uma aplicaÇÃo da metodologia six sigma na … · uma aplicaÇÃo da metodologia six sigma na...
TRANSCRIPT

UMA APLICAÇÃO DA METODOLOGIA SIX SIGMA NA
AVALIAÇÃO DAS CAUSAS DE VARIAÇÃO DE UM PROCESSO
Área temática: Gestão pela Qualidade
Cristiano Rafael Schramm
André Luis Almeida Bastos
Robson Olimpio Piucco
Resumo: Este trabalho objetiva identificar as fontes de variação do processo de retificação de superfície de disco
duplo para peças sinterizadas a fim de melhorar o índice de capacidade do processo (Cpk) da característica de
profundidade do rebaixo da peça. Utilizando-se da metodologia six sigma, avaliou-se o sistema de medição (MSE)
desta característica, para então identificar as fontes de variação do processo, através do mapa de processo e da
frequência de mudança. Assim pode-se atuar sobre a fonte de maior importância a fim de melhorar o índice de
capacidade do processo (Cpk) para a característica em questão. Uma avaliação de curto prazo foi realizada para
confirmar os ganhos obtidos após as intervenções realizadas no processo.
Palavras-chaves: variação de processo, sistema de medição, metodologia six sigma
ISSN 1984-9354

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
2
1. INTRODUÇÃO
O processo de retificação de superfície de disco duplo de uma determinada peça de ferro
sinterizado com rebaixo vem apresentando um baixo índice de capacidade para a característica de
profundidade do rebaixo existente em um dos lados desta peça (Cpk < 1). A variação excessiva desta
característica pode comprometer a confiabilidade do produto, pois o conjunto de peças montado neste
rebaixo pode ficar excessivamente acima ou abaixo da superfície retificada.
Este trabalho busca mapear as fontes de variação deste processo de retificação que influenciam
na dispersão da característica de profundidade do rebaixo. Através de ferramentas e da metodologia 6-
sigma, espera-se inicialmente avaliar o meio de controle da característica em estudo. Posteriormente,
com base nas informações do mapa de processo e da frequência de mudança deste, poder-se-á realizar
um COV a fim de identificar as principais fontes de variação. Com a identificação destas variáveis,
poder-se-á atuar sobre as fontes de maior impacto a fim de reduzir a dispersão e melhorar a capacidade
do processo para a característica em questão.
2. Procedimentos metodológicos
A metodologia 6-Sigma foi empregada para avaliação e resolução do problema citado neste
trabalho. O software Jump® foi utilizado para todas as analises estatísticas, de MSE, COV, cartas de
controle e Cpk.
A definição e validação do sistema de medição utilizado no processo de retificação é
fundamental para avaliar a capacidade do processo para a característica da profundidade do rebaixo.
Através de um MSE (Avaliação do Sistema de Medição) pode-se identificar se o meio de controle
possui os requisitos adequados para medir a característica desejada. Após o entendimento do processo
de medição definiu-se o plano de amostragem. A avaliação foi realizado com a medição de 10 peças,
as quais são medidas três vezes por dois operadores diferentes.
Através do mapa de processo foi possível identificar as os diversos parâmetros e fatores do
processo que podem vir a influenciar na variação da característica em estudo. Foi definida a estratégia
de amostragem para o COV (Componentes de Variação) da seguinte forma: 1 máquina (equipamento
utilizado na produção); 2 turnos (a máquina não opera no terceiro turno); 2 mesas (a máquina possui
duas mesas de retificação); 3 momentos do intervalo de dressagem (início, meio e fim); 4 posições de
peça (cada mesa possui 4 arrastadores com 40 peças cada); 1 peça (coletada aleatoriamente de cada
arrastador); 3 medidas (cada peça foi medida 3 vezes).
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
3
Com o meio de medição validado para a característica em questão e a estratégia de amostragem
definida, pôde-se então coletar as amostras e mensurar os componentes de variação avaliados. Com os
próprios dados coletados para o COV foi possível calcular-se o índice de Cpk, incialmente avaliando-
se a estabilidade do processo através de uma carta de controle “XbarR”.
Com base nos resultados previamente obtidos, foram realizadas alterações no processo
buscando melhora-lo. Então uma nova coleta de amostras foi realizada em para certificar-se da
melhora do índice de Cpk, conforme esperado.
3. Fundamentação teórica
3.1 Processo de retificação de superfície de disco duplo
Retificação de superfície de disco duplo é um processo de usinagem de geometria não definida
que remove material de dois lados de uma peça simultaneamente. Em uma típica retificadora de disco
duplo, os dois rebolos giram em direções opostas (LI, 2006) e ambos os lados das peças, que também
giram, são retificados simultaneamente pelos rebolos. Como o processo retifica dois lados ao mesmo
tempo, este oferece um alto nível de precisão quanto ao paralelismo das faces e ainda reduz tensões
nas peças. O processo pode ser empregado para vários tipo de materiais, como aço inoxidável, peças
de metal sinterizado e ligas de alta resistência.
A retificação de superfície de disco duplo foi inicialmente utilizada para retificar peças de
metal pequenas de forma simples entre 1930 e 1950. Entre 1960 e 1970 o processo foi utilizado para
peças planas fabricadas com diversos tipos de material e dimensões e formas. A partir da década de 80
até meados dos anos 90, capacidades adicionais de flexibilidade, precisão, e setup rápido foram
proporcionadas para o processo de retificação de superfície de disco duplo (LI, 2006).
O principal objetivo do processo de retificação de superfície com disco duplo de desbaste é
remoção grosseira de material, os grãos de diamante dos rebolos são grandes (mesh #300 a #2000). O
tamanho dos grãos dos rebolos utilizados para acabamento é da ordem de #2000 a #10000. O ligante
dos rebolos deste processo podem ser resina, metal ou cerâmica vitrificada. Ligantes relativamente
rígidos, como metal ou cerâmica vitrificada são empregados para operações de desbaste. Enquanto que
rebolos com ligante macios, como resina ou cerâmica vitrificada macia (de nível inferior) são
utilizados para processos de acabamento (LI, 2006).
O processo de retificação de superfície de disco duplo tem grande potencial para atingir as
demandas de qualidade a baixo custo. Além disso o processo pode ser automatizado de forma

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
4
relativamente simples e ambos os lados da peça são retificados simultaneamente o que traz benefícios
quanto ao paralelismo entre as faces retificadas e planeza das mesmas. Como o processo não tem
pinças de fixação para prender as peças, apenas arrastadores, onde as peças não estão sujeitas a
pressões ou forças de fixação, não se tem o problemas relacionados a estas forças (LI, 20006). Este
processo de retificação está consolidado em aplicações automotivas, como na produção de rolamentos,
mancais, discos de freio, e peças do motor, mas está migrando para outras indústrias. Este processo é
agora de fácil operação, e com flexibilidade para controle de capacidade, controle de processo preciso,
setup rápido e aplicável a retificação de materiais não tradicionais (PAQUIN 1996; ThomasNet 2014).
Precisões obtidas são, em grande parte, dependentes da aplicação. Tipicamente, entretanto, o
processo de retificação de superfície de disco duplo pode manter tolerâncias próximas de 0,0025 mm e
planeza dentro de 1,3 micrometros, enquanto atinge acabamento superficial menor que 0,1 Ra com
rebolos de abrasivo convencional (rebolos de polimento geralmente produzem rugosidade entre 0,025
e 0,05 Ra). A habilidade em atingir tolerâncias apertadas geralmente elimina a necessidade de
lapidação ou polimento, retificação de acabamento e inspeção secundária. Também reduz
movimentação de peças, sucata e reprocesso. A capacidade produção varia entre 1000 e 1100 peças
por hora (OLIVEIRA, 2014). Com estas tolerâncias relativamente apertadas, alguns fabricantes
acreditam que pode-se eliminar os processos de classificação de componentes usinados e ainda atingir
os requisitos de montagem.
Aumentando-se a velocidade de corte, aumenta-se a taxa de remoção de material enquanto a
qualidade da peça se mantém em níveis elevados. É evidente que com um regime de auto-dressagem
devido a elevada velocidade de corte e pressão de retificação, pode-se conseguir um processo estável e
redução de tempo improdutivo para operações de dressagem e perfilhamento dos rebolos. Um processo
combinado de desbaste com alta velocidade de corte e acabamento através do ajuste da taxa de
velocidade entre os rebolos representa uma solução futura considerando crescentes demandas
econômicas e tecnológicas em direção ao processo em discussão. (OLIVEIRA, 2014).
3.2 Mapa de processo
O mapa de processo é uma representação gráfica, sequencial e detalhada do processo com
informações relacionadas a cada atividade deste, com os aspectos de entrada (x), processamento e
saída (y). Descreve os limites, as principais atividades/tarefas, os parâmetros de produto final e do
processo (Werkema, 2004). Tem por objetivo analisar todos os seus parâmetros, sejam eles

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
5
controláveis ou não. Objetiva a melhoria dos processos, com a identificação e eliminação das causas
que levam o processo a variar ao longo do tempo, gerando falhas ou defeitos.
3.3 Avaliação de sistemas de medição – MSE
O objetivo do MSE é aprender o máximo sobre o processo de medição em um curto período de
tempo, fornecendo informações sobre a situação atual deste. É fundamental avaliar se os sistemas de
medição fornecem resultados confiáveis antes de se tomar decisões com base em dados gerados por
esses sistemas (Werkema, 2006). Como a medição é um processo, este também pode sofrer mudanças
ao longo do tempo, por isso deve-se avaliar sua média e variação. Consequentemente um bom plano de
amostragem devem ser elaborado antes de se coletar dados que validarão ou invalidarão um processo
de medição. O mapa de processo deve ser utilizado para elaborar a estratégia de amostragem,
considerando-se as variáveis independentes (x’s) que afetam a variação no processo de medição: Y =
f(x).
3.4 Componentes de variação – COV
A ferramenta componente de Variação (COV – Component of Variation), divide a variação
geral do processo em proporções atribuíveis a causas em cada um dos vários estágios da árvore de
amostragem. Por exemplo, a variação total do processo pode ser divida entre um componente de
variação “dentro da peça”, um componente de variação “entre as peças”, “dentro do lote” e um
componente de variação “entre lotes”. Isto deve ser feito para avaliar a estabilidade e a magnitude dos
vários componentes de variação e, portanto, fornecer um foco ao trabalho de desenvolver o
conhecimento sobre o processo (BRYDSON, 2000). Desta forma, pode-se orientar e direcionar ações
de melhoria do processo (onde e como atuar) e auxiliar na identificação de fatores e níveis para um
DOE, quando necessário (WHEELER, 1992; WERNKE, 2011). As principais características do COV
são estudos observacionais e a variação dos componentes. Não é uma estratégia para tratamento de
ruídos. São calculadas a contribuição percentual da variação de cada componente (WHEELER, 1992).
Para entender a estrutura de um COV, primeiro precisa-se conhecer o processo que está sendo
estudado, e então representar o sistema em forma de árvore de amostragem. Os ramos desta árvore são
as sub-unidades do sistema, e cada ramificação pode ser independente ou dependente da camada
anterior (WERNKE, 2011). Um bom COV depende da escolha adequada do tamanho da amostra e o
intervalo de tempo entre amostras consecutivas. Ter uma árvore de amostragem bem planejada é

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
6
fundamental, porque ela garante a integridade dos resultados finais (WERNKE, 2011). A Figura 1
mostra um exemplo de árvore de amostragem, que foi utilizada para a execução deste trabalho.
Figura 1 – Árvore de amostragem para COV (parcial)
Machine
Shift
Table
Dressing
Position
Part
Measure 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36
101 2 3 4 5
8 9 10 11 121 2 3 4 5
1
1
1
11 126 7 8 9
1 2 3
6 7
3.5 Índice de capacidade de processo – Cpk
A capacidade de um processo pode ser definida como sendo a capacidade inerente de um
processo para a produção de peças idênticas, por um longo período de tempo sob um determinado
conjunto de condições. Ela objetiva demonstrar se um processo de fabricação específico é ou não
viável e sustentável (SILVEIRA, 2012). De acordo com o autor, avaliar a capacidade de um processo é
bastante importante, pois permite quantificar a forma de como um processo pode produzir produtos
aceitáveis. Como resultado, os gerentes e engenheiros de uma fábrica podem priorizar melhorias
necessárias e identificar os processos que não precisam de atenção imediata.
O Cp e Cpk são índices que indicam se o processo está produzindo peças dentro dos limites de
tolerância. De maneira geral, diz-se que Cp mede a capacidade potencial do processo, enquanto Cpk
mede a capacidade atual do processo. Estes índices são muito importantes na fase do desenvolvimento
de produto, pois nesta fase inicial, a análise do histórico dos índices de capacidade de peças similares
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
7
podem permitir que sejam escolhidos processos e especificações coerentes que sejam eficazes
estatisticamente. Adicionalmente, eles também se fazem importantes durante a homologação do
processo, pois podem revelar processos problemáticos antes da entrada de produtos na linha de
produção (SILVEIRA, 2012).
Para fazer o estudo de capacidade e performance do processo, é necessário que o mesmo esteja
estável, ou seja, sob controle estatístico de processo. As “Causas Comuns” (inerentes ao processo)
devem ser separadas das “Causas Especiais” (derivadas de variáveis específicas e controláveis).
4. Resultados
Inicialmente foi realizado um MSE do meio de medição da característica de profundidade do rebaixo
da peça sinterizada. Os resultados mostraram que o meio de medição atualmente utilizado não é o mais
adequado para a avaliação desta característica, pois não tem discriminação adequada. Entretanto, como
a maior variação encontra-se no subgrupo peças, decidiu-se manter este meio de controle. Há uma
grande variação entre as amostras utilizadas para a avaliação do meio de medição, conforme mostra a

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
8
Figura 2.

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
9
Figura 2 – Carta de variação para MSE
Com o mapa de processo (Figura 3) pôde-se identificar os fatores que influenciam no processo de
retificação da peça em questão. Com estas informações e a frequência de mudança do processo,
determinou-se os componentes de variação que foram analisados com o estudo de COV.

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
10
Figura 3 – Mapa de processo
A coleta de dados para o COV foi realizada ao longo de dois turnos consecutivos conforme
plano de amostragem, coletando uma peça de cada gaiola de arraste logo após a dressagem dos
rebolos, no meio do intervalo de dressagem e imediatamente antes da próxima dressagem. Os
resultados obtidos foram inicialmente analisados através da carta de variação,

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
11
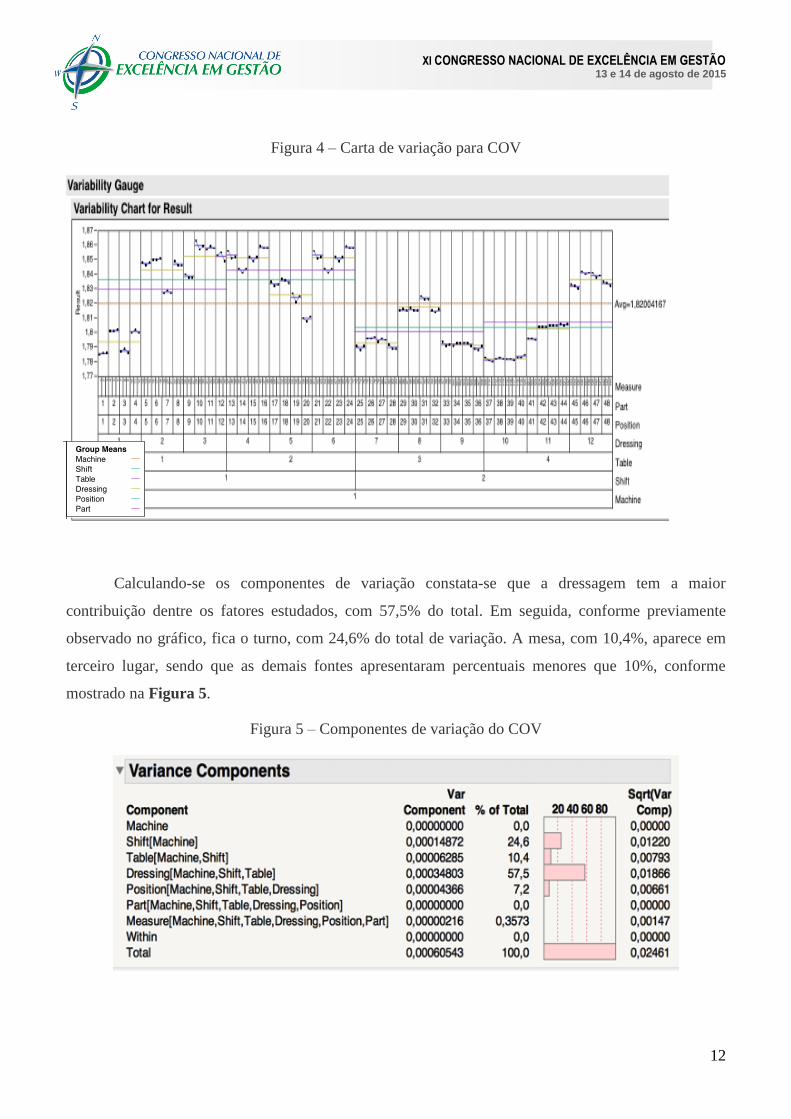
Figura 4, onde pode-se observar que dressagem e turno apresentam grande variação.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
12
Figura 4 – Carta de variação para COV
Calculando-se os componentes de variação constata-se que a dressagem tem a maior
contribuição dentre os fatores estudados, com 57,5% do total. Em seguida, conforme previamente
observado no gráfico, fica o turno, com 24,6% do total de variação. A mesa, com 10,4%, aparece em
terceiro lugar, sendo que as demais fontes apresentaram percentuais menores que 10%, conforme
mostrado na Figura 5.
Figura 5 – Componentes de variação do COV
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
13
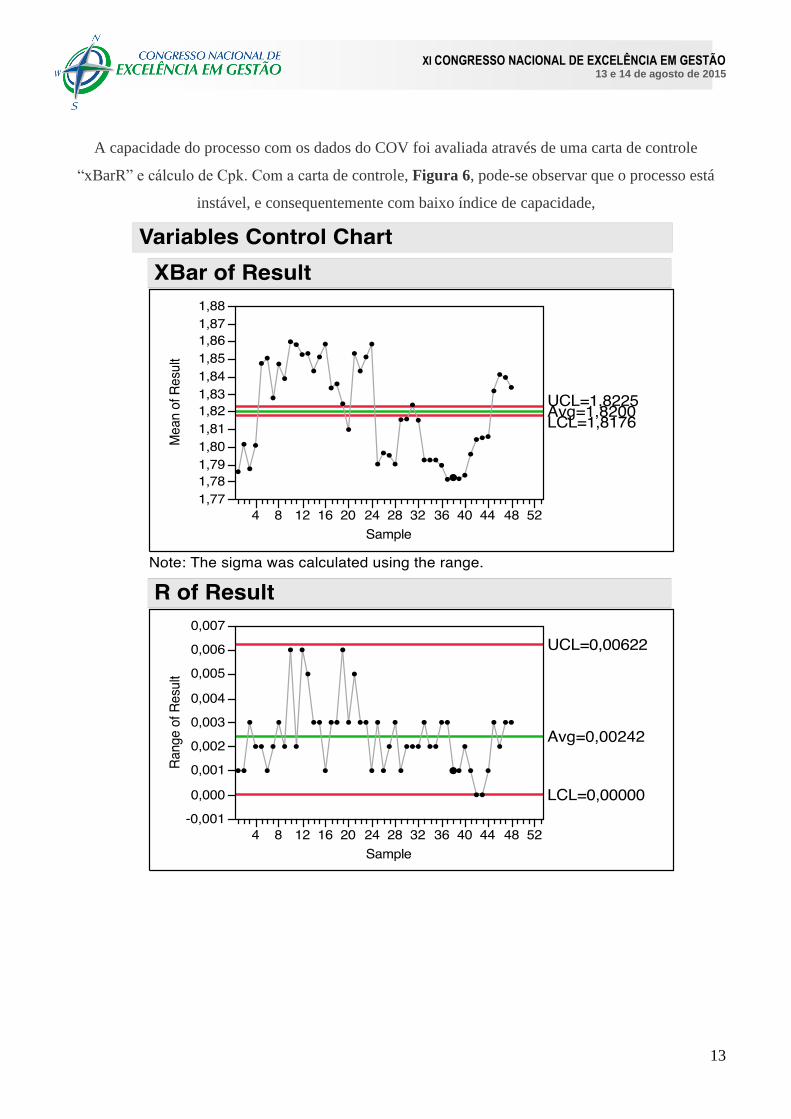
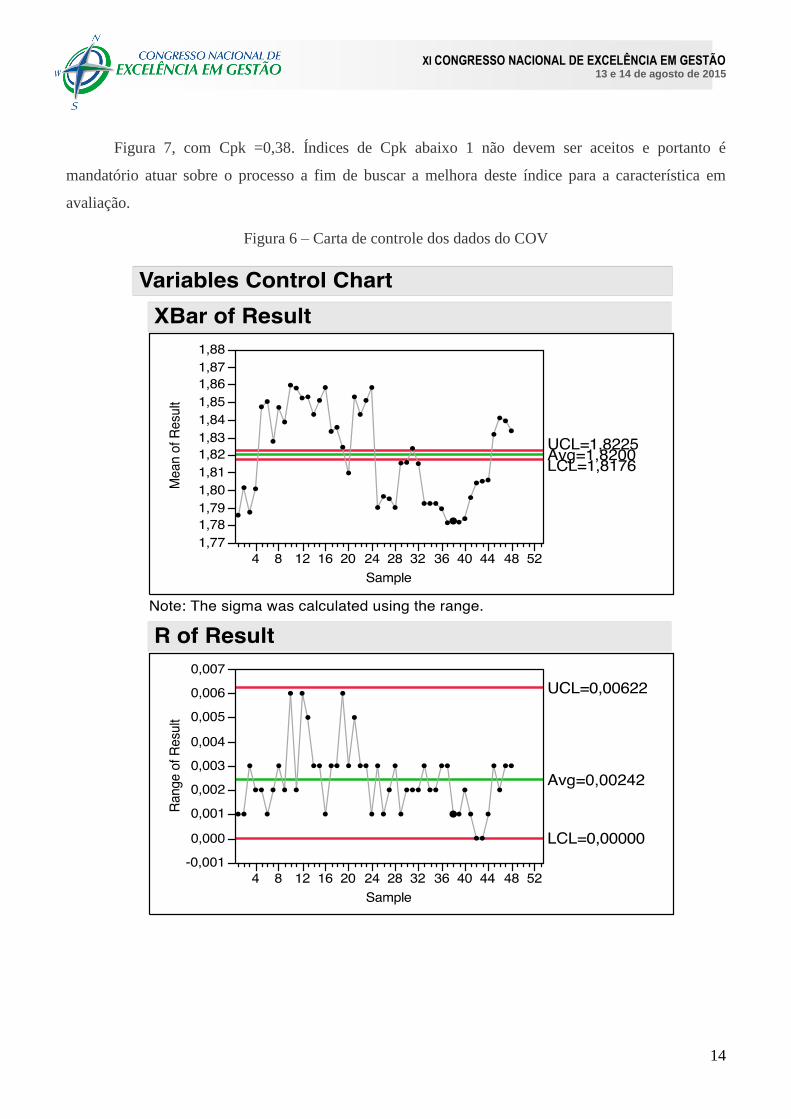
A capacidade do processo com os dados do COV foi avaliada através de uma carta de controle
“xBarR” e cálculo de Cpk. Com a carta de controle, Figura 6, pode-se observar que o processo está
instável, e consequentemente com baixo índice de capacidade,
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
14
Figura 7, com Cpk =0,38. Índices de Cpk abaixo 1 não devem ser aceitos e portanto é
mandatório atuar sobre o processo a fim de buscar a melhora deste índice para a característica em
avaliação.
Figura 6 – Carta de controle dos dados do COV

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
15
Figura 7 – Capacidade do processo com dados do COV
Vale observar que as demais características da peça apresentam índices de capacidade entre 1 e
1,33 e por isso permanecerão fora do escopo deste estudo. A cada intervenção todas as caractrísticas
foram avaliadas, entretanto o foco será mantido na característica da profundidade do rebaixo.
Com base nos dados do COV decidiu-se avaliar o intervalo de dressagem, já que este
apresentou a maior parcela da variação. Foram realizados testes reduzindo-se o intervalo de dressagem
e os resultodos indicaram que reduzindo-se a frequencia de 8 para 2 horas o índice de capacidade desta
característica tende a se manter acime de 1.
Naturalmente que os impactos dessa mudança na produtividade e capacidade produtiva do
equipamento foram analisados. Por se tratar de um processo com alta produtividade, esta pequena
redução não trará perdas.
Após as intervenções na máquina e treinamento dos operadores, uma nova coleta foi realizada.
A estratégia de amostrgem foi similar a do primeiro COV, porém desta vez cada peça foi medida
apenas uma vez, pois a influência do componente de variação “peça e medida” foi inferior a 1% do
total. O componente posição também foi eliminado da árvore de amostragem, pois apresentou 7,2%
contra outros itens que apresentaram percentuais muito acima deste. A carta de controle,
Result
Column
1,710000
LSL
1,780000
Target
1,850000
USL
Spec Limits
Lower Spec Limit
Spec Target
Upper Spec Limit
Specification
1,71
1,78
1,85
Value
Below LSL
Above USL
Total Outside
Portion
0,0000
17,3611
17,3611
% Actual
LSLUSLTarget
-3s+3sMean
0 1 2
Sigma = 0,0263
CP
CPK
CPM
CPL
CPU
Capability
0,887
0,380
0,487
1,395
0,380
Index
0,784
0,310
0,447
1,224
0,309
Lower CI
0,990
0,450
0,528
1,565
0,449
Upper CI
Below LSL
Above USL
Total Outside
Portion
0,0014
12,7333
12,7348
Percent
14,3181
127333,19
127347,51
PPM
5,684
2,639
2,639
Sigma
Quality
Long Term Sigma
Result
Individual Detailed Reports
Capability

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
16
Figura 8, gerada com os dados do segundo COV, mostra que o processo está estável, sem
causas especiais.
Figura 8 – Carta de controle após a primeira intervenção no processo
No entanto, observa-se no gráfico da carta “ImR” que há uma sequência de sete pontos
consecutivos com tendência crescente, o que pode indicar algum problema no processo. Este fato não
foi avaliado neste momento.

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
17
O índice de capacidade do processo melholhou sensivelmente, atingindo Cpk = 1,546, Figura
9, ainda aquém do objetivo que era 1,67, entretanto pode-se assumir que é uma melhora significativa.
Figura 9 – Capacidade do processo após a primeira intervenção
5. Conclusões
O objetivo do estudo foi entender as principais fontes de variação do processo de retificação de
superfície de disco duplo das peças que influenciam na dispersão da característica de profundidade do
rebaixo das peças sinterizadas. O COV identificou que a maior fonte de variação consiste no intervalo
de dressagem, o qual estava sendo considerado em 8 h. Como a redução deste tempo para 2 h,
conseguiu-se uma melhora significativa na capacidade do processo, com índice de Cpk subindo de
0,78 para 1,5.

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
18
Apesar da grande melhora do processo, e da estabilização deste, ainda não se atingiu a meta
que é um índice de Cpk de 1,67 para esta característica. Entretanto com a nova situação não há mais
peças fora dos limites de especificação, o que ocorria antes deste estudo.
Novas intervenções deverão ser realizadas com base nos resultados do segundo COV, que
mostram que o turno e dressagem ainda respondem pela maior parcela da variação do processo.
A dressagem deste equipamento é totalmente manual, o que pode explicar as diferenças entre
turnos. A automação deste sistema pode ser feita com um investimento relativamente baixo, buscando-
se assim padronizar o procedimento entre os dois turnos, eliminando-se o fator operador. Com isso
acredita-se que o processo melhorá ainda mais.
Referencias
BRYDSON, J., Plastics materials. 7a ed. Oxford, Woburn, 2000.
LI, Z.C., Pei, Z.J., and Fisher, G.R., 2006, Simultaneous double side grinding of silicon wafers: a literature review,
International Journal of Machine Tools and Manufacture, Vol. 46, No. 12–13, pp. 1449–1458.
More about Double Disc Grinding. ThomasNet <http://www.thomasnet.com/about/grinding-double-disc-
36180206.html> Acesso em 22 nov 2014.
OLIVEIRA, J. F. G., SILVA, E. J., GUO, C., HASHIMOTO, F., Industrial challengers in grinding. CIRP Annals –
Manufacturing Technology. Disponível em <http://ees.elsevier.com/cirp/defauult.asp> Acesso em 15 nov. 2014. CIRP
Annals – Manufacturing Technology 58 (2009) 663-680.
PAQUIN, Michael R., Double-Disc Grinding On The Move. Modern Machine Shop, 1995. Disponível em:
<http://www.mmsonline.com/articles/double-disc-grinding-on-the-move> Acesso em: 22 nov. 2014.
SILVEIRA, Cristiano Bertulucci, Qualidade, Seis Sigma - Cp e Cpk – Índices de Capacidade de um processo.
Citisystems. Disponível em: < http://www.citisystems.com.br/cpk-indice-capacidade-performance-processo/> Acesso em
24 nov. 2014.
WERKEMA, Maria Cristina Catarino, Criando a Cultura Seis Sigma. Nova Lima, MG: Werkema Ed., 2004.
WERKEMA, Maria Cristina Catarino, Avaliação de Sistemas de Medição. Nova Lima, MG: Werkema Ed., 2011.
WERNKE, Priscila A., Melhoria da qualidade de um componente através da aplicação de ferramentas da
metodologia seis sigma. Joinville: UDESC, 2011. 68 p. Trabalho de Graduação – Departamento de Engenharia de
Produção e Sistemas, Centro de Ciências Tecnológicas, Universidade do Estado de Santa Catarina, Joinville, 2011.
WHEELER, Donald J., Understanding Statistical Process Control. SPC Press, 1992.