produÇÃo mais limpa: identificaÇÃo de oportunidades em uma...
TRANSCRIPT

PRODUÇÃO MAIS LIMPA:
IDENTIFICAÇÃO DE OPORTUNIDADES
EM UMA INDUSTRIA MOVELEIRA
Francine de Brito Nagel (UFSM)
Fabiane da Costa Silva (UFSM)
Breyner Neves Kramatschek (UFSM)
Hedley Colman Machado Lemos (UFSM)
Morgana Pizzolato (UFSM)
Resumo: O presente artigo tem como objetivo geral identificar e
analisar oportunidades de melhoria através da implementação de
conceitos de Produção mais Limpa em uma indústria de móveis,
localizada no Distrito Industrial da cidade de Santaa Maria-RS. Para
isso, utilizou-se do método de estudo de caso, incorporando para
coleta de dados entrevistas com o proprietário da moveleira e
observação local. Além disso, o método de Produção mais Limpa
utilizado pelo trabalho foi o elaborado pelo Centro Nacional de
Tecnologias Limpas (CNTL) do SENAI. Com isso, conseguiu-se uma
ordem de atividades a serem feitas, conforme apresentado nos
resultados: planejamento e organização; diagnóstico e pré-avaliação;
avaliação; estudo de viabilidade técnica, econômica e ambiental.
Assim, entre outros elementos, construiu-se um fluxograma qualitativo
e quantitativo que classificou os resíduos gerados no processo
produtivo (madeira, cola, lixa e tinta). Essa etapa foi essencial para o
planejamento das oportunidades de melhoria no processo verificadas,
atingindo enfim os benefícios oferecidos pelo programa de P+L:
reduzir custos e melhorar a eficiência das operações. Abstract: This
article aims at indentify and analyzing opportunities for improvement
through the implementation of cleaner manufacturing concepts in a
furniture company, located in the Industrial District of Santa Maria-
RS. Therefore, was used the method of case study, incorporation data
collection interviews with the owner´s furniture and local observation.
Furthermore, the method used by the cleaner manufacturing work was
prepared by the National Center for Clean Technologies (CNTL) from
SENAI. This was achieved by an order of activities to be made, as
shown in the results: planning and organization, diagnosis and pre-
assessement, evaluation, technical feasibility study, economic and
environmental. Therefore, among other things, built up a flowchart
qualitative and quantitative ranking the waste generated in the
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
2
production process (wood, glue, sandpaper and paint). This step was
essential for the planning of opportunities for process improvement
observed, finally reaching the benefits offered by the cleaner
manufacturing model: reduce costs and improve efficiency operations.
Palavras-chaves: Produção mais Limpa, industria moveleira, resíduos,
oportunidades de melhoria

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
3
1. Introdução
O desenvolvimento crescente da sociedade urbana e industrial surgiu rapidamente e sem
muito planejamento, isso gerou consequências que estão comprometendo a qualidade de vida,
principalmente nos grandes centros. Para reverter alguns desses problemas e prevenir o
aparecimento de outros, faz-se necessária a implantação de sistemas de controle ambiental,
para a minimização de impactos ambientais associada à minimização de custo, recuperando
matérias primas e energia para projetar um futuro em que os interesses da sociedade se
associam no sentido de preservar a qualidade ambiental para as atuais e futuras gerações,
segundo DONAIRE (1999).
De acordo com CNTL (2010), esta abordagem induz inovação nas empresas, dando um passo
em direção ao desenvolvimento econômico sustentado e competitivo, não apenas para elas,
mas para toda a região que abrangem.
Nesse contexto, aplicação da ferramenta de Produção mais Limpa (P+L) pode ser classificada
como uma abordagem preventiva e estratégica já que segundo Schenini (2005), a P+L faz
parte das novas estratégias de administração industrial e propõe o uso de conceitos industriais
que aumentam a eficiência e previnem a poluição na fonte, reduzindo ou evitando riscos para
a população humana, em especial, e o ambiente em geral.
O setor moveleiro, dentro deste contexto, é um ramo industrial em pleno desenvolvimento que
vem ganhando espaço no mercado. Isto ocorre devido à boa qualidade dos móveis, alcançado
devido aos investimentos em tecnologia para o setor. Por outro lado, melhorias na gestão
ambiental, não realizadas, poderiam representar não apenas a sustentabilidade dos mercados
conquistados, mas também novos ganhos de competitividade, através de técnicas como
racionalização do uso de matérias-primas, reaproveitamento e reciclagem de resíduos.
(SCHNEIDER; ET AL, 2003)
Assim, o presente artigo tem como objetivo apresentar um caso de identificação e análise de
oportunidades de melhoria por meio da Produção mais Limpa em uma indústria de móveis,
localizada no Distrito Industrial da cidade de Santa Maria no Rio Grande do Sul. O estudo de
caso ainda possui como objetivos específicos: demonstrar o fluxograma
qualitativo/quantitativo do processo produtivo; diagnosticar sob o ponto de vista operacional e
ambiental o processo produtivo da empresa em estudo; identificar as causas de geração de
resíduos a partir de cada operação realizada no processo.
Este texto está delineado da seguinte forma: inicialmente é feita uma revisão teórica sobre as
principais temáticas; a seguir, é explicitada a metodologia de pesquisa; depois é apresentada
uma síntese da análise dos casos; após, apontadas as considerações finais; e, por fim, são
alocadas as referências bibliográficas.
2. Referencial teórico
2.1. Produção mais Limpa
A Produção Mais Limpa foi definida em um seminário realizado pelo Programa das Nações
Unidas para o Meio Ambiente (PNUMA) em 1990, como uma abordagem de proteção
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
4
ambiental ampla que considera todas as fases do processo de manufatura ou ciclo de vida do
produto, com o objetivo de prevenir e minimizar os riscos para os seres humanos e o meio
ambiente, a curto e a longo prazo. Essa abordagem, busca por ações para minimizem o
consumo de energia, matéria-prima e a geração de resíduos e emissões.
De acordo com CNTL (2003) a Produção mais Limpa é a aplicação de uma estratégia técnica,
econômica e ambiental integrada aos processos e produtos, a fim de aumentar a eficiência no
uso de matérias-primas, água e energia, através da minimização ou reciclagem dos resíduos e
emissões geradas, com benefícios ambientais, de saúde ocupacional e econômicos.
A P+L pode ser adotada em qualquer setor e porte de atividade a partir de uma análise
técnica, econômica e ambiental detalhada do processo produtivo, objetivando a identificação
de oportunidades que possibilitem melhorar a eficiência, sem acréscimo de custos para a
empresa (SILVA; MEDEIROS, 2006).
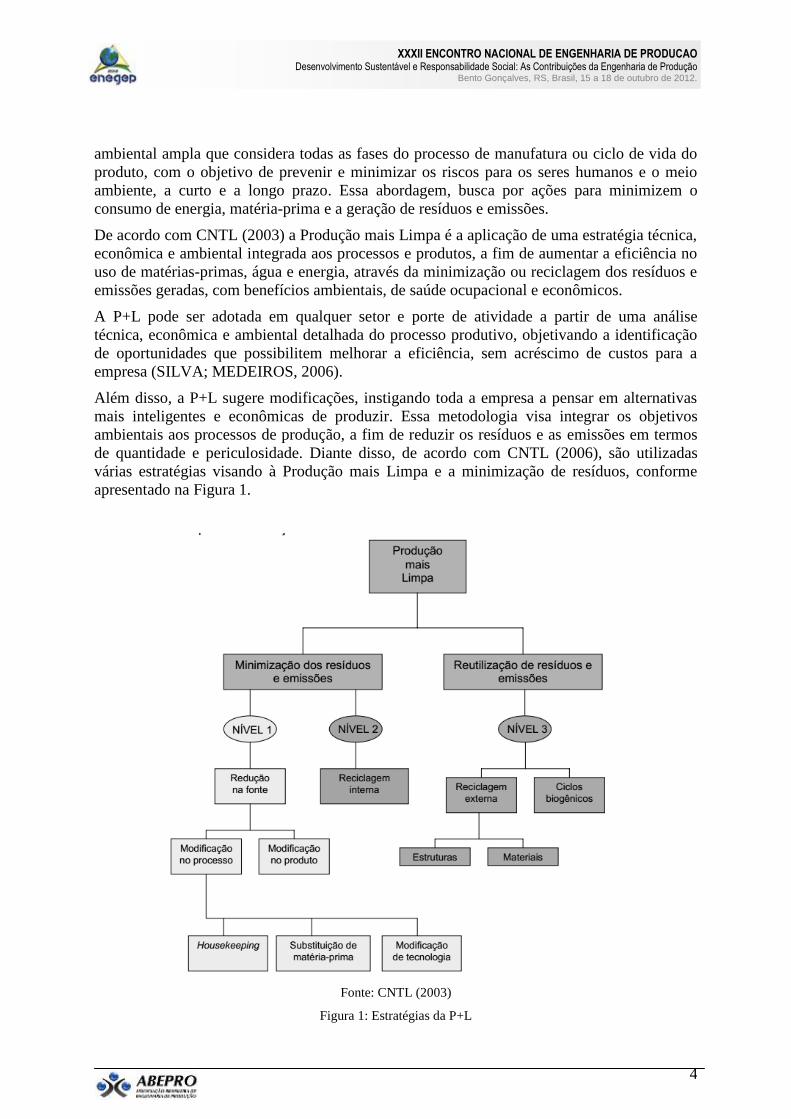
Além disso, a P+L sugere modificações, instigando toda a empresa a pensar em alternativas
mais inteligentes e econômicas de produzir. Essa metodologia visa integrar os objetivos
ambientais aos processos de produção, a fim de reduzir os resíduos e as emissões em termos
de quantidade e periculosidade. Diante disso, de acordo com CNTL (2006), são utilizadas
várias estratégias visando à Produção mais Limpa e a minimização de resíduos, conforme
apresentado na Figura 1.
Fonte: CNTL (2003)
Figura 1: Estratégias da P+L

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
5
Como se pode perceber, a prioridade da Produção mais Limpa está no topo (à esquerda) da
figura: evitar a geração de resíduos e emissões (nível 1). Os resíduos que não podem ser
evitados devem, preferencialmente, ser reintegrados ao processo de produção da empresa
(nível 2). Na sua impossibilidade, medidas de reciclagem fora da empresa podem ser
utilizadas (nível 3). O CNTL (2003) propõe uma metodologia para a implantação de um
Programa de Produção mais Limpa em um processo produtivo. As fases deste método são:
FASE1: Planejamento e Organização; FASE 2: Pré-avaliação e Diagnóstico; FASE 3:
Avaliação de P+L; FASE 4: Estudos de Viabilidade Técnica, Econômica e Ambiental; FASE
5: Implementação de Opções e Plano de Continuidade.
2.2. P+L na indústria moveleira
A indústria de móveis no Brasil é caracterizada pela aglomeração de processos de produção,
envolvendo matérias-primas orgânicas que resultam em uma gama muito grande de produtos
finais, baseado no uso intensivo de mão-de-obra (GORINI, 2000). A Associação Brasileira
das Indústrias do Mobiliário (ABIMOVEL, 2001) ainda afirma que o setor caracteriza-se pela
forte fragmentação, diversidade tecnológica e verticalização, devido à ausência de
fornecedores de partes e componentes para móveis.
Segundo dados da ABDI (2008), a estrutura produtiva da indústria brasileira de móveis é
caracterizada pela predominância das empresas de pequeno porte. Na quase totalidade dos
casos, são empresas familiares, com limitados recursos gerenciais e financeiros, que
apresentam grande dificuldade em construir e se apropriar das vantagens competitivas.
Nesse sentido, nota-se que o consumo consciente do ambiente como vantagem competitiva
ainda está longe de ser verificado por grande parte das empresas de fabricação de móveis no
Brasil. Isso porque, Azevedo e Nolasco (2009), identificaram em sua pesquisa no ramo
moveleiro que os requisitos ambientais ainda são pouco incorporados nas atividades de
desenvolvimento de produtos ou mesmo nas decisões do processo de fabricação. Isso significa
queas práticas ambientais na visão dessas empresas ainda estão ligadas a custos de produção
para sua implantação.
Entretanto, essa barreira econômica observada pelas empresas moveleiras inexiste, uma vez
que a aplicação do P+L servepara otimizar o uso das matérias-primas, sobretudo as não
renováveis, como a madeira. Além disso, reduzir a geração de resíduos, ou melhor,
subprodutos não processados em 100%, significa melhorar a eficiência produtiva em base
mais sustentável (RAPOSOet al., 2010).
Os programas de produção mais limpa se focam no potencial de ganhos diretosno mesmo
processo de produção e de ganho indireto pela eliminação de custos associadoscom o
tratamento e a disposição final de resíduos, desde a fonte, ao menor custo, e comperíodos
curtos de amortização dos investimentos (MELLO; NASCIMENTO, 2002).
Para exemplificar essa situação tem-se o trabalho de Oliveira et al. (2009) que apresenta as
ações de P+L implantadas por uma indústria moveleira de pequeno porte. A empresa
reorganizou seu processo produtivo de modo sustentável sem saber dessa técnica em sua
concepção teórica. Segundo os autores, a empresa obteve redução dos custos de produção,
maior produtividade, prevenção na geração de resíduos e reciclagem dos materiais
desperdiçados.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
6
Outro exemplo é o apresentado por Raposo et al. (2010) onde, uma empresa moveleira no
Estado de Alagoasconseguiu selecionar os resíduos e mostrar que sua minimização traduz-se
em: i) aumento da eficiênciaecológica da empresa, quando se consegue transformar a matéria-
prima em produto ou subproduto; ii)vantagem comercial, quando se potencializa a
competitividade; iii) minimização de custos de retrabalho eredução de impactos ambientais
associados ao processo produtivo, quando se utiliza menos materiais e recursos naturais.
Como visto, portanto, a P+L pode trazer grandes benefícios (econômicos e ambientais) para
as empresas moveleiras de pequeno porte, como no caso desse trabalho, pois ela orienta as
organizações, sobretudo, a trabalharem com a gestão de suas atividades. E para começar esse
processo de controle e organização, a P+L vem a suprir adequadamente tais
necessidadesessencialmente na área de produção e financeira, uma vez que define os
processos produtivos e enxuga os gastos supérfluos.
3. Metodologia
O estudo de caso deste trabalho foi realizado em uma empresa familiar de pequeno porte
localizada no Polo Industrial da cidade de Santa Maria, Rio Grande do Sul, que possui
umNúcleo Moveleiro (NUMOV/SM). De acordo com Canto e Lopes (2005), a indústria
moveleira em Santa Maria possui potencial para se tornar um cluster bem desenvolvido.A
organização participa de feiras do setor e tem uma boa visibilidade no mercado na região
central do Estado.
A empresa conta com sete colaboradores que trabalham na produção das peças e montagem
dos móveis. Os produtos oferecidos são feitos sob medidaa partir dos projetos feitos pelos
designers de móveis da empresa. Tais projetos são feitos com as referências e exigências que
o cliente deseja. Conforme observado em visitas e através de entrevistas feitas, não foi
identificada a utilização de um sistema de gestão ambiental formalizado.
O estudo de caso apresentado é classificado por seu conteúdo e objetivo como descritivo, e
segue a Metodologia para implantação de P+L apresentada por CNTL (2003). O estudo de
caso como estratégia de pesquisa compreende um método que abrange tudo –com a lógica de
planejamento incorporando abordagens específicas à coleta e análise de dados (YIN, 2001).
As fases e passos metodológicos da P+L são apresentadas na figura 2 e detalhadas em CNTL
(2003).
Para a condução do estudo de caso foram utilizadas ferramentascom visitas à
empresa,entrevistas com o proprietário e funcionários e observação local.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
7
Fonte: Adaptada pelos autores de CNTL (2003)
Figura 2: Método do P+L
Vale ressaltar que das fases sugeridas por CNTL (2003), a fase de estudo de viabilidade
técnica, econômica e ambiental e a de implantação não compreende esse trabalho, uma vez
que essas estavam em processo quando esse estudo foi escrito. Assim, se encontram nos
resultados desse trabalho as fases de planejamento e organização; diagnóstico e pré-avaliação
e avaliação. Quanto aos passos, optou-se por realizar os seguintes: passo 1 –
Comprometimento gerencial; passo 2 – identificação de barreiras; passo 3 - Abrangência do
programa; passo 4: formação do Eco time;passo 5: fluxograma do processo; passo 6 -
diagnóstico ambiental e de processo; passo 7 - selecionar foco da avaliação; passo 9 - causas
da geração de resíduos e passo 10 - identificar oportunidades de P+L. Os autores
consideraram esses passos como os mais significativos para que a empresa em estudo tomasse
consciência da necessidade de aplicação da ferramenta de P+L.
4. Resultados
Na sequência são apresentadas as fases do método realizadas na empresa de móveis.
4.1. Fase 1: Planejamento e Organização
4.1.1. Passo 1: Comprometimento gerencial
No princípio desse trabalho, foram os autores que buscaram a empresa moveleira a fim de
analisar o sistema produtivo e propor melhorias na área. Entretanto, conforme a CNTL
(2003), sem o comprometimento da gerência não haverá verdadeira ação. Uma vez que a
gerência esteja comprometida e aprove a avaliação de produção mais limpa, é necessário
assegurar-se de que eles mantenham-se envolvidos durante toda a avaliação. Nesse sentido,
procurou-se maior informação através de entrevistas com o dono da fábrica de móveis a
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
8
respeito do envolvimento da empresa com práticas ambientalmente corretas. Constatou-se,
assim, que o empresário tinha facilidade em perceber pontos de melhorias no sistema
produtivo, acarretando em ganhos ambientais e econômicos.
4.1.2. Passo 2: Identificação de barreiras
Não foram encontradas barreiras que impedissem ou retardassem o trabalho. Pelo contrário, o
empresário sempre foi muito solícito aos questionamentos e entrevistas durante todo o
processo de execução da ferramenta de P+L.
4.1.3. Passo 3: Abrangência do programa
Com isso, definiu-se que o programa de P+L abrange a área de produção da empresa
estudada.
4.1.4. Passo 4: Formação do Ecotime
Eco time seria formado pelos autores desse artigo somado ao empresário da firma. Os demais
funcionários da produção entrariam no projeto como informantes do fluxo de fabricação e no
final do processo como parte integrante para aplicação das mudanças sugeridas. Dessa forma,
conseguiu-se com sucesso executar as fases seguintes.
4.2. Fase 2: Diagnóstico e pré-avaliação
4.2.1. Passo 5: Fluxograma do processo
Foi construído um fluxograma do processo produtivo de um produto da empresa(ver figura 3).
O mesmo fluxograma foi utilizado para visualizar as quantidades de matéria-prima e resíduos
presentes nos processos de fabricação deste.
Para uma melhor comparação, fez-se o cálculo da entrada de madeira em quilos, com o
objetivo de deixar madeira e resíduos nas mesmas medidas. Considerando que na recepção da
matéria prima, tem-se o volume inicial de 0,189 m³ de madeira e que, segundo FIBRIA
(2011), 1 m³ de madeira pesa de 450 a 500 quilos, após ser eliminada toda a água da madeira.
Além disso, estão incluídas na figura 3 lâmpadas que indicam gasto de energia elétrica
necessário no processo.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
9
Início
Recepção da
Madeira
Corte
Desempeno
Desengrosso
Tupia
Furação
Lixação
Pré-montagem
Laqueamento /
Lustro
Secagem
Montagem
Expedição
Fim
Madeira:
89,775 kg
Madeira:
89,775 kg
Madeira:
88,475 kg
Madeira:
87,008 kg
Madeira:
84,808 kg
Serragem:
0,650 kg
Maravalha:
2,2 kg
Maravalha:
1,467 kg
Serragem:
1,300 kg
Madeira:
84,158 kg
Parafuso: 116
unid.
Maravalha:
0,200 kg
Madeira:
83,958 kg
Lixa: 7 m
Pó: 0,750
kg
Madeira:
83,208 kg
Cola: 250 ml
Cola:
insignificante
Madeira: 83,208 kg
Tingidor: 0,5 l
Selador: 1l
Verniz: 1l
Tingidor,
selador e
verniz:
insignificantes
Madeira:
83,208 kg
Móvel:
83,208 kg
Móvel:
83,208 kg

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
10
Fonte: Elaborado pelos autores
Figura 3: Fluxograma qualitativo e quantitativo do processo
Os valores em quilogramas tanto da entrada de matéria-prima como dos resíduos são
referentes à fabricação de uma unidade do produto. Pode-se observar que do peso total de
madeira (que entra) seus resíduos representam 7,3%. Esse cálculo foi possível, pois se utilizou
as mesmas unidades para matéria-prima e resíduos.
4.2.2. Passo 6: Diagnóstico ambiental e de processo
Após obter os dados quantitativos se optou por avaliá-los em relação aos seus custos. Para
obter esse impacto de custo à análise foi construído o diagnóstico ambiental apresentado nas
tabelas 1 e 2. Esse diagnóstico verifica os aspectos financeiros levando em conta o processo
produtivo escolhido e as quantidades de um projeto.
QUANTIDADE CUSTO
MATÉRIA-PRIMAS Madeira pura R$ 250,00
Cola de madeira 250 ml R$ 4,00
1/2 L de tingidor R$ 20,00
1L Selador R$ 30,00
1L Verniz R$ 40,00
ENERGIA* 1543,6 kW/h R$ 737,06**
AUXILIARES Parafusos R$ 29,00
Lixa de 7m R$ 13,33
Plástico bolha R$ 3,30
Total*** R$ 389,63
*Média dos valores dos últimos 5 meses ** Custo calculado com valor do KW/h *** Total sem o valor da energia
Fonte: Elaborado pelos autores
Tabela 1: Tabela de matérias-primas, insumos e auxiliares
QUANTIDADE CUSTO
RESÍDUOS
6,567 kg (7,3% da madeira) de serragem,
maravalha e pó de madeira R$ 18,25
Cola Baixo Custo
Tonel de resíduo (firma recolhedora) R$ 96,00
Tingidor, selador e verniz Baixo Custo
Fonte: elaborado pelos autores
Tabela 2: Tabela de subprodutos, resíduos, efluentes e emissões
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
11
Conforme observado nas tabelas que compõem o diagnóstico ambiental, a discriminação dos
custos permite visualizar fontes de desperdício ou potenciais de melhoria no processo de
fabricação. A explicitação dos custos provoca mais impacto nessa visualização, tanto de
desperdícios quanto de melhorias, ficando ao proprietário mais claro os benefícios de uma
implantação do P+L.
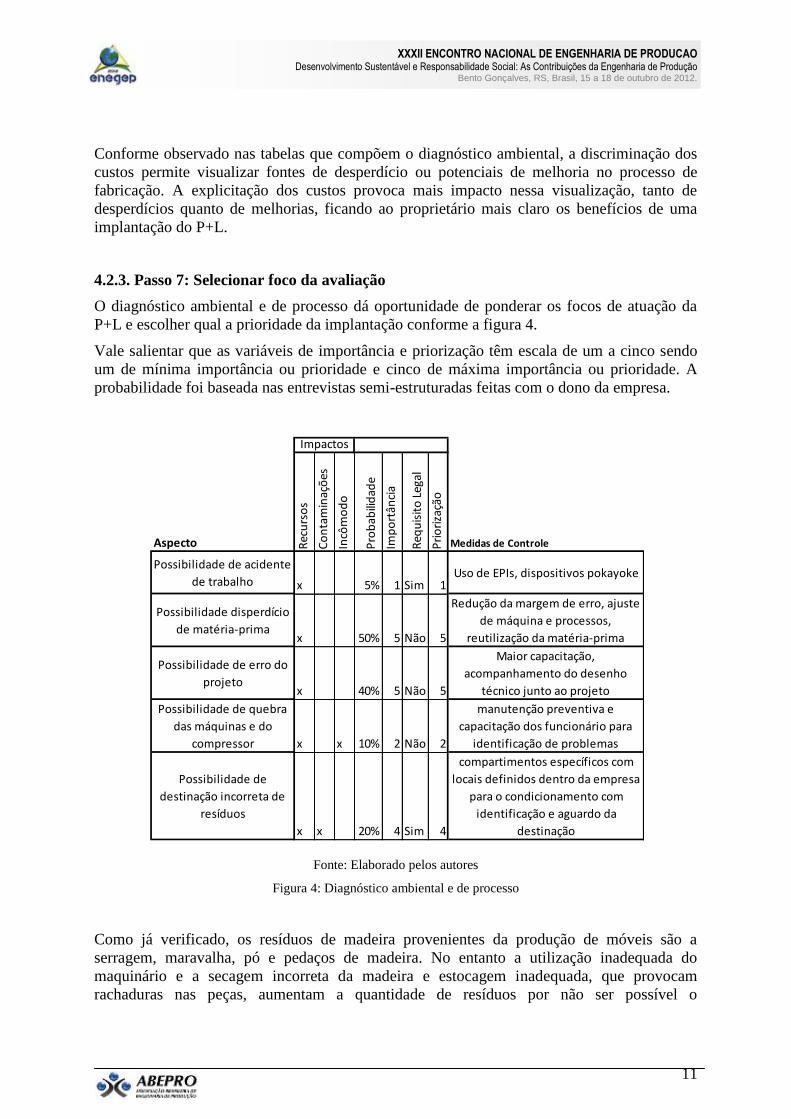
4.2.3. Passo 7: Selecionar foco da avaliação
O diagnóstico ambiental e de processo dá oportunidade de ponderar os focos de atuação da
P+L e escolher qual a prioridade da implantação conforme a figura 4.
Vale salientar que as variáveis de importância e priorização têm escala de um a cinco sendo
um de mínima importância ou prioridade e cinco de máxima importância ou prioridade. A
probabilidade foi baseada nas entrevistas semi-estruturadas feitas com o dono da empresa.
Aspecto Rec
urs
os
Co
nta
min
açõ
es
Incô
mo
do
Pro
bab
ilid
ade
Imp
ort
ânci
a
Req
uis
ito
Leg
al
Pri
ori
zaçã
o
Medidas de Controle
Possibilidade de acidente
de trabalho x 5% 1 Sim 1Uso de EPIs, dispositivos pokayoke
Possibilidade disperdício
de matéria-primax 50% 5 Não 5
Redução da margem de erro, ajuste
de máquina e processos,
reutilização da matéria-prima
Possibilidade de erro do
projetox 40% 5 Não 5
Maior capacitação,
acompanhamento do desenho
técnico junto ao projeto
Possibilidade de quebra
das máquinas e do
compressor x x 10% 2 Não 2
manutenção preventiva e
capacitação dos funcionário para
identificação de problemas
Possibilidade de
destinação incorreta de
resíduos
x x 20% 4 Sim 4
compartimentos específicos com
locais definidos dentro da empresa
para o condicionamento com
identificação e aguardo da
destinação
Impactos
DIAGNÓSTICO AMBIENTAL E DE PROCESSO
Fonte: Elaborado pelos autores
Figura 4: Diagnóstico ambiental e de processo
Como já verificado, os resíduos de madeira provenientes da produção de móveis são a
serragem, maravalha, pó e pedaços de madeira. No entanto a utilização inadequada do
maquinário e a secagem incorreta da madeira e estocagem inadequada, que provocam
rachaduras nas peças, aumentam a quantidade de resíduos por não ser possível o

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
12
aproveitamento total do material, podendo ser classificados como possibilidade de desperdício
de matéria prima.
4.3. Fase 3: Avaliação
4.3.1. Passo 9: Causas da geração de resíduos
Neste passo, observam-se os resíduos gerados a partir de cada operação realizada no processo
analisado nesse trabalho.
Fontes de resíduos Resíduos
Lixação Pó
Colagem Cola
Tingidor Resíduos insignificantes*
Selador Resíduos insignificantes*
Verniz Resíduos insignificantes*
Máquinas antigas Alto custo para melhorias
Corte fora da especificação Retrabalho e inutilização da matéria prima
Margem de erro muito alta Sobras de madeira
Pintura Pó de tinta
Corte Serragem
Desengrosso Maravalha
Desempeno Maravalha
Tupia Maravalha
Furação Serragem
Falta de capacitação/treinamento Geração de refugos
*Dados referentes a um produto
Fonte: Elaborado pelos autores
Tabela 3: Fonte de resíduos do processo de produção e os resíduos respectivamente
Com base no fluxograma quantitativo do processo, há grande volume de resíduos gerados
(serragem, maravalha, pó de madeira) de fácil redução/reaproveitamento, uma vez que se
classificam como não perigosos frente à NBR 10004, Classe II. Enquanto os resíduos
provenientes da tinta, tingidor, selador e verniz são perigosos – classe I. Para esses a empresa
afirmou revender tais resíduos a uma firma responsável a qual passa na empresa com uma
frequência de duas a três vezes por semana para comprar tais resíduos.
Além disso, conforme a classificação do método de P+L da CNTL os resíduos provenientes
da madeira, podem ser orientados em nível 1 (redução na fonte) e nível 2 (reciclagem interna).
Para redução na fonte, convém selecionar chapas de madeira no tamanho mais aproximado ao
pretendido no final do trabalho, gerando, dessa forma, menor quantidade de resíduos. Já os
resíduos classificados em nível 2 – reciclagem interna – serão apresentados no item a seguir
(Identificação de oportunidades de P+L).
4.4.1. Passo 10: Identificação das oportunidades de P + L

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
13
Como dito anteriormente a empresa possui conhecimento em práticas ambientais,entretanto,
não tem planejamento nem conhecimento para perceber oportunidades de melhoria que
poderiam aperfeiçoar o processo. As oportunidades identificadas pelos autores são
apresentadas na tabela 4.
Como visto na tabela das oportunidades verificadas, há melhorias possíveis para as operações
do processo analisado. Dessa forma, verifica-se que tais melhorias podem propiciar benefícios
econômicos, benefícios ambientais. Isso porque com a diminuição dos resíduos e/ou
reutilização dos resíduos, além de diminuir o custo financeiro, o ciclo da matéria será maior e
com isso os resíduos serão gerados apenas no final de todo esse processo.
Abordagem da produção mais
limpa Como? Por quê?
Corte Diminuição da margem de erro do corte diminuindo a sobra gerada;
Manutenção da serra fita;
Com uma margem de erro menor os materiais serão mais bem aproveitados;
Troca da serra fita quando for identificado; descontinuidades nos dentes ou irregularidade no corte do material;
Desempeno Manutenção da maquina para evitar erro na operação;
Para evitar medidas fora de especificação gerando mais resíduos e retrabalho;
Tupia Utilização de um recipiente para armazenamento dos resíduos;
Os resíduos são depositados no chão da empresa;
Desengrosso Adquirir e utilizar máquina de Briquete de biomassa;
Vender maravalha;
É o processo que mais gera maravalha podendo ser aproveitada no processo de Briquete sendo transformada em lenha, que pode ser utilizada em caldeiras e fornos;
Para gerar receita e evitar o desperdício; Lixação Utilização do exaustor para
acondicionamento do pó; Para que este resíduo não fique depositado
indevidamente sobre os maquinários da empresa;
Laqueamento Utilização do processo de mistura de restos de tintas, já conhecido pela empresa.
Para reaproveitamento em pintura de paredes e pisos.
Estoque de madeira
Melhorar a forma de armazenagem da matéria prima dentro da indústria, utilizando os locais ocupados por sobras de madeiras depositadas ao redor do galpão.
Por que o estoque está localizado fora da fábrica e exposto a ação de intempéries.
Fonte: Elaborado pelos autores
Tabela 4: Oportunidades de P+L
5. Conclusão

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
14
O presente artigo apresentou um caso de identificação e analise de oportunidades de melhoria
por meio da Produção mais Limpa em uma indústria de móveis, localizada no Distrito
Industrial da cidade de Santa Maria no Rio Grande do Sul.
Também neste artigo foram elaborados e apresentados o fluxograma qualitativo/quantitativo
do processo produtivo; o diagnóstico do processo produtivo da empresa sob o ponto de vista
operacional e ambiental; a identificação das causas de geração de resíduos a partir de cada
operação realizada no processo.
Além disso, com esse estudo, conseguiu-se apurar a classe dos resíduos gerados no processo
de produção da moveleira conforme indicação da metodologia do P+L. Assim, os resíduos da
empresa estão orientados em: nível 1 (redução na fonte) e nível 2 (reciclagem interna),
propiciando otimização do uso dos recursos. Com isso, atinge-se então, os benefícios
oferecidos pelo programa de P+L: reduzir custos e melhorar a eficiência das operações.
E ainda, através das entrevistas e das observações feitas no local, constatou-se que a
preocupação da empresa em relação ao meio ambiente é ascendente, porém esta preocupação
ainda é tímida. Isso porque, através do estudo do P+L, percebeu-se que grande parte dos
desperdícios na produção inicia-se pela falta de conhecimento da direção dos aspectos e
impactos ambientais que as atividades dessa indústria causam, deixando-a amarrada as ações
rotineiras de desperdício e poluentes.
Por isso, acredita-se que a implantação desse estudo trará benefícios à empresa ao atingir suas
metas financeiras, ao mesmo tempo em que cuidará da preservação do ambiente, motivando a
inovação e as vantagens competitivas no seu setor.
6. Referências bibliográficas
Associação Brasileira das Indústrias do Mobiliário – ABIMÓVEL.Panorama do Setor Moveleiro, 2001.
Agência Brasileira de Desenvolvimento Industrial – ABDI. Relatório de Acompanhamento Setorial da
indústria moveleira. Junho, EDITORA - 2008.
AZEVEDO, P. S., NOLASCO, A. M. Requisitos Ambientais no Processo de Desenvolvimento de Produtos em
Indústrias de Móveis Sob Encomenda. In: 2º International Workshop, Advances in Cleaner Production. São
Paulo, maio 2009.
CANTO, R. V.; LOPES, H. C.O setor moveleiro do município de Santa Maria/RS e suas potencialidades como
cluster. Santa Maria, 2005. Disponível em:<http://www. fee.tche.br/3eeg/Artigos/m12t02.pdf>. Acesso em: abril
2012.
CNTL, Centro de Tecnologias Limpas. O que é produção mais limpa.SENAI-RS, 2003. Disponível em: <
http://wwwapp.sistemafiergs.org.br/portal/page/portal/sfiergs_senai_uos/senairs_uo697/O%20que%20%E9%20
Produ%E7%E3o%20mais%20Limpa.pdf>. Acesso em abril 2012.
CNTL, Centro de Tecnologias Limpas. Série Manuais de Produção mais Limpa. Porto Alegre: SENAI-RS,
2003. Disponível em: <http://wwwapp.sistemafiergs.org.br/portal/page/portal/sfiergs_
senai_uos/senairs_uo697/proximos_cursos/Princ%EDpios%20B%E1sicos%20de%20PmaisL%20em%20Matad
ouros%20Frigor%EDficos.pdf>. Acesso em abril 2012.
DONAIRE, D. Gestão Ambiental na Empresa. São Paulo, Atlas, 1999.
FIBRIA, Site - http://www.fibria.com.br/web/pt/ambiente/programas.htm. Acesso em outubro 2011.
GORINI, A. P.F. A indústria de móveis no Brasil. São Paulo: Abimóvel, 2000.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
15
MELLO, M. C. A.; NASCIMENTO, L.F. Produção mais limpa: um impulso para a inovação e a obtenção de
vantagens competitivas. In: XXII Encontro Nacional de Engenharia de Produção. Curitiba, 2002. Disponível
em: <http://www.abepro.org.br/biblioteca/ ENEGEP2002_TR100_0846.pdf>. Acesso em outubro 2011.
OLIVEIRA, E.B.; CASTRO E.C.F; RAIMUNDINI, S.L.; STRUMIELLO, L.D.P. Desenvolvimento
sustentável e produção mais limpa:estudo de caso em uma empresa do setor moveleiro. ConTexto, Porto Alegre,
v. 9, n. 16, 2009.
RAPÔSO, A.L.Q.R.; KIPERSTOK, A.; CÉSAR, S. F. Produção mais limpa e design do ciclo de vida de
móveis estofados no Estado de Alagoas, Brasil. In: V CONNEPI – Sistema de Gerenciamento de Conferências
(OCS), 2010. Disponível em: <http://connepi.ifal.edu.br/ocs/index.php/connepi/CONNEPI2010/paper/viewFile/
867/602>. Acesso em outubro 2011.
SCHENINI, P. C.Gestão empresarial sócio ambiental. Florianópolis: Nupegema, 2005.
SCHNEIDER, V. E.; HILLIG, E.; PAVONI, E.T.; RIZZON, M.R.; BERTOTTO, L.A.F. Gerenciamento
ambiental na indústria moveleira – estudo de caso no município de Bento Gonçalves. In: XXIII Encontro
Nacional de Engenharia de Produção. Ouro Preto, 2003. Disponível em: <http://www.abepro.org.br/biblioteca/
ENEGEP2003_TR1004_1263.pdf> Acesso em: abril 2012.
SILVA, G.C.S.; MEDEIROS, D.D. Metodologia de Checkland aplicada à implementação da Produção mais
Limpa em Serviços. Gestão e Produção. v. 13, n. 3, 2006.
YIN, R. K.Estudo de caso: planejamento e métodos. Trad. Daniel Grassi. Porto Alegre: Bookan, 2001, 2.ed.