processo de melhoria contÍnua (pmc²) na …ppga.com.br/mba/2006/braga_luis_pastorelli.pdf · 5...
TRANSCRIPT

UNIVERSIDADE DE TAUBATÉ Luís Pastorelli Braga
PROCESSO DE MELHORIA CONTÍNUA (PMC²) NA INDÚSTRIA AUTOMOBILÍSTICA
Taubaté - SP 2006

1
UNIVERSIDADE DE TAUBATÉ Luís Pastorelli Braga
PROCESSO DE MELHORIA CONTÍNUA (PMC²) NA INDÚSTRIA AUTOMOBILÍSTICA
Monografia apresentada para obtenção do Certificado de Especialização pelo Curso de MBA em Gerência Produção e Tecnologia do Departamento de Economia, Contabilidade, Administração e Secretariado da Universidade de Taubaté, Orientador: Prof. Paulo Remi Guimarães Santos
Taubaté – SP 2006

2
LUÍS PASTORELLI BRAGA
PROCESSO DE MELHORIA CONTÍNUA (PMC²) NA INDÚSTRIA AUTOMOBILÍSTICA
Monografia apresentada para obtenção do Certificado de Especialização pelo Curso de MBA em Gerência Produção e Tecnologia do Departamento de Economia, Contabilidade, Administração e Secretariado da Universidade de Taubaté,
Data: 28 de janeiro de 2006
Resultado: __________________
BANCA EXAMINADORA
_______________________________ Universidade de Taubaté
Assinatura: _____________________
_______________________________ Universidade de Taubaté
Assinatura: _____________________
_______________________________ Universidade de Taubaté
Assinatura: _____________________

3
Dedico aos meus pais Raphael Braga Neto (in memorian) e
Olga Pedrinha Pastorelli Braga pela minha criação, educação
e incentivo nos meus projetos ao logo da minha vida.
Dedico a minha esposa Selma Regina e minhas filhas Juliana
e Camila pelo apoio e incentivo durante minha vida e para a
realização desta monografia.

AGRADECIMENTOS
Agradeço ao meu orientador, professor na Escola de Engenharia de Taubaté
em 1977, colega de classe no MBA na UNITAU em 2001 e amigo o Professor
Paulo Remi Guimarães Santos, pela orientação acadêmica recebida no transcurso
do desenvolvimento dessa monografia.
Agradeço aos meus colegas e amigos Emerson Antonio dos Santos, Wilson
Prado Palma Júnior e Joaquim Alves dos Santos Neto e as demais pessoas que
trabalham comigo na Engenharia Industrial da Volkswagen Unidade de Taubaté,
pelo incentivo e apoio no meu desenvolvimento pessoal e profissional.

5
RESUMO
Montadoras automobilísticas veteranas no mercado preparam-se para enfrentar o
time de empresas jovens que chegou ao País com fábricas enxutas e métodos
modernos de produção, investindo na modernização das unidades, algumas
instaladas há cinco décadas, para não perder em competitividade para essas
indústrias, instaladas a partir de 1997. Quem vai decidir quem fica é o mercado, e
esta é a realidade atual. Porém nem tudo está perdido para as aqui chamadas de
veteranas pois fábrica moderna nem sempre é sinônimo de eficiência e
produtividade e ser veterana é conseguir enxergar seus pontos fracos e
desencadear ações no sentido de transformar pontos fracos em oportunidade para
crescer é o desafio. Neste sentido pretende-se demonstrar no presente trabalho um
ponto chave em termos de melhoria de produtividade que é o Processo de Melhoria
Contínua: implantar uma metodologia de trabalho utilizando-se de recursos capazes
de colher as informações sobre quebra de máquinas, falhas operacionais, perdas
administrativas, perdas de manutenção e implantar as melhorias visando ganhos
para uma empresa automobilística. Será apresentada a metodologia de trabalho
para utilização na área produtiva, mostrando os resultados em termos de
produtividade obtidos num período. A conclusão que se pretende chegar é que é
possível reverter o jogo para empresas que há alguns anos atrás eram responsáveis
por 94% das vendas de veículos no mercado brasileiro e hoje amargam 70% e com
perspectivas nada animadoras caso não tomem uma atitude enérgica e rápida.
Palavras-chave: Produtividade, Qualidade, Custo, Tempo de Fabricação.

6
ABSTRACT
Veteran automobile assembly plants in the market get ready to face the team of
young companies that arrived at the Country with lean manufacturing and modern
methods of production, investing in the modernization of the units, some installed five
decades ago, for not losing in competitiveness for those industries, installed from
1997 on. Who will decide who will stay is the market, and this is the current reality.
However not everything is lost for the ones here called veteran because a modern
factory not always is a synonymous of efficiency and productivity and be veteran and
capable to identify their weak points and to unchain actions in order to transform
weak points in opportunities to grow is the challenge. In this sense it is intended to
demonstrate in the present work a key point in terms of productivity improvement that
is the Process of Continuous Improvement: to implant a work methodology using
resources capable to collect the information on break of machines, operational
failures, administrative losses, maintenance losses and to implant the improvements
aiming profits for an automobile company. The work methodology will be presented
to be used in the productive area, showing the results in terms of productivity
obtained in a period. The conclusion that is intended to reach is that it is possible to
revert the game for companies that some years ago were responsible for 94% of
vehicles sales in the Brazilian market and today they embitter 70% and with
perspectives not exciting ones in case they don't take an energetic and fast attitude.
Key words: Productivity, Quality, Cost, Time of Manufacturing.

7
SUMÁRIO
1 INTRODUÇÃO ....................................................................................... 10
1.1 Objetivo .................................................................................................. 11
1.2 Delimitação do Estudo............................................................................ 11
1.3 Relevância do Estudo............................................................................. 12
2 ORGANIZAÇÃO DO TRABALHO ......................................................... 13
3 REVISÃO BIBLIOGRÁFICA .................................................................. 14
3.1 Relacionamento interpessoal ................................................................. 14
3.2 Motivação à melhoria ............................................................................. 15
3.2.1 Teorias de motivação no trabalho .......................................................... 16
3.2.2 A natureza da satisfação do trabalho .................................................... 18
3.3 Comunicação.......................................................................................... 19
3.3.1 Funções da Comunicação ...................................................................... 20
3.3.2 O processo de Comunicação ................................................................. 20
3.3.3 Fundamentos da Comunicação.............................................................. 21
3.3.4 Questões Atuais na Comunicação ......................................................... 22
3.3.5 Comunicação Multicultural ..................................................................... 25
3.3.6 Implicações para os administradores ..................................................... 26
3.4 Trabalho em Equipe (Formação de Grupo) ........................................... 28
3.5 Brainstorming ......................................................................................... 30
3.6 Desperdícios........................................................................................... 31
3.7 PDCA / Processo de Melhoria Contínua - PMC2 - ................................ 32
3.8 Produtividade.......................................................................................... 37
3.8.1 As Medidas de Produtividade ................................................................. 40
3.8.2 A influência do ser humano na Produtividade ........................................ 41
4 METODOLOGIA .................................................................................... 42
4.1 Implantação do Sistema PMC2............................................................... 42
4.2 Após a implantação realizada................................................................. 56

8
5 DISCUSSÃO DOS RESULTADOS ............................................................. 60
6 CONCLUSÃO .............................................................................................. 64
GLOSSÁRIO..................................................................................................... 66
REFERÊNCIAS .................................................................................................. 68
ANEXOS ........................................................................................................... 71

9
LISTA DE FIGURAS
Figura 1 – Estrutura de Produção de uma Indústria Automobilística.................... 12
Figura 2 - O Modelo de Processo de Comunicação............................................ 20
Figura 3 – Principais Tipos de Desperdícios ........................................................ 32
Figura 4 – Metodologia Gráfica do PMC2 – Operativo.......................................... 33
Figura 5 – Passos de um Workshop de PMC2 ..................................................... 35
Figura 6 – Pensamento Tradicional e Pensamento PMC2 ................................... 43
Figura 7 - PMC2 em toda Cadeia Produtiva ......................................................... 44
Figura 8 – Passos seguidos para implantação do PMC2 por meio de um
workshop.............................................................................................................. 45
Figura 9 – Equipe quantificada e qualificada que analisou a implantação do
PMC2 nesse projeto ............................................................................................. 46
Figura 10 – Check list: preparação do Workshop PMC2 ...................................... 47
Figura 11 – Realização de Workshop PMC² ........................................................ 48
Figura 12 – Fluxograma do Processo Justi-In-Time / PMC2 ................................ 50
Figura 13 – Moderadores Treinados .................................................................... 57
Figura 14 – Evolução da Produção Líquida Horária (PLH) .................................. 60
Figura 15 – Evolução da Produção Veículos por Dia (PVD) ................................ 61
Figura 16 - Evolução da Redução de Custo de Retrabalho ................................. 61
Figura 17 - Evolução da Redução de Horas Extras ............................................. 62
Figura 18 - Evolução da Redução de Horas Trabalhadas por Veículo................. 63

10
1 INTRODUÇÃO
O cenário automobilístico brasileiro vem se tornando cada vez mais
competitivo com a abertura do mercado nacional, somando-se à contração do
mercado interno. Como conseqüência novas montadoras se instalaram no país com
um nível tecnológico e de automação muito mais avançado, com novas técnicas de
administração, introdução de novas filosofias de produção, altos níveis de controle e
conseguindo produtividade bem acima da média das indústrias aqui instaladas a
partir da década de 1950.
Uma indústria montadora de automóveis é um complexo formado
basicamente de quatro grandes blocos: Estamparia, Carroceria, Pintura e Montagem
Final que devem trabalhar sincronizadas de maneira a obter os melhores resultados
em utilização de mão-de-obra, custos baixos e altos níveis de produtividade.
Administrar este complexo para obter o melhores resultados requer uma análise que
deve ser minuciosa identificando os pontos chaves de cada área.
Melhorar o desempenho de uma indústria é o desafio dos gerentes de
produção que necessitam de informações para analisar e ter condições de propor
mudanças, alterar processos, redistribuir mão-de-obra, visando obter ganhos de
produtividade, reduzindo custos e atingindo a qualidade esperada pelos seus
clientes. Este tripé já famoso é o que suporta a introdução de novos programas
dentro da indústria, e a introdução de um controle efetivo de perdas passa a ser uma
ferramenta poderosa para o gerente utilizar e obter os resultados esperados.

11
1.1 OBJETIVO
O presente trabalho teve como objetivo analisar os resultados obtidos com a
implantação da metodologia de trabalho PMC² ( Processo de Melhoria Contínua ao
quadrado, devido à necessidade de uma melhoria em velocidade exponencial),
capaz de identificar possibilidades e introduzir melhorias no processo produtivo de
uma empresa automobilística no Vale do Paraíba. Foram analisados os efeitos
dessa metodologia, que foi aplicada em áreas de apoio como Manutenção de
Fábrica, Controle da Qualidade, Recursos Humanos de maneira a suprir as
necessidades da Manufatura.
1.2 DELIMITAÇÃO DO ESTUDO
É importante salientar que o trabalho de implementação de uma metodologia,
no caso o PMC², obviamente deve ser feito de uma maneira sistêmica, que abranja
todo o processo produtivo pois a interferência entre as diversas áreas tornaria sem
efeito uma metodologia utilizada apenas num setor da indústria. O trabalho se
propõe a mostrar a implementação da metodologia em todas as áreas da empresa.
Na Figura 1, é apresentada esquematicamente, uma indústria
automobilística, iniciando-se pela Área da Estamparia, onde as peças são
estampadas, passando para a Área da Carroceria onde as peças estampadas são
soldadas formando a carroceria do automóvel, indo em seguida para a Área de
Pintura onde as peças são pintadas e finalmente para a Área de Montagem Final
onde são montados o conjunto motriz e as peças de acabamento do veículo.
Esquematicamente também aparecem as áreas de apoio que utilizam a mesma
metodologia com o objetivo de ajudar a manufatura atingir seus objetivos de
melhoria de produtividade.

12
FINANÇAS
RECURSOS HUMANOS
QUALIDADE ASSEGURADA
LOGÍSTICA ENGENHARIAS
ENGENHARIA INDUSTRIAL
ESTAMPARIA CARROCERIA
PINTURA
MONTAGEM FINAL
Figura 1 – Estrutura de Produção de uma indústria automobilística FONTE: Elaborado pelo autor.
1.3 RELEVÂNCIA DO ESTUDO
O assunto se mostra importante pela necessidade de se aprimorar todo o
processo produtivo, apontando as inovações de um mercado de trabalho
globalizado. Nele os processos mais adiantados demandam ao mesmo tempo uma
aprendizagem por parte dos funcionários, que precisam, por meio de novas
metodologias, aprender novos experimentos e considerações no formato de
trabalhar, para deste modo manterem-se conectados no desenvolvimento da
empresa automobilística, melhorando os resultados da produtividade.
13
2 ORGANIZAÇÃO DO TRABALHO
O trabalho apresenta uma Introdução, na qual é descrito o cenário do
mercado automobilístico brasileiro e também a necessidade da melhoria do
desempenho da indústria em termos de produtividade, qualidade e custos.
Na revisão bibliográfica (Capítulo 3) são apresentados os conceitos de
relacionamento inter-pessoal e teorias de motivação. São apresentados também a
importância do trabalho em equipe, os conceitos dos desperdícios da Toyota e o
PMC². É apresentada, a descrição da metodologia do PMC² descrevendo os passos
a serem seguidos para elaboração dos workshops.
No Capítulo 4 é feita a apresentação da situação antes da implantação da
metodologia de PMC² e os resultados conseguidos ao longo dos anos.
Finalmente no Capítulo 5, são discutidos os resultados, seguido-se o Capítulo
6 com uma Conclusão, demonstrando que a introdução de uma metodologia como
o PMC² está ajudando a indústria a melhorar o seu desempenho.
14
3 REVISÃO BIBLIOGRÁFICA
3.1 Relacionamento interpessoal
Entende-se por relacionamento interpessoal o preparo que os profissionais
adquirem ao longo de sua vida profissional e o estabelecimento de um elevado nível
de relacionamento dentro de seus locais de trabalho, aceitando maior intercâmbio
entre os colegas de trabalho, os clientes internos e externos, bem como com os
fornecedores. Esse melhor relacionamento entre as pessoas gera uma ampliação do
grau de motivação e ânimo no trabalho com os demais colaboradores além de gerar
mais qualidade no local de trabalho e nos seus respectivos procedimentos, por meio
da melhoria no relacionamento interpessoal entre os indivíduos, habilitando a
executar novas ações positivas como recurso para o gerenciamento de conflitos
internos. (DUTRA, 2005, p. 1)
É importante treinar melhores maneiras de relacionamento interpessoal e
originar um autoconhecimento para que os indivíduos tenham a capacidade de
reconhecerem-se mais detalhadamente para que possam suavizar conflitos de
trabalho e tornarem-se mais produtivos e motivados. Se conseguirem distinguir o
elemento da Inteligência Emocional (a Inteligência Interpessoal), que está
relacionada com o que fazemos para tratar da melhor forma possível nossas
relações pessoais, poderão desenvolver meios para conhecer os aspectos mais
vulneráveis do estilo de relacionamento e assim terão conhecimentos e meios para
adotar ações para transformá-los em melhores resultados para suas vidas
profissionais e também para a vida pessoal. (DUTRA, 2005, p. 1)
No relacionamento interpessoal uma regra é considerada de ouro: todos
deveriam tratar os outros como gostariam de serem tratados. (DUTRA, 2005, p. 1)

15
3.2 Motivação à melhoria
Max Watson (ROBBINS, 2002, p. 151) sabe entender a seriedade que a
motivação pode gerar como estímulos aos funcionários valiosos. Excepcionalmente,
muito dirigentes não alcançam o entendimento que é necessário à motivação, para
alcançar a melhoria.
Por isso é necessário entender a definição de motivação que segundo a
visão de Robbins (2002, p. 151), é: “Um processo responsável pela intensidade,
direção e persistência dos esforços de uma pessoa para o alcance de uma
determinada meta”.
Segundo Spector (2002, p. 198): ”a motivação é discutida na psicologia há
menos de um século, mas ainda é de difícil definição”.
A motivação é comumente apresentada como uma condição interna que
leva um indivíduo a adquirir deliberados modos de desempenho. Está demonstrada
por uma probabilidade, que abrange um rumo, amplitude e perseverança de
atuação através dos períodos. (SPECTOR, 2002, p. 198).
O rumo é atribuído a alternativas de procedimentos característicos inseridos
numa cadeia de desempenhos aceitáveis; por exemplo, um colaborador tem a
faculdade de resolver ir ao trabalho em um determinado dia, ao invés de telefonar
para a empresa falando que está se sentindo adoecido e procurar fazer outra
atividade, como assistir a um jogo de futebol, ir ao shopping com a família ou viajar
para outra cidade. (SPECTOR, 2002, p. 198).
A amplitude é atribuída ao empenho que um indivíduo adota na prática de
uma atividade. Se a um colaborador é atribuída a função de limpar o chão, ele se
utiliza de uma energia para limpar o chão com entusiasmo e ligeiramente, ou ao

16
contrário, se não deseja se esforçar, limpa-o pausadamente. (SPECTOR, 2002, p.
198).
A perseverança é atribuída a consideração ao sucessivo ajuste em um
estabelecido modo de procedimento durante certo período. Os colaboradores têm a
capacidade de efetuar horas extras para finalizar as atividades que eles encontram-
se motivados a concluir. (SPECTOR, 2002, p. 198)
Robbins (2002, p. 151) adota esses três elementos chaves citados por
Spector (2002) como intensidade, direção e persistência, mas com os mesmos
significados que o outro autor adota.
Analisando por outro ponto de vista, a motivação é atribuída à aspiração de
alcançar ou conseguir determinado alvo, ou seja, a motivação é conseqüência das
aspirações, carências ou pretensões. Alguns indivíduos são altamente motivados a
serem recompensados financeiramente, e supõe-se que esse elevado nível de
motivação atinja a conduta para tal obtenção.
Para a motivação à melhoria é necessário que cada colaborador esteja
motivado e que seu superior saiba como motivá-lo. Para tanto é necessário ter
conhecimento sobre algumas teorias, apresentadas a seguir.
3.2.1 Teorias de motivação no trabalho
As teorias de motivação no trabalho segundo Spector (2002, p. 199),
normalmente se preocupam mais com:
as razões do que com habilidades que levam certos indivíduos a realizar suas tarefas melhor do que outros. Dependendo da situação, essas teorias podem prever as escolhas de comportamento para a tarefa, o esforço ou a persistência dessas pessoas.

17
Supondo-se que os colaboradores tenham capacidades específicas e que os
indicadores de desempenho sejam respectivamente menores, elevados níveis de
motivação podem induzir a apropriados comportamentos no trabalho.
Na visão de Spector (2002, p. 199), tanto a teoria da hierarquia das
necessidades quanto a teoria ERD (significando experiência, relacionamento e
desenvolvimento) qualificam as necessidades dos indivíduos em um baixo
identificador de categorias e esperam que o desempenho dos indivíduos esteja
relacionado com o contentamento de suas carências.
A teoria dos dois fatores assegura que diversos itens concernentes à
atividade desenvolvida profissionalmente depende de uma de duas categorias da
necessidade. Uma refere-se ao desenvolvimento do trabalho em si, e a outra refere-
se à gratificação, como a remuneração.
A teoria do reforço vê a conduta como conseqüência de prêmios ou
contribuição. O oposto das teorias da necessidade, ela delineia a motivação como a
conseqüência de preponderâncias de ambiente, ao invés de agentes provocados
interiormente.
A teoria da expectativa, assim como a teoria do esforço, busca catalogar
recompensas ambientais ao desempenho de cada um; mas, o oposto dessa última
teoria, tem cuidado com as metodologias cognitivas humanas que explanam por que
as gratificações podem produzir diversificados desempenhos.
A teoria da auto-eficácia procura analisar como a confiança dos indivíduos
em suas capacidades tem o poder de influenciar o seu desempenho e como essa
teoria está pautada ao indivíduo confiar que é ou não é competente para finalizar a
atividade que se propõe a fazer com êxito e resultados favoráveis para a empresa.
(SPECTOR, 2002, p. 200-209)
18
A teoria da equidade é diferente das outras por absorver-se nas
importâncias de cada individuo, ao invés de suas carências, convicções e
contribuições. Essa teoria prevê que os indivíduos dão importância globalmente à
retidão em seus comportamentos sociais no ambiente de trabalho. Prevê-se que os
colaboradores sejam motivados a ajustar as circunstâncias em que existam
iniqüidades ou disparidades. (SPECTOR, 2002, p. 209)
A teoria da fixação de metas explana como os materiais e as finalidades
individuais podem gerar determinadas condutas. Bem como outras teorias, ela
percebe que a motivação principia no próprio ser humano, mas do mesmo modo
corrobora como as interferências do ambiente podem aperfeiçoar a motivação e o
desempenho. (SPECTOR, 2002, p. 212)
Ainda que estas diferentes teorias considerem a motivação a partir de
probabilidades diversas, elas não fundamentalmente induzem a presciências
diversas sobre a conduta. Elementos dessas teorias podem ser completadas e têm
gerado um intenso empenho para unificar marcas de determinadas características.
Por exemplo, Locke e Latham (1990 apud SPECTOR, 2002, p. 199) “combinaram
aspectos das teorias da expectativa e da auto-eficácia com a teoria da fixação de
metas”.
3.2.2 A natureza da satisfação do trabalho
A satisfação no trabalho é uma variante de caráter que pode cogitar como um
indivíduo se sente em analogia ao trabalho de formato universal e em seus múltiplos
jeitos. Em uma definição ingênua, satisfação no trabalho é o quão intensamente os
indivíduos gostam de seu trabalho. (SPECTOR, 2002, p. 221)

19
Há duas facetas para a análise da satisfação no trabalho: o total e o de
enfoques. A faceta total aborda a satisfação como uma emoção singular e em
unanimidade em relação ao trabalho. Muitas indagações ponderam a satisfação total
e muito do que é publicado debate sobre como é conjeturada essa variante.
(SPECTOR, 2002, p. 222)
A faceta opcional é um dos enfoques, ou seja das diversas variantes do
trabalho, como as gratificações (salários, benefícios, oportunidades de promoção),
ou outras como os indivíduos relacionados a ele (supervisão, companheiros de
trabalho), bem como a qualidade de trabalhos, natureza do trabalho, comunicação e
segurança no trabalho, porque é sabido que o clima no trabalho pode comprometer
a execução no trabalho de diferentes meios. O ambiente de trabalho pode gerar uma
influência positiva ou negativa na motivação, tendo como conseqüência um
acréscimo ou uma redução dos ânimos dos colaboradores. Do mesmo modo, o
local de trabalho pode ser esquematizado para promover melhor desenvolvimento
profissional, adotando itens, sistemas, processos e metodologias mais simplificadas
para que os indivíduos venham a executar suas funções de maneiras satisfatórias
para abrandar suas dificuldades. Porém a organização deve estar ciente que é
necessário não só motivar seus colaboradores, mas analisar de forma clara e
objetiva vários fatores que são mais complexos dos sistemas de incentivo, projetos
de tecnologia e limitações organizacionais. (SPECTOR, 2002, p. 223)
3.3 Comunicação
A comunicação dentro de uma empresa para ser eficaz precisa conseguir
fazer corretamente a transferência e a compreensão das mensagens que se deseja
passar a seus funcionários ou seja segundo Robbins (2002, p. 276):

20
O MODELO DE PROCESSO DE COMUNICAÇÃO
Fonte Codificação Canal Decodificação Receptor
Feedback
Mensagem Mensagem Mensagem Mensagem
A comunicação perfeita, caso possível, seria como se um pensamento ou idéia fosse transmitido de uma pessoa para outra de tal forma que a figura mental percebida pelo receptor fosse idêntica à do emissor.
3.3.1 Funções da Comunicação
Basicamente possuem quatro pontos importantes: controle, motivação,
expressão emocional e informação. Segundo Scott e Mitchell (1976, apud
ROBBINS, 2002, p. 276-277):
A comunicação age no controle do comportamento das pessoas de diversas maneiras. As organizações possuem hierarquias e orientações que precisam ser seguidas pelos funcionários. A comunicação facilita a motivação por esclarecer aos funcionários o que deve ser feito, avaliar a qualidade do seu desempenho e orientar sobre o que fazer para melhorá-lo. A comunicação, portanto, fornece o meio para a expressão emocional de sentimentos e de atendimento das necessidades sociais. A função final desempenhada pela comunicação relaciona-se com seu papel como facilitadora de tomada de decisões. Ela proporciona as informações que as pessoas e os grupos precisam para tomar as decisões, transmitindo os dados para que se identifiquem e avaliem alternativas.
3.3.2 O processo de Comunicação
O processo de comunicação segundo Robbins (2002, p. 277), são os passos,
entre uma fonte e um receptor, que resultam na transferência e compreensão de um
significado, passando por sete partes: a fonte de comunicação, a codificação, a
mensagem, o canal, a decodificação, o receptor e o feedback, que pode ser
representada conforme a Figura 2 a seguir:
Figura 2 - O Modelo de Processo de Comunicação FONTE: ROBBINS, 2002, p. 277

21
A figura que representa o processo de comunicação pode ser explanada da
seguinte maneira:
Codificação é a conversão de uma mensagem de comunicação em um
formato simbólico.
Canal é a mídia através da qual a mensagem viaja.
Decodificação é a tradução da mensagem enviada pelo emissor.
Receptor é quem recebe a informação.
Mensagem é o que é comunicado.
Feedback é o elo final do processo de comunicação; devolve a mensagem ao
sistema para verificar sua compreensão. (ROBBINS, 2002, p. 277-280)
3.3.3 Fundamentos da Comunicação
Uma noção operacional da comunicação demanda a captação basal de
determinada consideração essencial, nomeadamente os curso da comunicação,
confrontar a organização formal e informal de comunicação, narrar a seriedade da
comunicação não-verbal e analisar como os indivíduos elegem suas vias de
comunicação. (ROBBINS, 2002, p. 281)
A comunicação não-verbal é aquela em que as informações são expedidas
por meio dos movimentos do corpo, das entonações ou ênfases que depositamos
nos vocábulos, das demonstrações faciais e da distância física entre o emissor e o
receptor. (ROBBINS, 2002, p. 281)
Segundo Robbins (2002, p. 281) “a comunicação pode fluir vertical ou
horizontal. A dimensão vertical pode ser dividida em direção ascendente e
descendente”. Ainda de acordo com ROBBINS (2002, P. 281-282):
Comunicação Descendente: é a que flui , dentro de um grupo ou organização, dos níveis mais altos para os mais baixos.

22
Comunicação Ascendente: é a que se dirige aos escalões mais altos do grupo ou da organização. É utilizada para fornecer feedback aos executivos, informá-los sobre os progressos em relação às metas e relatar os problemas vigentes. Comunicação Lateral: é quando a comunicação se dá entre os membros de um mesmo grupo, grupos do mesmo nível, administradores do mesmo nível ou entre quaisquer pessoas de horizontalidade equivalente.
3.3.4 Questões Atuais na Comunicação
Segundo Robbins (2002, p. 288), atualmente há quatro questões atuais
pautadas com a comunicação nas organizações. São elas:
a) Por que homens e mulheres freqüentemente sentem dificuldades em se
comunicar?
b) Quais as implicações do movimento "politicamente correto" na comunicação
dentro das organizações?
c) Como as pessoas podem melhorar sua comunicação multicultural?
d) E de que forma a eletrônica está modificando a maneira como as pessoas
se comunicam dentro das empresas?
Com relação às barreiras de comunicação entre homens e mulheres é
interessante conhecer o texto abaixo de Robbins (2002, p. 288)
Segundo a pesquisadora Deborah Tannen em sua pesquisa ela oferece algumas informações importantes sobre as diferenças no estilo de conversação entre homens e mulheres, conseguindo explanar, principalmente, por que o sexo costuma gerar barreiras na comunicação oral. O cerne da pesquisa de Tannen é que os homens empregam a conversa para reafirmar status, enquanto as mulheres a aproveitam para criar conexão. Suas conclusões, evidentemente, não se aplicam a todos os homens nem a todas as mulheres. Como ela coloca, sua generalização abrange "uma grande parcela de mulheres ou homens enquanto grupos, falando de determinada maneira, ou homens e mulheres, individualmente, apresentando maior probabilidade de conversar desta ou daquela maneira". Tannen afirma que a comunicação é um ato de equilíbrio contínuo, contrapondo as necessidades conflitantes de intimidade e independência. A intimidade enfatiza a proximidade e as coisas em comum. A independência enfatiza a distância e as diferenças. Aqui está a questão: as mulheres falam e ouvem a linguagem da conexão e da intimidade; os homens, a linguagem do status, do poder e da independência.

23
Michele Wong (apud ROBBINS, 2002, p. 288) aprova a dissertação de
Tannen, de que as mulheres ponderam e escutam a elocução da vinculação e da
familiaridade. Os homens na maioria das vezes são mais diretos que as mulheres.
Um homem pode falar: "Acho que você está errado em relação a esse ponto”,
enquanto uma mulher pode pronunciar: “Você já examinou no setor de estratégia de
mercado as pesquisas sobre esse tema? (a implicação seria que a pesquisa
mostraria o erro a seu interlocutor)”.
Neste caso a comunicação politicamente correta seria dada por Robbins
(2002, p. 290)
Como você se comunica com um novo cliente muito diferente de você? As respostas erradas podem custar um cliente, um funcionário, uma ação judicial, uma queixa de assédio ou o emprego. A maioria de nós tem uma consciência muita clara de como nosso vocabulário foi modificado para se ajustar ao movimento do politicamente correto. Por exemplo, muitos de nós simplesmente eliminamos de nosso vocabulário palavras como aleijado, cego ou velho — trocando-as por deficiente físico, deficiente visual e idoso.
Há necessidade de se ter cuidado com a emoção dos outros. Alguns
vocábulos expressam estereótipos, amedrontam e afrontam os indivíduos. Nos
setores de trabalho cada vez mais diferenciados, é necessário ter precaução com o
que vai dizer para não pronunciar vocábulos que podem ofender. No entanto há
certas desvantagens no politicamente correto. Ele está direcionando nossas
palavras e tornando a comunicação mais difícil. Para elucidar melhor, você com
certeza sabe a definição destes quatro vocábulos: morte, lixo, cotas e mulheres. Pois
cada um deles foi ponderado ofensivo a um ou mais grupos. Foram trocadas por
termos como resultado negativo para o paciente, material de sobra pós-consumo,
equidade educacional e pessoas do sexo feminino. O ponto é que esses vocábulos
têm muita menos perspectiva de comunicar uma mensagem igual do que os termos
substituídos, como enfatiza Robbins (2002, p. 290):

24
Você sabe o que morte significa; eu também sei. Como podemos saber se "resultado negativo para o paciente" vai ser compreendido consistentemente como morte? Não podemos! A frase poderia significar que o paciente teria de ficar internado no hospital mais tempo do que o previsto, ou que seu plano de saúde não iria cobrir as despesas de seu tratamento.
Ainda segundo Robbins (2002, p. 290) alguns intelectuais, por
escarnecimento, divertem-se levando o politicamente correto ao extremo. Também
aqueles com cabelos mais ralos, que não gostam precisamente de serem
denominados de "calvos", não refreiam a ironia em presença da declaração
"capilarmente prejudicado". Contudo nosso ponto de vista aqui é a propósito de
como está o modo que está colaborando com uma nova barreira para a
comunicação eficaz.
As palavras são o meio elementar pelo qual os indivíduos se comunicam.
Quando abolimos as palavras que podem ser consideradas ofensivas, estamos
diminuindo nossas alternativas para a comunicação de informações da maneira mais
aberta e apurada admissível. De qualquer modo, quanto maior o vocabulário
utilizado pelo emissor e pelo receptor, maior a perspectiva de comunicação correta
das mensagens. Ao extraímos alguns vocábulos de nossa linguagem, dificultamos a
transmissão acurada das mensagens. Quando, além disso, substituímos essas
palavras por termos com significado menos claro, reduzimos a probabilidade de que
nossas mensagens cheguem ao receptor da maneira como havíamos presumido.
(ROBBINS, 2002, p. 290)
Devemos ter cuidado com a opção de nossas palavras, para não afrontarmos
ninguém. Também precisamos ter cuidado para não truncar nosso vocabulário, a
ponto de danificar a nitidez do entendimento. Não há um recurso simplificado para
esse dilema. Necessitamos estar conscienciosos disso e procurar o melhor meio-
termo aceitável.

25
3.3.5 Comunicação Multicultural
Conforme Robbins (2002, p. 288):
A comunicação eficaz é difícil mesmo sob condições ideais. Os fatores multiculturais certamente têm o potencial de aumentar os problemas de comunicação. Um gesto aceitável e corriqueiro em uma cultura pode tornar-se sem sentido ou até ofensivo em outra.
Podem ser citados alguns itens que podem atrapalhar a comunicação
multicultural. São eles, segundo Robbins (2002, p. 292):
o Barreiras Culturais;
Barreiras semânticas;
Barreiras causadas pelas conotações;
Barreiras causadas pelas diferenças de entonação;
Barreiras causadas pelas diferenças de percepção.
o Contexto cultural;
Culturas de alto contexto;
Culturas de baixo contexto.
Com relação às comunicações eletrônicas Robbins (2002, p. 293 e
294) afirma que:
Há 15 ou 20 anos, poucos avanços tecnológicos afetaram significativamente as comunicações organizacionais. No início do século XX, o telefone reduziu radicalmente a comunicação pessoal face a face. A popularização das copiadoras, no final da década de 60, foi o tiro de misericórdia no papel-carbono, tornando a reprodução de documentos muito mais rápida e simples. Desde o começo da década de 80, estamos sendo alvos de novas tecnologias eletrônicas, que vêm remodelando amplamente a forma da comunicação nas organizações. Essas tecnologias incluem aparelhos como pagers, fax, telefones celulares e serviços como correio eletrônico, videoconferência e correio de voz. As comunicações eletrônicas não requerem mais que você esteja à sua mesa de trabalho ou diante de uma estação de trabalho para estar "disponível". O telefone celular, o pager e os palmtops permitem que você seja alcançado em qualquer lugar, durante uma reunião, em seu horário de

26
almoço, na visita a um cliente do outro lado da cidade ou em seu jogo de golfe aos sábados pela manhã. A linha divisória entre o trabalho e a vida pessoal do funcionário não é mais muito clara. Na era da eletrônica, todos os funcionários podem estar, teoricamente, "a trabalho" 24 horas por dia. As fronteiras organizacionais tornam-se menos relevantes em conseqüência da comunicação eletrônica. As redes de computadores — ou seja, computadores conectados para se comunicarem uns com os outros — permitem que os funcionários saltem níveis verticais dentro da organização, trabalhem em período integral em suas próprias casas ou qualquer outro lugar fora da empresa e mantenham comunicação constante com pessoas de outras organizações (ROBBINS, 2002, p. 293-294).
As comunicações eletrônicas fizeram uma grande revolução na forma de
encontrar ou entrar em contato com outras pessoas quase instantaneamente.
Excepcionalmente, esse acesso e agilidade têm seu preço. O correio eletrônico, por
exemplo, não apresenta o elemento não-verbal do diálogo face a face. Do mesmo
modo não comunicar, não transparece os sentimento e nuances que seguem as
entonações verbais de um bate papo telefônico, ainda que determinados empenhos
tenham sido inventados para designar símbolos para os sentimentos. Já foi
comentado que as reuniões destinam-se a duas finalidades distintas — atender a
uma precisão de agregação de equipe e servir como um fórum para a concretização
de um trabalho. As videoconferências e as reuniões virtuais laboram bem como
ajudam para a consumação de tarefas, mas não atendem à precisão de assembléia.
Para indivíduos com grande obrigação de relação social, o emprego exagerado da
conversação eletrônica possivelmente terá como conseqüência uma baixa satisfação
com o trabalho. (ROBBINS, 2002, p. 296)
3.3.6 Implicações para os administradores
Ficando no que diz respeito à relação entre comunicação e satisfação do
trabalhador concluímos que: quanto menor a insegurança, maior o contentamento.

27
As deformidades, a imprecisão e as contradições aumentam a incerteza e,
conseqüentemente, têm um impacto negativo sobre a satisfação.
No ponto de vista de Robbins (2002, p. 297), quanto
menor a distorção na comunicação, mais próximas da maneira esperada serão recebidas as metas, o feedback e outras mensagens dos dirigentes aos funcionários. Isso, por sua vez, vai reduzir a ambigüidade e deixar mais claras as tarefas dos grupos. O uso extensivo dos canais verticais, horizontais e informais aumenta o fluxo de comunicação, reduz as incertezas e melhora o desempenho e a satisfação do grupo. Em contrapartida, podemos esperar que as inconsistências entre a comunicação verbal e a não-verbal aumentem as incertezas e reduzam a satisfação.
Imagina-se que comunicação perfeita é inatingível. Ainda deste modo, há
proeminência que confirma haver uma analogia positiva entre a produtividade dos
trabalhadores e a comunicação eficaz que inclui fatores como percepção de
confiabilidade, percepção de acuracidade, desejo de interação, receptividade dos
dirigentes e requisitos de informação ascendente, segundo Robbins (2002, p. 297).
A seleção do canal acertado, o ouvir eficiente e o emprego do feedback ajudam
muito a comunicação a ficar mais eficiente. Mas o fator humano motiva
deformidades que não conseguimos nunca suprimir totalmente.
O artifício de comunicação demonstra uma barganha de informações, mas o
significado delas pode ou não ser auferido do modo que o emissor idealiza.
Involuntariamente da perspectiva do emitente, a informação decifrada na imaginação
do receptor simula o fato produzido. E segundo Robbins (2002, p. 297): “é essa
‘realidade’ que vai determinar o desempenho, juntamente com o nível de motivação
e de satisfação do indivíduo”.
Robbins (2002, p. 297) afirma ainda que:
Você deve estar lembrado de que, segundo a teoria da expectativa, o grau de esforço exercido por uma pessoa depende de sua percepção das relações entre esse esforço e o desempenho, entre o desempenho e a recompensa e entre a recompensa e a satisfação de objetivos. Se os indivíduos não receberem indicadores que mantenham essas relações

28
fortes, sua motivação será reduzida. Se as recompensas não ficarem claras, se os critérios de determinação e mensuração do desempenho forem ambíguos, ou se os indivíduos não estiverem muito convencidos de que seus esforços levam a um desempenho satisfatório, seus esforços serão reduzidos. Dessa forma, a comunicação tem um papel significativo na determinação do nível de motivação dos funcionários. Uma implicação final tirada da literatura sobre comunicação está relacionada com a previsão da rotatividade. O uso de previsões realísticas do trabalho age como um veículo de comunicação para esclarecer as expectativas do papel . Os funcionários que foram expostos a uma previsão realista do trabalho possuem informações mais acuradas sobre ele. A comparação entre as empresas que adotam a previsão realista e aquelas que não adotam, ou adotam apenas a previsão dos aspectos positivos do trabalho, mostra que estas apresentam índices de rotatividade até 29% mais altos.
Isso mune um intenso pretexto para que os executivos comuniquem as
mensagens de maneira incorruptível e concisa aos pretendentes ao trabalho durante
o procedimento de recrutamento e seleção.
3.4 Trabalho em equipe (Formação de Grupo)
Segundo Buller (1986 apud SPECTOR, 2002, p. 324), a criação de equipe
refere-se a
qualquer atividade projetada para melhorar os diferentes aspectos do funcionamento dos grupos e equipes de trabalho. Alguns esforços para a criação de equipes são orientados a tarefas; eles tentam ajudar os membros da equipe a melhorar a forma como realizam suas tarefas de grupo. Outros esforços são orientados à interação pessoal; eles se preocupam com a qualidade da comunicação e a interação dos membros da equipe. Essa abordagem presume que as equipes terão melhor desempenho quando seus membros puderem comunicar-se e interagir uns com os outros de forma eficiente. Não existe forma particular para a criação de equipes, mas três fatores caracterizam seus esforços (Buller, 1986). Primeiro, a criação de equipes é uma atividade planejada, ou seja, ela consiste em um ou mais exercícios ou experiências projetadas para alcançar um objetivo em particular. Segundo, ela é normalmente conduzida ou facilitada por um consultor ou orientador, que é um especialista na forma específica de criação da equipe que está sendo realizada. Terceiro, ela normalmente envolve uma equipe de trabalho existente. Os indivíduos são treinados na criação de equipes para melhorar suas habilidades individuais no grupo, dentro de suas equipes de trabalho.
O trabalho em equipe gera diversas vantagens, tanto para empresa como
para seus colaboradores.

29
Podemos citar que algumas vantagens para a empresa são: melhoria
contínua da qualidade; melhoria contínua de produtividade e otimização de custos;
reação flexível e rápida às necessidades dos clientes; estrutura organizacional e
responsabilidades definidas e transparentes; otimização da forma de trabalho e dos
postos; forte identificação dos empregados com a empresa.
Em contrapartida há também vantagens para os colaboradores que podem
ser relacionadas como: maiores responsabilidades e competências assumidas,
maior versatilidade na execução das tarefas, melhores oportunidades de
aperfeiçoamento profissional e pessoal, contribuição individual de criatividade,
conhecimento e experiência, autonomia e envolvimento nas decisões e colaboração
ativa para a garantia e melhoria dos locais de trabalho.
O resultado do trabalho em equipe no que diz respeito à qualidade,
quantidade e prazo está inteiramente atrelado a um discernimento do emprego de
materiais e energias, que pode ser identificado pela implantação de medidas para
melhoria contínua com programas como o PMC² e o 5S que conseqüentemente
auxiliarão para a execução das atividades em si, ajudarão a encontrar solução de
problemas pertinentes às atividades, facilitarão quando agrupados em uma área
geograficamente compatível e quando as atividades são tecnicamente coerentes.
Na visão de Spector (2002, p. 325), a criação de equipe freqüentemente
envolve a:
discussão de problemas e sugestão de soluções entre os membros. O papel do orientador de equipe é facilitar a discussão, fazendo com que os membros falem uns com os outros. Isso pode exigir o direcionamento de questões especificas referente ao assunto abordado para indivíduos do grupo. A tarefa do orientador é fazer com que as pessoas levantem questões, identifiquem problemas e discutam as possíveis soluções, e ele também deve mediar conflitos, se a discussão resultar em brigas entre os membros da equipe.

30
Encontra-se em literaturas específicas relatos de pesquisas projetadas para
apontar os resultados positivos da criação de equipes que têm sido incoerentes
segundo o exemplo que Éden conduziu em dois estudos sobre a criação de equipes
com duas unidades do exército israelense e encontrou efeitos positivos para um
(ÉDEN, 1986) e nenhum efeito para o outro (ÉDEN, 1985).
Assim sendo Buller (1986) narrou que a formação de equipes teve
conseqüências positivas para o desenvolvimento no trabalho em seis das nove
pesquisas que avaliou. O autor advertiu que a ampla multiplicidade de interferências,
que são consideradas nas criações de equipes por diferentes estudos, impede a
conclusão segura sobre sua eficiência.
3.5 Brainstorming
Crê-se que as equipes possuem superioridade em relação a pessoas
(individualizadas) na criação de pensamentos ou saída para as dificuldades.
(OSBOM, 1957 apud SPECTOR, 2002, p. 317)
Spector (2002, p. 317) cita que a teoria diz que:
os membros de um grupo inspiram uns ao outros para gerar idéias que eles não teriam pensado sozinhos. O chamado brainstorming é uma técnica de grupo que deve resultar em um desempenho melhor nesse tipo de tarefa. Um grupo recebe instruções para gerar idéias sem utilizar nenhum julgamento ou crítica. As idéias serão avaliadas e modificadas mais tarde.
Na visão de Gallupe, Bastianutti e Cooper, 1991 (apud SPECTOR, 2002, p.
317) :
Infelizmente, as pesquisas não conseguiram constatar que o desempenho dos grupos com essa técnica é melhor do que a dos grupos nominais. Em vez de inspirar, os membros do grupo freqüentemente inibem uns aos outros. Parte da dificuldade é atribuída à perda no processo. O grupo pode não gastar tanto tempo quanto os indivíduos para gerar idéias. Talvez ainda mais importante seja o fato de que os indivíduos podem relutar em dividir idéias com o grupo por timidez ou ansiedade social. Sozinha, uma pessoa pode ser mais confiante e segura na geração de idéias.

31
Para Dennis e Valacich, 1993; Gallupe e outros, 1991 (apud SPECTOR,
2002, p. 317) o brainstorming eletrônico demonstrou
melhorar o desempenho em tarefas de geração de idéias com o uso de computadores. Nesse método, pede-se aos indivíduos que registrem suas idéias em um computador em vez de escrevê-las. Constatou-se que essa técnica produz um desempenho igual ou melhor do que o dos grupos nominais (o resultado combinado de indivíduos que trabalham sozinhos) e melhor do que o dos grupos de indivíduos, que compartilhavam suas idéias.
No estudo de Gallupe e outros (apud SPECTOR, 2002, p. 317), os
indivíduos estavam cientes de que muitas pessoas estavam trabalhando na mesma tarefa ao mesmo tempo e que as idéias registradas no computador seriam vistas por todos. Os indivíduos não se conheciam, o que pode ter reduzido a ansiedade social que teria inibido o desempenho em um grupo interativo.
Contudo, em um estudo semelhante, Valacich, Dennis e Nunamaker (1992)
(apud SPECTOR, 2002, p. 317) descobriram que
o anonimato não fazia diferença no desempenho durante o brainstorming de indivíduos interligados por computador. Esse estudo sugere que a ansiedade social não é a razão do desempenho mais fraco dos grupos interativos.
Gallupe, Cooper, Grisé e Bastianutti (1994) (apud SPECTOR, 2002, p. 317)
conduziram um estudo que mostrou que
o brainstorming eletrônico produz um desempenho melhor, em parte porque as pessoas não têm de esperar a sua vez de falar; elas podem digitar suas respostas à medida que pensam nelas. Quando os indivíduos tinham de esperar sua vez para fornecer suas respostas no computador, o desempenho foi aproximadamente o mesmo dos grupos interativos. Isso sugere que a perda no processo é responsável pelo desempenho mais baixo dos grupos interativos, em comparação com os grupos nominais e aqueles que fizeram brainstorming utilizando o computador.
3.6 Desperdícios
Na Figura 3 são apresentados os principais tipos de desperdícios
encontrados na indústria, associados aos seus significados.

32
EsperaEspera
TransporteTransporte
Processos Processos desnecessáriosdesnecessários
Estoque Estoque elevadoelevado
MovimentaçãoMovimentação66
Falhas Falhas de de trabalhotrabalho
77
Falhas Falhas de de comunicaçãocomunicação
88
Produção Produção excessivaexcessiva
Mais do que o cliente precisa – “Encalhe”
Processos lentos,perdas elevadas,falta de fidelidadeaos prazos
Depósitos interme-diários /Processos lentos
11
22
33
44
55
Seqüência complexa,má utilização ou baixograu de utilização dosequipamentos
Materiais obsoletos / estoque confortável para as pessoas.
Procura de material,abastecimento errado/documentos errados, longos percursos
Prolongamento deProcessos.Refugo e retrabalho
Percursos de informa-ções incompletos.Ambientes de traba-lho isolados e sem comunicação
EsperaEspera
TransporteTransporte
Processos Processos desnecessáriosdesnecessários
Estoque Estoque elevadoelevado
MovimentaçãoMovimentação66
Falhas Falhas de de trabalhotrabalho
77
Falhas Falhas de de comunicaçãocomunicação
88
Produção Produção excessivaexcessiva
Mais do que o cliente precisa – “Encalhe”
Processos lentos,perdas elevadas,falta de fidelidadeaos prazos
Depósitos interme-diários /Processos lentos
11
22
33
44
55
Seqüência complexa,má utilização ou baixograu de utilização dosequipamentos
Materiais obsoletos / estoque confortável para as pessoas.
Procura de material,abastecimento errado/documentos errados, longos percursos
Prolongamento deProcessos.Refugo e retrabalho
Percursos de informa-ções incompletos.Ambientes de traba-lho isolados e sem comunicação
EsperaEspera
TransporteTransporte
Processos Processos desnecessáriosdesnecessários
Estoque Estoque elevadoelevado
MovimentaçãoMovimentação66
Falhas Falhas de de trabalhotrabalho
77
Falhas Falhas de de comunicaçãocomunicação
88
Produção Produção excessivaexcessiva
Mais do que o cliente precisa – “Encalhe”
Processos lentos,perdas elevadas,falta de fidelidadeaos prazos
Depósitos interme-diários /Processos lentos
11
22
33
44
55
Seqüência complexa,má utilização ou baixograu de utilização dosequipamentos
Materiais obsoletos / estoque confortável para as pessoas.
Procura de material,abastecimento errado/documentos errados, longos percursos
Prolongamento deProcessos.Refugo e retrabalho
Percursos de informa-ções incompletos.Ambientes de traba-lho isolados e sem comunicação
EsperaEspera
TransporteTransporte
Processos Processos desnecessáriosdesnecessários
Estoque Estoque elevadoelevado
MovimentaçãoMovimentação66
Falhas Falhas de de trabalhotrabalho
77
Falhas Falhas de de comunicaçãocomunicação
88
Produção Produção excessivaexcessiva
Mais do que o cliente precisa – “Encalhe”
Processos lentos,perdas elevadas,falta de fidelidadeaos prazos
Depósitos interme-diários /Processos lentos
11
22
33
44
55
Seqüência complexa,má utilização ou baixograu de utilização dosequipamentos
Materiais obsoletos / estoque confortável para as pessoas.
Procura de material,abastecimento errado/documentos errados, longos percursos
Prolongamento deProcessos.Refugo e retrabalho
Percursos de informa-ções incompletos.Ambientes de traba-lho isolados e sem comunicação
Figura 3 – Principais Tipos de Desperdícios Fonte: BRAGA, L.P. SPVW – Módulo PMC² – Unidade Taubaté Volkswagen, 31/01/2002. p. 16.
3.7 PDCA / Processo de Melhoria Continua – PMC2
Segundo o Manual de Sistema de Produção da Empresa Volkswagen
Operações Anchieta & Taubaté o Processo de Melhoria Contínua - PMC² , na
empresa, é o processo onde cada operador questiona, analisa e implanta melhorias
e aperfeiçoamentos, de acordo com sua experiência e introduz novos padrões de
trabalho. O PMC² nada mais é que a metodologia Kaizen adaptada à realidade da
empresa.
O PMC² gera a otimização das operações e procedimento, assim como a
melhoria do setor de trabalho dos colaboradores, além de motivar a capacidade
criadora dos colaboradores e cooperar para diminuir desperdícios, aprimorando
deste modo a potencialidade de competitividade da empresa, impulsionando a
inventividade dos colaboradores e descobrindo o potencial de idéias, num
procedimento sucessivo de aprendizado (consciência do problema, identificação dos
potenciais, conhecimento dos métodos) e assentimento de responsabilidades.
33
Com a implantação acelerada de ações de aprimoramento e de dissolução
das dificuldades (qualidade, gastos e constância de limites / tempo), o PMC² pode
ser rotulado em dois grupos: Operativo e Workshop. Ambos classificam-se como
subsídios do SPVW.
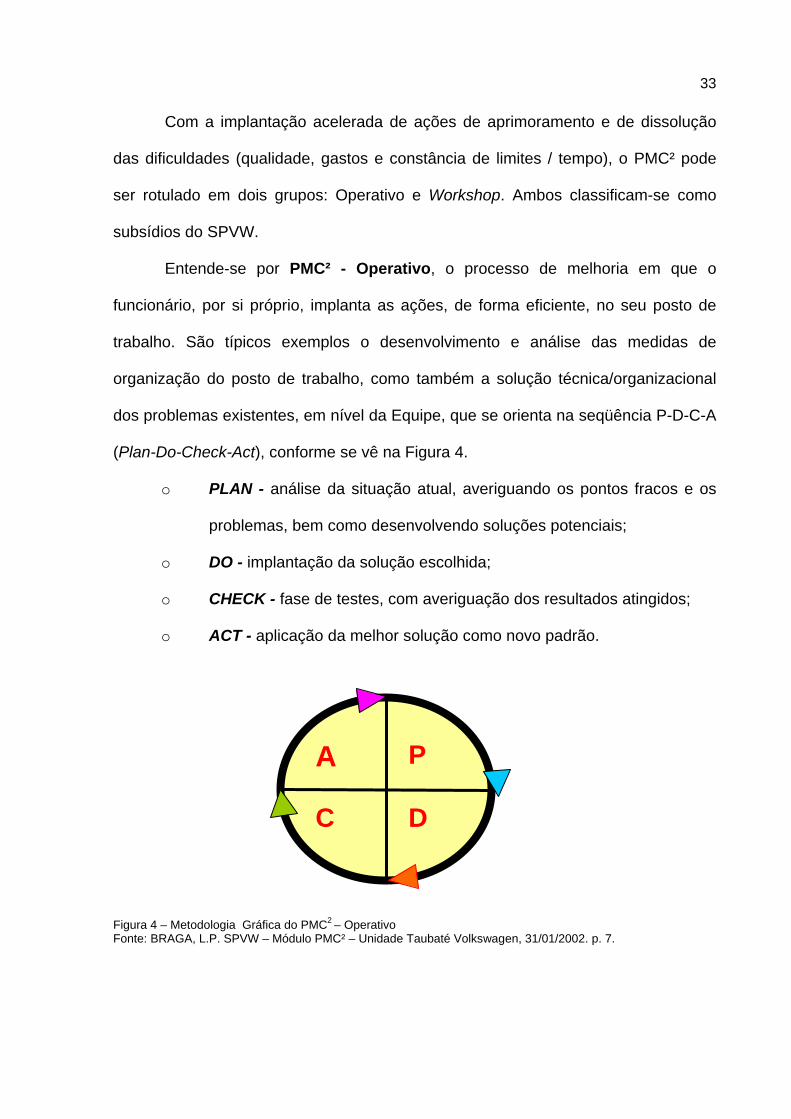
Entende-se por PMC² - Operativo, o processo de melhoria em que o
funcionário, por si próprio, implanta as ações, de forma eficiente, no seu posto de
trabalho. São típicos exemplos o desenvolvimento e análise das medidas de
organização do posto de trabalho, como também a solução técnica/organizacional
dos problemas existentes, em nível da Equipe, que se orienta na seqüência P-D-C-A
(Plan-Do-Check-Act), conforme se vê na Figura 4.
o PLAN - análise da situação atual, averiguando os pontos fracos e os
problemas, bem como desenvolvendo soluções potenciais;
o DO - implantação da solução escolhida;
o CHECK - fase de testes, com averiguação dos resultados atingidos;
o ACT - aplicação da melhor solução como novo padrão.
Figura 4 – Metodologia Gráfica do PMC2 – Operativo Fonte: BRAGA, L.P. SPVW – Módulo PMC² – Unidade Taubaté Volkswagen, 31/01/2002. p. 7.
A P
C D

34
O conceito PMC², para o desenvolvimento do processo e solução de
problemas, pode ser aplicado como ferramenta de solução técnica de problemas
pertinentes ao elemento “Solução de Problemas” e devem ser registradas no
formulário: Acompanhamento das Ações das Reuniões da Equipe.
O PMC² - Workshop é um método padronizado para análise de problemas e
eliminação de desperdícios, bem como para a exploração de potenciais de
racionalização especialmente voltado à otimização do processo presente.
A elaboração do Workshop exige:
o envolvimento do Supervisor / Líder de Célula responsáveis, como
clientes;
o indicação do moderador pelos clientes;
o conversa preliminar (moderador / cliente / indicação do tema);
o análise do tema pelo moderador (qualificação temática, necessidade de
tempo, etc);
o definição dos participantes do Workshop;
o planejamento de prazos do Workshop;
o diálogo preliminar (moderador / cliente / participantes do Workshop);
o definição do tema (inspeção, eventual delimitação, expansão);
o análise crítica efetuada na área, pelos participantes – (princípio-
fornecedor / cliente);
o probabilidade de antecipar o serviço apor meio dos participantes;
o acordo sobre prazos do Workshop;
o ações organizacionais para execução / implantação do Workshop;

35
1. Preparação do Workshop
2. Introdução do Workshop
3. Entendimento da seqüência do processo
4. Análise da situação atual
5. Identificação dos desperdícios
6. Identificação das melhorias
7. Desenvolvimento introdução desolução8. Determinação da situação
posterior
10. Discussão Final
11. Acompanhamento dasmedidas
PlanPlan
DoDo
CheckCheck
ActAct
9. Verificar as ações e apresentar resultados
o ciência aos funcionários do setor afetado (abrangendo turnos, setores,
Representação dos Empregados, Recursos Humanos e Medicina
Ocupacional);
o inclusão de Supervisores de setores indiretos envolvidos.
Na Figura 5 são apresentados os passos de um workshop de PMC² no
contexto do PDCA.
Figura 5 – Passos de um Workshop de PMC2 Fonte: BRAGA, L.P. Workshop PMC2 Manufacturing – Unidade Taubaté Volkswagen, 22/09/2005. p. 2.
Para que o Processo de PMC² tenha sucesso depois de implantado é
importante que os resultados sejam acompanhados. A metodologia de
acompanhamento dos resultados por meio de identificadores/indicadores é de ampla
ajuda para a avaliação das melhorias, porque aceita a visualização dos movimentos
da metodologia ao longo em seu andamento.
Segundo CHIZZOTTI (2001, p. 29), a metodologia recomenda que o
conhecimento é atrelado e que os acontecimentos sensível e igualitário não
delongam dos acontecimentos das ciências naturais. Aconselha ainda que a mesma
amostra de pesquisa deve convir para autenticar as declarações cientificas do
homem.
36
Ainda na concepção do autor (p. 43) trata-se de definir a perspectiva teórica
geral que abrange o contíguo de pontos colocados e de proporcionar determinadas
hipóteses admissíveis, formando uma estrutura de esclarecimentos que associem
coerentemente os subsídios em um todo teórico. Alguns trabalhos se restringem a
identificar as variáveis principais que possam influenciar no problema estudado ou a
expor os elementos de explicação existente para análise das relações e inter-
relações das variáveis.
O uso de métodos de identificadores / indicadores para a avaliação da
eficiência do sistema de PMC2 consente a qualquer moderador ter uma ampla visão
do aumento da capacidade de um sistema ou processo, num tempo estipulado
suscitando, assim, valiosos dados para a tomada de decisões.
Conforme CROSBY (1986):
Os subsídios angariados estabelecerão o embasamento para se gerar o julgamento da qualidade. Estes subsídios necessitam ser abordados de modo a determinar indicadores que os operários percebam imediatamente, produzindo a habilidade de serem empregados sem ressalvas.
O método de utilizar-se de indicadores, há muito empregado como ferramenta
de administração na avaliação da eficiência dos procedimentos, presta-se a uma
larga quantidade de aplicações, especialmente na detecção de problemas de
qualidade e constatação no acerto de decisões adotadas no passado sobre
mudanças na empresa, englobando aparências pautadas aos processos produtivos
ou não.
Dentre outras aplicações, a utilização de indicadores como medida de
eficiência é individualmente respeitável para descrever instruções de treinamento.
São aproveitados ao mesmo tempo como banco de dados na prevenção de
potenciais defeitos em produtos ou processos.

37
O emprego de indicadores no mercado dos negócios constitui-se numa
respeitável fonte de subsídios para novas compras. Por fim, são instrumentos
eficientes no acompanhamento de transformações na empresa e efetivamente para
o dia-a-dia de gerentes, administradores e moderadores
De modo como foi explanado antes, além dos benefícios estratégicos
fornecidos pelos indicadores, este ainda tem a capacidade e necessita ser
empregado como fator de motivação.
Assim, os indicadores admitem que os colaboradores sigam de perto o
desempenho do seu setor de trabalho e possam comparar com os demais setores,
provocando uma concorrência saudável entre os departamentos ou setores da
empresa. Em decorrência, as atividades passam a ser mais produtiva na rotina de
trabalho.
Outro ponto importante é que tais indicadores permitem ser usados pela
organização como parâmetros de checagem entre os diversos setores da
corporação, especialmente quando se ambiciona avaliar a performance de cada um
destes setores.
3.8 Produtividade
A produtividade é a medida do trabalho de uma atividade e pode ser definida
de várias maneiras utilizando diversas unidades para esta medição. As empresas
buscam sempre a melhoria da produtividade por ser uma das maneiras de serem
competitivas e alcançar os lucros esperados pelos seus acionistas.
Dutra (2005, p. 1), condutor do Grupo Ser Consultoria faz os seguintes
questionamentos::
Quais os requisitos de relacionamento para se atingir o melhor nível possível de produtividade? É preciso que se atenda algumas condições fundamentais para as pessoas trabalharem e conviverem bem. E quais

38
seriam essas condições? Terem objetivos comuns? Terem papéis definidos? Na comunicação não verbal usamos nosso corpo, posturas e expressões e, muitas vezes, dizemos mais do que na comunicação verbal (linguagem). Noutras vezes, contradizemos a linguagem com a comunicação não verbal e aí começam as confusões e os desentendimentos. Precisamos conhecer nossas formas de relacionamento, nossos sentimentos e interesses, para termos uma relação aberta e confiante. Nesse tipo de comunicação se prescreve o respeito e a consideração que temos pelo outro, assim como a amizade, solidariedade e espírito de cooperação. A falta delas, o desconhecimento de sua importância, provoca estados desfavoráveis da pessoa com ela mesma e do grupo como um todo.
O conceito do termo "produtividade" está baseado em uma metodologia
bastante comum na ampla bibliografia sobre economia industrial, em virtude de
como ela está relacionada à gerencia da produção, e diferencia-se também do
primeiro e mais importante passo no método de preparação de identificadores de
rentabilidade da manufatura.
De acordo com a história, as primeiras apreciações e explanação da definição
de produtividade, encontraram-se agregadas à ponderação do trabalho
excepcionalmente manual, com formato individualizado de estrutura de pagamento
do trabalhador, conforme seu desempenho e o seu resultado. Essa argüição é de
acordo com a teoria amparada pela Escola de Administração Científica, a partir dos
postulados desenvolvidos por Taylor (1986, p. 46), cujas anotações aconselhavam
que o "carregamento médio de 12,5 toneladas por dia e por homem, quando
executado pelos melhores carregadores, poderia transportar entre 47 e 48 toneladas
por dia".
Há uma conformidade entre empregadores, sindicatos, governos e
indivíduos, para sustentar os empenhos concernentes ao desenvolvimento da
produtividade, em termos globais.
Na visão de Nollet (1984 apud NOLLET et al., 1986):

39
esses meios apresentados para alcançar esta meta, variam de acordo com diferentes pontos de vista. Por exemplo, um operário ficará satisfeito e contente em poder adquirir um automóvel por um preço que corresponde à uma percentagem de seu salário anual, inferior àquela de dez anos atrás. Deste mesmo trabalhador, no entanto, espera-se que ele seja radicalmente contra o fato de ser substituído, numa linha de montagem de um fabricante de automóveis, por um robot mais produtivo.
Um dos alvos categórico para o êxito empresarial é incorporar qualidade à
produtividade. Segundo Frank (apud BOOG, 1994, p.169), conforme artigo
publicado no International Herald Tribune:
para chegar a liderar um mercado, as empresas têm muitos objetivos a perseguir, mas a produtividade é o maior deles. Afirma ainda que a definição mais comum de produtividade é expressa na relação de unidades produzidas versus a mão-de-obra necessária, usualmente denominada produtividade da mão-de-obra.
Em comum, esse identificador é sobreposto na área de manufaturados, em
que a quantidade de volume de produção é mais visível. Contudo, é imperativo
supervisionar a produtividade de todos os sub-processos que integram a
organização, pois eles são componentes da composição estrutural de despesa
(custos) e, por conseguinte, têm representação na lucratividade e competitividade.
Tentando fornecer um método mais simplificado do tema, cita-se Zarifian
que em seu artigo "L’Organization Qualificante", publicado no Le Monde em
setembro de 92 (apud BOOG, 1994, p.170), distinguiu as organizações qualificadas
das organizações qualificantes:
A organização qualificada apresenta as seguintes dimensões: • o trabalho em equipe ou em células; • a autonomia delegada às células e sua responsabilização pelos objetivos de desempenho: qualidade, custos, rendimento etc.; • a diminuição dos níveis hierárquicos e o desenvolvimento das chefias para atividades de 'animação' e gestão de Recursos Humanos; • a reaproximação das relações entre as funções da empresa (entre a manutenção e a fabricação, entre a produção e a área comercial). A organização qualificante, além das já mencionadas, apresenta outras quatro características:

40
• deve ser centrada sobre a inteligência e o domínio das situações de imprevisto, que podem ser exploradas como momento de aprendizagem pelo conjunto dos empregados; • a organização deve estar aberta para a explicitação da estratégia empresarial, realizada pelos próprios empregados, como, por exemplo, a definição de em que consiste a estratégia de qualidade em uma oficina; • deve favorecer o desenvolvimento da co-responsabilidade em torno de objetivos comuns entre as áreas de produção e de serviços; essas co-responsabilidades criam laços de interação e comunicação ente áreas e competências; • deve dar um conteúdo dinâmico à competência profissional, ou seja, permitir que os assalariados invistam em projetos de melhoria permanente, de tal modo que eles pensem o seu know-how não como um estoque de conhecimentos a ser preservados, mas como uma competência-ação ao mesmo tempo pessoal e engajada em um projeto coletivo". Novamente, estamos diante de uma constatação clara: o Homem sendo visto como a base para levar a empresa ao futuro.
3.8.1 As Medidas de Produtividade
De forma genérica a produtividade pode ser conceituada como a habilidade
de produzir partindo de uma certa quantidade de recursos e pode ser avaliada pela
analogia entre resultados efetivos da produção e os recursos produtivos utilizados
por ela. Com base neste conceito, pode–se determinar a produtividade como sendo:
Onde:
Pt = Produtividade absoluta no período “t”
POt = Produção Obtida no período “t”
FPt = Fatores de Produção utilizados no período “t”, também chamados
de Insumos.
A Equação 1, determinada para descobrir a produtividade, admite
comparação no decorrer do período. No entanto diferentes medidas poderão ser
(Equação 1)
POt Pt = FPt

41
adotadas por meio de admissíveis convenções entre medidas de produtividade e
Fatores de Produção (insumos).
Dentre as inúmeras maneiras de medir a produtividade, alguns índices, de
grande relevância, podem ser citados:
o Índices parciais ou produtividade parcial;
o Índices globais ou produtividade global e
o Produtividade da Mão-de-Obra.

42
4 METODOLOGIA
4.1 Implantação do Sistema PMC²
Na empresa em estudo, entre os diversos sistemas de produção existentes,
foi escolhido o PMC2, para ser implantado visando acelerar o processo de melhoria
contínua da qualidade, aumentando a produtividade, reduzindo custos e otimizando
todos os processos.
O Processo de Melhoria Contínua - PMC2, na empresa, é o procedimento no
qual cada operante argüi, pondera e insere avanço de aprimoramento, de acordo
com seu conhecimento e insere modelos originais de trabalho.
A implantação desse processo na empresa baseou-se na Revisão da
Literatura já estudada no capítulo anterior e foi escolhido o PMC2 - Workshop, com
o objetivo de eliminar desperdícios em todas as áreas da empresa e aproveitar o
potencial de idéias e a criatividade de todos os funcionários participantes.
Como um processo duradouro e não como uma medida única, procurou-se
dirigir a implantação a todos e avaliar todos os fluxos e processos, acelerando e
aperfeiçoando os processos e seqüências de trabalho, preocupando-se com os
princípios do PMC2, que visa à eliminação das perdas e otimização dos métodos de
trabalho em toda cadeia produtiva, procurando não criar barreiras e sim incentivar
que todas as dúvidas sejam colocadas em questão, para serem sanadas. (BRAGA,
2005, p.2)
Antes da implantação havia um pensamento tradicional que foi alterado com
a implantação do pensamento PMC2 conforme pode ser visualizado na Figura 6:

43
Pensamento Tradicional
Pensamento PMC2
Problema Solução Complexa
Qualidade Custos
Hierarquia da Empresa
Problema Solução Simples
Qualidade Custos
LOCAL PRODUTIVO
Organização para Fomentar o que é
Produtivo
Hierarquiada Empresa
Local onde surgem os Problemas
Diretoria
Gerência
Analista / Técnicos Horistas
Figura 6 – Pensamento Tradicional e Pensamento PMC2 Fonte: BRAGA, L.P. Workshop PMC2 Manufacturing – Unidade Taubaté Volkswagen, 22/09/2005. p. 2.
Pela análise da Figura 6 pode-se ver que o pensamento tradicional enxerga
a solução de um problema como uma solução complexa e para obtenção de
resultados em qualidade há necessidade de altos investimentos e as soluções
partem da alta administração sem a interferência do piso de fábrica.
O pensamento PMC² já vê soluções simples para os problemas, as idéias
saem do piso de fábrica, das pessoas que executam as operações e sendo soluções
simples são facilmente implementadas e com baixos custos.
44
FORNECEDORMAT. PRIMA
2º E 3º SUB-FORNECEDOR
1ºFORNECEDOR ADMINISTRAÇÃO INDÚSTRIA
MONTADORA REVENDA
PRODUTOPRODUTOPARA OPARA OCLIENTECLIENTE
LOGÍSTICA LOGÍSTICA LOGÍSTICA LOGÍSTICA LOGÍSTICA
CONCENTRAÇÃO DE TODA CRIATIVIDADE NA AGREGAÇÃO DE VALORPARA O CLIENTE E ELIMINAÇÃO DE TODAS AS PERDAS EM CADA ELO
E ETAPA DA CADEIA PRODUTIVA
SATISFAÇÃO DO CLIENTESATISFAÇÃO DO CLIENTE
PMCPMC22 em toda Cadeia Produtivaem toda Cadeia Produtiva
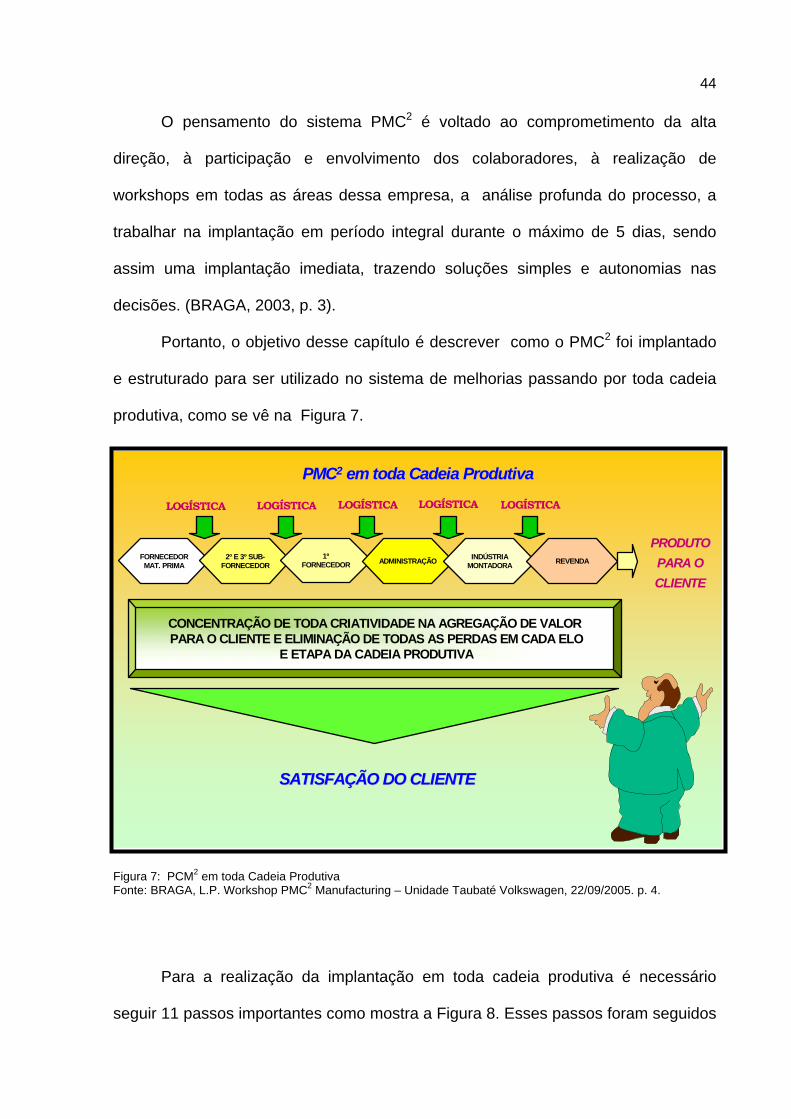
O pensamento do sistema PMC2 é voltado ao comprometimento da alta
direção, à participação e envolvimento dos colaboradores, à realização de
workshops em todas as áreas dessa empresa, a análise profunda do processo, a
trabalhar na implantação em período integral durante o máximo de 5 dias, sendo
assim uma implantação imediata, trazendo soluções simples e autonomias nas
decisões. (BRAGA, 2003, p. 3).
Portanto, o objetivo desse capítulo é descrever como o PMC2 foi implantado
e estruturado para ser utilizado no sistema de melhorias passando por toda cadeia
produtiva, como se vê na Figura 7.
Figura 7: PCM2 em toda Cadeia Produtiva Fonte: BRAGA, L.P. Workshop PMC2 Manufacturing – Unidade Taubaté Volkswagen, 22/09/2005. p. 4.
Para a realização da implantação em toda cadeia produtiva é necessário
seguir 11 passos importantes como mostra a Figura 8. Esses passos foram seguidos

45
Passos de um Workshop do PMCPassos de um Workshop do PMC22
Follow- upFollow- up
Discussão FinalDiscussão Final
Apresentação dosResultados
Apresentação dosResultados
Determinação daSituação PosteriorDeterminação da
Situação Posterior
Simulação e Introduçãode Melhorias
Simulação e Introduçãode Melhorias
Identificação e Relacionamento de
Melhorias Responsáveis
Identificação e Relacionamento de
Melhorias Responsáveis
Identificação e Relacionamento dos
Problemas
Identificação e Relacionamento dos
Problemas
Análise da Situação Atuale Definição de IndicadoresAnálise da Situação Atuale Definição de Indicadores
Análise do Processo de Fabricação
Análise do Processo de Fabricação
Introdução ao Workshop
Introdução ao Workshop
Preparação do Workshop
Preparação do Workshop
1
2
3
4
5
6 7
8
11
10
9
pela equipe que, sendo devidamente quantificada e qualificada, (Figura 9) analisou a
conveniência da solução, e elaborou um roteiro para ser seguido etapa por etapa
implantando assim o sistema de gerenciamento do PMC2. (BRAGA, 2005, p. 4-5).
Figura 8 – Passos seguidos para implantação do PMC2 por meio de um Workshop Fonte: BRAGA, L.P. Workshop PMC2 Manufacturing – Unidade Taubaté Volkswagen, 22/09/2005. p. 4.

46
VladimirESTAMPARIA
MárcioENGENHARIAS
RobsonCARROCERIA
RonaldoLOGÍSTICA
EmersonPINTURA
MariaR. H.
JoséMONT. FINAL
JoãoFINANÇAS
PastorelliENG. INDUSTRIAL
RoseQ. A.
MaurícioCHAMPION
Figura 9 - Equipe quantificada e qualificada que analisou a implantação do PMC2 nesse projeto Fonte: BRAGA, L.P. Workshop PMC2 Manufacturing – Unidade Taubaté Volkswagen, 22/09/2002
Será analisado, a seguir, cada passo de um workshop, conforme apresentado
na Figura 8.
Preparação do workshop – passo 1 (a implantação do sistema de
gerenciamento de PMC2). Para obtenção do sucesso é fundamental que todas as
informações técnicas estejam adequadas à condição organizacional, isto é, essas
informações devem ser do conhecimento do moderador e do coordenador da área
onde está sendo implantada. O ideal é que seja preparada uma semana antes da

47
realização do workshop, ou seja, da implantação do sistema.
(VOLKSWAGEN/SENAI, 2003, p. 39).
Após verificação de todas informações e definição da gerência e dos
moderadores que têm suas ações pré-determinadas, esses podem utilizar um ckeck
list para conferir a preparação do workshop, conforme Figura 10.
Figura 10 - Check-list: preparação do Workshop PMC2. Fonte: Volkswagen/Senai. PMC2, 2003. p. 41.

48
Para a implantação do PMC² a empresa realizou 477 workshops de 2002 a
2005, cuja distribuição é apresentada na Figura 11.
Figura 11 - Realização de Workshop PMC2. Fonte: VOLKSWAGEN TAUBATÉ, 2005
No passo 2 tem-se a introdução ao workshop, onde as ações são
explanadas aos participantes do grupo, não havendo nesse período uma hierarquia
entre os participantes. Nesse momento são transmitidos como será o andamento do
workshop durante a semana, horários e participação do grupo. O moderador deve
dar atenção especial a esse processo de implantação e principalmente quando for
transmitir algum comentário sobre a situação nacional e mundial. Deve procurar
estar com dados atualizados e sempre procurar fazer uma apresentação que
sensibilize os participantes para a necessidade de uma busca efetiva na otimização
dos processos.
30
53
225
169
2002 2003 2004 20050
50
100
150
200
250

49
Ainda nesse passo é necessário explanar sobre as regras gerais que são as
seguintes:
o O grupo é responsável pelo trabalho em busca da solução e pelos
indicadores. A responsabilidade pela mudança é da área e deve ser
apoiada pela gerência.
o Todos têm direito de apresentar seus pontos de vista sem negativismo.
o O grupo deve procurar o consenso sobre as informações que serão
divulgadas.
o O trabalho em grupo durante o workshop está fundamentado nos
seguintes aspectos: receber e fornecer informações; aceitar outros
pontos de vista e soluções diferentes para os problemas; colocar em
questão as soluções até então apresentadas.
o Os integrantes do grupo estão liberados para o workshop durante uma
semana e a gerência deve priorizar o workshop (a implantação do
sistema PMC²).
o O cronograma e a agenda do workshop devem ser seguidos
estritamente. (VOLKSWAGEN/SENAI, 2003, p. 44).
O passo seguinte, o de número 3, verificará a Análise do Fluxo do
Processo Atual e Dados Necessários. Para que se possa conhecer o fluxo do
processo é importante na medida em que se pode, visualizar o processo por inteiro
e também suas etapas intermediárias. As informações obtidas serão extremamente
úteis para a revisão de lay out, diminuição de estoques entre outros. Para essa fase
utiliza-se um impresso específico que está exemplificado na Figura 12.

50
Figura 12: Fluxograma do Processo Just-In-Time / PMC² Fonte: Volkswagen/Senai. PMC2, 2003. p. 47.
O passo 3 pode ser realizado em conjunto com o passo 4 que é a Análise da
situação Atual e Definição de Indicadores. Para que qualquer melhoria possa se
efetivar, é necessário antes de qualquer coisa reconhecer o status atual da área, isto
é, saber onde e como estamos para mais adiante determinarmos onde queremos
chegar. (VOLKSWAGEN/SENAI, 2003, p. 49).
Para a realização desse passo é conveniente distribuir tarefas de coleta dos
dados entre os integrantes do grupo e posteriormente em grupo preencher as folhas
de flipchart.
Nessa fase da implantação do sistema PMC2, deverão ser relacionados
valores relativos a:

51
o Qualidade (refugo, retrabalho, nota Audit);
o Produtividade (nº de peças, operadores por turno);
o Material em processo (Quantidade antes da linha / na linha / depois da
linha);
o Tempo de ajuste se houver (montagem/desmontagem em minutos),
dados esses que já devem estar nas mãos do moderador para que o
mesmo possa agilizar os trabalhos. (VOLKSWAGEN/SENAI, 2003, p.
49).
Para custeio das peças/inventário o moderador deverá passar os dados para
o controller da área, para obter os dados que deverão ser utilizados no
preenchimento dos charts e na verificação das melhorias e economias realizadas.
(VOLKSWAGEN/SENAI, 2003, p. 50).
O moderador deve realizar esta análise em conjunto com o grupo, deixando
claro cada valor e de onde o mesmo foi extraído.
A implantação desse sistema também é uma sessão de aprendizado para os
operadores. Assim, quanto mais didático (explicando detalhadamente ou
minuciosamente) for o moderador, mais informados e envolvidos estarão os
participantes e provavelmente melhores serão os resultados.
(VOLKSWAGEN/SENAI, 2003, p. 50).
Antes de se passar ao próximo passo é necessário conhecer os parâmetros
e indicadores na produção: Qualidade, Produtividade, Material em Processo, Tempo
de Giro, Tempo Tacto/Ciclo, Área, Complexidade e Ecologia.
Para essa análise devem ser observados os anexos 1 ao 8 dessa monografia.

52
No passo 5 tem-se a Identificação e Relacionamento de Desperdícios.
Nesse passo o moderador deve esclarecer ao grupo os conceitos de perdas e
desperdícios. Estes procedimentos precisam ser compreendidos por todos os
participantes pois a identificação dos desperdícios pelo grupo requer a clareza dos
conceitos. Após o trabalho de campo, o grupo deverá retornar à sala de reunião e
através de um brainstorming (já definido na Revisão de Literatura), passar todas as
perdas identificadas para folhas de flipchart de modo que todos possam vê-las para
posterior análise. (VOLKSWAGEN/SENAI, 2003, p. 59).
No Passo 6 devem-se desenvolver alternativas de solução/melhoria do
processo ou seja é a identificação e relacionamento das melhorias. Trata-se
das ações ou seja o moderador deve promover um brainstorming orientado para
cada item que se deseja melhorar. Os pontos de desperdícios/perda devem estar
separados para facilitar a visualização e a elaboração de sugestões.
(VOLKSWAGEN/SENAI, 2003, p. 63).
Após o brainstorming, o moderador deve fazer com que o grupo avalie as
sugestões e para aquelas que foram consideradas viáveis devem ser determinadas
responsáveis e prazos para implantação. (VOLKSWAGEN/SENAI, 2003, p. 63).
As mudanças que não implicarem em grandes esforços ou que não
necessitem de apoio de outras áreas devem ser implementadas de imediato. O
grupo deve implementá-las e acompanhar os resultados iniciais.
(VOLKSWAGEN/SENAI, 2003, p. 63).
No sétimo passo tem-se a simulação e introdução das melhorias, ou seja
a essa altura o grupo deverá estar muito motivado e ávido por introduzir as

53
mudanças sugeridas. Deve-se traçar um plano de ação para que o grupo não se
perca. Deve ser dividido o grupo em dois subgrupos, se necessário para agilizar os
trabalhos. As mudanças devem ser coordenadas e deve-se deixar o grupo agir. O
grupo deve ser administrado. Se necessário, devem ser programadas as mudanças
que não puderem ser realizadas durante a semana para o sábado ou domingo. Não
se deve esquecer que as áreas de suporte (ferramenta / manutenção e outras)
devem ser avisadas com antecedência para programarem o pessoal especializado
para o serviço de apoio. (VOLKSWAGEN/SENAI, 2003, p. 65)
Com as melhorias implementadas, o grupo deve promover a padronização do
processo, solicitando a confecção de um novo layout, revisão do plano de
fabricação, etc. (VOLKSWAGEN/SENAI, 2003, p. 66).
O grupo deve registrar portanto, o prazo para a realização das ações
pendentes e fazer o Follow-up. (VOLKSWAGEN/SENAI, 2003, p. 66).
O oitavo passo é a determinação do Status Posterior, ou seja, mensurar a
situação posterior à implantação com os mesmos indicadores utilizados na
determinação do status inicial (atual); o grupo deverá levantar dados novamente.
Entretanto, tais informações deverão ser obtidas a partir do status posterior às
mudanças. (VOLKSWAGEN/SENAI, 2003, p. 68).
Utilizando os mesmos parâmetros da coluna “ANTES (PMC²), deve-se
preencher os charts e os formulários com os dados obtidos na coluna “DEPOIS
(PMC2) – banco de Dados, Material em Processo, Economias Mensuráveis,
Resultado e melhorias Introduzidas e Pendentes. (VOLKSWAGEN/SENAI, 2003, p.
68).

54
Estes charts também são expostos na apresentação final, conforme
instruções da Coordenação da implantação do PMC2. Para cálculo das economias
deverão ser utilizados os seguintes critérios:
o Valor do material em processo;
o Mão-de-obra;
o Outras Despesas;
o Total das Economias Mensuráveis.
o Fazer a somatória das economias WS tais como: Refugo, Retrabalho,
Produtividade, Hora Extra, Complexidade, entre outras mencionadas no chart
“Resultados do workshop (WS)”. Importante não se esquecer de mensurar as
despesas com WS de mão-de-obra de terceiros que serão deduzidas do total das
economias. (VOLKSWAGEN/SENAI, 2003, p. 68).
No passo 9 tem-se Apresentação dos Resultados, obtidos durante esse
workshop ou seja durante a implantação do PMC2 nesses 5 dias. É de grande
importância mostrar nesse momento à gerência, os vários aspectos como:
o Visualização dos resultados pela gerência;
o Motivação do Grupo;
o Incentivo à participação em outros workshops de implantações;
o Reconhecimento do grupo.
A apresentação em si não difere de qualquer outra utilizada na empresa em
estudo, mas deve ser concisa e objetiva não devendo durar mais que 30 minutos.
Durante esse período, eventuais dúvidas e questionamentos da gerência ou
convidados devem ser esclarecidos pelo grupo e não somente pelo (s) apresentador
(es). Se necessário o moderador também poderá complementar as respostas.

55
No penúltimo passo (passo 10) da implantação há a discussão final ou
seja uma reunião rápida e informal do moderador com o grupo. Aqui não se
trata propriamente de um passo, mas sim uma breve reunião onde o moderador
apresenta rapidamente um balanço para o grupo, sobre o andamento e os
resultados obtidos nessa implantação.
É também o momento onde o moderador deve reforçar a filosofia do PMC2,
que não pode encerrar com o workshop (Efeito Bola de Neve). Caso não haja
tempo, o moderador pode solicitar a cada participante que dê seu parecer sobre a
semana e o que espera para o futuro em relação à sua área e ao PMC2.
(VOLKSWAGEN/SENAI, 2003, p. 73)
O moderador deve novamente agradecer o empenho do grupo,
parabenizando cada um de seus integrantes e esta conversa não deve ser longa e
pode ocorrer até mesmo na sala onde se deu a apresentação, caso haja
disponibilidade. (VOLKSWAGEN/SENAI, 2003, p. 73)
E finalmente no último passo o de número 11, que é o acompanhamento
das ações e melhorias, ou seja esse passo não acaba aqui, aqui é realmente o inicio
do trabalho com o processo devidamente implantado. A tarefa começará desse
ponto em diante visto que o acompanhamento das ações que ficaram por ser
realizadas é de vital importância para o PMC2, caso contrário, os resultados
previstos não se confirmarão. (VOLKSWAGEN/SENAI, 2003, p. 75)
O moderador deve evitar deixar muitos itens para este passo, pois deverá
aproveitar a sinergia do grupo (multifuncional) durante a semana da implantação do
sistema de PMC2. (VOLKSWAGEN/SENAI, 2003, p. 75)

56
4.2 Após a Implantação realizada
O alto índice de competitividade no cenário automobilístico, aliado a uma
crescente exigência por melhor qualidade dos produtos, preços mais atrativos e
bons serviços, foram as principais justificativas para a implantação desse sistema
em forma de workshop. Depois de quatro semanas implantado, foi realizada uma
reunião de follow-up com os responsáveis pelas pendências e nesse momento foi
feita uma revisão dos indicadores pelo grupo.
A responsabilidade pela implementação e manutenção dos indicadores é da
gerência de cada área onde foi implantado o PMC2.
No decorrer da implantação dos indicadores nos alvos de recolhimento de
informações, ou seja, no setor estudado, muitas foram às complexidades
encontradas. Os monitores do processo não evidenciavam sua motivação e nem se
preocupavam com sua aplicação, pois achavam que seu setor de trabalho estava
sendo invadido, seu espaço ocupado e que o indicador ali colocado estaria
avaliando seu desenvolvimento profissional e não o desempenho do processo,
mesmo após terem recebido diversas explicações por parte da chefia.
Criou-se uma pré-avaliação de cada monitor. Esta pré-avaliação consistia em
averiguar a competência de cada um concernente ao trabalho de coleta e, a partir
daí, o processo da implantação começou a apresentar resultados positivos.
Cada indicador empregado, dá ênfase para a sua utilidade na coordenação
dos resultados, como o conceito de melhorias nos processos produtivos. Esses
indicadores são: Indicadores de Qualidade de Defeitos por Unidade (Refugo,
Retrabalho, nota AUDIT); indicador de Produtividade (nº de peças / operadores por
turno); Indicadores do Material em Processo (Quantidade antes da linha / na linha /

57
depois da linha); Indicadores de Tempo de Ajuste se houver (montagem /
desmontagem em minutos). (Vide Anexo 1 a 8).
Para que esse sistema de PMC2 tenha o sucesso que se espera, é
necessário que todos os que estiverem envolvidos compreendam a necessidade e a
força que ela proporciona na busca por uma maior produtividade, melhor qualidade e
redução de custos, além de um ambiente de trabalho seguro e motivador.
Nessa implantação foram treinados 78 moderadores na planta da Unidade de
Taubaté, assim distribuídos conforme Figura 13, sob a supervisão da Engenharia
Industrial tendo como responsável o autor desse trabalho.
Figura 13 – Moderadores Treinados Fonte: VOLKSWAGEN TAUBATÉ, 2002
Esses 78 moderadores foram escolhidos por saberem como gerar a ação de
orientação e assessoramento a grupos de trabalhos e aprendizado com o objetivo
de solucionar os problemas; trabalhar um determinado tema com experiência e por
ÁREAS MODERADORES
ESTAMPARIA 4CARROCERIA 16PINTURA 8MONTAGEM FINAL 22ENGENHARIAS 18LOGÍSTICA 4RECURSOS HUMANOS 2QUALIDADE ASSEGURADA 2FINANÇAS 2
TOTAL 78

58
alcançarem resultados, além de terem uma concepção humanista, por conhecerem
as regras do sistema, da empresa e da clientela e ainda serem dotados das técnicas
de moderação.
Vale salientar que mesmo com essas habilidades citadas para ser um
moderador de PMC2 é necessário ter em seu perfil:
o Conhecer a metodologia;
o Capacidade de Liderança;
o Ser dinâmico e ágil;
o Ser criativo;
o Ser motivador do grupo;
o Ter coragem para mudar;
o Ter capacidade de persuasão;
o Estar orientado para os resultados;
o Ter objetivo claro e definido, ser decidido;
o E o mais importante estar sempre à busca do autodesenvolvimento.
Após a implantação realizada, deve se ter sempre em mente e no follow-up
algumas considerações que servirão para analisarem o sistema implantado
posteriormente.
Realizar as ações com o ponto de vista do cliente para:
o Aumentar a velocidade dos processos de trabalho;
o Melhorar os padrões de qualidade e
o Aprimorar o fluxo em direção a “qualidade, serviço e preço (QSP)”;
Considerar a satisfação do empregado:
o O que dificulta o empregado em ter uma atividade otimizada;

59
o O que precisa ser feito para obter maior satisfação do empregado com
seu trabalho?
Esta fase tem como escopo a ponderação da forçai do novo sistema de
administração de melhorias, ou seja de Processo de Melhoria Contínua, após a
implantação do mesmo, e após a avaliação.

60
5 DISCUSSÃO DOS RESULTADOS
A eficácia da implantação de uma metodologia está na medida em que se
pode evidenciar os resultados positivos devido as ações desencadeadas ao longo
do tempo.
Os resultados obtidos com a implantação do Processo de Melhoria Contínua
foram muitos significativos em termos de aumento da produção líquida horária (PLH)
com aumento de 30,8 % de 2002 à 2005, conforme Figura 14.
Fig. 14 – Evolução da Produção Líquida Horária (PLH). Fonte: VOLKSWAGEN TAUBATÉ, 2005.
Com relação à evolução na produção de veículos por dia (PVD), é
necessário fazer uma ressalva pois a fábrica passou a operar em 2 turnos a partir
de 2004 e a PVD não pode ser comparada com o ano de 2003, que operava em 3
turnos. Portanto o aumento da produtividade é de 3,3% de 2002 à 2003 e é de 6,4
% de 2004 a 2005, conforme Figura 15:
39,541,3
49,4
51,7
2002 2003 2004 200530
35
40
45
50
55
Veíc
ulos
por h
ora

61
Fig. 15 – Evolução da Produção Veículos por Dia (PVD). Fonte: VOLKSWAGEN TAUBATÉ, 2005.
Outro indicador a ser ressaltado é em termos de qualidade e utilização do
conceito fazer certo da primeira vez que é a redução dos custos de retrabalho, que
foram reduzidos em 36,5% de 2002 a 2005. conforme Figura 16,
Fig. 16– Evolução da Redução do Custo de Retrabalho Fonte: VOLKSWAGEN TAUBATÉ, 2005.
Além desses fatores, deve-se considerar também outro indicador importante
em termos de custos e de bem estar para os trabalhadores, que é a redução de
910940
7 80
830
200 2 2003 2004 20 0540 0
50 0
60 0
70 0
80 0
90 0
1 00 0
Veíc
u los
por d
ia2 turnos
3 turnos
910940
7 80
830
200 2 2003 2004 20 0540 0
50 0
60 0
70 0
80 0
90 0
1 00 0
Veíc
u los
por d
ia2 turnos
3 turnos
Veíc
u los
por d
ia2 turnos
3 turnos
18,7617,65
14,66
11,93
2002 2003 2004 20055
7
9
11
13
15
17
19
21
R$
por V
eíc u
los

62
horas extras, com um significativo decréscimo de 90% comparando-se 2002 até
2005, conforme a Figura 17.
Fig. 17 – Evolução da Redução de Horas Extras Fonte: VOLKSWAGEN TAUBATÉ, 2005.
É importante, também ressaltar-se o indicador horas trabalhadas por veículos,
que mede efetivamente quantas horas foram necessárias para a fabricação de um
veículo, isto é quanto menos horas melhor, sendo um indicador mundial dentro da
indústria automobilística. Com este indicador pode-se comparar a empresa com
qualquer fábrica automobilística independentemente da quantidade de turnos que a
empresa trabalha, pois o indicador mede efetivamente horas trabalhadas por
veículos produzidos. A evolução no período de 2002 a 2005 é de 12,8% conforme
Figura 18.
39725 39143
27648
3950
2002 2003 2004 20050
5000
10000
15000
20000
25000
30000
35000
40000
Hor
ase x
t ra s

63
Fig. 18 – Evolução da Redução de Horas Trabalhadas por Veículo Fonte: VOLKSWAGEN TAUBATÉ, 2005.
Resumindo-se podem ser destacados os seguintes resultados obtidos com a
implantação do PMC² na empresa:
- Produção Líquida Horária : aumento de 30,8%
- Produção de veículos por dia : aumento de 3,3% em 3 turnos e de 6,4% em
2 turnos
- Redução dos custos de retrabalho: redução de 36,5%
- Redução de horas extras: redução de 90,0%
- Horas trabalhadas por veículo: redução de 12,8%
Com os bons resultados apresentados tem-se uma confirmação que quando
uma empresa decide trabalhar séria e persistente, utilizando as ferramentas
existentes para melhoria da produtividade, qualidade e custos aliados a um bom
gerenciamento e treinamento do seu capital intelectual, os resultados aparecem.
31,9 31,5
28,827,8
2002 2003 2004 200520
22
24
26
28
30
32
34H
oras
porv
e íc u
lo

64
6 CONCLUSÃO
A implantação de uma metodologia voltada à melhoria da produtividade,
qualidade e custos que necessita da participação efetiva das pessoas como é o
caso do PMC² requer um trabalho árduo, constante e em longo prazo. A mudança de
cultura onde os próprios operadores realizando um trabalho em grupo, muitas vezes
entrando em conflitos requer do moderador do workshop um bom preparo e
experiência para contornar estas situações.
A empresa passava por uma situação inusitada dentro do nosso país,
necessitando mudanças urgentes e eficazes para uma sobrevivência num mercado
por demais competitivo. O PMC² foi uma das ferramentas utilizadas com enorme
sucesso, pois ao longo dos anos os resultados foram aparecendo e mostrando que a
empresa estava caminhando no rumo certo.
Os resultados mensuráveis estão demonstrados nos gráficos apresentados,
porém o PMC² proporciona outros resultados que não são mensuráveis, mas que
colaboram nos resultados finais. São eles a melhoria do meio ambiente no piso de
fábrica muitas vezes deixando o local de trabalho mais agradável trazendo uma
satisfação aos operadores que indiretamente contribui para a produtividade e
qualidade. A satisfação dos operadores de estarem vendo suas sugestões e idéias
serem aplicadas no processo produtivo no seu local de trabalho, colabora com a
elevação da moral e do orgulho de fazer parte da empresa.
A implantação de um projeto como este com o envolvimento de toda a área
produtiva teve como suporte principal a área de Engenharia Industrial que foi criada
justamente para esta finalidade. Os engenheiros industriais trabalharam ao longo
dos anos disseminando a cultura do PMC², moderando os workshops, participando

65
ativamente nas implantações das melhorias e fixando o conceito de que a melhoria
deve ser uma constante preocupação de todos.
O trabalho de implantação de uma metodologia como o PMC² é uma tarefa
contínua e deve permanecer viva ao longo dos anos, pois nas demais empresas
outras metodologias estão sendo implantadas e o aumento da produtividade, a
melhoria da qualidade e a redução dos custos são necessidades vitais para a
sobrevivência das empresas num mundo cada vez mais competitivos em que
vivemos.
Como conclusão final são citados que os esforços para atingir os objetivos
propostos devem ser feitos com a participação e o comprometimento de todos, e
este é um dos pontos fortes da metodologia PMC², trabalhar com a participação da
equipe de trabalho unida em busca dos objetivos da empresa.

66
GLOSSÁRIO
5S — Metodologia japonesa sobre os 5 sensos (Senso de utilização, Senso de organização, senso de Limpeza, Senso de conservação e Senso de autodisciplina)
Act — Agir, o 1º passo do PDCA
Audit — Critério de notas em auditoria de um produto
Brainstorming — Metodologia onde os participantes de um grupo dão
idéias sem qualquer restrição.
Charts — Local de anotações importantes, referentes ao processo implantado, que são utilizadas depois em apresentação.
Champion — O chefe de atividade, tarefa
Check — Verificar as ações
Controller — Área de finanças responsável por aferir os resultados financeiros
Check list — Lista de tarefas
Do — Fazer, executar
Feedback — Dar um retorno sobre um assunto
Flipchart — Quadro para anotações durante uma reunião
Follow-up — Acompanhamento, seqüência de algum trabalho. Palavra muito utilizada no domínio da investigação para acompanhamento dos progressos.
Just in time — Sistemática de entrega de peças na hora do uso
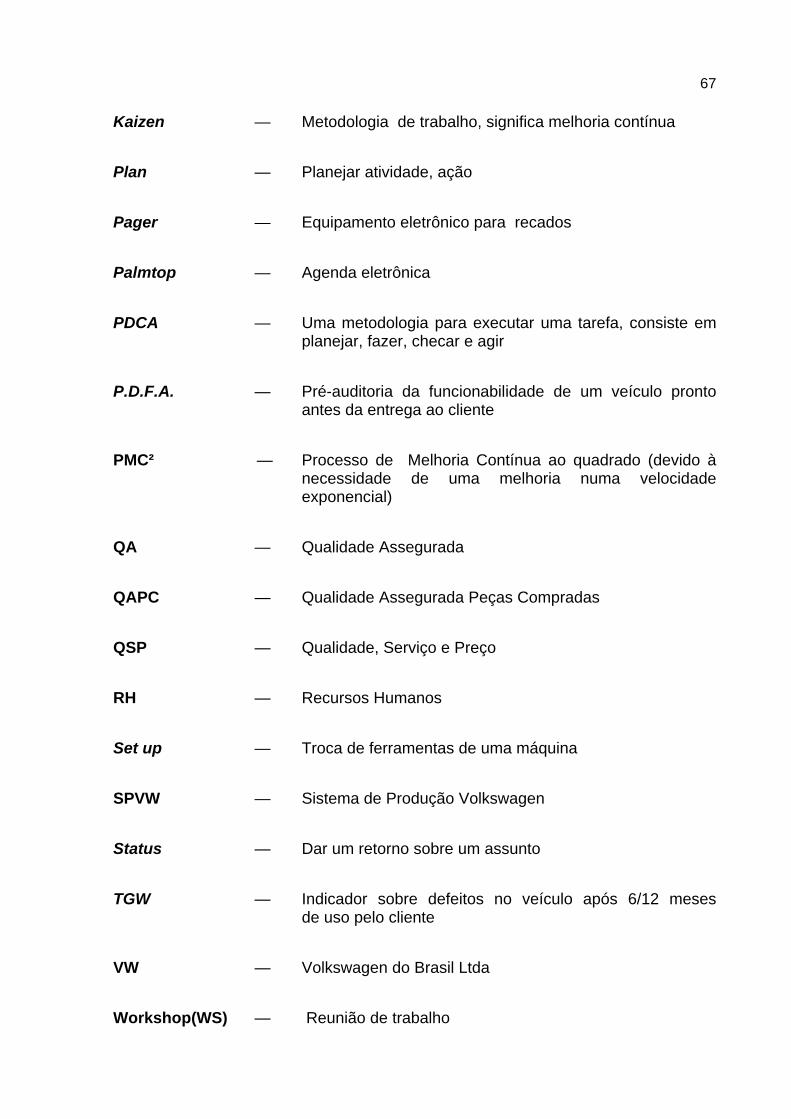
67
Kaizen — Metodologia de trabalho, significa melhoria contínua
Plan — Planejar atividade, ação
Pager — Equipamento eletrônico para recados
Palmtop — Agenda eletrônica
PDCA — Uma metodologia para executar uma tarefa, consiste em planejar, fazer, checar e agir
P.D.F.A. — Pré-auditoria da funcionabilidade de um veículo pronto antes da entrega ao cliente
PMC² — Processo de Melhoria Contínua ao quadrado (devido à necessidade de uma melhoria numa velocidade exponencial)
QA — Qualidade Assegurada
QAPC — Qualidade Assegurada Peças Compradas
QSP — Qualidade, Serviço e Preço
RH — Recursos Humanos
Set up — Troca de ferramentas de uma máquina
SPVW — Sistema de Produção Volkswagen
Status — Dar um retorno sobre um assunto
TGW — Indicador sobre defeitos no veículo após 6/12 meses de uso pelo cliente
VW — Volkswagen do Brasil Ltda
Workshop(WS) — Reunião de trabalho

68
REFERÊNCIAS
BOOG, Gustavo G. (coord). Manual de Treinamento e Desenvolvimento ABTD. São Paulo: Makron Books, 1994.
BRAGA, Luís Pastorelli. Apostila. Workshop PMC2 – Manufacturing: Volkswagen do Brasil Ltda. Taubaté, 22/09/2005.
BULLER, P. F. (1986). The team building-tsk performance relation: some conceptual and methodological refinements. Group and organization Studies, 11, 147-168. In: SPECTOR, Paul E. Psicologia nas organizações. Trad. Solange Aparecida Visconte; Revisor técnico Maria José Tonelli. São Paulo: Saraiva, 2002.
CHIZZOTTI, Antonio. Pesquisa em ciências humanas e sociais. 5 ed, São Paulo: Cortez, 2001. (Biblioteca da educação. Série 1. Escola; v. 16).
DENNIS e VALACICH, 1993; Gallupe e outros, 1991. In: SPECTOR, Paul E. Psicologia nas organizações. Trad. Solange Aparecida Visconte; Revisor técnico Maria José Tonelli. São Paulo: Saraiva, 2002.
DUTRA, Dácio Bonoldi (Condutor) . Workshop: Relacionamento Interpessoal no Trabalho. Grupo Ser Consultoria. São Paulo, 2005. Disponível em http://www.gruposer.com.br/apalooza/agenda/agenda.asp?para=Workshop:%20Relacionamento%20Interpessoal%20no%20Trabalho.
ÉDEN, D. (1985). Team development: a true field employing three levels of rigor. Journal of Applied Psychology, 70, 94-100. In: SPECTOR, Paul E. Psicologia nas organizações. Trad. Solange Aparecida Visconte; Revisor técnico Maria José Tonelli. São Paulo: Saraiva, 2002.
ÉDEN, D. (1986). Team development: quase-experimental confirmation among combat companies. Group & Organization Studies, 11, 133-146. In: SPECTOR, Paul E. Psicologia nas organizações. Trad. Solange Aparecida Visconte; Revisor técnico Maria José Tonelli. São Paulo: Saraiva, 2002.
GALLUPE, BASTIANUTTI e COOPER, 1991. In: SPECTOR, Paul E. Psicologia nas organizações. Trad. Solange Aparecida Visconte; Revisor técnico Maria José Tonelli. São Paulo: Saraiva, 2002.
LOCKE, E. A. e LATHAM, G. P. (1990). A theory of gool setting & task performance. Englewood Cinnfs, Nova Jersey: Prentice Hall. In: SPECTOR, Paul E. Psicologia nas organizações. Trad. Solange Aparecida Visconte; Revisor técnico Maria José Tonelli. São Paulo: Saraiva, 2002.

69
McKINSEY, Instituto – Produtividade no Brasil: A Chave do Desenvolvimento Acelerado / Instituto McKinsey; Adaptação Miriam Leitão – ISBN 85-352-0592-2 Rio de Janeiro: Campus 1999
Melhorias Específicas TPM - IMC Internacional Sistemas Educativos Ltda. – 2000
NOLLET, Jean, KÉLADA, Joseph, e MATTIO 0. Diorio. La gestion des opérations et de Ia production. Québec, Gaêtan Morin, 1986. In: <http://www.eps.ufsc.br/teses/cosmo/capit_3/cp3a_cos.htm#c34> Acesso em 14/06/2005.
SCOTT, W.G. e MITCHEL, T.R. Organization Theory: A Structural and Behavioral Analysis. (Hoimewood, IL: Richard D. Irwin), 1976. In: ROBBINS, Stephen Paul, Comportamento organizacional. Trad. Técnica Reynaldo Marcondes, 9 ed. São Paulo: Prentice Hall, 2002.
SHINGO, Shigeo – O Sistema Toyota de Produção do ponto de vista da engenharia / Shigeo Shingo; trad. Eduardo Schaan – 2ª ed.- Porto Alegre: Artes Médicas,1996
SPECTOR, Paul E. Psicologia nas organizações. Trad. Solange Aparecida Visconte; Revisor técnico Maria José Tonelli. São Paulo: Saraiva, 2002.
TAYLOR, F. Winsiow. Princípios de administração científica. 7 ed., São Paulo, Atlas, 1986.
TUBINO, Dalvio Ferrari – Sistemas de Produção: A Produtividade no Chão de Fábrica / Dalvio Ferrari Tubino; ISBN 85-7307-493-0 – Porto Alegre, 1999
VALACICH, DENNIS e NUNAMAKER (1992). In: SPECTOR, Paul E. Psicologia nas organizações. Trad. Solange Aparecida Visconte; Revisor técnico Maria José Tonelli. São Paulo: Saraiva, 2002.
VOLKSWAGEN DO BRASIL LTDA /SENAI. Manual de PMC2: Formação de Moderadores. Fábrica de Taubaté: Engenharia Industrial, 2003.
VOLKSWAGEN DO BRASIL LTDA. Manual de PMC². Engenharia Industrial. Fábrica de Taubaté: Engenharia Industrial, 2002a.
VOLKSWAGEN DO BRASIL LTDA. Manual de Sistema de Produção da Empresa Volkswagen Operações Anchieta & Taubaté o Processo de Melhoria Contínua - PMC². Fábrica de Taubaté: Engenharia Industrial, 2002b.
VOLKSWAGEN DO BRASIL LTDA. Manual SPVW: Sistema de Produção Volkswagen. Sowade, CPI 1110, R. 3215. São Bernardo do Campo/SP: Volkswagen do Brasil, 1999.

70
WOMACK, James P. A Máquina que Mudou o Mundo / James P. Womack, Daniel T. Jones & Daniel Roos: trad. Ivo Korytowski – 15ª ed. ISBN 86-7001-742-1 – Rio de Janeiro: Campus, 1992.
WOMACK, James P. A Mentalidade Enxuta nas Empresas / James P. Womack; trad. Ana Beatriz Rodrigues/Priscilla Martins Celeste – 3ª ed. – Rio de Janeiro: Campus, 1998.

71
ANEXOS
1 - Análise da Qualidade para o Passo 4 da implantação do Sistema PMC2;
2 - Cálculo da Produtividade para o Passo 4 da implantação do Sistema PMC2;
3 - Cálculo do Material em Processo para o Passo 4 da implantação do Sistema PMC2;
4 - Cálculo do Tempo de Giro para o Passo 4 da implantação do Sistema PMC2;
5 - Cálculo do Tempo Tacto/Ciclo para o Passo 4 da implantação do Sistema PMC2;
6 - Verificação da Área para o Passo 4 da implantação do Sistema PMC2;
7 - Cálculo da Complexidade para o Passo 4 da implantação do Sistema PMC2;
8 - Verificação da Ecologia para o Passo 4 da implantação do Sistema PMC2;

72
ANEXO 1
Análise da Qualidade para o Passo 4 da implantação do Sistema PMC2

73
ANEXO 2
Cálculo da Produtividade para o Passo 4 da implantação do Sistema PMC2

74
ANEXO 3
Cálculo do Material em Processo para o Passo 4 da implantação do Sistema PMC2

75
ANEXO 4
Cálculo do Tempo de Giro para o Passo 4 da implantação do Sistema PMC2

76
ANEXO 5
Cálculo do Tempo Tacto/Ciclo para o Passo 4 da implantação do
Sistema PMC2
Exemplo: Programa diário: 700 veículos, conjuntos ou peças Tempo de trabalho: 1029 min (2 turnos)
TEMPO TACTO = 1029 min = 1,47 min/veic. (pç)
700 veic.

77
ANEXO 6
Verificação da Área para o Passo 4 da implantação do Sistema PMC2

78
ANEXO 7
Cálculo da Complexidade para o Passo 4 da implantação do Sistema PMC2

79
ANEXO 8
Verificação da Ecologia para o Passo 4 da implantação do Sistema PMC2

80
Autorizo cópia total ou parcial desta obra,
apenas para fins de estudo e pesquisa,
sendo expressamente vedado qualquer
tipo de reprodução para fins comerciais
sem prévia autorização específica do
autor.
Luís Pastorelli Braga
Taubaté, 28 de janeiro de 2006.