luara dias sepini aplicaÇÃo do planejamento de … · 2019-02-01 · apesar de todas as vantagens...
TRANSCRIPT
UNIVERSIDADE FEDERAL DE ALFENAS
LUARA DIAS SEPINI
APLICAÇÃO DO PLANEJAMENTO DE EXPERIMENTOS (DOE) EM CUBAS
ELETROLÍTICAS VISANDO A REDUÇÃO DO CONSUMO DE ENERGIA
Poços de Caldas/MG
2013

LUARA DIAS SEPINI
APLICAÇÃO DO PLANEJAMENTO DE EXPERIMENTOS (DOE) EM CUBAS
ELETROLÍTICAS VISANDO A REDUÇÃO DO CONSUMO DE ENERGIA
Trabalho apresentado à disciplina: Trabalho de
Conclusão de Curso II do curso de Engenharia
Química da Universidade Federal de Alfenas –
campus Poços de Caldas, sob a orientação da
professora Doutora Maria Gabriela Nogueira
Campos.
Poços de Caldas/MG
2013


Dedicatória
Dedico este trabalho a Deus, acima de tudo.
Ao meu esposo, Rogério Silveira, pela paciência e companheirismo.
À minha mãe, por sempre ter acreditado em mim e nunca ter me deixado desistir.
Aos meus amigos, pelo apoio constante.
À liderança da ALCOA Poços de Caldas, que viabilizou a realização deste projeto.
“A tarefa não é tanto ver aquilo que ninguém viu,
mas pensar o que ninguém ainda pensou sobre
aquilo que todo mundo vê.”
Arthur Schopenhauer

Resumo
Apesar de todas as vantagens que o alumínio apresenta em comparação com outros
metais como o aço, o alto consumo de energia elétrica (MWh) requerido pelo seu processo de
fabricação, bem como as elevadas taxas de tarifa elétrica no Brasil e o baixo valor do metal no
mercado, faz com que seja necessário o desenvolvimento de novas técnicas para diminuir a
tensão média das cubas eletrolíticas. Desta forma, este trabalho irá descrever uma iniciativa de
redução do consumo de energia, na planta ALCOA S.A., localizada em Poços de Caldas, MG,
através do estreitamento dos limites de controle de resistência. Para tanto, realizou-se um
Experimento Fatorial Completo (22), o qual confirmou que a nova configuração do Dead
Band promoveu um ganho na média da tensão das cubas, porém efeitos negativos foram
observados no número de movimentação do ânodo.
Palavras-chave: Produção de alumínio. Redução de tensão. Experimento Fatorial Completo.

Abstract
Despite all advantages of the aluminum compared to other metals such as steel, the
high power intensity (MWh) required by manufacture process of aluminum as well as the
high prices of electricity in Brazil, and the low value of this metal in the market, makes
necessary the development of new techniques to reduce the average voltage of the electrolytic
cells. In this perspective, this work will describe an initiative to reduce energy consumption,
at ALCOA S. A. plant, located in Poços de Caldas, MG, through narrowing the control limits
of resistance. Also was performed a Full Factorial Experiment (22), which confirmed that the
new configuration of the Dead Band advanced a gain in the average voltage of the pots, but
negative effect was observed in the number of anode bridge moves.
Key words: Production of aluminum. Voltage reduction Full. Factorial Experiment.

Sumário
1- Introdução ........................................................................................................................................... 7
2- Justificativa .......................................................................................................................................... 8
3- Objetivos ............................................................................................................................................. 8
3.1- Objetivo geral ............................................................................................................................... 8
3.2- Objetivos específicos .................................................................................................................... 9
4- Revisão Bibliográfica ........................................................................................................................... 9
4.1- Processo de fabricação do alumínio ............................................................................................ 9
4.1.1- Mineração da bauxita ........................................................................................................... 9
4.1.2- Processo Bayer .................................................................................................................... 10
4.1.3- Processo Hall-Héroult ......................................................................................................... 11
4.2-Controle de resistência ............................................................................................................... 12
4.2.1- Componentes de resistência em cubas eletrolíticas........................................................... 13
4.2.2- Variáveis utilizadas no controle de resistência ................................................................... 15
4.3- Projeto e Análise de Experimento (DOE) ................................................................................... 16
4.3.1- Planejamento 22 .................................................................................................................. 17
4.3.2- Análise de Variância ............................................................................................................ 19
4.3.3- Análise residual ................................................................................................................... 22
5- Material e Métodos .......................................................................................................................... 22
5.1- Escolha das variáveis (Parâmetros do experimento) e dos Níveis Avaliados ............................ 22
5.2- Execução do teste ...................................................................................................................... 24
6-Resultados .......................................................................................................................................... 25
6.1- Variável Resposta: Voltagem ..................................................................................................... 26
6.2- Variável Resposta: Movimentação do Barramento ................................................................... 27
7- Conclusão .......................................................................................................................................... 30
8- Referências Bibliográficas ................................................................................................................. 31
7
1- Introdução
O alumínio se caracteriza por ser o terceiro elemento mais abundante na crosta
terrestre e o segundo metal mais utilizado em escala industrial (ABAL, 2013).
A vasta aplicação deste metal, o qual pode ser utilizado de forma extensiva para a
produção de ligas metálicas, laminados e extrudados, está relacionada com suas propriedades
físico-químicas, dentre as quais pode-se destacar o baixo peso específico, elevada
condutibilidade elétrica e térmica, resistência a corrosão, e alta reciclabilidade (ABAL, 2013).
Sua existência foi comprovada em 1808 pelo químico inglês Humphrey Davy, o qual
fundiu ferro na presença de alumina. Já em 1821 foi descoberto no sul da França um minério
avermelhado (bauxita) com aproximadamente 52% de óxido de alumínio, sendo este matéria
prima para a produção do alumínio primário (ALUMAR, 2013).
Entretanto, o processo de produção deste metal por meio da redução eletrolítica da
alumina dissolvida em banho fundido de criolita só foi desenvolvido em 1855, processo este
conhecido por Hall-Heróult, o qual possibilitou em 1886 a produção deste metal em escala
industrial (ABAL, 2013).
A primeira guerra mundial foi responsável por impulsionar a indústria do alumínio,
uma vez que havia a necessidade de se produzir materiais mais leves e resistentes. Deste então
este apresenta uma grande vantagem econômica e industrial em comparação com os outros
metais devido seu excelente desempenho, propriedades superiores na maioria das aplicações e
preço competitivo no mercado (ABAL, 2013; ALUMAR 2013).
Atualmente, o setor de embalagens se caracteriza por ser o maior mercado consumidor
de alumínio, uma vez que este vem sendo amplamente empregado em embalagens de
produtos farmacêuticos, cosméticos, de limpeza, bebidas (latas de alumínio) e produtos
alimentícios (ABAL, 2013).
Em seguida, tem-se o setor automotivo e de transportes, o qual, em busca de fabricar
veículos mais leves, menos poluentes e com melhor performance, encontrou neste metal um
forte aliado (ABAL, 2013).
O alumínio também apresenta uma intensa atuação no ramo de construção civil, uma
vez que a sua utilização é sinônimo de beleza e modernidade. Além disso, ele permite uma
diversidade de formatos, bem como favorece o isolamento térmico quando aliado a outros
materiais (ABAL, 2013).

8
Apesar de todas as vantagens apresentadas pelo alumínio, o alto requerimento
energético do seu processo de produção, que representa cerca de 30% do custo total de
fabricação (SILVA, 2012), faz com que os gastos com energia elétrica se tornem um fator
decisivo na competição entre as empresas. Desta forma, diversas plantas estão buscando
maneiras de reduzir a tensão de operação, melhorando assim sua eficiência.
2- Justificativa
A indústria de alumínio se caracteriza por ser uma grande consumidora de energia
elétrica, uma vez que este insumo é essencial para a produção do alumínio primário. No
Brasil, mais de 6% da energia gerada é consumida por este setor, sendo que este recurso
representa cerca de 30% do custo total de produção do metal (BNDES, 2013).
Diante deste cenário, juntamente com as altas taxas de tarifa elétrica no país e o baixo
valor do alumínio no mercado, a busca por novas maneiras de reduzir o consumo de energia
nas indústrias de alumínio se torna cada vez mais importante, uma vez que possibilitará o
aumento da eficiência energética das mesmas, permitindo, assim, que tornem competitivas em
relação ao mercado internacional.
3- Objetivos
3.1- Objetivo geral
Este trabalho tem por objetivo avaliar se o estreitamento dos limites de controle de
resistência das cubas de +0,4/-0,3µΩ para +0,2/-0,2µΩ, na Linha 1 da sala de cubas da Alcoa
Poços de Caldas, irá ocasionar uma redução consistente e sustentável da tensão média de
operação das células eletrolíticas, minimizando assim o consumo de energia da planta e
melhorando o balanço térmico das cubas.

9
3.2- Objetivos específicos
Este trabalho tem por objetivos específicos:
1- Determinar se o novo valor para o Dead Band será suficiente para promover uma
redução significativa na tensão média de operação das células eletrolíticas, sem gerar
qualquer efeito indesejável;
2- Analisar se o estreitamento da banda morta irá promover alguma alteração na
quantidade de movimentação do ânodo (subidas e descidas);
3- Avaliar se a expansão do Dead Band durante os períodos de quebra é uma medida
eficaz para evitar o excesso de movimentação do barramento.
4- Revisão Bibliográfica
4.1- Processo de fabricação do alumínio
O processo de produção do alumínio metálico consiste em basicamente três etapas,
sendo estas a mineração da bauxita, a obtenção da alumina, e a produção do alumínio
propriamente dito.
4.1.1- Mineração da bauxita
A bauxita corresponde o principal minério do alumínio, sendo constituída por uma
mistura impura de minerais, como a sílica, o óxido de ferro, e o titânio, sendo que os mais
importantes são os óxidos de alumínio hidratado (Al2O3.3H2O) (MME, 2009).
Para a produção do alumínio, realiza-se inicialmente a mineração da bauxita, a qual
encontra-se depositada próximo à superfície do solo. Para tanto, é realizada a remoção
planejada da vegetação e do solo orgânico, os quais são armazenados para posterior
recuperação da área lavrada (MME, 2009).
O minério segue então para fábrica, onde passará pelo processo Bayer, através do qual
obter-se-á o óxido de alumínio.

10
4.1.2- Processo Bayer
O processo Bayer é o mais utilizado na produção do alumínio, sendo este constituído
pelas seguintes etapas: moagem, digestão, filtração/evaporação, precipitação e calcinação.
O minério bruto, resultante da mineração, geralmente se apresenta na forma de blocos
amorfos, o que dificulta seu processamento. Por isso, este passa inicialmente pelo processo de
moagem, que tem por intuito diminuir o tamanho dos mesmos, bem como por um separador
de impurezas, o qual detém raízes, pedaços de madeira e pedras.
A bauxita triturada segue para o processo de digestão, no qual ocorre a adição de
hidróxido de sódio para dissolver o óxido de alumínio presente no minério. Nesta etapa
origina-se o licor (ALCOA, 2010).
Este licor segue para o processo de clarificação no qual ocorre a separação da fase
sólida (insolúvel). Para isto, inicialmente realiza-se o espessamento do licor através da adição
de agentes floculantes que irão aumentar o teor de sólido no mesmo. O espessador é
constituído de duas saídas, sendo que no overflow sai o licor verde por transbordamento, e no
underflow são eliminadas as impurezas presentes.
O licor verde é então filtrado através de filtros-prensa de modo a diminuir as
impurezas que ainda estejam presentes no mesmo. Desta forma, origina-se o licor verde
clarificado. As impurezas retiradas neste processo juntamente com as eliminadas no
underflow formam a lama vermelha.
Por meio da troca térmica, ocorre o resfriamento do licor verde clarificado, e
aquecimento do licor usado na etapa de precipitação. O licor verde é então precipitado,
através da redução da temperatura do mesmo em um condensador barométrico, sendo
reconvertido em hidróxido de alumínio (ALCOA, 2010).
Nesta etapa, cristais de alumina são adicionados com o intuito de facilitar a
precipitação, uma vez que estas sementes atuam como agentes nucleantes. Cabe ressaltar que
este é o passo mais importante do processo Bayer, uma vez que a qualidade obtida pelo
hidrato resultará nas qualidades finais da alumina.
Por fim, ocorre o processo de calcinação, através do qual há a conversão do hidrato em
uma mistura cristalina de formas alotrópicas de óxido de alumínio (ALCOA, 2010). Nesta
etapa, o hidrato recém-chegado da precipitação é lavado, filtrado, secado, calcinado e
resfriado, produzindo um pó branco e refinado chamado alumina.

11
4.1.3- Processo Hall-Héroult
Para obtenção do alumínio metálico, deve-se realizar a eletrólise da alumina através do
processo Hall-Héroult, no qual ocorre a separação do oxigênio do óxido de alumínio. Esta
etapa é realizada em cubas eletrolíticas, as quais são atravessadas por uma corrente elétrica de
alta amperagem, tipicamente 100 a 350 kA, e com baixas voltagens, entre 4 a 5 volts (SILVA
2012).
Como a alumina se funde a elevadas temperaturas, aproximadamente 2060°C, é
necessário à utilização de um composto fundente, a criolita (Na3AlF6), o qual permite que a
reação ocorra em temperaturas mais baixas, reduzindo assim o gasto energético do processo.
Além da criolita, adiciona-se também o fluoreto de alumínio (AlF3), originando-se assim o
banho eletrolítico.
A cuba é constituída pelo cátodo, que corresponde ao revestimento de carbono ou
grafite da mesma, e o ânodo, que é produzido a partir do cozimento do briquete (mistura de
coque e piche). Cabe ressaltar que este último é consumido durante o processo de produção
do alumínio, uma vez que participa da reação e se desgasta.
O sódio e o flúor da criolita não são eletrolisados, pois seus potenciais de redução são
menores do que o do alumínio. Desta forma, ambos ficam presentes na solução, não se
misturando com o alumínio metálico. Abaixo seguem as reações que ocorrem no cátodo e no
ânodo.
No cátodo
4 𝐴𝑙+3𝑙 + 12 𝑒− → 4 𝐴𝑙0
𝑙 Equação 4.1.3-1
No ânodo
6𝑂−2 𝑔 → 12𝑒− + 302𝑔 Equação 4.1.3-2
3𝑂2𝑔 + 3𝐶𝑠 → 3𝐶𝑂2𝑔 Equação 4.1.3-3
Como pode ser observado, no ânodo ocorre a oxidação do oxigênio e a reação deste
com o carbono, formando gás carbônico. Já no cátion, o alumínio recebe os elétrons
provenientes do oxigênio, tornando-se alumínio metálico, que por ser mais denso que a
mistura de alumina e criolita, acumula-se no fundo da célula. O produto final é retirado
periodicamente da cuba através da sucção do mesmo para cadinhos.

12
Já os gases constituídos de fluoreto gasoso e materiais particulados são recuperados
através de sistemas de tratamento formados por reatores com alumina pura (SILVA, 2012).
Esta é então fluoretada e retorna para o processo.
Figura 4.1.3-1: Processo de redução do alumínio em uma cuba Sodëberg (SILVA, 2012).
4.2-Controle de resistência
O controle de resistência é de extrema importância no processo de redução, uma vez
que é utilizado para determinar a distância ânodo-cátodo (DAC). Esta corresponde à distância
física entre a superfície inferior do ânodo e a superfície superior da camada líquida de
alumínio, sendo assim responsável pela estabilidade da operação e o balanço térmico ideal
para cuba (ALCOA, 2005).
Este controle também é utilizado na determinação da entrada de modificadores, os
quais fornecem uma resistência temporária às cubas a fim de se eliminar distúrbios ocorridos
durante a operação (ALCOA, 2012).
Ressalta-se que a resistência corresponde a capacidade de um corpo se opor à
passagem de corrente elétrica, podendo ser calculada através da Lei de Ohm que relaciona a
tensão com a corrente elétrica.
No caso das cubas eletrolíticas, para determinar o valor da resistência, deve-se subtrair
da tensão total da cuba a tensão necessária para superar o efeito bateria da mesma (Bemf -
back electromotive force), conforme demonstrado na Equação 4.2-1. A força contra-
eletromotriz (Bemf) surge devido reações químicas que permanecem acontecendo na cuba
mesmo quando não há a passagem de corrente (ALCOA, 2005).
𝑅𝑒𝑠𝑖𝑠𝑡ê𝑛𝑐𝑖𝑎 𝑐𝑢𝑏𝑎 = 𝑉𝑜𝑙𝑡𝑎𝑔𝑒𝑚 𝑐𝑢𝑏𝑎 − 𝐵𝑒𝑚𝑓
𝐶𝑜𝑟𝑟𝑒𝑛𝑡𝑒 (𝑙𝑖𝑛 𝑎) Equação 4.2-1

13
A tensão corresponde à diferença de potencial, ou seja, consiste na força que empurra
a carga elétrica através do condutor, de modo a vencer a resistência do material, sendo
também conhecida por tensão elétrica (ALCOA, 2012).
Quando a cuba trabalha com uma tensão muito alta, ocorre a dissipação da energia na
forma de calor. Isto ocasiona o aumento da temperatura da cuba, e, consequentemente, a
perda de eficiência de corrente.
Além disso, ocorre também a diminuição da aresta da célula, a qual consiste em uma
proteção natural formada pelo recobrimento de banho eletrolítico congelado sobre o cátodo
(SILVA 2012), o que diminui a vida útil da mesma, uma vez que acarreta a exposição dos
blocos de catódicos e sua corrosão.
Já em operações com voltagens baixas, tem-se a diminuição da temperatura da cuba e
o crescimento da aresta. Com isso, a célula fica ruidosa e com ciclo prolongado de circulação
de metal, diminuindo assim a eficiência de corrente.
Logo, deve-se buscar a tensão ideal para manter a cuba trabalhando de forma estável,
bem como com uma produção significativa de alumínio, gastando o mínimo possível de
energia e com máxima eficiência de corrente.
Entretanto, como a tensão é muito sensível à variação de amperagem e resistência, o
controle desta torna-se de difícil execução, sendo assim realizado através do controle da
resistência.
4.2.1- Componentes de resistência em cubas eletrolíticas
4.2.1.1-Componente Bateria (Bemf ou VEXT)
A componente bateria apresenta valores fixos de tensão, os quais são independentes da
DAC na qual a cuba opera, bem como das reações eletroquímicas. Consiste em uma
combinação entre o potencial de decomposição da alumina e o “sobrepotencial” da reação do
ânodo, o qual funciona como um capacitor de longa duração, incluindo tanto as
sobrevoltagens do ânodo, quanto do cátodo (ALCOA, 2005).

14
4.2.1.2-Componente eletroquímica
Também denominada de tensão dos eletrodos, a componente eletroquímica é
independente da distância ânodo-cátodo (DAC), apresentando uma relação não linear com a
concentração de alumina, densidade de corrente e temperatura.
É causada pelas reações eletroquímicas no ânodo e cátodo, necessitando, assim, de
uma tensão extra para produzir metal a uma taxa aceitável. Esta componente é constituída por
uma série de subcomponentes, e possui forte influência da concentração da alumina no banho
eletrolítico. Cabe ressaltar que níveis mais baixos de alumina direcionam para maiores níveis
de tensão entre os eletrodos (SILVA, 2012).
4.2.1.3- Componente Ôhmica ou resistiva
Os componentes Ôhmicos de tensão correspondem as principais variáveis do controle
de resistência, utilizando para tal a movimentação do barramento anódico. Esta componente
sofre influência proporcional à DAC, densidade de corrente, e concentração de alumina no
banho (ALCOA, 2005).
Sabe-se que a densidade de corrente varia com a corrente total da linha e com a
geometria da cuba, porém nenhum destes dois itens se altera na maioria das situações, o que
faz com que a densidade de corrente possa ser desconsiderada do controle de tensão
(ALCOA, 2005).
Além disso, a resistividade do banho varia com a química do mesmo (alumina, ratio e
temperatura), entretanto, diversas técnicas são utilizadas de modo a evitar variações nesta, o
que faz com que esta variável também possa ser excluída do controle de resistência (ALCOA,
2005).
Por fim, tem-se os efeitos da DAC sobre as variações das voltagens ôhmicas, os quais
são relativamente fortes, fazendo assim com que mudanças nos valores de tensão da cuba
sejam interpretados como mudanças diretas na distância ânodo-cátodo (SILVA, 2012). Desta
forma, a DAC se caracteriza por ser a principal variável no controle de resistência.

15
4.2.2- Variáveis utilizadas no controle de resistência
Como dito anteriormente, deve-se manter a cuba com uma tensão ideal, e isto é
realizado através do controle de resistência que ocorre por meio da constante análise das telas
de controle.
Nestas pode-se observar a resistência alvo ou de trabalho, que consiste na soma entre o
modificador de resistência e a resistência base, a qual corresponde à resistência mínima
requerida para manter uma operação estável da cuba (ALCOA, 2012). Esta é recalculada pelo
computador toda vez que é medido e lançado no sistema valores de perdas ôhmicas, e seu
valor é obtido através da divisão entre a soma destas perdas pela corrente.
Cabe salientar que em uma cuba eletrolítica encontram-se as seguintes perdas
elétricas:
Perda Anódica: queda de tensão ocorrida no ânodo, medida do barramento do ânodo e
lado do ânodo em contato com o banho;
Perda Catódica: queda de tensão ocorrida no catodo, medida entre a superfície do
catodo (metal) e barramento catódico;
Perda Externa: queda de tensão ocorrida nos barramentos que ligam o catodo de uma
cuba e o ânodo de outra;
Perda de Grampo: queda de tensão ocorrida no contato entre barramento (grampo) e
pino.
Pode-se observar também nas telas de controle (Figura 4.2.2-1) a resistência real cujo
valor é obtido através da média de dados acumulados a cada 3 minutos (ciclo de ação),
fornecendo assim um resultado mais confiável para determinar a distância ânodo-cátodo, uma
vez que não sofre impacto da instabilidade (ruído) da cuba.
Cabe salientar que o ruído consiste em uma medida de variação do sinal de resistência
das cubas que ocorre devido à onda gerada pelo movimento do colchão de metal. Esta
aumenta de tamanho com o tempo devido à interação entre as forças magnéticas e a
gravidade. A onda faz com que ocorra curto-circuito entre ânodo e metal de modo que a
corrente passe sem realizar eletrólise, diminuindo assim a eficiência da cuba (ALCOA, 2005).
A resistência real deve permanecer dentro das bandas mortas (Dead Bands), que
correspondem o limite no qual o computador não move o barramento anódico. Caso a
resistência real permaneça acima do limite superior da banda ou abaixo, o computador aciona
o comando de descida e subida de barramento, respectivamente.

16
Figura 4.2.2-1: Figura do controle de resistência em uma cuba através do computador (ALCOA, 2005).
4.3- Projeto e Análise de Experimento (DOE)
O planejamento de experimento (DOE) é utilizado pelas empresas com o intuito de
melhorar a qualidade do processo continuamente, uma vez que realiza o estudo, de forma
eficiente e econômica, do efeito de vários fatores sobre uma variável de interesse
(MONTGOMERY; RUNGER, 2003).
Ou seja, o experimento projetado consiste em um teste, ou uma série de testes, nos
quais mudanças controladas são induzidas nas variáveis de entrada do processo ou sistema, de
maneira que seja possível observar e identificar as modificações geradas na variável resposta.
Através da identificação das causas que ocasionam falhas ou perdas de eficiência ou
qualidade nos processos, ações de melhorias podem ser empregadas para tornar o método
mais eficiente (MONTGOMERY; RUNGER, 2003) (SILVA, 2012).
Na figura 4.3-1 pode-se observar o modelo geral para um sistema qualquer de estudo.
Figura 4.3-1: Modelo geral de um experimento planejado (SILVA, 2012).
A grande vantagem deste modelo é a agilidade da obtenção de resultados, diminuindo
de forma significativa o número de experimentos necessários, o que acaba por ocasionar a

17
minimização dos custos, além de tornar as decisões mais assertivas e menos intuitivas
(SILVA, 2012).
Dentre as diversas técnicas de Planejamento e Análise de Experimentos, destaca-se o
plano fatorial 2k. Este se caracteriza por possuir múltiplos (k) fatores que influenciam nas
variáveis respostas do experimento, sendo que cada um apresenta apenas dois níveis,
requerendo assim a realização de 2x2x...x2 = 2k
observações diferentes.
Cabe ressaltar que os níveis dos fatores correspondem às condições de operação das
variáveis de controle do processo (fatores), ou seja, ao realizar os experimentos procura-se
determinar os níveis ótimos do fator de controle (SILVA, 2012), sendo que estes fatores
podem ser quantitativos (temperatura, pressão) ou qualitativos (máquinas, operadores)
(MONTGOMERY; RUNGER, 2003).
4.3.1- Planejamento 22
O modelo mais simples de planejamento experimental 2k
é o 22, no qual tem-se a
presença de dois fatores (A e B), todos eles com dois níveis. Estes últimos, geralmente,
correspondem ao nível baixo e alto do fator, os quais são demonstrados pelo sinal (-) e (+),
respectivamente (MONTGOMERY; RUNGER, 2003).
Os possíveis tratamentos podem ser representados através das letras minúsculas: (1),
a, b, ab. Assim, (1) é o tratamento correspondente aos menores níveis de A (-) e B (-), a
corresponde ao nível alto de A (+) e baixo de B (-), b corresponde ao nível alto de B (+) e
baixo de A (-), e ab corresponde a combinação dos níveis altos de A (+) e B (+).
Graficamente este modelo é representado por um quadrado, conforme demonstrado
pela Figura 4.3.1-1, no qual os vértices representam as 22 = 4 combinações de tratamentos.
Figura 4.3.1-1: Modelo de planejamento fatorial 2
2 (MONTGOMERY; RUNGER, 2003).
18
Resumidamente, pode-se dizer que a proposta deste ensaio é descobrir como a variável
resposta irá variar em relação a dois diferentes fatores de interesse.
Ao realizar este teste, todas as observações devem ser corridas em uma ordem
aleatória (MONTGOMERY; RUNGER, 2003). Assim, o experimento fatorial 22 corresponde
a um planejamento completamente aleatorizado.
A aleatorização consiste em uma técnica de planejamento experimental puramente
estatística, na qual a sequência dos ensaios e dos materiais que serão utilizados é ocasional.
Assim, os erros experimentais gerados por quaisquer variáveis não controláveis são
distribuídos ao longo de todo o procedimento, permitindo a análise estatística dos resultados
(MONTGOMERY; RUNGER, 2003).
Além disso, outro importante conceito neste experimento é o de repetição, o qual
consiste no processo de repetir cada uma das combinações (linhas) da matriz experimental sob
as mesmas condições de experimentação. Assim, é possível encontrar uma estimativa do erro
experimental, o que permite observar se as diferenças notadas entre os dados são
estatisticamente significativas.
Desta forma, as observações podem ser descritas pelo modelo estatístico linear abaixo:
𝑌𝑖𝑗𝑘 = 𝜇 + 𝜏𝑖 + 𝛽𝑗 + (𝜏𝛽)𝑖𝑗 + 𝜖𝑖𝑗𝑘 Equação 4.3.1-1
Para, i=1, 2,..., a; j=1, 2,..., b; e k=1, 2,..., n.
Neste,
𝑌𝑖𝑗𝑘 : valor da variável de resposta para cada tratamento;
𝜇: média dos resultados;
𝜏𝑖 : efeito principal do fator A;
𝛽𝑗 : efeito principal do fator B;
𝜏𝛽 𝑖𝑗 : efeito da interação entre A e B;
𝜖𝑖𝑗𝑘 : componente do erro aleatório (resíduo).
Os efeitos principais correspondem à mudança da resposta média quando o nível de
um fator é alterado de (-1) para (+1), mantendo o outro fator constante. O procedimento
consiste em multiplicar os resultados da coluna Yi pelos valores ±1 associados à coluna dos
fatores principais que se deseja estimar. Em seguida, os valores obtidos devem ser somados e
divididos pela metade do número de ensaios realizados (MONTGOMERY; RUNGER, 2003).

19
Ou seja, denotando-se A, B, e AB como sendo os efeitos dos fatores A, B, e da
interação, tem-se que os efeitos serão dados pela diferença entre as médias, conforme descrito
pelas equações abaixo:
𝐴 = ȳ𝐴+ − ȳ𝐴− =[𝑎𝑏+𝑎−𝑏−1]
2𝑛 Equação 4.3.1-2
𝐵 = ȳ𝐵+ − ȳ𝐵− =[𝑎𝑏+𝑏−𝑎−1]
2𝑛 Equação 4.3.1-3
𝐴𝐵 = ȳ𝐴+,𝐵+ − ȳ𝐴−,𝐵+ − (ȳ𝐴+,𝐵− − ȳ𝐴−,𝐵−) =[𝑎𝑏+1−𝑎−𝑏]
2𝑛 Equação 4.3.1-4
4.3.2- Análise de Variância
A análise de variância (ANOVA) é um procedimento que permite comparar vários
tratamentos simultaneamente. Para realizar este teste é necessário que a variável de interesse
apresente uma distribuição normal, os grupos sejam independentes, e a amostragem aleatória.
Esta análise pode ser usada para testar hipóteses sobre os efeitos principais dos fatores
A e B, e da interação AB, além de verificar se estes efeitos dos fatores e os efeitos das
interações são significativos (SILVA, 2012).
Desta forma, quando se realiza um experimento, os pesquisadores devem partir de
duas hipóteses:
1- Hipótese nula (𝐻0): parte do princípio de que não existe nenhuma diferença
significativa entre os fatores analisados de uma população e será sempre a hipótese
testada no experimento, ou seja, é tida como verdadeira até que provas estatísticas
indiquem o contrário;
2- Hipótese alternativa (𝐻1): parte do princípio de que será verdadeira caso a hipótese
nula seja considerada falsa. Esta hipótese sempre der ser antagônica à hipótese nula.
Desta forma, tem-se as seguintes hipóteses que devem ser testadas sobre os efeitos
principais e as possíveis interações:
a) 𝐻0 = 𝜏1 = 𝜏2 = ⋯ = 𝜏𝑎 = 0 (nenhum efeito principal do fator A);
𝐻1: no mínimo um 𝜏𝑖 ≠ 0
b) 𝐻0 = 𝛽1 = 𝛽2 = ⋯ = 𝛽𝑏 = 0 (nenhum efeito principal do fator B);
𝐻1: no mínimo um 𝛽𝑗 ≠ 0
c) 𝐻0 = 𝜏𝛽11 = 𝜏𝛽12 = ⋯ = 𝜏𝛽𝑎𝑏 = 0 (nenhuma interação);
𝐻1: no mínimo um 𝜏𝛽𝑖𝑗 ≠ 0

20
Entretanto, alguns cuidados devem ser tomados a fim de minimizar possíveis erros nas
decisões ou conclusões, como, por exemplo, se a hipótese nula for rejeitada quando ela é
verdadeira (erro tipo I), ou se a hipótese não for rejeitada quando ela é falsa (erro tipo II)
(SILVA, 2012). Para tanto, alguns parâmetros devem ser estimados, como, por exemplo, o
nível de significância α e o coeficiente de confiança β.
O nível de significância de uma amostra corresponde ao limite que se toma como base
para afirmar que um determinado desvio é decorrente ou não do acaso (UFPA, 2011).
Cabe ressaltar que este nível mostra a probabilidade de se cometer o erro tipo I.
Assim, os experimentadores devem decidir o nível de risco α que estão dispostos a tolerar, em
termos de rejeitar a hipótese nula quando ela for verdadeira. Ou seja, determina-se o tamanho
da região de rejeição da hipótese nula do experimento, o que faz com que os valores críticos
que dividem a região de rejeição e não-rejeição possam ser determinados. Comumente,
recomenda-se selecionar níveis de α ≤ 10% (MONTGOMERY; RUNGER, 2003).
Já o coeficiente de confiança corresponde ao complemento da probabilidade de um
erro tipo I, o qual é identificado como (1-α). Este, quando multiplicado por 100%, passa a
representar o nível de confiança do experimento. Assim, é possível afirmar se a média
aritmética da população é válida dentro de um intervalo, o que garante uma pequena
probabilidade do erro tipo II (MONTGOMERY; RUNGER, 2003), (SILVA, 2012).
A análise de variância testa as hipóteses apresentadas acima através da decomposição
da variabilidade total nos dados em partes que podem ser atribuídas aos tratamentos (variância
entre grupos) e ao erro experimental (variância dentro do grupo) (SILVA, 2012), (ANJOS,
2010). Desta forma, a variabilidade total pode ser calculada através da soma quadrática total
das observações, defina pela equação 4.3.2-1.
𝑆𝑄𝑇 = (𝑦𝑖𝑗𝑘 − ȳ… )2𝑛𝑘=1
𝑏𝑗=1
𝑎𝑖=1 Equação 4.3.2-1
Esta equação também pode ser descrita da seguinte forma simbólica:
𝑆𝑄𝑇𝑜𝑡𝑎𝑙 = 𝑆𝑄𝑇𝑟𝑎𝑡𝑎𝑚𝑒𝑛𝑡𝑜𝑠 + 𝑆𝑄𝑅𝑒𝑠 í𝑑𝑢𝑜𝑠 Equação 4.3.2-2
Dividindo cada uma das somas quadráticas pelo seu respectivo grau de liberdade,
obtêm-se as medidas quadráticas para os tratamentos e para o erro (resíduo). Ou seja:
𝑀𝑄 =𝑆𝑄
𝑛−1 Equação 4.3.2-3

21
Cabe ressaltar que os erros 𝜖𝑖𝑗𝑘 devem ser normais e independentemente distribuídos,
com média zero e variância 𝜎2. Na tabela abaixo pode-se observar a análise de variância para
um experimento fatorial com dois fatores.
Tabela 4.3.2-1: Análise de variância para um experimento Fatorial com dois fatores (SILVA, 2012).
Fator de Variação Soma
Quadrática
Graus de
Liberdade
Média Quadrática F0
A Tratamentos 𝑆𝑄𝐴 a-1 𝑀𝑄𝐴 =
𝑆𝑄𝐴
𝑎 − 1 𝐹0 =
𝑀𝑄𝐴
𝑀𝑄𝐸
B Tratamentos 𝑆𝑄𝐵 b-1 𝑀𝑄𝐵 =
𝑆𝑄𝐵
𝑏 − 1 𝐹0 =
𝑀𝑄𝐵
𝑀𝑄𝐸
Interação AB 𝑆𝑄𝐴𝐵 (a-1)(b-1) 𝑀𝑄𝐴𝐵 =
𝑆𝑄𝐴𝐵
(𝑎 − 1)(𝑏 − 1) 𝐹0 =
𝑀𝑄𝐴𝐵
𝑀𝑄𝐸
Erro 𝑆𝑄𝐸 ab(n-1) 𝑀𝑄𝐸 =
𝑆𝑄𝐸
𝑎𝑏𝑛 − 1
Total 𝑆𝑄𝑇 abn - 1
Desta forma, para testar se os efeitos dos fatores são iguais à zero, avaliando assim a
hipótese nula, deve-se medir a razão 𝐹0 =𝑀𝑄𝑇𝑟𝑎𝑡𝑎𝑚𝑒𝑛𝑡𝑜
𝑀𝑄𝑅𝑒𝑠 í𝑑𝑢𝑜, a qual apresenta uma distribuição F.
Assim, se 𝑓𝑐𝑎𝑙𝑐𝑢𝑙𝑎𝑑𝑜 > 𝑓𝑡𝑎𝑏𝑒𝑙𝑎𝑑𝑜 rejeita-se a hipótese nula, confirmando que existem
evidências de diferença significativa entre pelo menos um par de médias de tratamentos, ao
nível α de significância escolhido (SILVA, 2012), (ANJOS, 2010). Esta análise deve ser
realizada para os fatores A e B, bem como para a interação AB.
Destaca-se que o teste com a interação AB deve ser realizado primeiramente, uma vez
que se o efeito desta for significativo em relação a variável resposta, os efeitos principais dos
fatores envolvidos na interação podem não apresentar um valor prático interpretativo (SILVA,
2012), e, desta forma, trabalha-se unicamente com a interação.
Outra forma de avaliar a significância da estatística F é utilizar o p-valor, ou seja, se o
p-valor for menor que α, rejeita-se a hipótese de nulidade 𝐻0. Caso contrário, não rejeita-se
esta hipótese, demonstrado assim que não há evidências significativas entre os tratamentos
(ANJOS, 2010).

22
4.3.3- Análise residual
O resíduo (𝑒𝑖𝑗𝑘 ) consiste na diferença entre uma observação (𝑦𝑖𝑗𝑘 ) e o seu valor
ajustado a partir do modelo estatístico que está sendo utilizado (ŷ𝑖𝑗𝑘 ). Para o modelo
especificado, tem-se que ŷ𝑖𝑗𝑘 = ȳ𝑖𝑗 , logo o resíduo será obtido através da diferença entre as
observações e as médias das células correspondentes (MONTGOMERY; RUNGER, 2003).
Através da análise dos resíduos é possível verificar se as observações de um
experimento estão distribuídas de forma normal, conforme considerado pelo modelo
matemático de um planejamento aleatorizado, e com a mesma variância (MONTGOMERY;
RUNGER, 2003).
Para tanto, deve-se construir o gráfico de probabilidade normal dos resíduos, no qual
os pontos tendem a concentrar em torno da reta que passa através do centro do gráfico,
conforme demonstrado pela Figura 4.3.3-1, evidenciado, assim, que a distribuição de erros é
normal.
Figura 4.3.3-1: Gráfico de probabilidade normal dos resíduos
Desta forma, caso os dados apresentem tal distribuição, confirma-se que as
observações são independentes, não sofrendo interferência de fatores externos, validando
assim o modelo utilizado.
5- Material e Métodos
5.1- Escolha das variáveis (Parâmetros do experimento) e dos Níveis
Avaliados
Para determinar os parâmetros corretos a serem empregados neste experimento,
utilizou-se como referência testes similares executados nas plantas da Alcoa. Desta forma,
definiu-se os seguintes fatores para execução do Experimento Fatorial Completo 22:

23
1- Configuração do Dead Band;
A redução dos valores do Dead Band possibilita um ganho de voltagem sem reduzir a
performance da cuba. Ou seja, possibilita que a célula trabalhe com uma voltagem menor
(diminuição do limite superior) sem que ocorra o esmagamento do ânodo, uma vez que
utilizou de forma preventiva a diminuição do limite inferior.
2- Expansão do Dead Band durante o período de quebra
Entre os períodos de quebra ocorre uma redução na concentração de alumina do
banho, e, consequentemente, uma diminuição da resistividade do mesmo. Isto faz com que a
resistência aumente gradativamente, atingindo os maiores valores no momento antes da
quebra. Desta forma, o intuito da expansão da banda morta durante estes períodos é verificar
se esta evita um controle desnecessário da distância AC através da movimentação do
barramento. Esta expansão pode ser observada na Figura 5.1-1 abaixo.
Figura 5.1-1: Expansão do Dead Band durante o período de quebra.
Os níveis avaliados para cada fator, bem como suas combinações, estão presentes na
Tabela 5.1-1 e na Figura 5.1-2.
Tabela 5.1-1: Níveis e fatores estudados no experimento.
Fatores Níveis Avaliados
-1 +1
A Config. Dead Band +0.4/-0.3 +0.2/-0.2
B Expansão Durante Quebras Não Sim

24
Figura 5.1-2: Diagrama de cubo do Projeto Fatorial 2
2 e as possíveis combinações dos tratamentos.
5.2- Execução do teste
O teste foi realizado em 12 cubas da Linha 1, configuradas em grupos de 3 para cada
uma das combinações de tratamento, conforme demonstrado na Tabela 5.2-1. O experimento
ocorreu durante um período de três meses, sendo que a escolha das células foi realizada de
forma aleatória.
Tabela 5.2-1: Cubas selecionadas para o teste com as respectivas ações.
Cubas
Selecionadas
A- A+
Dead Band
+0.4/-0.3 Dead Band
+0.2/-0.2
B-
Sem
Exp
an
são
119 113
120 114
121 115
B +
Com
exp
an
são
122 116
123 117
124 118
Como citado anteriormente, a proposta deste teste é reduzir a resistência base das
cubas eletrolíticas, diminuindo assim a voltagem média de operação destas. Desta forma,
foram analisadas as seguintes variáveis respostas: voltagem e movimentação do barramento.

25
6-Resultados
Para realizar a análise dos resultados contou-se com o auxílio do software de tratamento
estatístico Minitab 16.
Na Tabela 6-1 pode-se observar o desempenho do teste em relação a algumas variáveis
relevantes da Sala de Cubas.
Tabela 6-1: Resultados encontrados para variáveis relevantes na Sala de Cubas, bem como suas respectivas
variações.
Para verificar o impacto apenas dos fatores de estudo sobre a variável resposta
analisou-se a variável Net Voltage, a qual representa a voltagem “líquida” do processo, uma
vez que esta é obtida através da subtração da voltagem referente à resistência base e a
presença de modificador, da voltagem total. Desta forma, observa-se que o estreitamento do
Dead Band teve um impacto positivo sobre a voltagem, sendo que os grupos A e AB
mostraram queda de tensão em torno de 15 mV. Entretanto, a expansão da banda não
apresentou um resultado significativo.
Em relação ao número de movimentações do barramento (subidas e descidas) percebe-
se que ocorreu o aumento do mesmo, tendo em torno de 8 descidas/dia e de 6 subidas/dia de
ânodo.
O Ruído SPPN está relacionado com a estabilidade da cuba, e, conforme demonstrado
pela Tabela 6-1, tanto o estreitamento da banda quanto a expansão do Dead Band no
momento da quebra não se mostraram eficazes em relação ao mesmo.
Já os impactos das modificações realizadas sobre o balanço térmico das células foram
avaliados através da temperatura de banho. Esta variável não apresentou resultados
satisfatórios para ambos os fatores testados, tendo um maior aumento no Grupo B.
Abaixo encontram-se separadamente os resultados das variáveis respostas analisadas.
26
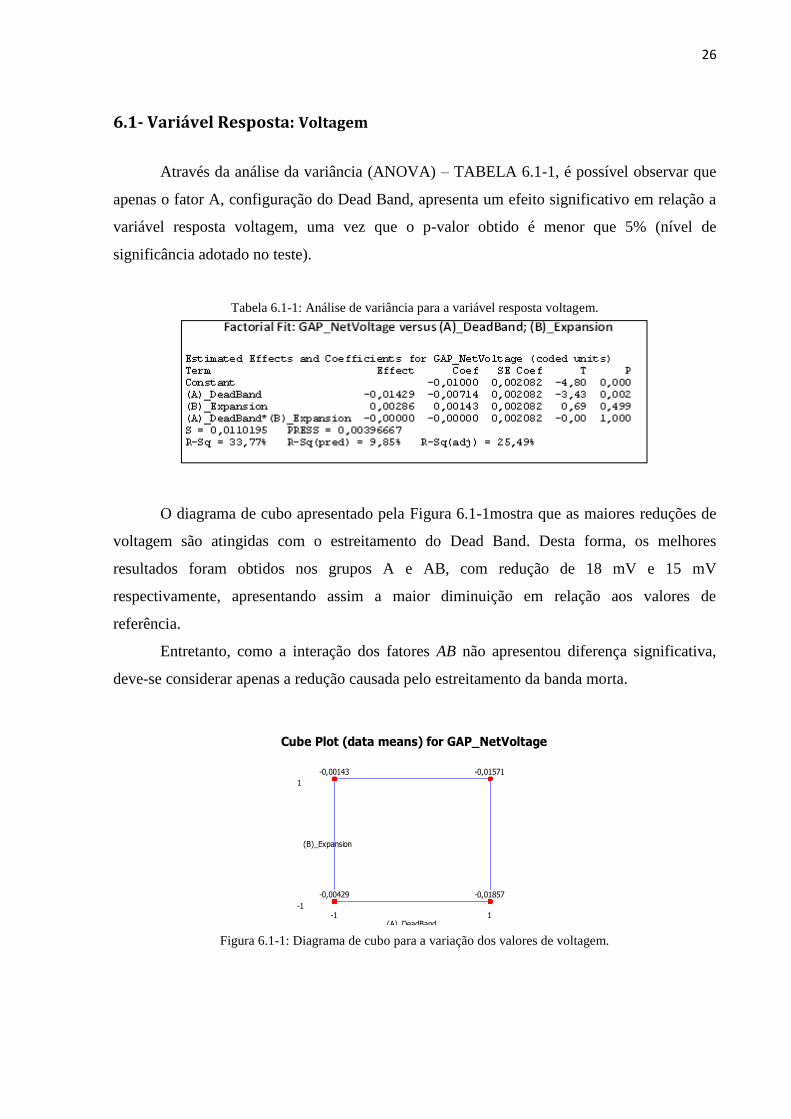
6.1- Variável Resposta: Voltagem
Através da análise da variância (ANOVA) – TABELA 6.1-1, é possível observar que
apenas o fator A, configuração do Dead Band, apresenta um efeito significativo em relação a
variável resposta voltagem, uma vez que o p-valor obtido é menor que 5% (nível de
significância adotado no teste).
Tabela 6.1-1: Análise de variância para a variável resposta voltagem.
O diagrama de cubo apresentado pela Figura 6.1-1mostra que as maiores reduções de
voltagem são atingidas com o estreitamento do Dead Band. Desta forma, os melhores
resultados foram obtidos nos grupos A e AB, com redução de 18 mV e 15 mV
respectivamente, apresentando assim a maior diminuição em relação aos valores de
referência.
Entretanto, como a interação dos fatores AB não apresentou diferença significativa,
deve-se considerar apenas a redução causada pelo estreitamento da banda morta.
Figura 6.1-1: Diagrama de cubo para a variação dos valores de voltagem.
1
-11-1
(B)_Expansion
(A)_DeadBand
-0,01571
-0,01857-0,00429
-0,00143
Cube Plot (data means) for GAP_NetVoltage

27
Desta forma, observa-se no Gráfico 6.1-1 a diminuição da tensão média das cubas com
bandas mortas mais estreitas (+0,2/-0,2 µΩ) em relação às cubas referência (+0,4/-0,3 µΩ).
Gráfico 6.1-1: Efeito do estreitamento do Dead Band na voltagem da cuba.
Diante da análise dos resíduos é possível avaliar se fatores externos influenciaram nos
resultados do teste. Como pode ser observados através da Figura 6.1-2, os resíduos
apresentaram uma distribuição normal, o que demonstra que a redução da voltagem foi
impactada apenas pelos fatores estudados, não sofrendo interferências externas, validando
assim o modelo utilizado.
Figura 6.1-2: Análise dos resíduos presentes no experimento referente à variável resposta Voltagem.
6.2- Variável Resposta: Movimentação do Barramento
De modo a verificar quais fatores eram significativos em relação a variável resposta
movimentação do barramento, realizou-se o teste de análise da variância (ANOVA) –
TABELA 6.2-1. Através desta é possível notar que apenas o fator A, configuração do Dead
Band, apresenta diferença significativa em pelo menos um par de médias dos seus
tratamentos, ao nível de significância de 5%.
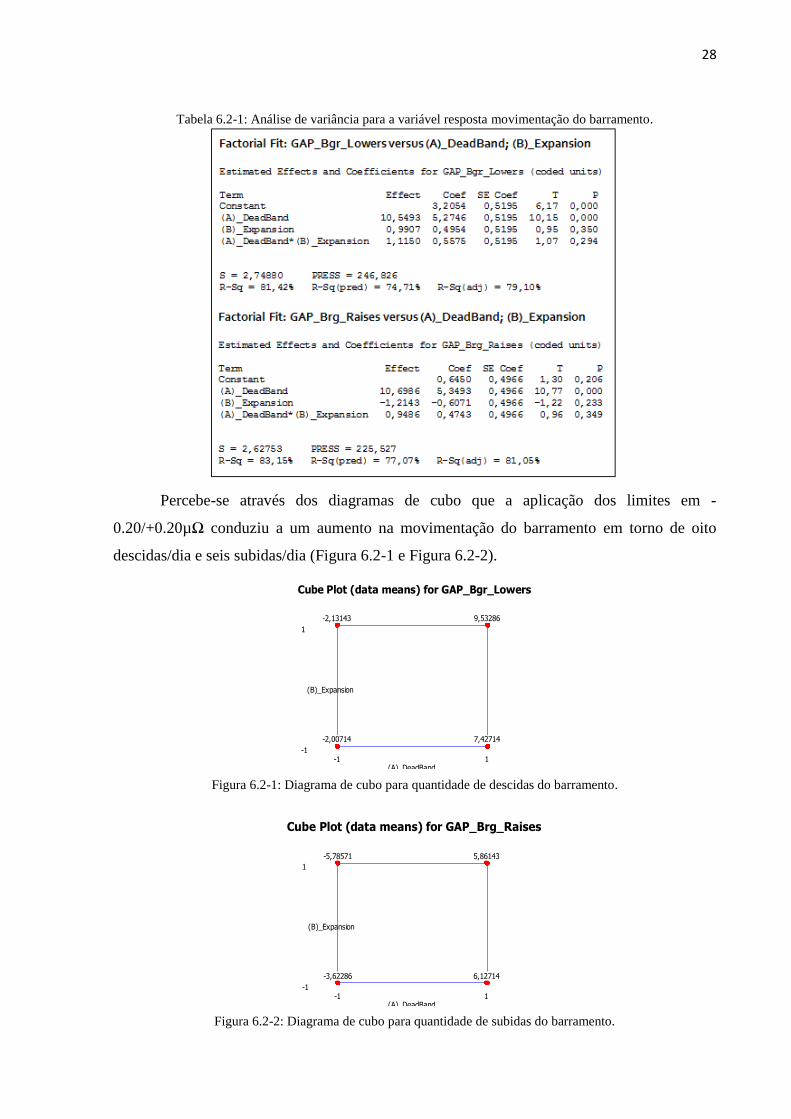
28
Tabela 6.2-1: Análise de variância para a variável resposta movimentação do barramento.
Percebe-se através dos diagramas de cubo que a aplicação dos limites em -
0.20/+0.20µΩ conduziu a um aumento na movimentação do barramento em torno de oito
descidas/dia e seis subidas/dia (Figura 6.2-1 e Figura 6.2-2).
Figura 6.2-1: Diagrama de cubo para quantidade de descidas do barramento.
Figura 6.2-2: Diagrama de cubo para quantidade de subidas do barramento.
1
-11-1
(B)_Expansion
(A)_DeadBand
9,53286
7,42714-2,00714
-2,13143
Cube Plot (data means) for GAP_Bgr_Lowers
1
-11-1
(B)_Expansion
(A)_DeadBand
5,86143
6,12714-3,62286
-5,78571
Cube Plot (data means) for GAP_Brg_Raises

29
Além disso, ao contrário do que se esperava, a configuração de expansão do Dead
Band durante as quebras parece não ser eficaz para controlar o número de movimentações,
uma vez que se percebe um aumento do número de movimentações em relação às cubas de
referência, conforme demonstrado pela figura abaixo.
Figura 6.2-3: Efeito do estreitamento do Dead Band na quantidade de descidas e subidas do barramento.
Através da análise dos resíduos (Figura 6.2-4) é possível avaliar que o aumento na
quantidade de movimentação do barramento foi impactado apenas pelos fatores estudados,
uma vez que tanto o gráfico de resíduos referente a descidas do barramento, quanto o
referente a subidas, apresentaram uma distribuição normal.
Figura 6.2-4: Análise dos resíduos presentes no experimento referente à variável resposta Movimentação do
Barramento, sendo que os gráficos superiores se referem ao número de decidas do barramento, enquanto os
inferiores referem-se às subidas do barramento.

30
7- Conclusão
Diante da análise dos dados obtidos é possível concluir que o estreitamento dos Dead
Bands para 0,20 µΩ tem um efeito positivo sobre a redução de voltagem, uma vez que houve
uma queda entre 10 e 15 mV nas cubas com bandas mortas mais estreitas em relação às cubas
referência.
Entretanto, apesar do efeito positivo sobre a tensão, este estreitamento conduziu a um
aumento expressivo das movimentações de ânodo no período avaliado, apresentando cerca de
oito movimentações por dia nas cubas com bandas mortas mais estreitas, não sendo assim
uma ferramenta eficaz no controle das movimentações.
A análise estatística mostra que, na configuração utilizada, nenhum ganho em relação
às movimentações de ânodo pôde ser contabilizada.
Desta forma, recomenda-se que uma nova configuração menos agressiva seja testada
para o controle de resistência, de modo a obter ganhos de voltagem relacionados ao
estreitamento dos Dead Bands, sem, no entanto, afetar rigorosamente a quantidade de
movimentações do barramento.
31
8- Referências Bibliográficas
ABAL. Associação brasileira de alumínio. Disponível em:<http://www.abal.org.br/>.
Acesso em 05/08/2013.
ALCOA. Sistema de controle de cubas e APG. Poços de Caldas, 2012.
ALCOA. Treinamento de controle de resistência. Poços de Caldas, 2005.
ALCOA. Treinamento processo Bayer. Poços de Caldas, 2010.
ALUMAR. História: Alumínio e alumina. Disponível em:<http://www.alumar.com.br/>.
Acesso em 15/07/2013.
ANJOS, A. dos. Capítulo 7: Análise de Variância. Disponível
em:<http://www.est.ufpr.br/ce003/material/cap7.pdf>. Acesso em 24/01/2014.
BNDES. A indústria do alumínio: estrutura e tendências. Disponível
em:<http://www.bndes.gov.br/SiteBNDES/export/sites/default/bndes_pt/Galerias/Arquivos/c
onhecimento/bnset/set3302.pdf>. Acesso em 01/12/2013.
GALDAMEZ, Edwin V. C.. Aplicação das técnicas de planejamento e análise de
experimentos na melhoria da qualidade de um processo de fabricação de produtos
plásticos. 2002. 121 f. Dissertação (Mestrado em Engenharia de Produção) – Escola de
Engenharia de São Carlos, Universidade de São Paulo, São Carlos. 2002.
MME. Relatório Técnico 22: Perfil da mineração de bauxita. Disponível
em:<http://www.mme.gov.br/sgm/galerias/arquivos/plano_duo_decenal/a_mineracao_brasilei
ra/P11_RT22_Perfil_da_Mineraxo_de_Bauxita.pdf>. Acesso em 10/08/2013.
MONTGOMERY, Douglas C.; RUNGER, George C.. Estatística Aplicada e Probabilidade
para Engenheiros. 2ª edição. Rio de Janeiro: LTC, 2003. 463 p.
SILVA, Fábio Vinícius Rocha e. Aplicação da metodologia de planejamento de
experimentos (DOE) para otimização do consumo energético no processo de produção
de alumínio. 2012. 109 f. Dissertação (Mestrado em Engenharia Química) – Centro de
Ciências e Tecnologia, Universidade Federal de Campina Grande, Campina Grande. 2012.
UFPA. Teste de hipóteses e significância. Disponível
em:<http://www.ufpa.br/dicas/biome/biotestes.htm>. Acesso em 15/12/2013.