obtenção de filmes finos através da redução com hidrogênio
TRANSCRIPT

Departamento de Engenharia dos Materiais
Obtenção de filmes finos através da redução com hidrogênio. Estudo de caso: níquel em substrato de alumínio seguido de
tratamento térmico em atmosfera controlada.
Aluna: Ana Carolina Marques Dourado Orientador: Eduardo de Albuquerque Brocchi
Co-Orientador: Rogério Navarro Correia de Siqueira
1. Introdução
Diversos dispositivos com aplicações tecnológicas (catalisadores, sensores para gases etc.) envolvem a deposição de um material na forma de um filme com as propriedades de interesse sobre um substrato específico, cerâmico ou metálico [1,2]. Dentre os diferentes métodos de deposição, aqueles fundamentados em reações estimuladas em fase líquida se destacam pela simplicidade e versatilidade [3]. Nesta classe de procedimentos se enquadra o método utilizado no presente trabalho, que se fundamenta na decomposição térmica de nitratos seguida de tratamento térmico em atmosfera controlada. No que diz respeito a filmes de Ni em substratos de Al, resultados recentes sugerem o total recobrimento do substrato pelo filme do metal de interesse [4]. O interesse relacionado ao sistema Al-Ni está associado às propriedades de suas fases intermetálicas tais como estabilidade térmica, alta resistência à corrosão e elevada resistência espefícica [5]. Devido ao potencial tecnológico, os compostos intermetálicos do sistema Al-Ni se destacam como os mais importantes e promissores candidatos para materiais de alta temperatura para uso em ambientes com condições extremas. Além disso, compostos intermetálicos Al-Ni estão surgindo como materiais de grande importância para aplicações nanotecnológicas [6]. Para a identificação dessas fases foi utilizada a técnica de difração de raios x com incidência rasante, melhor explicado mais adiante no tópico 1.2. A deposição de filmes metálicos na superfície de substratos igualmente metálicos, sendo os metais em questão quimicamente distintos, podem apresentar propriedades físico-químicas mais interessantes que os metais puros, configurando ao dispositivo aplicações tecnológicas únicas. No caso dos metais estudados, embora ambos sejam bons condutores e apresentem expressiva ductilidade, o níquel é magnético, já o alumínio não. As propriedades das fases AlNi e AlNi3 são extensivamente estudadas, devido suas aplicações tecnológicas importantes. Estudos indicam, por exemplo, que os compostos AlNi, Al3Ni, AlNi 3 e Al3Ni5 são materiais dúcteis enquanto que Al4Ni3 e Al3Ni2 são frágeis [6]. Ligas compostas por AlNi3 desenvolvidas atualmente apresentam uma combinação de força, alta resistência a oxidação e corrosão e custos com fabricação razoáveis. Essas ligas se encontram em vários estágios de desenvolvimento para utilização industrial que incluem, rotores para turbinas a diesel, dispositivos de fixação para fornos de tratamento térmico, palhetas para turbinas a jato, bem como na confecção de células para prensagem. Espera-se que o mercado para ligas formadas por AlNi3 cresça substancialmente nos próximos anos [7]. As propriedades alcançadas não dependem exclusivamente da natureza química do material constituído do filme. Outras variáveis podem ser de extrema importância, que poderão limitar, ou não, o desempenho do dispositivo no qual o filme de interesse será inserido. O tamanho dos cristais do material depositado, por exemplo, apresenta influência direta em propriedades, como a resistência mecânica ou mesmo propriedades

Departamento de Engenharia dos Materiais
que estejam diretamente relacionadas com a razão superfície/volume, como a eficiência alcançada na catálise, propriedades eletrônicas e magnéticas. O tamanho dos cristais depende diretamente da natureza do método utilizado durante a deposição. Considerando-se os métodos fundamentados na deposição a partir de um meio líquido, a concentração da solução inicial, bem como a temperatura, consistem em variáveis importantes para o satisfatório controle da granulometria das partículas formadas [8,9]. Outra característica relevante capaz de influenciar de forma expressiva as propriedades dos filmes consiste na espessura alcançada ao término do processo de deposição. A espessura pode ser muito relevante quando se está pensando em propriedades relacionadas ao transporte de calor (resistividade térmica) e ou corrente elétrica (resistividade elétrica). Nestes casos, quanto menor a espessura, inferior a resistência ao transporte através do filme, destacando-se os filmes onde a espessura se encontra na escala nanométrica. No que tange os métodos de deposição em fase líquida, deve-se controlar a taxa de deposição, para que a mesma seja a menor possível. Nesses casos, convém trabalhar com soluções diluídas e temperaturas baixas – taxas de deposição elevadas determinam um crescimento excessivo da camada de filme formada durante o processo. [8,9]. Além da espessura, a rugosidade dos filmes pode ser igualmente importante para algumas aplicações. A rugosidade também está diretamente relacionada com a taxa de deposição. Processos de deposição com taxas reduzidas permitem um crescimento mais ordenado, favorecendo a homogeneidade da rugosidade final estabelecida [10,11]. De um ponto de vista micro estrutural, os filmes são estudados quanto à espessura, bem como tamanho e morfologia dos cristais depositados. A espessura do filme pode ser controlada a partir de técnicas de via úmida, como a lixiviação alcalina ou ácida – onde o filme é desgastado mediante a reação com uma solução aquosa a uma taxa controlada. Desta forma, filmes “finos” (< 0.1 micron), ou seja, com espessura na escala nanométrica, podem ser produzidos [10]. Considerando-se a produção de filmes de metais em substratos metálicos, a possível formação de uma fase intermetálica na interface metal/substrato é favorável para o preciso controle da espessura. Ajustando-se as condições durante a lixiviação, pode-se realizar um desgaste seletivo, ou seja, somente o metal acima da camada intermetálica produzida é removido. 1.1. Sistema Al-Ni
Figura 1. Diagrama de fases do sistema Al-Ni [12]

Departamento de Engenharia dos Materiais
De acordo com o diagrama de fases do sistema Al-Ni apresentado acima é possível observar a existência de fases intermetálicas. Pode-se observar a existência de uma fase estequiométrica Al3Ni e diversas fases que admitem variações composicionais. Dentre estas, as que permitem uma manipulação mais expressiva da composição consistem nas fases Al-Ni e solução sólida terminal - (Ni). Tem-se ainda outras fases não estequiométricas ocupando regiões menos amplas no diagrama - Al3Ni2, Al3Ni5 e AlNi3. Desta forma, dado tempo e energia térmica suficiente para que a difusão atômica ocorra, é viável pensar na possibilidade de formação de fases intermetálicas na interface entre o filme de Ni e o substrato de Al. A natureza dessas fases depende, naturalmente, das mobilidades atômicas intrínsecas dos átomos de Al e Ni. 1.2. Difração de raios x (DRX) com incidência rasante A difração de raios x apresenta larga aplicação na engenharia de materiais, uma vez que permite a identificação e quantificação de fases cristalinas. Neste sentido, pode-se entender a sua generalidade, ou seja, pode ser utilizada para materiais poliméricos, cerâmicos e fases metálicas, desde que as mesmas apresentem um arranjo atômico ordenado de longo alcance.
Figura 2. Interferência construtiva em um estrutura cristalina
Como a radiação incidente apresenta um comprimento de onda da ordem de grandeza do espaçamento dos átomos (λ ~ 5.10-10m), o espalhamento dos raios x pelos átomos do material - após serem excitados pelo raio x incidente se tornam fontes de raios x - a radiação que deixa o material acaba então sofrendo interferência em direções (ângulos) específicas, gerando desta forma um padrão de difração. Considerando-se a família de planos atômicos apresentada na Figura (2), lei de Bragg (Eq. 1), determina que para o espaçamento interplanar (dh,k,l) a interferência será construtiva em ângulos específicos [13].
���� � ���,�,� (1)
Uma das técnicas mais empregadas consiste no método de Bragg-Brentano. Neste, os ângulos de incidência e detecção são sempre os mesmos. Há equipamentos em que a amostra é fixa e a fonte e o detector se deslocam, e outros em que a fonte é fixa e o detector e a amostra se deslocam [13]. Quando aplicado em filmes finos esse método não é muito eficiente uma vez que o sinal do substrato fica muito evidente prejudicando a obtenção de informações oriundas das fases intermetálicas. Outra possibilidade consiste em se fixar o ângulo de incidência e variar o ângulo de detecção, por exemplo, no caso do método conhecido com incidência rasante -

Departamento de Engenharia dos Materiais
Grazing Incidence - muito utilizado no estudo de filmes. Limitando-se o ângulo de incidência a valores baixos (tipicamente entre 0.2 e 3o), é possível, dependendo do material depositado, eliminar a contribuição proveniente do substrato, melhorando assim a obtenção de informações das fases intermetálicas presentes na amostra. O ângulo de incidência deve ser ajustado para cada caso, pois a penetração do raio x no filme depende diretamente da densidade do material depositado (Figura 3).
Figura 3. Difração de raios x com incidência rasante
2. Objetivos
Dando continuidade ao estudo de obtenção de filmes de níquel em substratos de alumínio via decomposição térmica do nitrato de níquel seguida de redução seletiva com H2 [4], o presente trabalho tem como objetivos o aprimoramento da metodologia, que envolve um desgaste controlado do substrato e posterior deposição do nitrato de níquel de forma lenta, e o estudo da formação das fases intermetálicas. Neste último o principal enfoque está no estudo da evolução isotérmica das fases intermetálicas formadas na interface Al/Ni como função do tempo. 3. Metodologia O processo se divide em três etapas fundamentais. Inicialmente o substrato de alumínio é polido, de forma mais contralada possível, com lixa de granulação conhecida - 400 - mediante um desgaste cuja trajetória tem o formado de um "oito", desgaste esse que se provou o mais eficiente para a posterior deposição do óxido.
Figura 4. Substrato desgastado (na esquerda uma região no centro da placa e na direita, na borda)

Departamento de Engenharia dos Materiais
Em seguida, partículas de óxido de níquel são depositadas na superfície do substrato de Al mediante a decomposição térmica de nitrato de níquel puro (Ni(NO3)2.6H2O) primeiramente à 130oC para evaporação do H2O e, em seguida, elevando à 300oC, quando ocorre a decomposição do NO2, num tempo total aproximado de 18 horas. Resfria-se então o filme na manta até a temperatura ambiente. Finalmente, o filme de óxido é seletivamente reduzido com hidrogênio (2.5 L/min) a 600oC. Em seguida, o fluxo de H2 é interrompido, e argônio ultrapuro (2.5 L/min) é então admitido no reator. O filme permanece no forno até atingir temperatura ambiente, e assim minimizar a reoxidação via contato com o ar. Visando observar a evolução da formação das fases intermetálicas em função do tempo de redução, foram preparadas cinco amostras para serem reduzidas com tempos reacionais iguais a 1, 2, 3, 4 e 5 horas. A influência do tempo de duração da redução é observado em análises de DRX com incidência rasante apresentadas no tópico 5.2. Convém comentar que a viabilidade do método descrito foi demonstrada em trabalhos anteriores [4], alcançando-se um total recobrimento da superfície do substrato por cristais de níquel metálico com acentuado conteúdo nanoestruturado. Neste sentido, o presente trabalho incorporou uma etapa adicional no procedimento experimental desenvolvido anteriormente, visando estimular a formação de possíveis fases intermetálicas (tópico 1.1). 3.1. Métodos de caracterização Os filmes obtidos bem como o substrato utilizado foram caracterizados via difração de raios x (DRX), no sentido de se avaliar o percentual das fases presentes, buscando uma possível correlação dos respectivos percentuais mássicos com o tempo de tratamento. Na ocasião foi utilizado um equipamento Panalitical, modelo X’Pert Pro, que opera na geometria Bragg – Brentano, com tubo de Cu e detector multipontual (Celerator), de alta performance. O detector de alta performance permite a maximização da relação sinal – ruído, o que em última instância contribui para a confiabilidade dos dados obtidos a partir da análise quantitativa (método de Rietveld) dos difratogramas. Dentro do contexto do presente trabalho o uso da técnica de incidência rasante foi decisiva na investigação de possíveis fases intermetálicas presentes no material depositado. Com esta técnica (tópico 1.2), ajustando-se cuidadosamente a magnitude do ângulo de incidência de 0.7o, foi possível eliminar o sinal proveniente do substrato. Finalmente, análises via microscopia eletrônica de varredura (MEV) foram realizadas no sentido de se estudar a qualidade do recobrimento (MEV panorâmico) e avaliar a espessura do filme depositado (MEV transversal). Espectros de energia dispersiva (EDS) foram igualmente obtidos de maneira a realizar a determinação das frações mássicas dos elementos presentes, não só em seções panorâmicas, mas também em seções transversais do filme, a fim de avaliar a variação espacial dos elementos constituintes (Al, Ni e O). Na ocasião empregou-se um equipamento de bancada, modelo HITASHI – TM3000, que opera com tensão nominal de 15KV, médio vácuo, e permite alcançar uma resolução máxima de 80 nm. O referido equipamento é equipado com um módulo de EDS capaz de detectar elementos com número atômico igual ou superior a quatro, podendo desta forma, ser aplicado na avaliação do teor de nitrogênio e oxigênio nas amostras.

Departamento de Engenharia dos Materiais
4. AVALIAÇÃO TERMODINÂMICA
A produção de filmes de Al-Ni apresentado no presente trabalho possui, como já foi mencionado, duas etapas principais. Primeiramente o nitrato de níquel (Ni(NO3)2) é precipitado sobre a superfície do substrato de alumínio para obtenção do filme de NiO através da decomposição térmica do nitrato. Em seguida esse filme é reduzido sob a ação de H2 gasoso. O estudo da viabilidade termodinâmica das mencionadas reações pode ser feito em uma primeira abordagem mediante a construção de diagramas onde a variação de energia de Gibbs padrão da reação em questão (∆Go) é plotada como função da temperatura. Este parâmetro se encontra diretamente relacionado à constante de equilíbrio termodinâmica, K (Eq. 2). Reações com valores de ∆Go significativamente negativos apresentam, de acordo com a Eq. (2) valores elevados da constante de equilíbrio. Quanto maior o valor de K, mais deslocado estará o equilíbrio no sentido de formação dos produtos de interesse [4].
∆−=RT
GK
o
exp (2)
4.1. Decomposição térmica do Nitrato de Níquel A decomposição térmica do nitrato de níquel pode ser descrita pela Equação (3) descrita a seguir:
2Ni(NO3)2 = 2NiO + 4NO2(g) + O2(g) (3)
A viabilidade termodinâmica associada à reação química dada pela Equação (3) pode ser avaliada, num primeiro momento, pela variação da sua energia de Gibbs padrão (∆Gº) como função da temperatura (Figura 5).
Figura 5. Energia de Gibbs padrão da reação de decomposição térmica do Ni(NO3)2
-250,000
-200,000
-150,000
-100,000
-50,000
0,000
50,000
100,000
0,000 200,000 400,000 600,000 800,000 1000,0001200,000
2Ni(NO3)2 = 2NiO + 4NO2(g) + O2(g)
Temperatura (ºC)
Ene
rgia
de
Gib
ss d
are
ação
(kc
al/m
ol)
Temperatura (ºC)
Departamento de Engenharia dos Materiais
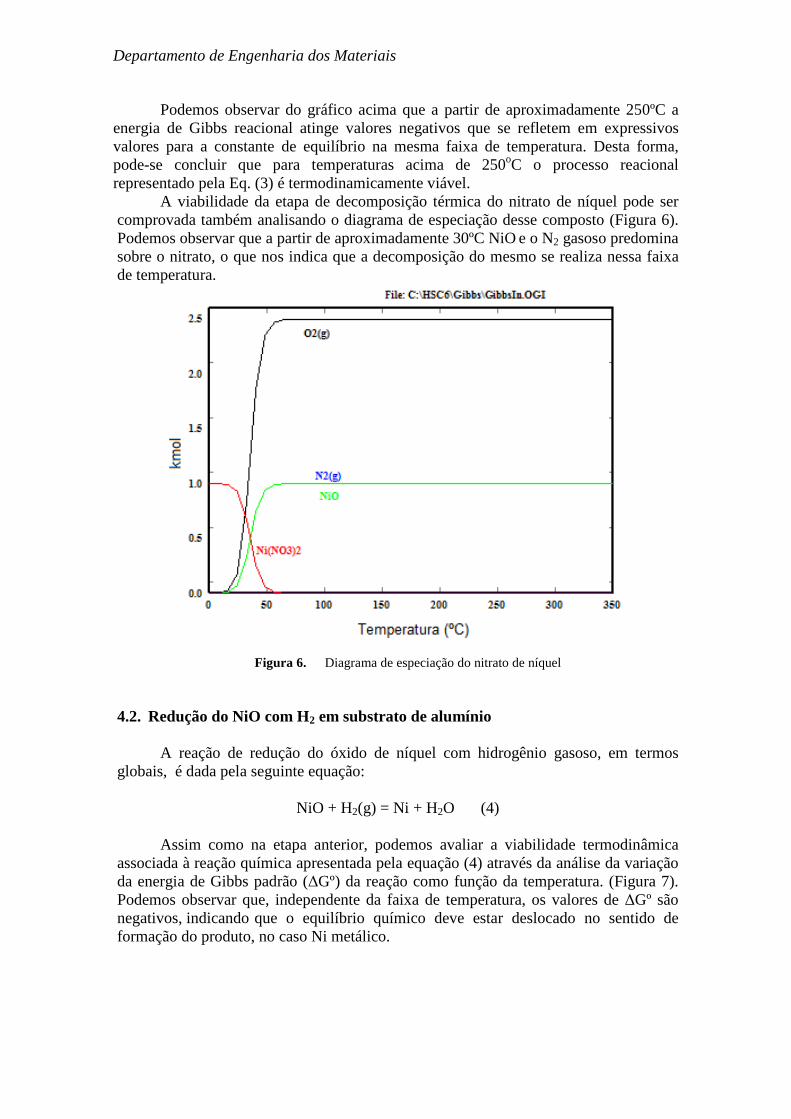
Podemos observar do gráfico acima que a partir de aproximadamente 250ºC a energia de Gibbs reacional atinge valores negativos que se refletem em expressivos valores para a constante de equilíbrio na mesma faixa de temperatura. Desta forma, pode-se concluir que para temperaturas acima de 250oC o processo reacional representado pela Eq. (3) é termodinamicamente viável. A viabilidade da etapa de decomposição térmica do nitrato de níquel pode ser comprovada também analisando o diagrama de especiação desse composto (Figura 6). Podemos observar que a partir de aproximadamente 30ºC NiO e o N2 gasoso predomina sobre o nitrato, o que nos indica que a decomposição do mesmo se realiza nessa faixa de temperatura.
Figura 6. Diagrama de especiação do nitrato de níquel
4.2. Redução do NiO com H2 em substrato de alumínio
A reação de redução do óxido de níquel com hidrogênio gasoso, em termos globais, é dada pela seguinte equação:
NiO + H2(g) = Ni + H2O (4)
Assim como na etapa anterior, podemos avaliar a viabilidade termodinâmica associada à reação química apresentada pela equação (4) através da análise da variação da energia de Gibbs padrão (∆Gº) da reação como função da temperatura. (Figura 7). Podemos observar que, independente da faixa de temperatura, os valores de ∆Gº são negativos, indicando que o equilíbrio químico deve estar deslocado no sentido de formação do produto, no caso Ni metálico.

Departamento de Engenharia dos Materiais
Figura 7. Energia de Gibbs padrão da redução do NiO com H2
Além do resultado obtido pelo diagrama de Energia de Gibbs padrão em função da temperatura, a comprovação da redução sofrida pelo NiO quando sob ação do H2 também pode ser obtida mediante o cálculo da pressão parcial do gás no equilíbrio em um dada temperatura. A equação (5) nos fornece esse cálculo, assumindo-se que na atmosfera reacional há apenas H2O e H2, e que a pressão total é fixada em 1atm (reator aberto para a atmosfera).
�� � ��������������
� �������
������ � ����� ���!
1�#$ � ��� + ����
��� � 1 �� + 1(5)
O gráfico pode ser gerado a partir dos valores da pressão parcial de H2 para cara valor de temperatura, como dado na tabela a seguir:
-14,000
-12,000
-10,000
-8,000
-6,000
-4,000
-2,000
0,0000,000 200,000 400,000 600,000 800,000 1000,0001200,000
NiO + H2(g) = Ni + H2O(g)
Temperatura (ºC)
Ene
rgia
de
Gib
ss d
are
ação
(kc
al/m
ol)

Departamento de Engenharia dos Materiais
Tabela1. Pressão parcial de H2 em função da temperatura T K pH2(T)
(ºC) atm
0.000 1.024E+003 1.000977
100.000 7.733E+002 1.001293
200.000 5.933E+002 1.001686
300.000 4.544E+002 1.002201
400.000 3.598E+002 1.002779
500.000 2.952E+002 1.003387
600.000 2.474E+002 1.004042
700.000 2.111E+002 1.004738
800.000 1.829E+002 1.005467
900.000 1.607E+002 1.006221
1000.000 1.430E+002 1.006994
A aplicação da Eq. (5) para a reação de redução do NiO com H2 na faixa de temperatura entre 0ºC e 1000oC resultou no gráfico da Figura (8). Nota-se uma expressiva viabilidade termodinâmica do processo, mesmo que em temperaturas relativamente baixas. Outra informação importante que podemos obter do gráfico é que, mesmo com pequenas quantidades de hidrogênio é possível realizar a redução, por exemplo, a 600ºC, para pressões de H2 superiores a 4E-3, o processo é termodinamicamente viável utilizando-se H2 comercial.
Figura 8. Diagrama de predominância para a redução do NiO com H2
No que diz respeito à formação dos filmes Al-Ni é razoável assumir que o sistema possui uma termodinâmica favorável à formação das fases intermetálicas com base no que foi apresentado até o momento.

Departamento de Engenharia dos Materiais
5. RESULTADOS E DISCUSSÕES Dada a metodologia apresentada para o processo de obtenção de filmes de níquel em substratos de alumínio, se torna válida inicialmente a apresentação da caracterização do substrato e, em seguida, dos resultados obtidos separando-os em duas etapas, a primeira tratando da deposição do filme de NiO e a segunda da obtenção do filme de níquel metálico sobre substrato de alumínio. 5.1. Caracterização do Substrato de Alumínio Na figura (4) foi apresentada uma imagem do substrato de alumínio polido com lixa de granulometria 400 conforme especificado na metodologia. Observa-se que o método utilizado proporcionou um desgaste homogêneo, sem direção preferencial, resultando numa melhor deposição do NiO. Através de análise via EDS (tabela) foi possível identificar os elementos presentes no material (C, O, Al, Si e Ag) e pode-se constatar que, apesar do Al ser predominante, o substrato se trata na verdade de uma liga proveniente da sucata que nos foi fornecida.
Figura 9. Análise via MEV/EDS do substrato de alumínio antes de qualquer desgaste ser feito
sobre sua superfície
A seguir é apresentado um difratograma do substrato puro que nos indica haver apenas o alumínio predominando na composição da liga.
Figura 10. Difratograma característico do substrato de Al

Departamento de Engenharia dos Materiais
5.2. Filmes de Óxido de Níquel Após a etapa de decomposição térmica, o material depositado na superfície das placas de alumínio consiste em óxido de níquel puro. Isto pôde ser comprovado mediante a análise via difração de raios x. A análise quantitativa do difratograma da Figura (9) acusou a presença de partículas com tamanho médio de cristalito da ordem de 46nm, sugerindo que as partículas de NiO sintetizadas apresentam natureza significativamente nanométrica.
Figura 11. Difratograma do NiO depositado após a etapa de decomposição térmica a 400oC [10]
A Figura (10) ilustra uma camada de filme de NiO depositada sobre um substrato de alumínio, previamente polido com lixa de granulação 400 conforme especificado na metodologia e apresentado na Figura (4). Com essa imagem podemos demonstrar o total recobrimento do substrato.
Figura 12. MEV panorâmico do filme de NiO
A partir de Espectros de energia dispersiva (EDS) foi possível determinar as concentrações dos elementos presentes no filme (Figura 11). Nota-se que o Nitrogênio não se encontra presente e que os percentuais atômicos de Oxigênio se relacionam com

Departamento de Engenharia dos Materiais
os de Níquel e com os de Alumínio, indicando uma possível existência de alumina além de oxido de níquel.
Figura 13. EDS panorâmico
As imagens a seguir apresentam um MEV transversal do filme de NiO, no qual podemos estudar a qualidade da espessura, e um EDS em linha na mesma região com o intuito de determinar as concentrações dos elementos presentes no filme Figura (11).
Figura 14. MEV/EDS transversal e o perfil composicional (Al, Ni e O) de um filme NiO
5.3. Filmes de Al-Ni Antes de realizar a caracterização dos filmes preparados durante este trabalho, foi realizado um estudo variando o ângulo de incidência com o intuito de diminuir a contribuição do sinal do substrato e elevar as informações das fases intermetálicas no DRX (Figura 15). A redução dos picos em torno de 37º e 45º, este último sendo um dos principais picos do DRX característico do substrato utilizado (Figura 10), sugere que menos informação advinda do substrato está presente no espectro o que suporta a ideia de que há um recobrimento pleno. Uma vez não sendo possível eliminar completamente o sinal do substrato, optou-se por fixar o ângulo em 0.7º, onde se tem uma maior intensidade de todos os picos. Tal impossibilidade poderia ser explicada pela densidade do filme de níquel que, em função da sua porosidade natural (Figura 26), é baixa, reduzindo-se assim seu coeficiente de absorção de raios X característico.

Departamento de Engenharia dos Materiais
Figura 15. Variação do ângulo de incidência No presente trabalho foram obtidos cinco filmes que foram reduzidos com tempos reacionais iguais à 1, 2, 3, 4 e 5 horas e que foram caracterizados via MEV/EDS (panorâmico e transversal) e DRX com incidência rasante. Com os resultados apresentados fica nítido a diferença entre as fases intermetálicas presentes em casa um dos filmes, apesar da semelhança morfológica entre os mesmo.
• Filme 1 - tempo reacional de 1 hora.
Figura 16. MEV/EDS do filme reduzido com tempo reacional de 1 hora

Departamento de Engenharia dos Materiais
Figura 17. MEV/EDS transversal do filme reduzido com tempo reacional de 1 hora
Figura 18. DRX com incidência rasante com φ = 0.7º – tempo reacional de 1hs
• Filme 2 - tempo reacional de 2 horas.
Figura 19. MEV/EDS do filme reduzido com tempo reacional de 2 hora

Departamento de Engenharia dos Materiais
Figura 20. MEV/EDS transversal do filme reduzido com tempo reacional de 2 horas
Figura 21. DRX com incidência rasante com φ = 0.7º – tempo reacional de 2hs
• Filme 3 - tempo reacional de 3 horas.
Figura 22. MEV/EDS do filme reduzido com tempo reacional de 3 horas
Departamento de Engenharia dos Materiais
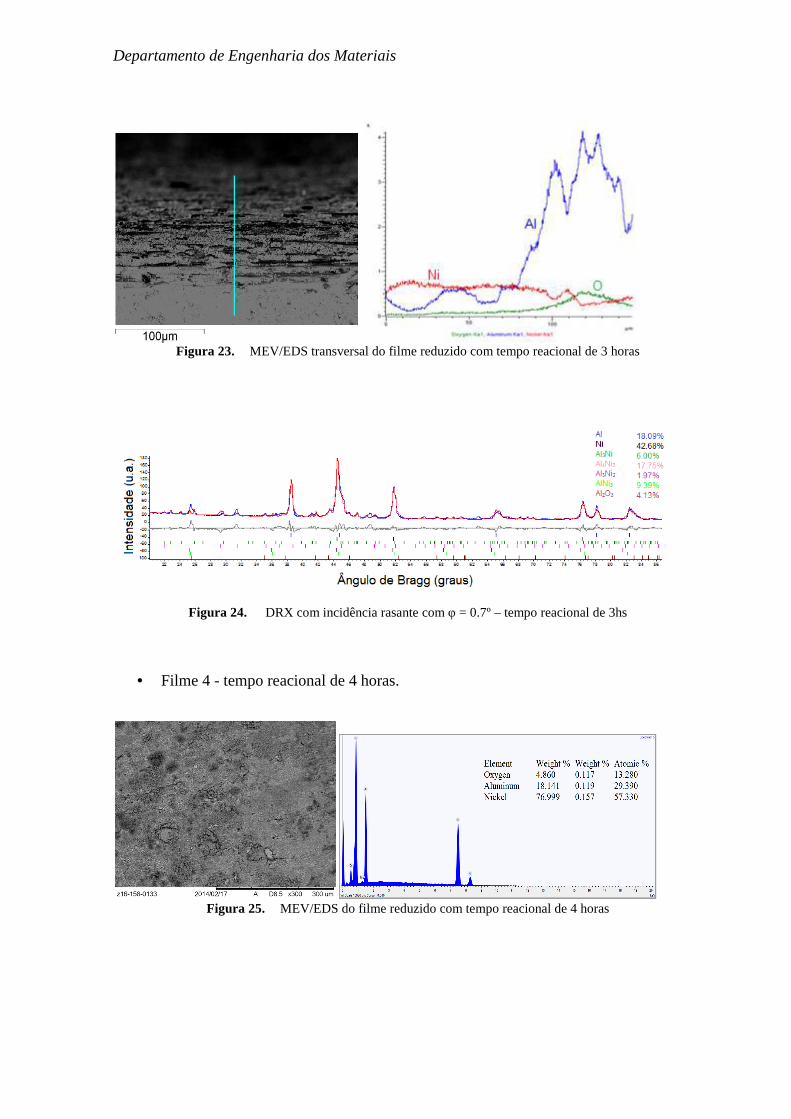
Figura 23. MEV/EDS transversal do filme reduzido com tempo reacional de 3 horas
Figura 24. DRX com incidência rasante com φ = 0.7º – tempo reacional de 3hs
• Filme 4 - tempo reacional de 4 horas.
Figura 25. MEV/EDS do filme reduzido com tempo reacional de 4 horas

Departamento de Engenharia dos Materiais
Figura 26. MEV transversal do filme reduzido com tempo reacional de 4 horas
Figura 27. DRX com incidência rasante com φ = 0.7º – tempo reacional de 4hs
• Filme 5 - tempo reacional de 5 horas.
Figura 28. MEV/EDS do filme reduzido com tempo reacional de 5 horas

Departamento de Engenharia dos Materiais
Figura 29. MEV/EDS transversal do filme reduzido com tempo reacional de 5 horas
Figura 30. DRX com incidência rasante com φ = 0.7º – tempo reacional de 5hs
A tabela a seguir mostra a relação da formação das fases intermetálicas em função do tempo de redução. Nota-se que, conforme o tempo reacional de redução do filme de NiO aumenta, a quantidade de fases intermetálicas identificadas se altera. Quando submetido à 5 horas de redução, o composto que não é mais identificado é o AlNi 3 que possui a menor composição de alumínio dentre todos os apresentados, sugerindo a difusão do alumínio para o interior do filme de níquel, fazendo com que a concentração de Al aumente com o tempo favorecendo a formação de fases com maior teor neste elemento. Tabela 2. Evolução das fases intermetálicas em função do tempo de redução do NiO
Fases intermetálicas
1 hora 2 horas 3 horas 4 horas 5horas
Al (%) 18,43 9,01 18,09 11,83 9,85 Ni (%) 73,30 74,88 42,68 63,23 75,71
AlNi (%) - - - 5,40 8,88 Al 3Ni (%) - 0,66 6,00 5,23 1,21 Al 4Ni3 (%) - 4,52 17,75 1,41 1,08 Al 3Ni2 (%) 2,46 3,94 1,97 2,46 0,53 AlNi 3 (%) 2,71 4,12 9,39 7,09 - Al 2O3 (%) 3,10 2,87 4,13 3,35 2,74

Departamento de Engenharia dos Materiais
Todas as fases identificadas estão presentes no diagrama (Figura 1), com exceção da fase Al4Ni3, o que nos sugere se tratar de uma fase metaestável. Isso é reforçado pela expressiva variação do percentual de Al4Ni3 como função do tempo, sendo praticamente nulo para 1h e 5h e alcançando valores bastante apreciáveis em instantes intermediários (17.75% em 3hs). De fato, estudos de caracterização recentes via difração de raios X de ligas tratadas termicamente a 530oC sugerem a presença da referida fase, que possui estrutura cristalina análoga ao intermetálico Ga4Ni3 [5]. 6. Conclusões Com os estudos realizados concluí-se que foi obtido um recobrimento pleno do substrato de alumínio pelo óxido de níquel, que é de extrema importância para a obtenção do filme de Ni ao final do processo. No entanto, tal recobrimento esta intimamente ligado ao desgaste controlado do substrato, o que nos motiva a continuar explorando o tema. Num segundo momento, foi possível concluir também que a formação de fases intermetálicas através da difusão do alumínio no interior do filme de níquel é termodinamicamente viável, sendo o tempo do tratamento térmico um fator importante na formação dessas fases. Finalmente, quanto á espessura os filmes obtidos apresentaram algo em torno de 20µm, dado que pode ser obtido através de MEV transversais, com uma superfície altamente porosa que pode ser explicada pelo tipo de reação química envolvida (gás/sólido). 7. Experimentos Futuros Devido à correlação entre a rugosidade do substrato e a qualidade de deposição do nitrato, convém estudar de forma detalhada a incorporação de um método automatizado de desgaste (politriz automática) à metodologia em desenvolvimento, de forma a obter uma superfície com rugosidade homogênea, bem como a incorporação de experimentos de perfilometria, que possibilitarão quantificar a variação espacial da rugosidade alcançada, e um valor de maior confiabilidade para a espessura média do filme produzido. Finalmente, tendo em vista que ainda não foi possível definir exatamente a tendência para a evolução das fases intermetálicas presentes, tem-se, portanto, uma motivação a mais para dar continuidade à pesquisa, tendo-se como foco a identificação de uma sequência de formação consistente. 8. REFERÊNCIAS BIBLIOGRÁFICAS [1] Sunil G. K. et al. Korean J. Chem. Eng., v. 28, n. 6, p. 1464-1467, 2011. [2] Patel N., Miotello A., Bello V. Applied Catalysis (B), v.103, n. 1-2, p. 31-38,
2011. [3] Maissel L. I. Handbook of thin film Technology, New York, McGraw-Hill,
1970. [4] Nardi A. Obtenção de filmes de Niquel em substratos de Alumínio por redução
seletiva com H2. Trabalho apresentado no XXI seminário PIBIC, PUC-Rio, agosto, 2013.

Departamento de Engenharia dos Materiais
[5] Urrutia, A., Tumminello, S., Aricó, S. F., Sommadossi, S. Characterization of Al–Ni intermetallics around 30–60 at % Al for TLPB application. CALPHAD, v.44, p. 108-113, 2013.
[6] Shi, D., Wen, B,. Melnik, R., Yao S., Li, T. First-principles studies of Al–Ni intermetallic compounds. Journal of Solid State Chemistry, v. 182, p. 2664 – 2669, 2009.
[7] Liu, C. T. Recent advances in ordered intermetallics . Materials Chemistry and Physics n. 42, p. 77-86, 1995.
[8] Klaus K. S. Handbook of thin film deposition processes and techniques – principles, methods, Equipment and Applications. Noyes Publications, New Jersey, USA, 1988.
[9] Leon I. M. e Reinhard G. Hand-book of thin film technology. McGraw-Hill, NY, USA, 1970.
[10] Mayer S. T. High rate copper isotropic wet chemical etching. ECS Transactions, v. 35, n. 2, p. 133-143, 2011.
[11] Lu W. L. et. al. Investigation of textured Al-doped ZnO thin films using chemical wet - etching methods. Materials Chemistry and Physics, v. 127, n. 1-2, p. 358-363, 2011.
[12] Okamoto H. Journal of Phase Equilibria and Diffusion v. 25, n. 4, p 394, 2004. [13] Cullity, B. D. Elements of X-ray diffraction, 2nd ed., 1978.