tornando uma indústria de garrafas pet um ambiente seguro 6. obediência à nr-13 – caldeiras e...
TRANSCRIPT

XI SIMPEP - Bauru, SP, Brasil, 08 a 10 de novembro de 2004
Tornando uma Indústria de Garrafas PET um Ambiente Seguro
André Luiz de Aragão Braga (Pós Graduação em Eng. Seg. Trab./UFRJ) [email protected] Harley Moraes Martins (Pós Graduação em Eng. Seg. Trab./UFRJ) [email protected]
Paula Dias Silveira (Pós Graduação em Eng. Seg. Trab./UFRJ) [email protected] Selma Saraiva da Costa Moreira (Pós Graduação em Eng. Seg. Trab./UFRJ) [email protected]
Resumo Este artigo consiste no resumo de um trabalho de avaliação dos aspectos relativos a segurança e saúde dos trabalhadores em uma empresa produtora de garrafas PET. Através de visitas, entrevistas com os funcionários, fotografias e inspeções visuais do processo produtivo e da edificação como um todo, procurou-se identificar atos e condições inseguras nos locais de trabalho, analisá-los e, por fim, propor soluções, na tentativa de minimizar os riscos encontrados, criando medidas de proteção e prevenção. Ações foram propostas em diversos campos, como ergonomia, eletricidade e descarte de resíduos, por exemplo, buscando sempre maior eficiência, em conformidade com a legislação vigente. A metodologia utilizada para sua elaboração foi baseada em normas técnicas, normas e conceitos sobre segurança do trabalho e em conhecimentos adquiridos durante o curso de Pós-Graduação de Engenharia de Segurança do Trabalho da Escola Politécnica da Universidade Federal do Rio de Janeiro. Por se tratar de empresa de pequeno porte, através de reconhecimento e avaliação inicial, chegou-se à conclusão que poderiam ser tomadas como base as Normas Regulamentadoras do Ministério do Trabalho, pois os riscos encontrados não chegavam ao âmbito de legislação mais restrita, como as Normas Internacionais. Palavras chave: Garrafas PET, Indústria Química, Segurança do Trabalho
1. Apresentação Geral Este artigo consiste no resumo de uma análise das condições de saúde e segurança de uma empresa especializada na produção de garrafas PET (polietileno tereftalato), para uso em indústrias de bebidas carbonatadas, não carbonatadas e de água mineral. A empresa se localiza em Nova Iguaçu, no estado do Rio de Janeiro. Possui no seu quadro funcional cerca de quinze funcionários diretos. Um número em torno de vinte cinco a trinta pessoas, para cuidar da limpeza, vigilância, refeitório e auxiliar na produção, é contratado por temporada. Este número de terceiros é variável, tendo um aumento na época de verão, quando há maior procura pelo produto.
1
XI SIMPEP - Bauru, SP, Brasil, 08 a 10 de novembro de 2004
2. Descrição das Instalações
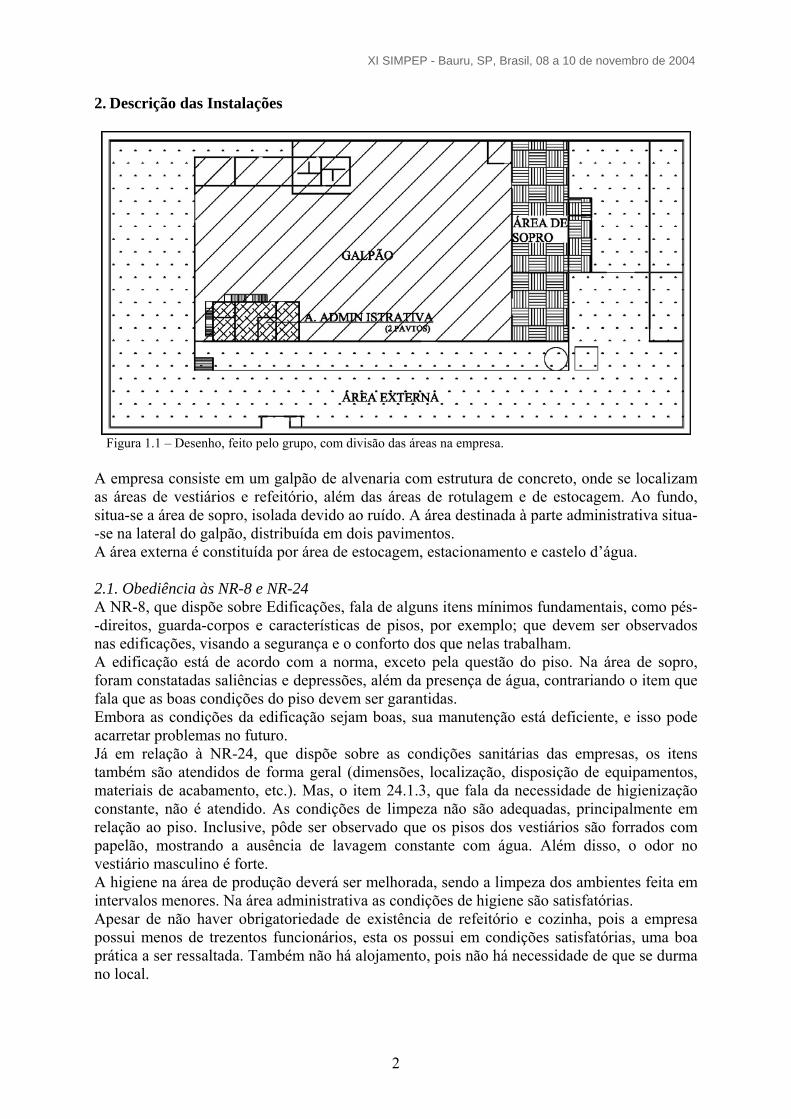
Figura 1.1 – Desenho, feito pelo grupo, com divisão das áreas na empresa. A empresa consiste em um galpão de alvenaria com estrutura de concreto, onde se localizam as áreas de vestiários e refeitório, além das áreas de rotulagem e de estocagem. Ao fundo, situa-se a área de sopro, isolada devido ao ruído. A área destinada à parte administrativa situa--se na lateral do galpão, distribuída em dois pavimentos. A área externa é constituída por área de estocagem, estacionamento e castelo d’água. 2.1. Obediência às NR-8 e NR-24 A NR-8, que dispõe sobre Edificações, fala de alguns itens mínimos fundamentais, como pés--direitos, guarda-corpos e características de pisos, por exemplo; que devem ser observados nas edificações, visando a segurança e o conforto dos que nelas trabalham. A edificação está de acordo com a norma, exceto pela questão do piso. Na área de sopro, foram constatadas saliências e depressões, além da presença de água, contrariando o item que fala que as boas condições do piso devem ser garantidas. Embora as condições da edificação sejam boas, sua manutenção está deficiente, e isso pode acarretar problemas no futuro. Já em relação à NR-24, que dispõe sobre as condições sanitárias das empresas, os itens também são atendidos de forma geral (dimensões, localização, disposição de equipamentos, materiais de acabamento, etc.). Mas, o item 24.1.3, que fala da necessidade de higienização constante, não é atendido. As condições de limpeza não são adequadas, principalmente em relação ao piso. Inclusive, pôde ser observado que os pisos dos vestiários são forrados com papelão, mostrando a ausência de lavagem constante com água. Além disso, o odor no vestiário masculino é forte. A higiene na área de produção deverá ser melhorada, sendo a limpeza dos ambientes feita em intervalos menores. Na área administrativa as condições de higiene são satisfatórias. Apesar de não haver obrigatoriedade de existência de refeitório e cozinha, pois a empresa possui menos de trezentos funcionários, esta os possui em condições satisfatórias, uma boa prática a ser ressaltada. Também não há alojamento, pois não há necessidade de que se durma no local.
2
XI SIMPEP - Bauru, SP, Brasil, 08 a 10 de novembro de 2004
3. Obediência à NR-1 – Disposições Gerais A NR-1, que dispõe sobre obrigações gerais da empresa, como seguir as NR e toda Legislação referente à Segurança e Saúde do trabalhador, é seguida de forma precária, pois não há fiscalização interna nem dos órgãos governamentais sobre os serviços prestados para esse fim. Isso mostra que a Segurança no Trabalho só será parte intrínseca do processo de produção das empresas quando for uma preocupação geral, inclusive do governo. É interessante ressaltar o cumprimento do item 1.1.1, diz que as NR aplicam-se também aos trabalhadores avulsos e prestadores de serviços. Foi observado que o tratamento não é diferenciado; por exemplo, os EPI são distribuídos para todos aqueles que estão expostos aos riscos relacionados, ou seja, o que é aplicado é para todos. Esta NR fala ainda das obrigações do empregado e do empregador. No caso do empregador, nenhuma das obrigações é plenamente cumprida. Já no caso dos empregados, observou-se maior interesse por parte dos contratados. Os terceirizados não mostram tanta dedicação justamente por saberem que o emprego na empresa é temporário. 4. CIPA e SESMT 4.1. NR 4 – SESMT (Serviços Especializados em Engenharia de Segurança e em Medicina do Trabalho) De acordo com a NR-4, a empresa apresenta grau de risco 3, código 2522-4, tendo em vista que seu objeto é a “fabricação de embalagem de plástico”. Sendo assim, a empresa não está obrigada a constituir SESMT, já que possui menos de cem empregados. Foi constatado não haver, nem nunca ter havido, SESMT na empresa e ainda inexistir interesse na sua organização ou mesmo participação em SESMT Comuns. 4.2. NR 5 – CIPA (Comissão Interna de Prevenção de Acidentes) Para fins de dimensionamento, a CIPA da empresa é classificada como C10. Então, a empresa também não está obrigada a constituir CIPA, por possuir menos de vinte empregados regidos pela CLT. 5. Obediência à NR-12 – Máquinas e Equipamentos De um modo geral, os itens da NR-12, que fala sobre mecanismos de proteção que deverão constar tanto em máquinas como em equipamentos, além de sua disposição adequada, dentre outras coisas, são atendidos. Mas alguns riscos foram levantados nas principais máquinas, de acordo com os itens desta NR: A sopradora é uma máquina rotativa com cabine protegendo toda a roda de sopragem. E caso alguma de suas portas seja aberta, a sopradora pára automaticamente, devido a um sistema de travamento automático. Os maiores riscos de incidentes estão ligados às intervenções mecânicas e ajustes de processos, uma vez que a maioria é de ajustes mecânicos. Já a rotuladora é uma máquina rotativa, com dispositivos que impendem o funcionamento do equipamento caso as portas sejam abertas. Mesmo assim, foi observado que os operários conseguiram “burlar” esse travamento, trabalhando com a porta aberta e alegando que assim a produção é maior. Esse ato inseguro tem a conivência do empregador, que não coloca a segurança do trabalhador como prioridade. Esse aumento de produção poderia sair muito mais caro, caso algum acidente viesse a ocorrer, por exemplo. Recomenda-se a criação de um Programa de Proteção de Máquinas, a fim evitar incidentes que possam vir a causar qualquer tipo de lesão por partes móveis, quentes, cortantes ou energizadas e atuando preventivamente.
3
Além disso, devem ser estipulados Equipamentos de Proteção Individual adequados, como óculos e calçados de segurança, bonés, etc., para todos os trabalhadores expostos aos riscos.
XI SIMPEP - Bauru, SP, Brasil, 08 a 10 de novembro de 2004
6. Obediência à NR-13 – Caldeiras e Vasos de Pressão Conforme a NR-13, a empresa em foco possui dois vasos de pressão, classificados como Classe C (ar comprimido), Grupo 5. Os itens da norma são atendidos, exceto os relativos à documentação, como Prontuário do Vaso de Pressão e livro para Registro de Segurança. Tal documentação, que deve estar sempre à disposição para consulta dos operadores, do pessoal de manutenção e inspeção e/ou dos membros da CIPA, não existe. Recomenda-se que toda a documentação necessária seja feita e organizada de forma a estar sempre disponível. 7. Riscos em Eletricidade, Equipamentos e Instalações Elétricas 7.1. Descrição Sumária das Instalações A tensão de entrada da fábrica é de 380V. Todas as máquinas possuem dispositivos automáticos, que interrompem o circuito elétrico quando detectam valores de correntes ou de tensão fora da faixa de trabalho. Além disso, são aterradas individualmente, com condutores tipo haste. As tomadas elétricas são de dois pinos, estão acima do nível do piso e são devidamente identificadas com as respectivas voltagens. Os painéis elétricos principais são bem identificados. Toda a edificação é protegida contra descargas elétricas atmosféricas. 7.2. Obediência à NR-10 – Segurança nas Instalações Elétricas Foram encontradas as seguintes não-conformidades, referentes à norma NR-10, que dispõe sobre a Segurança nas Instalações Elétricas: ▪ Não existe laudo técnico das instalações elétricas prediais, apenas das máquinas; ▪ O profissional responsável pela manutenção elétrica não tem essa condição consignada no
seu registro de empregado, apesar de ser qualificado; ▪ Não se encontram disponíveis os esquemas unifilares das instalações elétricas, com as
especificações do sistema de aterramento e demais equipamentos e dispositivos de proteção; ▪ O transformador e o capacitor, apesar de ficarem em área isolada com acesso restrito,
localizam-se no interior da edificação, e, neste caso, deveriam estar instalados em local bem ventilado, construído com materiais incombustíveis e provido de portas corta-fogo de fechamento automático, o que não acontece na empresa;
▪ Não existem EPI específicos, disponíveis para trabalho em eletricidade; ▪ Em alguns locais da empresa existem instalações elétricas com parte da fiação à mostra; ▪ Não há nenhum tipo de sinalização especial para os serviços de elétrica; ▪ Nunca foi efetuado treinamento específico em primeiros socorros e em respiração artificial; ▪ Nunca foi efetuado treinamento em segurança elétrica; ▪ O Sistema de Proteção Contra Descargas Atmosféricas não passa por inspeção preventiva. Desta forma, recomenda-se que a empresa analise a NR-10 com cautela, de forma a se adequar a ela, tornando os serviços em eletricidade mais seguros. 8. Resíduos Industriais Dois importantes itens da NR-25, que dispõe sobre resíduos, têm relação direta com a empresa em estudo: ▪ Item 25.2.1, que fala que os resíduos líquidos e sólidos produzidos por processos e
operações industriais deverão ser convenientemente tratados e/ou dispostos e/ou retirados dos limites da indústria, de forma a evitar riscos à saúde e à segurança dos trabalhadores;
4
▪ Item 25.2.2, que diz que o lançamento ou a disposição nos recursos naturais – água e solo - dos resíduos sólidos e líquidos de que trata a norma terão que obedecer à legislação em todos os níveis (federal, estadual e municipal).
XI SIMPEP - Bauru, SP, Brasil, 08 a 10 de novembro de 2004
A legislação ambiental impõe ainda a obrigação (através da Resolução CONAMA 006/88) da preparação do “Inventário Anual de Resíduos”, gerado pelas empresas para ser enviado ao órgão ambiental. Como a empresa está localizada no Estado do Rio de Janeiro, há também que se considerar a legislação estadual e suas exigências. É o caso da DZ 1310 - Diretriz de Implantação do Sistema de Manifesto de Resíduos Industriais, que estabelece que para todo resíduo gerado é necessária a emissão do “Manifesto de Transporte de Resíduos Industriais”. Relatórios trimestrais, baseados nos manifestos devem ser enviados à FEEMA informando a saída dos resíduos. Verificou-se que a empresa não emite nenhum dos relatórios exigidos pela legislação vigente. Além disso, os resíduos retirados da empresa não são acompanhados dos seus respectivos manifestos. A empresa precisa rever a questão dos resíduos, pois já toma atitudes relacionadas ao seu descarte, mas precisa de um embasamento normativo/legislativo para tornar às ações adequadas. 9. Proteção Contra Incêndio e Explosões A empresa está classificada como Industrial, de acordo com o Capítulo III, Art. 9º do COSCIP. Utilizando este e a NR-23, que dispõe sobre proteção contra incêndio, foram encontrados os seguintes problemas: ▪ Portas com largura inferior a 1,20m e sentido de abertura para o interior do local de
trabalho, em desacordo com a norma. Além disso, não há sinalização indicando a direção da saída, que também possuem degraus;
▪ Não há registro da existência de procedimentos de ação em caso de incêndio, prevendo acionamento do sistema de alarme e do Corpo de Bombeiros e desligamento de máquinas elétricas;
▪ O encanamento de alimentação de água sob pressão, para extinção do fogo Classe A ainda em seu princípio, não é verificado, a fim de prever um entupimento.
Toda a instalação é provida de extintores portáteis, identificados como extintores do tipo: Dióxido de Carbono, para fogos Classe B e C; de “Pó Químico”, para fogos Classe B e C e de “Água Pressurizada”, para fogos Classe A. Os extintores possuem ficha de controle de inspeção, porém não há freqüência nas inspeções, tal como pede a norma. A maioria dos extintores está colocada em locais de fácil visualização e acesso, porém foram encontrados alguns casos de extintores bloqueados por obstáculos. A empresa possui também sistema de alarme automático, acionado pela despressurização da linha de água para combate a incêndio. Entretanto, não há botões para acionamento manual, impossibilitando sua utilização em caso de falha do sistema automático. Recomenda-se que todos os itens encontrados em não-conformidade com a norma sejam revistos e adequados, visando à segurança da instalação e de seus trabalhadores. 10. Análises do Programa de Prevenção de Riscos Ambientais (PPRA) e do Programa de
Controle Médico de Saúde Ocupacional (PCMSO) da Empresa As NR 7 e 9 falam sobre o PCMSO e o PPRA, respectivamente. Ambas estabelecem obrigatoriedade da elaboração e conseqüente implementação dos Programas por todos os empregadores e instituições que admitam trabalhadores como empregados.
5
Uma deficiência encontrada foi quanto à disponibilidade dos documentos, uma vez que as NR falam da necessidade do PPRA e do PCMSO estarem disponíveis para acesso imediato, o que não acontece na empresa, onde os documentos ficam sob a responsabilidade de uma única pessoa, que não fica em tempo integral no estabelecimento.
XI SIMPEP - Bauru, SP, Brasil, 08 a 10 de novembro de 2004
Mas o principal problema é que ambos os documentos não refletem a realidade da fábrica. A empresa terceirizada, responsável pela execução dos Programas, parece se utilizar de modelos prontos, incoerentes até entre si, pois o PCMSO não fala nada sobre exames audiométricos, o que seria necessário uma vez que o PPRA fala em risco relacionado ao ruído na área de sopro. Recomenda-se que tanto o PPRA e o PCMSO sejam feitos de acordo com a situação real da empresa. Somente desta forma eles seriam base da filosofia de segurança e saúde do trabalhador. 11. Ergonomia A ergonomia abrange a análise dos postos de trabalho como parte de um sistema, levando em consideração aspectos físicos e psicológicos inerentes às atividades em execução. Tem sido amplamente aplicada em indústrias e escritórios e objetiva modificar o ambiente de trabalho, o adequando a atividades, características, habilidades e limitações das pessoas, visando melhor desempenho. Ela pode ser dividida em: ▪ Ergonomia física: estuda a atividade física, posturas, manuseio e arranjo físico do local de
trabalho, dentre outras coisas; ▪ Ergonomia organizacional: estuda a otimização de sistemas, incluindo estruturas
organizacionais, planos e processos; ▪ Ergonomia cognitiva: estuda os processos mentais, como percepção, memória e raciocínio,
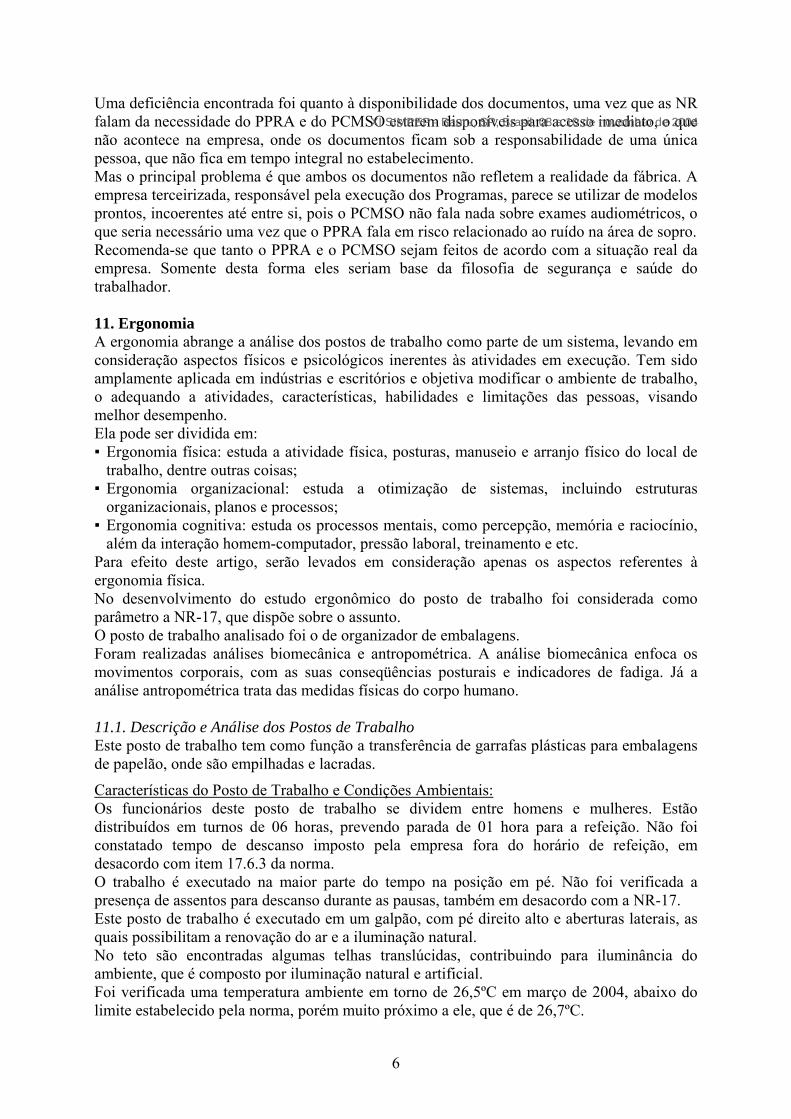
além da interação homem-computador, pressão laboral, treinamento e etc. Para efeito deste artigo, serão levados em consideração apenas os aspectos referentes à ergonomia física. No desenvolvimento do estudo ergonômico do posto de trabalho foi considerada como parâmetro a NR-17, que dispõe sobre o assunto. O posto de trabalho analisado foi o de organizador de embalagens. Foram realizadas análises biomecânica e antropométrica. A análise biomecânica enfoca os movimentos corporais, com as suas conseqüências posturais e indicadores de fadiga. Já a análise antropométrica trata das medidas físicas do corpo humano. 11.1. Descrição e Análise dos Postos de Trabalho Este posto de trabalho tem como função a transferência de garrafas plásticas para embalagens de papelão, onde são empilhadas e lacradas.
Características do Posto de Trabalho e Condições Ambientais: Os funcionários deste posto de trabalho se dividem entre homens e mulheres. Estão distribuídos em turnos de 06 horas, prevendo parada de 01 hora para a refeição. Não foi constatado tempo de descanso imposto pela empresa fora do horário de refeição, em desacordo com item 17.6.3 da norma. O trabalho é executado na maior parte do tempo na posição em pé. Não foi verificada a presença de assentos para descanso durante as pausas, também em desacordo com a NR-17. Este posto de trabalho é executado em um galpão, com pé direito alto e aberturas laterais, as quais possibilitam a renovação do ar e a iluminação natural. No teto são encontradas algumas telhas translúcidas, contribuindo para iluminância do ambiente, que é composto por iluminação natural e artificial. Foi verificada uma temperatura ambiente em torno de 26,5ºC em março de 2004, abaixo do limite estabelecido pela norma, porém muito próximo a ele, que é de 26,7ºC.
6
O nível de ruído é baixo, não havendo reclamações por parte dos trabalhadores, pois esta área é segregada da área de sopro, de maior ruído.
XI SIMPEP - Bauru, SP, Brasil, 08 a 10 de novembro de 2004
Pôde-se observar que, ao executar sua função, o trabalhador gira o tronco e o pescoço, criando uma sobrecarga nos músculos da região lombar e do pescoço. E isso ocorre durante toda a jornada de trabalho. Quanto aos braços do trabalhador, esses se encontram flexionados na maior parte do tempo, porém não suportam carga de peso considerável.
Figura 11.1 – Registro de movimentos. Foto tirada in loco.
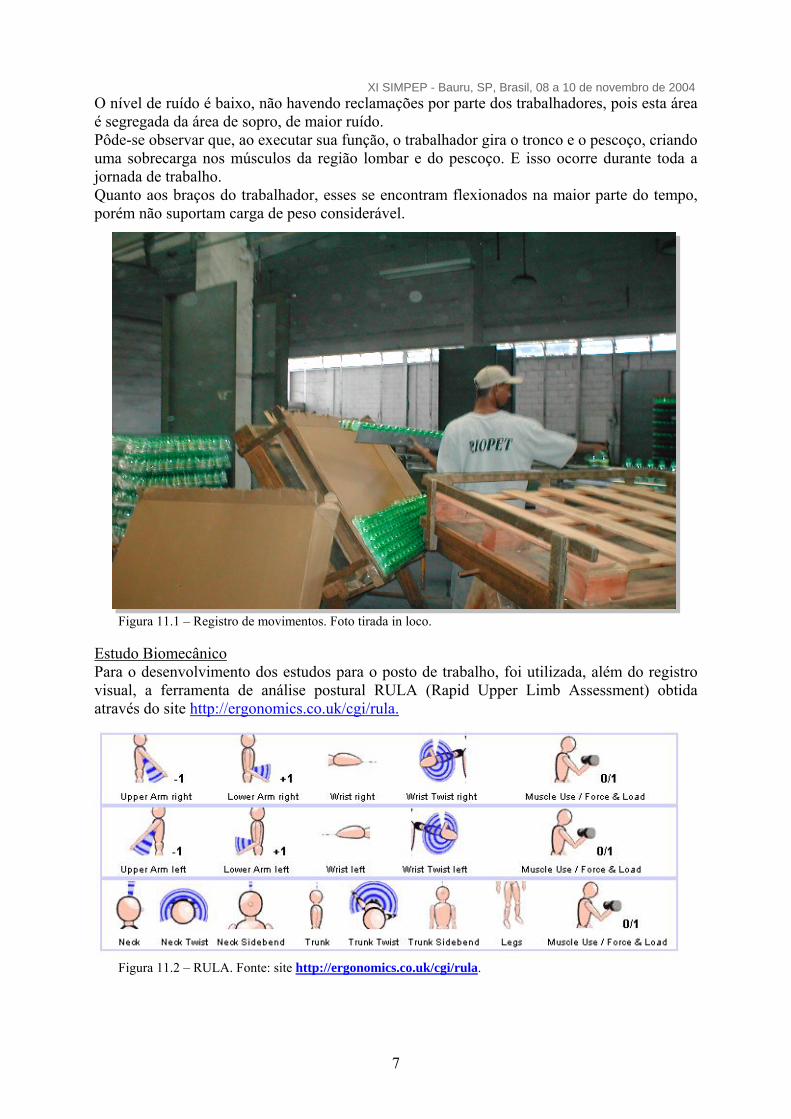
Estudo Biomecânico Para o desenvolvimento dos estudos para o posto de trabalho, foi utilizada, além do registro visual, a ferramenta de análise postural RULA (Rapid Upper Limb Assessment) obtida através do site http://ergonomics.co.uk/cgi/rula.
Figura 11.2 – RULA. Fonte: site http://ergonomics.co.uk/cgi/rula.
7
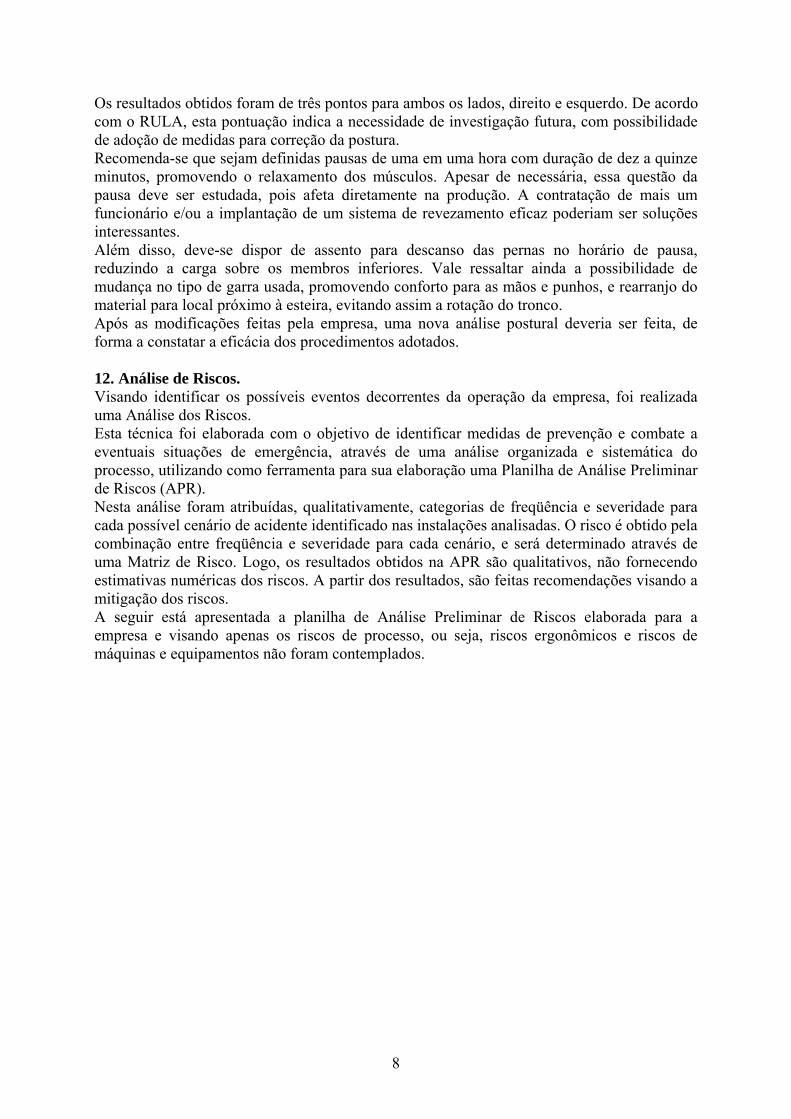
Os resultados obtidos foram de três pontos para ambos os lados, direito e esquerdo. De acordo com o RULA, esta pontuação indica a necessidade de investigação futura, com possibilidade de adoção de medidas para correção da postura. Recomenda-se que sejam definidas pausas de uma em uma hora com duração de dez a quinze minutos, promovendo o relaxamento dos músculos. Apesar de necessária, essa questão da pausa deve ser estudada, pois afeta diretamente na produção. A contratação de mais um funcionário e/ou a implantação de um sistema de revezamento eficaz poderiam ser soluções interessantes. Além disso, deve-se dispor de assento para descanso das pernas no horário de pausa, reduzindo a carga sobre os membros inferiores. Vale ressaltar ainda a possibilidade de mudança no tipo de garra usada, promovendo conforto para as mãos e punhos, e rearranjo do material para local próximo à esteira, evitando assim a rotação do tronco. Após as modificações feitas pela empresa, uma nova análise postural deveria ser feita, de forma a constatar a eficácia dos procedimentos adotados. 12. Análise de Riscos. Visando identificar os possíveis eventos decorrentes da operação da empresa, foi realizada uma Análise dos Riscos. Esta técnica foi elaborada com o objetivo de identificar medidas de prevenção e combate a eventuais situações de emergência, através de uma análise organizada e sistemática do processo, utilizando como ferramenta para sua elaboração uma Planilha de Análise Preliminar de Riscos (APR). Nesta análise foram atribuídas, qualitativamente, categorias de freqüência e severidade para cada possível cenário de acidente identificado nas instalações analisadas. O risco é obtido pela combinação entre freqüência e severidade para cada cenário, e será determinado através de uma Matriz de Risco. Logo, os resultados obtidos na APR são qualitativos, não fornecendo estimativas numéricas dos riscos. A partir dos resultados, são feitas recomendações visando a mitigação dos riscos. A seguir está apresentada a planilha de Análise Preliminar de Riscos elaborada para a empresa e visando apenas os riscos de processo, ou seja, riscos ergonômicos e riscos de máquinas e equipamentos não foram contemplados.
8
XI SIMPEP - Bauru, SP, Brasil, 08 a 10 de novembro de 2004
Análise Preliminar de Riscos (APR) Unidade: Sistema de Compressão de Ar Referência: Visitas Técnicas
Perigo Causas Modos de Detecção Efeitos Freq. Sever. Risco Recomendações HA
Liberação de ar comprimido em alta temperatura (40 bar e 40ºC)
- Ruptura de linha - Falha no sistema de compressão - Falha na manutenção do compressor - Falha na manutenção de válvulas - Falha no procedimento de manutenção
- Pressostatos - Audição
- Possibilidade de danos ao operador por queimaduras na pele ou por emissão de partes rompidas - Parada do processo
C 2 RM
(R1) Estabelecer rotina de manutenção e inspeção para linhas, válvulas e conexões. (R2) Sempre utilizar Equipamentos de Proteção Individual (EPI) adequado à operação a ser realizada. (R3) Não permitir a entrada de pessoas não autorizadas no local. (O1) Não foi verificado a possibilidade de choque de veículos terrestres com o sistema de ar comprimido.
01
Liberação de ar comprimido em alta temperatura no vaso pulmão à jusante do compressor (40 bar e 40ºC)
- Ruptura do costado do vaso - Falha na manutenção do vaso - Falha na manutenção de válvulas - Falha no procedimento de manutenção - Falha na especificação do vaso - Sobrecarga do sistema
- Pressostatos - Audição
- Possibilidade de danos ao operador por queimaduras na pele ou por emissão de partes rompidas - Parada do processo C 2 RM
(R1) (R2) (R3) (O1)
02
Tabela 1 – Feita pelos autores XI SIMPEP - Bauru, SP, Brasil, 08 a 10 de novembro de 2004
9
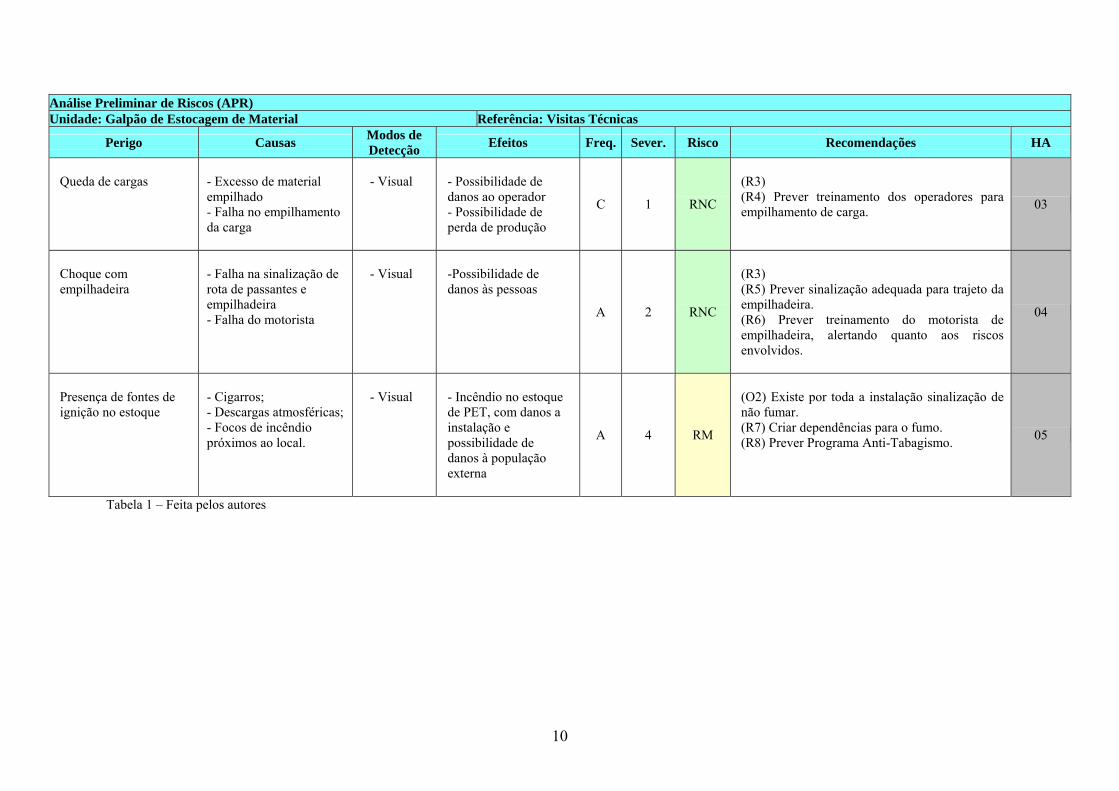
Análise Preliminar de Riscos (APR) Unidade: Galpão de Estocagem de Material Referência: Visitas Técnicas
Perigo Causas Modos de Detecção Efeitos Freq. Sever. Risco Recomendações HA
Queda de cargas
- Excesso de material empilhado - Falha no empilhamento da carga
- Visual
- Possibilidade de danos ao operador - Possibilidade de perda de produção
C 1 RNC
(R3) (R4) Prever treinamento dos operadores para empilhamento de carga. 03
Choque com empilhadeira
- Falha na sinalização de rota de passantes e empilhadeira - Falha do motorista
- Visual
-Possibilidade de danos às pessoas A 2 RNC
(R3) (R5) Prever sinalização adequada para trajeto da empilhadeira. (R6) Prever treinamento do motorista de empilhadeira, alertando quanto aos riscos envolvidos.
04
Presença de fontes de ignição no estoque
- Cigarros; - Descargas atmosféricas; - Focos de incêndio próximos ao local.
- Visual
- Incêndio no estoque de PET, com danos a instalação e possibilidade de danos à população externa
A 4 RM
(O2) Existe por toda a instalação sinalização de não fumar. (R7) Criar dependências para o fumo. (R8) Prever Programa Anti-Tabagismo. 05
Tabela 1 – Feita pelos autores
10
XI SIMPEP - Bauru, SP, Brasil, 08 a 10 de novembro de 2004
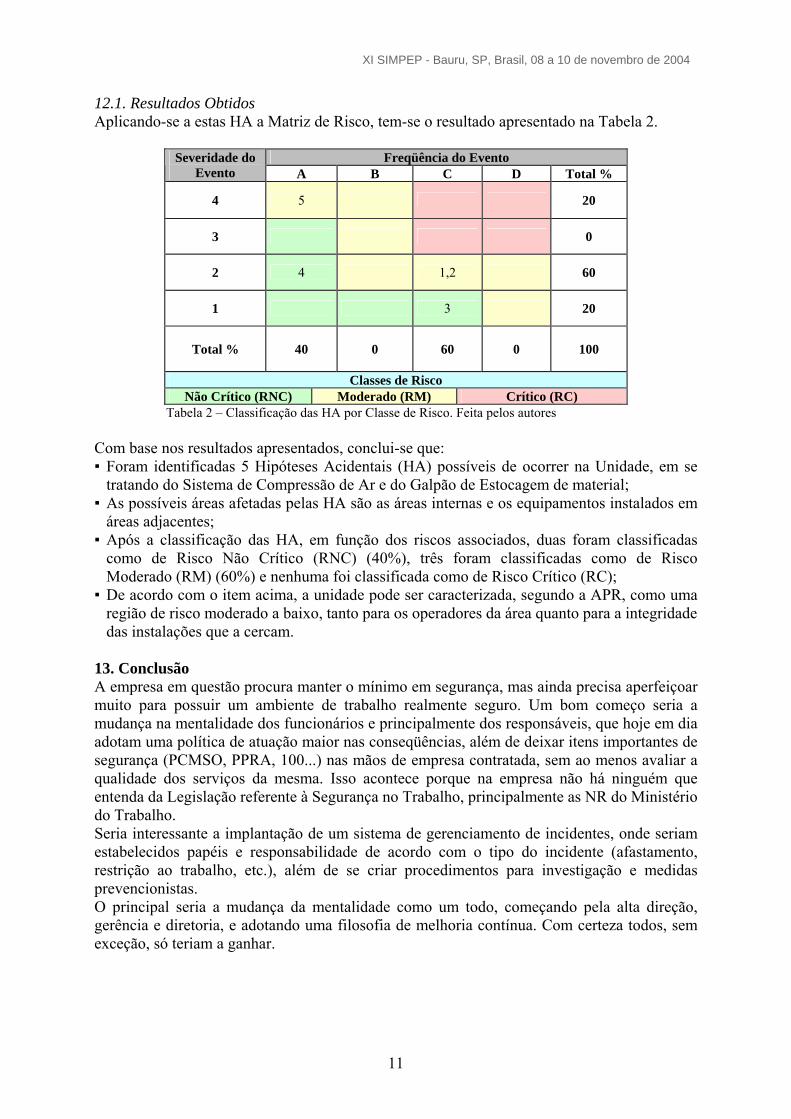
12.1. Resultados Obtidos Aplicando-se a estas HA a Matriz de Risco, tem-se o resultado apresentado na Tabela 2.
Freqüência do Evento Severidade do Evento A B C D Total %
4 5 20
3 0
2 4 1,2 60
1 3 20
Total % 40 0 60 0 100
Classes de Risco Não Crítico (RNC) Moderado (RM) Crítico (RC)
Tabela 2 – Classificação das HA por Classe de Risco. Feita pelos autores Com base nos resultados apresentados, conclui-se que: ▪ Foram identificadas 5 Hipóteses Acidentais (HA) possíveis de ocorrer na Unidade, em se
tratando do Sistema de Compressão de Ar e do Galpão de Estocagem de material; ▪ As possíveis áreas afetadas pelas HA são as áreas internas e os equipamentos instalados em
áreas adjacentes; ▪ Após a classificação das HA, em função dos riscos associados, duas foram classificadas
como de Risco Não Crítico (RNC) (40%), três foram classificadas como de Risco Moderado (RM) (60%) e nenhuma foi classificada como de Risco Crítico (RC);
▪ De acordo com o item acima, a unidade pode ser caracterizada, segundo a APR, como uma região de risco moderado a baixo, tanto para os operadores da área quanto para a integridade das instalações que a cercam.
13. Conclusão A empresa em questão procura manter o mínimo em segurança, mas ainda precisa aperfeiçoar muito para possuir um ambiente de trabalho realmente seguro. Um bom começo seria a mudança na mentalidade dos funcionários e principalmente dos responsáveis, que hoje em dia adotam uma política de atuação maior nas conseqüências, além de deixar itens importantes de segurança (PCMSO, PPRA, 100...) nas mãos de empresa contratada, sem ao menos avaliar a qualidade dos serviços da mesma. Isso acontece porque na empresa não há ninguém que entenda da Legislação referente à Segurança no Trabalho, principalmente as NR do Ministério do Trabalho. Seria interessante a implantação de um sistema de gerenciamento de incidentes, onde seriam estabelecidos papéis e responsabilidade de acordo com o tipo do incidente (afastamento, restrição ao trabalho, etc.), além de se criar procedimentos para investigação e medidas prevencionistas. O principal seria a mudança da mentalidade como um todo, começando pela alta direção, gerência e diretoria, e adotando uma filosofia de melhoria contínua. Com certeza todos, sem exceção, só teriam a ganhar.
11
XI SIMPEP - Bauru, SP, Brasil, 08 a 10 de novembro de 2004
Referências BRAGA, André Aragão, et al. Tornando uma Indústria de Garrafas Pet um Ambiente Seguro. Monografia – Pós Graduação em Engenharia de Segurança no Trabalho da Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2004. DEPARTAMENTO DE ENGENHARIA DE PROCESSOS DA ALCOA ALUMÍNIO S/A. Manual de Treinamento Operacional para Sopradoras, São Paulo, agosto de 1999. FEEMA, DZ 1310-R.6. Diretriz de Implantação do Sistema de Manifesto de Resíduos Industriais. Rio de Janeiro, 22 de agosto de 2001. FUNDACENTRO – MINISTÉRIO DO TRABALHO. Curso de Supervisor de Segurança do Trabalho, textos complementares, 1981. Governo do Estado do Rio de Janeiro, Decreto no 897, de 21 de setembro de 1976 atualizado e Legislação Complementar. Código de Segurança Contra Incêndio e Pânico, 1ª Edição, 1997. Lei Federal 6514, de 22 de dezembro de 1977, que altera o Cap. V do Título II da Consolidação das Leis do Trabalho, relativo à Segurança e Medicina do Trabalho. Lei Federal 8213, de julho de 1991, que dispõe sobre os Planos de Benefícios da Previdência Social e dá outras providências. __________________________. Manuais de Legislação Atlas. Segurança e Medicina do Trabalho, Ed. Atlas, 40a Edição, 1998. MTE, Ministério do Trabalho e Emprego. Normas Regulamentadoras de nº1 a n°29. SITES: www.mte.gov.br
www.oglobo.com.br http://ergonomics.co.uk/cgi/rula.
12