mediÇÃo do nÍvel de cristalizaÇÃo de … vez estabelecido o impasse, em novembro de 2008, o...
TRANSCRIPT

MEDIÇÃO DO NÍVEL DE CRISTALIZAÇÃO DE URÉIA GERADA N A LINHA
DE EXAUSTÃO DA NOVA CLASSE DE MOTORES DIESEL QUE SURGIU APÓS A ALTERAÇÃO DO PROGRAMA DE CONTROLE DA POLUIÇÃO DO AR POR
VEÍCULOS AUTOMOTORES. Rafael Mengarda
Universidade Tecnológica Federal do Paraná – UTFPR Av. Sete de Setembro, 3165 - 80230-901 - Curitiba - PR - Brasil Olicio Silva Universidade Tecnológica Federal do Paraná – UTFPR Av. Sete de Setembro, 3165 - 80230-901 - Curitiba - PR - Brasil Resumo. Este documento tem como objetivo apresentar um método de medição da cristalização de uréia gerada na linha de escapamento dos veículos automotores movidos a motor Diesel que atendem a nova legislação de emissões Proconve P7. Também destaca a importância na seleção correta dos sensores de temperatura e pressão utilizados durante o processo de medição das grandezas que estão interligadas neste processo. Apresenta resultados durante todo o processo de cristalização gerada ao longo de um teste de 150 horas rodando em um ciclo plano. Os resultados mostram que neste caso houve uma cristalização de uréia significativa, porém, apesar de ser classificada em um nível intermediário, não apresenta impactos negativos na eficiência do motor. Visto que esta cristalização é facilmente eliminada quando a linha de escapamento ultrapassa a faixa de 350°C por um curto período de tempo. Palavras-chave:Cristalização,Oxido de Carbono Oxido de Nitrogênio, Emissões de Gases, Motores Diesel,Instrumentação, Uréia, Arla32
1. Introdução
Visando os ganhos ambientais para a sociedade, uma legislação para motores diesel foi apresentada pelo Conselho Nacional do Meio Ambiente(CONAMA)para as montadoras de veículos automotivos.Para os veículos movidos a motor Diesel, essa legislação chama-se Programa de Controle da Poluição do Ar por Veículos (PROCONVE) cuja edição atual é a P7, esta legislação estabelece novos limites de emissões de poluentes para os veículos pesados com motorDiesel, como benefícioela traz reduções de óxido de nitrogênio e material particulado gerados pelos motores. Com isso, o desenvolvimento de novas tecnologias se fez necessário. Este desenvolvimento envolve, além de modificações nos motores e novos sistemas eficazes de pós-tratamentodos gases do escapamento,além de um diesel com teor de enxofrereduzido.
Para atender ao PROCONVE-P7, uma das tecnologias desenvolvidas no pós-tratamento do óxido de nitrogênioé a utilização de um aditivo chamado líquido reagente (ARLA 32), à base de uréia. Este aditivo é pulverizado junto ao gás de escapamento, provocandouma reação química no catalisador que neutraliza com eficiência praticamente todo o óxido de nitrogênio (NOx) gerado pela combustão do motor. No catalisador ocorre a reação química

que transforma o óxido de nitrogênio em nitrogênio e vapor d’água, reduzindo assim os níveis de emissões.
Em determinadas condições de funcionamento do motor associadas a características no desenvolvimento das linhas de escapamentoou doposicionamento do injetor de líquido reagente, podem causarformação de cristais de uréia na tubulaçãodo escapamento ou na entrada do catalisador. Este processo pode gerar o bloqueio total ou parcial da linha de escapamento, interferindo no fluxo dos gases e, consequentemente, gerando o aumento da contrapressão da linha de escapamento, e por fim, comprometendo o bom funcionamento dos motores.
Este processo de formação dos cristais, chamado de cristalização de uréia, será detalhado neste artigo, assim como uma proposta para avaliar o nível de cristalização e tambémum exemplo real deaplicação.
2. Emissões e Proconve P7
Atualmente, no Brasil, a Companhia de Tecnologia de Saneamento Ambiental (CETESB), ligada a Secretaria do Meio Ambiente, é responsável pelo controle, fiscalização, monitoramento e licenciamento de atividades geradoras de poluição e preocupada em preservar e recuperar a qualidade das águas, do ar e do solo. Conveniada ao IBAMA para assuntos de homologação de veículos, a CETESB adaptou as metodologias internacionais às necessidades brasileiras e desenvolveu fundamentos técnicos para combater a poluição gerada pelos veículos a combustão, que gerou então uma base para que o CONAMA criasse o PROCONVE, o qual considera a qualidade do combustível e a tecnologia empregada nos motores como principais fatores da emissão de poluentes.
Com a Resolução do CONAMA nº 18/86, iniciou-se os primeiros encaminhamentos para o controle de emissões de veículos a diesel. Em 1993 teve início o controle de emissões para veículos deste tipo com a introdução das fases P1 e P2. Já entre os anos 1994 e 1997 a evolução no desenvolvimento de novos motores visou a redução do consumo de combustível, aumento da potência e redução de emissões de NOx. Nesta nova fase P3 deu-se a redução drástica das emissões de CO (43%) e HC (50%). Durante os anos de 1998 e 2003 objetivou-se a introdução de uma nova fase, reduzindo ainda mais os limites criados pela fase P3. Após esta fase, entre 2003 e 2005 foi introduzida a fase P5, que teve como objetivo a redução de emissões de material particulado, NOx e HC. Para a introdução da fase P6 fez-se necessária a reespecificação do diesel com uma reduzida concentração de enxofre. Devido a um atraso nestas reformulações, não foi possível a introdução da fase P6 em janeiro de 2009, cujos objetivos principais eram os mesmo da fase P5.
Tabela 1 - Evolução dos limites de emissão para veículos a diesel Fase CO HC NOx MP P1 14,00 3,50 18,00 Xxx P2 11,20 2,45 14,40 0,60 P3 4,90 1,23 9,00 0,40 P4 4,00 1,10 7,00 0,15 P5 2,1 0,66 5,00 0,10 P6 1,5 0,46 3,5 0,02
Fonte: Ministério do Meio Ambiente
Uma vez estabelecido o impasse, em novembro de 2008, o CONAMA, por meio da
resolução nº 403, aprovou a fase P7, com limites ainda mais rígidos de emissões, o qual entrou em vigor em 1º de janeiro de 2012.
Tabela 2 – Limites de emissão em g/kWh para a fase P7
Ensaio NOx HC CO CH4(2) MP NMHC Opacidade (m-1)
ESC(4)/ELR(5) 2,00 0,46 1,50 N.A. 0,02 N.A. 0,50 ETC(1) 2,00 N.A. 4,00 1,10 0,03(3) 0,55 N.A. (1)Ciclo E.T.C. - denominado Ciclo Europeu em Regime Transiente - ciclo de ensaio que consiste de mil e oitocentos modos transientes, segundo a segundo, simulando condições reais de uso. Motores a gás sãoensaiados somente neste ciclo. (2)Somente motores a gás são submetidos a este limite. (3)Motores a gás não são submetidos a este limite. (4) Ciclo E. S. C - denominado Ciclo Europeu em Regime Constante - consiste de um ciclo de ensaio com 13 modos de operação em regime constante; (5) Ciclo E.L.R. - denominado Ciclo Europeu de Resposta em Carga - ciclo de ensaio que consiste numa sequencia de quatro patamares a rotações constantes e cargas crescentes de dez a cem por cento, para determinação da opacidade da emissão de escapamento.
Fonte: Ministério do Meio Ambiente
2.1 Diesel e Arla32
Com a introdução de novas demandas de emissões, em 2005, a especificação do Diesel limitou-se em 2000 ppm (partes por milhão) de enxofre como limite máximo para este combustível, a ser comercializado no interior (denominado "diesel S2000") e de 500 ppm de enxofre para o Diesel comercializado nas regiões metropolitanas (denominado "diesel S500"). Isso propiciou uma redução expressiva das emissões de enxofre, com a concentração de enxofre no diesel passando de 13.000 ppm para 500 ppm. Por força da Resolução nº 315, que não foi cumprida em 1º de janeiro de 2009, a fase P6 deveria ter início com “diesel S500" a ser distribuído no interior, e “diesel S50" nas regiões metropolitanas. Por meio da Resolução nº 403, aprovou-se uma nova fase P7, essa fase implicou na disponibilização ao mercado de um óleo diesel com teor aproximado de 10 ppm de enxofre (S10).
Para que seja possível atender os rigorosos limites de emissões alguns sistemas foram criados pela indústria automotiva, dentre eles podemos citar alguns dos principais sistemas que podem ser montados independentemente ou sem série:
• Recirculação de Gases de Escapamento (ExhaustGasRecirculation– EGR). • Filtro de Particulados Diesel (Diesel ParticulateFilter- DPF). • Catalisador de Oxidação Diesel (Diesel OxidationCatalyst– DOC). • Catalisador de Acúmulo deNOx(NOx StorageCatalyst– NSC). • Redutor Catalítico Seletivo (SelectiveCatalyticReduction– SCR).

Detalhando o principal sistema utilizado neste estudo, Redutor Catalítico Seletivo - SCR pode-se dizer que este sistema é baseado na utilização de uma solução de água com uréia (32,5%, de nome técnico: AUS32), conhecido como ARLA32, utilizado para a redução de NOx emitidos pelos motores Diesel.
Figura 1 – Configuração do sistema SCR para veículos a Diesel
Fonte: CARVALHO, FARAGO, WODIANI.
3. A Cristalização
Quando o ARLA32 é injetado diretamente no fluxo de gases do escape transforma-se em NH3, devido à alta temperatura. Quando este composto se mistura com os gases do escape ocorrem as seguintes reações químicas de redução:
• Rápida: NO + NO2 + 2NH3� 2N2 + 3H2O (1) • Média: 4NO + 4NH3 + O2� 4N2 + 6H2O (2) • Lenta: 6NO2 + 8NH3� 7N2 + 12H2O (3)
Para que estas reações ocorram o catalisador precisa estar em uma faixa de temperatura
entre 250ºC e 850ºC. Porém, um problema grave pode ocorrer dentro do catalisador ou escape, quando o composto reagente é injetado em baixa temperatura dos gases, fazendo com que a água presente na solução se evapore sobrando cristais de uréia, que vão se acumulando gradativamente e criando a cristalização, que também pode ocorrer quando a quantidade injetada do composto reagente é muito superior à necessária.

Figura 2 - Exemplo de cristalização no escape
Fonte: O autor Em alguns casos o crescimento de cristais é tão grande que pode ocorrer o bloqueio
total ou parcial do escape ou catalisador, impactando diretamente na contrapressão de escape, danificando o sistema, aumentando o consumo de diesel e/ou levando a perda de potência do motor.
Se este acúmulo de cristais for pequeno pode ocorrer à queima dos mesmos, devido ao aumento de temperatura do escape. Porém, este processo depende muito das características de operação do veículo, muitas vezes não sendo possível garantir que os cristais sejam eliminados.
Atualmente, existe um procedimento através de software que é aplicado especialmente em atividades de pós-venda, onde é realizada a regeneração do catalisador. Este procedimento é capaz de elevar a temperatura do sistema de exaustão aos extremos, fazendo com que toda esta carga de uréia cristalizada se evapore. Porém, este procedimento é realizado somente durante as inspeções e manutenções dos veículos.
Desta maneira, durante o desenvolvimento dos sistemas de pós-tratamento, faz-se necessário o ensaio de verificação da formação de cristais.
4. Definições de Ensaioe Medição
O objetivo deste ensaio é verificar se existe a formação de cristais no escapamento de um veículo, e caso exista, avaliar subjetivamentequão crítica será, levando em consideração as dimensões do acumulo de cristais formado e também a contrapressão de escape.Para fins de avaliação do tamanho dos cristais, uma escala subjetiva foi criada, apresentada a seguir:

Tabela 3 - Definição dos níveis de cristalização Nível Definição
Nível 0 Corresponde a uma quantidade muito pequena (traços), que geralmente desaparecem e reaparecem em uma escala de tempo muito curta (minutos) e, portanto, não é considerado como cristalização.
Nível 1 Corresponde a uma pequena quantia com mínima espessura, ainda insignificante em comparação com as dimensões da tubulação.
Nível 2
Corresponde a uma quantidade e tamanho significativo que ainda é muito menor do que o tamanho do depósito que teria um impacto sobre o motor (contrapressão, perda de energia, etc.) Servirá como tamanho limite quando julgar se um resultado de verificação é satisfatório ou não. Portanto, o foco será definir claramente nível 2, em termos de altura, largura e comprimento para as proporções, diâmetro, do tubo. (Width, Height, Length) Conforme figura abaixo.
Nível 3 Corresponde a uma quantidade e tamanho que tem um impacto sobre o motor (contrapressão, perda de potência, etc), incluindo uma margem de tamanho para contabilizar o risco de um maiorcrescimento.
Fonte: VARTIA
Figura 3 - Definição do nível 2 de cristalização
Fonte: VARTIA A dimensão máxima aceita para o nível 2, é:
• Altura � 25% do diâmetro do tubo. • Largura � 65% do diâmetro do tubo.
Não necessariamente o cristal é definido como Nível 2 ou Nível 3 se as dimensões excederem os limites. Uma avaliação subjetiva total do cristal deve ser realizada levando-se em conta todas as medidas. Devendo ser estudado e avaliado caso a caso.

4.1 Objeto de teste O objeto de teste para este ensaio é um veículo 4x2 Rígido 220 cavalos cujas definições de peso e modelo estão descritas abaixo:
Figura 4 – Objeto de teste
Fonte: O autor
Tabela 4 - Especificação do objeto de teste Veículo Configuração Combinação de eixos 4x2 Rígido Distância entre eixos 3950 mm Motor MWM7 Euro5 220HP Peso do Veículo 6350 kg Carga adicionada 3010 kg (Carroceria) PBT 9360 kg Catalisador Cornaglia Bomba de uréia DNOx 2.0 Bosch Bico injetor de uréia 6kg Bosch
Fonte: O autor
4.2 Método de Teste
Para acelerar o processo de formação de cristais, o veículo precisa estar descarregado, o motorista precisa conduzir o veículo com velocidade controlada, velocidade máxima de 85 km/h, com freio motor desligado, rodando durante 150 horas, 24 horas por dia e três paradas para inspeção durante a rodagem. Da seguinte forma:
• Primeira inspeção, após 50 horas. • Segunda inspeção, após 100 horas. • Terceira inspeção, após 150 horas.

A rota utilizada para o condutor não precise exigir escape. Neste ensaio a rota utilizada foi em Curitiba (PR)
Figura
4.3 Instrumentação
Para que o ensaio possa ser validado, algumas instrumentações se tornaram
necessárias, tanto para o acompanhamento como para a verificação fincontrapressões. Foram utilizados dois sensores de temperatura auxiliares instrumentados no veículo, um sensor de alta temperatura existente no veículo e um sensor de pressão instrumentado no veículo. Descritos a seguir
A rota utilizada para o ensaio precisa ser a mais plana possível, de tal forma que o condutor não precise exigir potência do motor, provocando uma redução
ota utilizada foi em Curitiba (PR), Contorno Sul
Figura 5 - Rota utilizada para ensaio Fonte: O autor
Instrumentação
Para que o ensaio possa ser validado, algumas instrumentações se tornaram necessárias, tanto para o acompanhamento como para a verificação final das temperaturas e
Foram utilizados dois sensores de temperatura auxiliares instrumentados no veículo, temperatura existente no veículo e um sensor de pressão instrumentado
a seguir:
precisa ser a mais plana possível, de tal forma que o redução na temperatura do
, Contorno Sul, ilustrada abaixo.
Para que o ensaio possa ser validado, algumas instrumentações se tornaram al das temperaturas e
Foram utilizados dois sensores de temperatura auxiliares instrumentados no veículo, temperatura existente no veículo e um sensor de pressão instrumentado

Tabela 5 - Legenda dos pontos de medição Ponto de Medição Descrição
P4 Contrapressão gases de escape
T4.2 Temperatura antes do injetor de ARLA32 Instrumentado
T4.2 Extra Temperatura antes do injetor de ARLA32 Instrumentação reserva
T_SCRCat Temperatura antes do injetor de ARLA32 Existente no veículo
As instrumentações podem ser vistas nas instrumentações de temperatura estão bem próximas, reserva:
Figura 6 - Diagrama
Motor
T4.2
Linha de Exaustão
Legenda dos pontos de medição instrumentados
Descrição Equipamento
Contrapressão dos gases de escape
Transmissor de pressão TM25/250M/R/10/D/MN Hytronic
Temperatura antes do injetor de ARLA32 – Instrumentado
Termopar TIM10/K/304-30/14B/RFC/CE033/01164/FL300 Alutal
Temperatura antes do jetor de ARLA32 –
Instrumentação reserva
Termopar TIM10/K/304-30/14B/RFC/CE033/01164/FL300 Alutal
Temperatura antes do ARLA32 –
Existente no veículo
Sensor de temperatura com faixa de medição entre -40ºC e 750ºC
Fonte: O autor
As instrumentações podem ser vistas nas figuras a seguir, pode-instrumentações de temperatura estão bem próximas, e também que
Diagrama do sistema de exaustão com instrumentaçãoFonte: O autor
Bomba de Ureia
Catalisador
Injetor de Ureia
T_SCRCat
T4.2
T4.2 Extra
Linha de Exaustão
Ponto de avaliaçãoda cristalização
P4
instrumentados
Foto
30/14B/RFC/CE033/01164/FL-
30/14B/RFC/CE033/01164/FL-
40ºC e -
-se perceber que as e também que existe um sensor
do sistema de exaustão com instrumentação
Bomba de Ureia
Catalisador
Injetor de Ureia
Ponto de avaliação da cristalização

Figura 7 - Instrumentação das temperaturas antes do injetor de uréia
Fonte: O autor A instrumentação de temperatura foi adicionada próximo ao injetor de ARLA32, pois é nesta região que a temperatura é aquisitada para efetuar o calculo de ARLA32 injetada. Existe ainda um sensor de alta temperatura nesta região que faz parte do veículo, e um sensor reserva foi instalado para uma dupla checagem.
Figura 8 - Instrumentação da contrapressão de escape
Fonte: O Autor

A medição de contrapressão é efetuada na curva da tubulação de escape, onde ocorre o encontro da saída de gases dos cilindros.
Figura 9 - Coletor de escapamento e instrumentação da contrapressão de escape
Fonte: O Autor Os termopares utilizados são do tipo K, constituídos pelo polo positivo de Chromel e o polo negativo de Alumel, possuem uma faixa de operação conforme a norma ANSI MC-96-1, variando entre -200ºC e 1200ºC com limite de erro entre ±2,2ºC. O transdutor de pressão utilizado é eletrônico, com faixa de calibração entre -500mbar a 500mbar e possui um tipo de pressão relativa com precisão de 0,1% (Fundo de escala). A temperatura de operação do fluído está entre 0ºC e 70ºC, com temperatura ambiente variando entre 0ºC e 50ºC. O transdutor funciona com alimentação 9Vcc – 33Vcc, sinal de saída entre 0 – 5Vcc. Estes instrumentos estão conectados diretamente ao sistema de aquisição projetado pela ETAS, sendo utilizados os modelos ES592 para aquisição dos dados via barramento serial de comunicação, ES600 utilizado como intercomunicador entre os módulos de aquisição e a unidade ES650 para modulação dos sinais dos termopares e do transdutor de pressão.
Tabela 6 - Descrição dos equipamentos de medição Módulo Descrição Foto
ES-592
Equipamento de suporte para as ECUs e interfaces Ethernet, ETK, FlexRay, CAN, LIN e K-Line. Utilizada para calibração, diagnoses, programação flash e monitoramento com software INCA.
ES-600
Equipamento utilizado para criar uma conexão entre outros módulos de aquisição de sinal de temperatura ou tensão.

ES-650
Equipamento utilizado para capturar sinais de temperatura e tensão, sendo oito canais de cada. Medição de temperatura entre -200ºC e 1372ºC com termopares tipo K. Medição de tensão entre ±10V e ±60V.
Fonte: ETAS Para que seja possível a aquisição dos dados faz-se necessária a utilização de um software específico, que esteja apto a se comunicar perfeitamente com os equipamentos de medição. Neste ensaio foi utilizado o software do mesmo fornecedor dos equipamentos, ETAS INCA,apresentado abaixo:
Figura 10 - Software de comunicação e leitura de dados
Fonte: ETAS Com este software várias atividades podem ser realizadas, desde a calibração, diagnose ou validação de sistemas eletrônicos automotivos, até a simples leitura de falhas ou interpretação de dados.
5. Medições e Resultados No início do ensaio foi instalada uma nova linha de exaustão e um novo catalisador no veículo, garantindo que os mesmos estivessem em perfeitas condições de funcionamento, sem nenhum indício de início de cristalização.

Figura 11 - Nova linha de escape instalada no início do ensaio
Fonte: O Autor Após 50 horas de rodagem, conforme descrito no tópico anterior, foi realizada a primeira inspeção no veículo. No momento da aquisição a temperatura ambiente encontrava-se por volta de 17,3ºC, este dado é importante para que se possa criar um delta entre as medições máximas e médias durante os ciclos. Foi possível notar o início de uma cristalização, conforme Figura 12, junto ao misturador de ar, que fica localizado logo após o bico injetor de ARLA32.
Figura 12 - Cristalização após 50 horas de ensaio
Fonte: O autor Como forma do procedimento foi realizada uma medição de dados durante um ciclo de ensaio, que compreende uma volta no circuito informado no capitulo anterior. As temperaturas encontradas podem ser observadas na Figura 13.

Figura 13 - Temperaturas após 50 horas de ensaio
Fonte: O Autor
Conforme capítulo 4.3, existia a possibilidade de um termopar não estar funcionando corretamente. Este fato é observado no gráfico acima, onde a medição de T4.2 não representa as duplicidades apresentadas em T4.2(Extra) e T_SCRCat. A curva de contrapressão de escapamento é apresentada na Figura 14.

Figura 14 - Contrapressão após 50 horas de ensaio
Fonte: O Autor Para que seja possível visualizar em qual temperatura de escape o veículo permaneceu durante o ensaio foi gerado um gráfico moldado em faixas de operação.
Figura 15–Temperatura de escape após 50 horas de ensaio
Fonte: O Autor
Desta forma, pode-se perceber claramente que a formação de cristais ocorreu pelo fato da operação do veículo ter mantido a temperatura de escape abaixo de 250ºC por boa parte do tempo, e não ter atingido temperaturas altas para que houvesse a queima dos cristais. Uma breve comparação entre as temperaturas e pressões, médias e máximas, é apresentada a seguir na tabela 7.
Tabela 7 – Máximos e médios valores encontrados após 50 horas de ensaio Ponto de Medição Máxima Média
T4.2 271ºC 196ºC T4.2 Extra 336ºC 237ºC T_SCRCat 334ºC 236ºC
P4 85mbar 37mbar Fonte: O Autor
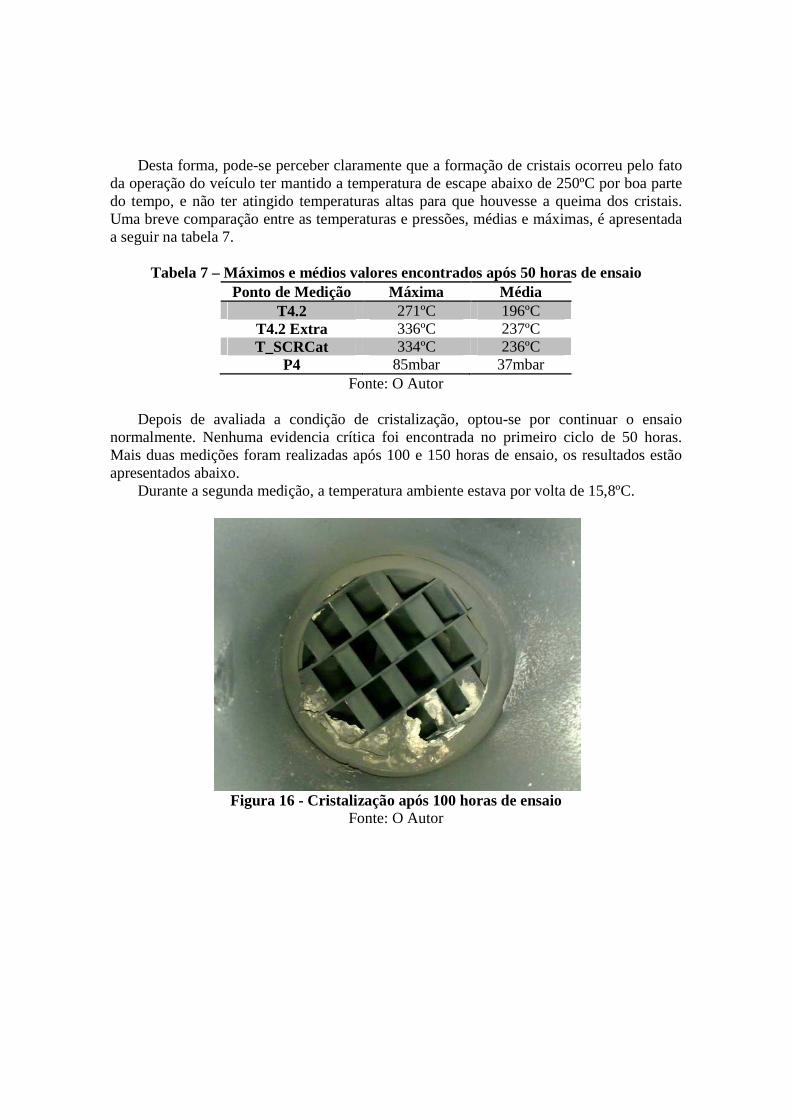
Depois de avaliada a condição de cristalização, optou-se por continuar o ensaio normalmente. Nenhuma evidencia crítica foi encontrada no primeiro ciclo de 50 horas. Mais duas medições foram realizadas após 100 e 150 horas de ensaio, os resultados estão apresentados abaixo. Durante a segunda medição, a temperatura ambiente estava por volta de 15,8ºC.
Figura 16 - Cristalização após 100 horas de ensaio
Fonte: O Autor

Figura 17 - Temperaturas após 100 horas de ensaio
Fonte: O Autor
Figura 18 - Contrapressão após 100 horas de ensaio
Fonte: O Autor

Figura 19 - Temperatura de escape após 100 horas de ensaio
Fonte: O Autor
Tabela 8 – Máximos e médios valores encontrados após 100 horas de ensaio Ponto de Medição Máxima Média
T4.2 262ºC 186ºC T4.2 Extra 335ºC 227ºC T_SCRCat 337ºC 228ºC
P4 92mbar 43mbar Fonte: O Autor
Durante a terceira medição, a temperatura ambiente estava por volta de 17,5ºC.
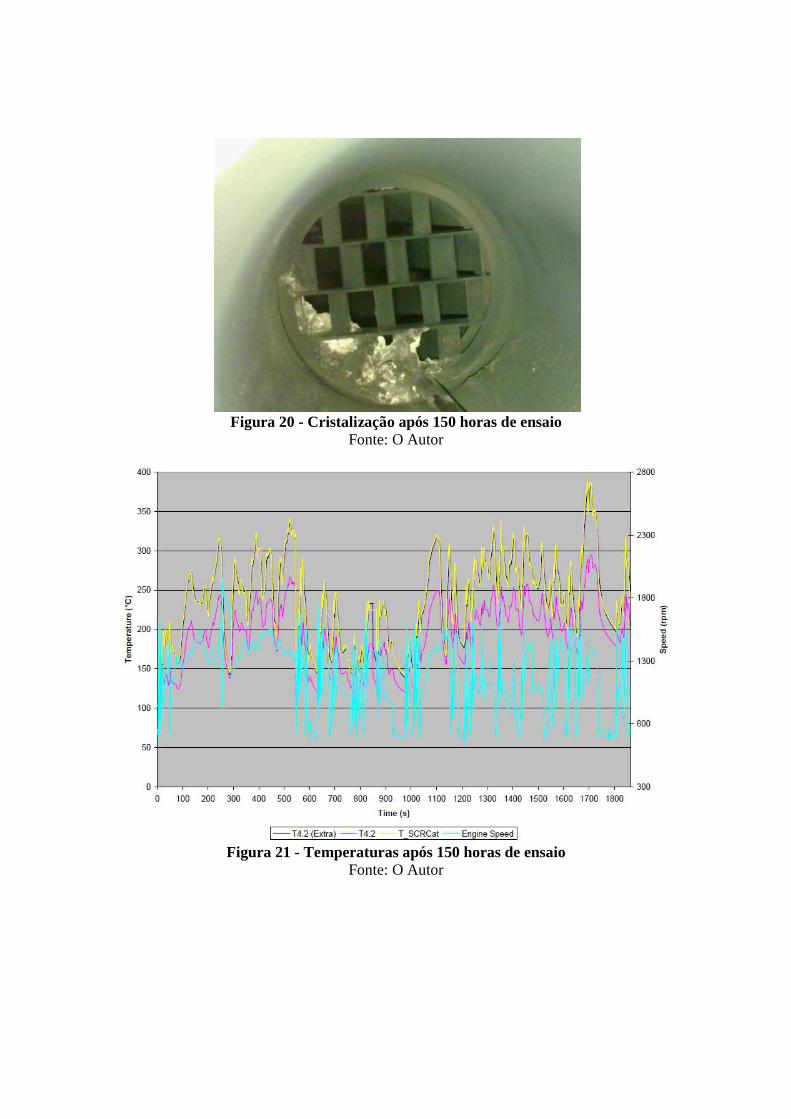
Figura 20 - Cristalização após 150 horas de ensaio
Fonte: O Autor
Figura 21 - Temperaturas após 150 horas de ensaio
Fonte: O Autor

Figura 22 - Contrapressão após 150 horas de ensaio
Fonte: O Autor
Figura 23 - Temperatura de escape após 150 horas de ensaio
Fonte: O Autor

Tabela 9 – Máximos e médios valores encontrados após 150 horas de ensaiPonto de Medição
T4.2T4.2 ExtraT_SCRCat
É possível perceber que a cristalização teve um crescimento significativo após 150 horas de ensaio. Quando comparadas as contrapressões de escapamentoperceber que a cristalização interfere significativamente no motor, variando de 85mbar a 106mbar em sua máxima medição.
Figure 1 -
Neste caso a cristalização é avaliada subjetivamente como Nível 2. Mas este fato não é crítico uma vez que,finalizado o ensaio, uma nova rodagem foi realizada em carga máxima, exigindo potência do motor, de tal forma que a temperatura de escape fique alta, forçando então a queima dos cristais. Ao final, foi possível perceber que não existia mais nenhum resíduo de cristalização. Sendo então validada como versão final do conjunto de pós
Máximos e médios valores encontrados após 150 horas de ensaiPonto de Medição Máxima Média
T4.2 294ºC 190ºC T4.2 Extra 381ºC 234ºC T_SCRCat 386ºC 237ºC
P4 106mbar 44mbar Fonte: O Autor
É possível perceber que a cristalização teve um crescimento significativo após 150 Quando comparadas as contrapressões de escapamento
perceber que a cristalização interfere significativamente no motor, variando de 85mbar a 106mbar em sua máxima medição.
- Comparação entre medições durante o testeFonte: O Autor
Neste caso a cristalização é avaliada subjetivamente como Nível 2. Mas este fato não é crítico uma vez que,finalizado o ensaio, uma nova rodagem foi realizada em carga máxima,
do motor, de tal forma que a temperatura de escape fique alta, forçando então a queima dos cristais.
Ao final, foi possível perceber que não existia mais nenhum resíduo de cristalização. Sendo então validada como versão final do conjunto de pós-tratamento.
Máximos e médios valores encontrados após 150 horas de ensaio
É possível perceber que a cristalização teve um crescimento significativo após 150 Quando comparadas as contrapressões de escapamento (P4), pode-se
perceber que a cristalização interfere significativamente no motor, variando de 85mbar a
Comparação entre medições durante o teste
Neste caso a cristalização é avaliada subjetivamente como Nível 2. Mas este fato não é crítico uma vez que,finalizado o ensaio, uma nova rodagem foi realizada em carga máxima,
do motor, de tal forma que a temperatura de escape fique alta, forçando
Ao final, foi possível perceber que não existia mais nenhum resíduo de cristalização.

6. CONCLUSÃO Com base nos resultados pode-se concluir que o sistema de pós-tratamento dos gases de exaustão gera uma cristalização de uréia razoável na linha de exaustão. De acordo com a escala de cristalização de uréia apresentada neste trabalho, podemos classificar a cristalização de uréia gerada como nível 2, ou seja, apresenta um impacto na contrapressão de escape, porém, não gera nenhuma perda sobre a energia gerada pelo motor. Este acúmulo de cristais é facilmente eliminado quando a temperatura na linha de escapamento ultrapassa os 350°C. Todavia, é importante salientar a importância na qualidade da instrumentação utilizada.A seleção dos sensores utilizados nos permitiu perceber uma falha em um dos termopares. Porém, o termopar reserva nos ajudou a efetivar o teste. A importância da seleção correta também é destacada quando lemos a contrapressão, por ser um valor relativamente baixo, faixa de medição pequena, devemos utilizar um sensor de qualidade que mostre qualquer oscilação na medição. Todas estas observações tornam as medições confiáveis e seguras para que se possa provar e apontar um resultado correto. REFERÊNCIAS CARVALHO, Carolina; FARAGO, Luciano; WODIANI, Maurí cio, Inovações tecnológicas dos sistemas de pós-tratamento de gases de escape para veículos diesel. Robert Bosch Ltda – Sistemas Diesel, Curitiba, 2007. VARTIA, Christian; Reporte de Engenharia 611026 – Global crystallization rating scale, Gotemburgo, 2008.