preenchimento do formulário de submissão de … · segundo wagner (1999) o procedimento shp é...
TRANSCRIPT

OTIMIZAÇÃO DE CUSTOS DE PLANOS DE CORTE EM BOBINAS DE AÇO.
Leandro Maciel Turi Universidade de São Paulo
Celso Mitsuo Hino Universidade de São Paulo
RESUMO
O objetivo do presente estudo consiste em simular os planos de corte de bobinas de aço de acordo com a largura a ser comprada e mantida em estoque para atender a demanda de fitas, de modo que o custo total (formado pelos custos de perdas por refilo, estoques formados e custos de produção) seja o menor possível. Este é um problema muito comum em diversos segmentos da indústria, em particular na indústria metalúrgica. Utilizando o Solver e simulações no Microsoft Excel, os padrões de corte que minimizam os custos podem ser calculados. Em seguida é executado um modelo que seleciona as larguras de bobinas de modo a obter o menor custo. Os resultados indicam expressivas reduções no custo do processo da ordem de 7% ao ano e evidenciam a existência de um trade-off de custos na escolha das bobinas de aço.
PALAVARAS CHAVE. Planos de corte; Slitter; Bobinas de aço; Otimização de custos.
Área principal IND – PO na Indústria
ABSTRACT
The aim of this study is to simulate the cutting plans of steel coils according to the width to be bought and kept in stock to meet the demand of tapes, so that the total cost (formed by the loss costs, final inventory and production costs) is minimized. This is a very common problem in industry, particularly in the metal industry. Using the Solver in Microsoft Excel and simulations, cutting patterns that minimize costs can be calculated. Next a model is performed which selects the coil’s widths in order to obtain the lowest cost. The results indicate significant reductions in the total cost of the process of the order of 7% per year and show that there is a trade-off costs in the choice of steel coils.
KEYWORDS. Cutting plans; Slitter; Steel coils; Cost optimization.
Main area IND – OR in industry

1. Introdução
1.1 Objetivo do estudo
O presente estudo trata de um caso real de otimização de custos de processo de corte
em bobinas de aço chamadas na literatura especializada de objetos, para a produção de fitas de
aço, conhecidas como itens, de modo que o custo total do processo seja o mínimo possível. As
possíveis soluções para o problema são chamadas de planos de corte e determinam as frequências
em que cada item deve ser alocado nos objetos para que as perdas no corte e no processo sejam
minimizadas. Este problema geralmente conhecido na literatura por problema de corte e
empacotamento – PCE pode ter diversos objetivos, dependendo do problema e de suas
aplicações: minimização de perdas, custo de objetos cortados, de número de objetos cortados, de
custos de produção ou maximização de lucros (CHERRI, 2014).
Com este trabalho pretende-se verificar se a compra de bobinas de aço com larguras
fora do padrão da usina e, portanto com adicionais de preço, levam a menores perdas e menores
custos totais, tratando-se, portanto de um trade-off. Para tal análise foi simulado o consumo das
fitas de aço durante um período de três meses (período geralmente utilizado como horizonte de
programação nas usinas siderúrgicas) no MS-Excel for Windows ® e através do Solver foram
calculados os planos de corte que levam ao menor custo total para cada largura de bobina de aço
disponível na usina. Após as simulações os resultados foram comparados para determinar a
largura que minimiza o custo total e que, portanto deve ser padronizada como a largura a ser
comprada da usina durante os três meses seguintes a simulação.
1.2 A empresa
A empresa que forneceu os dados para o estudo foi a Metalúrgica Albras Ltda. Fundada
em 1.973, a empresa é a maior fabricante de dobradiças de canecas do Brasil e possui uma área
ocupada de 30.000m² em sua matriz em Embu das Artes-SP, fabricando diversas ferragens para
móveis com uma estamparia que processa em média cerca de 700 toneladas/mês de fitas de aço.
As bobinas de aço compradas das usinas siderúrgicas são cortadas em máquina Slitter e
transformadas em fitas de aço e refilo (sobras naturais do processo de corte em bobinas de aço) e
rebobinados ao final do corte. Estas fitas de aço são as matérias-primas para estamparia de
ferragens de componentes para móveis como dobradiças e corrediças. Estas constituem parte dos
kits para móveis montados na matriz de SP e em três filiais localizadas nos estados do PR, RS e
MG.
1.3 O problema
Os PCE são problemas de programação linear inteira, cuja resolução não é simples.
Eles são muito comuns na indústria tanto na forma de cortes unidimensionais, quanto em cortes
em duas dimensões. As indústrias metalúrgicas em particular muitas vezes se deparam em seu
processo produtivo com problemas deste tipo para redução de custos e melhor aproveitamento
das suas matérias-primas. Mas existem outras aplicações para o problema que podem ser
encontradas na literatura especializada, como agendamento de comerciais em televisão em
períodos de um minuto, carregamentos de caixas em caminhões com melhor utilização do
volume ocupado e planejamento de orçamento entre outras (HOTO, 2007).
De acordo com Cherri (2014) os problemas podem ser classificados em três tipos: no
primeiro tipo as demandas em períodos subsequentes são completamente desconhecidas e por
isso é necessário manter as sobras de tamanhos suficientemente grandes em estoque para atender
demandas futuras; no segundo tipo as demandas em períodos subsequentes também são
desconhecidas, porém um conjunto dos itens sempre tem uma demanda futura e no terceiro tipo,
mesmo com as demandas futuras desconhecidas, suas distribuições de probabilidade são
conhecidas, sendo este ultimo o mais aplicável ao presente estudo. Neste terceiro tipo os itens
podem ser cortados em quantidades maiores que a demanda e estoques neles podem ser formados
para atendimento de demandas futuras, mas é necessário calcular todos os custos envolvidos para
que a empresa tome a melhor decisão (CHERRI, 2014). Cherri (2014) também cita que os tipos

um e dois podem não ser os mais apropriados quando há alguma informação sobre as demandas
futuras, pois os espaços e custos de estoque, movimentação e produção precisam ser
considerados. Além disso, outros custos podem surgir quando há formação de estoque nos itens,
como as perdas por oxidação (JÚNIOR, 2004).
Vários artigos já foram publicados sobre o assunto e algumas heurísticas já foram
propostas para tratá-lo. Em 1961, Gilmory and Gomory criaram a técnica de geração de colunas
adiadas (delayed column-generation technique – DCGT), onde para cada objeto em estoque, um
padrão de corte indica quantas vezes cada item deve ser cortado para atender a demanda dos
itens. Em 1999, Gradi ar et al propos o procedimento de heurística sequencial (sequencial
heuristic procedure – SHP), que consiste na busca de um ponto de ótimo local em um conjunto de
possíveis soluções para o problema, sendo este muitas vezes decomposto em subproblemas onde
também a técnica DCGT é aplicada (ABUHASSAN, 2011). Segundo Wagner (1999) o
procedimento SHP é muito efetivo em selecionar os primeiros padrões e minimizar as perdas
atendendo as demandas, mas para as demandas remanescentes, como em toda heurística gulosa,
os padrões gerados podem resultar em altas perdas e excesso de estoque.
Alguns algoritmos utilizam outras abordagens, como a solução descrita por Yang
(2010), baseada na heurística SHP combinada com um procedimento de programação linear.
Problemas deste tipo em geral não têm soluções ótimas e costumam ter características
que tornam a sua resolução muito difícil, como as baixas disponibilidades de objetos em estoque,
as demandas muito variadas nos itens e as inevitáveis perdas nos cortes (ABUHASSAN, 2011).
No caso dos PCE envolvendo bobinas de aço há outras características que são
relevantes no problema, as bobinas podem ser adquiridas em larguras e espessuras dentro ou não
dos padrões da usina, sendo que bobinas com larguras fora de padrão possuem adicionais
diferenciados de preços.
A negociação de compras com as usinas é baseada em um preço base para a tonelada do
aço. Sendo acrescido a este os extras de preços de acordo com a largura e espessura das bobinas
escolhidas, conforme TABELA 1.
TABELA 1- adicionais de preço aplicados ao preço base do aço
Espessura da
bobina (mm)
Largura da bobina (mm)
< 900 900 ≤ < 1.000 1.000 ≤ ≤ 1.250
0,38 ≤ < 0,40 20% 18% 16%
0,40 ≤ < 0,50 19% 16% 10%
0,50 ≤ < 0,60 15% 12% 8%
0,60 ≤ < 0,70 13% 11% 6%
0,70 ≤ ≤ 0,90 10% 8% 4%
Fonte: Tabela de adicionais de preços Usiminas – 2007
Na TABELA 2 estão listadas as larguras padrão da usina, para as quais não há
adicionais extras de preços para larguras fora do padrão, para as demais larguras há 2% de
adicional no preço além dos adicionais de preço da TABELA 1.
TABELA 2 - larguras padrão da usina
Largura da bobina (mm)
800 900 1.000 1.050 1.100 1.150 1.200 1.220 1.250
Fonte: Tabela de adicionais de preços Usiminas – 2007
1.4 Relevância do tema abordado
As indústrias em geral são estimuladas a solucionar os PCE para redução de custos e se
manterem competitivas no mercado, o que é obtido através dos melhores planos e estratégias de
corte dos objetos (CHERRI, 2014). A relevância do tema tem atraído a atenção de profissionais
de pesquisa operacional no desenvolvimento de modelos que tratem do problema.
Na Metalúrgica Albras Ltda, este problema é de alta relevância, dados os volumes e
valores envolvidos neste processo – da ordem de 700 ton/mês de bobinas de aço consumidas e de
dois milhões de reais mensais em investimentos em compras de aço.
Com este estudo pretende-se calcular os planos de corte com menor custo total e verificar
se as larguras de bobinas atualmente utilizadas levam aos melhores planos de corte, baixas
quantidades de refilo sucateado, pouca produção sobressalente e formação de estoques e se a
compra de bobinas de aço com larguras customizadas, ou seja, com larguras fora de padrão da
usina e por consequência com valores adicionais de preços não levariam a custos totais menores
do processo. A abordagem utilizada na resolução foi dividir o problema em duas partes:
a) Minimizar a sucata gerada pelo refilo do corte das combinações de fitas e
larguras de bobinas atendendo à demanda e à política de estoque das fitas de aço, mantendo
apenas um objeto sempre disponível em estoque para atendimento das demandas dos itens;
b) Determinar as larguras de bobinas que geram o menor custo total (refilo,
produção e estoques de fitas cortadas além da demanda mensal).
2. Fundamentação teórica
2.1 Revisão bibliográfica
As primeiras soluções para o problema foram criadas por Kantorovich em 1939 e
Gilmore e Gomory em 1961, com sua técnica de geração de colunas para resolução do problema
de programação linear (JUNIOR, 2004). Wagner (1999) cita que as soluções para os PCE
utilizando programação inteira e heurística não são muito efetivas e por isso uma boa solução
deve considerar as perdas no corte dos objetos, as demandas e os níveis de estoques formados nos
itens com as produções sobressalentes, por isso restrições de estoque máximo e de segurança
(restrições (16), (17) e (18)) foram incluídas no modelo de modo a evitar que a redução nas
perdas geradas no corte não eleve os níveis de estoque formados nas fitas cortadas, fato que
ocorre quando a empresa leva em consideração somente as perdas geradas no corte incluindo
fitas com baixa demanda nos planos de corte.
Na literatura são citados softwares desenvolvidos para solucionar os PCE, como o
citado por Berberler (2010), mas tais programas têm como limitação as dimensões práticas
encontradas nestes problemas o que torna os tempos aplicados nos cálculos computacionais
inviáveis (HOTO, 2007). Por isso para a obtenção de simulações em tempos viáveis no presente
estudo, foi necessário restringir o tempo de processamento no Solver para cada iteração da
simulação nos casos mais complexos. Além disso, tais softwares geralmente têm como principal
objetivo a redução de perdas (CHERRI, 2014). Por isso um software como o MS-Excel for
Windows ® torna-se bastante viável para a resolução do problema, por permitir a criação de uma
solução feita sobre medida para o problema.
Há na literatura artigos que tratam do problema com soluções que consideram o
reaproveitamento de sobras, quando estas possuem larguras acima da menor largura de item com
demanda. Cherri (2014) cita modelos com abordagens orientadas à alocação de itens aos padrões
de corte e em heurísticas como first fit decreasing – FFD e minimal bin slack – MBS, que
consideram o retorno de sobras ao estoque para atendimento de demandas futuras. Na heurística
FFD o maior item é cortado o máximo possível até que toda a sua demanda seja atendida, em
seguida é cortado o segundo maior item e assim por diante até que as demandas de todos os itens
sejam atendidas. Na heurística MBS cada iteração começa com uma lista de itens não atribuídos
aos objetos, até que toda a demanda dos itens seja satisfeita. Mas para o presente trabalho, tais
heurísticas não foram utilizadas, pois a empresa não trabalha com recorde de bobinas e
reutilização de sobras, sendo todo o refilo produzido vendido como sucata.

Em Wagner (1999) há referências a soluções baseadas em algoritmos genéticos (genetic
algoritms) – GA que são algoritmos robustos de buscas de soluções baseadas em seleção natural
e mutações onde uma população de soluções para o problema é melhorada através de mutações e
trocas de partes dos bits gerados no modelo e a estes é atribuída uma probabilidade de
sobrevivência associada ao valor da função objetivo, assim quanto melhor a solução, por mais
iterações ela permanece no modelo. Porém estes modelos têm problemas por apresentarem
soluções que aparentam ser boas, mas que na verdade não são o ponto ótimo de mínimo global da
função objetivo e não são muito efetivas quando o problema apresenta grande número de itens a
serem cortados. Para contornar estes problemas geralmente as boas soluções encontradas são
combinadas para gerar novas soluções que devem ser arredondadas para números inteiros usando
rotinas de arredondamento.
Nos modelos de alocação de itens aos objetos, as decisões consistem em alocar os itens
aos objetos em estoque, mas tais modelos não se aplicam a empresa, por esta optar por possuir o
menor número possível de stock keeping units – SKU’s e apenas um objeto em estoque e,
portanto apenas uma largura para cada espessura de bobina.
Cherri (2013) cita uma resolução feita por Trkman and Gradisar (2007) baseada em
simulações em períodos consecutivos com o objetivo de redução de perdas ou custos de produção
e retorno de sobras ao estoque. Sendo esta a abordagem a mais próxima da adotada neste estudo.
3. Metodologia
3.1 Cálculo dos planos de corte, as combinações de fitas e bobinas de aço
Os PCE envolvem diversas combinações entre os itens sendo estas determinadas com
fatoriais conforme ABUHASSAN (2011). Segundo Pierce (1964) apud Wagner (1999) alguns
problemas podem ter um número alto de combinações. Podemos calcular o número de
combinações entre larguras de fitas com as quantidades de fitas necessárias, sendo este número
dado por:
(1)
é o número total de combinações possíveis para a bobina de espessura .
é o número total de fitas de aço com espessura a serem cortadas.
O número total de planos de corte possíveis para cada bobina de aço é:
(2)
= 46 é número total de larguras possíveis de bobinas variando de 10 em 10mm, de
800mm (a largura mínima fornecida pela usina) a 1.250mm de largura (a largura máxima
permitida na Slitter da empresa).
Calculando o total de combinações possíveis entre largura de itens e de objetos, obtém-
se os dados exibidos na TABELA 3.
TABELA 3 - número de combinações possíveis para planos de corte
Fita Espessura
de fita (mm)
Número
de fitas
Número de
combinações
Número de planos de
corte possíveis
1 0,40 2 3 138
2 0,60 9 511 23.506
3 0,75 14 16.383 753.618
4 0,90 2 3 138
5 1,50 2 3 138
6 1,90 1 1 46
Total 30 16.904 777.584
Para o problema mais complexo encontrado na empresa, quando = 14, temos

combinações de planos de corte. Esse número elevado de combinações,
dependendo da heurística utilizada pode tornar o problema inviável no aspecto computacional por
demandar muito tempo para os cálculos, portanto o tempo necessário para os cálculos do modelo
também deve ser levado em consideração.
Segundo a definição de Johnston (1964) apud Wagner (1999), podemos considerar o
problema difícil quando o valor médio da razão for menor que cinco, os outros problemas
podemos definir com fáceis. Em geral problemas difíceis nesta definição têm altas perdas ou
criam estoques indesejáveis nas ultimas iterações de procedimentos como o SHP. No problema
deste estudo esta razão é maior que cinco sendo, portanto classificado como fácil.
Denomina-se plano de corte a combinação de fitas (itens) cortadas das bobinas de aço (objetos) e
de refilo a sobra do corte a ser vendida como sucata.
O refilo é dado pela equação (3):
(3)
e inteiro (4)
Conforme a classificação de Júnior (2004), um plano de corte é possível se:
(5)
E viável se:
(6)
O refilo gerado está sujeito à restrição de refilo mínimo imposto pelo processo de Slitter
para a apara das bordas da bobina:
(7)
é a hora da simulação em que é necessário o corte de uma bobina de aço, com
.
é o total de horas úteis por mês para o corte de bobinas.
é o índice da fita de aço, com .
é o índice das larguras possíveis de bobinas de aço, com .
é o refilo obtido com o corte da bobina na hora .
é a quantidade de fitas cortadas na hora .
é a largura da fita cortada.
é a largura mínima permitida para o refilo.
A largura da bobina a ser comprada está restrita à:
(8)
A quantidade produzida da fita de aço , é dada por:
(9)
é o peso da bobina cortada na hora .
é a produção da fita de aço na hora .
No presente estudo utilizou-se fixo.
(10)
Onde é o peso médio das bobinas de espessura e largura .
3.2 Simulação dos planos de corte necessários para atender à demanda
A primeira parte do estudo consiste em simular os estoques de fitas de aço no decorrer
das horas durante o período de três meses e calcular o plano de corte que minimiza o custo total
do processo das bobinas de aço, obtendo a menor sucata gerada no corte, atendendo a demanda e
a política de estoque das fitas de aço em cada hora simulada, logo a função objetivo é dada por:
(11)
é custo total para o corte da bobina com espessura e largura .
é custo de estoque formado nas fitas de aço com o corte da bobina com espessura

e largura .
é custo de produção para o corte da bobina com espessura e largura .
é custo do refilo formado com o corte da bobina com espessura e largura .
é custo de estoque formado na bobina com espessura e largura .
O custo total do estoque formado nos itens com os cortes é dado por:
(12)
é o preço de compra da bobina de espessura e largura .
é a “taxa horária” de oportunidade do capital aplicado no estoque.
A “taxa horária” é calculada como uma taxa de juros simples equivalente, conforme
Hazzan (2011), sendo equivalente à taxa de oportunidade de capital mensal de 1,7% a.m.
O preço de compra líquido da bobina com a largura é:
(13)
é o preço base de aquisição do aço negociado com a usina.
é o percentual adicional de preço de largura para a bobina com espessura e largura
, conforme TABELA 1.
é o percentual adicional de preço de largura fora do padrão para a bobina com
espessura e largura . Sendo zero se a largura da bobina for uma largura padrão listada
na TABELA 2 e 2% caso o contrário.
é o percentual do Imposto Sobre Circulação de Mercadorias e Prestação - ICMS a
ser acrescentado ao preço base e adicionais para a formação do preço de compra da
bobina.
e são respectivamente os percentuais dos impostos de Programa de
Integração Social - PIS e Contribuição para Financiamento da Seguridade Social -
COFINS a serem recuperados do preço bruto de aquisição das bobinas de aço.
O estoque é função do estoque na iteração anterior, e é dado por:
(14)
é a demanda média por hora útil da fita de aço dada por:
(15)
é a demanda mensal prevista da fita de aço pelos processos de sales and operation
planning - S&OP e de master production schedule - MPS.
é o estoque inicial da fita de aço .
Os estoques dos itens formados com os cortes das bobinas de aço estão sujeitos às
restrições de política de estoque:
(16)
Os estoques de segurança das fitas foram calculados conforme Correia (2014):
(17)
é o fator de segurança para o nível de serviço de 98% adotado.
é o desvio-padrão da demanda mensal prevista.
horas é o lead time do processo de corte de bobinas.
horas é a periodicidade das demandas do desvio-padrão.
Conforme descrito por Júnior (2004), o processo de setup nas máquinas Slitter para a
troca de posições das facas costuma ser muito demorado, o que torna inviável o corte parcial das
bobinas. Por isso os estoques máximos das fitas foram dimensionados de forma que atendam a
determinação da empresa de corte completo da bobina de aço, ou seja, toda vez que o estoque de
segurança do item for atingido, uma bobina de aço é cortada completamente, atendendo as
demandas de todas as fitas de aço necessárias, sem que sobras de bobinas voltem para o estoque:
(18)
O custo total da sucata gerada com o refilo é dado por:
(19)
é o preço de venda da sucata formada no corte da bobina, em geral .
é a variável binária que define a hora t em que é necessário o corte de uma bobina de
aço, sendo:
(20)
O custo total do corte das bobinas é dado por:
(21)
é custo unitário de fabricação do processo de corte das bobinas de aço.
O custo total dos estoques nos objetos, é dado por:
(22)
é saldo em estoque da bobina de aço com espessura e largura no instante .
(23)
é o estoque inicial da bobina de aço de espessura e largura .
é o lote mínimo de compra da bobina de aço de espessura .
é a variável binária que define a hora em que é necessário receber um lote mínimo de
bobinas de aço.
(24)
é o estoque de segurança da bobina de aço com espessura e calculado com os
parâmetros de segurança, demanda e tempo referentes ao objeto na equação (17).
A equação (11) define a função objetivo do problema e está sujeita as restrições: (4), a
restrição não negatividade das variáveis de decisão; (5) e (6), as restrições de possibilidade e
viabilidade do plano de corte respectivamente; (7), a restrição de refilo mínimo e (16), a restrição
de atendimento à demanda e à política de estoque. Definindo como objetivo a equação (11) todos
os custos envolvidos no processo são considerados. Isso faz com que o modelo pondere
grandezas que em princípio estão em conflito como minimizar as perdas e manter os estoques
formados em níveis aceitáveis.
Pode se aplicar o método Simplex ao PCE para minimizar a função objetivo. Este método
é viável em relação ao número de variáveis do problema e econômico em relação aos recursos
necessários para o processamento. Com isso pode-se calcular o plano de corte dado pela equação
(3) que melhor se aplica à iteração do estoque dada pela equação (14).
4. Análise dos resultados da simulação
Os resultados das simulações exibidos na FIGURA 1 mostram que o tempo de
processamento diminui conforme aumenta a largura da bobina, isso ocorre porque o problema de
alocar itens nos objetos em larguras menores é mais complexo, é mais difícil alocar os itens
quando a largura dos objetos diminui (menor razão média ) conforme Johnston (1964) apud
Wagner (1999), e isso requer maior tempo computacional para o processamento do problema. A
empresa possui apenas duas fitas com demandas na espessura de 0,40mm, por isso o tempo de
processamento neste problema é baixo. A FIGURA 2 mostra o gráfico com os resultados para as
bobinas e fitas com espessura de 0,60mm. O tempo de processamento da simulação aumenta
quando o problema fica mais complexo (neste caso são 9 itens e 46 objetos).

Figura 1 - Custo total anual e tempo de simulação para bobinas de 0,40mm
Figura 2 - Custo total anual e tempo de simulação para bobinas de 0,60mm
Figura 3 - Custo total anual e tempo de simulação para bobinas de 0,75mm

Figura 4 - Custo total anual e tempo de simulação para bobinas de 0,90mm
Figura 5 - Custo total anual e tempo de simulação para bobinas de 1,50mm
Figura 6 - Custo total anual e tempo de simulação para bobinas de 1,90mm
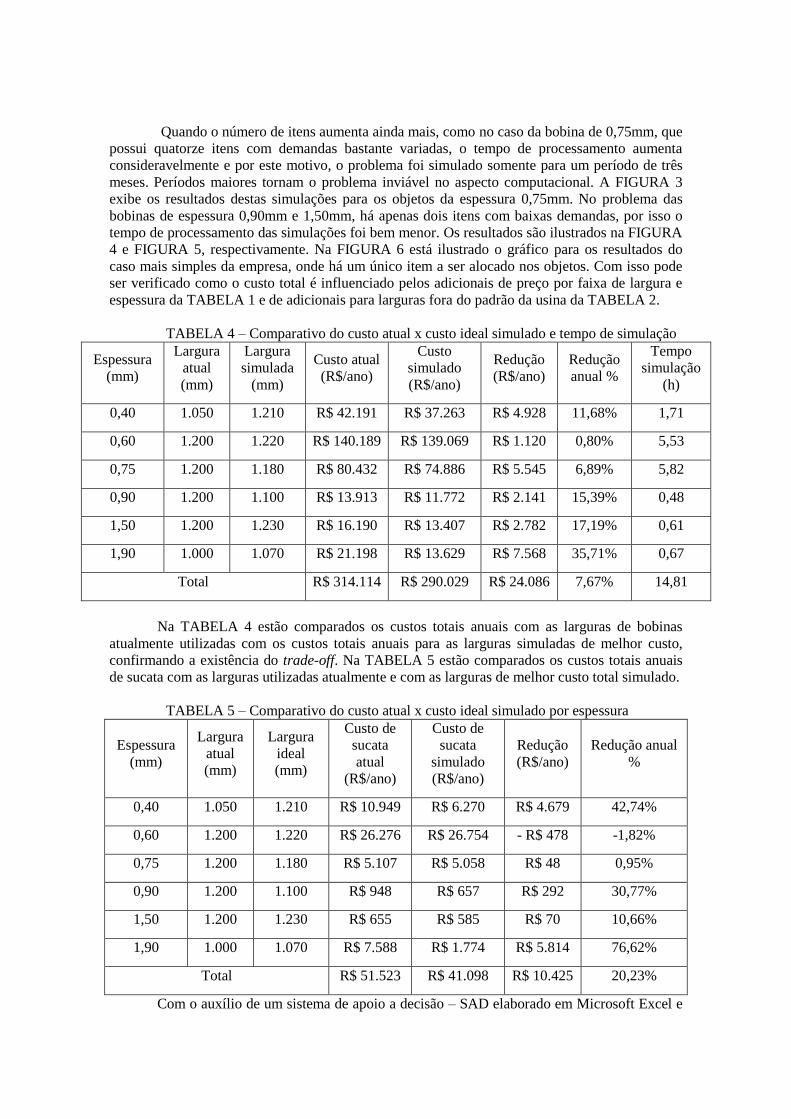
Quando o número de itens aumenta ainda mais, como no caso da bobina de 0,75mm, que
possui quatorze itens com demandas bastante variadas, o tempo de processamento aumenta
consideravelmente e por este motivo, o problema foi simulado somente para um período de três
meses. Períodos maiores tornam o problema inviável no aspecto computacional. A FIGURA 3
exibe os resultados destas simulações para os objetos da espessura 0,75mm. No problema das
bobinas de espessura 0,90mm e 1,50mm, há apenas dois itens com baixas demandas, por isso o
tempo de processamento das simulações foi bem menor. Os resultados são ilustrados na FIGURA
4 e FIGURA 5, respectivamente. Na FIGURA 6 está ilustrado o gráfico para os resultados do
caso mais simples da empresa, onde há um único item a ser alocado nos objetos. Com isso pode
ser verificado como o custo total é influenciado pelos adicionais de preço por faixa de largura e
espessura da TABELA 1 e de adicionais para larguras fora do padrão da usina da TABELA 2.
TABELA 4 – Comparativo do custo atual x custo ideal simulado e tempo de simulação
Espessura
(mm)
Largura
atual
(mm)
Largura
simulada
(mm)
Custo atual
(R$/ano)
Custo
simulado
(R$/ano)
Redução
(R$/ano)
Redução
anual %
Tempo
simulação
(h)
0,40 1.050 1.210 R$ 42.191 R$ 37.263 R$ 4.928 11,68% 1,71
0,60 1.200 1.220 R$ 140.189 R$ 139.069 R$ 1.120 0,80% 5,53
0,75 1.200 1.180 R$ 80.432 R$ 74.886 R$ 5.545 6,89% 5,82
0,90 1.200 1.100 R$ 13.913 R$ 11.772 R$ 2.141 15,39% 0,48
1,50 1.200 1.230 R$ 16.190 R$ 13.407 R$ 2.782 17,19% 0,61
1,90 1.000 1.070 R$ 21.198 R$ 13.629 R$ 7.568 35,71% 0,67
Total R$ 314.114 R$ 290.029 R$ 24.086 7,67% 14,81
Na TABELA 4 estão comparados os custos totais anuais com as larguras de bobinas
atualmente utilizadas com os custos totais anuais para as larguras simuladas de melhor custo,
confirmando a existência do trade-off. Na TABELA 5 estão comparados os custos totais anuais
de sucata com as larguras utilizadas atualmente e com as larguras de melhor custo total simulado.
TABELA 5 – Comparativo do custo atual x custo ideal simulado por espessura
Espessura
(mm)
Largura
atual
(mm)
Largura
ideal
(mm)
Custo de
sucata
atual
(R$/ano)
Custo de
sucata
simulado
(R$/ano)
Redução
(R$/ano)
Redução anual
%
0,40 1.050 1.210 R$ 10.949 R$ 6.270 R$ 4.679 42,74%
0,60 1.200 1.220 R$ 26.276 R$ 26.754 - R$ 478 -1,82%
0,75 1.200 1.180 R$ 5.107 R$ 5.058 R$ 48 0,95%
0,90 1.200 1.100 R$ 948 R$ 657 R$ 292 30,77%
1,50 1.200 1.230 R$ 655 R$ 585 R$ 70 10,66%
1,90 1.000 1.070 R$ 7.588 R$ 1.774 R$ 5.814 76,62%
Total R$ 51.523 R$ 41.098 R$ 10.425 20,23%
Com o auxílio de um sistema de apoio a decisão – SAD elaborado em Microsoft Excel e

um algoritmo elaborado em Visual Basic for Aplications – VBA, que faz as iterações do estoque,
os planos de corte necessários para atender a demanda período a período t durante três meses para
cada objeto foram simulados em um micro computador HP Pavilion dm4 com processador Intel
® Core™ I7 com 8 GB RAM e 750 GB HDD e levaram 15 horas para serem processadas.
5. Conclusões do estudo
Este artigo apresenta soluções para um problema real de corte unidimensional em
bobinas de aço, sendo este de difícil solução devido à alta quantidade de itens e objetos
envolvidos, que geram um grande número de combinações possíveis entre eles, conforme
TABELA 3.
Na literatura podem ser encontrados diversos modelos propostos para buscar planos de
corte que levem a soluções ótimas ou “boas”, as quais não são as de menores custos possíveis,
porém com baixos custos. Porém em sua maioria estes modelos não levam em consideração todas
as variáveis envolvidas no problema real encontrado pelas indústrias, onde todos os custos
precisam ser avaliados. Por isso neste estudo os diversos custos foram considerados no modelo
proposto, e o algoritmo pondera os custos que influenciam no processo de corte, de modo que o
custo total seja o menor possível.
Conforme exposto na TABELA 2 e na TABELA 3, algumas bobinas possuem
adicionais de preços por não serem itens padrões de usina e por este motivo muitas vezes não são
compradas pelas empresas, porque estas acreditam que comprando bobinas com menores preços
estão reduzindo seus custos, o que não é necessariamente verdade, pois podem provocar maiores
perdas com refilo ou formação de estoques desnecessários nos itens. Comparando o custo total de
todas as larguras possíveis de bobinas verifica-se a compra de bobinas com larguras customizadas
e adicionais de preço levam a menores custos totais, confirmando a existência de um trade-off.
Os resultados indicam que o status quo da empresa optando em comprar bobinas padrão
da usina e, portanto sem adicionais de preços, acarreta em maiores custos anuais, sendo este um
paradigma a ser quebrado. Com as bobinas determinadas neste modelo como as de menor custo
total, os resultados mostram expressivas reduções nos custos, tanto nos estoques formados,
quanto na geração de perdas com sucata, custos de produção e no custo total do processo,
podendo chegar a mais de 7% no custo total anual.
Referências
Abuhassan, I. A. O. e Naseteddin, H. H. O., Cutting stock problem: solution behaviors. Jordan:
Amman Arab University, 2011.
Berberler, M. E., Nuriuev, U. e Yildirim, A., A software for the one-dimensional cutting stock
problem. Bornova: Ege University, 2010.
Cherri, A.C., Arenales, M.N., Yanasse, H.H., Poldi, K.C. e Vianna, A.C.G., The one-
dimensional cutting stock problem with usable leftovers – A survey. European Journal of
Operational Research, 2014.
Correia, H. L., Gianesi, I. G. N. e Caon, M., Planejamento, Programação e Controle da
Produção, 5ª ed. São Paulo: Atlas S/A, 2014.
Hazzan, S. e Pompeo, J. N. Matemática Financeira, 6ª ed. São Paulo: Saraiva, 2011.
Hoto, S. R., Spolador, F., Arenales, M. e Maculan, N., Problemas de corte em duas fases: uma
revisão parcial. Londrina, Semina: Ciências Exatas e Tecnológicas, 2007.
Júnior, J. A. S., Pinheiro, P. R. e Thomaz, A. C. F., Otimização das perdas em cortes
guilhotinados para bobinas de aço na indústria metalmecânica. São João del Rei: Sociedade
Brasileira de Pesquisa Operacional, 2004.
Wagner, B. J., A genetic algorithm solution for one-dimensional bundled stock cutting.
European Journal of Operarional Research, 1999.
Yang, Y. e Cui, Y., A heuristic for one-dimensional cutting stock problem with usable leftover.
European Journal of Operarional Research, 2010.