trabalho de conclusÃo do curso de engenharÍa...
TRANSCRIPT

TRABALHO DE CONCLUSÃO DO CURSO DE ENGENHARÍA DE PRODUÇÃO
AVALIAÇÃO DO TEMPO ÓTIMO DE DECANTAÇÃO DE GLICEROL NO PROCESSO DE PRODUÇÃO DE SABÕES
César Augusto Moreira
Campinas
2011

2
TRABALHO DE CONCLUSÃO DO CURSO DE
ENGENHARÍA DE PRODUÇÃO
AVALIAÇÃO DO TEMPO ÓTIMO DE DECANTAÇÃO DE
GLICEROL NO PROCESSO DE PRODUÇÃO DE SABÕES
César Augusto Moreira
Trabalho de Conclusão de Curso apresentado
à banca examinadora do Curso de Engenharia
de Produção na Universidade São Francisco
como requisito parcial para obtenção de título
de Engenheiro de Produção, sob orientação do
Professor Esp. Vanderlei Aparecido Prince.
Campinas
2011

3
César Augusto Moreira
AVALIAÇÃO DO TEMPO ÓTIMO DE DECANTAÇÃO DE GLICEROL NO PROCESSO DE PRODUÇÃO DE SABÕES
Monografia defendida e aprovada em 14 de Dezembro de 2011 pela Banca
Examinadora assim constituída:
Nota__________________
___________________________________________________
Professor Esp. VANDERLEI APARECIDO PRINCE (Orientador) Presidente
USF – Universidade São Francisco –Campinas - SP
___________________________________________________
Professor Ms JOSÉ ROBERTO QUAGLIA (Membro)
USF – Universidade São Francisco –Campinas - SP
_____________________________________________________
Professor Ms EMILIO GRUNEBERG BOOG. (Membro)
USF – Universidade São Francisco –Campinas - SP

4
Agradecimentos
Agradeço primeiramente a Deus pela força de cada dia, a quem devo tudo que sou.
Agradeço aos meus pais pelo apoio e lição de vida, mostrando-me que jamais
devemos desistir dos nossos objetivos e aos meus irmãos pelo apoio recebido.
A minha esposa pelo amor, força e companheirismo.
Aos meus professores da graduação do curso de Engenharia de Produção da
Universidade São Francisco Campinas por dividirem parte de seus conhecimentos comigo
destacando as considerações do senhor professor Ms Emilio G. Boog pelo valioso suporte
no decorrer deste trabalho.
Ao Professor Esp. Vanderlei Aparecido Prince meu orientador, por me cobrar e
acompanhar a execução deste trabalho contribuindo com o meu crescimento.
Aos colegas da graduação que me auxiliaram durante todo o curso e especialmente
ao amigo e companheiro de cada dia Walmeriston Tavares pelo apoio e contribuições.
Ao amigo e irmão Dr Armando Basseto, pelas valiosas recomendações.
Aos meus sogros pelos incentivos em todos os momentos.
E por fim aos meus avós especialmente a minha Avó Guilhermina que nos deixou
este ano, muito obrigado por terem feito parte da minha vida.

5
RESUMO
Nesta monografia será apresentado um estudo que visa obter uma redução no
tempo do processo produtivo de sabão e com isso diminuir a utilização de recursos
necessários e promover alteração na eficiência do processo.Lembrando que na atualidade
as empresas buscam por posições no mercado altamente competitivo, com isso surge a
necessidade de reduzir os desperdícios e aumentar a capacidade produtiva.
O caso se dará na empresa New Soap que tem o importante papel de desenvolver
tecnologias inovadoras de fabricação de sabonetes para 36 fábricas de um grande grupo do
ramo de Higiene Pessoal e Alimentos.No caso aqui apresentado, o estudo se dará em uma
parte do processo produtivo do sabão base, onde o tempo de espera que é imposto
empiricamente poderá sofrer alterações e assim contribuir para a redução do recurso
necessário e aumento da eficiência do processo.Para a execução do trabalho serão feitos
oito ensaios piloto mantendo alguns parâmetros de processo e as coletas de amostras serão
feitas com intervalos de tempo pré determinado e encaminhados para o laboratório
analítico da própria empresa e após a realização das análises os dados serão verificados
tornando possível ou não as mudanças propostas para as futuras produções.
Palavras-Chave: Sabão, Processo, Decantação

6
Abstract
In this monograph will present a possible improvement obtained in the production
process of soap, more specifically in the process of extracting the glycerin contained in
the soap, since for this process requires a settling time between steps called washing, a
process that is necessary for there to be a separation between two phases of the product,
this time was imposed and actually empirically after waiting, product specifications were
met. Hence arose the necessity or possibility of seeking funds for an economy with this
waiting time, not always the end of a day's work product was ready to be handed over to
the next stage of the production process and even if the reduction would be achieved
even so that there was an increase in productivity of equipment wash soap. Where we get
a reduction in waiting time in the settling of the glycerol and increase the productivity of
this sector of the production process.With this proposed improvement, and increase the
production capacity of industry, contributions would go even further, there was
contributing to a reduction in the number of extra hours of operation involved and as a
reflection of the improvement, the sector by increasing the production capacity would
provide a greater number of finished product (soap base) to meet the demand needed to
test the progress of projects.
Key words: Soap, Process, Decantation

7
Lista de Figuras
Figura 1: Estrutura de uma molécula de sabão........................................................15
Figura 2: Curva de reação de saponificação......................................................................18
Figura 3: Fluxograma Processo de Lavagem…………………………..……....…22
Figura 4: Fluxograma de Processo SWING…………………………….................23
Figura 5: Curva de Decantação por tempo de espera ..............................................27

8
Lista de Tabelas
Tabela 1: Distribuição carbônica des materiais graxos....................................................17
Tabela 2: Resultado dos ensaios.......................................................................................26
Tabela 3: Resultado dos ensaios após refino....................................................................27

9
Sumário
1. Introdução............................................................................................10
1.1 Contextualização ............................................................................10
1.2 Situação Problema...........................................................................11
1.3 Objetivo...........................................................................................13
1.4 Justificativa.....................................................................................13
2. Revisão Bibliográfica.........................................................................15
2.1 O que é Sabão................................................................................15
2.2 Composição do Sabão....................................................................15
2.3Distribuição Carbônica....................................................................16
2.4 Reação de Saponificação................................................................17
2.5 Diferentes tipos de Sabão...............................................................19
2.6 Lavagem de Sabão..........................................................................20
2.7 Processos.........................................................................................21
2.8 Redução de tempos envolvido no Processo....................................23
3. Metodologia........................................................................................25
4. Resultados e Discussões.....................................................................26
5. Conclusão............................................................................................28
6. Continuidade.......................................................................................29
Referências ..............................................................................................30

10
1. Introdução
1.1 Contextualização
A empresa New Soap * fundada em Janeiro de 2002, atua no desenvolvimento
de novas tecnologias para a área de sabões e sabonetes e tem o papel de propor
soluções inovadoras para 36 fábricas de sabonetes localizadas em várias partes do
mundo, onde as marcas são comercializadas em mais de 100 países.
Pertence a um grande grupo que é líder de mercado em vários segmentos como
alimentos e higiene pessoal que investe alguns milhões de reais todos os anos para
manter as pesquisas e em troca contar com as inovações propostas por este centro
de desenvolvimento chamado New Soap. Dispõe de 50 funcionários altamente
capacitados nas diferentes áreas específicas para a produção das barras de
sabonetes, áreas estas que se dividem em processos, formulação,CTI ( consumer
tecnical inside ) e embalagens.
Com este papel de criar as novas formulações, a New Soap tem interfaces com
os times regionais, que auxiliam na implementação dos projetos nas respectivas
regiões, e com isso ganha agilidade nas implementações necessárias, além de contar
com todo o pessoal das fábricas, que por sua vez devem acatar e seguir as
recomendações do R&D global a New Soap.
Os projetos desenvolvidos pela empresa, não só têm a finalidade de propor
formulações inovadoras que garantam a satisfação dos consumidores como também
de reduzir custos industriais e ainda priorizam a redução do consumo de recursos
naturais ou seja, contemplando como prioridade na execução dos projetos os
conceitos atuais de produtos sustentáveis, que vão desde a melhorias nos processos

11
fabris, a redução dos recursos na utilização do produto final e diminuição dos
impactos ambientais.
Para entregar ás fábricas uma fórmula confiável ou uma nova especificação de
produtos, muitos testes são realizados e estes produtos passam por uma rigorosa
avaliação tanto de sensorial, quanto de estabilidade na prateleira onde se pode
simular a vida de um produto que irá chegar até o consumidor final, estes testes
devem garantir que o produto chegará ao cliente com a mesma qualidade de qual
saiu da fábrica, muitas das vezes até 2 anos antes do uso.
Para este tipo de produto, onde pode se colocar a saúde do consumidor em
perigo, todos os processos devem ser bem detalhados afim de se obter produtos
com o mínimo de variações nas mais diversas especificações, por exemplo um
simples problema de selagem na embalagem, pode permitir que o produto tenha sua
vida reduzida grandemente, podendo o produto perder as qualidades requeridas no
desenvolvimento. Por isso, embora se tenha um controle de qualidade considerável,
para evitar retrabalhos e desperdícios os processos industriais são estudados no
detalhe para que as fábricas possam trabalhar com altas velocidades chegando a
produzir de 4000 a 6000 barras de sabonetes por minuto e com o mínimo possível
de retrabalho.
*nome fantasia, nome verdadeiro não permitido.
1.2 Situação Problema
No caso aqui apresentado o estudo ocorrerá em uma parte do processo produtivo
do sabão base, produto que é o componente em maior porcentagem em uma barra de

12
sabonete.
Por se tratar de sabões que se formar da reação de saponificação entre uma base e
um triglicerídeo, além do produto sabão, é formado como sub produto de 8 a 10% de
glicerol que normalmente é extraído e após tratamento é comercializado separadamente
visto que o glicerol tem valor comercial mais elevado que o próprio sabão.
No processo de extração, o sabão é colocado em contato com uma solução de
salmoura em um tanque denominado tanque de lavagem, neste processo o sabão é
submetido por três vezes a fim de retirar o glicerol, o tempo de decantação entre cada
lavagem é de 60 minutos porem, este valor foi colocado empiricamente e realmente com
este tempo de espera os resultados são alcançados com sucesso. Como esse valor que
colocado empiricamente é responsável pela maioria do tempo gasto com o processo, surge
a inquietação e desejo de verificar a real necessidade deste tempo de espera afim de propor
uma eventual redução neste tempo de decantação e assim obter um novo tempo de espera
que permita uma diminuição no número de horas extra e ainda aumentar a produtividade
do equipamento uma vez que não é raro o produto ter que ficar decantando por uma noite
adicional para que pudesse ser passado para a etapa seguinte de processamento. Quando
este fato acontece, o sabão só é liberado para a próxima etapa do processo na manhã do dia
seguinte ou seja o produto passa adicionais quatorze horas consumindo vapor na jaqueta do
tanque de lavagem e ainda energia elétrica para o controlador de temperatura e painel
elétrico além de prejudicar a eficiência do processo que com isso realiza um número bem
menor de testes ao decorrer do ano.
Com este número de ensaios reduzidos, a quantidade de projetos implementados
nas fábricas também sofre alterações, além de prejudicar todo o planejamento da área de
engenharia de produtos que tem mão de obra especializada e um alto custo de manutenção
por parte da empresa.

13
1.3 Objetivo
O objetivo deste trabalho será de estabelecer para o processo produtivo de sabão,
um tempo ótimo de espera para a decantação do glicerol, a fim de retirar a glicerina gerada
na reação de saponificação, atingindo as especificações pré estabelecidas e assim adotar
este tempo otimizado nas futuras produções.
Será também verificado se com este tempo estabelecido irão ocorrer alterações no
uso de recursos para a fabricação e alteração na eficiência do processo.
1.4 Justificativa
Segundo o que diz Corrêa (1992), os processos de desenvolvimento da estratégia de
manufatura visam garantir que com relação a competitividade as manufaturas devem
buscar baixos custos, maior qualidade, velocidade e confiabilidade de entregas. Para
isso devem garantir três níveis de coerência 1° os critérios devem ser coerentes com o
plano estratégico que por sua vez deve ser financeiramente viável, e de acordo com a
estratégia global da organização.
O que leva este estudo ser relevante é a necessidade cada dia maior de as empresas
se empenharem em reduzir os custos industriais, seja com relação aos materiais
empregados, mão de obra e principalmente tempo de processamento, fatores
determinantes para o sucesso ou fracasso de uma instituição. Visto que a instituição
visa aumentar a sua participação no mercado e para isto necessita inovar sempre para
que não só continue com os clientes fiéis e sim agradar a um novo cliente e torná-lo
fiel também.
Com estes pontos de vista o trabalho fica justificável e recebe incentivos para que

14
aconteça e o desenvolvimento de novas tecnologias de processo tem sido de uma
demanda crescente e tem superado a habilidade das organizações de usar todas as suas
vantagens ou mesmo de entender todo o seu potencial. O potencial das novas
tecnologias inclui a redução dos tempos do projeto a produção, redução do tempo do
pedido a entrega, melhoria da qualidade dos produtos entre outros. Isto muda a forma
através da qual as organizações competem no mercado comenta Gianesi ( 1992 ).
As novas tecnologias de manufatura começam então a influenciar mais a gestão de
manufatura, uma vez que perguntas “como as novas tecnologias podem nos fazer mais
competitivos?” ou “ como as novas tecnologias mudam a forma com que competimos
?” se torna mais importantes. O novo paradigma tecnológico demanda uma nova
abordagem gerencial, complementa Corrêa ( 1992 )

15
2. Revisão Bibliográfica
2.1 O que é Sabão
Como comenta Rittner (1995) sabão é o produto obtido da reação química de um
álcali ( usualmente soda caustica ) e uma matéria graxa ( óleos vegetais, gorduras animais ,
ácidos graxos derivados de óleos e gorduras ) geralmente chamada de reação de
saponificação.
Figura 1: Estrutura de uma molécula de sabão. Fonte: Rittner ( 1995 ) pag 43
2.2 Composição do Sabão
Com relação a composição do sabão, Rittner (1995) explica que a seleção de
materias graxas para a formulação de um sabão deve ser feita tendo em vista o
aspecto econômico e as características favoráveis no sabão, além da manutenção
de um padrão de qualidade uniforme seja qual for a mistura adotada de materias
graxas.

16
No caso dos óleos e gorduras se faz necessário a obtenção da distribuição
carbônica, com ela será possível obter um sabão mais bem estruturado e de fácil
processamento fatores que garantem uma produção equilibrada sem interrupções
por falta de um material em algum determinado equipamento do processo
produtivo.
2.3 Distribuição Carbônica
Segundo Better (1993), a disponibilidade de recursos modernos de análises e
facilidades de cálculos decorrentes do uso de computadores com programas apropriados,
permitem selecionar-se rapidamente as composições mais satisfatórias de materias graxas,
sob os aspectos econômicos e gerenciais que permitem manter-se um padrão pré fixado de
características para o sabão.
Assim por exemplo a composição de ácidos graxos de um sabão que satisfaçam as
características recomendadas se determina através de análise cromatográfica ou
denominada distribuição carbônica dos materiais.
A composição de ácidos graxos de diversas materias graxas disponíveis em estoque
poderá ser determinada por cromatografia e armazenada na memória do computador e
através de um programa adequado, o computador poderá determinar todas as combinações
possíveis de material graxo disponível, que levem a produção do sabão de características
satisfatórias.
Segue tabela com distribuição carbônica de alguns materiais graxos:

17
Tabela 1 Distribuição carbônica de materiais graxos Fonte: (Laboratório do setor,2011)
2.4 Reação de Saponificação
A saponificação consiste na reação de obtenção do sabão base. Nesta etapa é
necessário alguns cuidados para que não se tenha sobras de nenhum reagente, que no caso
podem ser os óleos ou ainda a soda caustica. No caso dos óleos, se estiverem sobrando, o
sabão poderá se degradar mais rapidamente o que trará uma diminuição na qualidade do
mesmo.

18
Caso a sobra seja de soda caustica este sabão poderá trazer irritação quando
colocado em contato com a pele do usuário. Outro fator importante para que a reação
ocorra perfeitamente e em velocidade maior, é garantir o aquecimento dos óleos antes da
adição da solução de soda, além de ter um equipamento que favoreça o contato entre os
reagentes.
Como relata Norris ( 1992 ), a temperatura tem uma influência acentuada sobre a
velocidade de reação de saponificação, tendo sido constatada uma elevação da ordem de
1,5 a 1,6 vezes para cada 10 ° C de elevação de temperatura. A reação de saponificação é
exotérmica, o que torna necessário um cuidado com o volume do tanque reator frente ao
tamanho da batelada que vai reagir, pois quando a reação atinge o pico de temperatura o
sabão aumenta de volume e se este fator for ignorado neste momento poderá ocorrer um
derramamento de sabão que estará acima dos 100° C, fator este que além de trazer perigos
à operação acarretaria em perdas no processo.
Segue gráfico com curva da reação de saponificação:
Figura2: curva da reação de saponificação Fonte: Norris ( 1992 )

19
2.5 Diferentes tipos de Sabão
Rittner (1995), menciona que existem diversos tipos de reação e que para cada
um a reação pode ocorrer em condições diversificadas, que vão dar origem aos mais
variados tipos de sabão, em principio pode se distinguir:
sabões de empaste a frio
Os sabões de empaste a frio são obtidos a partir de quantidades
definidas de materias graxas e soluções concentradas de álcalis , as quais
são colocadas em contato intimamente e deixadas em contato durante várias
horas para que ocorra a reação de saponificação.
sabões de empaste a quente
Este processo é similar ao do sabão de empaste a frio, utilizando
porém fontes externas de aquecimento para o sistema.
sabões de empaste fervidos
Para os sabões de empaste fervidos,os ingredientes em quantidades
apropriadas são aquecidos a temperaturas adequadas para se obter a fervura
da carga em processo e utiliza-se sempre um ligeiro excesso de álcali para
assegurar-se saponificação completa das materias graxas.
sabões lavados
Sabões lavados são os sabões que após a etapa de saponificação são
colocados em contato com uma solução de salmoura para que haja a
separação do liquido de eletrólito e o sabão.
sabões lavados e fervidos
Os sabões lavados e fervidos são similares aos sabões lavados,

20
sofrendo um processo adicional de fervura prolongada, em presença de
lixívias salinas de concentração definidas.
sabões refinados
Os sabões refinados são obtidos dos sabões lavados, mediante ajuste
da composição do sistema ( por adição de água e ou eletrólitos ) para levá-lo
a características apropriadas que permitam sua separação em duas fases.
sabões semi refinados
Os sabões semi refinados podem ser considerados como sabões
refinados, nos quais a separação entre as fases presentes foi impedida ou
controlada por um aumento de viscosidade, decorrente de um esfriamento
controlado.
2.6 Lavagem de Sabão
Como Rittner (1995), comenta a lavagem do sabão tem por finalidade
eliminar as impurezas e substancias corantes presentes no mesmo e extrair o
glicerol liberado na reação de saponificação dos glicerídeos, estas lavagens são
feitas entre a etapa inicial de saponificação de materias graxas e a etapa final de
ajuste ou refinação do sabão.
O mesmo, salienta que o procedimento típico de lavagem direta de uma
carga de sabão, após a saponificação do material graxo consiste em colocar a carga
de sabão em contato com uma solução aquosa de eletrólito, mediante fervura em
condições adequadas para se proceder um “corte” . Após este procedimento a carga
é deixada em decantação,por tempo adequado, para permitir a separação das fazes
de sabão fibroso e lixívia glicerinosa, com isto é feita a separação da lixívia

21
decantada como camada inferior, com transferência para outras áreas, onde ela será
submetida ao processamento de recuperação de glicerol.
A carga remanescente de sabão, separada da lixívia, pode ser submetida a
uma ou mais lavagens sucessivas, usando-se, a cada vez, água,solução de eletrólito
ou sal e juntando-se todas as lixívias obtidas, nas diversas lavagens efetuadas. Nesta
etapa, as proporções de água ou solução de eletrólitos em relação ao sabão podem
ser muito variadas assim como o numero de lavagens efetuadas.
2.7 Processos
Segundo Ogoshi (1985), existem diferentes tipos de processos, para o
processo denominado SAGE (SOAP AND GLICEROL EXTRACTION). ,
utilizado pela maioria das empresas para a recuperação do glicerol, o sabão é
submetido ao processo de lavagem.
O que justifica a utilização deste processo, é a capacidade de recuperação do
glicerol presente no sabão, sabendo-se que entre 8 e 10% da carga é glicerina e tem
um maior valor de mercado que o próprio sabão.

22
Figura 3: Fluxograma de Processo de lavagem. Fonte: Ogoshi 1985
Já o autor relata o processo denominado SWING (Soap With Included
Gicerol ), como um processo bem mais prático e rápido. No entanto relata que é um
processo sem tantos benefícios, visto que o glicerol gerado na saponificação do
material graxo não será extraído e será comercializado ao valor de mercado do
próprio produto o sabão. Segue o fluxograma do processo SWING:

23
Figura 4: Fluxograma de Processo SWING Fonte: Ogoshi 1985
2.8 Redução de tempos envolvidos no processo
De acordo com Corrêa et al ( 1995 ) a redução dos tempos envolvidos no
processo de produção JIT tem um efeito muito importante: o aumento de
flexibilidade de resposta. Esta flexibilidade resulta do fato de a produção não estar
comprometida com determinado programa de produção por um prazo muito longo,
podendo adaptar-se de forma mais ágil às flutuações moderadas e de curto prazo na
demanda.
A importância da meta de reduzir a zero o tempo de produção não pode ser
subestimada, considerando-se a pressão exercida pelo mercado junto às empresas
de manufatura, no sentido de responder rapidamente a pedidos. Para esta redução
no tempo de produção os produtos, o sistema de manufatura e o processo de
produção devem ser projetados de forma a facilitar o rápido fluxo das ordens de

24
produção. O autor ressalta que a filosofia JIT tem um enfoque sistêmico e
reconhece a interdependência destas atividades. Embora reduzir a zero o tempo de
produção seja algo reconhecidamente impossível, um sistema de manufatura que
persegue e se esforça para reduzir o tempo de produção dos produtos ao mínimo
possível tenderá a operar com maior flexibilidade em relação a seus concorrentes.

25
3. Metodologia
Para a execução deste estudo, haverá um embasamento nos parâmetros de processos atuais
da empresa e uma revisão bibliográfica que dará amparo nas possíveis questões que
surgirem, além disso serão executados ensaios em planta piloto e posteriormente enviados
ao laboratório para serem analisados.
Destes ensaios serão coletadas amostras com intervalos de cinco minutos para que
apos as análises de glicerol livre, fosse construída uma curva de decantação em função do
tempo.
Para garantir a representatividade das amostras será confeccionada por um fornece
dor uma caneca coletora que garanta que as amostras sejam coletadas sempre de uma
mesma profundidade no tanque de lavagem, uma vez que como se trata do processo de
decantação, qualquer variação no sentido vertical ao coletar a amostra, poderá ser
comprometida a amostragem.
26
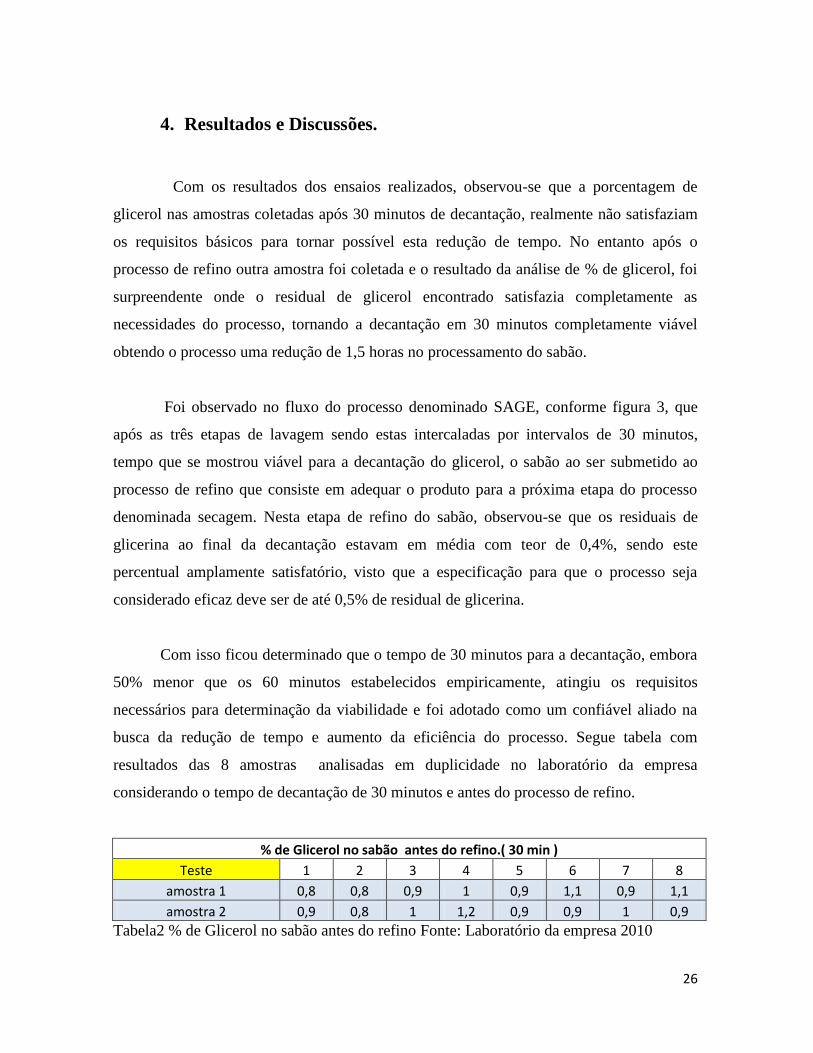
4. Resultados e Discussões.
Com os resultados dos ensaios realizados, observou-se que a porcentagem de
glicerol nas amostras coletadas após 30 minutos de decantação, realmente não satisfaziam
os requisitos básicos para tornar possível esta redução de tempo. No entanto após o
processo de refino outra amostra foi coletada e o resultado da análise de % de glicerol, foi
surpreendente onde o residual de glicerol encontrado satisfazia completamente as
necessidades do processo, tornando a decantação em 30 minutos completamente viável
obtendo o processo uma redução de 1,5 horas no processamento do sabão.
Foi observado no fluxo do processo denominado SAGE, conforme figura 3, que
após as três etapas de lavagem sendo estas intercaladas por intervalos de 30 minutos,
tempo que se mostrou viável para a decantação do glicerol, o sabão ao ser submetido ao
processo de refino que consiste em adequar o produto para a próxima etapa do processo
denominada secagem. Nesta etapa de refino do sabão, observou-se que os residuais de
glicerina ao final da decantação estavam em média com teor de 0,4%, sendo este
percentual amplamente satisfatório, visto que a especificação para que o processo seja
considerado eficaz deve ser de até 0,5% de residual de glicerina.
Com isso ficou determinado que o tempo de 30 minutos para a decantação, embora
50% menor que os 60 minutos estabelecidos empiricamente, atingiu os requisitos
necessários para determinação da viabilidade e foi adotado como um confiável aliado na
busca da redução de tempo e aumento da eficiência do processo. Segue tabela com
resultados das 8 amostras analisadas em duplicidade no laboratório da empresa
considerando o tempo de decantação de 30 minutos e antes do processo de refino.
% de Glicerol no sabão antes do refino.( 30 min )
Teste 1 2 3 4 5 6 7 8
amostra 1 0,8 0,8 0,9 1 0,9 1,1 0,9 1,1
amostra 2 0,9 0,8 1 1,2 0,9 0,9 1 0,9
Tabela2 % de Glicerol no sabão antes do refino Fonte: Laboratório da empresa 2010

27
Comparando com os valores das produções que esperaram os 60 minutos de
decantação colocados empiricamente, pode-se observar que os valores não satisfaziam as
necessidades do processo produtivo. No entanto quando se realiza a próxima etapa do
processo, os números chegam ao índice de residual de glicerol considerado como ótimo,
atingindo porcentagens inferiores ou iguais a 0,5% como pode ser observado na tabela
abaixo:
% de Glicerol no sabão após o refino.( 30 mim )
Teste 1 2 3 4 5 6 7 8
amostra 1 0,5 0,4 0,4 0,3 0,4 0,5 0,5 0,4
amostra 2 0,4 0,4 0,4 0,5 0,5 0,3 0,4 0,4
Tabela 3 % de Glicerol no sabão após o refino . Fonte Laboratório da empresa 2010
Segue abaixo o gráfico com a curva da decantação do glicerol em função do tempo
de espera:
Figura 5 Curva de decantação por tempo de espera. Fonte: Laboratório da empresa.
Como se nota na tabela 5, as porcentagens de glicerol resultantes no sabão antes
do processo de refino, são de 1% aproximadamente, porém como demonstrado na tabela
1 2 3 4 5 6 7 8 9 10 11 12
TEMPO Min. 5 10 15 20 25 30 35 40 45 50 55 60
% DECANTADA 17 32 47 61 76 88 93 95 96 97 98 99
0
20
40
60
80
100
120
Curva de Decantação ( inicio do refino )

28
5. Conclusão
Como conclusão deste trabalho é altamente satisfatório dizer que o estudo obteve
sucesso, onde se buscou reduzir o tempo de processamento do produto, com a finalidade de
estabelecer um novo padrão e que esse fosse confiável e viável.
Este tempo foi otimizado e sem prejudicar a qualidade do produto, com isso foi
alcançado o objetivo proposto, que era de estabelecer este novo tempo de espera para a
decantação e assim promover uma alteração na eficiência do equipamento, considerando
que este novo padrão aqui desenvolvido deverá ser utilizado nas futuras produções,
visando economia de recursos e aumentando a eficiência e agilidade do processo.
Outro fator relevante é a capacidade de cumprimento com os prazos, permitindo a
este setor aumentar a capacidade produtiva contribuindo ainda mais com as necessidades
de inovação da organização.
Levando em consideração os dados citados no problema e demonstrando em
números, pode-se observar ou dimensionar o prejuízo em tempo que a situação anterior
consumia do processo produtivo. O equipamento na situação anterior tinha uma capacidade
de produção de 180 Kg de sabão base pronto ou noodles como é chamado a cada dois dias
de trabalho. Na situação de o sabão ter que repousar em decantação durante uma noite
adicional por não estar pronto para a etapa seguinte, os mesmos 180 kg de produto acabo
consumiriam do equipamento 55 horas de funcionamento, número que diminuía a
produtividade de 5,6 kg/h para 3,3 Kg/h de sabão base, a produtividade era diminuída em
42% , e este problema ainda se agravava quando demandava trabalhos aos finais de
semana, gerando um número maior de horas extra aos operadores que tinham que terminar
o produto após a segunda noite em repouso no tanque de decantação.
29
6. Sugestão de continuidade
Ainda com o intuito de buscar uma melhoria no processo produtivo de sabão,
poderá ser estudada a possibilidade de estabelecer um novo parâmetro durante o processo
de decantação com a finalidade de interromper o processo de decantação, permitindo que
o residual de glicerol no sabão seja como o pré estabelecido.
Sabe-se que para alguns sabonetes é utilizado uma pequena quantidade de glicerol
nas formulações para trazer benefícios, porém para isso atualmente o glicerol é removido
completamente do sabão e posteriormente é adicionado em porcentagens pré determinadas
para a obtenção da performance do sabonete em questão.
Considerando que as organizações buscam continuamente a redução de custos e
tempos de processamento, fica inviável a manutenção de um processo que consiste em
retirar o glicerol gerado na saponificação e posteriormente recolocá-lo para obter a
porcentagem requerida em alguma formulação.
Caso este estudo seja concluído e obtenha-se um parâmetro confiável, a empresa
reduzirá o tempo de processamento tanto na remoção do glicerol quanto na adição do
mesmo para as proporções requeridas.

30
Referências
ABNT – Associação Brasileira de Normas Técnicas – Referências Bibliográficas NBR 6023,
10250,14724. Rio de Janeiro, 2001.
CORRÊA, H.L & GIANESI, I.G.N. Just in Time, MRP II e OPT: Um Enfoque Estratégico.
São Paulo: Atlas 1993.
CORRÊA, H.L & GIANESI, I.G.N. Just in Time, MRP II e OPT: Um Enfoque Estratégico.
2ª Ed. São Paulo: Atlas 1995.
DAVIS, M ; AQUILANO, N. J.; CHASE, R. B. Fundamento da Administração da
Produção. 3ª.ed. Porto Alegre: Bookman Editora, 2001.
NORRIS, M.H & MC BAIN J.W, J.Chem..Soc.London 121 , 1992, apud RITNNER, 1995.
NORRIS, M.H & MC BAIN J.W, J.Chem. Soc.London 122, 1993, apud RITNNER, 1995.
OGOSHI, T. & MIYAWAKI,Y. JAOCS 62 n°2 pg 331, 1985, apud RITNNER, 1995.
RITNNER, H. SABÃO: Tecnologia e Utilização. São Paulo: H. Rittner,1995.
SKOOG, D. A. Fundamentos da Quimica Analítica. São Paulo: Pioneira Thomson Learning,
2006.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R.. Administração da Produção.
São Paulo: Atlas,2002.
WOMACK, J.; JONES, D. A Mentalidade Enxuta nas Empresas: Elimine os Desperdícios
e Crie Riqueza. Rio de Janeiro: Campus, 1998.