relatório final pibit/cnpq 2018/2019 período: junho de
TRANSCRIPT

Relatório Final PIBIT/CNPq 2018/2019
Período: Junho de 2018 a Agosto de 2019
APERFEIÇOAMENTO DE PROTÓTIPO: EQUIPAMENTO PARA LAVAGEM
DE FERIDAS
Aluno: Enzo de Souza Pinto Paulini
Curso de Tecnologia em Sistemas Biomédicos
Orientador: Profa. Dra. Elaine Conceição de Oliveira
Professor Fatec Sorocaba
Setembro de 2019

1. INTRODUÇÃO
Desde a década de 90, muita coisa mudou em relação à inserção de novas
tecnologias na área da saúde. A incorporação destas tecnologias trouxe maior rapidez e
precisão nos diagnósticos, o que proporcionou significativa melhoria do atendimento
público de saúde em nosso país (CÂMARA et al., 2014). Atualmente, equipamentos
totalmente inovadores como tomógrafos, ressonância magnética, aparelhos de vídeo
cirurgia entre outros, tem salvado milhares de vidas permitindo a aplicação de novas
metodologias de tratamento para doenças consideradas até então como incuráveis.
Porém, ainda há um grande caminho as ser percorrido para tornar estas tecnologias
acessíveis a toda à população.
No contexto das tecnologias em saúde, as inovações ocorrem de forma intensa e
dinâmica, constituindo um grande desafio para o sistema de saúde o grande custo para
incorporação de todas elas (FERRUS FILHO et al., 2013). Estima-se que ao menos um
terço dos custos na saúde se deve às novas tecnologias, presentes hoje em todas as áreas
da medicina, abrangendo as áreas de tratamento, diagnóstico e reabilitação. A
competitividade entre as grandes empresas faz do desenvolvimento tecnológico uma
corrida, que exige dos fabricantes mudanças constantes no produto, que os torna
obsoletos em um curto período de tempo. Esta “corrida” impulsiona em nosso país a
necessidade premente de realizar novas aquisições, deixando pouco incentivo a criação
de novos equipamentos (MOURA et al., 2015).
A cada ano, novos conhecimentos e produtos em saúde tornam-se disponíveis
proporcionando um conjunto de técnicas, instrumentos e recursos diagnósticos que vem
revolucionando a medicina moderna (BRAMBILLA et al., 2009). A definição de
inovação tecnológica alcança um sentido bastante amplo quando se observa que este

mesmo termo é empregado a todas as áreas do conhecimento, não somente para
equipamentos e dispositivos médicos. A Lei de Inovação brasileira define inovação
como “introdução de novidade ou aperfeiçoamento no ambiente produtivo ou social que
resulte em novos produtos, processos ou serviços” (MOURA et al., 2015). Inovar
envolve muitos mais que somente mudanças na tecnologia, em sua real concepção a
influência e envolvimento de diversos seguimentos como centros de pesquisa, empresas
e setores governamentais são necessários. Brambilla et al., (2009) cita o trabalho de
Mattar e Santos que em 2003, fez uma nova revisão das metodologias utilizadas para
embasar um processo de desenvolvimento de novos produtos. Neste mesmo trabalho o
autor define a inovação tecnológica da seguinte forma: “Um novo produto é aquele que
contribui para satisfazer a uma nova necessidade ou desejo do consumidor”.
Quando se fala em inovação tecnológica, a maioria visualiza somente a criação
de grandes equipamentos, porém ainda existe uma carência de pequenos equipamentos
que pode impactar de forma significativa processos já existentes. O primeiro passo para
o desenvolvimento de um novo produto é identificar a necessidade dos consumidores e
daqueles que farão a aquisição, em seguida dar início ao processo criativo baseado
nestes dados. O termo “Tecnologia em Saúde” se define como um conjunto de ações
que tem como objetivo primordial, promover a saúde, a prevenção e o tratamento de
doenças, através da aquisição de tecnologias, bens e serviços.
Sendo assim, conhecer diferentes realidades dentro do ambiente hospitalar, pode
revelar necessidade que outrora não foram percebidas e possibilitar o desenvolvimento
de uma nova tecnologia que poderá impactar diretamente o cuidado de pacientes
portadores de feridas, sejam elas crônicas ou não (MOURA et al., 2015).

Ferida é qualquer lesão que interrompa a continuidade da pele. Pode atingir a
epiderme a derme, tecido subcutâneo, fáscia muscular, chegando a expor estruturas
profundas. Os processos de cicatrização e reparo tecidual ocorrem após trauma ou
doença. O reparo tecidual é comum a todos os tecidos do organismo e envolve ações
integradas entre células, matriz e mensageiros químicos, visando restaurar a integridade
do tecido e o equilíbrio biológico no menor intervalo de tempo possível. Na reparação o
tecido passa pelas seguintes etapas básicas: fase inflamatória, fase proliferativa
(incluindo reepitelização, síntese da matriz e neovascularização) e fase de maturação
(GUYTON, 2006).
O objetivo deste trabalho foi aperfeiçoar um protótipo de um lavador de feridas
desenvolvido como Trabalho de Graduação da Tecnóloga em Sistemas Biomédicos
Sheila Batista de Lima. O conceito do projeto foi automatizar o processo de limpeza de
feridas através do desenvolvimento de um equipamento portátil e de fácil manuseio,
baixo custo de produção e que pudesse utilizar insumos que são adquiridos
normalmente nos estabelecimentos de atendimento a saúde.

2. FUNDAMENTAÇÃO TEÓRICA
2.1. Feridas
Os custos dos tratamentos de patologias relacionadas à deficiência cicatricial
aumentam a importância dos estudos em busca de medicamentos, curativos e novas
metodologias capazes de interagir com o tecido lesado, tendo por objetivo acelerar o
processo. A dificuldade de cicatrização de diferentes tipos de feridas constitui um grave
problema mundial, tanto financeiro como social (MENDONÇA e COUTINHO-NETO,
2009).
A pele é o maior órgão do corpo humano, tanto em volume como em extensão,
pelo maior contato com o meio exterior, proporcionando a primeira barreira contra a
invasão de microrganismos e agressões do meio ambiente. A pele tem importante
função imunológica, principalmente através das células de Langherans que tem grande
atuação na resposta cutânea antígeno anticorpo. Possui três camadas principais:
epiderme, derme e tecido subcutâneo. A epiderme funciona como uma película
protetora contra a perda excessiva de líquidos, eletrólitos e outras substâncias do interior
do organismo. A derme, localizada imediatamente sob a epiderme, é um tecido
conjuntivo que contém fibras proteicas, vasos sanguíneos, terminações nervosas, órgãos
sensoriais e glândulas. O tecido subcutâneo funciona como isolante das alterações
ambientais, ao mesmo tempo em que sustenta as estruturas e órgãos internos
(FERNANDES, 2000; ABBAS et al., 2008).
Ferida é qualquer lesão que interrompa a continuidade da pele. Pode atingir a
epiderme a derme, tecido subcutâneo, fáscia muscular, chegando a expor estruturas
profundas (GURTNER et al., 2008). A cicatrização de feridas é processo complexo que
envolve a organização de células, sinais químicos e matriz extracelular com o objetivo

de reparar o tecido. Por sua vez, o tratamento de feridas busca o fechamento rápido da
lesão de forma a se obter cicatriz funcional e esteticamente satisfatória. A compreensão
dos processos biológicos envolvidos na cicatrização de feridas e regeneração tecidual é
indispensável para buscar estratégias que permitam uma melhor atividade do sistema
imune neste processo (ABBAS et al., 2008). Com o rompimento tecidual nos animais
vertebrados, logo se inicia o processo de reparo, que compreende uma sequência de
eventos moleculares objetivando a restauração do tecido lesado. Só durante a fase fetal
o reparo de lesões se dá sem a formação de cicatriz, ocorrendo perfeita restauração do
tecido pelo processo de neoformação tecidual. Após o nascimento, o organismo falha
nesse processo, desencadeando a formação da cicatriz após o reparo (MENDONÇA e
COUTINHO-NETO, 2009).
Para que haja a cicatrização de uma ferida, três estágios são necessários:
inflamação, proliferação ou reepitelização e remodelamento tecidual (GURTNER et al.,
2008; TAKEO et al., 2015). Após uma lesão tecidual causada por traumas diversos ou
por um processo cirúrgico o sistema imunológico natural (SIN) proporciona a primeira
linha de defesa do hospedeiro contra microrganismos que possam infectar aquela ferida.
Os componentes do SIN incluem as barreiras epiteliais, os leucócitos (neutrófilos,
macrófagos e células NK), as proteínas efetoras circulantes (sistema complemento,
colectinas, pentraxinas) e as citocinas inflamatórias (TNFα, Interleucina 1 (IL-1),
quimiocinas, IL-2, Interferons (IFNs) do tipo I e IFNγ) (ABBAS et al., 2007; TAKEO
et al., 2015).
O processo inflamatório tem nos macrófagos as principais células do SIN, que
após serem ativados estimulam a inflamação por meio da produção de citocinas,
principalmente TNFα e IL-1, quimiocinas e mediadores lipídicos como o fator de
ativação de plaquetas, prostaglandinas e leucotrienos. Macrófagos ativados removem

tecidos mortos e induzem a formação de tecidos de reparo tecidual, pela secreção de
fatores de crescimento que estimulam a proliferação de fibroblastos (fator de
crescimento derivado de plaquetas), síntese de colágeno (fator de crescimento
transformador- β [TGF-β]), a formação de novos vasos sanguíneos ou angiogênese
(fator de crescimento de fibroblastos) (SORG et al., 2017). Assim, o macrófago ativado
atua como um “cirurgião” dentro do corpo para cauterizar a ferida e diminuir as reações
inflamatórias persistentes, pois a inflamação fora de controle pode causar mais
destruição que a causa inicial. O exemplo deste processo de remodelação do tecido pode
ser visto na Figura 1, em que o processo de coagulação é o primeiro passo para deter o
sangramento pela lesão nos vasos sanguíneos locais.
Figura 1. Etapas do processo de cicatrização.
Fonte: Profissão Biotec, 2018.
O objetivo de um processo de cicatrização, de uma maneira geral, é sempre o
mesmo: preencher o espaço aberto por uma lesão no tecido e fechá-lo com uma cicatriz
(Figura 2). A forma como este processo irá evoluir, entretanto, variam segundo a
presença ou ausência de bactérias, a natureza da ferida (se é fechada ou aberta), o grau
de suprimento de sangue no local, a quantidade de tecido morto para ser eliminado, o
tipo de tecido lesado e muitos outros fatores (GURTNER et al., 2008; HEINKE E

SORG, 2012). No entanto, o ponto crítico de todo este mecanismo se inicia com a
limpeza adequada da ferida. A retirada de sujidades, resto de tecido lesado e bactérias
que posteriormente podem proliferar na ferida causando infecção, são necessários para
uma ação efetiva do sistema imunológico em remodelar o tecido lesado. Em seguida o
macrófago ativado poderá realizar seu trabalho de reparação tecidual, degradando e
removendo componentes do tecido conjuntivo danificado, como colágeno, elastina e
proteoglicanas. Além desse papel na fagocitose de fragmentos celulares, os macrófagos
também secretam fatores quimiotáticos que atraem outras células inflamatórias ao local
da ferida e produzem prostaglandinas, que funcionam como potentes vasodilatadores,
afetando a permeabilidade dos microvasos (SORG et al., 2017).
Figura 2. Quadro de uma cicatrização por primeira intenção numa ferida fechada, não infectada, como
uma ferida cirúrgica incisional. As margens estão próximas e o processo de cicatrização evolui
diretamente à produção de uma cicatriz.
Fonte: LOPES, LA, 1999
Quando ocorre alguma alteração nos mecanismos fisiológicos de cicatrização, há
como resultado uma cicatriz patológica, que poderá ocasionar deficiências funcionais e

estéticas. A presença de bactérias na ferida promove uma demora no processo
inflamatório, que afetará a reepitelização e remodelação tecidual (Figura 3).
Figura 3. Quadro de uma cicatrização por segunda intenção. Acima: cicatrização por segunda intenção
numa ferida aberta não infectada. A fenda é primeiramente preenchida por tecido de granulação, o qual se
contrai e torna-se uma cicatriz. Abaixo: cicatrização por segunda intenção em uma ferida infectada (as
setas vermelhas representam as bactérias). A ferida é preenchida com tecido de granulação, o qual produz
pus até as bactérias serem eliminadas. Depois disso o tecido de granulação contrai e produz uma cicatriz.
Fonte: LOPES, LA, 1999
O processo de cicatrização de uma lesão envolve uma serie ordenada e integrada
de respostas fisiológicas. Este processo é basicamente o mesmo para todos os tipos de
lesões, porem, sofre o efeito da localização, extensão e gravidade da lesão, além da
habilidade de regeneração das células atingidas. Uma lesão com pouco ou nenhuma
perda de tecido, cicatriza por primeira intenção, as bordas da pele se aproximam e o
risco de desenvolver uma infecção é mínimo. Já uma lesão envolvendo perda de tecido,
cicatriza por segunda intenção, as bordas da pele não se aproxima, a ferida é mantida
aberta até ser preenchida por tecido cicatrizante; quanto mais tempo levar o período de

cicatrização maior a possibilidade de infecção e, onde a cicatrização for mais difícil,
poderá ocorrer perda permanente da função dos tecidos. Nessas condições a limpeza
cuidadosa das lesões é muito importante, pois remove os elementos contaminantes que
possam servir como fontes de infecção, quando realizadas de forma vigorosa pode
provocar sangramento ou lesões adicionais (JACYNIAK et al., 2017).
Vários fatores podem afetar o processo de reparação tecidual, estes podem ser
considerados sistêmicos e locais. Entre os fatores sistêmicos destaca-se: a idade, a
imobilidade, o estado nutricional, doenças associadas e o uso de medicamentos
contínuos, principalmente as drogas imunossupressoras. Esses fatores muitas vezes não
podem ser eliminados, mas devem ser controlados. Enquanto que os fatores locais
envolve a localização anatômica da ferida, a presença de infecção, tecido desvitalizado
entre outros, e são fundamentais na escolha do tratamento (BLANES, 2004; ROSSI et
al., 2010). Outro fator crítico para a cicatrização é a presença de corpos estranhos na
ferida que podem interferir seriamente no processo de reparo tecidual, principalmente
devido a presença de massas anômalas presentes nos tecidos provenientes não só do
exterior, como do próprio organismo. Como exemplo destaca-se os fragmentos de
tecidos desvitalizados, materiais de sutura, acúmulo de sangue ou de linfa, entre outros.
Os corpos estranhos podem ser eliminados, absorvidos ou retidos, constituindo-se
sempre um fator irritante para os tecidos, favorecendo a infecção. A limpeza da ferida
constitui um passo essencial para um protocolo de tratamento de feridas ser eficaz
(ROSSI et al., 2010; ROCHA JUNIOR et al., 2010). Uma assepsia profunda capaz de
retirar a maior parte destes elementos do local lesado fará com que um tecido saudável
possa ser remodelado de forma mais natural e rápida.
O desenvolvimento de um equipamento que auxilie o profissional de saúde na
limpeza de diferentes tipos de feridas é a proposta deste trabalho. A aplicação de soro

fisiológico em feridas permite a retirada de sujeiras, tecido e células mortas bem como
de coágulos que permaneçam no local. Nessas condições a limpeza cuidadosa das lesões
é muito importante, pois remove os elementos contaminantes que possam servir como
fontes de infecção, quando realizadas de forma vigorosa pode provocar sangramento ou
lesões adicionais. Neste contexto, um equipamento portátil que realize a aplicação do
soro fisiológico com uma determinada pressão e temperatura ideal permitirá a ação das
células da resposta imune natural e o remodelamento tecidual, consequentemente a
recuperação mais rápida do paciente.
2.2. Método de limpeza empregado atualmente
Os textos básicos de enfermagem orientam a realização do curativo da área mais
limpa para a mais contaminada (FERREIRA, 2008). Atualmente existem dois métodos
mais empregados no processo de limpeza de feridas, são eles: Técnica Limpa e a
Técnica Asséptica. Em ambas a técnica existe a preocupação de ser manter a integridade
dos processos cicatriciais procurando ao máximo impedir a contaminação no leito da
ferida.
De forma sistemática se utiliza de irrigações manuais como parte do processo de
limpezas de feridas, com o objetivo de remover material de exsudação e fragmentos
teciduais. As irrigações são particularmente uteis para limpeza de feridas abertas e
profundas, ou em partes do corpo muito sensíveis ou inacessíveis. Este processo
também pode funcionar como um meio de aplicação de calor ou de medicamentos de
ação local em uma área infectada. O profissional administra a solução prescrita
(geralmente água estéril, soro fisiológico ou solução antisséptica) na temperatura do
corpo, para aumentar o conforto do paciente e oferecer o benefício adicional da
aplicação de calor local. Utilizam também técnicas estéreis, soluções antissépticas e

uma seringa grande para irrigar a ferida, tomando o cuidado de nunca obstruir a entrada
com a mesma, de modo que o líquido de irrigação penetre em um pequeno espaço
garantindo assepsia para realizar os devidos curativos (FERNANDES, 2000; ROSSI et
al., 2010).
No cotidiano dos profissionais as inúmeras limpezas que devem ser realizadas
desgastam o profissional que as realiza por isso a eficiência do procedimento no final do
processo é comprometida. No processo de limpeza de feridas, o profissional aplica
soluções antissépticas utilizando gaze estéril e/ou jatos de soro fisiológico estéril. Os
valores considerados normais para a limpeza com irrigação sobre pressão varia entre 4 e
15 “psi”. Se a pressão sob irrigação é muito baixa, inferior a 4 “psi”, a limpeza da lesão
ficará a desejar, pois não é eficiente e se a pressão ocorre com valores superiores a 15
“psi” podem causar trauma para a ferida e disseminar bactérias até o tecido. A alta
pressão aplicada sobre o ferimento dispersa o líquido e leva à penetração extensiva do
líquido até as camadas mais profundas dos tecidos da lesão (ROSSI et al., 2010;
MARTINS, 2012; BLANES, 2014). Esta função quase sempre necessita de um auxiliar
para apertar o frasco do soro enquanto o outro profissional realiza o procedimento de
limpeza do local, podendo muitas vezes a aplicação do soro ser feita com o auxílio de
uma seringa para a geração de uma determinada pressão, aumentado assim a capacidade
do líquido penetrar na ferida e realizar uma limpeza mais profunda (Figura 4). Porém,
este procedimento na maioria das vezes é realizado pelo mesmo profissional, o que pode
acarretar uma limpeza insuficiente do ferimento e a permanência de tecido necrótico
alojando bactérias que irão interferir na regeneração tecidual e no processo de
cicatrização.

Figura 4. Limpeza da ferida utilizando uma seringa para gerar a pressão necessária para aplicação do
soro.
Fonte: Blog de Enfermagem e curativos, 2013.
Sabe-se que o soro aquecido à temperatura normal da pele, em torno de 36ºC,
evita o choque térmico que provoca vasoconstrição dos capilares atrasando a
cicatrização (ÉCHELI, BUSATO, 2006). Dealey relata em seu estudo o aumento
significativo na atividade mitótica em feridas cujo curativo mantinha a temperatura
próxima da temperatura corporal (BLANES, 2004). Levando-se em conta os desafios
para o profissional que realiza esse procedimento de assepsia, verificou-se que o
desenvolvimento de um dispositivo que pudesse realizar o processo de pressurização e
aquecimento do soro de modo rápido e prático se fazia necessário, padronizando assim
o trato para com o cliente em todos os procedimentos realizados sem causar fadiga ou
cansaço muscular no profissional e ainda garantir ao cliente um procedimento de melhor
qualidade.
Outro adjuvante importante para induzir o processo de cicatrização de alguns
tipos de feridas é o debridamento. Este processo envolve a remoção de bactérias e
tecido não viável da ferida, permitindo assim a regeneração do tecido saudável

subjacente. Durante o procedimento, é necessário evitar danos ao tecido sadio, podendo
ser efetuado através de técnica cirúrgica, mecânica, enzimática ou autolítica. Cada
procedimento possui vantagens, desvantagens e indicações para seu uso. A combinação
das técnicas pode ser o método mais eficaz (FERNANDES, 2000).
Existem três princípios importantes a serem obedecidos ao se efetuar a limpeza
de uma ferida, são eles: limpar na direção a partir da área menos para a mais
contaminada; executar movimentos de fricção ao aplicar antissépticos locais na pele; ao
irrigar a área afetada deixar que a solução escorra da área menos para mais
contaminado.
As principais justificativas para considerarmos como demanda o
desenvolvimento de um de um aparelho portátil para lavagem de feridas de baixo custo,
é que o cuidado à pessoa com ferida merece atenção especial, pois não se trata apenas
de uma ferida, mas de um indivíduo, um ser único, que reage e se relaciona de maneira
diferente, que sofre interferência na sua autoimagem, no exercício de suas atividades
cotidianas, familiares e sociais (BRASIL, 2008). Apesar de não se ter registro do
número de indivíduos com feridas, a prevalência de comorbidades relacionadas ao seu
surgimento vem aumentando no Brasil, como hipertensão arterial sistêmica, diabetes
melito, insuficiência vascular, dentre outras, caracterizando assim, forte impacto
socioeconômico para a pessoa, sua família, sociedade e sistema de saúde (BRASIL,
2008; CALIRI, MARTINS, 2008). Pessoas de ambos os sexos são acometidos por
feridas agudas ou crônicas, estas por vezes impedem o indivíduo de realizar atividades
do dia-a-dia como estudar, trabalhar e até atividades corriqueiras, afastando-o do
convívio social (LEITE, 2013; COSTA et al., 2012). A realização de uma boa assepsia
irá impactar diretamente na limpeza da área afetada, na penetração dos medicamentos
promovendo assim, melhor processo de regeneração tecidual.

2.3. Tecnologia e Desenvolvimento de Produtos no Brasil
Na atualidade o processo industrial vem sendo cada vez mais automatizados e/ou
facilitados, implementando e incrementando novos processos de produção, utilizando
robôs em processos de produção e agregando tecnologias no ferramental de operários,
nesse contexto começa a surgir o conceito de Indústria 4.0. O conceito da indústria 4.0
surgiu na Alemanha para manter o país entre os líderes mundiais em desenvolvimento
tecnológico e criar processos mais eficientes e com menos falhas (SCHWAB, 2016).
Embora este conceito tenha nascido vislumbrando os diferentes seguimentos industriais,
o mesmo não se limita somente às empresas, mas também a saúde. A saúde 4.0 tem
como objetivo aumentar os investimentos para desenvolvimento de tecnologias na área
da saúde, buscando a prevenção de enfermidades e a garantia do bem-estar físico e
mental dos pacientes. O conceito integra ferramentas tecnológicas com a medicina e
envolve mecanismos automatizados, como os sistemas de gestão para consultórios
médicos e hospitais (GOUVEA, 2019). O desenvolvimento de novos produtos para a
saúde visa trazer melhores condições de trabalho para os profissionais, através de uma
rotina mais produtiva os pacientes também serão beneficiados, proporcionando para
todos os envolvidos a melhoria na qualidade de vida. Sendo assim, a saúde 4.0 tem seu
foco principal na prevenção e no bem estar dos pacientes e profissionais envolvidos
(médicos, enfermeiros, técnicos, entre outros) (MASCARENHAS et al., 2013).
Segundo o “Livro Saúde 4.0: Propostas para impulsionar o ciclo das inovações
em dispositivos médicos (DMAs) no Brasil” publicado em agosto de 2015, o termo
“Saúde 4.0” é usado para destacar a importância da integração da tecnologia da
informação (TI) com a manufatura e o setor de serviços (atendimento online e logística),

no setor de saúde. Isso vale para o Brasil e para outros países de dimensões continentais,
como o Brasil, com áreas de baixa densidade populacional em que a prestação de
muitos serviços de saúde presenciais é dificultada pela falta de infraestrutura local
(BRASIL, 2015).
A pesquisa e desenvolvimento de novos produtos (P&D) juntamente com a
Ciência e Tecnologia (C&T) tem desprendido incentivos financeiros para alavancar a
criação de produtos inéditos ou o aperfeiçoamento daqueles já existentes. O Brasil
enfrenta diversos problemas relacionados à saúde como o combate de doenças
infecciosas como o vírus Zica e a dengue, bem como as comorbidades relacionadas às
doenças cardíacas e o diabetes. O setor público reconhece que são necessárias inovações
em diferentes áreas, como de tratamentos, diagnóstico, gestão de processos e pessoas
para que possam verdadeiramente impactar e modificar o quadro atual (ARAÚJO et al.,
2017).
Rozenfeld et. al. (2006, p15) descreve a P&D como um sistema que vive em
eterna “mutação”, pois sofre constante adaptação as necessidades do mercado e das
instituições e organismos governamentais. A natureza dinâmica do processo diz respeito
ao próprio ciclo interativo de projetar, construir, testar e otimizar um novo produto, bem
como inseri-lo no mercado, por isso a necessidade da constante interação entre estas
etapas. A maneira que a empresas realizam a gestão do seu processo de P&D de
produtos, garantem o desempenho do produto no mercado, pois esta gestão conseguirá
colocar o produto com rapidez no mercado com todas as características necessárias para
responder as necessidades de seus consumidores (ROZENFELD et. al.,2006,p15).
A Figura 5 apresenta o ciclo de desenvolvimento de um novo produto, a
identificação e empatia de um problema real é o primeiro passo para se iniciar um
processo de desenvolvimento. A imersão nas bases teóricas ou literatura pertinente que

envolvem a questão escolhida permitirá ao desenvolvedor construir as bases científicas
e tecnológicas de uma possível inovação. Posteriormente, a busca por produtos
similares permitirão dar início ao processo de “ideação” e a execução de protótipos de
baixo custo que possam expressar a consolidação de um projeto inicial. Todas estas
fazes permitirão a construção de um protótipo funcional, porém em todas elas a
participação do cliente é necessária para que o projeto atenda integralmente as
necessidades do usuário.
Figura 5. Etapas do processo de inovação de um produto
Fonte: Guia de Inovação Aberta em Saúde, 2017.
O desenvolvimento de novos produtos está diretamente ligado à concepção de
desenvolvimento tecnológico de um país. A capacidade de inovar e de criar novos produtos
é o que movimenta e define a sobrevivência de uma empresa no mercado a longo prazo.
Porém, para as indústrias a maior dificuldade de se conceber uma ideia e desenvolver um
novo produto estão na aceitação do mesmo pelo consumidor, o que muitas vezes leva ao
insucesso e a perda excessiva de dinheiro.
Engenharia Tradicional ou Desenvolvimento de Produtos Sequencial se
relaciona as tarefas diretamente ligadas ao desenvolvimento do produto. Neste tipo de

engenharia o trabalho é dividido em vários setores muito especializados, onde o projeto
caminhava por todos os setores de maneira sequencial e um dependia do anterior para
dar sequência ao trabalho. A desvantagem deste tipo de engenharia era o atraso das
diferentes áreas que dependiam dos resultados anteriores (BAXTER, 2011,p34). Pela
necessidade de diminuir custos e tempo, essa maneira sequencial de gerenciamento de
projetos foi dando espaço para uma nova forma de gestão chamada de Engenharia
Simultânea, onde os setores podem trabalhar simultaneamente e com comunicação
constante entre si, tornando mais ágil assim a produção do produto. Essas mudanças
fizeram com que a P&D começasse a fazer parte da estratégia geral das empresas que
possuem um setor de desenvolvimento e inovação (ROZENFELD et. al., 2006, p18).
Com o surgimento de novas tecnologias como ferramentas computacionais que
permitem produzir um projeto simulá-lo e até mesmo visualizá-lo virtualmente pronto,
tende a facilitar a interação entre os setores responsáveis pelo projeto (BAXTER, 2011,
p17).
O “Guia de Inovação Aberta em Saúde” publicado pelo Estado de São Paulo em
2018, aposta no envolvimento de diferentes profissionais e da população, para criar
procedimentos mais simplificados, bem como o desenvolvimento de tecnologias mais
baratas e acessíveis a população, modificando assim o cenário socioeconômico do país
(ARAÚJO et al., 2017). A necessidade de inovação é um problema enfrentado no
cotidiano que poucas pessoas se aventuram a desbravar, o desenvolvimento de novas
tecnologias tende a facilitar e melhorar a vida das pessoas em vários níveis, essa
facilidade proporcionada pela tecnologia reflete no melhor aproveitamento das pessoas
com seu tempo, coisa que a cada dia se torna mais precioso. O Quadro 1 apresenta três
motivos pelos quais a inovação tecnológica deve ser intensamente incentivada no
Brasil. Por isso considerou-se a importância de um equipamento para lavagem de

feridas, para realização de um processo adequado que permita uma boa limpeza do leito
da ferida e aplicação de medicamentos.
Quadro 1- O que se espera de uma inovação em saúde
1. Tornar a inovação em Saúde mais efetiva. Muitas iniciativas de inovação aberta
tentam tornar a inovação em Saúde mais rápida e mais barata, direcioná-la melhor
para áreas de necessidade já identificadas e aumentar a sua adoção e difusão.
2. Guiar a inovação em Saúde por meio de uma melhor compreensão do sistema
de Saúde e das necessidades de pacientes e cidadãos. Os inventores nem sempre
compreendem as necessidades dos sistemas de Saúde e dos pacientes, ou podem
não ter acesso às informações e dados necessários para melhor atendê-los. Inicia-
tivas de inovação aberta podem ajudar a superar essas lacunas.
3. Tornar a inovação em Saúde mais democrática. Tradicionalmente, a inovação
em Saúde tem sido dominada por profissionais, enquanto pacientes e parte da popu-
lação ou pessoas que trabalham em setores que não sejam o setor de Saúde têm
encontrado mais dificuldade para colocar suas ideias no sistema. Como resultado,
as inovações em Saúde podem deixar de atender às prioridades dos cidadãos. A
inovação aberta pode dar aos cidadãos e aos pacientes mais oportunidades de
participar e definir a agenda da Saúde.
Fonte: Retirado do “Guia de Inovação aberta em Saúde: Um guia para a transformação da Saúde
por meio da colaboração” pag. 7
Definem-se inovações como novas ideias que são postas em prática, criando
valor para os usuários ou clientes. Elas podem ser radicais, mudando completamente a
maneira como as coisas são feitas, ou incrementais, fazendo pequenas melhorias sobre o
que se tinha anteriormente. As inovações em saúde vão desde a assistência médica, bem
como inovações para prevenir doenças e promover a saúde e o bem-estar. A inovação
pode também assumir a forma de novos produtos, serviços, processos, organizações ou
políticas. Na verdade, ela muitas vezes envolve vários desses conceitos
simultaneamente. Para que uma inovação tecnológica possa ser bem-sucedida, pode ser

necessário, por exemplo, que sejam desenvolvidas tecnologias complementares, novos
modelos de negócios, novos processos, novos papéis para pacientes e clínicos ou, ainda,
que ocorram mudanças de políticas (ARAÚJO et al., 2017).
O meio acadêmico pode se caracterizar como um berço de novas ideias,
constituindo em um local ideal para se fermentar nas mentes jovens a necessidade de
desenvolvermos tecnologias nacionais. Diferentemente de um contexto de mercado,
onde um produto deve fornecer lucro imediato, o meio acadêmico permite um ambiente
sem as pressões que um funcionário de uma empresa enfrenta no seu dia-a-dia. Dado a
concepção de se desenvolver um novo equipamento, é necessário definir e entender o
caminho a ser seguido, para que a ideia saia do campo da imaginação e se transforme
em um protótipo. Diversas ferramentas de gestão para o desenvolvimento de novos
produtos foram criadas, com o objetivo de reduzir o risco de insucessos, como conceber
um produto de custo elevado e que não traz qualquer melhoria ou mudança para os
processos já estabelecidos.
Este trabalho demonstra que foi necessária a adoção de uma estratégia de gestão
do processo de concepção e desenvolvimento de novos produtos, que se baseou no
conhecimento do problema e uma profunda revisão teórica sobre o assunto em questão.
Após a problematização em torno da assepsia de feridas, foi necessário realizar uma
pesquisa de campo, ou seja, conhecer na prática os problemas enfrentados pelos
profissionais responsáveis pelo cuidado de feridas em um ambiente hospitalar. Estes
dados permitiu dar início a concepção de um aparelho portátil para lavagem de feridas
de baixo custo.
O relatório apresenta as melhorias realizadas no protótipo inicial desenvolvido
na Fatec Sorocaba, foram realizadas modificações funcionais no equipamento de

lavagem de feridas, mudanças no layout do equipamento a fim de torná-lo portátil e
leve. Iniciamos o desenvolvimento de um módulo de aquecimento do soro para ser
incorporado ao protótipo atual.
4. METODOLOGIA
4.1 Metodologia empregada no projeto
A metodologia que tem sido aplicada para o desenvolvimento de produtos no Núcleo
BIOTECNOL, foi baseada em diferentes artigos (ARKADER, 2009; ZUIN e CARRER,
2010; COSTA e NASCIMENTO, 2011; FREITAS et al., 2014) e livros que tratam
deste assunto, como o Guia PMBOK (Guia do Conhecimento em Gerenciamento de
Projetos do PMI). Cada etapa possui uma cor indicando a sua tolerância a mudanças, a
verde com alta tolerância, a amarela com média tolerância e a vermelha com baixíssima
tolerância. (Anexo I). Esta metodologia vem se comprovando altamente eficiente em
perfeita consonância com as mais atuais metodologias de gestão, como PMI (Project
Management Institute) e NBR ISO 21500.
Na fase de construção do primeiro protótipo real e funcional a aluna Sheila Batista de
Lima, alcançou a fase 9 (Feedback com base no protótipo inicial), desde então todo o
trabalho empenhado nesse projeto parte com base na fase 10 (Reorganizar ideias com
base na fase anterior), nessa fase analisamos tudo o que já estava no protótipo, a partir
daí começamos a jornada de torna-lo algo comercializável no mercado de produtos
médicos.
4.2 Desenho de um novo Layout
A proposta de um novo layout foi feita para que o novo equipamento pudesse
atender os requisitos solicitados pela profissional sem esquecer as normas cabíveis ao
mesmo. Ele deveria ser de fácil manuseio, portátil, leve e anatômico, ser intuitivo ao

uso, de modo a facilitar para o operador. Quanto ao preparo para sua utilização, deve
oferecer facilidade para o encaixe da mangueira do soro e fio longo para facilitar o
deslocamento do profissional em volta do paciente.
Querendo atender aos pedidos da profissional, pensamos em um design que
fosse favorecer a interação entre operador, equipamento e paciente, dando ao
equipamento conforto em seu manuseio, redução máxima de peso para evitar dores que
o aparelho poderia provocar ao operador, melhoramos a ergonomia para que vários
tipos e biotipos de operadores pudessem manejar o equipamento sem desconforto e sem
limitações devido ao seu porte físico. Vimos que se a instalação do equipamento for
fácil e rápida, o trabalho do operador será otimizado, disponibilizando lhe tempo para
realizar seu trabalho sem se preocupar com a quantidade de pessoas e no desgaste, no
processo de limpeza de cada ferida, uma vez que o aparelho reduziria o desgaste físico
se comparado com o processo empregado atualmente.
Com a participação do aluno Antônio Faustino Filho do curso de Sistemas
Biomédicos, foi possível realizar a construção do desenho em ambiente virtual ilustrado
na Figura 6, possibilitando a uma melhor ideia de como seria o processo de manufatura
e montagem do protótipo, atuando assim como colaborador deste projeto.
Figura 6. Simulação do protótipo em ambiente virtual SolidWorks®.

Fonte: Autor, 2019.
No processo de confecção do desenho utilizamos de análises comparativas com
diversos equipamentos sendo um deles um pipetador eletrônico da HTL (Figura 7), que
dispõe de dimensões anatômicas para que o protótipo não cause lesão de nenhuma
natureza no operador.
Figura 7. Pipetador eletrônico
Fonte: IdealLab, 20XX.

4.3 Análise dos equipamentos
Uma das matérias e competências do Tecnólogo em Sistemas Biomédicos é a
realização de análises de equipamentos, isso obriga o tecnólogo a assimilar tecnologias
já existentes aumentando o conhecimento do mesmo em aplicações dos mais diversos
métodos e tecnologias empregadas no âmbito de saúde. Baseado nisso, em todo o
processo de desenvolvimento do projeto essa habilidade de análise se fez presente e
necessária para aprender métodos já utilizados por aparelhos presentes no mercado já a
algum tempo.
Durante o período de procura de bombas foram avaliadas inúmeras bombas de
inúmeros fabricantes, levando tudo isso em consideração optou-se pela bomba
empregada como a melhor opção, da mesma forma foi feito com o corpo impresso do
protótipo analisando vários dispositivos desde usuais do dia-a-dia como secadores
portáteis até específicos como pipetadores eletrônicos automáticos. O mesmo método
também foi utilizado no aquecimento que foi baseado em sistemas já existentes,
tentando maximizar ao máximo as dimensões para melhor aproveitamento do projeto.
4.4 Função do módulo de aquecimento no equipamento
O projeto original não dispunha de aquecimento para o soro, isso por sua vez,
dificultava a recuperação tecidual, já que o tecido lavado perdia energia térmica para o
soro frio ou em temperatura ambiente, o organismo teria gasto de energia para retornar
o tecido para a temperatura normal, o tempo gasto nesse processo seria perdido ou mal
utilizado, uma vez que a temperatura do corpo torna a ação enzimática a ideal. A
utilização de enzimas para ajudar no processo de desbridamento da ferida (degradação
de tecidos desvitalizados, fibrina e colágeno produzidos durante o processo
inflamatório). Estas técnicas são dependentes da temperatura média do corpo, a

aplicação de soro frio direto no leito da ferida diminui a efetividade destas enzimas,
resultando num maior período de tempo para a realização do procedimento.
5. RESULTADOS
5.1 Avaliação do protótipo de lavagem de feridas
O protótipo base desenvolvido anteriormente pela aluna Sheila Batista de Lima,
foi construído utilizando uma bomba de para-brisa para bombear o soro, uma mangueira
adaptada de um sistema de nebulização, um controlador de velocidade da bomba que
determinava sua vazão, o corpo foi feito com placas de acrílico, contava ainda com uma
haste que segurava o soro, como observado na Figura 8. A avaliação do protótipo real e
funcional feita pelo profissional de enfermagem nos permitiu verificar pontos no
equipamento que deveriam ser modificados.
As principais questões apontadas pela análise da colaboradora foram o peso do
equipamento e o tamanho. O peso do equipamento dificultava o transporte do aparelho,
desenvolvemos então um novo layout e uma nova concepção de protótipo portátil e
mais leve. Chegamos à conclusão que seria um diferencial, colocar um sistema de
aquecimento que facilitaria e auxiliaria no cuidado para com as feridas de modo geral,
dando maiores aplicações ao equipamento, para tanto resolvemos usar um circuito

metálico com resistências em suas laterais que aqueceria o soro na saída do
equipamento.
Figura 8. Protótipo base do trabalho.
Fonte: Autor, 2019.
5.2 Levantamentos de bombas existentes no mercado
As pesquisas para aquisição de uma bomba que atendesse os requisitos do
equipamento nos revelaram vários modelos disponíveis no mercado e com baixo custo.
Consideramos que a compra de uma bomba certificada e já utilizada em equipamentos

oferecidos no mercado (área odontológica, área ortopédica, entre outras), seria melhor
em relação ao custo/benefício do que desenvolver uma exclusivamente para o projeto.
Inicialmente desmontamos uma bomba de perfusão para entender o funcionamento da
mesma, a Figura 9 mostra um desenho esquemático feito no programa SolidWorks®
(DASSAULT SYSTEMES-USA). Depois disso passamos a considerar a compra de
uma bomba existente no mercado, esta bomba é utilizada em equipamentos
odontológicos (Figura 10). Por ser uma bomba de baixa pressão achamos que vazão
necessária não seria atingida. Porém nos surpreendemos, após os testes realizados
verificamos que a pressão/vazão foi considerada boa para a utilização no equipamento,
ao contrário do que pensamos, a baixa vazão diminui o desperdício do soro, uma vez
que não ocorre bombeamento excessivo. Outra situação que nos foi conveniente, por ser
uma bomba peristáltica, o conceito de pressão positiva e esterilidade do soro, se
manteve.
Figura 9. Desenho de bomba de perfusão analisada
Fonte: Autor, 2019.
Figura 10. Bomba AMT modelo 180, adiquirida para testes

Fonte: Autor, 2019.
5.3 Desenvolvimento do novo protótipo
Inicialmente nossas atenções foram voltadas para achar no mercado uma bomba
que fosse adequada ao processo de bombeamento do líquido sem no entanto contaminar
o sistema estéril do soro, sendo assim o sistema teria sempre uma pressão fixa
impedindo o refluxo do soro do meio mais externo (local mais próximo à saída do
equipamento) para o meio interno (bolsa de soro) e impedindo também o gotejamento
indesejado do soro no ambiente, neutralizando possíveis riscos e desperdícios.
Após várias procuras, compramos uma bomba peristáltica de pequeno porte no
intuito de testar na prática qual seria uma vasão satisfatória levando em conta que o
maior recipiente volume de soro encontrado no ambiente hospitalar é 1000 ml ou 1L,
visando assim otimizar ao máximo o tempo que o equipamento poderia ser utilizado
sem necessitar de uma nova bolsa de soro a todo momento. Após verificar a bomba em
funcionamento pudemos comprovar sua vazão de 150 ml/min, isso possibilitou
desenvolver todo o equipamento em torno de seu componente principal, a bomba.
A bomba peristáltica funciona de modo que uma mangueira de silicone com um
pequeno tubo de silicone o qual é esticado por roletes montados em um rotor. À medida
que o rotor gira a uma velocidade precisa, os roletes comprimem o tubo e forçam o

fluido, entre os roletes, a passar do frasco para o paciente na vazão escolhida
(HIRAMA, 2002). Essa explicação é demonstrada na Figura 11.
Figura 11. Esquema de funcionamento de uma bomba peristáltica.
Fonte: SPlabor, 2017.
Como a bomba peristáltica exige uma mangueira apropriada para seus roletes,
buscou-se um local onde pode-se encontrar mangueira para bombas peristálticas de uso
clínico e laboratorial, sendo assim, as mangueiras são hipoalergênicas, não liberam
partículas e são feitas para resistir a compressão e dilatação repetitivamente sem
deformar ou se danificar.
Com a bomba definida, deu-se continuidade ao processo de desenvolvimento e
manufatura do corpo do equipamento tendo em mente que deveria ser capaz de abrigar a
bomba sem que para isso fosse um equipamento grande e pesado, conferindo-lhe a
característica principal do equipamento, a portabilidade. As dimensões iniciais do
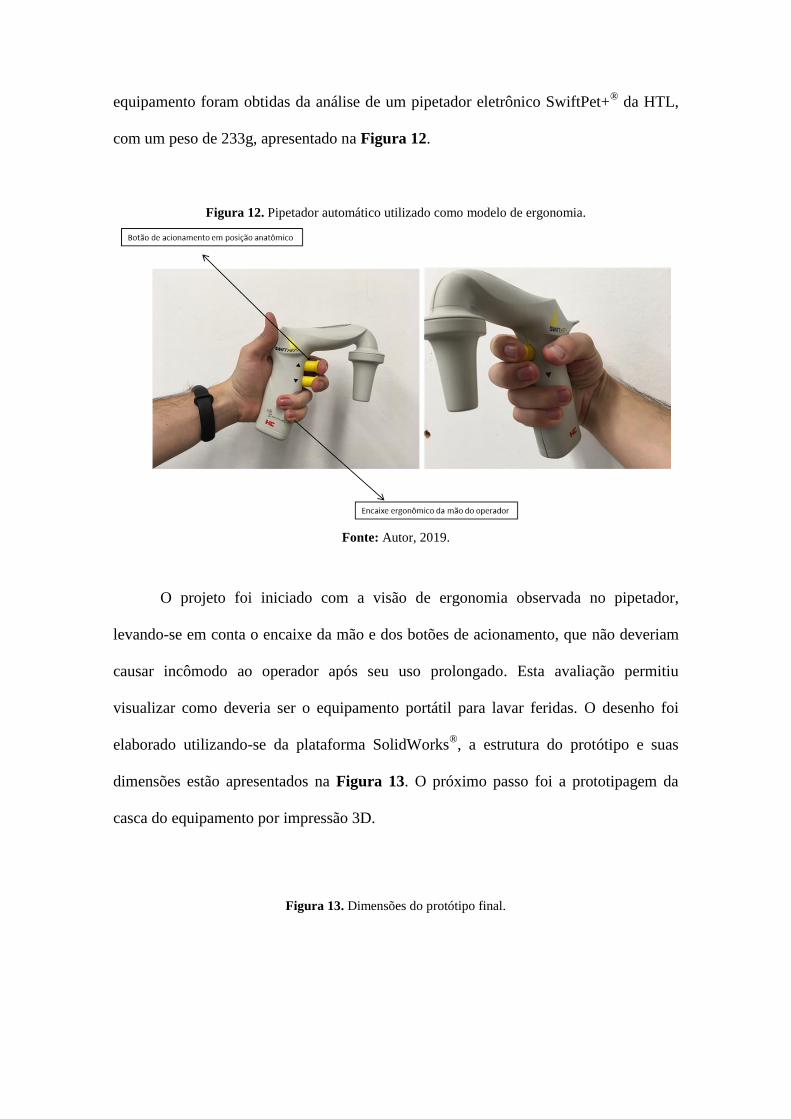
equipamento foram obtidas da análise de um pipetador eletrônico SwiftPet+® da HTL,
com um peso de 233g, apresentado na Figura 12.
Figura 12. Pipetador automático utilizado como modelo de ergonomia.
Fonte: Autor, 2019.
O projeto foi iniciado com a visão de ergonomia observada no pipetador,
levando-se em conta o encaixe da mão e dos botões de acionamento, que não deveriam
causar incômodo ao operador após seu uso prolongado. Esta avaliação permitiu
visualizar como deveria ser o equipamento portátil para lavar feridas. O desenho foi
elaborado utilizando-se da plataforma SolidWorks®, a estrutura do protótipo e suas
dimensões estão apresentados na Figura 13. O próximo passo foi a prototipagem da
casca do equipamento por impressão 3D.
Figura 13. Dimensões do protótipo final.

Fonte: Autor, 2019.
5.4 Impressão da casca
Com o desenho elaborado no processo de idealização virtual disponibilizado
pela plataforma SolidWorks®, deu-se continuidade na próxima etapa no
desenvolvimento do protótipo. A escolha do material levou em conta o seu peso final
que deve ser leve, mesmo com todos os componentes inseridos na carcaça; deve ter alta
resistência para que possa ser limpo adequadamente e passar pelo processo de assepsia
mais usado em ambientes hospitalares, o álcool 70%; deve ainda ser de baixo custo de
produção. Diante disso, o material escolhido para manufatura do protótipo da carcaça
foi o poli(ácido lático) - PLA, um polímero sintético termoplástico, biodegradável,
biocompatível, que possui plasticidade térmica e mecânica, que são propriedades
adequadas para inúmeras aplicações na área biomédica, incluindo fabricação de peças
ortopédicas e suporte para regeneração de tecido (SILVA et al., 2014; MAIA, 2016). O
PLA é um dos materiais mais utilizados para manufatura aditiva ou impressão 3D.
A manufatura aditiva é o nome mais recente para a prototipagem rápida. Ela consiste

em construir peças com impressora 3D por adição de material camada a camada
(RAULINO, 2011).
Iniciamos o processo de impressão 3D na Fatec Sorocaba, em uma impressora
de pequeno porte disponibilizada pelo professor Marcos Dorigão, professor do curso de
Tecnologia de Fabricação da Fatec Sorocaba. No entanto percebemos que a mesa não
comportava as dimensões originais do conceito realizado em ambiente virtual, mesmo
alterando as medidas, a impressão não conseguiu ser realizada na faculdade.
Tivemos conhecimento de um grupo de professores da Universidade Federal de
São Carlos (UFSCar) campus Sorocaba, o Prof. Cleyton Fernandes Ferrarini que
desenvolvem projetos de pesquisa em Tecnologia Assistiva e por isso possuíam
algumas máquinas para impressão 3D. Após discutirmos o projeto, foi acordado que a
casca do protótipo seria feita neste laboratório. Ao encaminhar os desenhos do ambiente
virtual, o professor nos retornou com a imagem feita em computador para simular como
seria a disposição da impressão na mesa da impressora (Figura 14), essa simulação foi
feita em software proprietário do equipamento disponível no campus.
Figura 14. Simulação da impressão UFSCar.
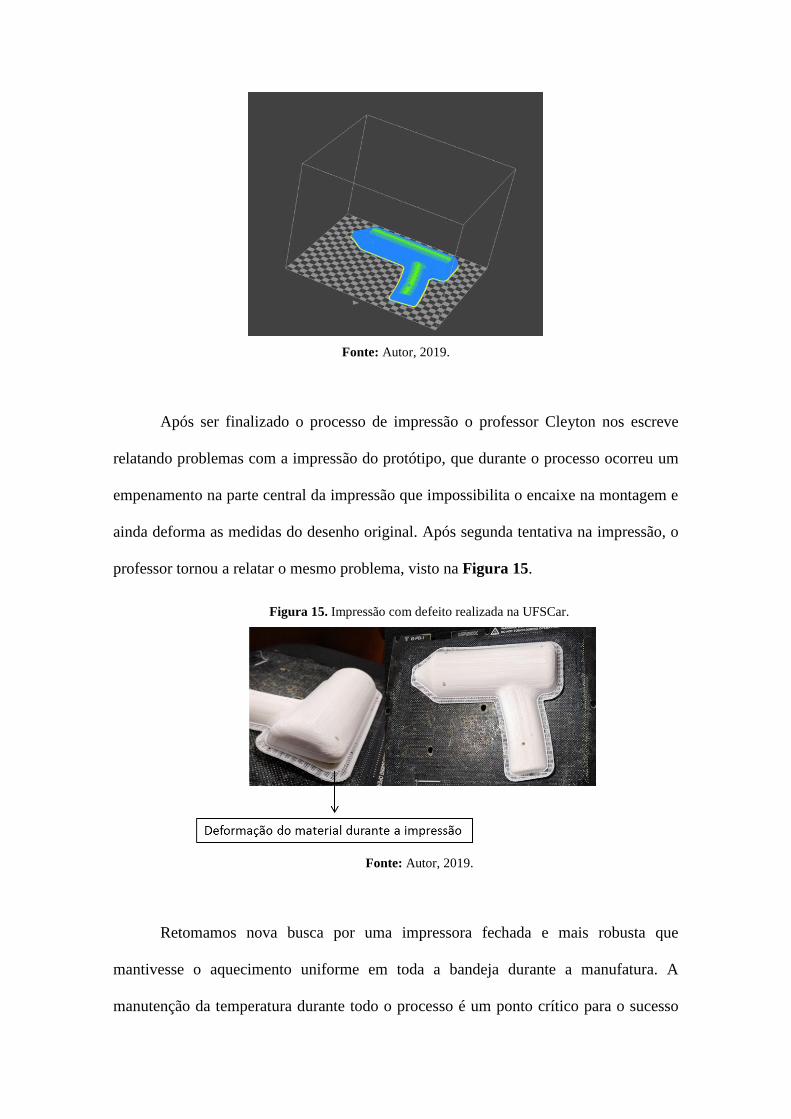
Fonte: Autor, 2019.
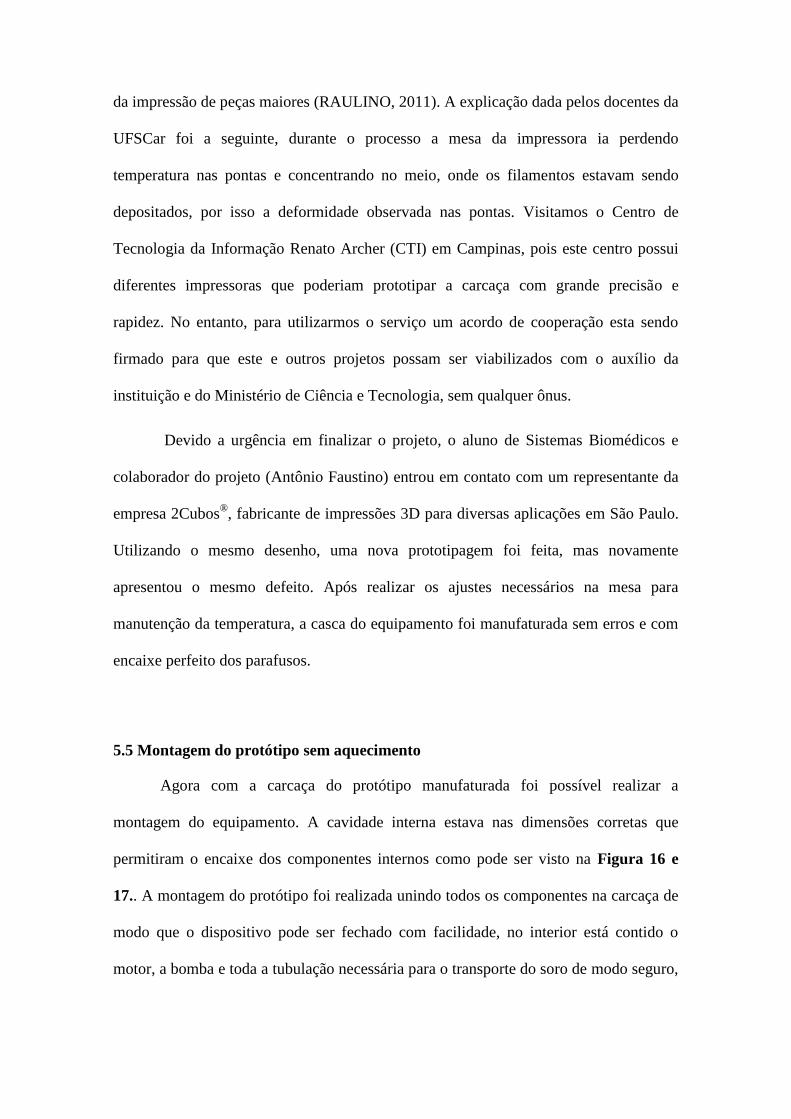
Após ser finalizado o processo de impressão o professor Cleyton nos escreve
relatando problemas com a impressão do protótipo, que durante o processo ocorreu um
empenamento na parte central da impressão que impossibilita o encaixe na montagem e
ainda deforma as medidas do desenho original. Após segunda tentativa na impressão, o
professor tornou a relatar o mesmo problema, visto na Figura 15.
Figura 15. Impressão com defeito realizada na UFSCar.
Fonte: Autor, 2019.
Retomamos nova busca por uma impressora fechada e mais robusta que
mantivesse o aquecimento uniforme em toda a bandeja durante a manufatura. A
manutenção da temperatura durante todo o processo é um ponto crítico para o sucesso
da impressão de peças maiores (RAULINO, 2011). A explicação dada pelos docentes da
UFSCar foi a seguinte, durante o processo a mesa da impressora ia perdendo
temperatura nas pontas e concentrando no meio, onde os filamentos estavam sendo
depositados, por isso a deformidade observada nas pontas. Visitamos o Centro de
Tecnologia da Informação Renato Archer (CTI) em Campinas, pois este centro possui
diferentes impressoras que poderiam prototipar a carcaça com grande precisão e
rapidez. No entanto, para utilizarmos o serviço um acordo de cooperação esta sendo
firmado para que este e outros projetos possam ser viabilizados com o auxílio da
instituição e do Ministério de Ciência e Tecnologia, sem qualquer ônus.
Devido a urgência em finalizar o projeto, o aluno de Sistemas Biomédicos e
colaborador do projeto (Antônio Faustino) entrou em contato com um representante da
empresa 2Cubos®, fabricante de impressões 3D para diversas aplicações em São Paulo.
Utilizando o mesmo desenho, uma nova prototipagem foi feita, mas novamente
apresentou o mesmo defeito. Após realizar os ajustes necessários na mesa para
manutenção da temperatura, a casca do equipamento foi manufaturada sem erros e com
encaixe perfeito dos parafusos.
5.5 Montagem do protótipo sem aquecimento
Agora com a carcaça do protótipo manufaturada foi possível realizar a
montagem do equipamento. A cavidade interna estava nas dimensões corretas que
permitiram o encaixe dos componentes internos como pode ser visto na Figura 16 e
17.. A montagem do protótipo foi realizada unindo todos os componentes na carcaça de
modo que o dispositivo pode ser fechado com facilidade, no interior está contido o
motor, a bomba e toda a tubulação necessária para o transporte do soro de modo seguro,

na parte externa do equipamento se localiza a fonte bivolt, ligada ao dispositivo por um
fio que possibilita maior liberdade do dispositivo.
Figura 16. Imagem da face interna do protótipo montado sem o aquecimento.
Fonte: Autor,2019.
Figura 17. Imagem do protótipo montado sem o aquecimento.
Fonte: Autor,2019.

Um dos requisitos do equipamento, levantado pela enfermeira colaboradora do
projeto Rosane Rocha do CECOM da Unicamp, deveria ser a grande mobilidade do
operador em utiliza-lo em qualquer um dos lados do leito ou maca em que está o
paciente. O fio posteriormente será mais longo para facilitar este transito e propiciar
maior mobilidade. Quanto a ergonomia baseada no pipetador, o equipamento atendeu as
expectativas, como pode ser observado na Figura 18 pelo encaixe ergonômico das
mãos e pelo encaixe anatômico dos dedos no botão de acionamento. A fácil instalação e
desinstalação do equipamento permitirão uma possível redução no tempo de realização
dos procedimentos pelos profissionais de saúde, seja no ambiente hospitalar ou
domiciliar. Por ser pequeno não ocupa um grande espaço e pode ficar no leito ao lado
do paciente, pois sua válvula antirrefluxo não permite a saída de soro enquanto o botão
não for acionado, conferindo ao paciente e ao profissional maior conforto tanto na
realização da limpeza quanto no momento do pré e pós-procedimento.
Figura 18. Ergonomia do protótipo.
Fonte: Autor, 2019.

Outro fator que foi considerado após o opinião da profissional foi o encaixe
universal utilizado na ponta do aparelho para dispensação do soro do tipo Luer-Lock.
Este permite o encaixe das ponteiras que posteriormente serão desenvolvidas para
acompanhar o equipamento, mas permite também o encaixe de agulhas de tamanhos
variados, equipo de soros, etc... A Figura 19 demonstra estas particularidades que são
exclusivas deste equipamento.
Figura 19. Encaixe Luer-Lock®
na saída.
Fonte: Autor, 2019.
O desenvolvimento de ponteiras esterilizáveis é outra proposta que
posteriormente serão manufaturadas para complementar as funções do lavador de
feridas. Os modelos apresentados nas Figuras 20 e 21 têm como função oferecer
diferentes jatos para alcance dos diferentes tipos de feridas, desde as mais superficiais
que necessitam de jatos do tipo “leque”, quanto as mais profundas que requerem um
jato mais direcionado e pontual, para que com a pressão adequada possam atingir
camadas mais profundas do tecido lesado.

Figura 20. Desenho esquemático das ponteiras para o protótipo.
Fonte: Autor, 2019.
Figura 21. Desenho técnico das ponteiras.
Fonte: Autor, 2019.
A avaliação final do protótipo montado sem aquecimento revelou um peso
aceitável quando comparado ao pipetador modelo da Marca HTL. Mesmo com todo o
aparato no equipamento, o peso do protótipo foi de 267g, muito semelhante ao peso do
pipetador modelo que foi de 233g (Figura 22). Acreditamos que neste peso, o seu uso

não causará incomodo ao operador, pois quando comparamos a um secador de cabelos
pequeno o peso final foi semelhante (foto não mostrada). Somente após o equipamento
completo entrar na fase de testes será possível avaliar se o uso prolongado causará
fadiga ou dor no braço do operador.
Figura 22. Comparação dos pesos do pipetador com o protótipo sem aquecimento
Fonte: Autor, 2019.
5.6 Desenvolvimento do módulo de aquecimento para soro
O método de desbridamento enzimático se caracteriza pela aplicação tópica de
enzimas proteolíticas ou exógenas no leito da ferida, como a Colagenase, Fibrinolisina
ou Papaína-Ureia (ROSSI et al., 2010). Os agentes enzimáticos podem ser usados como
método principal de desbridamento para ajudar na degradação do colágeno anômalo
produzido pelo processo inflamatório durante o processo de reepitelização da ferida.

Para sua melhor atuação e efetividade, as enzimas necessitam de um ambiente com
determinados parâmetros fisiológicos como pH ideal e temperatura entre 36 e 37°C para
que possam degradar o substrato (colágeno). A limpeza da ferida com o soro a
temperatura ambiente, diminui a temperatura do leito da ferida em relação a temperatura
corporal, dificultado assim a ação destas enzimas. Por isso, foi nosso objetivo inserir no
protótipo um módulo de aquecimento para o soro fisiológico, que irá auxiliar na
manutenção da temperatura da ferida propiciando melhor ação e absorção dos
medicamentos a serem aplicados. A Figura 23 apresenta um gráfico representativo da
temperatura ótima para ação de uma enzima, esta informação corrobora com a
importância da inserção deste módulo, pois a temperatura mais alta diminui a
hipotermia e promove a circulação na superfície da ferida. Um tecido bem irrigado
permite a migração de células do sistema imunológico para o local, acelerando assim o
processo de cicatrização.
Figura 23. Gráfico de Ação Enzimática
Fonte: Quero Bolsa, 2018.
Avaliando o porte do equipamento e as necessidades de aquecer o soro enquanto
passava pelo sistema de tubulação foi desenvolvido um circuito trocador de calor para
permitir uma maior área de contato entre o soro e a placa de aquecimento, diminuindo a

energia gasta para atingir a temperatura corporal. Nesse processo de criação do sistema,
utilizou-se o Enflow® da General Eletric como modelo, pois é um dispositivo pequeno
e que realiza a mesma função de aquecer o soro porém sem bombeamento.
Com a produção do desenho em plataforma virtual Solid Works®, e produção
do programa e simulação da usinagem, iniciou-se a confecção da peça (Figura 24) na
estação de usinagem da faculdade utilizando uma liga de alumínio, embora não seja o
material indicado para a confecção, foi a única liga possível usinar nas estações
didáticas (Mill 55® da EMCO), sendo todo o processo assistido pelo auxiliar de docente
José Josimar de Oliveira. Após o processo de usinagem na primeira peça testou-se a sua
eficiência com uma placa Peltier, escolhida pensado na área de contato entre o
aquecedor e a placa por onde ocorre a passagem do soro, e a placa na proteção da
carcaça e dos componentes do protótipo e do usuário, obteve-se a comprovação do
funcionamento do sistema de aquecimento, no entanto, o aquecimento não foi suficiente
pois o componente exigia muita corrente para obter resultados satisfatórios.
Figura 24. Circuito aquecedor
Fonte: Autor,2019.

Com o início do desenvolvimento do sistema de aquecimento, buscou-se modos
de calcular quais seriam os valores de potência, resistência e sistemas seriam
considerados para o aquecimento do soro.
Embora no protótipo tenha sido empregado o uso de uma liga de alumínio, por
ser um dos poucos metais que é possível usinar em um torno didático, seu uso no
projeto final é estritamente proibido, sendo o alumínio altamente tóxico ao organismo se
presente na corrente sanguínea em nível acima do aceitável. O excesso de alumínio nos
ossos provoca sintomas nos múltiplos sistemas do corpo humano, sendo alguns deles,
demência, anemia, osteomalácia, tremores, mioclonias, perturbações na memória e da
concentração alterações da personalidade, depressão, paranóia, alucinações e perda de
consciência, podendo levar o indivíduo a óbito. (SILVA, 2012). Por isso o aquecimento
deverá ser feito em aço inoxidável ou ligas de titânio, que são usados em vários
equipamentos médicos para fins cirúrgicos, em um local que possibilite sua usinagem.
Com a necessidade de um novo modo de aquecer o soro, utilizou-se uma
“resistência” cartucho, utilizada muito em impressoras 3D para derreter polímeros. Para
utilizar o novo componente, se fez necessário a usinagem de uma tampa mais robusta
com um furo central que pudesse acomodar o cartucho de modo a dissipar o calor
gerado pelo resistor para todo o sistema, otimizando a convecção de calor para o soro.
Porém em teste a resistência de cartucho ainda não é suficiente, com isso
necessitou-se desenvolver os cálculos de transferência de calor por convecção até então
não resolvidos, mesmo com o auxílio da docente de física do curso de Sistemas
Biomédicos, a Professora Telma Cardoso, uma vez que esse tipo de cálculo é destinado
a engenharia de fluídos e não para física como um todo, pois envolve números
adimensionais como Nusselt, Prandtl e Reynolds, não tratados em áreas distintas do

conhecimento. Após meses de busca em outras fontes, os alunos Enzo Paulini e Antônio
Faustino conseguiram realizar os cálculos necessários para o desenvolvimento do
aquecimento. Os cálculos e a peça estão demonstrados na Figura 25, enquanto o
esquema do diagrama de blocos pode ser visto na Figura 26.
Figura 25. Circuito aquecedor do equipamento e cálculos.
Fonte: Autor, 2019.
Figura 26. Diagrama de blocos.

Fonte: Autor, 2019.
No entanto, os testes utilizando o módulo desenvolvido, até o momento permitiu
com que o soro atingisse somente a faixa de temperatura entre 28 a 30°C. Apesar de
ainda não ter chegado a 37°C, nesta faixa, de acordo com o gráfico (Figura 23), a
velocidade de ação da enzima está próxima do “ótimo”. O desenvolvimento deste
módulo terá continuidade na “Fase 3 do desenvolvimento do Protótipo de Limpesa
de Feridas”.
5.7 Custos do protótipo
O protótipo utiliza uma bomba de baixo custo para seu funcionamento, no
entanto, a casca do equipamento foi feita em impressão 3D, o custo para impressão foi
consideravelmente elevado, contudo, a produção em grande escala pode baratear muito
o valor no produto acabado, isso é possível alterando o processo de fabricação do corpo
que ao invés de ser impresso poderá ser feito por injeção em matriz (Tabela 1).
O circuito de aquecimento se torna caro pelo material necessário e pelo processo
necessário para fabricá-lo, porém não interfere muito no preço do dispositivo quando

produzido em grande escala. O protótipo final se tornou barato, pois é somente uma
idealização do modelo comercial.
Tabela 1. Levantamento de custos
Tabela de Custo
Componente Unidades Preço (R$/Un.)
Bomba 1 30,00
Resistência 1 30,00
Usinagem da placa 1 80,00
Impressão da Casca 2 60,00
Parafusos 3 0,20
Fonte de alimentação 1 40,00
Tubo de silicone
3mm 3 2,50/metro
Total 308,10
Fonte: Autor, 2019.
5.8 Dificuldades surgidas
No projeto inicial foram estabelecidas metas (Tabela 2), que deveriam ser
cumpridas, porém com todos os empecilhos ocasionados pelo atraso em impressões que
falharam e problemas com localização das peças para o projeto. Com todos os
intercursos no desenvolvimento do projeto, o protótipo foi finalizado parcialmente
dentro das propostas estabelecidas, conseguindo chegar até a fase de coleta de Feedback
após análise da profissional colaboradora a Enfermeira Rosane Rocha, sendo iniciados
os ajustes finais.
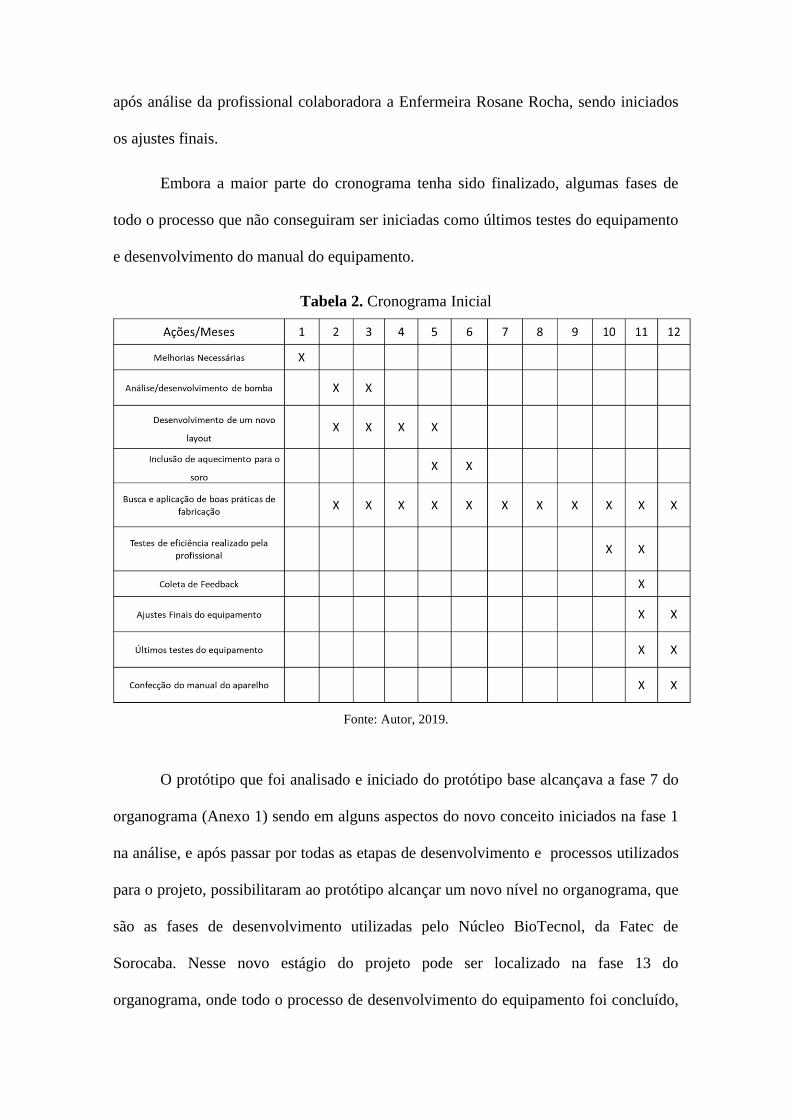
Embora a maior parte do cronograma tenha sido finalizado, algumas fases de
todo o processo que não conseguiram ser iniciadas como últimos testes do equipamento
e desenvolvimento do manual do equipamento.
Tabela 2. Cronograma Inicial
Fonte: Autor, 2019.
O protótipo que foi analisado e iniciado do protótipo base alcançava a fase 7 do
organograma (Anexo 1) sendo em alguns aspectos do novo conceito iniciados na fase 1
na análise, e após passar por todas as etapas de desenvolvimento e processos utilizados
para o projeto, possibilitaram ao protótipo alcançar um novo nível no organograma, que
são as fases de desenvolvimento utilizadas pelo Núcleo BioTecnol, da Fatec de
Sorocaba. Nesse novo estágio do projeto pode ser localizado na fase 13 do
organograma, onde todo o processo de desenvolvimento do equipamento foi concluído,

restando aplicação dos testes de normas para aprovação na Anvisa e INMETRO e
implementação do produto no mercado.
5.9 Acordo de cooperação com o Centro de Tecnologia da Informação Renato
Archer
Para obtenção de maiores recursos para a produção do protótipo, nos dirigimos
ao CTI, onde fomos atendidos pelo o Dr. Michel Machado e a Dra. Sara Agueda
Fuenzalida Squella, que nos instruíram sobre como proceder para um acordo de
cooperação, com isso poderíamos utilizar as instalações do CTI e todas as equipes
aporte multidisciplinares para nos auxiliar. Teremos a vantagem de testar diferentes
materiais mais resistentes que o PLA e que atendam as necessidades de um
equipamento deste tipo, além de diferentes processos para a prototipagem, resultando
em um produto com maior precisão e acabamento.
O Dr. Michel nos apresentou uma visão mais especializada em desenvolvimento
de protótipos e produtos, com isso nos deparamos com novos caminhos a serem
trilhados para mais melhorias, dando ao protótipo um design mais comercial, conferindo
ao protótipo uma apresentação mais sofisticada e finalizada. A Dra. Sara, que realiza
todo o processo administrativo no CTI, nos instruiu em como fazer todo o processo de
cooperação entre o núcleo e o centro tecnológico, nos encaminhou a documentação e
nos apresentou a literatura mais aceita a nível mundial, dando ao núcleo um maior
conhecimento geral sobre os tipos de tecnologias e suas aplicações a níveis mundiais.

6. DISCUSSÃO
Com as pesquisas realizadas, encontramos no mercado alguns aparelhos que
desempenham funções semelhantes à proposta para este projeto como o Pulsavac® da
empresa Zimmer Biomet, o Irrigador Cirúrgico® da Faga Medical e Enflow® da
General Eletric, no entanto nenhum dos mencionados tem a proposta de lavagem do
protótipo apresentado nesse trabalho, chegamos à conclusão de que as ideias e medidas
tomadas desde o início culminaram para o desenvolvimento do projeto de forma a
permitir que a nova versão do lavador de feridas fosse mais eficiente em diversos
aspectos anteriormente apontados como peso, facilidade de manuseio e instalação, entre
outros. No contexto geral o equipamento já é um protótipo real e funcional que em teste
iniciais, demonstrou atender a demanda a que se destina.
Posteriormente com a avaliação da profissional colaboradora, teremos uma
análise da visão de um profissional gabaritado no trato de feridas, que pode facilmente
apontar as falhas e acertos do projeto, e caso não atenda completamente a necessidade
do mercado, nos conduzirá nas condutas a serem tomadas. Futuramente está previsto a
apresentação do protótipo para um comitê de ética, permitindo a inserção do
equipamento em testes de campo, dando-nos real validação das etapas no processo de
desenvolvimento e possíveis melhorias que necessitam serem feitas.
Durante o desenvolvimento deste projeto, entendeu-se melhor a cada dia a
necessidade deste equipamento para melhorar o trabalho dos profissionais de saúde,
bem como a importância de uma limpeza padronizada para o bom desenvolvimento dos
processos de cicatrização. Todo este aprendizado me permitiu aplicar na prática o
conteúdo das diferentes disciplinas ministradas no curso de Sistemas Biomédicos,
entendendo a interação da tecnologia com os processos biológicos envolvidos na saúde

humana. Foram inúmeras análises, desenhos, ideias que nem saiu do papel, elaboração
de novas propostas de melhoria e novos rumos que precisaram ser trilhados para que
pudéssemos obter os resultados aqui apresentados. Temos um protótipo real e funcional
de um Lavador de Feridas, que ainda precisa de testes e muitas melhorias que garantam
a segurança dos usuários, a eficiência na execução e energética do produto, além de
aumentar ainda mais o conforto e ergonomia empregados no equipamento, tornando-o
algo essencial em todo hospital e clínica que realizem curativos.

REFERÊNCIAS BIBLIOGRÁFICAS
ANDRADE, O.A.; ANDRADE, P.O.; LINCOLN, F. L.; QUALIDADE DE VIDA
DOS TRABALHADORES DA ÁREA DE SAÚDE: REVISÃO DE LITERATURA.
Revista Científica do ITPAC, Araguaína, v.8, n.1, Pub.1, Jan 2015. Disponível em:
<https://assets.itpac.br/arquivos/Revista/76/Artigo_1.pdf >. Acesso em : 30 set 2019.
BRASIL, Governo do Estado de São Paulo. Inovação aberta em Saúde. 2017.
Disponível em: <http://ses.sp.bvs.br/wp-
content/uploads/2018/06/Guia_Inova%C3%A7%C3%A3o-Aberta-em-
Saude_20181.pdf.> Acesso em: 30 set 2019.
ARAÚJO, D.V. et al. Priorização de tecnologias em saúde: o caso brasileiro. J Bras
Econ Saúde. no.9, p. 432-439, 2017.
BRASIL, ANPEI. Guia da Lei do Bem. Disponível em:
<https://www.mctic.gov.br/mctic/export/sites/institucional/tecnologia/incentivo_desenv
olvimento/lei_bem/arquivos/Guia-da-lei-do-Bem-Outubro-de-2017.pdf >Acesso: 13 de
mar. de 2019.
BRASIL. Instituto Nacional de Infectologia Evandro Chagas. Cartilha de Inovação
Tecnológica. São Paulo, 2018. 5 p. Disponível em:
<http://www.fiocruz.br/vppis/gestec/docs/cartilha_ini.pdf>
BRASIL, Governo do Estado de São Paulo. Inovação aberta em Saúde. 2017.
Disponível em: <http://ses.sp.bvs.br/wp-
content/uploads/2018/06/Guia_Inova%C3%A7%C3%A3o-Aberta-em-
Saude_20181.pdf.> Acesso em: 8 mar. 2019.
Blanes, L. Tratamento de feridas. Baptista-Silva JCC, editor. Cirurgia vascular: guia
ilustrado. São Paulo: 2004. Disponível em: http:<//www.bapbaptista.com> Acesso em:
18 abr 2019.
CÂMARA, F. M. P. et al. Perfil do manuseio de inovações tecnológicas pelo
estudante de medicina e sua interface para o aprendizado em saúde. Revista
Brasileira de Inovação Tecnológica em Saúde. Online. p. 51-60, 2014.

BLANES, L. Tratamento de feridas. Baptista-Silva JCC, editor. Cirurgia vascular:
guia ilustrado. São Paulo: 2004. Disponível em: http:<//www.bapbaptista.com> ,
Acessado em: 30set 2019.
DEPTULA , J.Z,
WARDOWSKO A .; Complicações na cicatrização de feridas em
pacientes oncológicos: perspectivas para terapia celular. Postepy Dermatol
Alergol , 2019 abr; 36 (2): 139-146. Publicado online em 4 de janeiro de 2018.
GURTNER, G.C.; WERNER, W.; BARRANDON, Y.; LONGAKER, M.T.; Wound
repair and regeneration. Division of Plastic and Reconstrutive Surgery.
California,CA. Nature vol. 45; 314 p. Disponível em: <
https://www.nature.com/articles/nature07039 >. Acesso em: 30 set 2019.
ISAAC, C.; LADEIRA, P.; RÊGO, F.; ALDUNATE, J.; FERREIRA, M. Processo de
cura das feridas: cicatrização fisiológica. Physiological wound healing. Revista de
Medicina, v. 89, n. 3-4, p. 125-131, 2010. Disponível em: <
http://www.revistas.usp.br/revistadc/article/view/46294/49950 >. Acesso em: 30 set
2019.
RAULINO, B.R.; Manufatura Aditiva: Desenvolvimento de uma Máquina de
Prototipagem Rápida Baseada na Tecnologia FDM (Modelagem por Fusão e
Deposição). Trabalho de Graduação em Engenharia de Controle e Automação,
Publicação FT.TG-nº 12, Faculdade de Tecnologia, Universidade de Brasília, Brasília,
DF, 142p. Disponível em: <
http://bdm.unb.br/bitstream/10483/15472/1/2011_BrunoRibeiroRaulino_tcc.pdf>.
Acesso em: 30 set 2019.
ROCHA, J.A.M.; OLIVEIRA, R.G.; FARIAS, R.E., ANDRADE L.C.R.; Aarestrup
FM. Modulação da proliferação fibroblástica e da resposta inflamatória pela
terapia a laser de baixa intensidade no processo de reparo tecidual. An Bras
Dermatol. 2006;81(2):150-6. Disponível em: <
http://www.scielo.br/pdf/%0D/abd/v81n2/v81n02a06.pdf >. Acesso em: 30 set 2019.
SILVA, Fabio do Nascimento et al. RISCOS RELACIONADOS À INTOXICAÇÃO
POR ALUMÍNIO. Infarma - Ciências Farmacêuticas, v. 24, n. 1/3, p. 120-124, jan.
2013. Disponível em:
<http://revistas.cff.org.br/?journal=infarma&page=article&op=view&path%5B%5D=36
8&path%5B%5D=357>. Acesso em: 29 aug. 2019.

SCHWAB, K. A quarta revolução industrial. ISBN:9788572839785, 1ªEd.
EditoraEdipro, 2016.
SILVA, M.C.; OLIVEIRA, S. V.; ARAÚJO, E. M.; Propriedades mecânicas e
térmicas de sistemas de PLA e PBAT/PLA. Revista Eletrônica de Materiais e
Processos, v. 9, n. 2 (2014) 112–117. Disponível em: < www.dema.ufcg.edu.br >.
Acesso: 30 set 2019
ROSSI, L.A.; MENEZEZ, M.A.J.; GONÇALVES, Natália; et al. Cuidados locais com
as feridas das queimaduras. Revista Brasileira de Queimaduras, Limeira, v. 9, n. 2, p.
54-59, 2010.
SORG, H.; TILKORN, D.J.; Hager, S.; et al.; Skin Wound: An Update on the
Current Knowledge and Concepts. Basel, AG. Eur Surg Res, 2017. 81 – 94 página,
Department of Plastic, dez de 2016. Disponível em: <
https://www.karger.com/Article/Abstract/454919# >. Acesso em: 30 set 2019.
TAKEO, T.; LEE, W.; ITO, M.; Would Healing and Skin Regeneration. New York,
NY. School of Medicine New York. Mai de 2015. Disponível em:<
https://www.ncbi.nlm.nih.gov/pmc/articles/PMC4292081/ >. Acesso em: 30 set 2019.
FERREIRA, A.M. Andrade D. Revisão integrativa da técnica limpa e estéril:
consensos e controvérsias na realização de curativos. Ribeirão Preto, SP. Mai, 2007.
Disponível em: <http://www.scielo.br/pdf/ape/v21n1/pt_18.pdf>. Acesso em: 26 de set
de 2019.
Maia C., Mônica et al. ESTUDO DA BIOCOMPATIBILIDADE IN VIVO DE
ARCABOUÇO DE POLI(ÁCIDO LÁTICO) (PLA) FABRICADOS POR
IMPRESSÃO 3D PARA APLICAÇÕES EM ENGENHARIA TECIDUAL.
Programa de Engenharia Metalúrgica e de Materiais/COPPE, Universidade Federal do
Rio de Janeiro, Rio de Janeiro (RJ), Brasil. 13º Congresso da Sociedade Latino
Americana de Biomateriais, Orgãos Artificiais e Engenharia de Tecidos – SLABO, 784
- 794 páginas. 24 a 27 de Agosto de 2016, Foz do Iguaçu, PR. Disponível em:
<http://www.metallum.com.br/9colaob/anais/PDF/11-091TT.pdf>. Acesso em: 20 set
2019.

MANDELBAUM S.H.; DI SANTIS E.P.; MANDELBAUM MHS. Cicatrização:
conceitos atuais e recursos auxiliares – Parte I. An Bras Dermatol. v.78, p. 393-408,
2003.
Martins, E.A.P. Meneghin, P. AVALIAÇÃO DE TRÊS TÉCNICAS DE LIMPEZA
DO SÍTIO CIRÚRGICO INFECTADO UTILIZANDO SORO FISIOLÓGICO.
Londrina, PA. Cienc Cuid Saude, 2012. 204-210 página. Disponível em: <17077-
Texto%20do%20artigo-69468-1-10-20120530.pdf> Acesso em: 27 set 2019.
MOURA, L. C. M. A.; HÉKIS, H. R.; VALENTIM, R. A. M.; ARAÚJO, B. G.;
GUERRA NETO, C. L. B.; ALVES, R. L. S.; COSTA, J. A. F. Ambiente de Inovação
no Laboratório de Inovação Tecnológica em Saúde – LAIS/UFRN: Mapeamento,
Interações e Gerenciamento. Revista Brasileira de Inovação Tecnológica em Saúde.
Online. p. 52-77, 2015.
SILVA, Fabio do Nascimento et al. RISCOS RELACIONADOS À INTOXICAÇÃO
POR ALUMÍNIO. Infarma - Ciências Farmacêuticas, v. 24, n. 1/3, p. 120-124, jan.
2013. Disponível em:
<http://revistas.cff.org.br/?journal=infarma&page=article&op=view&path%5B%5D=36
8&path%5B%5D=357>. Acesso em: 29 aug. 2019.
SCHWAB, K. A quarta revolução industrial. ISBN:9788572839785, 1ªEd.
EditoraEdipro, 2016.
Enzo de Souza Pinto Paulini Elaine Conceição de Oliveira
Orientado Orientadora
ANEXO I- Descrição em passos da Metodologia de Gestão de Projeto do Núcleo
BIOTECNOL

Fase 1 Buscar a demanda, nesta fase é feita a procura de problemas correlacionados
a problemática inicial aliado a uma pesquisa teórica sobre o assunto, exaurindo todas
as possibilidades de soluções, associado a uma pesquisa de produtos/ serviços já
disponíveis, assim refinando os problemas a serem tratados nas fases seguintes.
Fase 2 Ideias Iniciais, nesta fase começa-se a esboçar de maneira bem básica
possibilidades de soluções para o problema da fase anterior.
Fase 3 Sensibilizar-se com o problema, nesta fase deve se vivenciar o problema
segundo o ponto de vista abrangente incluindo a perspectiva do usuário do
serviço/produto.
Fase 4 Reorganizar as ideias, nesta fase deve se juntar as experiências vivenciadas
nas fases 2 e 3, assim gerando uma ideia de possível solução.
Fase 5 Projeto virtual, com auxílio de ferramentas de simulações virtuais, como
softwares, inicia se o desenho do produto/solução.
Fase 6 Colher Feedback com base no Projeto virtual, aqui deve se apresentar ao
possível usuário do produto/solução, o projeto virtual, compilando todas as
informações dadas.
Fase 7 Reorganizar as ideias, nesta fase com auxílios das ferramentas digitais deve
se redesenhar o projeto com base no feedback da fase anterior.
Fase 8 Confecção de protótipo de baixo custo, já nesta fase o projeto começa a
tomar forma, com auxílio de materiais simples e baratos, modela se a ideia para
melhor visualização.
Fase 9 Colher feedback com base no protótipo de baixo custo, apresentar aos
possíveis usuários o protótipo de baixo custo, compilando todas as informações de
sua resposta ao produto/serviço.
Fase 10 Reorganizar as ideias, com base nos dados anteriores deve se repensar, se
necessário, o projeto.
Fase 11 Construção de protótipo real e funcional, nesta fase ocorre à transição de
tolerância a mudanças, pois deve se construir um protótipo com o máximo de
realidade e semelhança possível com o possível produto/solução final.
Fase 12 Teste do produto pelo usuário, informações sobre a funcionalidade do
produto, aspectos positivos e negativos, o que deve ser melhorado e modificado no
projeto
Fase 13 Analise de custos, esta fase se desenvolve paralelamente com a fase anterior,
onde deve se de maneira rigorosa pensar nos custos envolvidos do projeto.

Fase 14 Assuntos regulatórios, nesta fase com o protótipo funcional em mãos deve
se realizar uma pesquisa minuciosa a fim de descobrir em quais normas o
produto/serviço se enquadra.
Fase 15 Testes, nesta etapa deve se realizar os testes exigidos pelas normas
regulatórias e os testes que se fizerem necessários.
Fase 16 Implementação e Produção, nesta fase ocorre a última transição de etapas,
onde o nível de tolerância a mudanças no projeto é baixíssimo, nesta fase deve se
realizar um estudo minucioso e criterioso sobre as tecnologias de fabricação
empenhadas na produção do produto/serviço, além de todas analises de
implementação e obsolescência do produto/serviço.
ANEXO II- Organograma da Metodologia de Gestão