pneus descartados no brasil – subsÍdios para uma … · destinação final adequada a um pneu...
TRANSCRIPT

LLAAÍÍSS PPEESSSSÔÔAA DDEE LLAACCEERRDDAA
PNEUS DESCARTADOS NO BRASIL – SUBSÍDIOS PARA
UMA REFLEXÃO SOBRE O PROBLEMA NA BAHIA
Monografia apresentada ao Curso de Especialização em Gerenciamento e Tecnologias Ambientais na Indústria – Ênfase em Produção Limpa – da Escola Politécnica da Universidade Federal da Bahia, como requisito para conclusão do referido curso. Orientador: Prof. Dr. Asher Kiperstok
Salvador
2001

“Conhecimento e coragem se alternam na grandeza. Sendo imortais, imortalizam. Você é o tanto que sabe, e se for sábio é capaz de tudo. Homem sem informações, mundo às escuras. Discernimento e força: olhos e mãos. Sem coragem, a sabedoria não dá frutos.”
Baltasar Gracián

A Pedro, pródigo em incentivo e amor.

Agradeço a Vera, Marita e Seiko que colaboram, cada um com seu talento, na
concretização deste trabalho.

SUMÁRIO 1 INTRODUÇÃO ......................................................................................................6
2 O PROBLEMA DE PNEUS DESCARTADOS NO BRASIL..................................7
3 ALTERNATIVAS TECNOLÓGICAS ...................................................................10
3.1 Recauchutagem ............................................................................................11
3.2 Uso como combustível (Snyder, 1998) ......................................................15
3.3 Uso na pavimentação e recuperação de pistas e estradas (Snyder, 1998).. ....................................................................................................................20
3.4 Tapetes, Revestimentos, Pisos de Proteção e Usos Agropecuários.......25
3.5 Compostagem de lama de esgoto e correção de solo ..............................29
3.6 Estudos de engenharia civil e aplicações (Snyder, 1998).........................33
3.7 Pirólise de Pneus..........................................................................................35
3.8 Recifes para peixes e misturas de borracha/plástico para moldagem ....37
4 AS PRINCIPAIS SOLUÇÕES ADOTADAS........................................................39
4.1 As principais soluções adotadas - nos Estados Unidos .........................39
4.2 As principais soluções adotadas - na Europa ...........................................41
4.2.1 Plantas Termoelétricas............................................................................41
4.2.2 Plantas de Cimento Portland...................................................................42
4.3 As principais soluções adotadas - no Japão e na Coréia.........................42
4.4 As principais soluções adotadas - no Brasil .............................................44
4.4.1 A Indústria da Recauchutagem ...............................................................44
4.4.2 A Indústria Cimenteira .............................................................................44
4.4.3 A Indústria de Petróleo através do Xisto – Projeto PETROBRAS (Paes,
2001)... ................................................................................................................45
5 AS POSSÍVEIS ESTRATÉGIAS PARA O BRASIL............................................49
6 AS POSSÍVEIS ESTRATÉGIAS PARA A BAHIA ..............................................53
7 CONCLUSÕES ...................................................................................................55
8 REFERÊNCIAS BIBLIOGRÁFICAS ...................................................................58
ANEXOS ...................................................................................................................59

6
1 INTRODUÇÃO
Um dos muitos problemas sérios que a humanidade deverá enfrentar no século 21 é,
sem dúvida, o gerenciamento e a destinação final dos resíduos gerados pela
sociedade.
Em todo o mundo, os pneus descartados constituem uma parte significativa deste
problema já que:
• São de difícil compactação, ocupando muito espaço tanto na armazenagem
quanto no transporte;
• Quando dispostos em aterros, tendem a subir e reaparecer na superfície;
• São inflamáveis;
• Representam uma ameaça à saúde pública porque servem como ambiente
perfeito para a proliferação de insetos e ratos, dois grandes agentes de
transmissão de doenças.
No Brasil, esta preocupação resultou na aprovação da Resolução Nº 258 (CONAMA,
1999) que delibera a respeito da coleta e destinação final dos pneus descartados
considerados inservíveis, ou seja, aqueles pneus sem possibilidade de
reaproveitamento por meio de recapagem, recauchutagem e remoldagem.
Como esta Resolução determina a coleta e a destinação de pneus “inservíveis” de
forma progressiva e proporcional à produção e importação a partir de janeiro de
2002, este trabalho dedicou-se à pesquisa de alguns aspectos relacionados ao
problema de pneus descartados, à luz da experiência de outros países e do que já
acontece no Brasil, para então, gerar subsídios que possibilitem refletir sobre o
cenário apresentado pelo Estado da Bahia.
Em tempo, este trabalho procurou focar-se na disposição de pneus inservíveis; por
isso, não se aprofundou na pesquisa e análise de alternativas de reaproveitamento,
tal como a recauchutagem. Porém, devido a sua importância econômica, esta
alternativa, que é mencionada apenas como informação complementar, certamente
mereceria ser tema de um trabalho específico.

7
2 O PROBLEMA DE PNEUS DESCARTADOS NO BRASIL
Seguem alguns números (ABRAPNEUS, 2000) que podem dar uma idéia da
dimensão do problema de pneus descartados no Brasil:
• A produção anual declarada é da ordem de 40 milhões de unidades, podendo
chegar a algo entre 45 a 48 milhões em 2002;
• Estima-se que sejam descartados pelo menos 25 milhões de pneus por ano.
Quanto ao passivo ambiental existente no Brasil, pode-se dizer que ele é
desconhecido ou que, as informações existentes são, no mínimo, conflitantes.
Segundo entrevista concedida por Gerardo Tommasini, presidente da Associação
Nacional da Indústria de Pneumáticos (ANIP), a estimativa de que existem entre 100
e 200 milhões de pneus inservíveis não pode ser comprovada. (ABRAPNEUS,
2000).
Estas diferenças são decorrentes da intensa utilização deste material como
combustível em fornos de cimento na década de 80, cujo volume de pneus
inservíveis consumido é desconhecido (Almeida et al., 2001).
Tendo em vista este cenário, a Resolução Nº 258/99, mencionada anteriormente,
considera que:
• “ Os pneumáticos inservíveis abandonados ou dispostos inadequadamente
constituem passivo ambiental, que resulta em sério risco ao meio ambiente e à
saúde pública;
Não há possibilidade de reaproveitamento desses pneumáticos para uso veicular
e nem para processos de reforma, tais como recapagem, recauchutagem e
remoldagem;
• Uma parte dos pneumáticos novos, depois de usados, pode ser utilizada como
matéria prima em processos de reciclagem;
8
• A necessidade de dar destinação final, de forma ambientalmente adequada e
segura, aos pneumáticos inservíveis.”
Por isso, “ RESOLVE:
Artigo 1º - As empresas fabricantes e as importadoras de pneumáticos ficam
obrigadas a coletar e dar destinação final, ambientalmente adequada, aos pneus
inservíveis no território nacional, na proporção definida nesta Resolução
relativamente às quantidades fabricadas e/ou importadas.”
A Tabela 1 apresenta, resumidamente, os prazos e as quantidades a serem
dispostos segundo o que está estabelecido na Resolução Nº 258/99.

9
Tabela 1 - Prazos e quantidades de pneus inservíveis a serem dispostos
Prazo (a partir de )
Quantidades
01/01/2002 Para cada quatro pneus novos fabricados no País ou pneus
importados, inclusive aqueles que acompanham os veículos
importados, as empresas fabricantes e as importadoras deverão dar
destinação final adequada a um pneu inservível.
01/01/2003 Para cada dois pneus novos fabricados no País ou pneus
importados, inclusive aqueles que acompanham os veículos
importados, as empresas fabricantes e as importadoras deverão dar
destinação final adequada a um pneu inservível.
01/01/2004 • Para cada um pneu novo fabricado no País ou pneu novo
importado, inclusive aqueles que acompanham os veículos
importados, as empresas fabricantes e as importadoras deverão
dar destinação final adequada a um pneu inservível;
• Para cada Quatro pneus reformados importados, de qualquer tipo,
as empresas importadoras deverão dar destinação final adequada
a cinco pneus inservíveis.
01/01/2005 • Para cada quatro pneus novos fabricados no País ou pneus
novos importados, inclusive aqueles que acompanham os
veículos importados, as empresas fabricantes e as importadoras
deverão dar destinação final adequada a cinco pneus inservíveis;
• Para cada três pneus reformados importados, de qualquer tipo, as
empresas importadoras deverão dar destinação final adequada a
quatro pneus inservíveis.
Fonte: (CONAMA, 1999)
Portanto, esta Resolução é um instrumento oportuno e importante para disciplinar
coleta e destinação final dos pneus descartados no Brasil.

10
3 ALTERNATIVAS TECNOLÓGICAS
Neste capítulo, serão apresentadas alternativas tecnológicas para disposição de
pneus descartados encontradas na literatura. Antes, porém, seguem algumas
informações gerais sobre pneus.
Todo pneu é formado de 4 partes principais (PIRELLI, 2000), a saber:
CARCAÇA: é a parte resistente do pneu, constituída de lona(s) de poliamida,
poliester ou aço. Retém o ar sob pressão que suporta o peso total do veículo. Nos
pneus radiais, as cintas complementam sua resistência.
TALÕES: são constituídos internamente de arames de aço de grande resistência e
têm por finalidade manter o pneu acoplado ao aro.
BANDA DE RODAGEM: é a parte do pneus que entra diretamente em contato com
o solo. Formada por um composto especial de borracha que oferece grande
resistência ao desgaste. Seus desenhos constituídos por partes cheias (biscoitos) e
vazias (sulcos), oferecem desempenho e segurança ao veículo.
FLANCOS: protegem a carcaça de lonas. São dotados de uma mistura especial de
borracha com alto grau de flexibilidade.
De acordo com a literatura pesquisada, as funções básicas do pneu são (PIRELLI,
2000):
• Suportar a carga;
• Assegurar a transmissão da potência motriz;
• Garantir a dirigibilidade do veículo;
• Oferecer respostas eficientes nas freadas e aceleradas;
• Contribuir com a suspensão do veículo no conforto.
Quanto à borracha empregada na sua fabricação, ela é geralmente constituída
(Sharma, 2000) por:
• Elastômeros (borracha natural ou sintética);

11
• Agentes reforçantes (carbon black – negro de fumo);
• Plastificantes;
• Agentes vulcanizantes (enxofre e compostos de enxofre);
• Agentes acelerantes;
• Agentes protetores (ex.: anti-oxidantes, anti-ozonizantes, estabilizadores).
A Tabela 2 apresenta informações sobre a composição de pneus novos.
Tabela 2 - Composição de pneus novos
Composição Automóvel (%) Caminhão (%)
Elastômero 48 45
Carbon black 22 22
Aço 15 25
Fibras têxteis 5 -
Óxido de zinco 1.2 2.2
Enxofre 1 1
Outros óleos 8 6
Fonte: (Sharma, 2000)
É importante mencionar que a reciclagem de pneus, ou seja, usar o resíduo como
matéria prima na produção de novos pneus é praticamente impossível devido à
vulcanização da borracha. A vulcanização transforma o elastômero numa substância
não fundível e insolúvel. (Sharma, 2000).
A seguir, serão descritas possíveis alternativas tecnológicas para disposição de
pneus descartados encontradas na literatura.
3.1 Recauchutagem
Como já dito anteriormente, a recauchutagem, que é uma possibilidade de
reaproveitamento de pneus, é considerada como a melhor alternativa para o
consumidor; porém, a maioria dos pneus descartados não pode ser recauchutada,
por limitações técnicas ou econômicas (Snyder, 1998).

12
Este é o único processo de recuperação que tira plena vantagem do valor
remanescente nos pneus usados e isto torna os processos de recauchutagem ainda
atrativos, apesar dos custos envolvidos. Além de cada pneu recauchutado significar
uma carcaça reusada, a recauchutagem de pneus representa um menor consumo
de energia - são necessários 26 litros de petróleo para fazer um pneu de passeio
novo, mas apenas 9 litros para recauchutá-lo; recauchutar um único pneu pesado
pode significar a economia de pelo menos 40 litros de petróleo (Ferrer, 1997).
Um pneu de passeio padrão pesa entre 6 e 10 kg, sendo que perde até 10% do seu
peso até ser descartado. Usualmente, o pneu está em bom estado mesmo que a
banda de rodagem esteja desgastada. Todavia, o estresse físico ou a fadiga
acumulada limita o número de recauchutagens que um pneu pode receber. Durante
a primeira vida útil, menos de 20% do valor da matéria prima é consumida. Mesmo
considerando-se o pneu como um artigo de consumo, 80% do valor original do
material continua disponível para reuso ao final de sua vida (Ferrer, 1997).
Ainda segundo Ferrer (1997), a maioria das pesquisas com pneus de veículos
relaciona-se ao desenvolvimento de revestimentos que possam durar mais por meio
de um grande número de recauchutagens. Um pneu bem tratado pode ser
recauchutado pelo menos duas vezes, durando 500 000 km sob as condições
existentes nos Estados Unidos. Contudo, fabricantes de pneus estão trabalhando no
desenvolvimento de pneus cuja carcaça possa chegar a um milhão de km, com a
ajuda de duas ou três recauchutagens.
Continuando, Ferrer (1997) descreve as duas tecnologias de recauchutagem - o
processo de vulcanização com molde e o processo de pré-vulcanização. Eles
diferem na seqüência de operações, a aplicação da banda de rodagem pode ocorrer
antes ou depois. A maior parte dos recauchutadores e fabricantes de pneus
envolvidos no negócio preferem o processo de vulcanização com molde. Neste
processo, todo o pneu é aquecido enquanto uma câmara aquecida aplica e
vulcaniza a banda de rodagem. A recauchutagem constitui-se de sete etapas,
conforme segue (Ferrer, 1997):
1. Pré-inspeção: numa inspeção inicial são escolhidos os pneus descartados com
melhor potencial para a recauchutagem. O objetivo é escolher os pneus com

13
menor custo de recauchutagem e maior expectativa de duração da carcaça. É
um processo onde a padronização é difícil e que afeta diretamente na
lucratividade da empresa.
2. Retirada da banda de rodagem: o restante da banda desgastada do pneu é
raspado num equipamento semelhante a um torno. É um processo que requer o
estabelecimento de limites para cada tipo e tamanho de pneu para que seja
retirada a correta quantidade de borracha. Um pneu de passeio gera
aproximadamente 0.8 kg de borracha fragmentada, que pode ser vendida para a
indústria de borracha.
3. Preparação da carcaça: reparam-se todos os danos que permaneceram após a
retirada da banda de rodagem. Um operador pode rejeitar um pneu nesta etapa,
caso sua estrutura esteja muito danificada.
4. Aplicação da banda de rodagem: há dois processos diferentes. No processo de
vulcanização com molde, a banda de rodagem é aplicada no pneu da mesma
forma que na manufatura original. No processo de pré-vulcanização, a banda é
moldada e vulcanizada antes de ser aplicada no pneu.
5. Vulcanização: é o processo que garante a união da carcaça com a nova banda
de rodagem e que provê dureza e resistência à abrasão requerida da nova
banda. No processo de vulcanização com molde, é neste estágio que a superfície
do pneu é conformada (constituída de partes cheias e vazias) e que ocorre a
vulcanização da banda de rodagem. O molde é aquecido a uma temperatura e
pelo tempo necessário para que a vulcanização ocorra. No processo de pré-
vulcanização, uma banda vulcanizada com sua superfície já feita é aplicada.
Portanto, neste processo apenas garante-se a completa vulcanização entre a
nova banda e a carcaça.
6. Inspeção e acabamento: o inspetor então observa os defeitos ocorridos no
processo de recauchutagem e, se o pneu atende aos requerimentos de
segurança, vai para o processo de acabamento. O excesso de borracha é
retirado e a lateral do pneu é pintada é etiquetada para dar uma aparência de
pneu novo.

14
7. Testes externos: laboratórios especializados dão suporte à indústria de
recauchutagem. Um dos maiores objetivos é melhorar as condições de
recauchutagem. Alguns destes testes são: testes de adesão, determinação da
taxa de vulcanização, análise de falha, análise da banda de borracha, análise da
seção reparada.
Logicamente, a recauchutagem de pneus não significa eliminar o problema porque,
naturalmente, ocorrerá o desgaste, talvez até em menor tempo que um pneu novo e
haverá necessidade de disposição; além disso, o número de pneus permanece o
mesmo (Snyder, 1998).
A Tabela 03 apresenta informações sobre a economia atribuída ao processo de
recauchutagem.
Tabela 3 - Economia de petróleo atribuída ao negócio de recauchutagem
Estados Unidos 1995
Pneus recauchutados
(unidades)
Economia por pneu
(litros)
Total economizado
(litros)
Carros de passeio 5 300 000 17 90 000 000
Caminhões leves 7 200 000 36 259 000 000
Caminhões médios
e pesados
15 900 000 63 1 000 000 000
Especiais 870 000 140 121 000 000
Total 29 270 000 50 1 470 000 000
Fonte: (Ferrer, 1997)
Sabendo-se que um barril de petróleo contém 159 litros (PETROBRAS, 2001), o
total economizado mencionado acima equivale a mais de 9,2 milhões de barris. Para
ter-se uma idéia, a produção diária brasileira é de 1.324 milhões de barris
(PETROBRAS, 2001); logo, esta economia significaria quase 7 dias de produção.
A seguir, serão apresentadas alternativas descritas em literatura americana, que são
idealmente adequadas para pneus inservíveis, ou seja, para aqueles que não
apresentam condições para serem recauchutados.

15
3.2 Uso como combustível (Snyder, 1998)
Se um pneu (ou uma pilha deles) é queimado a céu aberto, origina-se uma fumaça
mal cheirosa, cheia de fuligem que contém dióxido de enxofre, vários
hidrocarbonetos e outros produtos químicos.
Então por que pneus queimados podem ser considerados como bom combustível?
As indesejáveis conseqüências da queima de pneus à céu aberto ocorrem
primariamente devido à combustão incompleta: partículas de carbon black (negro de
fumo) e muitos produtos químicos resultantes da pirólise escapam da zona de
combustão sem estarem completamente queimados.
Em caldeiras adequadas, pneus ou fragmentos de pneus queimam completamente,
emitindo gases normais de combustão que incluem pequenas quantidades de
dióxido de enxofre. Em média, pneus apresentam em média por volta de 1.2% de
enxofre; durante a queima, parte deste enxofre converte-se em dióxido e é emitido.
Porém, pneus contêm significativamente menos enxofre que a maioria dos carvões
usados como combustível nos Estados Unidos.
É bom lembrar que, com exceção do aço e de pequena quantidade de matéria
inorgânica, o restante do pneu pode ser considerado como derivado de petróleo,
apresentando poder calorífico compatível (vide Tabela 4).
Tabela 4 - Poder calorífico de vários combustíveis
Combustível BTU/lb kcal/kg (aprox.)
Madeira de carvalho 8.300 4.600
Madeira de pinho 9.100 5.000
Linhita 6.000 3.300
Carvão betuminoso 11.000 – 14.000 6.100 – 7800
Óleo combustível 18.000 – 19.000 10.000 – 10.600
Fragmentos de pneu 13.000 – 14.000 7.200 – 7.800
Fonte: Snyder,1998
16
Portanto, pneus podem ser um excelente combustível; mandá-los para um aterro
pode significar estar enterrando um combustível melhor que o carvão que está
sendo retirado das minas nos Estados Unidos.
Pneus também contêm quantidade significativa de ferro e zinco, que usualmente não
estão presentes no carvão. O nível de zinco nos pneus modernos é
aproximadamente 1.5%. Na combustão, algum zinco pode ser encontrado nas
cinzas, mas outra parte entra como particulado nas emissões da chaminé, podendo
aumentar a opacidade se emitido. Normalmente, o zinco poderia ser coletado
através de filtro ou outro dispositivo presente nas caldeiras modernas, junto com a
cinza em suspensão.
Além disso, pneus apresentam maiores quantidades de ferro que o carvão, podendo
variar de acordo com o tipo de pneu. Todos os pneus têm arames de aço em seus
talões, o que significa talvez 3 a 4% do peso do pneu. Pneus radiais têm
substancialmente mais arame na sua carcaça – aproximadamente 10% do total.
No processo de cortar um pneu e convertê-lo no chamado Combustível Derivado de
Pneu (CDP), uma parte do arame pode ser separada magneticamente e removida. O
destino do arame contido no pneu durante a combustão varia, dependendo do tipo
de processo que está sendo utilizado.
Se pneus inteiros são queimados, o aço fundido é coletado como escória e vendido
como resíduo de ferro. Quando o CDP é queimado como suplemento de carvão, o
aço também queima e contribui com uma quantidade de energia significativa (aprox.
1900 kcal/kg). A combustão de arame de aço exige uma alta temperatura de
ignição, que pode ser conseguida numa caldeira a carvão, mas não numa caldeira
que queima madeira. Por isso, quando o CDP é usado numa caldeira como
suplemento de madeira, o arame suporta totalmente o processo de combustão e é
coletado nas grelhas, o que pode gerar problemas operacionais tais como a
obstrução das grelhas.
Outra importante diferença de composição entre o carvão combustível e o CDP é
que o carvão é carbono com impurezas. Já o pneu de borracha é uma mistura de
carbon black com aproximadamente o dobro de hidrocarbonetos; portanto, como os
17
hidrocarbonetos são combustíveis com maior poder calorífico (mais energia por
unidade de massa), para uma dada quantidade de energia produzida, pneus emitem
significativamente menos dióxido de carbono que o carvão.
Seguem as principais alternativas de uso de pneus descartados como combustíveis:
a) Pneus inteiros como combustível de caldeira (Snyder, 1998)
Talvez o primeiro processo prático e significativo de queimar pneus inteiros como
combustível foi desenvolvido na Alemanha por Gummi Mayer, o maior recauchutador
europeu. Em operação normal, o recauchutador compra pneus usados, inspeciona e
escolhe os que presume serem passíveis de recauchutagem. Os que não têm
condições de recauchutagem e aqueles que são rejeitados após terem sido
recauchutados deverão ser dispostos de alguma forma; por isso, Gummi Mayer,
projetou e construiu uma pequena planta para geração de vapor usando pneus
inteiros descartados como único combustível. Esta planta, visitada por Snyder em
1977, operava combustão completa e gerava apenas óxido de zinco não totalmente
branco e com 90% de pureza que era coletado através de filtro. O arame de aço
fundido reunido era coletado e vendido como escória metálica. As emissões das
chaminés eram baixas e atendiam aos padrões alemães. Apesar do seu pequeno
tamanho, esta planta serviu como protótipo para uma planta de 14.4 MW construída
pela General Eletric e que está operando atualmente em Modesto, Califórnia,
próxima à maior pilha de pneus descartados nos Estados Unidos.
Porém, na opinião de Snyder (1998), caldeiras dedicadas ao uso de pneus como
único combustível, tanto inteiros como CDP, não parecem ser uma alternativa
promissora porque requerem um alto investimento inicial quando comparadas com
os tipos de caldeiras padrão alimentadas por carvão porque, como não há caldeiras
padrão para consumir pneus, elas devem ser projetadas individualmente. Além
disso, a limitada disponibilidade de grandes quantidades de pneus em certas
localidades impõe severas limitações ao tamanho da planta. A planta de Modesto
produz 14.4 MW, enquanto que as maiores plantas a carvão construídas hoje em dia
têm usualmente uma capacidade de 500 MW.
18
b) CDP como suplemento do carvão combustível (Snyder, 1998)
O CDP pode ser excelente suplemento se os fragmentos usados tiverem tamanho
comparável ao do carvão utilizado. Em geral, as plantas maiores queimam carvão
em pó de 200 mesh; porém, é economicamente impraticável reduzir fragmentos de
borracha a este tamanho. Mas pode ser usado CDP com tamanho variando de 1.3 a
5.1 cm; neste tamanho, o CDP pode ser produzido a um custo razoável.
Como o CDP apresenta baixo nível de enxofre e alto poder calorífico, ele pode ser
utilizado para melhorar a qualidade do combustível, mas há dois inconvenientes
práticos no seu uso que devem ser superados. Primeiro, o CDP deve ser misturado
ao carvão de forma muito uniforme para evitar pontos quentes localizados que
poderiam produzir escória ou danificar as grelhas, o que encarece os custos de
produção. Em segundo lugar, caldeiras velhas, que não possuem filtros ou outros
dispositivos meios de coletar particulados, emitirão pequenas quantidades de
partículas de zinco, o que aumentará a opacidade da fumaça da chaminé.
c) CDP como suplemento da madeira
Indústrias madeireiras geralmente usam seus próprios resíduos (cascas, ramos e
serragem) como combustível primário. O calor contido neste tipo de material é
aproximadamente 3.300 kcal/kg; este número é seriamente reduzido após chuvas
longas, mas pode ser aumentado com o uso de CDP como suplemento. Esta foi a
primeira alternativa surgida nos Estados Unidos com volume significativo para o uso
de pneus como combustível. O uso de CDP tem sido largamente aceito pela
indústria madeireira e está bem consolidado nos EUA. O uso fica limitado
basicamente pela disponibilidade de fornecimento constante a preço competitivo e
de fornecedores. Como está sendo usado com suplemento de um combustível com
um custo essencialmente negativo, há sempre pressão sobre o seu preço.
Geralmente, é vendido a no máximo US$ 20/t.

19
d) CDP na indústria de Cimento Portland (Snyder, 1998)
A produção de cimento requer grandes quantidades de energia, são requeridos
aproximadamente 230 kg de carvão para produzir 1 tonelada de cimento Portland.
Portanto, o custo do cimento Portland é totalmente dependente do custo do
combustível utilizado, o que representa uma oportunidade atrativa para CDP.
Casualmente, dois dos ingredientes usados em menor quantidade na receita do
cimento Portland, óxido de ferro e enxofre, podem ser fornecidos pelo CDP. O aço
contido no CDP é convertido em óxido de ferro e o dióxido de enxofre, que não
consegue escapar porque é arrastado pelo calcário quente, converte-se em sulfato
de cálcio. Segundo Snyder (1998), do ponto de vista ambiental, tem-se quase que
uma situação ideal para a disposição de pneus.
O uso de pneus como combustível para fornos de cimento foi iniciado na Alemanha.
A Dyckerhoff Zement apresentou a maior adoção desta alternativa e, nos anos 70,
desenvolveu um processo usando pneus de caminhão médios como único
combustível. Um problema associado com a queima de pneus inteiros injetados
intermitentemente dentro do forno era a pulsação de gases quando o pneu era
vaporizado, mas a decisão de queimar pneus inteiros foi tomada porque não havia
nenhum processo prático para cortar pneus naquele tempo. Em 80, Dyckerhoff tinha
três plantas, queimando 30.000 toneladas de pneus descartados anualmente.
Depois, outras empresas de cimento alemãs adotaram pneus como combustível,
mas na forma de CDP, o que simplifica consideravelmente o processo. O uso de
CDP em fornos de cimento tornou-se e continua sendo um mercado comprador de
pneus descartados na Alemanha. Este largo uso de CDP baseia-se parcialmente no
fato que os fornos de cimento recebem este material gratuitamente; os custos da
coleta, corte e entrega do produto é assumida pela indústria de pneus.
A produção de cimento Portland é um negócio global que envolve grande produtores
internacionais e depois de algum tempo, produtores americanos que tinham parceria
com empresas européias começaram a avaliar pneus como combustível. De acordo
com Snyder (1998), até Outubro de 1997, 36 plantas estavam queimando pneus nos
Estados Unidos, muitas outras estavam fazendo testes e aproximadamente mais 30

20
estavam planejando testes. Algumas queimam pneus inteiros, outras CDP. Os pneus
estavam sendo fornecidos gratuitamente ou os produtores de cimento estavam
cobrando uma pequena taxa por pneu.
3.3 Uso na pavimentação e recuperação de pistas e estradas (Snyder, 1998)
a) Borracha no asfalto
Um dos mais interessantes e promissores usos de larga escala para borracha de
pneus descartados é como material de construção de estradas.
Hoje, materiais asfálticos comerciais são produzidos em grandes quantidades por
refinarias de petróleo. Como o asfalto é relativamente solúvel em outros
hidrocarbonetos, era usado como massa barata em compostos de borracha muitos
anos antes de sua aplicação em estradas.
Durante a II Guerra Mundial, os alemães usaram borracha natural, de que eles
tinham abundante fornecimento, como suplemento na construção de estradas
devido à falta de asfalto. Do lado dos americanos, devido à escassez da borracha,
foi necessário desenvolver borrachas sintéticas e processos economicamente
viáveis para produzi-las. Após a II Guerra Mundial, tanto a pesquisa como o
desenvolvimento de borracha sintética começaram a declinar e o declínio
contemporâneo da indústria de recuperação de borracha promoveu uma mudança
de foco, da borracha recuperada para borracha finamente fragmentada.
Atualmente, há interesse por misturas de asfalto, não com massa mas com
fragmentos de borracha, que consistem de partículas de borracha vulcanizada. O
processo de vulcanização converte uma massa de moléculas mais ou menos linear
numa rede tridimensional, o que confere conformação permanente aos objetos.
A função primária do asfalto é formar uma estrutura integral, preenchendo os
espaços vazios em volta da pedra agregada para que a superfície pavimentada
possa resistir à penetração de umidade e permanecer flexível durante toda variação
de temperaturas a que uma estrada deve suportar. Asfaltos comerciais com
propriedades bem conhecidas e grades padrão estão disponíveis em várias

21
refinarias; portanto, a escolha deve ser feita dependendo basicamente das
condições climáticas a serem encontradas.
Logicamente, a adição de fragmentos de borracha à massa asfáltica pode afetar
estas propriedades.
b) Fragmentos de borracha na selagem de rachaduras
Segundo Snyder (1998), a primeira e mais simples aplicação de fragmentos de
borracha é para selar rachaduras. Quando rachaduras aparecem numa estrada de
asfalto, é conveniente fechá-las para impedir a entrada de água. Em pistas de
concreto, também é necessário reajuntar os blocos vizinhos e o asfalto, é o material
adequado para este tipo de tarefa.
De acordo com Snyder (1998), adicionar fragmento de borracha (com tamanho
aproximado de 20 mesh) ao asfalto resultará num grande aumento na viscosidade a
elevadas temperaturas sem afetar adversamente o ponto de congelamento. Asfaltos
modificados pela adição de fragmentos de borracha para a selagem de rachaduras
são largamente utilizados na maioria dos Estados americanos.
c) Fragmentos de borracha em membranas reparadoras (Snyder, 1998)
Outro emprego bem sucedido para fragmentos de borracha é a utilização de uma
membrana de mistura de asfalto aplicada como um adesivo numa área de pista
rachada e/ou danificada. Após a limpeza, o composto de asfalto e borracha é
aplicado como um adesivo coberto com uma fina mistura de asfalto e pedra e então
liberada para uso. A natureza flexível e elástica da membrana pode impedir o
crescimento de pequenas rachaduras adicionais e prevenir a propagação das
rachaduras existentes. Esta tecnologia é chamada Stress Absorption Membrane
(SAM) e tem sido largamente usada em algumas áreas com grande sucesso. A
utilização de fragmentos de borracha significa mais custo; contudo, nestas
aplicações, é aparentemente economicamente viável.

22
d) Fragmentos de borracha na pavimentação de pistas
Segundo Snyder (1998), num ano normal, aproximadamente 480 milhões de
toneladas de asfalto são usadas em pavimentação no mundo. Portanto, se
fragmento de borracha fosse adotado mundialmente a um nível moderado de 3%
(aprox. 27 kg / tonelada de asfalto), quase 13 bilhões de quilos de fragmento seriam
requeridos. Assumindo que, em média, podem ser obtidos 4.5 quilos de fragmento
de borracha de um pneu de passeio, seriam necessários mais de 2 bilhões de pneus
anualmente. Esta quantidade excede em muito o fornecimento total disponível. Para
o autor, o uso substancial de fragmento de borracha em pistas asfaltadas poderia
resolver o problema de pneus descartados.
Uma das questões centrais relativas a esta aplicação gira em torno da habilidade do
fragmento de borracha nivelar a curva de temperatura x viscosidade do asfalto.
Asfaltos de baixa viscosidade podem ter pontos quebradiços. A adição de borracha
aumenta a viscosidade do asfalto e produz uma liga mais rígida, que adere melhor
ao agregado a elevadas temperaturas e também resiste à formação de sulcos. Além
disso, há menor tendência da liga escorrer sobre a superfície e sua elasticidade é
melhorada, o que ajuda a prevenir o aparecimento de rachaduras na pavimentação
durante o inverno. Finalmente, asfalto não modificado endurece com o tempo,
parcialmente devido à oxidação; portanto, a modificação pela adição de fragmento
de borracha melhora a resistência ao envelhecimento da massa asfáltica, isto pode
ser atribuído à presença de carbon black na borracha.
Porém, há certas desvantagens nesta modificação. A maior objeção é o aumento de
custo. Fragmento de borracha é caro (aproximadamente US$ 0.29 / kg) e o seu uso
usualmente requer um volume de massa maior. Também, um considerável
investimento em equipamento é necessário para garantir medição e mistura
apropriada de borracha. A mistura de asfalto e borracha é instável; portanto,
geralmente certa quantidade de tempo é requerida para a estabilização; porém, esta
mistura não pode ser armazenada indefinidamente à altas temperaturas sem
deteriorar severamente. Por último, algumas das melhores técnicas são patenteadas
e foram largamente licenciadas o que adiciona custos de royalties ao processo.

23
Na prática, os processos que estão sendo usados podem ser divididos em dois
grupos principais: processo úmido e processo seco.
O Processo Úmido envolve a medição e mistura de fragmento de borracha e asfalto
num reator, permitindo que eles reajam por um tempo apropriado antes de adicionar
agregado à mistura. Este é o processo mais comum.
No Processo Seco, o fragmento de borracha, geralmente uma mistura de partículas
de vários tamanhos, é misturado previamente com agregado (pedra quente) antes
de receber o asfalto aquecido.
O Processo Úmido é mais antigo e tem maior aplicação que qualquer Processo
Seco. Muitos trechos de estradas em diversos estados americanos atestam o valor
potencial da mistura de borracha às massas asfáticas. Contudo, nem todos os
projetos foram bem sucedidos, alguns falharam visivelmente (vide a seguir).
Todavia, há crescente e constante interesse e aceitação do uso de fragmento de
borracha na composição de asfalto para pavimentação. No Arizona, onde tudo
começou, o uso de modificação pela adição de borracha chegou a aproximadamente
20% da construção de pistas de alta velocidade.
e) Problemas recentes devido ao uso de fragmentos de pneus na construção de estradas
Snyder (1998) relata que durante a década de 80, mais de 70 projetos de construção
de estradas nos Estados Unidos, aparentemente bem sucedidos, tinham usado
substanciais quantidades de fragmentos de pneus em substituição de materiais
convencionais mais pesados. Como resultado deste sucesso, havia grande
esperança no uso em aplicações de construção civil como uma das maiores
alternativas na solução do problema de pneus descartados e muitos novos projetos
foram planejados. Todavia, três projetos apresentaram pontos de aquecimento
devido à reações exotérmicas na massa de borracha, que acabaram culminando em
incêndios. Estas construções tiveram de ser abertas para dispersar gases, resfriar a
massa de borracha e apagar as chamas existentes. Depois, tiveram que ser
reparadas com materiais mais convencionais com despesas bastante consideráveis.

24
Devido a estes eventos, todos os projetos similares foram cancelados. A
Administração Federal de Estradas dos Estados Unidos anunciou que não seriam
aprovados novos projetos até que os problemas tivessem sido entendidos e
resolvidos.
Foi criado um comitê para analisar o assunto, os locais foram visitados, mas o
material resultante dos incêndios não proveu resposta clara sobre a origem do
problema. Pilhas de pneus ou de seus fragmentos não são normalmente sujeitos à
combustão espontânea; no entanto, processadores que cortam pneus percebem que
ocorrem reações exotérmicas em pilhas de fragmentos recentemente cortados e
associam este fenômeno ao contato de pedaços de arame quentes com finas
partículas de borracha superaquecidas. Também aparentemente, em pelo menos
um destes projetos ocorreu mistura com materiais orgânicos ou fertilizantes, o que
pode ter gerado oxidação bacteriológica. Portanto, o problema é identificar eventos
químicos ou biológicos capazes de elevar a temperatura da massa até a ignição da
borracha que ocorre aproximadamente a 500 º C.
As possíveis causas são:
1. Oxidação do aço em óxidos de ferro pode ter ocorrido. Em pilhas antigas de
pneus velhos, o arame de aço exposto reconhecidamente oxida-se numa reação
moderadamente exotérmica.
2. Materiais orgânicos podem ter sido incluídos acidentalmente e a mistura elevou a
temperatura até o ponto de oxidação da borracha.
3. Inclusão de pequenas partículas de borracha provenientes da operação de corte
no aterro junto com fragmentos de metal recém cortados.
4. Oxidação biológica da borracha causada por micróbios (leveduras, fungos etc)
em associação com materiais fertilizantes lixiviados.
f) Borracha nos cruzamentos de ferrovias
Em cada cruzamento de ferrovia com uma pista ou estrada, há o problema de
encontrar um material de pavimentação adequado para ocupar o espaço entre e em

25
volta da linha do trem. Este material de pavimentação deve permitir a passagem
suave do veículo, mas não deve interferir na segurança da passagem das rodas do
trem sobre a linha.
Nos anos recentes, quantidades crescentes de peças de borracha estão sendo
usadas para revestir os cruzamentos de ferrovias, satisfazendo também as
necessidades de manutenção.
Snyder (1998) cita três grandes produtores de material para cruzamentos de
ferrovias nos Estados Unidos: Omni Products of Portland (Oregon), Kraiburg of
America (Iowa) e Goodyear Tire and Rubber Company of Akron (Ohio).
3.4 Tapetes, Revestimentos, Pisos de Proteção e Usos Agropecuários
a) Tapetes de Borracha
Segundo Snyder (1998), um dos usos mais atrativos e de mais rápido crescimento
para fragmento de borracha de pneus descartados nos Estados Unidos são os
tapetes de borracha. É um produto antigo e houve, um tempo, em que virtualmente
todos automóveis tinham pisos de borracha pretos como equipamento padrão.
Durante os anos 50, estes pisos de borracha foram largamente substituídos por
tapetes de vinil, mais atraentes, coloridos e baratos.
O advento de quantidades substanciais de fragmento de borracha a baixo custo
significou novas oportunidades. Grandes e crescentes quantidades de tapetes de
borracha estão sendo produzidas agora nos Estados Unidos e Canadá para uma
variedade de produtos finais, muitos dos quais novos.
Técnicas têm sido desenvolvidas para combinar grandes quantidades de fragmentos
de borracha com pequenas quantidades de borracha virgem para produzir tapetes e
outros produtos de alta qualidade. Ainda de maior importância comercial é o fato que
compostos de poliuretano, cuja vulcanização ocorre a temperatura ambiente, podem
ser usados para moldar borracha de pneu em tapetes com excelentes propriedades
físicas sem ser necessário recorrer a prensas com placas aquecidas.
26
b) Tapetes para uso agropecuário
Um novo desenvolvimento é o uso de grandes tapetes de borracha, conhecidos
como agrimats, em estábulos para gado e cavalos. A idéia é tirar proveito da baixa
condutividade térmica da borracha para prover um leito quente para os animais. Nos
Estados Unidos, esta idéia está sendo bem sucedida, relata-se que é difícil retirar os
animais de cima dos tapetes, dia ou noite, exceto para retirada de leite e
alimentação. No caso do gado, é economicamente viável porque pode aumentar a
produção de leite; algumas grandes fazendas de gado leiteiro estão conseguindo
ordenhar três vezes por dia e um aumento de 10% na produção de leite. Em outro
desenvolvimento, pallets constituídos de um envelope plástico recheado de
fragmentos de borracha com uma espessura adequada estão sendo vendidos para o
mesmo propósito.
Estas técnicas de fabricação também são adequadas para produção de tapetes para
reboques de cavalos, revestimentos de caminhões e pequenos capachos para
máquinas automáticas de venda (refrigerantes, chocolates etc) ou locais onde
operadores devem ficar muito tempo em pé. Isto se transformou num negócio
multimilionário envolvendo aproximadamente uma dúzia de empresas americanas e
canadenses.
Em adição ao crescimento de vendas de tapetes convencionais de borracha,
desenvolvimentos comerciais substanciais estão ocorrendo envolvendo tapetes em
que os fragmentos de borracha são revestidos com um filme de poliuretano. A
mistura é pressionada no formato desejado e a vulcanização é feita à temperatura
ambiente e essencialmente à pressão atmosférica. Diversos tipos de produtos
podem ser feitos desta forma. Se as partículas de borracha são pequenas e
uniformes e a quantidade de poliuretano é adequada para preencher os espaços,
consegue-se produzir objetos moldados em poliuretano, mas recheados de
borracha. Estas estruturas são de particular interesse devido às suas características
de absorção de impacto, sendo que isto tem se tornado uma grande preocupação
nos playgrounds infantis localizados nos Estados Unidos.

27
c) Revestimento de borracha para superfície de playground
Dez anos atrás, os Estados Unidos definiram que asfalto, concreto e solo
compactado eram superfícies inseguras para playgrounds e que deveriam ser
substituídas por serragem de madeira, areia ou revestimento de borracha.
Uma decisão judicial que estabeleceu US$ 15 milhões de indenização a um menino
de 10 anos que sofreu danos cerebrais ao cair sobre uma superfície de asfalto,
gerou preocupação significativa e considerável atividade em reduzir a
responsabilidade dos fabricantes de equipamentos para playgrounds.
Revestimentos de borracha e poliuretano podem ser projetados para prover níveis
adequados de segurança para os atuais equipamentos de playground. Na prática,
protege-se em volta do equipamento com um tapete de poliuretano composto de
partículas de borracha grossas (1.3 cm) numa espessura adequada à altura do
equipamento (usualmente de 7.6 a 15.2 cm). Na superfície deste tapete é colocada
uma cobertura de poliuretano de alta densidade que pode ser colorido.
Na opinião de Snyder (1998), o volume potencial de vendas para este tipo de
revestimento para playground nos Estados Unidos é enorme e, em 1997, já havia 33
empresas produzindo este tipo de tapetes com fragmentos de borracha.
d) Pisos de proteção compostos de fragmentos de borracha
Conforme mencionado anteriormente, ocorreu rápido crescimento no uso de tapetes
de borracha para superfície de playgrounds. Fragmentos de borracha com 1.3 cm
de tamanho também podem ser utilizados como um excelente piso para
playgrounds, melhor que areia ou lascas de madeira. Numa típica instalação, a
profundidade é de 7.6 cm ou mais, chegando a 15.2 cm perto de equipamentos de
subir onde as quedas provavelmente ocorrem. A resiliência ou elasticidade e a
absorção de energia são virtudes predominantes dos fragmentos de borracha. Além
isso, eles são limpos, não absorvem poeira e, a depender da idade dos pneus, não
mancham (pisos feitos de pneus novos produzem manchas).

28
Snyder (1998) comenta que esta aplicação de fragmento de borracha como piso de
playgrounds tem baixa taxa de penetração nos Estados Unidos porque várias
preocupações interferiram neste desenvolvimento.
A primeira preocupação, referia-se ao potencial problema de lixiviação devido ao
armazenamento de produtos provenientes de pneus descartados diretamente sobre
o solo. A maior autoridade neste tipo de questão nos Estados Unidos, a
Environmental Protection Agency (EPA), recusou-se a declarar que pneus
descartados é resíduo de risco e não tomou nenhuma posição sobre o assunto até
1994 quando publicou um documento aprovando o uso de fragmento de borracha
para usos tais como, piso para playground e correção de solo.
Outra preocupação para a adoção em larga escala é o risco de incêndio; um
playground não é espontaneamente combustível, mas pode inflamar-se com um
fósforo aceso; vários casos de vandalismo foram registrados. Este tipo de piso
queima com uma chama de 10.2 a 12.7 cm de altura e avança muito lentamente; por
isso, um incêndio pode ser facilmente controlado jogando-se água de uma
mangueira e afastando-se os fragmentos da chama.
e) Borracha em arenas de rodeios
Fragmentos de borracha também estão sendo usados em arenas de rodeios. Este
tipo de arena, especialmente as cobertas, onde se usa freqüentemente areia, são
poeirentas e, normalmente, requerem um sistema de sprinklers para controlar a
poeira. Um crescente número de arenas está adotando uma camada de 7.6 a 15.2
cm de fragmentos de borracha com 1.3 cm de tamanho, sendo considerada uma
superfície satisfatória. Em caso de queda, o cavaleiro corre menor risco de
machucar-se porque a queda é suavizada pela superfície de borracha. Para este
uso, assim como para os playgrounds, não deve haver pedaços de arame nos
fragmentos de borracha; resíduos de lona de fibra têxtil são admitidos.

29
Um dos maiores obstáculos no uso de fragmentos de borracha em arenas é o alto
custo. Nos Estados Unidos, para cobrir a maioria das arenas, o preço pode variar de
US$ 5.000 a US$ 10.000.
3.5 Compostagem de lama de esgoto e correção de solo
(a) Compostagem de lama de esgoto
Um grande número de estações de tratamento de esgoto remove primeiramente
metais, plástico, vidro e outros objetos inorgânicos e depois confinam o esgoto
doméstico em tanques anaeróbicos (em ausência de ar) onde ocorre fermentação. O
esgoto é então transferido para outro tanque onde ocorre oxidação biológica na
presença de ar (aeróbica). Após a sedimentação, uma grande quantidade de
efluente tratado é liberada, mas sobra um resíduo espesso e viscoso, conhecido
como lodo e que requer tratamento final.
Geralmente, este lodo é descarregado em campos abertos, o que é ambientalmente
questionável devido ao mau cheiro exalado, à presença de sementes de ervas
daninhas e à lenta decomposição. Preferencialmente, o lodo é queimado; contudo,
devido à grande presença de água (75%), esta queima torna-se muito cara devido à
grande quantidade de combustível requerida. Além disso, se não for realizada de
forma apropriada, esta queima pode gerar muito mau cheiro e incomodar a
vizinhança.
Segundo Snyder (1998), por volta de 1975, foi desenvolvido pelo Departamento de
Agricultura dos Estados Unidos um processo para tratar lodo de esgoto. Este
processo consiste em misturar este lodo rico em nitrogênio com um material
carbonífero (geralmente lascas de madeira) para aumentar o volume e então passar
ar através da mistura. As lascas de madeira têm duas funções: primeiro, como
agente de volume porque devido ao seu formato laminar força o ar a se dispersar
por toda a massa; qualquer porção de lodo que não for convenientemente aerada irá
fermentar anaerobicamente, causando mau odor. Em segundo lugar, a natureza
orgânica das lascas de madeira provê energia para o processo de fermentação.
Uma vigorosa reação de fermentação ocorre, gerando uma grande quantidade de

30
calor e, incidentalmente, eliminando muita água. Quando a reação termina,
geralmente após várias semanas e ocorre o resfriamento, a massa resultante é
quebradiça e relativamente seca (25 a 35% de umidade). Esta massa é peneirada
para recuperar a sobra de madeira, que pode ser reutilizada e o produto final é um
composto de alto valor para uso agrícola.
Durante os anos 70, estes processos de compostagem foram consideravelmente
desenvolvidos em plantas localizadas no Canadá. Nas operações iniciais, o lodo,
com aproximadamente 25% de parte sólida, era misturado com três partes de lascas
de madeira.
Para reduzir custo, começou-se a substituir um pouco de lascas de madeira por
fragmentos de pneus de 5.1 a 7.6 cm de tamanho. Durante o ano, a quantidade de
borracha foi progressivamente aumentada, chegando a 50% de substituição. Com a
substituição da madeira conseguiu-se uma economia substancial e durante um ano,
esta economia pagou o gasto com a compra de fragmentos de borracha, que podem
ser usados indefinidamente. A maior desvantagem associada ao uso de fragmentos
de pneus era o relativamente alto nível de ferro e zinco presente no composto, que
provinha da dissolução de pequenos pedaços de arame presentes nos pneus. Os
altos níveis de ferro e zinco declinam rapidamente após o primeiro ciclo de uso e
chega a níveis normais após aproximadamente três ciclos.
Em adição à considerável economia de gasto, os fragmentos de borracha foram de
significativo benefício para o processo. Conforme a fermentação prossegue, a altura
do material em decomposição diminui devido à evaporação da água e à liberação de
gases. Todavia, quando se coloca quantidade substancial de fragmentos de
borracha não ocorre compactação como acontece quando se usa lascas de
madeira, o que facilita a saída da água e, consequentemente, o composto resultante
geralmente não requererá secagem posterior.
Um segundo benefício é devido a baixa condutividade térmica da borracha. O
material retém melhor o calor e mantém-se quente no inverno. Isto permite que a
reação de compostagem continue durante demorados períodos de frio, quando a
compostagem teria parado se fossem usadas apenas lascas de madeira como
agente de volume.
31
Porém, a compostagem de lodo de esgoto não deve tornar-se um grande mercado
para os fragmentos de pneu simplesmente porque apenas uma compra é necessária
e pode ser usada indefinidamente. De acordo com Snyder (1998), converter a
operação atual das plantas de compostagem de lodo ao uso apropriado dos
fragmentos de borracha requereria o fornecimento total de um ano de pneus
descartados. A economia produzida seria enorme porque para cada tonelada de
fragmento de pneu reusada, uma tonelada de lascas de madeira seria substituída, o
que significaria um ganho de aproximadamente US$ 10 por tonelada.
b) Correção de solo agrícola
Diversas universidades americanas, entre elas, Missouri, Iowa, Arkansas e
Mississipi, têm programas em andamento para determinar os efeitos de enterrar
fragmentos de borracha para várias espécies de plantas. Algumas vezes, são
encontrados efeitos negativos, especialmente em solos com pH menor que 5.3;
neste tipo de solo, significativas quantidades de zinco são extraídas dos fragmentos
de borracha. Não foram observados benefícios relevantes nas colheitas
investigadas.
Nos anos 80, cientistas americanos iniciaram estudos sobre os efeitos observados
em gramados em que houve adição de fragmentos de borracha. Verificou-se que a
velocidade de penetração das raízes era mais rápida e que a penetração de água no
solo aumentava. Além disso, e ainda mais importante, percebeu-se que o solo
tratado desta forma era mais resistente à compactação nas superfícies de alto
tráfego. Estes cientistas perceberam as implicações práticas desta observação e
obtiveram uma patente nos Estados Unidos.
Um caminho extensivamente usado produz uma trilha onde não cresce mais grama;
este fato deve-se não apenas ao dano físico a que a grama é submetida mas,
principalmente, à progressiva compactação do solo e à conseqüente exclusão do ar.
As raízes das plantas precisam de ar tanto quanto de água. Isto explica porque a
maioria das plantas não cresce em áreas inundadas e porque as árvores morrem
devido a enchentes demoradas.

32
O desenvolvimento comercial de fragmento de borracha como corretivo de solo está
patenteado por uma empresa americana e é vendido com a marca REBOUND. Este
produto consiste de uma mistura de partes aproximadamente iguais de compostos e
partículas de borracha com tamanho variando de 0.6 cm até 10 mesh. REBOUND
não é uma panacéia porque alguns solos apresentam problemas que devem ser
avaliados por especialistas. Porém, freqüentemente, os resultados são
espetacularmente bem sucedidos.
Um projeto realizado em 1994 na Califórnia envolveu a construção de dois campos
de softball vizinhos e idênticos, a não ser pela aplicação de REBOUND num deles.
No campo tratado com o produto, as sementes de grama perene germinaram uma
semana antes; o que ocorreu, presumivelmente, devido à temperatura do solo.
Medições em duas profundidades demonstraram que a temperatura era
consistentemente mais alta do que no outro campo. A penetração das raízes foi mais
rápida e também alcançou maiores profundidades do que no campo sem tratamento.
Também, as medições de infiltração de água mostraram que o campo contendo
REBOUND era mais permeável e drenava mais rapidamente. Esta característica é
particularmente importante em campos esportivos abertos.
Testes de absorção de impacto e dureza do solo também demonstraram que
campos contendo REBOUND eram consideravelmente mais macios com diversos
níveis diferentes de mistura. Estes números indicam um campo esportivo mais
seguro.
Todos os tipos de campos esportivos são candidatos ao uso de fragmentos de
borracha como corretivo de solo. Campos de futebol e baseball são particularmente
apropriados por causa da alta concentração de tráfego nas áreas em frente ao gol.
Campos de golfe, parques públicos com alto volume de tráfego de pedestres são
também adequados a este tipo de tratamento.
Diversas outras vantagens justificam o uso de fragmentos de borracha para correção
de solo. Redução na necessidade de aguar é freqüentemente registrada e a
penetração da água é grandemente aumentada em campos com drenagem
insatisfatória.

33
Alguns estudos definitivos para o desenvolvimento de REBOUND foram também
realizados em Michigan. Mais recentemente, o interesse tem sido concentrado na
utilização de fragmentos de borracha como cobertura de gramados. Estes
fragmentos não umedecem facilmente e nem absorvem água, por isso, servem
como cobertura ideal. A proteção não é perfeita e, logicamente, a grama sofre
quando há alto tráfego; porém, aguando normalmente estas áreas, a recuperação é
rápida. Também, o peso específico (1.13) do fragmento de borracha é suficiente
para prevenir que ele seja carregado pela chuva.
3.6 Estudos de engenharia civil e aplicações (Snyder, 1998)
Algumas das propriedades dos fragmentos de pneu têm especial interesse em
aplicações na engenharia civil, particularmente, a baixa densidade e durabilidade,
que sugerem o seu uso como agregado de baixo peso e material de preenchimento.
a) Uso como agregado de baixo peso para preenchimento
Um dos primeiros trabalhos relacionados ao uso de fragmentos de pneus como
agregado foi realizado em Minnesota nos Estados Unidos, onde as estradas foram
construídas sobre a turfa. O uso de materiais convencionais de preenchimento, com
uma densidade de aproximadamente 2.5 resultaria no afundamento da pista com a
passagem do tempo. O uso de fragmentos de borracha como preenchimento, com
uma densidade de aproximadamente 1.15, resolveu os problemas mais deixou
algumas questões sobre lixiviação. Foram realizados vários estudos que concluíram
que este material era aceitável como preenchimento, mas não deveria ser usado a
um nível inferior ao aqüífero.
Quando uma estrada deve ser construída numa encosta onde o terreno tem declive
lateral e a aplicação de preenchimento é necessária para conseguir a superfície da
pista. Dependendo do grau do declive e da estabilidade do terreno, há a
possibilidade de deslizamento de terra. Esta possibilidade pode ser
consideravelmente reduzida através do uso de agregado de baixa densidade.
Em 1993, o estado do Maine iniciou a avaliação de fragmento de pneu como
preenchimento de estradas pavimentadas. Esta avaliação tinha dois objetivos:
34
verificar os índices de deflexão do pavimento e determinar os efeitos da lixiviação
na qualidade da água quando fragmentos de pneus são colocados abaixo dos
aqüíferos existentes. Indicações preliminares indicaram que a deflexão do pavimento
não era um problema e que a lixiviação não tinha excedido os limites aplicáveis para
pureza da água.
b) Uso como isolante térmico subterrâneo
Em 1991, a Universidade do Maine iniciou uma investigação sobre o uso de
camadas de fragmentos de borracha como isolante sob estradas de cascalho. Todos
testes demonstraram redução na penetração do congelamento e mostraram que o
uso de fragmentos de borracha melhoram significativamente as condições de tráfego
de estradas de cascalho em regiões sujeitas a temperaturas muito baixas onde
ocorre degelo.
c) Uso como suporte de muros de contenção
Devido a baixa densidade de compressão, fragmentos de borracha permitem muros
mais finos e de construção mais simples. Apesar de ter sido aprovado o uso, foi
relatado problema em muro de contenção usando fragmento de borracha.
d) Uso em aterros
Snyder (1998) comenta que talvez o mais amplo e rápido crescimento do uso de
fragmentos de borracha na engenharia civil é em aterros. As atuais normas
ambientais nos Estados Unidos requerem que os aterros sejam limitados por
paredes de argila ou camadas de filme plástico para proteger aqüíferos vizinhos de
indesejáveis compostos lixiviados. Além disso, para evitar riscos de rupturas, são
usados geotêxteis como proteção suplementar. Aterros também estão sendo
revestidos com diversas polegadas de fragmentos de borracha para proteger a
camada de geotêxtil e prover boa drenagem no aterro. Sob cargas normais de
compressão, fragmentos de borracha têm excelente permeabilidade (similar ao da
pedra britada) e nos declives, permanecem mais no lugar que areia, talvez devido às

35
suas propriedades de fricção. Uma simples compra pode significar 30.000 toneladas
de fragmentos de pneu, que equivale a mais de três milhões de pneus de passeio.
e) Uso em aterros sanitários
Um estudo realizado em 1990 demonstra que fragmentos de pneus podem
efetivamente substituir pedras britadas no sistema de drenagem de aterros
sanitários. A permeabilidade e a capacidade de armazenamento seriam satisfatórias
e, segundo análises disponíveis, não havia problemas com lixiviação. Também se
percebeu que o menor peso dos fragmentos de pneus seria uma vantagem em
relação ao custo de transporte.
3.7 Pirólise de Pneus
Um dos processos mais estudados e discutidos para a disposição de pneus
descartados é a pirólise. O processo consiste no aquecimento dos pneus, ou mais
convenientemente, dos fragmentos de pneus a temperaturas acima de 315 º C em
espaço confinado. A estas temperaturas, a borracha dos pneus começa a se
decompor gerando uma variedade de produtos gasosos e líquidos, basicamente
hidrocarbonetos. Estes produtos podem ser coletados, deixando um resíduo não
volátil composto de carbon black, pedaços de arame de aço e vários materiais
inorgânicos, tais como pigmentos de óxido de titânio, sílica e talvez alguma argila ou
talco.
As quantidades de líquido e gás são consideravelmente influenciadas pelas
temperaturas empregadas, mas pode-se esperar obter um terço de gás, um terço de
líquido e um terço de resíduo. Algum gás gerado será requerido como combustível
para o processo e o restante, em princípio, pode ser vendido. Similarmente, a fração
líquida leve pode ser vendida como gasolina. O considerável volume de óleo
resultante pode ser usado como massa de borracha por fabricantes de pneus. O aço
pode ser coletado magneticamente e vendido como resíduo de aço e o resíduo
carbonífero pode ser vendido como combustível.
Para Snyder (1998), apesar da pirólise de pneus ser tecnicamente viável, quando
analisada cuidadosamente, percebe-se que não é economicamente interessante

36
pelo menos por dois motivos. Primeiro, se uma tonelada de fragmentos de pneu for
processada para ser vendida como combustível, o poder calorífero de seus produtos
será inferior ao obtido com a queima direta dos fragmentos. Portanto, os produtos
resultantes têm menor valor no mercado que os fragmentos de pneus.
Prospectos de negócios relativos à pirólise, freqüentemente evitam este problema
apresentando o resíduo carbonífero, não como combustível, mas como carbon
black. Na verdade, este resíduo contém pequena quantidade de carbon black e
considerável quantidade de materiais inorgânicos; fabricantes de pneus não utilizam
materiais de tão baixa qualidade, logo este mercado seria bastante limitado.
O segundo problema com as propostas de pirólise é que os custos operacionais
destas plantas são típicos da indústria de petróleo. Recomenda-se que os pneus
descartados sejam usados próximo ao ponto de origem devido ao alto custo de
transporte. Numa área urbana de 2 milhões de habitantes, poderiam estar
disponíveis por volta de 5.500 pneus de passeio por dia, o que significaria menos de
1.000 barris por dia. Este número está abaixo da maioria das plantas piloto numa
refinaria de petróleo e dificilmente poderia produzir em escala economicamente
viável. Snyder (1998) considera difícil imaginar outra localização que não a região
metropolitana de Nova Iorque para fornecer o volume necessário de pneus requerido
a uma planta de pirólise eficiente.
Adicionalmente, a operação de uma planta de pirólise deve ser conduzida com os
mesmos padrões de segurança exigidos para refinarias de petróleo devido ao seu
alto risco.
Pode-se dizer que a pirólise pode converter grandes quantidades de pneus
descartados em subprodutos úteis; porém, para ser rentável deve ser altamente
subsidiada. Isto parece improvável em vista de alternativas mais atrativas
disponíveis hoje em dia.

37
3.8 Recifes para peixes e misturas de borracha/plástico para moldagem
Segundo a literatura pesquisada, duas das mais inovadoras propostas para aliviar o
problema com pneus descartados seriam:
a) Pneus descartados como recifes para peixes
Esta idéia surgiu na Goodyear Tire and Rubber Co. e, em resumo, consiste em
amarrar pneus descartados, enchê-los de cimento para superar sua tendência a
flutuar e afundá-los em águas quentes próximas à costa para servir como refúgio
para pequenos peixes e aumentar a população de adultos.
Onde pode ser convenientemente implementada, esta idéia foi bem sucedida.
Observou-se que após três anos, os fardos de pneus foram cobertos com cracas e
outros tipos de vida marinha que efetivamente fundiram os pneus em grandes e
estáveis blocos. Além disso, devido ao refúgio encontrado, a população de peixes
adultos realmente aumentou nas estações seguintes. Vários recifes bem sucedidos
foram produzidos nos Estados Unidos (Flórida, Maryland e até Nova Jersey). Já em
outras localidades mais ao norte, de águas mais frias, o crescimento de peixes não
ocorreu e o atrito dos fardos com a areia, causado pelas correntes marítimas acabou
por soltar os pneus.
Snyder (1998) comenta que em 1985, a Goodyear concluiu que o uso de pneus
descartados como recife para peixes era economicamente inviável.
b) Misturas de borracha/plástico para moldagem
Alguns dos melhores plásticos de engenharia são misturas de polímeros
termoplásticos com pequenas quantidades de borracha apropriada. Nos anos 40,
pentes de bolso e brinquedos para crianças eram quebradiços, o que deu má
reputação aos plásticos. Misturas com adequadas quantidades de borracha
eliminaram totalmente estes problemas e tornaram-se comercialmente importantes
nos anos 40 como plásticos de engenharia.

38
A possibilidade de utilizar partículas de borracha vulcanizada nestes compostos
nunca foi totalmente verificada sendo que as patentes só começaram a aparecer nos
anos 60. Contudo, esta atividade não persistiu devido a falta de disponibilidade de
fragmentos de borracha de baixo preço. Nos últimos anos, em virtude do grande
interesse público na reciclagem, este quadro mudou porque há acesso ao
fornecimento de uma variedade de plásticos já classificados e disponibilidade de
fragmentos de borracha de alta qualidade, limpos e baratos. Além disso, novas
extrusoras e moldadoras para plásticos estão instigando a tirar proveito da situação.
Estão sendo produzidos diversos tipos de produtos tais como blocos para
estacionamentos (bem mais leves que os de concreto e que também podem ser
pintados), estacas e mourões para cercas e jardins, caixas de correio, caixas para
alimentar pássaros, postes de indicação para estradas.
Está sendo aguardada uma grande explosão na produção de artigos moldados e
extrudados de misturas borracha/plástico nos próximos anos. Acredita-se que a
maior causa pela demora é o alto custo de investimento necessário para a compra
de equipamento de extrusão, prensas e moldes.
Fica então demonstrado que há uma grande variedade de alternativas possíveis
para a disposição de pneus inservíveis e que, algumas delas, podem significar
oportunidades de negócio bastante atrativas.

39
•
•
•
4 AS PRINCIPAIS SOLUÇÕES ADOTADAS
4.1 As principais soluções adotadas - nos Estados Unidos
Dos 283 milhões de pneus usados nos Estados Unidos em 1995, apenas 30
milhões foram recauchutados (Ferrer, 1997). Três razões podem ser citadas com
principais causas pelo declínio da reciclagem de pneus de passeio nos Estados
Unidos (Snyder, 1998):
A enorme queda no uso de pneus para neve, dos quais uma grande quantidade
era recauchutada;
O surgimento dos pneus radiais, que não podem ser recauchutados usando os
mesmos equipamentos e processos usados para os pneus convencionais; além
disso, a qualidade de alguns pneus radiais produzidos nos Estados Unidos não
era adequada para proporcionar recauchutagem satisfatória;
A importação maciça de pneus radiais baratos da Ásia.
A Tabela 5 apresenta dados sobre a recauchutagem nos Estados Unidos de 1982 a
1997.
Tabela 5 – Pneus Recauchutados nos EUA (milhão)
ANO PASSEIO CAMINHÃO MÉDIO
1982 25.5 -
1985 15.5 13.1
1988 15.1 14.1
1991 8.4 14.8
1993 6.6 15.4
1994 5.9 15.9
1995 5.0 16.0
1996 4.2 16.5
1997 3.9 (Estimado) 16.7 (Estimado)
Fonte: Snyder (1998)

40
Como pode ser comprovado pelos dados apresentados acima, a recauchutagem de
pneus de passeio apresentou grande declínio neste período (1982 – 1997),
enquanto que a recauchutagem de pneus de caminhão médio mostrou aumento
discreto. Pneus para caminhões grandes não são mencionados porque
representam um baixo volume (Snyder, 1998).
Portanto, fica claro que a recauchutagem não está entre as soluções adotadas nos
Estados Unidos. A Tabela 6 mostra quais foram as principais aplicações nos
Estados Unidos em 1996.
Tabela 6 – Aplicações para pneus descartados nos Estados Unidos em 1996
Aplicação Quantidade (milhões)
Peso (toneladas)
%
Geração de calor 101 1 087 500 40.0
Engenharia civil 13.5 145 500 5.3
Exportação 12.5 134 500 4.9
Uso direto (furado, cortado, estampado) 8.0 86 000 3.2
Borracha moída 3.4 36 500 1.3
Agricultura 2.5 27 000 1.0
Pirólise (destilação térmica) 0.5 5 500 0.2
Diversos 1.0 11 000 0.4
Recuperação (SUBTOTAL)
(não recauchutados)
142.4 1 533 500 56.3
Aterros 110.6 1 191 500 43.7
Pneus descartados (TOTAL) 253.0 2 724 000 100.0
Fonte: Ferrer (1997)
Portanto, a solução mais utilizada para lidar com o problema de pneus descartados
nos Estados Unidos é a geração de energia. Em 1991, havia uma planta
termoelétrica de 14 MW na Califórnia e outras três plantas, totalizando 86 MW
estavam planejadas ou em construção nos Estados Unidos. Como regra, estas

41
plantas produzem 20 kWh de energia elétrica para cada pneu consumido. A energia
gerada é vendida para a companhia local por valores que vão de 6 a 8.3 centavos
de dólar por kWh. O que significa que um pneu usado contribui em média com uma
receita entre US$ 1.20 e US$ 1.66; portanto, um pneu de passeio descartado implica
numa contribuição de US$ 0.80 a US$ 1.10 (Ferrer, 1997).
Outro aspecto que pode ser observado, ainda há muitos pneus descartados em
aterros à espera de destinação final.
4.2 As principais soluções adotadas - na Europa
Um breve resumo sobre as aplicações adotadas pelos principais países europeus é
apresentado na Tabela 7.
Tabela 7 – Situação do Resíduo de Borracha em 1996 (%)
Método França
Alemanha
Itália
Inglaterra
Bélgica
Holanda
Suécia
Recauchutagem 20 17.5 22 31 20 60 5
Reciclagem 16 11.5 12 16 10 12 12.5
Energia 15 46.5 23 27 30 28 64
Aterro 45 4 40 23 5 0 5
Exportação 4 16 2 2.5 25 NA 7
Fonte: Adhikari et al. (2000)
Como pode ser observado, com exceção da França e Itália, o descarte de pneus em
aterros está em desuso, ou já foi banido nos países europeus. Enquanto a Holanda
é campeã da recauchutagem, a Suécia e a Alemanha estão usando pneus
descartados basicamente para a geração de energia.
Seguem alguns exemplos europeus (Ferrer, 1997):
4.2.1 Plantas Termoelétricas
Esta aplicação tem alguns aspectos interessantes porque os pneus podem ser
usados sem nenhum pré-tratamento ou corte. Esta oportunidade tem sido explorada
por diversas plantas termoelétricas. A planta Wolverhampton, localizada na

42
Inglaterra, queima 94 000 toneladas de pneus descartados para produzir 144 000
MWh de eletricidade. Considerando um preço de mercado conservador de US$ 50
por MWh, cada tonelada de pneu descartado usado na planta pode gerar US$ 76
em eletricidade. Este processo é uma alternativa economicamente viável para os
pneus descartados que não possam ser efetivamente recauchutados. Cada tonelada
de pneu descartado usada como alimentação produz 287 kg de resíduo sólido
constituído de óxido de zinco, escória metálica e gesso, cada um deles com
mercados bem definidos.
4.2.2 Plantas de Cimento Portland
Ainda segundo Ferrer (1997), várias plantas de cimento européias têm queimado
pneus desde os anos 70. A planta Heidelberg Zement na Alemanha consome 50 000
toneladas por ano, o que representa 20% de sua necessidade de combustível.
A planta Lafarge na França, que é a primeira experiência no país, começou com
uma capacidade de queima de 20 000 toneladas de pneus descartados por ano,
mas este número nem sempre é alcançado. A companhia tem dificuldade de obter
um fluxo contínuo de pneus descartados, o que sublinha a importância da
localização da planta numa posição onde pneus descartados estão facilmente
disponíveis, como perto de uma pilha.
4.3 As principais soluções adotadas - no Japão e na Coréia
De acordo com a literatura pesquisada (Jang et al., 1998), tanto o Japão quanto a
Coréia importam a maior parte de seu combustível; portanto, o uso de pneus
descartados como combustível é considerada interessante para estes países. Para
se ter uma idéia, 37% do total de pneus descartados gerados no Japão em 1992 foi
usado como combustível em cimenteiras, fundições e indústrias de papel. O uso de
pneus descartados inteiros em fornos de cimento é a alternativa mais popular no
Japão. Contudo, tem aumentado o interesse pelo uso pneus descartados cortados
como combustível devido ao alto custo de transporte dos pneus inteiros.
Como o uso de automóveis é mais recente no Japão, a quantidade de pneus
descartados armazenados ainda não alcançou um nível tão crítico como nos

43
Estados Unidos e, desde a crise de petróleo dos anos 70, o uso de pneus
descartados como combustível nas indústrias de cimento e metalúrgica tem ganhado
aceitação. A queima de pneus descartados em fornos de cimento tem uma
vantagem sobre a pirólise já que não gera resíduos a serem dispostos em aterros;
com o uso de dispositivos apropriados, as emissões podem ser mantidas dentro de
limites ambientalmente aceitáveis. Com um fornecimento estável, o uso de pneus
descartados pela indústria cimenteira no Japão passou de 40 000 toneladas em
1983 para 169 000 toneladas em 1994. Das 45 plantas operando fornos no Japão,
20 estão queimando pneus inteiros e 5 pneus cortados. Aplicação de misturas com
asfalto para pavimentação, não está sendo considerada no momento. Atualmente,
93 % dos pneus descartados no Japão estão sendo reaproveitados de alguma
forma, o uso dos 7% restantes não é conhecido.
Assim como no Japão, a Coréia também apresenta uma breve história
automobilística; por isso, não tem sérios problemas de armazenamento de pneus
descartados. Durante a última década, a construção civil usou a maior parte dos
pneus descartados; em 1992 aproximadamente 5 milhões de pneus descartados
foram usados para o controle de erosão na Coréia, o que significa 43% do total
gerado. Mais de 70% da área da Coréia é montanhosa; portanto, muitas estradas,
casas e construções civis localizam-se nestas áreas ou próximo delas. Porém,
espera-se que a quantidade de pneus descartados usada no controle de erosão
decresça dentro de alguns anos e então, outras alternativas de uso deverão surgir.
Nenhuma cimenteira na Coréia utiliza pneus descartados como combustível até o
momento e não ainda há legislação orientando a queima. Além disso, o uso de
asfalto/borracha em estradas está ainda em estágio experimental.
Ainda segundo o autor (Jang et al., 1998), tanto no Japão quanto na Coréia, a
disposição de pneus descartados em aterros nunca foi considerada como solução
para o problema de armazenamento e a população colabora no controle de aterros
ilegais. Os custos de transporte dos pontos de coleta até os usuários são pagos pelo
governo no Japão e na Coréia.

44
4.4 As principais soluções adotadas - no Brasil
A seguir serão mencionadas algumas alternativas de grande volume já disponíveis
no Brasil.
4.4.1 A Indústria da Recauchutagem
Conforme dito anteriormente, a recauchutagem é o único processo de recuperação
de pneus que tira plena vantagem do valor remanescente nos pneus usados.
Portanto, recauchutagem de pneus apresenta a oportunidade de reaver todo seu
valor agregado a um certo custo de recuperação.
Segundo informações disponíveis, a recauchutagem no Brasil atinge 70% da frota
de transporte de carga e passageiros (CEMPRE, 2001) e o volume anual de pneus
recauchutados é de menos 12 milhões (A.B.R.,2001).
Um aspecto interessante, o Brasil ocupa o 2° lugar no ranking mundial de
recauchutagem de pneus (RECICLOTECA,2001).
4.4.2 A Indústria Cimenteira
A Indústria Cimenteira brasileira obteve uma receita líquida de R$ 1,7 bilhão em
1999 (VOTORANTIM, 2001), sendo que a produção e o consumo encontram-se
distribuídos por região conforme mostrado na Tabela 8.
Tabela 8 – Produção e Consumo de Cimento por Região em 2000
Janeiro – Dezembro / 2000 Região
Consumo (%) Produção (%)
Norte 5,29 2,95
Nordeste 18,03 18,56
Sudeste 53,22 53,51
Sul 15,65 14,97
Centro-Oeste 7,82 10,02
Fonte: Sindicato Nacional da Indústria de Cimento (2001)

45
A utilização de pneus usados como combustível na indústria de cimento já é
conhecida a muito tempo, em todo mundo 78 fábricas de cimento já fazem o co-
processamento. No Brasil, esta técnica ainda está começando. Apenas a Ciminas,
empresa do grupo multinacional HOLDERCIM, de origem suíça, localizada no
Estado de Minas Gerais, realiza este tipo de processo (Folha de São Paulo, 2000).
De acordo com entrevista concedida pelo engenheiro Francisco Alberto Souza
(Jornal Hoje em Dia, 2000), Gerente de Combustíveis Alternativos, as temperaturas
são tão altas dentro do forno que até a parte metálica dos pneus se desintegra e fica
agregada à parte cristalina do clínquer - cimento seco antes de ser triturado.
Ainda segundo ele, esta utilização significa uma vantagem econômica porque
quando pneus inteiros são usados, pode-se substituir de 5 a 8% do combustível
tradicional, que é mais caro. O pneu picado, que ainda não é utilizado pela
CIMINAS, possibilita uma substituição de até 15%. Como 45% do custo de produção
do cimento é gasto com energia térmica e o combustível é uma das três matérias-
primas que elevam o custo do cimento, além da argila e do calcáreo; portanto a
economia conseguida com a queima de pneus descartados pode ser bastante
significativa.
Continuando, ele declara que se todas as 64 fábricas de cimento brasileiras
usassem pneus como combustível, o problema de pneus descartados seria
facilmente controlado. Além disso, seria possível economizar recursos naturais não
renováveis, como óleo e carvão e diminuir a poluição do ar, porque ocorre a
combustão total da borracha e pode-se controlar a emissão de gases através de
filtros.
4.4.3 A Indústria de Petróleo através do Xisto – Projeto PETROBRAS (Paes, 2001)
O interesse pela potencialidade do xisto é antigo. Desde o final do século XVIII, nos
Estados Unidos, cerca de 200 instalações extraíam querosene e óleo desta rocha.
Como o Brasil possui um dos maiores volumes mundiais de xisto: reservas de 1,9
bilhão de barris de óleo, 25 milhões de toneladas de gás liqüefeito, 68 bilhões de
metros cúbicos de gás combustível e 48 milhões de toneladas de enxofre só na

46
formação Irati, a PETROBRAS tem pesquisado esta fonte geradora de
hidrocarbonetos.
A maior parte do xisto localizado em território nacional pertence a formação Irati, que
abrange os estados de São Paulo, Paraná, Santa Catarina, Rio Grande do Sul e
Goiás.
A PETROBRAS concentrou suas operações na jazida de São Mateus do Sul no
Estado do Paraná. A Usina Protótipo do Irati (UPI) entrou em operação em 1972;
em 1991, o processo PETROSIX consolida-se quando o Módulo Industrial (MI) entra
em operação em plena escala. Hoje a UN-SIX processa diariamente 7.800
toneladas de xisto betuminoso gerando:
• 3.870 barris de óleo de xisto;
• 120 toneladas de gás combustível;
• 45 toneladas de gás liqüefeito;
• 75 toneladas de enxofre.
O processo PETROSIX com pneus
Devido a capacidade tecnológica desenvolvida na exploração do xisto, a
PETROBRAS resolveu transformar esta planta industrial também num centro
avançado de pesquisa. O co-processamento de pneus usados com xisto segue os
mesmos estágios que o processamento do xisto pirobetuminoso.
O pneu já adequado em sua dimensão, cortado em pequenas tiras ou pedaços de
100 x 100 mm, é alimentado pelo topo da retorta onde segue um fluxo descendente
atravessando as zonas de secagem, retortagem, resfriamento até ser descarregado
pelo fundo da retorta juntamente com o xisto.
O resíduo final, xisto retortado e pneu retortado, caso não seja reaproveitado, será
retornado às cavas da mina, onde será disposto por processo de reabilitação de
áreas mineradas.

O processo PETROSIX, apresentado na Figura 01, admite o processamento do xisto
em conjunto com pneus picados em valores superiores a 5% da vazão total de xisto,
o que permite uma capacidade de processamento de pneus da ordem de 17
toneladas/hora, representando aproximadamente 3 400 pneus/hora.
47

48
Figura 01 – Processo PETROSIX
49
5 AS POSSÍVEIS ESTRATÉGIAS PARA O BRASIL
Antes de mencionar possíveis estratégias para o Brasil, é interessante saber que, no
momento, algumas universidades e centros de pesquisa brasileiros estão
pesquisando alternativas de disposição de pneus inservíveis.
A Tabela 9 apresenta alguns trabalhos em andamento que, certamente, podem dar
a sustentação tecnológica necessária, caso algumas destas alternativas venham a
ser implementadas futuramente em larga escala no país.
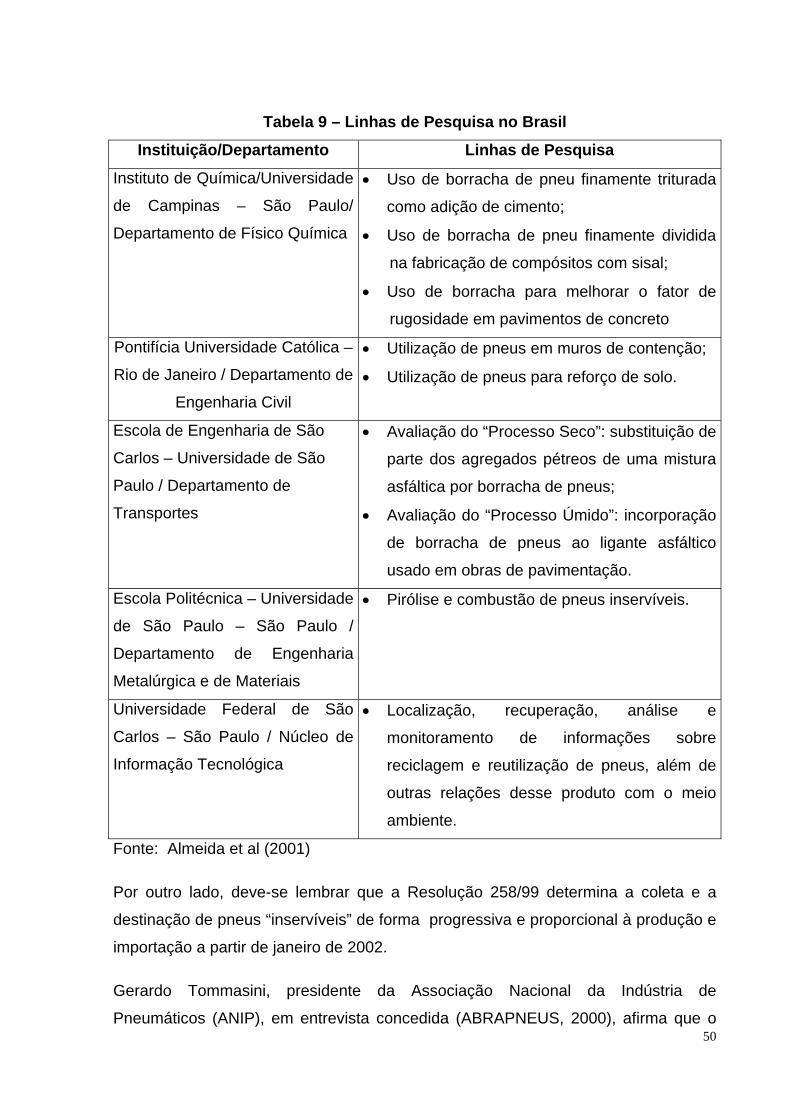
50
Tabela 9 – Linhas de Pesquisa no Brasil
Instituição/Departamento Linhas de Pesquisa
Instituto de Química/Universidade
de Campinas – São Paulo/
Departamento de Físico Química
• Uso de borracha de pneu finamente triturada
como adição de cimento;
• Uso de borracha de pneu finamente dividida
na fabricação de compósitos com sisal;
• Uso de borracha para melhorar o fator de
rugosidade em pavimentos de concreto
Pontifícia Universidade Católica –
Rio de Janeiro / Departamento de
Engenharia Civil
• Utilização de pneus em muros de contenção;
• Utilização de pneus para reforço de solo.
Escola de Engenharia de São
Carlos – Universidade de São
Paulo / Departamento de
Transportes
• Avaliação do “Processo Seco”: substituição de
parte dos agregados pétreos de uma mistura
asfáltica por borracha de pneus;
• Avaliação do “Processo Úmido”: incorporação
de borracha de pneus ao ligante asfáltico
usado em obras de pavimentação.
Escola Politécnica – Universidade
de São Paulo – São Paulo /
Departamento de Engenharia
Metalúrgica e de Materiais
• Pirólise e combustão de pneus inservíveis.
Universidade Federal de São
Carlos – São Paulo / Núcleo de
Informação Tecnológica
• Localização, recuperação, análise e
monitoramento de informações sobre
reciclagem e reutilização de pneus, além de
outras relações desse produto com o meio
ambiente.
Fonte: Almeida et al (2001)
Por outro lado, deve-se lembrar que a Resolução 258/99 determina a coleta e a
destinação de pneus “inservíveis” de forma progressiva e proporcional à produção e
importação a partir de janeiro de 2002.
Gerardo Tommasini, presidente da Associação Nacional da Indústria de
Pneumáticos (ANIP), em entrevista concedida (ABRAPNEUS, 2000), afirma que o

51
•
setor pretende cumprir esta Resolução 258/99; portanto, alternativas de disposição
em larga escala já deverão implementadas.
A estratégia a ser adotada pela indústria de pneus pretende mobilizar a rede de
distribuidores, revendedores e consumidores finais e realizar campanhas educativas
para convencer o consumidor a deixar na loja o pneu velho, quando da compra do
novo.
Por isso, parece certo que atuação será conjunta, utilizando uma rede com quatro
mil pontos de venda no País autorizados pelas grandes empresas do setor
(Bridgestone Firestone, Goodyear, Michelin e Pirelli) para “capturar” pneus velhos,
porque conforme declarado, o consumidor brasileiro não está habituado a deixar na
revenda (Gazeta Mercantil, 2000).
Logo, parece razoável imaginar que este trabalho deverá iniciar-se nos grandes
centros urbanos onde se localiza a maior quantidade de consumidores, produtores e
importadores. Especialmente na região Sudeste, estes esforços poderiam ser mais
concentrados e, consequentemente, os gastos com transporte seriam menores.
Seguindo esta linha de raciocínio, é possível que, apenas quando as alternativas de
coleta e disposição mais atrativas economicamente estiverem esgotadas ou
equilibradas na região Sudeste, este movimento se expanda para o restante do país.
Por isso, enquanto os fabricantes procuraram desenvolver estratégias para a coleta
dos pneus descartados inservíveis, deve-se pensar também em quem poderá
utilizar o material coletado. Pode-se citar dois grandes consumidores potenciais:
A Indústria de Cimento: lembrando que a Região Sudeste responde por 53% da
produção brasileira;
• A Indústria de Petróleo através do Xisto – Projeto PETROBRAS: planta
localizada no Paraná que possui capacidade estimada para consumir de 50 a
55% dos pneus descartados gerados no Brasil;
Outra alternativa que poderia ser verificada é o uso de pneus descartados como
combustível complementar em termoelétricas no Brasil, como já é feito em outros

52
países. Porém, deve-se mencionar que, caso esta alternativa verifique-se viável, o
consumo ficaria praticamente restrito às regiões Sudeste/Centro Oeste e Sul, onde
se localiza a maior capacidade instalada (Tabela 10).
Tabela 10 – Balanço Semanal de Energia – 30/Junho a 06/Julho de 2001
REGIÃO TIPO DE GERAÇÃO Sudeste +
Centro Oeste
Sul Nordeste Norte
TOTAL
Hidráulica 8967 6510 3036 2999 21512
Térmica 914 737 30 - 1681
Angra I 560 - - - 560
Angra II 1356 - - - 1356
ELO-CC 4535 - - - 4535
Itaipú 60 Hz 3069 - - - 3069
TOTAL 19401 7247 3066 2999 32713
Fonte: ONS – Operador Nacional do Sistema Elétrico (2001)
Naturalmente, a recauchutagem de pneus permanece sendo a alternativa mais
interessante para os pneus que apresentam as condições técnicas necessárias;
porém, a relação custo X benefício decorrente deve ser atrativa e segura o bastante
para ter a aceitação maciça dos consumidores de carros de passeio.
Outra possibilidade, com grande potencial num País como o Brasil, onde o
transporte é eminentemente rodoviário, é o uso na recuperação da pavimentação ou
recuperação de rodovias. Conforme já mencionado anteriormente, há um grupo de
pesquisa trabalhando no desenvolvimento desta aplicação na Escola de Engenharia
de São Carlos – Universidade de São Paulo.
Até agora se comentou apenas estratégias de baixo valor agregado para o uso de
pneus descartados, mas já existem inúmeras possibilidades economicamente
interessantes no Brasil, tais como (BORCOL, 2000):
• Tapetes automotivos;

53
• Estrados para indústrias, clubes e academias, lavanderias, balcões, câmaras e
balcões frigoríferos, cozinhas industriais etc;
• Tapetes e capachos;
• Pallets;
• Sinalizadores para estrada;
• Solados para calçados em geral.
6 AS POSSÍVEIS ESTRATÉGIAS PARA A BAHIA
A produção de pneus no Estado da Bahia resume-se a uma planta da Pirelli,
localizada em Feira de Santana, que fabrica pneus convencionais para camionetas e
caminhões. A produção média diária, de 70 toneladas, equivale a aproximadamente

54
2 500 pneus sendo considerada pequena, quando comparada com outras plantas
existentes no Brasil (Ferreira, 2001).
Por isso, pode-se supor que o trabalho de coleta e destinação de pneus inservíveis
de forma progressiva e proporcional à produção e importação só deverá alcançará o
Estado da Bahia a partir de 2005. Nessa ocasião, para cada para cada quatro pneus
novos fabricados no País ou pneus novos importados, inclusive aqueles que
acompanham os veículos importados, as empresas fabricantes e as importadores
deverão dar destinação final a cinco inservíveis; portanto, provavelmente, toda a
produção (localizada eminentemente na região Sudeste) estará sob controle e se
passará a consumir o passivo ambiental.
No entanto, é bom lembrar que a região Nordeste é responsável por mais de 18% da
produção brasileira de cimento Portland; portanto, também possui plantas que
poderiam utilizar pneus descartados em sua linha de produção, desde que possuam
o devido licenciamento ambiental.
Como alternativa local em curto prazo, pode-se citar que a Cimentos de Portugal
(CIMPOR), terceira empresa do ramo cimenteiro no Brasil, possui uma planta
localizada em Campo Formoso, Bahia. A capacidade nominal instalada desta
unidade, a partir de 1997, é da ordem de 400.000 t/ano; o mercado atendido
concentra-se no Estado da Bahia, mas estende-se até os Estados do Maranhão,
Piauí, Ceará e Pernambuco (CIMPOR, 2001).
Porém, para que este cenário possa concretizar-se no Estado da Bahia, seria
necessário que:
• A rede de revendedores coletasse os pneus descartados;
• A indústria cimenteira local fosse licenciada para utilizá-los;
• Relações comerciais vantajosas para ambas as partes fossem acordadas;
• Poder Público estivesse preparado para disciplinar, controlar e fiscalizar as
operações de coleta e destinação.
Dentre as vantagens representadas por esta opção poder-se-ia mencionar que, além
de ser uma alternativa que não demandaria grandes investimentos, uma vez que a
55
planta já está instalada, também significaria uma grande otimização do transporte da
indústria cimenteira porque o mesmo caminhão usado para trazer cimento poderia
ser utilizado para levar pneus descartados no seu retorno à planta. Isto sem contar
com a economia com os gastos de combustíveis.
Há outras aplicações que, se viáveis, poderiam ser interessantes para um Estado
como a Bahia. Uma poderia ser o uso de pneus descartados para a construção de
recifes, aproveitando-se assim as condições naturais para aumentar a
disponibilidade de peixes na região. Outra possibilidade, por sinal bastante
apropriada, poderia ser a recuperação das rodovias baianas.
Naturalmente, outras alternativas de maior valor agregado, tais como fabricantes de
tapetes automotivos e acessórios de borracha, poderão surgir com a instalação da
unidade da FORD no estado da Bahia, desde que haja disponibilidade e fluxo
constante de pneus descartados a um preço competitivo, dinheiro para bancar a
instalação deste tipo de indústria no Estado da Bahia e suporte tecnológico.
7 CONCLUSÕES
Ao concluir, reafirmamos que este trabalho teve como objetivo avaliar alguns
aspectos que compõe o quadro de pneus descartados no País, compará-los com o

56
que está sendo feito em outros países e então, gerar dados para reflexão sobre os
possíveis cenários para o Brasil, como para o Estado da Bahia.
Isto posto, em primeiro lugar, pode-se afirmar que é importante que o Poder Público
desempenhe um papel relevante neste quadro, focando sua atuação basicamente
em duas frentes:
• Na regulamentação de um mercado aparentemente bastante vantajoso que irá
desenvolver-se a partir do cumprimento da Resolução 258. Por isso, deverá estar
preparado para arbitrar o provável conflito entre o grupo representado pelos
fabricantes e importadores, responsáveis pelos gastos decorrentes da coleta e da
destinação e o mercado consumidor, que espera beneficiar-se do uso dos pneus
descartados para reduzir seus custos de operação.
• No controle e fiscalização do gerenciamento dos pneus descartados. Deverá
definir áreas e métodos adequados para o armazenamento, licenciar
transportadoras para evitar o aparecimento de novas pilhas sem controle,
fiscalizar as pilhas existentes, entre outros.
Em segundo lugar, pode-se concluir que a estratégia proposta pela indústria de
pneus de disponibilizar sua rede de revenda para coletar os pneus inservíveis, é
bastante realista e poderá funcionar eficientemente uma vez que já está consolidada
e espalhada por todo País. Esta estratégia eliminaria a necessidade de criar uma
estrutura extra para executar este trabalho.
Quanto ao mercado consumidor de pneus descartados, pode-se deduzir que já se
encontra bastante desenhado, principalmente na região Sudeste, onde existe um
maior potencial de consumo imediato e mais alternativas de aplicação com
tecnologias já consolidadas e/ou em consolidação.
Na região Nordeste, especificamente na Bahia, percebe-se que as alternativas
disponíveis atualmente são mais escassas, o que talvez demande investimentos em
novas plantas que possibilitem o uso de tecnologias com maior valor agregado, tais
como a indústria de tapetes automotivos.

57
Uma coisa é certa, a partir do momento que o passivo ambiental tenha sido
consumido das mais diferentes formas e que o mercado consumidor passe a contar
apenas com o descarte resultante da frota disponível, talvez ocorra uma mudança
neste panorama causada pelo aumento de preço dos pneus descartados, talvez até
inviabilizando usos de menor valor agregado.

58
8 REFERÊNCIAS BIBLIOGRÁFICAS
A.B.R. – Associação Brasileira de Recauchutadores. Publicação eletrônica.
Mensagem recebida por <[email protected]> em 23 jul. 2001.
ADHIKARI, B. et al. Reclamation and recycling of waste rubber. Progress in Polymer
Science, n. 25, p. 909 – 948, 2000.
ALMEIDA, M.C. et al. Pesquisa e desenvolvimento sobre a disposição final de pneus
inservíveis no Brasil. In: XI Simpósio Internacional de Engenharia Automotiva: “A
Engenharia Automotiva para o Desenvolvimento Sustentável. São Paulo, junho
2001.
BORCOL – Indústria de Borracha. Catálogos diversos. [S.I.:s.n.], [2000?]
CEMPRE. Compromisso Empresarial para Reciclagem. Apresenta artigos sobre
reciclagem. Disponível em: <www.cempre.org.br/fichas/ficha8.html>. Acesso em: 22
jul. 2001.
Cimenteira mineira é exemplo único no Brasil. Jornal Hoje em Dia, Minas Gerais, 17
set. 2000.
CIMPOR. Apresenta informações sobre a empresa Cimentos de Portugal. Disponível
em: <www.cimpor.com.br>. Acesso em: 22 jul. 2001.
CONAMA - Conselho Nacional do Meio Ambiente. Resolução N° 258, de 26 de
agosto de 1999.
Entrevista. ABRAPNEUS, n. 41, p. 4 – 7, março/abril 2000.
FERREIRA, A.H.R., entrevista. PIRELLI, Feira de Santana, 15 jun. 2001.
FERRER, G. The economics of tire remanufacturing. Resources, Conservation and
Recycling, n. 19, p. 221 – 255, 1997.
JANG, J-W. et al. Discarded tire practices in the United States, Japan and Korea.
Resources, Conservation and Recycling, n. 22, p. 1 – 14, 1998.
ONS – Operador Nacional do Sistema Elétrico. Acompanhamento da Operação
Energética dos Sistemas. [mimeo] , jul. 2001.

59
PAES, E. Publicação Eletrônica [mensagem pessoal]. Mensagem recebida por<Lais-
[email protected]> em 19 jul. 2001.
PETROBRAS. Apresenta informações sobre resultados da Petrobras. Disponível
em: < www.petrobras.com.br/pop/numeros/index.htm>. Acesso em: 07 nov. 2001.
PETROBRAS. Apresenta informações sobre exploração e produção. Disponível
em: < www.petrobras.com.br/faq2.htm>. Acesso em: 08 nov. 2001.
PIRELLI. Conceitos Técnicos Pneus. [S.I.:s.n.], [2000?].
Pneus servem de combustível em indústria. Folha de São Paulo, São Paulo, 31 ago.
2000. COTIDIANO, p. C1.
Pneus velhos têm os dias contados. Gazeta Mercantil, São Paulo, 27 nov. 2000.
Balanço Ambiental.
RECICLOTECA. Apresenta artigos sobre reciclagem. Disponível em:
<www.recicloteca.org.br/3-reciclav/mat_recic/borracha/borracha.htm>. Acesso em: 9
jun. 2001.
SHARMA, V.K. et al. Disposal of waste tyres for energy recovery and safe
environment. Applied Energy, n. 65, p. 381-394, 2000.
SINDICATO NACIONAL DA INDÚSTRIA DE CIMENTO. Apresenta informações
sobre a indústria cimenteira brasileira. Disponível em:
<www.sindicatodocimento.com.br>. Acesso em: 21 jul. 2001.
SNYDER, R.H. Scrap tires: disposal and resuse. Warrendale, PA USA: Society of
Automotive Engineers, Inc., 1998. 150 p.
VOTORANTIM CIMENTOS. Apresenta informações sobre a empresa. Disponível
em: <www.votorantim-cimentos.com.br/relatório.html>. Acesso em: 28 jul. 2001.
ANEXOS