um modelo de otimizaÇÃo para o gerenciamento de...
TRANSCRIPT

UM MODELO DE OTIMIZAÇÃO PARA O
GERENCIAMENTO DE INSUMOS NA
OPERAÇÃO DE CALDEIRAS
INDUSTRIAIS
Cleber Damião Rocco (DEP/UFSCar)
Reinaldo Morabito Neto (DEP/UFSCar)
Este trabalho propõe um modelo de programação inteira mista para o
gerenciamento dos insumos na operação de caldeiras industriais de
uma fábrica de alimentos. A função objetivo do modelo foi minimizar
os custos totais de produção de vapor nnas caldeiras e foram
consideradas as principais restrições que determinam o funcionamento
do sistema: demanda diária de vapor pela fábrica, limite da oferta de
insumos, especificações de funcionamento das caldeiras e redução do
poder de combustão dos insumos devido à umidade. O modelo foi
implementado na linguagem de modelagem GAMS e resolvido pelo
CPLEX. Para a validação do modelo foram usados os dados da
operação de uma indústria do setor alimentício, considerando as
quantidades reais dos insumos disponíveis em cada fornecedor e
aqueles consumidos nas caldeiras. Os resultados da otimização
mostraram oportunidades de redução dos custos de aquisição dos
insumos e no acionamento das caldeiras na ordem de 20% e 50%
respectivamente.
Palavras-chaves: Caldeira industrial, programação linear inteira
mista, GAMS/CPLEX, indústria alimentícia.
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão.
Salvador, BA, Brasil, 06 a 09 de outubro de 2009

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
2
1. Introdução
As fábricas de alimentos consomem grandes quantidades de vapor em seus processos de
cozimento, concentração de sucos e polpas, e limpeza de equipamentos. No Brasil, o vapor
industrial geralmente é gerado por caldeiras à eletricidade, a óleo combustível, ou à
biomassas. Estas últimas consomem diversos tipos de insumos, entre os mais usados estão o
bagaço de cana, o cavaco de madeira, a lenha e a palha de arroz.
As operações diárias em caldeiras industriais são realizadas com poucos sistemas
automatizados. Ainda hoje são raras as empresas que possuem sistemas informatizados de
controle dos insumos consumidos. Os responsáveis por estas operações, normalmente,
utilizam planilhas eletrônicas para registrar o consumo total dos combustíveis, e somente
utilizam sistemas computacionais para controle do volume e da pressão do vapor gerados, de
modo a atender adequadamente à demanda da fábrica, não importando os custos incorridos.
Este trabalho tem como objetivo propor uma modelagem matemática de otimização para a
escolha diária das quantidades de insumos que deverão ser queimadas em cada caldeira de
uma fábrica de alimentos, e também qual caldeira deve ser acionada. O modelo proposto leva
em consideração parâmetros relacionados aos insumos, como umidade, local de origem, poder
de produção de vapor, e também especificações técnicas das caldeiras, como capacidade
máxima e quantidade mínima de produção de vapor, tipos de insumos permitidos em cada
caldeira, custo inicial de partida (start-up) e a disponibilidade do equipamento diante da
necessidade de paradas para manutenção.
2. Revisão bibliográfica
Le Van (1882) foi um dos primeiros autores a discutirem aspectos econômicos do
funcionamento de caldeiras geradoras de vapor na literatura específica. Um século mais tarde,
alguns pesquisadores começaram a publicar trabalhos voltados para a geração e uso de
energia proveniente de diversas fontes (NORDIN, 1994; EASTERLY e BURNHAM, 1996;
DERMIBAS, 1997). Easterly e Burnham (1996) mapearam a produção de biomassas e
resíduos energéticos nos Estados Unidos para estimar a potencial produção de energia elétrica
no país. Sourie e Rozakis (2001) realizaram trabalho semelhante na França utilizando
modelos de equilíbrio parcial para incorporar variáveis microeconômicas de cada região em
estudo.
Quanto às pesquisas dos combustíveis para o uso em caldeiras, Nordin (1994) fez uma
compilação baseada nas características químicas e físicas dos principais materiais que
pudessem ser utilizados como fontes energéticas e classificou quinze deles como
“combustíveis de referência”. Dermibas (1997) realizou pesquisa semelhante enfocando o
calor específico de cada material para calcular o potencial de fornecimento de energia.
Cadenas e Cabezudo (1998) discutiram o potencial do uso de bio-combustíveis e tecnologias
sustentáveis para aplicação em países com menor desenvolvimento econômico e social. Os
autores também exploraram aspectos de políticas agrícolas e energéticas e suas implicações
para os países.
Nagel (2000) propôs um modelo de programação inteira mista (MIP) para dimensionar o
suprimento de energia em uma cidade alemã. Gustafsson (2000) realizou trabalho similar para

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
3
edificações na Suécia e adicionalmente ao uso de MIP, empregou modelos de simulação para
examinar diferentes resultados das escolhas de soluções não ótimas. Barroso et al. (2003)
desenvolveram um modelo de otimização para maximizar a eficiência no funcionamento de
caldeiras em usinas de açúcar e álcool em Cuba que utilizavam bagaço de cana como
combustível.
Chinese e Meneghetti (2005) propuseram um MIP para maximizar a margem de lucro na
produção de vapor para um distrito industrial na Itália, ao mesmo tempo em que outro modelo
de programação linear considerava a minimização da emissão de gases de efeito estufa pela
substituição de combustíveis fósseis. No trabalho de Bojić e Dragićevic (2006) foi usado
programação linear para o dimensionamento de caldeiras industriais e escolha dos tipos de
combustíveis para serem queimados. Este último trabalho é aquele na qual a problemática
mais se aproxima com o presente artigo.
Apesar da variedade de assuntos no contexto agroindustrial brasileiro onde a pesquisa
operacional foi aplicada, não foram encontrados na literatura consultada artigos que modelam
a gestão dos insumos consumidos em operações de produção de vapor em caldeiras industriais
brasileiras. Em IEAE (2006), o panorama atual da produção e consumo de energia no país é
apresentado, mas este estudo não trata de problemas de otimização do uso dos recursos
geradores de energia.
3. Descrição do problema
Este trabalho foi realizado em uma indústria do setor alimentício que produz concentrado de
tomate, maioneses, sopas e temperos. Nesta empresa consomem-se diariamente em média 900
toneladas de vapor. Este consumo médio de vapor aumenta para aproximadamente 2.200
toneladas diárias durante a safra agrícola do tomate industrial, que tem duração de cinco
meses por ano. A Figura 1 apresenta o perfil do consumo mensal de vapor da fábrica em
questão. Para preservar os interesses da empresa, os dados reais de produção de vapor
fornecidos foram modificados, porém mantendo-se a proporcionalidade entre eles.
TABELA ESPAÇAMENTO – ESTA LINHA EM BRANCO
0
20
40
60
80
100
120
140
160
180
JAN FEV MAR ABR MAI JUN JUL AGO SETE OUT NOV DEZ
meses
ton
ela
da
s d
e v
ap
or
Figura 1 – Consumo mensal de vapor pela fábrica do estudo.
A fábrica possui quatro caldeiras com características distintas de funcionamento. Cada
equipamento possui uma capacidade específica de geração de vapor, sendo duas de grande
capacidade, e duas de média capacidade.

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
4
A Tabela 1 relaciona as quatro caldeiras, designadas por CAL1, CAL2, CAL3 e CAL4, e quais
insumos são permitidos para serem utilizados na geração de vapor em cada uma delas. Os
insumos foram abreviados por BAG: bagaço de cana, CAV: cavaco de madeira, LEN: lenha,
ARR: casca de arroz e OLE: óleo diesel.
TABE
L BAG CAV LEN ARR OLE
CAL1 Sim Sim Não Sim Não
CAL2 Sim Sim Não Sim Não
CAL3 Sim Não Sim Não Não
CAL4 Não Não Não Não Sim
Fonte: Dados da pesquisa
Tabela 1 – Insumos autorizados para queima nas caldeiras da fábrica.
Com base na experiência dos operadores das caldeiras foi possível estabelecer o coeficiente
técnico de conversão de tonelada-insumo em tonelada-vapor. Este coeficiente indica a
quantidade de vapor produzida por uma tonelada de insumo quando queimado. A Tabela 2
apresenta o coeficiente técnico de conversão tonelada-insumo em tonelada-vapor. Vale
ressaltar que o rendimento do óleo diesel é bastante superior ao dos outros insumos – geração
de 13 toneladas de vapor quando consumido 1 tonelada de óleo – entretanto, este é o
combustível mais caro entre os disponíveis.
BAG CAV LEN ARR OLE
2,4 3,5 1,8 4,0 13,0
Fonte: Dados da pesquisa
Tabela 2 – Fator de conversão tonelada-insumo em tonelada-vapor.
O teor de umidade presente no insumo pode ser apontado como um importante fator que
influencia no poder de geração de vapor. O cuidado na armazenagem dos insumos na origem
determina o teor de umidade dos mesmos; em alguns locais, os insumos são armazenados em
abrigos protegidos da chuva, e em outros ficam totalmente expostos às intempéries climáticas,
provocando a redução no potencial de fornecimento de vapor. Esta é a razão para a
incorporação no modelo de um fator de desconto percentual sobre o coeficiente de conversão
de tonelada-insumo em tonelada-vapor, relacionado à umidade do insumo e à sua origem. Ou
seja, o fator de desconto de 0,70 significa que o insumo produzirá a quantidade de vapor de
70% do total indicado pelo coeficiente tonelada-insumo. As informações de umidade dos
insumos em relação às suas origens são provenientes do sistema de gestão da empresa. A
Tabela 3 apresenta o fator que relaciona a eficiência da queima do insumo atrelado à sua
origem.
A fábrica recebe os insumos de nove origens distintas. Também com o propósito de proteger
as informações reais da empresa, optou-se por omitir os valores de compra e frete dos
insumos, assim como suas origens.
TABELA ESPAÇAMENTO – ESTA LINHA EM BRANCO
BAG CAV LEN ARR OLE
Origem_
1 0,77
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
5
Origem_
2 0,80
Origem_
3 0,78
Origem_
4 0,90
Origem_
5 0,75
Origem_
6
0,95 1,00
Origem_
7
0,95
Origem_
8
1,00
Origem_
9
1,00
Fonte: Dados da pesquisa
Tabela 3 – Eficiência da queima do insumo atrelado à origem.
No decorrer de um ano de atividades, a fábrica de alimentos interrompe o funcionamento de
cada uma de suas caldeiras durante alguns períodos para a realização da manutenção
preventiva. Este procedimento é realizado antes do início da safra agrícola do tomate, que
começa no mês de junho, sendo permitido parar somente uma caldeira por vez, deixando as
outras três disponíveis para operação. A empresa dispõe de tabelas anuais que indicam
quando determinada caldeira está em manutenção ou em operação. Neste estudo, os dados de
parada referem-se a 2007.
Cada caldeira possui uma quantidade mínima de geração de vapor para iniciar adequadamente
sua operação. Caso a demanda diária de vapor seja inferior a 200 toneladas, as caldeiras CAL3
e CAL4 possuem melhores condições operacionais para atender essa demanda, pois as
caldeiras CAL1 e CAL2, por serem de grande capacidade, não operam adequadamente com
produção de pequenas quantidades de vapor. O parâmetro Mj (veja adiante) designa a
porcentagem mínima da capacidade máxima de produção de vapor para cada caldeira j iniciar
seu funcionamento. Em relação ao tempo diário de operação das caldeiras, procedeu-se com
algumas simplificações no sentido que uma vez acionada a caldeira j, esta permanece ligada
durante todo o dia l. No dia seguinte, l+1, o modelo refaz novamente a decisão de quais
caldeiras devem funcionar, e assim sucessivamente, respeitando as restrições de parada para
manutenção.
Na prática, existe uma ordem de preferência no acionamento de cada uma das caldeiras
decorrente da facilidade de operação e do custo inicial de partida. Um parâmetro Ej (veja
adiante) é o responsável por atribuir um custo de partida e conseqüentemente conferir a
preferência no acionamento de cada um dos equipamentos.

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
6
4. Modelagem matemática
A modelagem matemática foi desenvolvida na linguagem do software GAMS – General
Algebraic Modelling System, (BROOKE, et al. 1992) e o solver CPLEX versão 11.0 foi
utilizado para a resolução das equações. A validação do modelo deu-se por meio da
comparação dos resultados obtidos com aqueles praticados no ano de 2007.
Os índices, parâmetros, variáveis e equações do modelo são apresentados a seguir.
a) Índices do modelo
i : corresponde à origem dos insumos: Origem_1, Origem_2, ..., Origem_9.
j : identifica as caldeiras: CAL1, CAL2, CAL3, CAL4.
k : especifica o tipo de insumo: BAG, CAV, LEN, ARR, OLE.
l : corresponde aos dias de operação: 1,2,3,...,365.
b) Parâmetros do modelo
Oi,k : oferta da origem i do insumo k.
Dl : demanda de vapor no dia l.
Fi,k : valor do frete da origem i para o insumo k.
Pi,k : valor de compra na origem i do insumo k.
Cj,l : capacidade máxima de produção de vapor da caldeira j no dia l.
Vk : coeficiente de conversão tonelada-insumo em tonelada-vapor do insumo k (Tabela
3).
Ui,k : fator de desconto do coeficiente Vk atrelado à umidade do insumo k proveniente
da origem i (Tabela 4).
Aj,k: parâmetro binário que indica se a caldeira j pode ou não receber o insumo k
(conforme Tabela 2).
Tj,l : parâmetro binário que indica se o dias l é permitido para o funcionamento da
caldeira j.
Mj: porcentagem mínima da capacidade máxima de produção de vapor da caldeira j
para início do adequado funcionamento.
Ej: custo para iniciar o funcionamento da caldeira j.
c) Variáveis de decisão
Xi,j,k,l : quantidade da origem i para a caldeira j do insumo k no dia l.
Gj,l : variável binária que indica se a caldeira j está em funcionamento no dia l.
d) Equações
A equação (1) representa a função objetivo que é minimizar os custos totais de produção de

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
7
vapor nas caldeiras. Pode-se identificar que esta função é composta pelo custo variável de
aquisição dos insumos ((Pi,j + Fi,j).Xi,j,k,l ) e pelo custo fixo de funcionamento das caldeiras
(Ej.Gj,l). O parâmetro Ej é responsável por atribuir o custo para o acionamento de cada
caldeira.
TABELA ESPAÇAMENTO – ESTA LINHA EM BRANCO
j l
ljj
i j k l
lkjijiji GEXFPZ ,,,,,, . (1)
TABELA ESPAÇAMENTO – ESTA LINHA EM BRANCO
O conjunto de equações representado pela expressão (2) é responsável por atender a demanda
diária de vapor da fábrica em cada dia l:
TABELA ESPAÇAMENTO – ESTA LINHA EM BRANCO
i j
l
k
lkjikjkikl DXAUVDEMANVAPOR ,,,,, ... para l (2)
TABELA ESPAÇAMENTO – ESTA LINHA EM BRANCO
A equação (3) representa a restrição de oferta do modelo. A somatória da quantidade de cada
origem i e cada insumo k consumida em todas as caldeiras j em todos os dias l tem de ser
menor que a oferta total deste insumo, representada na matriz do parâmetro Oi,k.
TABELA ESPAÇAMENTO – ESTA LINHA EM BRANCO
j
ki
l
lkjiki OXOFERTA ,,,,, para i,k (3)
TABELA ESPAÇAMENTO – ESTA LINHA EM BRANCO
O conjunto de restrições representado pela equação (4) é responsável por garantir a produção
mínima de vapor de cada caldeira j em cada dia l, estabelecida pelo parâmetro Mj.
TABELA ESPAÇAMENTO – ESTA LINHA EM BRANCO
i
ljljjlj
k
lkjikjkiklj GTMCXAUVVAPORMIN ,,,,,,,,, ...... para j,l (4)
TABELA ESPAÇAMENTO – ESTA LINHA EM BRANCO
Cada caldeira j em cada dia l possui uma capacidade máxima diária de produção de vapor,
que é controlada pelo conjunto de restrições representado por meio da equação (5).
TABELA ESPAÇAMENTO – ESTA LINHA EM BRANCO
k
jljljl
i
ikjlkjkiklj GTCXAUVVAPORMAX ,,,,,,,,, ..... para j,l (5)
TABELA ESPAÇAMENTO – ESTA LINHA EM BRANCO
A equação (6) é responsável por contabilizar a quantidade de vapor produzido pela caldeira j
em cada dia l.
TABELA ESPAÇAMENTO – ESTA LINHA EM BRANCO
i j k l
lkjikjkiklj XAUVVAPOR ,,,,,, ... (6)
TABELA ESPAÇAMENTO – ESTA LINHA EM BRANCO
A equação (7) descreve as restrições de domínio das variáveis de decisão do modelo. TABELA ESPAÇAMENTO – ESTA LINHA EM BRANCO
lkjiXG lkjilj ,,,,0;1,0 ,,,, (7)
TABELA ESPAÇAMENTO – ESTA LINHA EM BRANCO
5. Resultados
O modelo foi processado em um microcomputador Pentium® 1,73 GHz com 1 Giga de
memória RAM. O tempo de processamento computacional do modelo no software GAMS é
relativamente pequeno (0,516 segundos). A comparação dos resultados do modelo de

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
8
otimização com os dados reais de 2007 mostra algumas oportunidades de melhoria na
operação das caldeiras industriais, que oferecerem economias consideráveis.
As Figuras 2 a 5 comparam a produção diária de vapor em cada caldeira no ano de referência
com os resultados da otimização. Pode-se observar que o modelo ajusta a preferência de
funcionamento de cada caldeira de acordo com o nível da demanda de vapor e menor custo de
start-up.
Pode-se observar também quais foram os períodos de manutenção dos equipamentos. A
caldeira CAL1 teve sua parada nos primeiros sessenta dias do ano; a caldeira CAL2 entrou em
manutenção logo após a finalização da CAL1 e permaneceu até aproximadamente o 120° dia
do ano. A caldeira CAL3 teve um curto período de reparos do 136° ao 161° dia do ano, e a
CAL4 teve alguns poucos dias isolados de parada.
Na operação real, acontece normalmente o acionamento de mais de uma caldeira
simultaneamente para que a quantidade total de vapor produzida possa atender à demanda da
fábrica. Entretanto, o modelo aciona as caldeiras de modo diferente. Após escolhida qual
delas produzirá vapor, esta funcionará até esgotar sua capacidade total diária, e somente
depois de atingir esse nível, uma outra caldeira será acionada completando a demanda de
vapor. O responsável por esse comportamento no acionamento das caldeiras é a introdução do
parâmetro Ej, que dita a ordem de preferência através da atribuição do custo de partida dos
equipamentos. Na prática, o que determina se este procedimento é razoável ou não, é a
confiabilidade dos equipamentos. Na situação em estudo, o custo de falha das caldeiras
durante a produção de alimentos é alto e a confiabilidade dos equipamentos não é
suficientemente alta para que se produza vapor somente com uma caldeira. Por outro lado,
nos dias que o vapor é utilizado para a limpeza dos equipamentos, não haveria nenhuma
restrição em produzir vapor com somente uma caldeira.
Por meio da Figura 2 é possível inferir que na operação real a caldeira CAL1 não é utilizada
em sua capacidade plena nos momentos de alta demanda da fábrica, ao invés disso, a caldeira
CAL4, que funciona com óleo diesel, é acionada, e as caldeiras CAL2 e CAL3 passam a
produzir vapor acima das suas capacidades nominais. Já nos resultados do modelo é explorada
toda a capacidade nominal da CAL1 e não é permitido produzir vapor acima da capacidade
nominal especificada para o funcionamento seguro das caldeiras CAL2 e CAL3.

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
9
0
200
400
600
800
1000
0 60 120 180 240 300 360
dias
ton
ela
da
s d
e v
ap
or
Modelo
Real
Figura 2 – Comparação da produção diária de vapor real e modelado na caldeira CAL1.
Na Figura 3 pode-se observar que o modelo explora mais a capacidade isolada de produção de
vapor da caldeira CAL2 e não faz o acionamento de outra caldeira, para que juntas atendam à
demanda da fábrica, como acontece na operação real. É importante notar que na operação real
o funcionamento da CAL2 está acima de sua capacidade nominal, não sendo permitida tal
situação no modelo. Isto é desaconselhado, pois o funcionamento das caldeiras acima da
capacidade nominal máxima recomendada pelo fabricante reduz o tempo de vida útil dos
equipamentos.
Houve coincidência entre os resultados do modelo e a realidade para os níveis de produção de
vapor na ordem de 800 toneladas diárias.
0
200
400
600
800
1000
0 60 120 180 240 300 360
dias
ton
ela
da
s d
e v
ap
or
Modelo
Real
Figura 3 – Produção diária de vapor real e modelado para a caldeira CAL2.
Por meio da análise da freqüência de acionamento dos equipamentos em diferentes níveis de
produção de vapor é possível constatar que, para produções inferiores a 200 toneladas diárias,
tanto a operação real quanto o modelo acionam preferencialmente as caldeiras CAL3 e CAL4,
confirmando o adequado funcionamento das restrições expressas pelas equações (4) e (5).
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
10
Para produção acima de 600 toneladas diárias, a caldeira CAL2 possui preferência no
acionamento por possuir menor custo de start-up.
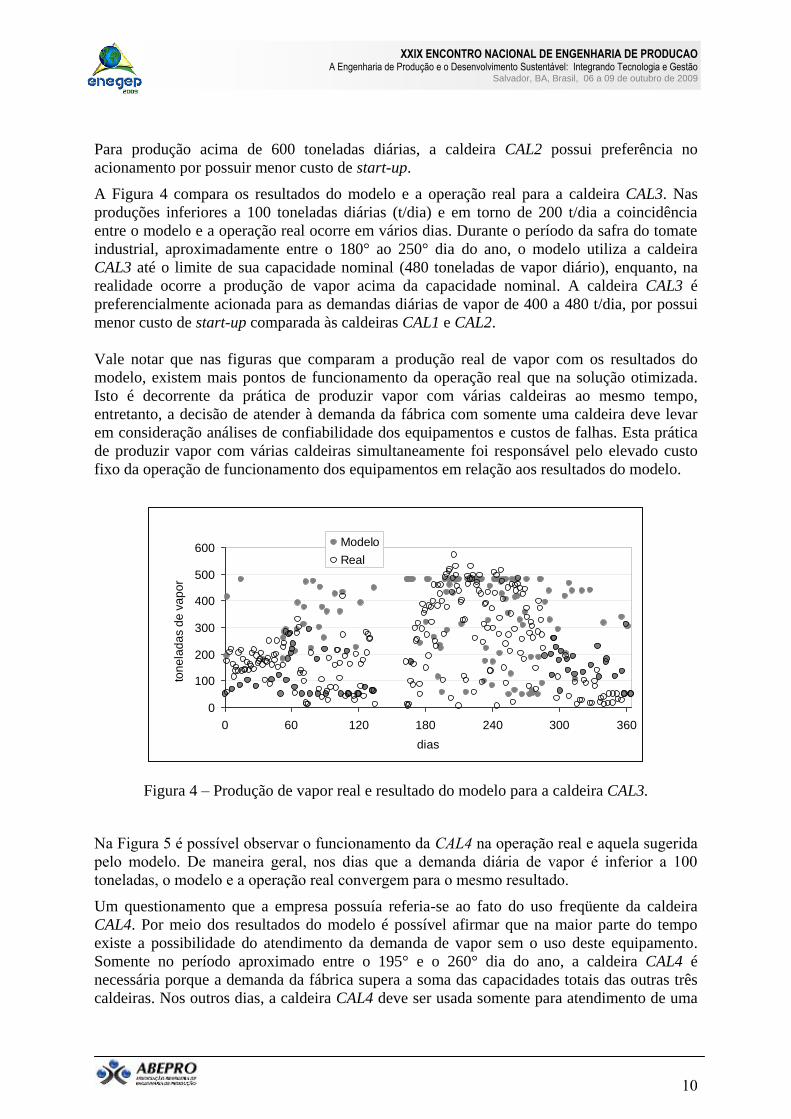
A Figura 4 compara os resultados do modelo e a operação real para a caldeira CAL3. Nas
produções inferiores a 100 toneladas diárias (t/dia) e em torno de 200 t/dia a coincidência
entre o modelo e a operação real ocorre em vários dias. Durante o período da safra do tomate
industrial, aproximadamente entre o 180° ao 250° dia do ano, o modelo utiliza a caldeira
CAL3 até o limite de sua capacidade nominal (480 toneladas de vapor diário), enquanto, na
realidade ocorre a produção de vapor acima da capacidade nominal. A caldeira CAL3 é
preferencialmente acionada para as demandas diárias de vapor de 400 a 480 t/dia, por possui
menor custo de start-up comparada às caldeiras CAL1 e CAL2.
Vale notar que nas figuras que comparam a produção real de vapor com os resultados do
modelo, existem mais pontos de funcionamento da operação real que na solução otimizada.
Isto é decorrente da prática de produzir vapor com várias caldeiras ao mesmo tempo,
entretanto, a decisão de atender à demanda da fábrica com somente uma caldeira deve levar
em consideração análises de confiabilidade dos equipamentos e custos de falhas. Esta prática
de produzir vapor com várias caldeiras simultaneamente foi responsável pelo elevado custo
fixo da operação de funcionamento dos equipamentos em relação aos resultados do modelo.
0
100
200
300
400
500
600
0 60 120 180 240 300 360
dias
ton
ela
da
s d
e v
ap
or
Modelo
Real
Figura 4 – Produção de vapor real e resultado do modelo para a caldeira CAL3.
Na Figura 5 é possível observar o funcionamento da CAL4 na operação real e aquela sugerida
pelo modelo. De maneira geral, nos dias que a demanda diária de vapor é inferior a 100
toneladas, o modelo e a operação real convergem para o mesmo resultado.
Um questionamento que a empresa possuía referia-se ao fato do uso freqüente da caldeira
CAL4. Por meio dos resultados do modelo é possível afirmar que na maior parte do tempo
existe a possibilidade do atendimento da demanda de vapor sem o uso deste equipamento.
Somente no período aproximado entre o 195° e o 260° dia do ano, a caldeira CAL4 é
necessária porque a demanda da fábrica supera a soma das capacidades totais das outras três
caldeiras. Nos outros dias, a caldeira CAL4 deve ser usada somente para atendimento de uma

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
11
demanda diária de vapor inferior a 100 toneladas.
Na operação real a caldeira CAL4 é freqüentemente acionada produzindo em média 30 t/dia
de vapor, o que onerou bastante o sistema, mostrando-se uma prática desnecessária e com
custo elevado.
0
50
100
150
200
250
300
350
400
0 60 120 180 240 300 360
dias
ton
ela
da
s d
e v
ap
or
Modelo
Real
Figura 5 – Produção diária de vapor real e do modelo para a caldeira CAL4.
Anualmente as equipes de planejamento e compras da empresa constroem de maneira
intuitiva a matriz dos insumos disponíveis para as caldeiras. O resultado do modelo confirma
a preferência do bagaço de cana como o insumo mais vantajoso em relação aos demais, e não
inclui a lenha. A casca de arroz e o cavaco de madeira, que são consumidos na operação real,
têm suas quantidades aumentadas nos resultados do modelo. O modelo reduz
significativamente o consumo de óleo diesel na caldeira CAL4 em comparação com a
operação real.
As Figuras 6a e 6b apresentam a proporção, em massa, de cada insumo queimado nas
caldeiras no ano de referência e nos resultados do modelo.
Em relação ao custo total, o resultado do modelo proporciona uma economia de
aproximadamente 20,8% nos custos de aquisição dos insumos e uma redução de 53,7% no
custo fixo de acionamento das caldeiras. Estas reduções nos custos variáveis e fixos servem
de referência para possíveis ajustes no planejamento e na operação das caldeiras da fábrica.
6. Conclusões
O
mod
elo
prop
osto
nest
e
trab
alho
apre
5.58%9.49%
4.77%
3.72%
76.45%
bagasso de cana casca de arroz
cavaco de madeira lenha
óleo diesel
7.65%
18.36%
73.31%
0.68%
bagasso de cana casca de arroz
cavaco de madeira óleo diesel
Figura 6a – Proporção de cada insumo
consumido nas caldeiras no ano de
referência.
Figura 6b – Proporção dos insumos
consumidos nas caldeiras no resultado
do modelo.
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
12
sentou resultados que puderam ser comparados com a operação real de referência. Esta
modelagem pode ser tomada como básica para problemas de escolha do mix de insumos em
operações de caldeiras industriais. Os resultados da otimização podem ser aplicados tanto no
planejamento operacional das caldeiras, quanto no planejamento de aquisição dos insumos
para a operação.
Algumas limitações devem ser apontadas na modelagem apresentada. Não foram
considerados os problemas da proporção dos insumos queimados nas caldeiras que otimizam
a combustão. Os operadores das caldeiras sugerem que a adição de palha de arroz ao bagaço
de cana, na proporção de 1:8, favorece a combustão e aumenta o rendimento na produção de
vapor.
Os problemas de limite da queima diária de determinado insumo também não foram
considerados. Os operadores sugerem que no máximo 10% do vapor gerado diariamente pode
ser proveniente da queima da casca de arroz, pois este insumo é bastante abrasivo durante sua
combustão, podendo danificar partes da caldeira, e produz grande volume de cinzas.
Na operação real, o acionamento de várias caldeiras simultaneamente minimiza as flutuações
na pressão de fornecimento de vapor, o que pode ser prejudicado pelo acionamento de uma
caldeira de cada vez. Na modelagem é assumido que o sistema é 100% confiável, não
ocorrendo falhas ou quebras, entretanto, na operação real eventualmente ocorrem situações de
panes momentâneas que são compensados por outras caldeiras que já estão em
funcionamento. A incorporação de coeficientes que expressem a confiabilidade dos
equipamentos no modelo poderia resultar em uma abordagem mais acurada.
Assume-se que o fornecimento dos insumos para as caldeiras acontece de maneira imediata,
não sendo consideradas variáveis de estoque entre os períodos, de maneira a atender o
suprimento. A adição destas restrições também contribuiria para tornar o modelo mais
realista, pois a empresa é obrigada a manter elevados estoques dos insumos para minimizar o
risco da falta de suprimento por parte dos fornecedores.
Ressalta-se que poucos autores publicaram trabalhos relacionados à modelagem de
otimização em processos de produção e fornecimento de energia, o que caracteriza
oportunidades para o desenvolvimento de trabalhos futuros. Uma vantagem da presente
modelagem é sua simplicidade e facilidade de implementação em pacotes computacionais de
otimização que processam os dados em tempo reduzido. A extensão desta modelagem para
situações mais realistas está na nossa agenda de pesquisa.
Referências
BARROSO, J.; BARRERAS, F.; AMAVEDA, H. & LOZANO, A. On the optimization of
boiler efficiency using bagasse as fuel. Fuel v. 82 p. 1451-1463, 2003.
BROOKE, A.; KENDRICK, D. & MEERAUS, A. GAMS: a user’s guide (release 2.25).
San Francisco: The Scientific Press, 1992.
BOJIĆ, M. & DRAGIĆEVIC, S. Optimization of steam boiler design. Proceedings of the
Institution of Mechanical Engineers, Part A: Journal of Power and Energy. Vol. 220, n. 6,
p.629-634.
CADENAS, A. & CABEZUDO, S. Biofuels as sustainable technologies: perspectives for
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
13
less developed countries. Technological Forecasting and Social Changes, v. 58, p. 83-103,
1998.
CHINESE, D. & MENEGHETTI, A. Optimisation model for decision support in the
development of biomass-based industrial district-heating networks in Italy. Applied Energy.
Vol. 82, p.228-254, 2005.
DERMIBAS, A. Calculation of higher heating values of biomass fuels. Fuel, v. 76, n. 5, p.
431-434, 1997.
EASTERLY, J.L. & BURNHAM, M. Overview of biomass and waste fuel resources for
power production. Biomass and Bioenergy, v. 10, n. 2-3, p. 79-92, 1996.
GUSTAFSSON, S. Optimisation and Simulation of building energy system. Applied Thermal
Engineering. v.20, p.1731-1741, 2000.
INTERNATIONAL ATOMIC ENERGY AGENCY - IAEA - [et al.]. Brazil: a country
profile on sustainable energy development, Jointly sponsored by the International Vienna, The
Agency, 2006.
LE VAN, W. B. Economical Steam Power. Journal of the Franklin Institute, December, 1882.
NORDIN, A. Chemical elemental characteristics of biomass fuels. Biomass and Bioenergy,
v. 6, n. 5, p. 339-347, 1994.
NAGEL, J. Determination of a economic energy supply structure based on biomass using a
mixed-integer linear optimisation model. Ecological Engineering, v.16, p.91-102, 2000.
SOURIE, J.C. & ROZAKIS, S. Bio-fuel production system in France: an economic
analysis. Biomass and Bioenergy, v. 20, p. 483-489, 2001.