tempêra no sal nas linhas modulares de tratamento...
TRANSCRIPT

Tempêra no Salnas linhas modulares de tratamento térmico
David Howard (irlandês na Suíça francês), CODERE AG, Alle/SuíçaRepresentante no Brasil: TECPROPRO, São Paulo, (11) 3042-3790,
[email protected], www.tecpropro.com

Conteudo
Ø HistoriaØ Têmpera no sal derretidoØ A solução da CODEREØ Exemplos práticos

Historia
Ø Frequentemente o banho do sal derretido está assimilado comveneno, polução e condições de trabalhar de periculosidade.
Ø Os passos de tratamentos de alta temperatura como austenitizaçãoo cementação aconteceram em sal derretido como cloreto de bário(BaCl2) ou cianeto de sódio (NaCN)
Os vapores tóxicos precisaram uma sistema de aspiração efiltração.Ø As peças foram temperadas em:
-óleo-agua-Sais derretidos (mistura de NaNO2 e KNO3)
As líquidos de têmpera fórum contaminados através de sais ecausaram altos custos de manutenção (limpeza de banho sal) e oreciclagem quase não foi possível;

Historia
Ø Além dessas desvantagens os banhos de sais permitem altaflexibilidade nas possibilidades de têmpera e nas pequenas seriasde peças de produção
Ø Para manter a alta flexibilidade de têmpera nos banhos de sal eevitar os transtornos de banhos de sais de processos de altastemperaturas, CODERE desenvolveu um forno modular tipo sinocom atmosfera controlada e alta temperatura, com varias líquidosde têmpera, em particular sal

As propriedades de sais derretidos para têmpera– composição química
Grupo 1 :Ø Misturas de nitrito de sódio e nitrato de potássio, temperaturas uteis
de 160 a 500°CØ A mistura comum contem 44% NaNo2 e 56% KNO3 com uma
densidade de 1.9 kg/dm3 e uma capacidade térmica de 0.36kcal/dm3 ás 200°C

As propriedades de sais derretidos para têmpera– composição química
Grupo 2 :Ø Misturas de nitrato de sódio e nitrato de potássio, temperaturas
uteis de 250 a 550°CØ A mistura comum contem 55% NaNo3 e 45% KNO3 com uma
densidade de .8 kg/dm3 e uma capacidade térmica de 0.38 kcal/dm3
ás 300°C

Vantagens de sais derretidos para têmpera
Ø Os sais de têmpera são substancias minerais e não presentamefeitos de envelhecimento
Ø Os sais são infláveis e providenciam uma lata segurança detrabalho
Ø Os sais têm um baixa pressão de vapor, a fase de ebulição quasenão existe na curva de resfriamento de peças e providencia umadistorção muita baixa nas peças tratadas
Ø Pode retirar os sais completamente das peças com agua semdeixar contaminações carbonizadas nas peças. Facilita os pós-operações como pintura por exemplo
Ø Os sais oferecem uma banda larga de temperaturas e permitemprocessos como martêmperar ou austêmperar assim como têmpera

Vantagens de sais derretidos para têmpera• Comparação óleo x sal – condutividade térmica em W/(m*°K)
óleo / agua =fase deebulição
sal = transferencia de calor(continúo)

Advantages of the molten salts for quenching
Ø These are entirely mineral substances and don’t present any ageing
Ø They are not inflammable and allow a high working security
Ø Having a weak vapor tension, the calefaction phase is nearlyundetectable on the cooling curves and allows very low distortionson the treated parts
Ø They are entirely washable in water and do not let carbonatedresidues on the surfaces of the parts and therefore facilitate the post(painting) operations
Ø They can be used in a large field of quenching temperaturesallowing martempering or austempering treatments as well astempering

Influencia de adição de agua no sal
Curvas de resfriamento
(banho quente de sal AS 135 sem agitaçãocom vários conteúdos de agua)Peça teste: diâmetro 10 mm
Temperatura de teste: 200°C

Solubilidade de carbonato de sódio em sal AS135

Instruções de segurança
Ø O banho de têmpera precisa ser proporcionado em volumecorrespondente da carga e precisa uma sistema de circulação paraevitar superaquecimento local
Ø Precisa saber, que acima de 550°C os nitritos e nitratos se-dissolvem violentamente ao nitrogênio gasoso
Ø É necessário evitar contaminação do banho com resíduos orgânicosque podem formar carbonatos
Ø Os carbonatos reduzem a eficiência de têmpera

Limites técnicos de têmpera no banho de sal
Ø A aplicação de banho de sal em fornos com atmosfera controladaprecisa uma separação funcional de gás de processo e desuperfície do sal para evitar reações químicas de gás com o sal
Ø Então precisa nos fornos com uma atmosfera de gás controlado ebanhos de sal:
Ø Uma câmera intermediaria (fornos câmeras por exemplo)Ø Desvantagens: queda da temperatura com pequenas peças ou
estruturas finas, sistema de transferência e transporte difícilØ Uma sistema com transferência com uma passagem por ar (fornos
poços por exemplo)Ø Desvantagem: queda da temperatura com pequenas peças ou
estruturas finas, oxidação e descarburação de peças

Solução da CODERE
Para evitar os limites tecnicos, CODERE desenvolveu um fornotipo sino modular com uma atmosfera de gás controlada. Oforno modular permite:
Ø Uma separação fácil e eficaz entre a atmosfera do forno e o banhode sal
Ø Uma transferência fácil e direta da carga de forno ao banho pordeslizar sem transferência por ar e sem queda da temperatura

Modo de funcionamento da separação funcional

Vantagens da separação funcional dentre forno ebanho de têmpera
Ø A transferência está realizado através do movimento do fornosem a necessidade de um sistema interna trabalhando em altastemperaturasØ Alta confiabilidadeØ Zero manutenção
Ø A carga entra direta do forno no banho de salØ Zero queda de temperatura de peçasØ Zero oxidação (atmosfera protegida)
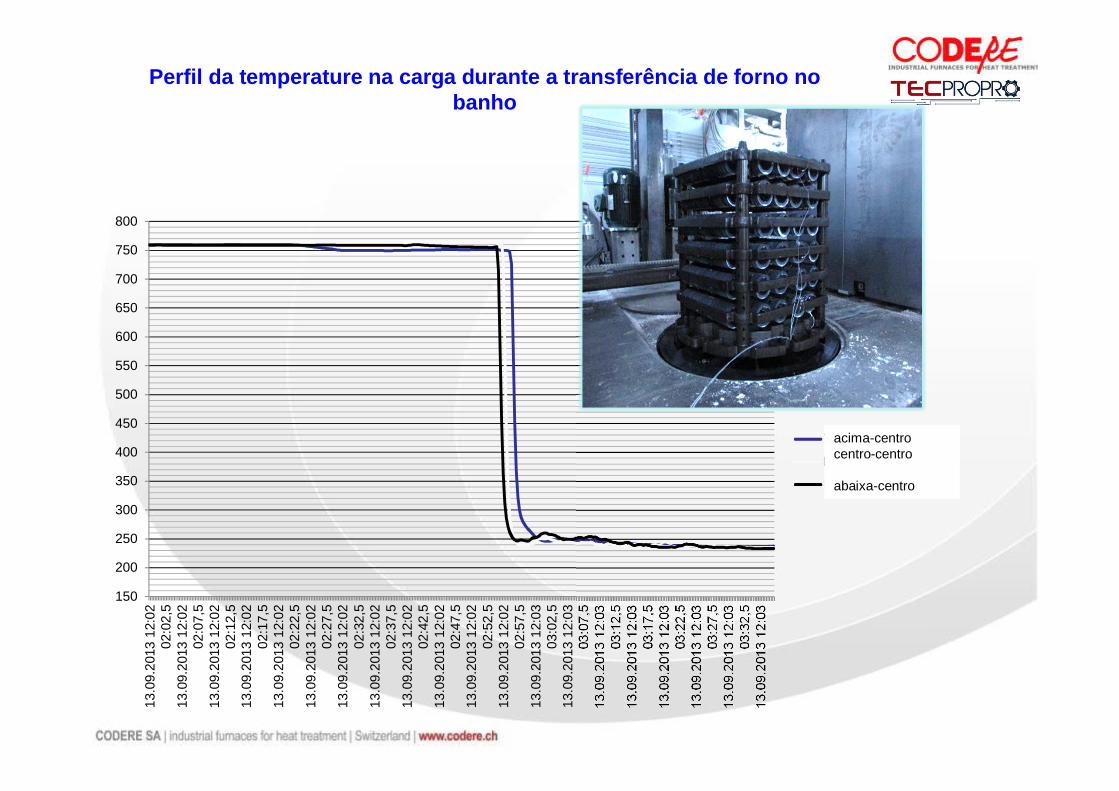
Perfil da temperature na carga durante a transferência de forno nobanho
150
200
250
300
350
400
450
500
550
600
650
700
750
800
13.0
9.20
13 1
2:02
02:0
2,5
13.0
9.20
13 1
2:02
02:0
7,5
13.0
9.20
13 1
2:02
02:1
2,5
13.0
9.20
13 1
2:02
02:1
7,5
13.0
9.20
13 1
2:02
02:2
2,5
13.0
9.20
13 1
2:02
02:2
7,5
13.0
9.20
13 1
2:02
02:3
2,5
13.0
9.20
13 1
2:02
02:3
7,5
13.0
9.20
13 1
2:02
02:4
2,5
13.0
9.20
13 1
2:02
02:4
7,5
13.0
9.20
13 1
2:02
02:5
2,5
13.0
9.20
13 1
2:02
02:5
7,5
13.0
9.20
13 1
2:03
03:0
2,5
13.0
9.20
13 1
2:03
03:0
7,5
13.0
9.20
13 1
2:03
03:1
2,5
13.0
9.20
13 1
2:03
03:1
7,5
13.0
9.20
13 1
2:03
03:2
2,5
13.0
9.20
13 1
2:03
03:2
7,5
13.0
9.20
13 1
2:03
03:3
2,5
13.0
9.20
13 1
2:03
Top-CenterMiddle-CenterBottom-Center
acima-centrocentro-centro
abaixa-centro
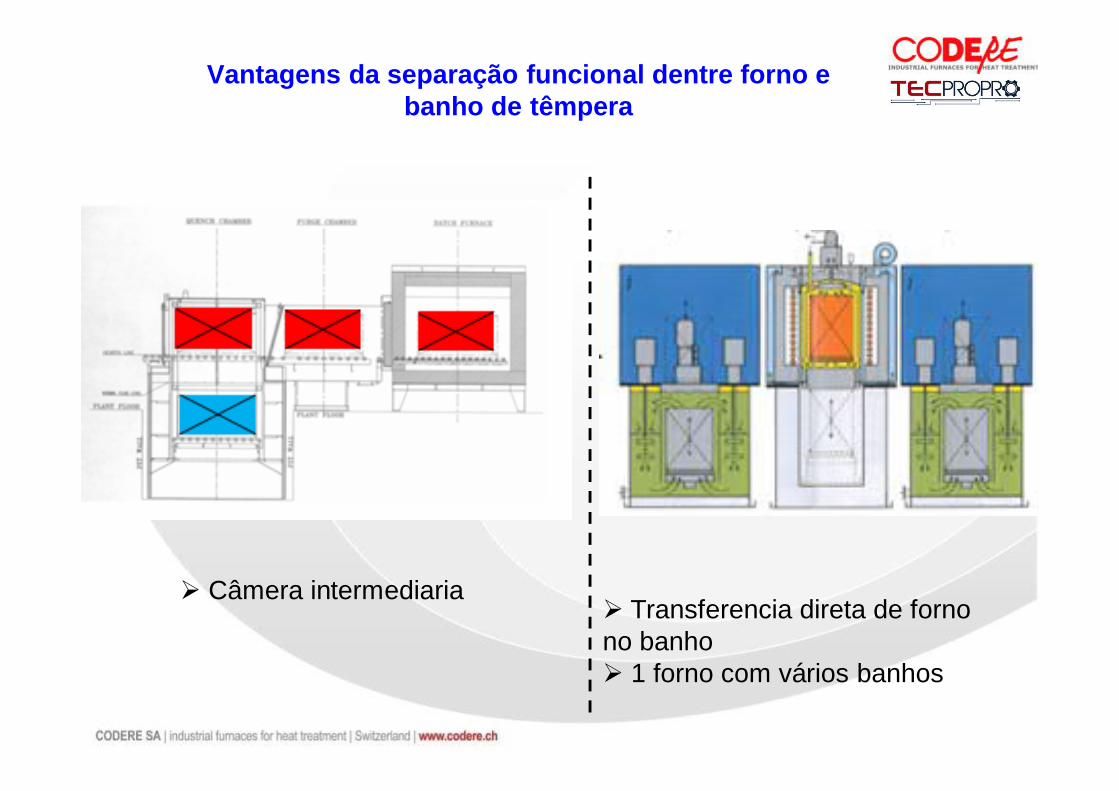
Vantagens da separação funcional dentre forno ebanho de têmpera
Ø Câmera intermediariaØ Transferencia direta de fornono banhoØ 1 forno com vários banhos

Vantagens da separação funcional dentre forno e banhode têmpera
Ø Um banho pode servir dois fornosØ Um forno pode servir dois (ou mais) banhos de têmpera

Linha com têmpera no sal de 1000 kg/cargaInstalação com automatização completa
Film
HTU step 1

Linha com têmpera no sal de 1000 kg/cargaInstalação com automatização completa
HTU step 3

The salt quenching in a modular bell type
O forno contem os seguintescomponentes:
Ø Carcaça externa isoladoØ Aquecimento radial (resistências ou queimadores)
em zonas independente controladasØ Um sino de aço refratárioØ Tampa superiorØ Fã turbo para convecção forçadaØ Elevador para carregar e descarregar
Seguintes tratamentos podem serrealizados com atmosfera protegida:
Ø Têmpera neutraØ CementaçãoØ Carbunitretação
Temperatura útil é 1100°C
Esquema de forno

O sino do aço permite:Ø Condicionamento rápido da atmosfera em
menos do que 15 minutosØ Baixo consumo de gásØ Trabalho com atmosferas reativas (Endo por
exemplo) ou atmosferas neutras (nitrogênio,argônio...)
O aquecimento radial permite:Ø Uniformidade da temperatura < +/-5°CØ Aquecimento rápido e uniformo da carga
Observações:Ø Durante patamar da temperatura, o forno pode
ser desligadoØ Aquecimento de temperatura ambiente a
temperatura de processo demora menos do que1.5h
Vantagens da retorta de aço refratário e doaquecimento radial

Vantagens da retorta de aço refratário e doaquecimento radial
90 min15 min

Esquema do banho de tempera
O banho contem os seguintescomponentes:
Ø Carcaça de aço isoladoØ Aquecimento com resistências tipo imersãoØ Elevador para carregar e descarregarØ Sistema de ar para resfriamentoØ 2 fã de agitação com velocidades ajustáveis e uma
sistema de chapas condutoras, quais garantemcirculação forte e uniformo de sal derretido
Ø Uma tampa móvel para segurança e isolação térmicaacima do banho
Seguintes tratamentos podem serrealizados:
Ø Martêmperar de ferramentas e aços de construçãoØ AustêmperarØ Revenimneto direto depois têmpera sem lavar

Componentes do banho de sal
Agitadores e resistências
Fã de resfriamento

Sal com agitação
Banho de sal comtampa superiorfechada
Componentes do banho de sal

Lavadora “spray” para sal – 3 cascatas inversasControle de concentraçõa de sal

Esquema de circuito de agua de lavar fechado
A agua usada de lavagem recicle simplesmente através daevaporação na pressão ambiente.
O vapor está condensado e a agua reciclada entra na tanque deagua para lavar.
Depois a concentração e sedimentação, recebe sal puro que podeusar de novo no banho de sal
A sistema de recuperação de sal trabalho em circuito fechado.

Jogo de lavadores “spray” e imersão com recuperadorade sal

Recuperadora se sal – pratilheiras de evaporaçõa –coletora de sal

Velha tecnologia x tecnologia avançada modernaAntes
Depois

Bainit
Perlit
Ms
T°C
Time
Bainit
Perlit
Ms
T°C
Time
Têmpera no sal derretido
AustêmperarCementação e austêmperar
MartêmperarCementação e martêmperar

Applicações
Ø MartêmperarØ Cementação e martêmperarØ AustêmperarØ Cementação e Austêmperar

Aplicações
Martêmperar:
Na método de têmpera interrompida, ou seja martêmperar, a peça éimersa no banho de sal na uma temperatura pouco acima ou abaixa datemperatura de começa de formação de martensita e mantido nestepatamar durante um tempo certo para equilibrar a estrutura de materialda peça no segmento inteiro.
As peças depois saem do banho e resfriam no ar.O gradiente térmico de superfície ate do centro da peça e muito maisbaixo na martêmpera do que na têmpera convencional.A mertêmpera reduz ambos o tensões térmicos e os tensões detransformação de estrutura, que diminuem distorção e risco de trincas

Mediadas de distorção (nível plano):
ØCom martêmpera em sal: 95% < 0,10mmØCom têmpera no óleo: 50% < 0,10mm
Martêmperar de componentes de rolamento
2000 peças/carga
5th Bodycote/AGA Heat Treatment Seminar

Martêmperar de ferramentas para corte
Dimensão da carga:dia=300 x altura=350 mm

Martemperar de componentes de pistolas
A martêmperar evita a necessidade do retificação depoisa TT

Martemperar de componentes de pistolas
A martêmperar evita a necessidade do retificação depoisa TT

Martêmperar de gaiolas de rolamentos

Lina martêmperar de gaiolas de rolamentos500 Kg/h
Ø Pré-aquecimentoØ 2 fornos TTØ Banho de sal (15 m3)Ø Estação de resfriamentoØ LavarØ 4 fornos de revenimento
baixa temperaturaØ 1 fornos de revenimento
alta temperaturaØ Estoque & manipuladoraØ Automatização completa
ØØ 900 x 1000ØCarga bruta: 1 tonelada

Martêmperar de rolos de aço 105WCr6
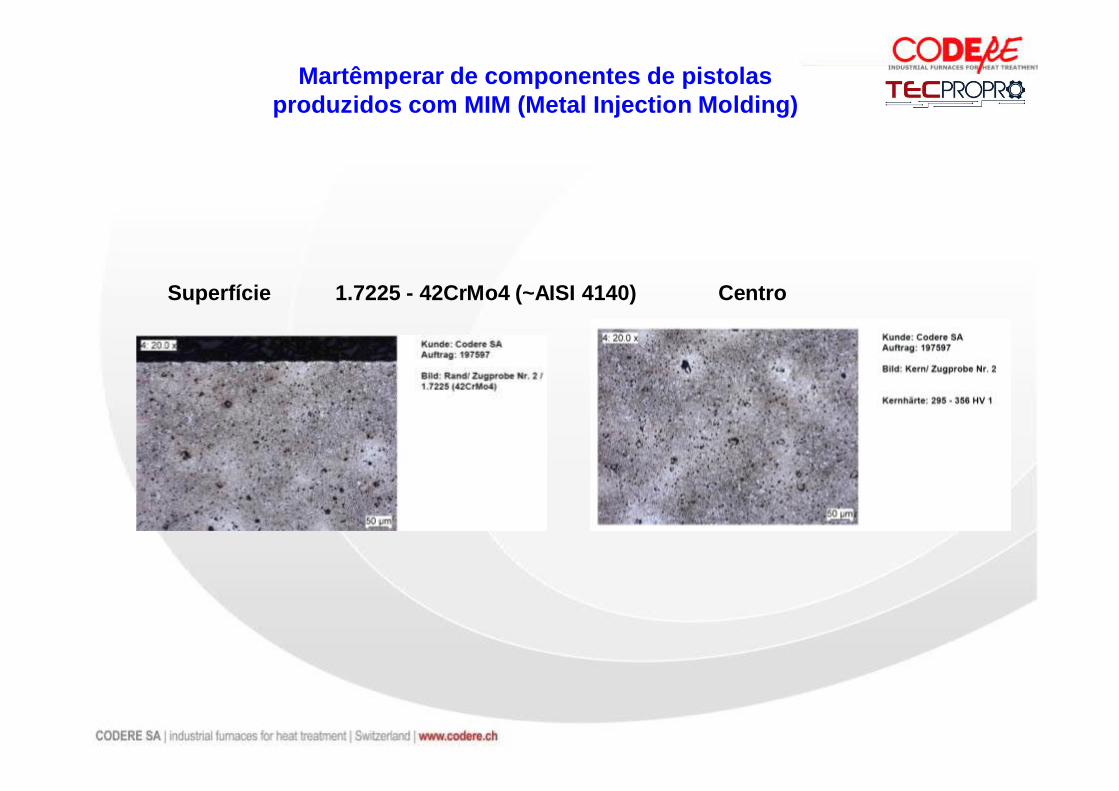
Martêmperar de componentes de pistolasproduzidos com MIM (Metal Injection Molding)
Superfície 1.7225 - 42CrMo4 (~AISI 4140) Centro

Aplicações
Cementação e martêmperar:Metais ferrosos com conteúdo baixo de carbono podem ser tratadacom martêmperar só depois as peças são cementadas oucarbunitretadas.Cementação e martemperar combina os benefícios de ambosprocessos.Depois cementação e martêmperar as peças possuem melhorresistência mecânica do que peças depois cementação e têmperarconvencional.
A vantagem mais importante no entanto é a baixa distorção, quesignifica menos profundidade de cementação e menos amolar depois otratamento térmico.

Cementação e martêmperar de componentes derolamentos
Profundidade de cementação de 9 amostras
Mediadas de distorção (nível plano):
ØCom martêmpera em sal: 95% < 0,10mmØCom têmpera no óleo: 50% < 0,10mm
2000 peças/carga

Cementação e martêmperar de rolamentos

Cementação de módulos de posição rotatórios (RotoSpin)

Componente : pinhãoAço: 16MnCr5 (1.7131 / AISI 5115)Processo: cementação e têmperar, profundidade da dureza(CHD): 0.60 mm
Cementação e martêmperar: comparação da distorção óleo x sal

Cementação e martêmperar: comparação da distorção óleo x sal

Aplicações
Austêmpera:Na austêmpera convencional, as peças são imersas no sal na patamaracima de temperatura de começa de formação da martensita emantido durante o tempo necessário para transformação complete detoda austenita em bainita.As peças depois saem do banho e resfriam no ar.Em comparação com a martensita, a bainita tem uma dureza maisbaixa, mas é mais dúctil e não precisa de revenimento.Na dureza igual, peças austêmperadas tem mais resistência mecânica,mais resistência contra desgaste, mais resistência contra choque emais resistência contra tensões de flexão.

Austêmpera de barras de flexão

Austempêra de componentes de bombas diesel tipo“common rail”

Austêmpera de aneis de aberto
Snapping rings 850°C / 20 mn300°C / 30 mn

Austêmpera de molas espirais

Austempêra de ADI ferro fundido
Ø Carga com 26 virabrequinsØ 450 kg peço liquidoØ ADI ferro fundido
3,5%C - 2,5% Si – 1,2% Ni0,8%Cu – 0,2%Mo – 0,25% Mn
Ø Parâmetros de tratamento térmico870°C / 60 minutos na atmosferaH2/COPatamar no sal a 350°C /1h

Ø Dureza: 340-350 HBØ Microestrutura uniforma, superior
bainita com ilhas de bainita inferior,austenita residual 30/40%
Ø Limite de resistência à tração (Rm):1000 Mpa
Ø 0,2% limite de resistência à tração(Rp 0,2): 750 Mpa
Ø Alongamento A5: mini 6 %
Custo da produção e tratamento térmicoEN-GJS-1000-5 x 35MnVa7austêmperado forjado + resfriamento= -15%
X500
Austempêra de ADI ferro fundido

Austêmpera de aneis de rolamentos

Austêmpera de gaiolas de roplamentos, 500 kg/h
5th Bodycote/AGA Heat Treatment Seminar
Ø Pré-aquecimento: 30 minØ Forno TT: 90 minØ Têmpera no sal: 60minØ Patamar em fornos de baixa
temperatura: 240 min
Ø Peço da carga bruta: 1 toneladaØ Ø 900 x 1000

Carbunitretaçõa e martêmpera de componentes de rolamentos

Aplicação
Ø Cementação e austêmpera:
Este processo é único, porque o centro endurece primeiro e depoiso endurecimento prossiga ao superfície.
Peças com cementação e austêmpera possuem resistênciasextraordinárias contra tensões de flexão e contra desgaste.