thiago koepsel rosa final - joinville.udesc.br · nessa relação, a teoria das restrições vem a...
TRANSCRIPT
THIAGO KOEPSEL ROSA
METODOLOGIA PARA UTILIZAÇÃO DA TEORIA DAS RESTRIÇÕES
COM A ANÁLISE DO FLUXO DE VALOR ESTENDIDO
JOINVILLE – SC
2007

UNIVERSIDADE DO ESTADO DE SANTA CATARINA - UDESC
CENTRO DE CIÊNCIAS TECNOLÓGICAS - CCT
DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO E SISTEMAS
THIAGO KOEPSEL ROSA
METODOLOGIA PARA UTILIZAÇÃO DA TEORIA DAS RESTRIÇÕES
COM A ANÁLISE DO FLUXO DE VALOR ESTENDIDO
Trabalho de graduação apresentado ao curso de Engenharia de Produção e Sistemas da Universidade do Estado de Santa Catarina, como requisito parcial para a obtenção do título de Engenheiro de Produção e Sistemas. Orientador: Nilson Campos
JOINVILLE – SC
2007
THIAGO KOEPSEL ROSA
METODOLOGIA PARA UTILIZAÇÃO DA TEORIA DAS RESTRIÇÕES
COM A ANÁLISE DO FLUXO DE VALOR ESTENDIDO
Trabalho de graduação apresentado ao curso de Engenharia de Produção e Sistemas da Universidade do Estado de Santa Catarina, como requisito parcial para a obtenção do título de Engenheiro de Produção e Sistemas.
Banca Examinadora:
Orientador: ______________________________________________ Nilson Campos Universidade do Estado de Santa Catarina - UDESC
Membros: ______________________________________________ Adalberto José Tavares Vieira Universidade do Estado de Santa Catarina - UDESC
______________________________________________ Regis Kovacs Scalice Universidade do Estado de Santa Catarina - UDESC
Joinville (SC), 29 de junho de 2007

Dedico este trabalho à minha família, aos meus amigos, aos meus professores e a todos que participam da minha caminhada.
AGRADECIMENTOS
A Deus, pelo dom da vida, por desfrutar deste momento e poder contar
com o apoio de pessoas especiais que estiveram comigo nesta caminhada e que, de
alguma forma, contribuíram para eu concretizar este sonho;
Aos meus pais, pelo apoio e carinho;
Aos amigos, sempre presentes na vida fora da universidade;
Ao professor Nilson Campos, meu orientador, que sempre respeitou
minhas idéias e opiniões, sem deixar de apontar os problemas e limitações na
construção dessa monografia.

Semeia um pensamento e colherás um desejo; semeia um desejo e colherás a ação e colherás um hábito; semeia o hábito e colherás o caráter. TIHAMER TOTH.

RESUMO
Atualmente as organizações buscam resultados expressivos e em curto prazo. Tendo em vista um mercado cada vez mais competitivo e reconhecendo que ser competitivo através da produtividade significa fabricar com menos recursos para ter um maior retorno sobre o capital investido, as empresas estão procurando adotar filosofias de trabalho que intensifiquem seus esforços para atividades que demonstram um maior ganho para a organização. A utilização da Teoria das Restrições como ferramenta para tomada de decisão para escolha de uma família para a análise do Fluxo de Valor Estendido visa, direcionar os esforços para as atividades críticas do processo de fabricação. Isso vem a romper paradigmas e vícios gerenciais, que vêem de encontro à metodologia aplicada, aumentando todo o ganho global. Nessa relação, a Teoria das Restrições vem a evidenciar qual das famílias de subprodutos de um produto faz parte de processo crítico (restrição) do sistema. Já a análise de Fluxo de Valor Estendido irá investigar todo o processo que envolve o subproduto, desde a sua matéria prima inicial até o cliente final (consumidor).
PALAVRAS-CHAVE: Competitivo, Ganho, Direcionar Esforços.

LISTA DE FIGURAS
Figura 1 - Família de Produtos na Perspectiva Summa............................................24
Figura 2 - Fluxo de Processos....................................................................................25
Figura 3 - Resumo das Etapas Físicas .....................................................................26
Figura 4 - Resumo do Estado Atual ..........................................................................28
Figura 5 - Operação Limitante da Capacidade Produtiva..........................................33
Figura 6 - Fluxograma de Processos ........................................................................38
Figura 7 - Fluxo de Operações..................................................................................41
Figura 8 - Aumento da Produtividade da Operação 25 .............................................42
Figura 9 - Metodologia Tambor-Pulmão-Corda.........................................................43
Figura 10 - Redução de Tempo de Processamento e Setup da Operação 25..........44
Figura 11 - Capacidade Final de Produtividade ........................................................45
LISTA DE ABREVIATURAS
TOC Teoria das Restrições
VSM Fluxo de Valor Estendido
STP Sistema Toyota de Produção
SUMÁRIO
1 INTRODUÇÃO .......................................................................................................11
1.1 OBJETIVO GERAL .............................................................................................11
1.2 OBJETIVOS ESPECÍFICOS ...............................................................................11
1.3 JUSTIFICATIVA ..................................................................................................12
1.4 DELIMITAÇÃO DO TRABALHO .........................................................................12
1.5 METODOLOGIA..................................................................................................12
1.6 ESTRUTURA DO TRABALHO............................................................................13
2 FUNDAMENTAÇÃO TEÓRICA .............................................................................14
2.1 PRODUÇÃO ENXUTA ........................................................................................14
2.1.1 Desenvolvimento Histórico ...............................................................................15
2.1.2 Eliminação de Desperdícios .............................................................................17
2.1.3 Princípios Gerais da Mentalidade Enxuta.........................................................18
2.1.3.1 Valor ..............................................................................................................19
2.1.3.2 Cadeia de Valor.............................................................................................20
2.1.3.3 Fluxo de Valor ...............................................................................................21
2.1.3.4 Produção Puxada..........................................................................................21
2.1.3.5 Busca pela Perfeição.....................................................................................22
2.2 MAPA DE FLUXO DE VALOR ESTENDIDO ......................................................23
2.2.1 Família de Produtos .........................................................................................23
2.2.2 Mapa do Estado Atual ......................................................................................25
2.2.3 Fluxo de Processos..........................................................................................25
2.2.4 Mapa de Fluxo de Valor do Estado Atual .........................................................27
2.2.5 Mapeando o Fluxo de Informação....................................................................27
2.2.6 Amplificação da Demanda................................................................................28
2.2.7 Mapa Final do Estado Atual .............................................................................28
2.3 TEORIA DAS RESTRIÇÕES (TOC) ...................................................................29
2.3.1 Histórico ...........................................................................................................29
2.3.2 Conceitos Básicos............................................................................................30
2.3.3 Os Cinco Passos..............................................................................................32
2.3.3.1 Identificar a Restrição....................................................................................32
2.3.3.2 Decidir como Explorar a Restrição ................................................................33
2.3.3.3 Subordinar as Não-Restrições ......................................................................34
2.3.3.4. Elevar a Restrição do Sistema .....................................................................34
2.3.3.5.Retornar ao Primeiro Passo ..........................................................................34
3 PROPOSTA DO MÉTODO ....................................................................................36
3.1 MODELO DE METODOLOGIA PARA APLICAÇÃO ...........................................37
4 SIMULAÇÃO DE APLICAÇÃO .............................................................................41
4.1 IDENTIFICAR A RESTRIÇÃO.............................................................................41
4.2 DECIDIR COMO EXPLORAR A RESTRIÇÃO....................................................42
4.3 SUBORDINAR AS NÃO-RESTRIÇÕES..............................................................42
4.4 ANÁLISE DE FLUXO DE VALOR ESTENDIDO .................................................43
4.5 ELEVAR A RESTRIÇÃO DO SISTEMA..............................................................44
4.6 RETORNAR AO PRIMEIRO PASSO ..................................................................44
5 CONSIDERAÇÕES FINAIS ...................................................................................46
REFERÊNCIAS.........................................................................................................47
ANEXOS ...................................................................................................................51
ANEXO A - Ícones do Mapeamento do Fluxo de Valor Estendido ......................52
ANEXO B - Mapa Ícones de Material......................................................................53
ANEXO C – Mapa Final do Estado Atual ...............................................................54

11
1 INTRODUÇÃO
A competitividade através da produtividade das organizações transnacionais
vem impulsionando uma disputa agressiva pela conquista de mercados. O principal
objetivo é o corte dos desperdícios excessivos na fabricação de um produto. O foco
de análise transcende os limites da organização, sendo obrigatório à avaliação de
todas as etapas e ações necessárias para elaboração do produto, desde a extração
da matéria-prima até a entrega do produto ao consumidor final.
1.1 OBJETIVO GERAL
Este projeto tem como objetivo apresentar uma metodologia para desenvolver
uma relação da Teoria das Restrições com a Produção Enxuta, possibilitando uma
alternativa para escolha das famílias na análise do Fluxo de Valor Estendido.
1.2 OBJETIVOS ESPECÍFICOS
- Apresentar uma descrição teórica sobre as filosofias da Teoria das
Restrições (TOC) e Produção Enxuta;
- Desenvolver uma estrutura de relacionamento entre TOC e Mapa de Fluxo
de Valor Estendido (VSM);
- Desenvolver uma metodologia para a utilização do TOC para a escolha da
família a ser analisada no VSM.
12
1.3 JUSTIFICATIVA
A escassez de recursos e tempo torna necessário maior objetividade e
eficácia na realização de atividades produtivas de um processo fabril. As
organizações necessitam produzir com custos reduzidos sem o comprometimento da
qualidade, em tempo hábil e com preço competitivo para o mercado consumidor.
Este estudo visa focar a análise de fluxo de valor nas famílias de produtos onde os
resultados apresentam-se mais significativos para organização, buscando uma
vantagem competitiva no mercado.
1.4 DELIMITAÇÃO DO TRABALHO
O tema de estudo e análise desse trabalho é a utilização da Teoria das
Restrições para a escolha das famílias de produtos a serem estudados na Análise
de Fluxo de Valor Estendido, para focalizar os esforços em famílias de produtos com
maior importância no processo fabril.
1.5 METODOLOGIA
O modelo metodológico adotado compreendeu a documentação indireta.
Segundo Lakatos (1992), toda a pesquisa incorre de levantamento de dados de
diversas fontes, sendo adquiridas por quaisquer métodos ou técnicas aplicadas.
A pesquisa indireta divide-se em: Pesquisa Documental, onde os documentos
são provenientes de fontes primárias, de órgãos que realizam as observações;
Pesquisa Bibliográfica, que é a atividade de localização e consulta de diversas
fontes orientadas pelo objetivo explicito. (LAKATOS, 1992).
O desenvolvimento metodológico do conteúdo apresenta-se em três fases
distintas. A primeira fase é caracterizada pela contextualização histórica do tema
proposto. A segunda etapa é a pré-análise, que segundo Gil (2007) é onde ocorre a

13
apresentação de documentos e bibliografias com o fim de compor a fundamentação
teórica dos conceitos a serem trabalhados. A terceira fase, conforme Gil (2007)
consiste na exploração do material apresentado na pesquisa, para o
desenvolvimento da metodologia para aplicação prática da relação proposta.
1.6 ESTRUTURA DO TRABALHO
O presente trabalho compõe-se da seguinte forma: o capítulo inicial familiariza
o tema proposto e apresenta o objetivo geral, os objetivos específicos, a justificativa,
a delimitação do tema e todos os procedimentos metodológicos aplicados.
O segundo capítulo contextualiza historicamente o planejamento e controle da
produção. Desenvolve o final da produção em manufatureira e início da produção
em massa e o sistema Toyota de produção. Nesse capítulo ocorre a fundamentação
teórica da Teoria das Restrições e do Fluxo de Valor Estendido para o
desenvolvimento desse trabalho.
O terceiro capítulo desenvolve um modelo de relacionamento entre o TOC e o
VSM, apresentando uma abordagem para aplicação prática do modelo teórico
proposto.
O quarto capítulo apresenta uma simulação de aplicação da utilização do
TOC com o VSM.
Os capítulos seguintes apresentam, em seqüência, as considerações finais,
as conclusões obtidas pelo desenvolvimento do trabalho e bibliografia utilizada para
o desenvolvimento do tema proposto.

14
2 FUNDAMENTAÇÃO TEÓRICA
2.1 PRODUÇÃO ENXUTA
Segundo Black (1998), a última vez que ocorreu uma revolução nos sistemas
produtivos, o mundo se voltou à Detroit para ver as linhas de montagem de Henry
Ford. Contudo, Ohno (1997) percebeu que o sistema de Fordista funciona, e é
adaptado para grandes volumes da mesma peça, com pouca variabilidade. Já o
Sistema Toyota de Produção (STP) - Produção Enxuta como é conhecido no
ocidente - é direcionado para aplicação em grandes ou pequenos lotes de peças,
sendo possível obterem os mesmos benefícios na economia de volume do sistema
apresentado por Henry Ford.
A produção enxuta pode ser considerada uma das principais quebras de
barreiras na busca pela otimização dos sistemas produtivos. O desenvolvimento do
Sistema Toyota de Produção, segundo Womack e Jones (2004) é considerado um
rompimento com o modelo tradicional de gestão empresarial utilizado, chamado
“produção empurrada” adotada pelo mundo ocidental.
A manufatura enxuta foi desenvolvida no Japão pela Toyota Motor Company
na década de 60, na ânsia de combater a produção acima da demanda de mercado,
em excesso. Sua filosofia visa a fabricação somente dos componentes certos, no
lugar certo, na hora certa, conseqüentemente levando a redução dos níveis de
estoque, dos custos de produção e melhoria na qualidade do produto.
Segundo Ohno (1997) a base do sistema Toyota de Produção é a absoluta
eliminação de desperdício, sendo um sistema integrado de técnicas, ferramentas e
princípios, que levam a busca insaciável pela excelência na redução dos custos e
criação de valor para o consumidor.
O Pensamento Enxuto ou Mentalidade Enxuta, segundo Womack e Jones
(2004), é uma forma de tornar o resultado do trabalho mais satisfatório, oferecendo
15
um feedback imediato sobre os esforços para transformar os desperdícios em valor,
que só pode ser definido pelo cliente.
Para Lubben (1989), o objetivo da mentalidade enxuta é obter um processo
de manufatura que atenda seus objetivos, utilizando o mínimo de recursos.
Schonberger e Ansari (1984) apud Schappo (2006), afirmam que as idéias do
STP convergem a um sistema para produzir e entregar produtos acabados em
tempo certo conforme a necessidade dos clientes.
Para Bicheno (1991) apud Schappo (2006), a filosofia tem por objetivos
atender imediatamente às demandas, com qualidade perfeita e redução total dos
desperdícios, sendo assim, podem-se englobar várias definições sobre manufatura
enxuta, mas nenhuma abrange todas as implicações para gerir todas as operações
para esse fim. Portanto, existem algumas frases que definem a abordagem da
filosofia, tais como:
- Manufatura de fluxo contínuo;
- Manufatura de alto valor agregado;
- Guerra ao desperdício;
- Manufatura veloz;
- Manufatura de tempo de ciclo reduzido.
Bozzone (2002) apud Silva (2006) comenta que a produção enxuta está
baseada no sistema de produção puxada, no fluxo contínuo, na eliminação de
desperdícios, na qualidade na fonte e na busca por melhorias contínuas.
2.1.1 Desenvolvimento Histórico
Segundo Womack, Jones e Ross (2004), a Toyota iniciou no mercado
automobilístico somente na década de 30. Sua proposta ao mercado era de produzir
caminhões de guerra utilizados na Segunda Guerra Mundial, ainda no modo
artesanal.
De acordo com Ohno (1997), após o Japão perder a Segunda Grande Guerra
em 45, o presidente da Toyota Motor Company, Kiichiro Toyoda, chegou à
conclusão que obrigatoriamente teriam que alcançar os americanos na produção de
carros em 3 anos.

16
A origem da Produção Enxuta é encontrada nas inovações realizadas no
chão de fábrica da Toyota Motor Corporation, no Japão, nos meados dos anos 50
chamado Sistema de Produção Toyota (STP). Essas mudanças foram feitas para
tentar responder com redução de recursos, a uma intensa competição da indústria
automobilística que, representava um modelo de produção alternativo ao modelo de
produção em massa. (OHNO, 1997).
No início da década de 1950, Eiji Toyoda foi para o Complexo de Rouge, para
avaliar e estudar o sistema de produção em massa aplicado em Detroit. Retornando,
convocou o engenheiro Taiichi Ohno para aplicar algumas idéias encaminhadas ao
Japão. Defronte a crise que permanecia no país arruinado pelo pós-guerra, Ohno
notou que a aplicação do Sistema em Produção em Massa americano era
impraticável. O sistema baseia-se na diluição dos custos de produção, através da
produção em grande quantidade com baixa variação. A realidade da Toyota era
completamente oposta à realidade americana. Na verdade, a Toyota necessitava da
redução de custos e tempos e ao mesmo tempo produzir quantidades pequenas de
veículos. Dessa ideal de raciocínio, se deu origem a Produção Enxuta (WOMACK;
JONES; ROSS, 2004).
Segundo Womack, Jones e Ross (2004), as 3 etapas realizadas por Ohno no
princípio do Sistema Toyota de Produção foram:
- Primeira: Ohno distribuiu os trabalhadores em equipes de trabalho,
substituindo a função de supervisor por um líder. Com essa mudança, o
líder tinha a responsabilidade de coordenação da equipe e substituição
eventual de algum trabalhador quando necessário;
- Segunda: Ohno delegou às equipes, atividades peculiares aos seus
postos de trabalhado, como: limpeza dos postos de trabalho, pequenas
manutenções no maquinário e controle de qualidade no decorrer da linha
de produção;
- Terceira: Ohno elaborou um calendário para que as equipes se reunissem
e compartilhassem idéias para a melhoria do processo. Essa prática
periódica originou o Kaizen (melhoria contínua) ou grupos de Círculo de
Controle de Qualidade (CCQ), como foi divulgado no Ocidente.
Na Produção em Massa, apenas o gerente superior da linha, tinha a
responsabilidade em casos de extrema importância de parar a linha de montagem
para efetuar algum reparo. Ohno na sua interpretação atribuiu a cada trabalhador a
17
responsabilidade de parar a linha caso acontecesse algum problema. Com isso,
todos os trabalhadores iam até o local onde foi detectado o problema, para atuar na
resolução do mesmo, para que não voltasse a acontecer.
Ohno desenvolveu um sistema de solução de problemas para auxiliar na
detecção dos motivos do problema. Ele é identificado como a base do Sistema
Toyota de Produção, conhecido como os “cinco porquês”.
Conforme Ohno (1997, p. 131), “Repetindo-se por que cinco vezes, a
natureza do problema assim como a solução tornam-se claros. A solução ou como
fazer, é designado “como” “1H” (1C). Assim, “cinco por quês é igual a um como
fazer.”
2.1.2 Eliminação de Desperdícios
Com o objetivo de centralizar seus esforços nos clientes, as empresas
precisam agregar atividades para adicionar valor ao produto e eliminar toda forma de
desperdício.
Para Womack e Jones (2004) existem dois tipos de processos, os que
agregam valor e os que não agregam valor.
Os processos que agregam valor são aqueles que transformam e adicionam
valor aos produtos e os clientes se dispõem a pagar. Já os processos que não
agregam valor são divididos em dois tipos: os que não agregam valor, mas são
fundamentais para a fabricação de um produto e os que não agregam valor e não
são fundamentais na elaboração de um produto que precisam ser eliminados.
Segundo Murman et al. (2002) apud Machado (2006) a eliminação de
desperdícios pode ser uma importante forma de redução de tempo de ciclo, seja de
produção ou de desenvolvimento, por meio da eliminação de processos
desnecessários e que não agregam valor.
Para ele, em uma empresa enxuta, eliminar aquilo que não agrega valor é
mais importante que a realização de tarefas individuais, ou seja, processo enxuto
não é acelerar o trabalho, mas realizá-lo de forma “mais inteligente”.
18
Para Ohno (1997), a filosofia do Pensamento Enxuto visa à eliminação de
sete tipos de desperdícios: retrabalho, processamento desnecessário, estoques,
esperas, transporte, movimentos desnecessários e superprodução.
- Retrabalho: para Womack, Jones e Ross (2004), é refazer ou corrigir um
trabalho já realizado, mas que contém incorreções técnicas ou não atende
a necessidade do cliente;
- Processamento Desnecessário: para Ohno (1997) ocorre devido ao
projeto inadequado de ferramentas e produtos;
- Estoques: segundo Lean Institute Brasil (2007) são materiais presentes ao
longo da cadeia produtiva que possuem uma finalidade;
- Esperas: para Ohno (1997) ocorre quando um operador fica ocioso devido
a uma atividade anterior, quando a falta de material ou o equipamento em
que está operando necessita terminar todo o processamento para finalizar
a tarefa;
- Transporte: para Ohno (2007) se faz desnecessário quando há
deslocamento de mercadoria de um lugar para o outro que não seja o
destino;
- Movimentos Desnecessários: para Ohno (2007) são caracterizados como
todas as ações realizadas pelos operadores que não agregam valor ao
produto;
- Superprodução: para Ohno (2007) é considerada a produção superior de
itens sem uma necessidade direta.
2.1.3 Princípios Gerais da Mentalidade Enxuta
Segundo Womack e Jones (2003) enxuto é enxuto desde o momento que
proporciona uma forma de fazer cada vez mais com menos. Isto significa utilizar
menos esforço humano, menos equipamentos, tempo e espaço para realizar o
aumento do valor agregado e simultaneamente reduzir desperdícios.
Os cinco princípios gerais da Mentalidade Enxuta são: especificar de forma
precisa o valor, identificar o fluxo de valor, fazer com que o valor identificado flua,
deixando que o cliente puxe o valor e busca da perfeição.

19
2.1.3.1 Valor
Segundo Bauch (2004) apud Machado (2006), fornecer ao cliente o produto
errado, seja bem ou serviço, significa desperdício, não importando se o processo
esteja correto ou não. Para prevenir este desperdício deve se realizar uma análise
do contato com os consumidores específicos para atender suas necessidades
particulares no momento certo na quantia que estão dispostos a pagar. Uma vez as
necessidades do consumidor definidas, torna-se facilitada à definição do valor
monetário do bem ou serviço.
Para Tuckner (1999) os bens ou serviços de uma empresa que atendem às
necessidades de um comprador e este considera justo o preço pedido, pode-se dizer
que o negócio gerou valor para o comprador. Valor pode ser considerado como a
combinação de três fatores que formam a “Proposição de Valor”: qualidade, que se
refere ao modo que um produto ou serviço foi executado; serviço, que se refere ao
nível de transformação percebido pelo cliente e a quantidade de serviços que foram
adquiridos ou oferecidos juntamente com um pacote de bens ou serviços; preço, que
se refere à quantia monetária que valora o bem ou serviço obtido.
Deschamps (1997) alerta que muitas empresas consideram o valor como a
estratégia de concorrência fundamental, buscando alta qualidade com baixos custos.
No entanto, é com grande freqüência desprezada por alguns empresários por ser
considerado como inatingível.
Womack e Jones (1998) em relação à especificação de valor salientam que
as empresas que não operam seguindo os princípios da Mentalidade Enxuta
definem preços de vendas específicos baseados no que acreditam que o mercado
poderá suportar. Em seguida trabalham de trás para frente, a fim de determinar os
custos aceitáveis para garantir uma margem de lucro adequada, e devem fazê-lo a
qualquer momento, assim que iniciar o desenvolvimento de um novo produto.
Segundo Júnior e Rodrigues (1998) na Toyota foi desenvolvido um sistema de
medidas de desempenho. Esse sistema é baseado nos custos alvo e nos custos
kaizen. A lógica do custo alvo é utilizada para o lançamento de novos produtos e é a
tarefa de maior especificação do valor, segundo Womanck e Jones (2004), depois
de definido o produto. Para o custo alvo é proposto um preço alvo e um lucro alvo a
20
partir dos quais é calculado um custo alvo. Já os custos kaizen são utilizados para
elaboração de melhorias para produtos e processos já existentes (MONDEM, 1986).
2.1.3.2 Cadeia de Valor
Segundo Womack e Jones (2003) após a definição de valor, deve-se
identificar o fluxo de valor atual, como o conjunto de atividades exigidas para a
produção de um produto, independentemente se seja um bem ou serviço ou
combinação de ambos.
A Cadeia de Valor segundo Womack e Jones (2004), é o conjunto de todas as
ações específicas necessárias para levar um produto específico (seja bem ou
serviço) a passar pelas três tarefas gerenciais críticas em qualquer negócio: o
desenvolvimento do produto, que vai desde a concepção da necessidade até o
lançamento do produto; gerenciamento da informação, que vai do recebimento do
pedido do comprador até a entrega; transformação física, que vai desde a matéria-
prima ao produto acabado no cliente.
Segundo Porter (1999) a cadeia de valores de uma empresa encaixa-se em
uma corrente maior de atividades que, ele denomina sistema de valores. Os
fornecedores possuem cadeias de valores que criam e entregam os insumos
adquiridos usados na cadeia de uma empresa. Os fornecedores não somente
entregam um produto, mas também podem influenciar o desempenho de uma
empresa de várias maneiras. Os canais executam outras atividades que afetam o
comprador, bem como, influenciam as atividades da própria empresa. O produto de
uma empresa torna-se eventualmente parte da cadeia de valor de seu comprador. A
base final para a diferenciação é o papel de uma empresa e de seu produto na
cadeia de valores do comprador, que determina as necessidades destes. A
obtenção e a sustentação de uma vantagem competitiva dependem da
compreensão, não só da cadeia de valores de uma empresa, mas também do modo
como à empresa se enquadra no sistema geral de valores.
Para Slack (1998) apud Machado (2006), cadeia de valor é o conjunto de
todas as ações exigidas para conduzir um produto por meio de um gerenciamento
de tarefas de um negocio específico. Ele também distingue que fluxo de valor é

21
focado em um único ou específico produto, em oposição às perspectivas baseadas
em processos agregados.
2.1.3.3 Fluxo de Valor
Depois de especificar o valor, mapear o fluxo de valor e eliminar as atividades
que não agregam valor, a próxima etapa trata de fazer o fluxo das atividades que
agregam valor fluírem, buscando o fluxo contínuo.
Segundo Rother e Shook (2003) o fluxo de valor é toda a ação necessária
para levar um produto por todos os fluxos essenciais de cada produto: do projeto até
o lançamento e da matéria-prima até o consumidor.
Para Rother e Shook (2003) o mapeamento do fluxo de valor, é uma
ferramenta essencial que auxilia a visualizar o fluxo de material e informações em
todo o processo. Os resultados permitem identificar as fontes de desperdícios.
Womack e Jones (2004) afirmam que o objetivo do princípio do fluxo de valor,
consiste, em definir funções, departamentos e empresas, para que possam contribuir
de forma positiva para a criação de valor e alcançar as verdadeiras necessidades
essenciais de cada produto em todos os pontos do processo produtivo.
Como fases do mapeamento do fluxo de valor, Rother e Shook (2003)
estimulam o desenho do estado atual do produto, seguindo de desenho do estado
futuro e os planos de trabalho para a transformação e implantação do modelo.
2.1.3.4 Produção Puxada
A Produção Puxada ao contrário do sistema convencional de prever a
produção, tem por objetivo utilizar de maneira mais racional possível os recursos
produtivos disponíveis, de tal forma que o fluxo total seja maximizado. Este tipo de
produção prevê que cada etapa da cadeia produtiva só deve iniciar o ciclo de
produção de algum lote, apenas quando houver efetivo consumo.

22
Para Womack e Jones (2004), para que isso ocorra é essencial que o
princípio do fluxo seja realizado, que poderá reduzir notoriamente os tempos de
liberação de material no fluxo de desenvolvimento do produto, no processo de
ordens de produção e na produção física. Isto permite alta flexibilidade na produção
e permite alta flexibilidade e agilidade para projetar, programar e produzir
exatamente o que os clientes desejam e na hora que necessitam. Também permite
diminuir o tempo de resposta à demanda dos clientes, redução de estoques, melhor
retorno sobre investimento e manutenção de um nível mínimo de fluxo de valor no
ambiente produtivo.
No âmbito organizacional, Davis (2001) ressalta a importância da
sincronização e o equilíbrio da informação e o ciclo de trabalho. A pertinência entre a
demanda e a capacidade produtiva é a condição ideal para que o produto sempre
esteja disponível quando o cliente exigir.
A chave deste princípio está no rápido ressuprimento para a próxima
atividade no ciclo produtivo (WOMACK; JONES, 2003).
2.1.3.5 Busca pela Perfeição
Segundo Womack e Jones (2003), conseguir a perfeição implica a melhoria
de processos e aumentos sucessivos na eficiência. Para eles, a transparência e o
acesso irrestrito a dados são os aliados de maior relevância para se alcançar a
perfeição. Isto também, cria um ambiente onde se torna fácil a descoberta de
melhores formas de criar valor.
A busca pela perfeição pode decorrer de melhorias contínuas incrementais,
conhecidas como Kaizen ou por meio de forma radicais, conhecidas como kaikaku.
Para Imai (1986) apud Borchardt (2005), kaizen significa melhoramento. Sua
definição vai além de processos produtivos: significa melhoramento na vida pessoal,
doméstica, social e no trabalho. Para ele, quando essa terminologia é aplicada na
organização, significa melhoramentos contínuos evolvendo todos, administradores e
operários de forma igual.
Segundo Slack et al. (1996), kaikaku presume que uma mudança drástica no
modo de trabalho é o principal veículo para melhoramento. Os impactos desse

23
princípio de melhoramento são resultados repentinos e graus de mudanças
abruptos.
Para Ishikawa (1993) o melhoramento contínuo para busca da perfeição não
é importante o tamanho de cada passo que se dá, mas a probabilidade de os
melhoramentos persistirem.
2.2 MAPA DE FLUXO DE VALOR ESTENDIDO
Para Womack e Jones (2004), o Mapeamento do Fluxo de Valor Estendido é
toda ação que transforma um produto de uma matéria-prima até o produto final
entregue ao consumidor. As ações importantes a serem mapeadas provêm de dois
fluxos: pedidos fluxo acima, que parte do cliente em direção a matéria-prima;
pedidos fluxo abaixo, que parte da matéria-prima até aos braços do cliente.
O Mapeamento do Fluxo de Valor é o estudo e análise de todos os processos
e atividades dentro de uma única unidade fabril ou prestadora de serviços. O
Mapeamento do Fluxo de Valor Estendido é a extrapolação do Mapeamento de
Fluxo de Valor para toda a cadeia produtiva, desde a concepção da matéria-prima
até a entrega do produto ou serviço ao cliente final, incluindo todos os fornecedores,
transportes, clientes e fluxos de informações que aglutinam todo processo.
“O mapeamento do fluxo de valor é o simples processo de observação direta
dos fluxos de informação e de materiais conforme eles ocorrem, resumindo-se
visualmente e vislumbrando um estado futuro com um melhor desempenho”
(WOMACK; JONES, 2004).
2.2.1 Família de Produtos
Segundo Womack e Jones (2004) uma família de produtos inclui um grupo de
vários itens que percorrem as mesmas etapas no processamento, utilizando os
mesmos equipamentos. Uma mesma família de produtos pode ser fornecida para
clientes diferentes e apresentar diferenciações que apenas do ponto de vista do

24
fabricante formam claramente uma família de produtos. Como exemplo, no ramo de
ferramentas elétricas, uma família de produtos pode ser de furadeiras elétricas de
tamanho médio que utilizam à mesma carcaça e transcorrem pelo mesmo processo
de montagem, mesmo que os produtos acabados apresentem características finais
diferentes entre eles. As famílias também poderiam ser definidas pelos tipos de
motores utilizados pelas furadeiras.
A figura nº1 mostra a relação de algumas empresas com fluxos de valor
semelhante e que possuem relações complexas entre suas famílias de produtos. A
família de produtos de induzidos (Carcaças Ômega) é uma de muitas partes de
componentes de um fabricante de alternadores (Alternadores Delta), que é um
componente entre todos para montadora Summa na sua plataforma.
O mapeamento estendido simplifica essas relações concentrando-se em
apenas um fluxo, a fim de ministrar melhorias que possam ser aplicadas em todos os
fluxos.
Figura 1 – Família de Produtos na Perspectiva Summa. Fonte: Jones e Womack (2004, p. 3).
Conforme Womack e Jones (2004), após a escolha do ponto inicial de
mapeamento, o próximo passo é o mapeamento efetivo, seguindo o caminho de
25
uma única família e um único produto, para que se possam identificar desperdícios
no processo. A alternativa de mapear o fluxo de valor estendido a todos os
componentes que compõe um produto é dispendiosa, necessitando de muito tempo
e sobrecarga nos envolvidos com os dados.
2.2.2 Mapa do Estado Atual
O Mapa do Estado atual define, segundo Womack e Jones (2004), como o
fluxo de valor está caracterizado na empresa, antes de qualquer mudança.
Para exemplificar a elaboração de um Mapa de Estado Atual será utilizado
para as próximas etapas, um componente automotivo de alto volume e pouca
variabilidade, um limpador de pára-brisas, que consiste de uma lâmina segurando o
limpador e o braço que faz a ligação com o veículo.
Para Womack e Jones (2004) apenas informações diretas e úteis são
relevantes. A melhor maneira de iniciar o mapa é agrupar e resumir os dados de
cada uma das plantas e das conexões de transporte que passam o produto. O ponto
inicial é o cliente final, nesse caso é o Centro de Distribuição da Montadora Alfa, a
fabricante do veículo.
2.2.3 Fluxo de Processos
O passo seguinte segundo Womack e Jones (2004), é seguir fluxo acima,
percorrendo todas as plantas exigidas para confecção do produto. Segue-se pelas
plantas do Montadores Alfa, Limpadores Beta e da Estamparia Gama, seguindo ao
depósito de expedição dos Aços Michigan, um distribuidor de matérias-primas.
Figura 2 – Fluxo de Processos Fonte: Adaptado de Jones e Womack (2004, p.11).
26
Segundo Womack e Jones (2004), o limpador de pára-brisa apresenta-se em
duas especificações: acabamento fino (AF) e acabamento padrão (AP), em dois
tamanhos: pequeno (P) e grande (G), em dois modelos (A e B). Para esse exemplo,
os limpadores direito e esquerdo são iguais. O acabamento diferencia pelo tipo de
pintura: fosca para a especificação padrão e brilhante para o acabamento fino. Os
dois modelos diferem apenas no tamanho, possuindo o mesmo projeto de
montagem. As ações que ocorrem ao longo do fluxo seguem a mesma seqüência de
processo nas mesmas empresas e usam os mesmos equipamentos, com apenas
alguns acessórios e ferramentas diferentes, consolidando uma família de produtos.
Após a definição da família de produtos, Womack e Jones (2004) sugerem
analisar o fluxo de valor a ser mapeado, registrando as plantas visitadas, as
conexões de transporte, todas as ações efetuadas sobre o produto, todas as
atividades relacionadas ao gerenciamento da informação e o tempo necessário.
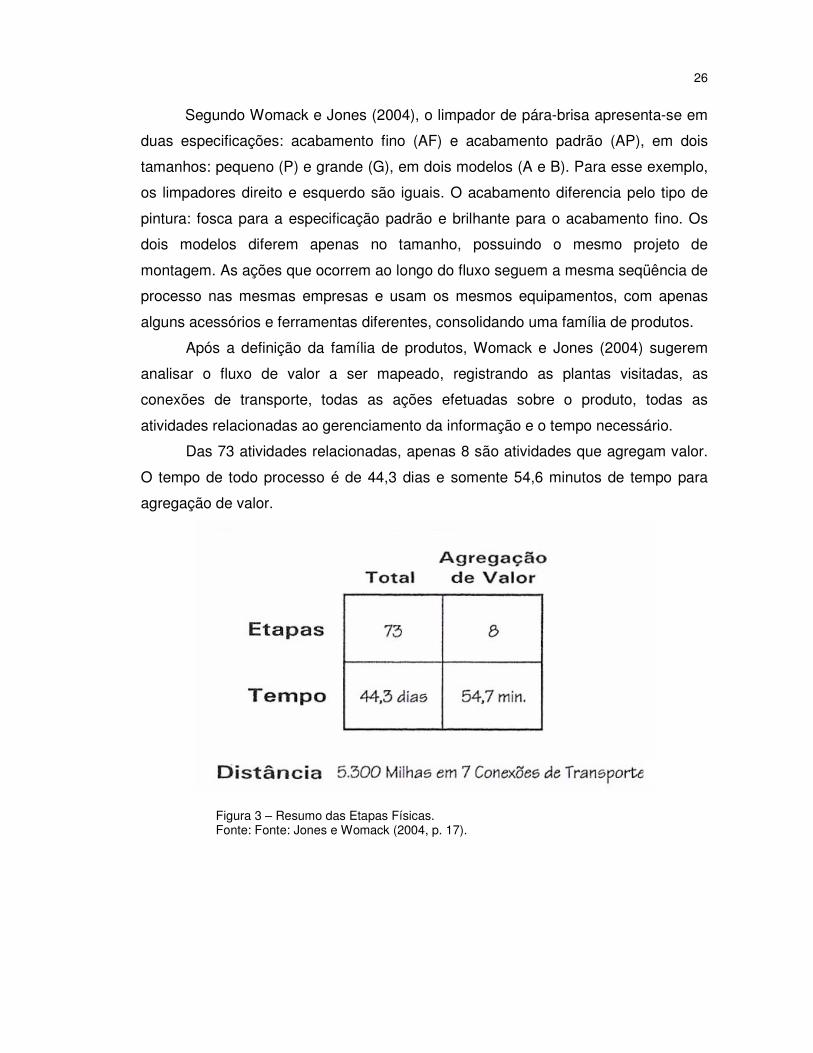
Das 73 atividades relacionadas, apenas 8 são atividades que agregam valor.
O tempo de todo processo é de 44,3 dias e somente 54,6 minutos de tempo para
agregação de valor.
Figura 3 – Resumo das Etapas Físicas. Fonte: Fonte: Jones e Womack (2004, p. 17).

27
2.2.4 Mapa de Fluxo de Valor do Estado Atual
Toda informação levantada, precisa ser refinada e simplificada para que seja
útil. Conforme Womack e Jones (2004), a melhor maneira de fazer isso é agrupar e
resumir todos os dados levantados de cada uma das plantas e conexões, pelas qual
o produto percorre. O cliente final é a Montadora Alfa, que fornece para as
concessionárias o produto final, as quais vendem para os consumidores efetivos.
Para o produto final chegar ao Centro de distribuição de Alfa, ele passa por diversas
plantas.
O passo seguinte segundo Womack e Jones (2004) é inserir mapas para as
três plantas que compõem o fluxo de valor: Estamparia Gama, Montagem da
Limpadores Beta e Montadora Alfa.
Para Womack e Jones (2004), o próximo passo é adicionar as conexões de
transporte entre as instalações e por último na parte inferior do mapa, inserir uma
linha de tempo e de etapas.
2.2.5 Mapeando o Fluxo de Informação
Segundo Womack e Jones (2004), após a conclusão do mapeamento físico
do produto, o mapeamento do fluxo de valor está na fase intermediária, visto que,
sem cliente não haverá fluxo. Portanto, deve-se iniciar a definição de fluxo dos
pedidos e informações da produção a partir do consumidor final.
Womack e Jones (2004) afirmam que o mapeamento do fluxo de informações
é a etapa mais complexa para se desenvolver. Para eles, os departamentos de
vendas, controle de produção e operações tende a comunicar-se de forma
inadequada.

28
2.2.6 Amplificação da Demanda
Segundo Womack e Jones (2004) a produção real difere da planejada devido
à retirada de produtos para corrigir peças defeituosas ao longo do processo. Com
esse fato a demanda aumenta consideravelmente ao longo do processo produtivo.
2.2.7 Mapa Final do Estado Atual
Segundo Womack e Jones (2004), mapear todas as fases do processo
fornece informações preciosas, mas a tarefa exige muito tempo e esforço, pois é
necessário examinar organizações que fazem parte do ciclo. (Ver Apêndice C)
Womack e Jones (2004) notam que 44,3 dias e 73 ações sobre o produto são
necessárias para se atingir 54,7 minutos de agregação de valor, envolvendo apenas
oito estações, significando 99,992% do tempo gasto e 89% das ações não agregam
nenhum valor para o cliente.
Com auxílio do mapa, facilita a visualização aonde os esforços devem ser
direcionados. O objetivo principal é a redução das atividades e tempos que não
Figura 4 – Resumo do Estado Atual Fonte: Adaptado Jones e Womack (2004, p. 41).
29
agregam valor nenhum ao cliente. Por isso, deve-se utilizar de todas as ferramentas
disponíveis para a eliminação dos desperdícios e focalização na agregação de valor.
Segundo Womack e Jones (2004) o Mapa de Estado Futuro são os objetivos
alcançados a partir de melhorias realizadas ao longo de todo o processo produtivo.
Para alcançar melhorias significativas, deve-se visar um fluxo contínuo dos
processos, implantação do sistema puxado, eliminando etapas que não agregam
valor e avaliar as informações. Também é importante analisar todas as conexões de
transportes e qualidade dos serviços prestados em cada etapa do processo, visto
que, qualquer problema em qualquer etapa do fluxo de processos acarretará
problemas ao longo de toda a cadeia produtiva.
2.3 TEORIA DAS RESTRIÇÕES (TOC)
2.3.1 Histórico
Segundo Noreen et al. (1996), a Teoria das Restrições (TOC) teve seu
desenvolvimento a partir da década de 70 quando o físico israelense Eliyahu
Goldratt auxiliou o gerenciamento da empresa de um amigo seu. O físico utilizando o
processo de raciocínio aplicado à física, focalizou-se no desafio de tentar melhorar o
desempenho daquela organização. Notando que a maior deficiência era a logística
da produção, desenvolveu seu próprio método de administração da produção.
Para Goldratt e Cox (1993), o motivo da existência de uma organização é sua
meta, que para uma empresa com fins lucrativos, é obter lucros, agora e no futuro.
Na década de 80, Goldratt escreveu um romance evidenciando as
dificuldades do gerenciamento da produção, onde apresentou sua teoria e seus
princípios de como desenvolver e recuperar a competitividade da empresa
(GUERREIRO, 1995).
Para Corbett Neto (1996) o principal responsável pela divulgação do TOC foi
o romance “A meta”, onde a maioria das interpretações é voltada somente para a
produção. Com essa percepção, Goldratt desenvolveu outra obra que aborda

30
problemas estratégicos para as empresas. O novo romance levou o titulo, “Mais que
sorte... um processo de raciocínio”.
Segundo Swain (1999) apud Rank (2001), a nova maneira de Goldratt
interpretar a gestão desenvolvida dentro das organizações foi responsável pelo
conflito com a contabilidade gerencial.
Para Goldratt (1992) a TOC não aceita a definição de custo fixo do produto e
nem valor agregado a produto em estoque. Para ele, o valor é agregado à empresa
e o lucro líquido somente existirá no momento da venda do produto. Portanto, nos
tempos atuais, o preço de venda é determinado pelo mercado e não através da
aplicação da margem de lucro em cima do custo do produto.
2.3.2 Conceitos Básicos
A Teoria das Restrições segundo Cox e Spencer (2002) é uma filosofia de
administração da produção desenvolvida por Eliyahu M. Goldratt com foco em três
áreas: logística, indicadores de desempenho e pensamento lógico. A logística
engloba a programação tambor-pulmão-corda, o gerenciamento de pulmões e
análise V-A-T. Os indicadores desempenham ressaltam o ganho, inventário e
despesas operacionais e as cinco etapas de focalização. Já o processo de
pensamento lógico possui ferramentas como: árvore de realidade atual, diagrama de
dispersão de nuvens e árvore de realidade futura. Seu principio fundamental é que
qualquer sistema produtivo possui pelo menos uma restrição, do contrário o lucro
sobre esse sistema seria infinito.
Para Cox e Spencer (2002) o gerenciamento das restrições é o
gerenciamento dos recursos e das organizações através dos princípios preconizados
na teoria das restrições.
Segundo Goldratt (1991), restrição pode ser definida como qualquer
fenômeno que impeça uma organização a alcançar sua meta. Para Guerreiro (1996),
a palavra chave na TOC é restrição, e é definida como o limitante para o alcance do
objetivo da empresa. Elas podem se classificar em dois modelos, as físicas e as não
físicas. As físicas são as capacidades de maquinário, mão de obra, insumos e etc.
31
Já as não físicas estão relacionadas às políticas organizacionais, demanda do
mercado e normas.
A estrutura de produto para Cox e Spencer (2002) define como a seqüência
de operações que o produto sofre durante o processo para atingir a qualidade de
produto final. A estrutura de produto evidencia a matéria-prima sendo transformada
em componentes, esses componentes formando sub-montagens e sub-montagens
sendo transformadas em produto.
Para Cox e Spencer (2002) a cadeia de produção é a união de todos os
centros de trabalho, processos, pontos de estoques, desde a matéria-prima até
produtos acabados. Representa o algoritmo que define o esquema lógico para
atingir os objetivos estratégicos organizacionais, baseando-se em seus recursos,
processos e volume de produtos.
A filosofia do tambor-pulmão-corda segundo Goldratt (1992), representa o
sincronismo entre os processos. Para ele é qualquer modo sistemático para
movimentar os materiais de forma rápida e uniformemente através dos vários
processos da empresa, de acordo com a demanda do mercado. O tambor
representa o ritmo da produção determinado pela restrição do sistema. Os pulmões
são as proteções contra as incertezas para que se possa maximizar o ganho. A
corda simboliza a comunicação entre a restrição e o controle de liberação de
material, para o sistema sustentar a restrição.
Para Goldratt (1993), ganho é a taxa que o sistema gera dinheiro através das
vendas. Já gargalo é qualquer recurso cuja capacidade limita a produção. Um
sistema sempre apresentará ao menos um gargalo, sendo sempre associado ã
restrição do modelo produtivo.
Conforme Cox e Spencer (2002) inventário é definido pelos itens comprados
que podem ser revendidos, desde matérias primas até bens acabados. O inventário
é avaliado pelo valor de compra não incluindo o valor agregado, sendo oposto a
práticas contábeis tradicionais;
32
2.3.3 Os Cinco Passos
Segundo Cox et al. (1995) o “5 passos” é um processo de aperfeiçoamento
contínuo nas organizações através da avaliação do sistema produtivo e mercadoló-
gico para determinar o modo de obter mais lucro explorando as restrições. As etapas
são: identificar a restrição, decidir como explorar a restrição, subordinar as não-
restrições, elevar a restrição do sistema e retornar ao primeiro passo.
2.3.3.1 Identificar a restrição
Para Guerreiro (1996) na primeira fase devem ser definidas todas as
restrições do sistema produtivo. Todo sistema sempre terá pelo menos uma restrição
e sua quantidade sempre será reduzida.
Para Cox et al. (1995) a primeira fase interage de forma a encontrar o fator
limitante do ganho da empresa. Para ele, qualquer sistema produtivo há alguma
restrição, se não, o sistema cresceria sem limites e a organização teria lucro
ilimitado. Caso não exista restrição física na organização, o mercado virá a atuar
como restrição no processo.
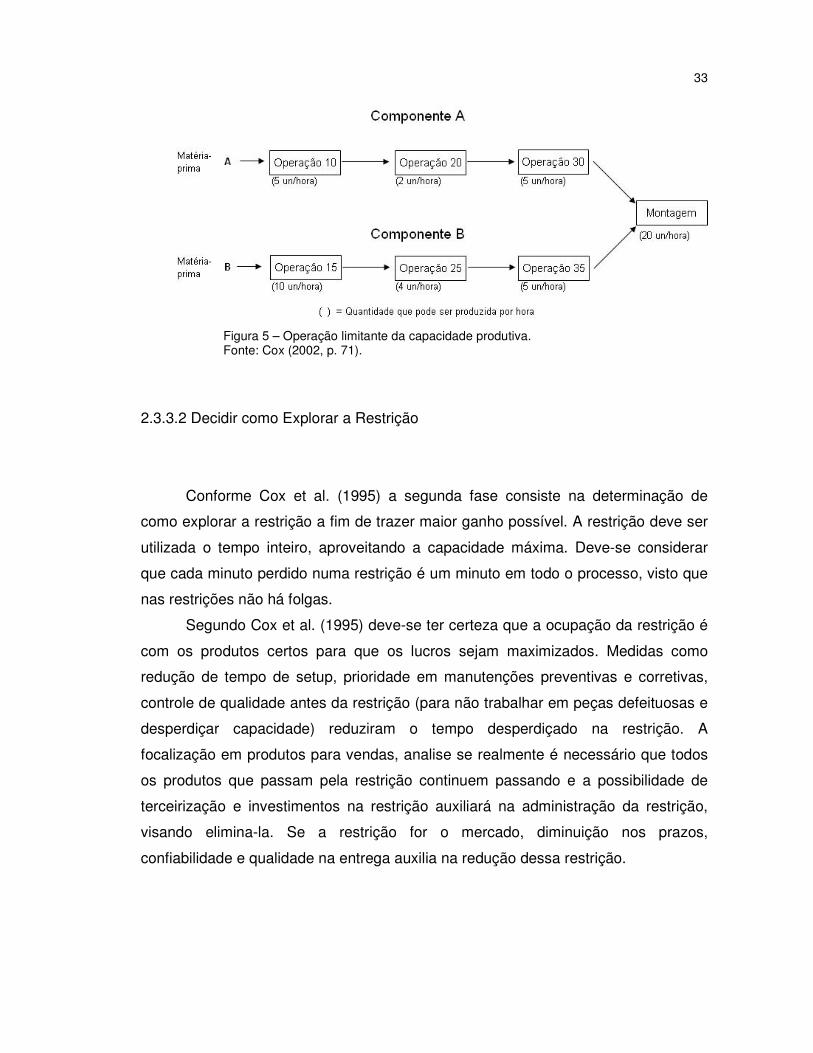
Segundo Cox et al. (1995) para identificar o fator limitante de ganho da
organização é necessário medir a capacidade de cada máquina ou centro de
trabalho para cada tipo de produto fabricado. Na figura nº6, a operação limitante do
processo é a 20. Sua capacidade produtiva é a menor de todas as operações. A
administração deve focalizar os esforços nela, visto que o desempenho total
depende do desenvolvimento dela.
33
Figura 5 – Operação limitante da capacidade produtiva. Fonte: Cox (2002, p. 71).
2.3.3.2 Decidir como Explorar a Restrição
Conforme Cox et al. (1995) a segunda fase consiste na determinação de
como explorar a restrição a fim de trazer maior ganho possível. A restrição deve ser
utilizada o tempo inteiro, aproveitando a capacidade máxima. Deve-se considerar
que cada minuto perdido numa restrição é um minuto em todo o processo, visto que
nas restrições não há folgas.
Segundo Cox et al. (1995) deve-se ter certeza que a ocupação da restrição é
com os produtos certos para que os lucros sejam maximizados. Medidas como
redução de tempo de setup, prioridade em manutenções preventivas e corretivas,
controle de qualidade antes da restrição (para não trabalhar em peças defeituosas e
desperdiçar capacidade) reduziram o tempo desperdiçado na restrição. A
focalização em produtos para vendas, analise se realmente é necessário que todos
os produtos que passam pela restrição continuem passando e a possibilidade de
terceirização e investimentos na restrição auxiliará na administração da restrição,
visando elimina-la. Se a restrição for o mercado, diminuição nos prazos,
confiabilidade e qualidade na entrega auxilia na redução dessa restrição.

34
2.3.3.3 Subordinar as Não-Restrições
Para Noreen (1996) a TOC inicia com a definição de que atividades diferentes
possuem capacidades diferentes e que flutuações estatísticas não podem ser
desconsideradas.
Segundo Cox et al. (1950) a terceira etapa consiste em subordinar todas as
atividades não restritivas à restrição. Isso significa que todos os recursos devem
trabalhar exatamente na cadência da restrição, sendo proibitivo a ausência de
material na restrição. Nessa fase, alguns dos recursos não restritivos ficarão
ociosos, pois é totalmente ineficaz trabalhar mais rápido que a restrição. Para ele
muitos gerentes desistem da implantação da filosofia nessa etapa, pois isso gera
grande quebra nos paradigmas gerenciais.
2.3.3.4. Elevar a Restrição do Sistema
Segundo Goldratt (1991) essa fase significa “levantar a restrição”. Aumentar a
capacidade da restrição é fundamental e poderá trazer a eliminação da restrição. Ela
diferencia da segunda etapa, pois no segundo passo foi aproveitada ao máximo a
capacidade da restrição e no quarto passo é elevar essa capacidade, utilizando-se
de mais turnos, mais recursos, mais maquinário, mais mão de obra, melhorias e
automatização.
2.3.3.5.Retornar ao Primeiro Passo
Segundo Rodrigues (1995) o sistema deve ser reavaliado, pois as restrições
são móveis e alteram de acordo com as modificações no ambiente. Se a restrição for
quebrada na etapa anterior deve-se voltar ao primeiro passo e recomeçar todo o
processo.

35
Para Cox et al. (1995) a quinta etapa tem a finalidade de evitar que a inércia
interrompa o processo de aprimoramento contínuo.
36
3 PROPOSTA DO MÉTODO
O mapa de fluxo de valor estendido permite uma visualização simples e direta
da cadeia de valor, demonstrando os fluxos de processo, material, informação e
transportes desde a matéria-prima até o consumidor final. Essa análise é importante
para identificação dos desperdícios e sua fontes.
Essa diagramação tem como principal objetivo auxiliar à tomadas de decisão
referente ao fluxo representado, de forma lógica e simples, com base na filosofia do
pensamento enxuto.
Assim que definido o mapa de fluxo de valor estendido atual, deve-se partir
para a projeção e idealização do estado futuro. O estado futuro compreende as
melhorias no processo que pode tornar-se realidade num espaço de tempo
adequado com a realidade organizacional, apontando os pontos aonde serão
aplicadas as melhorias, baseadas no estado atual para transformar o estado futuro
em estado atual após o período determinado.
O mapa de fluxo de valor estendido permitirá a evidência principalmente os
seguintes fatores:
- Fluxo da matéria-prima e produtos desde o primeiro fornecedor até o
cliente final;
- Quantidade e freqüência de abastecimento de em todos os pontos do
fluxo produtivo;
- Fluxo de informações e interação entre os processos responsável pela
família de produtos;
- Análise da demanda;
- Pontos de transportes e armazenagem de produtos acabados, matéria-
prima e sub-produtos.
Aplicar a metodologia de mapeamento do fluxo de valor estendido a todas as
famílias de componentes e subprodutos pertencentes a um produto é inviável. O
tempo gasto para a determinação de todas as etapas, grande quantidade de dados
e complexidade de análise, acaba-se fugindo do enfoque.

37
Uma das maiores dificuldades para a implantação dessa ferramenta é a
definição de qual família do produto deve-se iniciar o estudo. Como a análise a ser
elaborada é abrangente e detalhada, é extremamente importante que seja escolhida
a família que realmente influencia no processo de fabricação do produto.
Visando essa dificuldade, uma alternativa proposta é a utilização da Teoria
das Restrições para definição da família que trará resultados organizacionais
significativos para o processo.
Com essa opção, é possível determinar quais as famílias de produtos que
fazem parte das atividades restritivas e assim, analisar através de todo o processo
(desde a matéria prima até o consumidor final) pontos cujo tempos e custos possam
ser reduzidos para benefício da restrição e de todo sistema.
3.1 MODELO DE METODOLOGIA PARA APLICAÇÃO
Inicialmente, para delimitação das famílias a serem mapeadas, é necessário à
definição da ferramenta utilizada para escolha das famílias de produtos para a
análise do estudo. A utilização da teoria das restrições para a análise de fluxo de
valor estendido tem como uma das finalidades o ganho de tempo para a análise.
Após a definição da família de produtos a ser estudada, o passo seguinte é
descrição de todas as atividades de processos de fabricação do produto escolhido.
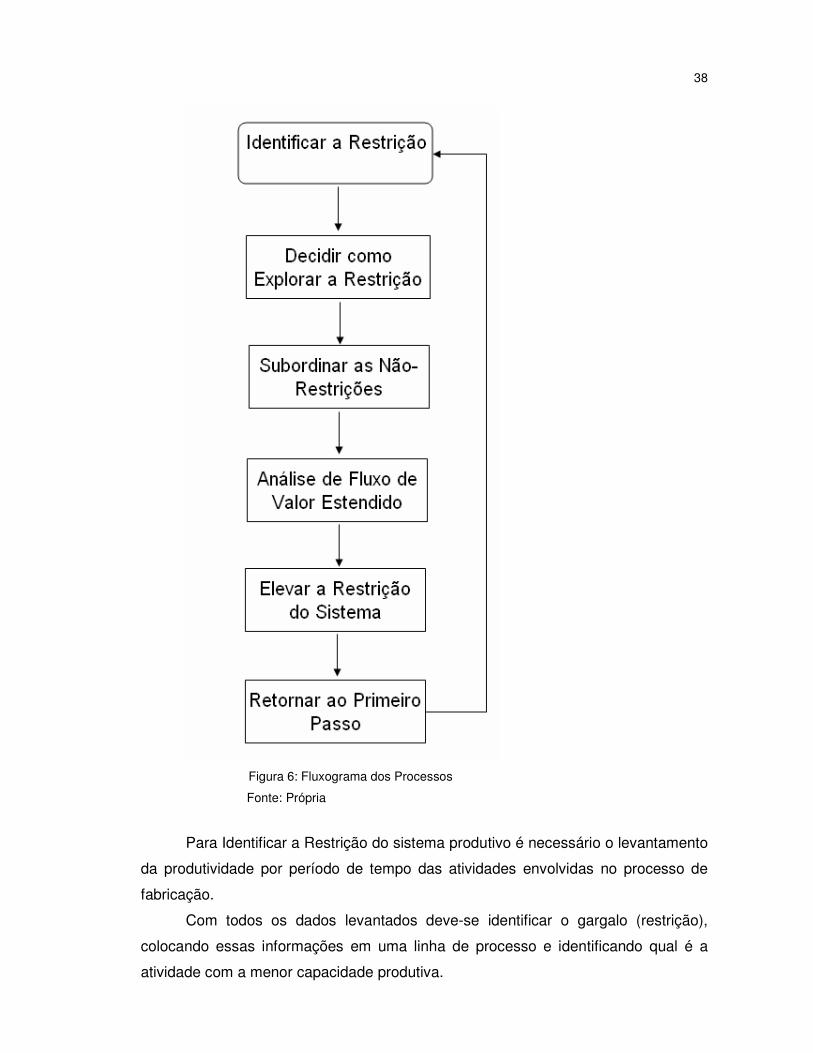
Com a descrição das atividades, pode-se iniciar a aplicação de 6 passos da
para aplicação da utilização da Teoria das Restrições com a Análise de Fluxo de
Valor Estendido: Identificar a Restrição, Decidir como Explorar a Restrição,
Subordinar as Não-Restrições, Análise de Fluxo de Valor Estedido, Elevar a
restrição do Sistema e Retornar ao Primeiro Passo.
38
Figura 6: Fluxograma dos Processos
Fonte: Própria
Para Identificar a Restrição do sistema produtivo é necessário o levantamento
da produtividade por período de tempo das atividades envolvidas no processo de
fabricação.
Com todos os dados levantados deve-se identificar o gargalo (restrição),
colocando essas informações em uma linha de processo e identificando qual é a
atividade com a menor capacidade produtiva.

39
Depois de definida a restrição do sistema, o passo seguinte é Decidir como
Explorar a Restrição. Essa etapa define como deve ser administrada a restrição para
se obter o maior ganho e não permitir que ela venha a tornar-se um problema.
A atividade escolhida é a que possui nenhuma folga no sistema, sendo
primordial que as atividades antecessoras não permitam a ausência de material para
a restrição. Tempo perdido nessa atividade é tempo perdido em todo o sistema, pois
a ausência de folga não permite a recuperação, assim, aproveitando a capacidade
máxima do gargalo.
As reduções dos tempos de setup são grandes preocupações nesse tipo de
atividade. Muitas vezes são tempos excessivos onde a atividade fica improdutiva. A
diminuição desse problema traz um retorno satisfatório com custos baixos.
A restrição deve trabalhar somente em produtos destinados para vendas,
qualquer outra atividade na restrição é diminuição do ganho da empresa. A restrição
também não pode perder tempo em processar produtos com defeitos provindos de
atividades anteriores. É necessária a monitoração de algum tipo de controle de
qualidade antes da atividade restritiva. Com isso o aproveitamento do processo em
prol do ganho será superior.
O passo seguinte é Subordinar as Não Restrições às restrições do sistema.
Essa etapa consiste em todas as atividades não restritivas trabalharem no mesmo
ritmo da atividade restritiva. Isso implica num fluxo continuo de fabricação. Se por
algum motivo uma não restrição diminuir temporariamente o seu ritmo, faltarão
recursos na restrição para processamento. Para evitar isso, deve ser alocados
pulmões antes da restrição, evitando impactos sobre flutuações no sistema até que a
não restrição se recupere. Caso o ritmo da atividade não restritiva acelere,
aumentará o pulmão de segurança antes da restrição, o que gera aumento de
inventário entre processos.
Com a restrição definida, deve-se utilizar a família de produtos, subprodutos
ou materiais que fazem parte do processo para a análise de fluxo de valor estendido.
Essa etapa tem por finalidade determinar melhorias ao longo de toda a cadeia
produtiva para que se possa melhorar a restrição antes que sejam necessários
investimentos para aumento de sua capacidade máxima.
Primeiramente, deve-se realizar o Mapa de Estado Atual das famílias de
produtos selecionadas. Essa atividade tem como objetivo visualizar a atual situação
das famílias de produtos desde o seu fornecedor primário até o cliente final.
40
Depois de definido o Estado Atual, o passo seguinte é a determinação do
Fluxo de Processos. Nessa etapa deve ser analisado o fluxo de valor a ser
mapeado, avaliando as plantas, conexões de transportes, ações sobre a família
selecionada e todo o gerenciamento de informações e tempos.
Com essas informações é possível a elaboração do Mapa de Fluxo de Valor
de Estado Atual. Essa representação tem como objetivo demonstrar os dados de
forma resumida e agrupados, para uma fácil leitura da demonstração representada.
Após a determinação do mapeamento físico das famílias selecionadas, deve-
se iniciar a definição do fluxo de pedidos e informações do processo produtivo desde
o pedido do cliente até a entrega. É necessário fazer uma avaliação de todo o
processo retroativamente, iniciando do consumidor final até o primeiro fornecedor.
A Amplificação da Demanda deve ser determinada para análise de flutuações
da demanda para determinação de alocação de recursos e mão de obra durante o
período analisado.
Finalmente, com todas essas informações levantadas, é possível a
construção do Mapa Final de Estado Atual.
Com a representação da estrutura de valor da família de produtos, devem-se
avaliar todas as etapas individualmente e avaliar possíveis melhorias ao longo de
todo o processo. Esse estudo deve visar economia de tempos, transportes e gastos,
para que auxilie na elevação da capacidade de ganho da restrição.
A próxima etapa é Elevar a Restrição do Sistema. Nessa etapa de estudo é
analisado a maneira como pode ser ampliada à capacidade máxima produtiva da
restrição.
Há uma infinidade de opções para que se possa obter esse resultado.
Aumentar a quantidade de turnos de operação da atividade, dependendo do caso e
da necessidade é o mais indicado. Outras duas principais opções para o aumento da
capacidade máxima são: o aumento de mão de obra e maquinário, seguidos de
automatização do processo produtivo.
O ultimo passo é Retornar ao Primeiro Passo. Se a atividade deixou de ser
considerada restritiva, precisa efetuar uma nova analise, com novas capacidades
produtivas e encontrar uma nova restrição do processo. Caso a atividade continua
restringindo o sistema, deve-se retornar os passos até a eliminação da mesma.

41
4 SIMULAÇÃO DA APLICAÇÃO DO MODELO METODOLÓGICO
A simulação será realizada na empresa fictícia XYZ que tem como produtos α,
β e Ω. Os produtos percorrem a mesma linha produtiva diferenciando no tamanho da
sua carcaça (operação 15), potência do motor (operação 25) e acionamento
automático ou manual (operação 35).
4.1 IDENTIFICAR A RESTRIÇÃO
Figura 7: Fluxo de Operações Fonte: Própria
A restrição caracteriza-se pela atividade que possui a menor produtividade
por unidade de tempo. Nesse modelo, o gargalo do sistema produtivo é a operação
25, que possui a capacidade produtiva de duas unidades por hora. O Objetivo é
elevar sua capacidade produtiva para sete unidades por hora, para que não restrinja
mais o processo.
42
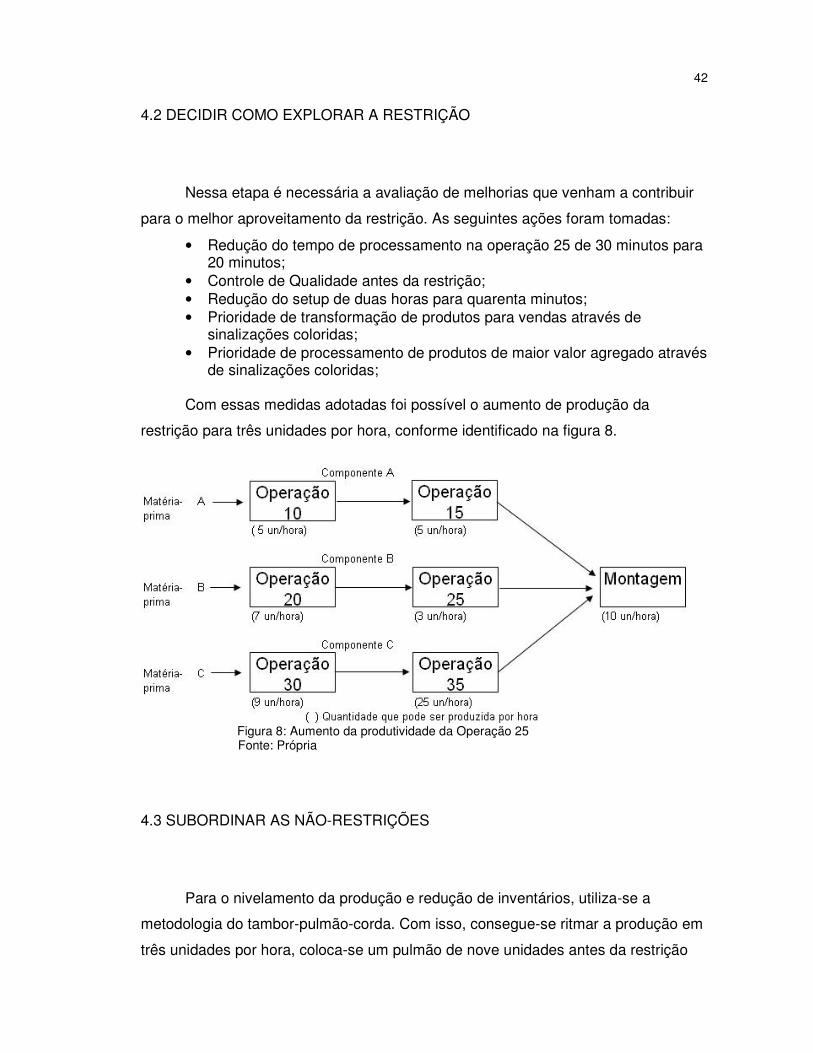
4.2 DECIDIR COMO EXPLORAR A RESTRIÇÃO
Nessa etapa é necessária a avaliação de melhorias que venham a contribuir
para o melhor aproveitamento da restrição. As seguintes ações foram tomadas:
• Redução do tempo de processamento na operação 25 de 30 minutos para 20 minutos;
• Controle de Qualidade antes da restrição; • Redução do setup de duas horas para quarenta minutos; • Prioridade de transformação de produtos para vendas através de
sinalizações coloridas; • Prioridade de processamento de produtos de maior valor agregado através
de sinalizações coloridas;
Com essas medidas adotadas foi possível o aumento de produção da
restrição para três unidades por hora, conforme identificado na figura 8.
Figura 8: Aumento da produtividade da Operação 25 Fonte: Própria
4.3 SUBORDINAR AS NÃO-RESTRIÇÕES
Para o nivelamento da produção e redução de inventários, utiliza-se a
metodologia do tambor-pulmão-corda. Com isso, consegue-se ritmar a produção em
três unidades por hora, coloca-se um pulmão de nove unidades antes da restrição

43
para proteção e concilia-se o ritmo de liberação de matéria-prima ao ritmo do
gargalo. Identifica-se esse processo na figura 9.
Figura 9: Metodologia Tambor-Pulmão-Corda Fonte: Própria
4.4 ANÁLISE DE FLUXO DE VALOR ESTENDIDO
Através do estudo ao longo de toda cadeia produtiva, é possível determinar
melhorias desde a extração da matéria-prima até a entrega para o consumidor final.
(Ver exemplo anexo C).
Com essa análise conseguiu-se melhorar alguns processos durante todo
percurso, que colaboraram para a diminuição do tempo de processamento e
eliminação do setup na operação 25. As duas principais ações foram: mudança na
embalagem do motor para uma embalagem de mais rápido acesso e
desenvolvimento de um motor que elimina a variação de potências, sendo utilizado
um potenciômetro para o dimensionamento. Sendo assim, é necessário apenas um
modelo de motor para atender as três variações e não acrescentando custos de
produção. Com essa modificação a produtividade no operação 25 subiu para cinco
unidades por hora.

44
Figura 10: Redução de Tempo de Processamento e Setup da Operação 25 Fonte: Própria
4.5 ELEVAR A RESTRIÇÃO DO SISTEMA
O objetivo inicial é a elevação da capacidade produtiva da restrição para sete
unidades por hora. O alcançado até essa etapa é de cinco unidades por hora. Para a
tentativa de elevar a produtividade, a opção escolhida é acrescentar dois operários
na operação 25.
4.6 RETORNAR AO PRIMEIRO PASSO
O resultado obtido através de todos os passos desenvolvidos até essa etapa é:

45
Figura 11: Capacidade Final de Produtividade Fonte: Própria
Conforme a figura 12 nota-se que a operação 25 não é mais a restrição do
sistema. Com essa análise deve-se retornar ao primeiro passo e encontrar a nova
restrição do sistema e efetuar todas as etapas novamente.

46
5 CONSIDERAÇÕES FINAIS
Na revisão bibliográfica introduziu-se os conceitos da Teoria das Restrições e
do Fluxo de Valor Estendido que estão diretamente ligadas ao desenvolvimento do
trabalho, sua aplicabilidade, passos para análise para avaliação de sistemas
produtivos.
A meta das organizações é atingir o melhor resultado através de sua atividade
desenvolvida. Conforme a Teoria das Restrições, elevando-se a capacidade de uma
restrição, diretamente irá aumentar os ganhos da empresa. Com isso, a utilização da
Análise de Fluxo de Valor Estendido nas famílias de produtos oriundos da atividade
restritiva, leva-se a atingir o melhor resultado empresarial visado em relação ao
aumento do ganho da organização.
O mundo das organizações requer a obtenção de melhores resultados com
menores investimentos. O aprimoramento da utilização da filosofia da Teoria das
Restrições com o Mapa de Fluxo de Valor Estendido visa à diminuição de
investimentos na planta fabril para a elevação do ganho global da empresa. É
possível obter melhores resultados com menor investimento, realizando a analise de
Fluxo de Valor Estendido antes da etapa de aumento da capacidade máxima
idealizada na Teoria das Restrições. Com isso os investimentos e esforços não
ficam apenas focalizados na atividade restritiva, mas em toda a cadeia produtiva da
família de produtos pertinentes à restrição.
Com essa ferramenta desenvolvida, o retorno de tempo e investimentos
disponibilizados para o desenvolvimento dessa atividade, é direcionado ao ganho
empresarial, agregando vantagem competitiva, redução e focalização de
investimentos e elevação da produtividade.
47
REFERÊNCIAS
BAUCH, C. Lean product development: making waste transparent. Cambridge:
Massachusetts Institute of Technology, 2004.
BICHENO, John. Implementing jit: how to cut out waste and delay in any manufacturing operation. Kempston: Bedford, UK: IFS Publications, 1991.
BLACK, J.T. O projeto da fábrica com futuro. Porto Alegre: Bookman, 1998. BORCHARDT, Mirian. Diretrizes para a implementação dos princípios da mentalidade enxuta: o caso das empresas de transporte coletivo rodoviário urbano. Tese (Doutorado) - Universidade Federal de Santa Catarina, Florianópolis, 2005. BOZZONE, V. Speed to market: lean manufacturing for job shops. Amacom: New York, 2002. CORBETT NETO, Thomas. Uma comparação entre “activity-based costing” e teoria das restrições, no contexto da contabilidade gerencial. Dissertação (Mestrado em Administração) – Fundação Getúlio Vargas, São Paulo, 1996. COX, J. F.; Spencer, M. S.; Manual da teoria das restrições. Porto Alegre: Bookman, 2002. DAVIS, M. Fundamentos da administração da produção. Porto Alegre: Bookman, 2001. DESCHAMPS, J. Produtos irresistíveis. São Paulo: Makron Books, 1997. GIL, A. C. Como elaborar projetos de pesquisa. São Paulo: Atlas, 2007.
48
GOLDRATT, Eliyahu M. A síndrome do palheiro: garimpando informação num oceano de dados. São Paulo: Educator, 1992. GOLDRATT, Eliyahu M.; COX, Jeff. A meta. São Paulo: Educator, 1993. GUERREIRO, Reinaldo. A meta da empresa: seu alcance sem mistérios. São Paulo: Atlas, 1996. GUERREIRO, Reinaldo. A teoria das restrições e o sistema de gestão econômica: uma proposta de integração conceitual. Tese (Doutorado) – Universidade de São Paulo, São Paulo, 1995. IMAI, M. Kaizen: the key to Japan´s competitive success. Rio de Janeiro: McGraw-Hill, 1986. ISHIKAWA, K. Controle de qualidade total à maneira japonesa. Rio de Janeiro: Campus, 1993. JONES, D.; WOMACK, J. Enxergando o todo. Mapeando o fluxo de valor estendido. Lean Institute Brasil, 2004. JÚNIOR, José Antonio Valle Antunes, RODRIGUES, Luis Henrique. Teoria das
restrições: uma análise das ações de melhorias necessárias para levantar a
capacidade das restrições. In: ENCONTRO NACIONAL DE ENGENHARIA DE
PRODUÇÃO, 1998
LAKATOS, E.M.; MARCONI, M. de A. Metodologia do trabalho científico: procedimentos básicos, pesquisa bibliográfica, projeto e relatório, publicações e trabalhos científicos. 4. ed. São Paulo: Atlas, 1992. LEAN INSTITUTE BRASIL. Disponível em: <www.lean.org.br>. Acesso em: 10 mar. 2007. LUBBEN, Richard T. Just-in-time: uma estratégia avançada de produção. 2. ed. São Paulo: McGraw-Hill, c1989.
49
MACHADO, Marcio Cardoso. Princípios enxutos no processo de desenvolvimento de produtos: proposta de uma metodologia para implementação. Tese (Doutorado) – Universidade de São Paulo, São Paulo, 2006. MONDEN, Y. Sistema toyota de produção. São Paulo: IMAM, 1986. MURMAN. E. et al. Value in aerospace industry. Palgrave: New York, 2002. NOREEN, Eric; SMITH, Debra; MACKEY, James T. A teoria das restrições e suas implicações na contabilidade gerencial. São Paulo: Educator Editora, 1996. OHNO, Taiichi. O sistema toyota de produção: além da produtividade em larga escala. Porto Alegre: Artes Médicas, 1997. PORTER, M. Vantagem competitiva: criando e sustentando um desempenho superior. Rio de Janeiro: Campus, 1999. RANK, Sandro Marcelo. A influência da aplicação da teoria das restrições na gestão das equipes de trabalho em um estudo multicaso. Dissertação (Mestrado) – Universidade Federal de Santa Catarina, Florianópolis, 2001. RODRIGUES, Luis Henrique. Apresentação e análise crítica da tecnologia da produção otimizada e da teoria das restrições. Porto Alegre: [s.d.], 1995. ROTHER, M., SHOOK, J. Aprendendo a enxergar: mapeando o fluxo de valor para agregar valor e eliminar o disperdício: manual de trabalho de uma ferramenta enxuta. São Paulo: Lean Institute Brasil, 2003 SCHAPPO, Adriano José. Um método utilizando simulação discreta e projeto experimental para avaliar o fluxo na manufatura enxuta. Dissertação (Mestrado) – Universidade Federal de Santa Catarina, Florianópolis, 2006. SCHONBERGER, R.J.; ANSARI, A. “Just-in-time’ purchasing can improve quality”, Journal of Purchasing and Materials Management, v. 20, n. 1, p. 2-7, 1984. SILVA, Valéria Cristina Oliveira. Análise de casos de implementação de produção enxuta em empresas brasileiras de máquinas e implementos agrícolas. Dissertação (Mestrado) – Universidade de São Paulo, São Carlos, 2006. SLACK, N. et al. Administração da produção. São Paulo: Atlas, 1996.

50
SLACK, R.A. The application of lean principles to the military aerospace product development process. Thesis (Master in Science). Massachusetts Institute of Technology, Cambridge, 1998. SWAIN, Monte; BELL, Jan. The theory of constraints and throughput accounting. California: McGraw-Hill Companies, 1999. TUCKNER, R. Agregando valor ao seu negócio. São Paulo: Makron Books, 1999. WOMACK J.; JONES, S. Lean thinking: banish waste and create wealth in your corporation. Free Press: New York, 2003. WOMACK, J.; JONES, D. A mentalidade enxuta nas empresas: elimine o desperdício e crie riquezas. 6. ed. Rio de Janeiro: Campus, 1998. WOMACK, J.P.; JONES. D.T.; ROOS, D. A máquina que mudou o mundo. 5. ed. Rio de Janeiro: Campus, 2004.

51
ANEXOS
52
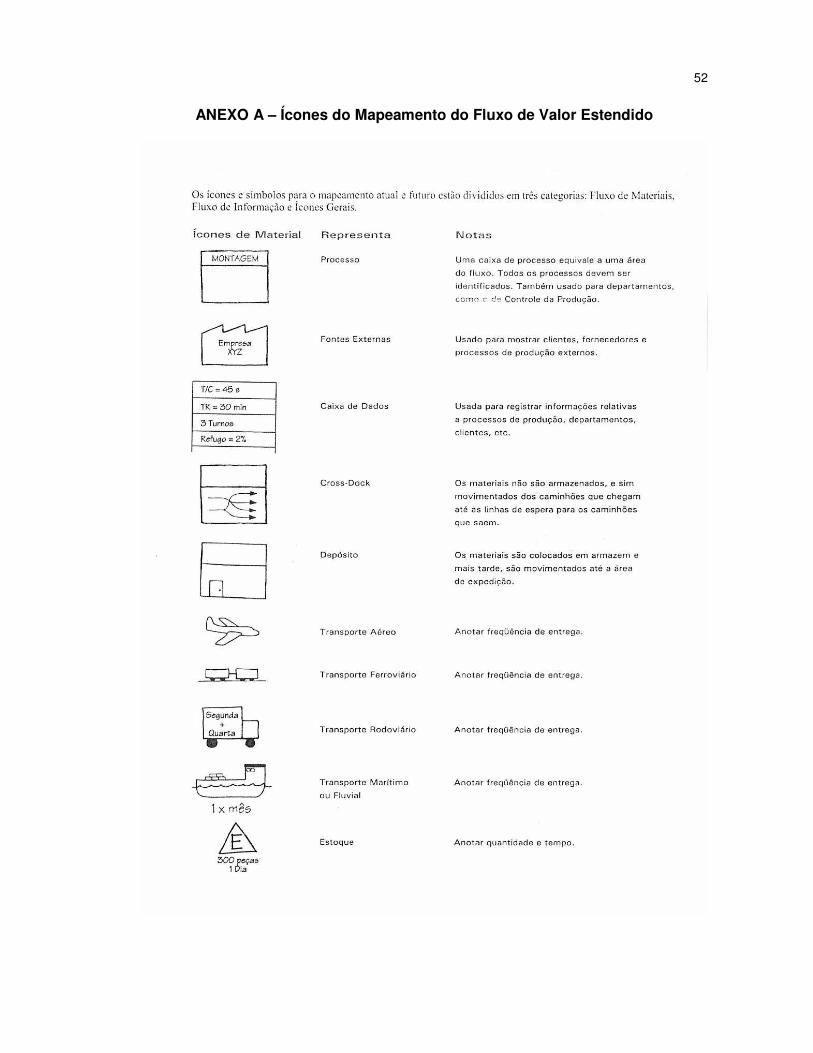
ANEXO A – Ícones do Mapeamento do Fluxo de Valor Estendido
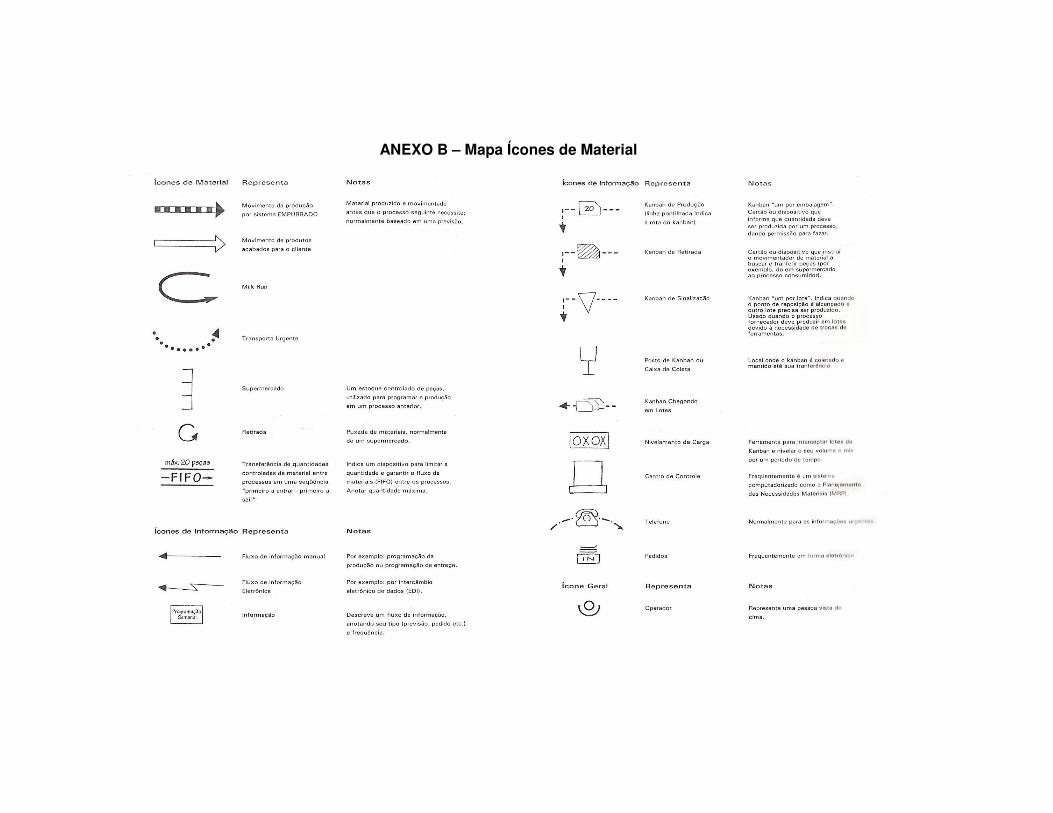
ANEXO B – Mapa Ícones de Material

54
ANEXO C – Mapa Final do Estado Atual