ministÉrio da educaÇÃo - site do colegiado do curso · web viewcheck-list de descarga de ......
TRANSCRIPT
Ministério da educaçãoUniversidade federal de Pelotas
Departamento de Ciência dos AlimentosCurso de Química de Alimentos
CONTROLE DE QUALIDADE NA EMPRESA MOSMANN ALIMENTOS
Relatório final de estágio, Apresentado à Universidade Federal de Pelotas, sob a orientação da Profª. Eliane Gouvêa Barbosa, como parte das exigências da disciplina deEstágio Supervisionado, do Curso de Química de Alimentos, para obtenção do título de Bacharel em Química de Alimentos.
Ravena Viana de LimaPelotas/2008.
1
ALUNA
Ravena Viana de Lima
CONCEDENTE
Razão social: Mosmann Alimentos Ltda.
Setor de realização do estágio: Setor de Controle e Garantia da
Qualidade.
Endereço: Rodovia RS 239, Km 43 – Parobé/RS.
Fone: (51) 3543-8500
Web-site: www.mosmannalimentos.com.br
Supervisora do estágio: Cristina Mosmann – Engenheira de Alimentos.
ESTÁGIO
Área de atuação: Depósito de matérias-primas, linha de produção,
laboratório de controle e garantia de qualidade e expedição.
Período do Termo de Compromisso: 22 de julho de 2008 a 9 de
outubro de 2008.
Período coberto pelo relatório: 22 de julho de 2008 a 9 de outubro de
2008.
Número de horas do relatório: 510 horas.
Orientador: Professora Eliane Gouvêa Barbosa.
Relatório apresentado no 8° semestre do Curso de Bacharelado em
Química de Alimentos referente ao 2° semestre letivo de 2008.
2
Banca Examinadora
Eliane Barbosa,
3
Márcia Gularte,
Caroline Borges.
Agradecimentos
Agradeço ao meu pai, por me proporcionar tudo que conquistei e por
depositar em mim confiança para alcançar um sonho;
A minha amada irmã “Jú” por acreditar em mim quando nem eu mesma
acreditei;
A minha mãe por iluminar todos os meus caminhos com suas palavras
de afeto e coragem em todos os momentos;
Ao meu amor pela compreensão e incentivo;
A família Mosmann por me amparar e acolher no período de estágio;
Aos amigos pelos bons momentos que passamos juntos;
Ao “Quarteto fantástico” formado durante a graduação que guardarei
comigo eternamente;
Aos professores, por seus ensinamentos, experiência e amizade.
A empresa Mosmann Alimentos pela possibilidade de estágio e
aprendizagem prática;
A todos que de alguma forma, contribuíram para mais esta etapa
vencida.
4
SumárioLista de tabelas..................................................................................................6
Lista de figuras...................................................................................................7
Resumo..............................................................................................................8
1 Introdução.......................................................................................................9
2 Objetivos.......................................................................................................13
2.1 Objetivos gerais.........................................................................................13
2.2 Objetivos específicos.................................................................................13
3 Atividades desenvolvidas.............................................................................14
3.1 Treinamento Mosmann Alimentos: Higiene e organização.......................15
3.2 Treinamento Mosmann Alimentos: Boas Práticas de Fabricação.............17
3.3 Inspeção mensal de higiene pessoal, organização e comportamento dos
funcionários da empresa Mosmann Alimentos................................................18
3.4 Desenvolvimento do manual de Boas Práticas de fabricação...................22
5
3.4.1 Implantação do manual de BPF da empresa Mosmann
Alimentos.........................................................................................................22
3.4.1.1 Higiene pessoal e requisito sanitário...................................................24
a) Procedimento para uso de uniformes..........................................................25
b) Conduta e higiene pessoal..........................................................................26
c) Higiene das mãos........................................................................................28
d) Regras para visitantes.................................................................................30
e) Controle integrado de pragas......................................................................32
f) Aspectos gerais de fabricação......................................................................33
g) Higienização das instalações, equipamentos, móveis e
utensílios..........................................................................................................35
h) Controle da água utilizada na empresa.......................................................36
i) Manejo de resíduos......................................................................................38
j) Programa de recolhimento de alimentos Recall...........................................39
4 Sugestões à empresa Mosmann Alimentos..................................................43
5 Conclusão.....................................................................................................44
6
6 Referências...................................................................................................45
LISTA DE TABELAS
Tabela 1 – Estrutura organizacional da empresa Mosmann Alimentos Ltda..................................................................................................................11
Tabela 2 – Plano de ação do mês de agosto de 2008, setor sala de limpeza de trafilas..........................................................................................................20
Tabela 3 – Check-List de inspeção dos colaboradores da empresa Mosmann Alimentos Ltda.................................................................................................24
Tabela 4 – Check-list de descarga de matéria-prima da empresa Mosmann Alimentos Ltda.................................................................................................32
Tabela 5 – Procedimento de higienização do setor de empacotamento de massas caseiras da empresa Mosmann Alimentos.........................................37
Tabela 6 – Planilha de registro de higienização do setor de empacotamento de massas caseiras da empresa Mosmann Alimentos Ltda..................................................................................................................38
Tabela 7 – Planilha de registro de cloro residual livre e pH da caixa de água da empresa Mosmann Alimentos.....................................................................40
Tabela 8 – Resíduos oriundos da empresa Mosmann Alimentos....................41
Tabela 9 – Monitorizarão dos produtos acabados...........................................42
7
LISTA DE FIGURAS
Figura 1 – Produtos comercializados pela empresa Mosmann Alimentos........9
Figura 2 – Frente do folder distribuídos no mês de agosto de 2008................16
Figura 3 – Verso do folder distribuídos no mês de agosto de 2008.................16
Figura 4 – Treinamento de agosto de 2008.....................................................17
Figura 5 – Treinamento de outubro de 2008....................................................17
Figura 6 – Expressões que demonstram situações nas quais podem se apresentar cada setor......................................................................................19
Figura 7 – Jornal interno da empresa Mosmann Alimentos.............................21
Figura 8 – Cartaz de orientação para correta lavagem das mãos...................26
Figura 9 – Dosador de cloro da empresa Mosmann Alimentos.......................40
8
Resumo
LIMA, Ravena Viana. 2008. 46f. Controle de Qualidade na Indústria Mosmann Alimentos. Relatório de estágio apresentado ao curso de
Bacharelado em Química de Alimentos. Universidade Federal de Pelotas –
UFPel.
Este trabalho objetiva apresentar as atividades desenvolvidas durante o
estágio curricular, realizado na empresa Mosmann Alimentos Ltda., como pré-
requisito para a obtenção do título de Bacharel em Química de Alimentos. No
decorrer do trabalho é apresentada a descrição das atividades
desempenhadas, como a atuação no setor de Controle de Qualidade. A
Mosmann é uma empresa que atua na produção de massas alimentícias e
biscoitos, fundada há 63 anos em Parobé, produzindo atualmente mais 400
ton/mês de produtos. Os produtos da Mosmann são distribuídos para todo
Estado do Rio Grande do Sul, Paraná, Santa Catarina, São Paulo e trabalha
também com exportações para Venezuela e Japão, gerando mais de 120
9
empregos diretos. Este trabalho, no entanto, será focado no controle de
qualidade da empresa, já que Mosmann sempre primou pela qualidade de
seus produtos, assim permanecendo na busca por programas de qualidade
total, que estão sendo desenvolvidos e aplicados durante o período de estágio
e terão continuidade após o término do mesmo. E onde são desenvolvidos por
pessoas qualificadas e aptas a elaboração dos mesmos. A empresa dispõe de
treinamentos internos de Boas Práticas de Fabricação (BPF) para seus
colaboradores enfocando a higiene e segurança alimentar, higiene pessoal,
assim como trabalho em equipe e ferramentas da qualidade proporcionando o
suporte adequado para que os produtos Mosmann tenham a qualidade
assegurada.
Palavras-chave: Massas Alimentícias. Controle de Qualidade. Boas Práticas
de Fabricação.
1 Introdução
A empresa Mosmann Alimentos Ltda. foi fundada há 63 anos em
Parobé, na época distrito do Município de Taquara.
Produz atualmente mais 400 ton/mês de massas alimentícias e
biscoitos, distribuindo seus produtos para todo Estado do Rio Grande do Sul,
Paraná, Santa Catarina, São Paulo e trabalhando também com exportações
para Venezuela e Japão, gerando mais de 120 empregos diretos.
A Mosmann sempre primou pela qualidade de seus produtos, o que fez
da massa caseira Mosmann a mais vendida no sul do país. A empresa foi a
pioneira em fabricar a bolacha Maria de Chocolate Mosmann, produto
desenvolvido especialmente para elaboração de tortas, além de uma variada
gama de outros produtos disponibilizados para atender as necessidades dos
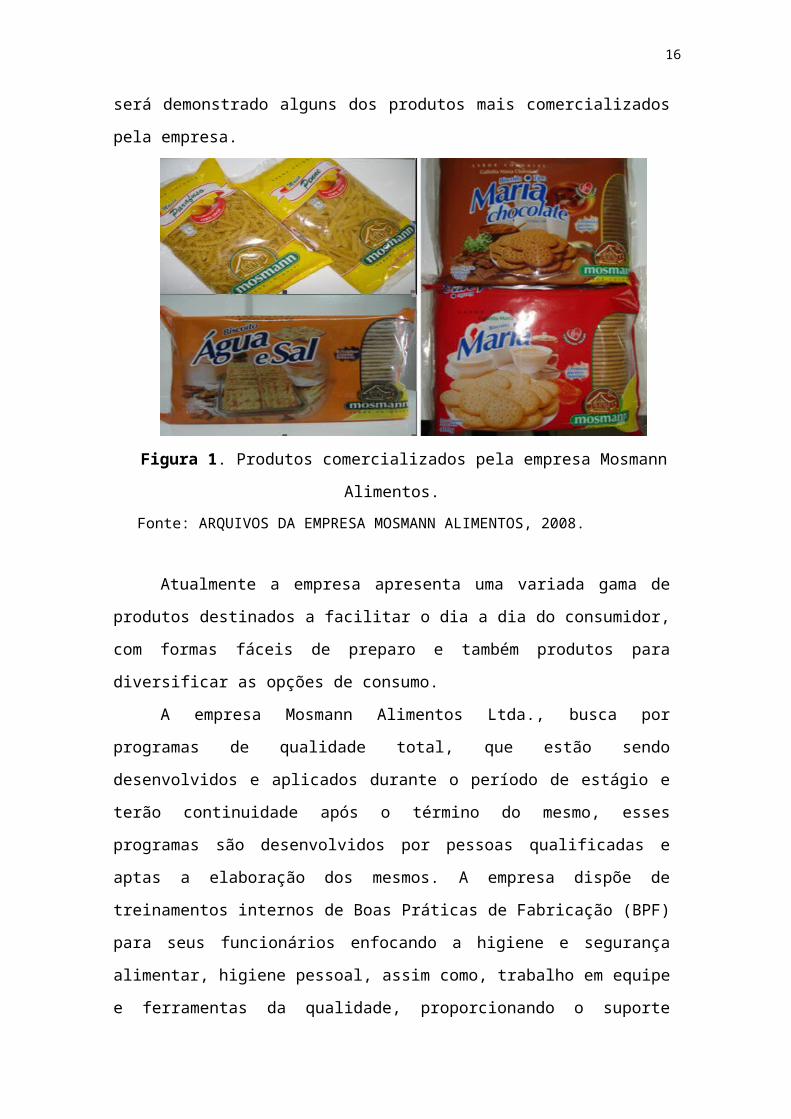
consumidores. Na Fig. 1 será demonstrado alguns dos produtos mais
comercializados pela empresa.
10
Figura 1. Produtos comercializados pela empresa Mosmann Alimentos.
Fonte: ARQUIVOS DA EMPRESA MOSMANN ALIMENTOS, 2008.
Atualmente a empresa apresenta uma variada gama de produtos
destinados a facilitar o dia a dia do consumidor, com formas fáceis de preparo
e também produtos para diversificar as opções de consumo.
A empresa Mosmann Alimentos Ltda., busca por programas de
qualidade total, que estão sendo desenvolvidos e aplicados durante o período
de estágio e terão continuidade após o término do mesmo, esses programas
são desenvolvidos por pessoas qualificadas e aptas a elaboração dos
mesmos. A empresa dispõe de treinamentos internos de Boas Práticas de
Fabricação (BPF) para seus funcionários enfocando a higiene e segurança
alimentar, higiene pessoal, assim como, trabalho em equipe e ferramentas da
qualidade, proporcionando o suporte adequado para que os produtos
Mosmann tenham a qualidade assegurada.
Em dezembro de 1999 foi inaugurada suas novas instalações junto a
Rodovia RS 239 em Parobé, em uma área de 5.500 m2, sendo atingida uma
produção de 4800 ton/ano. Com a utilização de novos equipamentos e
tecnologia, produtos e serviços foram melhorados, ficando entre as maiores
empresas no Rio Grande do Sul. Desta forma, houve o aumento na
contribuição para o desenvolvimento do município de Parobé, intensificando
sua atuação na região sul do Brasil.
11
A empresa é composta pela direção, departamentos funcionais
(Compras, Vendas/Marketing, Administrativo, Técnico e Manutenção), pelo
Comitê de Administração Participativa (CAP) e pelo Departamento de
Recursos Humanos que oferece o suporte necessário para o desenvolvimento
da empresa como um todo (HISTÓRICO MOSMANN, 2008).
Na Tab. 1 apresenta a estrutura organizacional da empresa Mosmann
Alimentos.
Tabela 1. Estrutura organizacional da empresa Mosmann Alimentos.
Setor Membros
Diretoria Diretor Técnico e Diretor Administrativo
Departamento de
Compras
Coordenador e um auxiliar
Departamento de
Marketing
Coordenador e quatro supervisores de vendas
Departamento
Administrativo
Coordenador responsável pelos seguintes setores:
Pessoal, Recepção, Contabilidade, Faturamento/
Cobrança e Financeiro
Departamento Técnico Gerente de Produção, uma Engenheira de
Alimentos, um Técnico em Química e Segurança
do Trabalho e um estagiário escolhido através de
Concurso Interno
Departamento de
manutenção.
Composto por um coordenador 5 auxiliares.
CAP – Comitê de Formado pela diretoria e coordenadores dos
12
Administração
Participativa –
departamentos
Departamento de
Recursos humanos
Composto por um Coordenador e um auxiliar.
Fonte: ARQUIVOS DA EMPRESA MOSMANN ALIMENTOS, 2008.
As atribuições e forma de atuação dos setores da empresa serão
explanadas abaixo de forma compacta, para melhor entendimento do
funcionamento da empresa.
Departamento de MarketingA empresa encontra-se por organizar o seu Departamento de
Marketing, porém, atualmente a mesma está estruturada com seu
Departamento de Vendas, atuando com 1 (um) Coordenador e 4 (quatro)
supervisores de vendas, os quais têm sob sua responsabilidade 40 (quarenta)
vendedores.
Pesquisa e DesenvolvimentoO setor de Pesquisa e Desenvolvimento fazem parte de um trabalho
conjunto realizado pelo Departamento Técnico.
Os novos produtos e melhorias dos já existentes são solicitados pelo
Departamento de Marketing ou por iniciativa do Departamento Técnico e
aprovados para lançamento pelo Comitê de administração participativa (CAP).
Nível de Segurança das formulaçõesO controle de qualidade atua em todas as etapas do processo, desde o
desenvolvimento dos fornecedores até o consumidor final. Encontra-se em
fase de implantação o Sistema Integrado de Qualidade – que é a integração
das BPF (Boas Práticas de Fabricação). As formulações são codificadas e de
fácil acesso.
A empresa Mosmann alimentos trabalha com equipamentos fabricados
no Brasil e de empresas multinacionais tais como: KHS, Braibanti, Fabrima,
Pavan, etc.; utiliza tecnologia proveniente destas empresas e desenvolve
tecnologia própria (HISTÓRICO MOSMANN, 2008).
13
2 Objetivos
2.1 GeralAmpliar e aprimorar os conhecimentos adquiridos ao longo do curso de
Bacharelado em Química de Alimentos, através do acompanhamento e auxílio
nas atividades desempenhadas pelo setor de Garantia e Controle da
Qualidade na empresa Mosmann Alimentos, RS.
2.2 Específicos Participar da equipe de desenvolvimento e implantação do Manual de
Boas Práticas de Fabricação (BPF) na empresa;
Monitorar a execução do manual de BPF;
Treinar para capacitar e informar os funcionários da empresa;
14
Integrar os novos funcionários, explanando conceitos de higiene,
organização e BPF.
Monitorar a qualidade da matéria-prima desde o recebimento,
processamento, embalagem até a liberação do produto para o cliente.
3 Atividades desenvolvidas
A garantia da qualidade e da segurança na alimentação é um direito
dos consumidores em todo mundo. Por isso cada vez mais as organizações
públicas, e também as empresas do setor de alimentos têm buscado
assegurar a qualidade de seus produtos e serviços (GALHARDI, 1994).
A necessidade de constante aperfeiçoamento das ações de controle
sanitário na área de alimentos fez com que a Mosmann Alimentos Ltda.,
desenvolvesse um manual de Boas Práticas de Fabricação, visando adequar
a empresa ao sistema de qualidade total.
Assim durante o estágio curricular foram realizadas diversas atividades
envolvidas com o aprimoramento, desenvolvimento e implantação desse
15
manual de Boas Práticas de Fabricação (BPF) e seus Procedimentos
operacionais padronizados (POP’s).
Durante o período de estágio, as atividades desenvolvidas na
Mosmann Alimentos Ltda. foram realizadas no setor de controle de qualidade
junto à equipe de controle através de treinamentos periódicos e aplicação do
Manual de BPF junto aos funcionários da empresa.
Os funcionários ligados diretamente a produção recebem instruções
através de treinamentos sobre BPF, aos novos funcionários essas instruções
são passadas através da integração realizada antes de começar a atuar na
sua função e os visitantes são orientados antes de entrar na linha de
produção.
Durante o estágio foram ministrados dois treinamentos sobre higiene,
organização, BPF e motivação durante o período de estágio. Nesses
treinamentos todos os funcionários participaram e a apresentação foi
realizada com duração de 30 minutos em cada turno onde ocorreu a interação
de todos os envolvidos através de perguntas sobre BPF e sobre o manual de
boas práticas da empresa. O funcionário que acertasse um questionamento,
relacionado as BPF, ganhava um brinde, assim estimulando a participação.
3.1 Treinamento Mosmann Alimentos: Higiene e Organização
No primeiro treinamento que ocorreu no mês de agosto, além de
explanar o Manual de BPF e dicas comportamentais foram passadas aos
funcionários as novas planilhas de registro de higienização de cada setor, que
foram modificadas e atualizadas junto ao Manual de BPF. Este treinamento
serviu para facilitar a compreensão, já que as planilhas existentes
anteriormente eram bastante complexas e os procedimentos de higiene não
estavam sendo registrados pelos funcionários. Após a mudança nas planilhas,
16
e da orientação passada nos treinamentos e o acompanhamento junto as
linhas de produção durante a higienização, os colaboradores passaram a
registrar esses procedimentos.
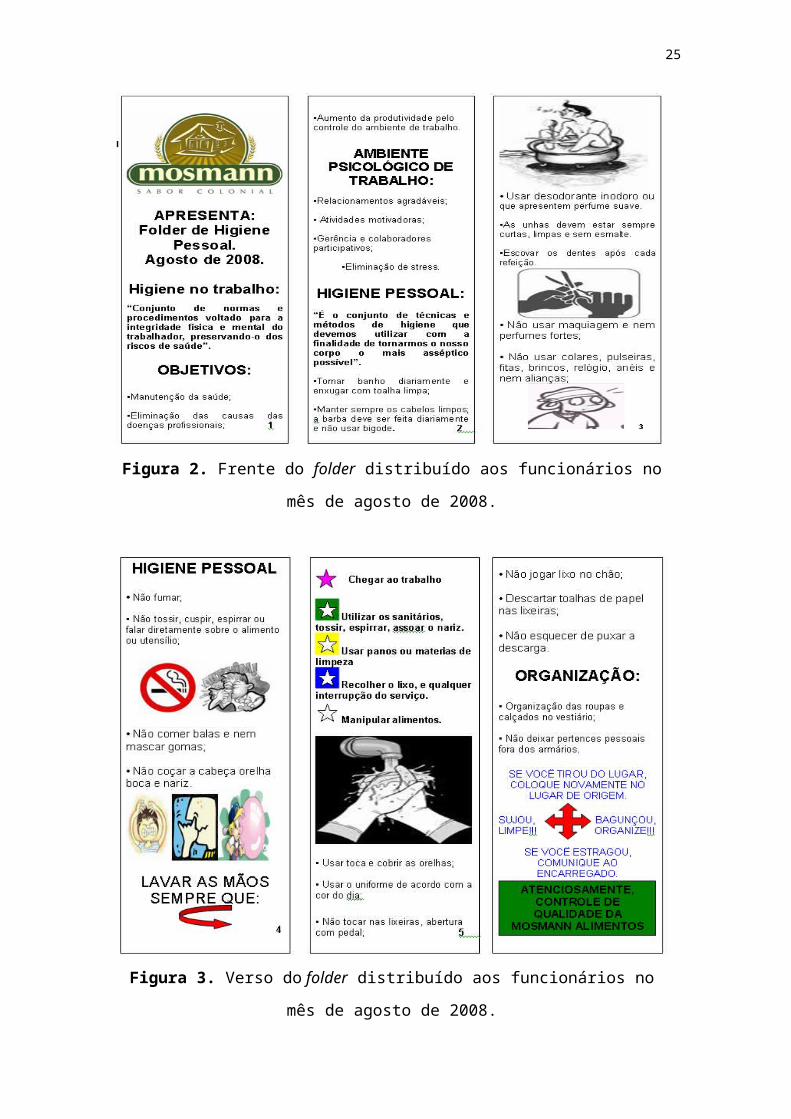
Também nesse primeiro treinamento foi distribuído aos funcionários um
folder ilustrativo com dicas de higiene, organização e BPF. A idéia do folder
surgiu como um incentivo a leitura e para que os funcionários pudessem levar
para fora do trabalho dicas de higiene e comportamento. As Figs. 2 e 3
apresentam as ilustrações do folder distribuído aos funcionários no primeiro
treinamento ministrado dentro da empresa durante o estágio.
Figura 2. Frente do folder distribuído aos funcionários no mês de agosto de
2008.
17
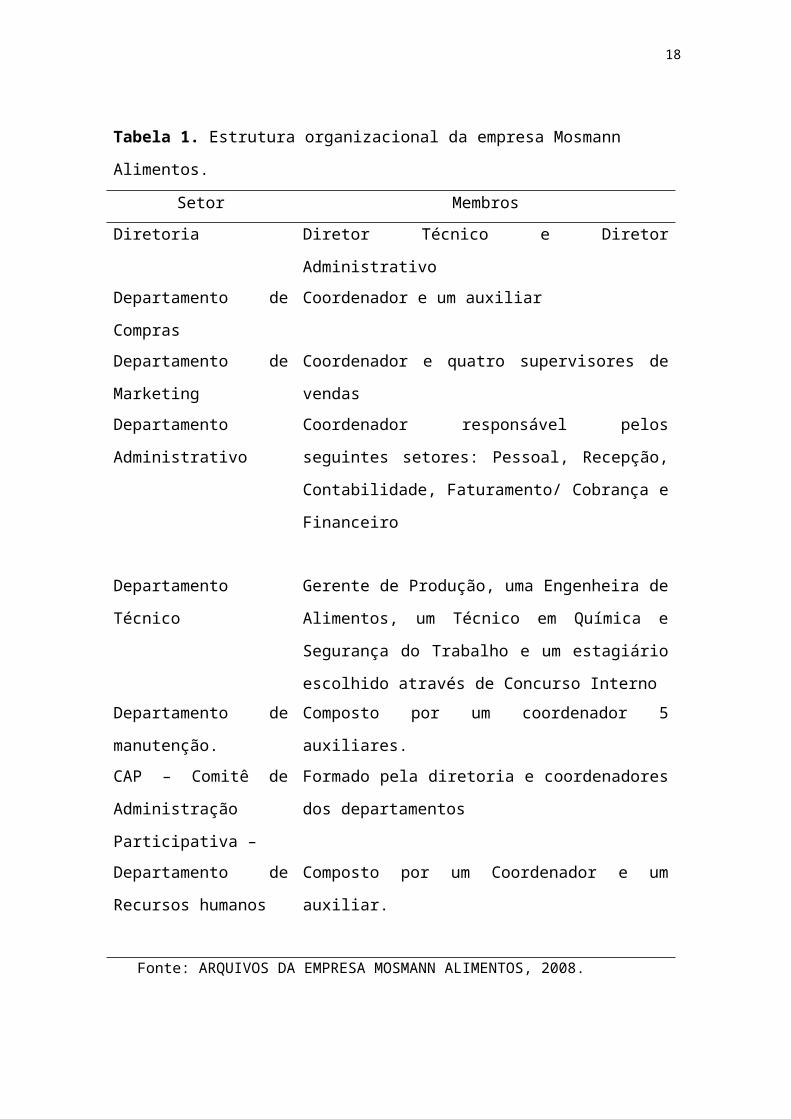
Figura 3. Verso do folder distribuído aos funcionários no mês de agosto de
2008.
3.2 Treinamento Mosmann Alimentos: Boas Práticas de Fabricação
O segundo treinamento realizado no inicio do mês de outubro explanou
o manual de BPF. Neste, também foi passado um vídeo para estimular os
funcionários para assumirem responsabilidades.
As Figuras 4 e 5 ilustram os dois treinamentos ministrados aos
funcionários da Mosmann Alimentos durante o estágio curricular.
18
Figura 4. Treinamento do mês de agosto de 2008.
Figura 5. Treinamento do mês de outubro de 2008.
3.3 Inspeção mensal de higiene pessoal, organização e comportamento dos funcionários da empresa Mosmann Alimentos
Ao começar a inspeção mensal dos funcionários quanto à higiene
pessoal e comportamento adequado dentro da empresa, foi sugerido a
doação de um brinde para o setor que apresentar todos os funcionários com
os itens em conformidade que constam no check-list de inspeção dos
funcionários. Esse brinde servirá como estimulo a utilização correta dos
uniformes, EPI’s e higiene pessoal.
Também durante o estágio foi dado seguimento ao check-list mensal
passado em cada setor voltado para higiene e organização. Esse check-list é
realizado paralelo ao grupo de melhorias da empresa. Uma vez por mês é
realizado um grupo de melhorias onde os funcionários voluntariamente
participam dando sugestão de melhorias para cada setor da fábrica. Após a
reunião é realizada uma visita por todos os setores da fábrica onde os
19

funcionários dão opiniões de melhoramentos em cada setor. A partir dos
dados e sugestões dos funcionários durante estas reuniões e visitas, é
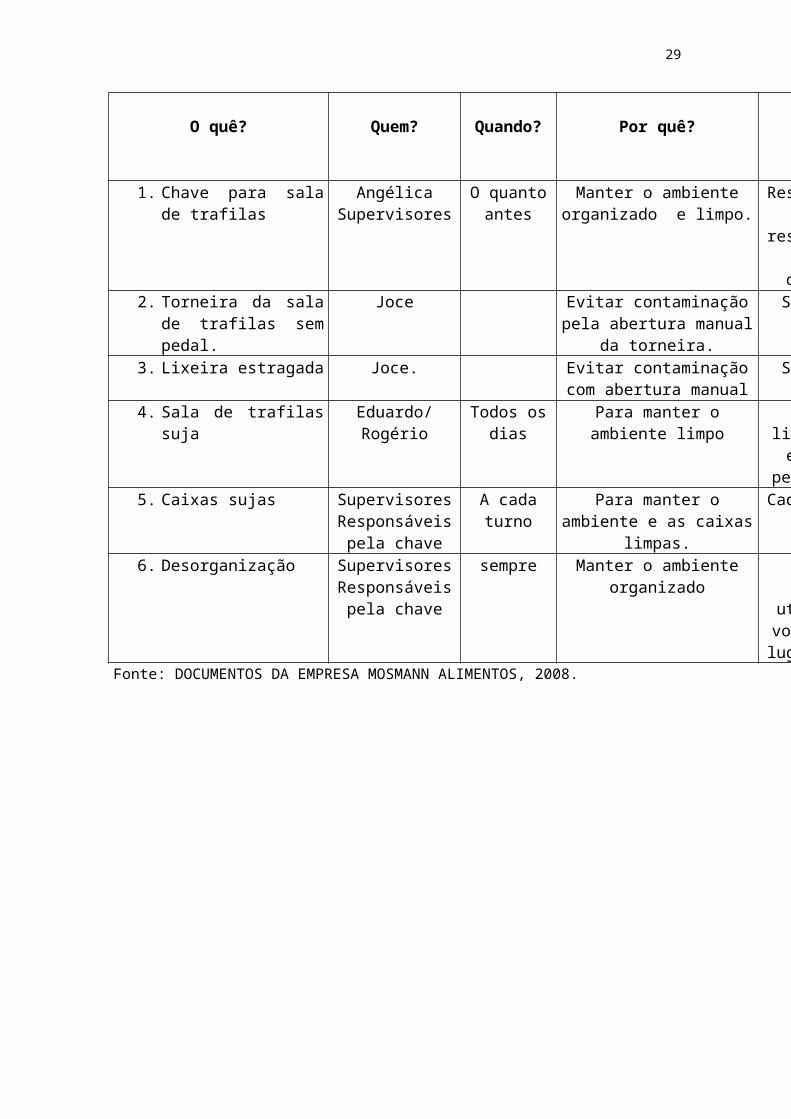
montado por mês um plano de ação para cada setor demonstrado na Tab. 2.
Esse plano é então repassado aos supervisores dos setores e também
individualmente a cada funcionário da empresa. Após 15 dias é realizada uma
inspeção verificando o percentual de acertos da execução do plano de ação.
Os resultados são passados aos supervisores dos setores, ao gerente de
produção e ao diretor da empresa com o objetivo de todos ficarem cientes das
situações presentes na produção. Os resultados de cada setor também são
demonstrados no mural de entrada da produção para que todos os
funcionários possam ver o resultado do plano de ação do mês. Estes
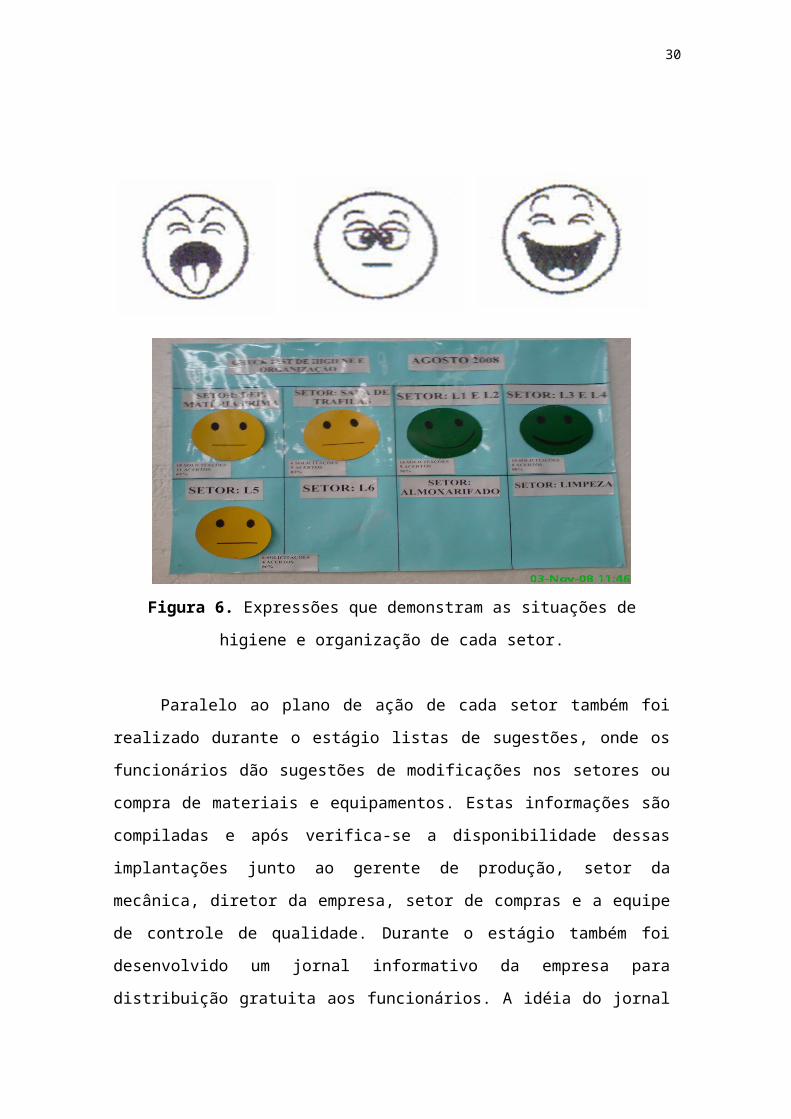
resultados são demonstrados aos funcionários de forma simplificada, através
figuras que indicam que o setor esta bom, médio ou ruim. A Fig. 6 demonstra
as figuras de cada situação que poderá se encontrar o setor, essas figuras se
apresentam em três cores diferentes sendo verde para o setor que apresentar
mais de 75% de acertos no plano de ação do mês, amarela para o setor com
50 a 75% de acertos e vermelho para o setor com menos de 50% de
verificações atendidas no plano de ação do mês.
Tabela 2. Plano de ação do mês de agosto de 2008, no setor da sala de limpeza de trafilas.
O quê? Quem? Quando? Por quê?
1. Chave para sala de trafilas
AngélicaSupervisores
O quanto antes
Manter o ambiente organizado e limpo.
Responsável pela chave, responsabilidade de
manter a organização.2. Torneira da sala de
trafilas sem pedal.Joce Evitar contaminação pela
abertura manual da torneira.Solicitação à mecânica.
3. Lixeira estragada Joce. Evitar contaminação com abertura manual
Solicitação à mecânica.
4. Sala de trafilas suja Eduardo/Rogério Todos os dias
Para manter o ambiente limpo Realizar a limpeza do chão e das caixas
20
5. Caixas sujas SupervisoresResponsáveis pela
chave
A cada turno Para manter o ambiente e as caixas limpas.
Cada setor lavar suas
6. Desorganização SupervisoresResponsáveis pela
chave
sempre Manter o ambiente organizado
Cada coisa depois de utilizada deve voltar
para seu lugar de
Fonte: DOCUMENTOS DA EMPRESA MOSMANN ALIMENTOS, 2008.
21
Figura 6. Expressões que demonstram as situações de higiene e organização
de cada setor.
Paralelo ao plano de ação de cada setor também foi realizado durante
o estágio listas de sugestões, onde os funcionários dão sugestões de
modificações nos setores ou compra de materiais e equipamentos. Estas
informações são compiladas e após verifica-se a disponibilidade dessas
implantações junto ao gerente de produção, setor da mecânica, diretor da
empresa, setor de compras e a equipe de controle de qualidade. Durante o
estágio também foi desenvolvido um jornal informativo da empresa para
distribuição gratuita aos funcionários. A idéia do jornal serve como estímulo
aos funcionários e uma forma de passar informações que alcancem a todos
de uma forma mais descontraída, além de levar entretenimento e novidades
sobre a empresa ao alcance de todos. A idéia do jornal teve uma excelente
aceitação por parte de todos os funcionários.
A Figura 7 apresenta uma demonstração ilustrativa do jornal distribuído
aos funcionários da empresa.
Figura 7. Jornal interno da empresa Mosmann Alimentos.
Fonte: ARQUIVOS DA EMPRESA MOSMANN ALIMENTOS, 2008.
3.4 Desenvolvimento do Manual de Boas Práticas de Fabricação
22
A empresa na qual o estágio foi realizado já possuía um manual de
Boas Práticas de Fabricação, porém havia a necessidade de atualizações
referente a esse manual junto aos funcionários da empresa.
Primeiramente houve um estudo detalhado do manual existente na
empresa e em conjunto com a equipe do controle de qualidade optou-se por
implantar esse manual passo a passo junto aos funcionários ligados a
produção, pois o conhecimento desse manual não estava ao alcance de
todos.
Através dos planos de ação e inspeções mensais com os funcionários
pode-se realizar esse trabalho de implantação individualmente com cada
funcionário e em conjunto através dos treinamentos e grupo de melhorias.
3.4.1 Implantação do Manual de BPF da empresa Mosmann Alimentos
4.1.1 Higiene pessoal e requisito sanitário
a) Procedimento para uso de uniformes
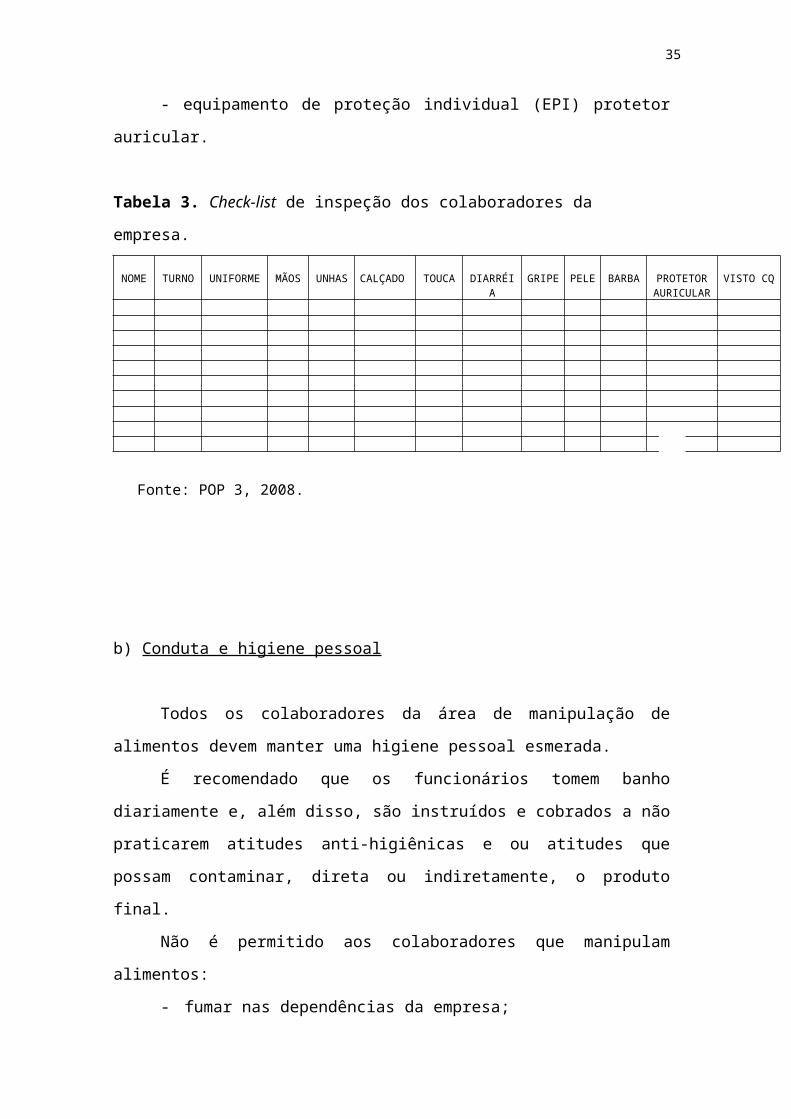
Mensalmente é feita uma inspeção nos uniformes e higiene pessoal
dos funcionários através de check-list específico demonstrado na Tabela 3.
Através desse check-list é verificada a conformidade dos funcionários quanto
23
ao uso do uniforme e as condições satisfatórias dos mesmos, assim as
desconformidades apresentadas pelos colaboradores são repassadas ao
supervisor do setor e posteriormente ao setor de Recurso Humanos (RH) da
empresa para que possam ser corrigidas.
Segundo o manual de BPF da empresa, é distribuído para os
funcionários 5 jogos de uniformes que possuem cores específicas para cada
dia da semana. Esta distinção de cores faz com que os funcionários
responsáveis pela higienização dos seus uniformes tenham tempo de
higieniza-los de forma correta e também é uma forma de controle para que o
mesmo uniforme não seja utilizado mais de uma vez na semana pelos
colaboradores. Através da inspeção mensal são verificadas as condições em
que se encontram os uniformes, o uso adequado da touca, a utilização dos
equipamentos de proteção individual (EPI), a utilização de calçados fechados,
a barba dos colaboradores e também o estado de saúde (POP 3, 2008).
As roupas, especialmente se forem confeccionadas em materiais
absorventes (lã), podem acumular microrganismos e materiais alimentares.
Trocas e lavagens periódicas das roupas diminuem os perigos de
contaminação. Por isso o uso de uniformes de cores claras são valiosas
ferramentas para identificar manchas de resíduos alimentares e a
necessidade de trocá-las (BAIRD-PARKER, 1997).
O tecido a ser usado é uma mistura entre o algodão natural e fibras de
poliéster, pois além de serem mais leves, permitem melhor ventilação e boa
absorção de suor. Quanto mais elevada a porcentagem de fibras sintéticas na
composição da roupa, menos conforto apresenta pela não absorção do suor.
É este tecido o mais favorável para evitar a proliferação da
contaminação, pois o poliéster é liso e não permite a adesão de bactérias. As
fibras de poliéster têm uma resistência 100% superior às de algodão puro, e
durando mais, exigem menor capital de giro. A natureza e estrutura das fibras
não favorecem a fixação da sujeira, desta forma gastam menos quantidade de
detergente na lavagem, empregando-se menor tempo na lavagem, secagem e
passagem (UNIFORMES PARA INDÚSTRIA ALIMENTICIA, 2008).
24
Com base no exposto acima, todo pessoal que está ligado à produção
de alimentos deve ser orientado a manter hábitos de higiene pessoal e com
os uniformes. Os uniformes são compostos por:
- avental de cor clara, sem bolsos acima da cintura e inteiriço (sem
botões);
- touca de tecido;
- calça comprida;
- equipamento de proteção individual (EPI) protetor auricular.
Tabela 3. Check-list de inspeção dos colaboradores da empresa.
NOME TURNO UNIFORME MÃOS UNHAS CALÇADO TOUCA DIARRÉIA GRIPE PELE BARBA PROTETORAURICULAR
VISTO CQ
Fonte: POP 3, 2008.
b) Conduta e higiene pessoal
Todos os colaboradores da área de manipulação de alimentos devem
manter uma higiene pessoal esmerada.
É recomendado que os funcionários tomem banho diariamente e, além
disso, são instruídos e cobrados a não praticarem atitudes anti-higiênicas e ou
atitudes que possam contaminar, direta ou indiretamente, o produto final.
Não é permitido aos colaboradores que manipulam alimentos:
- fumar nas dependências da empresa;
- usar maquiagem;
- usar perfume ou loções que contenham odor forte;
25
- usar adornos, tais como: relógios, pulseira, aliança, brinco, cordões,
etc.
- tossir e ou espirrar sobre os alimentos, equipamentos e instalações;
- levar a mão à boca, ao nariz e as orelhas e retornar ao trabalho,
sem higienizá-las adequadamente;
- cuspir no ambiente de trabalho;
- mascar chicletes e balas ou manter, na boca, durante a
permanência na área de trabalho;
- colocar lápis e canetas, ou outros objetos sobre a orelha;
- entrar com alimentos e ou bebidas na área de processamento;
- carregar nos uniformes: canetas, lápis, chaveiros, etc., especialmente
da cintura para cima, para evitar que os mesmos caiam acidentalmente sobre
o produto (ANVISA, 2008).
Manipuladores de alimentos que estejam infectados ou colonizados por
microrganismos podem contaminar os alimentos, pois, processamentos
insuficientemente controlados podem aumentar o perigo permitindo a
sobrevivência e a multiplicação destes organismos. Algumas práticas
passíveis de contaminar os alimentos podem ser consideradas como pontos
críticos de controle, essas práticas podem ser dominadas através da
manutenção da saúde dos funcionários e manutenção da higiene pessoal dos
mesmos, assim assegurando produtos com máxima qualidade e segurança
para os futuros consumidores (BAIRD- PARKER, 1997).
c) Higiene das Mãos
Os funcionários são treinados e orientados a:
- manter as unhas curtas e limpas, livres de esmalte ou base;
- higienizar corretamente as mãos;
As mãos devem se apresentar sempre limpas. São lavadas com
sabonete líquido bactericida, aprovado pelo Ministério da Saúde, e água,
antes de iniciar o trabalho e depois de cada ausência do mesmo.
26
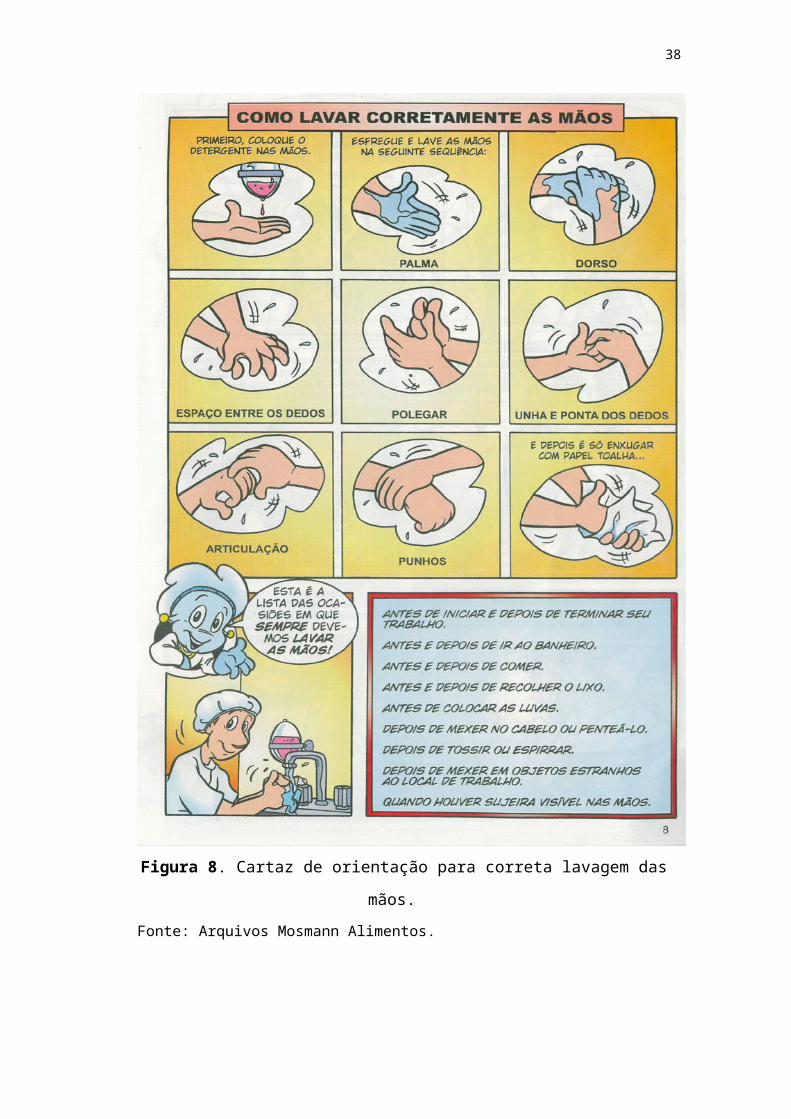
A Figura 8 ilustra os cartazes educativos relativos a “Como lavar as
mãos” e de “Quando e Porque lavar as mãos” são colocados e mantidos em
todas as pias da área de produção, refeitório, vestiários e sanitários dos
funcionários (MANUAL DE BPF MOSMANN ALIMENTOS, 2008).
Figura 8. Cartaz de orientação para correta lavagem das mãos.
Fonte: Arquivos Mosmann Alimentos.
27
Segundo a resolução 275 da Agência Nacional de Vigilância Sanitária
(ANVISA), nas áreas de acesso de pessoal e de fabricação deve existir
lavatórios providos de sabonete líquido anti-séptico para higienização das
mãos, papel-toalha não reciclado e recipiente de lixo com tampa acionada por
pedal, bem como as pias também acionadas com pedal.
A principal preocupação quanto à contaminação dos alimentos pelas
mãos e unhas é a inseminação de coliformes fecais e Staphylococcus aureus
presentes na microbiota dos funcionários. Assim através da lavagem correta
das mãos ocorre a diminuição dessa via de contaminação. A lavagem das
mãos onde é gerada uma espuma que depois é enxaguada pode-se retirar
muitos patógenos transmitidos para os alimentos. No decorrer da lavagem das
mãos, uma combinação da ação emulsificante dos sabões com os lipídios
presentes na microbiota e a ação abrasiva da esfregação e da água para
retirada do sabão, ocorre a carreamento desses microrganismos transientes,
através da lavagem apenas com sabão os microrganismos residentes da pele
não são retirados por isso para indústria de alimentos faz-se necessário o uso
de anti-sépticos para retirar os microrganismos permanentes e completar uma
eficiente higienização das mãos (BAIRD-PARKER, 1997).
d) Regras para Visitantes
Os funcionários da área administrativa, serviços auxiliares e os
visitantes ajustam-se às normas de BPF. Usam roupas adequadas (avental,
touca, calça comprida e sapato fechado) antes de entrar nas áreas de
processamento.
O uso desse tipo de vestimenta é uma forma de prevenção contra
possíveis contaminações microbiologias que podem ocorrer pelo uso de
roupas que não sejam adequadas para uso dentro do local de processamento
dos alimentos.
Os funcionários que não estão ligados diretamente à área de produção
recebem instruções sobre utilizar roupas adequadas ao entrar no setor de
produção. Para assegurar esta regra também é afixado cartazes relativos à
28
obrigatoriedade das práticas sanitárias pelos visitantes (MANUAL DE BPF
MOSMANN ALIMENTOS, 2008).
Essas instruções são passadas aos funcionários não ligados
diretamente a produção através de treinamentos sobre BPF. Aos novos
colaboradores essas instruções são passadas através da integração realizada
antes de começar a atuar na sua função e os visitantes são orientados antes
de entrar na linha de produção.
e) Controle Integrado de pragas
De acordo com o Manual de Higiene e Sanitização para indústria de
Alimentos da Sociedade Brasileira de Ciência e Tecnologia de Alimentos
(SBCTA), deve ser realizado um controle integrado de pragas nas indústrias
de alimentos (BAIRD-PARKER, 1997).
Uma das principais pragas dos produtos oriundos de farinhas são os
“carunchos” que são besouros que atacam os produtos armazenados como
feijão, arroz, trigo, milho, farinhas e farelos, chás e outros produtos
desidratados. Infestam também produtos industrializados como massas
(macarrão), rações de animais e biscoitos. A ação desses insetos nos
produtos armazenados deprecia o produto qualitativamente e
quantitativamente, causando perda de peso, depreciação do produto para
consumo e perda do valor comercial. Esses insetos ao infestarem produtos
armazenados encontram alimento fácil em quantidade e qualidade, abrigo,
temperatura e umidade favoráveis. Possuem elevado potencial reprodutivo e
alta capacidade adaptativa (PRAGAS EM GRÃOS, 2008).
Na empresa Mosmann Alimentos o controle integrado de pragas inclui
medidas preventivas para impedir a invasão, instalação e proliferação de
pragas e aplicação de produtos químicos. Os colaboradores da limpeza
avaliam as condições de manutenção das telas, exaustores, ralos e
lâmpadas, bem como a presença de alimentos nos armários dos vestiários
e/ou instalações a fim de que estes estejam sempre limpos para que não
atraiam pragas, sendo o procedimento de verificação e controle realizado por
empresa terceirizada devidamente registrada no Ministério da Saúde, não
29
sendo permitido que os produtos químicos utilizados na desratização e
desinsetização sejam armazenados na empresa (POP 6, 2008).
Na parte de controle de pragas, durante o estágio, atuou-se no controle
das farinhas. Para isto, realizou-se o peneiramento das farinhas até a data do
vencimento, onde através do peneiramento verificava-se o surgimento de
pragas oriundas dos produtos farináceos de cereais como o caruncho,
considerado grande problema nas indústrias processadoras de massas
alimentícias. Quando é verificada a presença dessas pragas à empresa
responsável pelo controle de pragas é contatada e é responsável pela
elaboração de um laudo sobre essa ocorrência. O moinho responsável pela
venda dessa farinha é então notificado do ocorrido e assume qualquer futura
responsabilidade com o aparecimento dessas pragas nos produtos.
f) Aspectos gerais de fabricação
São elaborados pelo setor de controle de qualidade da empresa,
procedimentos operacionais para cada etapa do processo, e esses
procedimentos devem ser seguidos quanto a quantidade e ordem de adição
dos insumos, assim como o tempo de mistura, reação, temperatura e pontos
críticos de controle.
De acordo com o manual de BPF da empresa todo produto acabado
deve ser embalado o mais rápido possível, visando a diminuição de qualquer
contaminação e depreciação das propriedades organolépticas do produto. Os
equipamentos e utensílios devem ser higienizados ao final de cada turno de
trabalho seguindo os procedimentos estabelecidos para higienização, visando
uma minimização da possibilidade de contaminação do produto.
Na empresa a identificação de todos os insumos, produtos
armazenados ou rejeitados durante o processamento são indispensáveis.
Para que esta identificação ocorra de forma correta os funcionários são
instruídos pelos supervisores e pela equipe do controle de qualidade através
de treinamentos periódicos (MANUAL DE BPF MOSMANN ALIMENTOS,
2008).
30
A empresa opera sobre a política de que toda matéria-prima violada é
devolvida, para garantir a qualidade dos produtos industrializados pela
empresa Mosmann Alimentos. Os produtos a serem reprocessados possuem
condições tais que não afetem a qualidade de lotes subseqüentes aqueles a
quais se incorporará, somente serão reprocessados produtos com problemas
de “trincas” e/ou “caneados”, que não apresentarem riscos de contaminação
microbiológica. Produtos de retorno de clientes são considerados ração. O
procedimento de reutilização acorre da seguinte forma, primeiramente os
produtos que apresentam problemas na produção são identificados, logo após
são transportados para o depósito e passam por um processo de análise
realizado pelo controle de qualidade da empresa, para posterior liberação
para moagem. Logo após, o produto é armazenado em pallets e será
reutilizado como uma parte da mistura na elaboração do novo produto
(MANUAL DE BPF MOSMANN ALIMENTOS, 2008).
Também para garantir a qualidade dos produtos Mosmann estes são
armazenados sobre estrados e nunca diretamente sobre o piso. Toda matéria-
prima que chega a fábrica é identificada quanto ao fornecedor, a data de
fabricação, data de vencimento e o uso para que possa ser armazenada de
forma a ter uma devida rotatividade: primeiro que entra é o primeiro que sai
(PEPS). Através destas identificações registradas nos controles de produção
podem se localizar os insumos utilizados para cada lote de produção (BAIRD-
PARKER, 1997).
Os produtos provenientes de devolução pôr vencimento ou problema
de qualidade, não são reprocessados para fins alimentícios. Esses produtos
são descartados como ração, e são destinados a alimentação animal e/ou
adubo em propriedade privada.
Todos os produtos de limpeza e sanitização utilizados na empresa
possuem registro perante o Ministério da Saúde e são aprovados previamente
ao seu uso, pela área responsável. Não são realizadas substituições de forma
indiscriminada.
O descarregamento de toda matéria-prima é feito pôr terceiros,
devidamente uniformizados. Os veículos de transporte são inspecionados e
não deverão apresentar a menor evidência de roedores, pássaros, umidade,
31
materiais estranhos e odores desagradáveis devendo estar ainda, em boas
condições e não apresentar buracos, rachaduras ou frestas. Após feita a
inspeção através de check-list específico se tudo estiver certo a descarga será
liberada. Produtos tóxicos ou que exalem odor não são armazenados com
produtos alimentícios ou seus insumos, assim evitando a contaminação dos
produtos, pois através desse contato os alimentos podem adquirir sabores e
odores desagradáveis que vão depreciar o produto (MANUAL DE BPF
MOSMANN ALIMENTOS, 2008).
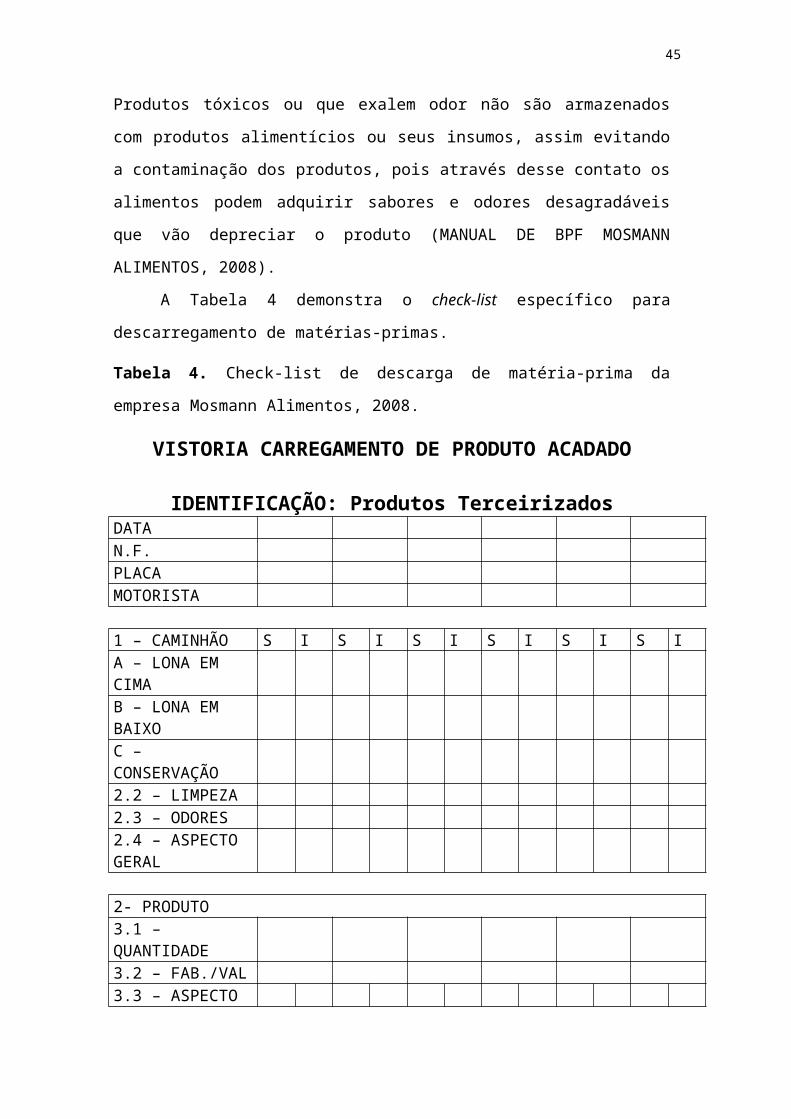
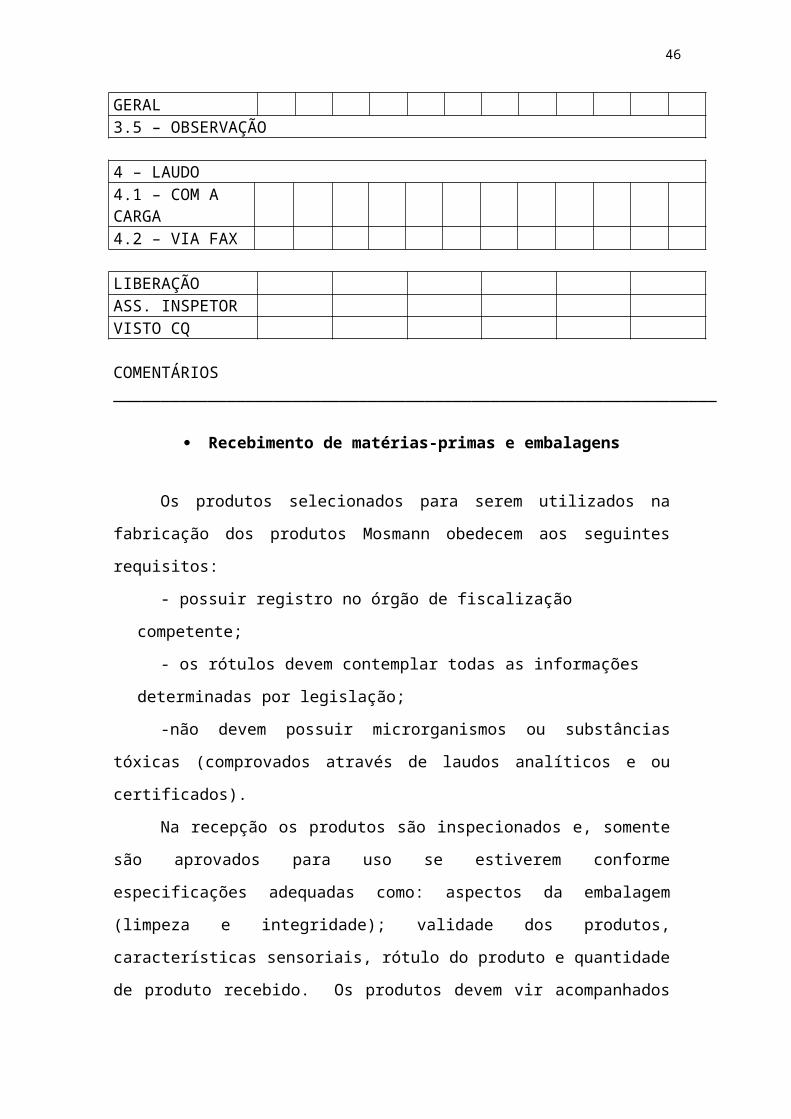
A Tabela 4 demonstra o check-list específico para descarregamento de
matérias-primas.
Tabela 4. Check-list de descarga de matéria-prima da empresa Mosmann
Alimentos, 2008.
VISTORIA CARREGAMENTO DE PRODUTO ACADADO
IDENTIFICAÇÃO: Produtos TerceirizadosDATAN.F.PLACAMOTORISTA
1 – CAMINHÃO S I S I S I S I S I S IA – LONA EM CIMAB – LONA EM BAIXOC – CONSERVAÇÃO2.2 – LIMPEZA2.3 – ODORES 2.4 – ASPECTO GERAL
2- PRODUTO3.1 – QUANTIDADE3.2 – FAB./VAL3.3 – ASPECTO GERAL3.5 – OBSERVAÇÃO
4 – LAUDO
32
4.1 – COM A CARGA4.2 – VIA FAX
LIBERAÇÃOASS. INSPETORVISTO CQ
COMENTÁRIOS____________________________________________________________________________
Recebimento de matérias-primas e embalagens
Os produtos selecionados para serem utilizados na fabricação dos
produtos Mosmann obedecem aos seguintes requisitos:
- possuir registro no órgão de fiscalização competente;
- os rótulos devem contemplar todas as informações determinadas por
legislação;
-não devem possuir microrganismos ou substâncias tóxicas
(comprovados através de laudos analíticos e ou certificados).
Na recepção os produtos são inspecionados e, somente são aprovados
para uso se estiverem conforme especificações adequadas como: aspectos
da embalagem (limpeza e integridade); validade dos produtos, características
sensoriais, rótulo do produto e quantidade de produto recebido. Os produtos
devem vir acompanhados de laudo analíticos (MANUAL DE BPF MOSMANN
ALIMENTOS, 2008).
Esses cuidados minimizam fraudes nas matérias-primas e conferem
segurança para empresa por saber que só está recebendo produtos seguros
acompanhados de laudos analíticos.
Os lotes de produtos reprovados são devolvidos, imediatamente, ao
fornecedor. Quando não for possível a devolução imediata dos mesmos, o
lote ou o produto é identificado (produto não conforme) e armazenado
separadamente, para que seja efetuada troca ou devolução (MANUAL DE
BPF MOSMANN ALIMENTOS, 2008).
É recomendável que as embalagens não sejam pisoteadas e nem
servir de assento para os funcionários. Os estrados utilizados para armazenar
33
as matérias-primas e produtos acabados, devem estar secos, limpos e isentos
de odores e infestações.
Os alimentos não devem ser transportados com produtos tóxicos,
perigosos ou susceptíveis de contaminá-los ou alterar suas características
sensoriais (odor, sabor, cor e textura) (MANUAL DE BPF MOSMANN
ALIMENTOS, 2008).
Estocagem
A estocagem de matérias primas, insumos e embalagens são feitos
sempre em local arejado e seco. Os alimentos necessitam de cuidados no que
se refere ao seu armazenamento e conservação, a fim de preservar as
características sensoriais bem como o valor nutricional (CONSERVAÇÃO DE
ALIMENTOS, 2008).
A estocagem de produtos de limpeza é feita em local apropriado,
trancado com chave e não são recebidos sem rótulos ou com rótulos
danificados. Sendo que estes produtos poderão estar presentes na área de
fabricação no momento da realização dos procedimentos de sanitização
(MANUAL DE BPF MOSMANN ALIMENTOS, 2008).
Processamento
A empresa possui implantado o programa de higiene pessoal, de
equipamentos, utensílios e instalações, para evitar a contaminação cruzada.
Sendo a contaminação gerada pelo contato indevido de insumo, superfície,
ambiente, pessoas ou produtos contaminados (MANUAL DE BPF MOSMANN
ALIMENTOS, 2008).
A microbiota dos estabelecimentos processadores de alimentos é
composta por microrganismos que entram no ambiente através do ar, água,
trazidos por matérias-primas, poeira, sujeira e pessoas. Os equipamentos
também podem servir de veículos de contaminação. À medida que o processo
se realiza acumula-se uma microbiota típica em associação com as condições
34
do estabelecimento, com o tipo de processamento e com os produtos. Isso
pode acontecer em locais que não sejam rapidamente higienizados (BAIRD-
PARKER, 1997).
Transporte
Os veículos responsáveis pelo transporte da matéria-prima e dos
produtos finais da empresa devem apresentar o compartimento limpo, sem
odores ou pontas (pregos, lascas, etc.) que possam comprometer as
embalagens. Apresentar o piso e as laterais das carrocerias isentas de frestas
ou buracos que permitam a passagem de umidade e/ou poeira para a carga.
Os veículos também não devem apresentar a menor evidência da presença
de insetos, roedores, pássaros, vazamentos, umidade, materiais estranhos e
odores intensos (MANUAL DE BPF MOSMANN ALIMENTOS, 2008).
Segundo a Agência de Vigilância Sanitária (ANVISA, 2008), o veículo
destinado ao transporte de alimentos, deve ser dotado de carroceria aberta e
atender as seguintes disposições:
- Possuir lonas e forrações impermeáveis e isentas de furos e rasgos
que permitam a passagem de água ou sujeira, devendo estar limpas, secas e
sem odores ou resíduos que possam contaminar a carga ou sujar as
embalagens.
- A totalidade da carga deve ser envelopada, revestida e coberta com
lona impermeável por fora das guardas da carroceria.
- O emblocamento deve ser firme e a amarração deve ser bem feita,
usando cantoneira para evitar danos ocasionais pelas cordas.
- As lonas devem ser dispostas bem esticadas para evitar eventual
acúmulo de água em sua superfície.
Garantia e Controle de Qualidade
As matérias-primas, insumos e produtos são analisados em laboratório
próprio da empresa utilizando-se de métodos de análise sensorial e físico-
35
químico onde se adotam metodologias oficiais do Instituto Adolfo Lutz. Essas
análises são de suma importância para que possa ser liberado o
carregamento das matérias-primas, assim só serão recebidos produtos que
estejam de acordo com as especificações da empresa.
As amostras são coletadas a cada recebimento e, liberadas ou não,
conforme resultados obtidos. Dentre os ensaios que são realizados no
laboratório destacam-se: cinzas, umidade, teste de Pekar, glúten, cozimento
de massa, aparência, cor, odor e sabor. Sendo que o restante das análises é
realizado em laboratório terceirizado e credenciado na ANVISA e no Ministério
da Agricultura, dentre as quais podemos destacar: análise de água e
microbiologia (MANUAL DE BPF MOSMANN ALIMENTOS, 2008).
Os registros de resultados de análise e do processo são legíveis e
guardados para posterior consulta em caso de anormalidade. Assim como
todas as tabelas de controle de processo são identificadas, guardadas, e
assinadas pelos responsáveis. O Grupo de Garantia de Controle de
Qualidade não sofre influências na função de medir a qualidade de insumos e
produtos (MANUAL DE BPF MOSMANN ALIMENTOS, 2008).
g) Higienização das instalações, equipamentos, móveis e utensílios
É feita a higienização dos equipamentos móveis e utensílios pelos
próprios funcionários da empresa, e como medida de correção para uma
higienização mal elaborada se refaz o procedimento de higienização nas
superfícies de contato com os alimentos que não estejam adequadamente
limpas e sanificadas.
Os funcionários são instruídos através de treinamentos e cartazes de
como higienizar as superfícies, equipamentos e utensílios de acordo com
cada setor, tendo disponibilidade de produtos para higienização. A diluição
desses detergentes e sanificantes são preparadas por um funcionário apto ao
preparo das soluções, onde este é instruído através de treinamentos e
seguindo os procedimentos estabelecidos pelo fabricante do produto ( POP 1,
2008, 2008).
36
Na Tab. 5 segue um modelo de cartaz de procedimento de higiene do
setor de produção de massas caseiras.
Tabela 5. Procedimento de higienização do setor de empacotamento de
massas caseiras da empresa Mosmann Alimentos.
LINHA 3: MASSA CASEIRA/EMPACOTAMENTO
FREQUÊNCIA PROCEDIMENTO DETERGENTE/
DESINFETANTE
DIÁRIO
VARRER ESTRUTURA GERAL, LAVAR E SECAR PISOS A CADA TURNO;
S 330
RETIRAR O LIXO E COLOCAR SACOS NAS LIXEIRAS A CADA TROCA DE TURNO;
SEMANAL
PASSAR PANO ÚMIDO COM DETERGENTE/ SANITIZANTE NAS BALANÇAS, COLADEIRAS E
DATADOR;S 330
LAVAR COM DETERGENTE/DESINFETANTE, ENXAGUAR E SECAR O SECADOR, ESTEIRAS
EMPACOTADORAS, ESTEIRAS AUXILARES, MESA AUXILIAR E UTENSILIOS.
S 330
MENSAL DIA 30 LAVAR LIXEIRAS COM DETERGENTE/DESINFETANTE, ENXAGUAR E
SECAR.
S 330
BIMESTRALLAVAR COM DETERGENTE/SANITIZANTE,
ENXAGUAR E SECAR MÁQUINA DE EMPACOTAMENTO.
S 330K 501
TRIMESTRAL
LAVAR INTERNAMENTE O SECADOR COM DETERGENTE/ DESINFETANTE. S 330
Fonte: ARQUIVOS DA EMPRESA MOSMANN ALIMENTOS, 2008.
Todas as higienizações realizadas em cada setor devem ser
registradas em planilha de registro adequada ao setor para que possa ser
feito um controle de quando e quem fez a higienização do setor. Essas
37
planilhas foram alteradas para uma melhor compreensão dos funcionários. Na
Tabela 6 será ilustrada uma planilha de registro de higienização do setor de
empacotamento das massas caseiras.
É feito um acompanhamento individual em cada setor para ministrar
instruções de como registrar a higienização realizada em cada setor.
Tabela 6. Planilha de registro de higienização do setor de empacotamento de
massas caseiras da empresa Mosmann Alimentos.
ÁREA: MASSA CASEIRA EMPACOTAMENTO MÊS:DIARIO
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
VARRER, LAVAR E SECAR
PISOS (TURNO)
RSPAR MASSEIRAS 2X POR
TURNO;
TIRAR O LIXO E COLOCAR
SACOS
RASPAR PRENSA,
ESFOLHADEIRA E LAMINADORA
(TURNO)
SEMANAL:
1ª 2
LAVAR, ENXAGUAR E SECAR SECADOR, ESTEIRAS EMPACOTADORAS, ESTEIRAS
AUXILARES, MESA AUXILIAR E UTENSILIOS.
PASSAR PANO ÚMIDO NAS BALANÇAS, COLADORAS E DATADOR.
MENSAL
LAVAR, ENXAGUAR E SECAR AS LIXEIRAS.
TRIMESTRAL
LAVAR INTERNAMENTE O SECADOR
Fonte: ARQUIVOS MOSMANN ALIMENTOS, 2008.
38
h) Controle da água utilizada na empresa
A água que abastece a produção provém de poço artesiano de
propriedade da empresa. Nesta água é feito um controle através de limpeza e
manutenção da caixa d’água. O controle de potabilidade é feito através de
análise visual da água através de quantidade de cloro residual livre e controle
de pH realizado no laboratório da empresa com um kit colorimétrico. Também
são realizadas análises microbiológicas e físico-químicos da água realizada
por laboratório terceirizado credenciado pelo Ministério da Saúde (MANUAL
DE BPF MOSMANN ALIMENTOS, 2008).
A cloração da água do poço ocorre por adição de hipoclorito de sódio,
forte agente oxidante que reage principalmente com matérias orgânicas, atua
como bactericida, protetor contra contaminações virais e amebianas. Esse
hipoclorito é adicionado na linha de recalque da bomba do poço artesiano,
através de bomba dosadora, disposta antes da entrada do reservatório de
acumulação de água tratada. O sistema de dosagem possui funcionamento
automático, requerendo operação para reposição de produtos químicos. O
padrão de cloro residual livre fica situado entre 0,2 mg/L e 1,0 mg/L.
39
Durante o estágio foi realizado diariamente análises de cloro e pH no
laboratório, já que é recomendado pela ANVISA.. O controle da dosagem de
cloro através do botão de ajuste da bomba dosadora e a troca de pastilhas
são realizados quando necessário e esse procedimento é feito por pessoa
apta e responsável pelo procedimento (POP 2, 2008).
A Figura 9 ilustra o dosador de cloro utilizado na empresa, esse
dosador fica localizado junto à caixa d’água.
Figura 9. Dosador de Cloro da empresa Mosmann Alimentos.
Fonte: ARQUIVOS MOSMANN ALIMENTOS, 2008.
Na Tab. 7 consta a planilha de registro da quantidade de cloro presente
na água utilizada pela empresa.
Tabela 7. Planilha de registro de cloro residual livre e pH da caixa de água da
empresa Mosmann Alimentos.
Data CRL
(ppm)
pH Data CRL
(ppm)
pH Data CRL
(ppm)
pH
40
Fonte: MANUAL DE BPF MOSMANN ALIMENTOS, 2008.
i) Manejo de resíduos
Segundo a RDC 275 da Agência nacional de vigilância sanitária, todas
as lixeiras se encontram em bom estado de conservação, são abastecidas
internamente com sacos plásticos e possuem acionamento com pedal
conforme descrito em legislação para indústrias produtoras de alimentos. As
lixeiras são identificadas para a separação do lixo em: ração, lixo geral,
embalagem; os resíduos recolhidos são colocados em sacos plásticos
fechados e são destinados à área de coleta, que fica na área externa da
fábrica, onde que se encontra protegida da chuva, sem odor desagradável e
sempre limpa (ANVISA 2008).
A Tab. 8 mostra como são retirados os resíduos da empresa para que
haja um manejo adequado dos mesmos.
Tabela 8. Resíduos oriundos da empresa Mosmann Alimentos.
Tipo de Resíduo Acondicionamento Freqüência de Retirada
Destino Responsável
Papel Higiênico Lixeiras Plásticas com
tampa acionada por
pedal
Diária ou sempre
que necessário
Lixão
Sanitário
Municipal
Pessoal da
Limpeza
Papel Toalha Lixeiras Plástica ou
metálica com tampa
acionada por pedal
Diária ou sempre
que necessário
Lixão
Sanitário
Municipal
Pessoal da
Limpeza
Resíduos Lixeiras Metálicas Diária ou sempre Venda para Almoxarifado
41
originados da
Produção: papel,
papelão e plástico
com tampa acionada
por pedal
que necessário pessoas
autorizadas
Varredura Lixeiras Metálicas
com tampa acionada
por pedal
Diária ou sempre
que necessário
Ração
Animal
Almoxarifado
Fonte: POP 4, 2008.
j) Programa de recolhimento de alimentos ( Recall )
O recall é adotado todas às vezes que forem detectados ou houver
suspeita da presença de perigos no produto final, tais como contaminações ou
infestações por pragas. Quando esses perigos são constatados, o lote todo é
rastreado e imediatamente recolhido. No caso de recolhimento a empresa
mantém informações e registros internos, Planilha do SAC - Mosmann
Alimentos.
A partir dos lotes de recebimento e validade do produto, o controle de
matérias-primas, pode-se identificar quais os insumos e embalagens foram
utilizados neste produto, juntamente com os controle de produção, permitindo
rastrear internamente e externamente a causa do problema. Assim os
produtos retirados do mercado por problemas detectados, retornam a
empresa onde passam por testes no laboratório para análise da causa.
A Tabela 9 mostra o processo de monitorização do controle se
qualidade sobre os produtos acabados.
Tabela 9. Monitorização dos produtos acabados.
O quê? Quando? Quem?
Controle de produto acabado Diariamente Laboratorista
42
Procedimento de recall e destino
dos produtos recolhidos
Sempre que
necessário.
Atendimento ao
Cliente e
Expedição
Rastreabilidade Diário Produção
Fonte: POP 8, 2008.
4 Sugestões à empresa Mosmann Alimentos
Sugere-se à empresa Mosmann Alimentos Ltda. que siga o
procedimento de treinamentos com os funcionários referentes a Boas Práticas
de Fabricação e também os planos de ação realizados mensalmente nos
setores, já que estimula a participação dos funcionários e melhora desta
forma a qualidade dos produtos elaborados.
Também é necessária a continuação da implantação do Manual de
BPF da empresa junto aos funcionários objetivando a aplicação de novos
programas de qualidade como a implantação de APPCC e futuramente uma
ISO.
43
5 Conclusão
Durante o estágio foi possível concluir que o mesmo é muito proveitoso
para colocarmos em prática todos os ensinamentos teóricos que aprendemos
durante a graduação.
A rotina em uma indústria de alimentos acrescentou muito
conhecimento como um profissional da área, já que a prática exige muito dos
conhecimentos práticos adquiridos, além de acrescentar muitas informações
inovadoras que não são possibilitadas durante o decorrer do curso de
Química de Alimentos.
44
6 Referências
ANVISA. Resolução – RDC n 275. Regulamento Técnico de Procedimentos
Operacionais Padronizados aplicados aos Estabelecimentos
Produtores/Industrializadores de Alimentos e a Lista de Verificação das Boas
Práticas de Fabricação em Estabelecimentos Produtores/Industrializadores de
Alimentos. 2002.
ANVISA. Portaria CVS n6. Regulamento técnico sobre os parâmetros e
critérios para o controle higiênico-sanitário em estabelecimentos de alimentos.
1999.
ANVISA. Portaria n 326. Regulamento Técnico sobre as Condições Higiênico-
Sanitárias e de Boas Práticas de Fabricação para Estabelecimentos
Produtores/Industrializadores de Alimentos. 1997.
45
ANVISA. Portaria n 518. Regulamento Técnico sobre os procedimentos e
responsabilidades relativos ao controle e vigilância da qualidade da água para
consumo humano e seu padrão de potabilidade. 2004.
ANVISA. Disponível em <http://www.anvisa.gov.br> Acesso em 18 de outubro de 2008.
PRAGAS. Disponível em <http://www.pragas.com.br/pragas/geral/carunhco> Acesso em 20 de outubro de 2008.
UNIFORMES. Disponível em
<http://www.segurancaetrabalho.com.br/download/epis-ind-alimenticia.doc>
Acesso em 3 de novembro de 2008.
CONSERVAÇÃO DE ALIMENTOS. Disponível em <http://www.nutrirweb.com/conserv.html> Acesso em 5 de novembro de 2008.
HISTÓRICO MOSMANN. Documentos arquivados na empresa Mosmann Alimentos Ltda, 2008.
GALHARDI, Mario Gilberto. et al. Manual de higiene e sanitização para indústrias de alimentos, Sociedade Brasileira de Ciência e Tecnologia de Alimentos. São Paulo. 2008.
BAIRD-PARKER, A.C. et al. APPCC na qualidade e segurança microbiológica de alimentos. São Paulo. 1997.
BUNHO, Rogério. et al. Guia de Leis e Normas para Profissionais e Empresas da Área de Alimentos. São Paulo. 1999.
MANUAL DE BPF DA EMPRESA MOSMANN ALIMENTOS, 2008.
POP 1. Procedimento operacional padrão de Higiene das instalações, Equipamentos, Móveis e Utensílios da empresa Mosmann Alimentos. Manual de BPF da empresa Mosmann Alimentos. 2008.
POP 2. Procedimento operacional padrão de Controle de Potabilidade da Água da empresa Mosmann Alimentos. Manual de BPF da empresa Mosmann Alimentos. 2008.
46
POP 3. Procedimento operacional padrão de Higiene e Saúde dos colaboradores da empresa Mosmann Alimentos. Manual de BPF da empresa Mosmann Alimentos. 2008.
POP 4. Procedimento operacional padrão de Manejo de Resíduos da empresa Mosmann Alimentos. Manual de BPF da empresa Mosmann Alimentos. 2008.
POP 6. Procedimento operacional padrão de Controle Integrado de vetores e Pragas Urbanas da empresa Mosmann Alimentos. Manual de BPF da empresa Mosmann Alimentos. 2008.
POP 8. Procedimento operacional padrão de Programa de recolhimento de Alimentos - Recall da empresa Mosmann Alimentos. Manual de BPF da empresa Mosmann Alimentos. 2008.
47