mapeamento e anÁlise de pro- cesso focada na adiÇÃo de...
TRANSCRIPT

MAPEAMENTO E ANÁLISE DE PRO-
CESSO FOCADA NA ADIÇÃO DE VA-
LOR: UM ESTUDO DE CASO
TATIANE PEREIRA LIBRELATO (UNISINOS)
Este trabalho foi realizado na Bomber Alto Falantes, uma indústria do
setor metal-mecânico, utilizando-se o método de mapeamento e análise
da cadeia de valor proposto por Rooter & Shook (1999). O objetivo da
pesquisa foi analisar o processso produtivo da empresa através da a-
nálise de fluxo de valor, bem como mapear os processos envolvidos
montagem de kits de alto-falantes, analisar este processo com base nos
dados coletados e delinear uma proposta de melhoria. Os principais
problemas apontados nesta pesquisa estão relacionados a dificuldade
que a empresa tem em atender aos prazos de entrega negociados com
seus clientes como conseqüência da falta de sincronização entre os
processos, bem como pelo consumo excessivo de tempo com a distância
percorrida entre as operações, os índices altos de refugo e a falta de
treinamento dos operadores em decorrência dos índices de absenteís-
mo e rotatividade de pessoal. A proposta de melhoria contempla as su-
gestões de implementação do kanban, um ponto único de programação,
implementação de um layout celular e a implementação do conceito de
autonomação. Estas melhorias devem trazer como principais resulta-
dos a sincronização entre os processos, eliminação de fluxos cruzados,
simplificação da programação da programação da produção, redução
de estoque e custos, bem como, um fluxo de processo mais estável, fle-
xível e confiável e com operadores multifuncionais.
Palavras-chaves: Valor. Mapeamento de Fluxo de Valor, Sistema To-
yota de Produção, Indústria de alto-falantes, Estudo de Caso
XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente.
São Carlos, SP, Brasil, 12 a15 de outubro de 2010.

2
1.
2. Introdução
Visando atender às necessidades colocadas pelo mercado no ambiente competitivo
contemporâneo, os sistemas de produção modernos compreendem uma ampla variedade de
modelos, conceitos e métodos de gestão. Concentram, em sua origem comum, a necessidade
das empresas implantarem de forma sistemática e contínua, sistemas de produção cada vez
mais flexíveis e integrados (ANTUNES, et al. 2008). A busca pela competitividade vem
exigindo das organizações melhoria tanto na sua eficiência operacional, por meio de
operações mais enxutas que garantam níveis adequados de lucratividade, como nos serviços
embutidos no pacote de valor adquirido pelos clientes (CHRISTOPHER, 2002).
Assim, o tema abordado é o mapeamento e análise do processo de agregação de valor, onde,
para a organização onde este estudo foi realizado, encontra sua relevância no fato de que a
mesma, como fabricante de alto-falantes para a linha automotiva original, é fornecedora de
produtos vendidos às principais montadoras de veículos comerciais leves e de passeio, além
de atuar no mercado de reposição, estando inserida em um segmento onde a competitividade é
muito grande. A empresa possui poucos procedimentos formalizados e utiliza poucas técnicas
que auxiliem na padronização e otimização de seus processos. Os indicadores são
departamentalizados e nem sempre fornecem as informações necessárias à gestão mais
adequada dos processos.
Desta forma, um estudo sobre seus processos pode permitir a empresa enxergar os
desperdícios, servindo como base para direcionar as melhorias de fluxo que efetivamente
podem contribuir para um salto no desempenho da organização e aumentar o valor percebido
pelos clientes. A questão norteadora desta pesquisa é como a análise de valor pode ajudar a
empresa a aperfeiçoar seus processos e o objetivo geral é analisar o processo produtivo da
empresa através da análise de fluxo de valor.
3. Referencial teórico
A partir de pesquisa bibliográfica, são apontados os principais conceitos e ferramentas
teóricas que poderão contribuir para compreender o problema gerencial em foco e orientar o
plano de trabalho dentro da organização.
3.1 Mapeamento da cadeia de valor
Cadeia de valor é toda ação, agregando valor ou não, necessária para fazer passar um produto
por todos os fluxos essenciais desde a matéria-prima até as mãos do cliente (ROTHER &
SHOOK, 1999). O valor agregado resulta de atividades exclusivas ou específicas que as
empresas podem realizar em conjunto para aumentar sua eficiência e sua eficácia ao invés de
um produto ou serviço isolado, valor é a solução para os problemas dos clientes (ONODA &
MARCHIORI, 2003).
O mapeamento da cadeia de valor é uma ferramenta que utiliza papel e lápis e ajuda a
enxergar e entender o fluxo de material e de informação na medida em que o produto segue a
cadeia de valor. No mapa de cadeia de valor o padrão básico é um fluxo de produto físico da
esquerda para direita, na parte inferior do mapa, e um fluxo de informação desde o pedido até
o produto, da direita para esquerda, na parte superior. Nele é mostrado como cada processo é
informado sobre quando e o que fazer para seu processo cliente (o processo seguinte), bem
como a identificação dos movimentos de materiais e informações (ROTHER & SHOOK,
1999). O mapeamento da cadeia de valor segue etapas bem definidas, iniciando pela seleção
3
da familia de produtos, seguida pelos desenhos dos estados atuais e futuros e, finalmente, a
última etapa é a elaboração do plano de trabalho. Tem como objetivo destacar as fontes de
perdas e eliminá-las através da implementação em um “estado futuro” que pode tornar-se rea-
lidade em um curto espaço de tempo. Considerar a perspectiva de cadeia de valor significa
considerar o sistema como um todo, não só os processos individuais ou otimização das partes
(ROTHER & SHOOK, 1999).
3.2 Sistema Toyota De Produção
O Sistema Toyota de Produção (STP) é um sistema que visa à eliminação de perdas, tendo
como base fundamental a eliminação dos estoques e a redução do custo de mão-de-obra, a fim
de aumentar a competitividade da empresa. Seu objetivo central consiste em capacitar as
organizações para responder com rapidez as constantes flutuações da demanda do mercado
(SHINGO, 1996 e um dos grandes marcos para o desenvolvimento do STP está na
compreensão de que o esforço da melhoria dos sistemas produtivos deveria priorizar uma
visão de processo, ligado ao fluxo de materiais ou serviços. Essa nova visão implica em
abandonar um controle com foco nas pessoas, em benefício de uma visão que privilegia a
melhoria dos fluxos produtivos (ANTUNES, 1998). A base do STP é a absoluta eliminação
do desperdício e tem como pilares de sustentação o just in time (JIT) e a autonomação
(OHNO, 1997). JIT significa que, em um processo de fluxo, as partes corretas necessárias à
montagem alcançam a linha de montagem no momento em que são necessárias e somente na
quantidade necessária. A produção just in time é uma filosofia unificada que exige uma
reorganização total das atividades operacionais para minimizar atividades sem “valor
adicionado”, alinhar as operações e balanceá-las com a demanda, concentrando-se fortemente
na redução do tempo de espera e na melhoria contínua (JOAHANSSON, 1995). Mas, se por
um lado o STP preocupa-se em eliminar tudo aquilo que não agrega valor ao produto, por
outro lado há que se concentrar também no esforço de melhoria do uso de máquinas, do
desempenho de linhas de produção e dos operários. Por essa razão, autonomação (automação
com toque humano) é considerado o outro pilar do STP (OHNO, 1997).
Uma das ferramentas para operacionalizar o sistema de planejamento e controle da produção
puxada é o kanban. Inspirado no sistema de supermercado, o sistema kanban controla o fluxo
de materiais, impede o excesso de produção e o transporte desnecessário, pode servir como
uma ordem de fabricação, impede produtos defeituosos pela identificação do processo que os
produz e revela problemas existentes mantendo o controle de estoque (SLACK,et al. 1997).
Kanban significa informação, podendo estar contida, por exemplo, em um cartão e segue a
regra de que o processo cliente (puxador) somente retira peças do supermercado quando isso
realmente for necessário, além de que o processo fornecedor só pode produzir itens dos quais
possuir kanbans de produção e nas quantidades definidas neles e, por último, somente peças
boas podem ser colocadas em supermercados. A medida que o cliente retira peças do
supermercado os cartões de produção que acompanhavam as caixas são levados para o
processo fornecedor e são colocados em quadros com faixas de cores que indicam para a linha
a linha qual o item deve ser produzido primeiro e qual o tamanho do lote (CARDOSO &
SILVEIRA, 2002)
No contexto do STP há uma busca em criar uma atmosfera na qual “fazer certo da primeira
vez” torna-se a meta, onde a qualidade é projetada e construída em cada atividade, em lugar
de ser inspecionada após o fato (JOAHANSSON, 1995), buscando continuamente meios de
reduzir custos, sem acumular estoque. Por isso as atividades de kaizen são essenciais para
melhorar os processos, visando eliminar as perdas (SHINGO, 1996). Também conhecido
como melhoria contínua, o kaizen pode ser entendido como uma filosofia básica para

4
excelência de produtos e processos que reconhece a necessidade de se buscar o
aperfeiçoamento continuamente (DAVIS, et al. 2001). No melhoramento contínuo não é o
tamanho de cada passo que é importante, mas a probabilidade de que melhoramentos
continuarão a serem feitos, favorecidos pelo trabalho em grupo e a atenção a detalhes.
3.3 Eliminação das Perdas através de melhorias
As perdas são operações, utilização de materiais ou movimentos completamente
desnecessários que geram custos e não agregam valor e que, portanto, devem ser eliminados.
Foram divididas em sete grupos, sendo definidas como perdas por superprodução, por
transporte, perdas do processamento em sí, por fabricação de produtos defeituosos,
movimentação, espera e perda por estoque (OHNO, 1997). A melhoria de processo está
vinculada a forma como podem ser melhorados os fenômenos de processamento, inspeção,
transporte, espera do processo e espera do lote. Desses, apenas o processamento agrega valor,
os demais podem ser vistos como perdas. Para realizar melhorias significativas no processo é
preciso distinguir o fluxo de produto (processo) do fluxo de trabalho (operações) e analisá-los
separadamente (SHINGO, 1996). Algumas das principais mudanças para alcançar a melhoria
dos processos estão resumidas no quadro 1.
Tipo de melho-
ria Principais mudanças e ferramentas
Melhoria no
processamento
Pode ser otimizado com a melhoria do produto em si através da engenharia de valor ou
melhorando os métodos de fabricação do ponto de vista da engenharia de produção. No
momento em que os métodos tradicionais são questionados e estudados, métodos novos e
mais efetivos podem ser criados. È possível obter melhorias substanciais sempre que se
procuram maneiras de impedir que os problemas ocorram, ao invés de corrigi-los após seu
aparecimento.
Melhoria na
Inspeção
Para atacar as causas fundamentais das perdas por fabricação de produtos defeituosos é
necessário estabelecer sistemas de inspeção para prevenir defeitos (Poka-yoke) que possi-
bilitem a inspeção 100% através do controle físico ou mecânico.
Melhoria no
transporte
Melhorias reais de movimentação de materiais não apenas melhoram o trabalho de trans-
porte através de empilhadeiras, calhas de transporte e outros, mas eliminam a função de
transporte tanto quanto possível. A meta consiste em aumentar a eficiência da produção, o
que é conseguido com o aprimoramento do layout dos processos.
Melhoria no
Estoque
A existência de estoques tem como raiz fundamental a falta de sincronia entre o prazo de
entrega do pedido de compra e o período de produção. As perdas por estoque podem estar
também associadas à organização global do sistema produtivo. Para atacar a raiz desta
problemática torna-se necessário o estabelecimento de uma política que busque o nivela-
mento da quantidade, sincronização e o fluxo de operação de uma peça ou produto, associ-
ado à adoção da produção em pequenos lotes, sendo que a principal técnica que permite
isso é a Troca Rápida de Ferramentas. A simples eliminação do estoque não resolve estes
problemas básicos. O que deve ser eliminado são as causas da instabilidade. Na medida em
que um fluxo irregular de produção (defeitos, quebras de máquina, tempos excessivos de
preparação, etc.) são corrigidos, os estoques vão gradualmente diminuindo e, conseqüen-
temente, vão sendo eliminados. Assim, ações eficazes no sentido de eliminar as perdas por
estoque envolvem melhorias do layout, ferramentas de sincronização da produção e ferra-
mentas que melhorem a confiabilidade do fluxo produtivo.
Fonte: adaptado de Shingo (1996)
Quadro 1 – A eliminação das perdas através das melhorias
4. Metodologia
O método escolhido foi estudo de caso e abordagem qualitativa, uma investigação empírica
que investiga um fenômeno contemporâneo dentro de seu contexto da vida real. É baseado em
várias fontes de evidências e possibilita diferentes abordagens na coleta e análise dos dados,

5
permitindo a sugestão de um novo cenário competitivo adaptado à realidade da unidade (YIN
2005). A estratégia de pesquisa foi exploratória que é útil quando as questões de pesquisa são
vagas, ajudando a formular um problema ou defini-lo com maior precisão, identificar
alternativas de ação e obter critérios para uma abordagem do problema, sem a necessidade de
elaborar hipóteses a serem testadas (HAIR, et al. 2005). Esta pesquisa utiliza como unidade de
caso uma empresa de médio porte do setor automotivo que atua como fabricante original de
kits de alto-falantes e fornecedora das principais montadoras de automóveis do País, entre
outros clientes. Neste segmento a velocidade de entrega é determinante no momento da venda
para o cliente, porém, as características internas de sincronização nos processos fazem com
que o ciclo de produção seja longo, impactando em um montante considerável de recursos
alocados na forma de estoque de matérias-primas em processo. Na pesquisa optou-se por
utilizar as técnicas de pesquisa em registros e documentos, entrevistas semi-estruturadas,
observação e experiência aberta do pesquisador.
Buscou-se durante o estudo de caso proposto, mapear os processos-chave através da técnica
de mapeamento de fluxo de valor, proposta por Rooter & Shook (1999) no referencial teórico.
As informações foram coletas pessoalmente passando pela escolha da família de produtos,
caminhando por todo o fluxo de valor por repetidas vezes e iniciando pela expedição. Assim,
foram reunidas as informações de cada processo, acrescidas às informações coletadas através
das entrevistas semi-estruturadas e, com estas informações foi elaborado o mapa do estado
atual. Em seguida, buscou-se identificar as perdas do processo e elaborar o plano de trabalho
através do modelo proposto por Rooter & Shook (1999), propondo ações para alcançar o
estado futuro proposto pelo pesquisador.
5. Unidade de caso
A unidade de caso é uma empresa de capital nacional e certificada ISO 9001 há pouco mais
de dois anos. Conta com um quadro de mais de 400 colaboradores, está instalada no estado do
Rio Grande do Sul e seu foco de negócios são alto-falantes para a linha automotiva. Os
constantes lançamentos de novas linhas de produto e soluções em sonorização automotiva
contribuiram para que a empresa tenha uma imagem de empresa inovadora, especialmente
vinculada ao desempenho e design diferenciado, fazendo com que muitos de seus
concorrentes tentem copiar sua marca e seus produtos. A empresa vem buscando investir em
qualidade e tecnologia no processo de fabricação, mas ainda possui um índice de retorno de
campo e reprovações internas de lotes produzidos considerado fora dos padrões estabelecidos
pela organização. Este cenário não é fruto somente da imaturidade do sistema de gestão da
qualidade, mas também é resultado de processos e operações predominantemente manuais,
procedimentos e instruções de operação pouco padronizadas e com grande dependência do
conhecimento e habilidade dos operadores dos postos de trabalho, aliados a uma alta
rotatividade de pessoal. Apesar disto, a organização consegue se destacar por sua qualidade,
mas com custo bastante elevado e tempos de ciclo altamente irregulares.
Algumas mudanças na legislação da receita federal em 2009 tornaram o ciclo de faturamento
x expedição reduzido em mais de sete dias. Aliado a isso, a organização experimenta uma
elevação na venda de woofers compostos com até 6”, vendidos em pares e chamados
comumente de kit, especialmente no segmento dos kits originais, o que tem feito com que seja
necessário despender recursos extras com freqüência para atender as vendas. Algumas
melhorias já foram feitas, mas ainda não se conseguiu dar conta da real necessidade de
abastecimento do mercado em termos de variabilidade de modelos x volume. Para adaptar-se a
cenário a empresa está preocupada com as perdas ao longo de toda cadeia, pois, sem nenhuma
alteração nas atuais condições dos processos da empresa, a tendência é de que isso se torne
6
um problema cada vez maior, com “sintomas” a serem percebidos em todos os setores da
organização, mas sem atuação na verdadeira causa. Além disto, os indicadores utilizados para
monitorar a planta e seu crescimento não dão conta da real condição da produção, uma vez
que são voltados somente a utilização dos recursos e não a produtividade e rentabilidade.
Então, buscar novos indicadores que ajudem a monitorar o resultado tornou-se, indiretamente,
outra preocupação da administração da empresa. Apesar da diversidade de seu portfólio, os
investimentos em desenvolvimento de produto não são intensos e utilizam a mesma estrutura
de engenharia. Os investimentos em desenvolvimento de processos também são humildes,
fazendo com que a produção seja demorada, imprevisível, inflexível e, algumas vezes, sem o
padrão de qualidade que a organização deseja.
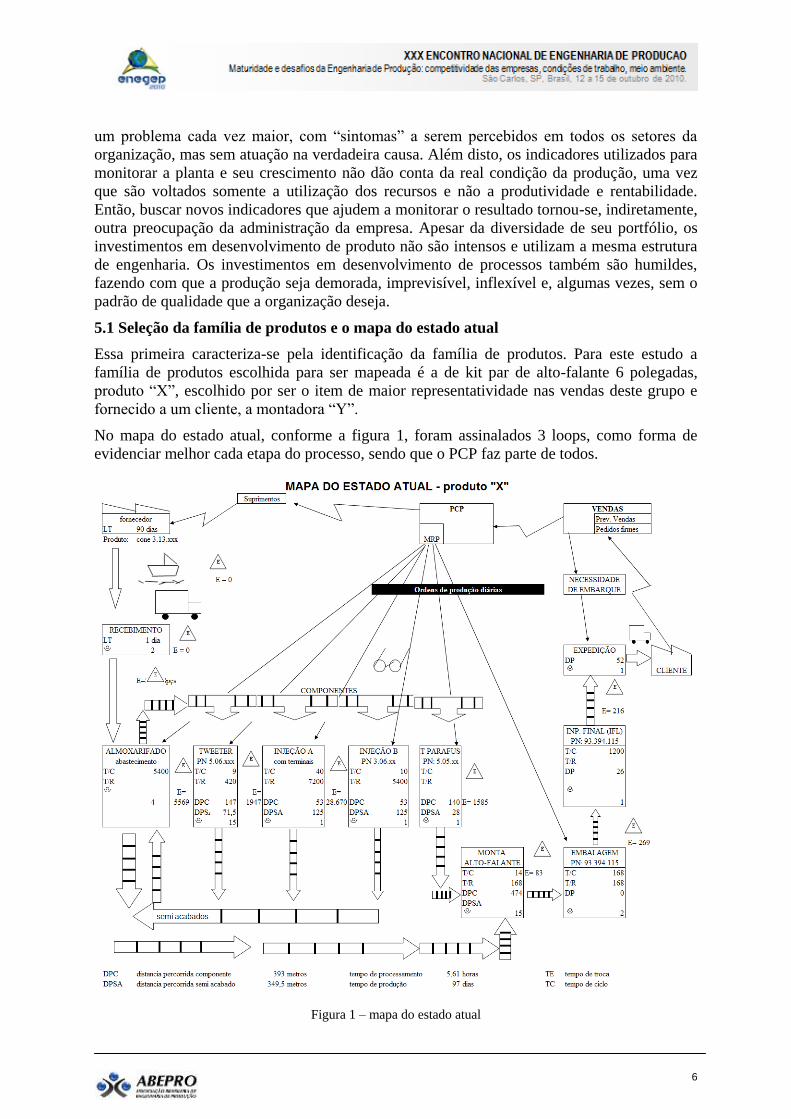
5.1 Seleção da família de produtos e o mapa do estado atual
Essa primeira caracteriza-se pela identificação da família de produtos. Para este estudo a
família de produtos escolhida para ser mapeada é a de kit par de alto-falante 6 polegadas,
produto “X”, escolhido por ser o item de maior representatividade nas vendas deste grupo e
fornecido a um cliente, a montadora “Y”.
No mapa do estado atual, conforme a figura 1, foram assinalados 3 loops, como forma de
evidenciar melhor cada etapa do processo, sendo que o PCP faz parte de todos.
Figura 1 – mapa do estado atual

7
O primeiro loop trata-se do processo de planejamento e realização das vendas. É na área
comercial onde inicia o planejamento das vendas que, por conseqüência, dá origem ao plano
de compras e produção. Através de dados estatísticos e pedidos firmes em carteira é elaborado
uma previsão de vendas mensal para 5 meses, a qual sofre ajustes ao longo do mês à medida
que acontecem as vendas efetivamente. Esta previsão de vendas é enviada ao PCP que
programa os diversos recursos envolvidos no processo produtivo. Os pedidos do cliente “Y”
devem ser faturados em até 4 horas após sua efetivação e expedidos em 1 dia útil. O segundo
loop trata-se do processo de levantamento da necessidade e aquisição de suprimentos. Ao
receber a previsão de vendas o PCP faz a explosão das necessidades através do MRP que
dispara as ordens de compras. As ordens de produção emitidas e distribuídas, somadas,
raramente são maiores que dois dias de produção e em lotes máximos de um dia de produção.
O terceiro loop trata-se do processo produtivo, do almoxarifado dos materiais até a
embalagem final. As ordens de fabricação emitidas pelo PCP dão início à produção em si. Os
processos de montagem de tweeter e kit parafusos bem como injeção de carcaça e batoque são
realizados conforme o roteiro de processo e abastecem o processo de montagem do alto-
falante que, por sua vez, abastece a embalagem final. Porém, devido aos processos não
sincronizados, instáveis e a dificuldade de controle eletrônico dos componentes em
elaboração todos os semi-acabados, exceto os kits de parafusos, retornam ao almoxarifado
para abastecerem posteriormente a esteira de montagem dos alto-falantes via almoxarifado,
sendo controlados como se fosse matéria-prima. Após a embalagem final ainda há a inspeção
de final de linha (IFL) e, em seguida, o lote aprovado é encaminhado para armazenamento na
expedição. Em todas as etapas é importante ter cuidado com a acuracidade do estoque, pois
toda a análise da disponibilidade de materiais é feita eletronicamente.
Há uma seqüência programada bem definida pelo PCP do que deve ser produzido. A
informação tanto para a linha de produção quanto para o almoxarifado (para abastecimento da
linha) é através de um mapa de produção e uma cópia das ordens de produção para cada um.
Os diários de produção preenchidos pelas linhas são dois. Um deles é de paradas de linha,
onde deve ser anotado o tempo cada vez que para de chegar peça ao último posto que é a
cabine de teste de áudio. O outro é de controle de sucata e retrabalho, onde deve ser anotado
cada vez que alguma peça não passa no teste de áudio e, conforme uma tabela de motivos pré
determinada, a peça é devolvida ou para a esteira retrabalhar e, neste caso a marcação é de
retrabalho, ou para sucata e, neste caso a marcação é de sucata. Ambos não contemplam
reduções de ritmo da esteira, pois, apenas quando a esteira é totalmente desativada o tempo
começa a ser marcado, escondendo problemas que fazem o processo variar. Este tempo nem
sempre é marcado de forma correta e comumente são encontrados erros, tanto gerados pelo
preenchimento manual quanto pela confusão entre a causa e os efeitos, tornando a análise
complexa. Outro ponto importante a ser ressaltado é com referência as embalagens. As
etiquetas de identificação são impressas no almoxarifado e encaminhadas para a linha com os
demais componentes. Na linha, elas podem ser misturadas, amassadas, perdidas ou ainda
rasgadas, sendo necessária a reimpressão de novas etiquetas. Além disso, no caso de muitas
peças sucateadas durante o processo ou troca de programação elas podem simplesmente
sobrar, gerando um custo desnecessário.
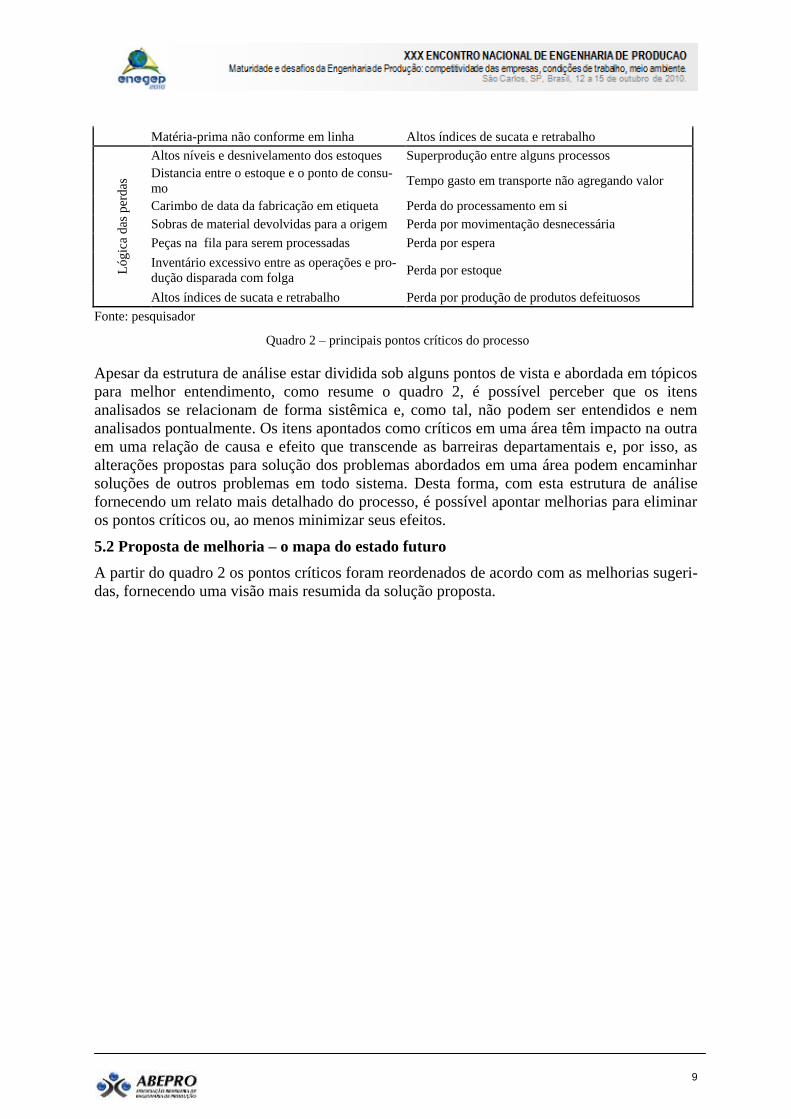
De acordo com o método proposto, esta etapa consiste em analisar os dados coletados,
apontando os itens considerados mais críticos. Para isso, os dados coletados ao longo do
mapeamento do processo foram classificados, recombinando as evidências quantitativas e
qualitativas para tratar as proposições iniciais deste estudo Os pontos críticos abordados, bem
como o impacto que eles geram nos processos internos da empresa, estão resumidos no
quadro 2. A análise destes dados e o apontamento dos itens críticos estão baseados no

8
confronto dos dados coletados sob o ponto de vista de algumas atividades e divididos em
tópicos que foram escolhidos de acordo com as observações do pesquisador e com os dados
considerados mais críticos pelos entrevistados durante as entrevistas.
Estão divididos sob a visão do PCP, onde estão sendo abordadas as principais dificuldades
encontradas para elaboração e cumprimento do plano de produção; sob a visão da área
comercial são levantados os principais pontos em relação à confiabilidade dos prazos de
entrega e negociações com clientes no que diz respeito aos pedidos; sob a ótica da gestão de
materiais, são analisados os principais problemas referentes a gestão dos estoques e novos
pedidos de compra; sob a visão do gerenciamento da produção são abordados os principais
aspectos referentes à preparação da linha, paradas de linha e as variações no processo
produtivo e sob a luz da lógica das perdas, onde são abordadas as principais fontes de
desperdício no processo atual.
Ponto de
vista Pontos críticos destacados Efeito
PC
P
Ajustes diários no plano de compras e produ-
ção
Alguns itens planejados não são produzidos em de-
trimento a outros volumes que surgem.
Altos índices de sucata e retrabalho. Dificuldade em sincronizar a produção
Causas as variação não são totalmente conhe-
cidas Dificuldade em atender os prazos de entrega
Diversos pontos de programação e Grande
número de ordens de produção
Falta de sincronização no processo e dificuldades em
controlar adequadamente as ordens de fabricação
Incerteza da disponibilidade do estoque Ajustes freqüentes no programa de produção
Processo produtivo pouco confiável Programação de pequenos lotes com custos maiores
Produção disparada com folga e em lotes maio-
res que a demanda Inventário elevado
Variação entre as vendas planejadas e realiza-
das
Dificuldade em concretizar o plano de produção
integralmente
Co
mer
cial
Estoque virtual utilizado para faturamento Estoque desnivelado
Incerteza do cumprimento das entregas Insegurança na negociação de venda
Reprovações de lotes de produtos já acabados Incerteza do cumprimento dos embarques
Mat
eria
is Compras em quantidades desnecessárias Aumento do inventário
Incerteza quanto ao consumo dos materiais Falta de materiais para atender o plano de produção
Problemas de abastecimento Falta ou excesso de inventário
Tempo excessivo gasto na negociação do rea-
bastecimento dos estoques Falta de materiais para atender o plano de produção
Ges
tão d
a pro
duçã
o
Distancia entre o armazenamento e o ponto de
consumo dos materiais para preparação da
linha.
Operadores / abastecedores cansados mais facilmente
Tempos elevados de preparação e disparados com
folga
Aumento do inventário em elaboração
Aumento dos custos na logística interna
Registros de bordo pouco eficientes Dificuldade em avaliar as fontes de variação
Redução do ritmo de produção Dificuldade em atingir a meta de produção
Baixa resposta aos estímulos motivacionais no
chão de chão de fábrica Altos índices de rotatividade e absenteísmo
Ergonomia
Falta de rotatividade entre postos de trabalho
Grande esforço físico e repetitivo dos operadores
Altos índices de rotatividade e absenteísmo
Pouco tempo dedicado a treinamento Grande parte dos operadores não é multifuncional
9
Matéria-prima não conforme em linha Altos índices de sucata e retrabalho
Lóg
ica
das
per
das
Altos níveis e desnivelamento dos estoques Superprodução entre alguns processos
Distancia entre o estoque e o ponto de consu-
mo Tempo gasto em transporte não agregando valor
Carimbo de data da fabricação em etiqueta Perda do processamento em si
Sobras de material devolvidas para a origem Perda por movimentação desnecessária
Peças na fila para serem processadas Perda por espera
Inventário excessivo entre as operações e pro-
dução disparada com folga Perda por estoque
Altos índices de sucata e retrabalho Perda por produção de produtos defeituosos
Fonte: pesquisador
Quadro 2 – principais pontos críticos do processo
Apesar da estrutura de análise estar dividida sob alguns pontos de vista e abordada em tópicos
para melhor entendimento, como resume o quadro 2, é possível perceber que os itens
analisados se relacionam de forma sistêmica e, como tal, não podem ser entendidos e nem
analisados pontualmente. Os itens apontados como críticos em uma área têm impacto na outra
em uma relação de causa e efeito que transcende as barreiras departamentais e, por isso, as
alterações propostas para solução dos problemas abordados em uma área podem encaminhar
soluções de outros problemas em todo sistema. Desta forma, com esta estrutura de análise
fornecendo um relato mais detalhado do processo, é possível apontar melhorias para eliminar
os pontos críticos ou, ao menos minimizar seus efeitos.
5.2 Proposta de melhoria – o mapa do estado futuro
A partir do quadro 2 os pontos críticos foram reordenados de acordo com as melhorias sugeri-
das, fornecendo uma visão mais resumida da solução proposta.

10
Figura 3 – o mapa do estado “futuro”
Conforme os dados levantados, os maiores consumos de tempo ocorrem pela pouca
disponibilidade de operadores multifuncionais, pela grande distância percorrida e pelos altos
níveis de retrabalho, seguidos pela alteração de processo. Para facilitar a construção do estado
futuro foi respondido a lista de questões sugeridas por Rother e Shook (1999), que somadas
aos demais pontos mapeados e ações sugeridas forneceram os dados para a elaboração do
primeiro mapa do estado futuro que pode ser visualizado na figura 3 e trata-se de como ficaria
o desenho do processo após a implementação das ações sugeridas.
De acordo com a nova proposta a redução da distancia percorrida pelos materiais e, por
conseqüência, do tempo de setup externo (preparação e abastecimento de linha) só é possível
com a implementação dos kanbans que, por sua vez, precisam da mudança no layout para
serem viabilizados. Além disso, o layout celular deve contribuir para períodos de treinamento
abreviados, aproximação entre a produção se semi-acabados e o ponto de consumo reduzindo
o estoque em processo, contribuindo ainda para a redução dos custos de manuseio de
materiais e um planejamento e controle de produção mais simples.
As novas células de produção e seriam abastecidas por supermercados gerenciados pelo

11
kanban, melhorando também o fluxo de informação. O kanban deve ser o regulador do nível
de estoque entre os processos, o que restringiria a quantidade de peças em circulação sem a
necessidade de intervenção do PCP a todo o momento, funcionando ainda como um
instrumento de controle e ajuste da produção frente às oscilações do consumo. Ainda, o
controle visual daria confiabilidade para a área comercial negociar as entregas com os clientes
e, segundo a lógica da programação puxada, o PCP deverá alimentar apenas um ponto, que é
o processo puxador e este então alimentará os demais, contribuindo para o gerenciamento
visual. O processo puxador deverá ser a embalagem, onde é o ponto único que receberá
ordens de produção. Entre a embalagem e a expedição é o único ponto em que o fluxo deverá
ser contínuo, como forma de viabilizar a programação pelo PCP.
Desta forma, de acordo com o redesenho do processo, é possível a implementação da proposta
de melhoria que deve contribuir reduzindo custos, melhorando tempos e fluxo de produto e de
informação. O próximo passo é planejar a implementação das oportunidades identificadas.
5.3 Plano de Implementação
A última etapa do mapeamento de valor é preparar e começar ativamente usando um plano de
implementação que descreva como se planeja a transição do estado atual para o estado futuro.
O quadro 4 representa, de forma resumida, como se daria à transição entre o estado atual e o
futuro em semanas.
Há ainda alguns outros pontos implícitos no plano de implementação, que referenciam
aspectos menos técnicos e mais humanos. Um deles é de que o homem é o principal elemento
diferenciador, é o agente responsável pelo sucesso de toda e qualquer mudança. Por isso, o
envolvimento dos funcionários nas atividades de melhoria é muito importante (DAVIS, et al.
2001). O fluxo enxuto deve ser desenvolvido com o respeito pelas pessoas, mas não deve ser
confundido com “respeito a velhos hábitos”. Então, no contexto da melhoria proposta é
preciso uma sensibilização, uma contaminação cultural na empresa como um todo, criando
um ambiente que reforce o incentivo ao rompimento dos paradigmas. Além disso, muitas
pessoas são envolvidas na implementação enxuta e todas elas precisam entender o
mapeamento do fluxo de valor para estarem aptas a ler a mapa do estado futuro. Por isso, o
envolvimento da área de recursos humanos neste contexto também é fundamental, já que
mudanças técnicas também puxarão a necessidade de mudanças no lado humano do fluxo.
Outro fator importante é que os esforços de melhoria são bem mais efetivos quando aplicados
estrategicamente no contexto da criação do fluxo de valor (ROTHER & SHOOK, 1999). Por
isso, o envolvimento da alta administração também é considerado fundamental para o sucesso
da implementação, indo além da aprovação do orçamento, mas fazendo com que se torne uma
prioridade máxima e cruzando os limites funcionais e departamentais.
Plano de ação - cronograma
Estimativa de implementação em semanas
1 2 3 4 5 6 7 8 9 10 11 12
ATIVIDADE
1 Alteração do layout
1.1 Avaliação ergonomica
1.2 Redesenho e aproximação das operações
1.3 Cotação e compra da impressora
1.4 Revisão das instruções de trabalho
1.5 Operacionalização da mudança
1.6 Treinamento dos operadores

12
2 Implementação dos kanbans
2.1 calculo doslotes e cartões
2.2 Aquisição materiais (cartões, quadros, etc.)
2.3 confeccição dos cartões
2.4 Aquisição das peças faltantes
2.5 Treinamento dos operadores
3 Monitoramento
3.1 Estabelecimento de controles
3.2 Treinamento dos operadores
4 Avaliação
4.1 mapear novamente o processo
12 semanas
Quadro 4 - Plano de trabalho e implementação
Todos têm um papel na implementação do estado futuro e todos devem sentir-se beneficiados
com isso. Estes benefícios podem vir de várias formas, como, um aumento na competitividade
da empresa, um melhor ambiente de trabalho, mais confiança entre colaboradores e
administradores, entre outros, sendo fundamental para que se obtenha continuidade no
processo de melhoria contínua e se obtenha os resultados esperados através da mudança.
Desta forma, o cronograma das atividades somado a atenção aos fatores implícitos da
implementação contribui diretamente para o alcance do novo mapa do processo em direção
aos resultados esperados, servindo como orientador quanto aos pré-requisitos a ser
considerados e a seqüência dos acontecimentos.
5.4 Análise dos Benefícios Potenciais Promovidos com a Mudança
O mapa do estado futuro propõe a melhoria de processo, transporte e estoque. Através desta
proposta espera-se, como resultado, uma melhor racionalização das principais operações de
produção. A obtenção de fluxos mais simples implica em uma maior facilidade para planejar e
controlar as operações. Com a nova proposta, o PCP passa a alimentar um ponto único de
programação, o que contribui para que, de forma rápida e confiável, todo o fluxo esteja plane-
jado de acordo com o mix de produção definido. Ao mesmo tempo em que a simplificação do
processo reduz a necessidade de produções disparadas com folgas também proporciona que a
empresa obtenha ganhos primários que vão além da vantagem competitiva em si, baseada no
tempo, mas também em custos. Isso se torna evidente não somente pela redução do esforço
físico nos postos de trabalho, mas também pela otimização dos recursos destinados ao finan-
ciamento dos estoques.
Com o reabastecimento do estoque sendo limitado pelo kanban, o que não foi calculado mo-
netariamente, a compra de materiais deve acontecer quando realmente é necessário e não mais
sobre uma venda projetada, o que traz para a área de materiais mais segurança para efetivação
das ordens de compra, além reduzir os níveis de estoque. Esta redução contribui para raciona-
lização dos recursos despendidos, incluindo redução da área ocupada com armazenagem, cus-
tos de estocagem, custo de colocação de pedidos urgentes e custo de recebimento de carga
além de outras despesas como, por exemplo, seguro. Somado a isso, a confiabilidade na in-
formação dos materiais a serem comprados, produtos a serem produzidos e disponibilidade de
peças contribui também para ocorram ganhos secundários para a empresa, como, por exem-

13
plo, mais confiabilidade para negociação dos prazos com os clientes, o que não é possível
mensurar quantitativamente.
Além da redução de custos, a melhoria proposta também deve trazer outros ganhos para a
administração da produção. Com a eliminação de fluxos cruzados reduzindo a distância per-
corrida, é possível minimizar a transferência e o tempo de espera entre as operações seqüenci-
almente dependentes. A introdução do layout celular deve permitir que todas as tarefas sejam
executadas levando-se em consideração a proximidade entre as células, com o objetivo de
minimizar os tempos de deslocamento, que não agregam valor ao produto. O fluxo de infor-
mação também deve melhorar na medida em que pessoas e as máquinas responsáveis pela
execução das atividades nas células tenham acesso completo à informação sobre a disposição
das tarefas nas células.
Há ainda ganhos secundários como, por exemplo, em qualidade de vida no trabalho, pois,
com a redução da distância percorrida, além da eliminação da perda por movimentação, há
melhoria das condições ergonômicas, contribuindo para a construção de um ambiente de tra-
balho mais seguro e saudável. Esta reestruturação no processo também tende a trazer um au-
mento na satisfação dos colaboradores pela tendência de mudança da mentalidade empresarial
que passa a ver os funcionários como parceiros que devem ser respeitados e, principalmente,
ouvidos em algumas decisões. Desta forma, a melhoria no clima organizacional pode signifi-
car uma elevação da eficiência produtiva.
6. Considerações finais
A unidade de caso desta pesquisa enfrenta em seu processo produtivo problemas que resultam
em um ciclo de produção demorado, não confiável, inflexível e imprevisível, o que tem como
conseqüência um estoque elevado e atrasos nas entregas. Assim, o objetivo deste trabalho foi
a verificação do processo produtivo desta empresa analisando a forma como a produção acon-
tece e propondo um plano de melhoria onde estivesse considerado as particularidades da or-
ganização em questão. Este estudo procurou apresentar melhorias que possibilitassem uma
redução do lead time total, bem como um processo mais confiável e previsível em termos de
prazo de entrega e, como conseqüência, uma redução do estoque em processo. Assim, as me-
lhorias propostas, apesar de não terem a pretensão de resolver todos os problemas de produ-
ção da empresa ou de implementar na íntegra o modelo de produção proposto pelo STP, re-
presentam pequenos passos em direção a mentalidade enxuta e melhoria dos processos.
Esta pesquisa discutiu ainda a aplicação de várias abordagens metodológicas que, por se tratar
de um estudo de caso, apresenta limitações como o fato de não poder ser extrapolado para
outras organizações. Isso permite ainda colocar que não existe solução única para todos os
produtos produzidos pela organização, ressaltando que o trabalho foi realizado somente em
uma linha de produção e considerando apenas uma família de produtos entre as várias existen-
tes na empresa, pelo fato da gama de produtos ser elevada. Por tratar-se de um projeto basea-
do em literatura reconhecida pode trazer ganhos reais para a organização em termos de admi-
nistração de processo e redução de custo e otimização do prazo de entrega dos produtos.
Como recomendação para futuras pesquisas é sugerido mapear as demais famílias ou explorar
em profundidade os principais problemas na produção dos semi-acabados, já que ao longo
desta pesquisa por diversas vezes aparece problemas de qualidade em componentes produzi-
dos internamente. Além disso, na lógica de perdas torna-se impossível pensar no estabeleci-
mento de uma estratégia de produção que não considere conjuntamente aspectos como auto-
mação, ergonomia, análise do trabalho e técnicas visando à qualidade e a produtividade, uma
análise de métodos de trabalho e estudo de movimentos (ANTUNES, 1995). Então, também é

14
sugerido um estudo na área de pessoas, buscando levantar as principais causas de absenteísmo
e rotatividade e traçando estratégias para alinhar a nova forma de organização do trabalho à
gestão de pessoas, enfatizando as novas competências que são exigidas para este modelo de
operação. Ainda nesta área seria possível pesquisar como a cultura organizacional impacta o
processo de implementação de um sistema de manufatura celular e, ainda como criar uma
cultura empreendedora na organização, visto que o processo precisa estar em constante me-
lhoria, o que impacta em não abandonar o processo após atingir do primeiro “estado futuro”.
Sendo assim, é possível recomendar diversas linhas de pesquisa que podem contribuir
de forma a aprimorar o sistema proposto, bem introduzir o estudo temas não abordados nesta
pesquisa.
Referências
ANTUNES, JOSÉ A. V. J. A Lógica Das Perdas Nos Sistemas De Produção - Uma Análise Crítica. In: Xix
Encontro Nacional Da Associação Nacional Dos Programas De Pós-Graduação Em Administração, 1995. João
Pessoa: Anais do XIX ENANPAD, 1995.
ANTUNES, JUNICO; ALVAREZ, ROBERTO; BORTOLOTTO, PEDRO; KLIPPEL, MARCELO;
PELLEGRIN, IVAN. Sistemas de Produção: conceitos e práticas para projeto e gestão da produção enxuta.
Porto Alegre: Bookman, 2008.
CARDOSO, ALEXANDRE. SILVEIRA, MAIRO MAZZEO. Nivelamento da Produção e Aplicação do
Sistema Puxado. São Paulo: Lean Institute Brasil, 2002.
CHRISTOPHER, MARTIN. Logística e Gerenciamento da Cadeia de Suprimento, Estratégias para a Redu-
ção de Custos e Melhoria dos Serviços. São Paulo: Pioneira Thomson learning, 2002.
DAVIS, MARK M.; AQUILIANO, NICHOLAS J.; CHASE, RICHARD B. Fundamentos da Administração
Da Produção .3 ed. Porto Alegre: Bookman, 2001.
GHINATO, PAULO. Sistema Toyota de produção: mais do que simplesmente Just in Time. Caxias do Sul:
Educs, 1996.
HAIR, JOSEPH J. F.; BABIN, BARRY; MONEY, ARTHUR H.; SAMOUEL, PHILLIP; RIBEIRO, LE-
NE B. Fundamentos de métodos de pesquisa em administração. Porto Alegre: Bookman, 2005.
OHNO, TAICHI. O Sistema Toyota de Produção: Além da produção em larga escala. Porto Alegre: Bookman,
1997.
ONODA, J. & MARCHIORI, N. L. Setup Rápido. São Paulo: Lean Institute do Brasil, 2003.
ROTHER, M. & SHOOK, J. Aprendendo a Enxergar. São Paulo: Lean Institute do Brasil, 1999.
SLACK, NIGEL; CHAMBERS, STUART; HARLAND, CHRISTINE; HARRISON, ALAN; JOHNS-
TON. Administração da produção. São Paulo: Atlas, 1997.
SHINGO, SHINGEO. O Sistema Toyota de Produção - do ponto de vista da engenharia de produção. 2 ed.
Porto Alegre: Bookman, 1996.
YIN, R. K. Estudo de Caso: planejamento e métodos. 3 ed. Porto Alegre: Bookman, 2005.