tiago siroma - sistemas.eel.usp.brsistemas.eel.usp.br/bibliotecas/monografias/2013/meq13041.pdf ·...
TRANSCRIPT

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
TIAGO SIROMA
Estudo de variações na fermentação e propriedades organolépticas na produção
de cerveja com diferentes maltes
LORENA
2013

TIAGO SIROMA
Estudo de variações na fermentação e propriedades organolépticas na produção
de cerveja com diferentes maltes
Monografia apresentado à Escola de Engenharia de Lorena da Universidade de São Paulo Área de Concentração: Processos Biotecnológicos Orientador: Prof. Dr. João Batista de Almeida e Silva
LORENA
2013
AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE
TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO,
PARA FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE.
CATALOGAÇÃO NA PUBLICAÇÃO
Assessoria de Documentação e Informação
Escola de Engenharia de Lorena – USP
Siroma, Tiago
Estudo de variações na fermentação e propriedades organolépticas na
produção de cerveja com diferentes maltes/ Tiago Siroma; Orientador: João
Batista de Almeida e Silva. – Lorena 2013.
Monografia apresentada na disciplina de TCC II da Escola de Engenharia
de Lorena, Universidade de São Paulo, como requisito parcial para a conclusão
de Graduação do Curso de Engenharia Química.

DEDICATÓRIA
Dedico esse trabalho aos meus pais, por me apoiarem na escolha da minha
formação acadêmica, e dedico aos meus amigos, que sempre estiveram presente
nesses anos todos.

AGRADECIMENTOS
Ao meu orientador professor João Batista de Almeida e Silva por me apoiar na
elaboração do meu projeto.
Aos meus pais, Pedro e Cleusa, que são fundamentais para mim, que me deram
amor, educação e sempre me apoiaram nas minhas escolhas.
A todos os amigos que fazem parte da minha vida, com quem pude contar e que
estiveram juntos com apoio e incentivo. Agradecimentos particulares a André
Zanetti Abud, Caio Hespanhol, João Vitor Attico, João Vitor Sanches Fogaça,
Lucas Bernar e Rafael Tebecherani que se tornaram parte da minha família
durante esses anos. À Márcia Martins, amiga e conselheira.
RESUMO
SIROMA, T. Estudo de variações na fermentação e propriedades
organolépticas na produção de cerveja com diferentes maltes. 2013. 36 f.
Monografia – Escola de Engenharia de Lorena, Universidade de São Paulo,
Lorena, 2013.
A qualidade da cerveja está diretamente ligada às matérias-primas utilizadas para
sua produção bem como às diretrizes do processo determinadas para aquele tipo
específico de produto. O malte utilizado, bem como a forma que ele é tratado para
a obtenção do mosto irá influenciar nas alterações de cor, aroma, paladar, além
de aspectos como a estabilidade da espuma. Este trabalho realizado em uma
indústria cervejeira visou avaliar a cerveja obtida com dois tipos diferentes de
maltes quanto ao perfil da fermentação, as propriedades organolépticas, cor e
estabilidade da espuma, sendo o primeiro malte (Tipo A) o atualmente em uso e o
segundo (Tipo B) o que se busca a homologação. Para isso, foram
acompanhadas as produções utilizando exclusivamente cada um dos maltes, bem
como a mistura dos dois. Pôde-se observar uma melhora efetiva nos parâmetros
que se buscou avaliar no segundo malte, como redução do tempo de
fermentação, melhoria na cor, estabilidade da espuma e avaliação sensorial.
Palavras-chave: Matéria-prima. Produção de Cerveja. Fermentação. Cor.
Estabilidade de Espuma

ABSTRACT
The quality of a beer is directly related to the raw-material used in its production as
well as the process’ guidelines of that specific product. The malt used, as well as
the way it is processed to obtain the must, will influence the color, smell, taste,
besides characteristics such as foam stability. This work was performed in a
brewery and it aimed to evaluate the beer obtained with two different types of
malts regarding their fermentation profile, organoleptic properties, color and foam
stability, the first malt (Type A) currently in use and second (Type B) what we are
seeking approval. For this yields were monitored using only each of the malt, as
well as the mixture of the two. We Could observe an effective improvement in the
parameters that tried to evaluate the second malt as reduced fermentation time,
improvement in color, foam stability and sensory evaluation.
Keywords: Raw-Material. Production of beer. Fermentation. Color. Foam Stability

LISTA DE TABELAS
Tabela 1 – Adjuntos amiláceos utilizados nos processos cervejeiros...................18
Tabela 2 – Temperatura e pH de atuação das enzimas........................................20
Tabela 3 – Parâmetros avaliados nos maltes........................................................28

LISTA DE FIGURAS
Figura 1 – Projeto do teste de malte...................................................................25

LISTA DE GRÁFICOS
Gráfico 1 – Taxa de evaporação na fervura do mosto...........................................28
Gráfico 2 – pH no final da fervura do mosto..........................................................28
Gráfico 3 – Concentração de açúcares no mosto frio............................................29
Gráfico 4 – Valores de cor do mosto frio................................................................29
Gráfico 5 – Valores de FAN no mosto...................................................................30
Gráfico 6 – Tempo de fermentação até a retirada da levedura.............................31
Gráfico 7 – Atenuação do extrato durante a fermentação.....................................31
Gráfico 8 – Resultados de cor das cervejas..........................................................32
Gráfico 9 – Medição da estabilidade da espuma das cervejas..............................33
Gráfico 10 – Avaliação do perfil sensorial das cervejas.........................................33

SUMÁRIO
1 INTRODUÇÃO ........................................................................................................................... 11
2 REVISÃO DE LITERATURA ................................................................................................... 12
2.1 A CERVEJA NO BRASIL ....................................................................................... 12
2.1.1 Histórico ........................................................................................................................ 12
2.1.2 Economia e Mercado .................................................................................................. 13
2.1.3 Cultura e Entretenimento ........................................................................................... 13
2.2 MATÉRIAS-PRIMAS .............................................................................................. 14
2.2.1 Água .............................................................................................................................. 14
2.2.2 Malte .............................................................................................................................. 15
2.2.3 Lúpulo ............................................................................................................................ 16
2.2.4 Adjunto .......................................................................................................................... 17
2.2.5 Levedura ....................................................................................................................... 17
2.3 PROCESSO DE PRODUÇÃO DE CERVEJA ........................................................ 18
2.3.1 Produção do Mosto ..................................................................................................... 18
2.3.2 Fermentação ................................................................................................................ 19
2.3.3 Maturação ..................................................................................................................... 20
2.3.4 Clarificação ................................................................................................................... 20
2.3.5 Carbonatação ............................................................................................................... 21
2.3.6 Envase .......................................................................................................................... 21
2.3.7 Pasteurização .............................................................................................................. 21
3 OBJETIVOS ............................................................................................................................... 23
3.1 OBJETIVO GERAL ................................................................................................ 23
3.2 OBJETIVO ESPECÍFICO....................................................................................... 23
4 METODOLOGIA ........................................................................................................................ 24
4.2 PRODUÇÃO DAS CERVEJAS .............................................................................. 24
4.2 MÉTODOS ANALÍTICOS....................................................................................... 26
4.3 ANÁLISE ESTATÍSTICA ........................................................................................ 26
5 RESULTADOS E DISCUSSÃO .............................................................................................. 27
6 CONCLUSÃO ............................................................................................................................. 34
REFERÊNCIAS ............................................................................................................................. 35

11
1 INTRODUÇÃO
A cerveja é um produto globalmente consumido, oriundo da fermentação
alcoólica de fontes de carboidratos, sua origem data de 4.000 a 6.000 a.C..
Passou por grandes variações quanto às matérias-primas e no processo, mas
hoje se encontra cada vez mais regulado e controlado. De acordo com a Lei da
Pureza promulgada pelo duque Guilherme IV da Baviera em 1516, a cerveja deve
ser produzida exclusivamente a partir de água, lúpulo e malte, no entanto, este
último pode ser parcialmente substituído por adjuntos maltados ou não, de acordo
com regulamentações mais modernas.
Cada um dos ingredientes tem função importante na produção, sendo a
do malte, garantir açúcares fermentescíveis suficientes para ação da levedura
cervejeira na conversão em etanol e gás carbônico. Dessa forma, o tipo de cereal
utilizado e sua composição são responsáveis pelo tipo de cerveja que se deseja
produzir. A qualidade do malte tem influência sobre a cor, aroma e sabor da
cerveja. A cor é influenciada pela composição do grão e pelo nível de torrefação
na malteação. A degradação de cadeias longas de carboidratos por ação
enzimática fornece matéria-prima para fermentação, no entanto, se essa etapa for
excessiva, prejudica a estabilidade da espuma. Estocagem indevida do malte
antes do uso pode acarretar mofo, o que interfere no paladar.
Para o presente trabalho, utilizaram-se dois diferentes maltes: o primeiro,
que será denominado Tipo A, é a atual matéria-prima utilizada, enquanto que o
segundo, denominado Tipo B, foi testado visando a melhoria da qualidade da
cerveja. Para isso, foram acompanhadas as produções utilizando cada um dos
maltes, bem como a mistura dos dois, sendo avaliados os comportamentos tanto
na etapa de fermentação quanto nas propriedades organolépticas, cor e
estabilidade da espuma.

12
2 REVISÃO DE LITERATURA
Não se sabe ao certo quando se iniciou a produção de bebidas alcoólicas
nem mesmo em qual civilização.
Fenícios, assírios, babilônicos, hebreus, egípcios, chineses,
germanos, gregos e romanos mencionaram-nas e cada povo
praticamente tem as suas, a partir das fontes naturais próprias de
açúcares e amiláceos, como frutas, cana, milho, trigo, arroz,
batata, centeio, aveia, cevada e mesmo raízes e folhas.
(AQUARONE et al., 2001)
Na antiguidade, os produtos de fermentação alcoólica originavam-se de
processos espontâneos de fermentação. Com o advento da industrialização e da
biotecnologia, passou-se a produzi-los em larga escala e com métodos modernos,
garantindo padronização e confiabilidade dos mesmos.
No Brasil, fica a cargo do Ministério da Agricultura o registro,
classificação, padronização, controle, inspeção e fiscalização de bebidas
alcoólicas e não alcoólicas, sob os aspectos sanitários e tecnológicos.
Para o caso da cerveja, a legislação brasileira (BRASIL, 2009) define-a
como sendo a bebida obtida pela fermentação alcoólica do mosto a base de
malte, lúpulo, água potável, por ação da levedura cervejeira. Parte do malte pode
ser substituído por cereais maltados ou não, ou por carboidratos de origem
vegetal, transformados ou não.
2.1 A CERVEJA NO BRASIL
2.1.1 Histórico
Há referências sobre a cerveja no Brasil em documentos do século XVII,
no entanto, a cachaça e o vinho eram as bebidas mais consumidas na época. A
cerveja se tornou popular apenas no início do século XIX, com a vinda da família
real portuguesa e o decreto de abertura dos portos feita por Dom João, que
causou grande ampliação da venda de cerveja, inicialmente monopolizada pela
Inglaterra. Foi em 1836 a primeira notícia de fabricação de cerveja no Brasil. Entre
os anos 40 e 80 desse mesmo século surgiram grande quantidade de fábricas e

13
cervejarias, gerando expansão do consumo no país. Em 1882, Louis Bucher e
Joaquim Salles formaram uma sociedade que deu origem "Antarctica Paulista -
Fábrica de Gelo e Cervejaria". Já em 1888, surge a "Manufactura de Cerveja
Brahma Villiger & Companhia", fundada por Villiger, Paul Fritz e Ludwig Mac
(História da Cerveja, [200-?]).
A produção e consumo foram ampliando a partir dai, e atualmente o Brasil
é um dos maiores produtores mundiais da bebida.
2.1.2 Economia e Mercado
Apesar de começar a ser produzida no Brasil somente no fim do século
XIX, a cerveja tornou-se uma das maiores contribuições econômicas do país, com
a geração de empregos, tributos, renda e benefícios sociais.
Atualmente, o setor cervejeiro no Brasil já representa 1,7% do PIB e gera
cerca de 1,7 milhão de empregos diretos, o que corresponde ao pagamento de
R$ 16 bilhões em salários e mais de R$ 19 bilhões em tributos. Quando levado
em conta a contribuição indireta, esses números são ainda maiores. Da
agricultura ao varejo, a indústria cervejeira no Brasil mobiliza cerca de 12 mil
fornecedores de bens e serviços e aproximadamente 8 milhões de profissionais
das mais diversas áreas, envolvendo mais de 1 milhão de pequenas e médias
empresas (CervBrasil - Associação Brasileira da Indústria Cervejeira, 2012).
Quanto à produção, as empresas brasileiras ultrapassaram a Alemanha,
sendo responsáveis pela produção de 13 bilhões de litros, ocupando a terceira
colocação, atrás de Estados Unidos (25 bilhões) e China (35 bilhões de litros). De
acordo com levantamentos da CervBrasil, a tendência é de crescimento para os
próximos anos, principalmente relacionada ao consumo, que hoje é de 65 litros
per capita, ocupando a 24ª posição. Tal aumento se dará em parte pela
qualificação da produção e do conhecimento sobre a bebida no país, e parte pela
apreciação de cervejas especiais, que deverão aumentar o alcance de vendas e
dobrar a fatia de mercado nos próximos cinco anos, que atualmente é de 5%.
2.1.3 Cultura e Entretenimento
Patrocinando festivais de música importantes (Rock in Rio, Lollapalooza
Brasil e SWU) ou concursos culturais, realizando festivais de teatro, gastronomia,
exposições, estimulando diferentes manifestações de cultura urbana, apoiando o

14
desenvolvimento de novos talentos no esporte e nas artes, presente em festas
populares, produção de filmes e vídeos, são diversas as formas de manifestação
de cultura e entretenimento na qual o setor está presente. No esporte, são mais
de 40 times de futebol, com investimento total de R$ 100 milhões, além de
esportes nascentes no Brasil, como, o rúgbi, que tem as seleções nacionais
masculina e feminina patrocínio oficial de uma marca de cerveja (CervBrasil,
2012). Além disso, a cerveja faz parte do roteiro turístico de diversas cidades
brasileiras, como é o caso de Blumenau, Santa Catarina, que é sede da maior
Oktoberfest nacional. Eventos como este replicaram nos três estados da Região
Sul e, em 2012, chegou a São Paulo (Oktoberfest São Paulo, 2013). Também
começam a surgir pacotes turísticos baseados em visitas a cervejarias, como a
sediada em Campos do Jordão, São Paulo.
2.2 MATÉRIAS-PRIMAS
Até a Idade Média não se tinha definido ao certo quais os ingredientes
utilizados na produção de cerveja, sendo feita de diferentes fontes de amido e
empregando diversas ervas aromáticas. A fim de se padronizar tal processo, o
Duque Guilherme IV da Baviera (Alemanha) promulgou, em 1516, a
Reinheitsgebot (Lei da Pureza da Cerveja), instituindo que a cerveja deveria ser
fabricada apenas com água, malte de cevada e lúpulo. Na época não foi inclusa a
levedura, pois não se sabia ao certo sua função, nem mesmo sua existência.
Ainda hoje, principalmente na Alemanha, algumas cervejarias ainda seguem tal
mandamento. Em muitos casos, parte do malte é substituído por cereais não
maltados ou até mesmo açúcar diretamente.
De acordo com Dragone e Almeida e Silva (2010), as matérias-primas,
bem como suas características e importância no processo estão listadas abaixo.
2.2.1 Água
A água representa aproximadamente de 92 a 95% em massa da cerveja,
dessa forma, sua qualidade é de fundamental importância. O tipo e teor de sais
dissolvidos podem agregar sabor, e a presença de matéria orgânica e gases
fornecer odor. Além disso, a composição da água pode influenciar diretamente
nas reações químicas e enzimáticas do processo, afetando a percepção do

15
produto final. As indústrias cervejeiras buscam locais para se instalarem que lhes
forneçam uniformidade e boa qualidade do líquido.
Outro parâmetro importante é o pH, devendo ser levemente ácido para
facilitar a ação enzimática na mostura e evitar a dissolução de compostos
presentes no malte e na casca que ocorre em pH alcalino e que são indesejáveis
no processo.
2.2.2 Malte
O malte corresponde à germinação controlada de qualquer cereal, entre
eles, milho, aveia, trigo, centeio e principalmente a cevada. A cevada é
preferencialmente utilizada por apresentar alto teor de proteínas, que fornecerão
os aminoácidos necessários para a levedura, além de corpo à cerveja.
O malte é a base do fornecimento de açúcares fermentescíveis pela
quebra por ação enzimática das moléculas de amido. Ele também é responsável
pela cor da cerveja de acordo com o nível de torrefação do grão, além de outras
propriedades organolépticas.
A qualidade do malte é avaliada por métodos de análise padronizados por
organizações tais como a European Brewery Convention (EBC) e pela American
Society of Brewing Chemists (ASBC).
Para a produção de malte e cerveja, algumas classes de substâncias são
muito importantes, como amido, polissacarídeos das paredes celulares, proteínas,
lipídeos e polifenóis.
O amido é a principal fonte de açúcares fermentescíveis na cevada. Uma
degradação incompleta durante o processo de malteação/brasagem limitaria o
rendimento e acarretaria problemas de turbidez na cerveja. O amido nos grânulos
da cevada encontra-se em duas formas principais: amilose (cadeias lineares de
glicose que representam entre 20 e 30% do amido) e amilopectina (cadeias
ramificadas de glicose).
A conversão do amido em glicose depende da ação de diversas enzimas,
cada uma agindo sobre ligações específicas. São elas:
• Alfa-amilase: É uma endo-enzima que hidrolisa ligações alfa 1-4 na
amilose e na amilopectina, desenvolve-se durante a germinação na maltaria, é
bastante resistente ao calor e está presente em grande quantidade no malte de
cevada.

16
• Beta-amilase: É uma exo-enzima, que também hidrolisa ligações alfa
1-4, porém apenas pelas extremidades não-redutoras das cadeias, liberando uma
maltose de cada vez. Está presente na forma inativa (associada à outra proteína)
no endosperma da cevada e é liberada durante a germinação. A beta-amilase é
mais sensível ao calor que a alfa-amilase, sendo grande parte destruída entre 30
e 40 minutos de mostura a 65°C.
• Dextrinase-limite: endo-enzima que ataca as ligações 1-6 nas
amilopctinas. Se desenvolve mais tarde na germinação que as outras enzimas e,
assim como a beta-amilase, também é sensível a temperaturas mais elevadas.
Os beta-glucanos e os pentosanos, polissacarídeos das paredes
celulares, restringem o rendimento em extrato quando estão insolúveis e quando
estão solubilizados, aumentam a viscosidade do mosto, o que atrapalha a
extração do mosto secundário, obtido pela adição de água após a filtração inicial.
Podem também sair na forma de solução (acarretando turbidez), precipitado ou
na forma de gel.
As proteínas fornecem os aminoácidos necessários à multiplicação da
levedura durante a fermentação. Algumas proteínas são essenciais para uma boa
espuma. Outras, no entanto, são responsáveis pela turbidez a frio, quando
associadas aos polifenóis da cerveja.
A presença de lipídeos é significativa não somente por sua influência na
ação da levedura durante a fermentação e na qualidade final dos aromas da
cerveja, mas também por ser prejudicial à espuma e à estabilidade organoléptica
da cerveja.
Os polifenóis, apesar de serem componentes importantes na formação de
turbidez na cerveja quando combinados às proteínas, possuem função
antioxidante. Eles também contribuem para o paladar de algumas cervejas.
2.2.3 Lúpulo
O lúpulo é uma planta típica de clima frio, cuja lupulina (substância de
interesse) é obtida a partir das flores de plantas fêmeas. Pode ser comercializado
in natura, prensado na forma de péletes ou na forma de extrato. É o ingrediente
responsável pelo amargor e aroma característico da cerveja, além de auxiliar na
retenção da espuma, remoção de algumas proteínas indesejáveis e função
17
bactericida, atuando como conservante natural, aumentando a vida de prateleira
da cerveja.
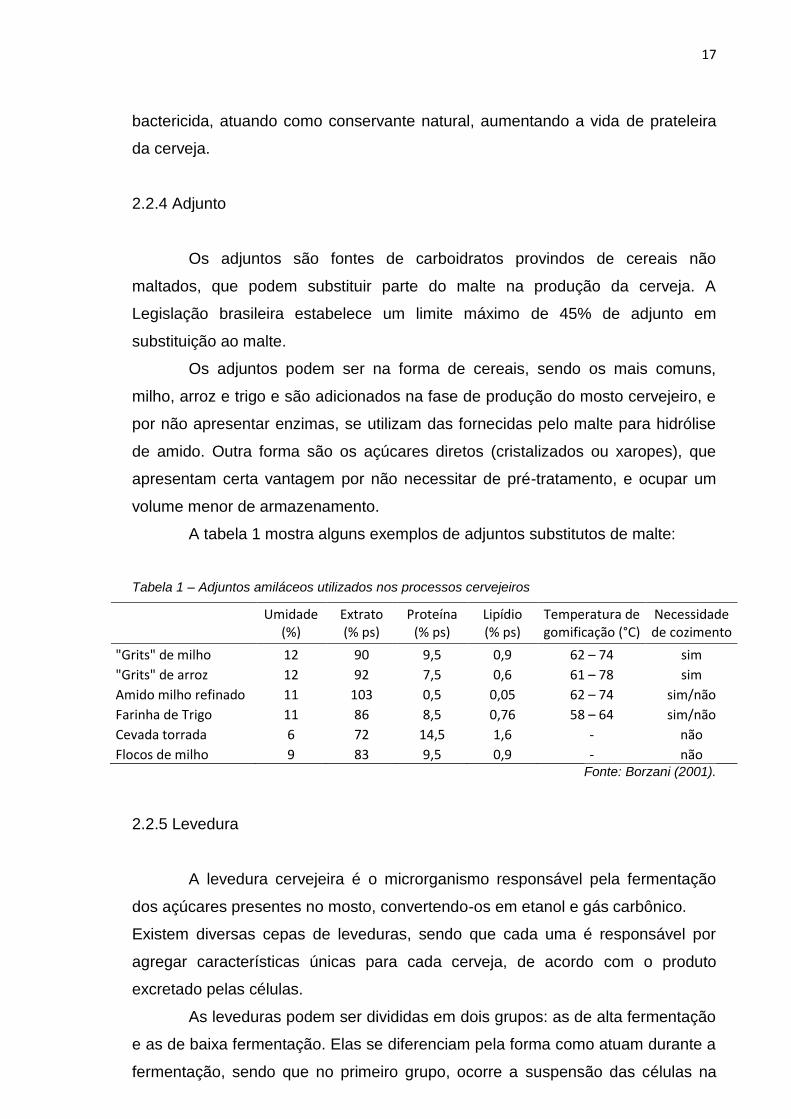
2.2.4 Adjunto
Os adjuntos são fontes de carboidratos provindos de cereais não
maltados, que podem substituir parte do malte na produção da cerveja. A
Legislação brasileira estabelece um limite máximo de 45% de adjunto em
substituição ao malte.
Os adjuntos podem ser na forma de cereais, sendo os mais comuns,
milho, arroz e trigo e são adicionados na fase de produção do mosto cervejeiro, e
por não apresentar enzimas, se utilizam das fornecidas pelo malte para hidrólise
de amido. Outra forma são os açúcares diretos (cristalizados ou xaropes), que
apresentam certa vantagem por não necessitar de pré-tratamento, e ocupar um
volume menor de armazenamento.
A tabela 1 mostra alguns exemplos de adjuntos substitutos de malte:
Tabela 1 – Adjuntos amiláceos utilizados nos processos cervejeiros
Umidade (%)
Extrato (% ps)
Proteína (% ps)
Lipídio (% ps)
Temperatura de gomificação (°C)
Necessidade de cozimento
"Grits" de milho 12 90 9,5 0,9 62 – 74 sim
"Grits" de arroz 12 92 7,5 0,6 61 – 78 sim
Amido milho refinado 11 103 0,5 0,05 62 – 74 sim/não
Farinha de Trigo 11 86 8,5 0,76 58 – 64 sim/não
Cevada torrada 6 72 14,5 1,6 - não
Flocos de milho 9 83 9,5 0,9 - não Fonte: Borzani (2001).
2.2.5 Levedura
A levedura cervejeira é o microrganismo responsável pela fermentação
dos açúcares presentes no mosto, convertendo-os em etanol e gás carbônico.
Existem diversas cepas de leveduras, sendo que cada uma é responsável por
agregar características únicas para cada cerveja, de acordo com o produto
excretado pelas células.
As leveduras podem ser divididas em dois grupos: as de alta fermentação
e as de baixa fermentação. Elas se diferenciam pela forma como atuam durante a
fermentação, sendo que no primeiro grupo, ocorre a suspensão das células na

18
parte superior do fermentador e faixa de temperatura de fermentação entre 18 e
22 °C, enquanto que no segundo grupo, as leveduras tendem a flocular e
decantar ao final do processo que é conduzido em temperaturas de 7 a 15 °C.
2.3 PROCESSO DE PRODUÇÃO DE CERVEJA
O processamento industrial de cerveja pode ser dividido em sete fases:
Produção do Mosto
Fermentação
Maturação
Clarificação
Carbonatação
Engarrafamento
Pasteurização
2.3.1 Produção do Mosto
O recebimento do malte nas cervejarias pode ser a granel (armazenados
em silos) ou em sacos de 50 kg (armazenados em galpões adequados). Quando
há silos, o malte antes de ser moído passa por equipamentos que promoverão a
separação de componentes indesejáveis como pedras e sementes estranhas, em
seguida é pesado em balanças apropriadas e enviado para a moagem. Nessa
etapa, os grãos são fracionados em partes menores para facilitar a ação das
enzimas, procurando não triturar a casca e com a produção mínima de farinha,
que dificultam a filtração.
O processo de transformação das matérias-primas cervejeiras (água,
malte, lúpulo e adjunto) em mosto, denomina-se mosturação ou brassagem. Sua
finalidade é recuperar, no mosto, a maior quantidade possível de extrato a partir
de malte ou da mistura de malte e adjuntos (genericamente definidos como
produtos ou materiais que fornecem carboidratos para o mosto cervejeiro), de
acordo com o tipo de cerveja que se deseja produzir. Na fase de cocção, o malte
e seus ingredientes auxiliares, juntamente com água, seguem uma programação
de aquecimento e repousos sucessivos com a finalidade de digerir os amidos por
ação de enzimas gerando açúcares fermentescíveis. Nesta etapa, a ação
enzimática é dependente de diversos fatores, como qualidade do malte,
constituição do produto da moagem, rampa de aquecimento e repouso, pH do

19
meio, entre outros, sendo fundamental na definição de propriedades
organolépticas do produto acabado referente a “corpo” da cerveja e característica
da espuma.
Os valores de temperatura de pH ideais para atuação das enzimas
encontra-se na Tabela 2.
Tabela 2 – Temperatura e pH de atuação das enzimas
Enzimas Temperatura
ótima (°C) pH
ótimo Substrato
Hemicelulases 40-45 4,5-4,7 Hemicelulose
Exopeptidases 40-50 5,2-8,2 Proteínas
Endopeptidases 50-60 5,0 Proteínas
Dextrinase 55-60 5,1 Amido
Beta-amilase 60-65 5,4-5,6 Amido
Alfa-amilase 70-75 5,6-5,8 Amido Fonte: Borzani (2001).
Após o final da mosturação, o mosto deve ser separado da parte sólida
insolúvel através de uma filtração. A torta de filtro é recuperada na forma de um
subproduto e vendida como ração animal. O mosto filtrado segue para a fervura.
A fervura tem por objetivo conferir estabilidade biológica, bioquímica e
coloidal. Além disso, nessa etapa há o desenvolvimento de cor, aroma, sabor e
concentração do extrato. A flora microbiana é destruída, e as enzimas, antes
importantes, são inativadas. Nesse momento é também adicionado o lúpulo, que
dá o aroma e sabor característico à cerveja. Terminada a fervura, o “trub” (resíduo
mucilaginoso semelhante ao lodo) e o bagaço do lúpulo são separados por
decantação.
O mosto clarificado é resfriado de aproximadamente 100°C para a
temperatura adequada de inoculação do fermento. A uma temperatura mais baixa
torna-se mais fácil a aeração, indispensável para o bom desempenho das
leveduras no processo de fermentação alcoólica.
2.3.2 Fermentação
A fermentação tem início com a inoculação do fermento no mosto, que
pode ser na tubulação que conduz ao fermentador ou direto no fermentador.
As leveduras cervejeiras podem seguir dois caminhos metabólicos
distintos de acordo com o ambiente. Inicialmente, sob condições aeróbicas as

20
leveduras podem oxidar completamente as moléculas de açúcar e produzir gás
carbônico, água e energia:
C6H12O6 6 CO2 + 6H2O + 28 ATP + calor
Sob condições de anaerobiose ocorre a fermentação de uma molécula
simples de açúcar, produzindo etanol, gás carbônico e energia:
C6H12O6 2 C2H5OH + 2 CO2 + 2ATP + calor
Para o cervejeiro, as duas vias metabólicas são importantes. A primeira,
que fornece mais energia, é importante no início do processo para promover o
crescimento do fermento. A segunda promove a transformação do mosto em
cerveja, convertendo açúcar em álcool e gás carbônico.
A fermentação pode ser conduzida em processo contínuo ou batelada,
sendo o último, o mais utilizado, ainda que mais tradicional. O período de
fermentação varia de acordo com o tipo de cerveja e da levedura utilizada,
variando, normalmente, de 3 a 10 dias. A fermentação é finalizada ainda com
algum extrato fermentescível presente no mosto.
2.3.3 Maturação
Também conhecida como fermentação secundária, na maturação a
atividade da levedura continua, porém, mais lenta, devido à baixa temperatura em
que é conduzida (normalmente a 0°C), e tem por objetivo:
Iniciar a clarificação da cerveja pela precipitação de partículas
sólidas, (entre elas, células de levedura) que causam turbidez;
Saturação de gás carbônico e
Melhoria das propriedades organolépticas
A fermentação e maturação podem ocorrer em um mesmo tanque ou em
tanques distintos, podendo ser intermediado por uma centrifugação a fim de
clarificar a cerveja.
2.3.4 Clarificação
21
Com a sedimentação na maturação, a turbidez pode ser reduzida em dez
vezes, sendo por isso considerada um processo de clarificação. No entanto, nem
toda turbidez é eliminada, mesmo com a centrifugação, fazendo-se necessário a
filtração da cerveja maturada.
Era-se utilizado filtro prensa com essa finalidade, mas atualmente utiliza-
se mais frequentemente filtro de terra diatomácea. Mais recentemente
desenvolveram-se filtros de membrada, capaz de reter tanto leveduras quanto
bactérias, sendo dispensável a pasteurização, gerando ganhos de custo e
qualidade do produto.
Há cervejarias que realizam uma segunda “filtragem” para reduzir o nível
de polifenol (tanino) na cerveja com poliamidas (nylon 66 e mais recentemente,
polivinilpirrolidona polimerizada) como material adsorvente. A finalidade é conferir
maior estabilidade físico-química à cerveja.
2.3.5 Carbonatação
Durante o processo de fermentação é produzido gás carbônico. Parte
dele é incorporado ao líquido, parte é captado do tanque para futuras utilizações.
Esse CO2 recuperado passa por um processo de purificação, desidratação e
liquefação, e pode ser usado para correções mecânicas de carbonatação da
cerveja filtrada e pressurização nos chamados “tanques de pressão” para
armazenamento final e manter o nível de carbonatação desejado no produto.
2.3.6 Envase
A cerveja fica a espera de ser engarrafada em “tanques de pressão” entre
0 a 1°C para manter o nível de carbonatação desejado no produto final. O envase
pode ser em barris de aço inoxidável ou alumínio, sendo os mais comuns de 25 e
50 litros para cerveja não pasteurizada, conhecida popularmente como “chope”,
ou no caso da pasteurizada, em garrafas de vidro ou latas, com os mais diversos
volumes.
2.3.7 Pasteurização
A pasteurização é responsável por garantir estabilidade biológica à
bebida, prolongando seu prazo de validade, mediante a destruição de

22
microrganismos que deterioram a cerveja. Ela pode ocorrer antes do envaze, por
trocadores de calor de placa modificados; ou após o envaze, em túnel de
pasteurização.

23
3 OBJETIVOS
3.1 OBJETIVO GERAL
Avaliar o perfil do processo fermentativo da obtenção de cerveja utilizando
diferentes tipos de malte e as propriedades organolépticas, cor, e estabilidade da
espuma.
3.2 OBJETIVO ESPECÍFICO
Avaliar a influência que cada malte, bem como a mistura, exerce sobre os
parâmetros avaliados para então determinar se o malte Tipo B pode ser um
melhor substituto ao malte Tipo A.

24
4 METODOLOGIA
4.1 MATÉRIAS-PRIMAS
Água: captada e tratada na fábrica
Malte: Tipo A e Tipo B
Adjunto: Arroz
Lúpulo: Aromático e Amargor
Levedura: Saccharomyces cerevisiae
4.2 PRODUÇÃO DAS CERVEJAS
Em todos os casos foram utilizados adjuntos em substituição de parte do
malte, respeitando sempre a mesma proporção.
O processo de produção de mosto foi realizado da mesma forma para
todos os casos:
Foram pesadas as mesmas quantidades de malte e adjunto,
adicionado o mesmo volume de água, e ambos seguiram uma rampa de mostura
padrão ao teste;
A filtração foi realizada em tina filtro utilizando duas águas de
lavagem para extração do mosto;
A fervura foi realizada à mesma condição de pressão de vapor,
buscando-se taxas de evaporação e intervalos de tempo próximos;
O mosto foi resfriado e aerado com os mesmos parâmetros.
A levedura utilizada para fermentação era pertencente à cepa de
Saccharomyces cerevisiae e ficou armazenada até a inoculação em temperaturas
entre 1°C e 3°C. A inoculação foi realizada no mosto, na tubulação que o conduz
até os fermentadores mantendo-se o mesmo número de células por volume por
grau plato do mosto. A mesma tina de fermento foi utilizada aos pares para os
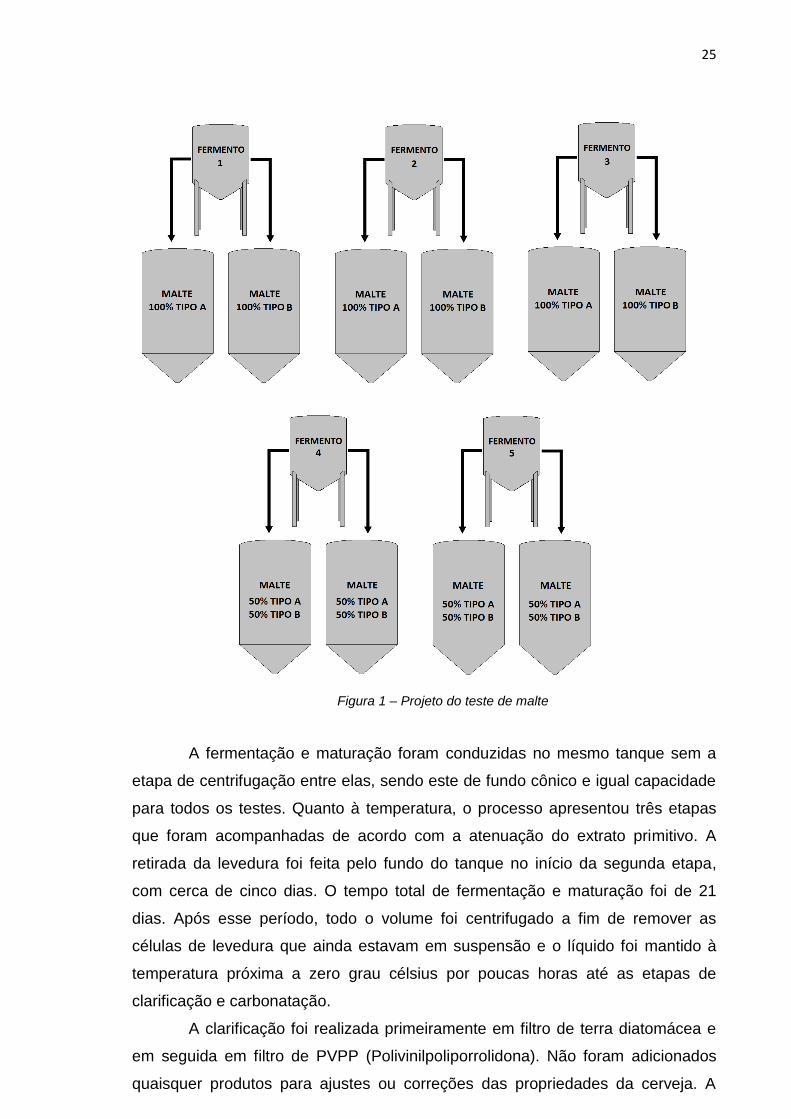
fermentadores com malte 100% Tipo A e 100% Tipo B, conforme Figura 1.
25
Figura 1 – Projeto do teste de malte
A fermentação e maturação foram conduzidas no mesmo tanque sem a
etapa de centrifugação entre elas, sendo este de fundo cônico e igual capacidade
para todos os testes. Quanto à temperatura, o processo apresentou três etapas
que foram acompanhadas de acordo com a atenuação do extrato primitivo. A
retirada da levedura foi feita pelo fundo do tanque no início da segunda etapa,
com cerca de cinco dias. O tempo total de fermentação e maturação foi de 21
dias. Após esse período, todo o volume foi centrifugado a fim de remover as
células de levedura que ainda estavam em suspensão e o líquido foi mantido à
temperatura próxima a zero grau célsius por poucas horas até as etapas de
clarificação e carbonatação.
A clarificação foi realizada primeiramente em filtro de terra diatomácea e
em seguida em filtro de PVPP (Polivinilpoliporrolidona). Não foram adicionados
quaisquer produtos para ajustes ou correções das propriedades da cerveja. A

26
carbonatação foi padrão para todas as cervejas do teste, ficando armazenadas
após a filtração em tanques de pressão sob mesma pressão de gás carbônico.
4.2 MÉTODOS ANALÍTICOS
Durante a mosturação foram acompanhados a taxa de evaporação,
concentração e cor do mosto, pH no final da fervura e FAN (Free Amino Nitrogen).
Durante a fermentação e maturação foram acompanhados os parâmetros
de temperatura, extrato aparente e tempo de fermentação.
As cervejas obtidas foram submetidas aos testes de análise sensorial por
degustadores treinados da fábrica, medida de intensidade da cor por
espectrofotometria de absorção atômica e a estabilidade da espuma pelo tempo
de manutenção da mesma. Essa medida de estabilidade da espuma foi medida
seguindo as normas EBC (European Brewery Convention), injetando-se gás
carbônico na cerveja para produção de espuma em um copo. A coluna de
espuma deve ter no mínimo 50mm e se mensura o tempo de decaimento de
30mm a partir do momento que a espuma atinge 10mm abaixo do nível inicial.
4.3 ANÁLISE ESTATÍSTICA
Os resultados obtidos foram apresentados graficamente, sem expressão
de valores (reservados à empresa) podendo-se fazer um comparativo entre a
performance das cervejas produzidas utilizando cada um dos maltes, bem como a
mistura deles. Em cada gráfico foram inclusos as linhas com valores mínimos
e/ou máximos da especificação do produto como referência.

27
5 RESULTADOS E DISCUSSÃO
O estudo da produção de cerveja a partir de diferentes maltes
apresentado foi realizado no período de setembro a outubro de 2013 em uma
cervejaria localizada no estado de São Paulo. Por motivo de confidencialidade de
informações, os resultados obtidos durante este teste foram apresentados
graficamente, sem a exposição de valores, mas de forma a ser possível avaliar a
influência que cada tipo de malte teve no processo fermentativo e nas
propriedades organolépticas, cor e estabilidade da espuma. As linhas tracejadas
são referentes aos limites de especificação aplicados ao produto.
Primeiramente estão apresentados na Tabela 3 resultados de parâmetros
avaliados no malte fornecidos pelas maltarias.
Tabela 3 – Parâmetros avaliados nos maltes
Parâmetro Malte Tipo A Malte Tipo B
Umidade (%) 4,3 4,2
Extrato - Rendimento (%) 82,1 81,8
Cor (ASBC) 2,2 2,5
Proteína (%) 11,0 11,8
Índice de Kolbach 46,0 47,2
pH 5,90 5,92
Poder Diastásico (ASBC) 116 160
Alfa-amilase 63,0 59,6
Beta-glucanos (mg/L) 76 74
Viscosidade 1,52 1,41
FAN (mg/L) 208 241
A partir do mosto produzido, foram analisados a taxa de evaporação e pH
durante a fervura, além da concentração, cor e FAN no mosto frio.
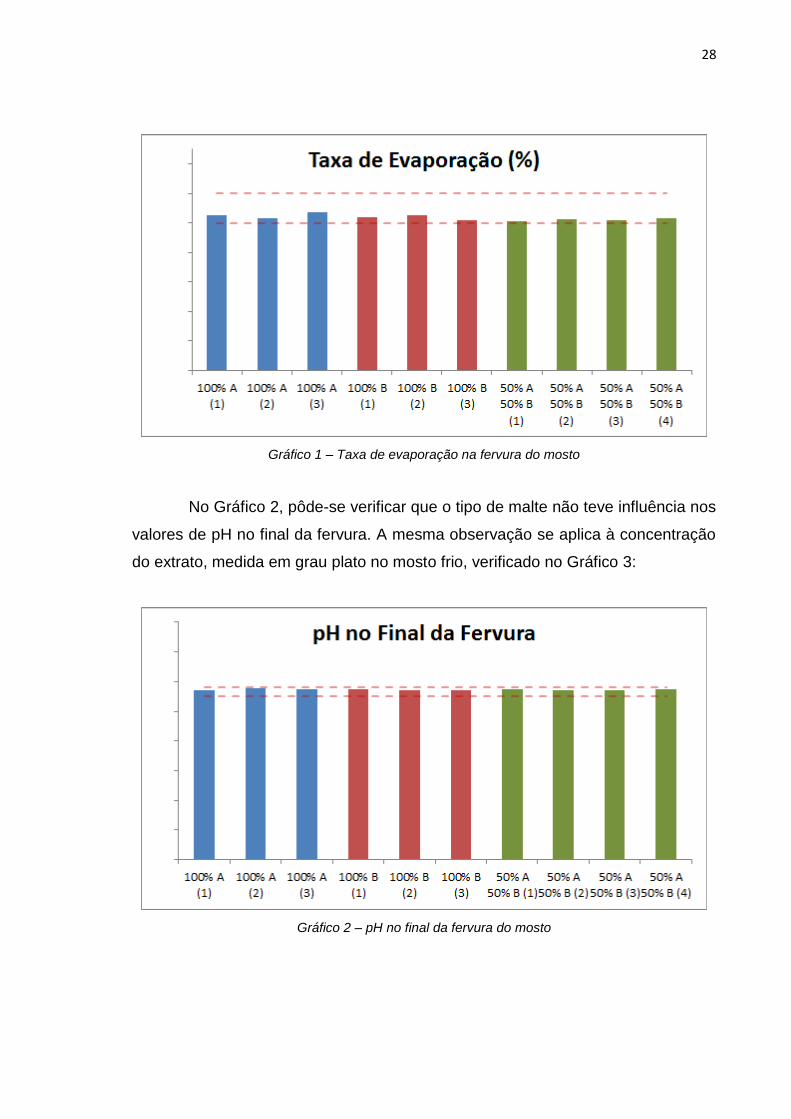
No Gráfico 1, pode-se observar que houve pouca dispersão de valores, os
quais se aproximam do limite inferior da especificação adotada para o produto.
28
Gráfico 1 – Taxa de evaporação na fervura do mosto
No Gráfico 2, pôde-se verificar que o tipo de malte não teve influência nos
valores de pH no final da fervura. A mesma observação se aplica à concentração
do extrato, medida em grau plato no mosto frio, verificado no Gráfico 3:
Gráfico 2 – pH no final da fervura do mosto
29
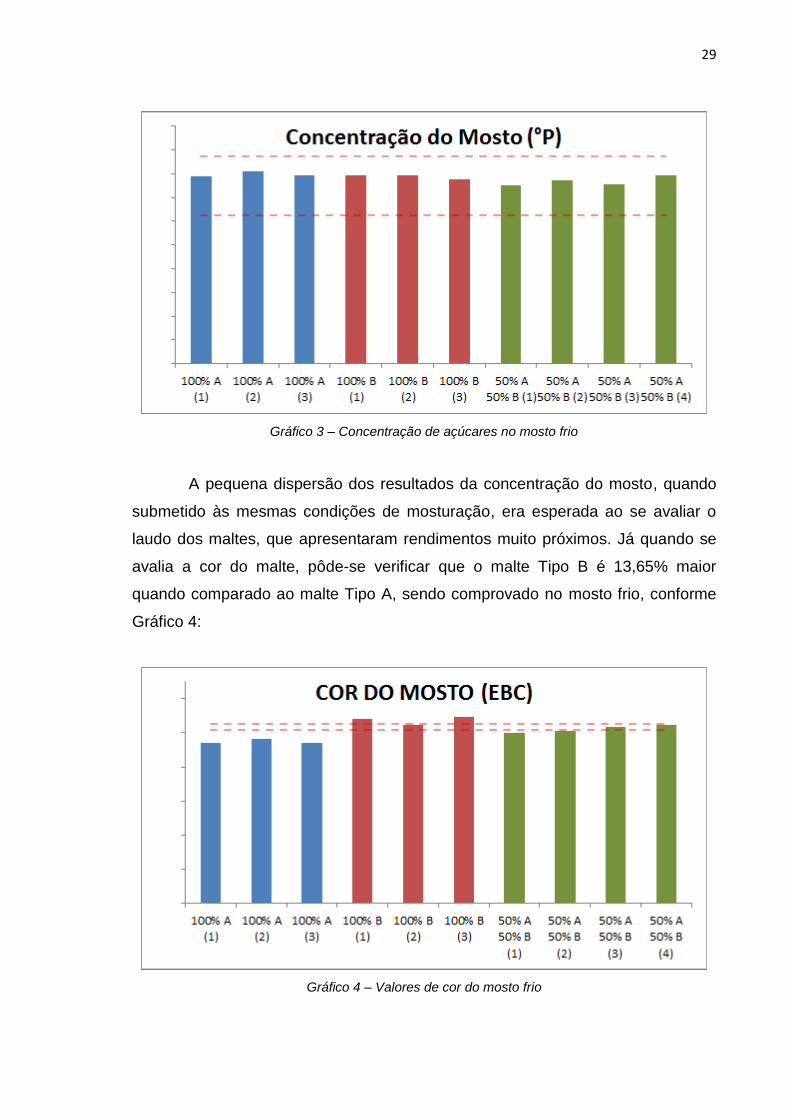
Gráfico 3 – Concentração de açúcares no mosto frio
A pequena dispersão dos resultados da concentração do mosto, quando
submetido às mesmas condições de mosturação, era esperada ao se avaliar o
laudo dos maltes, que apresentaram rendimentos muito próximos. Já quando se
avalia a cor do malte, pôde-se verificar que o malte Tipo B é 13,65% maior
quando comparado ao malte Tipo A, sendo comprovado no mosto frio, conforme
Gráfico 4:
Gráfico 4 – Valores de cor do mosto frio

30
Foi possível observar que o mosto produzido a partir do malte Tipo A
apresentou resultado de cor bem inferior ao produzido a partir do malte Tipo B, e
que da mistura dos dois, obtiveram-se valores intermediários.
O mesmo efeito de comparação foi visto no Gráfico 5, com valores de
FAN (Free Amino Nitrogen).
Gráfico 5 – Valores de FAN no mosto
A quantidade de FAN presente no mosto interfere na nutrição da levedura
durante a multiplicação celular, sendo que valores baixos podem causar arraste
da fermentação, podendo causar a formação de subprodutos indesejáveis à
cerveja.
Como a quantidade de levedura dosada foi baseada apenas nos valores
de extrato no mosto, a maior concentração de FAN obtida a partir do malte Tipo B
ocasionou maior taxa de multiplicação celular, e consequentemente, a
fermentação ocorreu num período de tempo menor neste caso. O tempo de
fermentação pode ser verificado no Gráfico 6:

31
Gráfico 6 – Tempo de fermentação até a retirada da levedura.
Nas etapas de fermentação e maturação foram monitorados o consumo
de substrato pela levedura nos tanques sob mesmas condições de temperatura e
pressão. No Gráfico 7, pôde-se verificar o extrato no início e final do processo,
bem como o extrato limite, que se refere ao resultado da fermentação em
condições ideais para a levedura.
Gráfico 7 – Atenuação do extrato durante a fermentação

32
Pôde-se ver que apesar da diferença no tempo de fermentação (Gráfico
6), todos os tanques conseguiram atingir o grau de fermentação corretamente.
As cervejas obtidas a partir dos maltes em estudo foram submetidas a
análises de cor e estabilidade da espuma, bem como avaliação sensorial
realizada por degustadores treinados da fábrica. Os resultados foram expostos
nos gráficos a seguir.
Gráfico 8 – Resultados de cor das cervejas
Como esperado pelos resultados anteriores de cor, a cerveja utilizando
malte 100% Tipo B apresentou valores maiores de cor, mais próximos do limite
superior estipulado para o produto, as cervejas feitas com a mistura dos maltes
apresentaram resultados intermediários, e as produzidas com 100% malte Tipo A
aproximaram-se do limite inferior.
A estabilidade da espuma foi medida seguindo as normas EBC (European
Brewery Convention), e os resultados expressos no Gráfico 9:

33
Gráfico 9 – Medição da estabilidade da espuma das cervejas
Na estabilidade da espuma da cerveja, novamente o malte Tipo B foi
superior ao Tipo A. Esses valores estão relacionados com a quantidade de
proteína presente em cada malte. O malte Tipo B apresentou quantidade proteica
7,24% maior que o Tipo A, de acordo com o laudo da maltaria, e isso influenciou
na estabilidade, principalmente quando utilizado sem a presença do outro malte.
Na avaliação do perfil sensorial das cervejas, o produto obtido a partir do
malte Tipo B obteve melhor avaliação e alavancou significativamente as notas
mesmo quando utilizado em conjunto ao malte Tipo A.
Gráfico 10 – Avaliação do perfil sensorial das cervejas

34
6 CONCLUSÃO
A partir do estudo realizado para avaliar o perfil do processo fermentativo,
bem como das propriedades organolépticas, cor e estabilidade da espuma das
cervejas produzidas de diferentes maltes, pôde-se observar que o malte Tipo B
obteve melhores resultados nos itens que se buscou avaliar.
Por apresentar cor mais alta quando comparado ao malte Tipo A, o
primeiro chegou a apresentar valores no mosto superiores à especificação,
enquanto que o segundo ficou abaixo da especificação. Quando mensurado na
cerveja, todas apresentaram resultados dentro da meta, mas o Tipo B tendendo
ao limite superior, enquanto que o Tipo A tendeu ao limite inferir, sendo a
combinação dos dois a melhor alterativa, nas condições em que foram
produzidas.
A quantidade de FAN influenciou a velocidade de fermentação pela maior
taxa de multiplicação celular da levedura, fazendo com que o substrato fosse
consumido antes do tempo nos testes utilizando 100% malte Tipo B. Uma
alternativa para ajustar esse parâmetro seria reduzir a quantidade de levedura
dosada.
A maior quantidade de proteína fez com que a cerveja produzida com o
segundo malte apresentasse estabilidade da espuma bem superior. Já na
avaliação do perfil sensorial realizada pelos degustadores, houve a comprovação
que o conjunto dos parâmetros avaliados produziu uma cerveja que agradou mais
o paladar dos avaliadores e se aproximou mais do padrão da marca,
apresentando as melhores notas.
Sendo assim, não sendo avaliado o custo de cada produto, o malte Tipo B
foi a melhor alternativa para a produção da cerveja avaliada.
35
REFERÊNCIAS
AQUARONE, E. et al. (Coord.). Biotecnologia Industrial: Biotecnlogia na
Produção de Alimentos. São Paulo: Editora Edgard Blücher LTDA, 2001. 523 f.
BORZANI, W. et al. (Coord.). Biotecnologia Industrial: Fundamentos. São
Paulo: Editora Edgard Blücher LTDA, 2001. 254 f.
COELHO, M. A. Z. et al. Tecnologia Enzimática. Rio de Janeiro: Editora EPUB,
2008. 288 f.
DRAGONE, G; ALMEIDA e SILVA, J. B. Cerveja. In: VENTURINI FILHO, W. G.
Bebidas Alcoólicas: Ciência e Tecnologia. São Paulo: Editora Edgard Blücher
LTDA, 2010. 492 f.
JAY, J. M. Microbiologia de Alimentos. 6a ed. Porto Alegre: Artmed, 2005, 711p
TORTORA, G. J. et al. Microbiologia. Porto Alegre: Editora Artmed, 2005. 894 f.
VENTURINI FILHO, W. G. Tecnologia de Bebidas. São Paulo: Editora Edgard
Blücher LTDA, 2010. 492 f.
VERMELHO, A. B. et al. Enzimas em Biotecnologia. Rio de Janeiro: Editora
Interciência Ltda, 2008. 506 f
WISEMAN, A. Principios de Biotecnología. Zaragoza: Editora ACRIBIA S.A.,
1986, 252 F.
Website
CERVBRASIL
< http://www.cervbrasil.org.br >
Acessado em: 18 out. 2013.
MATÉRIAS-PRIMAS. Disponível em:
36
< http://www.comofazercerveja.com.br/conteudo/view?ID_CONTEUDO=14>.
Acesso em: 15 ago. 2013.
CERVESIAS
< http://cervesias.com.br >
Acessado em: 18 out. 2013
História da Cerveja – Brasil. Disponível em:
< http://www.cervejasdomundo.com/Brasil.htm >
Acessado em: 18 out. 2013
Oktoberfest São Paulo. Disponível em:
< http://www.oktoberfestsp.com.br/ >
Acessado em: 18 out. 2013