modelo de relatório - gerec.ct.utfpr.edu.br · nas primeiras semanas do estágio, o foco estava...
TRANSCRIPT

Universidade Tecnológica Federal do Paraná
Departamento Acadêmico de Mecânica
Coordenação de Estágio
Relatório Final de Estágio – Engenharia Mecânica
Banca: Ângelo Marcelo Tusset
Fábio Edenei Mainginski
Felipe Barreto Campelo Cruz
Realizado por:
André Luiz Bamberg
810975
Ponta Grossa, 21 de Fevereiro de 2013
TERMO DE APROVAÇÃO
do
ESTÁGIO CURRICULAR OBRIGATÓRIO
por
André Luiz Bamberg
A Defesa Final desse Estágio Curricular Obrigatório foi realizada em 21 de fevereiro
de 2013 como requisito parcial para a obtenção do título de Bacharel em Engenharia
Mecânica. O candidato foi arguido pela Banca Examinadora composta pelos
professores abaixo assinados. Após deliberação, a Banca Examinadora considerou o
estágio aprovado.
__________________________________ Prof. Dr. Ângelo Marcelo Tusset
Prof. Orientador
____________________________________ Prof. Dr. Eng. Felipe Barreto Campelo Cruz
Coordenador de Estágios dos Cursos de Engenharia Mecânica e de Engenharia de Produção Mecânica
____________________________________ Prof. M. Fábio Edenei Mainginski
Membro Titular
____________________________________ Prof. Dr. Thiago Antonini Alves
Coordenador do Curso de Engenharia Mecânica UTFPR/Campus Ponta Grossa
Ministério da Educação
Universidade Tecnológica Federal do Paraná Campus Ponta Grossa
Coordenação de Engenharia Mecânica

2
Lista de Figuras
Figura 1 - Metodologia WCM e seus pilares ......................................................................... 4
Figura 2 - Primeira máquina de envase Tetra Pak ................................................................. 5
Figura 3 - Composição das embalagens Tetra Pak ............................................................... 6
Figura 4 - Tolerância dos planos de manutenção ................................................................... 8
Figura 5 - Árvore de máquinas apresentando o nível “Secção” de uma máquina ................. 9
Figura 6 - Metodologia de desenvolvimento de projetos ..................................................... 10
Figura 7 - Passos do pilar de projetos dentro da metologia WCM ...................................... 11
Figura 8 - Exemplo de alguns padrões estabelecidos........................................................... 12
Figura 9 - Máquina lavadora de Anilox ................................................................................ 12
Sumário
1. Identificação .................................................................................................................. 1
2. Responsabilidade pelas Informações ............................................................................ 2
3. Introdução...................................................................................................................... 4
4. Descrição da Empresa ................................................................................................... 5
5. Descrição das Atividades Desenvolvidas no Estágio .................................................... 7
5.1 Planejamento e execução de manutenção preventiva ................................................... 7
5.2 Revisão dos Planos de Manutenção .............................................................................. 8
5.3 Projeto de Análise de Vibração ..................................................................................... 9
5.4 Arquivo de Padrões ..................................................................................................... 11
5.5 Projeto: Instalação de Máquina ................................................................................... 12
6. Dificuldades Encontradas ............................................................................................ 14
7. Áreas de Identificação com o Curso ........................................................................... 15
8. Resultados ................................................................................................................... 16
9. Conclusão .................................................................................................................... 17
Referências Bibliográficas ................................................................................................... 18
1
1. Identificação
Aluno: André Luiz Bamberg
Código: 810975
Curso: Engenharia Mecânica
Período: 10
Data de Nascimento: 07/01/1989
CPF: 075.160.819-06
RG: 9.731.614-7
e-mail: [email protected]
Celular: (42) 9936-3778
Setores de Estágio: Manutenção e Projetos
Período do estágio: 21/01/2012 à 16/12/2012
Empresa: Tetra Pak Ltda
Ramo de Atividade: Produção de embalagens cartonadas
Endereço: Rodovia BR 376, Km 499,5
Cidade: Ponta Grossa UF: Paraná
Supervisor do Estágio: Volnei Patel
Cargo: Coordenador de Projetos e Utilidades
Telefone: (42) 3219-4327
Email: [email protected]

2
2. Responsabilidade pelas Informações
Eu, André Luiz Bamberg, estudante do Curso Superior de Engenharia Mecânica na
Universidade Tecnológica Federal do Paraná – Campus Ponta Grossa, sob número de matrícula
810975, portador do RG nº. 9.731.614-7, declaro a veracidade das informações contidas neste
relatório referente às atividades de estágio desenvolvidas na empresa Tetra Pak Ltda, durante o
período de 21/01/2012 à 16/12/2012.
________________________________
André Luiz Bamberg

3
Eu, Volnei Patel, Coordenador de Projetos e Utilidades da empresa Tetra Pak e gestor do
estagiário André Luiz Bamberg, afirmo que todas as informações contidas neste relatório são
verdadeiras.
________________________________
Volnei Patel
4
3. Introdução
O trabalho realizado no período de 21 de janeiro de 2012 à 16 de dezembro de 2012 teve
como objetivo atender aos departamentos de Manutenção e Projetos da empresa Tetra Pak.
Dentre as atividades executadas para o setor de Manutenção, destacaram-se o planejamento e
execução de manutenção preventiva, bem como a execução de atividades programadas nas áreas
de produção. Além das atividades relacionadas à manutenção preventiva ocorreram, também,
atendimentos corretivos junto à equipe de plantão. Para o setor de Projetos, destacaram-se o
desenvolvimento de um arquivo de padrões e de um relatório completo das etapas de
desenvolvimento de um projeto a ser entregue aos setores de Manutenção e Produção.
Em ambos os departamentos, suas atividades devem atender às necessidades dentro da
metodologia World Class Manufacturing (Produção de Classe Mundial), doravante, denominado
WCM.
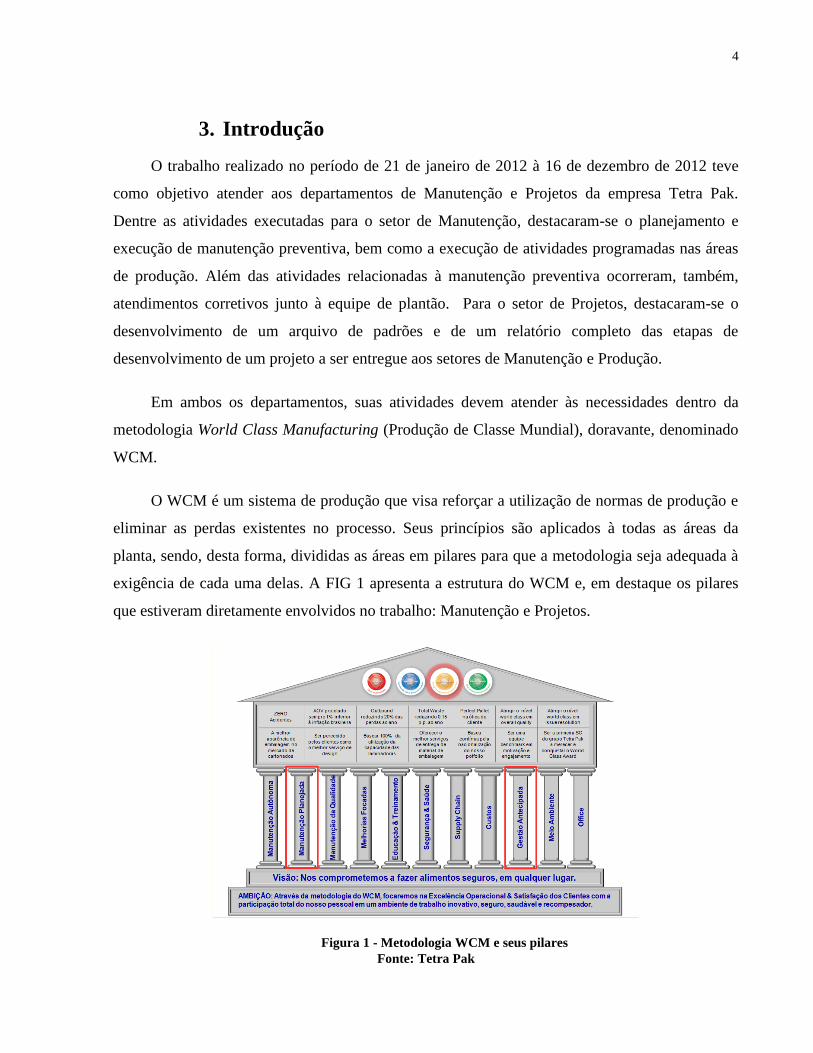
O WCM é um sistema de produção que visa reforçar a utilização de normas de produção e
eliminar as perdas existentes no processo. Seus princípios são aplicados à todas as áreas da
planta, sendo, desta forma, divididas as áreas em pilares para que a metodologia seja adequada à
exigência de cada uma delas. A FIG 1 apresenta a estrutura do WCM e, em destaque os pilares
que estiveram diretamente envolvidos no trabalho: Manutenção e Projetos.
Figura 1 - Metodologia WCM e seus pilares
Fonte: Tetra Pak
5
4. Descrição da Empresa
A Tetra Pak é uma empresa que produz embalagens cartonadas para armazenamento de
alimentos. Fundada em 1951 pelo Dr. Ruben Rausing, suas inovações mudaram a forma como os
alimentos eram envasados, armazenados e distribuídos.
A primeira máquina de envase das embalagens Tetra Pak foi apresentada em 1946 após
mais de 3 anos de desenvolvimento da idéia e, então, em 1952 a primeira máquina Tetra Pak foi
entregue à um cliente. A imagem do protótipo da primeira máquina de envase é apresentada na
FIG 2.
Figura 2 - Primeira máquina de envase Tetra Pak
Fonte: Ruben, Gad and Hans Rausing with the first Tetra Pak filling machine
Atualmente a Tetra Pak atua tanto no ramo de fabricação de máquinas de envase e
processamento, quanto na produção das embalagens. As primeiras somam nove fábricas ao redor
do mundo, enquanto as plantas para produção do material de embalagem e sistemas de abertura,
42. O número de embalagens produzidas pela Tetra Pak em 2012 ultrapassou 167 bilhões, sendo
12 bilhões destas, apenas no Brasil (TETRA PAK EM NÚMEROS, 2012).
Uma embalagem Tetra Pak é feita, basicamente, de três materiais que geram uma
embalagem muito eficiente, segura e leve. O papel tem a função estrutural da embalagem. A
camada externa, de polietileno, protege da umidade externa. A camada de polietileno que fica

6
entre o papel e o alumínio proporciona a aderência entre as mesmas. O alumínio impede a entrada
de ar e luz, o que poderia provocar perda de aroma e contaminações, por exemplo. As duas
camadas internas de polietileno visam impedir o contato do alimento com o alumínio. As
camadas podem ser observadas na FIG3.
Figura 3 - Composição das embalagens Tetra Pak
Fonte: Embalagens Cartonadas Tetra Pak
No Brasil, existem duas plantas de produção de material para embalagem. A planta de
Monte Mor, localizada no estado de São Paulo, visa produzir com alta versatilidade, possuindo
condições de produzir praticamente qualquer embalagem Tetra Pak. Por outro lado, a planta de
Ponta Grossa, Paraná, tem como objetivo a alta produtividade, porém apresenta uma gama menor
de produtos a serem produzidos.
7
5. Descrição das Atividades Desenvolvidas no Estágio
Nas primeiras semanas do estágio, o foco estava sobre o entendimento do processo
produtivo e, para tal, foi acompanhada cada uma das quatro grandes áreas da fábrica durante uma
semana cada. Neste momento, foi o tempo de entender o processo do ponto de vista da operação,
acompanhando as atividades dos operadores e focando no produto gerado em cada etapa.
Logo após estas semanas, o foco voltou-se para a manutenção e iniciaram-se treinamentos
específicos das tecnologias presentes nas máquinas de produção de embalagem da planta, ao
mesmo passo que workshops foram realizados durante todo o estágio apresentando diversas áreas
de conhecimento e de interesse interno para a companhia, como setores de marketing, design e
vendas por exemplo.
Foi neste momento, também, que a ferramenta SAP (cuja sigla em inglês significa
“Systems, Applications, and Products Data Processing”, ou, “Sistemas, Aplicações e Produtos
em processamento de dados”) foi apresentada, iniciando-se uma série de treinamentos de alguns
módulos mais relevantes para o setor. O SAP é um software utilizado para ajudar a empresa a
operar melhor, proporcionando gerenciamento de mão de obra, materiais, serviços, recursos,
finanças, projetos, entre outros.
Nos itens subdivididos a seguir, são apresentadas as principais atividades realizadas durante
o estágio, de forma mais detalhada.
5.1 Planejamento e execução de manutenção preventiva
Uma das principais atividades realizadas durante o ano foi o planejamento e a execução de
manutenção preventiva. No que se refere ao planejamento, inclui-se a chamada dos planos de
preventiva em ambiente SAP, de acordo com uma oportunidade de parada da fábrica ou parada
de uma máquina em específico. Esta oportunidade de parada pode ser definida pela demanda de
produção, por exemplo. Os planos de manutenção podem gerar ordens de manutenção com
diferentes freqüências de execução, sendo mensais, bimestrais, trimestrais, semestrais, anuais,
entre outros. Caso alguma parada de fábrica seja planejada fora do período de chamada dos
planos de manutenção, suas ordens podem ser forçadas e executadas mesmo fora de seu período
8
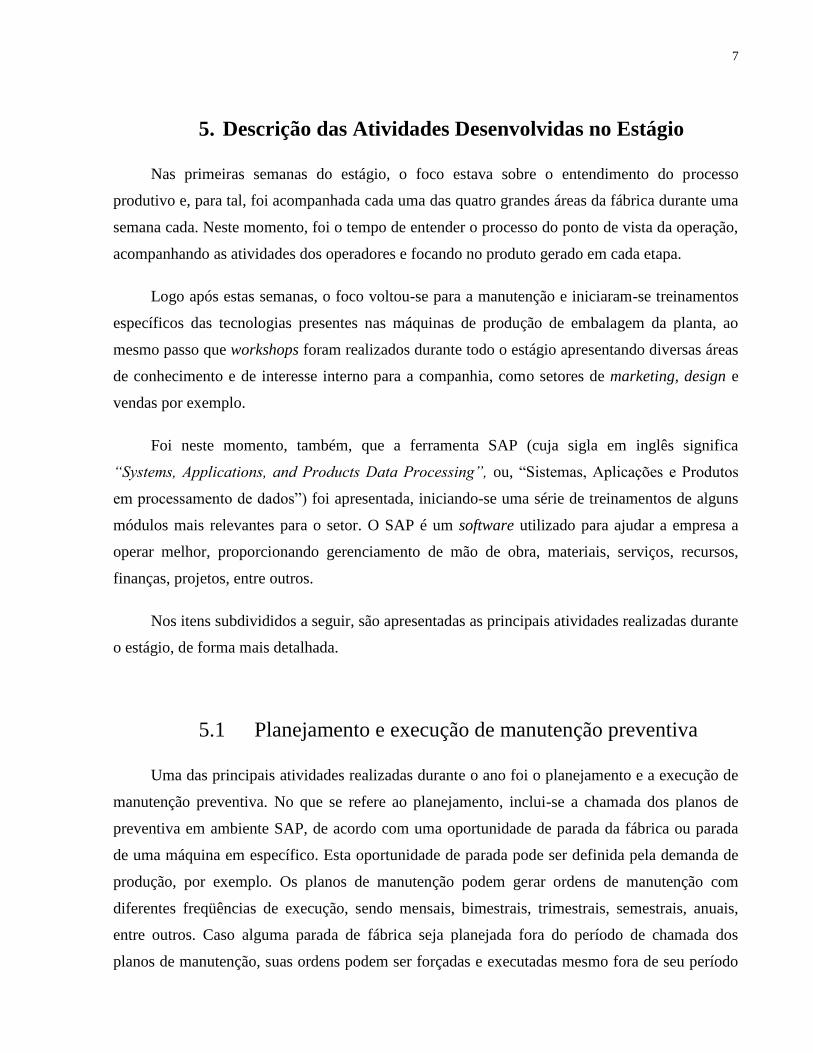
inicialmente determinado pelo respectivo plano, porém há uma tolerância predeterminada para
que a atividade seja executada sem que ocorra alteração nas datas seguintes do plano de
manutenção. A FIG 4 mostra a tolerância admissível de chamada de um plano de manutenção
como exemplo.
Figura 4 - Tolerância dos planos de manutenção
Fonte: Tetra Pak
No que diz respeito à execução de manutenção preventiva, as ordens de execução geradas
são divididas entre os manutentores, podendo ficar responsável por um ou mais sistemas de uma
máquina. No aspecto de execução de tarefas, também é de responsabilidade do próprio
manutentor realizar todos os bloqueios de energia necessários, bem como, quando necessário,
obter liberação com bombeiros, através de criação de documentação, para realização de trabalhos
em altura, com solda ou máquinas de corte, por exemplo. Este tipo de atividades de execução de
manutenção ocorreram principalmente durante a primeira metade do período de estágio, de
acordo com a programação de paradas de máquina e com a necessidade de executar outras
tarefas.
5.2 Revisão dos Planos de Manutenção
A programação da manutenção preventiva é feita através de planos de manutenção
(programa SAP). Tais planos são atrelados ao segundo nível de divisão das máquinas, conforme
explica FIG 5, onde cada elemento visível deve possuir um plano.

9
Figura 5 - Árvore de máquinas apresentando o nível “Secção” de uma máquina
Fonte: Tetra Pak
Cada plano possui itens de manutenção, nos quais estão contidas as operações. A proposta
da revisão dos planos foi garantir que cada plano possua apenas três itens (no máximo), sendo
eles denominados: Mecânico, Eletrônico, Autônoma. E, dentro desses itens, as operações seriam
organizadas pela freqüência, podendo ser semanal, mensal, bimestral, trimestral, semestral, anual,
2 anos ou 4 anos.
Esta revisão teve como objetivo otimizar o planejamento, reduzir o número de ordens
geradas e melhorar sua qualidade técnica, avaliar o tempo necessário para serem executadas, bem
como migrar atividades para planos de manutenção baseados em condição, planos de inspeção e
de manutenção autônoma.
5.3 Projeto de Análise de Vibração
Dentro do departamento de Projetos, é utilizada uma metodologia para execução dos
projetos. Tal metodologia divide um projeto em sete grandes partes chamadas Design Reviews e,
cada uma destas, apresenta diversos passos que abrangem várias áreas de conhecimento como

10
tempo, custo, comunicação, risco, aquisição, entre outras. A FIG 6 apresenta a metodologia de
forma esquemática.
Figura 6 - Metodologia de desenvolvimento de projetos
Fonte: Tetra Pak
A proposta foi que o projeto fosse executado utilizando-se desta ferramenta. O projeto tinha
como objetivo melhorar a qualidade da manutenção preditiva (manutenção baseada em condição)
tanto das máquinas de produção de embalagens, quanto das máquinas de utilidades. O problema
inicial é a dificuldade da análise de vibração em rolamentos que encontram-se em locais de difícil
acesso ou acesso inseguro. A proposta foi promover a instalação de acelerômetros fixos para esta
medição ou promover acesso seguro ao responsável pela tarefa, dependendo das condições do
ponto.
Então todos os passos da metodologia foram executados até a aprovação da proposta de
investimento (DR3). Com o investimento autorizado, a compra dos acelerômetros (entre outros
materiais) já poderia ser feita, porém, devido ao prazo de entrega oferecido pelo fornecedor, o
processo de compra não foi iniciado ainda no ano de 2012. Atualmente o projeto está tendo
continuidade e gerenciado pela Engenharia de Manutenção.
11
5.4 Arquivo de Padrões
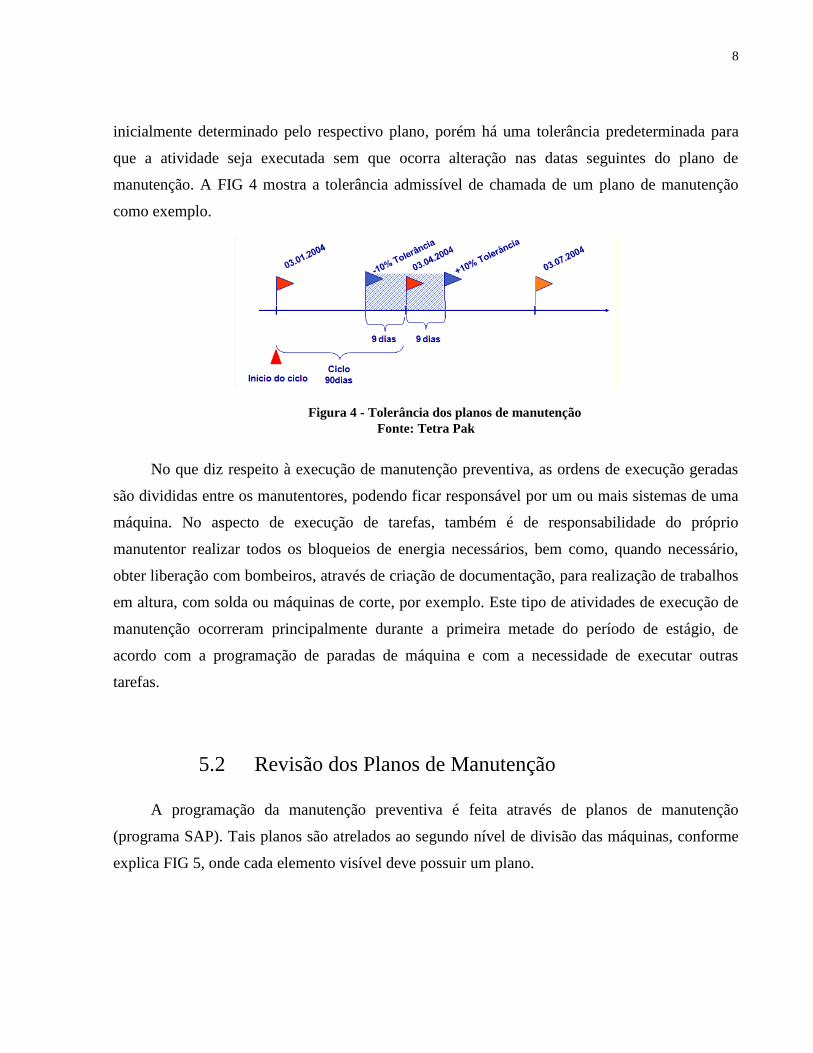
A metodologia WCM exige que cada pilar percorra sete passos para ser considerada
totalmente efetiva. A FIG 7 apresenta os passos do pilar de Projetos.
Figura 7 - Passos do pilar de projetos dentro da metologia WCM
Fonte: Tetra Pak
O pilar de Projetos encontrava-se no sexto e penúltimo passo. Tal passo baseia-se,
basicamente, na consolidação do conhecimento e para ser fortalecido, diversas ações são
tomadas, como a documentação de lições aprendidas, melhores práticas, arquivo de entrega de
projetos e arquivo de padrões (mecânicos, elétricos, civis, etc.), por exemplo. Foi dada ênfase na
reunião de documentos de padronização, tanto em nível global da companhia, quanto local, bem
como na elaboração de padrões baseado em Normas Brasileiras Regulamentadoras e normas
internas, fabricantes de componentes padrões a serem utilizados, entre outros. A FIG 8 apresenta,
apenas de forma a mostrar um exemplo, algumas páginas de documento de padrões estabelecidos
na área de segurança.
12
Figura 8 - Exemplo de alguns padrões estabelecidos
Fonte: Tetra Pak
5.5 Projeto: Instalação de Máquina
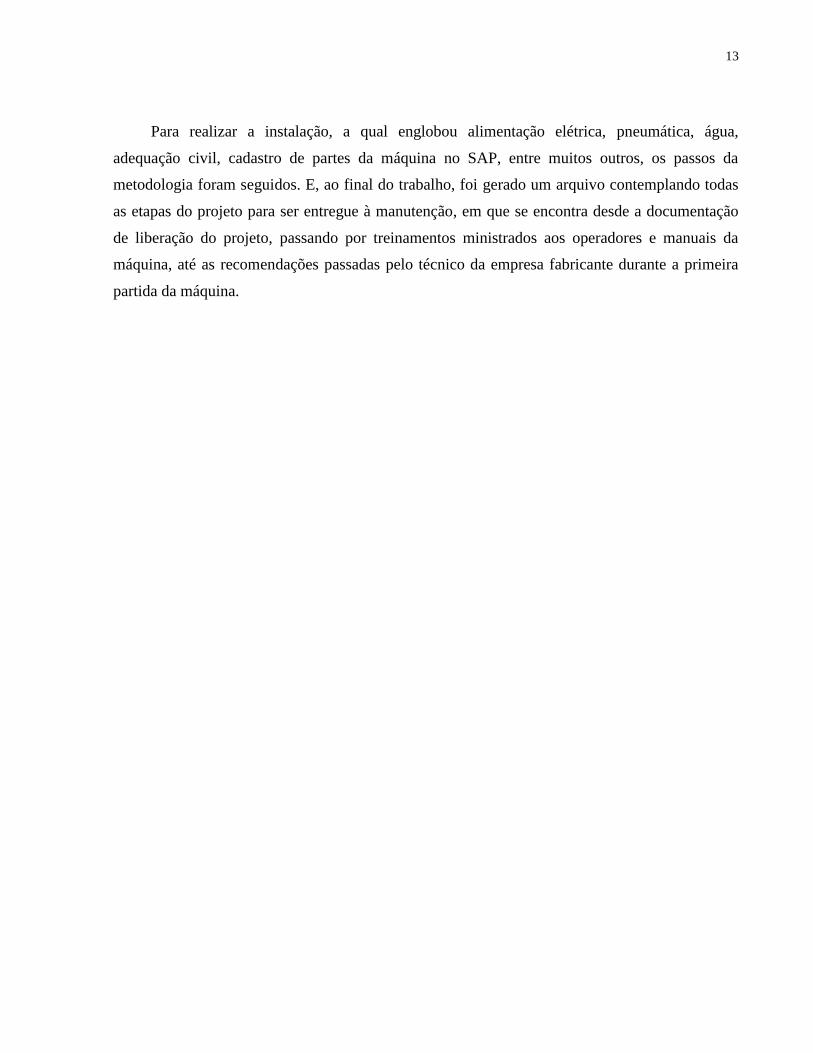
A Tetra Pak utiliza em seu processo de impressão o método chamado Flexografia, o qual
utiliza-se de um cilindro com microcavidades, chamado Anilox, no processo de transferência da
tinta para o papel. Estes cilindros necessitam ser lavados com frequência para que não ocorra a
obstrução de suas microcavidades e, para tal lavagem, foi adquirido um modelo novo de uma
máquina lavadora de Anilox. A máquina é apresentada na FIG 9, ainda fora de sua alocação final.
Figura 9 - Máquina lavadora de Anilox
Fonte: Tetra Pak
13
Para realizar a instalação, a qual englobou alimentação elétrica, pneumática, água,
adequação civil, cadastro de partes da máquina no SAP, entre muitos outros, os passos da
metodologia foram seguidos. E, ao final do trabalho, foi gerado um arquivo contemplando todas
as etapas do projeto para ser entregue à manutenção, em que se encontra desde a documentação
de liberação do projeto, passando por treinamentos ministrados aos operadores e manuais da
máquina, até as recomendações passadas pelo técnico da empresa fabricante durante a primeira
partida da máquina.
14
6. Dificuldades Encontradas
A principal dificuldade encontrada foi a adaptação ao ritmo em que se trabalha a
manutenção de uma empresa do porte e complexidade como o da Tetra Pak. A constante
necessidade de interação com os outros setores como, por exemplo, os de Produção, Segurança,
WCM e TI, a princípio representou uma carga elevada de informação que, com o tempo, passou a
ser trabalhada de maneira mais natural.
No que se refere às disciplinas cursadas na graduação, a maior deficiência é a falta de visão
prática das informações, ou seja, poderia ser feita com mais frequência a ligação entre a lição
aprendida e sua aplicação no meio industrial. A sugestão não é que se altere por completo o foco
do curso, porém que sejam consideradas algumas mudanças neste aspecto devido à grande
maioria dos alunos formados optarem por seguir carreira em indústrias ao invés do meio
acadêmico.
15
7. Áreas de Identificação com o Curso
As matérias do curso que tiveram maior impacto para o estágio foram: Desenho Técnico,
Metrologia, Materiais de Construção Mecânica, Hidráulica e Pneumática, Mecanismos,
Elementos de Máquinas e Gestão da Manutenção.
Hidráulica e Pneumática em específico foi uma disciplina de grande relevância devido à
grande aplicação nas máquinas de produção de embalagem, porém uma maior carga horária e
maior aprofundamento nesta disciplina seria de grande ajuda. Metrologia Mecânica também
esteve muito presente, devido à exigência de precisão em alinhamento das máquinas, cilindros de
passagem, redutores, acoplamentos, freios, etc. Em diversos momentos foram utilizados
conceitos de Mecanismos para análise de movimentos e sincronismo em certos sistemas.

16
8. Resultados
Nas atividades de revisão dos planos de manutenção, o trabalho obteve uma média de
redução de quase 70% dos itens de manutenção através de reorganização da estrutura. Além de
que muitas atividades foram migradas para planos de inspeção, de manutenção autônoma e
planos de manutenção preditiva, bem como muitas tarefas puderam ser excluídas devido
redundância, desatualização ou inexistência do equipamento, por exemplo. Os resultados foram
considerados satisfatórios e, de fato, tiveram contribuição para melhorar o dinamismo e qualidade
do trabalho do setor.
O projeto de estágio (melhoria da análise de vibrações em rolamentos) também obteve um
bom resultado, ao menos nos passos que foram executados até o término do período de estágio.
Obteve-se a verba total solicitada que é uma quantia calculada para atender todos os pontos da
planta que apresentam alguma impossibilidade de avaliação das condições de vibração de
rolamentos.
O arquivo de padrões gerado teve sua estrutura definida e foi alimentado com padrões
locais criados ou já existentes, bem como com padrões globais que devem ser seguidos em todas
as plantas Tetra Pak. Este arquivo é um trabalho contínuo, que nunca deve ser encerrado, cada
projeto que tenha necessidades diferentes e acabe por gerar novas informações, deve alimentar o
arquivo, que foi disponibilizado em formato físico e através de diretório na rede interna.
17
9. Conclusão
O plano de estágio foi efetivamente cumprido através de diversas atividades de relevância
tanto para a empresa, quanto para mim. Um ponto positivo é que sempre houve clareza de onde
as atividades realizadas encontravam-se dentro do planejamento estratégico do setor.
Os treinamentos recebidos dos módulos do programa SAP foram bem aprofundados e
consolidados na prática. Sabendo-se da importância que o conhecimento de SAP tem atualmente
no meio industrial, sinto-me capacitado neste aspecto com as instruções recebidas neste período.
Além de todo o conhecimento técnico adquirido (excelente complemento às teorias
aprendidas em sala de aula), a experiência de trabalhar com diferentes pessoas, de diferentes
hierarquias e até mesmo de outros países, foi muito válida para meu futuro profissional.
18
Referências Bibliográficas
Embalagens Cartonadas Tetra Pak. Disponível em: <http://www.tetrapak.com.br/negocios
/embalagens/familias.asp> Acesso em 18/12/2012.
Ruben, Gad and Hans Rausing with the first Tetra Pak filling machine. Disponível em:
<http://upload.wikimedia.org/wikipedia/commons/b/b6/Ruben,_Gad_and_Hans_Rausing_with_t
he_first_Tetra_Pak_filling_machine.jpg> Acesso em 18/12/2012.
Tetra Pak em Números. Disponível em: <http://www.tetrapak.com/br/sobre_a_tetra
_pak/empresa/tetra_pak_em_numeros/pages/tetra_pak_em_numeros.aspx> Acesso em
18/12/2012.