projeto de graduaÇÃo ii -...
TRANSCRIPT

UNIVERSIDADE FEDERAL FLUMINENSE TCE - Escola de Engenharia TEM - Departamento de Engenharia Mecânica
PROJETO DE GRADUAÇÃO II
Título do Projeto:
ANÁLISE DE TENSÕES RESIDUAIS POR RUÍDO MAGNÉTICO BARKHAUSEN E DIFRAÇÃO DE
RAIOS-X EM AÇO API 5L X70 COM DIFERENTES CARREGAMENTOS
Autor:
NATASHA CHRISTINNE BOECHAT CORREIA
Orientador:
PROFª. DRª. MARIA DA PENHA CINDRA FONSECA
29 de julho de 2016

NATASHA CHRISTINNE BOECHAT CORREIA
ANÁLISE DE TENSÕES RESIDUAIS POR RUÍDO MAGNÉTICO BARKHAUSEN E DIFRAÇÃO DE RAIOS-X EM
AÇO API 5L X70 COM DIFERENTES CARREGAMENTOS
Trabalho de Conclusão de Curso apresentado ao Curso de Engenharia Mecânica da Universidade Federal Fluminense, como requisito parcial para obtenção do grau de Engenheiro Mecânico.
Orientador: Profª. Dr.ª MARIA DA PENHA CINDRA FONSECA
Niterói 2016

Ficha Catalográfica elaborada pela Biblioteca da Escola de Engenharia e Instituto de Computação da UFF
C824 Correia, Natasha Christinne Boechat
Análise de tensões residuais por ruído magnético Barkhausen e
difração de raios-X em aço API 5L X70 com diferentes
carregamentos / Natasha Christinne Boechat Correia. – Niterói, RJ :
[s.n.], 2016.
72 f.
Trabalho (Conclusão de Curso) – Departamento de Engenharia
Mecânica, Universidade Federal Fluminense, 2016.
Orientador: Maria da Penha Cindra Fonseca.
1. Aço de alta resistência e baixa liga. 2. Tensão residual. 3.
Difração de raios X. I. Título.
CDD 669.142



DEDICATÓRIA
Dedico este trabalho aos meus pais, Dilson e Rose, que me apoiaram
incondicionalmente em todos os momentos difíceis de minha vida. E a minha amada avó,
Rosa Anselme Boechat, que deixou saudades eternas.

AGRADECIMENTOS
Agradeço em primeiro lugar a Deus, que me deu forças para superar todos os
desafios encontrados em minha vida.
Aos meus pais, as minhas irmãs, Stéphanie e Kathleen, e aos meus amigos, Carla,
João e Marcelo, pelo carinho e incentivo ao longo da minha graduação.
À minha professora, Maria Cindra, pelas experiências vivenciadas em seu
laboratório, pelos ensinamentos passados e pela orientação que permitiram a elaboração deste
trabalho.
Ao aluno de iniciação científica do LAT, Mateus Campos Martins, pelo auxílio
prestado durante a realização do trabalho.
Ao engenheiro da Marinha, Amilton de Sousa Lins Junior, e o técnico do LTM,
Alex, pela confecção dos corpos de prova utilizados neste trabalho.
À equipe do LABMETT, em particular ao professor Juan Manuel Pardal e aos alunos
Felipe e Daniel, que auxiliaram na realização do tratamento térmico de alívio de tensões.
Aos engenheiros, Joanes Silva Dias e Rodrigo Felix, e ao técnico Carlos do CBPF
que proporcionaram a realização do tratamento de shot peening.
Aos professores do Cefet, Tatiane Chuvas e Luís Felipe Souza, por terem realizado
gentilmente os ensaios de tração para este trabalho.

RESUMO
A construção de tubulações de grandes diâmetros para transporte de petróleo e gás
impulsionou o desenvolvimento de materiais com elevada resistência mecânica e tenacidade,
denominados aços de alta resistência e baixa liga, em especial os da classe API de graus mais
elevados. Neste trabalho foram analisadas as tensões residuais em amostras de aço API 5L
X70 utilizando as técnicas do ruído magnético Barkhausen (RMB) e da difração de raios-X.
As tensões residuais foram analisadas em corpos de prova de tração com diferentes
tratamentos, submetidos a dois níveis de carregamento. Os resultados mostraram que com as
deformações sofridas, na amostra submetida ao tratamento de shot peening as tensões
compressivas da ordem de -440 MPa se tornaram ainda mais compressivas, enquanto que na
condição como recebido as tensões trativas se tornaram mais elevadas. As tensões residuais
de baixa magnitude das amostras submetidas ao tratamento térmico de alívio de tensões não
tiveram alteração significativa com os níveis de carregamento aplicados. As análises por
RMB foram comparadas com as obtidas por difração de raios-X, sendo que 20% dos
resultados estão coerentes com a literatura.
Palavras-Chave: Aço API 5L X70, tensões residuais, difração de raios-X, Ruído magnético
Barkhausen.

ABSTRACT
The construction of large diameter pipelines for oil and gas transportation promoted the
development of high strength and toughness materials, called high-strength low alloy steels,
especially the API class higher grades. This work analyzed the residual stresses in samples of
API 5L X70 steel, using the magnetic Barkhausen noise (MBN) technique and X-ray
diffraction. Residual stresses were analyzed in tensile test specimens with different
treatments, subject to two levels of loading. The results showed that with the deformations in
the sample subjected to the shot peening treatment, the compressive stress that were close to -
440 MPa became even more compressive, whereas in the as received condition the tensile
stresses become higher. Residual stresses of low magnitude of the samples subjected to heat
treatment stress relieving did not present any significant change with the applied levels of
loading. The MBN analysis were compared with the X-ray diffraction results and 20% of
them were consistent with the literature.
Key-Words: API 5L X70 steel, residual stresses, X-ray diffraction, magnetic Barkhausen
noise.

LISTA DE SÍMBOLOS
R Tensões residuais
S Tensões de serviço
n Número inteiro conhecido por ordem de difração
Comprimento de onda
d Distância interplanar
Ângulo de interferência construtiva
d Variação da distância interplanar
2 Variação do ângulo de difração
Tensão
F Força
A Área
Deformação
E Módulo de elasticidade do material
Coeficiente de Poisson Ângulo azimutal Ângulo polar
, Deformação na direção ( , )
Tensão superficial
0d Distância interplanar no estado sem tensão no material
,d Distância interplanar no estado com tensão no material
0 Ângulo de difração no estado sem tensão no material
, Ângulo de difração no estado com tensão no material
RMB Ruído Magnético Barkhausen
RMS Root Mean Square
iV Voltagem medida em um determinado instante
LE Tensão limite de escoamento
LR Tensão limite de resistência

LISTA DE ILUSTRAÇÕES
Figura 2.1 – Propriedades mecânicas requeridas e processo de fabricação de tubulações de aço de acordo com a norma API 5L. Fonte: Reip et al (2006), modificado. ___________________________________________ 16 Figura 2.2 – Microestrutura do aço API 5L X70. Fonte: Kumar et al (2013). __________________________ 18 O estado total de tensões residuais em um determinado ponto do material é caracterizado pela superposição das residuais dos Tipos I, II e III, conforme ilustrado na Figura 2.3. ____________________________________ 20 Figura 2.3 – Superposição das tensões residuais dos Tipos I, II e III em uma liga de Ni. Fonte: Withers & Bhadeshia (2001). ________________________________________________________________________ 21 Figura 2.4 – Origens das tensões residuais. Fonte: Withers & Bhadeshia (2001), modificado. ____________ 22 Figura 2.5 – Superposição das tensões residuais e de serviço. Fonte: Lu (2002). _______________________ 23 Figura 2.6 – Desenho esquemático do espalhamento dos feixes de raios-X segundo a lei de Bragg. ________ 25 Figura 2.7 – Sistema de coordenadas polares. Fonte: Prevéy (1986). ________________________________ 27 Figura 2.8 – Estado de tensão do material em função do declive da curva 2 vs. 2sen . Fonte: Cindra Fonseca (2000). __________________________________________________________________________ 29 Figura 2.9 – Domínios em um material ferromagnético; a) representação esquemática; b) variação gradual através da parede do domínio. Fonte: Callister (2001), modificado. _________________________________ 30 Figura 2.10 – Curva de magnetização inicial. Fonte: Serrão (2014). ________________________________ 31 Figura 2.11 – Ruído magnético Barkhausen na curva de histerese. Fonte: Wang et al (2013), modificado. ___ 32 Figura 2.12 – Laço de histerese magnética. Fonte: Callister (2001), modificado. _______________________ 33 Figura 2.13 – Direções de magnetização fácil, média e difícil; a) do ferro; b) do níquel. Fonte: Cullity & Graham (2009). __________________________________________________________________________ 34 Figura 2.14 – a) Experimento original de Barkhausen; b) mostrando os saltos de voltagem registrados pela bobina; c) devido a um processo descontínuo. Fonte: Cullity & Graham (2009), modificado. _____________ 35 Figura 2.15 – RMB; a) Equipamentos para ensaio; b) sinais de resposta típicos. Fonte: Serrão (2014). _____ 36 Figura 2.16 – RMB no laço de histerese magnética associado. Fonte: Morgan (2013). __________________ 36 Figura 2.17 – Alinhamento dos domínios magnéticos; a) devido à tração; b) devido à compressão. Fonte: Serrão (2014). ___________________________________________________________________________ 37 Figura 2.18 – Efeitos das tensões residuais no desempenho dos materiais. Fonte: Lu (2002), modificado. ___ 39 Figura 2.19 – Tensões geradas pelo tratamento de shot peening. Fonte: Meo & Vignjevic (2003), modificado. 41 Figura 3.1 – Desenho dos corpos de prova de tração. ____________________________________________ 43 Figura 3.2 – Corpos de prova confeccionados. _________________________________________________ 43 Figura 3.3 – Forno tubular com atmosfera de argônio. ___________________________________________ 44 Figura 3.4 – Analisador de tensões X-Stress3000. _______________________________________________ 45 Figura 3.5 – Direção de medição das tensões residuais. __________________________________________ 45 Figura 3.6 – Equipamento Rollscan 200-1._____________________________________________________ 46 Figura 3.7 – Sonda magnética do equipamento Rollscan 200-1. ____________________________________ 46 Figura 3.8 – Direção de medição do RMB. _____________________________________________________ 47 Figura 3.9 – Direção de medição do RMB; a) longitudinal; b) transversal. ___________________________ 47 Figura 3.10 – Ciclo de carga e descarga do carregamento 1, referente a 80% LE . ____________________ 49
Figura 3.11 – Ciclo de carga e descarga do carregamento 2, referente a 90% LE . ____________________ 49 Figura 4.1 – Tensões residuais na condição como recebido. _______________________________________ 51 Figura 4.2 – Tensões residuais após os tratamentos térmicos de alívio de tensões e do shot peening. _______ 51 Figura 4.3 – Tensões residuais após o carregamento com 80% LE . ________________________________ 53
Figura 4.4 – Tensões residuais após o carregamento com 90% LE . ________________________________ 53 Figura 4.5 – Tensões residuais dos corpos de prova que receberam o tratamento térmico de alívio de tensões; a) 2A; b) 2B. ______________________________________________________________________________ 54 Figura 4.6 – Tensões residuais dos corpos de prova que receberam o tratamento térmico de alívio de tensões; a) 3A; b) 3B. ______________________________________________________________________________ 55 Figura 4.7 – Tensões residuais dos corpos de prova que receberam o tratamento de shot peening; a) 4A; b) 4B. _______________________________________________________________________________________ 56 Figura 4.8 – RMB na condição como recebido. _________________________________________________ 58 Figura 4.9 – RMB após os tratamentos térmicos de alívio de tensões e do shot peening. _________________ 58 Figura 4.10 – RMB após carregamento com 80% LE . __________________________________________ 60

Figura 4.11 – RMB após o carregamento com 90% LE . _________________________________________ 60 Figura 4.12 – RMB dos corpos de prova que receberam o tratamento térmico de alívio de tensões; a) 2A; b) 2B. _______________________________________________________________________________________ 61 Figura 4.13 – RMB dos corpos de prova que receberam o tratamento térmico de alívio de tensões; a) 3A; b) 3B. _______________________________________________________________________________________ 62 Figura 4.14 – RMB dos corpos de prova que receberam o tratamento de shot peening; a) 4A; b) 4B. _______ 63 Figura 4.15 – Comportamento das tensões residuais e do RMB no cp 1A na direção transversal. __________ 64 Figura 4.16 – Comportamento das tensões residuais e do RMB no cp 3B na direção longitudinal. _________ 65 Figura 4.17 – Comportamento das tensões residuais e do RMB no cp 4A na direção transversal. __________ 66

LISTA DE TABELAS
Tabela 3.1: Composição química do aço API 5L X70 (% em peso). __________________________________ 42 Tabela 3.2: Propriedades mecânicas do aço API 5L X70. _________________________________________ 42 Tabela 3.3: Taxas de carga e descarga durante os carregamentos. __________________________________ 48 Tabela 4.1: Tensões residuais nas condições como recebido e após os tratamentos. _____________________ 50 Tabela 4.2: Tensões residuais após os carregamentos trativos. _____________________________________ 52 Tabela 4.3: Ruído Magnético Barkhausen nas condições como recebido e após os tratamentos. ___________ 57 Tabela 4.4: RMB após os carregamentos trativos. _______________________________________________ 59

SUMÁRIO
1 INTRODUÇÃO 14
2 REVISÃO BIBLIOGRÁFICA 15 2.1 AÇOS DE ALTA RESISTÊNCIA E BAIXA LIGA 15 2.1.1 AÇO API 5L X70 17 2.2 TENSÕES RESIDUAIS 19 2.2.1 TENSOMETRIA POR DIFRAÇÃO DE RAIOS-X 25 2.2.2 TÉCNICA DO RUÍDO MAGNÉTICO BARKHAUSEN 29 2.3 INFLUÊNCIA DAS TENSÕES RESIDUAIS NAS PROPRIEDADES MECÂNICAS DOS MATERIAIS 38 2.3.1 TRATAMENTO DE SHOT PEENING 40
3 MATERIAIS E MÉTODOS 42 3.1 MATERIAL 42 3.2 PREPARAÇÃO DAS AMOSTRAS 42 3.3 ANÁLISE DAS TENSÕES RESIDUAIS 44 3.3.1 TENSOMETRIA POR DIFRAÇÃO DE RAIOS-X 45 3.3.2 RUÍDO MAGNÉTICO BARKHAUSEN 46 3.4 ENSAIOS DE TRAÇÃO 48
4 RESULTADOS E DISCUSSÃO 50 4.1 TENSÕES RESIDUAIS 50 4.2 RUÍDO MAGNÉTICO BARKHAUSEN 57
5 CONCLUSÕES 67
6 SUGESTÕES PARA TRABALHOS FUTUROS 68
7 REFERÊNCIAS BIBLIOGRÁFICAS 69

14 1 INTRODUÇÃO
A necessidade constante por materiais com elevada resistência mecânica e tenacidade
para construção de gasodutos e oleodutos impulsionaram o desenvolvimento dos aços de alta
resistência e baixa liga (ARBL), em especial os da classe API de graus mais elevados. No
início da década de 80, o aço API 5L X70 tornou-se padrão mundial para a fabricação de
tubulações responsáveis pelo transporte de petróleo e seus derivados. Apesar de atualmente
existirem chapas de aço com graus superiores a X100, o aço X70 ainda é muito utilizado para
a construção de dutos em função de suas propriedades mecânicas.
A presença de tensões residuais nas tubulações de oleodutos e gasodutos pode ser um
problema, visto que, sob ação externa, as tensões residuais podem se somar às tensões de
serviço, causando ruptura inesperada e prematura da tubulação. Assim sendo, o conhecimento
da magnitude e natureza das tensões residuais presente nas estruturas e tubulações é de suma
importância, uma vez que elas são geradas em todas as etapas do processo, desde a fabricação
dos tubos até a montagem dos dutos. As tensões residuais podem ter efeitos benéficos ou
prejudiciais ao componente, dependendo da natureza, magnitude e distribuição das mesmas.
Em geral, as tensões trativas têm um efeito nocivo, enquanto que as tensões compressivas
aumentam a vida em fadiga do componente.
Neste contexto, o presente trabalho tem como objetivo a análise das tensões residuais
em amostras de aço ARBL, API 5L X70, utilizando as técnicas do ruído magnético
Barkhausen e da tensometria por difração de raios-X. As tensões residuais foram analisadas
em corpos de prova de tração com diferentes tratamentos, submetidos a dois níveis de
carregamento.

15 2 REVISÃO BIBLIOGRÁFICA
2.1 AÇOS DE ALTA RESISTÊNCIA E BAIXA LIGA
Os aços de Alta Resistência e Baixa Liga (ARBL), também denominados como aços
microligados, foram desenvolvidos para proporcionar melhores propriedades mecânicas e
maior resistência à corrosão atmosférica quando comparados aos aços carbono convencionais
(Davis, 2001). Esses aços possuem em sua composição química baixo teor de carbono, entre
0,05 e 0,25%; manganês em até 2,0%; além de pequenas quantidades de elementos de liga
como cromo, níquel, molibdênio, cobre, nitrogênio, vanádio, nióbio, titânio e zircônio (Davis,
2001).
A composição química do aço ARBL varia de modo a atender aos requisitos de
propriedades mecânicas necessárias para o aço em questão. Esses materiais possuem baixo
teor de carbono, gerando assim uma melhora na soldabilidade do material, além de
apresentarem características de elevadas resistência mecânica, tenacidade e resistência à
corrosão (Davis, 2001).
Os aços ARBL são utilizados em reatores, tanques de armazenamento; em estruturas
navais e offshore; em componentes estruturais para veículos, máquinas agrícolas, pontes,
torres de transmissão de energia, entre outros (Davis, 2001). Além disso, esses aços são
amplamente utilizados na construção de tubulações de longas distâncias, que transportam
petróleo e gás com alta pressão. As especificações técnicas para a construção de gasodutos e
oleodutos são definidas por normas, como a API (Hashemi, 2011).
A API (American Petroleum Institute) especifica os requisitos necessários para a
fabricação de tubulações de aço a serem utilizadas nos sistemas de transporte para as
indústrias de petróleo e gás natural (API 5L, 2004).
A norma API 5L (Specification for line pipe steel) apresenta dois níveis de
especificação de produto (product specification level), denominados de PSL 1 e PSL 2. O
nível PSL 1 estabelece um nível de qualidade padrão para os tubos; enquanto que a
especificação PSL 2 apresenta requisitos adicionais obrigatórios, como por exemplo,

16 composição química, resistência ao efeito de entalhe, propriedades mecânicas de resistência e
inspeção por ensaios não destrutivos (API 5L, 2004).
As propriedades mecânicas dos aços API 5L variam de acordo com as aplicações
específicas e condições de operação, entretanto, esses aços possuem características em
comum como elevada resistência mecânica e tenacidade à baixa temperatura, além da boa
soldabilidade (Reip et al, 2006). As propriedades mecânicas e o processo de fabricação desses
aços podem ser observados na Figura 1.
Figura 2.1 – Propriedades mecânicas requeridas e processo de fabricação de tubulações de aço
de acordo com a norma API 5L. Fonte: Reip et al (2006), modificado.
A utilização dos aços ARBL na construção de tubos pode proporcionar uma redução
dos custos globais do projeto. Essa redução é baseada no fato de que, utilizando tubos com
resistência mecânica elevada, existe a possibilidade de reduzir a espessura da parede, o que
acarreta na redução da quantidade de aço utilizado, do peso do tubo e do tempo necessário
para soldagem, além de diminuir os custos envolvidos no transporte e montagem das
tubulações (Hashemi, 2011).

17 2.1.1 Aço API 5L X70
O aço API 5L X70 é um aço microligado com baixo teor de carbono e pequenas
adições de elementos de liga tais como nióbio (Nb), titânio (Ti) e vanádio (V). Ele é
classificado como um aço ARBL por apresentar valores de tensão limite de escoamento e de
resistência elevados, sendo eles 485 MPa (70 ksi) e 570 MPa, respectivamente (API 5L,
2004).
O aço X70 começou a ser produzido no início da década de 70 após a introdução do
processo de laminação controlada (TMCR - Thermomechanical Controled Rolling). Esse
processo proporcionou a redução do custo de fabricação dos aços, uma vez que a etapa de
normalização após a laminação a quente tornou-se desnecessária. Além disso, essa nova rota
possibilitou a fabricação de aços com maiores requisitos de tenacidade, proporcionando a
exploração de petróleo no ártico, como o é o caso do grau X70, que tornou-se padrão mundial
para a fabricação de tubulações responsáveis pelo transporte de petróleo e seus derivados na
década de 80 (Brandi et al, 2013).
O processo TMCR favorece a formação de microestrutura constituída por ferrita
acircular, que é preferida para aços de tubulações, e tem como objetivo principal obter a
melhor combinação possível entre resistência e tenacidade, permitindo que a tubulação
suporte pressões internas elevadas. Essas propriedades são vitais para estrutura da tubulação,
que é vulnerável a falhas devido ao colapso plástico e a propagação de fissuras acompanhada
por deformação plástica (Hashemi, 2011).
A microestrutura do aço API 5L X70 estudado no presente trabalho é constituída de
ferrita e perlita, similar a que pode ser observada na Figura 2.2. Essa microestrutura é típica
de aços para tubulações que não passaram pela etapa de resfriamento acelerado após a
laminação. Os grãos de ferrita normalmente são equiaxiais e possuem baixa densidade de
discordâncias; já a quantidade e a distribuição da perlita dependem do teor de carbono e dos
elementos de liga (Brito et al, 2000).

18
Figura 2.2 – Microestrutura do aço API 5L X70. Fonte: Kumar et al (2013).
O aço API X70 possui alta resistência mecânica e ao impacto e boa soldabilidade;
propriedades essas que são obtidas mantendo-se um baixo teor de elementos como carbono,
enxofre e fósforo. O baixo teor de carbono presente nesse aço auxilia na obtenção de uma
estrutura composta por grãos finos e uniformes após o processo de laminação controlada
(Korczak, 2004). A combinação de resistência e tenacidade pode ser obtida por refino de grão
e endurecimento por precipitação de microligantes como Nb, Ti e V (Reip et al, 2006).
O aço API X70 e os de grau superior são utilizados em gasodutos empregados em
ambientes agressivos sob pressões internas elevadas, que correspondem a até 80% do seu
limite de escoamento mínimo. Uma preocupação atual que limita o uso mais extensivo destes
aços de alta resistência em oleodutos é a falta de precisão dos modelos computacionais de
previsão de nucleação e propagação de trinca para avaliar a resistência gasoduto contra
fraturas dúcteis. Essas fraturas são iniciadas principalmente por defeitos na soldagem e
corrosão por pites, devido à perda de espessura da parede, e podem causar perdas humanas e
materiais (Hashemi, 2009).

19 2.2 TENSÕES RESIDUAIS
Tensões residuais são definidas como tensões auto-equilibradas existentes nos
materiais, em condições de temperatura uniforme e sem carregamento externo (Macherauch
& Kloos, 1987). Essas tensões são produzidas quando as regiões de um material sofrem
deformações plásticas ou elásticas heterogêneas de maneira permanente. Caso alguma seção
do material seja solicitada além de seu limite elástico, as tensões permanecem na estrutura,
mesmo após a remoção dos carregamentos externos. Sendo assim, se não ocorrer deformação
plástica no material, as tensões residuais não são produzidas (Cindra Fonseca, 2000).
As tensões residuais são geradas durante todos os processos de fabricação que envolve
deformação do material, tratamento térmico, soldagem ou operações que modificam a forma
ou as propriedades do material (Kandil et al, 2001). Além disso, em materiais multifásicos, as
tensões residuais podem surgir devido às diferentes características das fases presentes, como
expansividade térmica, limite de escoamento e rigidez (Withers & Bhadeshia, 2001).
A natureza e a magnitude das tensões residuais podem afetar criticamente o
desempenho do material, sendo assim, importante o seu estudo na fase de projeto dos
componentes. Essas tensões estão em equilíbrio, o que significa que tensões residuais trativas
serão equilibradas por tensões residuais compressivas existentes em região vizinhas do
material (Kandil et al, 2001).
As tensões residuais podem ser classificadas de acordo com a área de abrangência,
conforme apresentado a seguir (Kandil et al, 2001):
Tipo I: são tensões a níveis macroscópicos e representam às tensões residuais que
se desenvolvem nos limites do material como um todo, em uma escala maior do
que o tamanho do grão.
Tipo II: são tensões a níveis microscópicos e representam as tensões residuais que
se desenvolvem nos limites dos contornos de um grão. Elas estão presentes tanto
em materiais monofásicos, devido ao comportamento anisotrópico de cada grão,
quanto em materiais multifásicos, devido às diferentes propriedades apresentadas
em cada fase do material.

20
Tipo III: são tensões microscópicas a níveis atômicos e representam as tensões
residuais que se desenvolvem nos limites dentro de um grão, ou seja, em uma ou
algumas células unitárias. Elas são essencialmente resultado da presença de
discordâncias e outros defeitos cristalográficos.
As tensões residuais a níveis microscópicos, também denominadas como
microtensões, geralmente são resultado da existência de diferentes microestruturas, fases ou
constituintes em um material. Elas podem alterar sua natureza e sua magnitude em distâncias
comparáveis ao tamanho do grão do material analisado (Kandil et al, 2001).
As microtensões do Tipo II estão presentes em quase todos os materiais
policristalinos, devido ao fato que as propriedades térmicas e elásticas são diferentes em todos
os grãos vizinhos com orientações distintas. Essas tensões residuais também existem quando a
microestrutura do material contém várias fases ou uma transformação de fase ocorre (Withers
& Bhadeshia, 2001).
Para materiais com duas fases, as tensões residuais do Tipo I, também denominadas
como macrotensões, são contínuas em cada uma das fases do material. Por outro lado, as
tensões residuais dos Tipos II e III não são contínuas, uma vez que as mesmas se equilibram
ao longo de pequenas distâncias; o pode gerar um efeito residual dependente da fase durante
grandes distâncias, levando assim, à obtenção de uma tensão residual média em cada fase
(Withers & Bhadeshia, 2001).
O estado total de tensões residuais em um determinado ponto do material é
caracterizado pela superposição das residuais dos Tipos I, II e III, conforme ilustrado na
Figura 2.3.

21
Figura 2.4 – Superposição das tensões residuais dos Tipos I, II e III em uma liga de Ni. Fonte:
Withers & Bhadeshia (2001).
As origens das tensões residuais podem ser divididas em três categorias principais,
conforme apresentado abaixo (Kandil et al, 2001):
Mecânicas: as tensões residuais geradas são resultado do processo de fabricação,
que produz deformação plástica não uniforme no material. Elas também podem se
desenvolver naturalmente durante o processo ou tratamento ou, até mesmo, serem
introduzidas propositalmente a fim de produzir um perfil de tensão de determinada
natureza e magnitude no material.
Térmicas: tensões residuais dessa categoria podem ser analisadas sob ponto de vista
macroscópico e microscópico. A nível macroscópico, as tensões residuais formadas
são consequência dos processos de aquecimento ou resfriamento não uniforme do
material. Já a nível microscópico, podem ser geradas no material durante o processo
de fabricação ou processamento, como consequência dos diferentes coeficientes de
expansão térmica das fases ou elementos existentes no material.

22
Químicas: as tensões residuais formadas são provenientes da variação de volume,
que está associada às reações químicas, precipitações ou transformações de fase.
Tratamentos superficiais ou revestimentos químicos podem levar à geração de
tensões residuais de alta magnitude na superfície do material.
Tensões residuais macroscópicas geradas devido aos gradientes térmicos podem ser
intensificadas devido à presença de restrições ao movimento do material, o que acarreta o
desenvolvimento de grandes tensões internas (Kandil et al, 2001).
A Figura 2.4 ilustra as tensões residuais que são originadas devido às diferenças
existentes entre as fases ou regiões do material. Exemplos de diferentes tipos de macrotensões
e microtensões estão ilustrados, respectivamente, na primeira e na segunda coluna da tabela.
Em cada caso, o processo encontra-se indicado na figura localizada no lado esquerdo e o
padrão de tensões residuais resultantes na imagem do lado direito. As diferenças entre as fases
ou regiões do material podem ser causadas por gradientes térmicos elevados, como ocorre no
processo de soldagem e em tratamentos térmicos; ou ser geradas devido à deformação plástica
não uniforme de uma barra curvada, por exemplo. Elas ainda podem ser introduzidas por
tratamentos mecânicos, como é o caso do shot peening (Withers & Bhadeshia, 2001).
Figura 2.5 – Origens das tensões residuais. Fonte: Withers & Bhadeshia (2001), modificado.

23
As tensões residuais podem ter uma magnitude suficientemente alta para gerar
escoamento e deformação plástica, em níveis microscópicos e macroscópicos, além de afetar
severamente o desempenho do material quando solicitado. Em geral, as tensões residuais são
benéficas quando elas atuam no mesmo plano da tensão aplicada, mas com o sentido oposto
(Kandil et al, 2001). Quando as tensões residuais ( R ) sobrepõem-se às tensões de serviço
( S ), um novo estado de tensão no material é gerado, sendo caracterizado por: SR ,
como pode ser observado na Figura 2.5 (Lu, 2002).
Figura 2.6 – Superposição das tensões residuais e de serviço. Fonte: Lu (2002).
As tensões residuais trativas na superfície de um material geralmente são indesejadas,
uma vez que elas podem ser somadas à tensão de serviço, e o material ficará localmente
sobrecarregado o que pode contribuir, ou até mesmo causar, falha por fadiga, trincas de
têmpera ou corrosão sob tensão. Já as tensões residuais compressivas na superfície do
material são desejadas, pois aumentam a vida em fadiga e a resistência à corrosão sob tensão
dos materiais (Kandil et al, 2001). Tratamentos superficiais adequados, como shot peening,
introduzem tensões residuais compressivas que melhoram o desempenho do material em
serviço (Lu, 2002).
Para materiais plasticamente deformáveis, a tensão residual e a tensão de serviço só
podem ser somadas até que o limite de escoamento do material seja atingido. A tensão
residual pode acelerar ou retardar o início da deformação plástica, entretanto, o seu efeito na
fratura dúctil estática é pequeno (Withers & Bhadeshia, 2001).

24
Os métodos de medição de tensões residuais podem ser divididos em três categorias,
conforme apresentado a seguir (Ruud, 2002):
Destrutivos: promovem a destruição total ou parcial das amostras com o objetivo de
terminar as tensões residuais do material, afetando assim as propriedades, a
resistência mecânica e aplicação da amostra.
Semi-destrutivos: geram um pequeno dano na peça analisada, podendo muitas
vezes ser reparado após a medição das tensões residuais. As técnicas assim
classificadas deixam pequenos orifícios ou indentações na superfície do material.
Não-destrutivos: essas técnicas não afetam as propriedades, a resistência mecânica
e a aplicação da amostra, que permanece com sua forma e dimensão original
preservadas no final da medição.
Os métodos destrutivos são baseados na eliminação do estado de equilíbrio das tensões
residuais através da remoção de um pequeno volume ou camada da amostra a ser analisada. A
redistribuição das forças internas gera deformações locais que são mensuradas para avaliar o
novo valor da tensão residual do material (Kudryavtsev, 2008). Dentre os métodos destrutivos
mais utilizados, destacam-se:
Método do furo cego;
Método do furo incremental;
Método da remoção de camadas;
Método da amostragem.
Nos métodos não-destrutivos, a medição das tensões residuais da peça é baseada numa
relação entre os parâmetros físicos ou cristalográficos do material e as tensões residuais
presentes na mesma. Ao ser aplicada uma força externa, ocorre uma deformação elástica
seguida de uma mudança na dimensão da rede cristalina do material; essa pequena variação
pode ser mensurada utilizando um equipamento adequado, que fornece o valor da tensão
residual final do material (Ruud, 2002). Dentre os métodos não-destrutivos mais utilizados,
destacam-se:
Método de difração de raios-X;

25
Método magnético;
Método de difração de nêutrons;
Método de ultrassom.
2.2.1 Tensometria por Difração de Raios-X
A tensometria por difração de raios-X é um método de medição de tensões residuais
não-destrutivo, o que permite que a peça ou componente analisado seja empregado após a
análise, uma vez que a mesma não compromete a integridade do material. O método baseia-se
nas deformações elásticas dentro de um material policristalino para mensurar as tensões
internas do mesmo. As deformações geram alterações na distância interplanar da rede
cristalina livre de tensão para um novo valor, que corresponde à magnitude da tensão aplicada
(Kandil et al, 2001).
Durante a medição, ocorre a incidência de feixes de raios-X na superfície da amostra,
penetrando a superfície do material. Os planos cristalinos difratam alguns destes raios-X, que
são posteriormente detectados por algum dispositivo (Kandil et al, 2001), conforme ilustrado
na Figura 2.6.
Figura 2.7 – Desenho esquemático do espalhamento dos feixes de raios-X segundo a lei de
Bragg.

26
A tensometria por difração de raios-X é aplicada em materiais cristalinos pelo
princípio da lei de Bragg, a qual determina que para um dado comprimento de onda existe
somente um espaçamento entre planos atômicos paralelos e um ângulo de interferência
construtiva que satisfazem a equação a seguir (Cindra Fonseca, 2000):
sendn .2 (2.1)
Quando um material encontra-se sob tensão trativa ou compressiva, ocorre uma
variação da distância interplanar d , o que conduz à variação do ângulo de difração 2
(Cindra Fonseca, 2000). Fazendo a diferenciação da Equação 2.1, obtém-se que:
.cot gdd
(2.2)
A teoria da elasticidade dos materiais sólidos estabelece as relações para a tensão, a
deformação e a lei de Hooke para estado uniaxial de tensões, respectivamente, conforme
apresentadas nas relações a seguir:
AF
(2.3)
dd
(2.4)
E
(2.5)
A lei de Hooke para o estado triaxial de tensões pode ser representada pelo conjunto
de equações abaixo:
)( 321
1 EE (2.6)
)( 312
2 EE (2.7)
)( 213
3 EE (2.8)

27
onde:
1 , 2 e 3 = deformações principais;
1 , 2 e 3 = tensões principais.
Para realizar uma adequação da lei de Hooke para o estado real de tensões, utiliza-se o
sistema de coordenadas polares, como mostrado na Figura 2.7, e obtém-se a deformação na
direção ( , ) apresentada na Equação 2.9.
Figura 2.8 – Sistema de coordenadas polares. Fonte: Prevéy (1986).
E
sensen )(...cos. 321222
21,
(2.9)
onde:
= ângulo azimutal;
= ângulo polar.
A distribuição de tensão pode ser descrita pelas tensões principais 1 e 2 , existentes
no plano da superfície. A componente da tensão perpendicular à superfície é considerada nula,
ou seja, 03 . Sendo assim, a Equação 2.9 pode ser reescrita na forma (Cindra Fonseca,
2000):
)(..121
2,
Esen
E (2.10)

28
A equação acima relaciona a tensão superficial , em qualquer direção definida pelo
ângulo , com a deformação na direção ( , ) e com as tensões principais existentes na
superfície.
O primeiro termo da Equação 2.10 pode ser reescrito em função da diferença entre as
duas componentes da deformação, resultando na equação:
)(.11
22
21,2, sensen
E
(2.11)
A componente de tensão da Equação 2.11 pode ser escrita como:
12
22
1,2,
1
sensen
E (2.12)
Sendo ,d o espaçamento entre os planos da rede cristalina medido na direção
definida por e , a deformação pode ser obtida em termos das variações das distâncias
interplanares, sendo expressa por:
0,00
0,, .cot
g
ddd
(2.13)
onde:
0d = distância interplanar no estado sem tensão no material;
0 = ângulo de difração no estado sem tensão no material.
Das equações 2.12 e 2.13 pode-se obter a equação final para determinação da
componente de tensão :
12
22
1,2,0.cot1
sensen
gE (2.14)

29
Para determinar qualquer componente da tensão faz-se necessário medir os ângulos de
difração correspondentes à reflexão dos planos cristalinos com as normais caracterizadas
pelos ângulos 1 e 2 .
A tensão residual existente no material é diretamente proporcional à derivada de 2
em função de 2sen . Para determinar o valor dessa derivada, representa-se graficamente os
vários ângulos 2 medidos em função de 2sen . A função que se ajusta aos pontos
representados no gráfico em questão será linear de primeira ordem e o seu declive fornecerá o
estado de tensão na amostra (Cindra Fonseca, 2000), como representado na Figura 2.8.
Figura 2.9 – Estado de tensão do material em função do declive da curva 2 vs. 2sen .
Fonte: Cindra Fonseca (2000).
2.2.2 Técnica do Ruído Magnético Barkhausen
A técnica do Ruído Magnético Barkhausen (RMB) é um método de medição de
tensões residuais não-destrutivo, aplicável em materiais ferromagnéticos. Ela é sensível a
vários parâmetros, tais como microestrutura do material, discordâncias, estado de tensões,
composição química do material, freqüência e intensidade de magnetização, entre outros, que
influenciam a estrutura do domínio dos materiais ferromagnéticos (Miesowicz et al, 2016).
Nos materiais ferromagnéticos existem grandes regiões nas quais os momentos
magnéticos atômicos estão alinhados segundo a direção de magnetização espontânea, essa
região é denominada domínio magnético. A direção de alinhamento dos momentos
magnéticos ocorre segundo a direção do eixo de fácil magnetização, mudando de domínio
para domínio (Giraldo & Padovese, 2010). Os domínios magnéticos são separados por uma

30 camada de transição denominada como paredes de domínio ou paredes de Bloch. Existem
dois tipos de paredes de domínio nos materiais ferromagnéticos, sendo elas de 180° e de 90°.
As paredes de 180° possuem melhor mobilidade quando comparadas às paredes de 90°, e
contribuem de forma mais expressiva para o RMB (Yelbay et al, 2010).
Na ausência de uma magnetização externa ou residual, os domínios encontram-se
orientados aleatoriamente, de forma que a soma de todos os momentos magnéticos seja nulo.
Entre domínios opostos existem as paredes de domínio, as quais permitem que os momentos
girem de acordo com a direção do domínio magnético adjacente (Morgan, 2013).
Na Figura 2.9 pode ser observada uma representação esquemática de domínios em um
material ferromagnético, na qual as setas representam os momentos magnéticos. No interior
de cada domínio, todos os momentos encontram-se orientados em uma mesma direção de
alinhamento, que varia de um domínio para outro (Callister, 2001).
Figura 2.10 – Domínios em um material ferromagnético; a) representação esquemática; b)
variação gradual através da parede do domínio. Fonte: Callister (2001), modificado.
No processo de magnetização de um material ferromagnético, ilustrado na Figura 2.10,
pode-se perceber que a indução magnética B não possui um comportamento linear em relação
ao campo magnético H aplicado (Serrão, 2014).
Na presença de um campo magnético, os domínios magnéticos que estão alinhados a
favor do campo aplicado aumentam de tamanho. Esse crescimento ocorre devido ao

31 deslocamento reversível e irreversível das paredes de domínio de 180° e 90° ou pela rotação
abrupta do domínio magnético em campos magnéticos mais altos (Gauthier et al, 1998).
Figura 2.11 – Curva de magnetização inicial. Fonte: Serrão (2014).
Durante o processo de magnetização, os domínios alinhados com o campo aplicado se
expandem, gerando novos domínios; enquanto que os outros, que possuem direções de
magnetização não favoráveis, são aniquilados (Yelbay et al, 2010). Em seguida, os domínios
se alinham com a direção do campo aplicado e, por fim, os poucos domínios que restam são
aniquilados e o material se transforma em um único domínio, que gira até alcançar um
alinhamento total com a direção do campo aplicado (Serrão, 2014).
A curva da Figura 2.10 é conhecida como curva de magnetização inicial. A mesma
descreve o processo desde a magnetização zero até a magnetização de saturação Ms, que
possui uma indução de saturação Bs associada (Serrão, 2014).
Tanto o processo de magnetização quanto a movimentação de paredes são
influenciados pela presença de tensões e defeitos na estrutura cristalina do material, como
vacâncias, inclusões, partículas de segunda fase, discordâncias, defeitos pontuais e contornos

32 de grão. Esses defeitos atuam como barreiras na movimentação das paredes do domínio e são
denominados pontos de ancoragem (Morgan, 2013).
Quando uma parede de domínio encontra um ponto de ancoragem no processo de
magnetização, a energia necessária para se movimentar e ultrapassá-lo cresce. Em seguida, o
processo continua até que a parede encontre um novo ponto de ancoragem em sua trajetória.
No momento em que a magnetização é retirada, os domínios não conseguem voltar a sua
configuração original, ou seja, a movimentação das paredes é irreversível (Morgan, 2013).
O processo de magnetização é descontínuo e irreversível, uma vez que o mesmo é
composto de pequenos saltos produzidos pela movimentação das paredes de domínio através
dos pontos de ancoragem. Estes saltos de magnetização produzem um fenômeno magnético
denominado Efeito Barkhausen, como pode ser observado na Figura 2.11 (Morgan, 2013).
Figura 2.12 – Ruído magnético Barkhausen na curva de histerese. Fonte: Wang et al (2013), modificado.
A natureza irreversível do processo de magnetização pode ser analisada de forma mais
detalhada na Figura 2.12. Ao atingir o ponto de magnetização de saturação, à medida que o
campo H é reduzido pela inversão da direção do campo, a curva não retorna seguindo o trajeto
inicial. Dessa forma, produz-se um efeito de histerese, no qual o campo B se defasa em
relação ao campo H que é aplicado ou diminui a uma taxa mais baixa. O comportamento do
efeito de histerese encontra-se diretamente relacionado com a movimentação das paredes do
domínio (Serrão, 2014).

33
Figura 2.13 – Laço de histerese magnética. Fonte: Callister (2001), modificado.
A forma da curva de magnetização (B x H) ou do ciclo de histerese pode ser afetada
consideravelmente pela anisotropia magnética, isto é, as propriedades magnéticas do material
dependem da direção na qual as mesmas são medidas. A anisotropia depende de fatores como
estrutura cristalina, dimensão da amostra, estado de tensão interna e temperatura. Dentre os
fatores citados, apenas o primeiro é intrínseco ao material (Serrão, 2014). Os materiais
metálicos apresentam estruturas policristalinas, as quais possuem seus grãos distribuídos de
maneira não aleatória, apresentando uma orientação preferencial intitulada textura
metalográfica, que se encontra definida em função da distribuição das células unitárias,
independente do seu tamanho e forma (Morgan, 2013).
Na Figura 2.13 podem ser observados os efeitos da magnetização em cristais únicos de
ferro e níquel. A forma da curva (B x H) depende da direção de magnetização, uma vez que
esses elementos possuem maior facilidade de magnetização em certas direções
cristalográficas, mostrando a existência de uma anisotropia magneto-cristalina (Serrão, 2014).

34
Figura 2.14 – Direções de magnetização fácil, média e difícil; a) do ferro; b) do níquel. Fonte:
Cullity & Graham (2009).
O Efeito Barkhausen, também denominado Ruído Magnético Barkhausen (RMB),
representa um fenômeno de mudanças descontínuas na densidade de fluxo B dentro de um
material ferromagnético, quando o mesmo encontra-se submetido a um campo magnético
variável. Esse fenômeno foi observado inicialmente pelo professor alemão Heinrich
Barkhausen em 1919 (Grijalba, 2010).

35
No experimento original de Barkhausen, ilustrado na Figura 2.14, foi descoberto que,
durante o processo de magnetização de uma barra de ferro, pulsos de tensão elétrica de curta
duração eram induzidos na bobina enrolada ao redor da barra. Esses pulsos, também
denominados saltos de voltagem, foram detectados como cliques audíveis e amplificados
através de um auto-falante (Grijalba, 2010). Amplificando a parte inicial da curva de
magnetização da barra, poderia se observar a natureza descontínua de B (Morgan, 2013).
Figura 2.15 – a) Experimento original de Barkhausen; b) mostrando os saltos de voltagem registrados pela bobina; c) devido a um processo descontínuo. Fonte: Cullity & Graham
(2009), modificado.
A Figura 2.15 ilustra a disposição experimental clássica para a medição do RMB,
composto por um eletroímã para a excitação magnética e uma bobina leitora. A magnetização
do eletroímã, que se encontra na superfície da amostra ferromagnética, é gerada por meio de
uma onda senoidal que passa através de um amplificador de corrente. A magnetização
alternante provoca mudanças na estrutura magnética do material que ocorrem na escala
atômica, gerando transientes magnéticos em frequências superiores a 1 kHz, que são captados
na superfície por uma bobina leitora (Serrão, 2014).

36
Figura 2.16 – RMB; a) Equipamentos para ensaio; b) sinais de resposta típicos. Fonte: Serrão
(2014).
A Figura 2.16 mostra a variação na amplitude do RMB em um laço de histerese
durante um ciclo de excitação magnética. Durante o processo, a maioria dos saltos é
produzida pela movimentação irreversível das paredes de domínio de 180°, à medida que elas
se deslocam, ultrapassando os pontos de ancoragem. O RMB é mais pronunciado na parte
mais inclinada do laço e diminui drasticamente ao alcançar a saturação magnética, uma vez
que nesse ponto a movimentação das paredes do domínio desaparece (Morgan, 2013).
Figura 2.17 – RMB no laço de histerese magnética associado. Fonte: Morgan (2013).

37
O RMB pode ser caracterizado como um sinal com componentes AC aleatórios não
estacionários. A raiz quadrada do valor quadrático médio (RMS - Root Mean Square)
representa um parâmetro estatístico usado para caracterizar a potência de um sinal AC
(Serrão, 2014). Assim sendo, esse parâmetro permite quantificar o sinal RMB em volts ao
longo do tempo através da fórmula abaixo:
1
2
1
n
VVRMB
mi
n
iRMS (2.15)
onde:
iV = valor da voltagem medida em um determinado instante;
mV = valor médio do sinal;
n = número de pontos do sinal.
Como o sinal RMB é centrado em amplitude, ou seja, possui média nula, o valor RMS
equivale ao desvio padrão e, desta maneira, representa uma medida do tamanho médio das
flutuações ao redor da média (Serrão, 2014).
O efeito da tensão uniaxial mecânica no RMB em materiais ferromagnéticos pode ser
generalizado da seguinte forma: as tensões de tração tendem a alinhar os domínios magnéticos
no sentido da tensão aplicada e proporcionam o aumento dos sinais do RMB; já as tensões de
compressão alinham os domínios magnéticos em direção perpendicular a tensão aplicada,
resultando em níveis menores de RMB. Esse processo é denominado efeito magneto-elástico.
A Figura 2.17 ilustra o efeito das tensões na estrutura dos domínios (Grijalba, 2010).
Figura 2.18 – Alinhamento dos domínios magnéticos; a) devido à tração; b) devido à compressão. Fonte: Serrão (2014).

38
Como o RMB tem sua origem na movimentação das paredes de domínio, o tamanho
de grão afeta a emissão de RMB. Quando o tamanho de grão do material aumenta, ocorre a
diminuição do número de paredes de domínio e de pontos de ancoragem, gerando assim uma
emissão de RMB mais baixa. Os defeitos na estrutura cristalina, principalmente os contornos
de grão, representam uma barreira intransponível para a movimentação das paredes de
domínio, acarretando também na redução da emissão do RMB (Antônio et al, 2013).
O RMB é sensível à microestrutura do material. Em aços ferríticos-perlíticos a
presença de perlita faz com que a emissão do RMB apresente diferença em relação à ferrita.
Na microestrutura ferrítica, o tamanho de grão tem grande influência, uma vez que os
contornos de grão atuam como barreiras na movimentação das paredes de domínio. Enquanto
que na perlita, a microestrutura no formato de lamelas atua como pontos de ancoragem,
fazendo com que as paredes de domínio necessitem de uma quantidade maior energia para se
movimentarem, o que gera o aumento da amplitude da emissão de RMB em relação à ferrita
(Antônio et al, 2013).
2.3 INFLUÊNCIA DAS TENSÕES RESIDUAIS NAS PROPRIEDADES MECÂNICAS DOS MATERIAIS
As tensões residuais estão presentes em praticamente todas as peças rígidas, sendo elas
metálicas ou não. Além dos carregamentos a que estão sujeitas, as tensões residuais
representam o produto do histórico metalúrgico e mecânico de cada ponto da peça ou da peça
como um todo, durante o processo de fabricação (Cindra Fonseca, 2000).
A falha de uma estrutura ou de um componente mecânico não se deve apenas às
cargas externas, as tensões residuais representam um parâmetro importante neste aspecto.
Todos os processos de fabricação, por exemplo, introduzem um novo estado de tensões
residuais nos materiais, as quais influenciam a vida em fadiga, a resistência à fratura e, até
mesmo, a resistência à corrosão das peças produzidas. A Figura 2.18 mostra como as tensões
residuais afetam o desempenho dos materiais (Lu, 2002).

39
Figura 2.19 – Efeitos das tensões residuais no desempenho dos materiais. Fonte: Lu (2002), modificado.
O primeiro aspecto a ser analisado é a resistência à fadiga das estruturas e
componentes. As tensões residuais superficiais possuem uma função importante com relação
ao comportamento à fadiga, sendo consideradas as mais relevantes, uma vez que as trincas de
fadiga são nucleadas na superfície (Cindra Fonseca, 2000). Os aços para tubulações, como é o
caso do API 5L X70, estão sujeitos à ação de cargas cíclicas que podem levar à falha por
fadiga. A fadiga é uma das maiores causas de falha detectada nas tubulações que transportam
óleo e gás e podem causar desastres ambientais e perdas financeiras significativas (Pinheiro et
al, 2013).
A influência das tensões residuais na sobrevida e na resistência à fadiga, bem como no
surgimento e propagação de trincas, depende do tipo de carregamento externo, dentre outros
fatores. As tensões residuais compressivas aumentam o limite de resistência à fadiga,
enquanto que as tensões residuais trativas o diminuem. A propagação da trinca de fadiga
sempre acontece em uma região onde as tensões residuais de tração estão presentes. Essas
tensões também contribuem para a abertura e a propagação da trinca (Cindra Fonseca, 2000).
Nos processos de soldagem utilizados para a fabricação das tubulações, a distribuição
de tensões residuais também desempenha um papel fundamental na influência do
comportamento da propagação de trincas de fadiga. A utilização de processos de soldagem
mais modernos proporciona mudanças significativas nas tensões residuais geradas, bem como

40 alterações nos parâmetros empregados em qualquer processo de soldagem (Sowards et al,
2015).
O segundo aspecto a ser analisado é a corrosão sob tensão, que representa um
fenômeno mecânico e químico resultando na geração de trincas no material. A combinação de
tensões trativas e de um ambiente corrosivo pode levar à falha do material (Lu, 2002).
As tensões residuais compressivas melhoram o desempenho dos componentes,
principalmente a resistência à fadiga e à corrosão sob tensão, e podem ser introduzidas na
superfície do material através de diversos métodos de tratamento, tais como shot peening,
cementação, nitretação, têmpera por indução, entre outros (Withers & Bhadeshia, 2001).
2.3.1 Tratamento de Shot Peening
O shot peening é um processo de beneficiamento a frio realizado a temperatura
ambiente no qual a superfície do material é bombardeada com pequenas esperas, geralmente
feitas de aço, causando deformação plástica no material. O objetivo desse tratamento é a
formação de tensões residuais compressivas de elevada magnitude nas camadas superficiais
do material; além disso, ele também produz um aumento da dureza superficial do material
(Meo & Vignjevic, 2003). É utilizado com o objetivo de melhorar a resistência à fadiga de
uma grande variedade de componentes e estruturas metálicas. Esse tratamento retarda a
formação de trincas geradas por fadiga ou corrosão sob tensão, de forma significativa,
melhorando, consequentemente, a vida do material em serviço (James, 2010).
O impacto das esferas provocam indentações na superfície do material, causando
deformação plástica. As camadas localizadas abaixo da camada superficial deformada tentam
restaurar suas formas originais, entretanto, o material em torno não permite esse movimento,
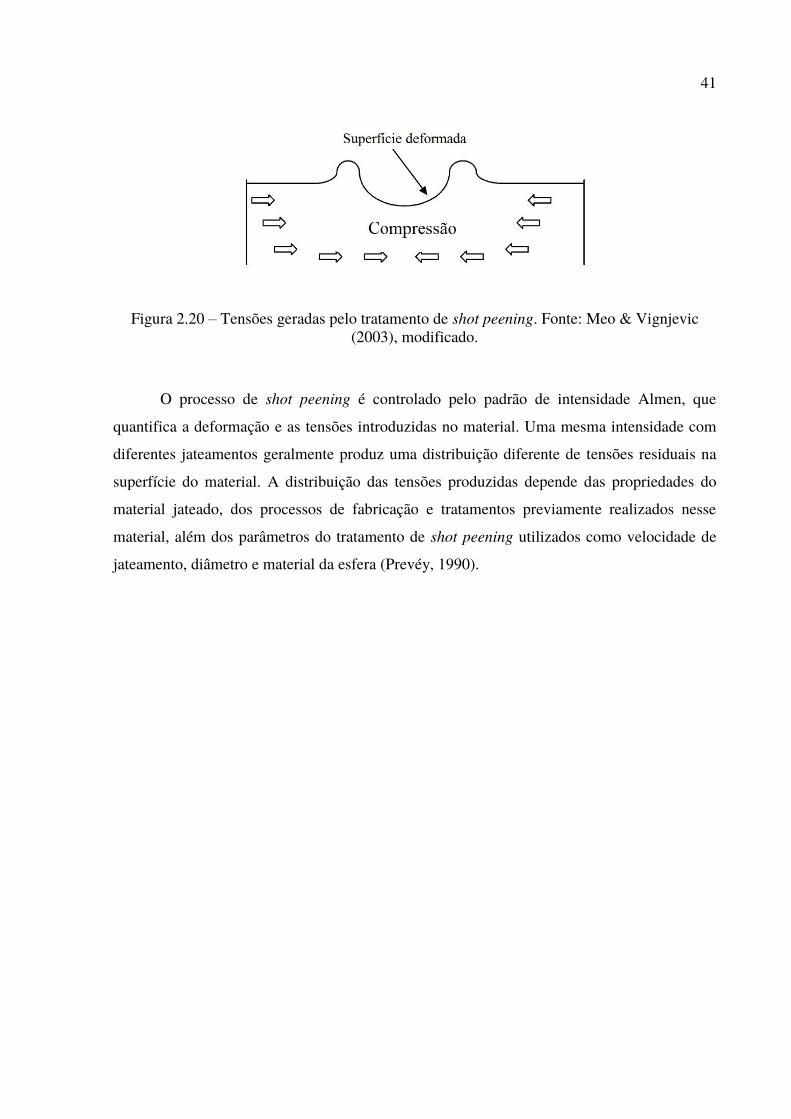
gerando assim uma região de tensões compressivas, como pode ser observado na Figura 2.19.
A uniformidade da camada de tensões residuais compressivas no material é alcançada por
impactos múltiplos e progressivos no material a receber o tratamento de shot peening (Meo &
Vignjevic, 2003).
41
Figura 2.20 – Tensões geradas pelo tratamento de shot peening. Fonte: Meo & Vignjevic (2003), modificado.
O processo de shot peening é controlado pelo padrão de intensidade Almen, que
quantifica a deformação e as tensões introduzidas no material. Uma mesma intensidade com
diferentes jateamentos geralmente produz uma distribuição diferente de tensões residuais na
superfície do material. A distribuição das tensões produzidas depende das propriedades do
material jateado, dos processos de fabricação e tratamentos previamente realizados nesse
material, além dos parâmetros do tratamento de shot peening utilizados como velocidade de
jateamento, diâmetro e material da esfera (Prevéy, 1990).

42 3 MATERIAIS E MÉTODOS
3.1 MATERIAL
No presente trabalho foi utilizado o aço API 5L X70, fabricado conforme a norma API
5L. A composição química e as propriedades mecânicas do aço X70, fornecidas pelo
fabricante, são apresentadas nas Tabelas 3.1 e 3.2, respectivamente.
Tabela 3.1: Composição química do aço API 5L X70 (% em peso).
C Mn P S Nb Ti V Ni Fe
0,07 1,54 0,010 0,002 0,048 0,019 0,042 0,025 Balanço
Tabela 3.2: Propriedades mecânicas do aço API 5L X70.
Tensão Limite de Escoamento ( LE ) (MPa)
Tensão Limite de Resistência ( LR ) (MPa)
564 645
3.2 PREPARAÇÃO DAS AMOSTRAS
As amostras do aço API 5L X70 foram obtidas a partir de duas chapas com dimensões
iniciais de comprimento, largura e espessura de 237 x 37,9 x 4,05 mm, respectivamente. As
chapas foram cortadas no sentido longitudinal no Arsenal da Marinha com serramento
manual, seguido de posterior usinagem para a obtenção de quatro corpos de prova de tração
(cps), conforme a norma ASTM A 370-08a. Antes das medições das tensões residuais e do
RMB, os cps receberam acabamento por retificação no Laboratório de Tecnologia Mecânica –
LTM, do Departamento de Engenharia Mecânica da UFF, a fim de obter superfícies com

43 acabamento adequado. A Figura 3.1 apresenta um desenho dos corpos de prova
confeccionados.
Figura 3.1 – Desenho dos corpos de prova de tração.
As dimensões dos corpos de prova foram definidas a fim de proporcionar a realização
de ensaios de tração com diferentes níveis de carregamento, bem como a medição das tensões
residuais pelos métodos de tensometria por difração de raios-X e de ruído magnético
Barkhausen. Os corpos de prova, numerados de 1 a 4, estão representados na Figura 3.2.
Figura 3.2 – Corpos de prova confeccionados.
O corpo de prova 1 não recebeu nenhum tipo de tratamento após a usinagem, tendo
assim permanecido na condição como recebido (CR).
Os cps 2 e 3 foram submetidos a um tratamento térmico de alívio de tensões (TTAT),
realizado no Laboratório de Metalografia e Tratamentos Térmicos – LABMETT, do
Departamento de Engenharia Mecânica da UFF. Esse tratamento foi realizado em um forno
tubular com atmosfera controlada de argônio, com o objetivo de prevenir a descarbonetação
durante o aquecimento, conforme pode ser observado na Figura 3.3. As amostras foram

44 colocadas no forno juntas, a uma temperatura de encharque de 650ºC, e permaneceram à
temperatura por duas horas. Após o tempo de encharque, o forno foi desligado e as amostras
foram arrefecidas no forno.
Figura 3.3 – Forno tubular com atmosfera de argônio.
O cp 4 recebeu um tratamento de shot peening, com a finalidade de introduzir tensões
residuais compressivas em sua superfície, realizado no Laboratório de Instrumentação e
Tecnologia Mecânica – LITMec, do CBPF.
3.3 ANÁLISE DAS TENSÕES RESIDUAIS
As tensões residuais dos corpos de prova confeccionados foram medidas no
Laboratório de Análise de Tensões – LAT, do Departamento de Engenharia Mecânica da
UFF.

45 3.3.1 Tensometria por Difração de Raios-X
As tensões residuais foram medidas através do processo de difração de raios-X
utilizando um analisador de tensões da marca XStress3000, fabricado pela Stresstech,
conforme mostrado na Figura 3.4. Esse equipamento utiliza o método de sen� e radiação
Crα, difratando o plano (211) da ferrita. Nas medições deste trabalho foram utilizados os
seguintes parâmetros: corrente de 6 mA, tensão de 30 kV, tempo de exposição de 10 segundos
e ângulos de inclinação de 0º, 20,7º, 30º, 37,7º e 45º.
Figura 3.4 – Analisador de tensões X-Stress3000.
As tensões residuais foram analisadas nos corpos de prova no estado como recebido,
após o tratamento térmico ou mecânico e depois da realização de cada um dos ensaios de
tração. As medições foram realizadas no centro da amostra, em ambas as faces (A e B), nas
direções longitudinais (L) e transversais (T), conforme indicado na Figura 3.5.
Figura 3.5 – Direção de medição das tensões residuais.

46 3.3.2 Ruído Magnético Barkhausen
A medição do ruído magnético Barkhausen (RMB) foi realizada através de um
analisador analógico comercial de um canal da marca Rollscan 200-1, fabricado pela Stresstech
Group e gentilmente emprestado ao LAT pela ZAF Sistemas Analíticos, conforme ilustrado
nas Figuras 3.6 e 3.7.
Figura 3.6 – Equipamento Rollscan 200-1.
Figura 3.7 – Sonda magnética do equipamento Rollscan 200-1.
Durante a medição, esse equipamento produz uma excitação no material através da
aplicação de um campo magnético com frequência de 125 Hz, através de um sensor, com
dimensões de 10,1 x 8,9 mm, localizado na parte inferior da sonda magnética. Essa frequência
permite a medição do RMB a uma profundidade de 0,01 a 1,5 mm da superfície do material.
A profundidade de medição é influenciada pela faixa de frequência do sinal do ruído e pelas
propriedades de condutividade e permeabilidade do material analisado (Stresstech, 2007).

47
Em todas as medições realizadas neste trabalho foram utilizados os mesmos valores
para os parâmetros de amplitude de magnetização de excitação (MAGN) e de potenciômetro
de controle do ganho para amplificação do sinal (CH1). O valor da MAGN foi igual a 20% da
carga máxima aplicada pelo equipamento, o que corresponde a 2,4 Vpp (volts de pico a pico);
e o valor do CH1 foi de 40% do valor máximo do aparelho, correspondente a 0,8 V. A
medição do RMB no ar teve o valor médio de 4,3 mV.
Com o objetivo de considerar a anisotropia magnética do material, os corpos de prova
foram medidos em três pontos diferentes, como ilustrado na Figura 3.8. Ainda, a fim de
diminuir a dispersão dos dados, foram realizadas três medições do RMB em cada um dos
pontos do cp, totalizando nove medições em cada direção.
Figura 3.8 – Direção de medição do RMB.
Os valores do RMB, bem como das tensões residuais, foram analisados nos corpos de
prova no estado como recebido, após o tratamento térmico ou mecânico e depois da realização
de cada um dos ensaios de tração. As medições foram realizadas em ambas as faces das
amostras (A e B), nas direções longitudinais (Figura 3.9 a) e transversais (Figura 3.9 b),
segundo a orientação da sonda magnética.
(a) (b)
Figura 3.9 – Direção de medição do RMB; a) longitudinal; b) transversal.
O valor do ruído magnético Barkhausen em cada ponto é obtido diretamente no visor
do equipamento, após a estabilização do sinal, na unidade de mV (milivolts). Após o término

48 das medições, os nove valores obtidos foram utilizados para calcular o valor do RMBRMS
através da Fórmula 2.13, apresentada na seção 2.2.2.
3.4 ENSAIOS DE TRAÇÃO
Os ensaios de tração foram realizados no Laboratório de Materiais – LAMAT, do
Centro Federal de Educação Tecnológica Celso Suckow da Fonseca (CEFET/RJ), utilizando
uma máquina de servo-hidráulica Instron 8801, com célula de carga de 100 kN.
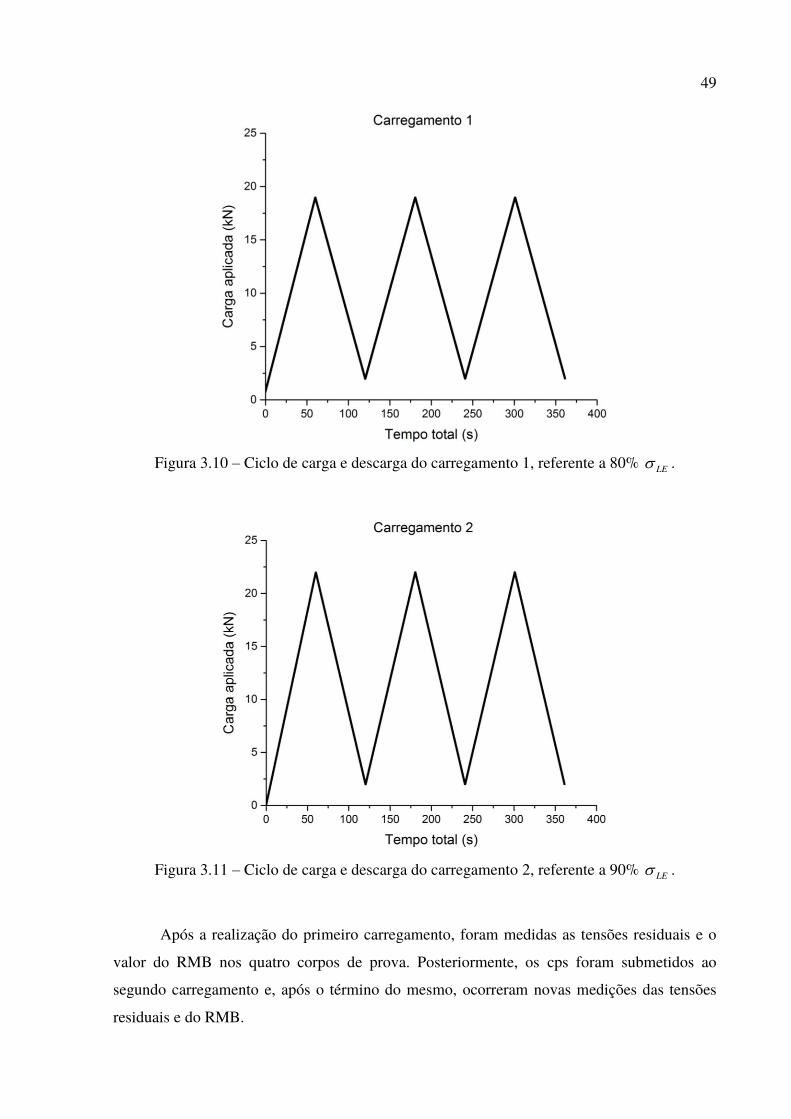
Os corpos de prova confeccionados foram submetidos a dois carregamentos trativos
quase-estáticos no regime elástico, com base na tensão limite de escoamento do material
( LE ). No primeiro carregamento foi utilizada a carga máxima de 19 kN, correspondente a
80% LE (450 MPa); já no segundo carregamento foi aplicada uma carga máxima de 22 kN,
correspondente a 90% LE (500 MPa).
Nos dois carregamentos foram realizados três ciclos de carga e descarga, com as taxas
de carregamento apresentadas na Tabela 3.3, sendo cada um deles com duração de 120
segundos. A carga mínima aplicada nos carregamentos trativos foi de 2 kN, chegando aos
valores máximos de 19 kN e 22 kN, nos carregamentos 1 e 2, respectivamente; como pode ser
observado nas Figuras 3.10 e 3.11.
Tabela 3.3: Taxas de carga e descarga durante os carregamentos.
Corpos de prova (cp)
Taxas de Carregamento (kN/s) Carregamento 1 (80% LE ) Carregamento 2 (90% LE )
Carga Descarga Carga Descarga
1 0,2860 0,2783 0,3400 0,3278
2 0,2854 0,2783 0,3389 0,3280
3 0,2855 0,2784 0,3403 0,3280
4 0,2855 0,2783 0,3423 0,3276
49
Figura 3.10 – Ciclo de carga e descarga do carregamento 1, referente a 80% LE .
Figura 3.11 – Ciclo de carga e descarga do carregamento 2, referente a 90% LE .
Após a realização do primeiro carregamento, foram medidas as tensões residuais e o
valor do RMB nos quatro corpos de prova. Posteriormente, os cps foram submetidos ao
segundo carregamento e, após o término do mesmo, ocorreram novas medições das tensões
residuais e do RMB.
50 4 RESULTADOS E DISCUSSÃO
Neste capítulo são apresentados e discutidos os resultados da análise das tensões
residuais em amostras de aço API 5L X70, aplicando dois níveis de carregamento por meio de
ensaios de tração, utilizando as técnicas do ruído magnético Barkhausen e da difração de
raios-X.
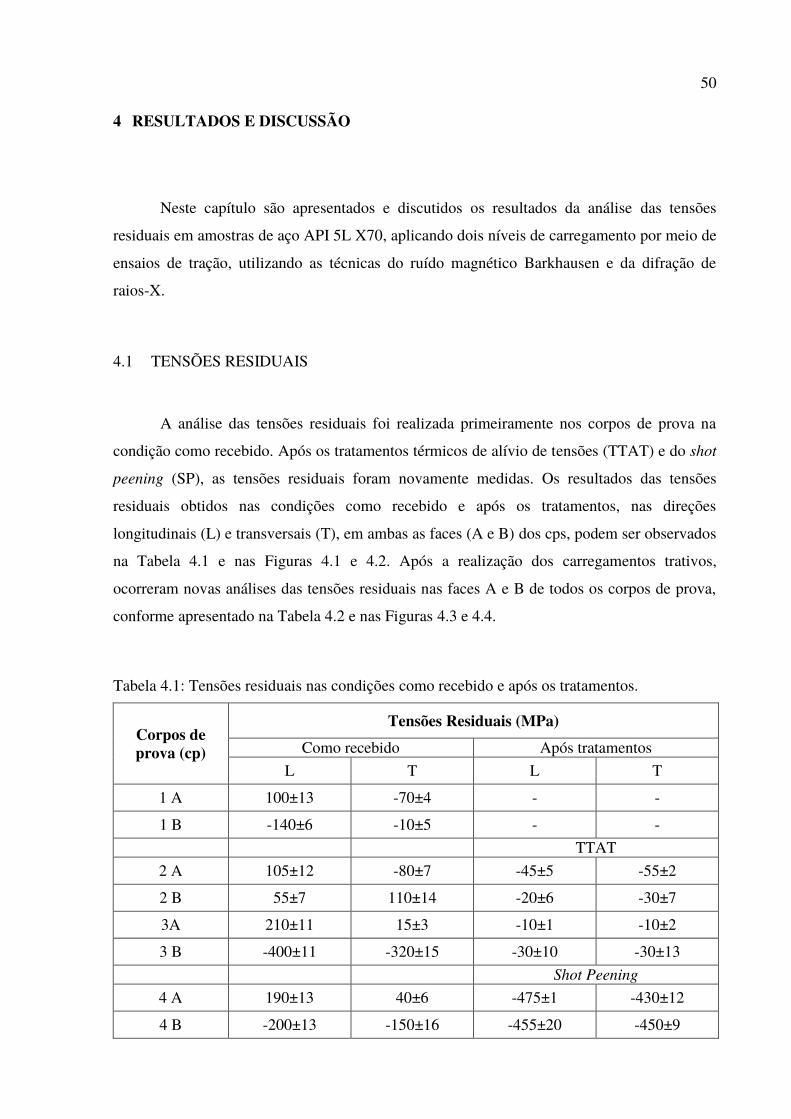
4.1 TENSÕES RESIDUAIS
A análise das tensões residuais foi realizada primeiramente nos corpos de prova na
condição como recebido. Após os tratamentos térmicos de alívio de tensões (TTAT) e do shot
peening (SP), as tensões residuais foram novamente medidas. Os resultados das tensões
residuais obtidos nas condições como recebido e após os tratamentos, nas direções
longitudinais (L) e transversais (T), em ambas as faces (A e B) dos cps, podem ser observados
na Tabela 4.1 e nas Figuras 4.1 e 4.2. Após a realização dos carregamentos trativos,
ocorreram novas análises das tensões residuais nas faces A e B de todos os corpos de prova,
conforme apresentado na Tabela 4.2 e nas Figuras 4.3 e 4.4.
Tabela 4.1: Tensões residuais nas condições como recebido e após os tratamentos.
Corpos de prova (cp)
Tensões Residuais (MPa) Como recebido Após tratamentos
L T L T
1 A 100±13 -70±4 - -
1 B -140±6 -10±5 - - TTAT
2 A 105±12 -80±7 -45±5 -55±2
2 B 55±7 110±14 -20±6 -30±7
3A 210±11 15±3 -10±1 -10±2
3 B -400±11 -320±15 -30±10 -30±13 Shot Peening
4 A 190±13 40±6 -475±1 -430±12
4 B -200±13 -150±16 -455±20 -450±9

51
Figura 4.1 – Tensões residuais na condição como recebido.
Figura 4.2 – Tensões residuais após os tratamentos térmicos de alívio de tensões e do shot
peening.

52
Analisando os resultados mostrados na Tabela 4.1 e na Figura 4.1 é possível perceber
um comportamento heterogêneo das tensões residuais nos cps na condição como recebido.
Entretanto, após os tratamentos, é possível observar na Tabela 4.1 e na Figura 4.2 um
comportamento homogêneo das tensões residuais nos cps, sendo todas compressivas.
O tratamento de shot peening introduziu tensões residuais compressivas de elevada
magnitude no cp 4, sendo elas da ordem de -470 MPa na direção longitudinal e de -440 MPa
na direção transversal.
O TTAT aliviou as tensões completamente e ainda inverteu a sua natureza nos corpos
de prova 2 e 3, gerando tensões compressivas da ordem de -50 MPa na direção longitudinal e
de -55 MPa na direção transversal.
Na Tabela 4.2 são apresentados os resultados das tensões residuais medidas após a
realização dos carregamentos.
Tabela 4.2: Tensões residuais após os carregamentos trativos.
Corpos de prova (cp)
Tensões Residuais (MPa) Carregamento 1 (80% LE ) Carregamento 2 (90% LE )
L T L T
1 A -110±22 -100±11 -50±2 -105±4
1 B 440±33 135±11 490±20 100±15 TTAT
2 A -40±0 -50±1 -80±11 -85±2
2 B -15±2 -70±0 -55±4 -50±8
3 A -12±0 -12±0 -105±3 -105±14
3 B -60±20 -17±0 -90±5 -20±5 Shot Peening
4 A -260±24 -480±1 -235±5 -400±60
4 B -355±3 -465±12 -370±16 -525±2

53
Figura 4.3 – Tensões residuais após o carregamento com 80% LE .
Figura 4.4 – Tensões residuais após o carregamento com 90% LE .

54
Observando os valores mostrados na Tabela 4.2 e nas Figuras 4.3 e 4.4 é possível
perceber que após a realização dos carregamentos trativos a grande maioria dos corpos de
prova, com exceção do cp 1B, apresentaram tensões residuais de natureza compressiva. Os
cps que receberam o tratamento térmico de alívio de tensões apresentaram tensões
compressivas de baixa magnitude, enquanto que os que receberam o tratamento de shot
peening, de alta magnitude.
O cp 1 apresentou um comportamento diferenciado após a realização dos
carregamentos, devido ao fato do mesmo não ter recebido nenhum tratamento após a operação
de retificação, que introduz tensões trativas no material. No cp 1A, a tensão compressiva na
direção transversal foi aumentada para tensões na ordem de -100 MPa; já na direção
longitudinal, a tensão residual inverteu sua natureza atingindo o valor de -50 MPa. O cp 1B
apresentou um comportamento distinto dos demais corpos de prova, tendo a natureza da sua
tensão mudada de compressiva para trativa de elevada magnitude.
Com o intuito de realizar um estudo mais detalhado do comportamento dos corpos de
prova, foram elaborados gráficos com linhas de tendência para os cps 2, 3 e 4, apresentados
nas Figuras 4.5 a 4.7.
(a) (b)
Figura 4.5 – Tensões residuais dos corpos de prova que receberam o tratamento térmico de alívio de tensões; a) 2A; b) 2B.

55
Analisando a Figura 4.5 (a) é possível notar que as tensões residuais compressivas do
cp 2A, em ambas as direções, apresentaram uma pequena diminuição após a realização do
primeiro carregamento trativo e aumentaram para -80 MPa após o segundo carregamento. A
Figura 4.5 (b) mostra que as tensões residuais na direção longitudinal do cp 2B tiveram um
comportamento similar ao descrito para o cp 2A, com tensão da ordem de -55 MPa; enquanto
que na direção transversal, as tensões residuais compressivas apresentaram um aumento
significativo após o primeiro carregamento e diminuíram para -50 MPa após a realização do
segundo carregamento.
(a) (b)
Figura 4.6 – Tensões residuais dos corpos de prova que receberam o tratamento térmico de alívio de tensões; a) 3A; b) 3B.
A partir da Figura 4.6 (a) é possível observar que as tensões residuais de natureza
compressivas do cp 3A possuem as mesmas magnitudes nas direções longitudinais e
transversais. Após o primeiro carregamento trativo, as tensões residuais compressivas
mantiveram praticamente os mesmos valores das apresentadas logo após o TTAT; entretanto,
após o segundo carregamento trativo, elas aumentaram significativamente de -12 MPa para -
105 MPa. Na Figura 4.6 (b) é mostrado que as tensões residuais compressivas na direção
longitudinal do cp 3B apresentaram um crescimento linear após a realização dos

56 carregamentos, chegando a um valor máximo da ordem de -90 MPa. Já na direção transversal
do cp 3B, as tensões residuais apresentaram pequenas variação, tendo diminuído após o
carregamento 1 e aumentado após o carregamento 2 para -20 MPa.
(a) (b)
Figura 4.7 – Tensões residuais dos corpos de prova que receberam o tratamento de shot peening; a) 4A; b) 4B.
Com base nos dados da Figura 4.7 (a) é possível perceber que na direção longitudinal
do cp 4A, as tensões residuais compressivas foram reduzidas após o carregamento, chegando
a um valor da ordem de -230 MPa após o segundo carregamento. Na direção transversal as
tensões residuais se comportaram de forma similar ao cp 2B na mesma direção, tendo
aumentado após o carregamento 1 e reduzido para -400 MPa após o carregamento 2. A Figura
4.7 (b) ilustra o comportamento do cp 4B. Na direção longitudinal, as tensões residuais
compressivas tiveram suas magnitudes diminuídas após o primeiro carregamento trativo e
aumentadas de -355 MPa para -370 MPa após o segundo carregamento ser realizado; já na
direção transversal as tensões residuais foram crescentes, atingindo a magnitude mais elevada
da ordem de -525 MPa.

57 4.2 RUÍDO MAGNÉTICO BARKHAUSEN
A análise do ruído magnético Barkhausen foi realizada primeiro nos corpos de prova
na condição como recebido. Após os tratamentos térmicos de alívio de tensões (TTAT) e do
shot peening (SP), o RMB foi novamente medido. Os resultados do RMB obtidos nas
condições como recebido e após os tratamentos, nas direções longitudinais (L) e transversais
(T), em ambas as faces (A e B) dos cps, podem ser observados na Tabela 4.3 e nas Figuras 4.8
e 4.9. Após a realização dos carregamentos trativos, ocorreram novas medições do RMB nas
faces A e B de todos os corpos de prova, conforme apresentado na Tabela 4.4 e nas Figuras
4.10 e 4.11.
Cabe ressaltar que os valores do RMB apresentados nas tabelas a seguir representam
uma média das nove medições realizadas em cada uma das direções dos corpos de prova,
quantificado por um parâmetro escalar RMS calculado a partir da Equação 2.13. Essas
análises, diferentes das realizadas para as tensões residuais, têm o objetivo de considerar a
anisotropia magnética do material e diminuir a dispersão dos dados obtidos.
Tabela 4.3: Ruído Magnético Barkhausen nas condições como recebido e após os tratamentos.
Corpos de prova (cp)
Ruído Magnético Barkhausen (mV) Como recebido Após tratamentos
L T L T
1 A 12,8±4,3 22,6±7,5 - -
1 B 9,4±3,1 15,3±5,1 - - TTAT
2 A 13,1±4,4 22,9±7,6 20,1±6,7 35,5±11,8
2 B 8,5±2,8 17,0±5,7 13,2±4,4 20,4±6,8
3 A 9,8±3,3 35,7±11,9 20,3±6,8 34,7±11,6
3 B 9,5±3,2 16,5±5,5 22,7±7,6 30,9±10,3 Shot Peening
4 A 14,8±4,9 20,6±2,9 7,4±2,5 16,2±5,4
4 B 8,6±2,9 20,8±6,9 6,2±2,1 13,3±4,4

58
Figura 4.8 – RMB na condição como recebido.
Figura 4.9 – RMB após os tratamentos térmicos de alívio de tensões e do shot peening.

59
Analisando os resultados mostrados na Tabela 4.3 e na Figura 4.8 é possível perceber
um comportamento homogêneo do RMB nos cps na condição como recebido, com valores da
ordem de 15mV na direção longitudinal e de 25mV na direção transversal.
Após os tratamentos, entretanto, é possível observar na Tabela 4.3 e na Figura 4.9 um
comportamento heterogêneo do RMB. Os cps que receberam o TTAT apresentaram valores
de ruído mais elevados, enquanto que cp 4, que recebeu o tratamento de shot peening,
apresentou valores mais baixos.
Os gráficos apresentados nas Figuras 4.8 e 4.9 ao serem comparados com os gráficos
das Figuras 4.1 e 4.2 mostram que metade dos cps apresentou o comportamento esperado para
o RMB, já que a literatura indica que as tensões de tração proporcionam aumento do sinal,
enquanto que as tensões de compressão resultam em níveis menores de RMB.
Na Tabela 4.4 são apresentados os resultados do RMB após a realização dos
carregamentos.
Tabela 4.4: RMB após os carregamentos trativos.
Corpos de prova (cp)
Ruído Magnético Barkhausen (mV) Carregamento 1 (80% LE ) Carregamento 2 (90% LE )
L T L T
1 A 12,5±4,2 21,4±7,1 12,5±4,2 17,1±5,7
1 B 8,2±2,7 16,6±5,5 8,1±2,7 20,5±6,8 TTAT
2 A 16,6±5,5 31,0±10,3 11,4±3,8 26,6±8,9
2 B 11,3±3,8 22,1±7,4 9,7±3,2 24,6±8,2
3 A 19,2±6,4 37,5±12,5 16,0±5,3 34,8±11,6
3 B 14,0±4,7 30,5±10,2 10,5±3,5 32,5±10,8 Shot Peening
4 A 7,0±2,3 12,1±4,0 7,0±2,3 15,0±5,0
4 B 6,5±2,2 15,3±5,1 6,5±2,2 12,7±4,2

60
Figura 4.10 – RMB após carregamento com 80% LE .
Figura 4.11 – RMB após o carregamento com 90% LE .

61
Observando os valores mostrados na Tabela 4.4 e nas Figuras 4.10 e 4.11 é possível
perceber que após a realização dos carregamentos a maioria dos corpos de prova apresentou
redução dos valores do RMB. De forma análoga à análise das tensões residuais, foram
elaborados gráficos com linhas de tendência para estudar o comportamento dos cps 2, 3 e 4,
apresentados nas Figuras 4.12 a 4.14.
(a) (b)
Figura 4.12 – RMB dos corpos de prova que receberam o tratamento térmico de alívio de tensões; a) 2A; b) 2B.
Analisando a Figura 4.12 (a) é possível notar que o RMB do cp 2A, em ambas as
direções, apresentou redução após a realização dos carregamentos. A Figura 4.12 (b) mostra
que o RMB na direção longitudinal do cp 2B teve um comportamento similar ao descrito para
o cp 2A, com ruído de 9,7 mV; enquanto que na direção transversal, a amplitude do RMB
apresentou um pequeno aumento após os carregamentos, atingindo o valor de 24,6 mV.

62
(a) (b)
Figura 4.13 – RMB dos corpos de prova que receberam o tratamento térmico de alívio de tensões; a) 3A; b) 3B.
A partir da Figura 4.13 (a) é possível observar que a amplitude do RMB da direção
longitudinal do cp 3A diminuiu após a realização dos carregamentos trativos, atingindo um
valor 16,0 mV; enquanto que na direção transversal o RMB apresentou um aumento após o
primeiro carregamento e uma queda após o segundo carregamento, alcançando o valor de 34,8
mV. Na Figura 4.13 (b) é mostrado que o RMB na direção longitudinal do cp 3B teve um
comportamento similar ao descrito para o cp 3A, na mesma direção, sendo que neste caso a
queda na amplitude foi mais acentuada, chegando a um ruído da ordem de 10 mV; já na
direção transversal, o RMB manteve um valor praticamente constante após o primeiro
carregamento trativo e apresentou um pequeno aumento após o segundo carregamento.

63
(a) (b)
Figura 4.14 – RMB dos corpos de prova que receberam o tratamento de shot peening; a) 4A; b) 4B.
Com base nos dados da Figura 4.14 (a) é possível perceber que o valor do RMB na
direção longitudinal do cp 4A permaneceu praticamente o mesmo, com amplitude do ruído da
ordem de 7 mV; enquanto que na direção transversal o RMB apresentou uma diminuição após
o carregamento 1 e um aumento após o carregamento 2, obtendo um valor de ruído de 15,0
mV. A Figura 4.14 (b) ilustra o comportamento do cp 4B. Na direção longitudinal, o RMB se
comportou de forma similar ao cp 4A na mesma direção, com amplitude de 6,5 mV; já na
direção transversal apresentou um comportamento semelhante ao apresentado pelo cp 3A,
tendo aumentado após o carregamento 1 e diminuído para 12,7 mV após o carregamento 2.
Os gráficos apresentados nas Figuras 4.10 a 4.14 ao serem comparados com os
gráficos das Figuras 4.3 a 4.7 mostram que após o primeiro carregamento trativo apenas 31%
dos cps apresentaram o comportamento esperado para o RMB, enquanto que após o segundo
carregamento 63% dos cps demonstraram o comportamento esperado.
O comportamento divergente da literatura do RMB pode ser explicado devido à
sensibilidade da técnica a fatores tais como a microestrutura e a composição química do
material, além de defeitos na estrutura cristalina do material. Com relação à microestrutura, as

64 discrepâncias seriam explicadas pelo fato do aço X70 estudado neste trabalho apresentar uma
microestrutura constituída de ferrita e perlita e ter um comportamento diferenciado, conforme
encontrado por Antônio et al (2013).
A fim de realizar uma análise mais completa do ruído magnético Barkhausen,
observando seu comportamento com relação à presença de tensões residuais, foram
elaborados gráficos com os três corpos de prova que apresentaram o comportamento
condizente com a literatura em todas as condições, sendo elas: como recebido (CR), após o
tratamento térmico de alívio de tensões (TTAT) ou de shot peening (SP) e após os
carregamentos trativos 1 e 2.
As variações do RMB e das tensões residuais foram comparadas em cada uma das
direções dos cps para que o efeito da anisotropia magnética não interferisse na análise,
conforme pode ser observado nas Figuras 4.15 a 4.17. As tensões residuais apresentadas
nestas figuras são compressivas, sendo assim, é possível realizar uma análise da seguinte
forma: as tensões residuais compressivas elevadas proporcionam uma diminuição do sinal do
RMB, enquanto que as de baixa magnitude resultam em níveis maiores do sinal.
Figura 4.15 – Comportamento das tensões residuais e do RMB no cp 1A na direção
transversal.

65
Na Figura 4.15 pode ser observado que a magnitude das tensões residuais
compressivas elevadas gerou uma diminuição na amplitude do RMB.
Figura 4.16 – Comportamento das tensões residuais e do RMB no cp 3B na direção
longitudinal.
A Figura 4.16 ilustra o comportamento do cp 3B na direção longitudinal, podem ser
observados três comportamentos diferentes. Inicialmente as tensões residuais eram trativas e
tiveram sua natureza invertida, tornando-as compressivas de elevada magnitude, o que
acarretou na diminuição da amplitude do RMB. Posteriormente, as tensões residuais
tornaram-se ainda mais compressivas, gerando novamente a diminuição do ruído. Por fim, a
magnitude das tensões residuais compressivas foi ligeiramente reduzida, proporcionando um
aumento do sinal do RMB.

66
Figura 4.17 – Comportamento das tensões residuais e do RMB no cp 4A na direção
transversal.
Na Figura 4.17 é possível observar que houve redução nas tensões residuais
compressivas, o que gerou um grande aumento no valor do RMB. Em seguida, as tensões
residuais aumentaram de magnitude, proporcionando a diminuição do ruído. Novamente, as
tensões residuais compressivas apresentaram uma elevação, proporcionando uma queda no
sinal do RMB.

67 5 CONCLUSÕES
O presente trabalho, que teve como objetivo a análise das tensões residuais em
amostras de aço API 5L X70 utilizando as técnicas do ruído magnético Barkhausen e da
difração de raios-X, permite as seguintes conclusões:
1) O tratamento de shot peening introduziu um campo de tensões residuais
compressivas de elevada magnitude, da ordem de -460 MPa em todas as direções.
2) As tensões residuais compressivas se tornaram mais elevadas após a realização
dos carregamentos trativos na maioria dos corpos de prova.
3) Apenas um corpo de prova o comportamento das tensões residuais foi distinto
após os carregamentos, alterando a natureza de compressiva para trativa de
elevada magnitude.
4) Somente 20% dos resultados de RMB estão coerentes com as tensões residuais e
em conformidade com a literatura em todas as condições avaliadas.

68 6 SUGESTÕES PARA TRABALHOS FUTUROS
A fim de dar continuidade ao presente trabalho, são apresentas algumas sugestões para
trabalhos futuros:
1) Realizar ensaios de tração com cargas acima do limite de escoamento do material
com o objetivo de gerar deformações plásticas;
2) Analisar por ruído magnético Barkhausen os corpos de prova com deformações
plásticas e comparar com difração de raios-X;
3) Realizar ensaio de compressão para levantar uma curva de calibração para
relacionar diretamente os valores do RMB com as tensões residuais;
4) Caracterizar a microestrutura do material utilizado através da análise por
microscopia eletrônica de varredura (MEV) e verificar a sua relação com a
variação do RMB encontrada nos corpos de prova;
5) Realizar ensaio de microdureza no material estudado e relacionar essa propriedade
mecânica com o valor do RMB obtido;
6) Estudar as tensões residuais e o RMB em outros aços e analisar o comportamento
encontrado com o indicado pela literatura.

69 7 REFERÊNCIAS BIBLIOGRÁFICAS
ANTÔNIO, Pedro P. C; CAMPOS, Marcos F.; DIAS, Fábio M. S.; CAPO-SANCHEZ, Julio;
PADOVESE, Linilson. “Ruído Magnético de Barkhausen em Aços Alta Resistência Baixa
Liga, IF ao titânio e C-Mn Levemente Deformados Plasticamente”. 7º Congresso Brasileiro
de Engenharia de Fabricação, Penedo, 2013.
API - American Petroleum Institute. Specification for line pipe steel API 5L. 44ª edição, New
York, Estados Unidos, 2007.
ASTM International - American Society for Testing and Materials. Standard Test Methods
and Definitions for Mechanical Testing of Steel Products ASTM A 370-08a. Estados Unidos,
2008.
BRITO, Vera L. O.; NUNES, Carlos A.; BARBOSA, Carlos H.; RATNAPULI, Rajindra C.;
ALÍPIO, Paulo H. “Evolução dos aços para tubos API utilizados no transporte de óleo e gás”.
14º Congresso Brasileiro de Engenharia e Ciência dos Materiais, São Paulo, 2000.
CALLISTER, Willian. D. “Fundamentals of Materials Science and Engineering”. 5ª Edição,
Editora John Wiley & Sons, pp.1418-1421, 2001.
CINDRA FONSECA, Maria P. “Evolução do Estado de Tensões Residuais em Juntas
Soldadas de Tubulação Durante Ciclos de Fadiga”. Tese de Doutorado, COPPE/Universidade
Federal do Rio de Janeiro, 2000.
CULLITY, B. D.; GRAHAM, C, D. “Introduction to Magnetic Materials”. 2ª Edição, Editora
Wiley-IEEE Press, 2009.
DAVIS, Joseph R. “High-Strength Low-Alloy Steels”. In: DAVIS, J. R. (Ed.). “Alloying:
Understanding the Basics”. Editora ASM International, pp. 193-209, 2001.

70 GAUTHIER, J; KRAUSE, T. W.; ATHERTON, D. L. “Measurement of residual stress in
steel using the magnetic Barkhausen noise technique”. NDT&E International, Vol. 31, pp. 23-
31, 1998.
GIRALDO, Claudia P. S.; PADOVESE, Linilson R. “Avaliação de Soldagem de Aço
Estrutural através do Ruído Magnético de Barkhausen”. Soldagem & Inspeção, Vol. 15, Nº. 4,
pp.273-280, 2010.
GRIJALBA, Freddy A. F. “Desenvolvimento de ensaio não destrutivo baseado no ruído
magnético de Barkhausen para caracterização de tensões elásticas e deformações plásticas em
aços”. Tese de Doutorado, Escola Politécnica da Universidade de São Paulo, 2010.
HASHEMI, Sayyed H. “Correction factors for safe performance of API X65 pipeline steel”.
International Journal of Pressure Vessels and Piping, Vol. 86, pp. 533-540, 2009.
HASHEMI, Sayyed H. “Strength–hardness statistical correlation in API X65 steel”. Materials
Science and Engineering, Vol. 528, pp. 1648-1655, 2011.
JAMES, M. N. “Residual Stress Influences in Mechanical Engineering”. XVIII Congreso
Nacional de Ingeniería Mecánica, Espanha, 2010.
KANDIL, F. A., LORD, J. D., FRY, A. T., GRANT, P. V. “A Review of Residual Stress
Measurement Methods”. Reino Unido, 2001.
KUDRYAVTSEV, Yuri F. “Residual Stress”. In: SHARPE, William N. (Ed.). “Handbook of
Experimental Solid Mechanics”. Editora Springer, Cap. 15, pp. 371-388, 2008.
KUMAR, Santosh; SHUKLA, S. K.; DE, S. K.; SAXENA, Atul; JHA, B. K.; MISHRA, B.;
VERMA, Alok; MALLIK, S. “API X 70 Grade HR Coils for ERW Pipes”. International
Journal of Metallurgical Engineering, Vol. 2, pp. 179-187, 2013.
LU, J. “Prestress Engineering of Structural Material: A Global Design Approach to the
Residual Stress Problem”. In: TOTTEN, G., Howes, M., INOUE, T. (Ed.). “Handbook of
Residual Stress and Deformation of Steel”. Editora ASM International, pp. 11-26, 2002.

71 MACHERAUCH, E.; KLOOS, K. H. “Origin, Measurement and Evaluation of Residual
Stresses”. Proceeding of the International Conference on Residual Stresses, Ed. by
Macherauch, E., Hauk, V., DGM Verlag, pp.3-26, 1987.
MEO M.; VIGNJEVIC R. “Finite element analysis of residual stress induced by shot peening
process”. Advances in Engineering Software, Vol. 34, pp. 569-575, 2003.
MIESOWICZ, Krzysztof; STASZEWSKI, Wieslaw J.; KORBIEL, Tomasz. “Analysis of
Barkhausen noise using wavelet-based fractal signal processing for fatigue crack detection”.
International Journal of Fatigue, Vol. 83, pp. 109-116, 2016.
MORGAN, Manuel A. C. “Ruído magnético de Barkhausen contínuo rotacional”. Tese de
Doutorado, Escola Politécnica da Universidade de São Paulo, 2013.
PINHEIRO, B.; LESAGE, J.; PASQUALINO, I.; BEMPORAD, E.; BENSEDDIQ, N. “X-ray
diffraction study of microstructural changes during fatigue damage in itiation in pipe steels:
Role of the initial dislocation structure”. Materials Science & Engineering, Vol. 580, pp. 1-12,
2013.
PREVÉY, Paul S. “X-ray Diffraction Residual Stress Techniques”. Metals Handbook,
American Society for Metals, pp. 380-392, 1986.
PREVÉY, Paul S. “X-ray Diffraction Characterization of Residual Stresses Produced by Shot
Peening”. Shot Peening Theory and Application, Ed. by A. Niku-Lari, IITT-International,
Gournay-Sur-Marne, France, pp. 81-93, 1990.
REIP, C. P., SHANMUGAM, S.; MISRA, R. D. K. “High strength microalloyed CMn(V–
Nb–Ti) and CMn(V–Nb) pipeline steels processed through CSP thin-slab technology:
Microstructure, precipitation and mechanical properties”. Materials Science and Engineering,
Vol. 424, pp. 307-317, 2006.
RUUD, C. “Measurement of Residual Stresses”. In: TOTTEN, G., Howes, M., INOUE, T.
(Ed.). “Handbook of Residual Stress and Deformation of Steel”. Editora ASM International,
pp. 99-117, 2002.

72
SERRÃO, Luana F. “Influência do tratamento térmico de revenido nas tensões residuais e nas
propriedades mecânicas do aço AISI 4340”. Dissertação de Mestrado, Universidade Federal
Fluminense, 2014.
SOEIRO Jr., Jaime C.; ROCHA, David B.; BRANDI, Sérgio D. “Uma Breve Revisão
Histórica do Desenvolvimento da Soldagem dos Aços API para Tubulações”. Soldagem &
Inspeção, Vol. 18, Nº 02, pp.176-195, 2013.
SOWARDS, Jeffrey W.; GNÄUPEL-HEROLD, Thomas; MCCOLSKEY, J.D.; PEREIRA,
Victor F.; RAMIREZ, Antonio J. “Characterization of mechanical properties, fatigue-crack
propagation, and residual stresses in a microalloyed pipeline-steel friction-stir weld”.
Materials and Design, Vol. 88, pp. 632-642, 2015.
STRESSTECH. “Rollscan 200: Operating Instruction V2c”. Stresstech Group, 2007.
WANG, Ping; JI, Xiaoli; YAN, Xiaoming; ZHU, Lei; WANG, Haitao; TIAN, Guiyun; YAO,
Entao. “ Investigation of temperature effect of stress detection based on Barkhausen noise”.
Sensors and Actuators A: Physical, Vol. 194, pp. 232-239, 2013.
WITHERS, P. J.; BHADESHIA, H. K. D. H. “Residual stress: Part 1 – Measurement
techniques”. Materials Science and Technology, Vol. 17, pp. 355-365, 2001.
WITHERS, P.J.; BHADESHIA, H. K. D. H. “Residual stress: Part 2 – Nature and origins”.
Materials Science and Technology, Vol. 17, pp. 366-375, 2001.
YELBAY, H. I.; CAM, Ibrahim; GÜR, C. H. “Non-destructive determination of residual
stress state in steel weldments by Magnetic Barkhausen Noise technique”. NDT&E
International, Vol. 43, pp. 29-33, 2010.