u universidade estadual de feira de santana …civil.uefs.br/documentos/gabriel de almeida...
TRANSCRIPT

u
UNIVERSIDADE ESTADUAL DE FEIRA DE SANTANA
DEPARTAMENTO DE TECNOLOGIA
CURSO DE ENGENHARIA CIVIL
GABRIEL DE ALMEIDA NASCIMENTO
ESTUDO COMPARATIVO DE CUSTOS DIRETOS ENTRE ALVENARIA
CONVENCIONAL EM BLOCOS CERÂMICOS E PAINÉIS PRÉ-MOLDADOS EM
CONCRETO COM COMPONENTES CERÂMICOS: ESTUDO DE CASO EM OBRA
HABITACIONAL DE INTERESSE SOCIAL NA CIDADE DE FEIRA DE SANTANA -
BA
Feira de Santana
2012

GABRIEL DE ALMEIDA NASCIMENTO
ESTUDO COMPARATIVO DE CUSTOS DIRETOS ENTRE ALVENARIA
CONVENCIONAL EM BLOCOS CERÂMICOS E PAINÉIS PRÉ-MOLDADOS EM
CONCRETO COM COMPONENTES CERÂMICOS: ESTUDO DE CASO EM OBRA
HABITACIONAL DE INTERESSE SOCIAL NA CIDADE DE FEIRA DE SANTANA -
BA
Trabalho de Conclusão de Curso
apresentado na disciplina TEC 174 –
Projeto Final II, como parte dos
requisitos para obtenção do título de
Bacharel em Engenharia Civil.
Orientador: Prof. Esp. Carlos Antônio Alves Queirós
Co-orientador: Engº. Rodrigo Freire Bahia Lavagna
Feira de Santana
2012

ESTUDO COMPARATIVO DE CUSTOS DIRETOS ENTRE ALVENARIA
CONVENCIONAL EM BLOCOS CERÂMICOS E PAINÉIS PRÉ-MOLDADOS EM
CONCRETO COM COMPONENTES CERÂMICOS: ESTUDO DE CASO EM OBRA
HABITACIONAL DE INTERESSE SOCIAL NA CIDADE DE FEIRA DE SANTANA -
BA
Trabalho de Conclusão de Curso apresentado como exigência para a aprovação na disciplina
Projeto Final II do curso de Engenharia Civil, da Universidade Estadual de Feira de Santana.
Feira de Santana, 2012.
BANCA EXAMINADORA:
_______________________________________
Prof. Esp. Carlos Antônio Alves Queirós
Orientador - Universidade Estadual de Feira de Santana
____________________________________________
Engº. Rodrigo Freire Bahia Lavagna
Co-orientador
_______________________________________
Prof. M.Sc. Antonio Freitas da Silva Filho
Universidade Estadual de Feira de Santana

AGRADECIMENTOS
Ao ser supremo, Deus, que em todos os momentos, sempre esteve presente mostrando o
caminho.
Ao meu pai, infelizmente não mais presente em carne, mas foi o principal responsável em me
tornar um homem, com tantos ensinamentos e lições de vida.
A minha mãe que por ser uma mulher iluminada, conseguiu passar um pouco de seu brilho,
ajudando-me na clareza e na sabedoria.
Aos meus queridos irmãos que me apoiaram almejando meu melhor.
Aos meus amigos acadêmicos e aos de infância que incentivaram o meu esforço no trajeto.
Ao Professor Esp. Carlos Antônio Alves Queirós, pela grande amizade e pela compreensão e
dedicação em me orientar, não apenas para a concretização deste trabalho, mas com
ensinamentos para a vida.
Ao engenheiro Rodrigo Freire Bahia Lavagna, que me ajudou tanto para conseguir meu
primeiro estágio quanto para conclusão deste trabalho.
A Universidade Estadual de Feira de Santana por contribuir tanto no meu enriquecimento de
conhecimento, a partir do seu, extremamente capacitado, grupo de docentes.
A todas as pessoas que convive ao longo dessa caminhada com certeza, também, estão
guardadas em meu coração.

RESUMO
Os altos investimentos em habitação e a grande concorrência impulsionam as empresas da
construção civil a buscarem novas tecnologias que possibilitam construir mais rápido, mais
econômico e com maior qualidade. Dentro deste cenário, surgem diversos sistemas
construtivos industrializados, com características distintas, mas com o mesmo enfoque: mudar
a maneira de se construir. O presente trabalho difunde informações e considerações referentes
a dois sistemas construtivos, alvenaria convencional em blocos cerâmicos e os painéis pré-
fabricados em concreto com componentes cerâmicos. Entre os tópicos abordados encontra-se:
histórico, conceitos, processos de fabricação, montagem, implantação e execução, vantagens e
desvantagens. Como diferencial do trabalho apresenta-se comparativos de custos diretos e
tempo de execução entre os dois sistemas, através de dados atuais fornecidos pela empresa
objeto de estudo. A análise leva em consideração uma unidade residencial de casa com 43,20
m² em um condomínio habitacional de interesse social, onde a mesma teve seus quantitativos
levantados para cada um dos sistemas, bem como seu custo direto e tempo de execução,
considerando a execução dividida em etapas construtivas para o processo implantação. Os
resultados apresentados mostram, neste caso, que os custos diretos e o tempo de execução dos
painéis pré-fabricados são menores do que a alvenaria convencional.
Palavras-chave: Industrialização da construção; alvenaria convencional em blocos cerâmicos;
painéis pré-fabricados em concreto com componentes cerâmicos; comparativos dos custos
diretos e tempo de execução.

ABSTRACT
The high investments in housing and the strong competition drive the civil construction
companies to seek new technologies that allow to build faster, cheaper and higher quality.
Within this scenario, there are many industrialized building systems, with different
characteristics, but with the same focus: to change the way we build. This work passes
information and considerations regarding two construction systems, masonry conventional
ceramic blocks and panels for prefabricated concrete with ceramic components. Among the
topics covered there are: background, concepts, manufacturing processes, assembly,
deployment and implementation, advantages and disadvantages. This paper presents as a
differential comparative direct costs and execution time between the two systems, using data
provided by current company and bibliographies. The analysis considerate a residential unit
with 43.20 m² house in a gated housing of social interest, where it was raised its quantitative
for each of the systems, as well as its direct cost and execution time, considering the
execution divided in constructive steps for the deployment process. The results presented
show in this case, the direct costs and time of execution of the prefabricated panels are smaller
than conventional masonry.
Keywords: Industrialization of construction; masonry conventional ceramic blocks; panels
prefabricated concrete with ceramic components; comparative direct costs and execution time.

LISTA DE ILUSTRAÇÕES
Figura 1 Pirâmides de Gizé - Egito 22
Figura 2 Farol de Alexandria - Egito 22
Figura 3 Coliseu – Roma, Itália 23
Figura 4 Torre de Babel 23
Figura 5a e 5b Alvenaria Convencional em Blocos Cerâmicos 24
Figura 6a e 6b Elementos Estruturais da Alvenaria Convencional em Blocos Cerâmicos 26
Figura 7 Fábrica de blocos cerâmicos 27
Figura 8 Tipos de blocos cerâmicos 27
Figura 9a e 9b Execução de Alvenaria Convencional em Blocos Cerâmicos 33
Figura 10a e 10b Edificações em alvenaria convencional em blocos cerâmicos 37
Figura 11 Blue Tree Towers Morumbi, fachada pré-fabricada arquitetônica de concreto 39
Figura 12 Fluxograma de fabricação de painéis de concreto arquitetônico 43
Figura 13 Momentos fletores de içamento - 2 e 4 pontos 44
Figura 14 Edifício em estrutura pré-moldada 48
Figura 15a e 15b Fôrmas posicionadas e sendo revestidas com desmoldante 51
Figura 16a e 16b Fôrmas revestidas com desmoldante 51
Figura 17a e 17b Primeira camada de concreto 52
Figura 18a e 18b Disposição do aço da primeira camada de concreto 52
Figura 19a e 19b Camada intermediária de blocos cerâmicos 52
Figura 20a e 20b Última camada de concreto e acabamento 53

Figura 21a e 21b Passagem de tubulações elétricas 53
Figura 22a e 22b Passagem de tubulações hidrossanitárias 54
Figura 23a e 23b Içamento dos painéis 54
Figura 24a e 24b Carreta e guindaste 55
Figura 25a e 25b Caminhão munck 55
Figura 26a e 26b Travas metálicas inferiores e superiores 56
Figura 27 Solda dos painéis 56
Figura 28 Grauteamento dos painéis 57
Figura 29 Planta de implantação do empreendimento 60
Figura 30 Planta baixa da unidade residencial 60

LISTA DE QUADROS
Quadro 1 Requisitos de desempenho e características funcionais da alvenaria de vedação 35
Quadro 2 Características dos equipamentos 45
Quadro 3 Custos diretos dos materiais da alvenaria convencional 63
Quadro 4 Custos diretos dos equipamentos da alvenaria convencional 64
Quadro 5 Custos diretos da mão de obra da alvenaria convencional 65
Quadro 6 Custos diretos totais e tempo de execução total alvenaria convencional 67
Quadro 7 Custos diretos dos materiais da fabricação dos painéis pré-fabricados 68
Quadro 8 Custos diretos dos materiais da montagem dos painéis pré-fabricados 68
Quadro 9 Custos diretos dos equipamentos 1 dos painéis pré-fabricados 69
Quadro 10 Custos diretos dos equipamentos 2 dos painéis pré-fabricados 70
Quadro 11 Custos diretos da mão de obra de pré-fabricação dos painéis 71
Quadro 12 Custos diretos da mão de obra da montagem dos painéis 71
Quadro 13 Custos diretos da mão de obra da solda dos painéis 72
Quadro 14 Custos diretos da mão de obra da fôrma dos painéis pré-fabricados 72
Quadro 15 Custos diretos da mão de obra do graute dos painéis pré-fabricados 73
Quadro 16 Custos diretos totais e tempo de execução total dos painéis pré-fabricados 75

LISTA DE GRÁFICOS
Gráfico 1 Custos diretos dos materiais, equipamentos e mão de obra 66
da alvenaria convencional
Gráfico 2 Percentagem dos custos diretos de material, mão de obra 66
e equipamento da alvenaria convencional
Gráfico 3 Custos diretos dos materiais, equipamentos e mão de obra 74
dos painéis pré-fabricados
Gráfico 4 Percentagem dos custos diretos dos materiais, equipamentos 75
e mão de obra dos painéis pré-fabricados
Gráfico 5 Comparativo dos custos diretos finais dos dois métodos construtivos 77
Gráfico 6 Comparativo dos custos diretos totais dos dois métodos construtivos 78
Gráfico 7 Comparativo do tempo total de execução dos dois métodos construtivos 78

SUMÁRIO
1 INTRODUÇÃO .......................................................................................................... 14
1.1 Justificativa ....................................................................................................... 15
1.2 Objetivos ........................................................................................................... 16
1.2.1 Objetivo geral .......................................................................................... 16
1.2.2 Objetivos específicos ................................................................................ 16
1.3 Método de Pesquisa ........................................................................................... 17
1.4 Estrutura do Trabalho ........................................................................................ 17
2 CONSTRUÇÃO CIVIL ............................................................................................. 18
2.1 A Construção ..................................................................................................... 18
2.2 Industrialização da construção .......................................................................... 19
2.3 Racionalização da Construção ........................................................................... 20
3 ALVENARIA CONVENCIONAL EM BLOCO CERÂMICO ............................. 22
3.1 Histórico ............................................................................................................... 22
3.2 Características ....................................................................................................... 24
3.2.1 Componentes ................................................................................................ 26
3.3 Execução e Implantação ....................................................................................... 30
3.4 Vantagens e Desvantagens .................................................................................. 33

3.4.1 Vantagens .................................................................................................... 33
3.4.2 Desvantagens ............................................................................................... 36
4 PAINÉIS PRÉ-FABRICADOS EM CONCRETO .................................................. 38
4.1 Histórico da Pré Fabricação .................................................................................. 38
4.2 Características ....................................................................................................... 40
4.3 Os Pré Moldados e o Aumento da Produtividade ................................................ 40
4.4 Padronização ......................................................................................................... 41
4.5 Processo de Fabricação ......................................................................................... 41
4.6 Processo de Implantação ...................................................................................... 44
4.7 Vantagens e Inconvenientes ................................................................................. 46
4.8 Pré-Fabricados em Concreto com Componentes Cerâmicos ............................... 49
4.8.1 Descrição ...................................................................................................... 49
4.8.2 Características ............................................................................................... 49
4.8.3 Etapas de Produção ....................................................................................... 50
4.8.4 Equipamentos Necessários para a Execução dos Serviços ........................... 57
4.8.5 Controle de Qualidade .................................................................................. 57
4.8.6 Avaliações Técnicas ..................................................................................... 58
4.8.7 Manutenção .................................................................................................. 59
5 MÉTODO DE PESQUISA ........................................................................................ 59

5.1 Características da obra habitacional de interesse social ....................................... 59
5.2 Levantamentos ...................................................................................................... 61
5.3 Custos diretos e tempo de execução da alvenaria convencional em blocos
cerâmicos ......................................................................................................................... 61
5.3.1 Custos dos Materiais ..................................................................................... 61
5.3.2 Custos dos Equipamentos ............................................................................. 63
5.3.3 Custos da Mão de Obra ................................................................................ 64
5.3.4 Custos diretos totais e tempo de execução para a alvenaria ......................... 65
5.4 Custos diretos e tempo de execução dos painéis pré-fabricados de concretos com
componentes cerâmicos ................................................................................................... 67
5.4.1 Custos dos Materiais ..................................................................................... 67
5.4.2 Custos dos Equipamentos ............................................................................. 69
5.4.3 Custos da Mão de Obra ................................................................................ 70
5.4.4 Custos diretos totais e tempo de execução para os painéis pré-fabricados de
concreto com componentes cerâmicos ............................................................................ 73
6 CONSIDERAÇÕES FINAIS ..................................................................................... 76
REFERÊNCIAS ............................................................................................................ 80

14
1 INTRODUÇÃO
Com a globalização ocorreram algumas modificações que impulsionaram vários setores da
economia, tais como: o desenvolvimento tecnológico, o aumento da velocidade nos sistemas
de informação e a criação da gestão da qualidade. Esses fatores fizeram com que houvesse um
aumento na qualidade dos produtos finais e uma otimização nos processos de fabricação, o
que, consequentemente, fez aumentar a oferta no mercado e competitividade.
Tais modificações também ocorreram na Construção Civil, levando as empresas construtoras
a buscar cada vez mais soluções visando o aumento da eficiência no processo de produção em
conjunto com uma melhor qualidade e menor custo.
Neste parâmetro o mercado nacional da construção civil tem se interessado pelo
desenvolvimento de novas tecnologias e alternativas dos processos de produção para que a
necessidade de qualidade e custos do produto final seja alcançada.
Segundo Oliveira (2002), o incremento dos níveis de industrialização, se aplicado com êxito,
ocasiona a diminuição de custos, elevação de qualidade nos processos de produção e no
produto final. A construção civil tem como rumo natural, ao aperfeiçoar-se como indústria, a
sua própria evolução (SABBATINI, 1989).
Em busca destes objetivos, entre eles o da racionalização, as tendências direcionaram-se para
sistemas alternativos de construção, os quais podem ser total ou parcialmente pré-fabricados,
em conjunto com os sistemas convencionais. Para a obtenção da racionalização da construção
alguns problemas devem ser resolvidos, entre eles estão: perdas, prazos, mão de obra
desqualificada e incompatibilidade entre projeto e execução do produto final (SABBATINI,
1989).
Dentre estas novas tecnologias estão as estruturas pré-fabricadas e pré moldadas. Com
redução final de custos, agilidade de execução, durabilidade e qualidade, este sistema busca a
satisfação, o conforto e a segurança dos clientes. Nos últimos anos, estes sistemas – pré-
moldados e pré-fabricados – passaram a ser mais usados por causa da entrada de grande
15
número de multinacionais no país, acostumados a lidar com essas tecnologias. Esses clientes
exigem dos construtores rapidez e racionalidade nas obras (PEDREIRA DE FREITAS,1993).
Dentre diversos sistemas industrializados tem-se os pré-fabricados de concreto com
componentes cerâmicos, alvo desta pesquisa, por apresentar agilidade e economia em sua
montagem e por traduzirem o significado de mais simbólico da construção industrializada,
que é o fim do “tijolo sobre tijolo”, que tanto se tem almejado.
Esse sistema construtivo requer investimento inicial em equipamentos significativo, porém
possibilita economia considerável nos custos finais das obras, versatilidade e redução nos
prazos de conclusão.
1.1 Justificativa
Há sempre uma barreira quando se fala em inovação tecnológica. Existe uma dificuldade na
introdução de inovações tecnológicas devido à resistência dos próprios usuários em aceitá-la.
Eles se opõem a qualquer tecnologia diferente da tradicional. (SANTANA, 1987).
Segundo Maués (1996), ao despertar para a necessidade de melhoria de seus produtos as
empresas do setor da Construção Civil começaram a buscar uma racionalização do seu
processo de trabalho. Sem uma clara definição de racionalização, buscaram uma aproximação
com a indústria de transformação, procurando tornar o processo construtivo semelhante a um
ambiente fabril. Nessa tentativa, seguiram diversos caminhos, como: a implantação de
processos construtivos inovadores, a implantação de medidas de aperfeiçoamento do próprio
processo convencional, a externalização de etapas produtivas a montante do canteiro de obras,
dentre outras.
A grande competitividade do mercado atual e a busca da racionalização dos processos
construtivos fazem com que as empresas almejem aumentar a produtividade, reduzir os
custos, eliminar etapas construtivas, adotando inovações tecnológicas, como a pré-fabricação,
podendo melhorar a eficiência do processo e elevando a qualidade do produto final.
16
A questão ambiental tem sido estimuladora para o desenvolvimento tecnológico, onde há uma
necessidade ascendente de busca de técnicas menos agressivas ao ambiente, com redução
significativa de resíduos e demais tipos de poluição.
Visando determinar um modelo mais adequado de vedação surgiu o interesse em pesquisar,
comparar vantagens e deficiências, custos e produção entre os sistemas de estruturas do tipo
pré-fabricadas de concreto com componentes cerâmicos e o sistema convencional em
alvenaria convencional.
1.2 Objetivos
1.2.1 Objetivo Geral
Comparar os custos de produção entre alvenaria convencional em blocos cerâmicos e painéis
pré-fabricados em concreto com componentes cerâmicos em uma obra habitacional de
interesse social na cidade de Feira de Santana - BA.
1.2.2 Objetivos Específicos
- Descrever o método construtivo de fabricação e montagem de painéis pré-fabricados em
concreto com componentes cerâmicos;
- Avaliar as vantagens e desvantagens da utilização de painéis pré-fabricados em concreto
com componentes cerâmicos;
- Comparar os custos diretos de materiais e mão-de-obra entre alvenaria convencional em
blocos cerâmicos e painéis pré-fabricados em concreto com componentes cerâmicos.

17
1.3 Método de Pesquisa
Inicialmente foi realizada e apresentada uma fundamentação teórica das duas tecnologias
objeto de estudo deste trabalho, para um melhor aprofundamento dos conhecimentos e
informações.
Em seguida, foi realizado um estudo de caso em uma obra habitacional de interesse social que
emprega a tecnologia de painéis pré-fabricados em concreto com componentes cerâmicos,
incluindo registros fotográficos da metodologia executiva.
E por fim, de posse de todas as informações coletadas, foi feito um estudo comparativo entre
os custos diretos de materiais e mão de obra e serão listadas as vantagens e desvantagens do
sistema pré-fabricado.
1.4 Estrutura do Trabalho
O presente trabalho monográfico é constituído de 06 capítulos, cuja abordagem está descrita a
seguir.
O primeiro capítulo é composto pela introdução e justificativa do trabalho, os objetivos,
incluindo-se aí, o objetivo geral e os objetivos específicos, e por fim a metodologia.
No segundo capítulo é feito o início da revisão bibliográfica, abordando os processos de
industrialização e de racionalização no canteiro de obra.
No terceiro capítulo é dado continuidade na revisão bibliográfica, focando mais a alvenaria
convencional em blocos cerâmicos, seu histórico, suas características, execução e implantação
e vantagens e desvantagens.
O quarto capítulo apresenta a nova tecnologia utilizada neste trabalho onde indica suas
características, todo o processo de fabricação e implantação e vantagens e inconvenientes.
No quinto capítulo é realizado um estudo de caso, referente a uma obra habitacional de
interesse social da cidade de Feira de Santana (BA), que utiliza a pré-fabricação dos painéis

18
de concreto com componentes cerâmicos como método construtivo de casas residenciais,
onde será realizada também uma analogia com o sistema tradicional.
O sexto capítulo apresenta a conclusão do trabalho monográfico e as considerações finais
deste estudo.
2 CONSTRUÇÃO CIVIL
2.1 A Construção
Nas primeiras civilizações, o homem empregava os materiais como encontrava na natureza.
Depois começou a trabalhá-los, modelá-los às suas necessidades. Aos poucos ele passou a
demandar de materiais de maior resistência, durabilidade e melhor aparência. Precisavam de
um material trabalhável e resistente, surgiu daí o concreto.
Aproveitaram o avanço tecnológico e técnicas mais avançadas, para procurar melhorar o
padrão e reduzir o custo. O aprimoramento das técnicas em uso exige o cumprimento de
tarefas de identificação de necessidades, ordenação de prioridades, realização de pesquisas,
treinamento, implantação do sistema, análises de desempenho, etc.
A indústria da Construção Civil está buscando cada vez mais estratégias de modernização do
setor, onde a racionalização construtiva tem papel fundamental. Nesse sentido, as tendências
mais notáveis relacionam-se ao emprego de sistemas total ou parcialmente pré-fabricados.
Apresentando baixo controle de qualidade, baixa produtividade, grande desperdício, a
indústria da construção civil tem sido considerada uma indústria atrasada (EL DEBS, 2000).
As atividades artesanais são substituídas por uniformidade e continuidade executiva
(repetição), características das modalidades operacionais mecanizadas, características da
industrialização (Ciribini apud ROSSO, 1980).
Uma das formas de reduzir esse atraso é empregar técnicas associadas à utilização de
elementos pré-moldados de concreto.

19
Segundo Sabbatini (1989), “evoluir no sentido de aperfeiçoar-se como indústria é o caminho
natural da construção civil”, portanto, industrializar-se para a construção é sinônimo de
evoluir.
A aplicação de pré-fabricados nos processos construtivos tem como objetivo proporcionar um
aumento da racionalização, elevando a produtividade e reduzindo desperdícios e custos. Além
da rapidez de execução com um rígido controle de qualidade.
2.2 Industrialização
A modernização da construção civil é hoje uma exigência da sociedade. Os desperdícios, o
“atraso tecnológico” dos métodos construtivos, o despreparo da mão de obra, são temas
discutidos por toda a coletividade e não apenas no setor.
Uma das primeiras alterações significativas no setor da construção ocorre em meados do
século 19. Nessa época, a produção deixou de ser realizada apenas para uso próprio e passou a
atender ao mercado, pois em função da expansão da atividade cafeeira, houve um
adensamento dos centros urbanos, exigindo-se a construção de moradias, de obras de infra-
estruturas urbana e também a abertura de caminhos para o escoamento da produção (FARAH,
1992).
Em se tratando do conhecimento embutido na atividade produtiva, Vargas (1994), salienta
que nesse período os conhecimentos tecnológicos dos materiais e processos construtivos eram
limitados; as propriedades dos materiais utilizados eram muito mal conhecidas. Além disso,
os processos e operações de construção eram deixados à prática empírica dos mestres de obra,
onde o sentimento prevalecia.
Na medida em que os edifícios passavam a ser produzidos como mercadoria, a produção de
seus insumos também se convertia em produção para o mercado. Segundo Vargas (1994), “os
primeiros materiais de construção industrializados, precariamente, foram os tijolos, vindo a
substituir o processo artesanal da taipa nas construções das paredes de edifícios”.
20
As atividades artesanais são substituídas por uniformidade e continuidade executiva
(repetição), características das modalidades operacionais mecanizadas, características da
industrialização (ROSSO, 1980).
As alterações tecnológicas atingiram os canteiros de obras, sobretudo através da incorporação
de novos materiais, componentes e ferramentas que permitiam pequenas transformações na
produção de edifícios.
A industrialização aumentou consideravelmente a produção e o consumo de quase todos os
bens materiais que conhecemos. Entretanto, esta mudança de tecnologia, com a passagem de
processos artesanais para processos industriais de produção, tem sido lenta no campo da
construção de edificações. Este atraso na indústria da construção em relação aos demais
ramos industriais pode ser explicado pela natureza do seu produto final, o edifício. Em
comparação com os produtos das demais indústrias, cada edificação é praticamente única,
pois deve ser construída sob determinadas especificações, medidas e com materiais do seu
local de origem, sendo esta a razão da dificuldade de produção em massa (DUARTE, 1981).
O aprimoramento das técnicas em uso exige o cumprimento de tarefas de identificação de
necessidades, ordenação de prioridades, realização de pesquisas, treinamento, implantação do
sistema e análises de desempenho e no lado econômico um aumento da capacidade de
investimento das empresas e também a necessidade de um sistema financeiro e mercado
habitacional estável.
2.3 Racionalização
Segundo Rosso (1980), o termo racionalização é o “processo mental que governa a ação
contra os desperdícios temporais e materiais dos processos produtivos, aplicando o raciocínio
sistemático, lógico e resolutivo, isento do influxo emocional; é um conjunto de ações
reformadoras que se propõem substituir as práticas rotineiras convencionais por recursos e
métodos baseado em raciocínio sistemático, visando eliminar a casualidade nas decisões.”

21
Rosso (1980) salienta ainda que “os princípios da racionalização devem ser aplicados ao
edifício tanto como produto quanto como processo”, melhor dizendo, o edifício precisa
começar a ser racionalizado na sua fase de concepção.
O termo racionalização tem um significado bem definido, tanto tecnicamente quanto
coloquialmente onde pode ser entendido com o ato ou efeito de racionalizar alguma coisa,
tornar racional, tornar mais eficiente os processos de trabalho ou a organização de
empreendimentos.
A racionalização é entendida como um processo complexo, de fundamental importância para
a atividade construtiva e com reflexos econômicos e sociais importantíssimos na sociedade
como um todo (SABBATINI, 1989).
Particularizando o termo para a atividade específica de construção Sabbatini (1989) afirma
que a “racionalização construtiva é um processo composto pelo conjunto de todas as ações
que tenham por objetivo otimizar o uso dos recursos materiais, humanos, organizacionais,
energéticos, tecnológicos, temporais e financeiros disponíveis na construção em todas as suas
fases”.
O mesmo autor afirma, sobre a produção das alvenarias racionalizadas, que “todas as ações
que tenham por objetivo otimizar o uso de todos os recursos envolvidos com a produção de
todas as alvenarias de vedação, desde o início da concepção do empreendimento, até a fase de
sua utilização”,
A partir da otimização das atividades, onde são aplicadas as técnicas e os métodos
construtivos como uma forma de se alcançar um melhor resultado no desenvolvimento dos
empreendimentos.
A indústria da Construção Civil está buscando cada vez mais estratégias de modernização do
setor, onde a racionalização construtiva tem papel fundamental. Nesse sentido, as tendências
mais notáveis relacionam-se ao emprego de sistemas total ou parcialmente pré-fabricados.

22
3 ALVENARIA CONVENCIONAL EM BLOCO CERÂMICO
3.1 Histórico
Tramontini (2005) cita que as construções executadas com alvenaria existente desde a época
antes de Cristo naquele tempo utilizavam-se o empilhamento de lascas de rochas, e até mesmo
construções pesadas, espessas e rígidas. Os primeiros tijolos secos ao sol foram datados em
10.000 a.C nas construções persas e assírias.
Ramalho & Correa (2003) citam alguns exemplos de obras executadas em alvenaria, desde a
antiguidade, destacando as três pirâmides de Gizé, (Quéfren, Quéops e Miquerinos), figura 1,
construídas em alvenaria de blocos de pedra, que datam de aproximadamente 2600 anos antes
de Cristo. A figura 2, ilustra o Farol de Alexandria, como uma obra marcante, do ponto de
vista estrutural, com altura equivalente a um prédio de 45 pavimentos. Enfatiza o Coliseu
como o principal exemplo dos teatros romanos que eram suportados por pórticos formados
por pilares e arcos.
Figura 1: Pirâmides de Gizé - Egito Figura 2: Farol de Alexandria - Egito
Fonte: http://www.brasilescola.com/historia

23
As edificações em alvenaria estão entre as construções que têm maior aceitação pelo homem,
em todos os tempos. Edificações monumentais em alvenaria de pedras e tijolos ainda
permanecem de pé, após mais de 2000 anos passados de sua construção. Num testemunho de
durabilidade e aceitação desse material e sistema construtivo ao longo do tempo, muitas
dessas edificações antigas continuam sendo utilizadas (DUARTE, 1981).
Para Tramontini (2005) a evolução da alvenaria acompanha a evolução do homem. Os
materiais evoluíram, e atualmente apresentam maior resistência a ação do tempo, maior
resistência estrutural, leveza e menor custo.
Figura 3: Coliseu – Roma, Itália. Figura 4: Torre de Babel
Fonte: http://www.brasilescola.com/historia
3.2 Características
“Conjunto coeso e rígido, conformado em obra, de tijolos ou blocos (unidades de alvenaria)
unidos entre si por uma argamassa” (SABBATINI apud ARAÚJO, 1995). Ou, ainda,
“conjunto de blocos artificiais ou componentes naturais, ordenadamente dispostos, unidos por
uma argamassa ou não, formando um maciço que deve apresentar resistência, durabilidade e
impenetrabilidade” (ARAÚJO, 1995).

24
A alvenaria em blocos cerâmicos definido como o sistema construtivo convencional é o mais
usual para este tipo de construção em estudo, que são casas de interesse social.
Tramontini (2005) diz que a alvenaria de vedação forma um bloco monolítico constituído de
tijolo e blocos unidos por juntas de argamassa, sendo que, o sistema deve atender alguns
requisitos, ilustrado nas figura 5a e 5b:
- Estanqueidade a água;
- Isolamento térmico e acústico;
- Resistência ao fogo;
- Estética;
- Durabilidade;
- Economia;
- Deformabilidade;
- Resistência mecânica.
Figura 5a e 5b: Alvenaria Convencional em Blocos Cerâmicos
Fonte: http://www.revistatechne.com/
As alvenarias apresentam um bom comportamento às solicitações de compressão, e o
principal fator que influi na resistência à compressão da parede é a resistência à compressão
do bloco. Quando executadas com juntas de amarração, elas apresentam um razoável poder de
redistribuição de cargas, distribuindo as cargas das paredes mais carregadas para as paredes
menos carregadas. A redistribuição de cargas só será interrompida em vãos de portas e
janelas, onde haverá uma concentração de tensões, onde a utilização de elementos pré-
moldados (cintas, vergas e contravergas), elimina possibilidades de rupturas e aparecimento
de fissuras (RIPPER, 1995).

25
Já os elementos da alvenaria estrutural, são as estruturas formadas a partir dos componentes,
ilustrado nas figuras 6a e 6b. Os principais são:
- Parede resistente: parede com função de resistir às ações atuantes na estrutura, além de seu
peso próprio, desempenhado também as funções de vedação.
- Parede de contraventamento: parede resistente que além de resistir às ações verticais, tem
por função resistir às ações horizontais, segundo seu plano, seja da ação do vento, de
desaprumo da estrutura ou sísmicas, conferindo rigidez necessária à estrutura.
- Parede de fechamento: parede para resistir somente ao seu peso próprio e desempenhar as
funções de vedação.
- Pilar: elemento que absorve ações verticais em que a relação de seus lados seja inferior a
cinco.
- Verga: elemento estrutural colocado sobre os vãos das aberturas com a finalidade de
transmitir as ações verticais para as paredes adjacentes.
- Contraverga: elemento estrutural colocado sob os vãos das aberturas com a finalidade de
absorver tensões de tração nos cantos.
- Coxim: elemento estrutural apoiado continuamente na parede, ligado ou não às lajes, vergas
ou contravergas, com a finalidade de uniformizar a distribuição das ações verticais e servir de
travamento e amarração.
- Enrijecedores: elementos estruturais vinculados a uma parede resistente com a finalidade de
produzir um enrijecimento na direção perpendicular ao plano da parede.
- Diafragma: elemento estrutural laminar admitindo como totalmente rígido em seu próprio
plano e sem rigidez na direção perpendicular, sendo normalmente o caso das lajes maciças.
Como pode ser visto, a fase de produção do processo convencional é dependente da mão-de-
obra artesanal. Estas particularidades criam obstáculos para que se processe uma introdução
mais agressiva de máquina e equipamentos nos canteiros de obras. Neste sistema de produção
de edificações, a mão-de-obra é utilizada intensivamente, onde geram serviços não
padronizados.

26
Figura 6a e 6b: Elementos Estruturais da Alvenaria Convencional em Blocos Cerâmicos
Fonte: http://www.revistatechne.com.br/
3.2.1 Componentes
a) Blocos Cerâmicos
O bloco é o componente mais importante, uma vez que comanda a resistência a compressão e
determina os procedimentos para aplicação da técnica da coordenação modular dos projetos.
Os principais blocos utilizados nas construções de alvenaria de vedação são os blocos
cerâmicos e os blocos de concreto. Esses materiais devem atender os requisitos segundo a
norma técnica brasileira de execução de alvenaria de vedação (SILVA, 2010).
A matéria-prima argilosa é de qualidade superior à utilizada na fabricação dos tijolos maciços,
moldados em marombas. São blocos com furos na horizontal (cilíndricos ou prismáticos),
utilizados quando a alvenaria funciona apenas como vedação e se deseja diminuir o peso
próprio suportando pequenas cargas (BAUER, 1994).
Os blocos cerâmicos são componentes da alvenaria em forma de paralelepípedo, que possuem
furos prismáticos ou cilíndricos perpendiculares às faces que os contêm ou são totalmente
maciços. A qualidade do bloco está ligada diretamente à qualidade da própria argila utilizada
para sua confecção e também ao processo de produção, que consiste nas etapas de extrusão ou
prensagem, queimados posteriormente a temperatura de aproximadamente 900º. Esse tipo de
27
bloco encontra-se em várias dimensões no mercado, sendo que as dimensões mais comuns são
9x19x19 cm e 9x19x25 (largura x altura x comprimento).
Figura 7: Fábrica de blocos cerâmicos
Fonte: http://www.revistatechne.com.br/
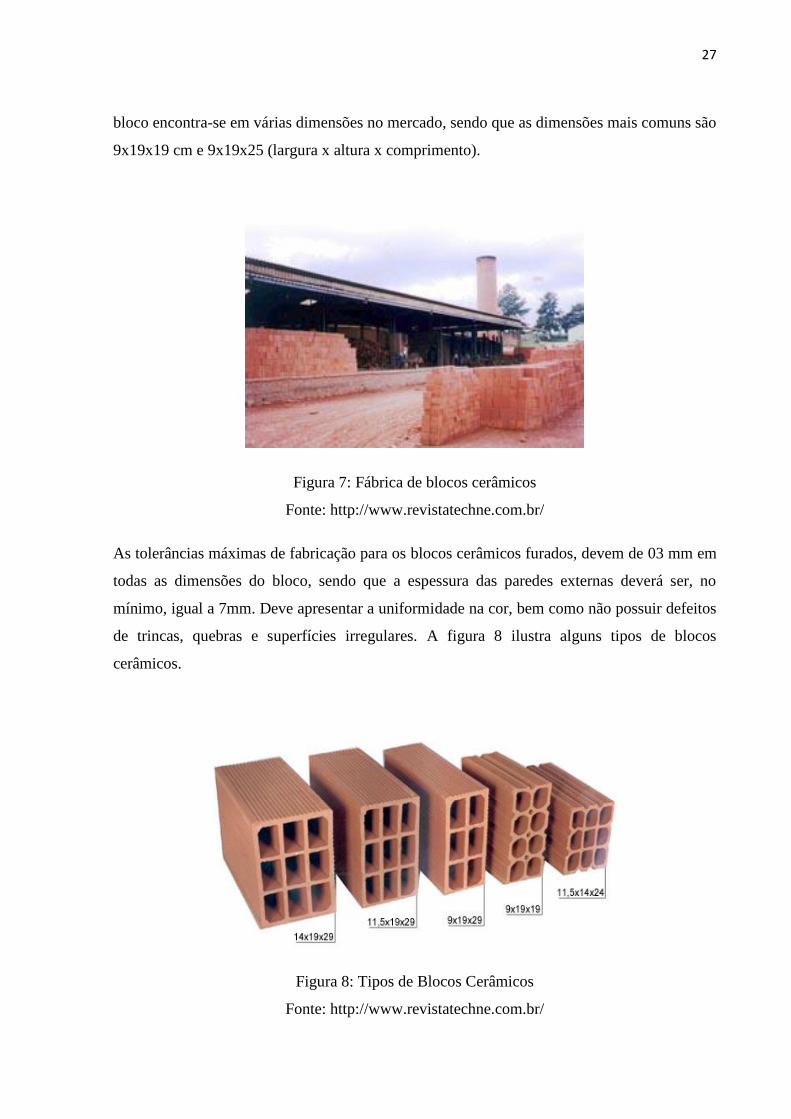
As tolerâncias máximas de fabricação para os blocos cerâmicos furados, devem de 03 mm em
todas as dimensões do bloco, sendo que a espessura das paredes externas deverá ser, no
mínimo, igual a 7mm. Deve apresentar a uniformidade na cor, bem como não possuir defeitos
de trincas, quebras e superfícies irregulares. A figura 8 ilustra alguns tipos de blocos
cerâmicos.
Figura 8: Tipos de Blocos Cerâmicos
Fonte: http://www.revistatechne.com.br/

28
b) Argamassa de Assentamento
A argamassa é o agente agregador entre os blocos numa parede de alvenaria estrutural. A
argamassa deve ser resistente, durável, capaz de manter a parede em condições estruturais por
toda vida útil da edificação e, ainda, deve ajudar a criar uma bateria resistente a água. Deve
acomodar as variações dimensionais e as tensões nos blocos, quando assentados (POZZONO,
2003).
As argamassas mistas usualmente compostas de areia, cimento, cal e água, são as mais
adequadas para o uso na alvenaria estrutural.
Duarte (1999) afirma que a resistência da argamassa desempenha um papel secundário na
resistência à compressão da parede em relação à resistência à compressão dos tijolos ou
blocos.
As principais propriedades das argamassas são:
b.1) No estado plástico
- A trabalhabilidade:
A argamassa de boa trabalhabilidade deve se espalhar sobre o bloco e aderir às superfícies
verticais. A Consistência deve ser tal que facilite o alinhamento do bloco. O peso da unidade e
o das fiadas subseqüentes não devem provocar o escorrimento da argamassa. (ARAUJO,
1995)
- Retenção de água:
É a propriedade da argamassa de reter água quando posta em contato com as unidades
(blocos).
Uma baixa retenção de água, fator aliado a um bloco com grande porosidade, retira água da
argamassa de forma rápida, prejudicando o processo de hidratação do cimento, e
conseqüentemente a aderência.
- Tempo de endurecimento

29
Se o endurecimento da argamassa ocorrer rapidamente, devido a uma baixa retentividade de
água, por exemplo, poderá causar problemas no assentamento das unidades. Um
endurecimento lento poderá ocasionar atrasos na construção.
b.2) No estado endurecido:
- Aderência
A aderência, que é capacidade de contato (grau) entre a argamassa e o bloco, pode ser
considerada uma importante propriedade física individual da argamassa endurecida,
comparável a própria resistência (PEDROSO, 2001). Ele depende tanto das características das
argamassas como das características dos blocos.
Segundo Araújo (1995), os fatores que influenciam o grau de contato e a adesão são a
trabalhabilidade da argamassa, a retentividade, a taxa de absorção inicial do bloco, a mão de
obra, a quantidade de cimento na mistura, a textura da superfície do bloco, o conteúdo de
umidade do bloco, a temperatura e umidade relativa.
- Resistência à compressão
Em comparação com outras propriedades, como a aderência e a trabalhabilidade, a resistência
à compressão das argamassas não é tão importante. É o bloco que resiste praticamente a todos
os esforços de compressão.
A resistência à compressão de uma argamassa depende do tipo e da quantidade de cimento
usado na mistura.
A argamassa deve ser resistente o suficiente para suportar os esforços que a parede será
submetida. No entanto, não deve exceder a resistência dos blocos da parede, de maneira que
as fissuras venham a ocorrer devido a expansões térmicas ou outros movimentos na parede
ocorram na junta (ARAUJO 1995).
Pozzobon (2003) alerta: “Para cada resistência de bloco existe uma resistência ótima de
argamassa. Um aumento desta resistência não aumentará a resistência da parede”.
Duarte (1999) enfatiza que a espessura ideal das juntas horizontais de argamassa deve ser em
torno de 10 milímetros, admitindo aumentos até 15 milímetros. Juntas mais espessas somente
30
conduzem a aumento de custos e reduções das resistências à compressão da alvenaria, já que
aumenta a proporção de argamassa no volume de parede.
c) Graute
O graute é um microconcreto de alta plasticidade cuja função principal é aumentar a
resistência da parede à compressão, em razão do aumento da seção transversal do bloco.
Quando combinado com o uso de armaduras em seu interior, o graute resistirá também
esforços de tração (MANZIONE, 2004).
Araujo (1995) recomenda sempre que possível usar graute de fiada em fiada, ou pelo menos
em duas vezes, uma até meio pé direito e a outra ao se atingir a última fiada. Este
procedimento diminuirá a possibilidade de ocorrência de vazios nos alvéolos dos blocos.
Araujo (1995) enfatiza, ainda, que o graute deve ser adensado. Podem ser utilizados
vibradores de agulha de pequeno diâmetro ou compactação manual.
Salienta-se que, no processo de execução, o graute não deve ser utilizado como pilaretes, já
que esta não é sua função.
d) Armadura
As armaduras utilizadas juntamente com o graute já possuem a função de combater os
esforços de tração na alvenaria.
Outro tipo de armadura usada na alvenaria estrutural são os elementos de amarração de
paredes, os “grampos”. Recomenda-se que a alvenaria trabalhe com suas juntas amarradas
logo a utilização dos grampos não é aconselhável, sendo usada apenas em alguns casos
especiais.
3.3 Execução e Implantação
As estruturas do sistema convencional são reticuladas, ou seja, a transmissão dos esforços
ocorre através de elementos isolados tais como lajes, vigas e pilares, moldados e concretados
no local com a utilização de fôrmas também convencionais, montadas manualmente no local

31
onde será realizada a concretagem. As fôrmas em geral, são de chapas em madeira
compensada plastificada, possibilitando uma maior produtividade e também uma melhor
qualidade de produção. A modulação é resultado do projeto de fôrmas com formato padrão e
dimensões específicas (BAUER, 1994).
Segundo Souza (1996), o serviço de alvenaria é subdividido em três etapas distintas:
marcação, elevação e fixação:
- Na marcação dos eixos da parede, é verificado o nivelamento da laje, colocado resina
acrílica deixando a superfície rugosa para garantir uma boa aderência da estrutura com a
argamassa de assentamento dos blocos.
- Na elevação dos blocos, as paredes são amarradas entre si, por interpenetrações dos blocos
(juntas de amarração desencontradas) e junto aos pilares com a colocação de telas metálicas
fixadas com pinos de aço utilizando gabarito de fiada, previamente posicionadas durante a
etapa de marcação. É comum aplicar argamassa colante nos pilares externos com
desempenadeira dentada, de forma que os frisos formem um ângulo de 45°, para evitar a
infiltração de água, caso ocorram fissuras nessa região da fachada, no encontro da parede com
o pilar. As juntas horizontais de argamassa têm espessura variável de 8 a 18 mm de espessura,
e sua colocação é feita com uma bisnaga para garantir uma maior produtividade do serviço e
menor perda de material.
- A fixação é feita no preenchimento do vão deixado entre a alvenaria e a estrutura com uma
argamassa especialmente dosada. A argamassa adequada para o preenchimento deverá ter
baixo módulo de deformação, grande capacidade de aderência e alta plasticidade. O processo
do serviço de aperto de alvenaria deverá ser executado de cima para baixo.
Segundo Tramontini (2005), a produção de paredes de alvenaria demanda o consumo de
materiais (argamassas e blocos cerâmicos) e de mão de obra (oficiais e ajudantes). Os
componentes (blocos) apresentam diferentes características. Dentre elas, pode-se citar:
dimensões, formas, propriedades físicas e mecânicas. Além dos aspectos relacionados aos
elementos em si, outros aspectos devem ser considerados para a escolha dos elementos que
serão empregados:

32
- Processo de execução da alvenaria (tradicional ou racionalizada): a execução de maneira
tradicional apresenta maior desperdício de material, não justificado, por exemplo, o uso de
elemento de maior custo unitário.
- Existência de coordenação dimensional e modulação: em casos de existência de
coordenação dimensional entre a estrutura, a vedação e a esquadrias, é importante a escolha
de elementos com maior uniformidade dimensional.
- Forma de fornecido: se existir o objetivo de minimizar perdas em transporte e manuseio
devem ser escolhidos elementos possíveis de diminuir a manipulação dos componentes antes
da aplicação, por exemplo, utilizando blocos fornecidos em paletes.
- Exigências ergonômicas: dependendo da prática ou costume da mão de obra peças maiores
podem resultar em menor produtividade.
Na construção convencional, primeiramente se faz a base de concreto ou radier, que se torna
uma solução mais econômica, pois além de servir como base pra a construção da casa já serve
também como contra piso, muitas vezes dependendo do grau de habilidade dos operários, se
dispensa ate a regularização desta base.
Depois se inicia a execução da alvenaria utilizando blocos cerâmicos. Nos vãos de esquadrias
são executadas as vergas e contravergas para distribuição das tensões, evitando futuras
fissuras. As contravergas e a cinta de amarração, que a última tem função de amarração das
paredes e distribuição das tensões provenientes da cobertura, são posicionadas na mesma
altura para que assim, realize apenas uma delas, no caso, a cinta de amarração.
Depois de executada a alvenaria, as paredes são chapiscadas e depois emboçadas com
argamassa de cimento e areia, trabalho este extremamente artesanal, pois, o prumo da parede
depende muito da habilidade do operário.
As instalações são embutidas na parede, depois de executada a alvenaria, o operário com uma
talhadeira e uma marreta, abre rasgos para a passagem da tubulação.

33
Figura 9a e 9b: Execução de Alvenaria Convencional em Blocos Cerâmicos
Fonte: http://www.revistatechne.com.br/
3.4 Vantagens e Desvantagens
3.4.1 Vantagens
Sabbatini (2001) cita algumas vantagens encontradas na alvenaria de vedação:
- Bom isolamento térmico, acústico e estanqueidade a água;
- Excelente resistência ao fogo;
- Excelente resistência mecânica;
- A durabilidade dos componentes cerâmicos pode ser considerada infinita (maior que 1000
anos);
- A durabilidade das argamassas de assentamento é pouco maior que 100 anos;
- Os componentes da alvenaria são pré-fabricados, porém em menor módulo, podendo
flexibilizar a construção;

34
- Facilidade de produção de componentes em qualquer dimensão;
- Matéria prima encontrada com facilidade;
- Relativamente baixo consumo energético;
- Produção não poluente;
- Boa manuseabilidade;
- Transporte e estocagem simples;
- Ainda é o processo mais utilizado;

35
FRANCO (1992) menciona alguns requisitos de desempenho e características funcionais das
vedações verticais:
Quadro 1: Requisitos de desempenho e características funcionais da alvenaria de vedação.
Requisitos de desempenho Características funcionais
Segurança estrutural Resistência mecânica
Isolação térmica Deformabilidade
Isolação acústica Estabilidade dimensional
Estanqueidade Propriedades térmicas
Segurança ao fogo Resistência a transmissão sonora
Estabilidade Resistência ao fogo
Durabilidade Resistência a penetração de água
Estética Resistência a agentes abrasivos
Economia Custo adequado de produção e manutenção
FONTE: (FRANCO, 1992).

36
3.4.2 Desvantagens
Sabbatini (2001) cita algumas desvantagens encontradas na alvenaria de vedação:
- Mão de obra especializada para execução;
- Baixa produtividade na execução;
- Domínio técnico centralizado na mão de obra executora;
- Imagem “antimoderna” devido à técnica ser antiga;
- Para ter textura lisa há necessidade de revestimentos adicionais;
- Possibilidade maior de acidentes no caso de utilização de andaimes e balancins;
- Maior quantidade de resíduos.
Comparando um edifício a um automóvel, o Engenheiro Luiz Henrique Ceoto, diretor de
construção da construtora Inpar, de São Paulo, segundo SILVA (2010), em entrevista a revista
Téchne, argumentou: “Ninguém espera que, para trocar o óleo do carro, seja necessário passar
o maçarico no capô. Na construção civil fazemos isso”. Referindo-se à inacessibilidade das
tubulações de água e esgoto, no caso de necessidade de alguma manutenção, como por
exemplo, a troca de uma tubulação, ou parte dela, ou mesmo uma conexão, em virtude de um
vazamento. Existem, neste caso, vários tipos de transtornos gerados:
• Dificuldade na localização do problema, que pode estar em qualquer ponto de uma parede
toda úmida;
• Incômodo aos moradores da casa/apartamento e não raro aos seus vizinhos, no caso de
apartamentos com forro rebaixado nas áreas úmidas;
• Prejuízos com quebras de azulejo, parede e elementos estruturais;
• Demora na solução (procedimentos demorados como colagem da tubulação em PVC);
• Dependência de diversos profissionais especializados tanto para diagnóstico, quanto para o
efetivo conserto;

37
• Altos custos para realização de todos estes procedimentos.
A alvenaria convencional da qual utiliza de blocos cerâmicos e juntas de argamassa é, de fato,
um trabalho artesanal, possui mão-de-obra desqualificada, há problemas na modulação e
menor precisão nas medidas, necessidade de rebocar antes de pintar, elevado índice de
desperdícios, as instalações elétricas e hidráulicas, no momento de sua instalação, acarretam
na quebra da alvenaria e também enorme dificuldade de manutenção posterior tanto devido à
falta de acesso e dificuldade de localização das tubulações e também necessidade de haver
estoque extra de cerâmica das paredes e do piso armazenado.
Figura 10: Edificações em Alvenaria Convencional em Blocos Cerâmicos
Fonte: http://www.revistatechne.com.br/

38
4 PAINÉIS PRÉ-FABRICADOS EM CONCRETO
4.1 Histórico da Pré Fabricação
A história da Pré-fabricação divide-se em dois períodos. O primeiro vai de 1867 a 1930, e
caracteriza-se pelo emprego das peças de concreto armado principalmente em obras de
estradas, ao nível do solo ou subsolo. Nesse período, por volta de 1920 a protensão se tornou
realidade pelo trabalho do engenheiro francês E. Freyssinet. Já o segundo período começa em
1930 até os dias atuais. Em meados dos anos 40 o concreto “in situ” foi largamente usado,
havendo pouco emprego de peças pré-fabricadas (MILMAN, 1971).
Após a Segunda Guerra Mundial, a Europa estava destruída. Era necessário o emprego de
uma tecnologia construtiva rápida para solucionar o problema da moradia. Os elementos pré-
fabricados ganharam espaço e foram responsáveis pela maioria das construções (MILMAN,
1971).
A utilização em massa da pré-fabricação na área da habitação, naquela época, criou uma
espécie de marca, que associava a construção com pré-fabricado.
No Brasil, as construções pré-fabricadas de concreto surgiram por volta da década de sessenta
(1960), exatamente em 1959 na construção do Centro de abastecimento de São Sebastião, e
em 1966 na construção do Conjunto Residencial José Anchieta, em Vigário Geral (MILMAN,
1971).
Buscando agilidade de execução e redução os custos os empresários da década de 90 exigiam
avanços na industrialização e adotaram o sistema de préfabricação como uma alternativa ideal
para suas exigências. O sistema foi facilmente aceito pelos empreendedores nos setores
comerciais, industriais e hoteleiros que buscavam rapidez e agilidade em suas construções.
Maior interesse ainda surgiu nos setores comerciais e hoteleiros devido à maior exigência de
requinte e beleza das suas fachadas, em busca de valorização do imóvel, e até mesmo como
forma de marketing de venda (OLIVEIRA, 2002).

39
O primeiro hotel construído com painéis pré-fabricados arquitetônicos em concreto foi
executado em 1997 em São Paulo, desde ai o setor vem crescendo expressivamente
(Construção São Paulo, 1997). A figura 11 ilustra o hotel Blue Tree Towers Morumbi
construído com painéis pré-fabricados de concreto.
Figura 11- Blue Tree Towers Morumbi, fachada pré-fabricada de concreto.
Fonte: http://www.revistatechne.com.br/
O sistema construtivo painel portante começou a ser utilizado, de acordo com Franco (2005),
com todos os objetivos técnicos atingidos, tais como estanqueidade, isolamento térmico e
acústico, baixos custos de manutenção e produção, alto índice de produtividade, satisfação do
cliente e competitividade de mercado, o sistema permite novos desafios, ou seja, a produção
de edifícios de diversos pavimentos.
40
4.2 Características
Nas estruturas feitas em concreto pré-moldado os elementos estruturais como pilares, vigas,
lajes e outros são moldados e adquirem certo nível de resistência antes do seu posicionamento
definitivo na estrutura.
Os elementos pré-moldados eliminam retrabalhos, simplificam a execução, e reduzem o
número de etapas do processo construtivo, gerando uma produção mais racionalizada e
organizada, já que ocorre a repetição das atividades, além de não interferir nas demais etapas
do processo. Os pré-moldados são inseridos no processo construtivo não acarretando grandes
mudanças na base produtiva que caracteriza o setor (MILMAN, 1971).
Com a utilização do concreto pré-fabricado pode-se atuar no sentido de reduzir o custo dos
materiais das estruturas de concreto, basicamente o concreto e a armadura. Por outro lado,
com o elevado índice de repetição dos painéis, é necessário o uso de fôrmas metálicas, assim
o investimento inicial desse sistema é alto. Porém, em longo prazo, com o constante uso, o
custo das fôrmas vai sendo compensado e, a edificação tem seu custo reduzido.
Os elementos básicos que compõem o conjunto de pré-moldados são painéis portantes, pré-
lajes, escadas e alguns elementos complementares. Todas as peças devem ser capazes de
transferir e suportar esforços verticais e horizontais, provocados por ventos, pequenos
tremores de terra, além de garantirem os isolamentos térmicos, acústicos e a estanqueidade
(FRANCO, 2005).
4.3 Os Pré Moldados e o Aumento da Produtividade
O objetivo maior da racionalização é aproveitar melhor os recursos disponíveis em todas as
fases do empreendimento. Embora apresente uma definição clara, torna-se difícil encontrar
um parâmetro para quantificar “o grau ou nível de racionalização”. À primeira vista, uma
possibilidade é a utilização do conceito de produtividade como proposto por Franco (1992).

41
A utilização de pré-moldados preenche as condições para serem rotulados instrumentos de
melhoria da produtividade na execução de uma estrutura.
Por apresentarem diversas vantagens técnico-econômicas os elementos pré-fabricados
permitem aperfeiçoar tanto a execução da obra, como a qualidade do produto final,
principalmente com a diminuição de desperdício de material na execução de detalhes de obra,
anteriormente resolvidos de modo artesanal.
4.4 Padronização
A padronização é uma maneira de alcançar ganhos de produtividade. Padronização é definida
por ROSSO (1980) como “a aplicação de normas a um ciclo de produção ou a um setor
industrial completo com objetivo de estabilizar o produto ou o processo de produção”. Com a
padronização conseguimos reduzir a variabilidade, um dos princípios da construção enxuta.
A padronização reduz as improvisações e otimiza as atividades desenvolvidas na construção
civil, tendo impacto direto na redução de desperdícios (ROSSO, 1980).
4.5 Processo de Fabricação
Produzir mais com menor custo e em menos tempo é atualmente, o maior desafio da
engenharia. Na Construção Civil, a “fábrica” que se movimenta não o produto. Então é
necessário um bom planejamento do canteiro para evitar possíveis problemas futuros com o
lay out.
O canteiro de obra deve ser organizado de forma a otimizar o fluxo de materiais e pessoas,
com toda segurança. A correta estocagem de materiais e componentes reduzirá as perdas.
As peças pré-moldadas podem ser produzidas no canteiro ou confeccionadas em um local
determinado e transportada para a obra. Nas duas situações, é necessário que haja um canteiro
organizado, com definições de espaços previamente destinados a estes elementos. No
42
primeiro caso, é necessário espaço suficiente para estocagem do elemento até a sua utilização
definitiva, com definições de fluxos de transporte. A forma de transporte dos pré-moldados já
deve estar definida previamente ao planejamento do canteiro, permitindo melhor interação
entre o local de armazenamento e equipamentos de içamento.
Segundo Barth e Vefago (2007), o modelo de fábrica fixa tem como característica a produção
dos elementos pré-fabricados em um local permanente, independente da distância à obra,
capacidade de produção e produtividade. Seu investimento inicial é alto devido a grande
quantidade de formas, espaço físico, controle tecnológico e equipamentos e ainda cita que
quando elementos pré-fabricados são produzidos em instalações provisórias nas proximidades
da obra temos uma fábrica móvel. Essas instalações podem ser ou não sofisticadas
dependendo do que se deseja em relação à produção e produtividade. Consiste em facilidades
de transporte devido a pouca distância à obra, além disso, diminuem os custos com impostos
de produção industrial e circulação de mercadorias.
O processo de fabricação depende do número de repetições de uma peça, ou seja, do grau de
mecanização do fabricante. O controle de qualidade da fabricação inicia-se no recebimento e
preparo de insumos, tendo continuidade no processo de fabricação e montagem dos moldes,
bem como, na dosagem do concreto e eventuais aditivos. É necessário fazer a rastreabilidade
dos processos registrando os dados referentes às etapas de fabricação. Esses dados devem
conter a identificação do elemento, data e identificação da mistura, da dosagem e do molde,
tipo e período de cura, e data da desmoldagem.
A retirada de corpos de provas nas concretagens também se faz necessário para a obtenção de
dados, pois, a partir destas amostras são averiguadas possíveis distorções nos valores da
resistência do concreto através dos ensaios de resistência mecânica (BARTH E VEFAGO,
2007).

43
A figura 12 ilustra um fluxograma das seqüências das etapas de fabricação de painéis em
concreto arquitetônico.
Figura 12: Fluxograma de fabricação de painéis de concreto pré-fabricados
Fonte: (BARTH E VEGANO, 2007).
Barth e Vefago (2007) dizem que os painéis pré-fabricados de concreto devem manter sua
integridade ao serem transportados, desmoldados e manuseados, para isso utiliza-se
ancoragens que resistem a estes esforços. As ancoragens que fazem a ligação do painel com a
estrutura são chamadas de fixação, e as que fazem a ligação interna dos painéis de fachada são
denominadas de insertes.

44
4.6 Processo de Implantação
Barth e Vegano (2007) ressaltam que o transporte interno na fábrica, e a desmoldagem dos
painéis podem ser feitos por meio de pontes rolantes, cuja capacidade de carga se dá devido
ao tamanho dos vãos e dos equipamentos de içamento.
Recomenda-se que os painéis sejam armazenados e transportados com uma inclinação entre
80° e 95°, apoiados sobre pallets em dois pontos sobre o veículo transportador, e que ao içar a
peça em dois pontos, sugere-se a utilização de armadura simples devido aos momentos
fletores serem positivos, mesmo assim podem apresentar fissuras. No caso de içamento em
quatro pontos os momentos se distribuem e aparecem momentos fletores negativos exigindo
armadura dupla no painel ou nas nervuras de reforço. A figura 13 ilustra a atuação dos
momentos fletores no içamento de um painel.
Figura 13: Momentos fletores de içamento - 2 e 4 pontos
Fonte: (BARTH E VEFAGO, 2007).
Segundo Oliveira (2002) para ter eficiência na montagem dos painéis pré-fabricados deve-se
ter projetos e planejamento que considerem alguns fatores relevantes tais como: seqüência de

45
fabricação, envio das peças, localização das gruas, métodos e seqüências de montagem,
içamento, fixação e armazenamento.
Os equipamentos utilizados para a montagens dos painéis na obra podem ser de diversos
tipos, de acordo com a necessidade e especificidades da obra. O quadro 2 demonstra os tipos
de equipamentos de montagem e suas características.
Quadro 2: Características dos equipamentos
Veículo Característica favorável Característica
desfavorável
Auto gruas sobre pneus Grande mobilidade; Grande
capacidade de carga
Pouca precisão;
Necessidade de piso
estável
Auto gruas sobre
esteiras
Grande mobilidade;
Grande capacidade de carga
Pouca estabilidade;
Efeito prejudicial ao
pavimento
Grua de torre Facilidade de repetição de
movimentos
É necessário montar e
desmontar
Grua de pórtico Grande capacidade de carga;
Precisão de montagem
Movimentação limitada;
Lentidão dos movimentos
Guindaste acoplado a
caminhão
Grade mobilidade;
Baixo custo
Limitação do peso;
Alcances limitados
FONTE: (OLIVEIRA, 2002)
Ao serem montados em seu local definitivo, os painéis necessitam de um planejamento das
etapas, o qual deve definir o escoramento provisório e seqüência de montagem.
46
Entre painéis, e outros elementos estruturais, devem-se estabelecer uniões apropriadas (secas
e argamassadas). As argamassadas são as que vão preenchendo a folga entre as peças com
argamassa de cimento ou com concreto. Já as secas são as formadas através de soldagens de
pontos estratégicos entre essas peças (MILMAN, 1971).
Para a ancoragem da peça na estrutura utilizam-se dispositivos de fixação que devem permitir
um grau de liberdade para a movimentação dos painéis. Essas movimentações ocorrem devido
à variação de temperatura e umidade. Sugere-se que a estrutura seja fixada diretamente nas
vigas e lajes periféricas a construção, para evitar esforços quando estes estão suspensos
(BARTH E VEFAGO, 2007).
4.7 Vantagens e Inconvenientes
De acordo com Franco (2005), a pré-fabricação contribui de forma significativa para a
industrialização do setor da construção civil e para a racionalização no canteiro de obra, mas
embora seja uma tecnologia com inúmeras vantagens, esse processo apresenta muitos
inconvenientes, desta forma em muitos casos ainda se dá preferência à tecnologia tradicional.
Dentre as vantagens e inconvenientes da utilização da pré-fabricação pode-se citar:
- Vantagens
- Eliminação ou diminuição de algumas atividades existentes no processo tradicional,
tais como revestimento;
- Controle de qualidade;
- Maior organização e limpeza no canteiro;
- Diminuição de acidentes;
- Menor desperdício de materiais;
- Baixos custos de manutenção;
- Facilidade de planejamento e controle de tempos;

47
- Menor tempo de execução;
- Repetição das atividades.
- Inconvenientes
- Falta de pessoal especializado;
- Necessidade de interação com os outros subsistemas construtivos;
- Falta de flexibilidade;
- Alto custo de transporte;
- Não continuidade das peças;
- Alto custo inicial;
- Falta de normalização.
Ocorreu, nos últimos anos, um aumento nas exigências qualitativas no desempenho das
edificações, bem como, no aumento da produtividade e diminuição do tempo de execução.
Por atender essas exigências os sistemas pré-fabricados estão sendo cada vez mais utilizados
trazendo garantias na execução dos serviços (OLIVEIRA, 2002).
Além dessas vantagens e inconvenientes citados, podem-se considerar algumas outras, como:
- Vantagens
- Devido à absorção das juntas e o sistema de fixação, as fissuras e patologias
diminuem;
- Devido ao processo ser industrializado, exigindo equipamentos mais modernos e
mão de obra especializada, suas operações torna-se mais seguras;
- São inúmeras as possibilidades de acabamentos finais e formas;
- Podem receber acabamentos ainda na etapa que precede a instalação;
- Possibilidade de montagem de desmontagem criando novos ambientes.
48
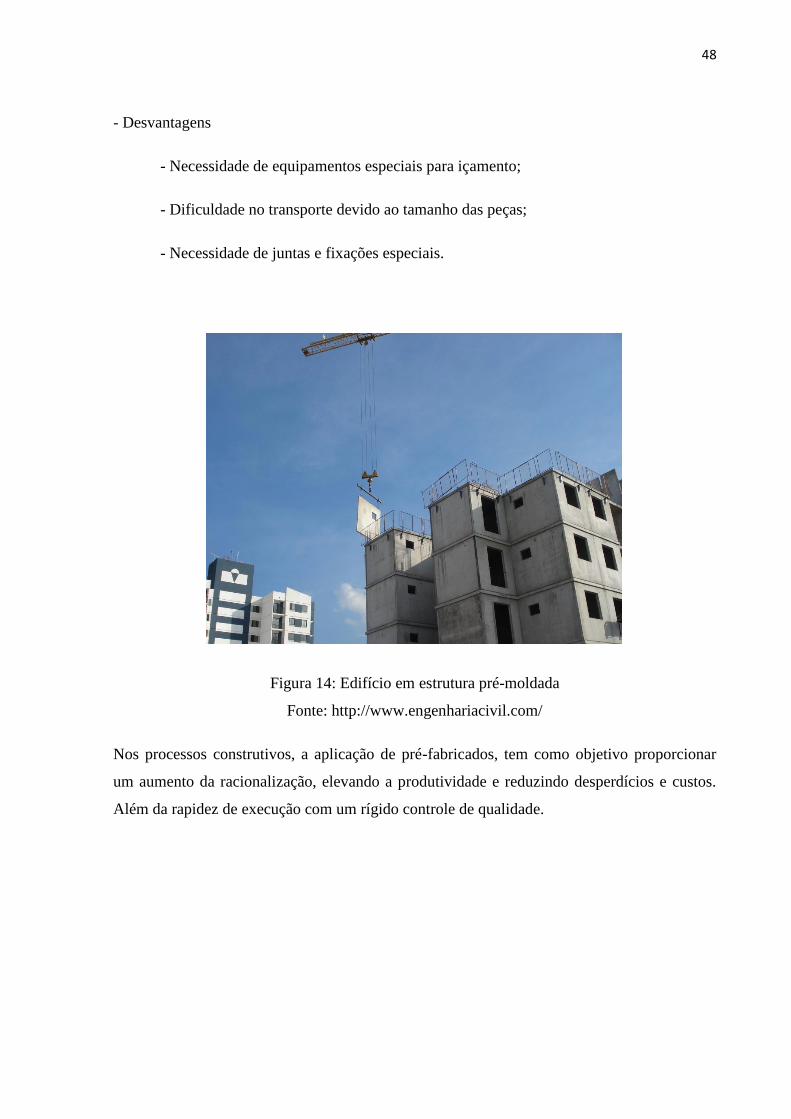
- Desvantagens
- Necessidade de equipamentos especiais para içamento;
- Dificuldade no transporte devido ao tamanho das peças;
- Necessidade de juntas e fixações especiais.
Figura 14: Edifício em estrutura pré-moldada
Fonte: http://www.engenhariacivil.com/
Nos processos construtivos, a aplicação de pré-fabricados, tem como objetivo proporcionar
um aumento da racionalização, elevando a produtividade e reduzindo desperdícios e custos.
Além da rapidez de execução com um rígido controle de qualidade.

49
4.8 Painéis Pré-Fabricados de Concreto com Componentes Cerâmicos
4.8.1 Descrição
Sistema construtivo destinado à construção de casas térreas e construções comerciais, baseado
na pré-fabricação de painéis integrais de parede e painéis de laje constituídos de blocos
cerâmicos revestidos com concreto armado. Painéis integrais significam que têm
o comprimento de acordo com as medidas dos ambientes definidas em projeto.
4.8.2 Características
A pré-fabricação dos painéis é realizada sobre pistas de concreto. Para a conformação das
dimensões dos painéis e das aberturas de portas e janelas são utilizadas fôrmas de aço. Os
painéis são compostos de duas camadas de concreto armado de 30MPa e enchimento com
bloco cerâmico utilizado em lajes pré-moldadas; a largura do bloco cerâmico é de 200 mm e o
comprimento de 320 mm. As instalações elétricas (eletrodutos, caixas de luz e quadros de
distribuição) e as instalações hidrossanitárias (tubos e conexões de água fria e água quente,
ramais de esgoto de pequenos diâmetros e tubos de ventilação) são embutidas nos painéis.
Os painéis são transportados por caminhão e montados, na obra, com auxílio de caminhão
tipo "munck" ou guindaste.
As paredes têm sido construídas com a espessura mínima de 11 cm, mas essas espessuras
podem ser aumentadas de acordo com as necessidades do projeto e as exigências de
desempenho do local onde for implantada a obra, particularmente do ponto de vista da
durabilidade.
Os materiais que compõe o sistema são: cimento, areia, brita, aço, bloco cerâmico, tipo lajota
cerâmica, para os painéis e madeira.
O concreto utilizado, segundo informações da empresa, foi dosado em central com fck = 30
MPa. Para atmosferas mais agressivas devem ser adotados valores maiores de fck conforme a

50
NBR6118/2007. Em qualquer caso é geralmente empregado concreto comum, preparado com
cimento ARI (Alta Resistência Inicial).
Podem ser utilizados vários tipos de acabamento final, como pintura, aplicada diretamente
sobre os painéis ou sobre massa corrida ou gesso em pasta, placas cerâmicas, rochas
ornamentais, etc.
4.8.3 Etapas de Produção
Define-se um projeto das paredes e assim que o mesmo estiver pronto, a ordem de serviço de
produção é emitida, normalmente com um dia de antecedência. As fôrmas dos painéis são
fabricadas de acordo com cada projeto.
Após as fôrmas prontas, os painéis são dimensionados e fabricados de acordo com o porte e o
ritmo desejado da obra. O número de painéis a serem produzidos diariamente depende da
necessidade de cada empreendimento, onde a fábrica pode ser dimensionada para um maior
número de unidades habitacionais, variando de acordo com o cronograma definido para cada
obra.
A obra em estudo é composta por unidades residenciais de 43,20 m² de área construída, que
foi dividida em 16 unidades de painéis de diferentes dimensões.
Já definido o projeto e as fôrmas das paredes, inicia-se o processo de fabricação dos painéis.
Na pista onde serão fabricados os painéis as fôrmas são posicionadas e revestidas de óleo
diesel para a desfôrma.

51
Figura 15a e 15b: Fôrmas posicionadas e sendo revestidas com desmoldante
Fonte: Autor
Figura 16a e 16b: Fôrmas revestidas com desmoldante
Fonte: Autor
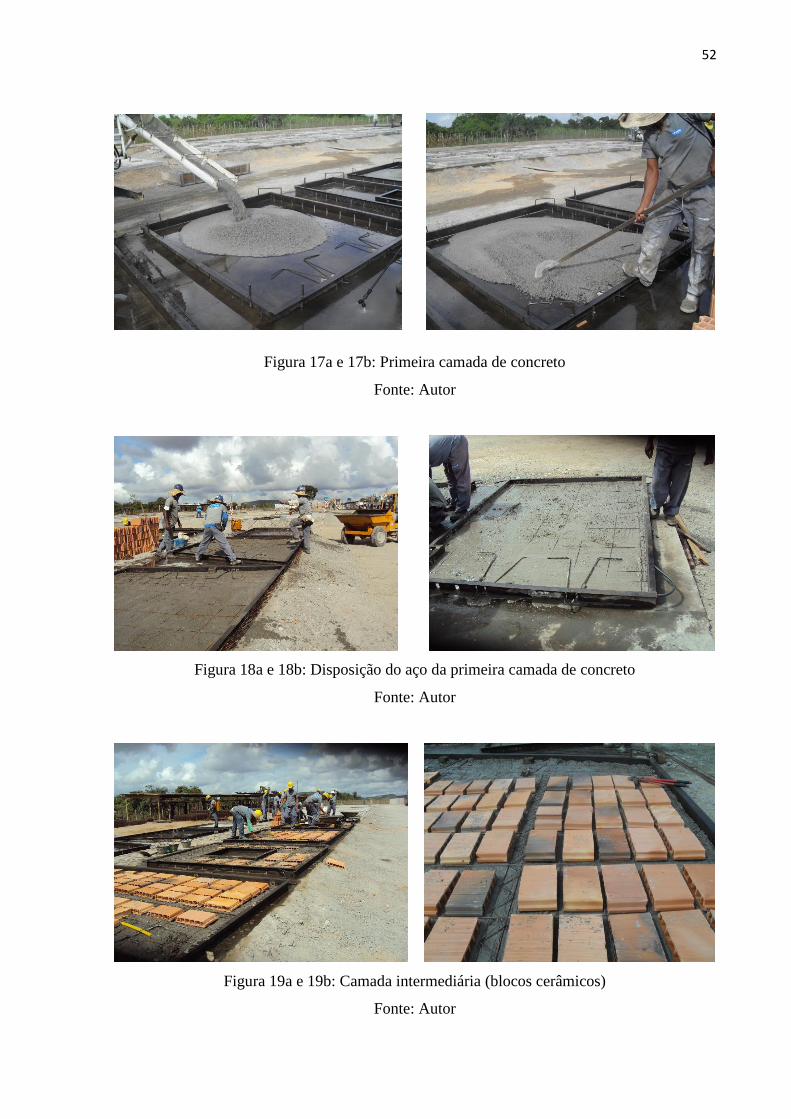
A primeira camada de 2,5 cm de concreto é lançada na fôrma e logo após coloca-se a
armadura de aço, tanto da estrutura do painel quanto do içamento. Na camada intermediária,
os blocos de 06 cm de espessura são dispostos sobre o concreto armado e entre esses blocos
também são colocados aços. Para finalizar, outra camada de 2,5 cm de concreto armado é
colocada sobre a camada de lajotas cerâmicas e após acabamento, o painel estará pronto com
espessura 11 cm.
52
Figura 17a e 17b: Primeira camada de concreto
Fonte: Autor
Figura 18a e 18b: Disposição do aço da primeira camada de concreto
Fonte: Autor
Figura 19a e 19b: Camada intermediária (blocos cerâmicos)
Fonte: Autor
53
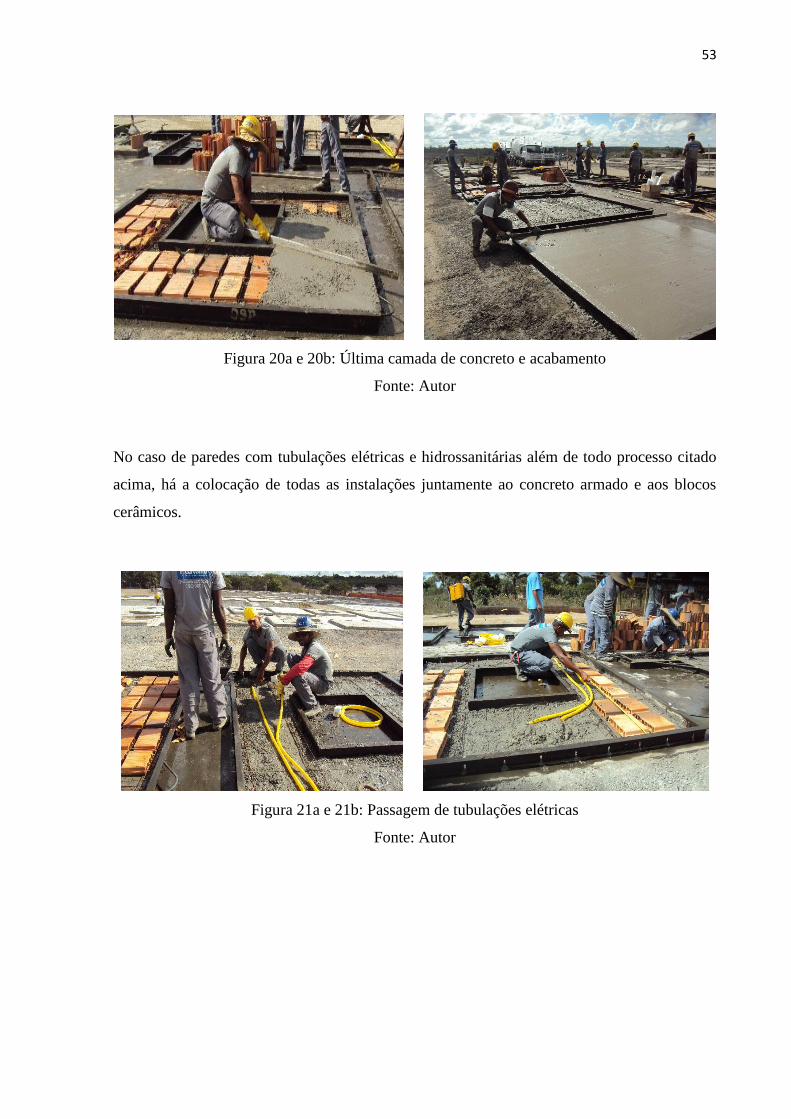
Figura 20a e 20b: Última camada de concreto e acabamento
Fonte: Autor
No caso de paredes com tubulações elétricas e hidrossanitárias além de todo processo citado
acima, há a colocação de todas as instalações juntamente ao concreto armado e aos blocos
cerâmicos.
Figura 21a e 21b: Passagem de tubulações elétricas
Fonte: Autor

54
Figura 22a e 22b: Passagem de tubulações hidrossanitárias
Fonte: Autor
Além das etapas de processos de projeto e fôrmas dos painéis e fabricação dos mesmos, será
abordada a etapa de montagem desses painéis.
A montagem dos painéis inicia-se com o transporte realizado por caminhões munck ou
carretas e vagões e guindastes da fábrica para o canteiro de obra. Os caminhões munck além
realizarem o içamento das peças pré-fabricadas, transportam as mesmas. Já os guindastes
apenas içam precisando das carretas e dos vagões para realização do transporte.
Figura 23a e 23b: Içamento dos painéis
Fonte: Autor
Apesar de o caminhão munck realizar toda a etapa de transporte sozinho, utiliza-se muito dos
guindastes e das carretas, pois o munck possui capacidade limitada de transporte, ou melhor,

55
transporta apenas metade de uma casa. Já a capacidade do vagão da carreta é para uma casa
completa, aumentando a produtividade.
Figura 24a e 24b: Carreta e guindaste
Fonte: Autor
Figura 25a e 25b: Caminhão munck
Fonte: Autor
No processo de montagem dos painéis na fundação, há o auxílio dos equipamentos: caminhão
munck ou guindaste, para içamento das peças e conjunto de travas metálicas para travamento,
nivelamento e prumo das mesmas.

56
Figura 26a e 26b: Travas metálicas inferiores e superiores
Fonte: Autor
Painéis devidamente travados, nivelados e aprumados dar-se início ao processo de soldas,
unindo os mesmos através dos aços de espera deixados no limite das placas, logo após o
processo das fôrmas para em seguida o graute, tornando o conjunto coeso e unificado.
Figura 27: Solda dos painéis
Fonte: Autor

57
Figura 28: Grauteamento dos painéis
Fonte: Autor
Após o graute, a cobertura seqüencia o processo, onde os acabamentos vêm posteriormente.
4.8.4 Equipamentos necessários para a execução dos serviços
Os equipamentos que serão utilizados para execução dos serviços são: betoneira, peças de
base e de fixação provisória dos painéis (travas), cavaletes para transporte e armazenamento
dos painéis, máquinas de solda, caminhões munck, carretas e guindastes.
4.8.5 Controle da qualidade
No processo de produção, faz-se necessário:
- Verificação dimensional dos painéis conforme projeto;
- Verificação de esquadro;

58
- Verificação de espessura de camadas de concreto;
- Verificação da armadura;
- Verificação de instalação de componentes hidráulicos e elétricos;
- Aferição do traço de concreto, determinação de slump e moldagem de corpos-de-prova para
determinação da resistência à compressão.
No processo de montagem, faz-se necessário:
- Verificação dimensional e nivelamento da base (radier ou viga baldrame);
- Verificação da montagem de gabarito para descarga de paredes (a montagem deste gabarito
impossibilita erros na montagem e riscos de acidentes);
- Verificação dos painéis pelo numero da peça e desenhos;
- Montagem, alinhamento e solda.
4.8.6 Avaliações técnicas
Os ensaios e as análises para a avaliação técnica do sistema construtivo dos painéis pré-
fabricados em concreto com componentes cerâmicos foram realizados pelo IPT - Instituto de
Pesquisas Tecnológicas do Estado de São Paulo no ano de 2002 para os seguintes itens:
- Conforto térmico;
- Conforto acústico;
- Resistência ao fogo;
- Resistência à compressão excêntrica;
- Estanqueidade a água.

59
4.8.7 Manutenção
Recomenda-se que seja feita a pintura periódica, conforme recomendação do manual do
proprietário, para proteção da camada de concreto armado. Se forem notados pontos de
corrosão de armaduras, deve ser feito o tratamento adequado, com a assistência técnica de um
engenheiro ou de uma empresa especializada.
5 MÉTODO DE PESQUISA
5.1 Características da obra habitacional de interesse social
Como estudo de caso, considerou-se uma obra habitacional de interesse social na cidade de
Feira de Santana no estado da Bahia. Para o mesmo serão comparados os custos diretos e o
tempo de execução para processo de implantação entre dois sistemas construtivos, alvenaria
convencional em bloco cerâmico e os painéis pré-fabricados em concreto.
O empreendimento considerado apresenta área do terreno de 89.980,54 m² e área construída
de 20.847,16 m². É dividido tanto na área privativa (habitacional) com lotes mínimos de
125m² e casas com áreas de 43,20 m² composta por varanda, dois quartos, cozinha, banheiro,
sala de estar/jantar e área de serviço, sendo que são 446 casas quanto na área comum
composta por piscina, salão de festa, espaço gourmet, salão de jogos, parque infantil, casa de
lixo, guarita com segurança e ETE (Estação de Tratamento de Esgoto).
Essa obra utilizou os dois tipos de tecnologias. Logo, o estudo apresentado irá desconsiderar
a fundação, a cobertura, as instalações elétricas e hidrossanitárias, pois são as mesmas para a
alvenaria convencional em bloco cerâmico e para os painéis pré-moldados em concreto com
componentes cerâmicos.

60
Figura 29: Planta de implantação do empreendimento
Figura 30: Planta baixa da unidade residencial
61
5.2 Levantamentos
Os levantamentos dos materiais e equipamentos foram considerados baseados na tabela de
Preços e Insumos do SINAPI de outubro de 2011 e principalmente da coleta de informações
no banco de dados da empresa em questão.
Os valores de mão de obra e tempo de execução foram retirados do banco de dados da
empresa, tendo sido considerados a partir da Tabela de Preços e Insumos do SINAPI de
outubro de 2011, os encargos sociais de 124,79%.
Os custos diretos levantados desconsideram as lajes, as instalações em geral e a cobertura,
pois são as mesmas para os dois métodos construtivos. São considerados apenas os painéis, o
chapisco e reboco externo e interno.
Considerando para o levantamento de mão de obra o dia de trabalho com 9 horas e 22 dias
trabalhado por mês.
5.3 Custos diretos e tempo de execução da alvenaria convencional em blocos cerâmicos
5.3.1 Custos dos materiais
Foi considerado para efeito de orçamento o fechamento das alvenarias em bloco cerâmico
com dimensões de 09cmx19cmx24cm assentados com argamassa no traço 1:5 (cimento e
areia fina) com espessura de juntas de 10 mm, totalizando 08 traços.
Para cálculo da área de alvenaria deve-se observar se no pano existem aberturas, portas,
janelas, elementos vazados entre outros. Se a área de abertura for inferior a 2m², despreza-se o
vão de abertura, se a abertura for maior que 2m² desconta-se da área total o que exceder 2m²
(MATTOS, 2006).

62
As vergas (cintamento) e contra-vergas dos vãos de esquadrias e o cintamento foram
utilizados blocos calha de concreto com dimensões de 09cmx19cmx39cm como fôrmas, aço
Ø 8.0mm corridos e concreto estrutural com traço de 1:2:1:3 (cimento, areia fina, areia grossa
e brita 3/8”), utilizando 05 traços. O cintamento da casa foi posicionado a uma altura de
2,20m já para funcionar como vergas.
A área de revestimento interno é de 138m² tendo sido revestida com argamassa de reboco no
traço de 1:6 (cimento e areia fina), utilizando em média 11 traços. Já a área de revestimento
externo é de 78m², onde a argamassa de chapisco no traço de 1:3 (cimento e areia grossa)
precedia a argamassa de reboco no traço de 1:5 (cimento e areia fina). São, em média, 03
traços de argamassa de chapisco utilizados e 16 traços de argamassa de reboco externo.
Gera-se um questionamento em relação à quantidade maior de traços gasto no reboco externo
em comparação ao reboco interno, sendo que o externo possui uma área menor. Mas a
justificativa é que ao executar o serviço de levante, os profissionais executam a alvenaria de
dentro, nivelando e aprumando a parte interna e acabam deixando as imperfeições para a parte
externa, acarretando em um maior consumo de argamassa na parte externa para a
regularização.
A área total de alvenaria por unidade residencial é de 106m², descontando as aberturas de vão
acima 2m².
O tempo de execução, neste caso, não será levado em consideração, pois se trata somente de
materiais e não de aplicação de serviços.
O quadro 3 ilustra a quantidade e custo direto dos materiais para a composição da alvenaria
conforme banco de dados da empresa e Tabela da SINAPI.

63
Quadro 3 – Custos diretos dos materiais da alvenaria convencional
MATERIAIS DA ALVENARIA CONVENCIONAL
ITEM DESCRIÇÃO UNID QUANT P. UNIT
(R$) P. TOTAL (R$)
1.0 LEVANTE
1.1 BLOCO CERÂMICO DE VEDAÇÃO
9X19X24 CM unid 2000 0,43 860,00
1.2 BLOCO CALHA (CONTRA-VERGAS
E CINTAMENTO) 9X19X39 CM unid 160 1,23 196,80
1.3 CIMENTO CPII saco 08 20,00 160,00
1.4 AREIA FINA m³ 02 57,20 114,40
2.0 GRAUTE
2.1 CIMENTO CPII saco 04 20,00 80,00
2.2 AREIA FINA m³ 0,4 55,00 22,00
2.3 AREIA GROSSA m³ 0,2 50,00 10,00
2.4 GRAVILHÃO 3/8'' m³ 0,6 37,70 22,62
2.5 AÇO CA 50 (Ø 8.0MM) Kg 20 3,01 60,20
3.0 REBOCO INTERNO
3.1 CIMENTO CPII saco 11 20,00 220,00
3.2 AREIA FINA m³ 3,3 55,00 181,50
4.0 CHAPISCO EXTERNO
4.1 CIMENTO CPII saco 03 20,00 60,00
4.2 AREIA GROSSA m³ 0,45 50,00 22,50
5.0 REBOCO EXTERNO
5.1 CIMENTO CPII saco 16 20,00 320,00
5.2 AREIA FINA m³ 04 55,00 220,00
TOTAL R$ 2.550,02
5.3.2 Custos dos equipamentos
O equipamento utilizado é a betoneira elétrica de 400L, que tem a função de confeccionar a
argamassa tanto das juntas dos blocos cerâmicos quanto de revestimento e o concreto para os
grautes. Considerando que a betoneira é alugada por mês, com valor de R$ 660,00, conforme
ilustra o quadro 4.
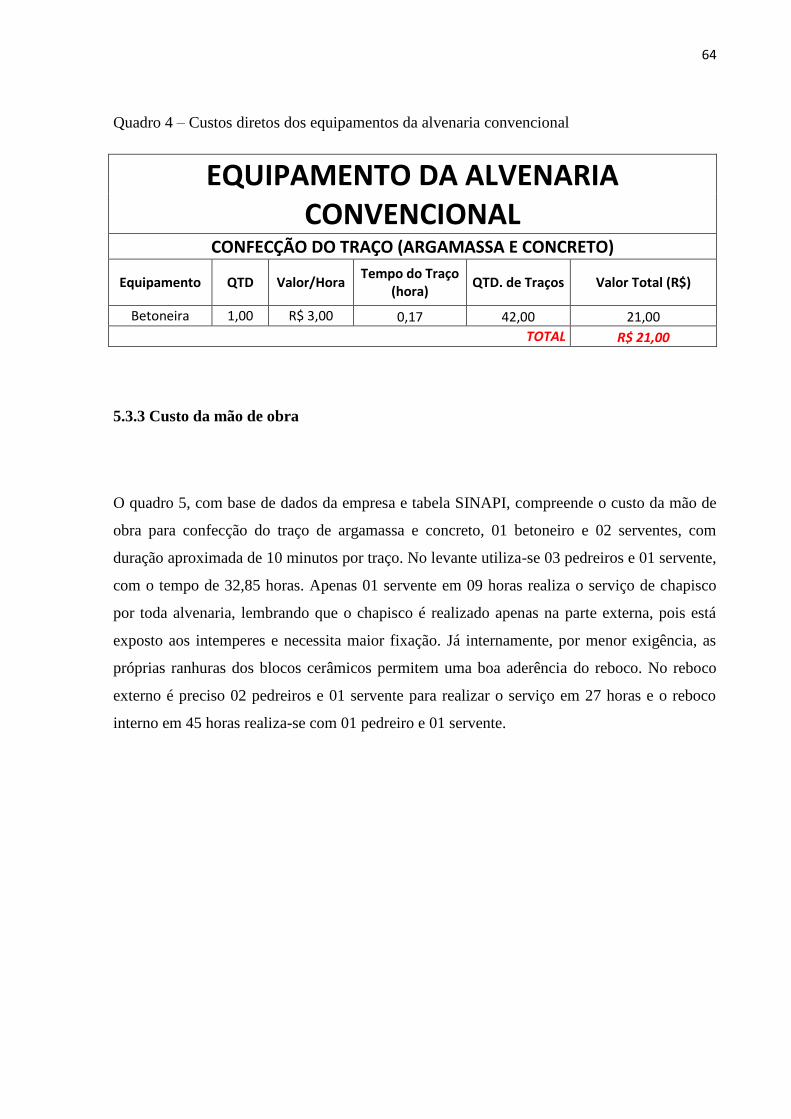
64
Quadro 4 – Custos diretos dos equipamentos da alvenaria convencional
EQUIPAMENTO DA ALVENARIA CONVENCIONAL
CONFECÇÃO DO TRAÇO (ARGAMASSA E CONCRETO)
Equipamento QTD Valor/Hora Tempo do Traço
(hora) QTD. de Traços Valor Total (R$)
Betoneira 1,00 R$ 3,00 0,17 42,00 21,00
TOTAL R$ 21,00
5.3.3 Custo da mão de obra
O quadro 5, com base de dados da empresa e tabela SINAPI, compreende o custo da mão de
obra para confecção do traço de argamassa e concreto, 01 betoneiro e 02 serventes, com
duração aproximada de 10 minutos por traço. No levante utiliza-se 03 pedreiros e 01 servente,
com o tempo de 32,85 horas. Apenas 01 servente em 09 horas realiza o serviço de chapisco
por toda alvenaria, lembrando que o chapisco é realizado apenas na parte externa, pois está
exposto aos intemperes e necessita maior fixação. Já internamente, por menor exigência, as
próprias ranhuras dos blocos cerâmicos permitem uma boa aderência do reboco. No reboco
externo é preciso 02 pedreiros e 01 servente para realizar o serviço em 27 horas e o reboco
interno em 45 horas realiza-se com 01 pedreiro e 01 servente.

65
Quadro 5 – Custos diretos da mão de obra da alvenaria convencional
MÃO DE OBRA DA ALVENARIA CONVENCIONAL
CONFECÇÃO DO TRAÇO (ARGAMASSA E CONCRETO)
Mão de obra
QTD. Func.
Salário / hora (R$)
Tempo traço
(h)
QTD. traço
Tempo (h) p/ 01
casa
Custo MO/Casa
(R$)
Encargos sociais
(124,28%)
Custo Total MO (R$)
Betoneiro 1,00 4,54 0,17 42,00 7,00
31,78 39,50 71,28
Servente 2,00 2,66 0,17 42,00 37,24 46,28 83,52
TOTAL CONFECÇÃO DO TRAÇO (ARGAMASSA E CONCRETO) 154,80
LEVANTE Pedreiro 3,00 4,54 9,00 3,65
32,85 447,42 556,05 1.003,47
Servente 1,00 2,66 9,00 3,65 87,38 108,60 195,98
TOTAL LEVANTE 1.199,44
CHAPISCO Servente 2,00 2,66 9,00 1,00 9,00 47,88 59,51 107,39
TOTAL CHAPISCO 107,39
REBOCO EXTERNO Pedreiro 2,00 4,54 9,00 3,00
27,00 245,16 304,68 549,84
Servente 1,00 2,66 9,00 3,00 71,82 89,26 161,08
TOTAL REBOCO EXTERNO 710,92
REBOCO INTERNO Pedreiro 1,00 4,54 9,00 5,00
45,00 204,30 253,90 458,20
Servente 1,00 2,66 9,00 5,00 119,70 148,76 268,46
TOTAL REBOCO INTERNO 726,67
TOTAL R$ 2.899,22
5.3.4 Custos diretos totais e tempo de execução para a alvenaria
O gráfico 1 indica o valor total de material, equipamento e mão de obra para realização dos
serviços de levante, chapisco, reboco interno e externo de uma casa de alvenaria convencional
de bloco cerâmico.

66
Gráfico 1 – Custos diretos dos materiais, equipamentos e mão de obra alvenaria convencional
Já a percentagem de material, mão de obra e equipamento referente ao total, está indicado no
gráfico 2. Onde mão de obra engloba mais da metade do custo total, representando 53% e
material e equipamento juntos somando 47%, sendo 46,62% referente à material e 0,38% a
equipamento.
Gráfico 2 - Percentagem dos custos diretos de material, mão de obra e equipamento da
alvenaria convencional.

67
Os custos diretos totais juntamente com o tempo total estão indicados no quadro 6 a seguir:
Quadro 6 – Custos diretos totais e tempo de execução total da alvenaria convencional
ALVENARIA CONVENCIONAL EM BLOCOS
CERÂMICOS CUSTOS DIRETOS TOTAIS TEMPO TOTAL DE EXECUÇÃO
R$ 5.470,24 120,85 horas
5.4 Custos diretos e tempo de execução dos painéis pré-moldados de concreto com
componentes cerâmicos
5.4.1 Custos dos materiais
Os custos dos materiais são subdivididos em duas fases, onde a primeira consta a fabricação
dos painéis e a segunda a montagem dos mesmos.
Fase 1 – Pré-fabricação dos painéis
Os painéis orçados são realizados sobre pistas de concreto e com fôrmas de aço
posicionadas nos vãos das esquadrias. Possuem espessura de 11 cm, sendo duas camadas de
cobrimento de concreto armado com 2,5cm de espessura cada e blocos cerâmicos do tipo
lajota com dimensão de 6,0cm x 20,0cm x 32,0cm (espessura, largura e comprimento) entre
as duas camadas. As instalações tanto elétricas quanto as hidrossanitárias já se encontram
embutidas.
Em relação aos revestimentos e acabamento das paredes, a parte inferior que fica em
contato com a pista de pré-fabricação, porque possui uma superfície mais lisa, é
normalmente posicionada voltada para o lado externo da construção, garantindo melhor
aspecto final acabado.

68
Quadro 7 - Custos diretos dos materiais consumidos na fabricação dos painéis pré-fabricados
MATERIAL FABRICAÇÃO
ITEM DESCRIÇÃO UNID QUANT PREÇO
UNITÁRIO (R$)
PREÇO TOTAL (R$)
1.0 CONCRETO USINADO 25 MPA m³ 9,5 233,00 2.213,51
2.0 BLOCO PARA LAJE unid 543 0,56 304,08
3.0 AÇO CA 60 (Ø 4.2MM) Kg 159,06 4,34 690,32
4.0 AÇO CA 60 (Ø 6.3MM) Kg 7,02 4,56 32,01
5.0 AÇO CA 50 (Ø 8.0MM) Kg 33,18 4,07 135,04
6.0 AÇO CA 50 (Ø 10.0MM) Kg 38,52 3,85 148,30
7.0 ARAME RECOZIDO Kg 1,2 7,40 8,88
8.0 TRELIÇA DE AÇO TG-8L m 52,3 2,56 133,89
9.0 ÓLEO DIESEL L 40 2,49 99,60
TOTAL FABRICAÇÃO R$ 3.765,62
Fase 2 – Montagem dos painéis
No processo de montagem, os materiais utilizados são referentes à fixação das placas nos seus
devidos locais, onde logo após é realizado o processo da solda, colocação das fôrmas e
grauteamento para união dos painéis.
Quadro 8 - Custos diretos dos materiais consumidos na montagem dos painéis pré-fabricados
MATERIAL MONTAGEM
ITEM DESCRIÇÃO UNID QTD PREÇO
UNITÁRIO (R$)
PREÇO TOTAL (R$)
1.0 PREGO 2X6 - 10 Kg 3,00 3,30 9,90
2.0 ARAME RECOZIDO Kg 3,00 7,40 22,20
3.0 ELETRODO DE SOLDA unid 10,00 0,10 1,00
6.0 TÁBUA AGRESTE 30X2,5 CM m³ 0,128 1.000,00 128,00
7.0 BARROTE EM MADEIRA GUAJARÁ
5,0X3,5 CM m³ 0,014 198,00 2,77
8.0 AREIA FINA m³ 0,45 57,20 25,74
9.0 GRAVILHÃO 3/8'' m³ 0,45 37,70 16,97
10.0 CIMENTO CPII saco 4,50 20,00 90,00
TOTAL MONTAGEM R$ 296,58

69
5.4.2 Custos dos equipamentos
Os equipamentos 1 utilizados na montagem dos painéis são: as máquinas de solda e os
conjuntos de trava e de cavaletes. A máquina de solda é usada para soldar os pontos de aço
deixados de espera no limite de cada painel e os conjuntos são utilizados transporte,
armazenamento, nivelamento e prumo dos painéis. Os cavaletes são utilizados tanto para
transportar os painéis quanto para armazená-lo na obra. As travas são colocadas na parte
inferior e superior dos painéis, na união dos mesmos, nos limites dos painéis, podendo ligar
dois ou três painéis com a finalidade de alinhar e aprumar os painéis. Todos os equipamentos
1 foram considerados contendo vida útil média de 500 casas.
Quadro 9 – Custos diretos dos equipamentos 1 dos painéis pré-fabricados.
EQUIPAMENTOS 1
ITEM DESCRIÇÃO UND QTD PREÇO
UNITÁRIO (R$)
QTD DE CASAS/
EQUIPAMENTO
PREÇO TOTAL (R$)
1.0 MÁQUINA DE
SOLDA UND 1 3.000,00 500 6,00
2.0 CONJUNTO DE
TRAVA UND 1 2.500,00 500 5,00
3.0 CONJUNTO DE
CAVALETE UND 1 2.500,00 500 5,00
TOTAL EQUIPAMENTOS R$ 16,00
Os equipamentos 2, são os que realizam o transporte dos painéis da fábrica até o canteiro de
obra e também realizam os içamentos e as montagens. São eles: carreta com vagão, guindaste
e caminhão munck.

70
Quadro 10 – Custos diretos dos equipamentos 2 dos painéis pré-fabricados
FASE 02: EQUIPAMENTOS 2
ITEM DESCRIÇÃO UND QTD
PREÇO UNITÁRIO ALUGUEL
MENSAL (R$)
PREÇO UNITÁRIO ALUGUEL DIÁRIO
(R$)
PRODUÇÃO DIÁRIA DE
CASA
PREÇO POR
CASA (R$)
1.0 CONJUNTO 1
2.0 CARRETA COM
VAGÃO unid 2 18.000,00 900,00 10 180,00
3.0 GUINDASTE unid 2 30.000,00 1.500,00 10 300,00
TOTAL CONJUNTO 1 480,00
2.0 CONJUNTO 2
2.1 MUNCK unid 2 15.000,00 750,00 4 375,00
TOTAL CONJUNTO 2 375,00
Existem dois conjuntos na tabela 10 dos equipamentos 2, onde o conjunto 1 é composto por
duas carretas com vagões e dois guindastes, tornando o custo do aluguel mais caro, porém sua
produção é significamente maior comparado ao conjunto 2 que é composto por dois muncks.
Os dois conjuntos foram utilizados na obra, mas pode-se ver que o conjunto 2 possui um custo
final menor comparado ao conjunto 1. A vantagem do conjunto 1 é em relação a
produtividade que é alta, muitas das vezes adotada para se abrir frente de serviço. No caso de
utilização de um conjunto, o outro era remanejado para outro empreendimento.
5.4.3 Custos da mão de obra
Fase 1 – Pré-fabricação dos painéis
Essa fase está explicitando a mão de obra da fabricação dos painéis no tempo de 4 horas.
Onde os pedreiros e 06 serventes, são responsáveis pela concretagem, disposição dos blocos
cerâmicos e acabamentos nos painéis. O armador e 01 servente são responsáveis por toda
armação contida e o carpinteiro e 01 servente ficam responsáveis pela regularização de
fôrmas, tanto dos painéis quanto dos vãos de esquadrias.

71
Quadro 11 – Custos diretos da mão de obra de pré-fabricação dos painéis
MO PRÉ-FABRICAÇÃO DOS PAINÉIS
MÃO DE OBRA
QTD MO
SALÁRIO/HORA
(R$)
HORA/DIA
QTDDIA
TEMPO (H) P/
FABRICAR 01 CASA
CUSTO MO/CASA
(R$)
ENCARGOS SOCIAIS
(R$) (124,28%)
CUSTO TOTAL
MO (R$)
Pedreiro 3 4,54 4 1
4
54,48 67,71 122,19
Carpinteiro 1 4,54 4 1 18,16 22,57 40,73
Armador 1 4,54 4 1 18,16 22,57 40,73
Servente 8 2,66 4 1 85,12 105,79 190,91
TOTAL FABRICAÇÃO DOS PAINÉIS 394,55
Fase 2 – Montagem dos painéis
Essa fase envolve 06 funcionários, 04 pedreiros e 02 serventes, onde 01 servente fica
responsável pela colocação do gancho do guindaste ou do munck no gancho de içamento dos
painéis e os demais em direcionar, ajustar, alinhar e aprumar os painéis, utilizando o conjunto
de travas. Uma equipe formada por essa quantidade de pedreiros e serventes montam uma
casa em 01 (uma) hora.
Quadro 12 – Custos diretos da mão de obra da montagem dos painéis pré-fabricados
MO MONTAGEM DOS PAINÉIS
MÃO DE OBRA
QTD MO
SALÁRIO/HORA (R$)
HORA/DIA
QTD DIA
TEMPO MONTAR 01 CASA (HORA)
CUSTO MO/CASA
(R$)
ENCARGOS SOCIAIS
(R$) (124,28%)
CUSTO TOTAL
MO (R$)
Pedreiro 4 4,54 1 1 1
18,16 22,57 40,73
Servente 2 2,66 1 1 5,32 6,61 11,93
TOTAL MONTAGEM DOS PAINÉIS 52,66
Fase 3 – Solda dos painéis
A solda dos painéis de uma casa é realizada num espaço de tempo de 04 horas, por um
soldador e um ajudante. Em cada encontro de painéis são realizados 05 pontos de solda, em

72
média. Para não haver retrabalhos na parte da solda é imprescindível que a fase da montagem
(alinhamento e prumo) dos painéis esteja perfeita.
Quadro 13 – Custos diretos da mão de obra da solda dos painéis pré-fabricados
MO SOLDA DOS PAINÉIS
MÃO DE OBRA
QTD MO
SALÁRIO/HORA (R$)
HORA/DIA
QTD DIA
TEMPO SOLDAR 01 CASA (HORA)
CUSTO MO/CASA
ENCARGOS SOCIAIS
(R$) (124,28%)
CUSTO TOTAL
MO (R$)
Soldador 1 4,54 4 1 4
18,16 22,57 40,73
Servente 1 2,66 4 1 10,64 13,22 23,86
TOTAL SOLDA DOS PAINÉIS 64,59
Fase 4 – Fôrma dos painéis
As fôrmas dos painéis de uma casa realizadas pelos carpinteiros e por um ajudante têm a
duração de execução de um dia e meio, totalizando em 13 horas e meia. As fôrmas devem
estar dispostas de tal forma que garantam que a próxima fase (grauteamento) não haja
problemas e que o produto final tenha, além da funcionalidade estrutural, um acabamento que
diminua/elimine uma futura regularização.
Quadro 14 – Custos diretos da mão de obra da fôrma dos painéis pré-fabricados
MO FÔRMA DOS PAINÉIS
MÃO DE OBRA
QTD MO
SALÁRIO/HORA (R$)
HORA/DIA
QTD DIA
TEMPO FÔRMA
CASA (HORA)
CUSTO MO/CASA
(R$)
ENCARGOS SOCIAIS
(R$) (124,28%)
CUSTO TOTAL
MO (R$)
Carpinteiro 2 4,54 9 1 9,00
81,72 101,56 183,28
Servente 1 2,66 9 1 23,94 29,75 53,69
TOTAL FÔRMA DOS PAINÉIS 236,97

73
Fase 5 – Graute dos painéis
O grauteamento é simplesmente o enchimento das fôrmas com concreto estrutural,
contribuindo na ligação dos painéis, logo na estabilidade da casa. Em quatro horas, um
pedreiro e um servente, executam toda a atividade, almejando um acabamento final de preciso
alinhamento e prumo.
Quadro 15 – Custos diretos da mão de obra do graute dos painéis pré-fabricados
MO GRAUTE DOS PAINÉIS
MÃO DE OBRA
QTD MO
SALÁRIO/HORA (R$)
HORA/DIA
QTD DIA
TEMPO GRAUTE
CASA (HORA)
CUSTO MO/CASA
(R$)
ENCARGOS SOCIAIS
(R$) (124,28%)
CUSTO TOTAL
MO (R$)
Pedreiro 1 4,54 4 1 4
18,16 22,57 40,73
Servente 1 2,66 4 1 10,64 13,22 23,86
TOTAL GRAUTE DOS PAINÉIS 64,59
5.4.4 Custos diretos totais e tempo de execução para os painéis pré-fabricados de
concreto com componentes cerâmicos
O gráfico 3 indica o valor total de material, equipamento e mão de obra para realização dos
painéis de concreto com componentes cerâmicos.

74
Gráfico 3 – Custos diretos dos materiais, equipamentos e mão de obra dos painéis pré-
fabricados.
Já a percentagem de material, equipamento e mão de obra referente ao total, está indicada no
gráfico 4. Onde material engloba mais da metade do custo total, representando 75,62%, mão
de obra 15,14% e equipamento 9,23%.
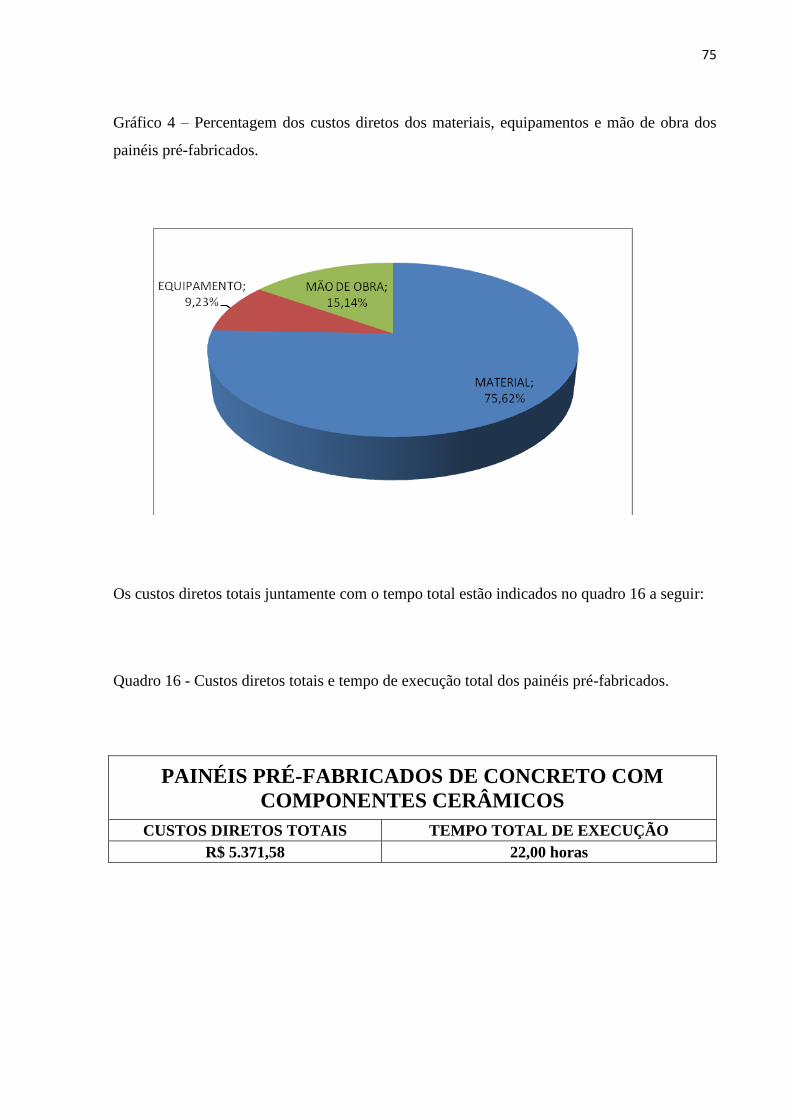
75
Gráfico 4 – Percentagem dos custos diretos dos materiais, equipamentos e mão de obra dos
painéis pré-fabricados.
Os custos diretos totais juntamente com o tempo total estão indicados no quadro 16 a seguir:
Quadro 16 - Custos diretos totais e tempo de execução total dos painéis pré-fabricados.
PAINÉIS PRÉ-FABRICADOS DE CONCRETO COM
COMPONENTES CERÂMICOS
CUSTOS DIRETOS TOTAIS TEMPO TOTAL DE EXECUÇÃO
R$ 5.371,58 22,00 horas

76
6 Considerações finais
Na construção civil, as empresas vêm buscando a redução dos gastos na hora de construir,
embora necessitem manter a qualidade para atrair seus clientes. Com isso, buscam novas
técnicas que facilitam o serviço e conseqüentemente diminuam as etapas necessárias para a
conclusão do serviço, além de buscar a redução dos preços de materiais e mão-de-obra
especializada.
Através das revisões bibliográficas que foram feitas neste trabalho, conclui-se que a utilização
de novas técnicas para a construção deve ser adotada pelas empresas que visam novos
métodos para melhor desenvolver seus serviços tendo como objetivo um melhor desempenho
nas suas atividades e satisfação, visando maior redução de gastos sem interferir na qualidade
do empreendimento.
Analisando os dois sistemas podemos perceber que enquanto os painéis pré-fabricados se
encaixam perfeitamente na imagem que se faz de uma construção completamente
industrializada, ou seja, um sistema que se monta na obra, algo totalmente modulado, seco,
sem desperdício e sem sujeira. Do outro lado temos a alvenaria convencional, que ainda
apresenta certas características artesanais que influi diretamente na qualidade final do
produto.
O sistema dos painéis pré-fabricados de concreto com componentes cerâmicos, como toda
novidade, há a necessidade de treinamento da mão de obra, mais sem dúvidas o sistema
diminui muito a margem de erro das construções e atrasos nos cronogramas, devido à
eliminação de algumas etapas.
Verifica-se que o valor inicial aplicado para a obtenção dos materiais empregados na
execução da alvenaria convencional em blocos cerâmicos tem seu custo reduzido se
comparado com o investimento inicial para os painéis pré-fabricados de concreto com
componentes cerâmicos. O valor gasto em materiais pela alvenaria convencional chega a
62,77% do valor gasto pelos painéis pré-fabricados.
Na composição dos custos para os equipamentos, os painéis requerem um investimento maior,
pois utilizam guindastes e caminhões munck, ou seja, equipamentos com maior tecnologia, o
que leva conseqüentemente ao aumento da produção, fator este que contribui como vantagem

77
para o sistema de pré-fabricados. Já a alvenaria convencional necessita apenas da betoneira
elétrica, motivo do baixo custo. O valor gasto em equipamentos pela alvenaria convencional
equivale a apenas 4,23% do valor gasto pelos painéis pré-fabricados.
Diferença grande percebe-se no comparativo dos custos da mão de obra, onde a utilizada nos
painéis pré-fabricados de concreto com componentes cerâmicos chega a 28,05% da utilizada
na alvenaria convencional em blocos cerâmicos. Número baixo este, justificado pela grande
produtividade alcançada e pelo baixo tempo de execução.
Gráfico 5 – Comparativo dos custos diretos finais dos dois métodos construtivos
Após explicitar o comparativo dos itens que compõem os custos diretos, é importante
observar o resumo geral contendo os custos diretos totais e o tempo de execução total dos dois
métodos construtivos.

78
Gráfico 6 – Comparativo dos custos diretos totais dos dois métodos construtivos.
Gráfico 7 – Comparativo do tempo total de execução dos dois métodos construtivos.
Analisando os dados dos gráficos 6 e 7 conclui-se que a utilização do sistema dos painéis pré-
fabricados de concreto com componentes cerâmicos se mostrou bem eficaz em relação ao

79
sistema de alvenaria convencional em blocos cerâmicos, gerando redução tanto dos custos
diretos, quanto do tempo de execução.
Os custos diretos dos painéis apresentam valor menor do que a alvenaria convencional em
blocos cerâmicos, chegando a R$98,66 mais barato.
Diferença considerável percebe-se no comparativo entre o tempo total de execução, onde os
painéis correspondem a menos que 20% do tempo total de execução da alvenaria
convencional, onde representam, respectivamente, 22 horas (2,4 dias) e 120,85 horas (13,4
dias).
Diante de um mercado exigente, a redução obtida com o sistema de pré-fabricados possibilita
ao empreendedor oferecer produtos mais atrativos financeiramente, beneficiando seus clientes
e garantindo rentabilidade e sobrevivência da empresa no mercado da construção civil.
A partir dos dados coletados e levantados com este estudo, conclui-se que o sistema
construtivo de painéis pré-fabricados de concreto com componentes cerâmicos pelo seu custo
e tempo competitivo, deve ser mais explorado pelos construtores.
Os comparativos realizados no presente trabalho não esgotam as possibilidades de que outros
estudos sejam efetuados, a fim de complementar as considerações obtidas. Sugestões para
trabalhos futuros são: a realização de uma análise dos custos indiretos da tecnologia dos
painéis pré-fabricados de concreto com componentes cerâmicos e comparação dos custos
totais de produção desse método construtivo com outros existentes no mercado.

80
REFERÊNCIAS
ARAÚJO, H. N. Intervenção em obra para implantação do processo construtivo em alvenaria
estrutural: Um estudo de caso. Florianópolis, UFSC, Dez/1995. Dissertação (Mestrado em
Engenharia) - Universidade Federal de Santa Catarina, 1995.
BARTH. FERNANDO; VEFAGO. M.H.L. Tecnologia de Fachadas Pré-Fabricadas. 2007.
BAUER L. A. Falcão. Matérias de Construção 2. 5ª ed. Rio de Janeiro: LTC, 1994.
MANUAL DO SISTEMA CONSTRUTIVO PAINEL PORTANTE. NORCON. Versão 1.0
DUARTE, R. B. Avaliação de sistemas construtivos industrializados. SIMPÓSIO LATINO-
AMERICANO DE RACIONALIZAÇÃO DA CONSTRUÇÃO E SUA APLICAÇÃO ÀS
HABITAÇÕES DE INTERESSE SOCIAL, Artigo técnico. São Paulo, SP. 1981.
DUARTE, R. B. Recomendações para o projeto e execução de edifícios de alvenaria
estrutural. Ronaldo Bastos Duarte. Porto Alegre, 1999.
EL DEBS, M.K. (2000). Concreto pré-moldado: fundamentos e aplicações. São Carlos.
Escola de Engenharia de São Carlos/USP – projeto REENGE.
ESCOLA, BRASIL. História da engenharia. Disponível em
<http://www.brasilescola.com/historia/sete-maravilhas-mundo.htm>
FARAH, Marta Ferreira Santos. Tecnologia, processo de trabalho e construção habitacional.
São Paulo, 1992. Tese (Doutorado) – Faculdade de Filosofia, Letras e Ciências Humanas,
Universidade de São Paulo.
FRANCO, L. S. (1992). Aplicação de diretrizes de racionalização construtiva para a evolução
tecnológica dos processos construtivos em alvenaria estrutural não armada. Tese (Doutorado)
– Escola Politécnica, Universidade de São Paulo.
FRANCO, L. S. Notas de aula do curso de especialização em Gestão e tecnologia da
produção de edifícios. Resumos... Salvador, UFBA, 2005
MANZIONE, L. Projeto e execução de alvenaria estrutural. São Paulo: O Nome da Rosa,
2004.
MATTOS, A. D. Como preparar orçamentos de obras. São Paulo: Ed. Pini, 2006.

81
MAUÉS, L. M. F. Metodologia de organização interna e melhoria do processo produtivo em
centrais de montagens de componentes: um estudo de caso. Florianópolis, 1996. Dissertação
(Mestrado em Engenharia de Produção e Sistemas) - Centro Tecnológico, Universidade
Federal de Santa Catarina.
MILMAN, Boruch. Pré-Fabricação de Edifícios. Universidade Federal do Rio de Janeiro.
1971.
OLIVEIRA, L.A. Tecnologia de painéis pré-fabricados arquitetônicos de concreto para
emprego em fachadas de edifícios. Dissertação (Mestrado em Engenharia Civil). Escola
Politécnica, Universidade de São Paulo. USP. São Paulo, 2002.
PEDREIRA DE FREITAS, A. C. L. Sistemas de painéis portantes. In: ENCONTRO
NACIONAL DE TECNOLOGIA DO AMBIENTE CONSTRUÍDO, v. 1, São Paulo. Artigo
técnico,1993.
PEDROSO, Gilson M. Estudo da resistência de aderência ao cisalhamento na alvenaria
estrutural. 2001. Dissertação (Mestrado) – Universidade Federal de Santa Maria, Santa Maria,
2001.
POZZOBON, Marco A. O processo de monitoramento e controle tecnológico em obras de
alvenaria estrutural. 2003. Dissertação (Mestrado) – Universidade federal de Santa Maria,
Santa Maria, 2003.
RAMALHO, M.A.; CORRÊA.M.R.S. Projetos de edifícios de alvenaria estrutural. São Paulo,
Pini. 2003.
RIPPER, E. Manual Prático de Materiais de Construção. São Paulo: Pini, 1995
ROSSO, T. Racionalização da Construção. São Paulo, FAUUSP, 1980.
SABBATINI, Fernando H. Desenvolvimento de métodos, processos e sistemas construtivos:
formulação e aplicação de uma metodologia. Tese (Doutorado). Escola Politécnica,
Universidade de São Paulo. São Paulo, 1989.
SABBATINI, Fernando H. Notas de aula: Paredes de Vedação em Alvenaria – São Paulo:
2001.

82
SANTANA, M.J.A. Transferência de Tecnologia para a População de Baixa Renda Visando a
autoconstrução São Carlos, 1987. Dissertação (Mestrado) Escola de Engenharia de São
Carlos, Universidade de São Paulo.
SOUZA, Roberto. Qualidade de Materiais e Execução de Obras. São Paulo: SINDUSCON –
SP / Pini, 1996.
SILVA, F. B. da. Pré fabricado arquitetônicos em concreto armado. Revista Techne. Abril de
2010. Disponível em <http://www.revistatechne.com.br/engenharia-
civil/157/imprime169908.asp>.
SINAPI - CAIXA ECONÔMICA FEDERAL - Tabela de Preços e Insumos, Outubro 2011.
Bahia.
TECHNE, Revista. Alvenaria convencional de blocos cerâmicos. Disponível em
<http://www.revistatechne.com.br/>.
TECHNE, Revista. Fachada pré-fabricada arquitetônica de concreto. Disponível em
<http://www.revistatechne.com.br/>.
TRAMONTINI, André Penteado. Avaliação experimental dos métodos de prevenção de
fisuras na interface da alvenaria de vedação de pilar de concreto. Campinas, SP. 2005.
Dissertação de mestrado – Universidade Estadual de Campinas, faculdade de Engenharia
Civil, Arquitetura e Urbanismo.
VARGAS, Milton. Para uma filosofia da tecnologia. São Paulo, Alfa-Ômega. 1994.