otimização do sistema produtivo de uma metalomecânica · uma vez que a rede representada é...
TRANSCRIPT
Otimização do Sistema Produtivo de uma Metalomecânica
Dulce Luísa Martins da Silva
Dissertação para obtenção do Grau de Mestre em
Engenharia Mecânica
Orientador: Prof. Artur Jorge da Cunha Barreiros
Júri
Presidente: Prof. Rui Manuel dos Santos Oliveira Baptista
Orientador: Prof. Artur Jorge da Cunha Barreiros
Vogais: Prof. Elsa Maria Pires Henriques
Prof. Paulo Miguel Nogueira Peças
Maio 2015
ii
Agradecimentos
Ao professor Artur Barreiros, pela sua paciente e rica orientação. Por tão generosamente, me ter
direcionado para um outro nível académico. Pela compreensão e disponibilidade demonstradas,
pelas ideias e sugestões que me permitiram concluir o trabalho.
À Tornearia Mecânica de Precisão Lda, por ter-me recebido e fornecido dados indispensáveis, para o
desenvolvimento desta tese de mestrado.
Aos meus pais, por me terem mostrado ao longo da vida, que nem sempre o caminho a percorrer
seria o mais fácil, mas que sempre valeria a pena ultrapassar todos os obstáculos. Por nunca me
terem deixado desistir. Por me terem dado asas para voar. Obrigada.
Ao meu irmão, por ser muito mais que um irmão. Por ser o meu eterno amigo, companheiro de
aventuras e desventuras. Por estar sempre ‘’lá’’ para me apoiar.
Aos meus avós, por iluminarem todos os dias o meu caminho.
‘’Feliz aquele que transfere o que sabe e aprende o que ensina’’, Cora Coralina
iii
Resumo
Com o avanço da tecnologia, e com empresas cada vez mais competitivas, a gestão da produção
tem-se tornado complexa. Muito rapidamente surgem produtos novos, o que implica uma resposta
eficaz a estas solicitações, tendo em conta fatores como: variedade dos produtos, tecnologia
disponível, tempos produtivos e prazos de entrega. A presente tese, aborda a caracterização de um
sistema produtivo de uma metalomecânica, com um sistema produtivo job-shop. Tal será analisado
com base nos modelos de redes de filas abertas. Uma vez que a rede representada é composta por
vários lotes, complexos de produzir, é empregue o método aproximado de decomposição para avaliar
o desempenho do sistema em variadas situações. Para tal é desenvolvido um modelo matemático,
que calcula a taxa de chegada de peças (vindas do exterior) às máquinas, a distribuição relativa e
taxa de peças que entram nas máquinas. Assim, será possível determinar as características da fila de
espera para cada máquina. Com base nestes resultados, são preconizadas duas soluções. Uma
envolve alterar o tempo de transporte, onde consequentemente iremos obter alterações nas variáveis
analisadas pelo método do desempenho desejado do sistema. A outra proposta é reorganizar as
máquinas existentes, ou seja pelo método da partição da instalação, de modo a melhorar os
parâmetros que caracterizam o sistema, tais como: tempo de setup e tempo de transporte. Deste
modo, verifica-se que há redução do índice médio de ocupação das estações e do tempo médio de
espera no sistema, sem recurso à adição de máquinas, ou seja sem necessidade de investimento.
Palavras Chave
Job – Shop
Modelos de avaliação de desempenho
Rede de filas de espera
Sistema produtivo

iv
Abstract
With the advance of technology and with more competitive companies, the production management is
getting more complex. New products appear quickly, which means an efficient response to that, taking
in account to: products variety, technologies available, production time and delivery time. The aim of
this thesis, is the characterization of the production system of a metalworking company, operating in
the job shop-system. This will be evaluated with the open queuing system. Once the represented
system is composed by several complex production products, it’s used the approximated
decomposition method to evaluate the production system in different situations. Therefore it’s
necessary to solve an equation system, which calculates the arrival products rates (from the outside)
in the machines, the relative distribution, and the rates of arriving of products coming from the exterior.
It will be possible, to determinate the machine open queuing features. With base on that, are
preconized two solutions. One, changes the transportation time, which will allow changes to the
evaluation characters by the system intended performance. The other proposal it’s to reorganize the
existing machines, by the reduction of installation complexity, to achieve better numbers that
characterize the system, such as: setup and transportation time. With these goal, we have decreased
values of the most requested workstations in terms of length of service and case of product
movement. The mean waiting time on the system, decreases too without addiction of more machines,
which means without investment.
Keywords
Job - Shop
Performance evaluation models
Open queuing networks
Productive System
v
Índice
Otimização do Sistema Produtivo de uma Metalomecânica ..................................................... i
Agradecimentos ........................................................................................................................................ ii Resumo ................................................................................................................................................... iii Palavras Chave ....................................................................................................................................... iii Abstract.................................................................................................................................................... iv Keywords ................................................................................................................................................. iv Índice ........................................................................................................................................................v Lista de Figuras ....................................................................................................................................... vi Lista de Tabelas ..................................................................................................................................... vii Nomenclatura ........................................................................................................................................ viii 1. Introdução .......................................................................................................................................... 10
1.1. Organização do Trabalho........................................................................................................... 11 2. Estado da Arte ................................................................................................................................... 12
2.1 Job Shop ..................................................................................................................................... 12 2.2. Teoria das Redes de Filas de Espera ........................................................................................ 13 2.3 Modelos de avaliação de desempenho ...................................................................................... 13 2.3.1 - SP1 ........................................................................................................................................ 13 2.3.2 - SP2 ........................................................................................................................................ 14 2.3.3 - SP3 ........................................................................................................................................ 14 2.3.4 - Métodos exactos .................................................................................................................... 15 2.3.5 - Métodos aproximados de decomposição .............................................................................. 15 2.3.6 - Simulação .............................................................................................................................. 15 2.4. Características das Filas de Esperas ........................................................................................ 16
3. Métodos ............................................................................................................................................. 17 3.1. Análise Descritiva ....................................................................................................................... 17 3.2. Metodologia Utilizada para Obtenção de Dados ....................................................................... 17 3.3 - Apresentação e Sequência de Fabrico das Peças ................................................................... 18 3.3.1 Placa Carga em Ferradura....................................................................................................... 18 3.3.2. Molde CBR .............................................................................................................................. 18 3.3.3. Tripé CBR ............................................................................................................................... 19 3.3.4. Molde Marshal ......................................................................................................................... 19 3.3.5. Placa perfurada com haste ajustável ...................................................................................... 20 3.3.6. Varão Apiloamento .................................................................................................................. 20 3.3.7. Base Cone Abrahams ............................................................................................................. 20 3.3.8. Recipiente de Baridade ........................................................................................................... 21 3.3.9. Ejector Hidraúlico .................................................................................................................... 21 3.4. Caracterização dos Processos de Chegadas Externas e Serviços .......................................... 22 3.5. Propriedades de Produção ........................................................................................................ 25 3.6. Modelo adotado para caracterizar o sistema ............................................................................. 27 3.7. Modelo Preconizado para Caracterização do Sistema .............................................................. 28 3.7.1. Taxa de Serviço e Desempenho do sistema produtivo .......................................................... 32 3.7.2. Índice de Solicitação de uma Estação no Sistema Produtivo................................................. 33
4. Resultados e Discussão .................................................................................................................... 34 4.1. Aumento da Produção de Peças ............................................................................................... 36 4.2. Aumento de Peças e do Número de Encomendas .................................................................... 38
5. Soluções Preconizadas ..................................................................................................................... 40 5.1. Implementação de um Elevador de Cargas............................................................................... 40 5.1.1. Aumento da Produção de Peças ............................................................................................ 41 5.1.2. Aumento de Peças e do Número de Encomendas ................................................................. 41 5.2. Alteração da Configuração Inicial .............................................................................................. 42 5.2.1. Aumento da Produção de Peças ............................................................................................ 44 5.2.2. Aumento de Peças e do Número de Encomendas ................................................................. 45
6. Conclusões e Desenvolvimentos Futuros ......................................................................................... 46 Bibliografia ............................................................................................................................................. 48 Anexos ................................................................................................................................................... 51
vi
Lista de Figuras
Figura 1 – Tecnologia utilizada para produzir a Placa Carga em Ferradura ........................................ 18 Figura 2 – Tecnologia utilizada para Molde CBR .................................................................................. 19 Figura 3 – Tecnologia utilizada para Tripé CBR ................................................................................... 19 Figura 4 - Tecnologia utilizada para Molde Marshal ............................................................................. 19 Figura 5 - Tecnologia utilizada para Placa perfurada com haste ajustável .......................................... 20 Figura 6 - Tecnologia utilizada para Varão Apiloamento ...................................................................... 20 Figura 7 - Tecnologia utilizada para Base Cone Abrahams .................................................................. 21 Figura 8 - Tecnologia utilizada para Recipiente de Baridade ............................................................... 21 Figura 9 - Tecnologia utilizada para Ejector Hidraúlico ......................................................................... 22 Figura 10 – Trajeto percorrido pelas peças........................................................................................... 29
vii
Lista de Tabelas
Tabela 1. Estações de trabalho consideradas ...................................................................................... 22 Tabela 2 – Estações de trabalho utilizadas........................................................................................... 23 Tabela 3 – Produção mensal para cada tipo de peça (2010) ............................................................... 24 Tabela 4 – Número de encomendas, Peças produzidas e respetivas estações de trabalho (2010).... 24 Tabela 5 – Tempo de setup (min) ......................................................................................................... 25 Tabela 6 – Número de setups na máquina j para artigos do tipo i (2010) ............................................ 26 Tabela 7 - Tempo produtivo (min) ......................................................................................................... 26 Tabela 8 – Tempo de transporte entre estações (min) ......................................................................... 27 Tabela 9 – Entradas e saídas em M1 ................................................................................................... 30 Tabela 10 – Entradas e saídas em M2 ................................................................................................. 30 Tabela 11 – Matriz de transferência Pij ................................................................................................. 31 Tabela 12 – Vetor r (2010) .................................................................................................................... 34 Tabela 13 – Número de unidades processadas da peça i na máquina j (2010) ................................... 34 Tabela 14 – Distribuição relativa (2010) ................................................................................................ 35 Tabela 15 – Taxa de produtos que chegam às estações: vindos do exterior e global (2010) ............. 35 Tabela 16 - Tempo de serviço médio e taxa média de serviço (2010) ................................................. 36 Tabela 17 – Parâmetros de Performance do Sistema Job-Shop (2010) .............................................. 36 Tabela 18 – Produção Mensal para cada tipo de peça (2012) ............................................................. 37 Tabela 19 - Tempo de serviço médio e taxa média de serviço (2012) ................................................. 37 Tabela 20 - Parâmetros de Performance do Sistema Job-Shop (2012) ............................................... 38 Tabela 21 – Produção mensal para cada tipo de peça (2013) ............................................................. 38 Tabela 22 – Tempo de serviço médio e taxa média de serviço (2013) ................................................ 39 Tabela 23 - Parâmetros de Performance do Sistema Job-Shop (2013) ............................................... 39 Tabela 24 – Tempo Proposto de Transporte entre estações (min) ...................................................... 40 Tabela 25 - Novos Parâmetros de Performance do Sistema Job-Shop (2010) .................................... 41 Tabela 26 – Novos Parâmetros de Performance do Sistema Job-Shop (2012) ................................... 41 Tabela 27 - Parâmetros de Performance do Sistema Job-Shop (2013) ............................................... 42 Tabela 28 – Novo Tempo de transporte entre estações (min).............................................................. 42 Tabela 29 – Novo Tempo setup (min) ................................................................................................... 43 Tabela 30 - Parâmetros de Performance do Sistema Job-Shop (2010) ............................................... 44 Tabela 31 - Parâmetros de Performance do Sistema Job-Shop (2012) ............................................... 44 Tabela 32 - Parâmetros de Performance do Sistema Job-Shop (2013) ............................................... 45
viii
Nomenclatura
Símbolos Latinos Definição
I Matriz Identidade
L Número de itens na estação
Nij Número de artigos do tipo i processados na máquina j
Nsij Número de setups na máquina j para peças do tipo i
P Matriz de transferência
ri Vetor da taxa de chegada de peças às máquinas, vindas do exterior
R Índice de solicitação da estação
Tij Tempo de processamento do artigo i na máquina j
Tj Tempo médio de serviço da máquina j
Tsij Tempo de setup da peça i na máquina j
Ttjk Tempo de transporte entre as estações j e k
Wj Tempo médio de espera na estação j
Wdj Tempo de transferência da estação j para outras estações e para o exterior
WTj Tempo de permanência no sistema, sob influência da estação j
Símbolos Gregos Definição
Λ Taxa média de chegada de peças
µ Taxa média de processamento de peças
Ρ Utilização média de ocupação
10
1. Introdução
A presente tese tem como objetivo caracterizar o sistema produtivo de uma empresa
Metalomecânica.
Devido a um crescente cenário competitivo, as empresas procuram adaptar-se rapidamente e
continuamente a este fenómeno. Assim, é importante efetuar mudanças na estrutura organizacional
do ambiente produtivo, de modo a permitir a sobrevivência das empresas neste ambiente instável,
com o objetivo de gerar uma dinâmica competitiva. Deste modo, é essencial que uma empresa seja
flexível no que diz respeito à inovação para que a mesma apresente vantagens competitivas face à
concorrência.
Este trabalho baseou-se num caso real, que proporcionou a informação necessária para o
desenvolvimento dos modelos apresentados. Concretamente, foi recolhida informação sobre o
sistema produtivo da Tornearia Mecânica de Precisão Lda.
A metalomecânica presta serviços a várias empresas, efetuando assim trabalhos muito
diferenciados de empresa para empresa. Assim, o sistema produtivo por eles adotado foi o Job Shop.
O Sistema Job Shop, é uma forma de organização do sistema produtivo com capacidade de
processamento de várias classes de produtos, tendo no entanto limitação de capacidade, dado haver
problemas inerentes ao controlo e movimentação dos produtos e ao tempo de preparação das
máquinas (setup time). Estas máquinas podem realizar operações em diferentes classes de produtos,
o que envolve um tempo de preparação mais elevado, tal leva a longos leadtimes (período entre
início e fim de uma atividade produtiva) e altos níveis de WIP (material alvo do processo produtivo,
mas que ainda não foi acabado).
De modo a cumprir o objetivo, será necessário caracterizar todas as variáveis que
caracterizam o presente sistema produtivo, para se poder preconizar o estado atual do mesmo, e
sugerir soluções e testar as mesmas.
Será aplicado um modelo de avaliação de desempenho de redes de filas de espera, para
caracterizar o sistema, devido a ser um dos métodos que pode ser utilizado, para situações tão
particulares como os sistemas Job Shop. De tal modo, que se encontram vários artigos científicos
publicados, que efetuam o mesmo tipo de estudo neste tipo de sistemas produtivos, tais como:
Bitran & Morabito (1995) na parte I e II, abordaram a temática das redes de filas abertas aplicadas a
sistemas discretos de produção. Tendo inclusivamente abordado o processo produtivo de uma
empresa e analisado os vários parâmetros inerentes ao seu bom funcionamento. Os mesmos autores
em 2009, efetuaram outra análise para redes de filas abertas, tendo centrado as atenções nos
sistemas job shop. Por sua vez, Silva & Morabito (2007),analisaram a aplicação dos modelos de
redes de filas abertas em metalomecânicas com sistema produtivo job shop. Também Silva &
11
Barreiros (2010), efetuaram a análise de otimização de uma configuração Job-Shop com recurso à
técnica das redes de filas abertas.
Para propormos as soluções ao caso analisado, será efetuada uma reavaliação dos tempos
de setup e de transporte das peças, de modo a obter resultados mais vantajosos para o sistema
produtivo. Será também realizada uma reorganização da planta do sistema produtivo. Estas
considerações, serão efetuadas, dado que uma alternativa para cumprir o objectivo requer minimizar
o investimento no sistema de produção e outra por sua vez, permite reduzir a complexidade do
sistema produtivo através da reorganização da planta, com o objetivo de melhorar o desempenho.
1.1. Organização do Trabalho
Relativamente à estrutura, o trabalho encontra-se organizado do seguinte modo:
O capítulo 2, é dedicado ao estado da arte. Apresenta-se uma pesquisa bibliográfica, sobre a
temática em estudo, nomeadamente: job shop, teoria e características das redes de fila de
espera, e quais os modelos de avaliação de desempenho.
No capítulo 3, é efetuada uma análise descritiva da empresa e qual a metodologia utilizada
para obter os dados. Deste modo, é apresentada a sequência de fabrico das peças.
Seguidamente são caracterizados os processos de chegadas externas e os serviços. Por
outro lado, são apresentadas as propriedades de produção. É caracterizado o modelo
adotado para caracterizar o sistema. Deste modo, também a taxa de serviço e o desempenho
do sistema produtivo adotados são caraterizados.
No capítulo 4, será apresentado o diagnóstico da situação atual, ou seja serão apresentados
resultados que ilustram a aplicabilidade de redes de fila de espera ao caso em estudo. Assim,
como se constatará, serão identificadas as máquinas com maior índice de solicitação.
No capítulo 5, serão apresentadas as soluções preconizadas, ou seja, serão dadas
informações cruciais de modo a caracterizar o sistema produtivo. Tal, implicará alterar tempos
de setup e de transporte, ou alterar a disposição das máquinas à planta vigente. Estas
soluções serão testadas, de modo a inquirir acerca da sua aplicabilidade positiva.
No capítulo 6, é analisada globalmente a temática do trabalho, sendo tecidas considerações
conclusivas e objetivas. São também sugeridas propostas para a realização de trabalhos
futuros.
12
2. Estado da Arte
2.1 Job Shop
Job Shop é conhecida por ser uma forma de organizar a capacidade de processamento de vários
tipos de jobs, assegura Negri da Silva (2005). O mesmo autor indica também que existe um limite de
capacidade, provocado pelo transporte das peças e o tempo de setup das máquinas. Neste tipo de
sistema, as máquinas podem desempenhar funções semelhantes, ou seja são agrupadas numa
mesma zona. Estas máquinas podem realizar operações em artigos de classes diferentes, o que irá
influenciar o tempo de setup da máquina. Ou seja, o sistema acaba por ter tempos de processamento
muito elevados.
Segundo Heizer e Render (1996), um job shop consegue lidar com uma grande variedade de
produtos e serviços ao mesmo tempo, sendo mais eficiente quando produz produtos com diferentes
necessidades, ou quando lida com clientes que tem necessidades diferentes. Este tipo de processo é
caracterizado por ter um baixo volume e uma grande variedade de artigos. Neste tipo de ambiente,
cada produto ou pequeno grupo de produtos tem uma sequência de operações diferente. Cada
produto ou pequena encomenda é produzido entre departamentos, de acordo com a sequência de
fabrico. Por sua vez, as máquinas devem ser organizadas de acordo com o tipo de processo que está
a ser realizado. É um processo de produção, vantajoso para pequenos lotes, e quando é necessário
produzir uma grande variedade de partes em diferentes tamanhos e formatos. Relativamente às
desvantagens, os mesmos autores, indicam que estão relacionadas com o uso de equipamento. Isto
indica que as ordens levam mais tempo e custos para serem movidas dentro do sistema, devido à
dificuldade de agendamento, setups e manuseamento do material.
Schroeder (1989), afirma que um produto irá escoar somente para as estações de trabalho que
necessita e nunca irá às restantes. Como se utiliza equipamento variado e mão de obra
especializada, as operações intermitentes são extremamente flexíveis relativamente à mudança de
produto ou volume, sendo no entanto ineficientes.
O processo ‘’make to order’’, responde essencialmente aos pedidos dos clientes por produto. Ou seja,
nada irá ser feito até se receber uma encomenda, dado que quando se receciona a mesma, são
fornecidos os desenhos técnicos e especificações do cliente. Ou seja o ciclo da encomenda, só se
inicia quando é especificado o produto que se pretende. Com base nestes requisitos, será estipulado
um valor e tempo de entrega. A produção só poderá ter início, de acordo com a disponibilidade das
máquinas que serão usadas.
13
2.2. Teoria das Redes de Filas de Espera
De acordo com Bitran e Morabito (1995), as redes de filas de espera consistem em vários sistemas
de filas, com utilizadores a deslocarem-se entre eles a receber serviço. Estas filas podem ser
denominadas por nós ou estações. O trajeto percorrido na rede é denominado de rota ou caminho.
Estas redes podem representar sistemas de manufatura, sendo os nós as estações de trabalho
(shops), os produtos são habitualmente chamados de jobs, e as ligações entre shops e jobs os
caminhos percorridos pelos produtos. A caracterização das redes é feita pelo número de estações de
trabalho, a sequência de operações a realizar e o tipo de rede. Deste modo o número de nós na rede
dá indicação do número de estações. Estas estações de trabalho podem ser percorridas uma vez, ou
várias vezes através de realimentação. Então pode-se concluir que um item pode passar por uma
estação várias vezes, a fim de realizar diferentes tarefas. A rede pode ser aberta, fechada ou mista.
Se for aberta, o número total de produtos que circulam podem variar pela chegada ou saída externa
dos mesmos. Para o caso de uma rede fechada, não há chegadas nem partidas externas de jobs. A
taxa de partida de cada nó é uma variável aleatória mas o número de jobs entre os nós é fixo. Se
tivermos várias classes de produtos, então trata-se de uma rede mista, dado poder-se definir sub-
redes abertas e fechadas.
2.3 Modelos de avaliação de desempenho
O estudo das redes de filas iniciou-se com o trabalho de Erlang (1917). Desde então, tem surgido
várias aplicações para diferentes áreas, ver por exemplo, Disney & Konig (1985). Para a
representação de sistemas produtivos, Hsu et al (1993) e Suri et al (1993), apresentaram uma
descrição alargada sobre o uso de redes de filas. Considerando o tipo de empresa, o seu método
organizativo de trabalho, e os objetivos a alcançar, Bitran & Dasu (1992) agrupam os problemas
deste tipo de projeto em três classes:
i) SP1 – Desempenho desejado do sistema
ii) SP2 – Desempenho ótimo do sistema
iii) SP3 – Partição da Instalação
2.3.1 - SP1
Este tipo de problema, tem como objetivo, minimizar o investimento no sistema de manufatura (e.g.
aquisição de equipamentos) sujeito às restrições relacionadas com o desempenho desejado do
sistema. Este modelo inclui restrições relacionadas com o limite máximo para o nível de WIP (work in
progress). No que diz respeito ao desempenho, as medidas típicas são: tempo total que um produto
leva a ser produzido, ou seja a soma dos tempos de espera em fila, mais os tempos de
14
processamento em cada estação (leadtime), e ainda a taxa de produção e o tempo de utilização dos
equipamentos.
2.3.2 - SP2
Nesta classe de problemas pretende-se otimizar o desempenho do sistema sujeito também a
limitações de capital disponível para investir no sistema. O objetivo principal é minimizar o nível de
WIP, tendo em conta o limite máximo para o custo de aquisição de equipamentos.
2.3.3 - SP3
Nesta classe enquadram-se os projetos onde se considera a subdivisão do sistema de manufatura
em unidades menores, com o objetivo de melhorar o desempenho global, e reduzir a complexidade
do sistema. No entanto, esta divisão pode levar a duplicação de equipamentos e recursos. Neste
caso as restrições estão relacionadas com as limitações dos recursos existentes.
Os problemas do tipo SP1 e SP2, foram o alvo de estudo de sistemas Job-shops, por parte de Bitran
& Tirupati (1989), Boxma e tal.(1990), Van Vliet & Rinnooy Kan (1991), Bitran & Sarkar (1994 a),
Bitran & Morabitto(1995,1996,1999) e Silva & Morabito (2007).
Estudos relacionados com problemas do tipo SP3, podem ser encontrados, por exemplo, em Bitran &
Morabito (1996, 1999) e Kouvelis et al (2005). Em particular, Bitran & Sarkar (1994b), sugerem que se
devem analisar em primeiro lugar a aplicabilidade deste modelo, antes de considerar outras
alternativas como por exemplo o aumento de capacidade.
De um modo geral, Bitran & Dasu (1992) e Bitran e Morabito (1994) sugerem que o objetivo deste tipo
de estudo passa por minimizar o custo de aquisição de equipamentos, tendo como variáveis de
decisão: o número de unidades de produção, o número de produtos diferentes que cada máquina
poderá processar, e a capacidade de cada estação. No que diz respeito às restrições, consideram-se
os limites superiores para o número de produtos e o WIP máximo em cada unidade.
Os problemas do tipo SP3 podem ser vistos como casos especiais das classes SP1 e SP2. No que
diz respeito à diferença entre os modelos SP1 e SP2, podemos referir que o primeiro é um modelo
descritivo, ou seja fornece informações importantes sobre a forma como o sistema opera, mediante
uma dada configuração. Por sua vez, o segundo modelo, é prescritivo, isto é, determina a
configuração ótima do sistema, tendo em conta a otimização de uma variável tendo em conta as
restrições impostas pelo utilizador.
Buzacott & Shanthikumar (1992, 1993), Hsu e tal (1993), Kouvelis & Tirupati (1991), Harrison &
Nguyen (1993) e Bitran & Dasu (1992) analisaram os modelos de avaliação de desempenho referidos
(SP1 e SP2) e os modelos de otimização da organização (SP3). Buzacott e Shanthikumar realizaram
uma extensa análise, orientada para o projeto de diferentes sistemas de produção, tais como, linhas
de fluxo, linhas de transferência automatizada, sistema Job shops e sistemas multicelulares. Também
analisaram problemas de projeto ótimo, e em particular consideraram alguns modelos de otimização
15
em sistemas Job shop, tais como: alocação ótima de operadores nas estações, número ótimo de
operadores no sistema, alocação ótima de jobs nas estações, e análise dos efeitos da diversidade de
trajetos e tempos de processamento de jobs.
Bitran e Tirupati (1998), Suri et al. (1993) e outros autores discutiram classificações para os métodos
de avaliação de desempenho, de acordo com os métodos de abordagem:
i) Métodos Exatos
ii) Métodos aproximados de decomposição
iii) Simulação
2.3.4 - Métodos exactos
Os métodos exatos existem para os sistemas Markovianos (Redes de Jackson, de Kelly e BCMP).
Este método, originou posteriormente os métodos aproximados, uma vez que não se obtinha
soluções exatas satisfatórias para redes mais gerais.
2.3.5 - Métodos aproximados de decomposição
Os métodos de aproximação, surgiram da falta de sucesso em obter soluções exatas para redes mais
gerais. Destacam-se, em particular, os métodos de decomposição paramétrica, que são bastante
flexíveis e de grande potencial para aplicações práticas. No essencial, aproximam os processos de
chegada de produtos por processos de renovação, decompondo a rede em estações individuais,
considerando-as estocasticamente independentes.
2.3.6 - Simulação
A simulação, que envolve geralmente a consideração de acontecimentos discretos, é utilizada
quando não se possuem resultados analíticos exatos ou aproximados, podendo ser empregue, por
exemplo, para avaliar sistemas complexos de redes de filas. Permite o uso de hipóteses mais
detalhadas, que se aproximam da realidade operacional. No entanto, os requisitos computacionais,
são muitas vezes um obstáculo, porque podem originar longos tempos de processamento e análise
estatística. Para além destes entraves, também tem de se lidar com a dificuldade de integrar
simulação nos modelos de otimização. Law e Kelton (1991) e Schriber (1991) disponibilizam
informação muito detalhada sobre simulação.
16
2.4. Características das Filas de Espera
Para uma correta avaliação, é necessário caracterizar as filas de espera através de parâmetros que
caraterizam o seu estado operacional. Assim, seguidamente serão apresentados os parâmetros que
irão ser alvo de estudo (e.g. Tavares, Themido & Correia, 1996).
- Taxa de chegada (λ): número médio de clientes que chegam por unidade de tempo.
- Intervalo médio entre duas chegadas consecutivas:
1
𝜆 (1)
- Taxa de serviço (μ): número médio de clientes que cada servidor atende por unidade de tempo.
- Taxa média de ocupação do serviço (ρ), percentagem de tempo durante o qual o servidor está
ocupado;
𝜌 = 𝜆
µ (2)
- Número médio de clientes no sistema (L):
𝐿 =𝜆
µ−𝜆 (3)
- Tempo médio de permanência no sistema (W):
𝑊 = 1
µ −𝜆 (4)
17
3. Métodos
3.1. Análise Descritiva
A Tornearia Mecânica de Precisão Lda. surgiu no mercado há 30 anos, tendo iniciado a sua
atividade na localidade de São João da Talha, na região de Lisboa.
Iniciou-se no ramo da metalomecânica nomeadamente em torneamento, fresagem e
soldadura, numa pequena garagem, tendo alargado a sua atividade mais recentemente a um edifício
de 2 andares de 360 m2 (cada), tendo colocado á disposição mais uma opção: corte e quinagem de
chapas. As novas instalações possuem ainda armazém para o material, refeitório, balneários e
escritório (anexo A).
A empresa possui 7 trabalhadores qualificados e especializados, capazes de satisfazer o
vasto leque de serviços prestados. Estes funcionários têm 8 horas diárias produtivas, ao longo de 11
meses.
Relativamente ao equipamento, a empresa é detentora de: 6 tornos, 2 fresadoras, 1
escateladora, 1 calandra, 1 quinadora, 1 guilhotina, 1 máquina de soldar por elétrodo revestido e 3
por Mig Mag, 2 serrotes de fita, 1 prensa, 1 engenho de furar e de equipamento de pintura.
Ao nível de prestação de serviços, resta salientar, que efetuam trabalhos pontuais a
particulares e trabalhos regulares semanais a empresas na área de Engenharia Civil, podendo-se
destacar a Technilab.
O sistema Job Shop foi adotado pela empresa para satisfazer a produção de pequenos lotes
para uma grande variedade de produtos. Para alguns produtos, apenas é solicitada a produção de 20
peças uma única vez num ano, no entanto para outros são pedidas encomendas mensais da mesma
ordem de grandeza.
Este sistema abrange vários clientes, cujos pedidos são efetuados telefonicamente, isto
porque cada cliente disponibiliza inicialmente os desenhos técnicos das peças que encomendam
frequentemente, dado que a empresa processa as encomendas pela ordem de chegada, ou seja,
seguindo a disciplina de FIFO (first in first out).
3.2. Metodologia Utilizada para Obtenção de Dados
De modo a efetuar o diagnóstico da situação atual, foi necessário recorrer a vários métodos
para obter os dados, tais como: observações visuais, consulta de faturação da empresa e entrevistas.
As observações visuais, foram fulcrais para o desenvolvimento do diagnóstico, dado que foi
necessário representar a rede Job shop em estações de trabalho ocupadas por produtos.
Seguidamente, foi necessário consultar a faturação da empresa, de modo a verificar qual a variedade
de produtos produzidos num dado ano, qual a dimensão dos lotes e com que frequência eram
produzidos. O passo seguinte, foi recorrer ao estudo dos tempos, utilizando como ferramenta
principal a cronometragem, pelo facto da maioria das tarefas serem repetitivas e de ciclo curto. Este
18
método permitiu a determinação do tempo requerido para o operário, realizar as tarefas nos
diferentes sectores. O mesmo, foi seguido desde o início até ao fim de produção, registando-se o
tempo que cada tarefa levava a ser executada.
Por último, foram realizadas entrevistas aos operários, de modo a inquirir acerca do tipo de
material utilizado para cada lote de peças, quais as peças que requerem operações realizadas por
terceiros, isto é, peças que necessitam de tratamento superficial, que é efetuado por outra empresa.
Com toda esta informação disponível, estavam reunidas as condições, para diagnosticar a
Tornearia Mecânica de Precisão Lda. de modo a preconizar soluções, que visam melhorar o sistema
produtivo.
3.3 - Apresentação e Sequência de Fabrico das Peças
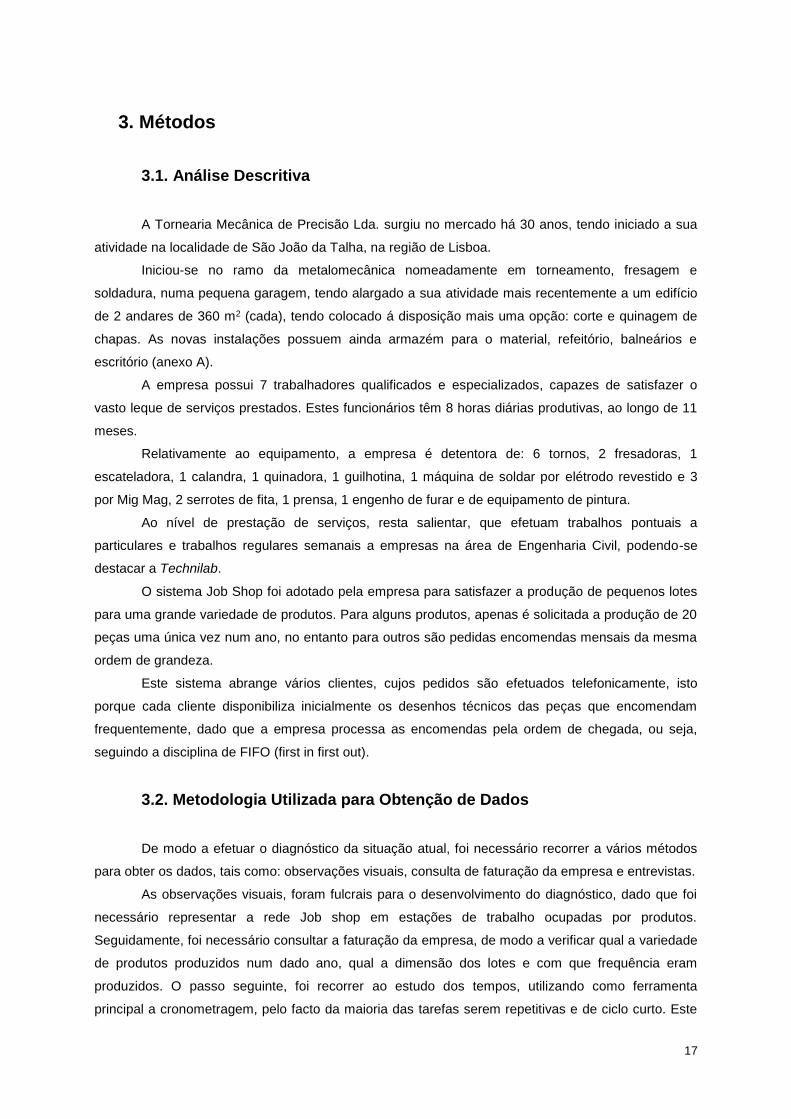
3.3.1 Placa Carga em Ferradura
Esta peça é feita a partir de um tubo de aço do tipo Ck 45. É uma peça muito simples que
envolve o facejamento das extremidades e um torneamento no interior. O acabamento final é
efetuado com uma fresagem. A sequência das máquinas percorrida é ilustrada na figura seguinte: a
peça entra no torno X (M9) e depois segue para a fresadora (M6).
Figura 1 – Tecnologia utilizada para produzir a Placa Carga em Ferradura
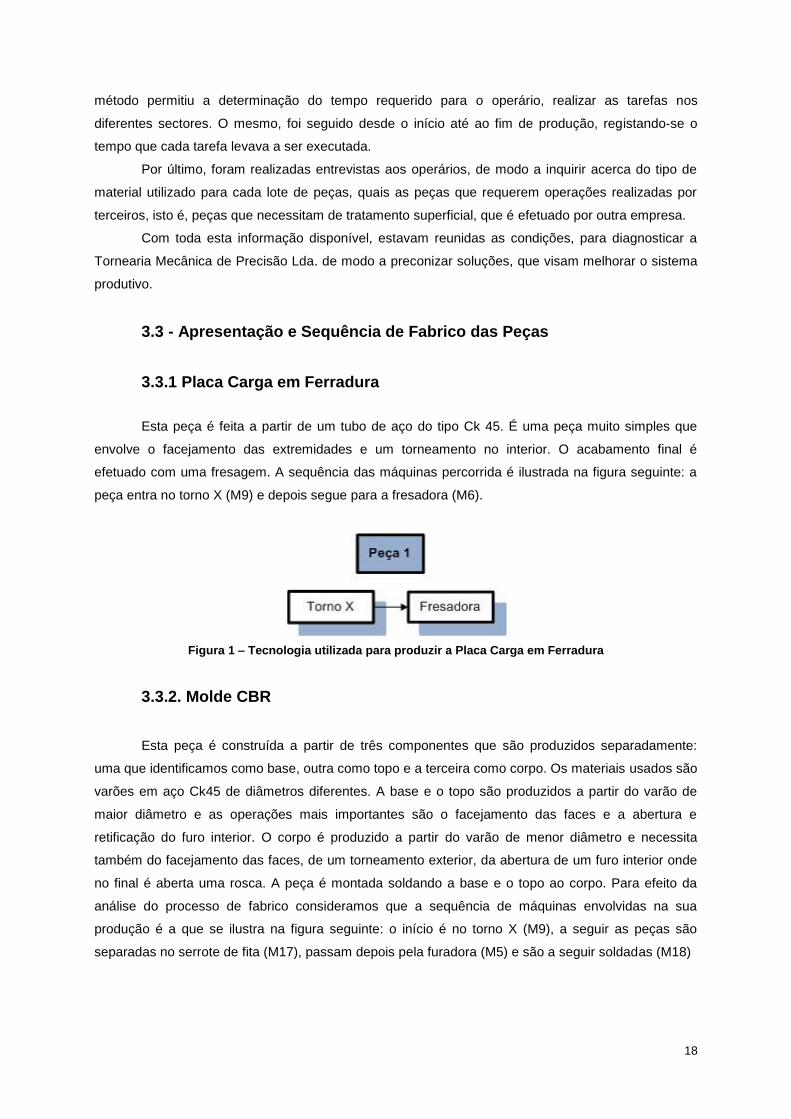
3.3.2. Molde CBR
Esta peça é construída a partir de três componentes que são produzidos separadamente:
uma que identificamos como base, outra como topo e a terceira como corpo. Os materiais usados são
varões em aço Ck45 de diâmetros diferentes. A base e o topo são produzidos a partir do varão de
maior diâmetro e as operações mais importantes são o facejamento das faces e a abertura e
retificação do furo interior. O corpo é produzido a partir do varão de menor diâmetro e necessita
também do facejamento das faces, de um torneamento exterior, da abertura de um furo interior onde
no final é aberta uma rosca. A peça é montada soldando a base e o topo ao corpo. Para efeito da
análise do processo de fabrico consideramos que a sequência de máquinas envolvidas na sua
produção é a que se ilustra na figura seguinte: o início é no torno X (M9), a seguir as peças são
separadas no serrote de fita (M17), passam depois pela furadora (M5) e são a seguir soldadas (M18)
19
Figura 2 – Tecnologia utilizada para Molde CBR
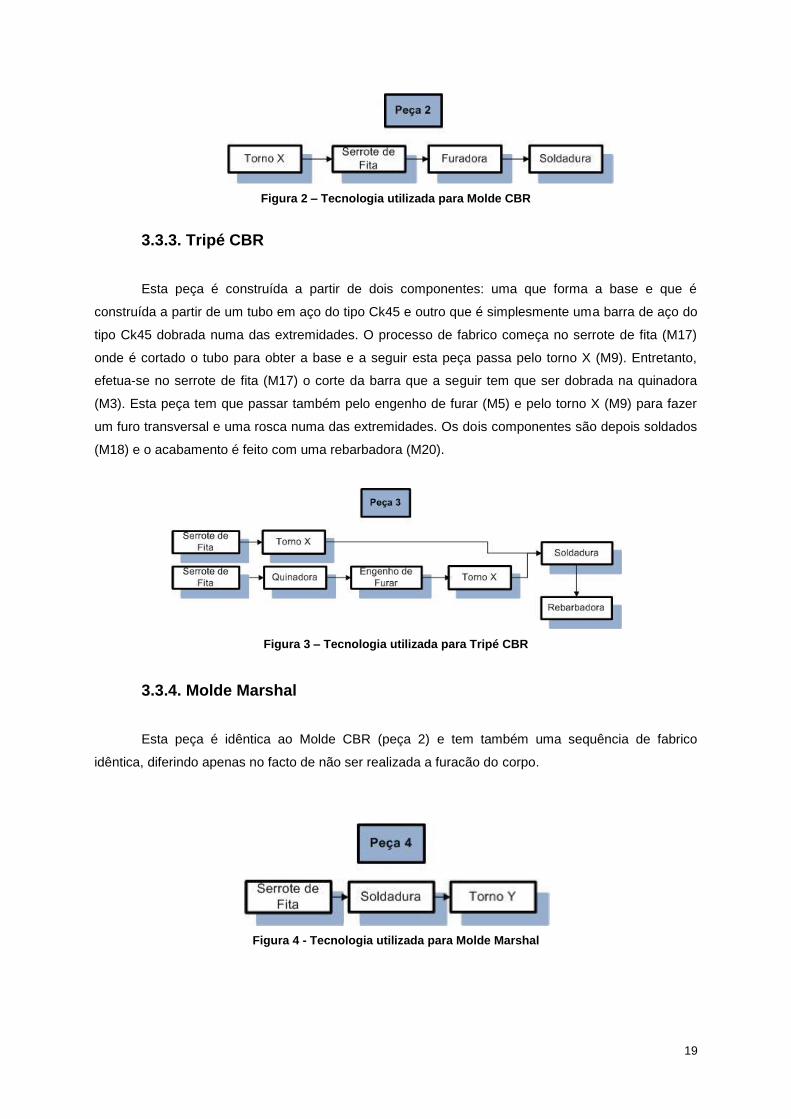
3.3.3. Tripé CBR
Esta peça é construída a partir de dois componentes: uma que forma a base e que é
construída a partir de um tubo em aço do tipo Ck45 e outro que é simplesmente uma barra de aço do
tipo Ck45 dobrada numa das extremidades. O processo de fabrico começa no serrote de fita (M17)
onde é cortado o tubo para obter a base e a seguir esta peça passa pelo torno X (M9). Entretanto,
efetua-se no serrote de fita (M17) o corte da barra que a seguir tem que ser dobrada na quinadora
(M3). Esta peça tem que passar também pelo engenho de furar (M5) e pelo torno X (M9) para fazer
um furo transversal e uma rosca numa das extremidades. Os dois componentes são depois soldados
(M18) e o acabamento é feito com uma rebarbadora (M20).
Figura 3 – Tecnologia utilizada para Tripé CBR
3.3.4. Molde Marshal
Esta peça é idêntica ao Molde CBR (peça 2) e tem também uma sequência de fabrico
idêntica, diferindo apenas no facto de não ser realizada a furacão do corpo.
Figura 4 - Tecnologia utilizada para Molde Marshal
20
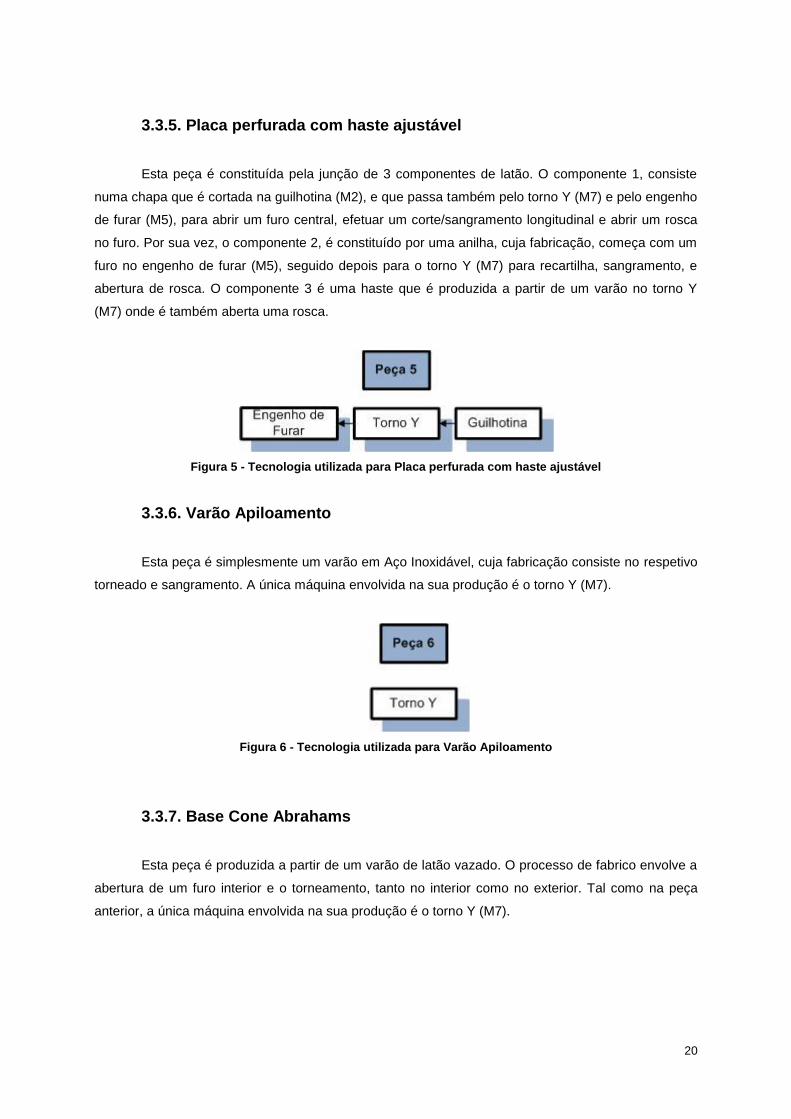
3.3.5. Placa perfurada com haste ajustável
Esta peça é constituída pela junção de 3 componentes de latão. O componente 1, consiste
numa chapa que é cortada na guilhotina (M2), e que passa também pelo torno Y (M7) e pelo engenho
de furar (M5), para abrir um furo central, efetuar um corte/sangramento longitudinal e abrir um rosca
no furo. Por sua vez, o componente 2, é constituído por uma anilha, cuja fabricação, começa com um
furo no engenho de furar (M5), seguido depois para o torno Y (M7) para recartilha, sangramento, e
abertura de rosca. O componente 3 é uma haste que é produzida a partir de um varão no torno Y
(M7) onde é também aberta uma rosca.
Figura 5 - Tecnologia utilizada para Placa perfurada com haste ajustável
3.3.6. Varão Apiloamento
Esta peça é simplesmente um varão em Aço Inoxidável, cuja fabricação consiste no respetivo
torneado e sangramento. A única máquina envolvida na sua produção é o torno Y (M7).
Figura 6 - Tecnologia utilizada para Varão Apiloamento
3.3.7. Base Cone Abrahams
Esta peça é produzida a partir de um varão de latão vazado. O processo de fabrico envolve a
abertura de um furo interior e o torneamento, tanto no interior como no exterior. Tal como na peça
anterior, a única máquina envolvida na sua produção é o torno Y (M7).
21
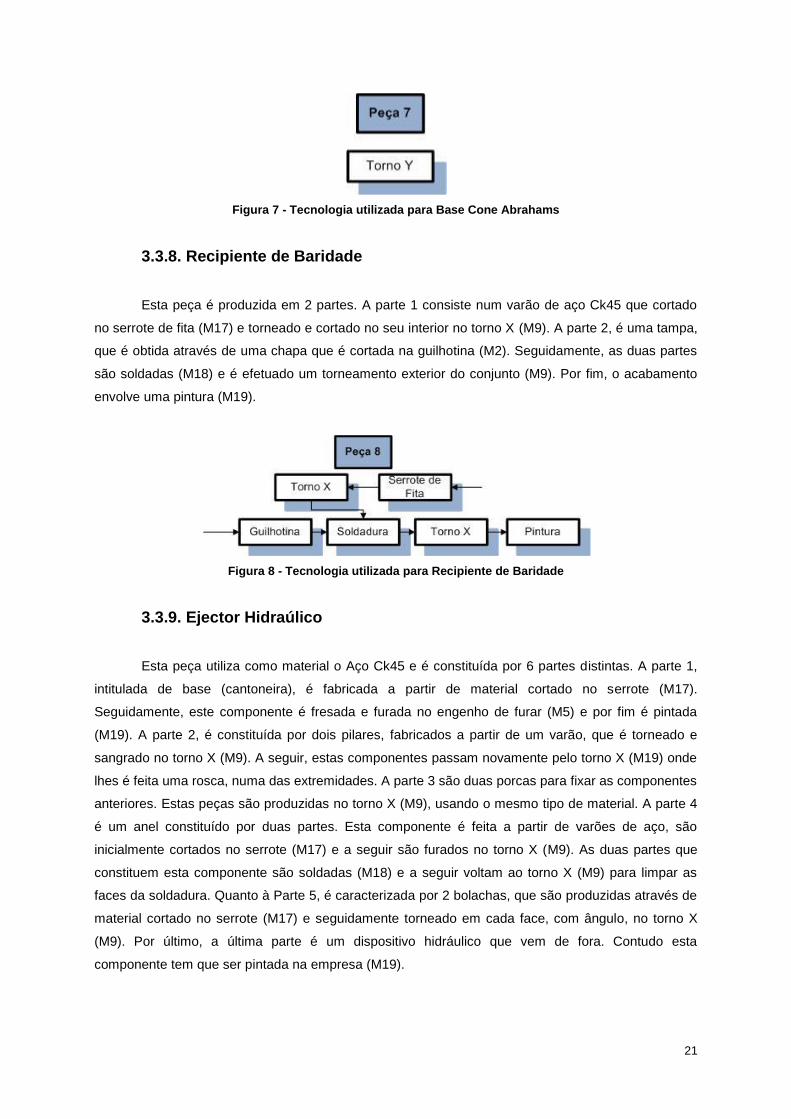
Figura 7 - Tecnologia utilizada para Base Cone Abrahams
3.3.8. Recipiente de Baridade
Esta peça é produzida em 2 partes. A parte 1 consiste num varão de aço Ck45 que cortado
no serrote de fita (M17) e torneado e cortado no seu interior no torno X (M9). A parte 2, é uma tampa,
que é obtida através de uma chapa que é cortada na guilhotina (M2). Seguidamente, as duas partes
são soldadas (M18) e é efetuado um torneamento exterior do conjunto (M9). Por fim, o acabamento
envolve uma pintura (M19).
Figura 8 - Tecnologia utilizada para Recipiente de Baridade
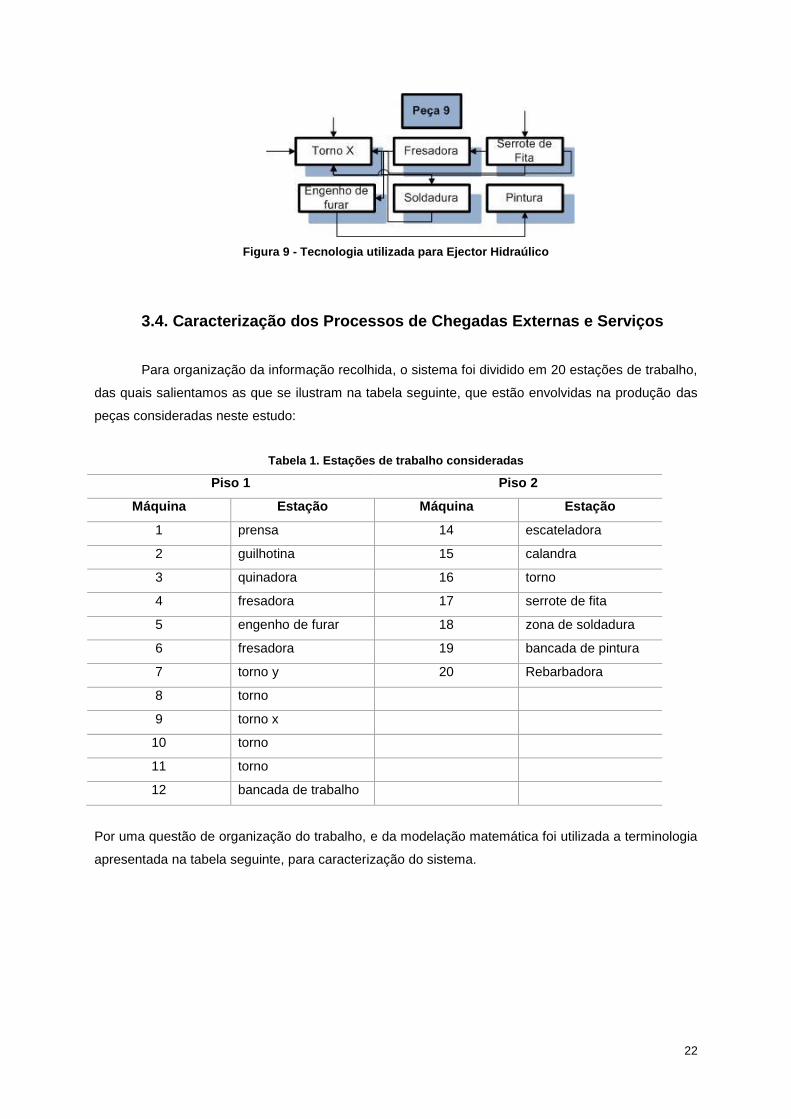
3.3.9. Ejector Hidraúlico
Esta peça utiliza como material o Aço Ck45 e é constituída por 6 partes distintas. A parte 1,
intitulada de base (cantoneira), é fabricada a partir de material cortado no serrote (M17).
Seguidamente, este componente é fresada e furada no engenho de furar (M5) e por fim é pintada
(M19). A parte 2, é constituída por dois pilares, fabricados a partir de um varão, que é torneado e
sangrado no torno X (M9). A seguir, estas componentes passam novamente pelo torno X (M19) onde
lhes é feita uma rosca, numa das extremidades. A parte 3 são duas porcas para fixar as componentes
anteriores. Estas peças são produzidas no torno X (M9), usando o mesmo tipo de material. A parte 4
é um anel constituído por duas partes. Esta componente é feita a partir de varões de aço, são
inicialmente cortados no serrote (M17) e a seguir são furados no torno X (M9). As duas partes que
constituem esta componente são soldadas (M18) e a seguir voltam ao torno X (M9) para limpar as
faces da soldadura. Quanto à Parte 5, é caracterizada por 2 bolachas, que são produzidas através de
material cortado no serrote (M17) e seguidamente torneado em cada face, com ângulo, no torno X
(M9). Por último, a última parte é um dispositivo hidráulico que vem de fora. Contudo esta
componente tem que ser pintada na empresa (M19).
22
Figura 9 - Tecnologia utilizada para Ejector Hidraúlico
3.4. Caracterização dos Processos de Chegadas Externas e Serviços
Para organização da informação recolhida, o sistema foi dividido em 20 estações de trabalho,
das quais salientamos as que se ilustram na tabela seguinte, que estão envolvidas na produção das
peças consideradas neste estudo:
Tabela 1. Estações de trabalho consideradas
Piso 1 Piso 2
Máquina Estação Máquina Estação
1 prensa 14 escateladora
2 guilhotina 15 calandra
3 quinadora 16 torno
4 fresadora 17 serrote de fita
5 engenho de furar 18 zona de soldadura
6 fresadora 19 bancada de pintura
7 torno y 20 Rebarbadora
8 torno
9 torno x
10 torno
11 torno
12 bancada de trabalho
Por uma questão de organização do trabalho, e da modelação matemática foi utilizada a terminologia
apresentada na tabela seguinte, para caracterização do sistema.
23
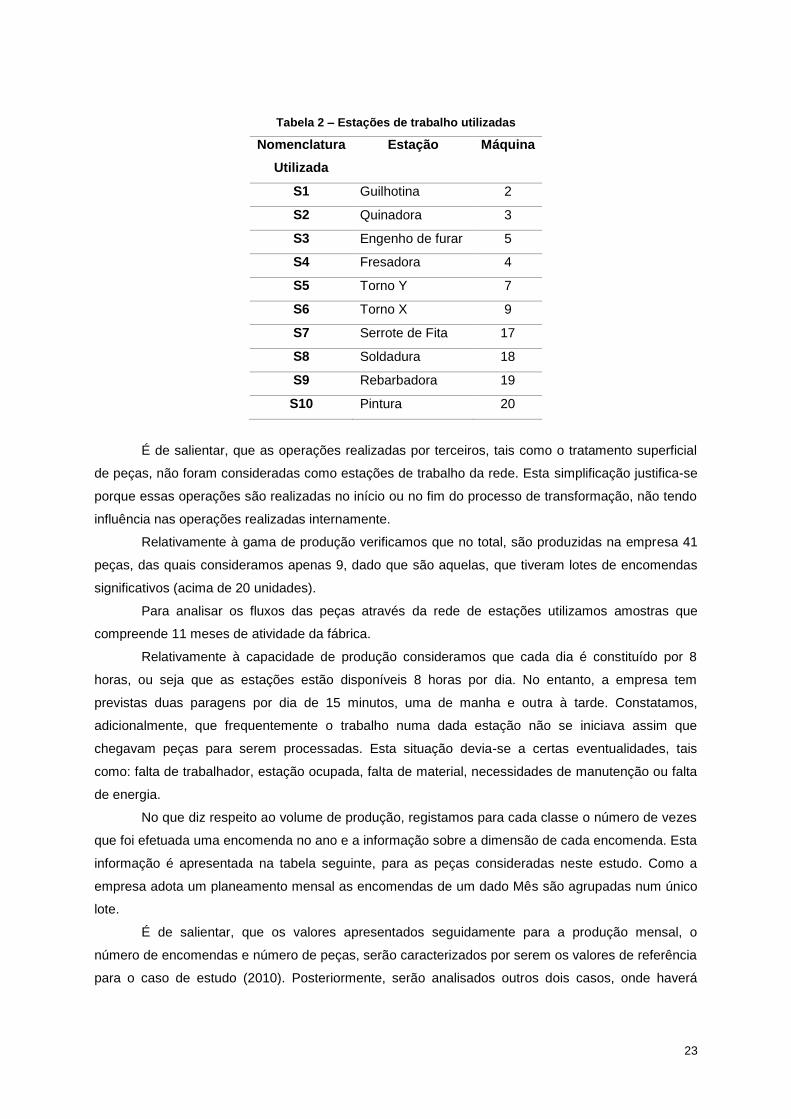
Tabela 2 – Estações de trabalho utilizadas
Nomenclatura
Utilizada
Estação Máquina
S1 Guilhotina 2
S2 Quinadora 3
S3 Engenho de furar 5
S4 Fresadora 4
S5 Torno Y 7
S6 Torno X 9
S7 Serrote de Fita 17
S8 Soldadura 18
S9 Rebarbadora 19
S10 Pintura 20
É de salientar, que as operações realizadas por terceiros, tais como o tratamento superficial
de peças, não foram consideradas como estações de trabalho da rede. Esta simplificação justifica-se
porque essas operações são realizadas no início ou no fim do processo de transformação, não tendo
influência nas operações realizadas internamente.
Relativamente à gama de produção verificamos que no total, são produzidas na empresa 41
peças, das quais consideramos apenas 9, dado que são aquelas, que tiveram lotes de encomendas
significativos (acima de 20 unidades).
Para analisar os fluxos das peças através da rede de estações utilizamos amostras que
compreende 11 meses de atividade da fábrica.
Relativamente à capacidade de produção consideramos que cada dia é constituído por 8
horas, ou seja que as estações estão disponíveis 8 horas por dia. No entanto, a empresa tem
previstas duas paragens por dia de 15 minutos, uma de manha e outra à tarde. Constatamos,
adicionalmente, que frequentemente o trabalho numa dada estação não se iniciava assim que
chegavam peças para serem processadas. Esta situação devia-se a certas eventualidades, tais
como: falta de trabalhador, estação ocupada, falta de material, necessidades de manutenção ou falta
de energia.
No que diz respeito ao volume de produção, registamos para cada classe o número de vezes
que foi efetuada uma encomenda no ano e a informação sobre a dimensão de cada encomenda. Esta
informação é apresentada na tabela seguinte, para as peças consideradas neste estudo. Como a
empresa adota um planeamento mensal as encomendas de um dado Mês são agrupadas num único
lote.
É de salientar, que os valores apresentados seguidamente para a produção mensal, o
número de encomendas e número de peças, serão caracterizados por serem os valores de referência
para o caso de estudo (2010). Posteriormente, serão analisados outros dois casos, onde haverá
24
variação destes parâmetros. Isto para se poder analisar e testar o modelo preconizado, em várias
situações produtivas.
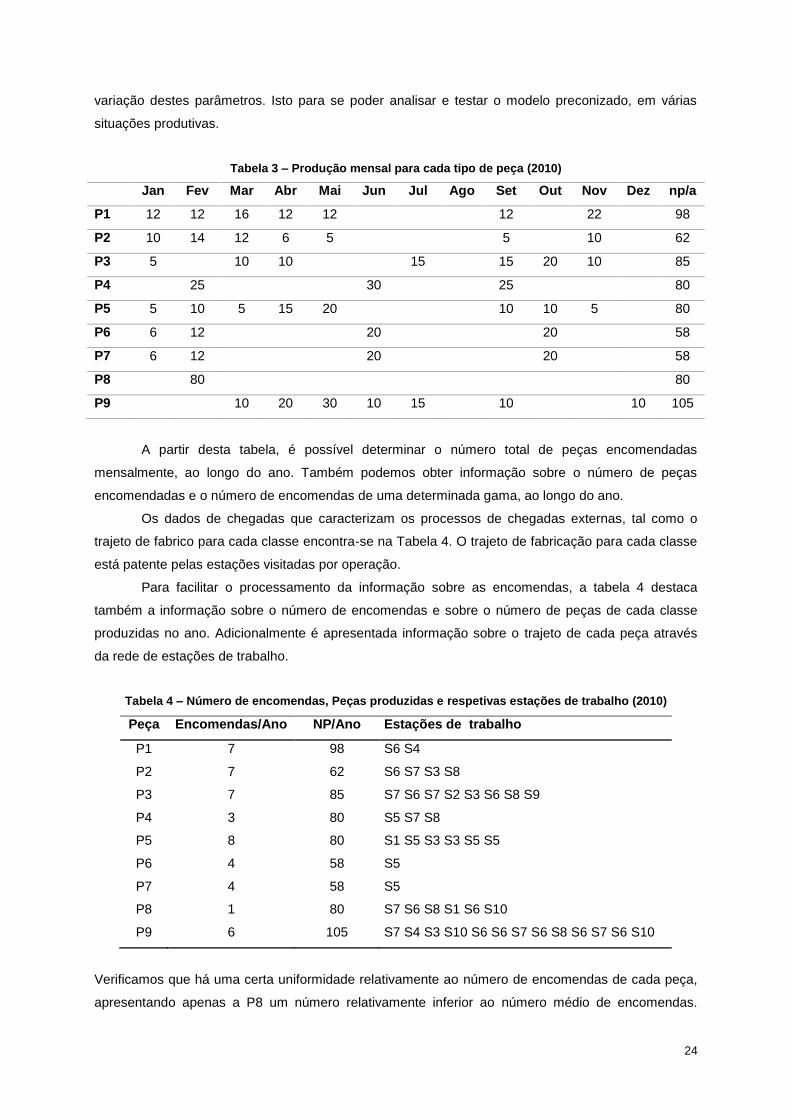
Tabela 3 – Produção mensal para cada tipo de peça (2010)
Jan Fev Mar Abr Mai Jun Jul Ago Set Out Nov Dez np/a
P1 12 12 16 12 12 12 22 98
P2 10 14 12 6 5 5 10 62
P3 5 10 10 15 15 20 10 85
P4 25 30 25 80
P5 5 10 5 15 20 10 10 5 80
P6 6 12 20 20 58
P7 6 12 20 20 58
P8 80 80
P9 10 20 30 10 15 10 10 105
A partir desta tabela, é possível determinar o número total de peças encomendadas
mensalmente, ao longo do ano. Também podemos obter informação sobre o número de peças
encomendadas e o número de encomendas de uma determinada gama, ao longo do ano.
Os dados de chegadas que caracterizam os processos de chegadas externas, tal como o
trajeto de fabrico para cada classe encontra-se na Tabela 4. O trajeto de fabricação para cada classe
está patente pelas estações visitadas por operação.
Para facilitar o processamento da informação sobre as encomendas, a tabela 4 destaca
também a informação sobre o número de encomendas e sobre o número de peças de cada classe
produzidas no ano. Adicionalmente é apresentada informação sobre o trajeto de cada peça através
da rede de estações de trabalho.
Tabela 4 – Número de encomendas, Peças produzidas e respetivas estações de trabalho (2010)
Verificamos que há uma certa uniformidade relativamente ao número de encomendas de cada peça,
apresentando apenas a P8 um número relativamente inferior ao número médio de encomendas.
Peça Encomendas/Ano NP/Ano Estações de trabalho
P1 7 98 S6 S4
P2 7 62 S6 S7 S3 S8
P3 7 85 S7 S6 S7 S2 S3 S6 S8 S9
P4 3 80 S5 S7 S8
P5 8 80 S1 S5 S3 S3 S5 S5
P6 4 58 S5
P7 4 58 S5
P8 1 80 S7 S6 S8 S1 S6 S10
P9 6 105 S7 S4 S3 S10 S6 S6 S7 S6 S8 S6 S7 S6 S10
25
Relativamente ao número de estações de trabalho envolvidas na produção de cada peça podemos
salientar as peça 3 e 9 como sendo das mais complexas e as peças 6, 7 e 1 como sendo das mais
simples.
3.5. Propriedades de Produção
As informações recolhidas na empresa, foram utilizadas para caracterizar os processos de
serviço, ou seja para avaliar os tempos de serviço e o tempo de setup por lote, o que nos permite
avaliar o tempo médio de produção de cada peça. Para efeito da avaliação do tempo necessário para
produzir uma determinada peça interessa também considerar o tempo de transporte entre estações.
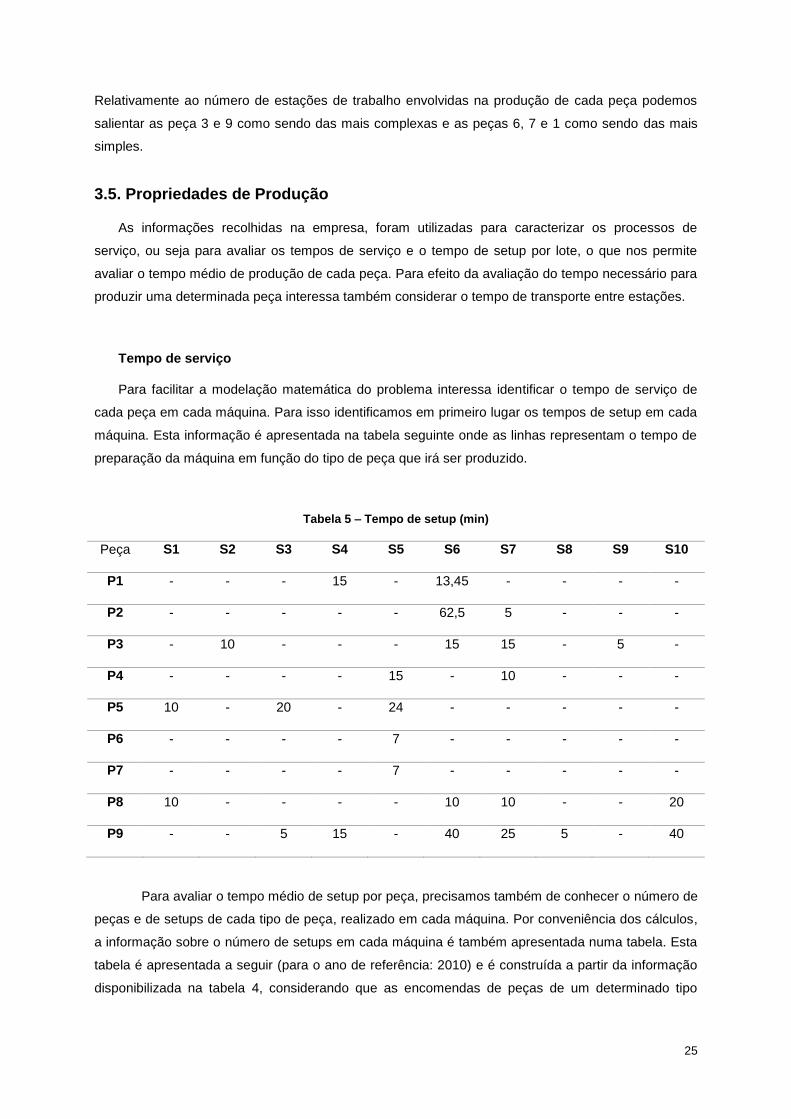
Tempo de serviço
Para facilitar a modelação matemática do problema interessa identificar o tempo de serviço de
cada peça em cada máquina. Para isso identificamos em primeiro lugar os tempos de setup em cada
máquina. Esta informação é apresentada na tabela seguinte onde as linhas representam o tempo de
preparação da máquina em função do tipo de peça que irá ser produzido.
Tabela 5 – Tempo de setup (min)
Peça S1 S2 S3 S4 S5 S6 S7 S8 S9 S10
P1 - - - 15 - 13,45 - - - -
P2 - - - - - 62,5 5 - - -
P3 - 10 - - - 15 15 - 5 -
P4 - - - - 15 - 10 - - -
P5 10 - 20 - 24 - - - - -
P6 - - - - 7 - - - - -
P7 - - - - 7 - - - - -
P8 10 - - - - 10 10 - - 20
P9 - - 5 15 - 40 25 5 - 40
Para avaliar o tempo médio de setup por peça, precisamos também de conhecer o número de
peças e de setups de cada tipo de peça, realizado em cada máquina. Por conveniência dos cálculos,
a informação sobre o número de setups em cada máquina é também apresentada numa tabela. Esta
tabela é apresentada a seguir (para o ano de referência: 2010) e é construída a partir da informação
disponibilizada na tabela 4, considerando que as encomendas de peças de um determinado tipo
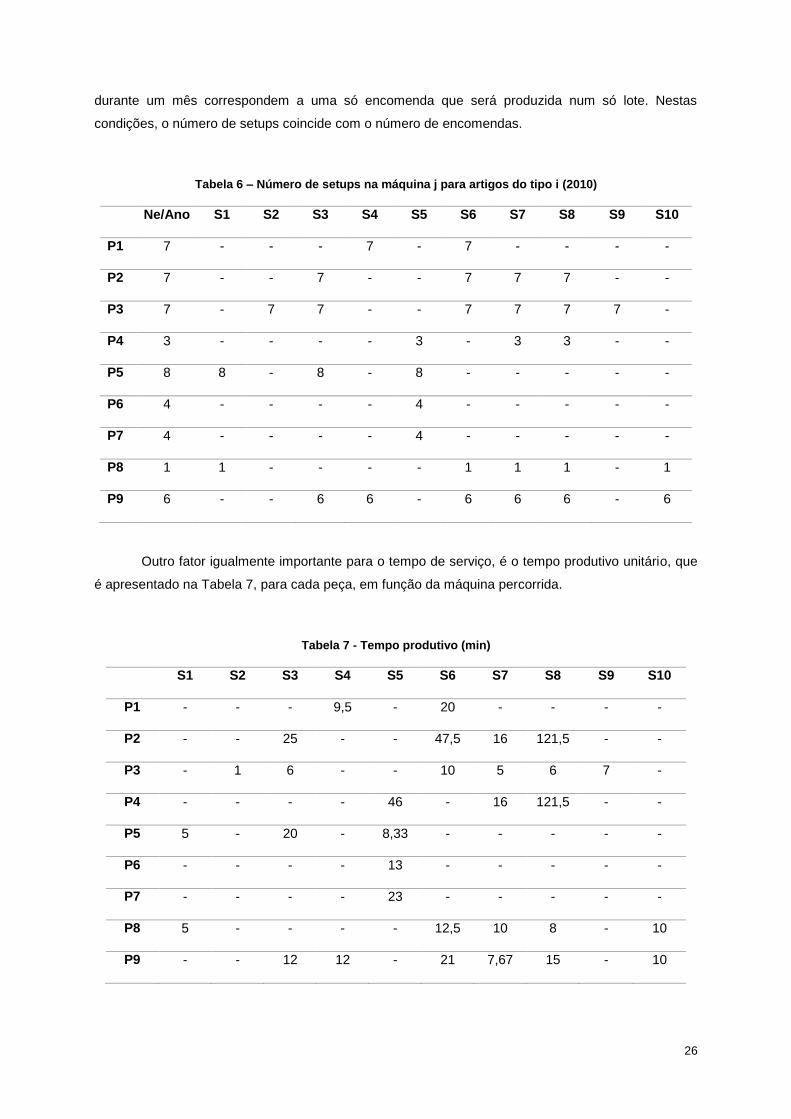
26
durante um mês correspondem a uma só encomenda que será produzida num só lote. Nestas
condições, o número de setups coincide com o número de encomendas.
Tabela 6 – Número de setups na máquina j para artigos do tipo i (2010)
Ne/Ano S1 S2 S3 S4 S5 S6 S7 S8 S9 S10
P1 7 - - - 7 - 7 - - - -
P2 7 - - 7 - - 7 7 7 - -
P3 7 - 7 7 - - 7 7 7 7 -
P4 3 - - - - 3 - 3 3 - -
P5 8 8 - 8 - 8 - - - - -
P6 4 - - - - 4 - - - - -
P7 4 - - - - 4 - - - - -
P8 1 1 - - - - 1 1 1 - 1
P9 6 - - 6 6 - 6 6 6 - 6
Outro fator igualmente importante para o tempo de serviço, é o tempo produtivo unitário, que
é apresentado na Tabela 7, para cada peça, em função da máquina percorrida.
Tabela 7 - Tempo produtivo (min)
S1 S2 S3 S4 S5 S6 S7 S8 S9 S10
P1 - - - 9,5 - 20 - - - -
P2 - - 25 - - 47,5 16 121,5 - -
P3 - 1 6 - - 10 5 6 7 -
P4 - - - - 46 - 16 121,5 - -
P5 5 - 20 - 8,33 - - - - -
P6 - - - - 13 - - - - -
P7 - - - - 23 - - - - -
P8 5 - - - - 12,5 10 8 - 10
P9 - - 12 12 - 21 7,67 15 - 10
27
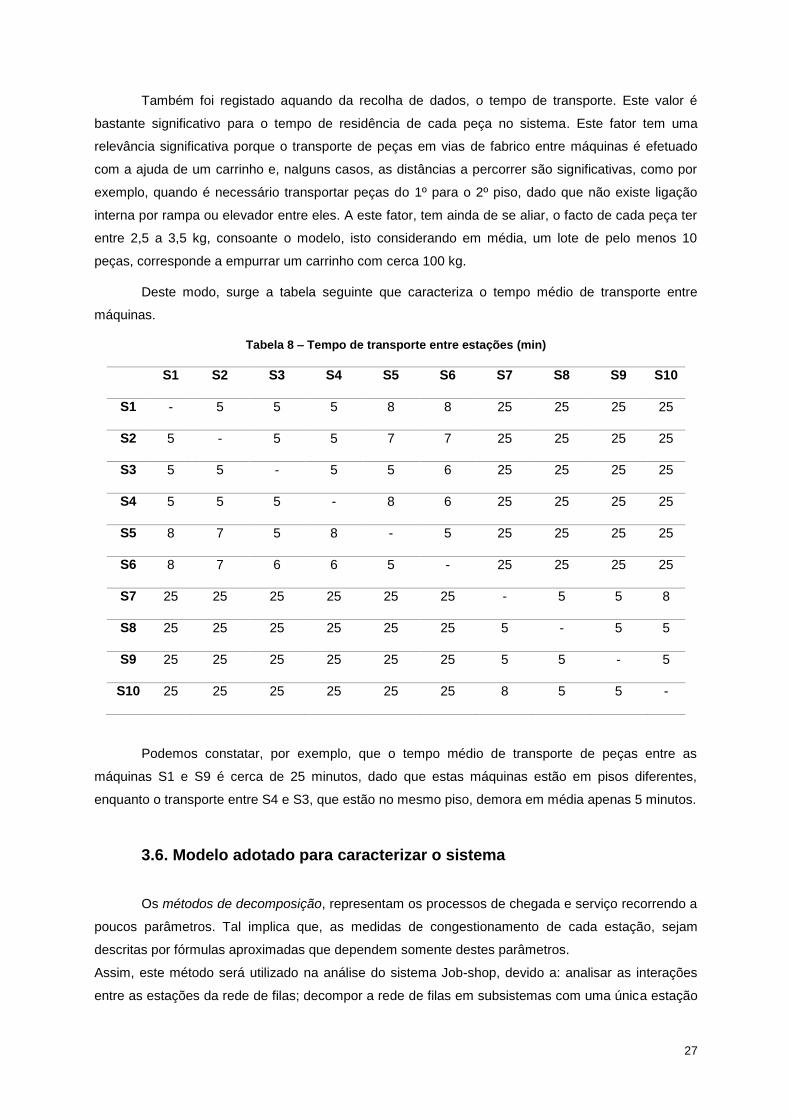
Também foi registado aquando da recolha de dados, o tempo de transporte. Este valor é
bastante significativo para o tempo de residência de cada peça no sistema. Este fator tem uma
relevância significativa porque o transporte de peças em vias de fabrico entre máquinas é efetuado
com a ajuda de um carrinho e, nalguns casos, as distâncias a percorrer são significativas, como por
exemplo, quando é necessário transportar peças do 1º para o 2º piso, dado que não existe ligação
interna por rampa ou elevador entre eles. A este fator, tem ainda de se aliar, o facto de cada peça ter
entre 2,5 a 3,5 kg, consoante o modelo, isto considerando em média, um lote de pelo menos 10
peças, corresponde a empurrar um carrinho com cerca 100 kg.
Deste modo, surge a tabela seguinte que caracteriza o tempo médio de transporte entre
máquinas.
Tabela 8 – Tempo de transporte entre estações (min)
S1 S2 S3 S4 S5 S6 S7 S8 S9 S10
S1 - 5 5 5 8 8 25 25 25 25
S2 5 - 5 5 7 7 25 25 25 25
S3 5 5 - 5 5 6 25 25 25 25
S4 5 5 5 - 8 6 25 25 25 25
S5 8 7 5 8 - 5 25 25 25 25
S6 8 7 6 6 5 - 25 25 25 25
S7 25 25 25 25 25 25 - 5 5 8
S8 25 25 25 25 25 25 5 - 5 5
S9 25 25 25 25 25 25 5 5 - 5
S10 25 25 25 25 25 25 8 5 5 -
Podemos constatar, por exemplo, que o tempo médio de transporte de peças entre as
máquinas S1 e S9 é cerca de 25 minutos, dado que estas máquinas estão em pisos diferentes,
enquanto o transporte entre S4 e S3, que estão no mesmo piso, demora em média apenas 5 minutos.
3.6. Modelo adotado para caracterizar o sistema
Os métodos de decomposição, representam os processos de chegada e serviço recorrendo a
poucos parâmetros. Tal implica que, as medidas de congestionamento de cada estação, sejam
descritas por fórmulas aproximadas que dependem somente destes parâmetros.
Assim, este método será utilizado na análise do sistema Job-shop, devido a: analisar as interações
entre as estações da rede de filas; decompor a rede de filas em subsistemas com uma única estação
28
e avaliar as medidas de desempenho de cada estação; e avaliar as medidas de desempenho da
rede. Ou seja, o método para as chegadas, representa a chegada agregada de produtos numa
estação, combinando os fluxos individuais de chegadas de outras estações. No que respeita às
partidas, são caracterizadas pelo resultado da combinação deste processo de chegadas agregadas
com o processo de serviço, sendo feita a decomposição do processo de partida agregada dos
produtos nos fluxos individuais de partidas para outras estações.
Deste modo, através da interação entre estações, pode-se caracterizar a taxa de chegada de
produtos (ּג), a taxa de serviço das estações (µ), e o tempo médio de espera na estação (W). O
método assume que tanto os intervalos de tempo entre chegadas quanto os tempos de
processamento dos jobs nas estações, são variáveis aleatórias independentes e identicamente
distribuídas.
Os problemas de projeto, abordados no presente trabalho são agrupáveis na classe SP1, pois
a mesma retrata o desempenho desejado do sistema. Isto é, permite determinar a capacidade (µ, nº
máquinas) para cada estação, de modo a minimizar o custo total de alocação de capacidade e
satisfazer a restrição de WIP desejado para a rede. Ou seja, permite avaliar as variáveis de decisão.
No entanto, esta classe também pode ser caracterizada através da determinação do número médio
de clientes no sistema ( L).
3.7. Modelo Preconizado para Caracterização do Sistema
De acordo, com o parágrafo anterior, existe a necessidade de caracterizar a taxa de chegada
de peças às máquinas. Deste modo terá de ser preconizada uma forma de determinar a mesma,
considerando as peças produzidas e a trajetória descrita entre máquinas. Para ilustrar o modelo
utilizado, consideramos a seguir uma situação simples, que nos permite deduzir o sistema de
equações para determinação das taxas de chegada.
Consideremos, que num dado ambiente Job-Shop, existem 2 máquinas diferentes (M1, M2),
e 4 peças (P1, P2, P3 e P4) diferentes a serem produzidas. Cada peça, possui uma trajetória
produtiva, como se apresenta de seguida:
Trajeto de P1: M1 – S
Trajeto de P2: M1 – M2 – S
Trajeto de P3: M2 – M1 – S
Trajeto de P4: M2 – S
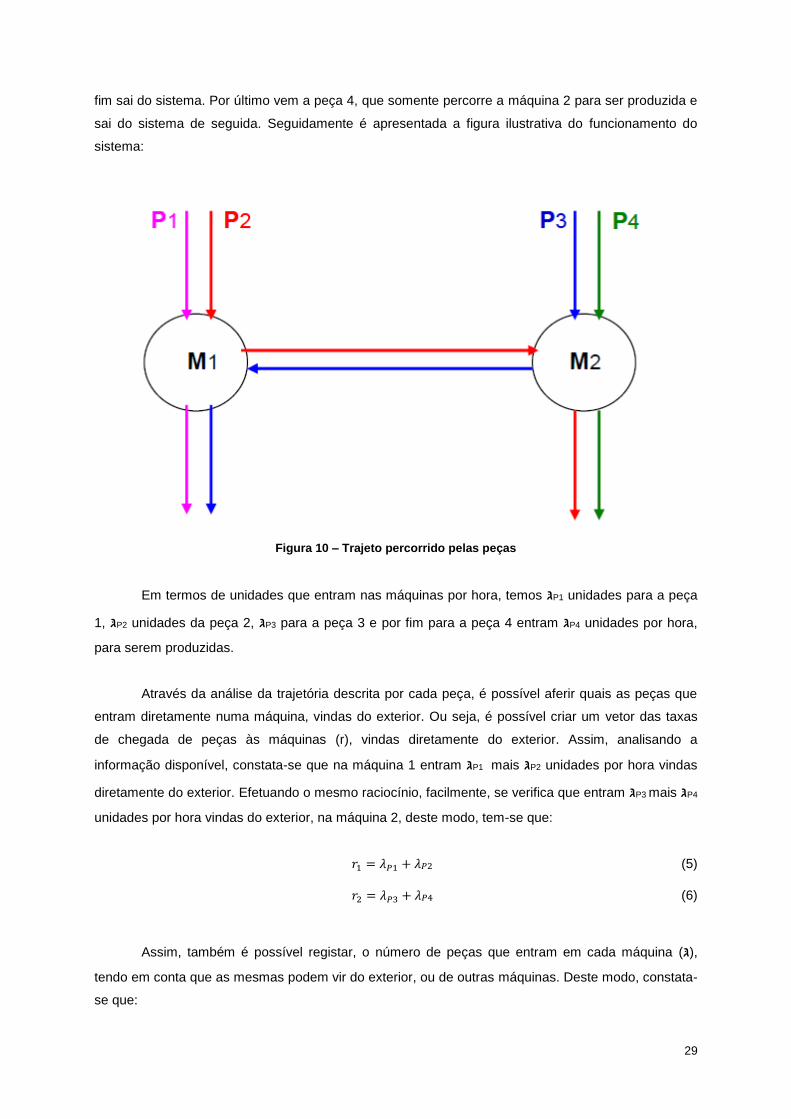
Ou seja, a peça 1, entra na máquina 1 e sai do sistema. Relativamente à peça 2, entra no
sistema através da máquina 1, passa seguidamente à máquina 2 e sai do sistema. No que diz
respeito à peça 3, entra na máquina 2 para ser produzida, seguidamente vai para a máquina 1 e por
29
fim sai do sistema. Por último vem a peça 4, que somente percorre a máquina 2 para ser produzida e
sai do sistema de seguida. Seguidamente é apresentada a figura ilustrativa do funcionamento do
sistema:
Figura 10 – Trajeto percorrido pelas peças
Em termos de unidades que entram nas máquinas por hora, temos ּגP1 unidades para a peça
,P4 unidades por horaּג P3 para a peça 3 e por fim para a peça 4 entramּג ,P2 unidades da peça 2ּג ,1
para serem produzidas.
Através da análise da trajetória descrita por cada peça, é possível aferir quais as peças que
entram diretamente numa máquina, vindas do exterior. Ou seja, é possível criar um vetor das taxas
de chegada de peças às máquinas (r), vindas diretamente do exterior. Assim, analisando a
informação disponível, constata-se que na máquina 1 entram ּגP1 mais ּגP2 unidades por hora vindas
diretamente do exterior. Efetuando o mesmo raciocínio, facilmente, se verifica que entram ּגP3 mais ּגP4
unidades por hora vindas do exterior, na máquina 2, deste modo, tem-se que:
𝑟1 = 𝜆𝑃1 + 𝜆𝑃2 (5)
𝑟2 = 𝜆𝑃3 + 𝜆𝑃4 (6)
Assim, também é possível registar, o número de peças que entram em cada máquina (ּג),
tendo em conta que as mesmas podem vir do exterior, ou de outras máquinas. Deste modo, constata-
se que:
30
𝜆1 = 𝑟1 + 𝜆𝑃3 (7)
𝜆2 = 𝑟2 + 𝜆𝑃2 (8)
Com estes dados, estamos capazes de compilar matrizes com a informação respeitante ao
número de peças a dar entrada nas máquinas, e qual o seu trajeto até sair do sistema.
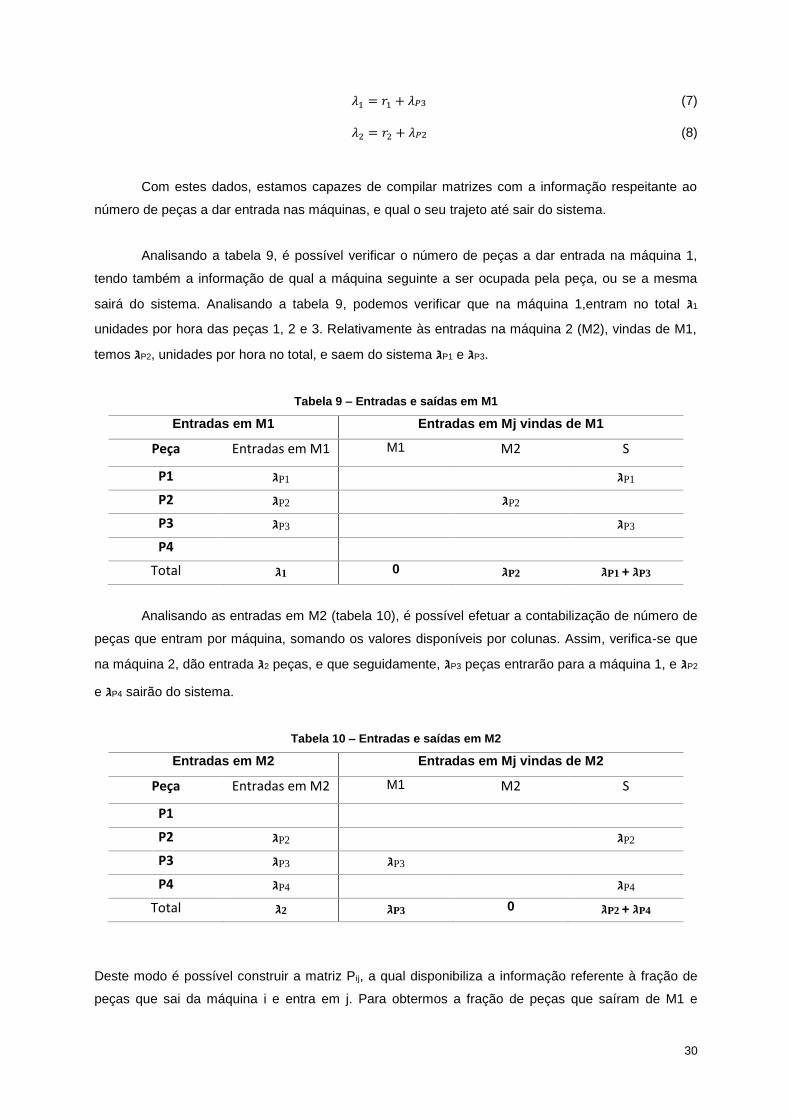
Analisando a tabela 9, é possível verificar o número de peças a dar entrada na máquina 1,
tendo também a informação de qual a máquina seguinte a ser ocupada pela peça, ou se a mesma
sairá do sistema. Analisando a tabela 9, podemos verificar que na máquina 1,entram no total 1ּג
unidades por hora das peças 1, 2 e 3. Relativamente às entradas na máquina 2 (M2), vindas de M1,
temos ּגP2, unidades por hora no total, e saem do sistema ּגP1 e ּגP3.
Tabela 9 – Entradas e saídas em M1
Entradas em M1 Entradas em Mj vindas de M1
Peça Entradas em M1 M1 M2 S
P1 ּגP1 ּגP1
P2 ּגP2 ּגP2
P3 ּגP3 ּגP3
P4
Total ּג 0 1ּגP2 ּגP1 + ּגP3
Analisando as entradas em M2 (tabela 10), é possível efetuar a contabilização de número de
peças que entram por máquina, somando os valores disponíveis por colunas. Assim, verifica-se que
na máquina 2, dão entrada 2ּג peças, e que seguidamente, ּגP3 peças entrarão para a máquina 1, e ּגP2
e ּגP4 sairão do sistema.
Tabela 10 – Entradas e saídas em M2
Entradas em M2 Entradas em Mj vindas de M2
Peça Entradas em M2 M1 M2 S
P1
P2 ּגP2 ּגP2
P3 ּגP3 ּגP3
P4 ּגP4 ּגP4
Total ּג 2ּגP3 0 ּגP2 + ּגP4
Deste modo é possível construir a matriz Pij, a qual disponibiliza a informação referente à fração de
peças que sai da máquina i e entra em j. Para obtermos a fração de peças que saíram de M1 e

31
entraram em M2 (p12), divide-se a taxa de chegada de peças a M1 (ּגP2), pela taxa de chegada total a
M1 (1ּג). No que diz respeito à fração de peças que saíram de M2 e entraram em M1 (p21), para se
obter o respetivo valor, divide-se a taxa de chegada de peças a M1 (ּגP3), pela taxa de chegada total a
M2 (2ּג).
Tabela 11 – Matriz de transferência Pij
Pij M1 M2
M1 0 p12
M2 p21 0
Ou seja,
𝑃12 =𝜆𝑃2
𝜆1
𝑃21 =𝜆𝑃3
𝜆2 (9)
A partir desta análise, podemos concluir que as taxas de chegada totais (exterior e interior) de
peças às máquinas são determinadas pelas expressões seguintes:
𝜆1 = 𝑟1 + 𝜆2𝑝21 (10)
𝜆2 = 𝑟2 + 𝜆1𝑝12 (11)
ou seja:
𝜆𝑗 = 𝑟𝑗 + ∑ 𝜆𝑘𝑀𝑘=1 𝑝𝑘𝑗 (12)
Deste modo:
[ 𝐼 − 𝑝𝑇]𝜆 = 𝑟 (13)
Sendo,
r – vetor das taxas de chegada do exterior de peças às máquinas
vetor das taxas de chegada totais de peças às máquinas - ּג
p – matriz de transferência
Para se aplicar o modelo matemático desenvolvido, terão de ser seguidos os seguintes passos:
1º Avaliar p, através de registos históricos;
2º Avaliar r de acordo com os pedidos;
3º Avaliar ּג, resolvendo o sistema de equações (13);
4º Determinar µ, de modo a satisfazer as condições de performance desejadas.
32
É de salientar que a equação 13, tem uma importância vital na análise do sistema. Isto porque é a
partir da mesma, que se irá determinar a taxa de chegada de peças às máquinas (λ), o que em
conjunto com os valores das taxas de serviço (µ), vai permitir caraterizar o funcionamento de cada
estação de trabalho.
3.7.1. Taxa de Serviço e Desempenho do sistema produtivo
Um fator importante a ser tido em conta, é o tempo de processamento de cada peça. Assim,
será necessário contabilizar o tempo de processamento do artigo em cada máquina que percorre de
modo a ser produzido, e o respetivo número a ser processado por encomenda. Não menos
importante, é o tempo de setup despendido por encomenda, mediante a peça em questão. Assim,
serão contabilizados os números de setups efetuados em cada máquina, mediante a peça a ser
elaborada.
Deste modo, estipulou-se que:
(14)
Tj – Tempo médio de processamento na estação j
Tij – Tempo de processamento do artigo i na máquina j
Tsij – Tempo de setup da peça i na máquina j
Nij – Número de artigos do tipo i processados na máquina j
Nsij – Número de setups na máquina j para peças do tipo i
De acordo com estes dados, é possível calcular a taxa de serviço de uma determinada
máquina, através de:
(15)
Onde,
µj – Taxa de serviço da máquina j
Com todos estes fatores, a serem tidos em conta, é necessário avaliar a performance do
sistema produtivo Job-shop. Assim, pode-se contabilizar o tempo que cada peça permanece no
sistema sob a influência da estação j (WTj). No entanto, tal terá de ser obtido, considerando o tempo
1
1
N
ij ij ij ij
ij N
ij
i
T N Ts Ns
T
N
1, 1,...,j
j
j MT
33
de transporte, uma vez que de acordo com a configuração da planta do sistema, o tempo que cada
peça permanece no mesmo, está diretamente ligado ao tempo de transporte entre estações (Ttjk).
Outro fator, não menos importante a ser tido em conta, é a taxa de transferência entre estações.
Assim, temos que:
𝑊𝑇𝑗 = 𝑊𝑗 + 𝑊𝑑𝑗 , 𝑗 = 1, … , 𝑀 (16)
com,
𝑊𝑑𝑗 = ∑ 𝑝𝑗𝑘𝑀+1𝑘=1 𝑇𝑡𝑗𝑘 (17)
WTj – Tempo médio de permanência no sistema, sob a influência da estação j;
Wj – Tempo médio de permanência na estação
Wdj – Tempo médio de transferência da estação j para outras estações e para o exterior;
Ttjk – tempo de transporte entre estação j e k;
pjk – taxa de transferência entre estação j e k
3.7.2. Índice de Solicitação de uma Estação no Sistema Produtivo
Será importante, saber também, qual é a estação mais solicitada no sistema, o que pode ser
identificado sabendo a proporção entre o tempo médio de permanência do sistema, sob influência de
uma estação de trabalho, e o tempo necessário para processar uma unidade do produto, na estação
considerada (e.g. Barreiros, 2013). Deste modo, conseguiremos identificar as estações de trabalho
mais solicitadas em termos de tempo de serviço e facilidade de movimentação dos produtos.
Assim, temos que:
𝑅 =𝑊𝑇𝑗
𝑇𝑗= 𝜇𝑗 𝑥 𝑊𝑇j (18)
R – Índice de solicitação da estação
WTj - Tempo de permanência no sistema, sob a influência da estação j
µj - Taxa de serviço da máquina j
Tj – Tempo médio de processamento na estação j
Um valor elevado deste indicador para uma estação (i.e. superior à média) pode, por exemplo,
ser indicador de uma má localização da estação.
34
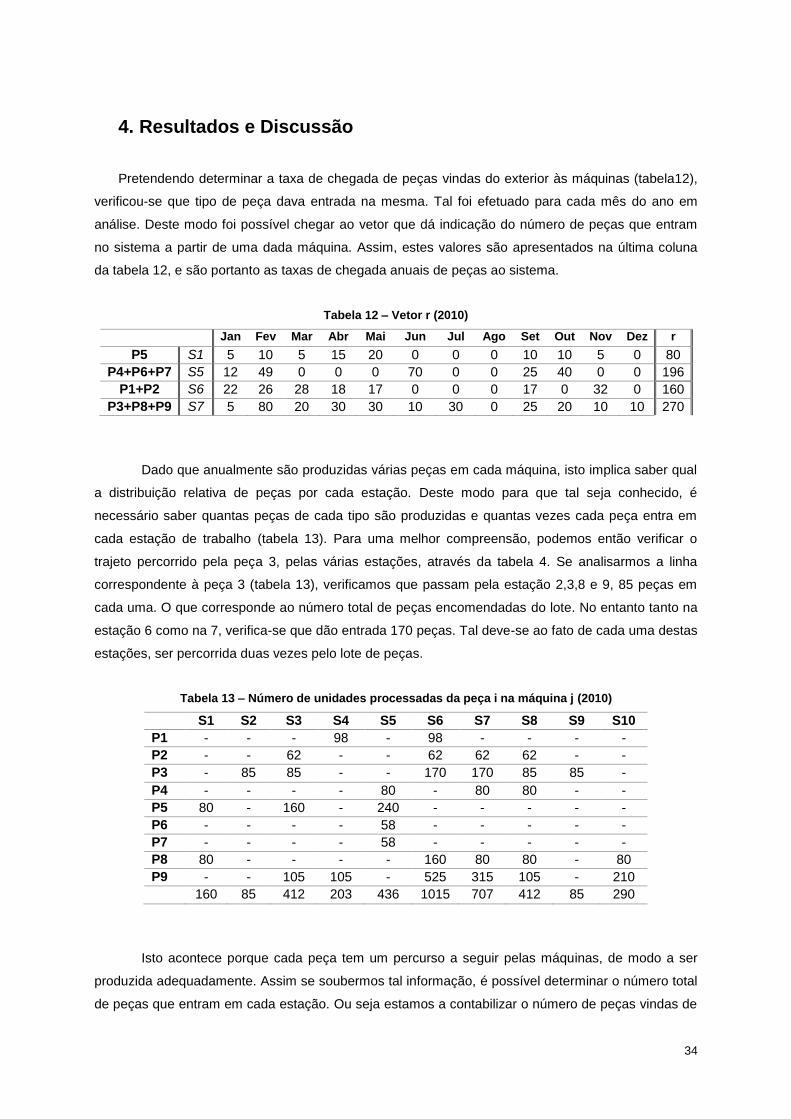
4. Resultados e Discussão
Pretendendo determinar a taxa de chegada de peças vindas do exterior às máquinas (tabela12),
verificou-se que tipo de peça dava entrada na mesma. Tal foi efetuado para cada mês do ano em
análise. Deste modo foi possível chegar ao vetor que dá indicação do número de peças que entram
no sistema a partir de uma dada máquina. Assim, estes valores são apresentados na última coluna
da tabela 12, e são portanto as taxas de chegada anuais de peças ao sistema.
Tabela 12 – Vetor r (2010)
Jan Fev Mar Abr Mai Jun Jul Ago Set Out Nov Dez r
P5 S1 5 10 5 15 20 0 0 0 10 10 5 0 80
P4+P6+P7 S5 12 49 0 0 0 70 0 0 25 40 0 0 196
P1+P2 S6 22 26 28 18 17 0 0 0 17 0 32 0 160
P3+P8+P9 S7 5 80 20 30 30 10 30 0 25 20 10 10 270
Dado que anualmente são produzidas várias peças em cada máquina, isto implica saber qual
a distribuição relativa de peças por cada estação. Deste modo para que tal seja conhecido, é
necessário saber quantas peças de cada tipo são produzidas e quantas vezes cada peça entra em
cada estação de trabalho (tabela 13). Para uma melhor compreensão, podemos então verificar o
trajeto percorrido pela peça 3, pelas várias estações, através da tabela 4. Se analisarmos a linha
correspondente à peça 3 (tabela 13), verificamos que passam pela estação 2,3,8 e 9, 85 peças em
cada uma. O que corresponde ao número total de peças encomendadas do lote. No entanto tanto na
estação 6 como na 7, verifica-se que dão entrada 170 peças. Tal deve-se ao fato de cada uma destas
estações, ser percorrida duas vezes pelo lote de peças.
Tabela 13 – Número de unidades processadas da peça i na máquina j (2010)
S1 S2 S3 S4 S5 S6 S7 S8 S9 S10
P1 - - - 98 - 98 - - - -
P2 - - 62 - - 62 62 62 - -
P3 - 85 85 - - 170 170 85 85 -
P4 - - - - 80 - 80 80 - -
P5 80 - 160 - 240 - - - - -
P6 - - - - 58 - - - - -
P7 - - - - 58 - - - - -
P8 80 - - - - 160 80 80 - 80
P9 - - 105 105 - 525 315 105 - 210
160 85 412 203 436 1015 707 412 85 290
Isto acontece porque cada peça tem um percurso a seguir pelas máquinas, de modo a ser
produzida adequadamente. Assim se soubermos tal informação, é possível determinar o número total
de peças que entram em cada estação. Ou seja estamos a contabilizar o número de peças vindas de

35
Mi e que vão para Mj. Se soubermos o número de peças entradas em Mj vindas de Mi, e se as
dividirmos pelo número total de peças entradas em Mi, obtemos a distribuição relativa para essa
estação (tabela 14). Esta distribuição relativa é obtida, seguindo o procedimento adotado. Assim, para
uma melhor interpretação da tabela apresentada, se analisarmos todas as peças que entraram em
S5, vindas de S3, verifica-se que são 80. Por outro lado, o número total de peças que entra em S3
são 412, como se pode ver na tabela 13, na coluna referente à máquina analisada. Deste modo, se
dividirmos um valor pelo outro, obtemos o valor de 0,19 como apresentado na tabela seguinte para a
linha S3 e coluna S5. No anexo B, são apresentadas as tabelas de análise da distribuição relativa,
com base na metodologia referida, que deu origem à tabela seguinte, que é apresentada de forma
compacta.
Tabela 14 – Distribuição relativa (2010)
S1 S2 S3 S4 S5 S6 S7 S8 S9 S10 EXIT
S1 - - - - 0,50 0,50 - - - - -
S2 - - 1,00 - - - - - - - -
S3 - - 0,19 - 0,19 0,21 - 0,15 - 0,26 -
S4 - - 0,52 - - - - - - - 0,48
S5 - - 0,18 - 0,18 - 0,18 - - - 0,45
S6 - - - 0,10 - 0,10 0,35 0,27 - 0,18 -
S7 - 0,12 0,09 0,15 - 0,53 - 0,11 - - -
S8 0,19 - - - - 0,26 - - 0,21 - 0,35
S9 - - - - - - - - - 1,00
S10 0,37 0,63
Deste modo, e para se obter os valores das taxas totais de chegada de produtos às estações
de trabalho, é necessário saber quantas peças entram em cada estação vindas diretamente do
exterior. Se analisarmos o trajeto de cada peça, e o respetivo número de peças encomendadas,
obtemos a taxa de entrada nas máquinas vindas diretamente do exterior (r), como se pode verificar
na tabela 12.
De acordo com a equação 11, é possível obter λ. Ou seja, obtemos a taxa total de produtos
que chegam a cada estação de trabalho, através da resolução do sistema de equações. Os
resultados, encontram-se na tabela 15.
Analisando a tabela 15 apresentada, podemos constatar que os produtos entram no sistema
pela estação S1, S5, S6 e S7, e que as estações com maior solicitação (valor de λ acima da média),
são a: S3,S5,S6,S7 e S8. Para obtermos os valores convertidos de ano para minutos, foi necessário
assumir que cada mês tinha 22 dias de trabalho efetivo e que cada dia de trabalho compreende 8h.
Tabela 15 – Taxa de produtos que chegam às estações: vindos do exterior e global (2010)
S1 S2 S3 S4 S5 S6 S7 S8 S9 S10
r (ano-1) 80,0 - - - 196,0 160,0 270,0 - - -
λ (ano-1) 159,7 84,7 411,6 203,4 435,4 1012,7 706,1 410,1 84,6 289,3
λ (min-1) 0,001 0,001 0,003 0,002 0,003 0,008 0,006 0,003 0,001 0,002
36
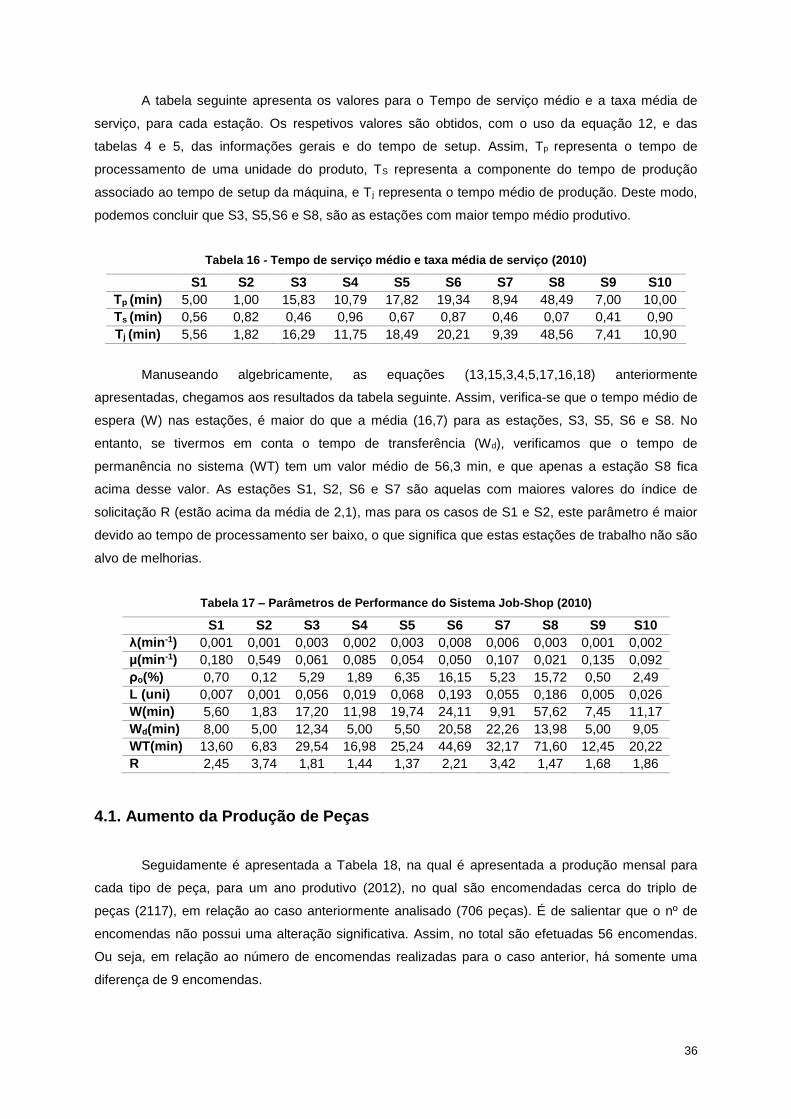
A tabela seguinte apresenta os valores para o Tempo de serviço médio e a taxa média de
serviço, para cada estação. Os respetivos valores são obtidos, com o uso da equação 12, e das
tabelas 4 e 5, das informações gerais e do tempo de setup. Assim, Tp representa o tempo de
processamento de uma unidade do produto, TS representa a componente do tempo de produção
associado ao tempo de setup da máquina, e T j representa o tempo médio de produção. Deste modo,
podemos concluir que S3, S5,S6 e S8, são as estações com maior tempo médio produtivo.
Tabela 16 - Tempo de serviço médio e taxa média de serviço (2010)
S1 S2 S3 S4 S5 S6 S7 S8 S9 S10
Tp (min) 5,00 1,00 15,83 10,79 17,82 19,34 8,94 48,49 7,00 10,00
Ts (min) 0,56 0,82 0,46 0,96 0,67 0,87 0,46 0,07 0,41 0,90
Tj (min) 5,56 1,82 16,29 11,75 18,49 20,21 9,39 48,56 7,41 10,90
Manuseando algebricamente, as equações (13,15,3,4,5,17,16,18) anteriormente
apresentadas, chegamos aos resultados da tabela seguinte. Assim, verifica-se que o tempo médio de
espera (W) nas estações, é maior do que a média (16,7) para as estações, S3, S5, S6 e S8. No
entanto, se tivermos em conta o tempo de transferência (Wd), verificamos que o tempo de
permanência no sistema (WT) tem um valor médio de 56,3 min, e que apenas a estação S8 fica
acima desse valor. As estações S1, S2, S6 e S7 são aquelas com maiores valores do índice de
solicitação R (estão acima da média de 2,1), mas para os casos de S1 e S2, este parâmetro é maior
devido ao tempo de processamento ser baixo, o que significa que estas estações de trabalho não são
alvo de melhorias.
Tabela 17 – Parâmetros de Performance do Sistema Job-Shop (2010)
S1 S2 S3 S4 S5 S6 S7 S8 S9 S10
λ(min-1) 0,001 0,001 0,003 0,002 0,003 0,008 0,006 0,003 0,001 0,002
µ(min-1) 0,180 0,549 0,061 0,085 0,054 0,050 0,107 0,021 0,135 0,092
ρo(%) 0,70 0,12 5,29 1,89 6,35 16,15 5,23 15,72 0,50 2,49
L (uni) 0,007 0,001 0,056 0,019 0,068 0,193 0,055 0,186 0,005 0,026
W(min) 5,60 1,83 17,20 11,98 19,74 24,11 9,91 57,62 7,45 11,17
Wd(min) 8,00 5,00 12,34 5,00 5,50 20,58 22,26 13,98 5,00 9,05
WT(min) 13,60 6,83 29,54 16,98 25,24 44,69 32,17 71,60 12,45 20,22
R 2,45 3,74 1,81 1,44 1,37 2,21 3,42 1,47 1,68 1,86
4.1. Aumento da Produção de Peças
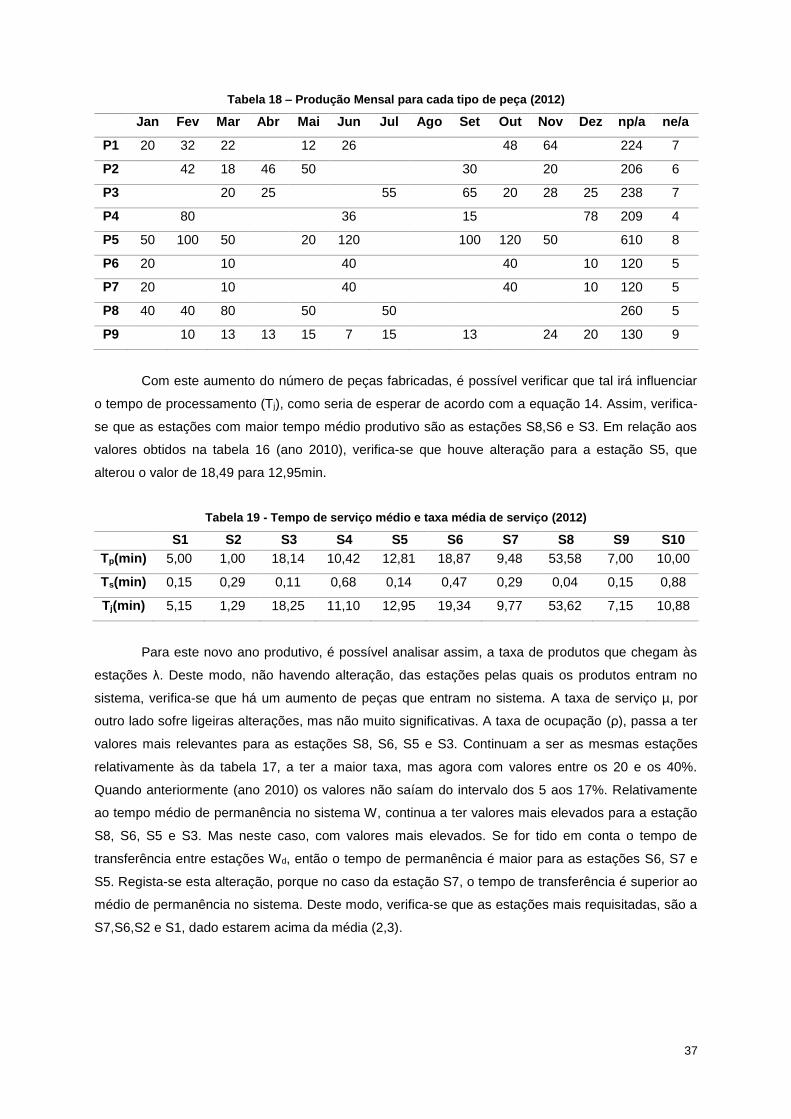
Seguidamente é apresentada a Tabela 18, na qual é apresentada a produção mensal para
cada tipo de peça, para um ano produtivo (2012), no qual são encomendadas cerca do triplo de
peças (2117), em relação ao caso anteriormente analisado (706 peças). É de salientar que o nº de
encomendas não possui uma alteração significativa. Assim, no total são efetuadas 56 encomendas.
Ou seja, em relação ao número de encomendas realizadas para o caso anterior, há somente uma
diferença de 9 encomendas.
37
Tabela 18 – Produção Mensal para cada tipo de peça (2012)
Jan Fev Mar Abr Mai Jun Jul Ago Set Out Nov Dez np/a ne/a
P1 20 32 22 12 26 48 64 224 7
P2 42 18 46 50 30 20 206 6
P3 20 25 55 65 20 28 25 238 7
P4 80 36 15 78 209 4
P5 50 100 50 20 120 100 120 50 610 8
P6 20 10 40 40 10 120 5
P7 20 10 40 40 10 120 5
P8 40 40 80 50 50 260 5
P9 10 13 13 15 7 15 13 24 20 130 9
Com este aumento do número de peças fabricadas, é possível verificar que tal irá influenciar
o tempo de processamento (Tj), como seria de esperar de acordo com a equação 14. Assim, verifica-
se que as estações com maior tempo médio produtivo são as estações S8,S6 e S3. Em relação aos
valores obtidos na tabela 16 (ano 2010), verifica-se que houve alteração para a estação S5, que
alterou o valor de 18,49 para 12,95min.
Tabela 19 - Tempo de serviço médio e taxa média de serviço (2012)
S1 S2 S3 S4 S5 S6 S7 S8 S9 S10
Tp(min) 5,00 1,00 18,14 10,42 12,81 18,87 9,48 53,58 7,00 10,00
Ts(min) 0,15 0,29 0,11 0,68 0,14 0,47 0,29 0,04 0,15 0,88
Tj(min) 5,15 1,29 18,25 11,10 12,95 19,34 9,77 53,62 7,15 10,88
Para este novo ano produtivo, é possível analisar assim, a taxa de produtos que chegam às
estações λ. Deste modo, não havendo alteração, das estações pelas quais os produtos entram no
sistema, verifica-se que há um aumento de peças que entram no sistema. A taxa de serviço µ, por
outro lado sofre ligeiras alterações, mas não muito significativas. A taxa de ocupação (ρ), passa a ter
valores mais relevantes para as estações S8, S6, S5 e S3. Continuam a ser as mesmas estações
relativamente às da tabela 17, a ter a maior taxa, mas agora com valores entre os 20 e os 40%.
Quando anteriormente (ano 2010) os valores não saíam do intervalo dos 5 aos 17%. Relativamente
ao tempo médio de permanência no sistema W, continua a ter valores mais elevados para a estação
S8, S6, S5 e S3. Mas neste caso, com valores mais elevados. Se for tido em conta o tempo de
transferência entre estações Wd, então o tempo de permanência é maior para as estações S6, S7 e
S5. Regista-se esta alteração, porque no caso da estação S7, o tempo de transferência é superior ao
médio de permanência no sistema. Deste modo, verifica-se que as estações mais requisitadas, são a
S7,S6,S2 e S1, dado estarem acima da média (2,3).
38
Tabela 20 - Parâmetros de Performance do Sistema Job-Shop (2012)
S1 S2 S3 S4 S5 S6 S7 S8 S9 S10
λ(min-1) 0,007 0,002 0,014 0,003 0,018 0,016 0,012 0,008 0,002 0,004
µ(min-1) 0,194 0,773 0,055 0,090 0,077 0,052 0,102 0,019 0,140 0,092
Ro(%) 3,54 0,24 25,88 3,10 23,31 31,76 11,90 44,30 1,35 4,47
L(unids) 0,037 0,002 0,349 0,032 0,304 0,466 0,135 0,795 0,014 0,047
W(min) 5,34 1,30 24,63 11,45 16,88 28,35 11,09 96,27 7,24 11,39
Wd(min) 8,00 5,00 7,17 5,00 3,64 21,398 22,28 12,48 5,00 6,25
WT(min) 13,34 6,30 31,80 16,45 20,52 49,75 33,37 108,75 12,24 17,64
R 2,59 4,87 1,74 1,48 1,59 2,57 3,41 2,03 1,71 1,62
4.2. Aumento de Peças e do Número de Encomendas
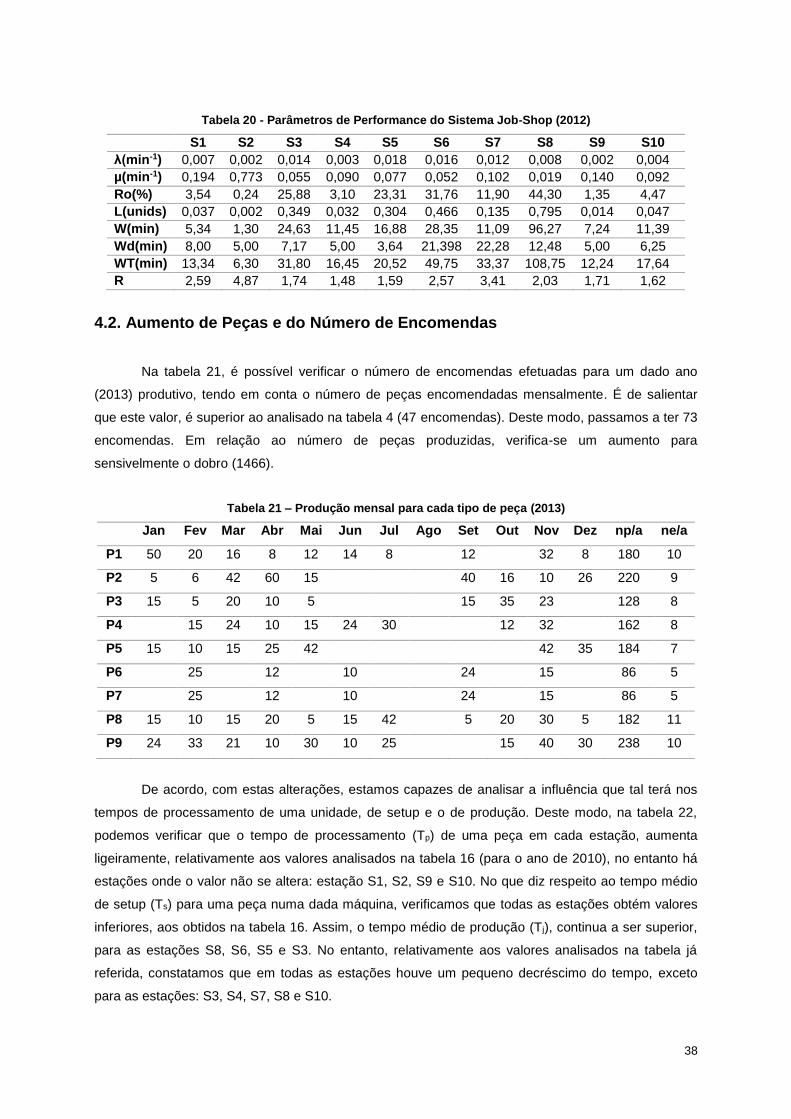
Na tabela 21, é possível verificar o número de encomendas efetuadas para um dado ano
(2013) produtivo, tendo em conta o número de peças encomendadas mensalmente. É de salientar
que este valor, é superior ao analisado na tabela 4 (47 encomendas). Deste modo, passamos a ter 73
encomendas. Em relação ao número de peças produzidas, verifica-se um aumento para
sensivelmente o dobro (1466).
Tabela 21 – Produção mensal para cada tipo de peça (2013)
Jan Fev Mar Abr Mai Jun Jul Ago Set Out Nov Dez np/a ne/a
P1 50 20 16 8 12 14 8 12 32 8 180 10
P2 5 6 42 60 15 40 16 10 26 220 9
P3 15 5 20 10 5 15 35 23 128 8
P4 15 24 10 15 24 30 12 32 162 8
P5 15 10 15 25 42 42 35 184 7
P6 25 12 10 24 15 86 5
P7 25 12 10 24 15 86 5
P8 15 10 15 20 5 15 42 5 20 30 5 182 11
P9 24 33 21 10 30 10 25 15 40 30 238 10
De acordo, com estas alterações, estamos capazes de analisar a influência que tal terá nos
tempos de processamento de uma unidade, de setup e o de produção. Deste modo, na tabela 22,
podemos verificar que o tempo de processamento (Tp) de uma peça em cada estação, aumenta
ligeiramente, relativamente aos valores analisados na tabela 16 (para o ano de 2010), no entanto há
estações onde o valor não se altera: estação S1, S2, S9 e S10. No que diz respeito ao tempo médio
de setup (Ts) para uma peça numa dada máquina, verificamos que todas as estações obtém valores
inferiores, aos obtidos na tabela 16. Assim, o tempo médio de produção (Tj), continua a ser superior,
para as estações S8, S6, S5 e S3. No entanto, relativamente aos valores analisados na tabela já
referida, constatamos que em todas as estações houve um pequeno decréscimo do tempo, exceto
para as estações: S3, S4, S7, S8 e S10.
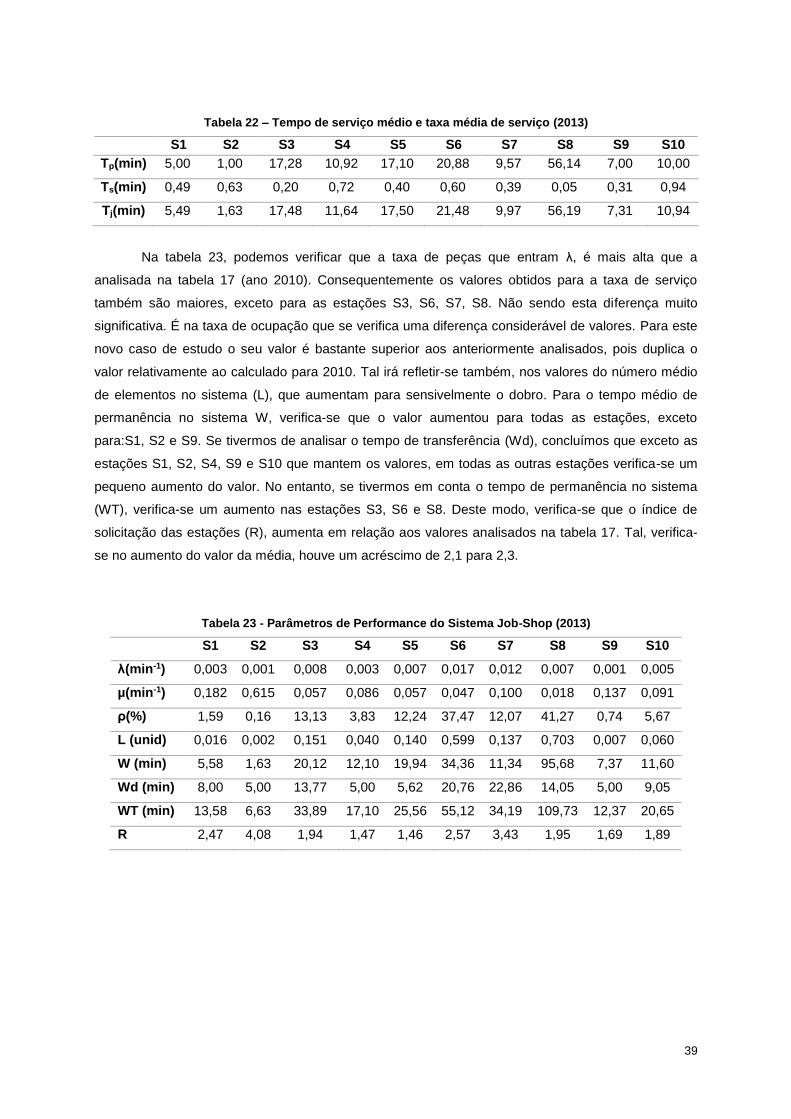
39
Tabela 22 – Tempo de serviço médio e taxa média de serviço (2013)
S1 S2 S3 S4 S5 S6 S7 S8 S9 S10
Tp(min) 5,00 1,00 17,28 10,92 17,10 20,88 9,57 56,14 7,00 10,00
Ts(min) 0,49 0,63 0,20 0,72 0,40 0,60 0,39 0,05 0,31 0,94
Tj(min) 5,49 1,63 17,48 11,64 17,50 21,48 9,97 56,19 7,31 10,94
Na tabela 23, podemos verificar que a taxa de peças que entram λ, é mais alta que a
analisada na tabela 17 (ano 2010). Consequentemente os valores obtidos para a taxa de serviço
também são maiores, exceto para as estações S3, S6, S7, S8. Não sendo esta diferença muito
significativa. É na taxa de ocupação que se verifica uma diferença considerável de valores. Para este
novo caso de estudo o seu valor é bastante superior aos anteriormente analisados, pois duplica o
valor relativamente ao calculado para 2010. Tal irá refletir-se também, nos valores do número médio
de elementos no sistema (L), que aumentam para sensivelmente o dobro. Para o tempo médio de
permanência no sistema W, verifica-se que o valor aumentou para todas as estações, exceto
para:S1, S2 e S9. Se tivermos de analisar o tempo de transferência (Wd), concluímos que exceto as
estações S1, S2, S4, S9 e S10 que mantem os valores, em todas as outras estações verifica-se um
pequeno aumento do valor. No entanto, se tivermos em conta o tempo de permanência no sistema
(WT), verifica-se um aumento nas estações S3, S6 e S8. Deste modo, verifica-se que o índice de
solicitação das estações (R), aumenta em relação aos valores analisados na tabela 17. Tal, verifica-
se no aumento do valor da média, houve um acréscimo de 2,1 para 2,3.
Tabela 23 - Parâmetros de Performance do Sistema Job-Shop (2013)
S1 S2 S3 S4 S5 S6 S7 S8 S9 S10
λ(min-1) 0,003 0,001 0,008 0,003 0,007 0,017 0,012 0,007 0,001 0,005
µ(min-1) 0,182 0,615 0,057 0,086 0,057 0,047 0,100 0,018 0,137 0,091
ρ(%) 1,59 0,16 13,13 3,83 12,24 37,47 12,07 41,27 0,74 5,67
L (unid) 0,016 0,002 0,151 0,040 0,140 0,599 0,137 0,703 0,007 0,060
W (min) 5,58 1,63 20,12 12,10 19,94 34,36 11,34 95,68 7,37 11,60
Wd (min) 8,00 5,00 13,77 5,00 5,62 20,76 22,86 14,05 5,00 9,05
WT (min) 13,58 6,63 33,89 17,10 25,56 55,12 34,19 109,73 12,37 20,65
R 2,47 4,08 1,94 1,47 1,46 2,57 3,43 1,95 1,69 1,89
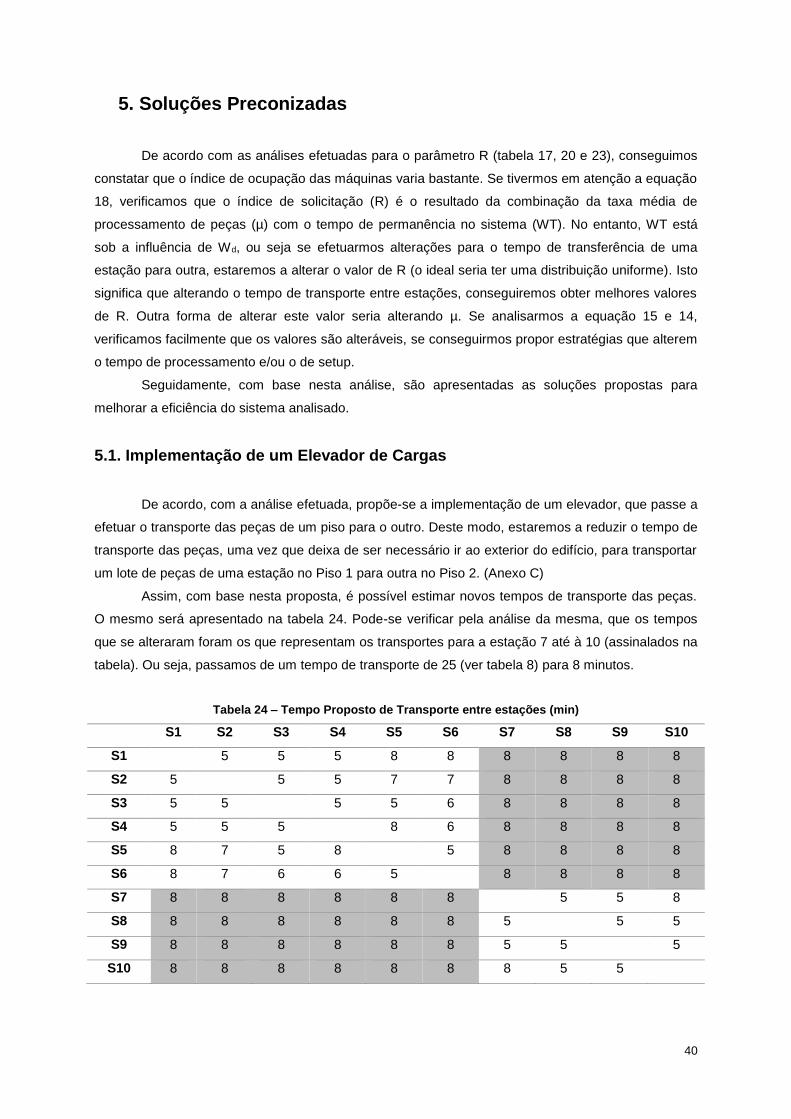
40
5. Soluções Preconizadas
De acordo com as análises efetuadas para o parâmetro R (tabela 17, 20 e 23), conseguimos
constatar que o índice de ocupação das máquinas varia bastante. Se tivermos em atenção a equação
18, verificamos que o índice de solicitação (R) é o resultado da combinação da taxa média de
processamento de peças (µ) com o tempo de permanência no sistema (WT). No entanto, WT está
sob a influência de Wd, ou seja se efetuarmos alterações para o tempo de transferência de uma
estação para outra, estaremos a alterar o valor de R (o ideal seria ter uma distribuição uniforme). Isto
significa que alterando o tempo de transporte entre estações, conseguiremos obter melhores valores
de R. Outra forma de alterar este valor seria alterando µ. Se analisarmos a equação 15 e 14,
verificamos facilmente que os valores são alteráveis, se conseguirmos propor estratégias que alterem
o tempo de processamento e/ou o de setup.
Seguidamente, com base nesta análise, são apresentadas as soluções propostas para
melhorar a eficiência do sistema analisado.
5.1. Implementação de um Elevador de Cargas
De acordo, com a análise efetuada, propõe-se a implementação de um elevador, que passe a
efetuar o transporte das peças de um piso para o outro. Deste modo, estaremos a reduzir o tempo de
transporte das peças, uma vez que deixa de ser necessário ir ao exterior do edifício, para transportar
um lote de peças de uma estação no Piso 1 para outra no Piso 2. (Anexo C)
Assim, com base nesta proposta, é possível estimar novos tempos de transporte das peças.
O mesmo será apresentado na tabela 24. Pode-se verificar pela análise da mesma, que os tempos
que se alteraram foram os que representam os transportes para a estação 7 até à 10 (assinalados na
tabela). Ou seja, passamos de um tempo de transporte de 25 (ver tabela 8) para 8 minutos.
Tabela 24 – Tempo Proposto de Transporte entre estações (min)
S1 S2 S3 S4 S5 S6 S7 S8 S9 S10
S1 5 5 5 8 8 8 8 8 8
S2 5 5 5 7 7 8 8 8 8
S3 5 5 5 5 6 8 8 8 8
S4 5 5 5 8 6 8 8 8 8
S5 8 7 5 8 5 8 8 8 8
S6 8 7 6 6 5 8 8 8 8
S7 8 8 8 8 8 8 5 5 8
S8 8 8 8 8 8 8 5 5 5
S9 8 8 8 8 8 8 5 5 5
S10 8 8 8 8 8 8 8 5 5
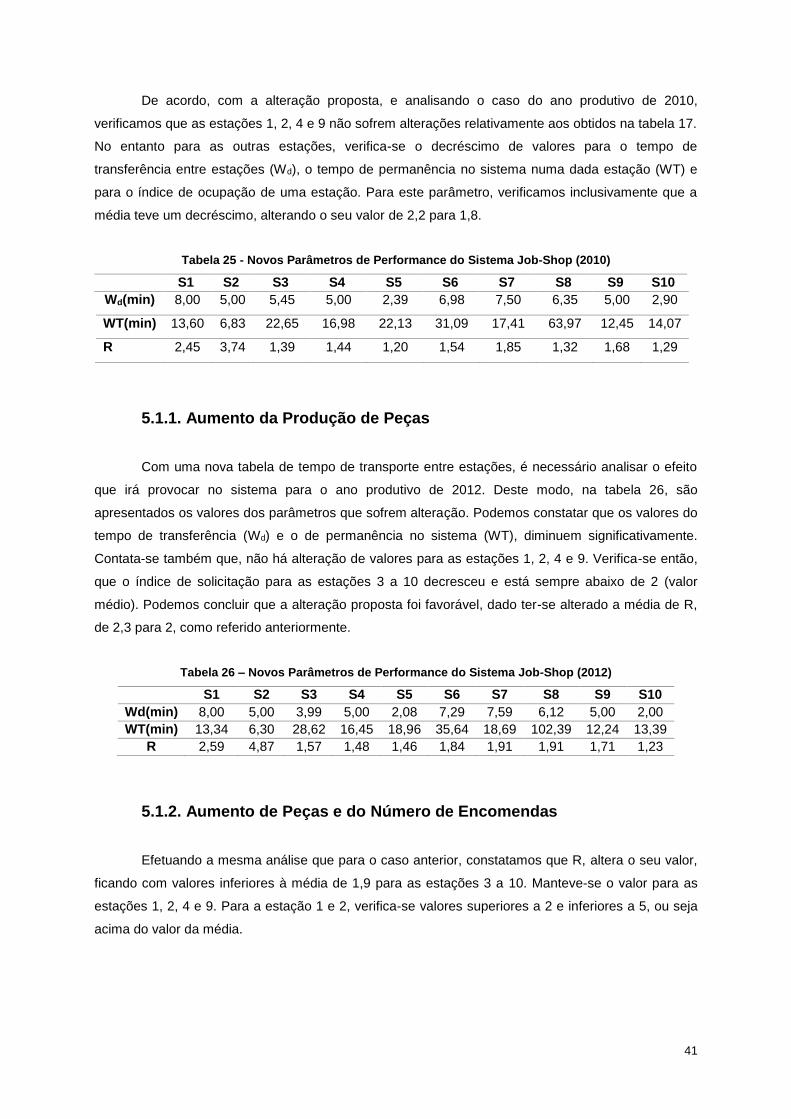
41
De acordo, com a alteração proposta, e analisando o caso do ano produtivo de 2010,
verificamos que as estações 1, 2, 4 e 9 não sofrem alterações relativamente aos obtidos na tabela 17.
No entanto para as outras estações, verifica-se o decréscimo de valores para o tempo de
transferência entre estações (Wd), o tempo de permanência no sistema numa dada estação (WT) e
para o índice de ocupação de uma estação. Para este parâmetro, verificamos inclusivamente que a
média teve um decréscimo, alterando o seu valor de 2,2 para 1,8.
Tabela 25 - Novos Parâmetros de Performance do Sistema Job-Shop (2010)
S1 S2 S3 S4 S5 S6 S7 S8 S9 S10
Wd(min) 8,00 5,00 5,45 5,00 2,39 6,98 7,50 6,35 5,00 2,90
WT(min) 13,60 6,83 22,65 16,98 22,13 31,09 17,41 63,97 12,45 14,07
R 2,45 3,74 1,39 1,44 1,20 1,54 1,85 1,32 1,68 1,29
5.1.1. Aumento da Produção de Peças
Com uma nova tabela de tempo de transporte entre estações, é necessário analisar o efeito
que irá provocar no sistema para o ano produtivo de 2012. Deste modo, na tabela 26, são
apresentados os valores dos parâmetros que sofrem alteração. Podemos constatar que os valores do
tempo de transferência (Wd) e o de permanência no sistema (WT), diminuem significativamente.
Contata-se também que, não há alteração de valores para as estações 1, 2, 4 e 9. Verifica-se então,
que o índice de solicitação para as estações 3 a 10 decresceu e está sempre abaixo de 2 (valor
médio). Podemos concluir que a alteração proposta foi favorável, dado ter-se alterado a média de R,
de 2,3 para 2, como referido anteriormente.
Tabela 26 – Novos Parâmetros de Performance do Sistema Job-Shop (2012)
S1 S2 S3 S4 S5 S6 S7 S8 S9 S10
Wd(min) 8,00 5,00 3,99 5,00 2,08 7,29 7,59 6,12 5,00 2,00
WT(min) 13,34 6,30 28,62 16,45 18,96 35,64 18,69 102,39 12,24 13,39
R 2,59 4,87 1,57 1,48 1,46 1,84 1,91 1,91 1,71 1,23
5.1.2. Aumento de Peças e do Número de Encomendas
Efetuando a mesma análise que para o caso anterior, constatamos que R, altera o seu valor,
ficando com valores inferiores à média de 1,9 para as estações 3 a 10. Manteve-se o valor para as
estações 1, 2, 4 e 9. Para a estação 1 e 2, verifica-se valores superiores a 2 e inferiores a 5, ou seja
acima do valor da média.
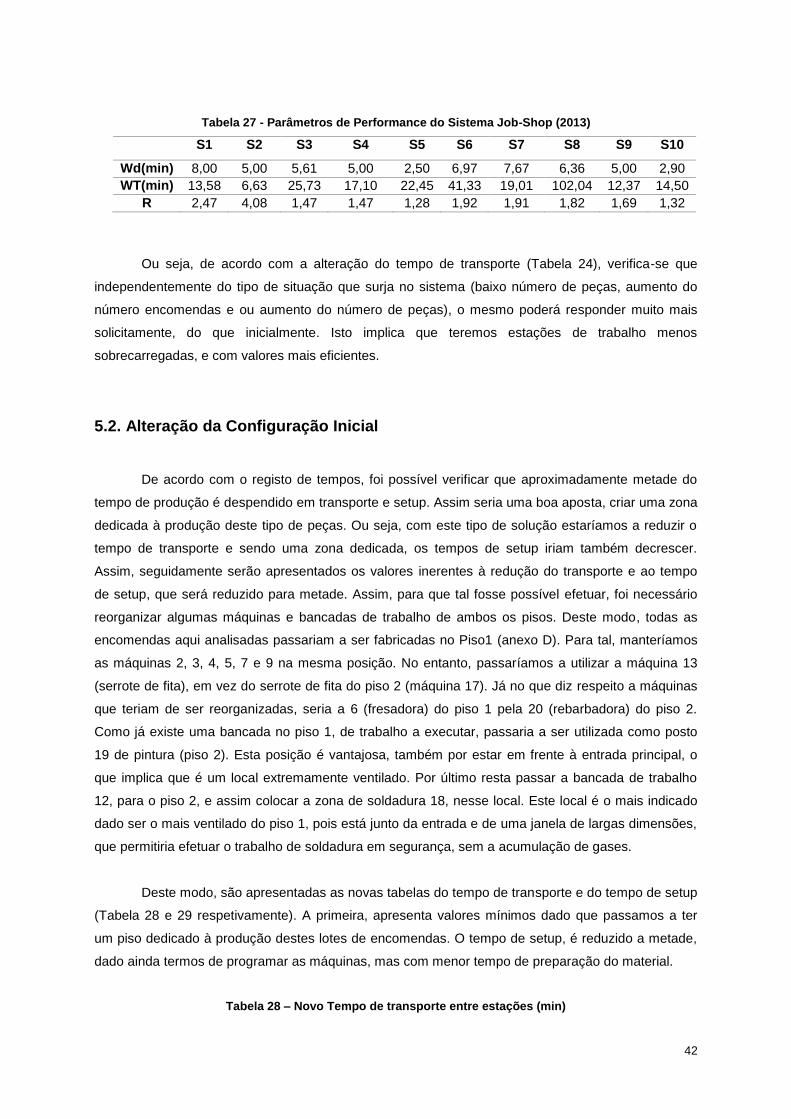
42
Tabela 27 - Parâmetros de Performance do Sistema Job-Shop (2013)
S1 S2 S3 S4 S5 S6 S7 S8 S9 S10
Wd(min) 8,00 5,00 5,61 5,00 2,50 6,97 7,67 6,36 5,00 2,90
WT(min) 13,58 6,63 25,73 17,10 22,45 41,33 19,01 102,04 12,37 14,50
R 2,47 4,08 1,47 1,47 1,28 1,92 1,91 1,82 1,69 1,32
Ou seja, de acordo com a alteração do tempo de transporte (Tabela 24), verifica-se que
independentemente do tipo de situação que surja no sistema (baixo número de peças, aumento do
número encomendas e ou aumento do número de peças), o mesmo poderá responder muito mais
solicitamente, do que inicialmente. Isto implica que teremos estações de trabalho menos
sobrecarregadas, e com valores mais eficientes.
5.2. Alteração da Configuração Inicial
De acordo com o registo de tempos, foi possível verificar que aproximadamente metade do
tempo de produção é despendido em transporte e setup. Assim seria uma boa aposta, criar uma zona
dedicada à produção deste tipo de peças. Ou seja, com este tipo de solução estaríamos a reduzir o
tempo de transporte e sendo uma zona dedicada, os tempos de setup iriam também decrescer.
Assim, seguidamente serão apresentados os valores inerentes à redução do transporte e ao tempo
de setup, que será reduzido para metade. Assim, para que tal fosse possível efetuar, foi necessário
reorganizar algumas máquinas e bancadas de trabalho de ambos os pisos. Deste modo, todas as
encomendas aqui analisadas passariam a ser fabricadas no Piso1 (anexo D). Para tal, manteríamos
as máquinas 2, 3, 4, 5, 7 e 9 na mesma posição. No entanto, passaríamos a utilizar a máquina 13
(serrote de fita), em vez do serrote de fita do piso 2 (máquina 17). Já no que diz respeito a máquinas
que teriam de ser reorganizadas, seria a 6 (fresadora) do piso 1 pela 20 (rebarbadora) do piso 2.
Como já existe uma bancada no piso 1, de trabalho a executar, passaria a ser utilizada como posto
19 de pintura (piso 2). Esta posição é vantajosa, também por estar em frente à entrada principal, o
que implica que é um local extremamente ventilado. Por último resta passar a bancada de trabalho
12, para o piso 2, e assim colocar a zona de soldadura 18, nesse local. Este local é o mais indicado
dado ser o mais ventilado do piso 1, pois está junto da entrada e de uma janela de largas dimensões,
que permitiria efetuar o trabalho de soldadura em segurança, sem a acumulação de gases.
Deste modo, são apresentadas as novas tabelas do tempo de transporte e do tempo de setup
(Tabela 28 e 29 respetivamente). A primeira, apresenta valores mínimos dado que passamos a ter
um piso dedicado à produção destes lotes de encomendas. O tempo de setup, é reduzido a metade,
dado ainda termos de programar as máquinas, mas com menor tempo de preparação do material.
Tabela 28 – Novo Tempo de transporte entre estações (min)
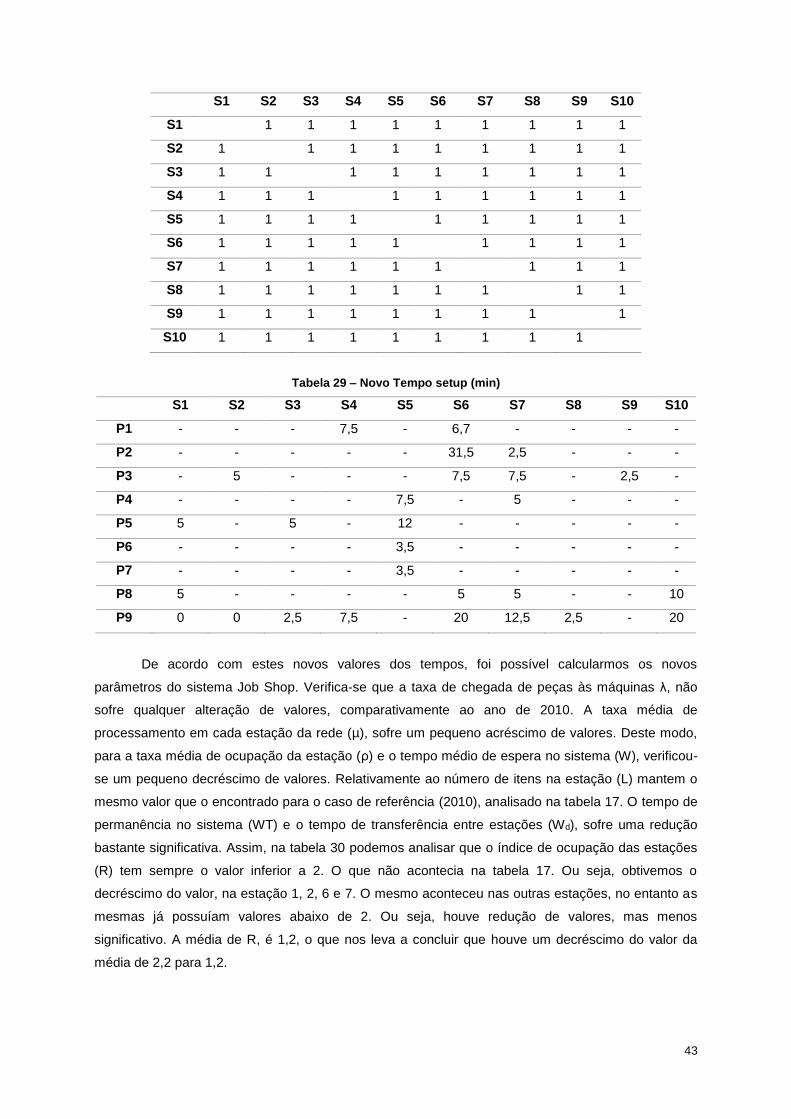
43
S1 S2 S3 S4 S5 S6 S7 S8 S9 S10
S1 1 1 1 1 1 1 1 1 1
S2 1 1 1 1 1 1 1 1 1
S3 1 1 1 1 1 1 1 1 1
S4 1 1 1 1 1 1 1 1 1
S5 1 1 1 1 1 1 1 1 1
S6 1 1 1 1 1 1 1 1 1
S7 1 1 1 1 1 1 1 1 1
S8 1 1 1 1 1 1 1 1 1
S9 1 1 1 1 1 1 1 1 1
S10 1 1 1 1 1 1 1 1 1
Tabela 29 – Novo Tempo setup (min)
S1 S2 S3 S4 S5 S6 S7 S8 S9 S10
P1 - - - 7,5 - 6,7 - - - -
P2 - - - - - 31,5 2,5 - - -
P3 - 5 - - - 7,5 7,5 - 2,5 -
P4 - - - - 7,5 - 5 - - -
P5 5 - 5 - 12 - - - - -
P6 - - - - 3,5 - - - - -
P7 - - - - 3,5 - - - - -
P8 5 - - - - 5 5 - - 10
P9 0 0 2,5 7,5 - 20 12,5 2,5 - 20
De acordo com estes novos valores dos tempos, foi possível calcularmos os novos
parâmetros do sistema Job Shop. Verifica-se que a taxa de chegada de peças às máquinas λ, não
sofre qualquer alteração de valores, comparativamente ao ano de 2010. A taxa média de
processamento em cada estação da rede (µ), sofre um pequeno acréscimo de valores. Deste modo,
para a taxa média de ocupação da estação (ρ) e o tempo médio de espera no sistema (W), verificou-
se um pequeno decréscimo de valores. Relativamente ao número de itens na estação (L) mantem o
mesmo valor que o encontrado para o caso de referência (2010), analisado na tabela 17. O tempo de
permanência no sistema (WT) e o tempo de transferência entre estações (Wd), sofre uma redução
bastante significativa. Assim, na tabela 30 podemos analisar que o índice de ocupação das estações
(R) tem sempre o valor inferior a 2. O que não acontecia na tabela 17. Ou seja, obtivemos o
decréscimo do valor, na estação 1, 2, 6 e 7. O mesmo aconteceu nas outras estações, no entanto as
mesmas já possuíam valores abaixo de 2. Ou seja, houve redução de valores, mas menos
significativo. A média de R, é 1,2, o que nos leva a concluir que houve um decréscimo do valor da
média de 2,2 para 1,2.
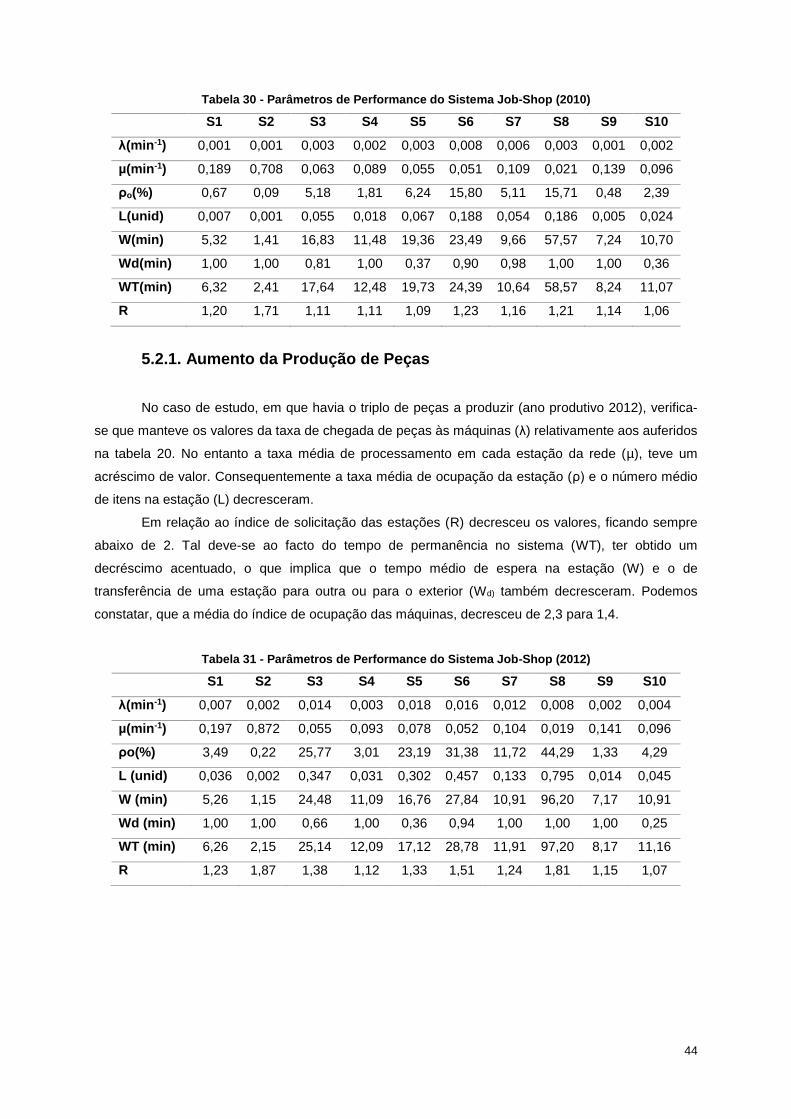
44
Tabela 30 - Parâmetros de Performance do Sistema Job-Shop (2010)
S1 S2 S3 S4 S5 S6 S7 S8 S9 S10
λ(min-1) 0,001 0,001 0,003 0,002 0,003 0,008 0,006 0,003 0,001 0,002
µ(min-1) 0,189 0,708 0,063 0,089 0,055 0,051 0,109 0,021 0,139 0,096
ρo(%) 0,67 0,09 5,18 1,81 6,24 15,80 5,11 15,71 0,48 2,39
L(unid) 0,007 0,001 0,055 0,018 0,067 0,188 0,054 0,186 0,005 0,024
W(min) 5,32 1,41 16,83 11,48 19,36 23,49 9,66 57,57 7,24 10,70
Wd(min) 1,00 1,00 0,81 1,00 0,37 0,90 0,98 1,00 1,00 0,36
WT(min) 6,32 2,41 17,64 12,48 19,73 24,39 10,64 58,57 8,24 11,07
R 1,20 1,71 1,11 1,11 1,09 1,23 1,16 1,21 1,14 1,06
5.2.1. Aumento da Produção de Peças
No caso de estudo, em que havia o triplo de peças a produzir (ano produtivo 2012), verifica-
se que manteve os valores da taxa de chegada de peças às máquinas (λ) relativamente aos auferidos
na tabela 20. No entanto a taxa média de processamento em cada estação da rede (µ), teve um
acréscimo de valor. Consequentemente a taxa média de ocupação da estação (ρ) e o número médio
de itens na estação (L) decresceram.
Em relação ao índice de solicitação das estações (R) decresceu os valores, ficando sempre
abaixo de 2. Tal deve-se ao facto do tempo de permanência no sistema (WT), ter obtido um
decréscimo acentuado, o que implica que o tempo médio de espera na estação (W) e o de
transferência de uma estação para outra ou para o exterior (Wd) também decresceram. Podemos
constatar, que a média do índice de ocupação das máquinas, decresceu de 2,3 para 1,4.
Tabela 31 - Parâmetros de Performance do Sistema Job-Shop (2012)
S1 S2 S3 S4 S5 S6 S7 S8 S9 S10
λ(min-1) 0,007 0,002 0,014 0,003 0,018 0,016 0,012 0,008 0,002 0,004
µ(min-1) 0,197 0,872 0,055 0,093 0,078 0,052 0,104 0,019 0,141 0,096
ρo(%) 3,49 0,22 25,77 3,01 23,19 31,38 11,72 44,29 1,33 4,29
L (unid) 0,036 0,002 0,347 0,031 0,302 0,457 0,133 0,795 0,014 0,045
W (min) 5,26 1,15 24,48 11,09 16,76 27,84 10,91 96,20 7,17 10,91
Wd (min) 1,00 1,00 0,66 1,00 0,36 0,94 1,00 1,00 1,00 0,25
WT (min) 6,26 2,15 25,14 12,09 17,12 28,78 11,91 97,20 8,17 11,16
R 1,23 1,87 1,38 1,12 1,33 1,51 1,24 1,81 1,15 1,07
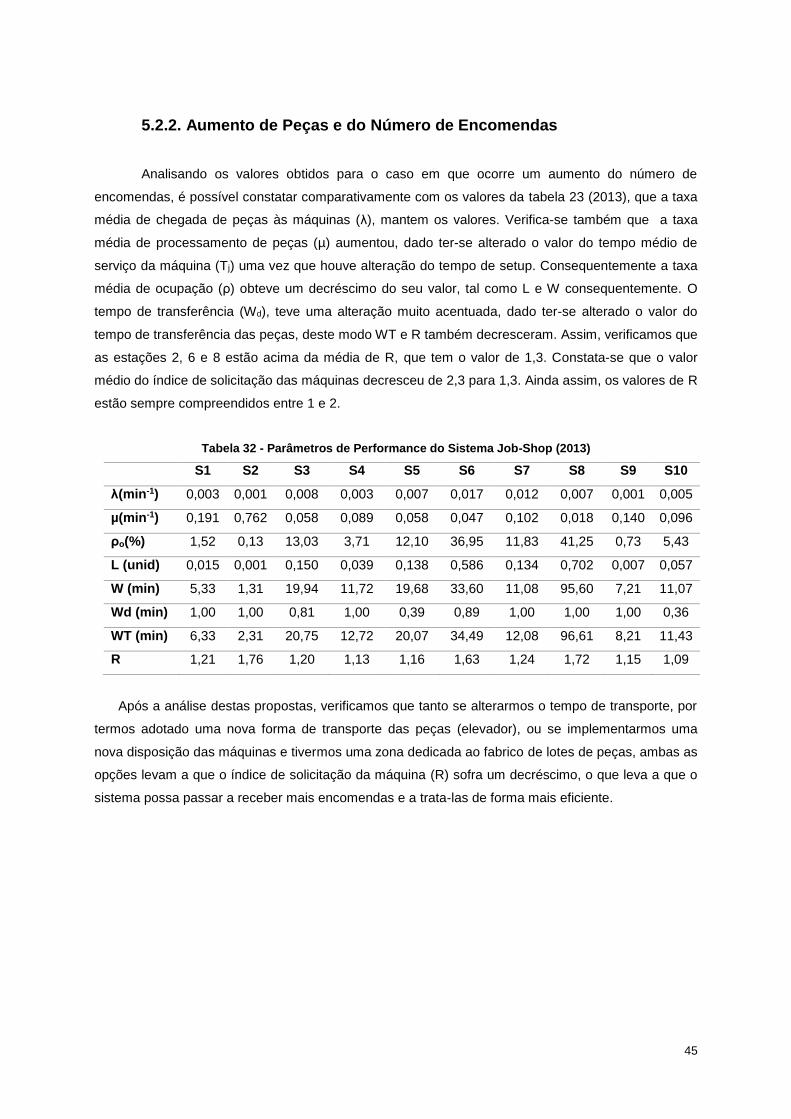
45
5.2.2. Aumento de Peças e do Número de Encomendas
Analisando os valores obtidos para o caso em que ocorre um aumento do número de
encomendas, é possível constatar comparativamente com os valores da tabela 23 (2013), que a taxa
média de chegada de peças às máquinas (λ), mantem os valores. Verifica-se também que a taxa
média de processamento de peças (µ) aumentou, dado ter-se alterado o valor do tempo médio de
serviço da máquina (Tj) uma vez que houve alteração do tempo de setup. Consequentemente a taxa
média de ocupação (ρ) obteve um decréscimo do seu valor, tal como L e W consequentemente. O
tempo de transferência (Wd), teve uma alteração muito acentuada, dado ter-se alterado o valor do
tempo de transferência das peças, deste modo WT e R também decresceram. Assim, verificamos que
as estações 2, 6 e 8 estão acima da média de R, que tem o valor de 1,3. Constata-se que o valor
médio do índice de solicitação das máquinas decresceu de 2,3 para 1,3. Ainda assim, os valores de R
estão sempre compreendidos entre 1 e 2.
Tabela 32 - Parâmetros de Performance do Sistema Job-Shop (2013)
S1 S2 S3 S4 S5 S6 S7 S8 S9 S10
λ(min-1) 0,003 0,001 0,008 0,003 0,007 0,017 0,012 0,007 0,001 0,005
µ(min-1) 0,191 0,762 0,058 0,089 0,058 0,047 0,102 0,018 0,140 0,096
ρo(%) 1,52 0,13 13,03 3,71 12,10 36,95 11,83 41,25 0,73 5,43
L (unid) 0,015 0,001 0,150 0,039 0,138 0,586 0,134 0,702 0,007 0,057
W (min) 5,33 1,31 19,94 11,72 19,68 33,60 11,08 95,60 7,21 11,07
Wd (min) 1,00 1,00 0,81 1,00 0,39 0,89 1,00 1,00 1,00 0,36
WT (min) 6,33 2,31 20,75 12,72 20,07 34,49 12,08 96,61 8,21 11,43
R 1,21 1,76 1,20 1,13 1,16 1,63 1,24 1,72 1,15 1,09
Após a análise destas propostas, verificamos que tanto se alterarmos o tempo de transporte, por
termos adotado uma nova forma de transporte das peças (elevador), ou se implementarmos uma
nova disposição das máquinas e tivermos uma zona dedicada ao fabrico de lotes de peças, ambas as
opções levam a que o índice de solicitação da máquina (R) sofra um decréscimo, o que leva a que o
sistema possa passar a receber mais encomendas e a trata-las de forma mais eficiente.
46
6. Conclusões e Desenvolvimentos Futuros
A presente tese estudou a aplicação de um modelo para avaliar e caracterizar o desempenho
de sistemas do tipo Job-Shop que podem ser representados por redes de filas de espera abertas.
Para tal foi realizada uma pesquisa bibliográfica, sobre a aplicação das redes de filas em sistemas de
produção.
Assim, foram estudadas duas classes de problemas de otimização que aparecem na literatura
com as designações SP1 e SP3. Estas classes envolvem decisões tático-estratégicas. No caso do
desempenho desejado do sistema (SP1), o objetivo é minimizar o investimento no sistema produtivo.
No que diz respeito à classe de partição da instalação (SP3), divide uma instalação em sub-plantas
(planta dentro de planta), de modo a melhorar o desempenho e reduzir a sua complexidade.
Deste modo, para se testar a aplicabilidade dos modelos abordados com vista à análise de
desempenho do sistema, escolheu-se uma tornearia mecânica que executa variadíssimos trabalhos,
e que foi representada por uma rede de filas de espera aberta. Para o efeito, foi necessário recolher
dados para caracterizar os processos de chegada e de serviço às máquinas, ao longo de um ano.
Estes dados foram utilizados no método aproximado de decomposição, com o intuito de caracterizar
o comportamento do sistema.
Os resultados obtidos permitiram concluir que há soluções mais satisfatórias relativamente à
situação actual. Para chegarmos a esta conclusão utilizamos um índice de solicitação das máquinas.
Das duas soluções propostas, verificou-se que os resultados obtidos para o caso de se
implementar uma nova planta, foram os mais satisfatórios para todas as máquinas. Tendo-se
alcançado valores para o índice médio de solicitação de cada estação entre 1 e 2.
Os resultados obtidos para a taxa de chegada de peças às máquinas (λ) e a distribuição
relativa das peças, foram alcançados, com base numa metodologia, que permite avaliar a fração de
peças transferidas de uma máquina para outra.
Uma contribuição importante desta tese foi demonstrar a aplicabilidade e adequação das
metodologias adoptadas, para avaliar o desempenho de um sistema correspondente a um caso real.
Nomeadamente, foi obtida informação para apoio à tomada de decisão em problemas do tipo SP1 em
que se consegue melhorar o sistema variando alguns parâmetros da rede.
É de salientar que Silva & Morabito (2007), tiveram em conta o investimento para aumentar a
capacidade. Ou seja, consideravam a alteração do número de máquinas e da sua disposição.
Também preconizavam a programação com base na alocação de capacidade. No entanto, não
analisaram este problema com base no índice de solicitação de uma estação R. Bitran e Morabito
(2009) efetuaram o estudo da alteração de capacidade de uma estação com recurso ao aumento de
máquinas no processo produtivo e nunca pela alteração dos tempos de setup ou de transferência de
uma estação para outra.
Relativamente ao modelo de partição da instalação (SP3), estudou-se a redução de
complexidade, com base no conhecimento de um leadtime (WT). Assim, estudou-se o caso de
47
redução do leadtime, efetuando a alteração da configuração da instalação. Tal, possibilitou a
alteração de Wd (tempo de transferência entre estações), reduzindo o tempo de permanência no
sistema (WT), logo o índice de solicitação de uma estação (R).
Relativamente a este tipo de problemas (SP3) este estudo mostrou que:
- É possível melhorar o desempenho de uma instalação através da reorganização das máquinas
disponíveis, sem haver necessidade de investir em capacidade adicional, nomeadamente através da
consideração de zonas dedicadas, e da agregação de produtos com tempos de serviço médio com
valores similares. Bitran e Morabito (1995) analisam o aumento ou redução de máquinas, nunca
inquirindo sobre a questão da reorganização das máquinas, com base somente nos equipamentos
disponíveis.
Relativamente às recomendações para trabalhos futuros, destacam-se as seguintes:
- Analisar a possibilidade de estabelecer uma matriz de distribuição de referência, que possa ser
usada independentemente do número de encomendas e do número de peças produzidas.
- Cálculo do custo marginal de uma peça, com base no valor hora do operador e da máquina. Com
este valor compará-lo para os valores obtidos para as 2 soluções propostas. Isto porque atualmente
recorremos a vários operadores, que operam as várias máquinas. Para o caso de uma zona
dedicada, só se recorre a um funcionário. Estes valores estarão sempre dependentes do tempo
produtivo.
- Analisar o item anterior, relativamente à influência que terá no custo/lucro de uma encomenda.
- Recorrer a gráficos que estudem o desempenho da rede versus os recursos disponíveis (curvas de
trade–off).
- Verificar a aplicabilidade do modelo desenvolvido, para outro tipo de rede que não de manufatura.
48
Bibliografia
Barreiros A.: Modelling a job-shop plant using queueing networks techniques. Journal of materials and
engineering B 3 (9). Pp. 612-618, 2013.
Bitran G. R.; Dasu, S. A review of open queueing network models of manufacturing systems.
Queueing systems, v.12, pp.95-134, 1992.
Bitran, G. R., & Morabito, R.: Um exame dos modelos de redes de filas abertas aplicados a sistemas
de manufatura discretos: Parte I. Gestão & Produção, v.2, n.2, pp. 192-219, 1995.
Bitran, G. R., & Morabito, R. Um exame dos modelos de redes de filas abertas aplicados a sistemas
de manufatura discretos: Parte II.Gestão & Produção, v. 2, n.3, pp. 297-320,1995.
Bitran, G. R., & Morabito, R.: Open queueing networks: Optimization and performance evaluation
models for discrete manufacturing systems. Production and Operations Management, USA v.5, n.2,
pp. 163-193, 1996.
Bitran, G. R., & Morabito, R.: An overview of trade -off curves in manufacturing systems design.
Production and Operations Management, USA v. 8, n. 1, pp. 56-75, 1999.
Bitran, G. R., & Morabito, R.. Modelos de otimização de redes de filas abertas para projeto e
planejamento de job shops.Pesquisa Operacional para o Desenvolvimento. v. 1, n. 1, pp. 63-83,2009.
Bitran, G. R.; Sarkar, D. Targeting problems in manufacturing queueing networks - An iterative
scheme and convergence. European Journal of Operational Research, North-Holland, v. 76, pp. 501-
510, 1994.
Bitran , G. R..;Tirupati. D.: Capacity planning in manufacturing networks with discrete options. Annals
of Operations Research, USA, v. 17, pp. 119-136, 1989.
Boxma, O. J.; Rinnooy Kan, A.; Van Vliet, M.: Machine allocation problems in manufacturing
networks.European Journal of Operational Research, North-Holland, v. 45, pp. 47-54, 1990.
Buzacott, J. A.; Shanthikumar, J. G.: Stochastic models of manufacturing system, Prentice Hall,
Englewood Cliffs, NJ, 1993.
Chase, Aquilano, Jacobs, (1998). Production and Operations Management. Mc Graw Hill
49
Disney, R.L. & Konig, D.: Queueing networks: a survey of their random processes.SIAM Rev. 27(3),
335-403, 1985.
Erlang, A.K. Solution of some problems in the theory of probabilities of some significance in automatic
telephone exchanges. Post Office Electrical Engineer's Journal 10, pp.189-197, 1917.
Harrison, J. & Nguyen, V.: Brownian models of multiclass queueing networks: current status and open
problems.Queueing Syst. 13, pp. 5-40, 1993.
Heizer, J., & Render, B.: Production and operations management - strategic and tactical decisions. 4th
edition. Prentice hall International Editions. Englewood Cliffs, NJ.pp. 407, 1996.
Hillier, F. S., & Lieberman, G. J. (1995). Introduction to Operations Research. Mc Graw Hill.
Hsu, L.F.; Tapiero, C.S.; Lin, C.: Network of queues modeling in flexible manufacturng systems: A
survey. RAIRO 27(2), pp 201-248, 1993.
Kouvelis, P.; Tirupati, D.: Approximate performance modeling and decision making for manufacturing
systems: A queueing network optimization framework. Journal Intelligent Manufacturing 2, pp. 107-
134, 1991.
Law, A.M.; Kelton, W. D. Simulation modeling and analysis. 2. ed. New York: Mac Graw Hill, pp759,
1991.
Schriber, T.J.: An introduction to simulation using gpss/H, John Wiley&Sons, New York, pp.437, 1991.
Schroeder, Roger G. (1989). Operations Management. Mc Graw Hill
Silva D., Barreiros A.: Optimizing a job-shop plant using queueing networks techniques, in: 24th
European conference on operational research, University of Lisbon-Faculty of Sciences, Lisbon,
Portugal, 2010.
Silva, C. d., & Morabito, R.: Análise de problemas de partição de instalações em sistemas job-shops
por meio de modelos de redes de filas.Pesquisa Operacional, v. 27, n. 2, pp. 333-356,2007.
Silva, C. d., & Morabito, R. (2007). Aplicação de modelos de redes de filas abertas no planeamento
do sistema job-shop de uma planta metal-mecânica.Gestão da Produção, v. 14, n. 2, pp. 393-410.
Silva, C. R. N. Aplicação de modelos de redes de filas abertas no projeto e planejamento de sistemas
discretos de manufatura. 272 f. Tese (Doutouramento em Engenharia de Produção) - Programa de
50
pós graduação em Engenharia de Produção, Universidade Federal de São Carlos, São Carlos, SP.
2005
Suri, R.; Sanders, J.L.; Kamath, M. Performance evaluation of production networks. In: GRAVES, S.C.
Handbooks in OR/MS. North Holland: Elsevier, v. 4, pp 199-286, 1993.
Tavares, L., Oliveira, R. C., Themido, I. H., & Correia, F. N. (1996). Investigação Operacional. Mc
Graw Hill.
Van Vliet, M.; Rinnooy Kan, A. Machine Allocation Algorithms for job-shop manufacturing. Journal of
intelligent manufacturing, v. 2, pp. 83-94,1991.
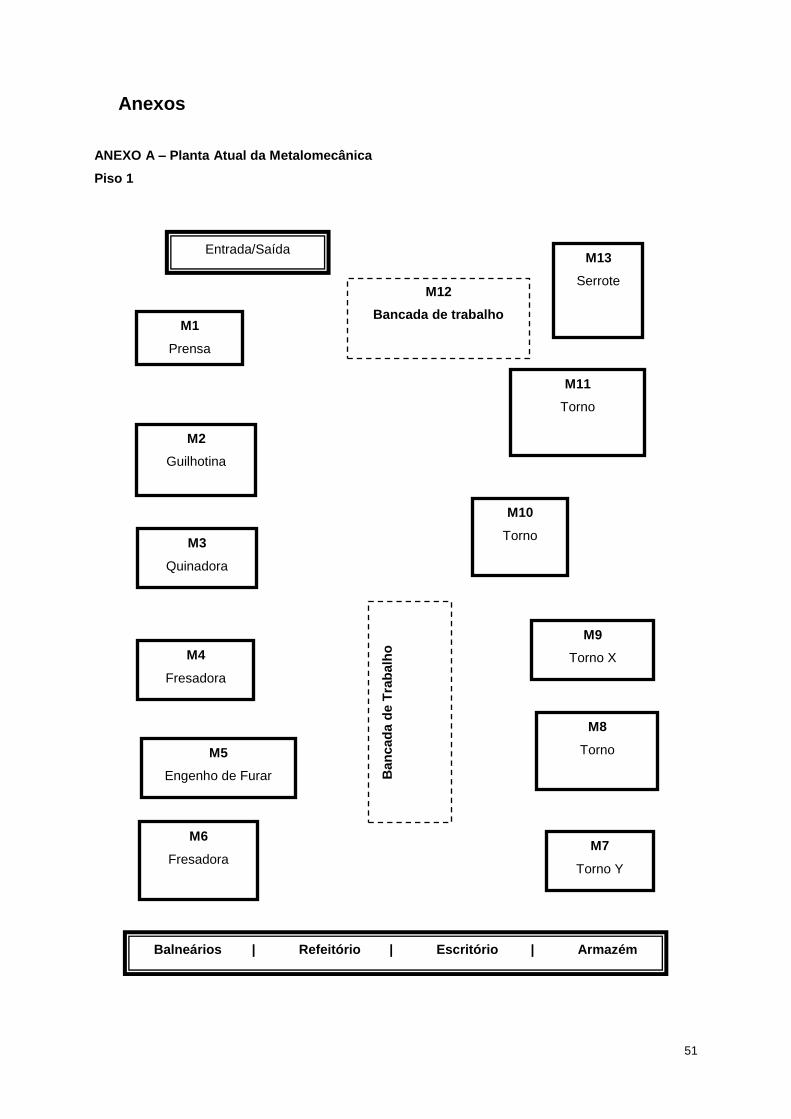
51
Anexos
ANEXO A – Planta Atual da Metalomecânica
Piso 1
Entrada/Saída
M1
Prensa
M2
Guilhotina
M3
Quinadora
M4
Fresadora
M5
Engenho de Furar
M6
Fresadora
M7
Torno Y
M8
Torno
M9
Torno X
M10
Torno
M11
Torno
M12
Bancada de trabalho
M13
Serrote
Ban
cad
a d
e T
rab
alh
o
Balneários | Refeitório | Escritório | Armazém
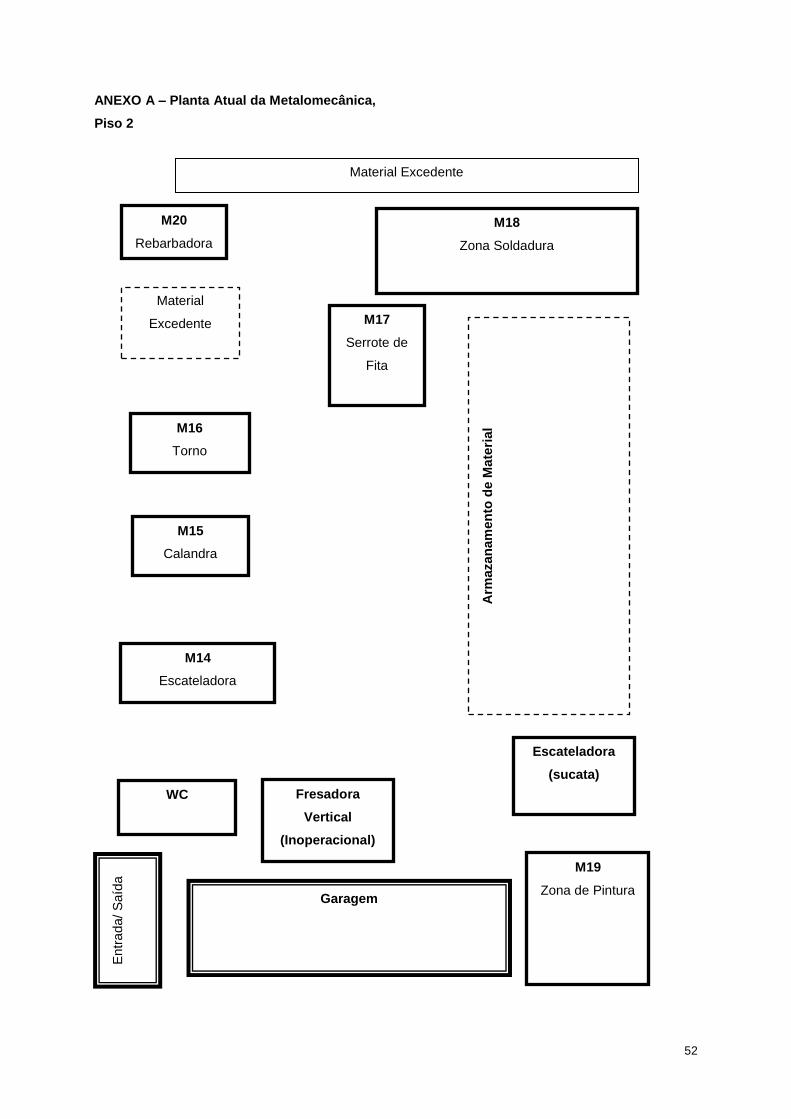
52
ANEXO A – Planta Atual da Metalomecânica,
Piso 2
M20
Rebarbadora
Material
Excedente
M16
Torno
M15
Calandra
M14
Escateladora
WC
Fresadora
Vertical
(Inoperacional)
Escateladora
(sucata)
M19
Zona de Pintura
M17
Serrote de
Fita
M18
Zona Soldadura
Arm
azan
am
en
to d
e M
ate
rial
Garagem
Material Excedente
Entr
ada/
Saíd
a
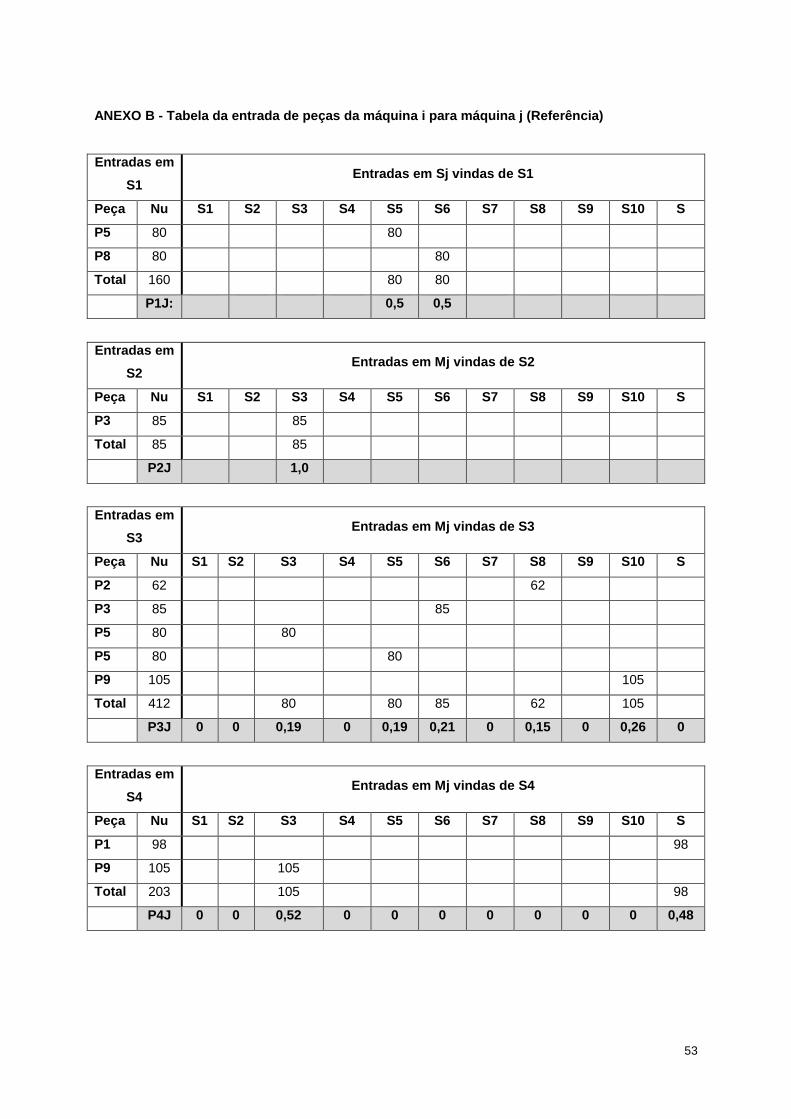
53
ANEXO B - Tabela da entrada de peças da máquina i para máquina j (Referência)
Entradas em
S1 Entradas em Sj vindas de S1
Peça Nu S1 S2 S3 S4 S5 S6 S7 S8 S9 S10 S
P5 80 80
P8 80 80
Total 160 80 80
P1J: 0,5 0,5
Entradas em
S2 Entradas em Mj vindas de S2
Peça Nu S1 S2 S3 S4 S5 S6 S7 S8 S9 S10 S
P3 85 85
Total 85 85
P2J 1,0
Entradas em
S3 Entradas em Mj vindas de S3
Peça Nu S1 S2 S3 S4 S5 S6 S7 S8 S9 S10 S
P2 62 62
P3 85 85
P5 80 80
P5 80 80
P9 105 105
Total 412 80 80 85 62 105
P3J 0 0 0,19 0 0,19 0,21 0 0,15 0 0,26 0
Entradas em
S4 Entradas em Mj vindas de S4
Peça Nu S1 S2 S3 S4 S5 S6 S7 S8 S9 S10 S
P1 98 98
P9 105 105
Total 203 105 98
P4J 0 0 0,52 0 0 0 0 0 0 0 0,48
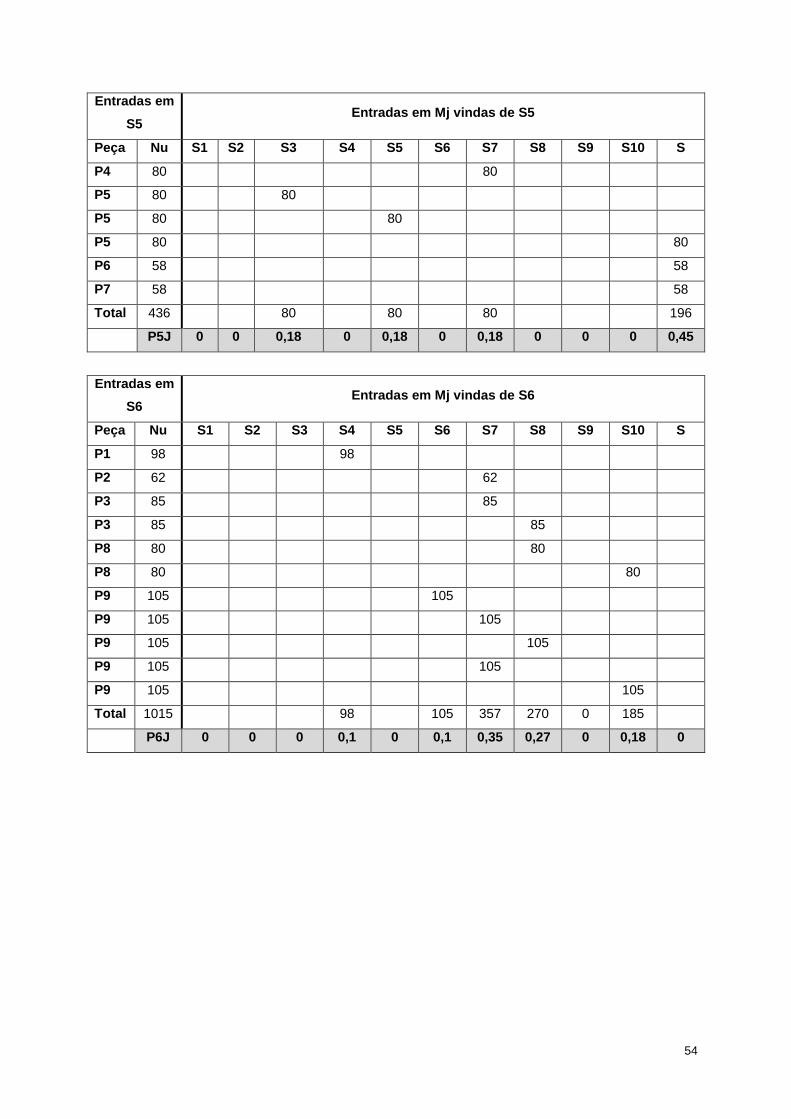
54
Entradas em
S5 Entradas em Mj vindas de S5
Peça Nu S1 S2 S3 S4 S5 S6 S7 S8 S9 S10 S
P4 80 80
P5 80 80
P5 80 80
P5 80 80
P6 58 58
P7 58 58
Total 436 80 80 80 196
P5J 0 0 0,18 0 0,18 0 0,18 0 0 0 0,45
Entradas em
S6 Entradas em Mj vindas de S6
Peça Nu S1 S2 S3 S4 S5 S6 S7 S8 S9 S10 S
P1 98 98
P2 62 62
P3 85 85
P3 85 85
P8 80 80
P8 80 80
P9 105 105
P9 105 105
P9 105 105
P9 105 105
P9 105 105
Total 1015 98 105 357 270 0 185
P6J 0 0 0 0,1 0 0,1 0,35 0,27 0 0,18 0
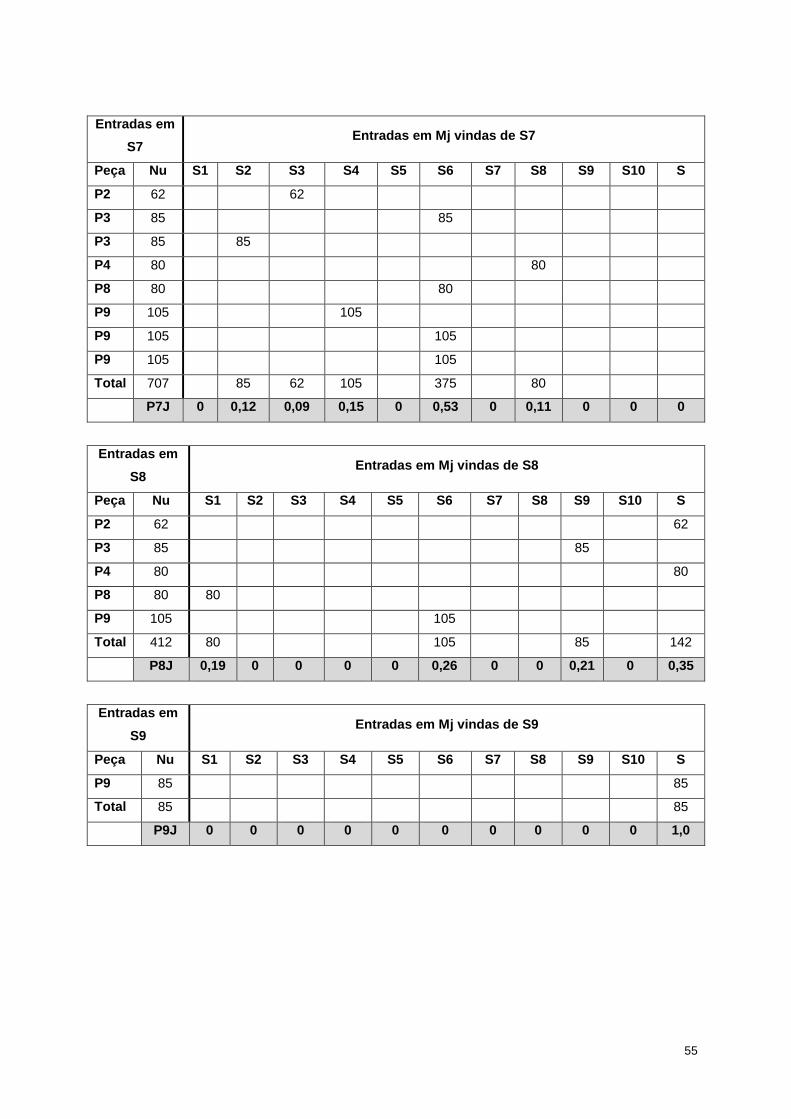
55
Entradas em
S7 Entradas em Mj vindas de S7
Peça Nu S1 S2 S3 S4 S5 S6 S7 S8 S9 S10 S
P2 62 62
P3 85 85
P3 85 85
P4 80 80
P8 80 80
P9 105 105
P9 105 105
P9 105 105
Total 707 85 62 105 375 80
P7J 0 0,12 0,09 0,15 0 0,53 0 0,11 0 0 0
Entradas em
S8 Entradas em Mj vindas de S8
Peça Nu S1 S2 S3 S4 S5 S6 S7 S8 S9 S10 S
P2 62 62
P3 85 85
P4 80 80
P8 80 80
P9 105 105
Total 412 80 105 85 142
P8J 0,19 0 0 0 0 0,26 0 0 0,21 0 0,35
Entradas em
S9 Entradas em Mj vindas de S9
Peça Nu S1 S2 S3 S4 S5 S6 S7 S8 S9 S10 S
P9 85 85
Total 85 85
P9J 0 0 0 0 0 0 0 0 0 0 1,0
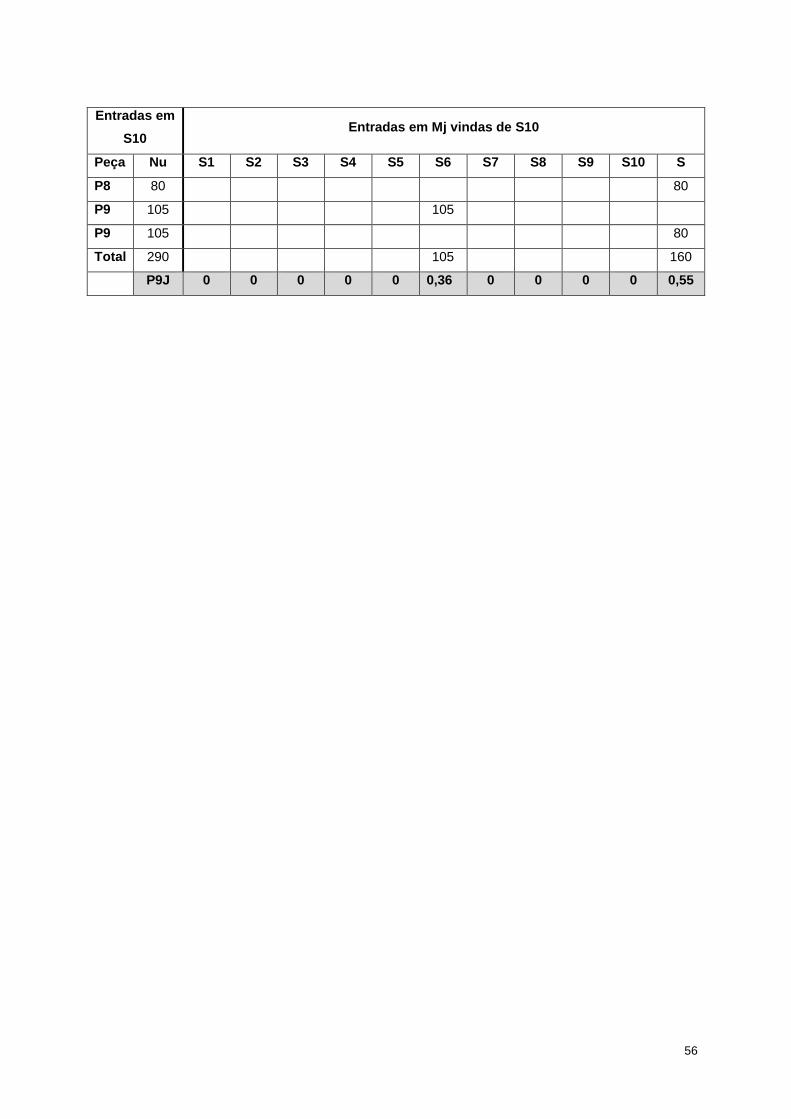
56
Entradas em
S10 Entradas em Mj vindas de S10
Peça Nu S1 S2 S3 S4 S5 S6 S7 S8 S9 S10 S
P8 80 80
P9 105 105
P9 105 80
Total 290 105 160
P9J 0 0 0 0 0 0,36 0 0 0 0 0,55
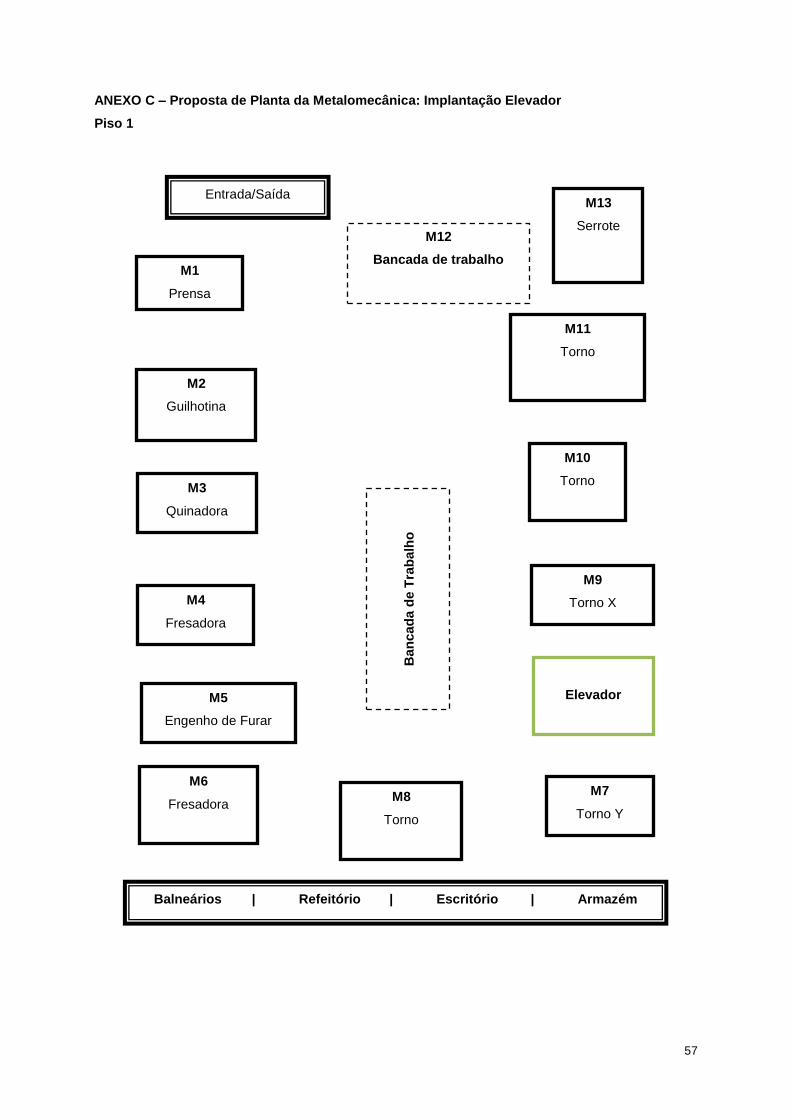
57
ANEXO C – Proposta de Planta da Metalomecânica: Implantação Elevador
Piso 1
Entrada/Saída
M1
Prensa
M2
Guilhotina
M3
Quinadora
M4
Fresadora
M5
Engenho de Furar
M6
Fresadora
M7
Torno Y
M8
Torno
M9
Torno X
M10
Torno
M11
Torno
M12
Bancada de trabalho
M13
Serrote
Ban
cad
a d
e T
rab
alh
o
Balneários | Refeitório | Escritório | Armazém
Elevador
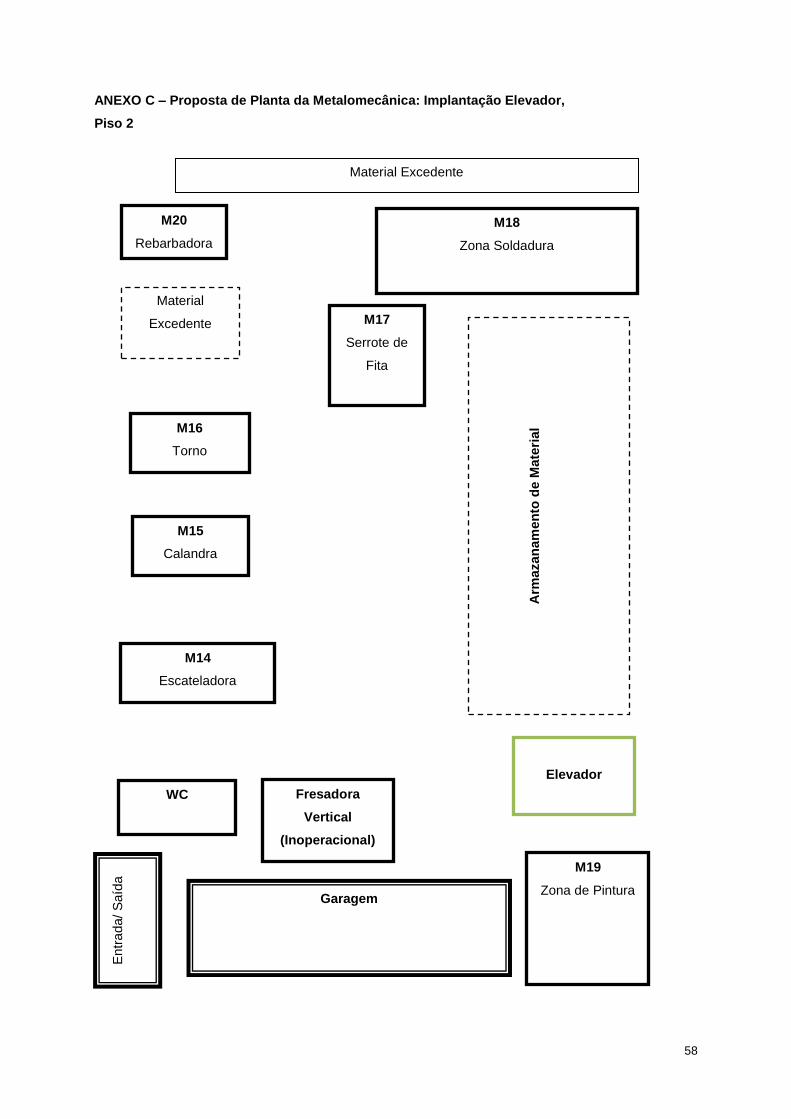
58
ANEXO C – Proposta de Planta da Metalomecânica: Implantação Elevador,
Piso 2
M20
Rebarbadora
Material
Excedente
M16
Torno
M15
Calandra
M14
Escateladora
WC
Fresadora
Vertical
(Inoperacional)
Elevador
M19
Zona de Pintura
M17
Serrote de
Fita
M18
Zona Soldadura
Arm
azan
am
en
to d
e M
ate
rial
Garagem
Material Excedente
Entr
ada/
Saíd
a
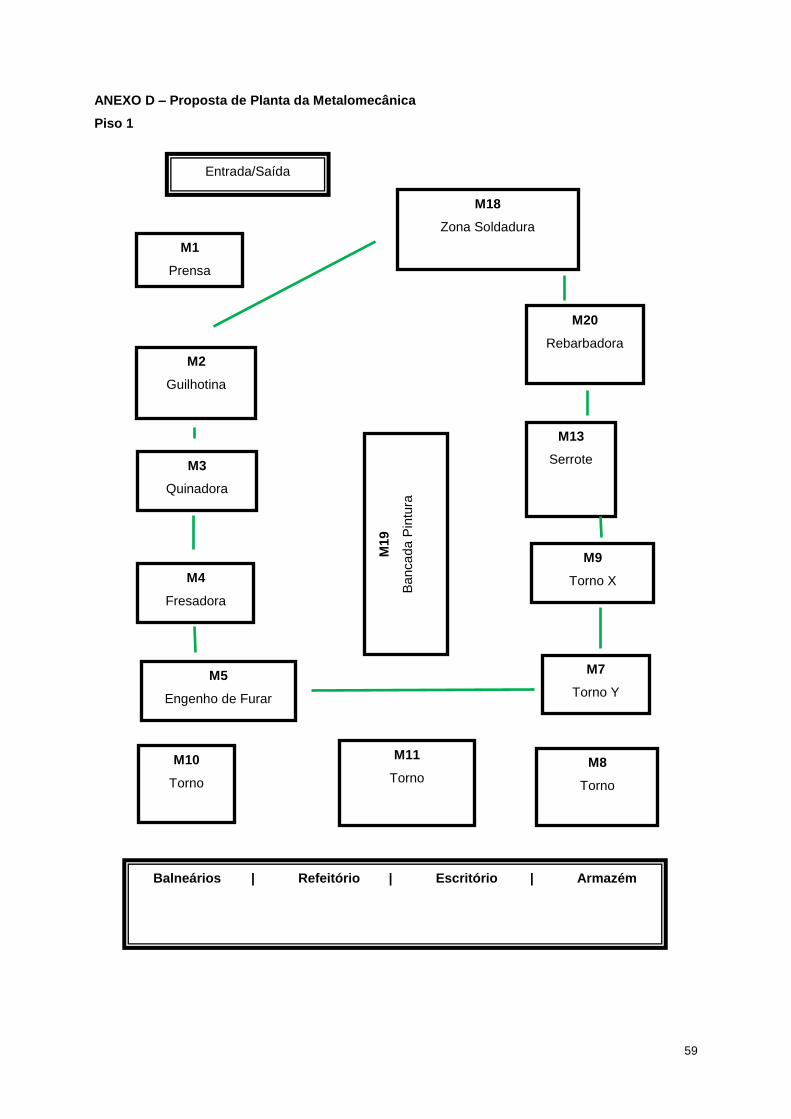
59
ANEXO D – Proposta de Planta da Metalomecânica
Piso 1
Entrada/Saída
M1
Prensa
M2
Guilhotina
M3
Quinadora
M4
Fresadora
M5
Engenho de Furar
M20
Rebarbadora
M7
Torno Y
M8
Torno
M9
Torno X
M10
Torno
M11
Torno
M18
Zona Soldadura
M13
Serrote
M19
Banca
da P
intu
ra
Balneários | Refeitório | Escritório | Armazém
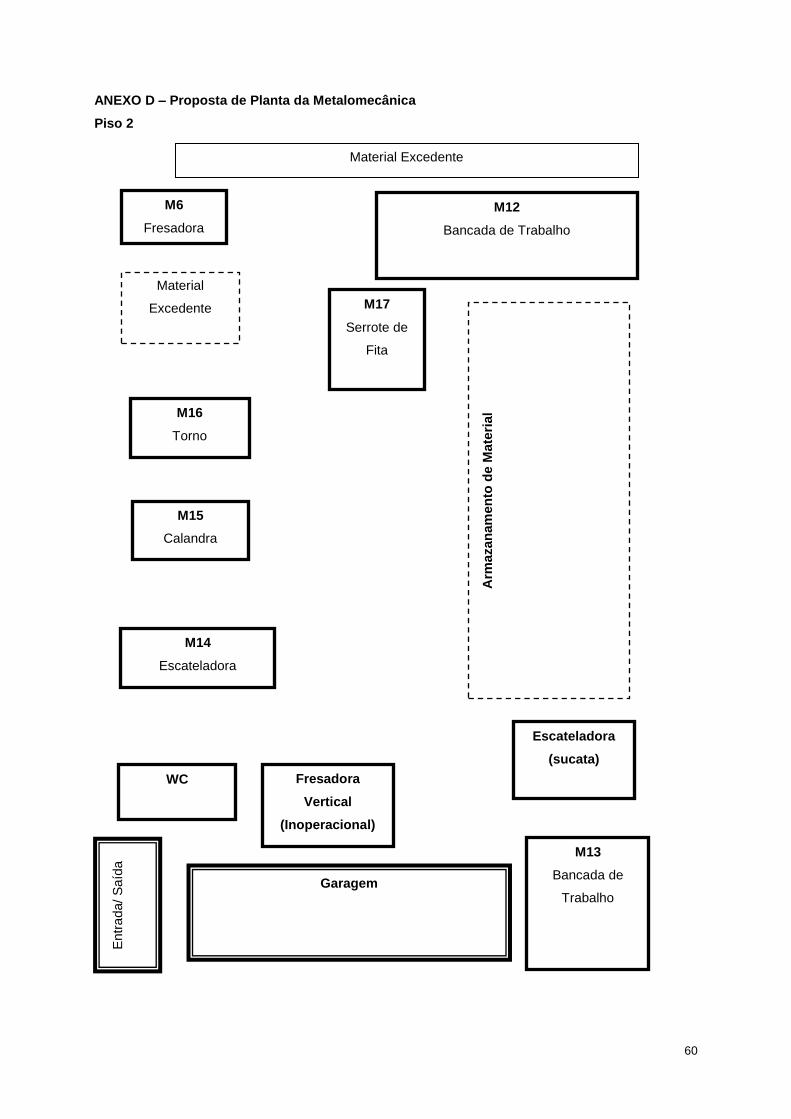
60
ANEXO D – Proposta de Planta da Metalomecânica
Piso 2
M6
Fresadora
Material
Excedente
M16
Torno
M15
Calandra
M14
Escateladora
WC
Fresadora
Vertical
(Inoperacional)
Escateladora
(sucata)
M13
Bancada de
Trabalho
M17
Serrote de
Fita
M12
Bancada de Trabalho
Arm
azan
am
en
to d
e M
ate
rial
Garagem
Material Excedente
Entr
ada/
Saíd
a