revista manutenção y qualidade nº 78
DESCRIPTION
A revista referencia do mercado de ManutençãoTRANSCRIPT

� M
anu
ten
ção
y q
ual
idad
e
MyQ_78.indd 1 29/3/2009 11:46:33

� M
anu
ten
ção
y q
ual
idad
e
capa
BRASILMERCADO A TODO GÁS
Que país está investindo atual-mente em novas unidades de óleo e gás, além de etanol,
biodiesel e no setor de construção na-val? a resposta: Brasil, que atravessa rápido desenvolvimento com vários projetos de grande porte em escala, tanto em fase inicial como em cons-trução. toda esta atividade oferece excelentes oportunidades para vários tipos de fabricantes de equipamentos. e, em especial, para os fabricantes de válvulas industriais.
Sem dúvida alguma o maior com-prador e usuário atual de válvulas no Brasil – cliente, inclusive, com as mais rígidas normas para aquisição – chama-se Petrobras.
uma das mais importantes e influen-tes empresas mundiais na fabricação de válvulas, a neway está capacitada para atender a demanda nesse tipo de equipamento a partir de rígidos requi-
sitos tecnológicos e de desempenho, ofertando ao mercado produto com qualidade e a preços competitivos.
auditada em sua fábrica na China pelos próprios especialistas da Petro-bras, a empresa obteve aprovação e passou a participar a alguns anos do cadastro da companhia brasileira, qua-lificando-se assim para integrar o seleto time de fornecedores da Petrobras.
A empresa – a neway Valve é o maior fabricante e exportador de válvulas da China, único fornecedor desse país aceito pelos rígidos padrões de contro-les da Petrobras.
Hoje, com mais de 3 mil funcio-nários em sua matriz em Suzhou, na China, a neway produz mais de 3 mil válvulas por dia. Possui a maior fundi-ção cativa de um fabricante de válvulas no mundo, entregando mais de 480 mil toneladas de aço por ano.
SINERGIA EM SERVIÇO
A neway Válvulas do Brasil tem como parceiro no mercado brasileiro a RSS
– Repair Shop & Service para a realização de serviços de reengaxetamen-
to, troca de parafusos e juntas, além de assessoria em testes e serviços de
campo. a empresa está instalada em Sorocaba, a 80 km da cidade de São
Paulo, região dos maiores fabricantes de válvulas. a sua equipe é composta por
profissionais altamente capacitados com mais de 15 anos de experiência no
ramo. a exemplo da neway, a RSS tem entre sua proposta de trabalho oferecer
ao mercado serviços com segurança, de qualidade e a preços competitivos.
Mais informações
[email protected] ou (�5) 3��7-�555/�666
Investimentos confirmados nas áreas petrolífera, de etanol e biodiesel atraem para o país grandes fornecedores estrangeiros. A chinesa Neway chega com capacitação atestada.
� M
anu
ten
ção
y q
ual
idad
e
MyQ_78.indd 2 29/3/2009 11:46:47

3 M
anu
ten
ção
y q
ual
idad
e
capa
Investimento – Com toda esta pujan-ça, a neway decidiu investir no Brasil, iniciando uma empresa nesse estra-tégico mercado. Para isso, contratou um profissional com mais de 25 anos de experiência em “ Flow Control”, antonio Marchina, como Gerente Geral da neway Válvulas do Brasil, instalada no município de Votorantim, em São Paulo. esta unidade de negócios re-presenta investimento de mais de u$2 milhões e está situada em área de mais de 1300 m2, contando com máquinas de teste importadas da China e apro-vadas pela Petrobras.
o estoque atual na unidade brasilei-ra de Votorantim conta com mais de 15 mil válvulas em diâmetros até 20”, dos tipos gaveta, globo, retenção, esferas e borboletas duplo e triplo excêntricas. também no continente americano, a neway Valve está instalada nos eua em um parque industrial de mais de 5 mil m2 – mantém em Houston, no texas, um estoque regulador de mais de 40 mil válvulas, em diâmetros até 48”.
Com tudo isso, a empresa no Brasil cresceu substancialmente, entregando em 2008 mais de 12 mil válvulas. tem atualmente em carteira mais de 15 mil válvulas a serem entregues a clientes até o final de 2009.
Refinarias como a Regap, Reduc, RPBC, Repar, Refap e as unidades de gás natural de Cabiúnas e Cacimbas receberam válvulas da neway no ano de 2008. todas elas, sem exceção, foram exaustivamente testadas na unidade de Votorantim. e, mesmo após este procedimento, foram novamente avaliadas nas obras, registrando índice de aceitação sem necessidade de re-trabalho, um dos mais altos da história no fornecimento de válvulas no país.
todo este trabalho demonstra clara-mente por que a China está se tornan-do o maior exportador de tecnologias do mundo, o que não seria diferente no fornecimento de válvulas industriais.
a qualidade ímpar, os controles com Six Sigma de “zero defeito”, a diversi-dade de materiais, tamanhos, classes de pressão, diâmetros e tipos de vál-vulas fazem da neway um dos maiores e mais importantes fornecedores de válvulas no Brasil. Com isso, a empre-sa contribui de maneira efetiva para o desenvolvimento do país, em momento onde o mundo só fala em crise.
Reestruturação interna – Recente-mente a neway na cidade chinesa de Suzhou passou por uma importante reestruturação face ao rápido cresci-
mento que a empresa teve em seus poucos 11 anos de vida e com mais de u$ 200 milhões de faturamento.
o board de diretores decidiu alterar a estrutura da empresa criando o Grupo neway (neway Group), composto por:
Neway Valve Division divisão de VálvulasNeway Metal Industry divisão de FundiçãoNeway CNC Equipment divisão Produtora de Máquinas CnCNeway Petroleum divisão Produtora de equipamentos para a indústria de Petróleo.
Mr. David Wang foi designado Ceo do neway Group. Mr. Bin Lu, Mr. Xi Chao e Mr. Godwin Cheng são vice-presidentes do neway Group.
Antonio MarchinaGeneral ManagerNeway Válvulas do Brasil
Cell Phone: 00 55 15 9121 6217 office Phones: 00 55 15 3247 7576 00 55 15 3247 7566 FaX: 00 55 15 3243 5838
www.newayvalve.com
3 M
anu
ten
ção
y q
ual
idad
e
A Neway Valvulas do Brasil Ltda conta no Brasil com dois
distribuidores autorizados, que mantêm estoque regulador
e pessoal treinado em seus produtos no Brasil.
www.knox.ind.br (��) ���5-6�6�
www.rizzival.com.br (��) 3644-3589
MyQ_78.indd 3 29/3/2009 11:46:54
4 M
anu
ten
ção
y q
ual
idad
e
índice
PuBLICAÇãO BIMESTRAL DA NOVO POLO PuBLICAÇõES E ASSESSORIA LTDA
DIRETORA RESPONSÁVEL Raquel RodRiGueS (ReG. MtB RJ 12705JP)
DIRETORA dilze SilVa
REDAÇãO FláVia SanCHeS (RJ) PRiSCila BotelHo (SP)
PROjETO GRÁfICO E EDITORAÇãO MaRiGilio SantoS
IMPRESSãO StaMPPa GRáFiCa & editoRa
TIRAGEM DESTA EDIÇãO 15.000 eXeMPlaReS
CONSELhO CONSuLTIVO TéCNICOaleXandRe FRóeS (NSK)
attílio BRuno VeRatti (ICON TECNOLOGIA)
Bendt laSSé HanSen (VITEK)
KleBeR SiqueiRa (SQL SySTEMS) louRiVal auGuSto taVaReS (CONSuLTOR) MaRCelo áVila FeRnandeS (ASTREIN) MaRCelo SalleS (REMOSA) Renato HeRReRa (ShELL SERVICES)
SéRGio naGao (REDE fAMíLIA MANuTENÇãO)
RIO DE jANEIROSede PRóPRiaaV. Venezuela, 131 GRuPoS 906 a 908CeP 20081-901 - Rio de JaneiRo - RJ tel/FaX: (21) 2516-0004 [email protected]
DEPTO. COMERCIAL SãO PAuLOValdiR dalle déa [email protected]/FaX: (11) 6408-4727
INTERNETwww.myq.com.br
um dos piores inícios de ano dos últimos tempos. este é sem dúvida uma das colocações mais unânimes no mercado em geral e como não podia deixar de ser no de Manutenção. Principalmente para o treinamento
quando inúmeros cursos foram cancelados com a suspensão da presença de representantes de empresas importantes de nosso país. Realmente sentimos os efeitos da crise mundial não tanto quanto na europa, estados unidos e alguns outros países. aqui no Brasil vimos que ao primeiro sinal de problema, algumas grandes empresas saíram cortando tudo e pior ainda decepando cabeças, o seu verdadeiro tesouro, a sua principal riqueza de cada empresa. e aí ficamos pensando: quando estas mesmas empresas ganham muito, mas muito dinheiro mesmo, abarrotando o cofre de diretores e acionistas, pagam mais àqueles que “carregam o piano”? Claro que a resposta é um sonoro não. Mas ao primeiro vestígio de problema, lá se vão embora trabalhadores, pais de família tenham ou não muita experiência e tenham ou não contribuído de maneira decisiva para o sucesso daquela mesma companhia. Sabemos que com certeza sem eles não haveria sucesso. e vale destacar ainda que muitas destas gastam rios de dinheiro em páginas de revistas semanais, jornais de grande circulação, estações de rádios e tV divulgando aos quatro cantos que praticam a responsabilidade social e se preocupam com o meio ambiente. Mas parece que isto virou moda. o que é responsabilidade social afinal? Para nós é pensar primeiro e aprender ou reaprender a trabalhar com uma menor mar-gem de lucro – já que as anteriores eram exorbitantes – pensar também num aumento de confiabilidade utilizando tecnologias disponíveis, é aperfeiçoar a Manutenção que nesta hora se torna uma forte aliada, afinal faltando verba para comprar o novo, o caminho é otimizar o usado. em último lugar nesta cadeia de adaptações deveria aparecer o item deMiSSão de FunCionáRioS. isto nos parece muito mais responsabilidade social do que estamos nos acostumando a ver por aí nos últimos meses. nós aqui no meio de grandes dificuldades estamos torcendo e trabalhando muito para que este nosso país fique mais equilibrado na relação capital e trabalho e que saiamos todos desta crise fortalecidos na esperança de que tempos melhores com certeza virão. EM TEMPO: se você conhece alguém do mercado de Manutenção que tenha perdido o emprego, peça que nos envie um currículo que vamos divulgar em nossa publicação virtual Myq on line na tentativa de por em prática o que pensamos ser uma pequena contribuição para a verdadeira responsabilidade social.
N e s t a e d i ç ã o
5 artigo especial 01 db BRaSil
6 lubrificação industrial SHell
8 notícas aBRaMan
10 estratégias de Manutenção MiGuel Sellitto
12 18 anos de Preditiva no Brasil SeMeq
15 lançamento liVRo VálVulaS
16 Seção técnica uniMinaS
22 Confiabilidade em Válvulas oSMaR leite
24 Seção técnica inStituto noKia de teCnoloGia
30 iSo 9001:2008 luCaS SiqueiRa
MyQ_78.indd 4 29/3/2009 11:46:54

5 M
anu
ten
ção
y q
ual
idad
e
As falhas que podem aparecer nos motores assíncronos são de naturezas diversas. Contudo,
certos defeitos são mais constantes que outros na medida em que têm consequências mais graves se evolu-írem com o tempo. estes são casos notados em:
�. fissuras ou rupturas de barras do rotor, que podem conduzir à deterioração das bobinas do estator se estas se solta-rem das suas ranhuras.
�. a excentricidade, estática ou dinâmica, que pode resultar em um contato rotor/estator, com consequências desas-trosas para o motor.
em resumo, os defeitos são rara-mente independentes um dos outros e é necessário determinar com precisão sua origem.
o monitoramento das grandezas elétricas em motores começou com a MCSA (análise da assinatura da Cor-rente do Motor), nos anos 80, quando o Oak Ridge National Laboratory re-solveu os problemas de monitoramento de válvulas operadas a motor para as usinas nucleares norte-americanas.
A ANÁLISE DA ASSINATuRA ELéTRICA EM MOTORES DE INDuÇãO
Por Ramon Augusto Moretti
Já em 1990, a aReVa nP comercia-lizou o primeiro instrumento destinado à análise dos motores, ESA, ou análise da assinatura elétrica. esta tecnologia utiliza ao mesmo tempo as correntes e tensões para diagnosticar os proble-mas dos motores. Se constatada uma particularidade sobre a corrente que não aparece na tensão, então a cau-sa é mecânica (motor ou carga). Se constatada uma particularidade sobre a corrente e a tensão, então a causa é elétrica.
O AUTOR Ramon Augusto Moretti é engenheiro eletricista pela escola Federal de engenha-ria de itajubá e atualmente faz MBa em Gestão da Manufatura e Manutenção pela escola Politécnica da Universidade de são Paulo. atua em Manutenção preditiva há mais de 10 anos tendo passado pelos mais diversos segmentos da indústria nacional. Na 01dB Brasil é o engenheiro de aplicação de sistemas de monitoramento online de vibração e parâmetros de processo.
artigo especial
o sistema oneprod eSa utiliza o hardware de aquisição oneprod MVX, com todos os canais em tempo real. utiliza também sensores eletrônicos de tensão e corrente com grande range de frequência e, assim, com o monitora-mento dos sinais elétricos e com o pro-cessamento dos dados aquisitados no software oneprod XPR, fornece laudos automáticos instruindo o operador na correção necessária. os diagnósticos cobrem falhas elétricas e mecânicas, como excentricidade, desalinhamento e falha de rolamento.
MyQ_78.indd 5 29/3/2009 11:47:00
6 M
anu
ten
ção
y q
ual
idad
e6
Man
ute
nç
ão y
qu
alid
ade
Técnicas preditivas ajudam a evitar quebras
6 M
anu
ten
ção
y q
ual
idad
e
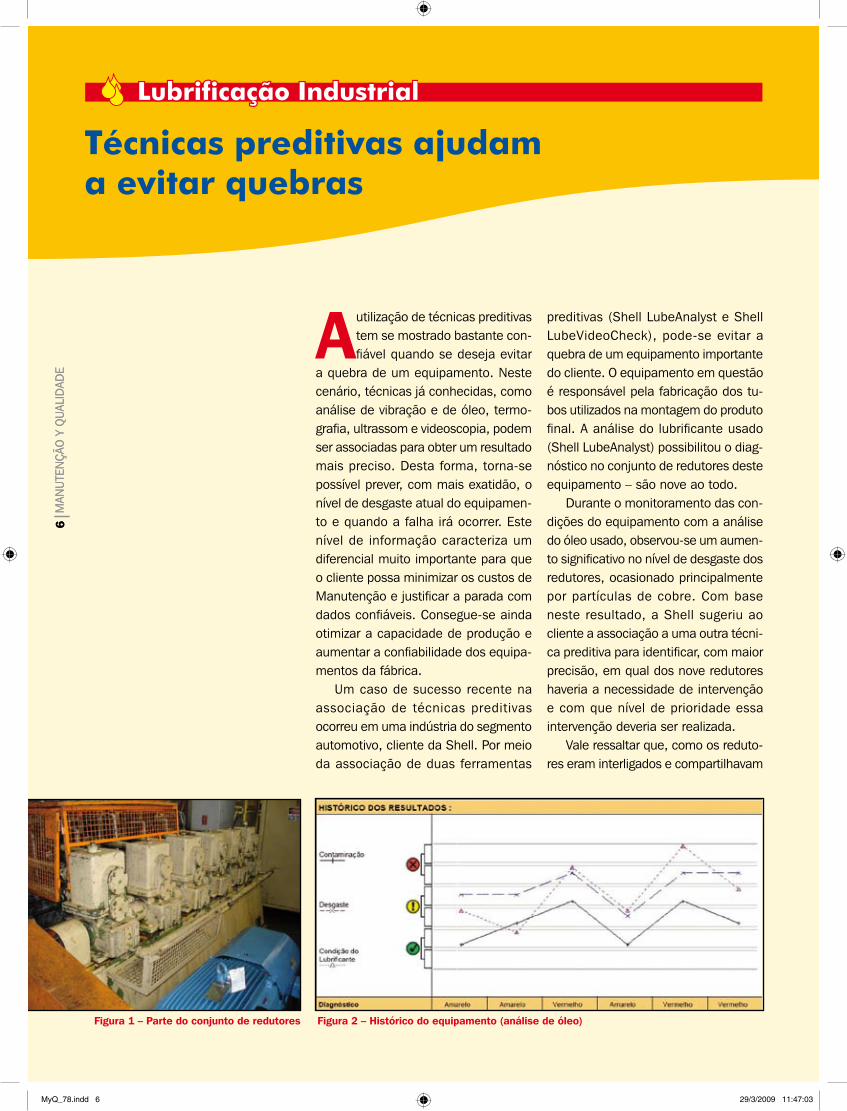
A utilização de técnicas preditivas tem se mostrado bastante con-fiável quando se deseja evitar
a quebra de um equipamento. neste cenário, técnicas já conhecidas, como análise de vibração e de óleo, termo-grafia, ultrassom e videoscopia, podem ser associadas para obter um resultado mais preciso. desta forma, torna-se possível prever, com mais exatidão, o nível de desgaste atual do equipamen-to e quando a falha irá ocorrer. este nível de informação caracteriza um diferencial muito importante para que o cliente possa minimizar os custos de Manutenção e justificar a parada com dados confiáveis. Consegue-se ainda otimizar a capacidade de produção e aumentar a confiabilidade dos equipa-mentos da fábrica.
um caso de sucesso recente na associação de técnicas preditivas ocorreu em uma indústria do segmento automotivo, cliente da Shell. Por meio da associação de duas ferramentas
preditivas (Shell lubeanalyst e Shell lubeVideoCheck), pode-se evitar a quebra de um equipamento importante do cliente. o equipamento em questão é responsável pela fabricação dos tu-bos utilizados na montagem do produto final. a análise do lubrificante usado (Shell lubeanalyst) possibilitou o diag-nóstico no conjunto de redutores deste equipamento – são nove ao todo.
durante o monitoramento das con-dições do equipamento com a análise do óleo usado, observou-se um aumen-to significativo no nível de desgaste dos redutores, ocasionado principalmente por partículas de cobre. Com base neste resultado, a Shell sugeriu ao cliente a associação a uma outra técni-ca preditiva para identificar, com maior precisão, em qual dos nove redutores haveria a necessidade de intervenção e com que nível de prioridade essa intervenção deveria ser realizada.
Vale ressaltar que, como os reduto-res eram interligados e compartilhavam
figura � – Parte do conjunto de redutores figura � – histórico do equipamento (análise de óleo)
MyQ_78.indd 6 29/3/2009 11:47:03

7 M
anu
ten
ção
y q
ual
idad
e7
Man
ute
nç
ão y
qu
alid
ade
OS AUTORES
Sandro CattozziCoordenador de Contrato da área de Lubrificantes da Shell
Hamilton Carlos Engenheiro de Aplicação da área de Lubrificantes da Shell
do mesmo óleo, o desgaste poderia estar em qualquer um dos nove equi-pamentos ou ainda ser uma somatória do desgaste ocorrido em todos eles. neste caso, havia o risco de que o nível de desgaste de cada redutor não fosse suficiente para justificar a parada para uma intervenção com urgência, o que diminuiria a confiabilidade da primeira técnica preditiva utilizada. Para sanar todas estas dúvidas, a Shell procedeu a uma videoscopia (com o Shell lubeVide-oCheck) no interior de cada redutor.
as fotos retiradas durante o trabalho de videoscopia (figuras 3 a 6) não só puderam diagnosticar com precisão o desgaste como também um desalinha-mento no engrenamento entre a engre-nagem motora e a movida. Problema este que seria impossível identificar com a análise do óleo.
a videoscopia confirmou um des-gaste severo ocorrido na coroa de bron-ze em três dos nove redutores, além do desalinhamento em uma delas (figura 4). Com este laudo em mãos, o cliente pode justificar a parada programada do equipamento para a realização de Manutenção. também foi possível, por meio da identificação dos redutores com desgaste, otimizar o tempo de máquina parada e providenciar todos os sobressalentes necessários para a realização do reparo, eliminando a possibilidade de surpresas durante a Manutenção do equipamento.
LEVANTAMENTO DOS CuSTOS EVITADOS
o levantamento do histórico de quebra e Manutenção deste equipa-
mento possibilitou mensurar os custos evitados pelo cliente com a associa-ção destas ferramentas. apenas para Manutenção corretiva em um redutor houve, no passado, um custo de R$ 10.351,72 e uma parada da linha de produção por 24,65 horas. Cabe ressaltar que o tempo de parada da linha para a Manutenção corretiva na ocasião havia sido alto em função de não haver peças sobressalentes dis-poníveis para realizar a Manutenção. isto prolongou em muito o tempo de máquina parada.
Mesmo com o investimento utiliza-do para a realização das ferramentas preditivas disponibilizadas pela Shell, o cliente conseguiu, com o mesmo valor (R$ 10.065,00), realizar a Manutenção nos três redutores. no entanto, sem a necessidade de parada da linha já que a Manutenção foi programada e realizada no fim de semana. o custo total evitado com este trabalho chegou quase a R$ 21 mil e evitou a parada da linha e atraso na produção.
este trabalho fidelizou ainda mais o cliente com as soluções propostas pela Shell no contrato de gestão. as fotos ao
lado (figuras 7 e 8) mostram com mais clareza o nível de desgaste que havia em uma das engrenagens e principalmente o risco eminente de quebra do equipa-mento. a figura 8 registra diferentes momentos do processo de Manutenção, colocando, lado a lado, a engrenagem que foi retirada (da esquerda) e a nova que entrou em seu lugar (da direita).
figuras 7 e 8
figura 3 - Sinais de pitting e desgaste desigual nos dentes
figura 3 figura 4 figura 5 figura 6
figura 4 – Sinais de desalinha-mento das engrenagens
figura 5 – Elevado desgaste nos dentes com formação de rebarbas
figura 6 – Desgaste severo na coroa
MyQ_78.indd 7 29/3/2009 11:47:07

8 M
anu
ten
ção
y q
ual
idad
e
john hardwick; presidente eleito da AM Council (Austrália - �); hans Klemme-Wolff, presidente da EfNMS (Alemanha - �); Nezar A. Al-Shammasi, presidente da Associação da Arábia Saudita (3); Mirta Baranovic, membro do conselho da EfNMS (Croácia - 4); Peter Kohler, diretor de Certificação da AM Council (Austrália - 5); Wim Van-cauphenberghe, tesoureiro da EfNMS e gerente executivo da Associação Belga de Manutenção (6); Gerardo Alvarez Cuervo, representante do presidente da fIM - Espa-nha (AEM - 7); hans Overgaard, membro do conselho da EfNMS (Dinamarca - 8); Celso de Azevedo (Abraman, frança - 9); josé Eduardo Lobato de Campos, presidente da Associação Brasileira de Manutenção (�0); David Mc’Kneown, gerente executivo da IAM (Reino unido - ��); Goran Westerholm, membro do conselho da EfNMS (finlândia - ��); e Antoine Despujols, secretário da EfNMS (frança - �3)
AbRAMAN 2009-2011Pelo segundo mandato consecutivo, josé Eduardo Lobato continua à frente da Abraman. A solenidade de posse da nova diretoria nacional e dos dirigentes de suas �3 regionais, para novo mandato, acontece no dia �6 de março no Rio de janeiro.
notícias abraman
Membros de sete instituições internacionais de Manuten-ção, que representam 40
países, reuniram-se no dia 1º de março em londres com o objetivo de traçar diretrizes em conjunto visando o pró-prio fortalecimento da área. de acordo com José eduardo lobato, presidente da abraman (associação Brasileira de Manutenção), uma das entidades mais atuantes em prol da internacionaliza-ção da Manutenção, estabeleceu-se como regra básica a necessidade de cooperação técnica entre as várias associações, que inclui a realização de seminários e cursos em parceria.
fORÇA à MANuTENÇãOReunião em Londres dá primeiro passo para o fortalecimento da área em âmbito internacional. Associação brasileira tem importante papel.
21 3 4
10
86
57
9
11
13
12
“Por enquanto, estamos no campo da intenção, pois esta foi a primeira reu-nião formal entre as entidades. Contudo, o primeiro passo importante foi dado. ainda neste primeiro semestre realiza-remos com os mesmos participantes uma videoconferência para consolidar as iniciativas a serem implementadas”, afirma lobato. ele acrescenta que todos estão empenhados para que o objetivo maior seja alcançado, ou seja, o for-talecimento da Manutenção em nível mundial. lembra também que esta foi uma das metas traçadas há cerca de três anos em particular pela própria abraman e que começou a ganhar força durante a realização do 4º Congresso Mundial de Manutenção realizado na China em 2008.
Como resultado prático desta apro-ximação entre as entidades interna-cionais e conforme já divulgado pela MyQ ONLINE, dirigente da associação australiana de Manutenção confirmou participação como palestrante na 24ª edição do Congresso Brasileiro de Manutenção que acontece em Recife (Pe), de 31 de agosto a 4 de setembro deste ano.
na reunião ocorrida na capital ingle-sa, estiveram presentes 14 dirigentes das seguintes entidades: associação Brasileira de Manutenção; Federação européia de Manutenção (eFnMS), que representa 27 países; Federacion ibe-roamericana de Mantenimiento (FiM), da qual participam 10 países; asso-ciação da arábia Saudita; associação australiana de Manutenção; instituto de Manutenção do Reino unido; e as-sociação Belga de Manutenção.
A composição completa da diretoria nacional bem como suas filiais é a seguinte: Presidente: José eduardo lobato Campos (Petrobras); Vice-
Presidente: enon laercio nunes (itaipu Binacional); Dir de Adm: Paulo antônio Cheriff (Marinha do Brasil); Dir: alexandre leibel (Vale); Dir: Jou-bert Flores Filho (Metrô Rio); Dir: Marlon Fonseca (arcelorMittal tubarão); Dir: edson Kleiber Castilho (Petrobras); Dir:urbano Moreira Filho (Copel). filial I - Dir: Pedro Paulo Cecim (albras) e Vice: José de Ribamar Gonçalves (Consultor); II - Dir: luiz Carlos Cordeiro (Petroquímica do nordeste) e Vice: Carlos alberto Stagliorio (Stagliorio engenharia); III - Dir: ledomiro Braga (V&M tubes) e Vice: José Fernando lamim (Consultor); IV - Dir: ernesto Roberto oliveira (Metrô Rio) e Vice: alcides nicolau (Petrobras); V - Dir: Célio Cunha Prado (Sabesp) e Vice: antônio José neto (loss Prevention); VI - Dir: José luis Casarotto (Brasken) e Vice: Rui Paulo Muniz (uFRGS); VII - Dir: ivan antunes Junior (Petrobras) e Vice: Vilmar Rucinski (Consultor); VIII - Dir: Walter Brum (eletronorte) e Vice: leandro Vieira (Rede Celtins); IX - Dir: luiz Carlos Barreto (arcelorMittal tubarão) e Vice: José amorim Filho (Consultor); X - Dir:César augusto lobato (Vale) e Vice: Raimundo nonato Filho (eletronorte); XI - Dir: arthur adelino Cruz (Petrobras) e Vice: Cícero Roberto Moura (Petrobras/lubnor); XII - Dir: Marco antonio Brito (terotec) e Vice:iony Patriota Siqueira (Chesf); XIII - Dir: Carlos augusto alecrim (enge-crim engenharia) e Vice: Hudson de oliveira Maia (Petrobras).
8 M
anu
ten
ção
y q
ual
idad
e
MyQ_78.indd 8 29/3/2009 11:47:08

9 M
anu
ten
ção
y q
ual
idad
e
MyQ_78.indd 9 29/3/2009 11:47:15
�0 M
anu
ten
ção
y q
ual
idad
e
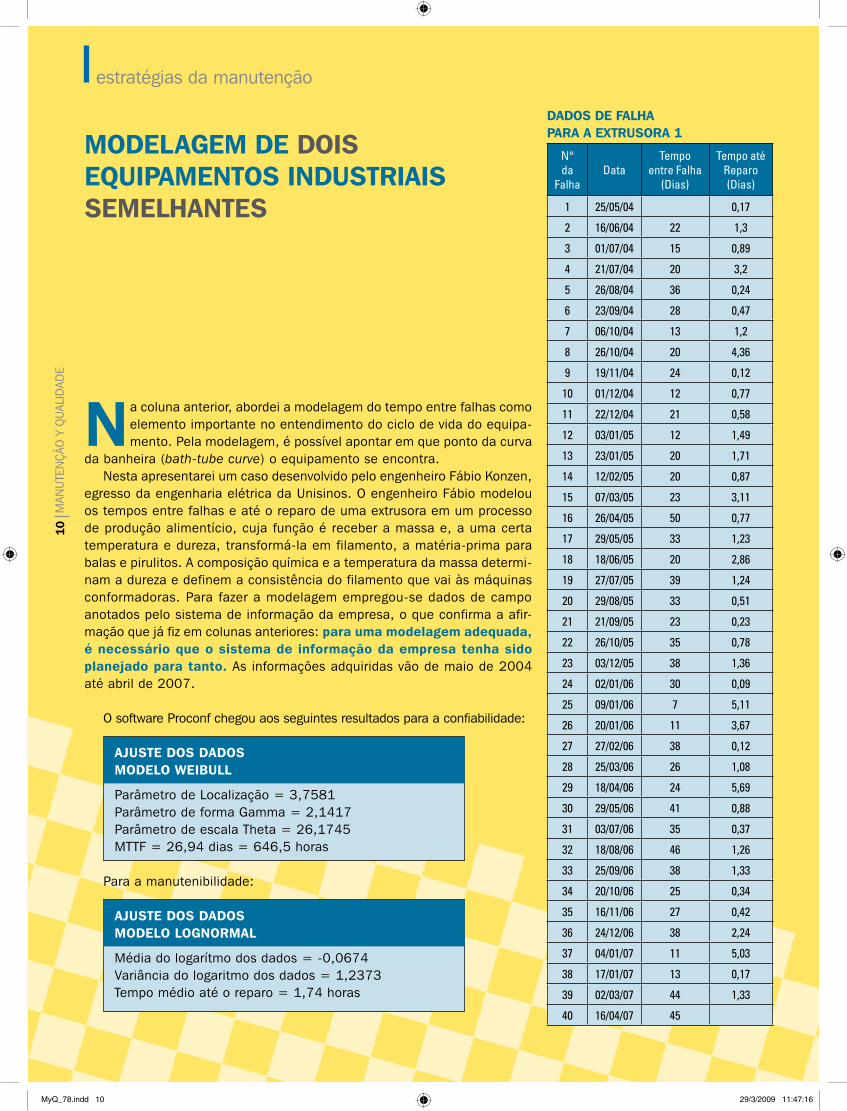
DADOS DE fALhA PARA A EXTRuSORA �
N° da
Falhadata
tempo entre Falha
(dias)
tempo até Reparo(dias)
1 25/05/04 0,17
2 16/06/04 22 1,3
3 01/07/04 15 0,89
4 21/07/04 20 3,2
5 26/08/04 36 0,24
6 23/09/04 28 0,47
7 06/10/04 13 1,2
8 26/10/04 20 4,36
9 19/11/04 24 0,12
10 01/12/04 12 0,77
11 22/12/04 21 0,58
12 03/01/05 12 1,49
13 23/01/05 20 1,71
14 12/02/05 20 0,87
15 07/03/05 23 3,11
16 26/04/05 50 0,77
17 29/05/05 33 1,23
18 18/06/05 20 2,86
19 27/07/05 39 1,24
20 29/08/05 33 0,51
21 21/09/05 23 0,23
22 26/10/05 35 0,78
23 03/12/05 38 1,36
24 02/01/06 30 0,09
25 09/01/06 7 5,11
26 20/01/06 11 3,67
27 27/02/06 38 0,12
28 25/03/06 26 1,08
29 18/04/06 24 5,69
30 29/05/06 41 0,88
31 03/07/06 35 0,37
32 18/08/06 46 1,26
33 25/09/06 38 1,33
34 20/10/06 25 0,34
35 16/11/06 27 0,42
36 24/12/06 38 2,24
37 04/01/07 11 5,03
38 17/01/07 13 0,17
39 02/03/07 44 1,33
40 16/04/07 45
estratégias da manutenção
MODELAGEM DE DOIS EQuIPAMENTOS INDuSTRIAIS SEMELhANTES
�0 M
anu
ten
ção
y q
ual
idad
e
Na coluna anterior, abordei a modelagem do tempo entre falhas como elemento importante no entendimento do ciclo de vida do equipa-mento. Pela modelagem, é possível apontar em que ponto da curva
da banheira (bath-tube curve) o equipamento se encontra.nesta apresentarei um caso desenvolvido pelo engenheiro Fábio Konzen,
egresso da engenharia elétrica da unisinos. o engenheiro Fábio modelou os tempos entre falhas e até o reparo de uma extrusora em um processo de produção alimentício, cuja função é receber a massa e, a uma certa temperatura e dureza, transformá-la em filamento, a matéria-prima para balas e pirulitos. a composição química e a temperatura da massa determi-nam a dureza e definem a consistência do filamento que vai às máquinas conformadoras. Para fazer a modelagem empregou-se dados de campo anotados pelo sistema de informação da empresa, o que confirma a afir-mação que já fiz em colunas anteriores: para uma modelagem adequada, é necessário que o sistema de informação da empresa tenha sido planejado para tanto. as informações adquiridas vão de maio de 2004 até abril de 2007.
o software Proconf chegou aos seguintes resultados para a confiabilidade:
AjuSTE DOS DADOSMODELO WEIBuLL
Parâmetro de localização = 3,7581Parâmetro de forma Gamma = 2,1417Parâmetro de escala theta = 26,1745MttF = 26,94 dias = 646,5 horas
Para a manutenibilidade:
AjuSTE DOS DADOSMODELO LOGNORMAL
Média do logarítmo dos dados = -0,0674Variância do logaritmo dos dados = 1,2373tempo médio até o reparo = 1,74 horas
MyQ_78.indd 10 29/3/2009 11:47:16
�� M
anu
ten
ção
y q
ual
idad
eMiguel Afonso Sellitto doutor em engenharia, professor e pesquisador do PPGePs UNisiNos [email protected]
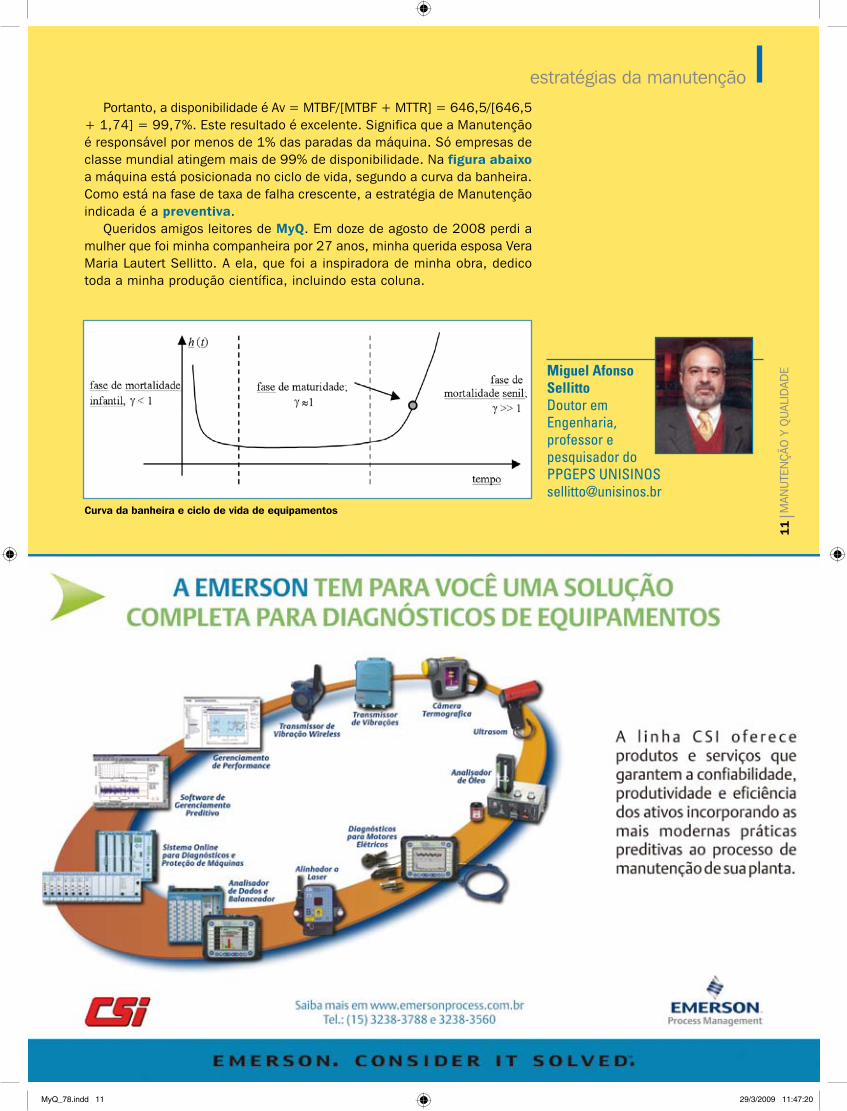
Portanto, a disponibilidade é av = MtBF/[MtBF + MttR] = 646,5/[646,5 + 1,74] = 99,7%. este resultado é excelente. Significa que a Manutenção é responsável por menos de 1% das paradas da máquina. Só empresas de classe mundial atingem mais de 99% de disponibilidade. na figura abaixo a máquina está posicionada no ciclo de vida, segundo a curva da banheira. Como está na fase de taxa de falha crescente, a estratégia de Manutenção indicada é a preventiva.
queridos amigos leitores de MyQ. em doze de agosto de 2008 perdi a mulher que foi minha companheira por 27 anos, minha querida esposa Vera Maria lautert Sellitto. a ela, que foi a inspiradora de minha obra, dedico toda a minha produção científica, incluindo esta coluna.
Curva da banheira e ciclo de vida de equipamentos
�� M
anu
ten
ção
y q
ual
idad
e
estratégias da manutenção
MyQ_78.indd 11 29/3/2009 11:47:20
�� M
anu
ten
ção
y q
ual
idad
e
Podemos entender que a aná-lise de Vibração foi umas das primeiras técnicas aplicadas
na Manutenção Preditiva. Muitos aparelhos se propuseram a detectar rolamentos defeituosos nas décadas de setenta e oitenta, porém com técnicas não muito precisas. essa tarefa foi de-finitivamente resolvida com o emprego dos espectros de frequências, motivo pelo qual concentraremos a nossa história apenas neles. tudo começou com o matemático francês Jean-Bap-tiste Joseph Fourier, que, em 1822, elaborou sua teoria da transformada matemática que levou o seu nome. Mais tarde, em 1950, surge a trans-formada discreta de Fourier, mas ainda era difícil o seu emprego na análise de vibração dada a grande quantidade de cálculos necessários e a memória limitada dos computadores disponíveis na época. Seria mais fácil trazer o mo-tor até a sala do computador do que levar o computador até o local da sua instalação. em 1969, os americanos Cooley e tukey, elaboraram o algoritmo da transformada Rápida de Fourier (FFt – Fast Fourier transformer), o qual reduzia significativamente a quantidade de cálculos necessários, exigindo bem menos memória dos computadores. Mas foi em 1985 que conhecemos um dos primeiros analisadores de vibração industriais, ou melhor, um analisador
que chegaria até o local de instalação do motor. qual analista mais antigo não operou um analisador BK-2515, da Brüel & Kjaer?
Mas ainda ele pesava dezesseis quilos e gravava apenas cinquenta es-pectros, tornando difícil o seu emprego em larga escala, inviabilizando o setor de Manutenção tornar-se totalmente dependente dele. em 1991 a Brüel & Kjaer, e logo em seguida a CSi e SKF lançam no Brasil os seus respectivos coletores de dados, os quais muito se assemelham aos coletores que conhecemos hoje – leves, com grande volume de memória, e com técni-cas como os demoduladores de fre- quência. Finalmente, pudemos coletar dados de vibração em larga escala e dizer que tínhamos uma ferramenta de análise de equipamentos a qual a Manutenção poderia se fundamentar. isto alavancou outras técnicas de mo-nitoramento, tais como a termografia e a análise de óleo; ampliando o mundo da Manutenção Preditiva. empresas de prestação de serviços como a Se-Meq já surgiam em 1993, embaladas pela nova onda que prometia substituir a Manutenção Preventiva, até então muito praticada no mercado. Foram anos de persistência para mostrar a diferença entre preditiva e preventiva, comprovar as vantagens da preditiva e por fim termos esta técnica defini-
OS �8 ANOS DA PREDITIVA NO BRASIL
um dos objetivos de se aprender história na escola é conhecer o pas-sado para entender melhor o presente e aperfeiçoar o futuro. Vamos então analisar o passado da Manutenção Preditiva para entendermos o que estamos vivenciando e, assim, podermos melhor conviver com ela, além de fazer com que ela trabalhe para um futuro melhor, tanto para as nossas fábricas, quanto para as nossas vidas.
�� M
anu
ten
ção
y q
ual
idad
e
artigo semeq
isto alavancou outras técnicas de monitoramento, tais como a termografia e a análise de óleo; ampliando o mundo da Manutenção Preditiva. empresas de prestação de serviços como a SeMeq já surgiam em 1993, embaladas pela nova onda que prometia substituir a Manutenção Preventiva, até então muito praticada no mercado.
MyQ_78.indd 12 29/3/2009 11:47:21

�3 M
anu
ten
ção
y q
ual
idad
e
eMPReSa análiSe de CiRCuito elétRiCo de MotoReS
endeReço
BaiRRo Cidade uF
teleFone FaX
eMail Site
Contato - CaRGo
PRinCiPaiS atiVidadeS
HiStóRiCo
tivamente incorporada no ambiente industrial brasileiro.
Vemos nessa retrospectiva que a Manutenção Preditiva tem apenas dezoito anos. assim como todo jovem nessa idade, ela está se perguntando: qual a melhor forma de agir? qual a melhor forma de me organizar? Será que já explorei todo o universo da Ma-nutenção? estou respondendo as ex-pectativas dos meus usuários? enfim, não estamos fazendo um produto cujo processo e benefícios já foram exausti-vamente experimentados e comprova-dos; como no caso de se fazer um pão ou gasolina. ou ainda, como alguns desastrosamente classificam-na como “commoditie”. temos muitas dúvidas a respeito da aplicação da técnica. ouvimos freqüentemente analistas discutindo qual a melhor direção para se posicionar o acelerômetro, qual a melhor técnica para se detectar uma falha, e tantas outras questões que talvez ainda não tenhamos respostas
consistentes. em engenharia, para se afirmar consistentemente determinada situação, devemos fazer vários expe-rimentos e considerar o tratamento estatístico, o que os estudiosos vêm se empenhando bastante e se dando muito bem.
atualmente, na parte dinâmica da máquina eles consideram que o diag-nóstico, ou seja, detectar qual defeito está se desenvolvendo na máquina, se encontra dominado pela tecnolo-gia. Porém, o grande desafio desta década está sendo o prognóstico, ou melhor, encontrar a data precisa da falha catastrófica. eis a questão: sabemos que o rolamento está com defeito, mas quando seria a melhor data para substituí-lo? teoricamente a resposta envolveria muita estatística e considerações do conceito de risco financeiro - já existem vários algorit-mos experimentais neste sentido. Mas ainda a resposta envolve uma discus-são prática – o que entendemos por
defeito? alguns consideram defeito do rolamento quando surge o primeiro descascamento nas pistas, outros ao menor sinal de folga e temos aqueles que querem retirar o rolamento quan-do ele já está fazendo muito barulho e já nem precisaria de muita tecnolo-gia para identificar o defeito. então, como podemos perceber, há muito o que discutir-se nesta questão, pois a resposta depende de um aprendizado não somente das tecnologias de mo-nitoramento, mas também do tipo de indústria e da cultura específica da planta que estamos trabalhando. as-sim, podemos perceber, mais uma vez que, como todo jovem, a nossa jovem preditiva passa não só por questões técnicas, mas também está envolvida em questões culturais.
em dezoito anos de preditiva evolu-ímos muito tecnicamente, mas ainda temos muitas discussões em aberto, o que é normal numa fase de matura-ção, como a que estamos vivendo.
SeMeq – SeRV. MonitoRaMento de equiPaMentoS ltda. Se algo se movimenta nos processos produti-vos é bem provável que exista um motor elé-trico envolvido, logo ele torna-se peça chave nos programas de monitoramento de equi-pamentos rotativos. Se quisermos monitorar quaisquer tipos de equipamentos, primeiro devemos saber “o que monitorar”.Conheçamos então a distribuição das falhas num motor elétrico para depois determinar-mos quais técnicas aplicar no seu monitora-mento: análise de vibração, termográfica, análise de circuito elétri-co ou mesmo, em certos casos, a análise de óleo.de uma maneira geral, as falhas num motor elétrico apresentam-se em 41% das falhas nos mancais, 37% no estator, 10% no rotor e 12% em outros locais. ou seja, se considerarmos “outras falhas” como problemas com falhas de desalinhamento, desbalancea-mento, folgas e pé manco, teremos então, somado às falhas com mancais, cobriremos 53% das falhas que ocorrem com motores elétricos.o monitoramento clássico de máquinas rotativas sempre contem-plou a análise de vibração, termografia e análise de óleo. Mas os motores, em se tratando de uma máquina elétrica, sempre tiveram uma lacuna quando os defeitos eram de origem elétrica, apesar da análise de vibração ter algumas habilidades neste campo também, como no caso da detecção de problemas em barras derotores. agora surge no mercado uma tecnologia capaz de pre-encher esta lacuna e combinada com as demais técnicas clássi-cas de monitoramento, cobre 100% das falhas, o que oferece ao homem da Manutenção total tranqüilidade na conservação deste tipo de ativo.
avenida laranjeiras, n. 2.392.
ivo Ferreira lima – Gerente Comercial
-engenharia de Monitoramento de equipamento utilizando as técnicas preditiva de: análise de Vibração Mecânica, inspeção termográfica, análise de óleo lubrificante, Hidráulico e isolante, emissão acústica, análise de Circuito elétrico de Motores.-engenharia de lubrificação
Já são mais de 130 clientes espalhados por toda a américa (Brasil, Perú, Chile e esta-dos unidos) e parceiros no Brasil, estados unidos e austrália.Hoje, a tendência é con-quistar ainda mais o que já foi conquistado e assim mergulhar ainda mais no domínio de novas técnicas, na adequação às necessidades de cada um e na busca incessante de resultados concretos para todo o mercado.assim é a SeMeq, uma empresa com objetivos focados em resultados. uma empresa focada em você.
limeira
(19) 3446-6862
elisa Fumagalli SP
(19) 3446-6861
www.semeq.com.br
Eduardo Beltrame Diretor Técnico
�3 M
anu
ten
ção
y q
ual
idad
e
artigo semeq
MyQ_78.indd 13 29/3/2009 11:47:22
�4 M
anu
ten
ção
y q
ual
idad
e
Genericamente podemos dizer que em negócios temos sempre as pers-pectivas financeiras do cliente, dos processos e dos recursos humanos. as duas primeiras envolvem os benefícios que a preditiva nos oferece. a pers-pectiva dos processos tem a ver com a forma que entregamos estes bene-fícios. a discussão anterior envolve estas três perspectivas. então, quais os recursos humanos que precisamos disponibilizar para estrategicamente evoluirmos com a preditiva? quais os recursos humanos que devem estar a serviço dos processos de preditiva para entregar valor ao nosso cliente e, por consequência, aos nossos acionistas? em outras palavras, que conhecimentos, habilidades e atitu-des o homem de preditiva precisaria ter para conviver evolutivamente com uma tecnologia que se encontra na sua fase jovem?
estar atualizado em conhecimentos é um ponto básico. isto adquire-se estando em contato com empresas especializadas, congressos e feiras não só no Brasil, mas no mundo todo. deve-se estar conectado com o mundo
as habilidades exigem do homem de preditiva atenção aos detalhes e organização. um inspetor sempre deve estar atento às menores mudanças, seja diretamente na máquina ou nas leituras realizadas nelas. qualquer alteração deve ser investigada. Para isto exige-se a atitude da persistência e interesse pelo conhecimento e pela pesquisa.
Mas a humildade é a mais impor-tante atitude do homem de preditiva neste processo de maturação da téc-nica. aqui está a chave do processo evolutivo da técnica e do profissional de preditiva. esta característica é o início de tudo. ela é quem abre as portas para adquirir-se novos conhe-cimentos, que promoverão o avanço tecnológico dos processos. Vemos muitos analistas ditando regras sem o menor fundamento estatístico. ele fez apenas um teste numa bomba e conclui qual a melhor direção para
medir-se todos os equipamentos que ele encontra pela frente e ainda discute como dono da verdade com quem o questiona. isto bloqueia o espírito de colaboração de outro analista, que poderia estar disposto a compartilhar sua experiência tam-bém. a preditiva é uma técnica que empolga porque ela coloca tecnologia nas oficinas, mas esta tecnologia precisa ser bem entendida. Muitos conceitos errados e paradigmas ainda permeiam as nossas oficinas, o que às vezes compromete a credibilidade na técnica. ou muitas vezes, não ex-ploramos novas idéias por acharmos que já sabemos tudo de Manutenção preditiva.
Muitos consideram que apenas o surgimento de novos instrumentos ou tecnologias seria tudo de novo que poderia acontecer neste meio. isto é uma maneira míope de ver a preditiva. existem combinações de tecnologia ainda por fazer e tantas outras formas de executar o monitoramento que po-dem nos dar resultados mais objetivos. Basta colocarmos a nossa criatividade e termos a humildade de escutar e muitas vezes dizer “não sei”. não exis-te vergonha em não saber quando es-tamos numa fase de desenvolvimento como esta. isto se torna uma virtude, desde que o interlocutor compreenda este contexto de jovialidade da téc-nica e aproveite a oportunidade para iniciar uma discussão de aprendizado mútuo. Se, de um lado o homem de Manutenção preditiva deve ter esta humildade, do outro lado, o cliente da Manutenção preditiva deve ter a atitu-de da cooperação e solidariedade.
Hoje a tecnologia preditiva anda a passos largos e podemos dizer que no Brasil nós estamos conectados com o que acontece no mundo. nossas conquistas e nossas angústias são as mesmas de um americano ou de um europeu nesta área. ter profissio-nais que saibam ouvir e que estejam dispostos a discutir a Manutenção preditiva com humildade é atitude de grande valor para o progresso desta filosofia de Manutenção.
artigo semeq�4
Man
ute
nç
ão y
qu
alid
ade
jean-Baptiste joseph fourier (�768-�830)
tudo começou com o matemático francês Jean-Baptiste Joseph Fourier, que, em 1822, elaborou sua teoria da transformada matemática que levou o seu nome.
MyQ_78.indd 14 29/3/2009 11:47:22
�5 M
anu
ten
ção
y q
ual
idad
e
seção técnicalançamento livro
VÁLVuLAS INDuSTRIAIS
Em grande parte das indústrias de petróleo, petroquí-micas e farmacêuticas, os insumos são conduzidos aos consumidores através de tubulações e dutos.
os acessórios que permitem e controlam a circulação destes produtos nestas instalações são conhecidos como válvulas industriais. no entanto, como estes instrumentos são construídos? Como é feita sua aplicação correta e Manutenção?
estas e muitas outras perguntas são respondidas nesta obra que vem preencher a lacuna especializada sobre o tema na literatura brasileira.
Com 24 anos dedicados ao estudo e elaboração de trei-namentos destinados a profissionais do mercado de petróleo e gás, osmar José leite da Silva nos apresenta uma obra completa sobre este assunto. Para isto, lança mão de novas ferramentas, técnicas e segredos de projetos. o autor ainda ensina os porquês e os detalhes de construção de vários tipos de válvulas, de bloqueio, de retenção e de controle. tudo para que engenheiros e técnicos da indústria obtenham os conhecimentos necessários para realizar as boas práticas no tratamento de válvulas industriais.
as melhores práticas de Manutenção para aumento da confiabilidade, planejamento, tipos de inspeção e análises de falhas, segundo o autor, são citadas como condições particulares existentes no Brasil. Como tais, tornam este livro uma ferramenta de trabalho para todos os envolvidos no pro-jeto de fabricação, instalação, planejamento e Manutenção de válvulas para tubulações e equipamentos industriais.
OS CAPíTuLOS
0� - Válvulas: modelos e componentes
0� - Meios de operação das válvulas
03 - Instalação e Manutenção de válvulas
04 - Principais tipos de válvulas de bloqueio
05 - Válv ulas de regulagem
06 - Válvulas de segurança e alivio
07 - Especificações de válvula de segurança
08 - Calibração no campo (on-line)
09 - Teste de recepção e a linha de Manutenção
�0 - Válvula de segurança tipo piloto operada
�� - Dispositivo de proteção contra a sobre ou subpressão interna
�� - Discos de ruptura
�3 - Manutenção de válvulas
�4 - Seleção de válvula
�5 - Inspeção em válvulas
�6 - Principais normas de válvulas
DADOS TéCNICOS
Preço: R$ 90,00ISBN: 85-7303-843-9
Número de Páginas: 352 formato: 17,5 X 24,5
Informações: [email protected]
�5 M
anu
ten
ção
y q
ual
idad
e
Colunista da revista Manutenção y Qualidade lança obra referência para os profissionais que trabalham com Manutenção, Engenharia de Projeto, Otimização, Confiabilidade, Segurança e Meio Ambiente.
O AuTOR
osmar José leite da Silva é técnico de Manutenção Sênior e especialista em Válvulas pela Comunidade de equipamentos estáticos da Petrobras. Possui trabalhos se-lecionados e premiados em diversos seminários de renome como o instituto Brasileiro de Petróleo (iBP) e associação Brasileira de Manutenção (abraman). é o primeiro brasileiro a ter um projeto escolhido para apresentação no Valve World asia Conference exhibition, realizado em outubro de 2007 na China. nos últimos anos, atua como Planejador de Manutenção e instrutor de vários cursos de formação técni-ca em diferentes fundações. escreve a seção Confiabilidade em Válvulas na revista Manutenção y Qualidade.
MyQ_78.indd 15 29/3/2009 11:47:25
�6 M
anu
ten
ção
y q
ual
idad
e
seção técnica�6
Man
ute
nç
ão y
qu
alid
ade
em toda atividade industrial existe um objetivo bem determinado que é obter o máximo de rentabilidade para um investimento efetuado. a atividade fim de qualquer entidade organizada é ter produção como a soma da operação e da Manutenção.
�. Introdução – existem vários motivos que fazem com que ocorra uma minimização do lucro da empresa e o aumento dos custos devido a erros na avaliação ou gestão financeira da Manutenção é um deles. esta é uma das razões que justifica o aprofundamento do conhecimento deste assunto pelos profissionais atuantes na Manutenção. o tema foi escolhido em virtude da constatação de que várias empre-sas desconsideram os custos de perda de produção devido às paradas para Manutenção quando se realiza a análise financeira da Manutenção. e verifica-se que os custos de perda de produção podem ser o fator decisório de se investir ou não na Manutenção. além disto, a análise da composi-ção do custo total das intervenções ou das falhas, que são compostos pelos custos de Manutenção e pelos custos de perda de produção, pode ser o alicerce, juntamente com o histórico dos custos de Manutenção, para se ter um or-çamento mais próximo das reais necessidades da empresa ou da organização.
de acordo com Sabará (1997) estimava-se que as empresas do mundo gastavam cerca de uS$ 160 bilhões anualmente devido à baixa produtividade. e grande parte desta baixa produtividade encontra-se na Manutenção. Como exemplo de baixa produtividade na Manutenção pode-se citar: má qualificação da mão-de-obra, tempo ocioso, atraso em iniciar as tarefas, intervenções desnecessárias, falta de peças de reposição, tempo de retrabalho etc.
em toda atividade industrial existe um objetivo bem de-terminado que é obter o máximo de rentabilidade para um investimento efetuado. a atividade fim de qualquer entidade organizada é ter produção como a soma da operação e da Manutenção.
GESTãO fINANCEIRA APLICADA à MANuTENÇãO: CuSTOS DA fALhA
AuTORES: FeRnando CéSaR de Souza e elaine GoMeS aSSiS
Resumo – Para enfrentar os desafios empresariais atuais é preciso que as empresas invistam em novas técnicas, novos métodos, novos sistemas de abordagens, novos sistemas de gerenciamento de recursos, novas formas de gestão e que prosperem em um ambiente de constantes mudanças, pois elas estão en-frentando uma dura competição externa e interna em produtividade, altos custos, diminuições de lucros e mudanças tecnológicas. Neste contexto a Manutenção adquiriu uma relevância estratégica na empresa como nunca antes vista em sua história, devido a sua capacidade real de influência na competitividade da empresa, suprindo as reais necessidades, gerando lucro e satisfação do cliente. Devido a esta crescente necessidade de aumento da competitividade das empresas e a importância da Manutenção neste cenário, observa-se que os custos de Manutenção são analisados isoladamente dos outros custos decorrentes das intervenções nos equipamentos. Este trabalho tem como objetivo mostrar a composição dos custos da falha dos equipamentos e o ponto de equilíbrio entre os custos de Manutenção e os custos de perda de produção, bem como sua importância no momento da elaboração dos orçamentos de custos de Manutenção.
MyQ_78.indd 16 29/3/2009 11:47:27
�7 M
anu
ten
ção
y q
ual
idad
e
seção técnica
Cabe à Manutenção as seguintes responsabilidades:
• Redução da paralisação dos equipamentos que afetam a operação;
• Reparo, em tempo hábil, das ocorrências que reduzem o potencial de execução dos serviços;
• Garantia de funcionamento das instalações de forma que os produtos e/ou serviços atendam os critérios estabelecidos pelo controle de custos, qualidade, segurança e meio ambiente.
o objetivo principal deste trabalho é mostrar que, quando a Manutenção é tratada como setor agregador de valor e identifica-se melhores práticas de gestão financeira, é criado um diferencial na minimização dos custos de produção. os objetivos específicos deste trabalho são:
• Citar como os parâmetros mais relevantes podem in-fluenciar também nos custos de perda de produção;
• Verificar como os custos de perda de produção con-tribuem para os custos totais da falha;
• Mostrar que os custos de perda de produção influenciam na identificação da eficácia da Manutenção e nos futu-ros orçamentos dos custos totais de Manutenção;
• analisar a representação gráfica proposta na literatu-ra identificando a zona de otimização econômica da Manutenção quanto ao nível de Manutenção, quanto ao tipo de Manutenção empregada (corretiva ou pre-ventiva) e quanto à disponibilidade operacional;
• apresentar etapas a serem seguidas para a implemen-tação da gestão financeira da Manutenção baseada nos custos da falha.
a metodologia utilizada foi a pesquisa bibliográfica e serão apresentados conceitos sobre gestão financeira da Manutenção, custos de falhas e, a seguir, uma proposta para se implantar a gestão financeira da Manutenção baseada nos custos da falha em uma organização.
�. Gestão financeira da Manutenção – um dos principais objetivos da gestão financeira da Manutenção consiste em efetuar a Manutenção ao menor custo possível, tanto em relação à produção como ao custo anterior dos serviços prestados. um conceito resumido de Manutenção pode ser o de atividades com o objetivo de assegurar que todo elemento físico continue desempenhando as funções de-sejadas (Kardec, 2003).
Conforme a associação Brasileira de Manutenção (abra-man) no documento nacional “Pesquisa Sobre a Situação da Manutenção no Brasil (2005)” o objetivo principal da Manutenção, em termos da qualidade, é prover e garantir
a disponibilidade e eficiência requerida e especificada, uma vida útil larga de equipamentos e máquinas e tudo isto a um custo mínimo. Mas certos critérios influenciam no custo e na disponibilidade, tais como, disponibilidade de materiais de reposição, qualificação de mão-de-obra, níveis de inves-timento na Manutenção, entre outros.
a disponibilidade consiste na probabilidade de um equi-pamento ou sistema estar disponível para uso (produzir) ou sendo usado (produzindo). Pode ser calculada pela seguinte fórmula: disponibilidade (em %) = ((Horas programadas para operar – horas paradas)*100/(Horas programadas para operar)).
a maneira de executar a Manutenção ou o tipo de Manu-tenção empregada pode decidir o sistema de materiais e prover uma maior ou menor disponibilidade e eficiência ao equipa-mento influenciando nos custos de Manutenção. de acordo com a abraman os tipos mais comuns de Manutenção são:
a) Manutenção preditiva - todo o trabalho de acompa-nhamento e monitoração das condições da máquina, de seus parâmetros operacionais e sua degradação;
b) Manutenção Preventiva - todo o trabalho de Manu-tenção realizado em máquinas que estejam em condi-ções operacionais, ainda que com algum defeito;
c) Manutenção Corretiva - todo o trabalho de Manuten-ção realizado em máquinas que estejam em falha.
a Manutenção possui a missão que é garantir a disponi-bilidade dos equipamentos e instalações para atender a uma meta de produção requerida com confiabilidade, segurança, controle do meio ambiente e custos adequados. existem dificuldades no cumprimento desta missão e a Manutenção tendo seu papel fundamental deve participar com a sua parcela de contribuição minimizando o tempo médio para reparo e maximizando o tempo médio entre falhas.
o “tempo Médio Para Reparo” que tem como repre-sentação tMPR ou MttR, do inglês “Medium time to Repair”, consiste na média aritmética dos tempos de reparo de um sistema, de um equipamento ou de um item (Sousa, 2005).
“tempo Médio entre Falhas” que tem como representa-ção a sigla tMeF ou MtBF, do inglês “Medium time Between Failure”, consiste na média aritmética dos tempos existentes entre o fim de uma falha e início de outra falha (a próxima falha) em equipamentos reparáveis. Só considera o tempo de funcionamento (Sousa, 2005).
Para Sabará (1997) a falha consiste na interrupção de funcionamento de um determinado equipamento que pode ser aleatória ou não aleatória.
as empresas precisam trabalhar com o mínimo de gas-tos. isto quer dizer produzir com qualidade, sem desperdício e garantir a sua permanência no mercado. isto significa que é essencial estar sempre se aperfeiçoando. todos na em-
�7 M
anu
ten
ção
y q
ual
idad
e
MyQ_78.indd 17 29/3/2009 11:47:27
�8 M
anu
ten
ção
y q
ual
idad
e
seção técnica�8
Man
ute
nç
ão y
qu
alid
ade
presa devem pensar diariamente em como trabalhar melhor em termos de qualidade, produtividade, custos, vendas e satisfação do cliente.
entende-se por produtividade a medição para verificar quão bem são empregados os recursos utilizados para se criar o resultado desejado (Sousa, 2005).
�.�. Custos da falha – a função Manutenção vem atu-almente respondendo por uma significativa alocação de recursos dentro das empresas. Segundo a abraman (2005), em 2003 estes dispêndios corresponderam a 4,27% do PiB brasileiro, sendo, portanto, muito importante o conhe-cimento de sua situação no País, para que as empresas possam alcançar um nível de excelência e competitividade no contexto globalizado.
é de extrema importância para os profissionais de Manu-tenção a identificação da melhor composição dos custos de uma intervenção em um equipamento, quando este sofre uma Manutenção em virtude de uma falha (Sousa, 1997).
a maioria das intervenções para Manutenção gera parada dos equipamentos e muitas vezes acarretam paradas de um sistema completo e, consequentemente, geram perdas de produção. os custos de perda de produção consistem no que a empresa deixou de faturar com o equipamento para-do desde sua falha, preparação para a intervenção, tempo propriamente dito para a Manutenção e preparação para o reinício da operação. Podem existir outros custos associa-dos à falha como a segurança afetada e os danos ao meio ambiente. neste trabalho, de todos os custos associados à falha, serão abordados somente os custos de perda de produção e de Manutenção, pois os custos de segurança afetada e os danos ao meio ambiente são muito específicos e dependem muito do setor de atuação de cada empresa.
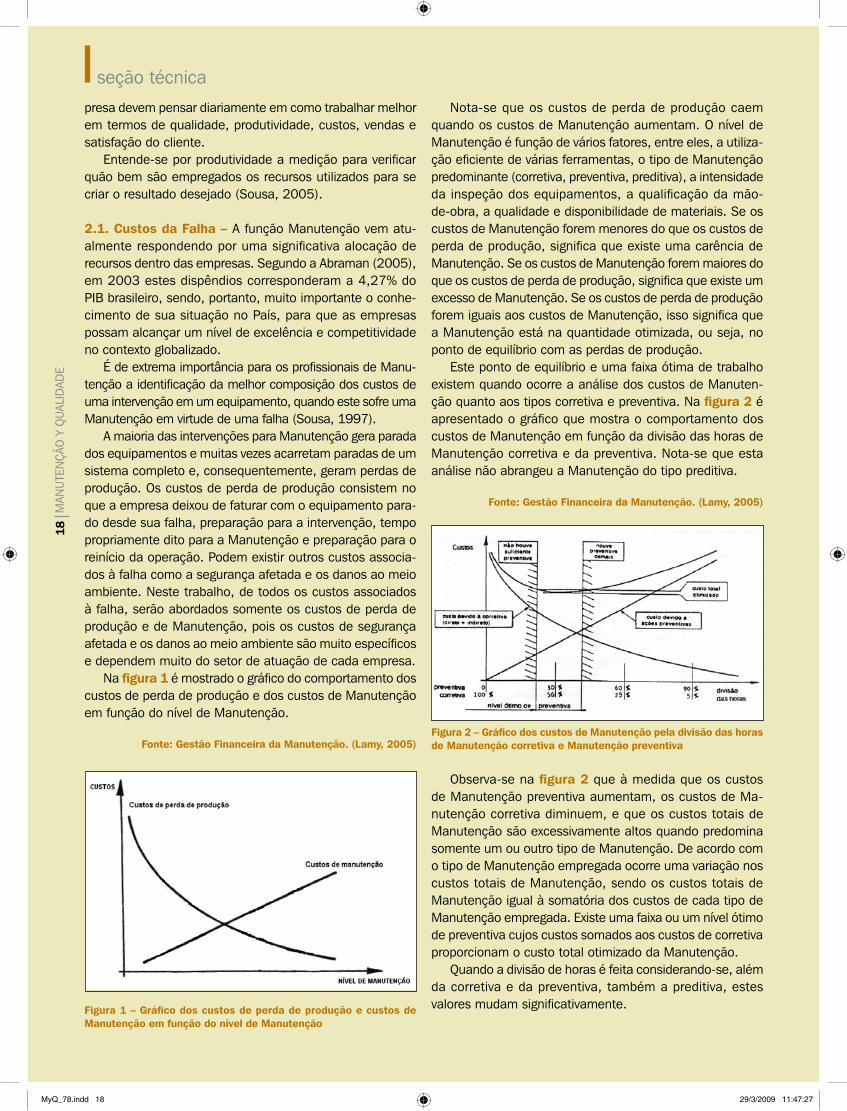
na figura � é mostrado o gráfico do comportamento dos custos de perda de produção e dos custos de Manutenção em função do nível de Manutenção.
fonte: Gestão financeira da Manutenção. (Lamy, �005)
figura � – Gráfico dos custos de perda de produção e custos de Manutenção em função do nível de Manutenção
nota-se que os custos de perda de produção caem quando os custos de Manutenção aumentam. o nível de Manutenção é função de vários fatores, entre eles, a utiliza-ção eficiente de várias ferramentas, o tipo de Manutenção predominante (corretiva, preventiva, preditiva), a intensidade da inspeção dos equipamentos, a qualificação da mão-de-obra, a qualidade e disponibilidade de materiais. Se os custos de Manutenção forem menores do que os custos de perda de produção, significa que existe uma carência de Manutenção. Se os custos de Manutenção forem maiores do que os custos de perda de produção, significa que existe um excesso de Manutenção. Se os custos de perda de produção forem iguais aos custos de Manutenção, isso significa que a Manutenção está na quantidade otimizada, ou seja, no ponto de equilíbrio com as perdas de produção.
este ponto de equilíbrio e uma faixa ótima de trabalho existem quando ocorre a análise dos custos de Manuten-ção quanto aos tipos corretiva e preventiva. na figura � é apresentado o gráfico que mostra o comportamento dos custos de Manutenção em função da divisão das horas de Manutenção corretiva e da preventiva. nota-se que esta análise não abrangeu a Manutenção do tipo preditiva.
fonte: Gestão financeira da Manutenção. (Lamy, �005)
figura � – Gráfico dos custos de Manutenção pela divisão das horas de Manutenção corretiva e Manutenção preventiva
observa-se na figura � que à medida que os custos de Manutenção preventiva aumentam, os custos de Ma-nutenção corretiva diminuem, e que os custos totais de Manutenção são excessivamente altos quando predomina somente um ou outro tipo de Manutenção. de acordo com o tipo de Manutenção empregada ocorre uma variação nos custos totais de Manutenção, sendo os custos totais de Manutenção igual à somatória dos custos de cada tipo de Manutenção empregada. existe uma faixa ou um nível ótimo de preventiva cujos custos somados aos custos de corretiva proporcionam o custo total otimizado da Manutenção.
quando a divisão de horas é feita considerando-se, além da corretiva e da preventiva, também a preditiva, estes valores mudam significativamente.
MyQ_78.indd 18 29/3/2009 11:47:27
�9 M
anu
ten
ção
y q
ual
idad
e
seção técnica
�9 M
anu
ten
ção
y q
ual
idad
e
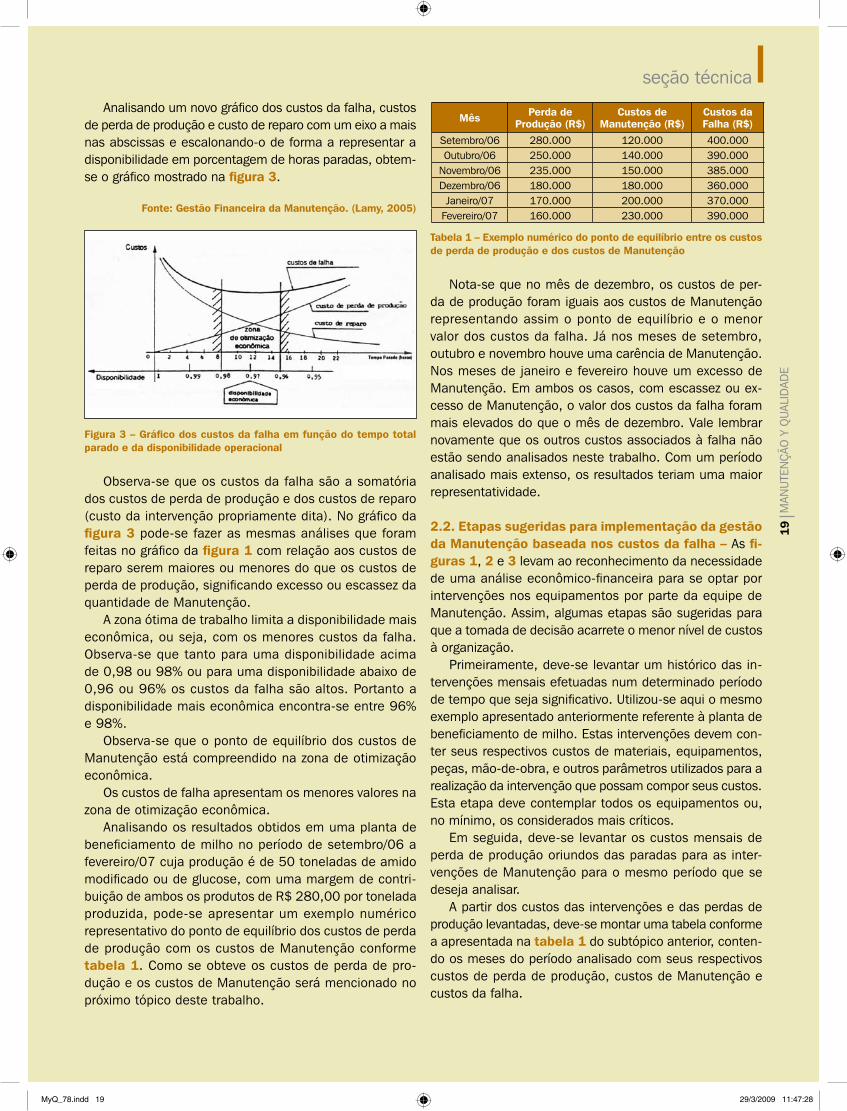
analisando um novo gráfico dos custos da falha, custos de perda de produção e custo de reparo com um eixo a mais nas abscissas e escalonando-o de forma a representar a disponibilidade em porcentagem de horas paradas, obtem-se o gráfico mostrado na figura 3.
fonte: Gestão financeira da Manutenção. (Lamy, �005)
figura 3 – Gráfico dos custos da falha em função do tempo total parado e da disponibilidade operacional
observa-se que os custos da falha são a somatória dos custos de perda de produção e dos custos de reparo (custo da intervenção propriamente dita). no gráfico da figura 3 pode-se fazer as mesmas análises que foram feitas no gráfico da figura � com relação aos custos de reparo serem maiores ou menores do que os custos de perda de produção, significando excesso ou escassez da quantidade de Manutenção.
a zona ótima de trabalho limita a disponibilidade mais econômica, ou seja, com os menores custos da falha. observa-se que tanto para uma disponibilidade acima de 0,98 ou 98% ou para uma disponibilidade abaixo de 0,96 ou 96% os custos da falha são altos. Portanto a disponibilidade mais econômica encontra-se entre 96% e 98%.
observa-se que o ponto de equilíbrio dos custos de Manutenção está compreendido na zona de otimização econômica.
os custos de falha apresentam os menores valores na zona de otimização econômica.
analisando os resultados obtidos em uma planta de beneficiamento de milho no período de setembro/06 a fevereiro/07 cuja produção é de 50 toneladas de amido modificado ou de glucose, com uma margem de contri-buição de ambos os produtos de R$ 280,00 por tonelada produzida, pode-se apresentar um exemplo numérico representativo do ponto de equilíbrio dos custos de perda de produção com os custos de Manutenção conforme tabela �. Como se obteve os custos de perda de pro-dução e os custos de Manutenção será mencionado no próximo tópico deste trabalho.
Tabela � – Exemplo numérico do ponto de equilíbrio entre os custos de perda de produção e dos custos de Manutenção
nota-se que no mês de dezembro, os custos de per-da de produção foram iguais aos custos de Manutenção representando assim o ponto de equilíbrio e o menor valor dos custos da falha. Já nos meses de setembro, outubro e novembro houve uma carência de Manutenção. nos meses de janeiro e fevereiro houve um excesso de Manutenção. em ambos os casos, com escassez ou ex-cesso de Manutenção, o valor dos custos da falha foram mais elevados do que o mês de dezembro. Vale lembrar novamente que os outros custos associados à falha não estão sendo analisados neste trabalho. Com um período analisado mais extenso, os resultados teriam uma maior representatividade.
�.�. Etapas sugeridas para implementação da gestão da Manutenção baseada nos custos da falha – as fi-guras �, � e 3 levam ao reconhecimento da necessidade de uma análise econômico-financeira para se optar por intervenções nos equipamentos por parte da equipe de Manutenção. assim, algumas etapas são sugeridas para que a tomada de decisão acarrete o menor nível de custos à organização.
Primeiramente, deve-se levantar um histórico das in-tervenções mensais efetuadas num determinado período de tempo que seja significativo. utilizou-se aqui o mesmo exemplo apresentado anteriormente referente à planta de beneficiamento de milho. estas intervenções devem con-ter seus respectivos custos de materiais, equipamentos, peças, mão-de-obra, e outros parâmetros utilizados para a realização da intervenção que possam compor seus custos. esta etapa deve contemplar todos os equipamentos ou, no mínimo, os considerados mais críticos.
em seguida, deve-se levantar os custos mensais de perda de produção oriundos das paradas para as inter-venções de Manutenção para o mesmo período que se deseja analisar.
a partir dos custos das intervenções e das perdas de produção levantadas, deve-se montar uma tabela conforme a apresentada na tabela � do subtópico anterior, conten-do os meses do período analisado com seus respectivos custos de perda de produção, custos de Manutenção e custos da falha.
Mês Perda de Produção (R$)
Custos de Manutenção (R$)
Custos da falha (R$)
Setembro/06 280.000 120.000 400.000outubro/06 250.000 140.000 390.000
novembro/06 235.000 150.000 385.000dezembro/06 180.000 180.000 360.000
Janeiro/07 170.000 200.000 370.000Fevereiro/07 160.000 230.000 390.000
MyQ_78.indd 19 29/3/2009 11:47:28
�0 M
anu
ten
ção
y q
ual
idad
e
seção técnica�0
Man
ute
nç
ão y
qu
alid
ade
Com estes valores levantados, deve-se ainda levantar os valores de horas paradas para as intervenções e os valores de disponibilidade operacional para os mesmos meses do período analisado.
Com todos estes dados, já é possível confeccionar um gráfico conforme o da figura 3 e identificar a zona de otimização econômica dos custos da falha e o ponto de equilíbrio dos custos de perda de produção com os custos de reparo.
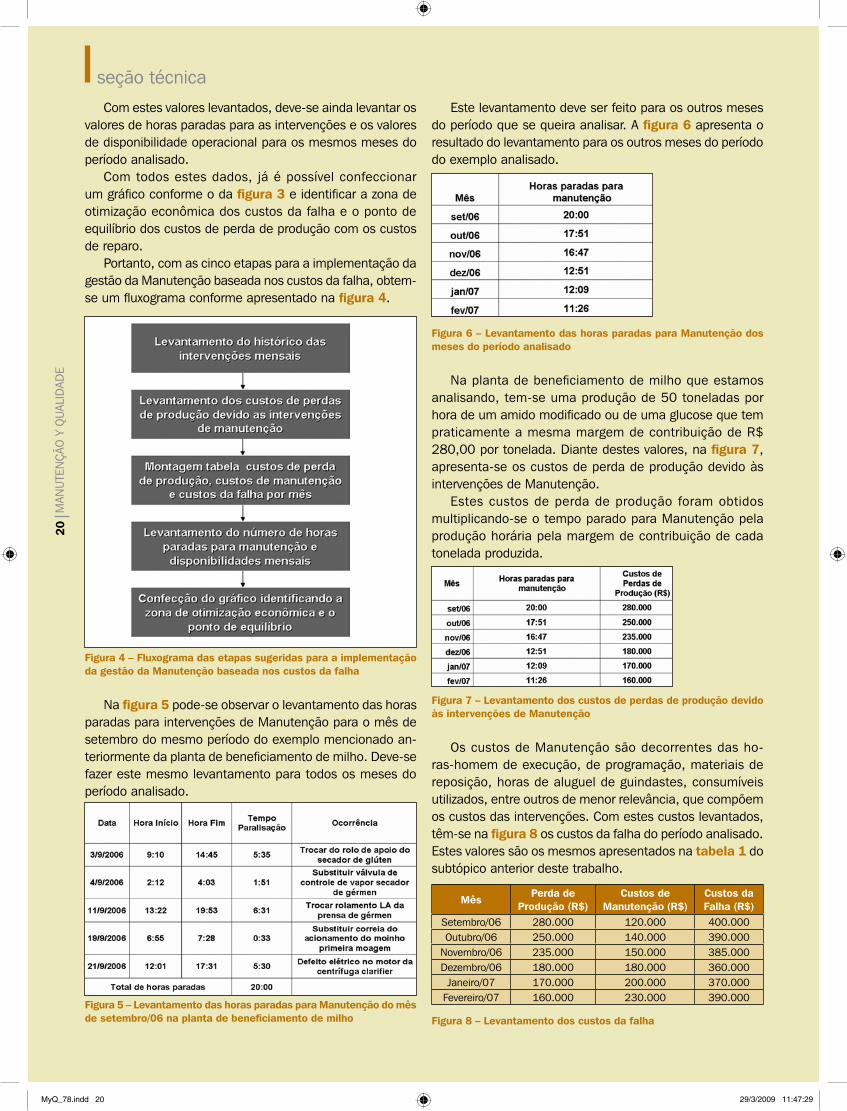
Portanto, com as cinco etapas para a implementação da gestão da Manutenção baseada nos custos da falha, obtem-se um fluxograma conforme apresentado na figura 4.
figura 4 – fluxograma das etapas sugeridas para a implementação da gestão da Manutenção baseada nos custos da falha
na figura 5 pode-se observar o levantamento das horas paradas para intervenções de Manutenção para o mês de setembro do mesmo período do exemplo mencionado an-teriormente da planta de beneficiamento de milho. deve-se fazer este mesmo levantamento para todos os meses do período analisado.
figura 5 – Levantamento das horas paradas para Manutenção do mês de setembro/06 na planta de beneficiamento de milho
este levantamento deve ser feito para os outros meses do período que se queira analisar. a figura 6 apresenta o resultado do levantamento para os outros meses do período do exemplo analisado.
figura 6 – Levantamento das horas paradas para Manutenção dos meses do período analisado
na planta de beneficiamento de milho que estamos analisando, tem-se uma produção de 50 toneladas por hora de um amido modificado ou de uma glucose que tem praticamente a mesma margem de contribuição de R$ 280,00 por tonelada. diante destes valores, na figura 7, apresenta-se os custos de perda de produção devido às intervenções de Manutenção.
estes custos de perda de produção foram obtidos multiplicando-se o tempo parado para Manutenção pela produção horária pela margem de contribuição de cada tonelada produzida.
figura 7 – Levantamento dos custos de perdas de produção devido às intervenções de Manutenção
os custos de Manutenção são decorrentes das ho-ras-homem de execução, de programação, materiais de reposição, horas de aluguel de guindastes, consumíveis utilizados, entre outros de menor relevância, que compõem os custos das intervenções. Com estes custos levantados, têm-se na figura 8 os custos da falha do período analisado. estes valores são os mesmos apresentados na tabela � do subtópico anterior deste trabalho.
figura 8 – Levantamento dos custos da falha
MêsPerda de
Produção (R$)Custos de
Manutenção (R$)Custos da falha (R$)
Setembro/06 280.000 120.000 400.000outubro/06 250.000 140.000 390.000
novembro/06 235.000 150.000 385.000dezembro/06 180.000 180.000 360.000
Janeiro/07 170.000 200.000 370.000Fevereiro/07 160.000 230.000 390.000
MyQ_78.indd 20 29/3/2009 11:47:29
�� M
anu
ten
ção
y q
ual
idad
e
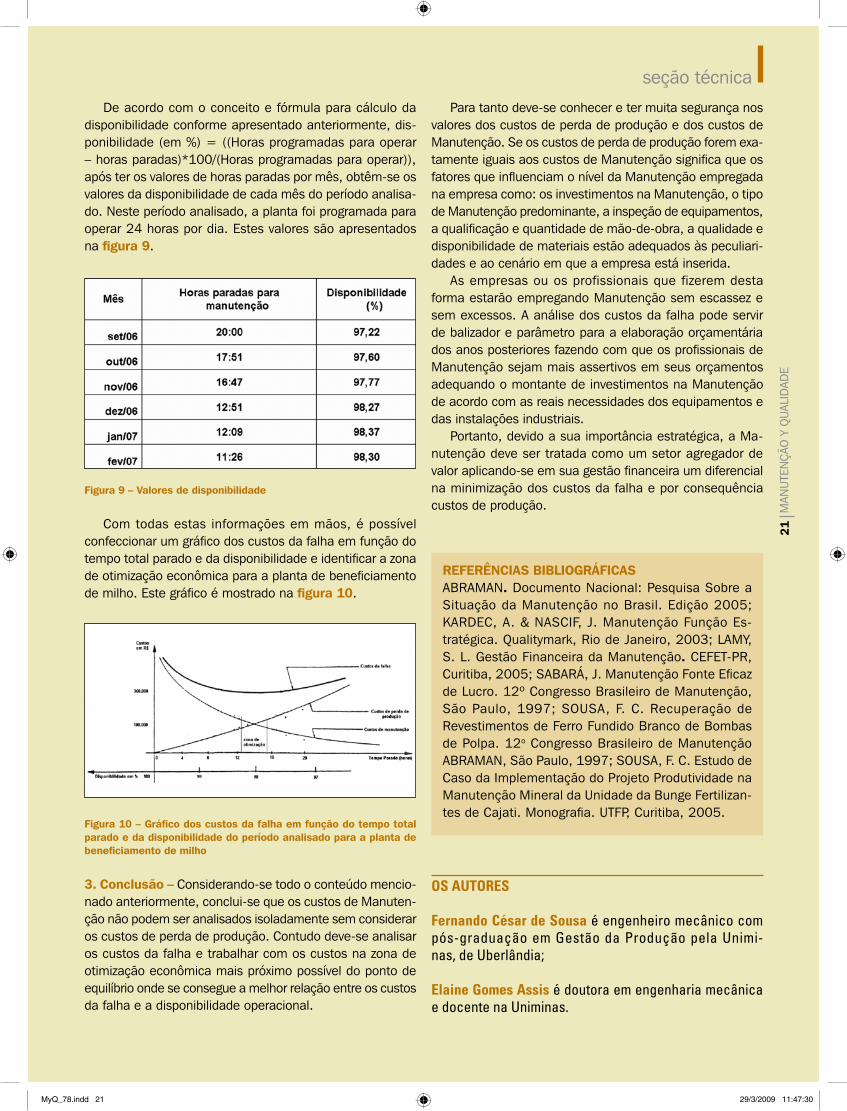
de acordo com o conceito e fórmula para cálculo da disponibilidade conforme apresentado anteriormente, dis-ponibilidade (em %) = ((Horas programadas para operar – horas paradas)*100/(Horas programadas para operar)), após ter os valores de horas paradas por mês, obtêm-se os valores da disponibilidade de cada mês do período analisa-do. neste período analisado, a planta foi programada para operar 24 horas por dia. estes valores são apresentados na figura 9.
figura 9 – Valores de disponibilidade
Com todas estas informações em mãos, é possível confeccionar um gráfico dos custos da falha em função do tempo total parado e da disponibilidade e identificar a zona de otimização econômica para a planta de beneficiamento de milho. este gráfico é mostrado na figura �0.
figura �0 – Gráfico dos custos da falha em função do tempo total parado e da disponibilidade do período analisado para a planta de beneficiamento de milho
3. Conclusão – Considerando-se todo o conteúdo mencio-nado anteriormente, conclui-se que os custos de Manuten-ção não podem ser analisados isoladamente sem considerar os custos de perda de produção. Contudo deve-se analisar os custos da falha e trabalhar com os custos na zona de otimização econômica mais próximo possível do ponto de equilíbrio onde se consegue a melhor relação entre os custos da falha e a disponibilidade operacional.
Para tanto deve-se conhecer e ter muita segurança nos valores dos custos de perda de produção e dos custos de Manutenção. Se os custos de perda de produção forem exa-tamente iguais aos custos de Manutenção significa que os fatores que influenciam o nível da Manutenção empregada na empresa como: os investimentos na Manutenção, o tipo de Manutenção predominante, a inspeção de equipamentos, a qualificação e quantidade de mão-de-obra, a qualidade e disponibilidade de materiais estão adequados às peculiari-dades e ao cenário em que a empresa está inserida.
as empresas ou os profissionais que fizerem desta forma estarão empregando Manutenção sem escassez e sem excessos. a análise dos custos da falha pode servir de balizador e parâmetro para a elaboração orçamentária dos anos posteriores fazendo com que os profissionais de Manutenção sejam mais assertivos em seus orçamentos adequando o montante de investimentos na Manutenção de acordo com as reais necessidades dos equipamentos e das instalações industriais.
Portanto, devido a sua importância estratégica, a Ma-nutenção deve ser tratada como um setor agregador de valor aplicando-se em sua gestão financeira um diferencial na minimização dos custos da falha e por consequência custos de produção.
OS AUTORES Fernando César de Sousa é engenheiro mecânico com pós-graduação em Gestão da Produção pela Unimi-nas, de Uberlândia; Elaine Gomes Assis é doutora em engenharia mecânica e docente na Uniminas.
REfERêNCIAS BIBLIOGRÁfICASaBRaMan. documento nacional: Pesquisa Sobre a Situação da Manutenção no Brasil. edição 2005; KaRdeC, a. & naSCiF, J. Manutenção Função es-tratégica. qualitymark, Rio de Janeiro, 2003; laMy, S. l. Gestão Financeira da Manutenção. CeFet-PR, Curitiba, 2005; SaBaRá, J. Manutenção Fonte eficaz de lucro. 12º Congresso Brasileiro de Manutenção, São Paulo, 1997; SouSa, F. C. Recuperação de Revestimentos de Ferro Fundido Branco de Bombas de Polpa. 12o Congresso Brasileiro de Manutenção aBRaMan, São Paulo, 1997; SouSa, F. C. estudo de Caso da implementação do Projeto Produtividade na Manutenção Mineral da unidade da Bunge Fertilizan-tes de Cajati. Monografia. utFP, Curitiba, 2005.
�� M
anu
ten
ção
y q
ual
idad
e
seção técnica
MyQ_78.indd 21 29/3/2009 11:47:30

�� M
anu
ten
ção
y q
ual
idad
e
capa
PRINCIPAIS MODELOS DE VÁLVuLAS DE BLOQuEIO
confiabilidade em válvulas��
Man
ute
nç
ão y
qu
alid
ade
Sede resiliente
• Sede metálica – os materiais metálicos empregados possuem alto ponto de fusão, utilizados em serviços com temperatura acima de 200ºC em serviços com fluidos que possuam sólidos em suspensão e que deixem sedimentos no interior da válvula.
Sede Metálica
• Sede flutuante – energizadas por molas que asseguram estanqueidade constante da vedação, mesmo sob baixas pressões. o projeto das sedes permite vedação bi-direcional e aten-de à construção “double Block and Bleed”.
Com a válvula fechada a vedação ocorre nas duas sedes. a cavidade do corpo pode ser aberta para atmosfera utilizando a válvula de alívio/ dreno.
Prezados leitores, nesta edição falaremos sobre as válvulas esferas.
A válvula esfera é uma evo-lução da válvula macho, seu obturador é uma esfera com
um orifício passante, o obturador gira entre sedes resilientes ou metálicas ou uma composição de ambas. uma das características da Válvula esfera é a rapidez na operação, sendo necessá-rio apenas um quarto de tempo para operar este modelo. outra caracterís-tica é a ótima estanqueidade, mesmo em altas pressões, e perda de carga desprezível.
VANTAGENS
• aplicáveis em ampla gama de pressões.
• abertura e fechamentos rápidos.• Baixa perda de carga, quando
construída em passagem plena.• acionamento suave.
DESVANTAGENS
• não são indicadas para trabalhos com fluídos que possuam particu-lado sólido em suspensão.
• Sedes de material resiliente limitam a utilização de válvulas esfera.
PRINCIPAIS COMPONENTES DA VÁLVuLA ESfERA
SEDE – elemento de vedação fixada na carcaça. o acabamento externo superficial da esfera com as sedes compõe o conjunto de vedação da vál-vula. as sedes podem ser construídas de três formas:
MODELOS DE SEDE
• Sede Resiliente – o material padrão das sedes resilientes para as sedes são: teFlon ReFoRçado com 25% de CaR-Bono para classes 150, 300, 600 e 800 com limitante de pressão conforme norma iSo 17292, para classes 800, 900 e 1500 com “o o’ring em Buna “n”, somente são utilizados em serviços com temperaturas de trabalho inferiores a -20°C até 121°C. o material top dos elastômeros é o KalRez utilizado em serviços com temperatura de faixa de trabalho entre -18°C até 204°C.
Sede resiliente
MyQ_78.indd 22 29/3/2009 11:47:33

�3 M
anu
ten
ção
y q
ual
idad
e
confiabilidade em válvulas
O AUTOR Osmar Jose Leite da Silva especialista em Válvulas pela Comunidade de equipamentos estáticos da Petrobras. [email protected]
�3 M
anu
ten
ção
y q
ual
idad
e
as sedes são projetadas para permi-tir automaticamente o alívio da pressão do fluido retido entre a esfera e o corpo, quando esta atinge níveis superiores a do fluido a montante ou a jusante.
Sede Flutuante
EfEITO PISTãO – São válvulas em que a pressão entre corpo e a esfera atua no sentido de afastar o anel sede da esfera, permitindo alívio de pressão para as extremidades da válvula.
EfEITO PISTãO DuPLO (double pis-ton effect) – São as válvulas em que a pressão na cavidade atua no sentido de aproximar o contato das sedes contra a esfera.
Efeito Pistão Duplo
ESfERA – é o obturador, executa a abertura e fechamento da válvula. estes podem ser:
• Esfera flutuante – é quando a força de pressão do fluido a montante, aplicada sobre a esfera, faz com que a mesma flutue ao encontro da sede, ocasionando a vedação a jusante. a es-fera flutuante é um tipo de montagem cuja esfera é suportada pelas sedes, com bloqueio na sede a jusante do sentido de fluxo .
Esfera flutuante
• Esfera Montagem Trunnion – es-fera fixada por eixos, quando a força da pressão do fluido sobre o anel sede faz com que o mesmo flutue ao encontro da esfera que é suportada pelos eixos, oca-sionando a vedação. toda válvula esfera com montagem trunnion deve ser duplo bloqueio (double block and bleed).
Esfera montagemtrunnion
na próxima edição, se deuS qui-ser, continuaremos a falar a respeito das Válvulas esferas. Gostaria de citar o lançamento do meu livro “Válvulas industriais” editado pela qualitymark, através do Programa de editoração de livros técnicos da universidade Petro-bras. inclusive nesta edição da Manu-tenção y Qualidade tem uma matéria mais completa sobre este livro.
as melhores práticas de Manuten-ção para aumento da confiabilidade planejamento, dimensionamento, tipos de inspeção e análises de falhas são citadas como condições particulares existentes no Brasil. este livro é uma ferramenta de trabalho para todos os envolvidos no projeto de fabricação, instalação, planejamento, confiabi-lidade e manutenção de válvulas de segurança, controle e bloqueio.
MyQ_78.indd 23 29/3/2009 11:47:37
�4 M
anu
ten
ção
y q
ual
idad
e
Sumário & Proposta – existem vários sistemas para gerenciamento de Ma-nutenção disponíveis no mercado, com uma gama de alternativas, facilidades e complexidades.
quase todos oferecem muito mais recursos e/ou opções aos usuários do que aquelas que realmente eles necessitam. e isto faz com que estes elejam, por assim dizer, algumas destas funções como as mais importantes.
isto se traduz no fato de que se paga por um sistema e se usa apenas, no máximo, 40% de seus recursos, sendo este um fator de custo a ser avaliado.
após vários anos de pesquisa e uti-lização de sistemas de gerenciamento, concluiu-se que um sistema simples poderia ser desenvolvido, e de baixo custo, que pudesse ser compatível com qualquer processo e ser, acima de tudo, flexível e robusto.
Com base nestes fatos, a equipe formada por experientes pesquisadores em gestão de Manutenção e alunos de graduação do curso de engenharia da computação da universidade Paulista (campus de Manaus), desenvolve-ram o sistema MMS (Maintenance Management System) para gestão de Manutenção.
um sistema fácil, simples e barato para tornar a gestão dos processos de Manutenção igualmente simples, objetiva e eficiente. um sistema que permitirá ao usuário o uso de 100% de sua capacidade operacional.
Introdução – em um mercado com-petitivo, melhorar a utilização das instalações é um ponto vital para se melhorar a eficiência operacional alian-do redução dos custos e aumento de produtividade.
embora, erroneamente, o histórico passado não reflita esta afirmação, hoje em dia a Manutenção ocupa sua função estratégica dentro das organizações, pois é responsável por garantir a disponibilidade dos equi-pamentos e instalações. além disto, precisa atender o processo produtivo com confiabilidade, segurança, custos adequados e etc.
estes parâmetros e atribuições têm uma importância fundamental nos re-sultados das empresas.
a constante busca pela eficiência em produtividade e redução de custos nos processos produtivos faz com que as demais áreas da empresa busquem suas alternativas e dêem sua contribui-ção, uma vez que, hoje em dia, estas metas não se restringem ao conhecido chão de fábrica. e isto proporcionou uma maior e melhor aproximação entre áreas distintas da empresa. no contex-to da Manutenção, estes resultados se-rão tanto melhores quanto mais eficaz for a gestão da função Manutenção.
Características do MMS – as empre-sas de softwares hoje em dia disponibi-lizam no mercado diversos aplicativos para controle e gerenciamento, muitos
SIMPLIfICANDO O GERENCIAMENTO DA MANuTENÇãO uSANDO O MMS
AuTORES: MaRCelo alBuqueRque de oliVeiRa e idelCio aleXandRe PalHeta CaRdoSo
seção técnica�4
Man
ute
nç
ão y
qu
alid
ade
e isto proporcionou uma maior e melhor
aproximação entre áreas distintas da empresa. no contexto da Manutenção,
estes resultados serão tanto melhores quanto
mais eficaz for a gestão da função Manutenção.
MyQ_78.indd 24 29/3/2009 11:47:39
�5 M
anu
ten
ção
y q
ual
idad
e
dos quais podem tornar-se obsole-tos ou mal usados se as equipes de Manutenção não entenderem a sua finalidade. além disto, algumas estra-tégias adotadas para o gerenciamento da Manutenção podem fazer com que determinado aplicativo seja um “elefan-te branco”, pois o mesmo pode estar sendo subaproveitado.
ainda na fase de planejamento existe a definição do escopo e abran-gência da sua utilização. nesta etapa, nos deparamos com a necessidade de oferecer os recursos para mais pessoas ou limitar o número, devido às licenças para utilização, que sempre estão as-sociadas nesta fase. e isto causa um forte impacto no custo final. Por fim, acabam-se escolhendo os usuários chave.
a licença de utilização e Manuten-ção destes aplicativos custa aos clien-tes milhões por ano, mesmo conside-rando que o potencial do aplicativo, em sua totalidade, não é utilizado. quando muito, como já citado, atinge cerca de 40% de utilização do sistema.
a ideia deste trabalho é mostrar um sistema que atende especificamente as necessidades do cliente. entre elas, destacamos:
• sistema de baixo custo;• fácil operação;• resposta rápida e simples para
quem o utiliza; • baixo custo de estrutura de rede;
• fácil visualização e interatividade para gerenciar os processos no dia-a-dia;
• sem limite de licença de usuários.
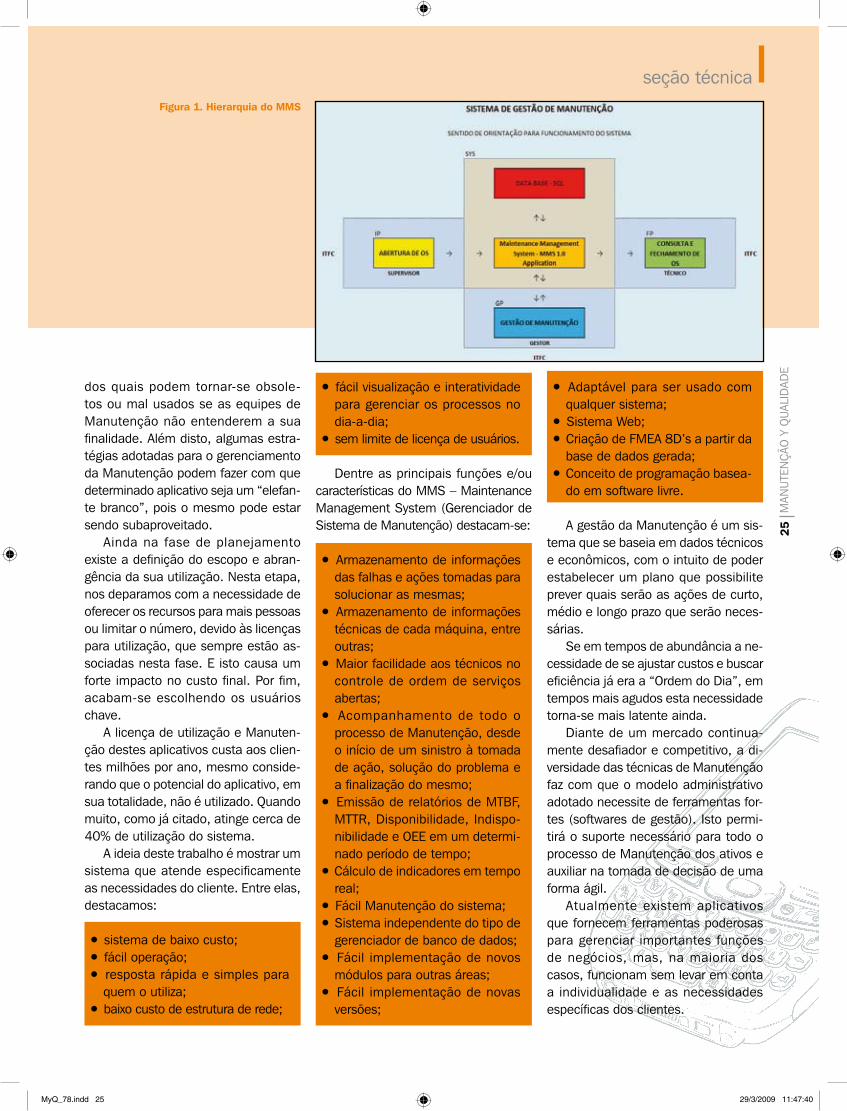
dentre as principais funções e/ou características do MMS – Maintenance Management System (Gerenciador de Sistema de Manutenção) destacam-se:
• armazenamento de informações das falhas e ações tomadas para solucionar as mesmas;
• armazenamento de informações técnicas de cada máquina, entre outras;
• Maior facilidade aos técnicos no controle de ordem de serviços abertas;
• acompanhamento de todo o processo de Manutenção, desde o início de um sinistro à tomada de ação, solução do problema e a finalização do mesmo;
• emissão de relatórios de MtBF, MttR, disponibilidade, indispo-nibilidade e oee em um determi-nado período de tempo;
• Cálculo de indicadores em tempo real;
• Fácil Manutenção do sistema;• Sistema independente do tipo de
gerenciador de banco de dados;• Fácil implementação de novos
módulos para outras áreas;• Fácil implementação de novas
versões;
• adaptável para ser usado com qualquer sistema;
• Sistema Web;• Criação de FMea 8d’s a partir da
base de dados gerada;• Conceito de programação basea-
do em software livre.
a gestão da Manutenção é um sis-tema que se baseia em dados técnicos e econômicos, com o intuito de poder estabelecer um plano que possibilite prever quais serão as ações de curto, médio e longo prazo que serão neces-sárias.
Se em tempos de abundância a ne-cessidade de se ajustar custos e buscar eficiência já era a “ordem do dia”, em tempos mais agudos esta necessidade torna-se mais latente ainda.
diante de um mercado continua-mente desafiador e competitivo, a di-versidade das técnicas de Manutenção faz com que o modelo administrativo adotado necessite de ferramentas for-tes (softwares de gestão). isto permi-tirá o suporte necessário para todo o processo de Manutenção dos ativos e auxiliar na tomada de decisão de uma forma ágil.
atualmente existem aplicativos que fornecem ferramentas poderosas para gerenciar importantes funções de negócios, mas, na maioria dos casos, funcionam sem levar em conta a individualidade e as necessidades específicas dos clientes.
seção técnicafigura �. hierarquia do MMS
MyQ_78.indd 25 29/3/2009 11:47:40
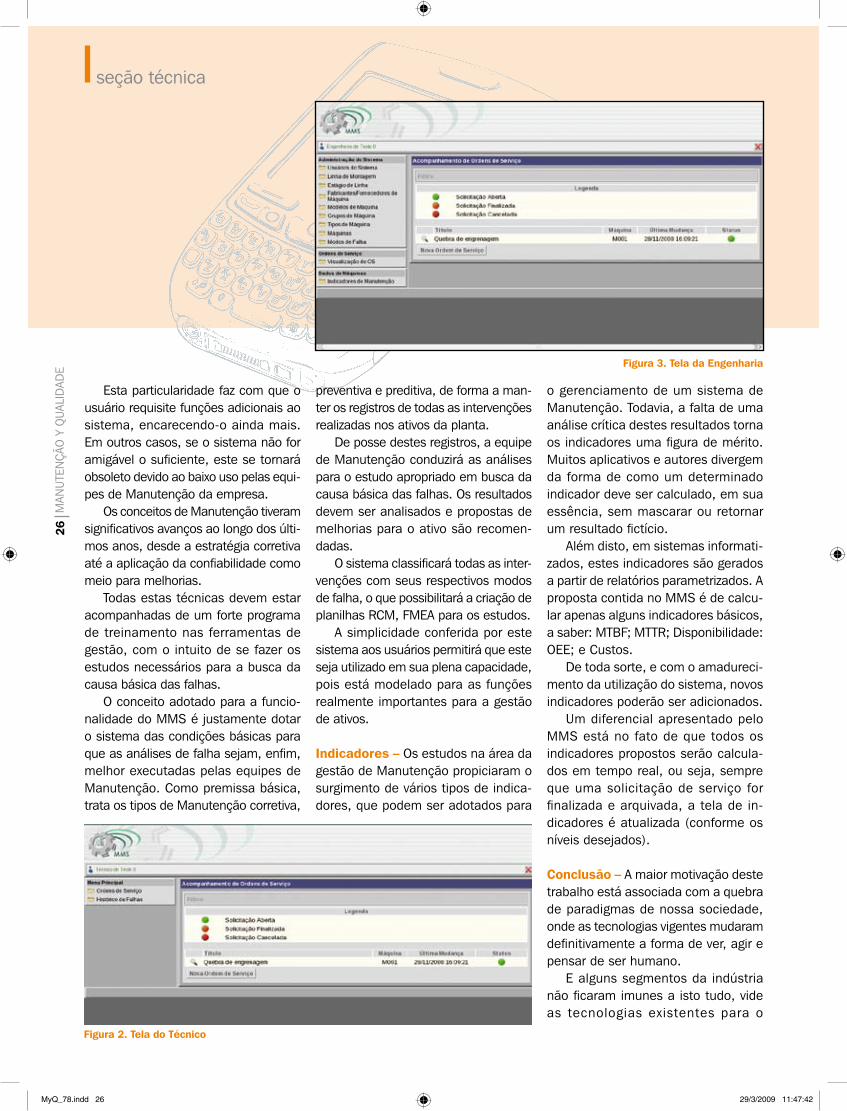
�6 M
anu
ten
ção
y q
ual
idad
e
preventiva e preditiva, de forma a man-ter os registros de todas as intervenções realizadas nos ativos da planta.
de posse destes registros, a equipe de Manutenção conduzirá as análises para o estudo apropriado em busca da causa básica das falhas. os resultados devem ser analisados e propostas de melhorias para o ativo são recomen-dadas.
o sistema classificará todas as inter-venções com seus respectivos modos de falha, o que possibilitará a criação de planilhas RCM, FMea para os estudos.
a simplicidade conferida por este sistema aos usuários permitirá que este seja utilizado em sua plena capacidade, pois está modelado para as funções realmente importantes para a gestão de ativos.
Indicadores – os estudos na área da gestão de Manutenção propiciaram o surgimento de vários tipos de indica-dores, que podem ser adotados para
o gerenciamento de um sistema de Manutenção. todavia, a falta de uma análise crítica destes resultados torna os indicadores uma figura de mérito. Muitos aplicativos e autores divergem da forma de como um determinado indicador deve ser calculado, em sua essência, sem mascarar ou retornar um resultado fictício.
além disto, em sistemas informati-zados, estes indicadores são gerados a partir de relatórios parametrizados. a proposta contida no MMS é de calcu-lar apenas alguns indicadores básicos, a saber: MtBF; MttR; disponibilidade: oee; e Custos.
de toda sorte, e com o amadureci-mento da utilização do sistema, novos indicadores poderão ser adicionados.
um diferencial apresentado pelo MMS está no fato de que todos os indicadores propostos serão calcula-dos em tempo real, ou seja, sempre que uma solicitação de serviço for finalizada e arquivada, a tela de in-dicadores é atualizada (conforme os níveis desejados).
Conclusão – a maior motivação deste trabalho está associada com a quebra de paradigmas de nossa sociedade, onde as tecnologias vigentes mudaram definitivamente a forma de ver, agir e pensar de ser humano.
e alguns segmentos da indústria não ficaram imunes a isto tudo, vide as tecnologias existentes para o
esta particularidade faz com que o usuário requisite funções adicionais ao sistema, encarecendo-o ainda mais. em outros casos, se o sistema não for amigável o suficiente, este se tornará obsoleto devido ao baixo uso pelas equi-pes de Manutenção da empresa.
os conceitos de Manutenção tiveram significativos avanços ao longo dos últi-mos anos, desde a estratégia corretiva até a aplicação da confiabilidade como meio para melhorias.
todas estas técnicas devem estar acompanhadas de um forte programa de treinamento nas ferramentas de gestão, com o intuito de se fazer os estudos necessários para a busca da causa básica das falhas.
o conceito adotado para a funcio-nalidade do MMS é justamente dotar o sistema das condições básicas para que as análises de falha sejam, enfim, melhor executadas pelas equipes de Manutenção. Como premissa básica, trata os tipos de Manutenção corretiva,
seção técnica
figura 3. Tela da Engenharia
figura �. Tela do Técnico
MyQ_78.indd 26 29/3/2009 11:47:42
�7 M
anu
ten
ção
y q
ual
idad
e
tratamento de áudio e vídeo, que proporcionaram uma nova maneira de “ver” o negócio da música, por exemplo, como entretenimento de baixo custo – ou custo zero. e isso conferiu ao setor uma quebra de paradigmas nunca antes avaliada.
Baseado na idéia de oferecer um sistema de baixo custo e administrando funções básicas e essenciais de um sistema de gestão de Manutenção, o MMS auxiliará o gestor na tomada de decisão mais ágil diante dos re-sultados apresentados durante um determinado período de análise.
além de determinar alguns índices vitais, tais como a freqüência de falhas, tempo de resolução para um de-terminado problema, disponibilidade e custos, o sistema ainda permite que os dados armazenados possibilitem a formação de planilhas de ação para a melhoria da Manu-tenção (FMea, RCM, por exemplo).
Com uma proposta de versatilidade e adaptabilidade para qualquer banco de dados e sistema operacional adotada pela empresa, ainda tem o ganho diferenciado de que o conceito do software segue a moderna tendência de software livre.
o MMS é baseado no livre uso de seus recursos, não estando associado a um número de licença para ser uti-lizado por vários colaboradores ao mesmo tempo. a pro-posta do MMS é disseminar a simplicidade da gestão da Manutenção, associada ao preparo acadêmico e técnico das equipes de Manutenção, com a intensificação do uso das diversas ferramentas disponíveis atualmente para que a Manutenção seja cada vez mais um diferencial na busca pela eficiência e confiabilidade, pois, além de armazenar as informações técnicas dos ativos proporcionará maior facilidade para a equipe técnica no controle das solicita-ções de serviço a ela destinado.
um bom plano de Manutenção e o uso de indicadores apropriados são pontos fundamentais para uma boa gestão da função Manutenção.
seção técnica
figura 4. Tela relatório OS fechada
MyQ_78.indd 27 29/3/2009 11:47:46

�8 M
anu
ten
ção
y q
ual
idad
e
OS AUTORES Marcelo Albuquerque de Oliveira possui graduação em engenharia pelo instituto de tecnologia do amazonas - especializações em Mecatrônica, Gestão da Qualidade e automação industrial. É Mestre em engenharia de Produção. atualmente é Coordenador dos cursos de engenharia da Uni-versidade Paulista e Pesquisador do instituto Nokia de tecnologia. Idelcio Alexandre Palheta Cardoso possui graduação, mestrado e doutorado em engenharia Mecânica pela Universidade de são Paulo. atualmente é Gerente do instituto Nokia de tecnologia e professor no PeCe - Programa de educação continuada em engenharia da Universidade de são Paulo. tem experiência na área de engenharia Mecânica de mais de 15 anos em Manu-tenção industrial e de Frotas, Projetos de Máquinas, análise de Risco, análise de decisão, Confiabilidade, sistemas Mecânicos.
Da esquerda para a direita: Marcelo Perei-ra (aluno), Paollo Maciel (aluno), Antônio Deyvyson (aluno), Diego Nascimento (alu-no), Danielle figueiredo (prof. participante da banca), Raphael Pinto (aluno), Marcelo Oliveira (pesquisador, banca e orientador técnico do projeto) e fábio Cardoso (pes-quisador e tutor/orientador acadêmico da disciplina e banca)
* este artigo foi um projeto de conclusão de curso dos alunos de engenharia da com-putação da unip, que fizeram parte da equipe de desenvolvimento, sob orientação técnica de Marcelo oliveira (foto) e acadêmica de Fábio Cardoso (foto). a idéia era continuar o desenvolvimento com o apoio de empresas locais, no caso o indt/nokia, que seriam os usuários iniciais do programa.
seção técnica
figura 5. Tela de Indicadores
REfERêNCIAS BIBLIOGRÁfICAS – oliVeiRa, M.a, o estudo de Falhas no Chão de Fábrica usando o Método da Confiabilidade, ua, ua, aM, 2003; CaRdoSo, i.a., Souza, G.F., toMyaMa, d., elaboração de estratégias de Manutenção para linha de Produção operando novos Conceitos em SMd, 8º CiBiM, Cuzco-Peru 2007; CaRdoSo, i.a., elaboração de Políticas de Ma-nutenção: uma abordagem Voltada à análise de Confiabilidade Poli-uSP, São Paulo, 2000; leVitt, Joel, the Handbook of Maintenance Management, 1st edition, new york-ny, 1997; HiGGinS, lindley R., MoBley, R. Keith, Main-tenance engineering Handbook, 6st edition, McGraw-Hill, 2002; oliVeiRa, M.a, CaRdoSo, i.a., Reliability Study for a Production line of Mobile Phone Manufacturing, 6° SiC, Florianópolis, 2008; SMitH, anthony M., HinCHeliFFe, R. Glenn, RCM – Gateway to World Class Manufacturing, elsevier Butterwor-th-Heinemann, 2004; BloMM, neil B., Reliability Centered Maintenance: implementation made simple, McGraw-Hill, 2006.
MyQ_78.indd 28 29/3/2009 11:47:47

�9 M
anu
ten
ção
y q
ual
idad
e
mantendo o humor
MALDIÇãO DA MANuTENÇãO
�º - não terás vida pessoal, familiar ou sentimental.
�º - não verás teus filhos crescerem.
3º - não terás feriado, fins de semana ou qualquer outro tipo de folga.
4º - terás gastrite, se tiveres sorte. Se for como os demais terás úlcera.
5º - a pressa será teu único amigo e as suas refeições principais serão os lanches.
6º - teus cabelos ficarão brancos antes do tempo. isso se te sobrarem cabelos.
7º - tua sanidade mental será posta em cheque antes que completes 5 anos de trabalho.
8º - dormir será considerado período de folga, logo, não dormirá.
9º - trabalho será teu assunto preferi-do, talvez o único, sempre.
�0º - as pessoas serão divididas em 2 tipos: as que entendem de Manuten-ção e as que não entendem. e verás graça nisso.
��º - a máquina de café será a tua melhor colega de trabalho, porém, a cafeína não te fará mais efeito.
��º - Happy Hours serão excelentes oportunidades de ter algum tipo de contato com outras pessoas loucas como você.
�3º - terás sonhos com disjuntor explo-dindo, turbinas quebrando, transforma-dor pegando fogo, correias rasgando, diferencial de barra, eixos partindo, rejeição de carga, tanques furando, contra no gerador, e não raro, resol-verás problemas de trabalho neste período de sono.
�4º - exibirás olheiras como troféu de guerra.
�5º - e o pior... inexplicavelmente gos-tarás de tudo isso...
Conta a lenda que quando deus liberou o conhecimento para os ho-mens de como fazer Manutenção, determinou que aquele ‘saber’ ficaria restrito a um grupo muito selecionado de sábios. Mas, neste
pequeno grupo, onde todos se achavam ‘semideuses’, alguém traiu as de-terminações divinas.
Aí aconteceu o pior!!!!!!........deus, bravo com a traição, resolveu fazer valer alguns mandamentos:
Recebido via internet de autor desconhecidonosso agradecimento ao Consultor em Gestão e engenharia de Manutenção, José Joaquim Pereira, do estado do espírito Santo.
M. S
alle
S
MyQ_78.indd 29 29/3/2009 11:47:50

30 M
anu
ten
ção
y q
ual
idad
e
sistema de gestão integrado
Sistema de Gestão Integrado em Organizações de MANUTENÇÃOISO 9001, ISO 14001, OHSAS18001, SA 8000
30 M
anu
ten
ção
y q
ual
idad
e
ISO 900�:�008 – O QuE MuDOu NA NOVA REVISãO
gestão para produzir o resultado desejado, pode ser referenciada como a “abordagem de processo”.
0.3À época da publicação desta norma Brasileira, a aBnt nBR iSo 9004 estava em revisão. a edição revisada da aBnt nBR iSo 9004 fornecera orientação para atingir sucesso sustentado para qualquer organização em um ambiente complexo, exigente e de constante mudança. a aBnt nBR iSo 9004 provê um foco mais amplo sobre gestão da qualidade do que a aBnt nBR iSo 9001; ela contempla as necessidades e expectativas de todas as partes interessadas e sua satisfação por meio da melhoria contínua e sistemática do desempenho da organização. entretanto, ela não se destina ao uso para certificação regulamentar.
0.4 durante o desenvolvimento desta norma, as prescrições da aBnt nBR iSo 14001:2004 foram consideradas para aumentar a com-patibilidade entre as duas normas em beneficio da comunidade de usuários. o anexo a mostra a correspondência entre a aBnt nBR iSo 9001:2008 e a aBnt nBR iSo 14001:2004.
�.� NOTA �: nesta norma o termo “produto” aplica-se apenas para: a) produto pretendido ou requerido por um cliente,b) qualquer resultado pretendido resultante dos processos de realização do produto.NOTA �: Requisitos estatutários e regulamentares podem ser expressos como requisitos legais.
�.� quando forem efetuadas exclusões, alegações de conformidade com esta norma não serão aceitáveis, a não ser que as exclusões estejam limitadas aos requisitos contidos na Seção 7 e que tais exclusões não afetem a capacidade, ou responsabilidade da or-ganização de fornecer produtos que atendam aos requisitos dos clientes e requisitos estatutários e regulamentares aplicáveis.
� o documento relacionado a seguir é indispensável à aplicação deste documento. Para referências datadas aplicam-se somente as edições citadas. Para referências não datadas aplicam-se as edi-ções mais recentes do referido documento (incluindo emendas).
aBnt nBR iSo 9000:2005 - Sistemas de gestão da qualidade - Fundamentos e vocabulário
A norma iSo 9001:2008 publicada oficialmente em 15/11/2008 não acrescentou novos requisitos à versão anterior iSo 9001:2000. as diferenças existentes são es-
clarecimentos sobre requisitos já existentes, bem como um melhor alinhamento com a norma iSo 14001:2004.
após �4 meses da publicação da versão iSo 9001:2008, todas as certificações existentes na versão iSo 9001:2000 per-derão a validade.
após � ano da publicação da versão iSo 9001:2008, todas as certificações processadas (novas certificações ou processos de recertificação) deverão ser realizadas segundo a versão 2008.
todas as organizações certificadas devem revisar seus documen-tos conforme a iSo 9001:2008. as organizações a certificar devem já escrever seus documentos conforme a nova versão 2008.
Basicamente no texto a seguir mostramos os ajustes (rearranjo de frases, parágrafos e deleção de palavras) nas principais alterações de esclarecimentos ocorridas nos requisitos para a nova versão. as palavras em destaque no texto foram acréscimos na versão 2008.
Prefácio – Foi incluído o prefácio nacional 0.� o projeto e a implementação de um sistema de gestão da quali-dade de uma organização são influenciados por: a) seu ambiente organizacional, mudancas neste ambiente e os riscos associados com este ambiente.b) suas necessidades que se alteram.c) seus objetivos particulares.d) os produtos fornecidos.e) os processos utilizados.f) seu porte e estrutura organizacional.
esta norma pode ser usada por partes internas ou externas, in-cluindo organismos de certificação, para avaliar a capacidade da organização de atender aos requisitos do cliente, os estatutários e os regulamentares, aplicáveis ao produto e aos requisitos da própria organização.
0. � Parágrafo �: Para uma organização funcionar de maneira eficaz, ela tem que determinar e gerenciar diversas atividades interligadas. uma atividade ou conjunto de atividades que usa recursos e que é gerenciada de forma a possibilitar a transformação de entradas em saídas pode ser considerada um processo.
a aplicação de um sistema de processos em uma organização, junto com a identificação, interações desses processos e sua
MyQ_78.indd 30 29/3/2009 11:47:50
3� M
anu
ten
ção
y q
ual
idad
e
sistema de gestão integrado
3� M
anu
ten
ção
y q
ual
idad
e
Requisito 4.�.4Registro estabelecido para prover evidência de conformidade com requisitos e da operação eficaz do sistema de gestão da qualidade devem ser controlados. a organização deve estabelecer um procedimento documentado para definir os controles necessários para a identificação, arma-zenamento, proteção, recuperação, retenção e disposição dos registros.Registros devem permanecer legíveis, prontamente identificáveis e recuperáveis.
Requisito 5.5.�a alta direção deve indicar um membro da administração da or-ganização que, independentemente de outras responsabilidades, deve ter responsabilidade e autoridade para
Requisito 6.�.�as pessoas que executam atividades que afetam a conformidade com os requisitos do produto devem ser competentes, com base em educação, treinamento, habilidade e experiência apropriados.NOTA: a conformidade com os requisitos do produto pode ser afetada direta ou indiretamente pelas pessoas que desempenham qualquer tarefa dentro do sistema de gestão da qualidade
Requisito 6.�.�Competência, treinamento e conscientização (mudança do titulo)a) determinar a competência necessária para as pessoas que executam trabalhos que afetam conformidade com os requisitos do produto,b) onde aplicável, prover treinamento ou tomar outras ações para atingir a competência necessária.
Requisito 6.3c) serviços de apoio (tais como sistemas de transporte, de comu-nicação ou de informação).
Requisito 6.4NOTA: o termo “ambiente de trabalho” se refere àquelas condições sobre as quais o trabalho é executado, incluindo fatores físicos, ambientais e outros (tais como: ruído, temperatura, umidade, iluminação e condições meteorológicas.
Requisito 7.�
b) a verificação, validação, monitoramento, medição, inspeção e atividades de ensaios requeridos, específicos para o produto, bem como os critérios para a aceitação do produto;
Requisito 7.�.�
c) os requisitos estatutários e regulamentares aplicáveis ao pro-duto, ed) quaisquer requisitos adicionais considerados necessários pela organização.NOTA: atividades pós-entrega incluem, por exemplo, ações sob condições de garantia, obrigações contratuais, tais como, servi-ços de Manutenção e serviços suplementares como reciclagem e descarte.
3 Foi excluída a cadeia produtiva: Fornecedor - organização - Cliente
Requisito 4.�a) determinar os processos necessários para o SGq e sua aplica-ção por toda a organização;e) Monitorar, medir onde aplicável e analisar esses processos;
quando uma organização optar por terceirizar algum processo que afete a conformidade do produto em relação aos requisitos, a or-ganização deve assegurar o controle desses processos. o tipo e a extensão do controle a ser aplicado a esses processos terceirizados devem ser definidos dentro do sistema de gestão da qualidade.
NOTA �: os processos necessários para o sistema de gestão da qualidade acima referenciados incluem processos para atividades de gestão, provisão de recursos, realização do produto e medição, análise e melhoria.
NOTA �: um “processo terceirizado” é um processo que a organi-zação necessita para seu sistema de gestão da qualidade, e que a organização escolhe para ser executada por uma parte externa.
NOTA 3: assegurar que o controle sobre os processos terceirizados não exima a organização da responsabilidade de estar conforme com todos os requisitos do cliente, estatutários e regulamentares. o tipo e a extensão do controle a ser aplicado ao processo tercei-rizado podem ser influenciados por fatores como: a) impacto potencial do processo terceirizado sobre a capacidade da organização de fornecer produto em conformidade com os requisitos;b) o grau no qual o controle é compartilhado;c) na capacidade de atingir o necessário controle através do item 7.4.
Requisito 4.�.�c) procedimentos documentados e registros requeridos por esta norma, d) documentos incluindo registros determinados pela organização como necessários para assegurar o planejamento, a operação e controle eficazes de seus processos.
(o subitem “e” desapareceu)
NOTA �: onde o termo “procedimento documentado” aparecer nesta norma, significa que o procedimento é estabelecido, docu-mentado, implementado e mantido. um único documento pode cobrir os requisitos para um ou mais procedimentos. um requisito para um procedimento documentado pode ser coberto por mais de um documento.
Requisito 4.�.3f) assegurar que documentos de origem externa determinados pela organização como necessários para o planejamento e operação do sistema de gestão da qualidade sejam identificados e que sua distribuição seja controlada.
MyQ_78.indd 31 29/3/2009 11:47:50

3� M
anu
ten
ção
y q
ual
idad
e3�
Man
ute
nç
ão y
qu
alid
ade
sistema de gestão integrado
Requisito 7.3.�NOTA: analise crítica de projeto e desenvolvimento, verificação e validação tem propósitos distintos. estas atividades podem ser con-duzidas e registradas separadamente ou em qualquer combinação, na forma adequada para o produto e a organização.
Requisito 7.3.�as entradas devem ser analisadas criticamente quanto à sufici-ência. Requisitos devem ser completos, sem ambigüidades e não conflitantes entre si.
Requisito 7.3.3Parágrafo �: as saídas de projeto e desenvolvimento devem ser apresentadas em uma forma adequada para a verificação em relação às entradas de projeto e desenvolvimento e devem ser aprovadas antes de serem liberadas.
b) fornecer informações apropriadas para aquisição, produção e prestação de serviço.
NOTA: informações para produção e prestação de serviço podem incluir detalhes para preservação do produto.
Requisito 7.3.7Parágrafos (unidos) � e �: as alterações de projeto e desenvolvi-mento devem ser identificadas e registros devem ser mantidos. as alterações devem ser analisadas criticamente, verificadas e valida-das, como apropriado, e aprovadas antes da sua implementação. a análise crítica das alterações de projeto e desenvolvimento deve incluir a avaliação do efeito das alterações em partes componen-tes e no produto já entregue. devem ser mantidos registros dos resultados da análise critica de alterações e de quaisquer ações necessárias (ver 4.2.4).
Requisito 7.5.�d) a disponibilidade e uso de equipamento de monitoramento e medição.
f) a implementação de atividades de liberação, entrega e pós-entrega do produto.
Requisito 7.5.�a organização deve validar quaisquer processos de produção e prestação de serviço onde a saída resultante não possa ser verificada por monitoramento ou medição subseqüente e, como conseqüência, deficiências tornam-se aparentes somente depois que o produto estiver em uso ou o serviço tiver sido entregue.
Requisito 7.5.3Parágrafo �: a organização deve identificar a situação do produto no que se refere aos requisitos de monitoramento e de medição ao longo da realização do produto.
Parágrafo 3: quando a rastreabilidade for um requisito, a organi-zação deve controlar a identificação unívoca do produto e manter registros (ver 4.2.4).
Requisito 7.5.4 Parágrafo �: Se qualquer propriedade do cliente for perdida, da-nificada ou considerada inadequada para uso, a organização deve informar ao cliente este fato e manter registros (ver 4.2.4).
NOTA: Propriedade do cliente pode incluir propriedade intelectual e dados pessoais.
Requisito 7.5.5 a organização deve preservar o produto durante processamento interno e a entrega no destino pretendido, afim de manter a conformidade com os requisitos. quando aplicável, a preservação deve incluir identificação, manuseio, embalagem, armazenamento e proteção. a preservação também deve ser aplicada às partes integrantes de um produto.
Requisito 7.6Titulo: Controle de equipamento de monitoramento e medição
Parágrafo �: a organização deve determinar o monitoramento e a medição a serem realizados e o equipamento de monitoramento e medição necessários para fornecer evidências da conformidade do produto com os requisitos determinados.
a) ser calibrado ou verificado, ou ambos, a intervalos especificados ou antes do uso, contra padrões de medição rastreáveis a padrões de medição internacionais ou nacionais; quando esse padrão não existir, a base usada para calibração ou verificação deve ser registrada (ver 4.2.4),b) ser ajustado ou reajustado, quando necessário,c) ter identificação para determinar sua situação de calibração,d) ser protegido contra ajustes que invalidariam o resultado da medição, ee) ser protegido contra dano e deterioração durante o manuseio, Manutenção e armazenamento.
Registros dos resultados de calibração e verificação devem ser mantidos (ver 4.2.4).
Parágrafo 6: quando programa de computador for usado no monito-ramento e medição de requisitos especificados, deve ser confirmada a sua capacidade para atender a aplicação pretendida. isto deve ser feito antes do uso inicial e reconfirmado, se necessário.
NOTA: Confirmação da capacidade do programa do computador para atender a aplicação pretendida, que incluiria tipicamente, sua verificação e gestão da configuração para manter sua adequação ao uso.
Requisito 8.�a) demonstrar a conformidade aos requisitos do produto
Requisito 8.�.�
NOTA: Monitoramento da percepção do cliente pode incluir a obtenção de dados de entrada de fontes, tais como pesquisas de satisfação do cliente, dados do cliente sobre a qualidade dos
MyQ_78.indd 32 29/3/2009 11:47:51
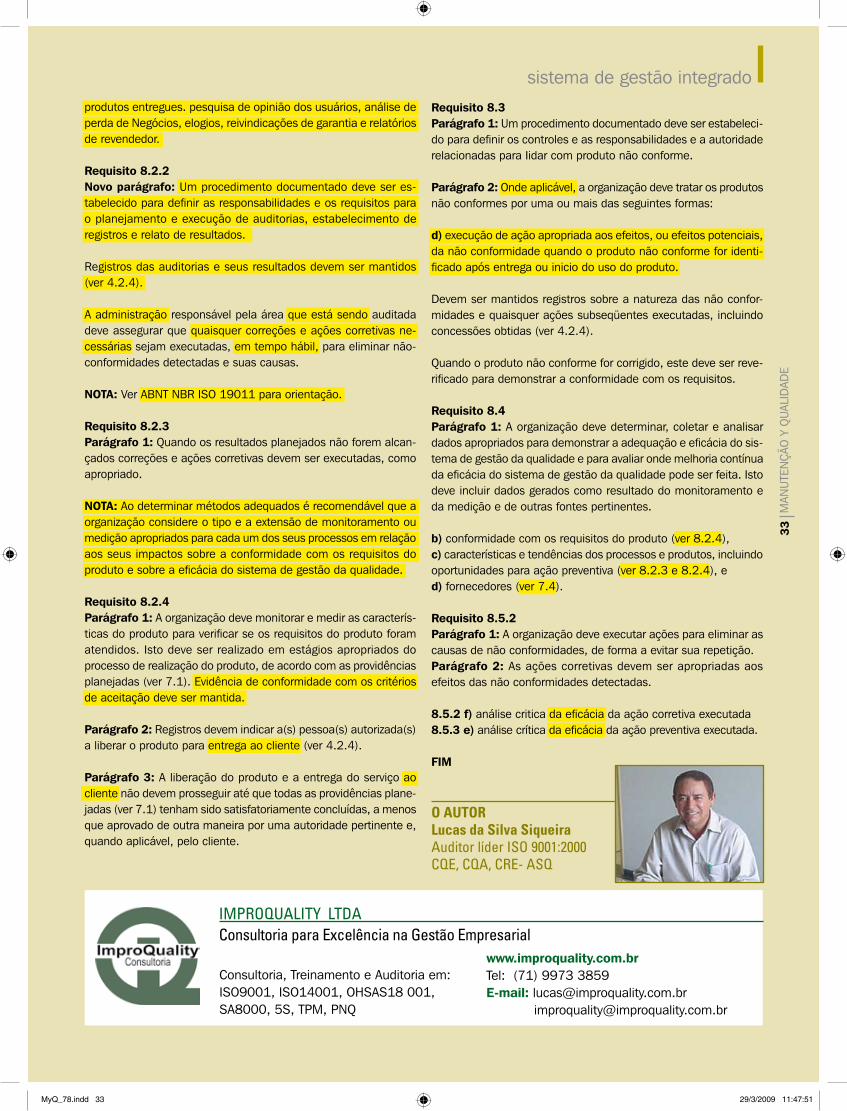
33 M
anu
ten
ção
y q
ual
idad
e33
Man
ute
nç
ão y
qu
alid
ade
iMPRoQUality ltdaConsultoria para excelência na Gestão empresarial
Consultoria, treinamento e auditoria em:iSo9001, iSo14001, oHSaS18 001, Sa8000, 5S, tPM, Pnq
www.improquality.com.brtel: (71) 9973 3859 E-mail: [email protected] [email protected]
O AUTOR Lucas da Silva Siqueira auditor líder iso 9001:2000 CQe, CQa, CRe- asQ
sistema de gestão integrado
Requisito 8.3Parágrafo �: um procedimento documentado deve ser estabeleci-do para definir os controles e as responsabilidades e a autoridade relacionadas para iidar com produto não conforme.
Parágrafo �: onde aplicável, a organização deve tratar os produtos não conformes por uma ou mais das seguintes formas:
d) execução de ação apropriada aos efeitos, ou efeitos potenciais, da não conformidade quando o produto não conforme for identi-ficado após entrega ou inicio do uso do produto.
devem ser mantidos registros sobre a natureza das não confor-midades e quaisquer ações subseqüentes executadas, incluindo concessões obtidas (ver 4.2.4).
quando o produto não conforme for corrigido, este deve ser reve-rificado para demonstrar a conformidade com os requisitos.
Requisito 8.4 Parágrafo �: a organização deve determinar, coletar e analisar dados apropriados para demonstrar a adequação e eficácia do sis-tema de gestão da qualidade e para avaliar onde melhoria contínua da eficácia do sistema de gestão da qualidade pode ser feita. isto deve incluir dados gerados como resultado do monitoramento e da medição e de outras fontes pertinentes.
b) conformidade com os requisitos do produto (ver 8.2.4),c) características e tendências dos processos e produtos, incluindo oportunidades para ação preventiva (ver 8.2.3 e 8.2.4), ed) fornecedores (ver 7.4).
Requisito 8.5.� Parágrafo �: a organização deve executar ações para eliminar as causas de não conformidades, de forma a evitar sua repetição.Parágrafo �: as ações corretivas devem ser apropriadas aos efeitos das não conformidades detectadas.
8.5.� f) análise critica da eficácia da ação corretiva executada8.5.3 e) análise crítica da eficácia da ação preventiva executada.
fIM
produtos entregues. pesquisa de opinião dos usuários, análise de perda de negócios, elogios, reivindicações de garantia e relatórios de revendedor.
Requisito 8.�.�Novo parágrafo: um procedimento documentado deve ser es-tabelecido para definir as responsabilidades e os requisitos para o planejamento e execução de auditorias, estabelecimento de registros e relato de resultados.
Registros das auditorias e seus resultados devem ser mantidos (ver 4.2.4).
a administração responsável pela área que está sendo auditada deve assegurar que quaisquer correções e ações corretivas ne-cessárias sejam executadas, em tempo hábil, para eliminar não-conformidades detectadas e suas causas.
NOTA: Ver aBnt nBR iSo 19011 para orientação.
Requisito 8.�.3Parágrafo �: quando os resultados planejados não forem alcan-çados correções e ações corretivas devem ser executadas, como apropriado.
NOTA: ao determinar métodos adequados é recomendável que a organização considere o tipo e a extensão de monitoramento ou medição apropriados para cada um dos seus processos em relação aos seus impactos sobre a conformidade com os requisitos do produto e sobre a eficácia do sistema de gestão da qualidade.
Requisito 8.�.4Parágrafo �: a organização deve monitorar e medir as caracterís-ticas do produto para verificar se os requisitos do produto foram atendidos. isto deve ser realizado em estágios apropriados do processo de realização do produto, de acordo com as providências planejadas (ver 7.1). evidência de conformidade com os critérios de aceitação deve ser mantida.
Parágrafo �: Registros devem indicar a(s) pessoa(s) autorizada(s) a liberar o produto para entrega ao cliente (ver 4.2.4).
Parágrafo 3: a liberação do produto e a entrega do serviço ao cliente não devem prosseguir até que todas as providências plane-jadas (ver 7.1) tenham sido satisfatoriamente concluídas, a menos que aprovado de outra maneira por uma autoridade pertinente e, quando aplicável, pelo cliente.
MyQ_78.indd 33 29/3/2009 11:47:51

34 M
anu
ten
ção
y q
ual
idad
e
No início do mês de março, um diário de São Paulo publicou uma matéria sobre a recuperação do setor petro-
químico. o texto informava que as fabricantes petroquímicas, produtoras das matérias-primas utilizadas pela indústria do plástico, começam a ver uma luz no fim do túnel desde o advento do início da crise. tais empresas retomaram a produção com ocupação acima de 90% de suas capacidades industriais – recuperando praticamente o mesmo nível anterior à turbulência econômica.
essa recuperação era inevitável, somente não sabemos o tempo de recuperação para cada segmento de mercado. Mas ainda tem muita gente apregoando o caos nesse perío-do, devido outros segmentos ainda não ter se reerguido. não temos como dar prazos, pois os fatores são muitos e geralmente diferen-tes de segmento para segmento. o sistema financeiro está mais afetado que o sistema produtivo, apesar da interdependência entre todos os setores da economia. Porém o que observamos é que não faltam verdadeiros “gafanhotos” para tirar proveito do momento caótico do mercado, utilizando a crise como desculpa para cortes sem critérios. até con-sultor internacional vem ganhando dinheiro fazendo palestras, apregoando a catástrofe mundial em nosso país.
Para o setor produtivo, vemos diariamente manchetes sobre demissões e cortes de gastos. também no início de março milhares de pessoas do mercado ficaram estarrecidas com a apresentação dos indicadores do 4º trimestre de 2008, como se não soubessem o que aconteceu e tivessem nascido hoje. estamos a três meses deste trimestre, se-guindo para o 2º trimestre de 2009 e pessoas ainda não tomaram ações sensatas, que levem suas empresas a crescer no meio da crise, de forma eficiente e eficaz. Pessoas do governo, principalmente, ainda estão estudando o que fazer, aguardando os dados de 2009. o que estão esperando? a grande maioria das indústrias se assustou, como se não soubessem que esta crise mundial já dura algum tempo e estava prestes a chegar ao país, explodindo intensamente quando o lehman Brothers quebrou em setembro. os cortes de pessoas e contratos foram feitos por bem ou por mal, de forma até desarran-jada, gerando esta onda de desemprego. “Salve-se quem puder” foi o lema, norteado pelo medo e incompetência de muitos. Mas
outros agiram de forma perspicaz. quantos são os que estão dando a cara pra bater e ir contra a maré, vislumbrando uma luz no fim do túnel? Poucos.
Basta apenas dar uma olhada mais atenta aos diferentes segmentos do mercado brasileiro para notar que existem algumas saídas diante dos problemas, bem mais inteligentes que os cortes. Muito desta recuperação do setor petroquímico, por exemplo, deve-se à Manutenção realizada nestas companhias. Com as paradas feitas pela indústria, foi possível às empresas frear os gastos e criar uma perspectiva positiva em meio às turbulências causadas pela crise financeira. uma vez realizada a parada, custos supérfluos foram evitados e, consequente-mente, demissões deixaram de acontecer. uma medida simples e econômica que só não contribuiu mais porque empresários se perderam diante do medo e deixaram de ar-riscar ou, simplesmente, focar o pensamento em possíveis soluções, buscando alternativas que aumentam nosso poder de reação. te-mos um exército de excelentes executivos, tão capazes e qualificados quanto quaisquer executivos atuantes no mundo. a força de vontade de nossos trabalhadores e a boa fé também é imbatível. ainda não podemos dizer da qualificação, pois falta muito para termos, como maioria, técnicos qualificados em nosso chão de fábrica. estamos todos trabalhando para isto; a política de outros países favorece o treinamento e capacitação profissional. algo a ser aprendido e praticado rapidamente pelos nossos.
não é fácil nestes tempos sermos otimis-tas, mas temos que lembrar que nascemos em tempos de crise. nossos pais, avós viveram assim no Brasil, desde a época da 2ª Guerra Mundial. desde aquele tempo en-frentamos intempéries para fazer o país ser o que é hoje. e tem potencial para muito mais. Basta termos a mente aberta para possibilida-des. Sabemos fazer isto, diferente da europa que não vê crise forte a mais de 50 anos e
não tem o jogo de cintura que nossos exe-cutivos brasileiros possuem. o maior clichê sobre nosso país se enquadra direitinho nesta situação: deus é brasileiro. temos mão-de-obra, espaço, alternativas, e, muitas vezes, não soubemos aproveitar o melhor que o Brasil oferece. o que precisamos é incentivar os colaboradores, investir em infraestrutura, e ampliar nossa visão de mercado para que não deixemos escapar nenhum segmento empresarial e/ou industrial que possa servir como um novo gerador de renda. ao invés de pregar o medo, é nestas horas que um pensamento otimista pode fazer a diferença. e por isso o segmento de Manutenção deve ser encarado como a “menina dos olhos” da indústria nacional.
além de qualificada é superior ao que se vê mundo afora. Vejamos o caso da lu-brificação industrial: aqui fazemos gestão e temos mão-de-obra altamente capacitada e preparada para esta operação, com empresas especialistas no negócio. na espanha, onde a crise é mais severa, as empresas estão fazendo o que fazíamos há 15 anos. não há qualificação, as funções são desvirtuadas, a perda de eficiência é enorme, o custo de produção e energia é maior, o desgaste e a depreciação de equipamentos é enorme e não há indicadores de performance que avaliem este tema vital para uma empresa ser eficiente. assim, o valor das empresas de lá é menor, pois está diretamente ligado aos seus ativos e sua capacidade de produzir. eles não enxergam. nós daqui vemos como grande oportunidade. Se sabemos como fazer, é fundamental expandirmos nossos horizon-tes, mostrando que o Brasil tem qualidade e tecnologia para ensinar ao mundo; e ganhar com isto. quem não perceber a quantidade enorme de oportunidades, poderá perder o bonde. quando se der conta, com crise ou não, já será tarde. Muitas das fabricantes petroquímicas estão apenas colhendo o fruto por terem se programado de forma eficiente e corajosa para fazer seu próprio futuro. Vere-mos o que acontecerá com as outras.
A CRISE E SEuS GAfANhOTOS
opinião manutenção
PoR MiGuel PaRdo JR.
O AUTOR Miguel Pardo Jr. é engenheiro mecânico formado pela Facul-dade de engenharia industrial (Fei), em 1991, com atuação em várias empresas nas áreas de sistemas de lubrificação indus-trial. atualmente é diretor de desenvolvimento e aquisições da Hilub, empresa especializada em gestão de abastecimento e lubrificação industrial.
34 M
anu
ten
ção
y q
ual
idad
e
MyQ_78.indd 34 29/3/2009 11:47:52

35 M
anu
ten
ção
y q
ual
idad
e
MyQ_78.indd 35 29/3/2009 11:47:59

36 M
anu
ten
ção
y q
ual
idad
e
MyQ_78.indd 36 29/3/2009 11:48:05