manutenÇÃo É isso •quando vai bem, ninguém lembra que...
TRANSCRIPT

MANUTENÇÃO É ISSO
•Quando vai bem, ninguém lembra que existe.
•Quando algo vai mal, dizem que não existe.
•Quando é para gastar, acham que não é preciso que exista.
•Porém quando realmente não existe....
TODOS CONCORDAM QUE DEVERIA EXISTIR
Autor: Sutter

CURSO DE ESPECIALIZAÇÃO PARA SUPERVISOR DE MANUTENÇÃO
CURSO DE ESPECIALIZACURSO DE ESPECIALIZAÇÇÃO PARA ÃO PARA SUPERVISOR DE MANUTENSUPERVISOR DE MANUTENÇÇÃOÃO

A Importância da Manutenção e sua Evolução
As empresas são constantemente impelidas a produzir cada vez mais e atendendo a requisitos diversos, curtos prazos, alta qualidade e preços competitivos.
A sobrevivência das empresas fica condicionada a busca constante da qualidade e da produtividade.
Os processos de produção estão a cada dia mais complexos, combinando homens e máquinas.

A Importância da Manutenção e sua Evolução
A manutenção é importante fator de competitividade, aumento da produtividade, na medida, em que esta atividade pode retardar a obsolescência dos equipamentos.
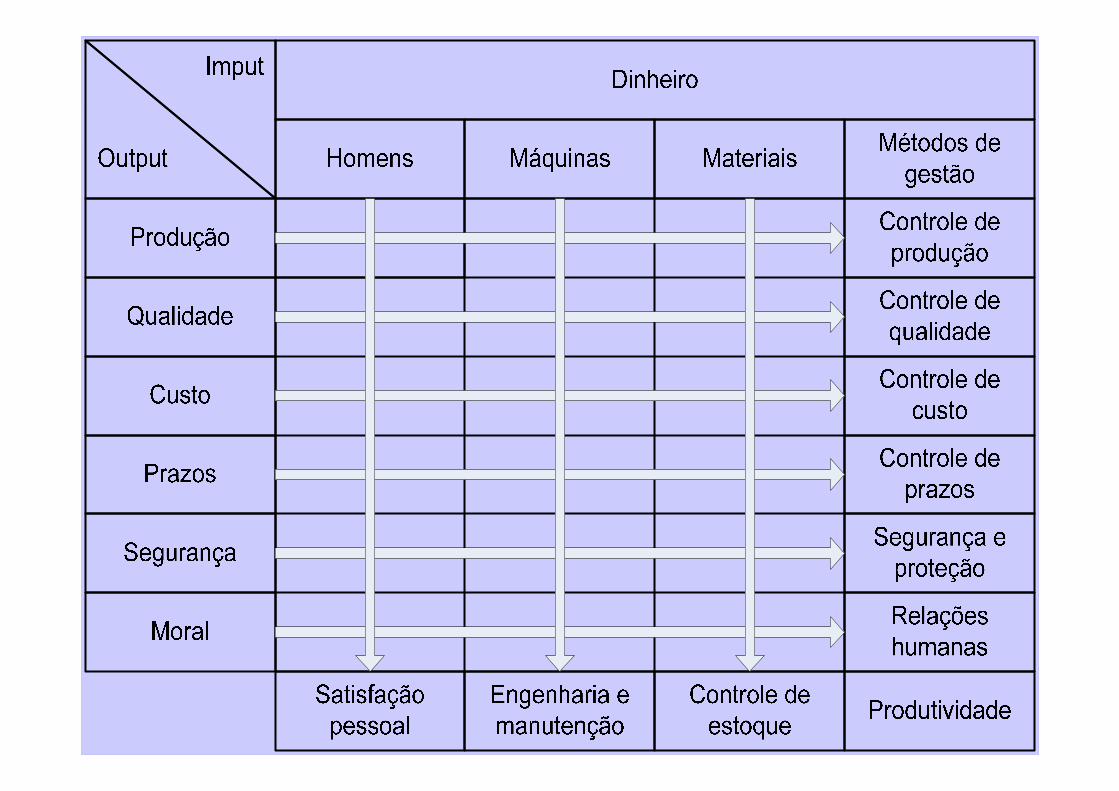
A produtividade pode ser traduzida com a relação entre a entrada (input / despesa) versos saída (output /resultados).

A Importância da Manutenção e sua Evolução
A produtividade pode ser aumentada minimizando o imput para as máquinas e sistemas, que é o custo do ciclo de vida ou custo industrial das máquinas e maximizando o output, que é medido pelos seguintes elementos:
Volume de produção;
Qualidade;
Custo;
Segurança;
Moral

Historicamente a manutenção situa-se em duas fases distintas, o período anterior à década de 50 e posterior.
Até a década de 50 basicamente havia a correção de defeitos.
Após a década de 50 a manutenção começou a se organizar utilizando um conceito oriundo dos Estados Unidos, chamado manutenção preventiva, governada por rígidos ciclos de tempo.
A Importância da Manutenção e sua Evolução

Este sistema evoluiu, na década de 60, para a chamada manutenção produtiva, termo criado pela GE americana.
O conceito pode ser definido como: a busca do aumento da produtividade pelo incremento da eficiência do sistema, ao invés de se procurar minimizar o custo.
A Importância da Manutenção e sua Evolução

Para evoluirmos do conceito de manutenção preventiva para a Manutenção Produtiva Total (TPM) é necessário o entendimento da terotecnologia.
Théros em grego significa colheita, portanto terotecnologia significa tecnologia da boa colheita.
A aplicação do conceito terotecnologia visa atuar no projeto de forma a facilitar a manutenção de equipamentos, dando a eles a qualidade de manutenibilidade, que significa manter mais facilmente, mais rápido e perfeitamente.
A Importância da Manutenção e sua Evolução

Conceitos Básicos
O comitê Pan-americano de Manutenção – COPIMAN recomenda o uso da terminologia de manutenção, foram selecionadas algumas definições para melhor ilustrar nossa proposta.
Defeito – é quando uma ocorrência em um item não impede o seu funcionamento, todavia, podendo, a curto ou longo prazo, acarretar a sua indisponibilidade;
Falha – è toda vez que existir ocorrência em um item, impedindo o seu funcionamento;

Conceitos Básicos
Manutenção preventiva – Os serviços de inspeção, controle, conservação e restauração de um item, executado com a finalidade de prever, detectar ou corrigir defeitos, visando evitar falhas futuras;
Manutenção corretiva – É quando há uma ocorrência em um item ou quando da execução dos serviços de reparo que esta ocorrendo com o item em falha;

Políticas de Manutenção
Na apresentação das políticas de manutenção foi considerado que alguns conceitos básicos sobre manutenção são conhecidos.

Políticas de Manutenção
Manutenção Produtiva Total (TPM)
IntroduçãoA Manutenção Produtiva Total (Total ProductiveMaintenance – TPM) nasceu e se desenvolveu no Japão pelo eng mecânico Seiichi Nakajima.
Recebeu base cientifica e tem como órgão divulgador o Japan Institute Of Plant Maintenance (JIPM), que éresponsável pela determinação de padrões a serem atingidos por empresas que podem ser distinguidas com o Prêmio “Productive Maintenance”.

Políticas de Manutenção
Manutenção Produtiva Total (TPM)
Introdução
O TPM Impôs-se no mercado e tornou-se um padrão de excelência empresarial.
O TPM teve sua primeira aplicação prática em 1971 em uma empresa do grupo Toyota, no Brasil foi introduzida em 1986.

Políticas de Manutenção
Integrar produção e manutenção;
Integrar todos os níveis da organização desde a diretoria até o pessoal operacional;
Maximizar o rendimento do sistema produtivo e de toda a empresa;
Melhoria da qualidade;
Alcançar a quebra/falha zero;
Alcançar Acidente Zero;
Alcançar Poluição Zero.
O TPM objetiva o desenvolvimento e implementação:

Políticas de Manutenção
É importante salientar que o TPM é um conceito que conduzido adequadamente a cada ramo de atividade, respeitando-se suas particularidades o sistema pode ser amplamente utilizado.
A operação de máquinas em uma instalação automatizada não necessita de tanta mão-de-obra, no sentido de ajustar a manutenção às mudanças de estrutura de trabalho, o TPM preconiza que os operadores se responsabilizem pela manutenção no que denominado “Manutenção Autônoma”.

Políticas de Manutenção
O TPM abandona a tradicional divisão do trabalho. Não significando que o operador execute todas as tarefas de manutenção.
O operador executa as tarefas mais simples e quando é necessária uma intervenção mais complexa (inspeções periódicas, diagnósticos de maior precisão e reparos mais profundos) é designado um profissional especializado em manutenção.
TPMM
anut
ençã
o A
utôn
oma
Man
uten
ção
Plan
ejad
a
Mel
horia
s Es
pecí
ficas
Educ
ação
& T
rein
amen
to
Con
trol
e In
icia
l
TPM
Adm
inis
trat
ivo
TPM
-Se
g., H
ig. e
MA
Man
uten
ção
da Q
ualid
ade
Políticas de Manutenção
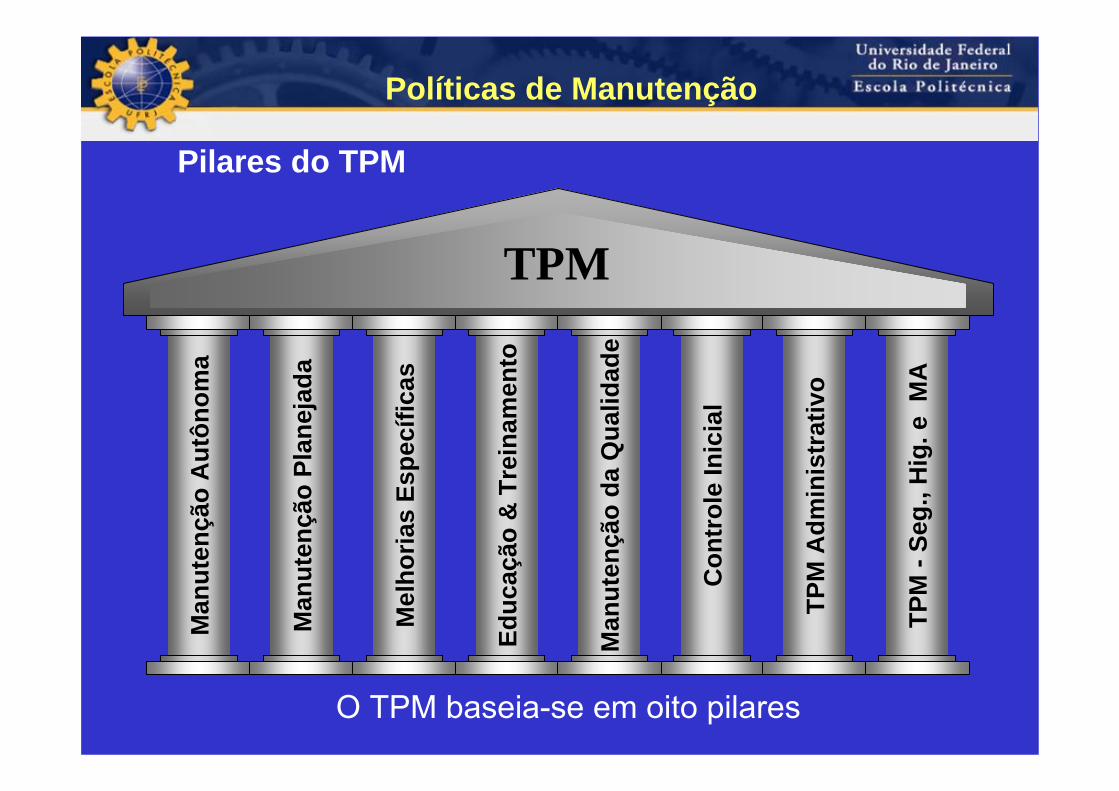
Pilares do TPM
O TPM baseia-se em oito pilares

TPM
Man
uten
ção
Aut
ônom
a,
MANUTEÇÃO AUTÔNOMA
Melhoria da eficiência dos equipamentos, desenvolvendo a capacidade dos operadores para a execução de pequenos reparos e inspeções, mantendo o processo de acordo com padrões estabelecidos, antecipando-se aos problemas potenciais.
Melhoria da eficiência dos equipamentos, desenvolvendo a capacidade dos operadores para a execução de pequenos reparos e inspeções, mantendo o processo de acordo com padrões estabelecidos, antecipando-se aos problemas potenciais.

TPMM
anut
ençã
oPl
anej
ada
MANUTEÇÃO PLANEJADA
Conscientização das perdas decorrentes das falhas de equipamentos e as mudanças de mentalidade das divisões de produção e manutenção, minimizando as falhas e defeitos com o mínimo custo.
Conscientização das perdas decorrentes das falhas de equipamentos e as mudanças de mentalidade das divisões de produção e manutenção, minimizando as falhas e defeitos com o mínimo custo.

TPM
Mel
horia
s Es
pecí
ficas
MELHORIAS ESPECÍFICAS
Atividade que serve para erradicar de forma concreta as oito grandes perdas que reduzem a eficiência do equipamento. Através da eliminação destas perdas, melhora-se a eficiência global do equipamento.
Atividade que serve para erradicar de forma concreta as oito grandes perdas que reduzem a eficiência do equipamento. Através da eliminação destas perdas, melhora-se a eficiência global do equipamento.

TPM
Educ
ação
& T
rein
amen
to
EDUCAÇÃO E TREINAMENTO
Tem como objetivo desenvolver novas habilidades e conhecimentos para o pessoal da manutenção e da produção.
Tem como objetivo desenvolver novas habilidades e conhecimentos para o pessoal da manutenção e da produção.
Habilidade é o poder de agir de forma correta e automaticamente (sem pensar), com base em conhecimento adquiridos sobre todos os fenômenos e utilizá-los durante um grande período.

TPM
Man
uten
ção
da Q
ualid
ade
MANUTENÇÃO DA QUALIDADE
Destinado a definir condições do equipamento que excluam defeitos de qualidade, com base no conceito de manutenção do equipamento em perfeitas condições para que possa ser mantida a perfeita qualidade dos produtos processados
Destinado a definir condições do equipamento que excluam defeitos de qualidade, com base no conceito de manutenção do equipamento em perfeitas condições para que possa ser mantida a perfeita qualidade dos produtos processados

TPM
Con
trol
e In
icia
l
CONTROLE INICIAL
Consolida toda sistemática para levantamento das inconveniências, imperfeições e incorporações de melhorias, mesmo em máquinas novas e através dos conhecimentos adquiridos, tornando-se apto a elaborar novos projetos onde vigorem os conceitos PM (Prevenção da Manutenção), o que resultará em máquinas com quebra zero.
Consolida toda sistemática para levantamento das inconveniências, imperfeições e incorporações de melhorias, mesmo em máquinas novas e através dos conhecimentos adquiridos, tornando-se apto a elaborar novos projetos onde vigorem os conceitos PM (Prevenção da Manutenção), o que resultará em máquinas com quebra zero.

TPM
TPM
Adm
inis
trat
ivo
TPM ADMINISTRATIVO
O principal objetivo desse pilar éeliminar desperdício de perdas geradas pelo trabalho de escritório, é necessário que todas as atividades organizacionais sejam eficientes.

TPM
TPM
-Se
g., H
ig. e
MA
SEGURANÇA, SAÚDE E MEIO AMBIENTE
Higiene, Segurança e Meio ambiente - O principal objetivo desse pilar é acidente zero, além de proporcionar um sistema que garanta a preservação da saúde e bem estar dos funcionários e do meio ambiente

Implantação do TPMImplantação do TPM
Etapa 01 - Comprometimento da alta gerênciaA alta administração tem que estar comprometida e este comprometimento deve ser divulgado.
A divulgação deve informar o comprometimento da alta administração e informações sobre o TPM a todos os colaboradores, indicando as intenções e expectativas em relação ao método.
Etapa 01 - Comprometimento da alta gerênciaA alta administração tem que estar comprometida e este comprometimento deve ser divulgado.
A divulgação deve informar o comprometimento da alta administração e informações sobre o TPM a todos os colaboradores, indicando as intenções e expectativas em relação ao método.

Implantação do TPMImplantação do TPM
Etapa 01 - Comprometimento da alta gerênciaComunicações devem acontecer em reuniões tanto da diretoria quanto das gerências e devem ser divulgadas por escrito.
A decisão de implementação do TPM deve ser formalizada pela empresa.
Quando a empresa for grande devem ser escolhidos setores (implementação de esquema piloto) para o desenvolvimento do TPM.
Etapa 01 Etapa 01 -- Comprometimento da alta gerênciaComprometimento da alta gerência
ComunicaComunicaçções devem acontecer em reuniões tanto da ões devem acontecer em reuniões tanto da diretoria quanto das gerências e devem ser divulgadas diretoria quanto das gerências e devem ser divulgadas por escrito.por escrito.
A decisão de implementaA decisão de implementaçção do TPM deve ser ão do TPM deve ser formalizada pela empresa.formalizada pela empresa.
Quando a empresa for grande devem ser escolhidos Quando a empresa for grande devem ser escolhidos setores (implementasetores (implementaçção de esquema piloto) para o ão de esquema piloto) para o desenvolvimento do TPM.desenvolvimento do TPM.

Implantação do TPMImplantação do TPM
Etapa 01 - Comprometimento da alta gerênciaO sucesso da implementação do TPM depende do cumprimento das seguintes diretrizes:
Verificar pessoalmente o nível de compreensão dos colaboradores;
Verificar e zela pela correta divulgação dos conceitos do TPM;
Incentivar os aspectos relativos ao planejamento e execução;
Etapa 01 - Comprometimento da alta gerênciaO sucesso da implementação do TPM depende do cumprimento das seguintes diretrizes:
Verificar pessoalmente o nível de compreensão dos colaboradores;
Verificar e zela pela correta divulgação dos conceitos do TPM;
Incentivar os aspectos relativos ao planejamento e execução;

Implantação do TPMImplantação do TPM
Etapa 01 - Comprometimento da alta gerênciaCuidar para que sejam sempre desenvolvidas
posturas positivas;
Externar elogios pelo esforço do trabalho realizado;
Verificar e comentar os resultados apresentando evitando extrapolações e conclusões apressadas;
Mostrar interresse pelos problemas e oferecer ajuda ao grupo;
Etapa 01 Etapa 01 -- Comprometimento da alta gerênciaComprometimento da alta gerência
Cuidar para que sejam sempre desenvolvidas Cuidar para que sejam sempre desenvolvidas posturas positivas;posturas positivas;
Externar elogios pelo esforExternar elogios pelo esforçço do trabalho realizado;o do trabalho realizado;
Verificar e comentar os resultados apresentando Verificar e comentar os resultados apresentando evitando extrapolaevitando extrapolaçções e conclusões apressadas;ões e conclusões apressadas;
Mostrar interresse pelos problemas e oferecer ajuda Mostrar interresse pelos problemas e oferecer ajuda ao grupo;ao grupo;

Implantação do TPMImplantação do TPM
Etapa 01 - Comprometimento da alta gerênciaCriticar moderadamente, e sempre como uma forma
de incentivo ao trabalho, apenas uma correção de rumo;
Quando questionado deve-se falar franca e abertamente sobre as situações, sempre com postura positiva, procurando motivar para o estabelecimento de soluções.
Etapa 01 Etapa 01 -- Comprometimento da alta gerênciaComprometimento da alta gerência
Criticar moderadamente, e sempre como uma forma Criticar moderadamente, e sempre como uma forma de incentivo ao trabalho, apenas uma correde incentivo ao trabalho, apenas uma correçção de rumo;ão de rumo;
Quando questionado deveQuando questionado deve--se falar franca e se falar franca e abertamente sobre as situaabertamente sobre as situaçções, sempre com postura ões, sempre com postura positiva, procurando motivar para o estabelecimento de positiva, procurando motivar para o estabelecimento de solusoluçções.ões.

Etapa 02 – Campanha de difusão do métodoA meta do TPM é a reestruturação da cultura da empresa através do aperfeiçoamento dos recursos humanos, dos equipamentos e das instalações.
A elaboração de um programa de educação e treinamento introdutório a todos os gerentes, supervisores e facilitadores para que seja fornecido a eles a compreensão plena da metodologia através do estabelecimento comum orientada a seus propósitos.
Etapa 02 Etapa 02 –– Campanha de difusão do mCampanha de difusão do méétodotodo
A meta do TPM A meta do TPM éé a reestruturaa reestruturaçção da cultura da ão da cultura da empresa atravempresa atravéés do aperfeis do aperfeiççoamento dos recursos oamento dos recursos humanos, dos equipamentos e das instalahumanos, dos equipamentos e das instalaçções.ões.
A elaboraA elaboraçção de um programa de educaão de um programa de educaçção e ão e treinamento introduttreinamento introdutóório a todos os gerentes, rio a todos os gerentes, supervisores e facilitadores para que seja fornecido a supervisores e facilitadores para que seja fornecido a eles a compreensão plena da metodologia atraveles a compreensão plena da metodologia atravéés do s do estabelecimento comum orientada a seus propestabelecimento comum orientada a seus propóósitos. sitos.
Implantação do TPMImplantação do TPM

Etapa 02 – Campanha de difusão do métodoOs demais colaboradores devem ser capacitados por seus supervisores.
A implementação do TPM não acontece quando se tenta aplicação imediata, sem a capacitação prévia.
A difusão do método deve ser estendida a toda a empresa, inclusive as áreas de desenvolvimento, compras, financeira, relações humanas, etc, para que se tenha cooperação entre as partes.
Complementando-se o treinamento recomenda-se a utilização de cartazes, faixas, etc.
Etapa 02 Etapa 02 –– Campanha de difusão do mCampanha de difusão do méétodotodo
Os demais colaboradores devem ser capacitados por Os demais colaboradores devem ser capacitados por seus supervisores.seus supervisores.
A implementaA implementaçção do TPM não acontece quando se tenta ão do TPM não acontece quando se tenta aplicaaplicaçção imediata, sem a capacitaão imediata, sem a capacitaçção prão préévia.via.
A difusão do mA difusão do méétodo deve ser estendida a toda a todo deve ser estendida a toda a empresa, inclusive as empresa, inclusive as ááreas de desenvolvimento, reas de desenvolvimento, compras, financeira, relacompras, financeira, relaçções humanas, ões humanas, etcetc, para que se , para que se tenha cooperatenha cooperaçção entre as partes.ão entre as partes.
ComplementandoComplementando--se o treinamento recomendase o treinamento recomenda--se a se a utilizautilizaçção de cartazes, faixas, etc.ão de cartazes, faixas, etc.
Implantação do TPMImplantação do TPM

Implantação do TPMImplantação do TPM
Etapa 03 – Definição de coordenadoria e nomeação dos coordenadores para gerenciamento do programa e formação dos grupos de trabalho.O estabelecimento do comitê de coordenação e implantação, que serão preferencialmente, os chefes de departamento que irão definir suas equipes em cada área de atuação.
A interação destes grupos é fundamental para o TPM. O tempo médio para implementação efetiva do TPM éde 3 a 5 anos para isso os designados para os comitês devem dispor de tempo para atuação.
Etapa 03 Etapa 03 –– DefiniDefiniçção de coordenadoria e nomeaão de coordenadoria e nomeaçção ão dos coordenadores para gerenciamento do dos coordenadores para gerenciamento do programa e formaprograma e formaçção dos grupos de trabalho.ão dos grupos de trabalho.
O estabelecimento do comitê de coordenaO estabelecimento do comitê de coordenaçção e ão e implantaimplantaçção, que serão preferencialmente, os chefes ão, que serão preferencialmente, os chefes de departamento que irão definir suas equipes em cada de departamento que irão definir suas equipes em cada áárea de atuarea de atuaçção.ão.
A interaA interaçção destes grupos ão destes grupos éé fundamental para o TPM. fundamental para o TPM. O tempo mO tempo méédio para implementadio para implementaçção efetiva do TPM ão efetiva do TPM ééde 3 a 5 anos para isso os designados para os comitês de 3 a 5 anos para isso os designados para os comitês devem dispor de tempo para atuadevem dispor de tempo para atuaçção.ão.

Implantação do TPMImplantação do TPM
Etapa 04 – Política básica e metasA promoção do TPM como parte de uma política e de uma administração objetiva, esclarecendo sua integração, a médio e longo prazo, com as políticas da empresa, assim como inserindo como uma meta comercial.
Etapa 04 Etapa 04 –– PolPolíítica btica báásica e metassica e metas
A promoA promoçção do TPM como parte de uma polão do TPM como parte de uma políítica e de tica e de uma administrauma administraçção objetiva, esclarecendo sua ão objetiva, esclarecendo sua integraintegraçção, a mão, a méédio e longo prazo, com as poldio e longo prazo, com as polííticas da ticas da empresa, assim como inserindo como uma meta empresa, assim como inserindo como uma meta comercial.comercial.

Implantação do TPMImplantação do TPM
Etapa 04 – Política básica e metasO estabelecimento de critérios de comparação entre a condição atual e o alcance da “excelência empresarial”para prever os progressos que serão obtidos e a relação custo x benefícios.
O progresso do TPM pode ser avaliado pelos índices de classe mundial e outros.
Etapa 04 Etapa 04 –– PolPolíítica btica báásica e metassica e metas
O estabelecimento de critO estabelecimento de critéérios de compararios de comparaçção entre a ão entre a condicondiçção atual e o alcance da ão atual e o alcance da ““excelência empresarialexcelência empresarial””para prever os progressos que serão obtidos e a para prever os progressos que serão obtidos e a relarelaçção custo x benefão custo x benefíícios.cios.
O progresso do TPM pode ser avaliado pelos O progresso do TPM pode ser avaliado pelos ííndices de classe mundial e outros.ndices de classe mundial e outros.

Implantação do TPMImplantação do TPM
Etapa 05 – Plano pilotoÉ estabelecido um plano piloto para acompanhamento de todas as etapas, para verificar os progressos atingidos e estabelecer parâmetros atuais e se necessário proceder a mudanças.
Como o TPM se destina ao aperfeiçoamento de pessoal e das instalações é possível que seus resultados demorem a aparecer até a implementação definitiva.
Etapa 05 Etapa 05 –– Plano pilotoPlano piloto
ÉÉ estabelecido um plano piloto para acompanhamento estabelecido um plano piloto para acompanhamento de todas as etapas, para verificar os progressos de todas as etapas, para verificar os progressos atingidos e estabelecer parâmetros atuais e se atingidos e estabelecer parâmetros atuais e se necessnecessáário proceder a mudanrio proceder a mudançças.as.
Como o TPM se destina ao aperfeiComo o TPM se destina ao aperfeiççoamento de oamento de pessoal e das instalapessoal e das instalaçções ões éé posspossíível que seus vel que seus resultados demorem a aparecer atresultados demorem a aparecer atéé a implementaa implementaçção ão definitiva. definitiva.

Implantação do TPMImplantação do TPM
Etapa 05 – Plano pilotoO progresso do TPM deve ser periodicamente avaliado (pode ser mensalmente) pelos coordenadores para que sejam adotadas medidas de adequação ao desenvolvimento caso necessário.
Etapa 05 Etapa 05 –– Plano pilotoPlano piloto
O progresso do TPM deve ser periodicamente avaliado O progresso do TPM deve ser periodicamente avaliado (pode ser mensalmente) pelos coordenadores para que (pode ser mensalmente) pelos coordenadores para que sejam adotadas medidas de adequasejam adotadas medidas de adequaçção ao ão ao desenvolvimento caso necessdesenvolvimento caso necessáário.rio.

Implantação do TPMImplantação do TPM
Etapa 06 – Início da Implementação.A empresa deve reforçar o compromisso com a implementação do programa. A implementação deve ocorrer depois da comunicação do desafio de se reduzir 6 grandes perdas.
Etapa 06 Etapa 06 –– InIníício da Implementacio da Implementaçção.ão.
A empresa deve reforA empresa deve reforççar o compromisso com a ar o compromisso com a implementaimplementaçção do programa. A implementaão do programa. A implementaçção deve ão deve ocorrer depois da comunicaocorrer depois da comunicaçção do desafio de se ão do desafio de se reduzir 6 grandes perdas.reduzir 6 grandes perdas.

Implantação do TPMImplantação do TPM
Etapa 06 – Início da Implementação.A empresa deve reforçar o compromisso com a implementação do programa. A implementação deve ocorrer depois da comunicação do desafio de se reduzir 6 grandes perdas.
Etapa 06 Etapa 06 –– InIníício da Implementacio da Implementaçção.ão.
A empresa deve reforA empresa deve reforççar o compromisso com a ar o compromisso com a implementaimplementaçção do programa. A implementaão do programa. A implementaçção deve ão deve ocorrer depois da comunicaocorrer depois da comunicaçção do desafio de se ão do desafio de se reduzir 6 grandes perdas.reduzir 6 grandes perdas.

Implantação do TPMImplantação do TPM
Etapa 06 – Início da Implementação.1) Perdas por quebra.
2) Perdas por demora na troca de ferramentas e regulagem.
3) Perdas por operação em vazio (espera).
4) Perdas por redução da velocidade em relação ao padrão normal.
5) Perdas por defeitos de produção.
6) Perdas por queda de rendimento.
Etapa 06 Etapa 06 –– InIníício da Implementacio da Implementaçção.ão.
1)1) Perdas por quebra.Perdas por quebra.
2)2) Perdas por demora na troca de ferramentas Perdas por demora na troca de ferramentas e regulagem.e regulagem.
3)3) Perdas por operaPerdas por operaçção em vazio (espera).ão em vazio (espera).
4)4) Perdas por reduPerdas por reduçção da velocidade em ão da velocidade em relarelaçção ao padrão normal.ão ao padrão normal.
5)5) Perdas por defeitos de produPerdas por defeitos de produçção.ão.
6)6) Perdas por queda de rendimento.Perdas por queda de rendimento.

Implantação do TPMImplantação do TPM
Etapa 06 – Início da Implementação.A fase de treinamento dos empregados deve estar concluída antes da data da implantação.
Deve ser realizada uma averiguação em campo quanto ao entendimento do programa por parte dos colaboradores.
Os resultados devem ser divulgados e comemorados.
Etapa 06 Etapa 06 –– InIníício da Implementacio da Implementaçção.ão.
A fase de treinamento dos empregados deve estar A fase de treinamento dos empregados deve estar concluconcluíída antes da data da implantada antes da data da implantaçção.ão.
Deve ser realizada uma averiguaDeve ser realizada uma averiguaçção em campo ão em campo quanto ao entendimento do programa por parte dos quanto ao entendimento do programa por parte dos colaboradores.colaboradores.
Os resultados devem ser divulgados e comemorados. Os resultados devem ser divulgados e comemorados.
Implantação do TPMImplantação do TPM
Etapa 07 – “Kobetsu-Kaizen” para a obtenção da eficiência nos equipamentos e instalações.Este etapa elabora um levantamento detalhado das necessidades de melhoria de um equipamento.
O foco deste levantamento deve ser a redução das 6 grandes perdas
Etapa 07 Etapa 07 –– ““KobetsuKobetsu--KaizenKaizen”” para a obtenpara a obtençção da ão da eficiência nos equipamentos e instalaeficiência nos equipamentos e instalaçções.ões.
Este etapa elabora um levantamento detalhado das Este etapa elabora um levantamento detalhado das necessidades de melhoria de um equipamento.necessidades de melhoria de um equipamento.
O foco deste levantamento deve ser a reduO foco deste levantamento deve ser a reduçção das 6 ão das 6 grandes perdas grandes perdas

Implantação do TPMImplantação do TPM
Etapa 08 – Estabelecimento do “Jishu-Hozen”(Manutenção autônoma)O desenvolvimento do controle dos próprios equipamentos de forma permanente por cada operador.
Etapa 08 Etapa 08 –– Estabelecimento do Estabelecimento do ““JishuJishu--HozenHozen””(Manuten(Manutençção autônoma)ão autônoma)
O desenvolvimento do controle dos prO desenvolvimento do controle dos próóprios prios equipamentos de forma permanente por cada equipamentos de forma permanente por cada operador.operador.

Implantação do TPMImplantação do TPM
Etapa 09 – Eficácia dos equipamentos pela engenharia de produçãoDesenvolvimento de produtos fáceis de operar e equipamentos fáceis de operar e manter. Estabelecimento das condições para eliminar defeitos de produtos e facilitar os controles.
Etapa 09 Etapa 09 –– EficEficáácia dos equipamentos pela cia dos equipamentos pela engenharia de produengenharia de produççãoão
Desenvolvimento de produtos fDesenvolvimento de produtos fááceis de operar e ceis de operar e equipamentos fequipamentos fááceis de operar e manter. ceis de operar e manter. Estabelecimento das condiEstabelecimento das condiçções para eliminar defeitos ões para eliminar defeitos de produtos e facilitar os controles.de produtos e facilitar os controles.

Implantação do TPMImplantação do TPM
Etapa 10 – Estabelecimento do sistema para obtenção da eficiência GlobalApoio à produção incrementando a eficiência do escritório aos equipamentos.
Etapa 10 Etapa 10 –– Estabelecimento do sistema para Estabelecimento do sistema para obtenobtençção da eficiência Globalão da eficiência Global
Apoio Apoio àà produproduçção incrementando a eficiência do ão incrementando a eficiência do escritescritóório aos equipamentos.rio aos equipamentos.

Implantação do TPMImplantação do TPM
Etapa 11 – Estabelecimento do sistema de promoção das condições idéias de segurança, higiene e ambiente agradável de trabalho.A meta é alcançar acidente zero e poluição zero!
Análise e implementação de recomendações de segurança e meio ambiente;
Estimulo a adoção das recomendações de segurança e meio ambiente;
Etapa 11 Etapa 11 –– Estabelecimento do sistema de Estabelecimento do sistema de promopromoçção das condião das condiçções idões idééias de seguranias de segurançça, a, higiene e ambiente agradhigiene e ambiente agradáável de trabalho.vel de trabalho.
A meta A meta éé alcanalcanççar acidente zero e poluiar acidente zero e poluiçção zero!ão zero!
AnAnáálise e implementalise e implementaçção de recomendaão de recomendaçções de ões de seguransegurançça e meio ambiente;a e meio ambiente;
Estimulo a adoEstimulo a adoçção das recomendaão das recomendaçções de ões de seguransegurançça e meio ambiente;a e meio ambiente;

Implantação do TPMImplantação do TPM
Etapa 12 – Aplicação plena do TPM e incremento dos respectivos níveis.
Definição de novas metas e desafios;
Auditoria para realização de ajustes;
Etapa 12 Etapa 12 –– AplicaAplicaçção plena do TPM e incremento ão plena do TPM e incremento dos respectivos ndos respectivos nííveis.veis.
DefiniDefiniçção de novas metas e desafios;ão de novas metas e desafios;
Auditoria para realizaAuditoria para realizaçção de ajustes;ão de ajustes;

Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)
O paradigma que sustenta esta política éPRESERVAR A FUNÇÃO DO SISTEMA. Seu desenvolvimento se deu nas décadas de 60 e 70 na indústria aeronáutica americana (MSG1/2/3).
Esta política de manutenção é amplamente empregada nas forças armadas dos Estados Unidos e de outros paises. Atualmente, é utilizada em larga escala na indústria nuclear e a indústria do petróleo (offshore).
O paradigma que sustenta esta polO paradigma que sustenta esta políítica tica ééPRESERVAR A FUNPRESERVAR A FUNÇÇÃO DO SISTEMA. Seu ÃO DO SISTEMA. Seu desenvolvimento se deu nas ddesenvolvimento se deu nas déécadas de 60 e 70 na cadas de 60 e 70 na indindúústria aeronstria aeronááutica americana (MSG1/2/3).utica americana (MSG1/2/3).
Esta polEsta políítica de manutentica de manutençção ão éé amplamente amplamente empregada nas forempregada nas forçças armadas dos Estados Unidos e as armadas dos Estados Unidos e de outros paises. Atualmente, de outros paises. Atualmente, éé utilizada em larga utilizada em larga escala na indescala na indúústria nuclear e a indstria nuclear e a indúústria do petrstria do petróóleo leo ((offshoreoffshore).).

A prática da manutenção preventiva tradicional évoltada para a preservação do equipamento, sem a preocupação com suas funções no sistema que ele esta integrando e com as prioridades de alocação dos recursos da Manutenção.
As tarefas determinadas no plano de manutenção preventiva são determinadas na maioria das vezes, como uma atividade que pode “ser feito”; não no “que deveria ser feito” e “porque” fazê-lo.
A prA práática da manutentica da manutençção preventiva tradicional ão preventiva tradicional éévoltada para a preservavoltada para a preservaçção do equipamento, sem a ão do equipamento, sem a preocupapreocupaçção com suas funão com suas funçções no sistema que ele ões no sistema que ele esta integrando e com as prioridades de alocaesta integrando e com as prioridades de alocaçção dos ão dos recursos da Manutenrecursos da Manutençção. ão.
As tarefas determinadas no plano de manutenAs tarefas determinadas no plano de manutençção ão preventiva são determinadas na maioria das vezes, preventiva são determinadas na maioria das vezes, como uma atividade que como uma atividade que pode pode ““ser feitoser feito””;; não no não no ““que que deveria ser feitodeveria ser feito”” e e ““porqueporque”” fazêfazê--lo.lo.
Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)

Em conseqüência da falta de avaliação técnica corretas e que representam a melhor alocação de recursos na definição das tarefas de manutenção preventivas a serem executadas; o processo torna-se inadequado e por vezes introduzem falhas no equipamento.
Em conseqEm conseqüüência da falta de avaliaência da falta de avaliaçção tão téécnica cnica corretas e que representam a melhor alocacorretas e que representam a melhor alocaçção de ão de recursos na definirecursos na definiçção das tarefas de manutenão das tarefas de manutençção ão preventivas a serem executadas; o processo tornapreventivas a serem executadas; o processo torna--se se inadequado e por vezes introduzem falhas no inadequado e por vezes introduzem falhas no equipamento.equipamento.
Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)

Os programas de manutenção preventiva que tem sido gerado mais ou menos de forma intuitiva, com argumentos do tipo:
1 - Experiência
“Tem sido feito deste modo nos últimos 15 anos, portanto, deve ser bom”.
2 - Juízo de Valor
“Eu acho que isso deve ser uma boa coisa a fazer”.
Os programas de manutenOs programas de manutençção preventiva que tem ão preventiva que tem sido gerado mais ou menos de forma intuitiva, com sido gerado mais ou menos de forma intuitiva, com argumentos do tipo:argumentos do tipo:
1 1 -- ExperiênciaExperiência
““Tem sido feito deste modo nos Tem sido feito deste modo nos úúltimos 15 anos, ltimos 15 anos, portanto, deve ser bomportanto, deve ser bom””..
2 2 -- JuJuíízo de Valorzo de Valor
““Eu acho que isso deve ser uma boa coisa a fazerEu acho que isso deve ser uma boa coisa a fazer””..
Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)

Os programas de manutenção preventiva que tem sido gerado mais ou menos de forma intuitiva, com argumentos do tipo:
3 - Recomendação
“O fabricante disse que deveríamos fazer assim”.
4 - Força Bruta I
“Quanto mais Preventiva Melhor”.
5 - Força Bruta II
“Quanto menos preventiva melhor”.
Os programas de manutenOs programas de manutençção preventiva que tem ão preventiva que tem sido gerado mais ou menos de forma intuitiva, com sido gerado mais ou menos de forma intuitiva, com argumentos do tipo:argumentos do tipo:
3 3 -- RecomendaRecomendaççãoão
““O fabricante disse que deverO fabricante disse que deverííamos fazer assimamos fazer assim””..
4 4 -- ForForçça Bruta Ia Bruta I
““Quanto mais Preventiva MelhorQuanto mais Preventiva Melhor””..
5 5 -- ForForçça Bruta IIa Bruta II
““Quanto menos preventiva melhorQuanto menos preventiva melhor””..
Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)

Manutenção tradicional se diferencia da manutenção centrada na confiabilidade pelos conceitos:ManutenManutençção tradicional se diferencia da manutenão tradicional se diferencia da manutençção ão centrada na confiabilidade pelos conceitos:centrada na confiabilidade pelos conceitos:
Prioriza fortemente a coleta e análise de dados de falha
Não enfatiza a coleta e a utilização de dados de falha
Tarefas determinadas com base “no que deve ser feito e porque”
Tarefas identificadas como base no que pode ser feito
Preservar a função do equipamento e do sistema
Preservar o equipamento
Focada no sistemaFocada no equipamento
Diferenças de abordagem da manutenção tradicional e a manutenção centrada na confiabilidade
Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)

Manutenção Tradicional RCM
Focada no equipamento
Preservar o equipamento
Tarefas identificadas como base no que pode ser feito
Não enfatiza a coleta e a utilização de dados de falha
Focada no sistema
Preservar a função do equipamento e do sistema Tarefas determinadas com base “no que deve ser feito e porque”
Prioriza fortemente a coleta e análise de dados de falha
Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)

O processo de implantação do RCM é composto de cinco etapas, a saber:
Primeira etapa é realizada a seleção dos sistemas envolvidos, ou seja, os sistemas na fronteira, suas interações, e modularidade.
O processo de implantaO processo de implantaçção do RCM ão do RCM éé composto de composto de cinco etapas, a saber:cinco etapas, a saber:
Primeira etapaPrimeira etapa éé realizada a selerealizada a seleçção dos sistemas ão dos sistemas envolvidos, ou seja, os sistemas na fronteira, suas envolvidos, ou seja, os sistemas na fronteira, suas interainteraçções, e ões, e modularidademodularidade..
Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)

Segunda etapa é identificada às funções e quais as falhas funcionais podem ocorrer neste equipamento.
Terceira etapa é a realização de uma Análise de Modos e Efeitos de Falhas funcionais FEMEA (Failure modesand Effects Analysis); nesta etapa são levados em consideração os níveis de segurança, cuidas com o meio ambiente e os efeitos na produção.
Segunda etapaSegunda etapa éé identificada identificada ààs funs funçções e quais as ões e quais as falhas funcionais podem ocorrer neste equipamento.falhas funcionais podem ocorrer neste equipamento.
Terceira etapaTerceira etapa éé a realizaa realizaçção de uma Anão de uma Anáálise de Modos lise de Modos e Efeitos de Falhas funcionais FEMEA (e Efeitos de Falhas funcionais FEMEA (FailureFailure modesmodesandand EffectsEffects AnalysisAnalysis); nesta etapa são levados em ); nesta etapa são levados em consideraconsideraçção os não os nííveis de seguranveis de segurançça, cuidas com o a, cuidas com o meio ambiente e os efeitos na produmeio ambiente e os efeitos na produçção.ão.
Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)

Quarta etapa é a seleção de tarefas que vão atender a manutenção do equipamento utilizando-se a melhor técnica e, também sendo a melhor solução econômica para o sistema.
Quinta etapa e última etapa é a implantação do plano de manutenção adotando-se as novas tarefas e técnicas escolhidas.
Quarta etapaQuarta etapa éé a selea seleçção de tarefas que vão atender a ão de tarefas que vão atender a manutenmanutençção do equipamento utilizandoão do equipamento utilizando--se a melhor se a melhor ttéécnica e, tambcnica e, tambéém sendo a melhor solum sendo a melhor soluçção econômica ão econômica para o sistema.para o sistema.
Quinta etapaQuinta etapa e e úúltima etapa ltima etapa éé a implantaa implantaçção do plano ão do plano de manutende manutençção adotandoão adotando--se as novas tarefas e tse as novas tarefas e téécnicas cnicas escolhidas.escolhidas.
Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)

Para a identificação de quais sistemas são candidatos àimplementação do RCM (primeira etapa), basta que o sistema em estudo apresente pelo menos um dos itens abaixo:
Alto custo da manutenção preventiva. O alto custo da manutenção preventiva pode ser motivado pela determinação equivocada das tarefas de manutenção. Ou seja, periodicidade inadequada, tarefas demais –não importantes para manutenção da função do sistema, métodos de execução equivocados.
Para a identificaPara a identificaçção de quais sistemas são candidatos ão de quais sistemas são candidatos ààimplementaimplementaçção do RCM (primeira etapa), basta que o ão do RCM (primeira etapa), basta que o sistema em estudo apresente pelo menos um dos itens sistema em estudo apresente pelo menos um dos itens abaixo:abaixo:
Alto custo da manutenAlto custo da manutençção preventiva. O alto custo ão preventiva. O alto custo da manutenda manutençção preventiva pode ser motivado pela ão preventiva pode ser motivado pela determinadeterminaçção equivocada das tarefas de manutenão equivocada das tarefas de manutençção. ão. Ou seja, periodicidade inadequada, tarefas demais Ou seja, periodicidade inadequada, tarefas demais ––não importantes para manutennão importantes para manutençção da funão da funçção do ão do sistema, msistema, méétodos de executodos de execuçção equivocados.ão equivocados.
Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)

Elevado índice de manutenções corretivas no histórico recente. A presença elevada de manutenções corretivas implica que as tarefas de manutenção preventiva não estão adequadas ou são executadas de forma que não garantam a preservação da função do sistema.
Elevado Elevado ííndice de manutenndice de manutençções corretivas no ões corretivas no histhistóórico recente. A presenrico recente. A presençça elevada de manutena elevada de manutençções ões corretivas implica que as tarefas de manutencorretivas implica que as tarefas de manutençção ão preventiva não estão adequadas ou são executadas de preventiva não estão adequadas ou são executadas de forma que não garantam a preservaforma que não garantam a preservaçção da funão da funçção do ão do sistema.sistema.
Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)

Responsável por parcela significativa da (in)disponibilidade da instalação. Os equipamentos críticos de sua instalação merecem maior atenção possível para que não seja prejudicada a produção.
Implicações de segurança e meio ambiente. Quando a falha de determinado sistema pode provocar sérios problemas de segurança ou ambientais.
ResponsResponsáável por parcela significativa da vel por parcela significativa da (in)disponibilidade da instala(in)disponibilidade da instalaçção. Os equipamentos ão. Os equipamentos crcrííticos de sua instalaticos de sua instalaçção merecem maior atenão merecem maior atençção ão posspossíível para que não seja prejudicada a produvel para que não seja prejudicada a produçção.ão.
ImplicaImplicaçções de seguranões de segurançça e meio ambiente. Quando a e meio ambiente. Quando a falha de determinado sistema pode provocar sa falha de determinado sistema pode provocar séérios rios problemas de seguranproblemas de segurançça ou ambientais.a ou ambientais.
Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)

Para a descrição eficiente do sistema são necessários identificar e os seguintes pontos:
Diagrama funcional de blocos. Na elaboração de um diagrama de blocos mostrando do o sistema, identificando suas interações é importante para o entendimento da atividade e para solução de falhas.
Identificar corretamente as interfaces de entrada e saída.
Relação dos equipamentos mecânicos, elétricos, instrumentação e controle, etc.
Para a descriPara a descriçção eficiente do sistema são necessão eficiente do sistema são necessáários rios identificar e os seguintes pontos:identificar e os seguintes pontos:
Diagrama funcional de blocos. Na elaboraDiagrama funcional de blocos. Na elaboraçção de um ão de um diagrama de blocos mostrando do o sistema, diagrama de blocos mostrando do o sistema, identificando suas interaidentificando suas interaçções ões éé importante para o importante para o entendimento da atividade e para soluentendimento da atividade e para soluçção de falhas.ão de falhas.
Identificar corretamente as interfaces de entrada e Identificar corretamente as interfaces de entrada e sasaíída.da.
RelaRelaçção dos equipamentos mecânicos, elão dos equipamentos mecânicos, eléétricos, tricos, instrumentainstrumentaçção e controle, etc.ão e controle, etc.
Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)

A identificação da Análise de Falhas Funcionais (AFF), parte integrante da segunda etapa, tem os seguintes pontos:
A definição clara de todas as funções e não apenas as que parecem ser mais importantes, a primeira vista.
Normalmente, os fluxos de saída estão associados às funções do sistema. Ou seja, de modo prático, a saída do sistema define sua função.
A identificaA identificaçção da Anão da Anáálise de Falhas Funcionais (AFF), lise de Falhas Funcionais (AFF), parte integrante da segunda etapa, tem os seguintes parte integrante da segunda etapa, tem os seguintes pontos:pontos:
A definiA definiçção clara de todas as funão clara de todas as funçções e não apenas ões e não apenas as que parecem ser mais importantes, a primeira vista.as que parecem ser mais importantes, a primeira vista.
Normalmente, os fluxos de saNormalmente, os fluxos de saíída estão associados da estão associados ààs funs funçções do sistema. Ou seja, de modo prões do sistema. Ou seja, de modo práático, a tico, a sasaíída do sistema define sua funda do sistema define sua funçção.ão.
Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)

A terceira etapa corresponde à realização do FEMEA que define os seguintes objetivos:
Definir para cada falha funcional, quais os respectivos modos relevantes;
Identificar os componentes que serão submetidos ao Diagrama de Decisão (DD);
Definir quais componentes que irão para lista de manutenção corretiva;
Definir a criticidade dos efeitos:
A terceira etapa corresponde A terceira etapa corresponde àà realizarealizaçção do FEMEA ão do FEMEA que define os seguintes objetivos:que define os seguintes objetivos:
Definir para cada falha funcional, quais os Definir para cada falha funcional, quais os respectivos modos relevantes;respectivos modos relevantes;
Identificar os componentes que serão submetidos Identificar os componentes que serão submetidos ao Diagrama de Decisão (DD);ao Diagrama de Decisão (DD);
Definir quais componentes que irão para lista de Definir quais componentes que irão para lista de manutenmanutençção corretiva;ão corretiva;
Definir a Definir a criticidadecriticidade dos efeitos:dos efeitos:
Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)

A terceira etapa corresponde à realização do FEMEA que define os seguintes objetivos:
Definir a criticidade dos efeitos:
Seguras, sem efeito para o sistema, pessoal e meio ambiente;
Marginais, afetam o sistema sem causar maiores danos;
Criticas, sem ação bloqueadora poderão causar danos importantes ao sistema, pessoal e meio ambiente;
Catastróficas, provocam danos severos ao sistema, pessoal e meio ambiente;
A terceira etapa corresponde A terceira etapa corresponde àà realizarealizaçção do FEMEA que ão do FEMEA que define os seguintes objetivos:define os seguintes objetivos:
Definir a Definir a criticidadecriticidade dos efeitos:dos efeitos:
Seguras, sem efeito para o sistema, pessoal e meio Seguras, sem efeito para o sistema, pessoal e meio ambiente;ambiente;
Marginais, afetam o sistema sem causar maiores danos;Marginais, afetam o sistema sem causar maiores danos;
Criticas, sem aCriticas, sem açção bloqueadora poderão causar danos ão bloqueadora poderão causar danos importantes ao sistema, pessoal e meio ambiente;importantes ao sistema, pessoal e meio ambiente;
CatastrCatastróóficas, provocam danos severos ao sistema, ficas, provocam danos severos ao sistema, pessoal e meio ambiente;pessoal e meio ambiente;
Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)

A terceira etapa corresponde à realização do FEMEA que define os seguintes objetivos:
Severidades dos efeitos: Indisponibilidade da instalação, problemas com segurança e meio ambiente;
Freqüência de ocorrência do evento;
Custo elevado da manutenção;
A terceira etapa corresponde A terceira etapa corresponde àà realizarealizaçção do FEMEA ão do FEMEA que define os seguintes objetivos:que define os seguintes objetivos:
Severidades dos efeitos: Indisponibilidade da Severidades dos efeitos: Indisponibilidade da instalainstalaçção, problemas com seguranão, problemas com segurançça e meio a e meio ambiente;ambiente;
FreqFreqüüência de ocorrência do evento;ência de ocorrência do evento;
Custo elevado da manutenCusto elevado da manutençção;ão;
Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)

Na FMEA a decisão final depende das discussões da equipe que utiliza meios subjetivos para análise dos fatores envolvidos.
A quarta etapa é caracterizada pela análise do diagrama de decisão que vai categorizar os modos de falha segundo suas conseqüências, como:
falhas evidentes ou ocultas, função de segurança / disponibilidade e Impactos operacionais ou econômicos; bem como estabelecer as prioridades, aplicando-se o diagrama.
Na FMEA a decisão final depende das discussões da Na FMEA a decisão final depende das discussões da equipe que utiliza meios subjetivos para anequipe que utiliza meios subjetivos para anáálise dos lise dos fatores envolvidos.fatores envolvidos.
A quarta etapa A quarta etapa éé caracterizada pela ancaracterizada pela anáálise do lise do diagrama de decisão que vai categorizar diagrama de decisão que vai categorizar os modos de os modos de falha segundo suas conseqfalha segundo suas conseqüüênciasências, como:, como:
falhas evidentes ou ocultas, funfalhas evidentes ou ocultas, funçção de seguranão de segurançça / a / disponibilidade e Impactos operacionais ou disponibilidade e Impactos operacionais ou econômicos; bem como estabelecer as prioridades, econômicos; bem como estabelecer as prioridades, aplicandoaplicando--se o diagrama.se o diagrama.
Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)

Manutenção Centrada na Confiabilidade – (RCM)Manutenção Centrada na Confiabilidade – (RCM)

Após a conclusão do estudo para estabelecimento das prioridades estamos com elementos suficientes para determinar qual a tarefa de manutenção a ser dispensado a cada modo do sistema.
As tarefas listadas devem atender aos critérios de aplicabilidade e eficácia.
Diz-se que a tarefa é aplicável quando é tecnicamente viável e irá evitar a ocorrência da falha ou mitigar suas conseqüências, ou descobrir uma falha oculta.
ApApóós a conclusão do estudo para estabelecimento das s a conclusão do estudo para estabelecimento das prioridades estamos com elementos suficientes para prioridades estamos com elementos suficientes para determinar qual a tarefa de manutendeterminar qual a tarefa de manutençção a ser ão a ser dispensado a cada modo do sistema.dispensado a cada modo do sistema.
As tarefas listadas devem atender aos critAs tarefas listadas devem atender aos critéérios de rios de aplicabilidade e eficaplicabilidade e eficáácia.cia.
DizDiz--se que a tarefa se que a tarefa éé aplicaplicáável quando vel quando éé tecnicamente tecnicamente viviáável e irvel e iráá evitar a ocorrência da falha ou mitigar suas evitar a ocorrência da falha ou mitigar suas conseqconseqüüências, ou descobrir uma falha oculta.ências, ou descobrir uma falha oculta.
Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)

Quanto a eficácia, ou custo eficaz, quando comparada em termos financeiros com a alternativa da manutenção preventiva.
Finalizamos a seleção a seleção das tarefas avaliando qual metodologia a ser adotada com o uso do diagrama de decisão.
Quanto a eficQuanto a eficáácia, ou custo eficaz, quando comparada cia, ou custo eficaz, quando comparada em termos financeiros com a alternativa da em termos financeiros com a alternativa da manutenmanutençção preventiva.ão preventiva.
Finalizamos a seleFinalizamos a seleçção a seleão a seleçção das tarefas avaliando ão das tarefas avaliando qual metodologia a ser adotada com o uso do diagrama qual metodologia a ser adotada com o uso do diagrama de decisão.de decisão.
Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)

Manutenção Centrada na Confiabilidade – (RCM)Manutenção Centrada na Confiabilidade – (RCM)

A quinta e última etapa da implantação da manutenção baseada na confiabilidade é elaborar procedimentos de manutenção para as tarefas selecionadas.
Adquirir equipamentos de monitoração que forem necessários às atividades previstas no plano de manutenção.
Treinar pessoal executor das tarefas com conteúdo necessário a atender as novas demandas.
A quinta e A quinta e úúltima etapa da implantaltima etapa da implantaçção da manutenão da manutençção ão baseada na confiabilidade baseada na confiabilidade éé elaborar procedimentos de elaborar procedimentos de manutenmanutençção para as tarefas selecionadas.ão para as tarefas selecionadas.
Adquirir equipamentos de monitoraAdquirir equipamentos de monitoraçção que forem ão que forem necessnecessáários rios ààs atividades previstas no plano de s atividades previstas no plano de manutenmanutençção.ão.
Treinar pessoal executor das tarefas com conteTreinar pessoal executor das tarefas com conteúúdo do necessnecessáário a atender as novas demandas.rio a atender as novas demandas.
Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)

Aplicações do RCM
A aplicação inicial do RCM aconteceu nas indústrias elétrica e nuclear, devido a similaridade dos requisitos de segurança com a indústria aeronáutica. Em 1981 a Marinha Americana implementou o RCM na manutenção de submarinos nucleares com mísseis balísticos, em especial a série Trident.
AplicaAplicaçções do RCMões do RCM
A aplicaA aplicaçção inicial do RCM aconteceu nas indão inicial do RCM aconteceu nas indúústrias strias eleléétrica e nuclear, devido a similaridade dos trica e nuclear, devido a similaridade dos requisitos de seguranrequisitos de segurançça com a inda com a indúústria aeronstria aeronááutica. utica. Em 1981 a Marinha Americana implementou o RCM Em 1981 a Marinha Americana implementou o RCM na manutenna manutençção de submarinos nucleares com ão de submarinos nucleares com mmíísseis balsseis balíísticos, em especial a ssticos, em especial a séérie rie TridentTrident..
Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)

Aplicações do RCM
Um grande incentivado da aplicação do RCM na indústria nuclear foi o acidente de three Miles Island, na Pennsylvania. A equipe de avaliação das causas do acidente determinou que a aplicação do RCM poderia reduzir o risco de acidentes similares em outras unidades.
AplicaAplicaçções do RCMões do RCM
Um grande incentivado da aplicaUm grande incentivado da aplicaçção do RCM na ão do RCM na indindúústria nuclear foi o acidente de stria nuclear foi o acidente de threethree MilesMiles IslandIsland, , na na PennsylvaniaPennsylvania. A equipe de avalia. A equipe de avaliaçção das causas ão das causas do acidente determinou que a aplicado acidente determinou que a aplicaçção do RCM ão do RCM poderia reduzir o risco de acidentes similares em poderia reduzir o risco de acidentes similares em outras unidades.outras unidades.
Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)

Aplicações do RCM
A implementação do RCM é fundamental em todas as atividades que necessitam de altos níveis de segurança e confiabilidade.
Os resultados desta metodologia motivaram sua adoção em empresas do setor elétrico, construção naval, petróleo e gás, siderurgia, papel e celulose, alimentação, indústria farmacêutica, mineração, indústria alimentícia e hospitais.
AplicaAplicaçções do RCMões do RCM
A implementaA implementaçção do RCM ão do RCM éé fundamental em todas fundamental em todas as atividades que necessitam de altos nas atividades que necessitam de altos nííveis de veis de seguransegurançça e confiabilidade.a e confiabilidade.
Os resultados desta metodologia motivaram sua Os resultados desta metodologia motivaram sua adoadoçção em empresas do setor elão em empresas do setor eléétrico, construtrico, construçção ão naval, petrnaval, petróóleo e gleo e gáás, siderurgia, papel e celulose, s, siderurgia, papel e celulose, alimentaalimentaçção, indão, indúústria farmacêutica, minerastria farmacêutica, mineraçção, ão, indindúústria alimentstria alimentíícia e hospitais.cia e hospitais.
Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)

Aplicações do RCM
A generalidade dos conceitos e técnicas de RCM são aplicáveis a qualquer sistema, independente da tecnologia, onde seja necessário manter a funcionalidade de processos ou ativos físicos.
AplicaAplicaçções do RCMões do RCM
A generalidade dos conceitos e tA generalidade dos conceitos e téécnicas de RCM cnicas de RCM são aplicsão aplicááveis a qualquer sistema, independente da veis a qualquer sistema, independente da tecnologia, onde seja necesstecnologia, onde seja necessáário manter a rio manter a funcionalidade de processos ou ativos ffuncionalidade de processos ou ativos fíísicos.sicos.
Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)

Dificuldades na implantação do Programa de RCM
As dificuldades que podem surgir da implantação deste programa concentra-se nos seguintes pontos:
Falta de recursos humanos e materiais, ou seja, infra-estrutura inadequada ao atendimento das novas tarefas;
O modelo não é aceito pela equipe;
Falta de integração entre a equipe de operação e a de manutenção que gera fracasso principalmente nas tarefas baseadas na condição e detecção de falhas;
Dificuldades na implantaDificuldades na implantaçção do Programa de RCMão do Programa de RCM
As dificuldades que podem surgir da implantaAs dificuldades que podem surgir da implantaçção deste ão deste programa concentraprograma concentra--se nos seguintes pontos:se nos seguintes pontos:
Falta de recursos humanos e materiais, ou seja, infraFalta de recursos humanos e materiais, ou seja, infra--estrutura inadequada ao atendimento das novas tarefas;estrutura inadequada ao atendimento das novas tarefas;
O modelo não O modelo não éé aceito pela equipe;aceito pela equipe;
Falta de integraFalta de integraçção entre a equipe de operaão entre a equipe de operaçção e a ão e a de manutende manutençção que gera fracasso principalmente nas ão que gera fracasso principalmente nas tarefas baseadas na conditarefas baseadas na condiçção e detecão e detecçção de falhas;ão de falhas;
Manutenção Centrada na Confiabilidade – (RCM)
Manutenção Centrada na Confiabilidade – (RCM)

ConfiabilidadeConfiabilidade
Confiabilidade é a probabilidade de que um equipamento opere com sucesso (sem falhas) por um determinado período de tempo especificado sob condições também especificadas.
Confiabilidade Confiabilidade éé a probabilidade de que um a probabilidade de que um equipamento opere com sucesso (sem falhas) por um equipamento opere com sucesso (sem falhas) por um determinado perdeterminado perííodo de tempo especificado sob odo de tempo especificado sob condicondiçções tambões tambéém especificadas.m especificadas.

Esta definição explicita quatro aspectos importantes do conceito de confiabilidade:
Sua natureza probabilística;
Dependência do tempo;
Necessidade do estabelecimento do conceito de sucesso ou não do sistema;
Necessidade de se especificar as condições de operação do equipamento;
Esta definiEsta definiçção explicita quatro aspectos importantes do ão explicita quatro aspectos importantes do conceito de confiabilidade:conceito de confiabilidade:
Sua natureza probabilSua natureza probabilíística;stica;
Dependência do tempo;Dependência do tempo;
Necessidade do estabelecimento do conceito de Necessidade do estabelecimento do conceito de sucesso ou não do sistema;sucesso ou não do sistema;
Necessidade de se especificar as condiNecessidade de se especificar as condiçções de ões de operaoperaçção do equipamento;ão do equipamento;
ConfiabilidadeConfiabilidade

A confiabilidade esta diretamente relacionada com a confiança que temos em um equipamento ou sistema. Logo uma das finalidades da confiabilidade é definir a margem de segurança em que se pode trabalhar, resumidamente defini-se a confiabilidade como:
A confiabilidade esta diretamente relacionada com a A confiabilidade esta diretamente relacionada com a confianconfiançça que temos em um equipamento ou sistema. a que temos em um equipamento ou sistema. Logo uma das finalidades da confiabilidade Logo uma das finalidades da confiabilidade éé definir a definir a margem de seguranmargem de segurançça em que se pode trabalhar, a em que se pode trabalhar, resumidamente definiresumidamente defini--se a confiabilidade como:se a confiabilidade como:
A confiabilidade de um item corresponde a sua probabilidade de desempenhar adequadamente o seu propósito especificado, por um determinado período de tempo e sob condições ambientais determinadas.
A confiabilidade de um item corresponde a A confiabilidade de um item corresponde a sua probabilidade de desempenhar sua probabilidade de desempenhar adequadamente o seu propadequadamente o seu propóósito especificado, sito especificado, por um determinado perpor um determinado perííodo de tempo e sob odo de tempo e sob condicondiçções ambientais determinadas.ões ambientais determinadas.
ConfiabilidadeConfiabilidade

A confiabilidade esta diretamente relacionada com a confiança que temos em um equipamento ou sistema.
Logo uma das finalidades da confiabilidade é definir a margem de segurança em que podemos trabalhar.
Na definição subentende-se que o objeto de interresse seja um item.
A definição do item depende do propósito de estudo. Em alguns casos considera-se um sistema, algo constituído de um arranjo de diversos componentes, como um item.
A confiabilidade esta diretamente relacionada com a A confiabilidade esta diretamente relacionada com a confianconfiançça que temos em um equipamento ou sistema.a que temos em um equipamento ou sistema.
Logo uma das finalidades da confiabilidade Logo uma das finalidades da confiabilidade éé definir a definir a margem de seguranmargem de segurançça em que podemos trabalhar.a em que podemos trabalhar.
Na definiNa definiçção subentendeão subentende--se que o objeto de interresse se que o objeto de interresse seja um item.seja um item.
A definiA definiçção do item depende do propão do item depende do propóósito de estudo. Em sito de estudo. Em alguns casos consideraalguns casos considera--se um sistema, algo constituse um sistema, algo constituíído do de um arranjo de diversos componentes, como um item.de um arranjo de diversos componentes, como um item.
ConfiabilidadeConfiabilidade

Em outros casos, em que existe interresse ou possibilidade de maior detalhamento da análise, o termo se refere a um componente ou arranjo em particular.
A confiabilidade é uma probabilidade que utiliza os modelos matemáticos utilizados para expressa-la.
A correta especificação do modelo matemático depende do desempenho ou comportamento deste item.
É pressuposto para a definição de confiabilidade para um determinado item a especificação do propósito ou uso pretendido.
Em outros casos, em que existe interresse ou Em outros casos, em que existe interresse ou possibilidade de maior detalhamento da anpossibilidade de maior detalhamento da anáálise, o termo lise, o termo se refere a um componente ou arranjo em particular.se refere a um componente ou arranjo em particular.
A confiabilidade A confiabilidade éé uma probabilidade que utiliza os uma probabilidade que utiliza os modelos matemmodelos matemááticos utilizados para expressaticos utilizados para expressa--la.la.
A correta especificaA correta especificaçção do modelo matemão do modelo matemáático depende tico depende do desempenho ou comportamento deste item.do desempenho ou comportamento deste item.
ÉÉ pressuposto para a definipressuposto para a definiçção de confiabilidade para um ão de confiabilidade para um determinado item a especificadeterminado item a especificaçção do propão do propóósito ou uso sito ou uso pretendido.pretendido.
ConfiabilidadeConfiabilidade
É comum que um mesmo produto seja fabricado em diferentes versões, conforme o uso pretendido.
Por exemplo, uma furadeira pode ser fabricada para uso doméstico ou industrial.
Neste caso as condições de operação foram alteradas, provavelmente, a confiabilidade também será.
É comum que um mesmo produto seja fabricado em diferentes versões, conforme o uso pretendido.
Por exemplo, uma furadeira pode ser fabricada para uso doméstico ou industrial.
Neste caso as condições de operação foram alteradas, provavelmente, a confiabilidade também será.
ConfiabilidadeConfiabilidade

Confiabilidade e a qualidade Confiabilidade e a qualidade
O consumidor médio, mais esclarecido está ciente da não perfeição, quanto a confiabilidade de produtos domésticos tais como automóveis, televisores, etc.
As organizações como companhias aéreas, instituições de saúde, militares, etc, estão cientes dos custos da confiabilidade.
O consumidor médio, mais esclarecido está ciente da não perfeição, quanto a confiabilidade de produtos domésticos tais como automóveis, televisores, etc.
As organizações como companhias aéreas, instituições de saúde, militares, etc, estão cientes dos custos da confiabilidade.

A dificuldade existe quando se tenta quantificar valores confiáveis ou estabelecer valores financeiros ou outros benefícios para os vários níveis de confiabilidade.
A dificuldade de estabelecer valores pode dificultar a definição de justificativas para investimento que garantam a confiabilidade dos sistemas.
A dificuldade existe quando se tenta quantificar valores confiáveis ou estabelecer valores financeiros ou outros benefícios para os vários níveis de confiabilidade.
A dificuldade de estabelecer valores pode dificultar a definição de justificativas para investimento que garantam a confiabilidade dos sistemas.
Confiabilidade e a qualidade Confiabilidade e a qualidade

A garantia é um mecanismo para proteger o usuário de um determinado equipamento contra falhas.
Contudo, um equipamento será utilizado por um tempo maior do que o coberto pela garantia.
Caso esse item falhe no período de garantia o prejuízo é concentrado no fabricante, o que não quer dizer que o usuário não sofra prejuízo, ele pode perder produção, atrasar entregas, etc.
A garantia é um mecanismo para proteger o usuário de um determinado equipamento contra falhas.
Contudo, um equipamento será utilizado por um tempo maior do que o coberto pela garantia.
Caso esse item falhe no período de garantia o prejuízo é concentrado no fabricante, o que não quer dizer que o usuário não sofra prejuízo, ele pode perder produção, atrasar entregas, etc.
Confiabilidade e a qualidade Confiabilidade e a qualidade

Quando este item sofra falhas muitas vezes, após o período de garantia, o prejuízo ficará concentrado no usuário.
Nesta condição o fabricante do item pode ter sua imagem prejudicada junto ao cliente e pode estender esta imagem a outros possíveis clientes.
Chega-se, portanto, a necessidade de se ter um conceito de qualidade baseado no tempo.
Quando este item sofra falhas muitas vezes, após o período de garantia, o prejuízo ficará concentrado no usuário.
Nesta condição o fabricante do item pode ter sua imagem prejudicada junto ao cliente e pode estender esta imagem a outros possíveis clientes.
Chega-se, portanto, a necessidade de se ter um conceito de qualidade baseado no tempo.
Confiabilidade e a qualidade Confiabilidade e a qualidade

A confiabilidade, ainda é considerada por alguns como um tópico separado da qualidade.
Porém, o termo “Qualidade do Produto” engloba todos os desempenhos e características do meio, incluindo sem dúvida nenhuma a confiabilidade.
Desta forma não se desvincula a qualidade da confiabilidade, quando se discute qualidade, implicitamente, esta se discutindo confiabilidade.
A confiabilidade, ainda é considerada por alguns como um tópico separado da qualidade.
Porém, o termo “Qualidade do Produto” engloba todos os desempenhos e características do meio, incluindo sem dúvida nenhuma a confiabilidade.
Desta forma não se desvincula a qualidade da confiabilidade, quando se discute qualidade, implicitamente, esta se discutindo confiabilidade.
Confiabilidade e a qualidade Confiabilidade e a qualidade

A confiabilidade corresponde a todas as características de um produto que podem ser alterados com o tempo, ou com a possibilidade de deixar de ser conforme após, um determinado período de tempo, conforme pode ser observado.
A confiabilidade corresponde a todas as características de um produto que podem ser alterados com o tempo, ou com a possibilidade de deixar de ser conforme após, um determinado período de tempo, conforme pode ser observado.
Confiabilidade e a qualidade Confiabilidade e a qualidade

Confiabilidade e a qualidade Confiabilidade e a qualidade

O conceito de qualidade lida com a falha no domínio do tempo, ou seja, durante toda a vida do item.
Esta distinção consolida a diferença entre o controle de qualidade (CQ) tradicional e o enfoque moderno da confiabilidade.
O controle tradicional de qualidade influencia na confiabilidade de um item na medida em que há a retirada de equipamentos que podem sofre falhas prematuras.
O conceito de qualidade lida com a falha no domínio do tempo, ou seja, durante toda a vida do item.
Esta distinção consolida a diferença entre o controle de qualidade (CQ) tradicional e o enfoque moderno da confiabilidade.
O controle tradicional de qualidade influencia na confiabilidade de um item na medida em que há a retirada de equipamentos que podem sofre falhas prematuras.
Confiabilidade e a qualidade Confiabilidade e a qualidade
Como a confiabilidade esta conectada durante a vida de um item, portanto, é um aspecto de incerteza da engenharia.
Se um item vai falhar.
Se um item vai operar durante um determinado período de tempo, é uma questão que pode ser respondida com uma probabilidade.
Como a confiabilidade esta conectada durante a vida de um item, portanto, é um aspecto de incerteza da engenharia.
Se um item vai falhar.
Se um item vai operar durante um determinado período de tempo, é uma questão que pode ser respondida com uma probabilidade.
Confiabilidade e a qualidade Confiabilidade e a qualidade

A confiabilidade como um padrão de eficiênciaCom o custo e complexidade crescentes dos sistemas industriais e de defesa, a importância da confiabilidade como um parâmetro de eficiência, o qual deve ser especificado e pelo que se paga.
A confiabilidade como um padrão de eficiênciaCom o custo e complexidade crescentes dos sistemas industriais e de defesa, a importância da confiabilidade como um parâmetro de eficiência, o qual deve ser especificado e pelo que se paga.
Confiabilidade e a qualidade Confiabilidade e a qualidade

Eficiência Global de Equipamentos Eficiência Global de Equipamentos
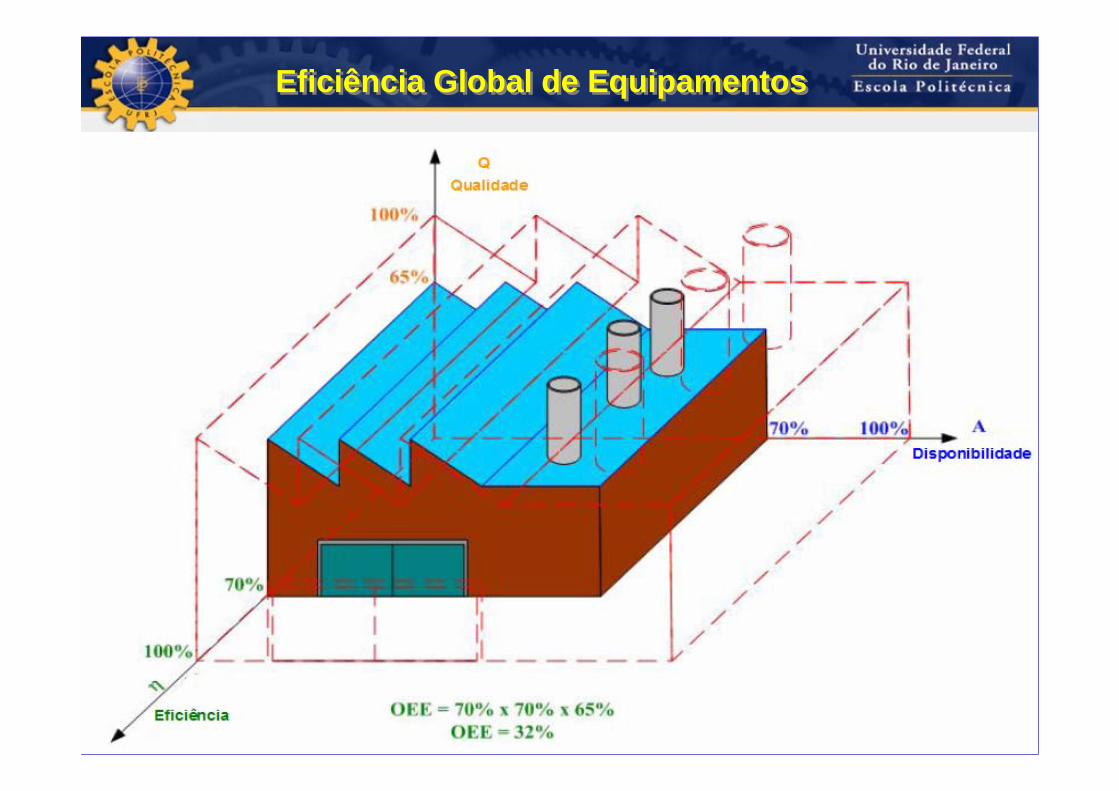
O objetivo do OEE é o aumento da confiabilidade das instalações por meio da medição e a eficiência dos equipamentos e sistemas.
O aumento da produtividade de um equipamento ou sistema é determinado pela maximização da relação entre entrada e saída, tornou-se evidente
O objetivo do OEE é o aumento da confiabilidade das instalações por meio da medição e a eficiência dos equipamentos e sistemas.
O aumento da produtividade de um equipamento ou sistema é determinado pela maximização da relação entre entrada e saída, tornou-se evidente
Eficiência Global de Equipamentos Eficiência Global de Equipamentos

O OEE considera como entradas:Recursos humanos – Mão de obra
Máquinas – Equipamentos, instalações e serviços
Matéria prima – Materiais e insumos
O OEE considera como saídas:Produção – Quantidade.
O OEE considera como entradas:Recursos humanos – Mão de obra
Máquinas – Equipamentos, instalações e serviços
Matéria prima – Materiais e insumos
O OEE considera como saídas:Produção – Quantidade.
Eficiência Global de Equipamentos Eficiência Global de Equipamentos

Sem, contudo estar desagregada de:Qualidade;
Custo;
Prazo;
Segurança;
Feitos no entorno;
Moral.
Sem, contudo estar desagregada de:Qualidade;
Custo;
Prazo;
Segurança;
Feitos no entorno;
Moral.
Eficiência Global de Equipamentos Eficiência Global de Equipamentos

A OEE tenta apresentar a empresa, a fábrica oculta que existe na instalação, ou seja, como utilizando os mesmos equipamentos e mão de obra o quanto se pode produzir mais, atuando em três eixos.
A OEE tenta apresentar a empresa, a fábrica oculta que existe na instalação, ou seja, como utilizando os mesmos equipamentos e mão de obra o quanto se pode produzir mais, atuando em três eixos.
Eficiência Global de Equipamentos Eficiência Global de Equipamentos
Eficiência Global de Equipamentos Eficiência Global de Equipamentos

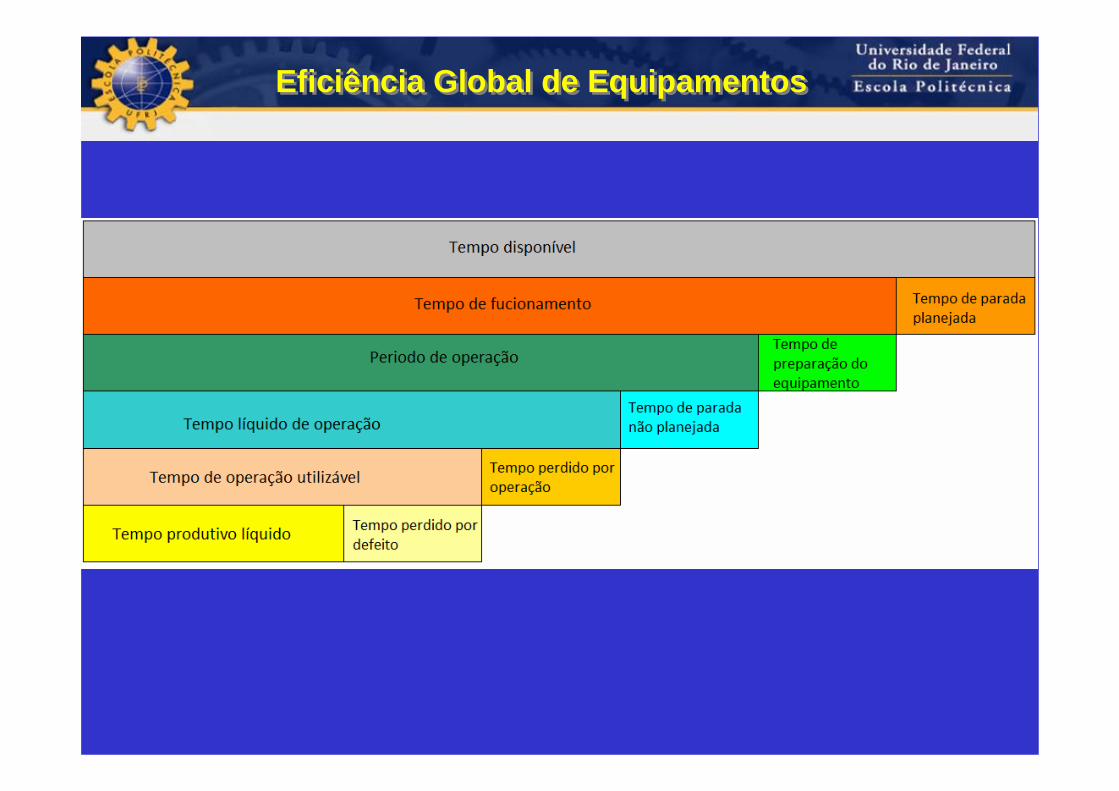
A distribuição de tempo em uma planta pode ser ilustrado, constata-se que o tempo líquido destina a produção é muito curto.
A melhoria da eficiência de outras atividades necessárias a operação da planta podem ser significativas no ganho de tempo para a produção.
A distribuição de tempo em uma planta pode ser ilustrado, constata-se que o tempo líquido destina a produção é muito curto.
A melhoria da eficiência de outras atividades necessárias a operação da planta podem ser significativas no ganho de tempo para a produção.
Eficiência Global de Equipamentos Eficiência Global de Equipamentos
Eficiência Global de Equipamentos Eficiência Global de Equipamentos

Avaliação da Gestão de ManutençãoAvaliação da Gestão de Manutenção
O relatório gerencial fornece elementos para tomar de decisões e estabelecer metas.
Este relatório deve ter forma apresentação concisa, conter índices, gráficos de forma que seja fácil analisar, avaliar as informações.
O relatório gerencial fornece elementos para tomar de decisões e estabelecer metas.
Este relatório deve ter forma apresentação concisa, conter índices, gráficos de forma que seja fácil analisar, avaliar as informações.

Tipos de Índices:
“Índices de Classe Mundial”: Em todo o mundo que sempre obedecem a uma mesma expressão.
São índices que não estão mundialmente definidos mas que auxiliam na avaliação da manutenção. Podendo o próprio gerente criar seus índices, desde que eles sejam significativos para avaliação
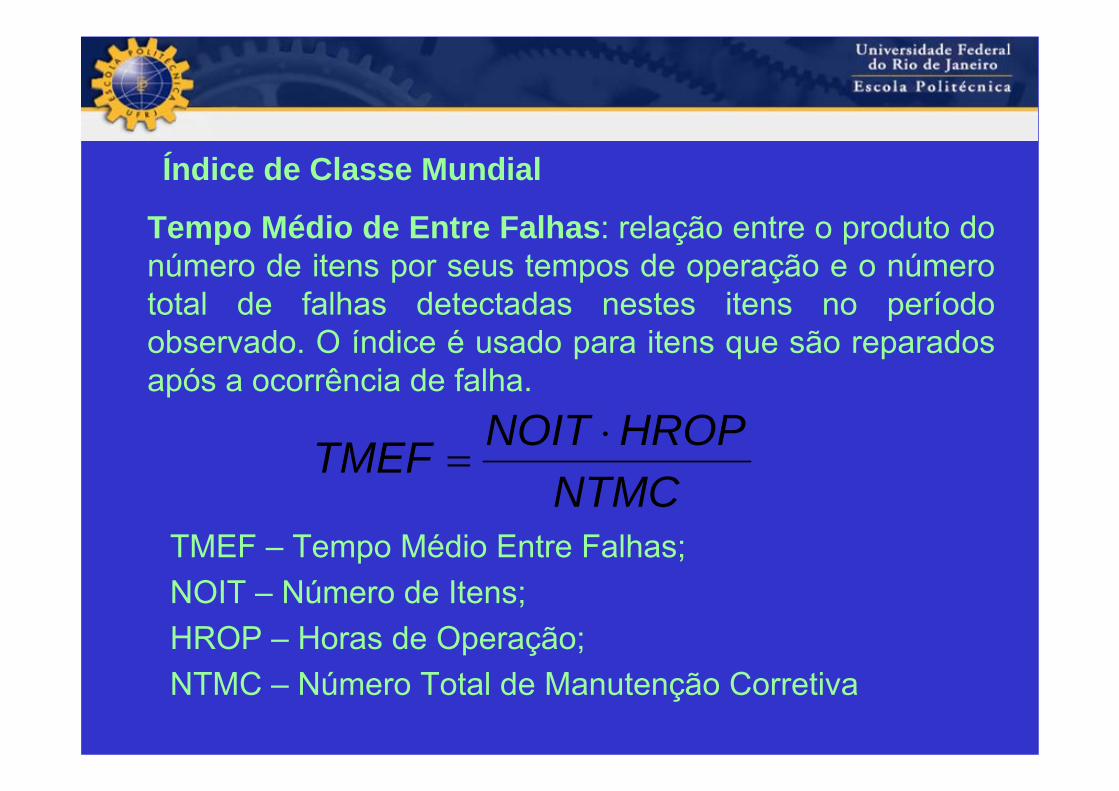
Tempo Médio de Entre Falhas: relação entre o produto do número de itens por seus tempos de operação e o número total de falhas detectadas nestes itens no período observado. O índice é usado para itens que são reparados após a ocorrência de falha.
TMEF – Tempo Médio Entre Falhas;NOIT – Número de Itens;HROP – Horas de Operação;NTMC – Número Total de Manutenção Corretiva
NTMCHROPNOITTMEF ⋅
=
Índice de Classe Mundial

Tempo Médio Para Reparo: Relação entre o tempo total de intervenção corretiva em um conjunto de itens com falha e o número total de falhas detectadas nesses itens, período observado. É utilizado para itens em que o tempo de reparo ou substituição é significativo em relação ao tempo de operação.
NTMCHTMCTMPR =
TMPR – Tempo Médio Para Reparo;NTMC – Número Total de Manutenção Corretiva;
HTMC – Tempo Total de Manutenção Corretiva;
Índice de Classe Mundial (continuação)

Tempo Médio Para Falha: relação entre o tempo total de operação de um conjunto de itens não reparáveis e o número total de falhas detectadas nestes itens, no período observado. Utilizado para itens que são substituídos após a ocorrência da falha.
TMPF – Tempo Médio Para Falha;HROP – Horas de Operação;NTMC – Número Total de Manutenção Corretiva;
NTMCHROP
TMPF ∑=
Índice de Classe Mundial (continuação)

Análise de DiferençaTMPF x TMEF
A diferença conceitual entre os índices Tempo Médio Para Falhas e Tempo Médio Entre Falhas, é que o primeiro (TMPF) é aplicado para itens que NÃO são reparados após a ocorrência da falha, e o segundo, (TMEF) é calculado para os itens que SÃO reparados após a ocorrência da falha. Portanto, os dois índices são mutuamente excludentes.
Índice de Classe Mundial (continuação)

Disponibilidade de Equipamentos: é a relação entre a diferença do número de horas do período, hora calendário com o número de horas usadas para serviços de Manutenção para cada item observado e o número total de horas do período considerado, representando o percentual de tempo que o equipamento ficou a disposição da operação para desempenhar suas funções
Também é conhecida como índice de performance, ou desempenho de equipamento. Para itens que tem operação eventual pode ser calculado com relação entre o tempo total de operação e a soma deste tempo com o tempo total de manutenção no período considerado.
Índice de Classe Mundial (continuação)

DISP – Disponibilidade;HROP – Horas de Operação;HTMN – Horas totais de Manutenção
100⋅+
=HTMNHROP
HROPDISP
A disponibilidade pode ser expressa por meio das duas equações, abaixo:
100)(⋅
++=∑
∑TIMNTMPRTMEF
TMEFDISP
Índice de Classe Mundial (continuação)

Jan/0
4
Fev/04
Mar/04
Abr/04
Mai/04
Jun/0
4
Jul/0
4
Ago/04
Set/04
Out/04
Nov/04
Dez/04
Acompanhamento do índice de disponibilidade é importante para avaliar a qualidade da manutenção.
75%

Comentários sobre os pontos “a”, “b” e “c”:Ponto “a” – Ponto de melhor gerenciamento do
equipamento para o sistema, não existe mobilização de recursos extras para garantir disponibilidade que o sistema não exige.
Ponto “b” – Ponto que demonstra o não atendimento das necessidades do sistema, a gerência de manutenção deve avaliar as formas de atuação neste caso, para garantir disponibilidade exigida pelo sistema.
Ponto “c” – Ponto demonstra a possível alocação excessiva de recursos para garantir disponibilidade que não é demandada pelo sistema, a gerência de manutenção deve avaliar as formas de atuação neste caso, para garantir melhor aproveitamento de recursos.

Índice de Classe Mundial (continuação)
Custo de Manutenção por Faturamento: Relação entre o custo total da manutenção e o faturamento da empresa no período considerado.
100⋅=FTEPCTMNCMTF
CMFT – Custo da Manutenção por Faturamento;CTMN – Custo Total da Manutenção;FTEP – Faturamento Total da Empresa;

Índice de Classe Mundial (continuação)
Custo da Manutenção Pelo Valor da Reposição: é a relação entre o custo total acumulado na manutenção de um determinado item e o valor da compra deste equipamento novo (valor de reposição).
100⋅= ∑VLRPCTMN
CMVP
CMVP - Custo da Manutenção Pelo Valor da Reposição;VLRP - Valor de Reposição;CTMN – Custo Total da Manutenção;

Outros Índices de Manutenção
Complementando os índices mundiais temos os seguintes:
Taxa de Falha Observada – Número de itens com falha e o tempo observado;
Custo de Mão-de-Obra Externa (CRMP) – Gasto total com Mão-de-Obra externa e a Mão-de-Obra total aplicada na manutenção;
Treinamento do Pessoal de Manutenção (TRPM) –Relação entre o HH gasto em treinamento e o HH disponível para os serviços

Outros Índices de Manutenção (continuação)Backlog
Definição - Tempo que a equipe de manutenção deverátrabalhar para executar pendências, supondo que não cheque novas OS’s.
Natureza do índice – Este índice mede tendência, logo sua exatidão não é tão importante, pode ser estimado.
Avaliação – Quando este índice é menor que 1, a equipe de manutenção tende a ser excessiva. Quando maior que 1, a equipe de manutenção tende a ser insuficiente.

Avaliação da Gestão de ManutençãoAvaliação da Gestão de Manutenção
Índices específicos do OEEA gerencia e implementação do OEE utilizam os
índices definidos nos itens 6.1 e 6.2, contudo existem algumas diferenças que são importantes para as idéias defendidas no OEE. Estes índices são aplicados quando a OEE já está implantada na unidade.
Índices específicos do OEEA gerencia e implementação do OEE utilizam os
índices definidos nos itens 6.1 e 6.2, contudo existem algumas diferenças que são importantes para as idéias defendidas no OEE. Estes índices são aplicados quando a OEE já está implantada na unidade.

Avaliação da Gestão de ManutençãoAvaliação da Gestão de Manutenção
Índices específicos do OEEOs equipamentos podem ser avaliados pela sua:
Confiabilidade;
Disponibilidade;
Sustentabilidade
Índices específicos do OEEOs equipamentos podem ser avaliados pela sua:
Confiabilidade;
Disponibilidade;
Sustentabilidade

Avaliação da Gestão de ManutençãoAvaliação da Gestão de Manutenção
Este conjunto é conhecido como RAM (Reliability, Avaibility and Maintainability).
A confiabilidade é expressa como o tempo médio entre falhas dos equipamentos (TMEF) ou ciclo médios entre as falhas dos equipamentos (CMEF).
Na OEE é necessário reconhecer a diferença entre a confiabilidade do equipamento, relacionadas com as máquinas, e a performance (desempenho) do equipamento relacionados com o ganho dos sistema de trabalho.
Este conjunto é conhecido como RAM (Reliability, Avaibility and Maintainability).
A confiabilidade é expressa como o tempo médio entre falhas dos equipamentos (TMEF) ou ciclo médios entre as falhas dos equipamentos (CMEF).
Na OEE é necessário reconhecer a diferença entre a confiabilidade do equipamento, relacionadas com as máquinas, e a performance (desempenho) do equipamento relacionados com o ganho dos sistema de trabalho.

Avaliação da Gestão de ManutençãoAvaliação da Gestão de Manutenção
Onde:
TMEF – Tempo Médio Entre Falhas
TO – Tempo de operação
NFE – Número de falhas do equipamento
Onde:
TMEF – Tempo Médio Entre Falhas
TO – Tempo de operação
NFE – Número de falhas do equipamento
NFETOTMEF =

Avaliação da Gestão de ManutençãoAvaliação da Gestão de Manutenção
A sustentabilidade é considerada como o tempo médio necessário para reparar um equipamento, ou o tempo médio para reparo (TMPR)
A sustentabilidade é considerada como o tempo médio necessário para reparar um equipamento, ou o tempo médio para reparo (TMPR)
Onde:
TMPR – Tempo médio para reparo;
TTR – Tempo total de reparo;
Onde:
TMPR – Tempo médio para reparo;
TTR – Tempo total de reparo;
NFETTRTMPR =

Avaliação da Gestão de ManutençãoAvaliação da Gestão de Manutenção
A disponibilidade é o percentual do tempo no qual o equipamento está disponível para produzir. Disponibilidade do equipamento:
A disponibilidade é o percentual do tempo no qual o equipamento está disponível para produzir. Disponibilidade do equipamento:
MTPRMTEFMTEFDISP
+=

Avaliação da Gestão de ManutençãoAvaliação da Gestão de Manutenção
Existem discordâncias com relação a melhor maneira de definir a disponibilidade.
Elas se originam na diferença do termo reparar e restaurar.
Reparar deve ser o tempo real instantâneo para corrigir condições de operação de um equipamento.
Tanto o reparo como a restauração devem ser realizados em um tempo muito curto, como o tempo necessário para acionar um equipamento de reserva.
Existem discordâncias com relação a melhor maneira de definir a disponibilidade.
Elas se originam na diferença do termo reparar e restaurar.
Reparar deve ser o tempo real instantâneo para corrigir condições de operação de um equipamento.
Tanto o reparo como a restauração devem ser realizados em um tempo muito curto, como o tempo necessário para acionar um equipamento de reserva.

Avaliação da Gestão de ManutençãoAvaliação da Gestão de Manutenção
A restauração é o tempo total no qual a produção fica interrrompida, inclui:
Tempo de parada de produção:
Tempo de decisão sobre o tipo de reparo necessário;
Tempo de contratar a pessoa responsável pelo reparo;
Tempo de deslocamento;
Tempo de diagnóstico;
A restauração é o tempo total no qual a produção fica interrrompida, inclui:
Tempo de parada de produção:
Tempo de decisão sobre o tipo de reparo necessário;
Tempo de contratar a pessoa responsável pelo reparo;
Tempo de deslocamento;
Tempo de diagnóstico;

Avaliação da Gestão de ManutençãoAvaliação da Gestão de Manutenção
A restauração é o tempo total no qual a produção fica interrrompida, inclui:
Tempo de espera de peças;
Tempo real de reparo;
Tempo de verificação e testes;
Tempo de reinício da operação (por em marcha).
A restauração é o tempo total no qual a produção fica interrrompida, inclui:
Tempo de espera de peças;
Tempo real de reparo;
Tempo de verificação e testes;
Tempo de reinício da operação (por em marcha).

Avaliação da Gestão de ManutençãoAvaliação da Gestão de Manutenção
Discordâncias adicionais a definição deste termo aumentam com as atividades complementares, como:
Limpeza, caso ocorra ao mesmo tempo do incidente, prolongando o tempo de restauração;
Discordâncias adicionais a definição deste termo aumentam com as atividades complementares, como:
Limpeza, caso ocorra ao mesmo tempo do incidente, prolongando o tempo de restauração;

Avaliação da Gestão de ManutençãoAvaliação da Gestão de Manutenção
Quando for realizada a coleta de informações para medir a performance global, já deve estar definidas claramente, o que é reparo e o que é restauração.
A análise de performance do sistema (SPA – SystemPerfornance Analysis) proporciona um alto nível de revisão.
Embora similar as medidas de RAM (Reliability, Avaibility and Maintainability) para o equipamento, também todos os minutos de interrupção são registrados e analisados.
Quando for realizada a coleta de informações para medir a performance global, já deve estar definidas claramente, o que é reparo e o que é restauração.
A análise de performance do sistema (SPA – SystemPerfornance Analysis) proporciona um alto nível de revisão.
Embora similar as medidas de RAM (Reliability, Avaibility and Maintainability) para o equipamento, também todos os minutos de interrupção são registrados e analisados.

Avaliação da Gestão de ManutençãoAvaliação da Gestão de Manutenção
Em vezes de se avaliar o tempo médio entre falhas, TMEF.Em vezes de se avaliar o tempo médio entre falhas, TMEF.
NFETOTMEF = NFE
TOTTPTMPR )( −=
)( TMEFTMEFTMEFAo +
= Disponibilidade Global Disponibilidade Global

Avaliação da Gestão de ManutençãoAvaliação da Gestão de Manutenção
A medição do Ao é equivalente a ao parâmetro de eficiência no calculo do OEE, porque se reduz ao tempo de operação dividido pelo tempo total programado (TTP).
As áreas de trabalho podem utilizar esta medida como independente para definir metas quando elas estiverem em processo de desempenho de redução de desperdícios.
A medição do Ao é equivalente a ao parâmetro de eficiência no calculo do OEE, porque se reduz ao tempo de operação dividido pelo tempo total programado (TTP).
As áreas de trabalho podem utilizar esta medida como independente para definir metas quando elas estiverem em processo de desempenho de redução de desperdícios.

Avaliação da Gestão de ManutençãoAvaliação da Gestão de Manutenção
A produção real irá se relacionar com o verdadeiro valor da OEE, o produto da eficiência, da taxa de velocidade (performance) e a tacha de qualidade.
Considerando a taxa de ganho é um parâmetro vital para a instalação.
Na essência a OEE informa quão bem os trabalhadores produzem e o quanto eles estão programados para produzir.
A produção real irá se relacionar com o verdadeiro valor da OEE, o produto da eficiência, da taxa de velocidade (performance) e a tacha de qualidade.
Considerando a taxa de ganho é um parâmetro vital para a instalação.
Na essência a OEE informa quão bem os trabalhadores produzem e o quanto eles estão programados para produzir.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
As técnicas de inspeção são fundamentais na identificação de defeitos e causas de falhas em equipamentos e sistemas.
O conhecimento destas técnicas é de fundamental importância para as equipes de manutenção.
Estes ensaios são importantes para definição dos valores de comissionamento dos equipamentos e instalações.
Que serão importantes para a avaliação da tendência de falha dos equipamentos e sistemas.
As tAs téécnicas de inspecnicas de inspeçção são fundamentais na ão são fundamentais na identificaidentificaçção de defeitos e causas de falhas em ão de defeitos e causas de falhas em equipamentos e sistemas.equipamentos e sistemas.
O conhecimento destas tO conhecimento destas téécnicas cnicas éé de fundamental de fundamental importância para as equipes de manutenimportância para as equipes de manutençção.ão.
Estes ensaios são importantes para definiEstes ensaios são importantes para definiçção dos ão dos valores de comissionamento dos equipamentos e valores de comissionamento dos equipamentos e instalainstalaçções.ões.
Que serão importantes para a avaliaQue serão importantes para a avaliaçção da tendência ão da tendência de falha dos equipamentos e sistemas.de falha dos equipamentos e sistemas.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
O conhecimento das técnicas de diagnostico são fundamentais para definir o momento e a periodicidade das atividades de manutenção preventiva por tempo.
Até mesmo as intervenções corretivas precisão das técnicas e ferramentas de inspeção, pois é desta maneira que vai se assegurar que a intervenção de manutenção realizada obteve o efeito necessário.
Estas técnicas são à base da filosofia de manutenção preditiva, ou a manutenção por estado.
O conhecimento das tO conhecimento das téécnicas de diagnostico são cnicas de diagnostico são fundamentais para definir o momento e a periodicidade fundamentais para definir o momento e a periodicidade das atividades de manutendas atividades de manutençção preventiva por tempo.ão preventiva por tempo.
AtAtéé mesmo as intervenmesmo as intervençções corretivas precisão das ões corretivas precisão das ttéécnicas e ferramentas de inspecnicas e ferramentas de inspeçção, pois ão, pois éé desta desta maneira que vai se assegurar que a intervenmaneira que vai se assegurar que a intervençção de ão de manutenmanutençção realizada obteve o efeito necessão realizada obteve o efeito necessáário.rio.
Estas tEstas téécnicas são cnicas são àà base da filosofia de manutenbase da filosofia de manutençção ão preditivapreditiva, ou a manuten, ou a manutençção por estado.ão por estado.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
A utilização destes procedimentos determina o melhor momento para a intervenção no equipamento ou sistema reduzindo o risco de uma intervenção desnecessária no sistema ao equipamento.
As definições do plano de manutenção de uma instalação é subsidiado pelo histórico das inspeções realizadas no sistema que se está mantendo ou pode ser fonte de informação que seja utilizado como base para elaboração de planos de manutenção de sistemas semelhantes.
A utilizaA utilizaçção destes procedimentos determina o melhor ão destes procedimentos determina o melhor momento para a intervenmomento para a intervençção no equipamento ou ão no equipamento ou sistema reduzindo o risco de uma intervensistema reduzindo o risco de uma intervençção ão desnecessdesnecessáária no sistema ao equipamento.ria no sistema ao equipamento.
As definiAs definiçções do plano de manutenões do plano de manutençção de uma ão de uma instalainstalaçção ão éé subsidiado pelo histsubsidiado pelo históórico das insperico das inspeçções ões realizadas no sistema que se estrealizadas no sistema que se estáá mantendo ou pode mantendo ou pode ser fonte de informaser fonte de informaçção que seja utilizado como base ão que seja utilizado como base para elaborapara elaboraçção de planos de manutenão de planos de manutençção de sistemas ão de sistemas semelhantes.semelhantes.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Ensaio VisualA inspeção por meio do Ensaio Visual é uma das mais antigas atividades nos setores industriais, e é o primeiro ensaio não destrutivo aplicado em qualquer tipo de peça ou componente, e está freqüentemente associado a outros ensaios.
Ensaio VisualEnsaio Visual
A inspeA inspeçção por meio do Ensaio Visual ão por meio do Ensaio Visual éé uma das mais uma das mais antigas atividades nos setores industriais, e antigas atividades nos setores industriais, e éé o primeiro o primeiro ensaio não destrutivo aplicado em qualquer tipo de peensaio não destrutivo aplicado em qualquer tipo de peçça a ou componente, e estou componente, e estáá freqfreqüüentemente associado a entemente associado a outros ensaios. outros ensaios.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Ensaio VisualUtilizando uma avançada tecnologia, hoje a inspeção visual é um importante recurso na verificação de alterações dimensionais, padrão de acabamento superficial e na observação de descontinuidades superficiais visuais em materiais e produtos em geral, tais como trincas, corrosão, deformação, alinhamento, cavidades, porosidade, montagem de sistemas mecânicos e muitos outros.
Ensaio VisualEnsaio Visual
Utilizando uma avanUtilizando uma avanççada tecnologia, hoje a inspeada tecnologia, hoje a inspeçção ão visual visual éé um importante recurso na verificaum importante recurso na verificaçção de ão de alteraalteraçções dimensionais, padrão de acabamento ões dimensionais, padrão de acabamento superficial e na observasuperficial e na observaçção de descontinuidades ão de descontinuidades superficiais visuais em materiais e produtos em geral, superficiais visuais em materiais e produtos em geral, tais como trincas, corrosão, deformatais como trincas, corrosão, deformaçção, alinhamento, ão, alinhamento, cavidades, porosidade, montagem de sistemas cavidades, porosidade, montagem de sistemas mecânicos e muitos outros.mecânicos e muitos outros.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Ensaio VisualA inspeção de peças ou componentes que não permitem o acesso direto interno para sua verificação (dentro de blocos de motores, turbinas, bombas, tubulações, etc), ou que por questões de disponibilidade não se pode dispor de tempo para abertura dos equipamentos, utilizam-se de fibras óticas conectadas a espelhos ou microcâmeras de TV com alta resolução, alem de sistemas de iluminação, fazendo a imagem aparecer em oculares ou em monitores de vídeo.
Ensaio VisualEnsaio Visual
A inspeA inspeçção de peão de peçças ou componentes que não as ou componentes que não permitem o acesso direto interno para sua verificapermitem o acesso direto interno para sua verificaçção ão (dentro de blocos de motores, turbinas, bombas, (dentro de blocos de motores, turbinas, bombas, tubulatubulaçções, ões, etcetc), ou que por questões de disponibilidade ), ou que por questões de disponibilidade não se pode dispor de tempo para abertura dos não se pode dispor de tempo para abertura dos equipamentos, utilizamequipamentos, utilizam--se de fibras se de fibras óóticas conectadas a ticas conectadas a espelhos ou espelhos ou microcâmerasmicrocâmeras de TV com alta resolude TV com alta resoluçção, ão, alem de sistemas de iluminaalem de sistemas de iluminaçção, fazendo a imagem ão, fazendo a imagem aparecer em oculares ou em monitores de vaparecer em oculares ou em monitores de víídeo. deo.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Ensaio VisualSão soluções simples e eficientes, conhecidas como técnica de inspeção visual remota.
Ensaio VisualEnsaio Visual
São soluSão soluçções simples e eficientes, conhecidas como ões simples e eficientes, conhecidas como ttéécnica de inspecnica de inspeçção visual remota. ão visual remota.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Ensaio VisualÓtima iluminação
Imagens com grande definição de cores
Resistente a pressões de até +5 bar
Ensaio VisualEnsaio Visual
ÓÓtima iluminatima iluminaççãoão
Imagens com grande Imagens com grande definidefiniçção de coresão de cores
Resistente a pressões Resistente a pressões de atde atéé +5 bar+5 bar
Resiste a óleo, combustível e solventes
Suporta temperaturas de até 150º C (302ºF)
Resiste a Resiste a óóleo, combustleo, combustíível e solventesvel e solventes
Suporta temperaturas de atSuporta temperaturas de atéé 150150ºº C (302C (302ººF) F)

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Outros equipamentos possuem visor incorporado ao equipamento. Este equipamento permite a utilização de técnica de inspeção visual remoto, que possibilita avaliar regiões que tenham um difícil acesso e que não possam ser observadas diretamente ao olho humano.
Outros equipamentos possuem visor incorporado ao Outros equipamentos possuem visor incorporado ao equipamento. Este equipamento permite a utilizaequipamento. Este equipamento permite a utilizaçção de ão de ttéécnica de inspecnica de inspeçção visual remoto, que possibilita avaliar ão visual remoto, que possibilita avaliar regiões que tenham um difregiões que tenham um difíícil acesso e que não possam cil acesso e que não possam ser observadas diretamente ao olho humano.ser observadas diretamente ao olho humano.
Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
A inspeção visual apresenta como características:
Geralmente é mais simples e barato quando comparado a outros métodos;
Deve ser sempre utilizado em complementação a outras metodologias de inspeção;
Este tipo de inspeção exige experiência e vivência do inspetor;
A inspeA inspeçção visual apresenta como caracterão visual apresenta como caracteríísticas:sticas:
Geralmente Geralmente éé mais simples e barato quando mais simples e barato quando comparado a outros mcomparado a outros méétodos;todos;
Deve ser sempre utilizado em complementaDeve ser sempre utilizado em complementaçção a ão a outras metodologias de inspeoutras metodologias de inspeçção;ão;
Este tipo de inspeEste tipo de inspeçção exige experiência e vivência ão exige experiência e vivência do inspetor;do inspetor;

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
A inspeção visual apresenta como características:
Este método é influenciado pela acuidade visual do inspetor;
Normalmente apresenta melhor resultados como os equipamentos fora de operação.
A inspeA inspeçção visual apresenta como caracterão visual apresenta como caracteríísticas:sticas:
Este mEste méétodo todo éé influenciado pela acuidade visual influenciado pela acuidade visual do inspetor;do inspetor;
Normalmente apresenta melhor resultados como Normalmente apresenta melhor resultados como os equipamentos fora de operaos equipamentos fora de operaçção.ão.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
A aplicação desta técnica cita-se:
Componentes elétricos (caixas de transformação, transformadores, tanques de refrigeração);
Turbinas;
Pontes e viadutos (juntas de dilatação, corrosão das armaduras, qualidade da concretagem, condição geral da estrutura);
Edifícios (instalações de ar condicionado, cavidades em paredes, sistemas de ventilação, tetos falsos);
A aplicaA aplicaçção desta tão desta téécnica citacnica cita--se:se:
Componentes elComponentes eléétricos (caixas de transformatricos (caixas de transformaçção, ão, transformadores, tanques de refrigeratransformadores, tanques de refrigeraçção);ão);
Turbinas;Turbinas;
Pontes e viadutos (juntas de dilataPontes e viadutos (juntas de dilataçção, corrosão das ão, corrosão das armaduras, qualidade da armaduras, qualidade da concretagemconcretagem, condi, condiçção geral ão geral da estrutura);da estrutura);
EdifEdifíícios (instalacios (instalaçções de ar condicionado, cavidades ões de ar condicionado, cavidades em paredes, sistemas de ventilaem paredes, sistemas de ventilaçção, tetos falsos);ão, tetos falsos);

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
A aplicação desta técnica cita-se:
Trocadores de calor e Condensadores;
Tubulações diversas;
Bombas centrífugas e compressores
A aplicaA aplicaçção desta tão desta téécnica citacnica cita--se:se:
Trocadores de calor e Condensadores;Trocadores de calor e Condensadores;
TubulaTubulaçções diversas;ões diversas;
Bombas centrBombas centríífugas e compressores fugas e compressores

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Análise de vibraçõesO ensaio para vibrações mecânicas, em muitas fábricas e instalações, é um método indispensável na detecção prematura de anomalias de operação em virtude de problemas, tais como falta de balanceamento das partes rotativas, desalinhamentode juntas e rolamentos, excentricidade, interferência, erosão localizada, abrasão, ressonância, folgas, etc.
AnAnáálise de vibralise de vibraççõesões
O ensaio para vibraO ensaio para vibraçções mecânicas, em muitas ões mecânicas, em muitas ffáábricas e instalabricas e instalaçções, ões, éé um mum méétodo indispenstodo indispensáável na vel na detecdetecçção prematura de anomalias de operaão prematura de anomalias de operaçção em ão em virtude de problemas, tais como falta de virtude de problemas, tais como falta de balanceamento das partes rotativas, balanceamento das partes rotativas, desalinhamentodesalinhamentode juntas e rolamentos, excentricidade, interferência, de juntas e rolamentos, excentricidade, interferência, erosão localizada, abrasão, ressonância, folgas, etc.erosão localizada, abrasão, ressonância, folgas, etc.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Análise de vibraçõesUm exemplo de aplicação na identificação da tendência de falha de um equipamento ou sistema éum motor elétrico de indução trifásico é um dos acionamentos mais comuns em instalações elétricas industriais por todo o mundo e uma avaria imprevista neste tipo de máquinas pode ter conseqüências muito graves.
AnAnáálise de vibralise de vibraççõesões
Um exemplo de aplicaUm exemplo de aplicaçção na identificaão na identificaçção da ão da tendência de falha de um equipamento ou sistema tendência de falha de um equipamento ou sistema ééum motor elum motor eléétrico de indutrico de induçção trifão trifáásico sico éé um dos um dos acionamentos mais comuns em instalaacionamentos mais comuns em instalaçções elões eléétricas tricas industriais por todo o mundo e uma avaria imprevista industriais por todo o mundo e uma avaria imprevista neste tipo de mneste tipo de mááquinas pode ter conseqquinas pode ter conseqüüências muito ências muito graves. graves.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Análise de vibraçõesComo conseqüência a utilização de ferramentas de
preditiva ou preventivas é fundamental
Com a evolução das técnicas de diagnóstico de sintomas mecânicos surgiu a implementação das duas técnicas mais comuns de controle das condições dos motores elétricos como a análise vibração e da condição de rolamentos.
AnAnáálise de vibralise de vibraççõesões
Como conseqComo conseqüüência a utilizaência a utilizaçção de ferramentas de ão de ferramentas de preditivapreditiva ou preventivas ou preventivas éé fundamental fundamental
Com a evoluCom a evoluçção das tão das téécnicas de diagncnicas de diagnóóstico de stico de sintomas mecânicos surgiu a implementasintomas mecânicos surgiu a implementaçção das ão das duas tduas téécnicas mais comuns de controle das cnicas mais comuns de controle das condicondiçções dos motores elões dos motores eléétricos como a antricos como a anáálise lise vibravibraçção e da condião e da condiçção de rolamentos.ão de rolamentos.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Antes da ocorrência do defeito é crucial obter um histórico de degradação da máquina, sujeita a desequilíbrios, desalinhamentos, folgas, desapertos etc.
Todos estes fatores vão contribuir para um aumento das vibrações que podem provocar ressonâncias e aumento da carga do motor.
Por sua vez as vibrações aceleram os processos de degradação das componentes da máquina encaminhando-se assim esta para uma avaria.
Antes da ocorrência do defeito Antes da ocorrência do defeito éé crucial obter um crucial obter um histhistóórico de degradarico de degradaçção da mão da mááquina, sujeita a quina, sujeita a desequildesequilííbrios, brios, desalinhamentosdesalinhamentos, folgas, desapertos etc., folgas, desapertos etc.
Todos estes fatores vão contribuir para um aumento das Todos estes fatores vão contribuir para um aumento das vibravibraçções que podem provocar ressonâncias e aumento ões que podem provocar ressonâncias e aumento da carga do motor.da carga do motor.
Por sua vez as vibraPor sua vez as vibraçções aceleram os processos de ões aceleram os processos de degradadegradaçção das componentes da mão das componentes da mááquina quina encaminhandoencaminhando--se assim esta para uma avaria.se assim esta para uma avaria.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
O medidor de Vibrações tem então um papel essencial na monitorização do estado do motor tendo em conta 3 eixos de vibração possível.
O medidor de VibraO medidor de Vibraçções tem então um papel essencial ões tem então um papel essencial na na monitorizamonitorizaççãoão do estado do motor tendo em conta 3 do estado do motor tendo em conta 3 eixos de vibraeixos de vibraçção possão possíível.vel.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
A analise de vibrações pode utilizar equipamentos de medição portáteis destinado apenas a medição de vibração para a análise ser realizada énecessário a utilização de um software trata as informações coletadas em campo.
A analise de vibraA analise de vibraçções ões pode utilizar equipamentos pode utilizar equipamentos de medide mediçção portão portááteis teis destinado apenas a destinado apenas a medimediçção de vibraão de vibraçção para a ão para a ananáálise ser realizada lise ser realizada éénecessnecessáário a utilizario a utilizaçção de ão de um software trata as um software trata as informainformaçções coletadas em ões coletadas em campo.campo.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Alguns equipamentos identificam e classificam o problema em níveis de severidade e fazem recomendações.
Estes equipamento permitem acesso rápido a informação devem ser destinados a identificação os problemas prioritários..
Alguns equipamentos identificam e classificam o Alguns equipamentos identificam e classificam o problema em nproblema em nííveis de severidade e fazem veis de severidade e fazem recomendarecomendaçções.ões.
Estes equipamento permitem acesso rEstes equipamento permitem acesso ráápido a pido a informainformaçção devem ser destinados a identificaão devem ser destinados a identificaçção os ão os problemas prioritproblemas prioritáários..rios..

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
A utilização do equipamento é justificado pela grande pressão sobre o tempo e o custo dos trabalhos de manutenção.
A utilizaA utilizaçção do equipamento ão do equipamento éé justificado pela grande justificado pela grande pressão sobre o tempo e o custo dos trabalhos de pressão sobre o tempo e o custo dos trabalhos de manutenmanutençção.ão.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Alguns equipamentos são instalados nos equipamentos para monitorar a vibração durante todo o processo, este equipamento é capaz de monitorar continuamente o deslocamento, a velocidade e a aceleração de máquinas
Alguns equipamentos são instalados nos Alguns equipamentos são instalados nos equipamentos para monitorar a vibraequipamentos para monitorar a vibraçção durante todo ão durante todo o processo, este equipamento o processo, este equipamento éé capaz de monitorar capaz de monitorar continuamente o deslocamento, a velocidade e a continuamente o deslocamento, a velocidade e a aceleraaceleraçção de mão de mááquinasquinas
industriais, enviando o sinal de saída a uma unidade eletrônica de monitoração ou diretamente para um PLC.
industriais, enviando o industriais, enviando o sinal de sasinal de saíída a uma da a uma unidade eletrônica de unidade eletrônica de monitoramonitoraçção ou ão ou diretamente para um PLC. diretamente para um PLC.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Devido à sua estrutura compacta e robustez, pode ficar em ambientes agressivos, insalubres ou em áreas classificadas como ambientes explosivos.
Este equipamento deve ser utilizado em máquinas rotativas, motores, bombas, turbinas, geradores, ventiladores e demais equipamentos industriais que necessitam de proteção contra vibração excessiva.
Devido Devido àà sua estrutura compacta e robustez, pode ficar sua estrutura compacta e robustez, pode ficar em ambientes agressivos, insalubres ou em em ambientes agressivos, insalubres ou em ááreas reas classificadas como ambientes explosivos.classificadas como ambientes explosivos.
Este equipamento deve ser utilizado em mEste equipamento deve ser utilizado em mááquinas quinas rotativas, motores, bombas, turbinas, geradores, rotativas, motores, bombas, turbinas, geradores, ventiladores e demais equipamentos industriais que ventiladores e demais equipamentos industriais que necessitam de protenecessitam de proteçção contra vibraão contra vibraçção excessiva.ão excessiva.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
É útil na monitoração de operação mecânica de máquinas rotativas (ventiladores, compressores, bombas, turbinas, etc.), na detecção e reconhecimento da deterioração de rolamentos, no estudo de mau funcionamento típicos em maquinaria com regime cíclico de trabalho, laminadores, prensas, etc., e na análise de vibrações dos processos de trincamento, notadamente em turbinas e outras máquinas rotativas ou vibratórias.
ÉÉ úútil na monitoratil na monitoraçção de operaão de operaçção mecânica de ão mecânica de mmááquinas rotativas (ventiladores, compressores, quinas rotativas (ventiladores, compressores, bombas, turbinas, etc.), na detecbombas, turbinas, etc.), na detecçção e reconhecimento ão e reconhecimento da deteriorada deterioraçção de rolamentos, no estudo de mau ão de rolamentos, no estudo de mau funcionamento tfuncionamento tíípicos em maquinaria com regime picos em maquinaria com regime ccííclico de trabalho, laminadores, prensas, etc., e na clico de trabalho, laminadores, prensas, etc., e na ananáálise de vibralise de vibraçções dos processos de ões dos processos de trincamentotrincamento, , notadamente em turbinas e outras mnotadamente em turbinas e outras mááquinas rotativas quinas rotativas ou vibratou vibratóórias.rias.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Este método também permite uma grande confiabilidade na operação de instalações e na interrupção de uma máquina em tempo hábil, para substituição de peças desgastadas.
Este mEste méétodo tambtodo tambéém permite uma grande m permite uma grande confiabilidade na operaconfiabilidade na operaçção de instalaão de instalaçções e ões e na interrupna interrupçção de uma mão de uma mááquina em tempo quina em tempo hháábil, para substituibil, para substituiçção de peão de peçças as desgastadas. desgastadas.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Radiografia, Radioscopia e GamagrafiaO método está baseado na mudança de atenuação da
radiação (Raios-X ou Gama), causada pela presença de descontinuidades internas, quando a radiação passar
Radiografia, Radioscopia e Radiografia, Radioscopia e GamagrafiaGamagrafia
O mO méétodo esttodo estáá baseado na mudanbaseado na mudançça de atenuaa de atenuaçção da ão da radiaradiaçção (Raiosão (Raios--X ou Gama), causada pela presenX ou Gama), causada pela presençça a de descontinuidades internas, quando a radiade descontinuidades internas, quando a radiaçção ão passarpassar
pelo material e deixar sua imagem gravada em um filme, sensor radiográfico ou em um intensificador de imagem.
pelo material e deixar sua pelo material e deixar sua imagem gravada em um imagem gravada em um filme, sensor radiogrfilme, sensor radiográáfico fico ou em um intensificador de ou em um intensificador de imagem.imagem.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
A radiografia foi o primeiro método de ensaio não destrutivo introduzido na indústria para descobrir e quantificar defeitos internos em materiais.
A radiografia foi o primeiro mA radiografia foi o primeiro méétodo de ensaio não todo de ensaio não destrutivo introduzido na inddestrutivo introduzido na indúústria para descobrir e stria para descobrir e quantificar defeitos internos em materiais. quantificar defeitos internos em materiais.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Seu enorme campo de aplicação inclui o ensaio em soldas de chapas para tanques, navios, oleodutos, plataformas offshore; uma vasta aplicação em peças fundidas principalmente para as peças de segurança na indústria automobilística como porta-eixos, carcaças de direção, rodas de alumínio, airbags, assim como blocos de motores e de câmbio; produtos moldados, forjados, materiais compostos, plásticos, componentes para engenharia aeroespacial, etc...
Seu enorme campo de aplicaSeu enorme campo de aplicaçção inclui o ensaio em ão inclui o ensaio em soldas de chapas para tanques, navios, oleodutos, soldas de chapas para tanques, navios, oleodutos, plataformas plataformas offshoreoffshore; uma vasta aplica; uma vasta aplicaçção em peão em peçças as fundidas principalmente para as pefundidas principalmente para as peçças de seguranas de segurançça na a na indindúústria automobilstria automobilíística como stica como portaporta--eixoseixos, carca, carcaçças de as de diredireçção, rodas de alumão, rodas de alumíínio, nio, airbagsairbags, assim como blocos , assim como blocos de motores e de câmbio; produtos moldados, forjados, de motores e de câmbio; produtos moldados, forjados, materiais compostos, plmateriais compostos, pláásticos, componentes para sticos, componentes para engenharia aeroespacial, etc... engenharia aeroespacial, etc...

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Raio-X Industrial abrange hoje varias técnicas:
Radiografia: é a técnica convencional via filme radiográfico, com gerador de Raio-X por ampola de metal cerâmica. Um filme mostra a imagem de uma posição de teste e suas respectivas descontinuidades internas.
RaioRaio--X Industrial abrange hoje varias tX Industrial abrange hoje varias téécnicas:cnicas:
Radiografia:Radiografia: éé a ta téécnica convencional via filme cnica convencional via filme radiogrradiográáfico, com gerador de Raiofico, com gerador de Raio--X por ampola de X por ampola de metal cerâmica. Um filme mostra a imagem de uma metal cerâmica. Um filme mostra a imagem de uma posiposiçção de teste e suas respectivas descontinuidades ão de teste e suas respectivas descontinuidades internas.internas.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Raio-X Industrial abrange hoje varias técnicas:
Gamagrafia: mesma técnica tendo como fonte de radiação um componente radioativo, chamado de "isótopo radioativo " que pode ser o Irídio, Cobalto ou modernamente o Selênio.
RaioRaio--X Industrial abrange hoje varias tX Industrial abrange hoje varias téécnicas:cnicas:
GamagrafiaGamagrafia:: mesma tmesma téécnica tendo como fonte de cnica tendo como fonte de radiaradiaçção um componente radioativo, chamado de ão um componente radioativo, chamado de "is"isóótopo radioativo " que pode ser o Irtopo radioativo " que pode ser o Iríídio, Cobalto ou dio, Cobalto ou modernamente o Selênio.modernamente o Selênio.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Raio-X Industrial abrange hoje varias técnicas:
Radioscopia: a peça é manipulada a distância dentro de uma cabine a prova de radiação, proporcionando uma imagem instantânea de toda peça em movimento, portanto tridimensional, através de um intensificador de imagem acoplado a um monitor de TV.
RaioRaio--X Industrial abrange hoje varias tX Industrial abrange hoje varias téécnicas:cnicas:
Radioscopia:Radioscopia: a pea peçça a éé manipulada a distância dentro manipulada a distância dentro de uma cabine a prova de radiade uma cabine a prova de radiaçção, proporcionando ão, proporcionando uma imagem instantânea de toda peuma imagem instantânea de toda peçça em movimento, a em movimento, portanto tridimensional, atravportanto tridimensional, atravéés de um intensificador de s de um intensificador de imagem acoplado a um monitor de TV. imagem acoplado a um monitor de TV.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Raio-X Industrial abrange hoje varias técnicas:
Imagens da radioscopia agrupadas digitalmente de modo tridimensional em um software, possibilita um efeito de cortes mostrando as descontinuidades em três dimensões o que nada mais é do que uma tomografia industrial.
A radiografia é realizada em processos dinâmicos (tempo real), como no movimento de projétil ainda dentro do canhão, fluxo metálico durante o vazamento na fundição, queima dos combustíveis de mísseis, operações de soldagem, etc.
RaioRaio--X Industrial abrange hoje varias tX Industrial abrange hoje varias téécnicas:cnicas:
Imagens da radioscopia agrupadas digitalmente de Imagens da radioscopia agrupadas digitalmente de modo tridimensional em um software, possibilita um modo tridimensional em um software, possibilita um efeito de cortes mostrando as descontinuidades em três efeito de cortes mostrando as descontinuidades em três dimensões o que nada mais dimensões o que nada mais éé do que uma tomografia do que uma tomografia industrial.industrial.
A radiografia A radiografia éé realizada em processos dinâmicos realizada em processos dinâmicos (tempo real), como no movimento de proj(tempo real), como no movimento de projéétil ainda til ainda dentro do canhão, fluxo metdentro do canhão, fluxo metáálico durante o vazamento lico durante o vazamento na fundina fundiçção, queima dos combustão, queima dos combustííveis de mveis de míísseis, sseis, operaoperaçções de soldagem, etc. ões de soldagem, etc.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Ultra-SomEste ensaio detecta descontinuidades internas em
materiais, baseando-se no fenômeno de reflexão de ondas acústicas quando encontram obstáculos à sua propagação, dentro do material.
Os pulsos ultra sônicos refletidos por uma descontinuidade, ou pela superfície oposta da peça, são captados pelo transdutor, convertidos em sinais eletrônicos e mostrados na tela do aparelho.
UltraUltra--SomSom
Este ensaio detecta descontinuidades internas em Este ensaio detecta descontinuidades internas em materiais, baseandomateriais, baseando--se no fenômeno de reflexão de se no fenômeno de reflexão de ondas acondas acúústicas quando encontram obststicas quando encontram obstááculos culos àà sua sua propagapropagaçção, dentro do material.ão, dentro do material.
Os pulsos ultra sônicos refletidos por uma Os pulsos ultra sônicos refletidos por uma descontinuidade, ou pela superfdescontinuidade, ou pela superfíície oposta da pecie oposta da peçça, a, são captados pelo transdutor, convertidos em sinais são captados pelo transdutor, convertidos em sinais eletrônicos e mostrados na tela do aparelho. eletrônicos e mostrados na tela do aparelho.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Ultra-SomAs aplicações deste ensaio são inúmeras: soldas,
laminados, forjados, fundidos, ferrosos e não ferrosos, ligas metálicas, vidro, borracha, materiais compostos, tudo permite ser analisado por ultra-som.
Indústria de base (usinas siderúrgicas) e de transformação (mecânicas pesadas), indústria automobilística, transporte marítimo, ferroviário, rodoviário, aéreo e aeroespacial: todos utilizam ultra-som.
UltraUltra--SomSom
As aplicaAs aplicaçções deste ensaio são inões deste ensaio são inúúmeras: soldas, meras: soldas, laminados, forjados, fundidos, ferrosos e não laminados, forjados, fundidos, ferrosos e não ferrosos, ligas metferrosos, ligas metáálicas, vidro, borracha, materiais licas, vidro, borracha, materiais compostos, tudo permite ser analisado por ultracompostos, tudo permite ser analisado por ultra--som.som.
IndIndúústria de base (usinas siderstria de base (usinas siderúúrgicas) e de rgicas) e de transformatransformaçção (mecânicas pesadas), indão (mecânicas pesadas), indúústria stria automobilautomobilíística, transporte marstica, transporte maríítimo, ferrovitimo, ferroviáário, rio, rodovirodoviáário, ario, aééreo e aeroespacial: todos utilizam ultrareo e aeroespacial: todos utilizam ultra--som.som.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Ultra-SomModernamente o ultra-som éutilizado na manutenção industrial, na detecção preventiva de vazamentos de líquidos ou gases, falhas operacionais em sistemas elétricos (efeito corona), vibrações em mancais e rolamentos, etc.
UltraUltra--SomSom
Modernamente o ultraModernamente o ultra--som som ééutilizado na manutenutilizado na manutençção ão industrial, na detecindustrial, na detecçção ão preventiva de vazamentos de preventiva de vazamentos de llííquidos ou gases, falhas quidos ou gases, falhas operacionais em sistemas operacionais em sistemas eleléétricos (efeito corona), tricos (efeito corona), vibravibraçções em mancais e ões em mancais e rolamentos, etc.rolamentos, etc.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Ultra-SomModernamente o ultra-som é utilizado na manutenção
industrial, na detecção preventiva de vazamentos de líquidos ou gases, falhas operacionais em sistemas elétricos (efeito corona), vibrações em mancais e rolamentos, etc.
O ensaio ultra sônico é, sem sombra de dúvidas, o método não destrutivo mais utilizado e o que apresenta o maior crescimento, para a detecção de descontinuidades internas nos materiais.
UltraUltra--SomSom
Modernamente o ultraModernamente o ultra--som som éé utilizado na manutenutilizado na manutençção ão industrial, na detecindustrial, na detecçção preventiva de vazamentos de ão preventiva de vazamentos de llííquidos ou gases, falhas operacionais em sistemas quidos ou gases, falhas operacionais em sistemas eleléétricos (efeito corona), vibratricos (efeito corona), vibraçções em mancais e ões em mancais e rolamentos, etc.rolamentos, etc.
O ensaio ultra sônico O ensaio ultra sônico éé, sem sombra de d, sem sombra de dúúvidas, o vidas, o mméétodo não destrutivo mais utilizado e o que todo não destrutivo mais utilizado e o que apresenta o maior crescimento, para a detecapresenta o maior crescimento, para a detecçção de ão de descontinuidades internas nos materiais. descontinuidades internas nos materiais.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Partículas MagnéticasO ensaio por partículas magnéticas é usado para detectar descontinuidades superficiais e subsuperficiais em materiais ferromagnéticos.
São detectados defeitos tais como: trincas, junta fria, inclusões, gota fria, dupla laminação, falta de penetração, dobramentos, segregações, etc.
PartPartíículas Magnculas Magnééticasticas
O ensaio por partO ensaio por partíículas magnculas magnééticas ticas éé usado para usado para detectar descontinuidades superficiais e detectar descontinuidades superficiais e subsubsuperficiais em materiais ferromagnsuperficiais em materiais ferromagnééticos.ticos.
São detectados defeitos tais como: trincas, junta fria, São detectados defeitos tais como: trincas, junta fria, inclusões, gota fria, dupla laminainclusões, gota fria, dupla laminaçção, falta de ão, falta de penetrapenetraçção, dobramentos, segregaão, dobramentos, segregaçções, etc.ões, etc.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Alguns exemplos típicos de aplicações são fundidos de aço ferrítico, forjados, laminados, extrudados, soldas, peças que sofreram usinagem ou tratamento térmico (porcas e parafusos), trincas por retífica e muitas outras aplicações em materiais ferrosos.
Alguns exemplos tAlguns exemplos tíípicos de aplicapicos de aplicaçções são fundidos de ões são fundidos de aaçço o ferrferrííticotico, forjados, laminados, , forjados, laminados, extrudadosextrudados, soldas, , soldas, pepeçças que sofreram as que sofreram usinagemusinagem ou tratamento tou tratamento téérmico rmico (porcas e parafusos), trincas por ret(porcas e parafusos), trincas por retíífica e muitas outras fica e muitas outras aplicaaplicaçções em materiais ferrosos. ões em materiais ferrosos.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Correntes ParasitasOs equipamentos de teste que utilizam correntes parasitas têm a função de detectar descontinuidades ou ainda as características físico-químicas da amostra.
A presença de descontinuidades superficiais e sub-superficiais (trincas, dobras ou inclusões), assim como mudanças nas características físico-químicas ou da estrutura do material (composição química, granulação, dureza, profundidade de camada endurecida, tempera, etc.) alteram o fluxo das correntes parasitas, possibilitando a sua detecção.
Correntes ParasitasCorrentes Parasitas
Os equipamentos de teste que utilizam correntes Os equipamentos de teste que utilizam correntes parasitas têm a funparasitas têm a funçção de detectar descontinuidades ou ão de detectar descontinuidades ou ainda as caracterainda as caracteríísticas fsticas fíísicosico--ququíímicas da amostra. micas da amostra.
A presenA presençça de descontinuidades superficiais e a de descontinuidades superficiais e subsub--superficiaissuperficiais (trincas, dobras ou inclusões), assim como (trincas, dobras ou inclusões), assim como mudanmudançças nas caracteras nas caracteríísticas fsticas fíísicosico--ququíímicas ou da micas ou da estrutura do material (composiestrutura do material (composiçção quão quíímica, granulamica, granulaçção, ão, dureza, profundidade de camada endurecida, tempera, dureza, profundidade de camada endurecida, tempera, etc.) alteram o fluxo das correntes parasitas, etc.) alteram o fluxo das correntes parasitas, possibilitando a sua detecpossibilitando a sua detecçção. ão.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Correntes ParasitasO ensaio por correntes parasitas se aplica em metais tanto ferromagnéticos como não ferromagnéticos, em produtos siderúrgicos (tubos, barras e arames), em autopeças (parafusos, eixos, comandos, barras de direção, terminais, discos e panelas de freio), entre outros.
O método se aplica também para detectar trincas de fadiga e corrosão em componentes de estruturas e em tubos instalados em trocadores de calor, caldeiras e similares.
Correntes ParasitasCorrentes Parasitas
O ensaio por correntes parasitas se aplica em metais O ensaio por correntes parasitas se aplica em metais tanto ferromagntanto ferromagnééticos como não ferromagnticos como não ferromagnééticos, em ticos, em produtos siderprodutos siderúúrgicos (tubos, barras e arames), em rgicos (tubos, barras e arames), em autopeautopeçças (parafusos, eixos, comandos, barras de as (parafusos, eixos, comandos, barras de diredireçção, terminais, discos e panelas de freio), entre ão, terminais, discos e panelas de freio), entre outros.outros.
O mO méétodo se aplica tambtodo se aplica tambéém para detectar trincas de m para detectar trincas de fadiga e corrosão em componentes de estruturas e em fadiga e corrosão em componentes de estruturas e em tubos instalados em trocadores de calor, caldeiras e tubos instalados em trocadores de calor, caldeiras e similares.similares.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Correntes ParasitasÉ um método limpo e rápido de ensaios não destrutivos,
mas requer tecnologia e prática na realização e interpretação dos resultados.
Tem baixo custo operacional e possibilita automatização a altas velocidades de inspeção.
Correntes ParasitasCorrentes Parasitas
ÉÉ um mum méétodo limpo e rtodo limpo e ráápido de ensaios não destrutivos, pido de ensaios não destrutivos, mas requer tecnologia e prmas requer tecnologia e práática na realizatica na realizaçção e ão e interpretainterpretaçção dos resultados.ão dos resultados.
Tem baixo custo operacional e possibilita automatizaTem baixo custo operacional e possibilita automatizaçção ão a altas velocidades de inspea altas velocidades de inspeçção.ão.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
TermografiaA Termografia é a técnica que estende a visão humana
através do espectro infravermelho, atualmente ela tem um papel muito importante na área de manutenção preditiva.
Através da sua utilização é possível eliminar muitos problemas de produção, evitando falhas elétricas, mecânica e fadiga de materiais.
TermografiaTermografia
A A TermografiaTermografia éé a ta téécnica que estende a visão humana cnica que estende a visão humana atravatravéés do espectro infravermelho, atualmente ela s do espectro infravermelho, atualmente ela tem um papel muito importante na tem um papel muito importante na áárea de rea de manutenmanutençção ão preditivapreditiva..
AtravAtravéés da sua utilizas da sua utilizaçção ão éé posspossíível eliminar muitos vel eliminar muitos problemas de produproblemas de produçção, evitando falhas elão, evitando falhas eléétricas, tricas, mecânica e fadiga de materiais.mecânica e fadiga de materiais.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
TermografiaSistemas elétricosA termografia infravermelha é uma ferramenta essencial
na manutenção preditiva de equipamentos elétricos.
Uma inspeção termográfica identifica possíveis problemas antes que os mesmos ocorram e possibilita a realização de ajustes ou correções antes da próxima parada programada.
TermografiaTermografia
Sistemas elSistemas eléétricostricos
A A termografiatermografia infravermelha infravermelha éé uma ferramenta essencial uma ferramenta essencial na manutenna manutençção ão preditivapreditiva de equipamentos elde equipamentos eléétricos.tricos.
Uma inspeUma inspeçção termogrão termográáfica identifica possfica identifica possííveis veis problemas antes que os mesmos ocorram e problemas antes que os mesmos ocorram e possibilita a realizapossibilita a realizaçção de ajustes ou correão de ajustes ou correçções antes ões antes da prda próóxima parada programada.xima parada programada.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
TermografiaSistemas elétricosAlém disso, é uma técnica 100% segura, não oferecendo risco nenhum a equipe que realiza ou acompanha a inspeção, devido a distância de segurança que o trabalho é realizado.
O uso de termografia infravermelha em subestações, torres de energia, transformadores e linhas de transmissão é uma parte crítica de qualquer programa de manutenção preditiva, identificando potenciais falhas graves e catastróficas antes delas ocorrerem.
TermografiaTermografia
Sistemas elSistemas eléétricostricos
AlAléém disso, m disso, éé uma tuma téécnica 100% segura, não oferecendo cnica 100% segura, não oferecendo risco nenhum a equipe que realiza ou acompanha a risco nenhum a equipe que realiza ou acompanha a inspeinspeçção, devido a distância de seguranão, devido a distância de segurançça que o a que o trabalho trabalho éé realizado.realizado.
O uso de O uso de termografiatermografia infravermelha em subestainfravermelha em subestaçções, ões, torres de energia, transformadores e linhas de torres de energia, transformadores e linhas de transmissão transmissão éé uma parte cruma parte críítica de qualquer programa tica de qualquer programa de manutende manutençção ão preditivapreditiva, identificando potenciais falhas , identificando potenciais falhas graves e catastrgraves e catastróóficas antes delas ocorrerem. ficas antes delas ocorrerem.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
TermografiaSistemas mecânicosAs aplicações da termografia em equipamentos mecânicos são as mais diversas, incluindo a identificação de problemas em potencial em equipamentos rotativos, caldeiras, sistemas de refrigeração e ventilação.
Como parte integrante de um programa de manutenção preditiva, a termografia auxilia na implementação de um programa de manutenção.
TermografiaTermografia
Sistemas mecânicosSistemas mecânicos
As aplicaAs aplicaçções da ões da termografiatermografia em equipamentos em equipamentos mecânicos são as mais diversas, incluindo a mecânicos são as mais diversas, incluindo a identificaidentificaçção de problemas em potencial em ão de problemas em potencial em equipamentos rotativos, caldeiras, sistemas de equipamentos rotativos, caldeiras, sistemas de refrigerarefrigeraçção e ventilaão e ventilaçção.ão.
Como parte integrante de um programa de Como parte integrante de um programa de manutenmanutençção ão preditivapreditiva, a , a termografiatermografia auxilia na auxilia na implementaimplementaçção de um programa de manutenão de um programa de manutençção.ão.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção
Controles de processoVisando manter o máximo desempenho dos equipamentos envolvidos em seu processo industrial, o uso de termografia no programa de manutenção preditiva é essencial.
Exemplos de inspeção termográficas em processos industriais são: verificação de refratários em fornos, medição de variação de temperatura em rolos de papel, laminações, secadores, máquinas de plástico, entre outros.
Controles de processoControles de processo
Visando manter o mVisando manter o mááximo desempenho dos ximo desempenho dos equipamentos envolvidos em seu processo industrial, o equipamentos envolvidos em seu processo industrial, o uso de uso de termografiatermografia no programa de manutenno programa de manutençção ão preditivapreditiva éé essencial.essencial.
Exemplos de inspeExemplos de inspeçção termogrão termográáficas em processos ficas em processos industriais são: verificaindustriais são: verificaçção de refratão de refratáários em fornos, rios em fornos, medimediçção de variaão de variaçção de temperatura em rolos de papel, ão de temperatura em rolos de papel, laminalaminaçções, secadores, mões, secadores, mááquinas de plquinas de pláástico, entre stico, entre outros.outros.

Técnicas de diagnostico para manutençãoTécnicas de diagnostico para manutenção

O homem de manutenção não deve ser apenas aquele que conserta, mas sim o que elimina a necessidade de consertar.
H. Salles