relatório de estágio mda - moldes de azeméis
DESCRIPTION
CET - Desenho e Projecto de MoldesTRANSCRIPT
Relatório de Estágio:
MDA – Moldes de Azeméis
CET- Desenho e Projecto de Moldes

MDA – Moldes de Azeméis
_____________________________________________________________________ 2
Relatório de Estágio
Trabalho realizado por: Pedro Martins Coordenadores do estágio: Eng. Sérgio Silva Eng. Paulo Lima Orientador do estágio: Eng. José Costa

MDA – Moldes de Azeméis
_____________________________________________________________________ 3
Agradecimentos
Em primeiro lugar gostaria de agradecer imenso à UA, em especial ao Professor Engenheiro Paulo Lima, Professor Engenheiro Sérgio Silva e ao meu orientador de estágio Engenheiro José Costa, pelo apoio e atenção prestada durante o estágio na empresa MDA. É de agradecer também a ajuda e companheirismo de todos os membros da empresa, que me ajudaram a realizar com êxito todos os objectivos que eram pretendidos neste estágio. Gostaria de agradecer também à MDA e à sua direcção pela oportunidade de realizar este estágio nesta empresa de nome reconhecido a nível mundial, e por ter-me dado todo o suporte possível para o meu bom desempenho e aprendizagem. Um especial agradecimento a toda a minha família e amigos pelo apoio e incentivo que me deram, mesmo não participando efectivamente em cada momento em si, que me ajudaram bastante e me incentivaram em todos os momentos em que precisei.
MDA – Moldes de Azeméis
_____________________________________________________________________ 4
Índice Agradecimentos _____________________________________________ 3 Introdução __________________________________________________ 5 Departamento Técnico ________________________________________ 6
• Modelação 3D da Peça __________________________________ 7 • Molde para a Peça _______________________________________ 8
Produção ____________________________________________________ 40 Departamento de Programação CAM _____________________________ 40 Bancada _____________________________________________________ 54 Gestão de Projecto _____________________________________________ 61 Metrologia ___________________________________________________ 63 Conclusão ____________________________________________________ 69 Bibliografia ___________________________________________________ 70 Anexos _______________________________________________________ 71
MDA – Moldes de Azeméis
_____________________________________________________________________ 5
Introdução O estágio do curso CET “Desenho e Projecto de Moldes” foi realizado nas instalações da MDA – Grupo Simoldes, com a duração de 540 horas. Neste estágio abrangeu-se uma vasta quantidade de conhecimentos sobre o mundo dos moldes. Durante o estágio houve a passagem de vários sectores tais como: o Departamento Técnico, Departamento de Programação CAM, a Produção, Gestão de Projecto e a Metrologia. Departamento Técnico:
Visualização da forma de trabalho e desempenho dos departamentos constituintes no espaço, e comunicação entre os diversos elementos de sectores de produção diferentes.
Elaborou-se dois pequenos trabalhos:
• Modelação 3D da Peça
- Através de um desenho 2D procedeu-se à sua modelação na forma 3D.
• Molde para a Peça
- Depois da modelação 3D da peça procedeu-se a projecção do molde para criar a peça plástica.
Produção:
• Departamento de Programação CAM
• Máquinas
• Bancada
Visualização de diversas formas e processos de trabalho na produção e criação de um molde.
Gestão de Projecto
Acompanhamento do trabalho exercido pelo gestor de projecto da empresa, visualização de todo o processo desde plannings de trabalho até ensaios finais de moldes.
Metrologia
Visualização dos diversos procedimentos de controlo dimensional.

MDA – Moldes de Azeméis
_____________________________________________________________________ 6
Departamento Técnico O Departamento Técnico é subdividido por duas partes, o Departamento de Estudos de Sistemas (DES), e o Departamento de Estudos de desenvolvimento (DED). O DED executa um desenho preliminar do molde, que é enviado ao cliente para comentários e aprovação. Mediante esta aprovação, faz-se o desenvolvimento do projecto do molde e paralelamente inicia-se o seu fabrico. Com o projecto e o modelo de peça fornecido pelo cliente, o DES executa a modelação do macho e da cavidade e os mecanismos do molde. Tudo isto é realizado no software Unigrafics NX 3. Posteriormente, executa e processa simulações dos percursos de ferramenta necessários para que os equipamentos de produção (fresagem e erosão), executem a maquinação do aço de acordo com as formas pretendidas pelo cliente e definidas no projecto. Durante as sete semanas no departamento DED, antes de iniciar o projecto foi inicialmente necessário saber o que é um molde e como este funciona. Partindo deste principio e com a ajuda e orientação de vários elementos da empresa MDA consegui projectar o molde.
Fig. 1 - Departamento de Estudos de Sistemas.
Fig. 2 - Departamento de Estudos de Desenvolvimento.
MDA – Moldes de Azeméis
_____________________________________________________________________ 7
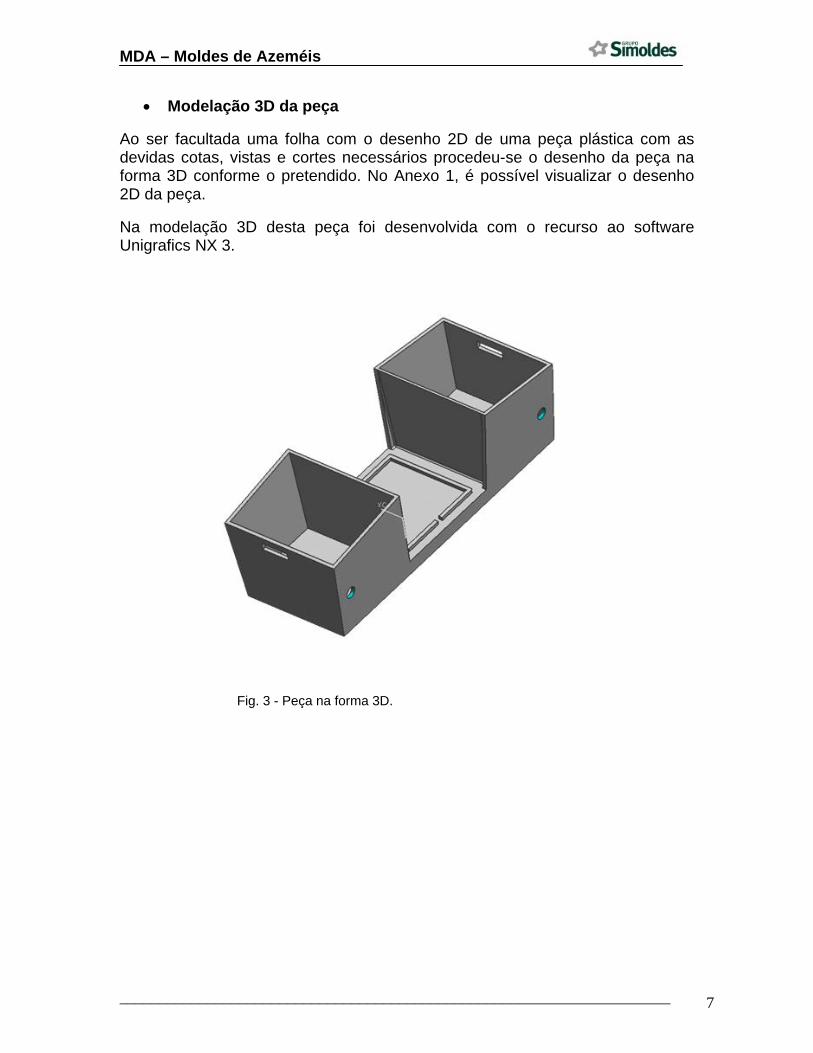
• Modelação 3D da peça
Ao ser facultada uma folha com o desenho 2D de uma peça plástica com as devidas cotas, vistas e cortes necessários procedeu-se o desenho da peça na forma 3D conforme o pretendido. No Anexo 1, é possível visualizar o desenho 2D da peça.
Na modelação 3D desta peça foi desenvolvida com o recurso ao software Unigrafics NX 3.
Fig. 3 - Peça na forma 3D.

MDA – Moldes de Azeméis
_____________________________________________________________________ 8
• Molde para a Peça. Posteriormente desenvolveu-se o projecto do molde pela seguinte ordem:
1- A máquina de Injecção necessária para a produção desta peça plástica;
2- O tipo de material a usar na produção desta peça;
3- A escolha do bico de injecção; 4- Número de cavidades;
5- O tipo de extracção e de desmoldagem da peça;
6- Estrutura do molde;
7- Refrigeração do molde;
8- Utilização do código de cores para os componentes do molde que impliquem maquinação com modelo 3D;
9- Preenchimento de uma lista de materiais com as devidas referências e quantidades de cada componente;
10- Desenho 2D do molde bem como vista explodida, vistas em corte e detalhes de componente;

MDA – Moldes de Azeméis
_____________________________________________________________________ 9
1 - A máquina de injecção necessária para a produção desta peça plástica; É importante sabermos em que máquina de injecção vai trabalhar o molde. Na selecção da máquina de injecção para a realização de ensaios internos, ter sempre presente a compatibilidade dos seguintes pontos:
• Força de fecho adequada da máquina de injecção; • Dimensões máximas e mínimas do molde; • Possíveis interferências; • Peso da peça; • Tipo de extracção (mecânica ou hidráulica) • Dimensões (rosca) do veio de retorno; • Dimensões da anilha de centragem; • Dimensões do raio do gito;
A minha escolha foi de uma máquina de 56 toneladas.
Fig. 4 – Máquina de Injecção.
MDA – Moldes de Azeméis
_____________________________________________________________________ 10
2 - O tipo de material a usar na produção desta peça; O tipo de material que se vai injectar a peça é um dos parâmetros muito importantes. É necessário sabermos a qualidade do material a injectar, para sabermos a melhor maneira de injectarmos a peça, podendo assim atribuir o valor da contracção. A contracção corresponde à diferença entre as dimensões de gravação no aço, e as dimensões reais da peça à temperatura ambiente. Para saber a contracção do material plástico que iria ser injectado no meu molde, consultei uma tabela com vários tipos de matérias plásticos e as suas devidas contracções. O material escolhido para a peça plástica seria o PP reforçado. A contracção é dada em percentagem. O PP reforçado varia entre 1 até 2.5 de contracção – 1% contracção [1]. Para ver as contracções dos tipos de materiais consultou-se uma tabela que se encontra em Anexo 2.
MDA – Moldes de Azeméis
_____________________________________________________________________ 11
3 - A escolha do bico de injecção;
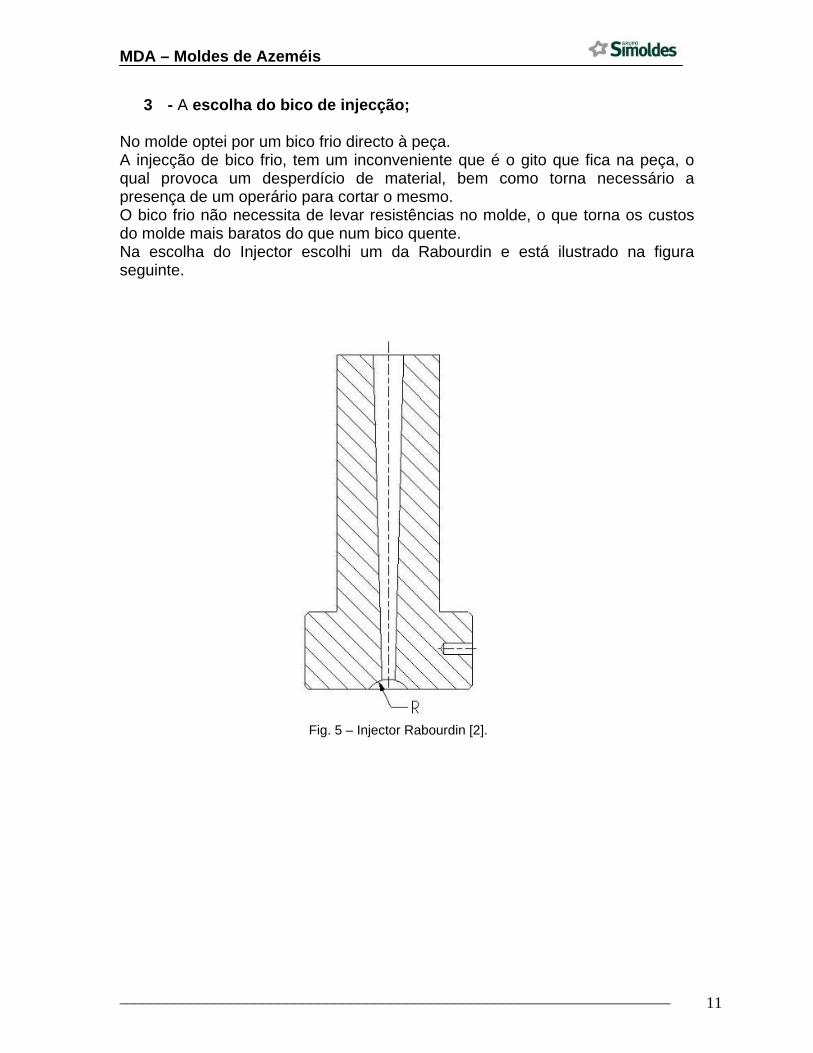
No molde optei por um bico frio directo à peça. A injecção de bico frio, tem um inconveniente que é o gito que fica na peça, o qual provoca um desperdício de material, bem como torna necessário a presença de um operário para cortar o mesmo. O bico frio não necessita de levar resistências no molde, o que torna os custos do molde mais baratos do que num bico quente. Na escolha do Injector escolhi um da Rabourdin e está ilustrado na figura seguinte.
Fig. 5 – Injector Rabourdin [2].

MDA – Moldes de Azeméis
_____________________________________________________________________ 12
4 - Número de cavidades; O número de cavidades de um molde é um requisito do cliente, estando directamente relacionado com a qualidade de peças a produzir. Nesta situação, projectou-se o molde de forma a produzir só uma peça por cada injecção, tendo assim só uma cavidade.
Fig. 6 – Cavidade com a peça plástica.

MDA – Moldes de Azeméis
_____________________________________________________________________ 13
5 - O tipo de extracção e de desmoldagem da peça; Depois de uma análise geral ás contra saídas da peça (zonas da peça que a impedem de desmoldar livremente, apenas com o simples abrir e fechar do molde), verifiquei que a peça tinha quatro contra-saídas devido ao posicionamento das contra-saídas, seriam necessários dois movimentos à extracção e dois movimentos hidráulicos. A Figura 7 e 8 representam as zonas da peça com contra saídas. Na Figura 7 está representado uma contra saída que vai ser desmoldada por um Movimento à Extracção e na Figura 8 por um Movimento Hidráulico.
Fig. 7 – Contra saída.
Fig. 8 – Contra saída.
MDA – Moldes de Azeméis
_____________________________________________________________________ 14
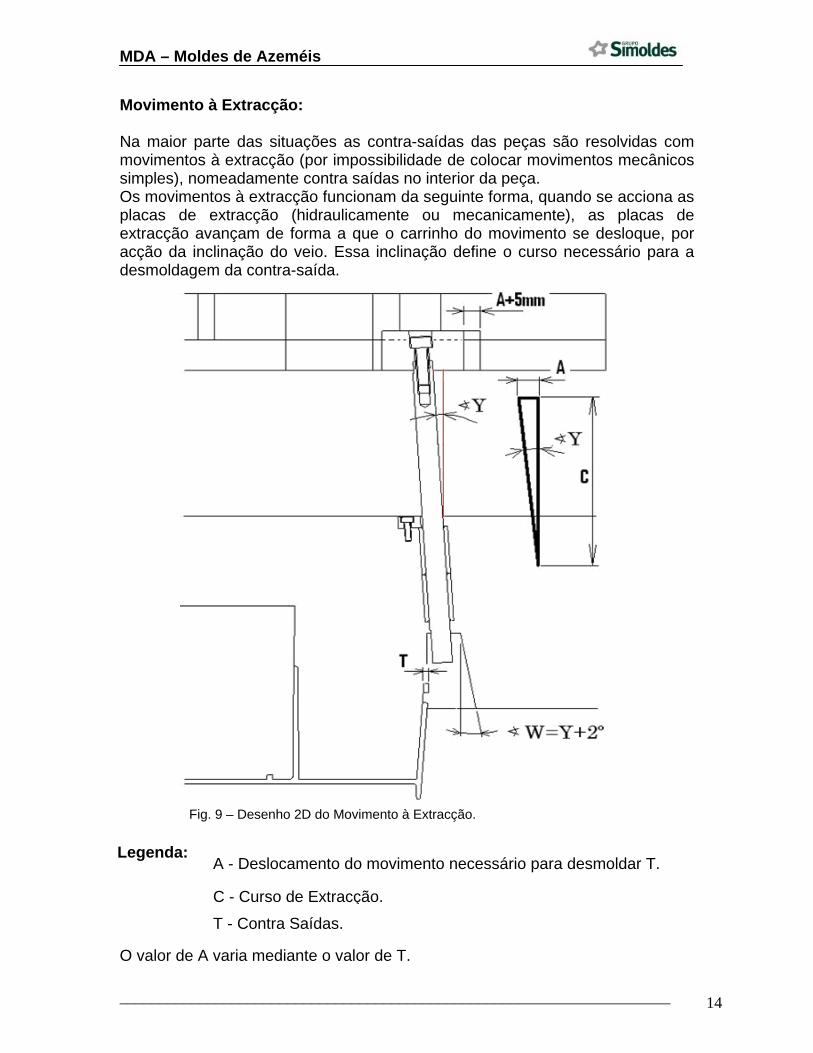
C - Curso de Extracção.
T - Contra Saídas.
A - Deslocamento do movimento necessário para desmoldar T.
Fig. 9 – Desenho 2D do Movimento à Extracção.
Legenda:
Movimento à Extracção: Na maior parte das situações as contra-saídas das peças são resolvidas com movimentos à extracção (por impossibilidade de colocar movimentos mecânicos simples), nomeadamente contra saídas no interior da peça. Os movimentos à extracção funcionam da seguinte forma, quando se acciona as placas de extracção (hidraulicamente ou mecanicamente), as placas de extracção avançam de forma a que o carrinho do movimento se desloque, por acção da inclinação do veio. Essa inclinação define o curso necessário para a desmoldagem da contra-saída.
O valor de A varia mediante o valor de T.
MDA – Moldes de Azeméis
_____________________________________________________________________ 15
Legenda:
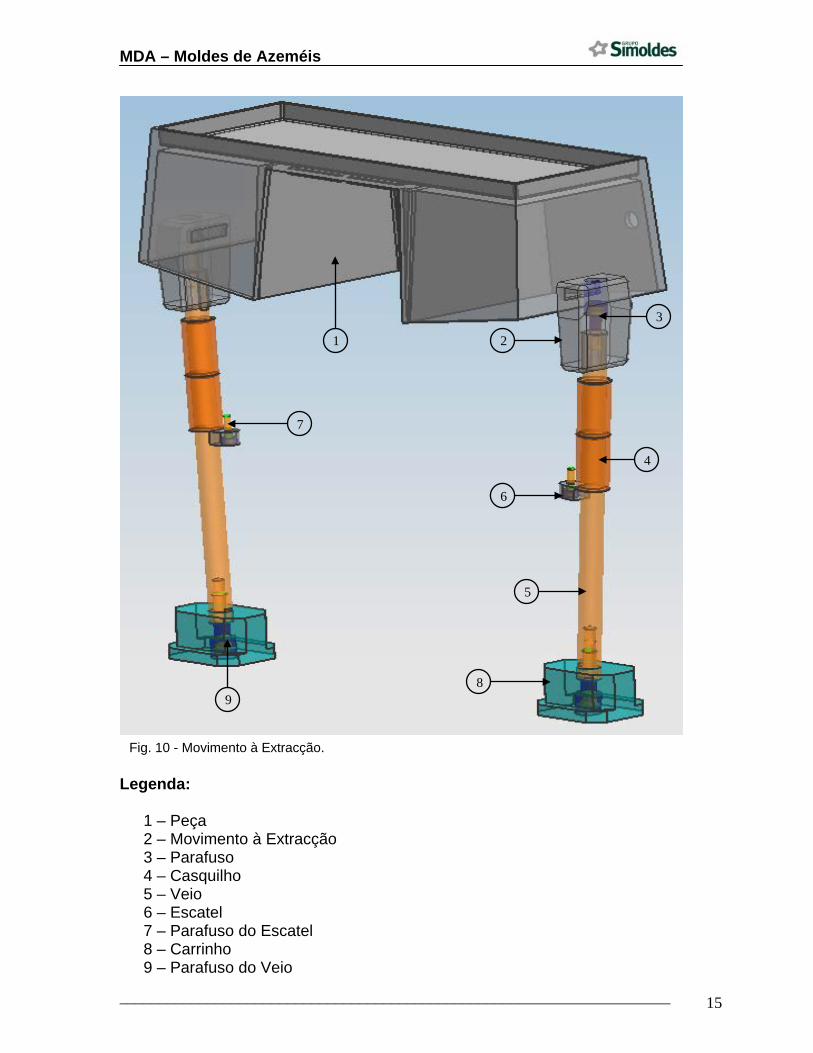
1 – Peça 2 – Movimento à Extracção 3 – Parafuso 4 – Casquilho 5 – Veio 6 – Escatel 7 – Parafuso do Escatel 8 – Carrinho 9 – Parafuso do Veio
2
8
1
6
9
5
7
4
3
Fig. 10 - Movimento à Extracção.

MDA – Moldes de Azeméis
_____________________________________________________________________ 16
Entrada Saída
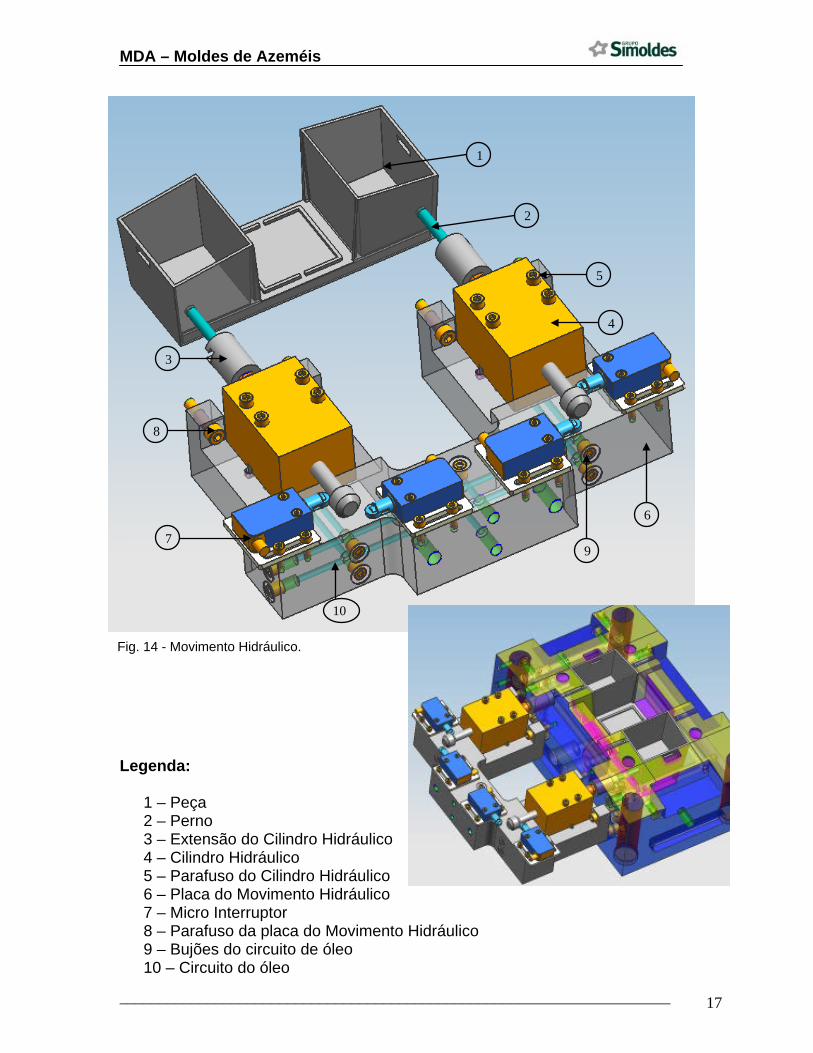
Movimento Hidráulico: Nos Movimentos Hidráulicos foram utilizados dois cilindros standard da marca HPS. Ao inserir os cilindros tive que ter atenção vários aspectos, os cilindros devem suportar uma pressão de trabalho no mínimo de 160bar e devendo estar colocados em posições simétricas para que o respectivo circuito hidráulico esteja equilibrado. Os cilindros hidráulicos devem ser fixos no Macho ou na Extracção e as ligações de óleo efectuadas com tubagens exteriores. Na fixação dos dois cilindros foi colocada uma placa fixadora ao macho do molde. Os vedantes dos cilindros normalmente são fornecidos pela Viton.
Na extracção hidráulica devemos ter em consideração a presença de informação à maquina, se o cilindro está avançado ou recuado. No molde foram inseridos quatro micros-switches do fornecedor Telemecanique.
Fig. 11 – Esquema de entrada e saída de óleo nos cilindros.
Fig. 12 – Circuito do óleo na placa de suporte.
Fig. 13 – Desenho 2D do Movimento Hidráulico.
MDA – Moldes de Azeméis
_____________________________________________________________________ 17
Legenda:
1 – Peça 2 – Perno 3 – Extensão do Cilindro Hidráulico 4 – Cilindro Hidráulico 5 – Parafuso do Cilindro Hidráulico 6 – Placa do Movimento Hidráulico 7 – Micro Interruptor 8 – Parafuso da placa do Movimento Hidráulico 9 – Bujões do circuito de óleo 10 – Circuito do óleo
1
2
3
4
5
6
9 7
8
10
Fig. 14 - Movimento Hidráulico.

MDA – Moldes de Azeméis
_____________________________________________________________________ 18
Fig. 16 - Deslocamento das placas de extracção [3].
Fig. 15 – Esquema cinemático do molde.
Extracção mecânica K.O:
A semântica do molde é simples, isto é o molde abre e depois a extracção avança desmoldando a peça do molde. Na extracção do molde optou-se por aplicar duas placas de extracção, como o próprio nome indica, uma placa adicional – flutuante entre a placa fixa e a placa móvel, este método As peças devem ser extraídas automaticamente (assegurar que na extracção, nem a peça nem o gito ficam presos no molde). O curso de extracção deve permitir a perfeita extracção da peça e dos canais de alimentação. Alguns destes sistemas estão ilustrados na figura seguinte. Os veios da máquina são roscados nas placas de extracção, levam as placas de extracção à frente para extrair a peça, e também recuam as placas de extracção.

MDA – Moldes de Azeméis
_____________________________________________________________________ 19
Extracção:
A extracção é um sistema que permite a remoção da peça solidificada, reduzindo o tempo de ciclo e consequentemente aumentando a produtividade. As placas de extracção dos extractores são normalmente separadas por botões de encosto. Os extractores devem ser colocados nas zonas das peças a moldar que oferecem mais resistência à desmoldagem. Os extractores do molde foram de diâmetros standard, e o maior possível para evitar marcas na peça. Além disso foram posicionados de forma a estarem em quantidade e posicionamento adequados para uma fácil desmoldagem da peça.
Fig. 18 – Fixação dos extractores nas placas de extracção [2].
Fig. 17 – Vista 3D dos extractores juntamente com a peça e placas de extracção.

MDA – Moldes de Azeméis
_____________________________________________________________________ 20
Placa traseira
Placa de suporte Placa de Extracção
6 - Estrutura do molde; Tipo de Estrutura: Para dimensionar o molde, tive em atenção vários aspectos; - máquina de injecção (dimensões máxima e mínima do molde dimensões e das colunas da máquina); - complexidade do molde (número de movimentos); - tipo de injecção (bico simples); - tipo de extracção (mecânica ou hidráulica); - numero de cavidades; Isto tudo adequado mediante o tamanho e o numero de peças a produzir.
Depois da separação feita, foi inserida a estrutura de acordo com o desenho preliminar. Posteriormente procedeu-se à colocação dos componentes na estrutura.
Fig. 19 – Cavidade.
Fig. 20 – Macho.
Macho
Cavidade
Placa de encosto
Calço
Fig. 21 – Estrutura do molde [2].

MDA – Moldes de Azeméis
_____________________________________________________________________ 21
Parafusos: Os parafusos servem para prender e segurar cada componente do molde, para haver uma união e firmeza entre eles. Apliquei estes componentes Standard ao longo do meu projecto.
Fig. 22 – Parafusos de Cabeça Cilíndrica [2].
MDA – Moldes de Azeméis
_____________________________________________________________________ 22
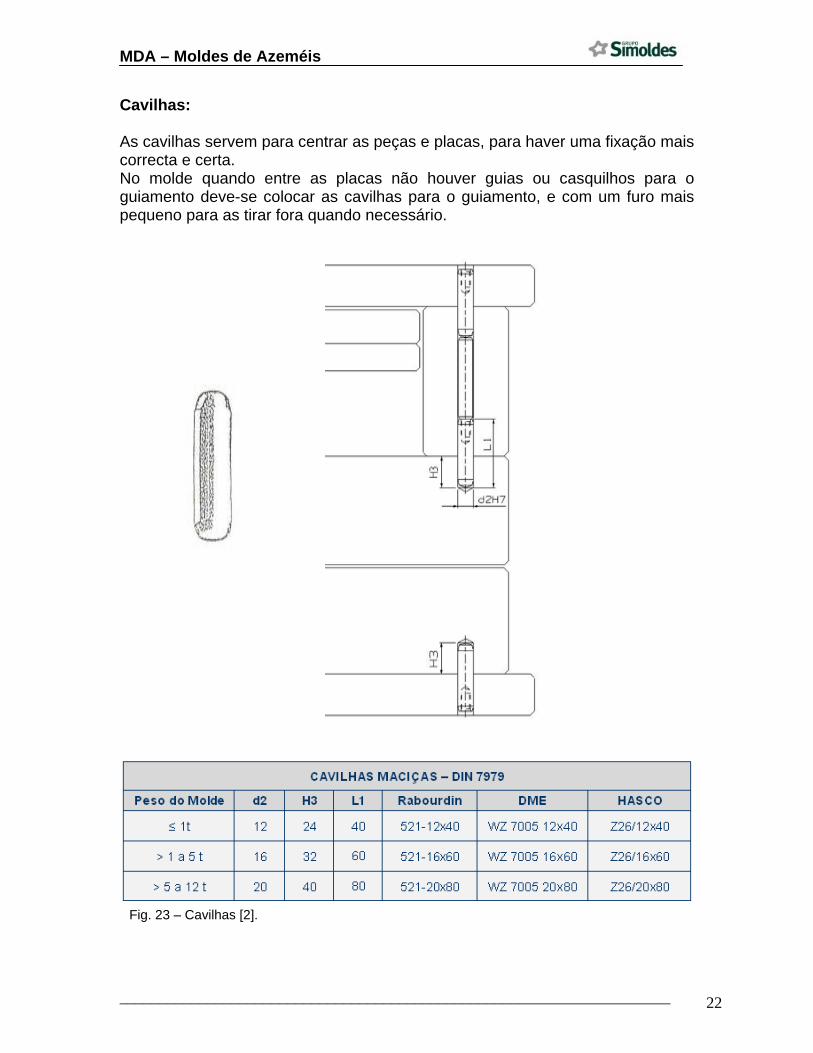
Cavilhas: As cavilhas servem para centrar as peças e placas, para haver uma fixação mais correcta e certa. No molde quando entre as placas não houver guias ou casquilhos para o guiamento deve-se colocar as cavilhas para o guiamento, e com um furo mais pequeno para as tirar fora quando necessário.
Fig. 23 – Cavilhas [2].

MDA – Moldes de Azeméis
_____________________________________________________________________ 23
Postiços: Na estrutura do molde inseriu-se dois postiços, um na cavidade e outro no macho. Os postiços facilitam bastante a maquinação de um molde, permitindo trabalhar várias partes separadamente. Além disso permitem também uma troca na máquina de injecção, tornando possível a produção de peça de versões diferentes. Esses postiços designam-se postiços intercambiáveis. Os postiços também facilitam a maquinação em casos onde se encontra pequenos frisos, gravações, sítios onde seja preciso fazer alterações ou modificações nessas zonas, entre outros pormenores.
Fig. 24 – Cavidade com Postiço.
Fig. 25 – Postiço da Cavidade.
Fig. 26 – Macho com Postiço.
Fig. 27 – Postiço do Macho.

MDA – Moldes de Azeméis
_____________________________________________________________________ 24
Fuga de Gases: Em todos os moldes na linha de junta devemos realizar fugas de gases. Por toda a peça, em especial nos pontos mais distantes, para permitir um bom enchimento da peça. Os projectistas de moldes devem prever o fluxo do material plástico a encher o molde, projectando saídas de ar ou gases nos locais em que seja previsível a sua acumulação. O preenchimento das cavidades com material plástico vai originar a expulsão do ar que ocupa inicialmente as referidas cavidades. A maior ou menor dificuldade com que esse ar é evacuado vai influenciar o enchimento e a qualidade das peças, dando origem a superfícies queimadas devido à excessiva elevação de temperatura que sofre quando é submetido às pressões elevadas sem possibilidades de escapar. Por isso é importante: - Incluir postiços ou extractores onde seja previsível a prisão de bolsas de ar que originarão queimados. - Fazer o polimento de maneira a facilitar o escape. - Determinar o lugar das fugas de gases após os primeiros ensaios.
Fig. 28 – Profundidade das fugas de gases [3].
Fig. 29 – Canal de fugas e distancia da peça [2].

MDA – Moldes de Azeméis
_____________________________________________________________________ 25
Neste molde as fugas foram realizadas na cavidade, devido à existência de relevo, devido à existência de uma zona de alto relevo, bem como por ser de fácil maquinação. As fugas foram realizadas de forma simétrica, visto que a peça assim o permitia, tal como se pode ver nas imagens seguintes.
Fig. 30 – Fugas de gases.

MDA – Moldes de Azeméis
_____________________________________________________________________ 26
Fig. 31 - Rasgos de Lubrificação [2].
Placas de Ajustamento: No macho foram inseridas quatro placas de ajustamento, estas placas são muito úteis, devido a serem fáceis de aplicar, trabalhar e substituir. São muito usadas em movimentos mecânicos e em ajustamentos entre cavidade e macho, permitindo um melhor ajuste entre eles. As Placas de Ajustamento normalmente são nitruradas e de um material diferente do macho e da cavidade, de forma a terem uma resistência maior, para uma melhor protecção das zonas de ajustamento. Estas placas normalmente contêm lubrificação para que haja menos atrito e desgaste.
MDA – Moldes de Azeméis
_____________________________________________________________________ 27
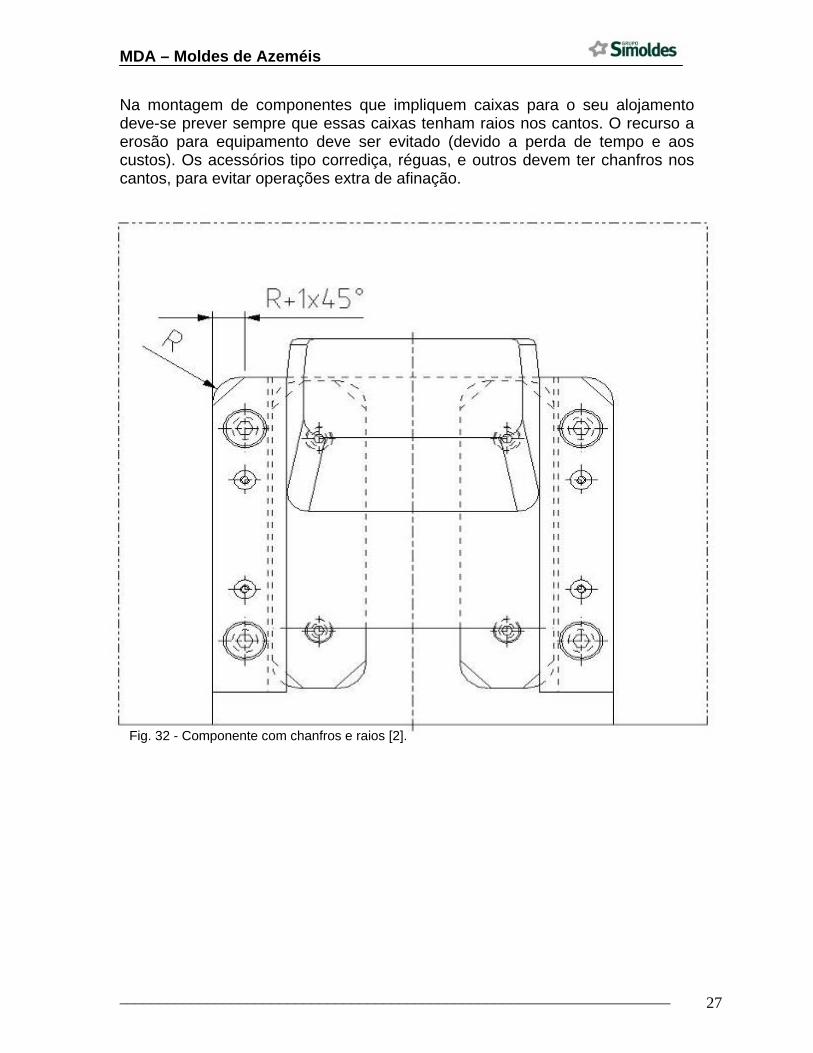
Fig. 32 - Componente com chanfros e raios [2].
Na montagem de componentes que impliquem caixas para o seu alojamento deve-se prever sempre que essas caixas tenham raios nos cantos. O recurso a erosão para equipamento deve ser evitado (devido a perda de tempo e aos custos). Os acessórios tipo corrediça, réguas, e outros devem ter chanfros nos cantos, para evitar operações extra de afinação.
MDA – Moldes de Azeméis
_____________________________________________________________________ 28
Fig. 33 - Perno de Retorno [3].
Fig. 34 - Botões de Encosto [3].
Pernos de Retorno e Botões de Encosto: Em todos os moldes devem levar pernos de retorno mesmo nos moldes de Extracção Hidráulica para garantir o encosto das placas de extracção à placa traseira ou placa de encosto. Por cima dos Pernos de Retorno devem levar sempre Botões de Encosto, embora estes podem e devem de ser em maior quantidade conforme as dimensões das placas de extracção. Mesmo com a presença de pequenas impurezas entre a placa de extracção e a placa de encosto, conseguimos garantir que a placa de extracção recua totalmente.
MDA – Moldes de Azeméis
_____________________________________________________________________ 29
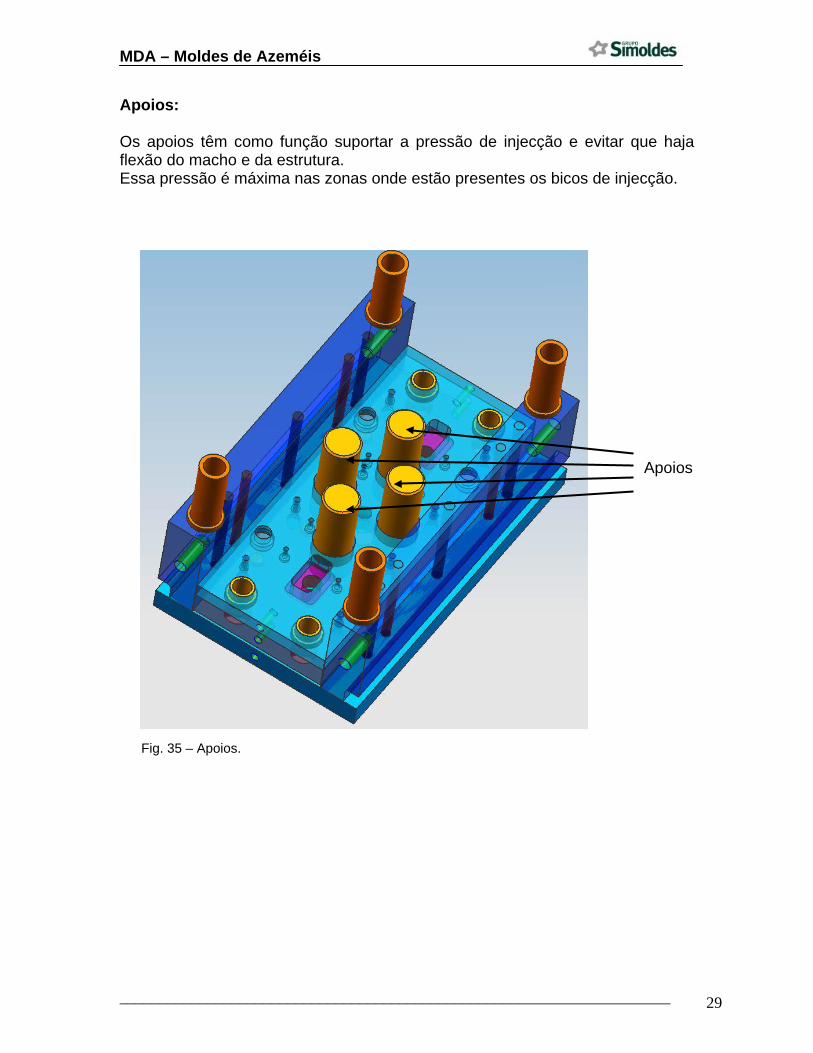
Apoios
Fig. 35 – Apoios.
Apoios: Os apoios têm como função suportar a pressão de injecção e evitar que haja flexão do macho e da estrutura. Essa pressão é máxima nas zonas onde estão presentes os bicos de injecção.

MDA – Moldes de Azeméis
_____________________________________________________________________ 30
Fig. 37 – Desenho 2D a mostrar o posicionamento e fixação da barra de segurança [2].
Fig. 36 – Visualização da barra de segurança na forma 3D.
Barra de Segurança: Todos os moldes devem estar equipados com barra(s) de segurança, com dimensões proporcionais ao peso do molde, para que não se abra no seu transporte e construída(s) de acordo com a figura abaixo.

MDA – Moldes de Azeméis
_____________________________________________________________________ 31
7 - Refrigeração do molde;
A extracção e a refrigeração das peças, devem ser estudadas em conjunto. Tal como existem zonas de extracção mais difícil, as quais tem de ter extractores, também existem zonas de refrigeração mais difícil que tem ser refrigerados. Para tal devemos ter sempre atenção que os extractores, parafusos, ou qualquer outro acessório não pode interferir com a refrigeração. Os circuitos de refrigeração devem ser concebidos de forma a permitirem uma correcta uniformização da temperatura do molde, e assim optimizar o ciclo do molde. Os diâmetros dos furos permitidos são: 8, 12 e 15. Outros diâmetros podem ser aceites, em situações especiais. Devem ser respeitadas as distâncias à peça e entre furos, conforme figura apresentada. A distância mínima de um furo a qualquer alojamento do componente, nunca deve ser inferior a 8mm.
Esta regra aplica-se a peças com espessura (E) entre os 2 e 4 mm. A distância de um furo à peça (H) deve estar entre 1.5xD e 2.5xD.
Fig. 38 – Furos de água com as devidas regras a respeitar [2].
MDA – Moldes de Azeméis
_____________________________________________________________________ 32
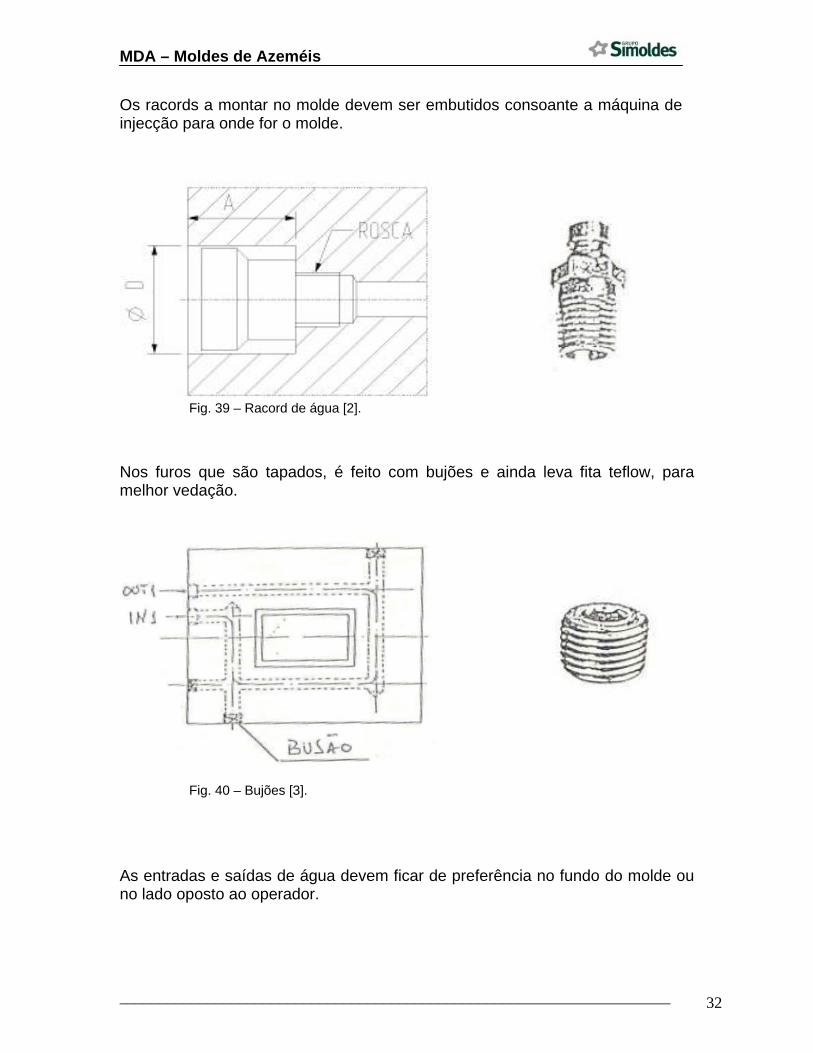
Os racords a montar no molde devem ser embutidos consoante a máquina de injecção para onde for o molde. Nos furos que são tapados, é feito com bujões e ainda leva fita teflow, para melhor vedação. As entradas e saídas de água devem ficar de preferência no fundo do molde ou no lado oposto ao operador.
Fig. 39 – Racord de água [2].
Fig. 40 – Bujões [3].
MDA – Moldes de Azeméis
_____________________________________________________________________ 33
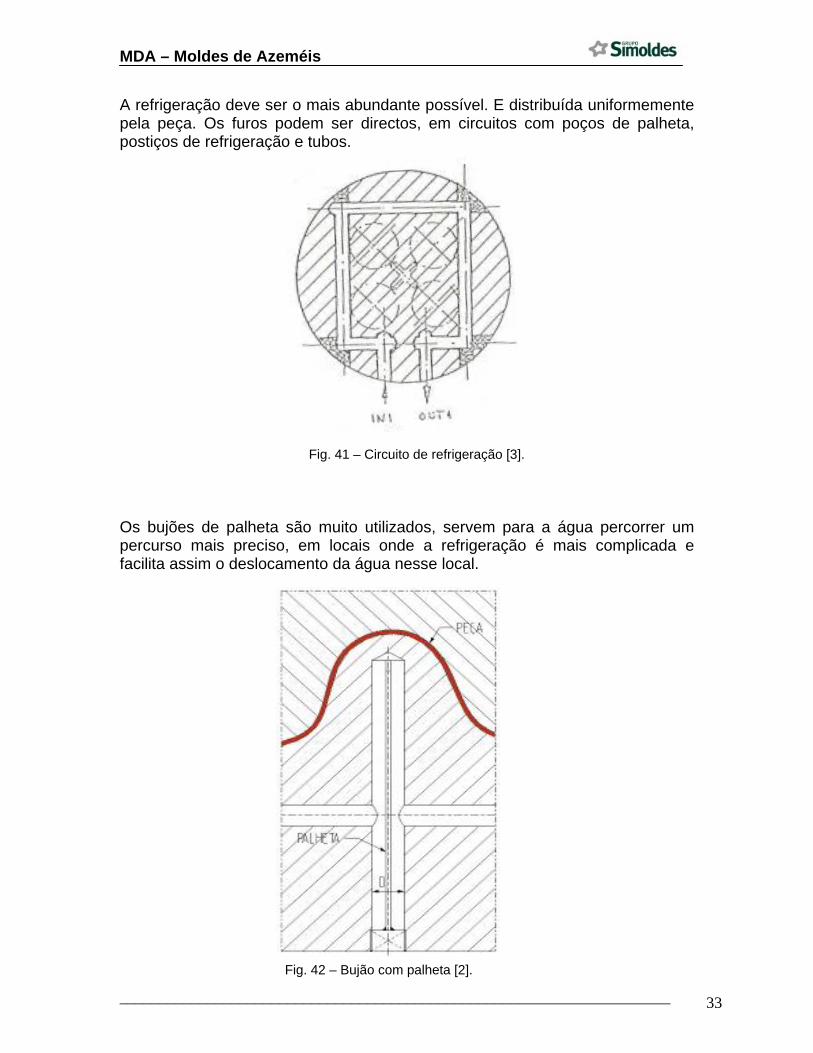
A refrigeração deve ser o mais abundante possível. E distribuída uniformemente pela peça. Os furos podem ser directos, em circuitos com poços de palheta, postiços de refrigeração e tubos. Os bujões de palheta são muito utilizados, servem para a água percorrer um percurso mais preciso, em locais onde a refrigeração é mais complicada e facilita assim o deslocamento da água nesse local.
Fig. 41 – Circuito de refrigeração [3].
Fig. 42 – Bujão com palheta [2].
MDA – Moldes de Azeméis
_____________________________________________________________________ 34
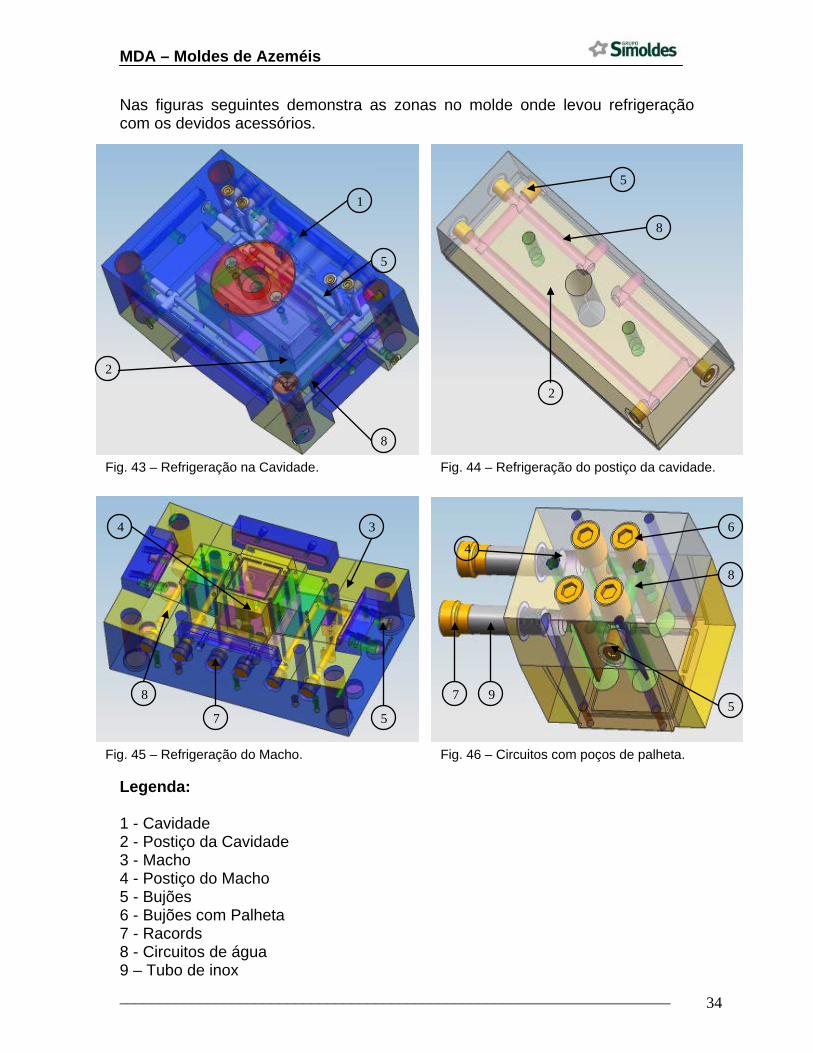
Nas figuras seguintes demonstra as zonas no molde onde levou refrigeração com os devidos acessórios.
Legenda: 1 - Cavidade 2 - Postiço da Cavidade 3 - Macho 4 - Postiço do Macho 5 - Bujões 6 - Bujões com Palheta 7 - Racords 8 - Circuitos de água 9 – Tubo de inox
Fig. 46 – Circuitos com poços de palheta. Fig. 45 – Refrigeração do Macho.
Fig. 43 – Refrigeração na Cavidade. Fig. 44 – Refrigeração do postiço da cavidade.
8
5
2
1
5
8
2
4 6
5 9 7
3
5 7
8
4
8

MDA – Moldes de Azeméis
_____________________________________________________________________ 35
8 - Utilização do código de cores para os componentes do molde que impliquem maquinação com modelo 3D;
Para os componentes do molde que impliquem maquinação com modelo 3D, é utilizado o seguinte código de cores para as operações indicadas na tabela que se encontra em Anexo 3 [2]. Nas figuras seguintes encontra-se representado alguns exemplos de zonas onde é necessário maquinação com as devidas cores identificadas.
Fig. 49 – Caixas precisão. Fig. 50 – Furos mandrílados.
Fig. 47 – Furos mandrílados (vermelho) e furos roscados (verde).
Fig. 48 – Furos passagem/caixas/ c/folga.

MDA – Moldes de Azeméis
_____________________________________________________________________ 36
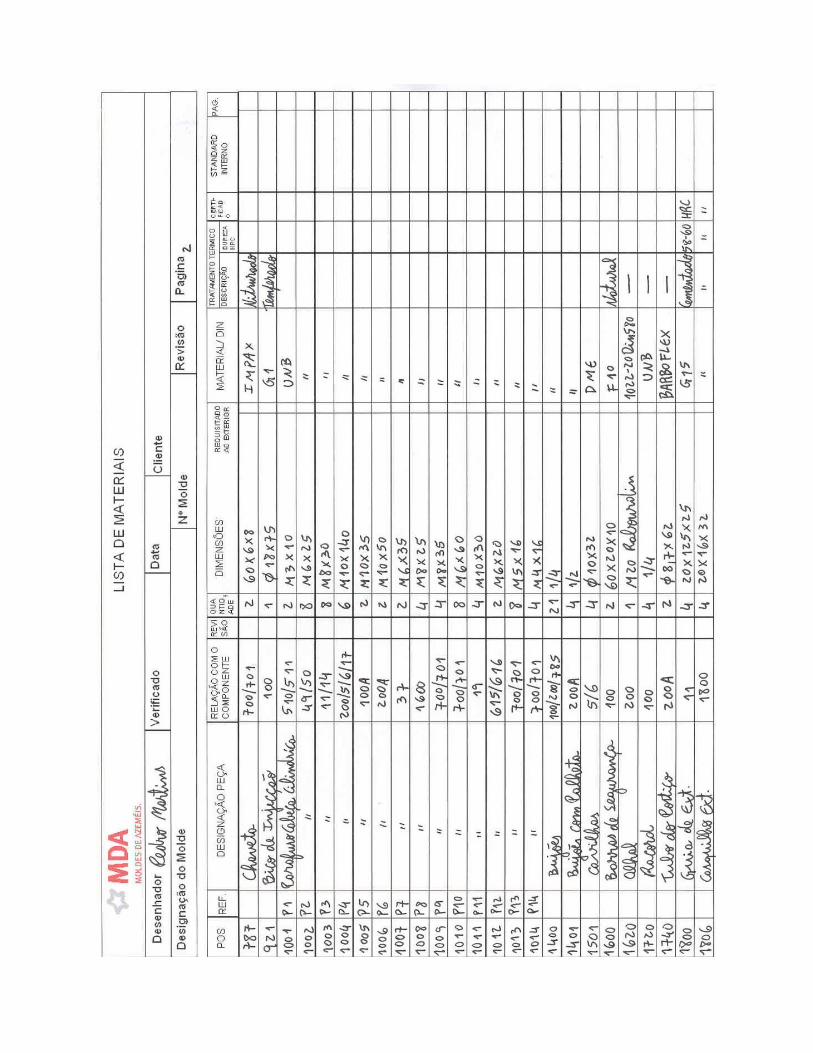
9 - Preenchimento de uma lista de materiais com as devidas referencias e quantidades de cada componente; No projecto, à medida que se aplicava componentes na estrutura, preencheu-se uma lista de material com a devida designação, referencias e códigos de cada componente.
1 – ESTRUTURA
NUMERAÇÃO DESIGNAÇÃO FIGURA
1 Placa de Encosto Lado Injecção 3
2 Porta-Cavidades 5
3 Porta-Machos 6
4 Placa Intermédia Lado do Macho 5
5 a 10, 10A, ... Calço 4
11 a 13, 13A, ... Placa de Extracção 4 2 – CAVIDADE
NUMERAÇÃO DESIGNAÇÃO FIGURA
100 a 120 Cavidade 3 100A, 100B, ... Postiço da Cavidade 2 100A1, 100B1, ... Postiço do Postiço da Cavidade 5 121 a 140 Placas Diversas da Cavidade - 141 a 154 (livre para futuras inicializações) - 155 a 199 Outros Elementos da Cavidade -
3 – MACHO
NUMERAÇÃO DESIGNAÇÃO FIGURA 200 a 220 Macho 3 200A, 200B, ... Postiço do Macho 5 200A1, 200B1, ... Postiço do Postiço do Macho 5 221 a 240 Placas Diversas do Macho - 241 a 254 (livre pª futuras inicializações) - 255 a 299 Outros Elementos do Macho -
Fig. 51 – Numeração e Designação de Componentes de moldes – Norma Interna da MDA.

MDA – Moldes de Azeméis
_____________________________________________________________________ 37
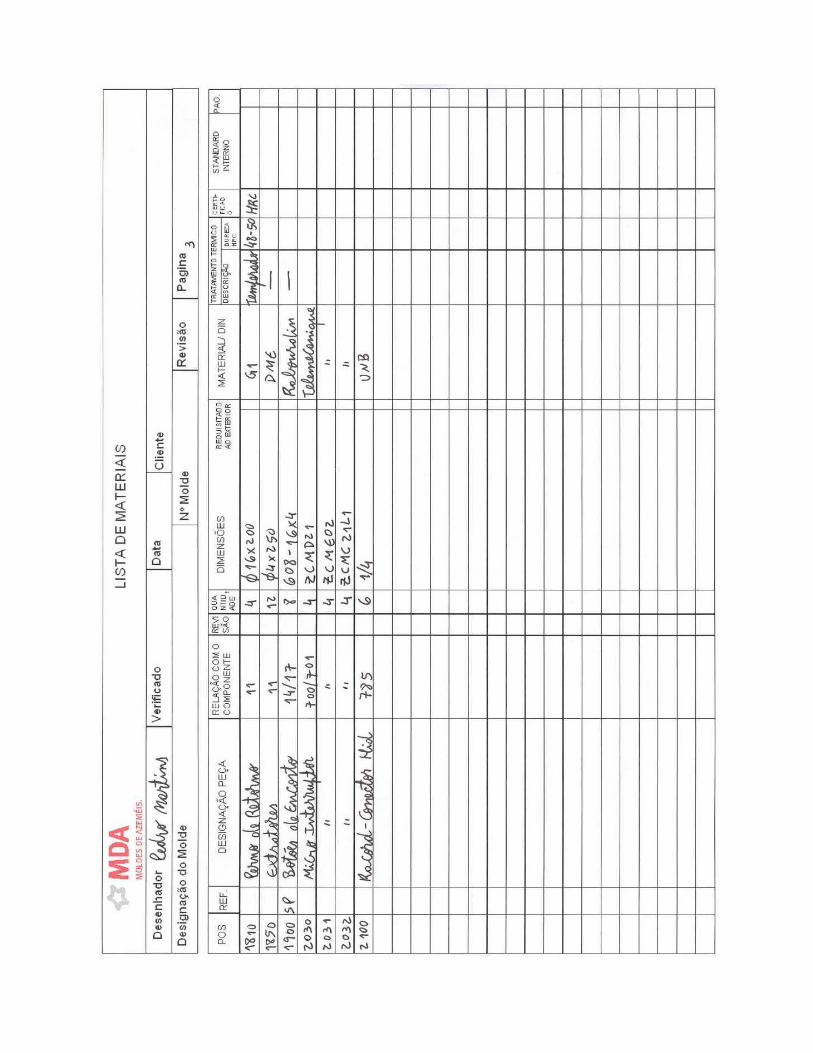
Todos os desenhos de molde incluem uma lista de material onde constam todos os componentes do molde. No caso de referências com códigos insuficientes para o número de componentes existentes o desenhador usa o alfabeto para as distinguir Na Lista de Material, os componentes standard devem ter mencionadas as referências de catálogo e a marca comercial respectiva. No caso dos extractores, o comprimento indicado deve ser o standard acima da cota nominal necessária. No campo Relação com o Componente deve ser identificado o componente associado. No campo Standard Interno da empresa deverá ser identificado o código interno do componente caso este não seja especificado pelo cliente. Em Anexo 4 encontra-se a lista de materiais do molde devidamente referenciada.
MDA – Moldes de Azeméis
_____________________________________________________________________ 38
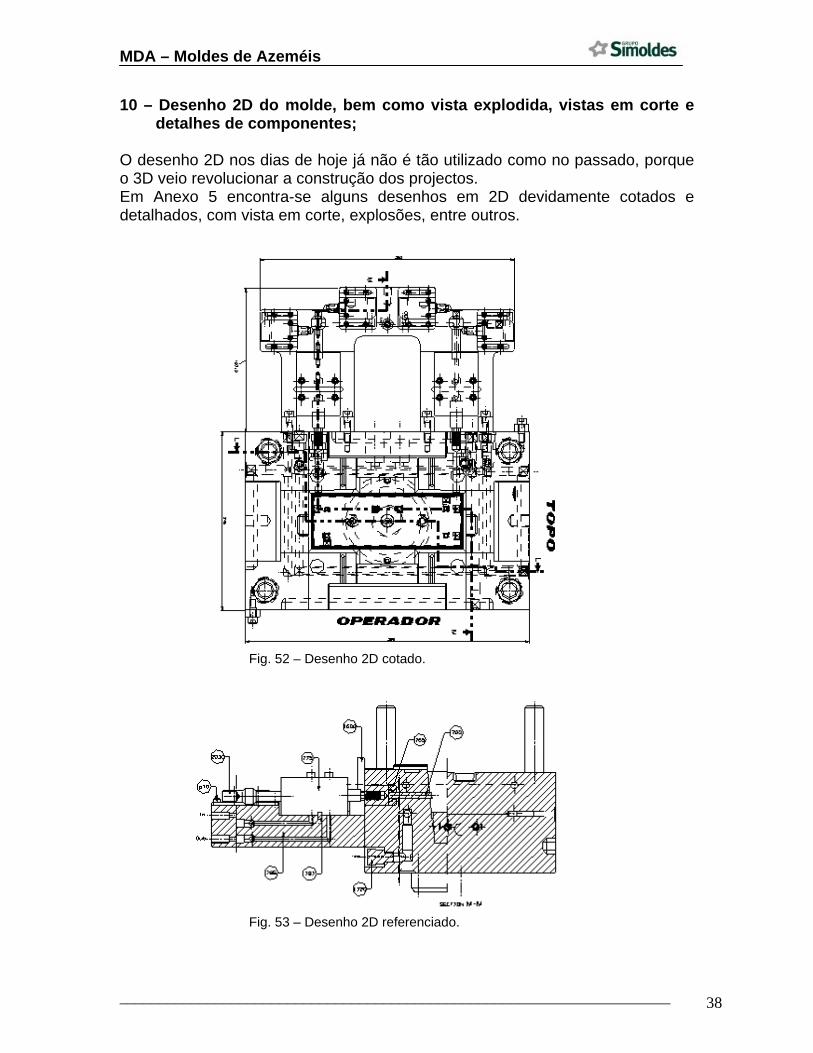
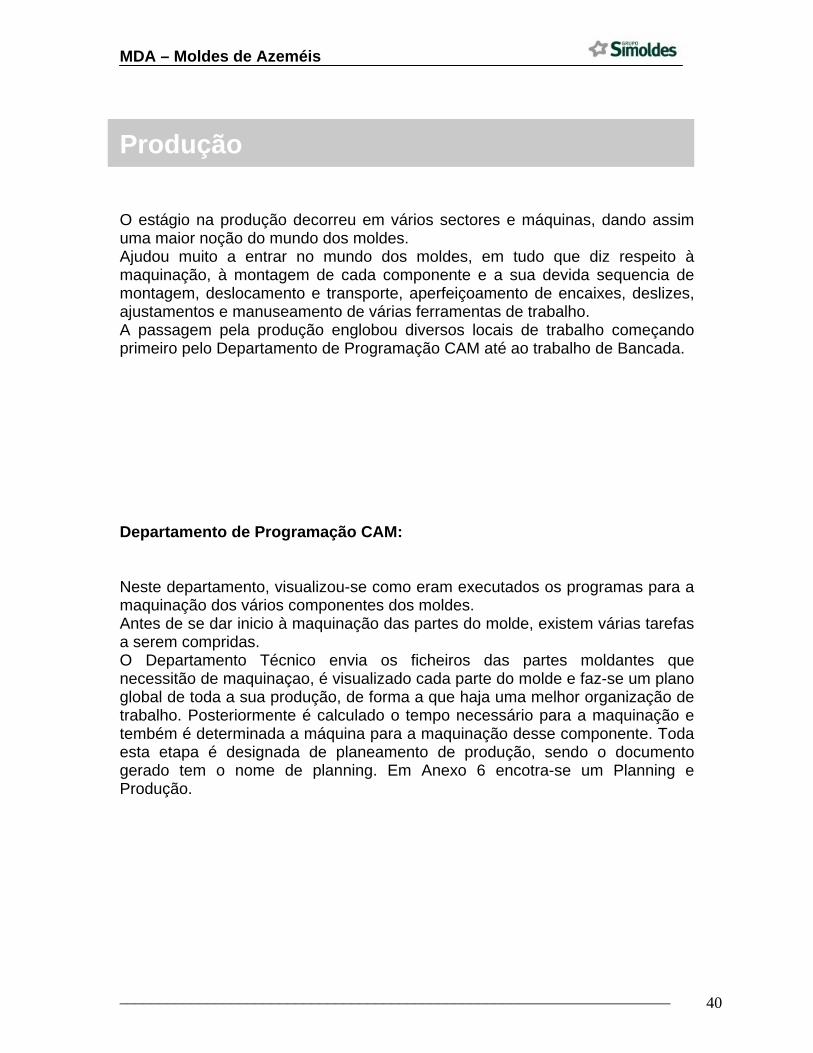
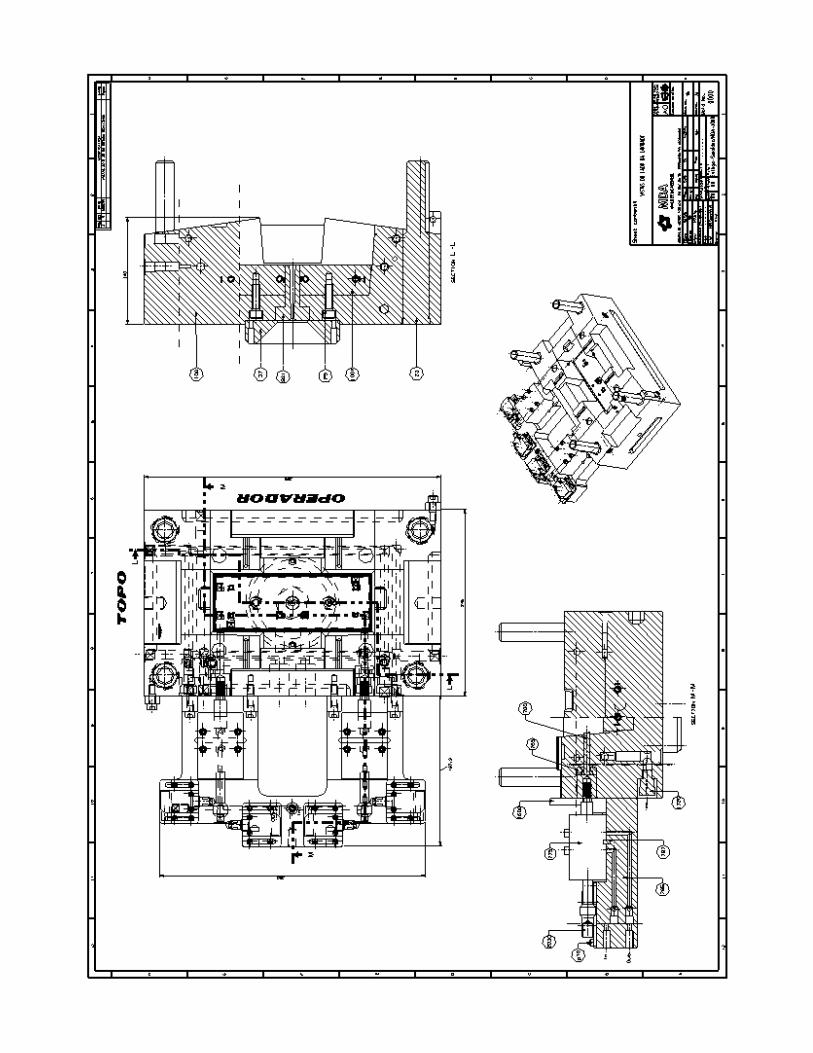
10 – Desenho 2D do molde, bem como vista explodida, vistas em corte e detalhes de componentes;
O desenho 2D nos dias de hoje já não é tão utilizado como no passado, porque o 3D veio revolucionar a construção dos projectos. Em Anexo 5 encontra-se alguns desenhos em 2D devidamente cotados e detalhados, com vista em corte, explosões, entre outros.
Fig. 53 – Desenho 2D referenciado.
Fig. 52 – Desenho 2D cotado.

MDA – Moldes de Azeméis
_____________________________________________________________________ 39
O projecto deste molde foi elaborado de acordo com as especificações e normas aprendidas durante a formação teórica e pratica do curso.
Fig. 54 – Molde na forma final.
MDA – Moldes de Azeméis
_____________________________________________________________________ 40
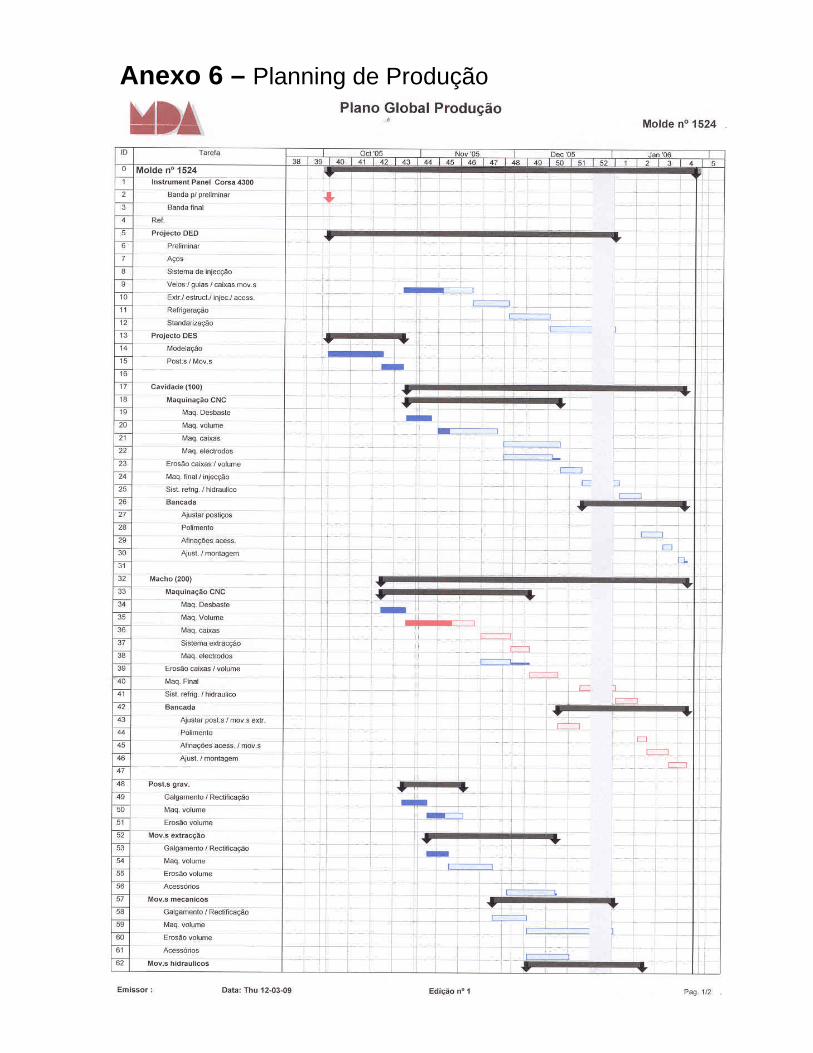
Produção O estágio na produção decorreu em vários sectores e máquinas, dando assim uma maior noção do mundo dos moldes. Ajudou muito a entrar no mundo dos moldes, em tudo que diz respeito à maquinação, à montagem de cada componente e a sua devida sequencia de montagem, deslocamento e transporte, aperfeiçoamento de encaixes, deslizes, ajustamentos e manuseamento de várias ferramentas de trabalho. A passagem pela produção englobou diversos locais de trabalho começando primeiro pelo Departamento de Programação CAM até ao trabalho de Bancada. Departamento de Programação CAM: Neste departamento, visualizou-se como eram executados os programas para a maquinação dos vários componentes dos moldes. Antes de se dar inicio à maquinação das partes do molde, existem várias tarefas a serem compridas. O Departamento Técnico envia os ficheiros das partes moldantes que necessitão de maquinaçao, é visualizado cada parte do molde e faz-se um plano global de toda a sua produção, de forma a que haja uma melhor organização de trabalho. Posteriormente é calculado o tempo necessário para a maquinação e tembém é determinada a máquina para a maquinação desse componente. Toda esta etapa é designada de planeamento de produção, sendo o documento gerado tem o nome de planning. Em Anexo 6 encotra-se um Planning e Produção.
MDA – Moldes de Azeméis
_____________________________________________________________________ 41
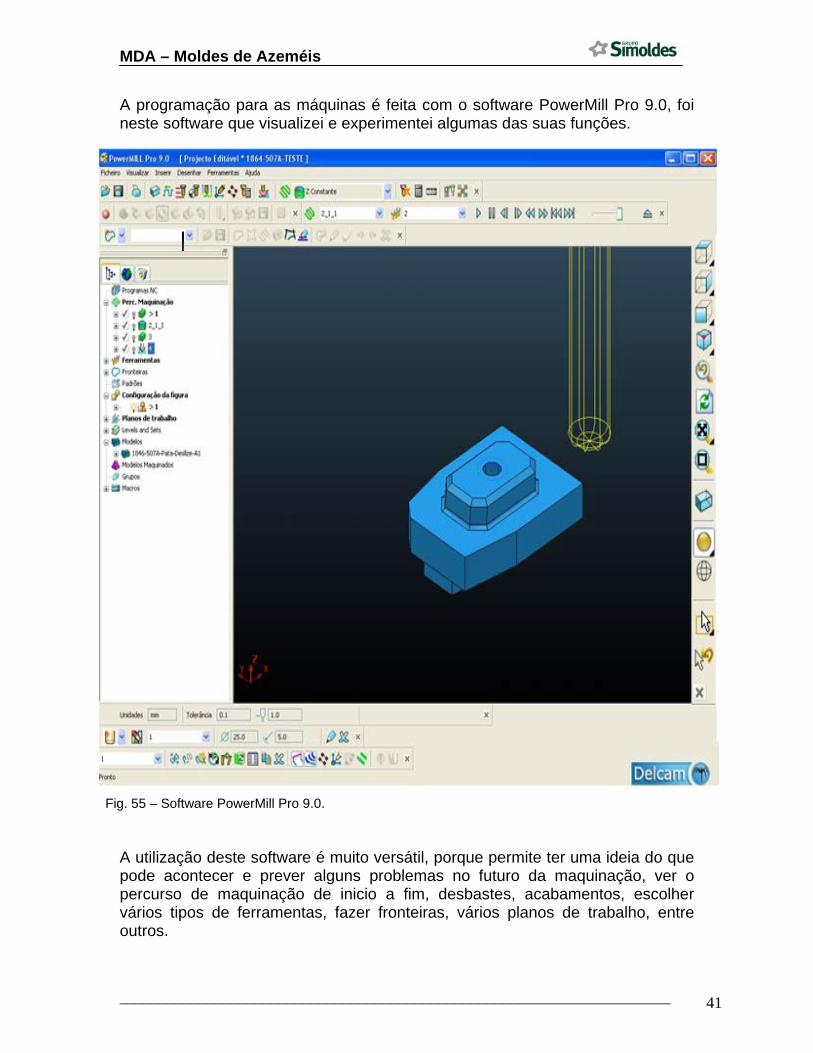
Fig. 55 – Software PowerMill Pro 9.0.
A programação para as máquinas é feita com o software PowerMill Pro 9.0, foi neste software que visualizei e experimentei algumas das suas funções. A utilização deste software é muito versátil, porque permite ter uma ideia do que pode acontecer e prever alguns problemas no futuro da maquinação, ver o percurso de maquinação de inicio a fim, desbastes, acabamentos, escolher vários tipos de ferramentas, fazer fronteiras, vários planos de trabalho, entre outros.
MDA – Moldes de Azeméis
_____________________________________________________________________ 42
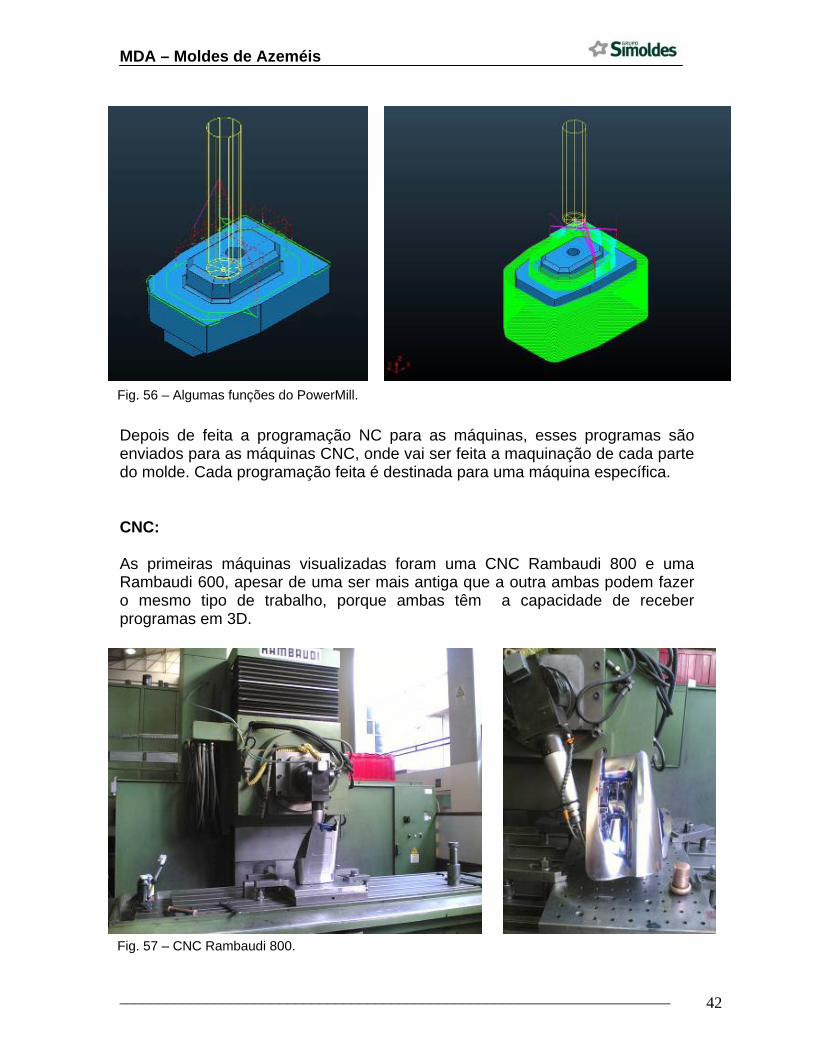
Fig. 56 – Algumas funções do PowerMill.
Fig. 57 – CNC Rambaudi 800.
Depois de feita a programação NC para as máquinas, esses programas são enviados para as máquinas CNC, onde vai ser feita a maquinação de cada parte do molde. Cada programação feita é destinada para uma máquina específica. CNC: As primeiras máquinas visualizadas foram uma CNC Rambaudi 800 e uma Rambaudi 600, apesar de uma ser mais antiga que a outra ambas podem fazer o mesmo tipo de trabalho, porque ambas têm a capacidade de receber programas em 3D.

MDA – Moldes de Azeméis
_____________________________________________________________________ 43
Fig. 58 – Comparador de exteriores.
Fig. 59 – Comparador de interiores.
Antes de dar inicio à fresagem, é fornecida ao operador uma folha com as devidas cotas da programação. Através dessas cotas verifica-se a posição da peça e compara-se com a posição XYZ da máquina. Na comparação de posições podem-se utilizar vários aparelhos de medição, tal como, os comparadores de exteriores e os comparadores de interiores. Após a comparação do bloco, faz-se o centramento da peça e escolhe-se a devida ferramenta para se dar início à maquinação.

MDA – Moldes de Azeméis
_____________________________________________________________________ 44
Fig. 60 – Algumas ferramentas para a CNC.
A escolha da ferramenta a utilizar-se é muito importante, cada ferramenta está destinada para vários tipos de funções.

MDA – Moldes de Azeméis
_____________________________________________________________________ 45
Fig. 61 – CNC Rambaudi 600 a fazer um desbaste.
Fig. 62 – CNC Rambaudi 600 a fazer um furo.
Depois de aplicada a ferramenta, dá-se inicio à maquinação. A primeira ferramenta a utilizar deverá ter o maior diâmetro possível, para se fazer um desbaste (maquinação em que o incremento de apara é maior). Depois do desbaste dá-se seguimento a um acabamento (maquinação em que o incremento de apara é menor), com uma ferramenta de diâmetro mais pequeno, para que o seu acabamento fique mais perfeito e com melhor apresentação. Para desbaste costuma-se utilizar fresas de diâmetro 52 raio 26 e para o acabamento diâmetro 16 raio 8. No acabamento existe a redução de raios, que consiste em diminuir o valor do raio da fresa até ao valor mínimo presente no modelo 3D. Estas máquinas também podem fazer furos simples e furos roscados.

MDA – Moldes de Azeméis
_____________________________________________________________________ 46
Fig. 63 – CNC RX 1250.
Fig. 64 – CNC RX 1250 com um riscador de mola.
Depois da visualização destas máquinas decorreu-se a visualização de mais máquinas, uma delas foi uma CNC RX 1250. Enquanto que as outras maquinas CNC trabalham nos eixos XYZ, esta trabalha só nos eixos YZ. Esta máquina recebe programas 2D, apesar de poder também desempenhar trabalhos 3D, caso lhe seja aplicada uma cabeça universal. Esta máquina faz furações para veios inclinados, extractores, caixas para placas de ajustamento, bicos de injecção, entre outros. Antes de se começar a fazer as furacões, é necessário marcar no aço o local exacto da furacão, para tal utiliza-se um riscador.

MDA – Moldes de Azeméis
_____________________________________________________________________ 47
Fig. 65 – Torno.
Fig. 66 – Algumas das ferramentas de trabalho no Torno (canhões).
Torno: No Torno Mecânico o operário excuta diversos tipos de trabalhos e peças de revolução. O funcionamento consiste em maquinar peças através do corte com uma ferramenta mais dura (normalmente aço rápido), esse corte é feito com a ferramenta de corte parada e a peça em rotação pelo própio eixo. Para facilitar a maquinação utiliza-se óleo de corte para evitar o aquecimento excessivo das ferramentas. As figuras seguintes demonstram o trabalho de um torno e algumas das suas ferramentas.
MDA – Moldes de Azeméis
_____________________________________________________________________ 48
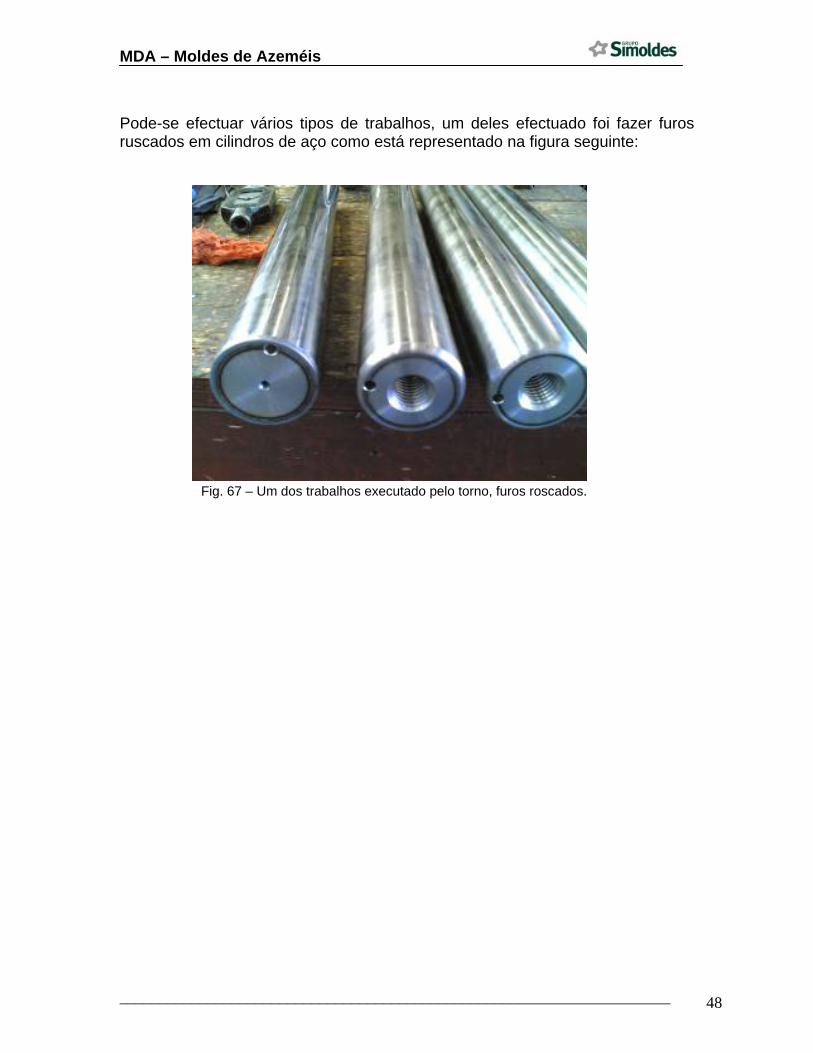
Fig. 67 – Um dos trabalhos executado pelo torno, furos roscados.
Pode-se efectuar vários tipos de trabalhos, um deles efectuado foi fazer furos ruscados em cilindros de aço como está representado na figura seguinte:

MDA – Moldes de Azeméis
_____________________________________________________________________ 49
Fig. 68 – Máquina de Erosão.
Fig. 69 – Órgãos de uma máquina de Erosão.
Erosão: A Erosão é um processo onde as máquinas são constituídas por vários órgãos tais como, o servo, óleo dieléctrico, gerador, sistema de circulação e filtragem do dieléctrico, peça e o eléctrodo. Estas máquinas desempenham todas a mesma função, a electroerosão. A electroerosão é um processo de remoção de metal através de descargas eléctricas, onde a acção conjunta da temperatura e da corrente eléctrica vão criando crateras com uma profundidade controlada. Este processo é feito para pequenos pormenores que na CNC não era possível de fazer, como por exemplo frisos e arestas.
MDA – Moldes de Azeméis
_____________________________________________________________________ 50
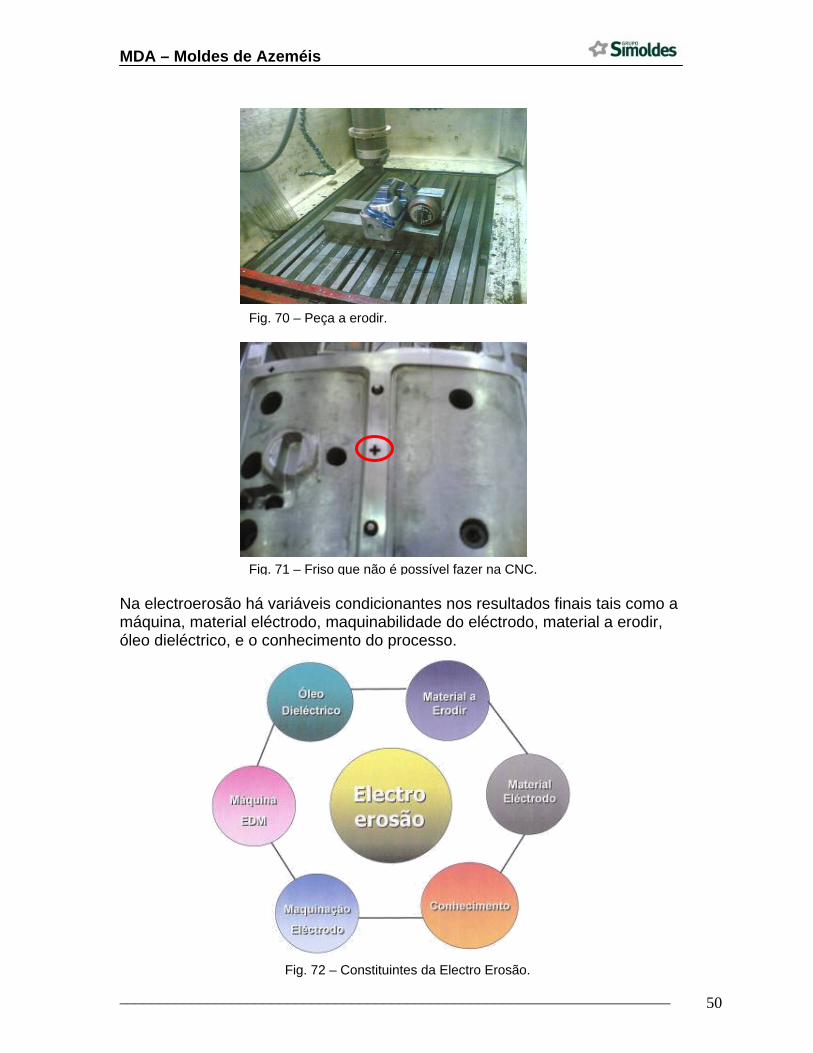
Fig. 70 – Peça a erodir.
Fig. 72 – Constituintes da Electro Erosão.
Na electroerosão há variáveis condicionantes nos resultados finais tais como a máquina, material eléctrodo, maquinabilidade do eléctrodo, material a erodir, óleo dieléctrico, e o conhecimento do processo.
Fig. 71 – Friso que não é possível fazer na CNC.

MDA – Moldes de Azeméis
_____________________________________________________________________ 51
Fig. 73 – Óleo dieléctrico.
O óleo dieléctrico é muito importante na erosão, serve para garantir isolamento eléctrico entre a peça e o eléctrodo, refrigerar a zona de erosão, a peça e o eléctrodo, realizar a limpeza e remover as partículas provenientes da erosão. As condições de erosão são permanentemente vigiadas e comparadas com os valores definidos pelo utilizador, de modo a manter constante o gap (espaço livre entre a peça e o eléctrodo) e os parâmetros de erosão. Se o gap cresce demasiado, então o motor do servo é accionado de modo a mover o eléctrodo mais próximo da peça. Se o gap for demasiado pequeno o servo desloca o eléctrodo para mais longe da peça.
MDA – Moldes de Azeméis
_____________________________________________________________________ 52
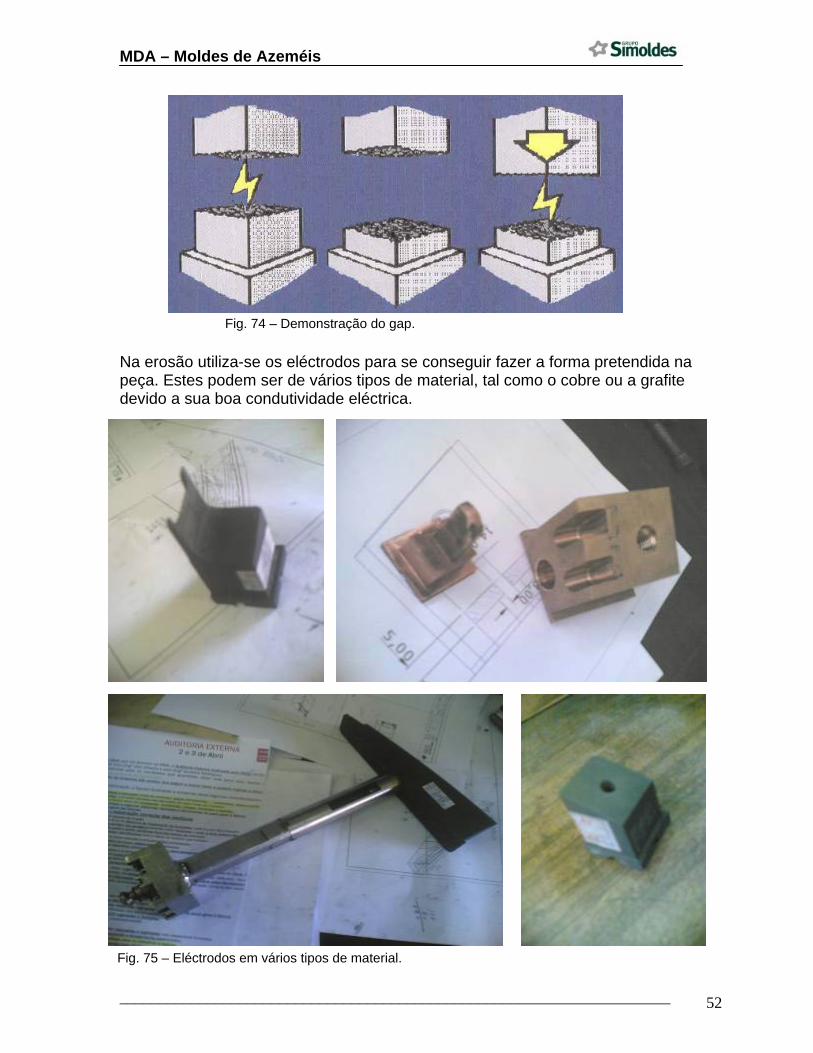
Fig. 74 – Demonstração do gap.
Fig. 75 – Eléctrodos em vários tipos de material.
Na erosão utiliza-se os eléctrodos para se conseguir fazer a forma pretendida na peça. Estes podem ser de vários tipos de material, tal como o cobre ou a grafite devido a sua boa condutividade eléctrica.

MDA – Moldes de Azeméis
_____________________________________________________________________ 53
Fig. 76 – Comparador de exteriores a comparar uma face.
Tal como nas CNC utiliza-se várias ferramentas com o mesmo objectivo, os comparadores de exteriores para comparar as faces, na figura seguinte demonstra uma dessas tarefas.

MDA – Moldes de Azeméis
_____________________________________________________________________ 54
Bancada: O estágio neste espaço decorreu durante duas semanas para acompanhar de perto algumas etapas e procedimentos adoptados para a construção, montagem e ajustes do molde. Inicialmente a bancada recebe o aço do molde totalmente maquinado (trabalho feito anteriormente pelas máquinas CNC). Juntamente, recebem os veios, postiços, corrediças, carrinhos, placas de ajustamento, de deslizamento e de pressão, olhais, sistema de injecção e todos os outros componentes necessários para montar completamente o molde. Com estes acessórios em mãos, inicialmente cabe a bancada proceder o ajuste dos postiços e dos movimentos, bem como afinar os veios, corrediças e carrinhos. Feito isso, é também da responsabilidade da bancada montar e desmontar o molde, realizar todo o processo para tapar e montar adequadamente os acessórios de água e óleo, ajustar o molde na prensa e se responsabilizar pela montagem de todos os equipamentos standards do molde.
Fig. 77 – Bancada.

MDA – Moldes de Azeméis
_____________________________________________________________________ 55
Inicialmente o chefe de secção deve chamar à atenção para o tipo de peça a moldar, quais as zonas visíveis e de ajustamento, bem como, no caso de haver, zonas de encaixe. O chefe de secção deve fazer a leitura explícita e simples dos desenhos de montagem, dando ênfase ao mecanismo de funcionamento, procurando destacar pormenores de importância para a sua montagem. De seguida deve ser dispensado o tempo necessário para o líder de montagem fazer os comentários que julgue oportunos e toma notas. No decorrer da produção de um molde há uma comunicação entre os vários sectores (sala de desenho, produção, metrologia, entre outros), o que é muito benéfico para que haja um bom trabalho de equipa e se possa resolver os problemas da melhor forma. Ajustamento: Antes de começar qualquer operação de ajustamento deve-se verificar se estão feitos todos os afastamentos na fase de maquinação. Estes afastamentos devem ser feitos de um só lado, cavidade ou macho. No desenho do componente deve estar determinada a área para ajustamento. Assim, o afastamento será realizado na operação de desbaste. Esta regra é indicada para moldes em que o plano de junta não seja plano. A sequência de ajustamento do molde completo deverá ser a seguinte:
• Ajustamento ao plano de junta; • Ajustamento com os elementos móveis; • Ajustamento das barras de travamento.
Fig. 78 – Cavidade com a peça plástica.

MDA – Moldes de Azeméis
_____________________________________________________________________ 56
Procedimento de ajuste dos postiços e movimentos: O postiço necessita sempre de ser ajustado na caixa aonde vai ser alojado pois, ao ser maquinado, este ainda não possui as dimensões estritamente correctas para promover um perfeito encaixe, sendo este o principal motivo pelo qual se deve ajustar aos poucos até se obter um encaixe perfeito. Procedimento de ajuste de postiços: O procedimento de ajuste de postiços consiste inicialmente em pintar o seu alojamento (superfície de ajustamento do postiço) com um produto de cor alaranjada denominado “ZARCÃO”.
Feito isso, deve-se encaixar o postiço e verificar a coloração deste. Caso esteja e muito marcado com zarcão (coloração muito escura), significa que está muito justo e que deve retirar um pouco de aço do postiço. A partir de então, repetir este processo até obter uma coloração suave e bem uniforme entre toda a superfície de ajustamento do postiço, obtendo assim um encaixe perfeito.
Fig. 79 – Postiços.
MDA – Moldes de Azeméis
_____________________________________________________________________ 57
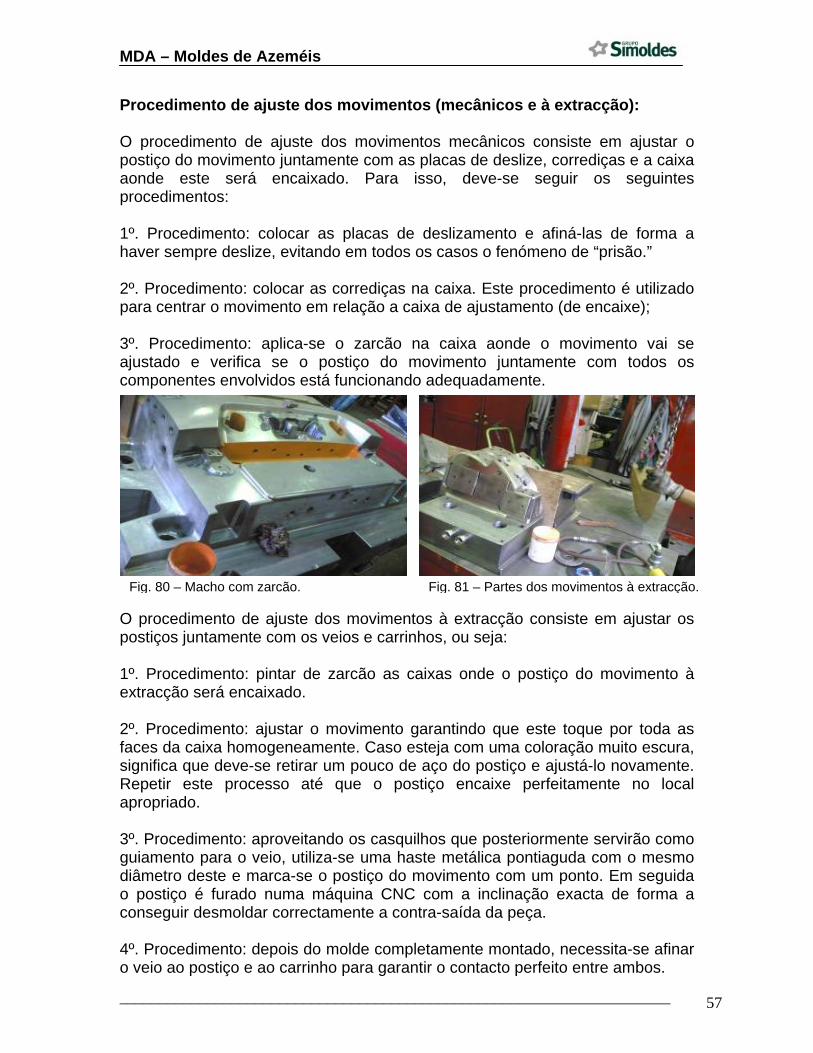
Procedimento de ajuste dos movimentos (mecânicos e à extracção): O procedimento de ajuste dos movimentos mecânicos consiste em ajustar o postiço do movimento juntamente com as placas de deslize, corrediças e a caixa aonde este será encaixado. Para isso, deve-se seguir os seguintes procedimentos: 1º. Procedimento: colocar as placas de deslizamento e afiná-las de forma a haver sempre deslize, evitando em todos os casos o fenómeno de “prisão.” 2º. Procedimento: colocar as corrediças na caixa. Este procedimento é utilizado para centrar o movimento em relação a caixa de ajustamento (de encaixe); 3º. Procedimento: aplica-se o zarcão na caixa aonde o movimento vai se ajustado e verifica se o postiço do movimento juntamente com todos os componentes envolvidos está funcionando adequadamente. O procedimento de ajuste dos movimentos à extracção consiste em ajustar os postiços juntamente com os veios e carrinhos, ou seja: 1º. Procedimento: pintar de zarcão as caixas onde o postiço do movimento à extracção será encaixado. 2º. Procedimento: ajustar o movimento garantindo que este toque por toda as faces da caixa homogeneamente. Caso esteja com uma coloração muito escura, significa que deve-se retirar um pouco de aço do postiço e ajustá-lo novamente. Repetir este processo até que o postiço encaixe perfeitamente no local apropriado. 3º. Procedimento: aproveitando os casquilhos que posteriormente servirão como guiamento para o veio, utiliza-se uma haste metálica pontiaguda com o mesmo diâmetro deste e marca-se o postiço do movimento com um ponto. Em seguida o postiço é furado numa máquina CNC com a inclinação exacta de forma a conseguir desmoldar correctamente a contra-saída da peça. 4º. Procedimento: depois do molde completamente montado, necessita-se afinar o veio ao postiço e ao carrinho para garantir o contacto perfeito entre ambos.
Fig. 80 – Macho com zarcão.
Fig. 81 – Partes dos movimentos à extracção.

MDA – Moldes de Azeméis
_____________________________________________________________________ 58
Todas as superfícies planas de ajustamento, no seguimento das zonas moldantes devem ser previamente polidas. Para isso, deve-se preparar a superfície que vai levar o zarcão, suavizado a zona que se considera acabada. O zarcão deve ser bem espalhado pela superfície para evitar “alturas” que irão induzir em erro. Após iniciar o trabalho de ajustamento, controlar o material a retirar. Em seguida, ter atenção ao lado que se deve cortar, visto que por vezes são do lado que facilita menos a maquinação, não havendo alternativa. Finalmente, antes de enviar a peça para a máquina, devem primeiro verificar todas as áreas para maquinar, por forma a evitar que a peça em questão tenha de voltar. Em que todas as operações de ajustamento do molde completo devem ser efectuadas em prensas de ajuste conforme as figuras seguintes:
Fig. 82 – Ajustamento de Postiços.
Fig. 83 – Ferramentas de trabalho.
Fig. 84 – Prensa com o molde fechado.

MDA – Moldes de Azeméis
_____________________________________________________________________ 59
Procedimento de ajuste do molde na prensa: Inicialmente deve-se utilizar algumas placas de aperto para segurar o molde à placa fixante da prensa. Em seguida, aplica-se o zarcão na superfície para verificar o ajustamento do molde. Posteriormente, este é fechado e nota-se que na maioria das vezes as primeiras regiões que se deve afinar são a placas de ajustamento ou travamento dos cones (placas que auxiliam o centramento do molde). Feito isto, é necessário rectificar gradualmente as placas de forma a garantir sempre o contacto com a zona de ajustamento e a linha de junta da peça. Havendo então o primeiro contacto com a linha de junta, sabemos de ante mão que esta superfície não se ajustará homogeneamente por todo o molde. Por isso, utiliza-se métodos e instrumentos como: rectificadores, pedras, limas, para retirar o aço excedente de forma a garantir um perfeito ajustamento desta superfície. Feito isso, passamos para a fase seguinte que consiste em ajustar a superfície de junta . O processo é basicamente o mesmo, ou seja, aplica-se o zarcão em toda a superfície de junta da peça, fecha-se o molde utilizando a prensa e em seguida verifica se a parte do molde pintada com o zarcão (parte do macho por exemplo) está a marcar muito ou pouco a outra parte (parte da cavidade). Caso esteja a marcar muito, significa que se deve ajustar mais o molde utilizando lixas, rectificadores, pedras, até atingir um aspecto uniforme em toda superfície de junta. O objectivo principal é garantir que todas as linhas de junta fiquem vedadas de forma que não haja material estranho na configuração ou design da peça.
Fig. 85 – Fase de visualização das marcas do zarcão.
Fig. 86 – Algumas zonas com zarcão marcado.

MDA – Moldes de Azeméis
_____________________________________________________________________ 60
Fases da prensa: 1 Fase – O operador manuseia a prensa de forma a colocar uma das partes do molde (parte do macho) na posição correcta de encaixe. 2 Fase – O operador, ao colocar a parte do macho na posição adequada, está pronto para deslocar a cavidade para a zona de fecho do molde. 3 Fase – A parte da cavidade é deslocada através de uma esteira da própria prensa até a zona de fecho do molde. 4 Fase – Estando o molde na posição correcta, inicia-se o processo de fecho do molde. Com o molde fechado aplica-se uma determinada pressão no aço. Após isso, o molde é aberto para se verificar o ajustamento.
Fig. 87 – Fases da Prensa.

MDA – Moldes de Azeméis
_____________________________________________________________________ 61
Gestão de Projecto Neste sector durante 1 semana, acompanhou-se o trabalho do gestor de projecto. O Gestor de Projecto comunica com todos os elementos da empresa e subcontratados (moldes de insuflação; desenvolvimento de peça e moldes de peças constituintes do controlo ar habitáculo; meios de controlo) durante a produção dos moldes / Projecto de início a fim. A qualidade das peças é um parâmetro muito importante, sendo assim há uma grande comunicação com o cliente para se controlar zonas da peça com qualidade. Ao analisar-se os aspectos da peça importantes, marca-se com marcador para se fazer as rectificações no molde.
Fig. 88 – Algumas das peças plásticas analisadas.
MDA – Moldes de Azeméis
_____________________________________________________________________ 62
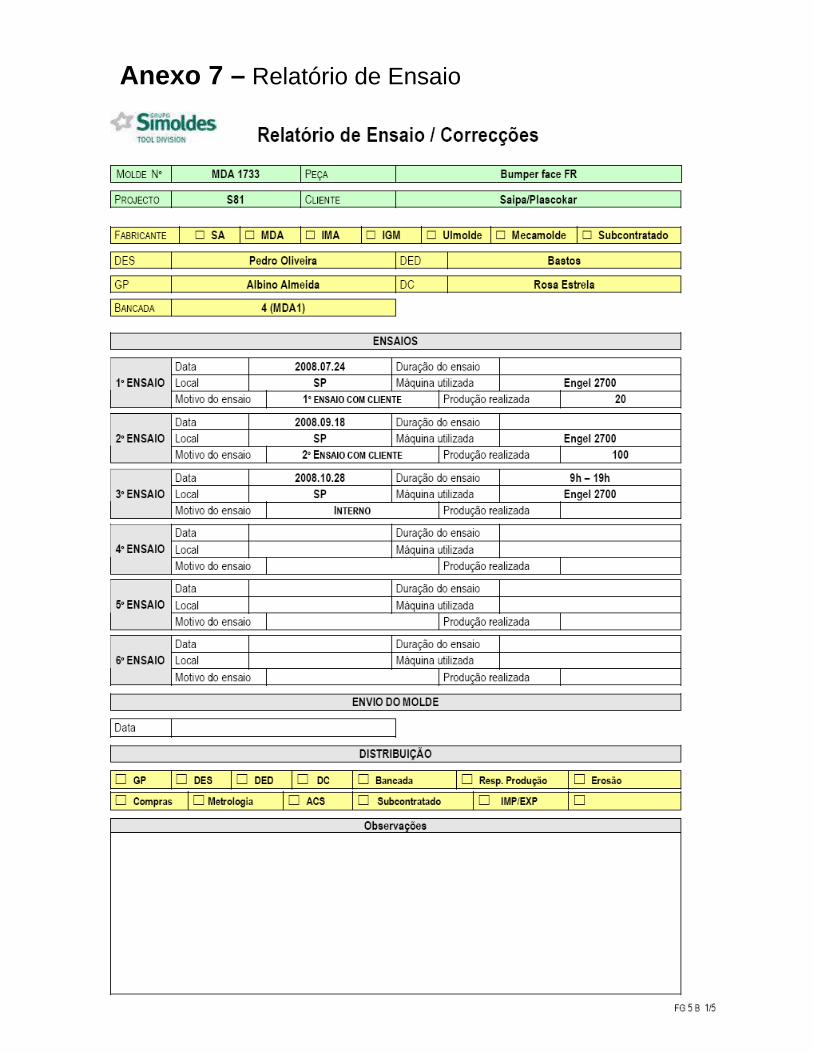
O Gestor é o responsável pela coordenação de acções estratégicas, tecnológicas e de controlo de qualidade dos projectos e processos de concepção, assim como gestão dos recursos materiais e humanos das equipas constituídas. É também responsável pelo controlo orçamental. Entre as suas funções destaca-se, também, o estudo das novas tecnologias e iniciativas de proposta de processos para o desenvolvimento de novos serviços. Cabe-lhe pôr em prática projectos em conjunto com as áreas técnicas e comerciais da empresa, analisar os desenhos dos projectos, disponibilizar e assegurar a entrada em funcionamento das soluções desenhadas através da realização de testes necessários. A sua função engloba também responsabilidades na concepção e acompanhamento de propostas, incluindo contratos que melhor satisfaçam as necessidades e objectivos de negócio da empresa. Este cargo é de grande responsabilidade, requer uma grande vasta quantidade de conhecimentos sobre os moldes. Com o Gestor de Projecto visitou-se várias empresas do Grupo Simoldes, tendo assim a disponibilidade de visualizar como funcionava a comunicação entre cada elemento da empresa, a forma como se organizavam e geriam os trabalhos. Houve a oportunidade de se assistir a um pequeno ensaio de um molde na empresa Simoldes Aços, em que recolherão informações da máquina de injecção, tais como temperaturas, forças de pressão, cursos, parâmetros de injecção, etc. No decorrer de cada ensaio é feito sempre um relatório de ensaio para que haja um controlo e uma melhor organização em vários aspectos. Em Anexo 7 encontra-se um Relatório de Ensaio. É muito importante recolher o máximo de informação, no que diz respeito a defeitos de peças, para que haja uma boa organização e se possa rapidamente relembrar os sítios onde se tem de trabalhar melhor os moldes.

MDA – Moldes de Azeméis
_____________________________________________________________________ 63
Fig. 89 - As três áreas de trabalho dentro da Metrologia.
Metrologia
Foi neste departamento que se deu a oportunidade de aprender o que é um laboratório de metrologia, quais são as funções exercidas e o objectivo da sua existência. A Metrologia é o departamento onde se procede à calibração dos equipamentos de medição, ou seja, onde se determinam e analisam os erros associados a cada equipamento. Neste departamento realiza-se também, controlo dimensional aos moldes (componentes e peças) em 1D, 2D e 3D, utilizando-se para isso, os mais variados equipamentos de medição com enorme precisão, nomeadamente máquinas tridimensionais, paquimetros digitais, comparadores, blocos padrão, entre outros. Na Metrologia da MDA está sedeado também a gestão de todo o sistema integrado da Qualidade/Ambiente/HST.

MDA – Moldes de Azeméis
_____________________________________________________________________ 64
Durante o estágio neste sector visualizei vários tipos de trabalhos a serem desempenhados em diferentes funções, sendo algumas delas as seguintes: Calibração: Na calibração é feito toda a gestão do equipamento de medição, desde a identificação, distribuição, calibração e reparação. A calibração é feita para determinar o erro do equipamento. Na MDA faz-se a calibração interna, nomeadamente de paquimetros, comparadores, sutas, entre outros e gerem a calibração externa dos equipamentos para os medir, o laboratório não está apto a faze-lo. A calibração é feita segundo procedimentos e normas internas que determinam o resultado final, podendo o equipamento ficar calibrado, calibrado com restrições ou fora de uso. A determinação desse resultado permite ao colaborador saber qual o erro a considerar nas medições efectuadas assim como, decidir sobre qual o equipamento a utilizar em cada medição tendo em consideração as tolerâncias associadas às cotas a medir. Há vários equipamentos de calibração sendo alguns deles as imagens seguintes apresentadas:
Fig. 91 - Paquímetro e suta.
Fig. 90 - Suportes.
Fig. 92 - Apalpador capacitivo para calibração de comparadores.
Fig. 93 - Graminho.
MDA – Moldes de Azeméis
_____________________________________________________________________ 65
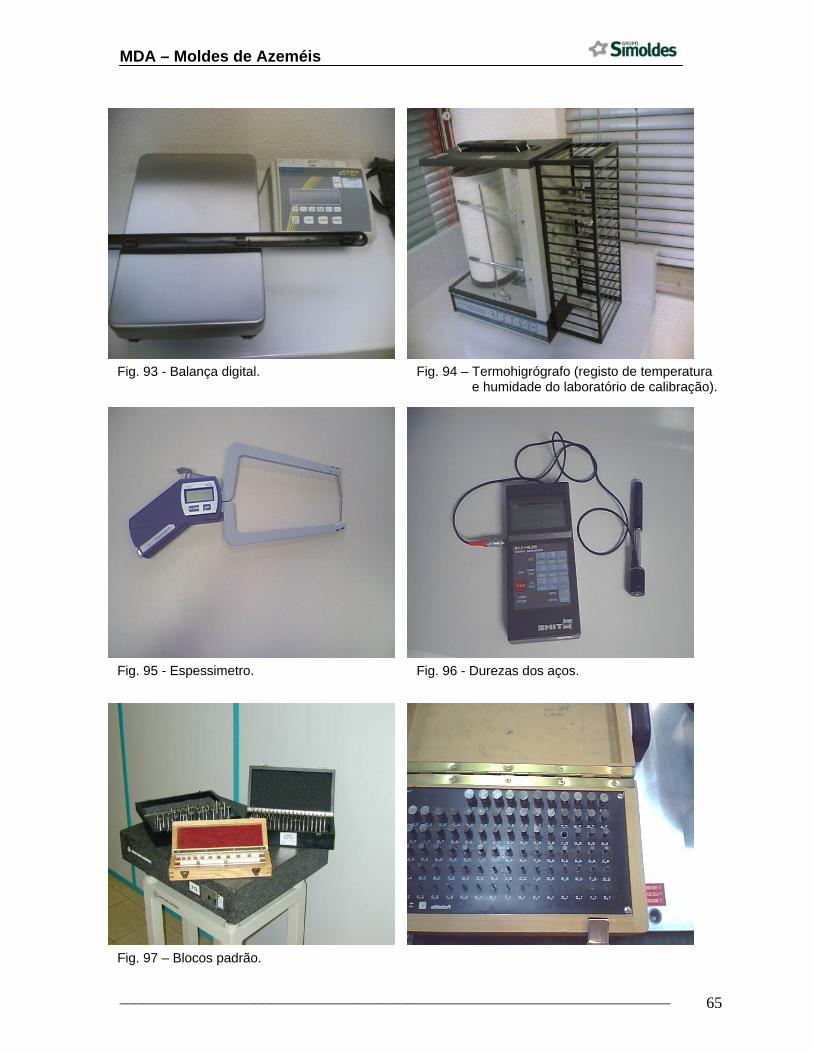
Fig. 97 – Blocos padrão.
Fig. 94 – Termohigrógrafo (registo de temperatura e humidade do laboratório de calibração).
Fig. 93 - Balança digital.
Fig. 95 - Espessimetro. Fig. 96 - Durezas dos aços.

MDA – Moldes de Azeméis
_____________________________________________________________________ 66
Fig. 98 - Software PC-Dmis.
Fig. 99 - Máquina MISTRAL 15.10.09.
Fig. 100 - Máquina ALPHA 20.33.15.
Controlo Tridimensional: Para executar o controlo tridimensional utiliza-se o software PC-Dmis e as máquinas Mistral e Alpha.

MDA – Moldes de Azeméis
_____________________________________________________________________ 67
Fig. 101 - Gabarit.
Fig. 102 - Pínula de um gabarit.
Fig. 103 - Pínula da parte do molde.
O controlo tridimensional pode ser efectuado em componentes dos moldes ou em peças plásticas. Para o controlo das peças plásticas, normalmente, é utilizado um gabarit, que permite simular a montagem/fixação da peça, na posição carro. O controlo dimensional dos moldes em 3D tem por base o alinhamento, o qual permite definir o sistema de eixos a utilizar bem como, a referenciação do componente em causa. A partir daqui é possível fazer qualquer medição 3D. O alinhamento faz-se a partir de um plano e uma linha. A referenciação é feita habitualmente, com a ajuda de uma pínula que define a referência “X”, “Y” e “Z”.

MDA – Moldes de Azeméis
_____________________________________________________________________ 68
Gestão de Sistemas:
Na Metrologia da MDA desenvolve-se também, a gestão de sistemas. Nesta área procedeu-se: À elaboração e distribuição documental; Análises estatísticas de dados (não conformidade do produto, satisfação dos clientes, desempenho dos fornecedores, entre outros); A auditorias internas Qualidade/Ambiente; A tratamento/acompanhamento de não conformidades do sistema; A tratamento de relatórios de acção; A controlo operacional (tratamento de produtos químicos, regras de separação e tratamento de resíduos, as regras de actuação em caso de emergência – derrames e incêndios); A controlo de legislação ambiental; À gestão de resíduos; À comunicação (várias sensibilizações, análise de sugestões, acompanhamento junto de colaboradores, reuniões de integração.
Dentro das várias actividades nesta área tive a oportunidade de participar numa campanha de sensibilização para a separação de resíduos, como a elaboração de três cartazes.
MDA – Moldes de Azeméis
_____________________________________________________________________ 69
Conclusão O estágio realizado na empresa Moldes de Azeméis do Grupo Simoldes, teve como ponto fundamental envolver-me principalmente na área dos moldes para injecção de termoplásticos. Para que todos os objectivos pudessem ser alcançados de forma significativa e completa, foi necessário adquirir um amplo conhecimento de todos os sectores e departamentos da empresa. Então, partindo deste princípio e, com a ajuda e acompanhamento por parte de alguns trabalhadores da empresa, foi possível fazer este estágio com sucesso. Portanto, os objectivos estipulados no início do estágio foram alcançados com êxito, destacando não apenas o conhecimento tecnologicamente adquirido, mas também o facto de estar integrado e ter adquirido a capacidade de trabalhar em grupo. Quero então agradecer a oportunidade concedida por poder estagiar numa empresa de renome que lida directamente com a indústria automóvel (um sector do qual a exigência de mercado se torna cada vez mais competitiva) pois é um ramo que sempre me cativou. Considero que vivi uma experiência boa na minha vida e muito enriquecedora em conhecimentos, que expandiu de forma bastante significativa nas minhas competências e capacidades técnicas e profissionais.

MDA – Moldes de Azeméis
_____________________________________________________________________ 70
Bibliografia
[1] Material de apoio da disciplina de Projecto Final [2] Caderno Técnico do Grupo Simoldes [3] Livro – Formação em Tecnologia e Projecto de Moldes – Cenfim
Anexos
Anexos
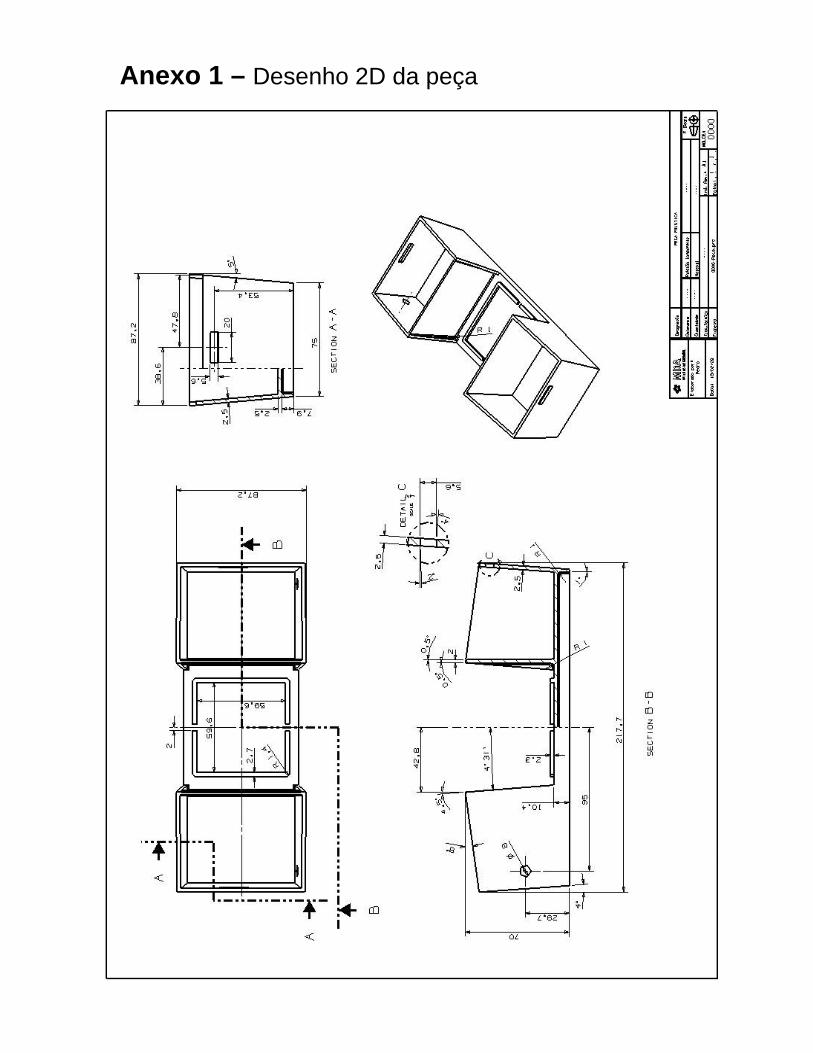
Anexo 1 – Desenho 2D da peça

Anexo 2 – Temperaturas de transformação e contracções da maior parte dos plásticos comuns transformados por injecção.

Anexo 3 – Tabela com códigos de cores.

Anexo 4 – Lista de material
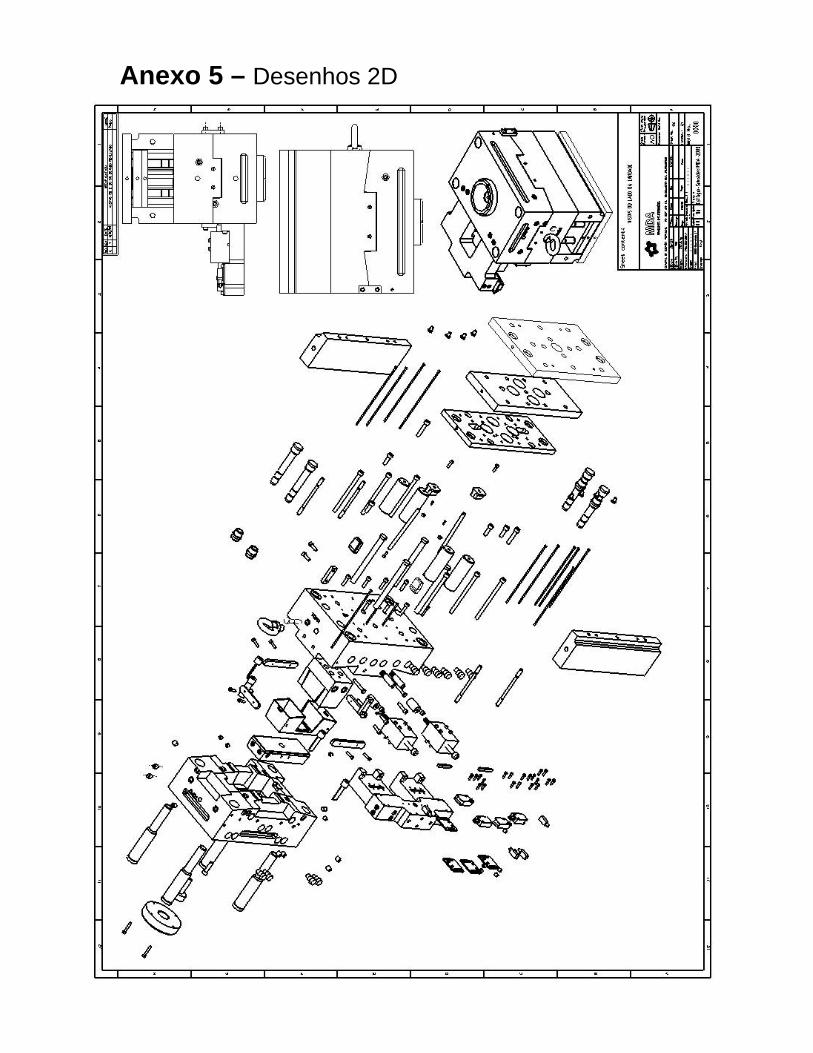
Anexo 5 – Desenhos 2D


Anexo 6 – Planning de Produção

Anexo 7 – Relatório de Ensaio
