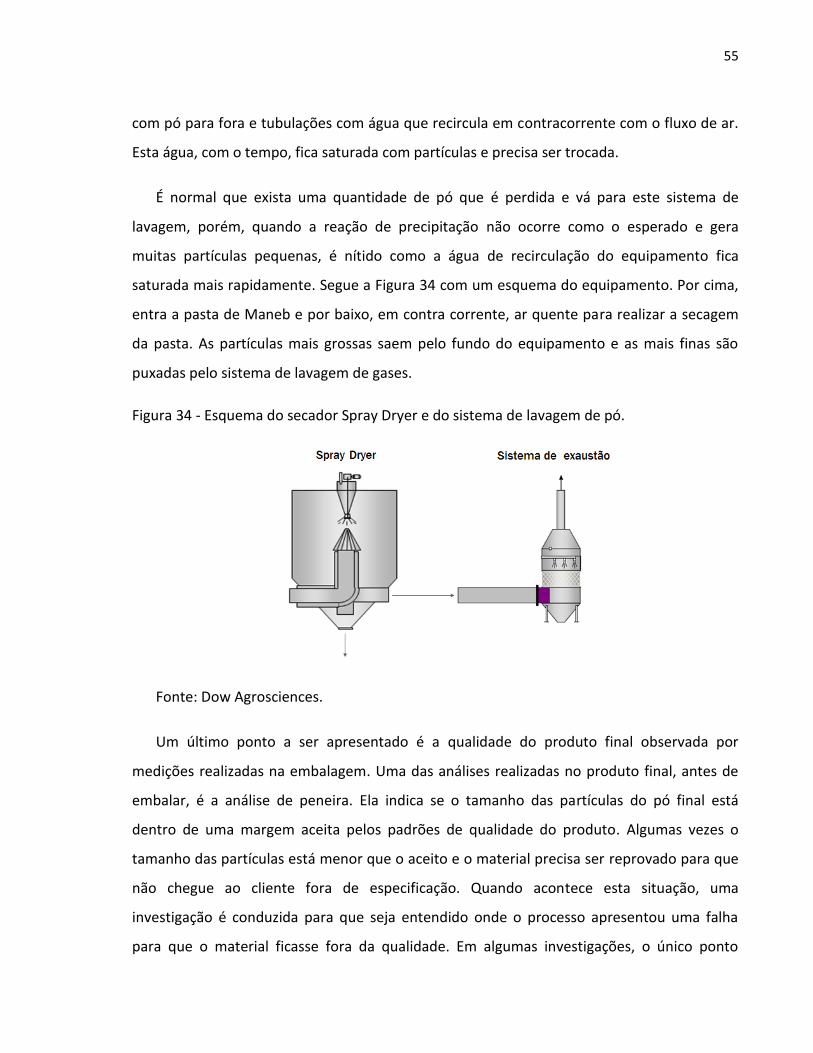
É normal que exista uma quantidade de pó que é perdida e vá para este sistema de
lavagem, porém, quando a reação de precipitação não ocorre como o esperado e gera
muitas partículas pequenas, é nítido como a água de recirculação do equipamento fica
saturada mais rapidamente. Segue a Figura 34 com um esquema do equipamento. Por cima,
entra a pasta de Maneb e por baixo, em contra corrente, ar quente para realizar a secagem
da pasta. As partículas mais grossas saem pelo fundo do equipamento e as mais finas são
puxadas pelo sistema de lavagem de gases.
Figura 34 - Esquema do secador Spray Dryer e do sistema de lavagem de pó.
Fonte: Dow Agrosciences.
Um último ponto a ser apresentado é a qualidade do produto final observada por
medições realizadas na embalagem. Uma das análises realizadas no produto final, antes de
embalar, é a análise de peneira. Ela indica se o tamanho das partículas do pó final está
dentro de uma margem aceita pelos padrões de qualidade do produto. Algumas vezes o
tamanho das partículas está menor que o aceito e o material precisa ser reprovado para que
não chegue ao cliente fora de especificação. Quando acontece esta situação, uma
investigação é conduzida para que seja entendido onde o processo apresentou uma falha
para que o material ficasse fora da qualidade. Em algumas investigações, o único ponto

56
encontrado que estava inadequado foi o tamanho das partículas do Maneb formado nos
tanques de precipitação.
Portanto, analisando a performance do filtro, do lavador de gases e os resultados do
produto final antes de ser embalado, é possível entender que uma reação de precipitação
sem qualidade e polidispersa gera perda de produto por diferentes meios e gera produto
final fora de especificação de qualidade, diminuindo, dessa forma, a capacidade de produção
da planta.
4.3. Atual cenário dos tanques de precipitação
Atualmente, os tanques de precipitação são fervidos duas vezes ao ano. Para fervura, são
utilizados 500 kg de soda cáustica, vapor e água. O tanque fica em agitação com entrada de
vapor constante por 12 horas (no início é adicionado bastante vapor e, posteriormente, é
administrada uma vazão baixa para manter a temperatura do tanque). Após este período, a
entrada de vapor para o tanque é bloqueada, porém, a agitação continua pelo maior tempo
possível (por exemplo, se a planta ficar parada por sete dias devido aos trabalhos de
manutenção, a agitação ficará ligada por pelo menos 6 dias e no sétimo, o tanque será
drenado e rinsado).
Na Figura 35 são mostradas imagens do interior dos tanques em três condições, logo
após a limpeza (a), trinta dias após a limpeza ter sido realizada (b) e o tanque pouco antes do
processo de fervura (c) no qual está em seu estado de maior incrustação.
A Figura 35.a é uma foto tirada logo após a drenagem do tanque no final de uma fervura.
Este procedimento foi realizado em menos tempo que o costume. A fervura foi feita com
apenas 6 horas de vapor e a agitação ficou ligada por apenas um dia. Nessa imagem fica
nítido entender a quantidade de material que fica depositado nas paredes do tanque, pois é
possível enxergar o quanto a placa de material é espessa.

57
(a)
(b)
(c)
Fonte: Dow AgroSciences, 2014.
Na Figura 35.b é possível ver o interior do tanque 30 dias após a fervura. Essa imagem
mostra que o processo de acúmulo é muito rápido, pois o agitador e as chicanas já estão com
Figura 35 - Imagens do interior do tanque de precipitação: a. quarenta dias após a limpeza, b. e pouco antes da limpeza, c. em seu estado de maior incrustação.
58
grande quantidade de material. Nas paredes do tanque também é possível observar o início
de alguns pontos de acúmulo. A Figura 35.c foi tirada uma semana antes de acontecer a
fervura no tanque. Nela é possível ver o grande acúmulo no agitador e principalmente nas
paredes e chicanas do tanque.
Num processo normal de limpeza, onde todo o material acumulado é retirado, os
operadores relatam que, ao retornar a operação, o nível aparente do tanque diminui. Isto é
mais um sinal de que o acúmulo é intenso.
No dia-a-dia do processo, após cada batelada feita nos tanques e sua transferência, o que
dura em torno de 2h30 a 3h00, os operadores abrem a boca de visita do tanque e fazem uma
rinsagem com água. Este processo dura em torno de 5 minutos e os operadores usam em
média 100 litros de água. Esta atividade é de pouco eficiência para retirar os resíduos das
paredes e agitadores dos tanques. Sua maior utilidade é carregar uma pequena quantidade
de produto que não foi transferido. Além de não ser uma atividade eficiente, mesmo com o
uso dos equipamentos individuais de proteção e cuidados, oferece riscos ao operador
executante e ao processo, como respingo de produto na pele ou olhos do operador, queda
dentro do tanque, queda de materiais dentro do tanque, entre outros.
Após toda a análise do processo atual e apresentação do problema de acúmulo de
material no tanque e quais são as consequências deste acúmulo para o processo, serão
apresentados os estudos e propostas para realizar as mudanças necessárias para um
processo mais confiável e produtividade maior.
4.4. Design do processo
É necessário avaliar o design do processo para que a limpeza dos tanques aconteça da
forma mais eficiente possível e com baixo custo de instalação. Inicialmente será apresentada
a condição atual física da fábrica (os equipamentos e tubulações que já existem) e,
59
posteriormente, serão mostradas as alternativas possíveis para utilizar o que já é existente,
modificando o necessário para adequar à utilização dos bicos de limpeza.
4.4.1. Utilização da carga de água bruta da precipitação para limpeza dos
tanques
Atualmente, há uma tubulação de água que chega aos tanques de precipitação e bifurca
para se dirigir a um e outro tanque. A finalidade desta tubulação é adicionar uma carga de
2450 litros de água nos tanques para a reação de precipitação. Esta é a primeira etapa da
reação, portanto, antes de iniciar a carga de água, o tanque está completamente vazio.
A tubulação de água é de 2”, aço carbono, schedule 40 e possui uma entrada simples no
tanque, como indicado no esquema da Figura 36 a seguir. Na figura também é possível
observar as válvulas, instrumentos e onde tudo está instalado na tubulação.
Uma das opções para limpeza dos tanques é utilizar a própria água que faz parte da
reação de precipitação. Dessa forma, os 2450 litros de água bruta entrarão nos tanques
fazendo a lavagem e permanecerão no meio para continuar a reação de precipitação. A
vantagem desta opção é que não haverá um descarte de água para tratamento de efluentes
da fábrica.
Para utilizar a carga de água bruta, as tubulações já existentes deverão ser modificadas
para que os bicos fiquem localizados no local adequado e a água sofra a menor perda de
carga possível, atingindo o bico com uma pressão suficiente para impactar as paredes do
tanque e limpá-las.
No interior dos tanques há o agitador e as chicanas, portanto, apenas um bico atingiria a
superfície do tanque de forma ineficiente. Além disso, a lavagem é melhor quando o bico
está mais próximo. Dessa forma serão instalados dois bicos em cada tanque e portanto, será
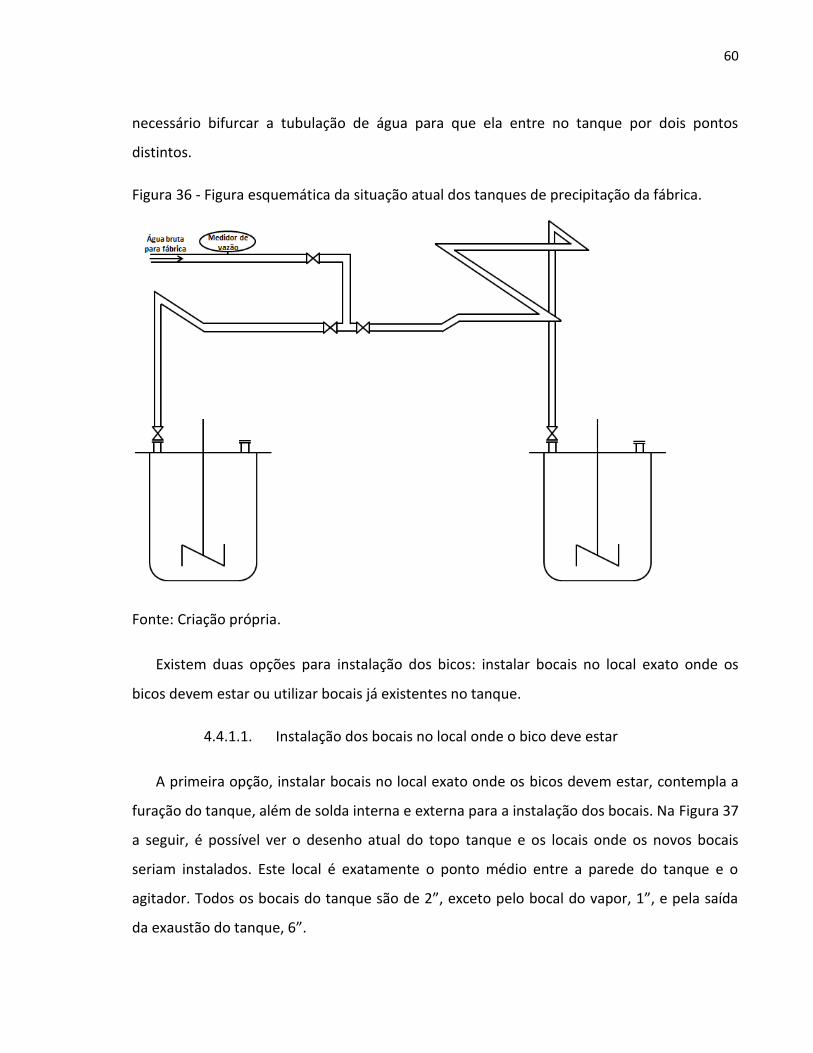
60
necessário bifurcar a tubulação de água para que ela entre no tanque por dois pontos
distintos.
Figura 36 - Figura esquemática da situação atual dos tanques de precipitação da fábrica.
Fonte: Criação própria.
Existem duas opções para instalação dos bicos: instalar bocais no local exato onde os
bicos devem estar ou utilizar bocais já existentes no tanque.
4.4.1.1. Instalação dos bocais no local onde o bico deve estar
A primeira opção, instalar bocais no local exato onde os bicos devem estar, contempla a
furação do tanque, além de solda interna e externa para a instalação dos bocais. Na Figura 37
a seguir, é possível ver o desenho atual do topo tanque e os locais onde os novos bocais
seriam instalados. Este local é exatamente o ponto médio entre a parede do tanque e o
agitador. Todos os bocais do tanque são de 2”, exceto pelo bocal do vapor, 1”, e pela saída
da exaustão do tanque, 6”.
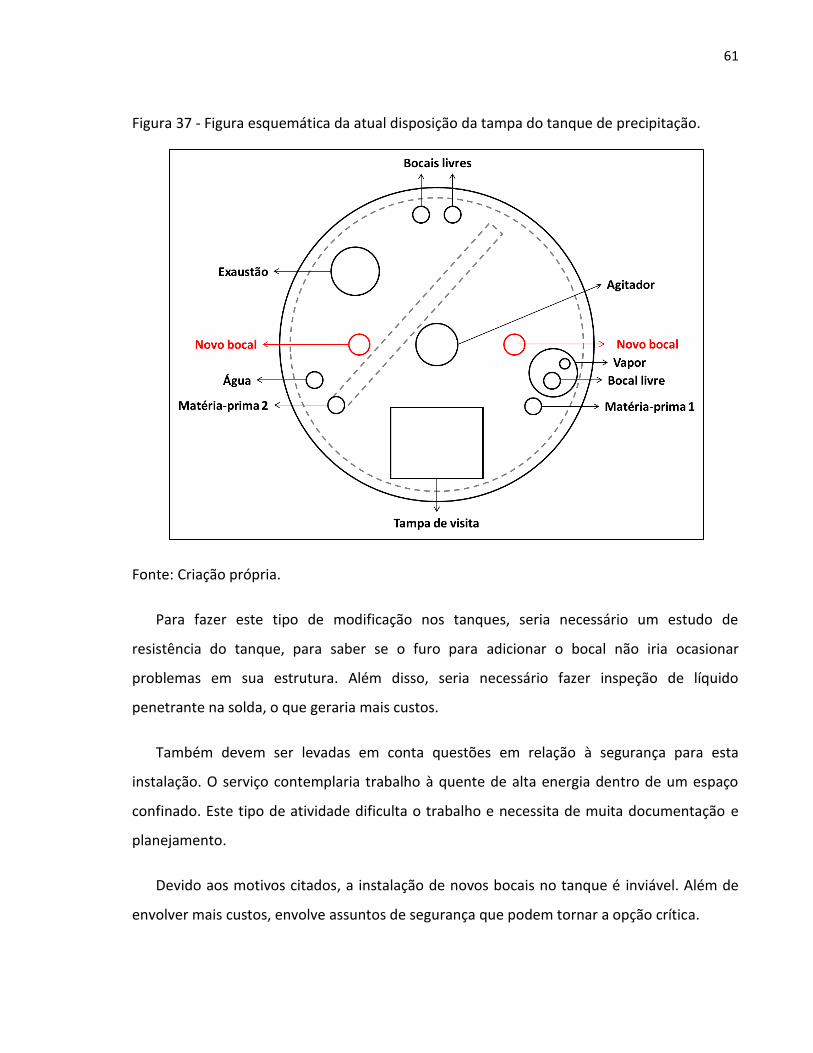
61
Figura 37 - Figura esquemática da atual disposição da tampa do tanque de precipitação.
Fonte: Criação própria.
Para fazer este tipo de modificação nos tanques, seria necessário um estudo de
resistência do tanque, para saber se o furo para adicionar o bocal não iria ocasionar
problemas em sua estrutura. Além disso, seria necessário fazer inspeção de líquido
penetrante na solda, o que geraria mais custos.
Também devem ser levadas em conta questões em relação à segurança para esta
instalação. O serviço contemplaria trabalho à quente de alta energia dentro de um espaço
confinado. Este tipo de atividade dificulta o trabalho e necessita de muita documentação e
planejamento.
Devido aos motivos citados, a instalação de novos bocais no tanque é inviável. Além de
envolver mais custos, envolve assuntos de segurança que podem tornar a opção crítica.
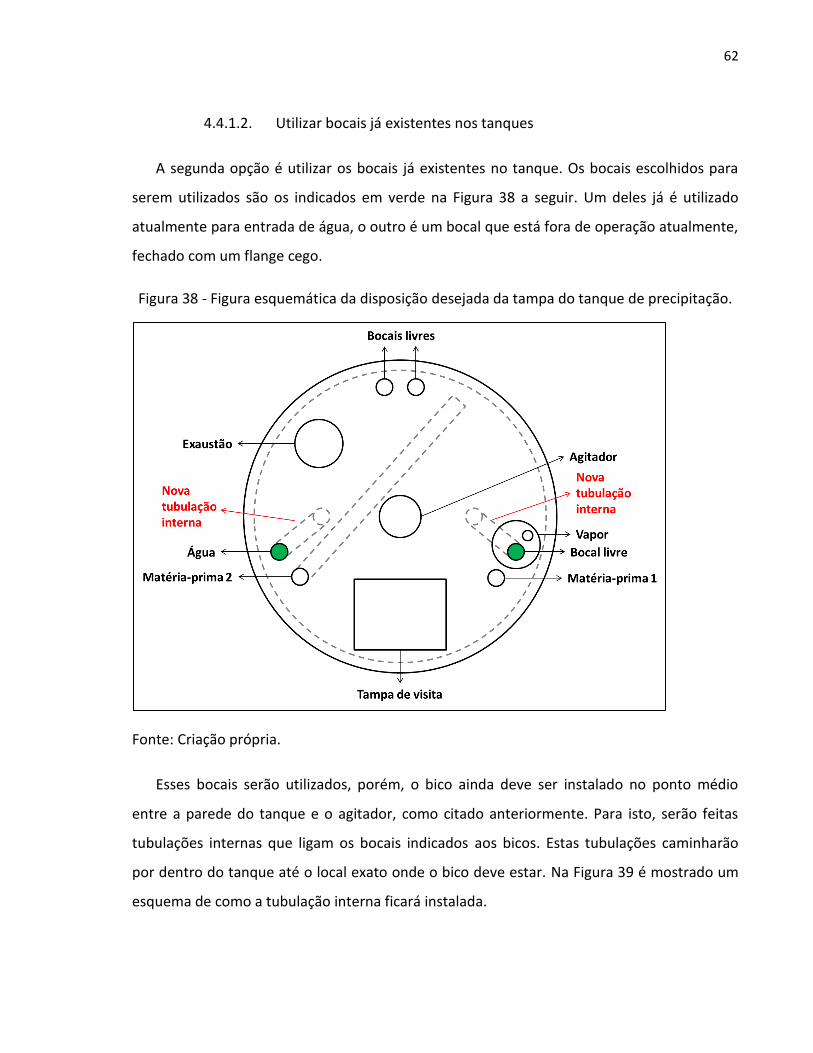
62
4.4.1.2. Utilizar bocais já existentes nos tanques
A segunda opção é utilizar os bocais já existentes no tanque. Os bocais escolhidos para
serem utilizados são os indicados em verde na Figura 38 a seguir. Um deles já é utilizado
atualmente para entrada de água, o outro é um bocal que está fora de operação atualmente,
fechado com um flange cego.
Figura 38 - Figura esquemática da disposição desejada da tampa do tanque de precipitação.
Fonte: Criação própria.
Esses bocais serão utilizados, porém, o bico ainda deve ser instalado no ponto médio
entre a parede do tanque e o agitador, como citado anteriormente. Para isto, serão feitas
tubulações internas que ligam os bocais indicados aos bicos. Estas tubulações caminharão
por dentro do tanque até o local exato onde o bico deve estar. Na Figura 39 é mostrado um
esquema de como a tubulação interna ficará instalada.

63
Figura 39 - Figura esquemática da instalação proposta das tubulações para entrada de água no tanque através do bico de pulverização.
Fonte: Criação própria.
Para esta instalação, um trecho da tubulação de 2” já existente será retirado e
modificado para que tenha uma bifurcação. Será colocado um flange e tubulação de aço
inoxidável 316, 1 ⁄ ”, schedule 40s, que se encaminhará até o local correto. Na Figura 39
também é possível observar esta instalação.
Considerando esta opção, não é necessário fazer trabalho à quente de solda nos tanques,
o que torna a opção mais viável tanto pelos custos quanto pela segurança da atividade. Ainda
assim é necessário fazer entrada em espaço confinado para montar a tubulação dentro do
tanque.
Como já foi citado, atualmente é utilizado em torno de 100 litros de água para limpeza
dos tanques e esta água é descartada para o tratamento de efluentes. Ambas as opções,
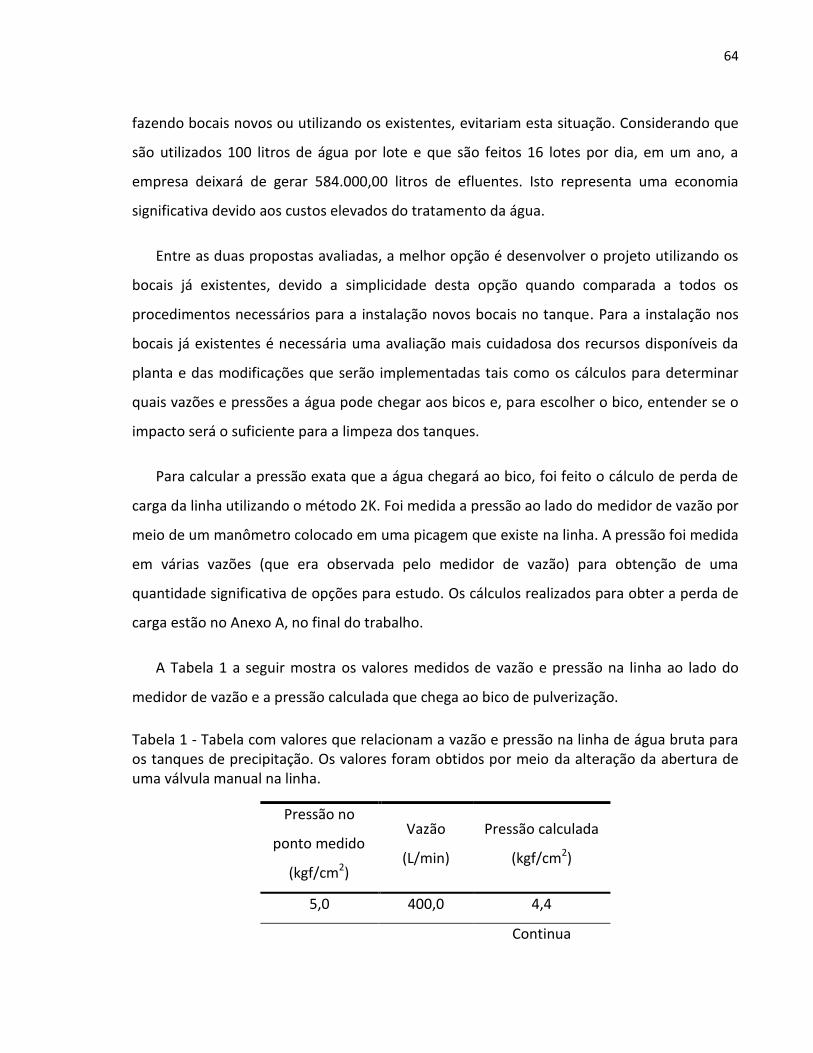
64
fazendo bocais novos ou utilizando os existentes, evitariam esta situação. Considerando que
são utilizados 100 litros de água por lote e que são feitos 16 lotes por dia, em um ano, a
empresa deixará de gerar 584.000,00 litros de efluentes. Isto representa uma economia
significativa devido aos custos elevados do tratamento da água.
Entre as duas propostas avaliadas, a melhor opção é desenvolver o projeto utilizando os
bocais já existentes, devido a simplicidade desta opção quando comparada a todos os
procedimentos necessários para a instalação novos bocais no tanque. Para a instalação nos
bocais já existentes é necessária uma avaliação mais cuidadosa dos recursos disponíveis da
planta e das modificações que serão implementadas tais como os cálculos para determinar
quais vazões e pressões a água pode chegar aos bicos e, para escolher o bico, entender se o
impacto será o suficiente para a limpeza dos tanques.
Para calcular a pressão exata que a água chegará ao bico, foi feito o cálculo de perda de
carga da linha utilizando o método 2K. Foi medida a pressão ao lado do medidor de vazão por
meio de um manômetro colocado em uma picagem que existe na linha. A pressão foi medida
em várias vazões (que era observada pelo medidor de vazão) para obtenção de uma
quantidade significativa de opções para estudo. Os cálculos realizados para obter a perda de
carga estão no Anexo A, no final do trabalho.
A Tabela 1 a seguir mostra os valores medidos de vazão e pressão na linha ao lado do
medidor de vazão e a pressão calculada que chega ao bico de pulverização.
Tabela 1 - Tabela com valores que relacionam a vazão e pressão na linha de água bruta para os tanques de precipitação. Os valores foram obtidos por meio da alteração da abertura de uma válvula manual na linha.
Pressão no
ponto medido
(kgf/cm2)
Vazão
(L/min)
Pressão calculada
(kgf/cm2)
5,0 400,0 4,4
Continua

65
Conclusão
4,5 450,0 3,9
4,0 500,0 3,3
3,5 550,0 2,7
3,0 625,0 2,1
2,5 700,0 1,4
Fonte: Dow AgroSciences, 2014.
4.4.2. Reutilização da água do tratamento de efluentes para limpeza dos
tanques
Durante o processo de fabricação do Mancozeb, algumas operações, como a filtração dos
produtos intermediários, geram efluentes que são tratados para serem devolvidos ao meio
ambiente. Esta água é chamada de “água amarela”, pois possui quantidades significativas do
fungicida além de algumas matérias-primas não consumidas durante as reações de
formulação e precipitação.
Em um primeiro estágio, a água amarela gerada é encaminhada para um tanque
intermediário chamado “PIT 1” e a partir deste local a água continua no processo de
tratamento químico e físico. No PIT 1, há um sistema montado que contempla uma bomba e
uma tubulação que pode levar a água amarela do PIT 1 até um ponto próximo aos dois
tanques de precipitação. A seguir, segue a Figura 40 que é um esquema do sistema.
No passado, a operação conectava uma mangueira com engate rápido na tubulação de
água amarela e utilizava esta água para realizar a limpeza dos tanques evitando, desta forma,
usar água bruta. Porém, se por algum motivo a fábrica parasse por um tempo e esta
tubulação ficasse fora de uso, ela obstruía e era necessário muito trabalho para tornar a
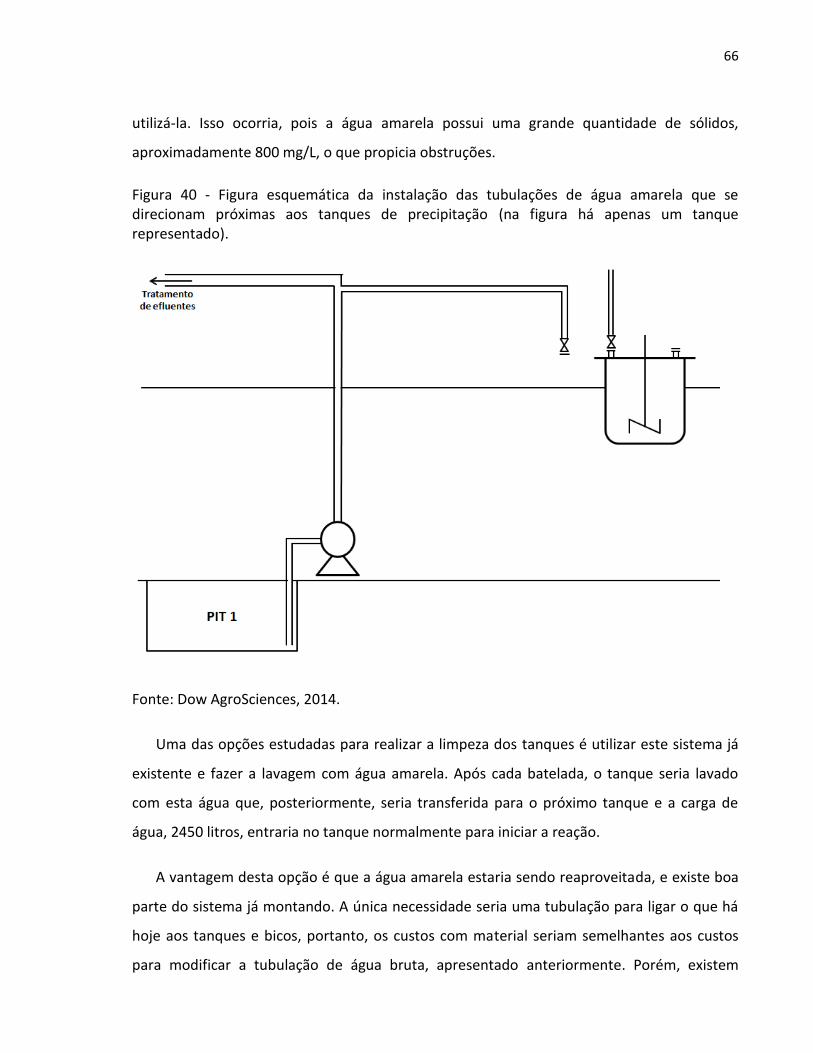
66
utilizá-la. Isso ocorria, pois a água amarela possui uma grande quantidade de sólidos,
aproximadamente 800 mg/L, o que propicia obstruções.
Figura 40 - Figura esquemática da instalação das tubulações de água amarela que se direcionam próximas aos tanques de precipitação (na figura há apenas um tanque representado).
Fonte: Dow AgroSciences, 2014.
Uma das opções estudadas para realizar a limpeza dos tanques é utilizar este sistema já
existente e fazer a lavagem com água amarela. Após cada batelada, o tanque seria lavado
com esta água que, posteriormente, seria transferida para o próximo tanque e a carga de
água, 2450 litros, entraria no tanque normalmente para iniciar a reação.
A vantagem desta opção é que a água amarela estaria sendo reaproveitada, e existe boa
parte do sistema já montando. A única necessidade seria uma tubulação para ligar o que há
hoje aos tanques e bicos, portanto, os custos com material seriam semelhantes aos custos
para modificar a tubulação de água bruta, apresentado anteriormente. Porém, existem

67
algumas desvantagens que inviabilizam esta opção. Em primeiro lugar, como já foi citado
anteriormente, a quantidade de sólidos na água amarela facilita a obstrução da linha e do
bico de limpeza. Portanto, para utilizar a água amarela, seria necessário fazer uma picagem
de água bruta na linha para realizar a limpeza após cada utilização (ou seja, assim que entra a
água amarela no tanque para realizar a limpeza, deve entrar água bruta para passar pela
linha e retirar os sólidos que ficam parados). Desta forma, a vantagem, que é evitar a
utilização de água bruta, seria perdida.
Desta forma, considerando as duas opções apresentadas, (que são a utilização de água
bruta que faz parte da reação de precipitação ou a reutilização de água amarela) foi decidido
continuar o projeto com a primeira opção devido a sua maior confiabilidade.
O descritivo com os custos de cada opção será apresentado posteriormente, na sessão de
análise de custos do projeto.
4.5. Escolha do tipo de bico de pulverização
Podem ser utilizados dois principais bicos para limpeza dos tanques: bicos giratórios
movidos por força externa ou bicos espirais que não necessitam de força externa.
4.5.1. Bicos movidos por força externa
Os bicos de pulverização movidos por forças externas possuem jato sólido, o que significa
alto impacto do líquido no tanque. Este tipo de bico pode possuir entre dois e quatro jatos
que rotacionam no eixo central do bico lavador atingindo toda a superfície a ser lavada.
Como o tanque em estudo está sob condições severas de acúmulo de material nas paredes e
agitador, o alto impacto é uma vantagem para bico.

68
Para que a limpeza atinja o tanque inteiro, o bico deve girar em todas as direções. Este
movimento necessita de energia que pode ser adquirida por energia elétrica, ar comprimido
ou o giro pode ocorrer pela força reacionária do próprio líquido, dependendo da pressão
com que ele chega ao bico.
Como a pressão da água que chega ao bico não é muito alta e fisicamente existe
cabeamento elétrico próximo ao local, entre os bicos movidos por força externa, foi estudada
a opção de utilizar o bico movido por energia elétrica. Na imagem da Figura 41 são
mostradas fotografias que exemplificam este tipo de bico.
Figura 41 - Figura de bicos movidos a força externa para lavagem de tanques.
Fonte: Bete, 2014.
De acordo com os catálogos dos fabricantes de bicos, a quantidade de fluido necessária
para limpar um tanque utilizando este bico é pequena. Tendo a vazão e pressão adequadas, a
quantidade total de fluido é inferior a qualquer outro tipo de bico de pulverização (Spraying
Systems Catalog, 2014).
O orifício por onde o fluído de lavagem sai do bico é estreito, portanto, o fluído deve ser
limpo e sem partículas sólidas para evitar um possível acúmulo e obstrução do bico. Existe
69
também a possibilidade de obstrução do bico devido à atmosfera do tanque. Como no caso
em estudo, cujo tanque é o local onde ocorre uma reação de precipitação, a atmosfera é
propícia à formação cristais, o que pode ser uma desvantagem para o modelo. Um orifício
obstruído irá gerar padrões de pulverização irregulares e distorcidos, o que reduzirá a
qualidade da lavagem feita pelo bico.
4.5.2. Bicos espirais
Os bicos espirais de pulverização tem como vantagem o fato de que não necessitam de
energia para espalhar fluidos. Entre os bicos espirais existentes no mercado, foi feita um
consulta aos fornecedores para avaliar quais seriam os mais indicados para realizar limpeza
de tanques.
Este tipo de bico possui um jato em forma de cone cheio, o que significa um impacto do
fluido nas paredes do tanque mais baixo quando comparado ao bico mostrado no item
anterior deste trabalho. Apesar desta desvantagem, o bico ainda é capaz de atingir toda a
área interna necessária do tanque com um impacto significativo.
A pressão com que o fluido passa pelo bico faz com que ele se espalhe saindo em um
padrão de cone cheio. Não é necessária nenhuma força externa, pois o bico não é giratório.
Na Figura 42 são mostrados exemplos do bico espiral.
A quantidade de fluido necessária para limpar um tanque utilizando este bico é mais
elevada quando comparada aos bicos movidos por forças externas, porém, este modelo
possui máxima passagem de líquido, o que permite altas vazões de líquido e, portanto,
limpezas não demoradas. A máxima passagem de líquido é devido ao orifício largo, que
dificilmente apresentará alguma obstrução. Esta é uma vantagem deste bico devido à
atmosfera agressiva presente no tanque, que possui alta probabilidade de formar cristais e
obstruir orifícios estreitos.

70
Figura 42 - Figura esquemática do bico de pulverização espiral.
Fonte: Spraying Systems Catalog, 2014.
Para determinar qual o bico mais interessante a ser utilizado, bico movido a força externa
ou bico espiral, devem ser levados em conta os seguintes fatores: vazão, pressão e impacto
do fluido, o formato do jato e o preço.
d) Vazão, pressão e impacto:
Por meio de uma válvula manual na linha de água que será utilizada para fazer a limpeza
dos tanques, é possível modificar a vazão e pressão de água na linha. É possível utilizar entre
uma vazão de 400 kg/min a 5 kgf/cm2 até uma vazão de 750 kg/min a 2,5 kgf/cm2
(lembrando que esta é a vazão total de água, portanto, para cada bico, a vazão será a
metade; a pressão utilizada foi calculada anteriormente e está na Tabela 1). Estes valores
foram obtidos por medições na planta por meio de um medidor de vazão eletromagnético,
um manômetro e cálculos. É necessário encontrar um valor ideal para que o impacto no
tanque seja o melhor possível.
71
Para bicos movidos por força externa, o impacto real é calculado utilizando o conceito
apresentado na sessão 2.2.6. O cálculo consiste na multiplicação da pressão anterior a saída
do fluido do bico por 1,9. Como mostrado a seguir, é possível variar o impacto entre 8,4 e 2,7
kgf/cm2 e como somente a pressão influencia nesta fórmula, quanto maior a pressão, maior
será o impacto, independente da vazão.
Lembrando que para um impacto de 8,4 kgf/cm2 a vazão total para o tanque será de 400
kg/min e para um impacto de 2,7 kgf/cm2 a vazão será de 750 kg/min.
Os catálogos dos fornecedores de bicos de pulverização indicam que, para o bom
funcionamento do bico de alto impacto, é interessante possuir uma pressão entre 3 e 10
kgf/cm2 e uma vazão entre 11 e 620 L/min. Portanto, para um bico movido a força externa, o
ideal seria utilizar a válvula restringida para obter uma pressão de 4,4 kgf/cm2 e uma vazão
de 400 L/min, gerando, desta forma, um impacto alto.
Para bicos em espiral, o impacto será calculado pela Equação 3, mostrada da sessão 2.2.6.
Como apresentado a seguir, é possível variar o impacto entre 1,1 kgf/cm2 e 1,2 kgf/cm2.
Portanto, para vazões maiores e pressões menores, é obtido um impacto maior. Conforme a
vazão aumenta em uma linha, a pressão diminui, e desta forma, nos cálculos, há o aumento
da vazão, porém, diminuição do valor da pressão. Mesmo com a diminuição da pressão o
valor do impacto aumenta, pois a vazão tem maior influência no resultado do que a pressão,
que está na fórmula com raiz quadrada.
√
√
Para os bicos de espiral, os catálogos indicam que a vazão de trabalho deve ser de
11L/min a 620 L/min. Pelos cálculos mostrados, é possível observar que quanto maior a

72
vazão, maior é o impacto, portanto, deve-se usar a vazão de 620 L/min, a máxima indicada. O
valor de 11% foi obtido pelo Quadro 2.
Nesta vazão de 620 L/min, foi medido em campo uma pressão de 3 kgf/cm2. O cálculo
para a nova força de impacto está a seguir:
√
e) Formato do jato
Como foi descrito anteriormente, o bico de pulverização movido à força externa possui
um padrão de jato sólido que impacta com muita intensidade uma área estreita. Para que
cubra toda a superfície interna do tanque é necessário que haja rotação. Já o bico em espiral
possui um jato cônico cheio que atinge toda a superfície do tanque, porém, com um impacto
menor.
Pelo formato do jato os dois bicos são satisfatórios, apenas tem a diferença em que um
depende do giro para alcançar toda a área interna do tanque e o outro necessita de tempo e
alta vazão, pois, apesar de atingir toda a área todo o tempo, possui uma intensidade menor.
Dessa forma, é necessário avaliar os custos juntamente com o que foi citado anteriormente,
pressão, vazão e impacto e formato do jato.
4.5.3. Avaliação dos custos da implementação da lavagem
Para que o projeto seja possível de ser realizado, além de apresentar resultados, deve
possuir um custo aceitável para que seja aprovado pela liderança da fábrica. Dessa forma,
serão apresentados a seguir os custos totais para a instalação do projeto.
Como descrito anteriormente, existem três opções de design de processo para implementar
o projeto proposto: (1) utilizar a carga de água da formulação utilizando bicos colocados em

73
bocais novos; (2) utilizar a carga de água da formulação utilizando bocais já existentes; (3)
utilizar a água amarela que seria enviada para o tratamento de efluentes para fazer a
lavagem dos tanques. Os custos para as duas primeiras opções serão apresentados no
Quadro 3 a seguir. Como a opção de utilizar água amarela é de difícil análise uma vez que os
fabricantes não tem informações do desempenho dos pulverizadores para água contendo
partículas em suspensão, e pelos custos decorrentes de problemas de obstrução que
poderiam ser ocasionados por conta o uso da água amarela ser de difícil estimativa, os
cálculos de custo para a utilização desta opção não foram realizados.
Quadro 3- Quadro com todas as informações de custos para a instalação do projeto de limpeza automática dos tanques de precipitação.
1. Instalação de Novos Bocais
Item Custo (real) Custo (dólar)
Material das novas tubulações R$ 4.660,14 R$ 1.553,38
Mão-de-obra para confecção e instalação de novas
tubulações R$ 5.751,65 R$ 1.917,22
Montagem de andaimes dentro do tanque R$ 3.074,83 R$ 1.024,94
Inspeção de solda (Líquido Penetrante) R$ 1.000,00 R$ 333,33
Total R$ 14.486,62 R$ 4.828,87
2. Utilização de bocais existentes
Item Custo (real) Custo (dólar)*
Material das novas tubulações R$ 3.890,50 R$ 1.296,83
Mão-de-obra para confecção e instalação de novas
tubulações R$ 4.572,01 R$ 1.524,00
Montagem de andaimes dentro do tanque R$ 3.074,83 R$ 1.024,94
Total R$ 11.537,34 R$ 3.845,78
3. Bicos Spray Systems (brasileira)
(a) Bico movido a energia elétrica Custo (real) Custo (dólar) *
Bico movido a energia elétrica (4 unidades) R$ 25.685,00 $8.561,67
Continua

74
Conclusão
Material mais instalação de conduletes e cabos R$ 500,00 $166,67
Mão-de-obra de engenharia de controle de processo R$ 400,00 $133,33
Total para instalação de bico movido a energia elétrica R$ 26.585,00 $8.861,67
(b) Bico espiral
Bico espiral (4 unidades) R$ 7.319,16 $2.439,72
4. Bicos Bete (americana)
(a) Bico movido a energia elétrica Custo (real) Custo (dólar) *
Bico movido a energia elétrica (4 unidades) R$ 16.116,00 $5.372,00
Material mais instalação de conduletes e cabos R$ 500,00 $166,67
Mão-de-obra de engenharia de controle de processo R$ 400,00 $133,33
Impostos e transporte para importação R$ 1.500,00 $500,00
Total para instalação de bico movido a energia elétrica R$ 18.516,00 $6.172,00
(b) Bico espiral
Bico espiral (4 unidades) R$ 1.348,92 $449,64
Impostos e transporte para importação R$ 1.500,00 R$ 500,00
Total para instalação de bico espiral R$ 2.848,92 R$ 949,64
* conversão: $1,00 = R$3,00
Fonte: Informações pessoais obtidas com fornecedores.
Analisando as possibilidades de design e os custos ligados a cada uma, que são os itens 1
e 2 do quadro, é possível perceber que os custos não variam muito de uma opção para outra,
R$ 14.486,62 para a instalação de novos bocais e R$ 11.537,34 para utilização dos bocais já
existentes . Dessa forma, para determinar a melhor opção em relação ao design do processo,
ou seja, instalar novos bocais nos tanques ou utilizar os bocais já existentes, os custos não
serão um parâmetro importante.
No Quadro 3 também é possível encontrar os custos dos bicos, itens 3 e 4. Foram
realizadas duas cotações, uma de uma empresa brasileira e outra de uma empresa
americana. A qualidade das duas empresas é semelhante e ambas possuem cadastro do

75
banco de dados da empresa de destino, Dow AgroSciences, portanto, a que possuiu melhor
preço foi contatada. Analisando os números apresentados em relação aos bicos, é possível
observar que, primeiramente, a empresa americana possui preços mais vantajosos, mesmo
com a adição do frete internacional, dessa forma, ela foi contatada para a compra.
O preço médio do bico movido à força externa está em torno de 20 mil reais, além dos
custos de instalação (mão de obra), modificação das tubulações para que o fluido de lavagem
chegue ao bico (como citado nos custos de design do processo) e de instalações elétricas
(construção de conduletes para que o cabeamento elétrico chegue com segurança ao
instrumento). Também é possível observar que há custos referentes à mão de obra para
adicionar o instrumento ao painel de controle da fábrica (mão-de-obra de engenharia de
controle de processo), para que ele responda a comandos remotos, ou seja,
iniciado/desligado automaticamente com os lotes que são formulados dentro do tanque. Já o
preço do bico espiral é baixo e não há outros custos relacionados a este bico.
Como o custo no primeiro bico é muito elevado em relação ao segundo, ele deveria ser
escolhido somente se houvesse um exemplo de sucesso com a sua instalação para uma
aplicação em condições semelhantes. No caso, como a atmosfera do tanque pode causar
obstruções, não é indicado optar por ele sem ter a garantia que o resultado será satisfatório.
Dessa forma, o bico em espiral é a melhor opção.
4.6. Aprendizado com a fábrica de Dithane® de Barranquilla, Colômbia
Realizando um pesquisa nas demais plantas da Dithane® da Dow AgroSciences para
verificar quais procedimentos foram adotados para a lavagem dos tanques de precipitação
verificou-se que em Barranquilla, Colômbia, existe uma planta de Dithane® da Dow
AgroSciences semelhante a de Jacareí. Lá foi feito o projeto para limpeza dos tanques de
precipitação e bons resultados foram obtidos.

76
Semelhante ao que ocorre na planta de Jacareí, em Barranquilla era necessário parar a
produção e ferver os tanques a cada 40 dias devido ao acúmulo. Eles fizeram a instalação de
dois bicos espirais, semelhantes aos mostrados neste trabalho. A diferença é que eles faziam
lavagens entre lotes e descartavam a água utilizada para lavagem. Após esta etapa iniciavam
a carga de água que entra por uma tubulação comum, sem bico de pulverização. Na Figura
43 é possível visualizar o acúmulo no tanque.
Figura 43 - Fotos do interior dos tanques de precipitação da planta de Dithane® de Barranquilla, Colômbia, mostrando o acúmulo de material. (a) Antes da instalação dos bicos de limpeza e após 40 dias de formulação a partir da última fervura; (b) Após a instalação
a. b.
Fonte: Dow AgroSciences, 2014.
O resultado reportado pela planta de Barranquilla foi positivo, e na Figura 43 são
mostradas imagens do interior dos tanques de precipitação com acúmulo ocorrido em duas
situações: (a) antes da instalação dos bicos de limpeza e após 40 dias de formulação a partir
da última fervura; (b) após a instalação dos bicos e após 60 dias de formulação a partir da
última fervura. Nesta Figura 43 é possível observar um menos acumulo nas paredes do
tanque após a instalação do sistema de lavagem por dispersores do tipo bicos espiral,
demonstrando que estes dispositivos são eficazes.
(a) (b)
(a) (b)

77
5. CONCLUSÃO
Com base nos resultados das análises de tamanho de partícula verificou-se que estado de
acúmulo do tanque na reação pode afetar a qualidade do produto final, uma vez que o
acumulo no tanque causa uma polidispersão do precipitado. Observou-se ainda que para um
maior grau de limpeza do tanque a distribuição de tamanhos é mais homogênea.
A análise do impacto da polidispersão do tamanho das partículas do produto, resultantes
do processo realizado no tanque com incrustações mostrou que a presença de partículas
com menor tamanho que o desejado pode impactar negativamente diversas etapas
posteriores do processo produtivo. Alguns equipamentos, como o filtro e o lavador de pó
mostram diferenças em suas performances quando o tanque está com acúmulo e o produto
final apresenta, algumas vezes, problema de qualidade na análise de peneira, que indica
grande quantidade de partículas pequenas.
Com base na literatura e na experiência reportada pro outras unidades, a automação da
etapa de limpeza do tanque é uma estratégia que pode reduzir a formação de depósitos no
interior dos mesmos além de reduzir riscos para os operadores que deixarão de realizar a
lavagem de forma manual. Desta forma, foram apresentadas algumas alternativas para a
instalação de bicos de pulverização para realizar a lavagem automática dos tanques de
precipitação entre todos os lotes formulados, diminuir o acúmulo nos tanques e aumentar a
confiabilidade da reação.
Na análise do novo design do processo foi constatado que é mais vantajoso manter o
tanque em sua forma original e fazer modificações na tubulação de água para a instalação
dos bicos. Constatou-se também que a água utilizada para a limpeza deve ser a própria água
bruta que faz parte da formulação da reação de precipitação, uma vez que, dessa forma, não
haverá geração de água residual de lavagem.
Em relação a escolha dos bicos, considerando a análise de aspectos como os custos
envolvidos, o conhecimento da atmosfera presente no tanque e pela experiência reportada

78
por outra planta de Dithane®, foram escolhidos os bicos em espiral, que não necessitam
energia para movimentação, tem pouco risco de obstrução e apresentam um custo baixo
quando comparado as demais opções analisadas. Apesar do menor impacto do jato de água
nas paredes do tanque e no agitador, a grande quantidade de água adicionada por lote, 2450
litros, permite que a limpeza proporcionada pelos bicos em espiral seja adequada ao
processo.
De um modo geral as modificações do processo foram consideradas adequadas, sendo
justificadas tanto para garantir um produto final de melhor qualidade, quanto para manter o
processo confiável e sem perdas por problemas em equipamentos (além do próprio tanque
de precipitação).
79
REFERÊNCIAS BIBLIOGRÁFICAS
BETE, J. U. BETE Spray Nozzles. US 2804341, 13 Abril 1956. BETE Spray Systems, Engineering Information: Specifying Spray Nozzles, p. 116 - 124, 2014.
CARVALHO, Deivis de Moraes et al . Production, solubility and antioxidant activity of curcumin
nanosuspension. Food Sci. Technol (Campinas), Campinas , v. 35, n. 1, p. 115-
119, Mar. 2015 .
CHONG, J. S.; CHRISTIANSEN, E. B.; BAER, A. D. Flow of viscous fluid through a circular aperture. Journal of Applied Polymer Science, v. 15, p. 369–379, February 1971. DEMOPOULOS, G. P. Aqueous precipitation and crystallization for the production of particulate solids with. Hydrometallurgy, Montreal, v. 96, p. 199 - 214, October 2008. DEN OUDEN, C. J. J.; THOMPSON, R. W. Analysis of the Formation of Monodisperse Populations by Homogeneous Nucleation. Journal of Colloid and Interface Science, Worcester, v. 143, p. 77 - 84, April 1991. FOG NOZZLE, INC, BETE. Nozzles for Bottle, Drum and Tank Washing. BETE Fog Nozzle, Inc, Greenfield, p. 1 - 12, 2013. HOOPER, W B, The two-K method predicts, Monsanto Co., Chemical Engineering, 1981. INDUSTRIAL HYDRAULIC, Spray Products: Catálogo75, 2014. LAMER, V. K.; DINEGAR, R. H.; Theory, Production and Mechanism of Formation of Monodispersed Hydrosols. Journal Of The American Chemical Society, New York, v. 72, p. 4847 - 4854, November 1950. ISSN 11. LIPP, C. W. Spray Nozzles 101: Spray Nozzle Selection. American Institute of Chemical Engineers, Lake Jackson, p. 51 - 58, August 2014. MASUDA, H.; HIGASHITANI, K.; YOSHIDA, H. Powder Technology Handbook. Third. ed. Boca Raton: Taylor & Francis Group, LLC, 2006. MATIJEVIC, E. Monodispersed Colloids: Art and Science. American Chemical Society, New York, v. 2, p. 12 - 20, October 1985.
80
MORALES, M. P.; GONZÁLEZ-CARREÑO, T.; SERNA, C. J. The formation of a-Fe2O3 monodispersed particles in solution. Materials Research Society, Madrid, v. 7, p. 2538 - 2545, September 1992. ISSN 9. PAGCATIPUNAN, C.; SHICK, R. Maximize the Performance of Spray Systems. Spraying Systems Co., p. 38 - 44, December 2005. PERRY, R. H., GREEN, D. W., MALONEY, J. O., Perry's Chemical Engineers' Handbook, New York, McGraw-Hill, 7th ed., 1999. RHODES, M. Introduction to Particle Technology. Second. ed. [S.l.]: John Wiley & Sons Ltd, 2008. SCHICK, R. J. Sprayy Technology Reference Guide: Understanding Drop Size. Spraying Systems Co., 2014.
Spraying Systems Catalog, 2014. Disponível em:
<http://www.spray.com/cat75/hydraulic/index.html> Acesso em 20 Agosto 2014.
SUGIMOTO, T. Preparation of Monodispersed Colloidal Particles. Advances in Colloid and Interface Science, Kanagaw, v. 28, p. 65 - 108, 1987. TEEJET TECHNOLOGIES. A User's Guide to Spray Nozzles, 2003. Disponivel em: <www.teejet.com>. Acesso em: 20 Setembro 2014.
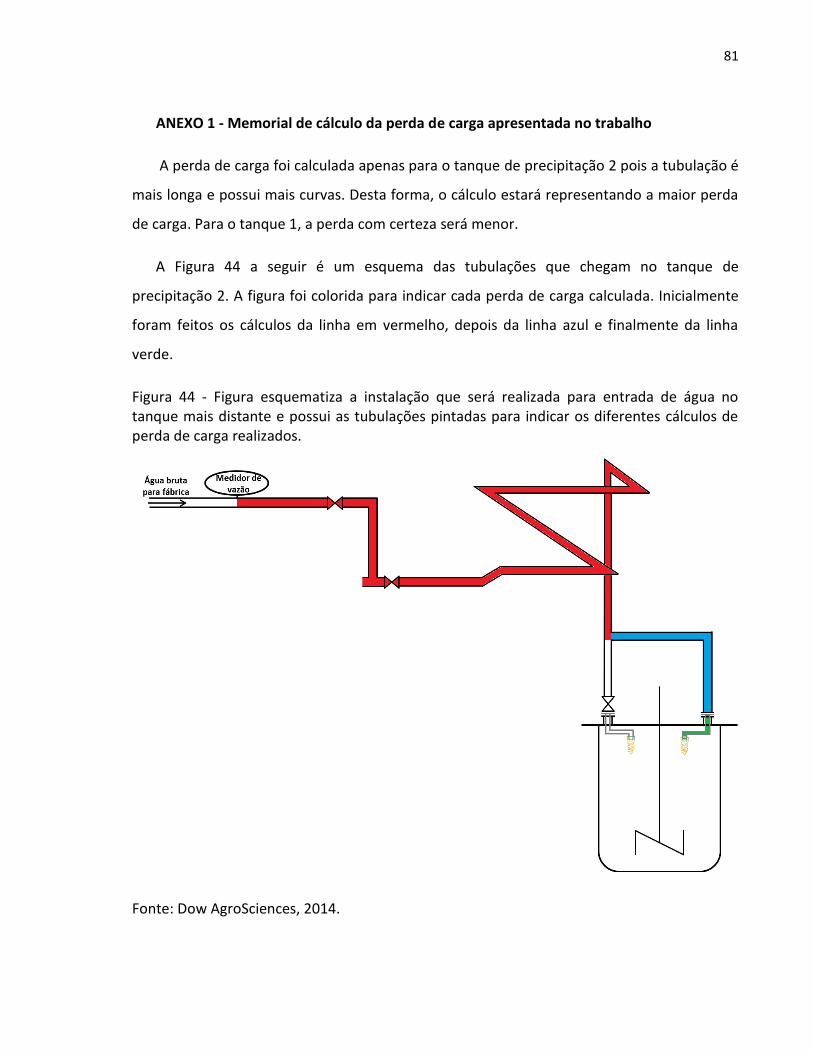
81
ANEXO 1 - Memorial de cálculo da perda de carga apresentada no trabalho
A perda de carga foi calculada apenas para o tanque de precipitação 2 pois a tubulação é
mais longa e possui mais curvas. Desta forma, o cálculo estará representando a maior perda
de carga. Para o tanque 1, a perda com certeza será menor.
A Figura 44 a seguir é um esquema das tubulações que chegam no tanque de
precipitação 2. A figura foi colorida para indicar cada perda de carga calculada. Inicialmente
foram feitos os cálculos da linha em vermelho, depois da linha azul e finalmente da linha
verde.
Figura 44 - Figura esquematiza a instalação que será realizada para entrada de água no tanque mais distante e possui as tubulações pintadas para indicar os diferentes cálculos de perda de carga realizados.
Fonte: Dow AgroSciences, 2014.

82
Serão demonstrados detalhadamente os cálculos apenas da linha vermelha. O cálculo
para as outras linhas será mostrado de forma resumida. Para todo o cálculo, a referência
utilizada foi um artigo de William Hopper (1981).
Inicialmente, é importante saber alguns parâmetros de processo:
Pressão no ponto medido (P0) = 4 kgf/cm2 (medição feita em um manômetro)
Vazão (Q) = 500 L/min (medição feita em um transmissor de vazão)
Observação: foi escolhido utilizar um dos valores da Tabela 1, no caso, com pressão de 4
kgf/cm2 e a vazão de 500 L/min.
Os parâmetros necessários para iniciar os cálculos estão listados a seguir.
Vazão (Q) = 500 L/min = 30 m3/h = 0,00833 m3/s
Densidade da água ( ) = 997,044 kg/m3 (PERRY, 1999)
Viscosidade da água (µ) = 1 cP (PERRY, 1999)
Cumprimento da tubulação (L) = 7,5 m
Rugosidade (ε) = 0,00005 m (PERRY, 1999)
Diâmetro nominal da linha (D) = 2 polegadas (schedule 40s)
Diâmetro interno da linha (DI) = 2,067 polegadas = 0,0525 m (PERRY, 1999)
Os primeiros cálculos a serem realizados são de velocidade (V), a energia cinética por
unidade de peso do fluido em escoamento (Ec) e o Número de Reynolds.
Cálculo da velocidade:
(
)
Equação 4
[ ] * (
)
+

83
Cálculo da energia cinética por unidade de peso do fluido:
Equação 5
Cálculo do Número de Reynolds:
Equação 6
A partir dos cálculos anteriores, será calculo o valor do fator de fricção. Esse fator será
calculado pela equação de Colebrook, que relaciona o fator de fricção e o número de
Reynolds e deve ser usado, pois o fluido está em regime turbulento.
√ (
⁄
√ ) Equação 7
√ (
⁄
√ )
Após o cálculo do fator de atrito serão apresentados os cálculos dos coeficientes de perda
de carga para cada ponto da linha, iniciando pelo coeficiente do trecho reto.
Cálculo do coeficiente do trecho reto:
Equação 8
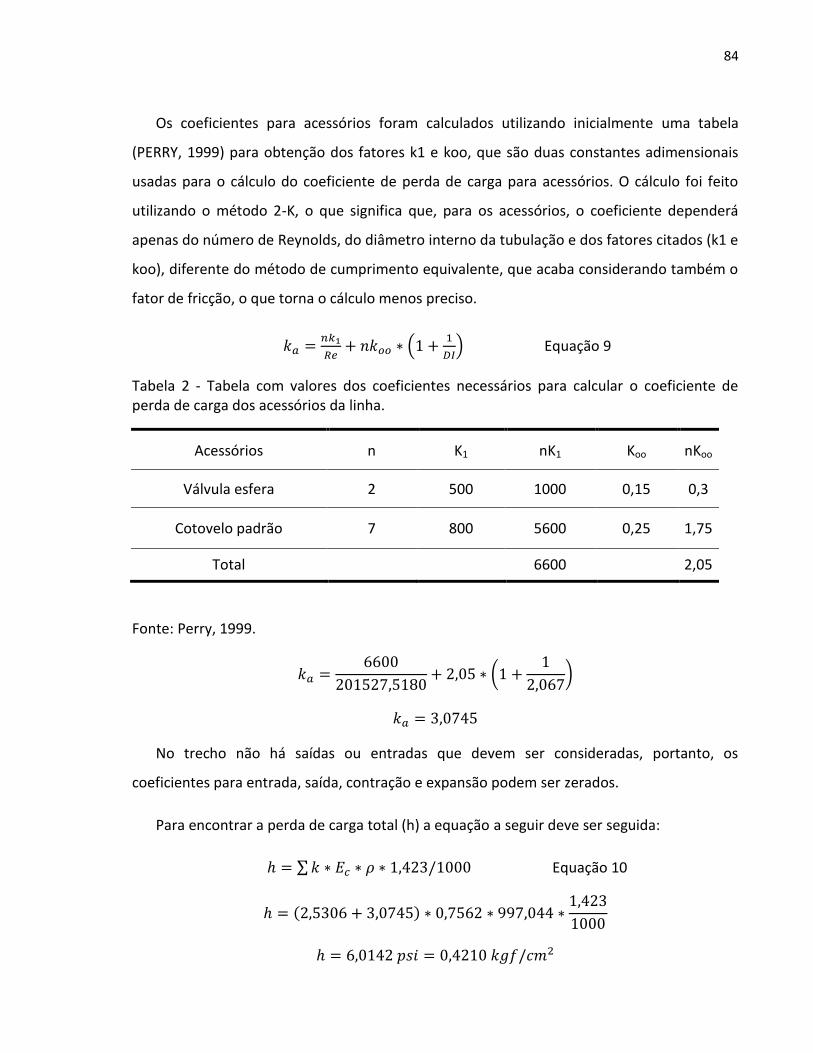
84
Os coeficientes para acessórios foram calculados utilizando inicialmente uma tabela
(PERRY, 1999) para obtenção dos fatores k1 e koo, que são duas constantes adimensionais
usadas para o cálculo do coeficiente de perda de carga para acessórios. O cálculo foi feito
utilizando o método 2-K, o que significa que, para os acessórios, o coeficiente dependerá
apenas do número de Reynolds, do diâmetro interno da tubulação e dos fatores citados (k1 e
koo), diferente do método de cumprimento equivalente, que acaba considerando também o
fator de fricção, o que torna o cálculo menos preciso.
(
) Equação 9
Tabela 2 - Tabela com valores dos coeficientes necessários para calcular o coeficiente de perda de carga dos acessórios da linha.
Acessórios n K1 nK1 Koo nKoo
Válvula esfera 2 500 1000 0,15 0,3
Cotovelo padrão 7 800 5600 0,25 1,75
Total
6600
2,05
Fonte: Perry, 1999.
(
)
No trecho não há saídas ou entradas que devem ser consideradas, portanto, os
coeficientes para entrada, saída, contração e expansão podem ser zerados.
Para encontrar a perda de carga total (h) a equação a seguir deve ser seguida:
∑ Equação 10
( )

85
Portanto, no trecho da Figura 44 pintada em vermelho, a perda de carga foi de 0,4210
kgf/cm2, ou seja, na tubulação pintada em azul na Figura 44, o fluido está entrando com uma
pressão de 3,5790 kgf/cm2.
Seguindo o mesmo raciocínio de cálculo, na linha azul a perda de carga será de 0,0363
kgf/cm2 e na linha verde de 0,2247 kgf/cm2. Portanto, no final da tubulação o líquido estará
com uma pressão de 3,3180 kgf/cm2 e sairá do bico de pulverização com essa pressão.