lean office, atravÉs da ferramenta kaizen, no...
TRANSCRIPT

LEAN OFFICE, ATRAVÉS DA
FERRAMENTA KAIZEN, NO PROCESSO
DE VENDA DE AERONAVES
EXECUTIVAS DE UMA INDÚSTRIA
AERONÁUTICA: UM EXEMPLO DE
APLICAÇÃO.
Julia Garcia Fonseca (UFSCar)
Moacir Godinho Filho (UFSCar)
Este trabalho busca mostrar e analisar o Processo de Pedido de
Proposta/Contrato que viabiliza a Venda de Aeronaves Executivas de
uma empresa de grande porte do setor aeronáutico, através da ótica
Lean Office. O estudo é feito a partir da aplicação da ferramenta
Kaizen, que desenvolve um projeto de melhoria contínua focado na
redução dos desperdícios presentes, que são primordialmente
relacionados ao tempo e recursos. A redução das interações de 45
para 16, das áreas envolvidas de 10 para 3 e da duração do processo
de venda de 10 para 3 dias, são exemplos de resultados conseguidos
com o presente estudo, que utiliza a método descritivo como forma de
apresentação do trabalho. Deste modo, este artigo busca apresentar o
Lean Office como uma forma de gestão aprimorada, na qual se
beneficia da simplicidade e eficácia, aplicada a um contexto
empresarial complexo, fazendo-se mais com menos.
Palavras-chave: Lean, lean office, mentalidade enxuta, kaizen,
indústria aeronáutica.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
2
1. Introdução
Em um mundo cada vez mais globalizado, competitivo e em constante mutação, as
organizações tendem cada vez mais a adotarem modelos de gestão flexíveis, visando a
implementação de estratégias globais para se manterem competitivas e atingirem longevidade
no mercado atual (ALVES; PIRES; SARAIVA, 2012). Isto exige um planejamento para
promover a melhoria constante, minimizando erros, eliminando desperdícios, reduzindo
custos. Para isso, as organizações devem levar em conta fatores críticos como equipe
comprometida, liderança eficáz, metas alinhadas, e cultura de melhoria contínua, além de ter
entendimento pleno do ambiente interno e externo de seu negócio (YOSHIO; MUNIZ;
FARIA, 2012).
Diante desta realidade, muitas empresas tem adotado estratégias revolucionárias através de
sistemas de melhoria contínua, como o Lean Thinking (WOMACK e JONES, 1998), ou
Mentalidade Lean, que objetiva “fazer mais com menos”, poupando recursos e maximizando
resultados. A princípio sua metodologia era aplicada apenas em ambientes de manufatura,
Lean Manufacturing. Entretanto, em função de seu sucesso, esta metodologia se estendeu para
os ambientes administrativos, surgindo assim o Lean Office, que é a aplicação das métricas
Lean em ambientes de escritório (CARDOSO; ALVES, 2013). Assim sendo, da mesma forma
que na manufatura, o caminho é a eliminação de desperdícios existentes nos processos
administrativos.
Várias ferramentas Lean podem ser utilizadas para se estabelecer um processo de melhoria
contínua, dentre estas se destaca o Kaizen. Segundo Imai (1990), esta é uma ferramenta de
origem japonesa que remete à filosofia de mudança para melhor. Este princípio se apoia no
comprometimento e engajamento de todos no alcance de metas, tendo como base a
eliminação de desperdício nos processos, a redução de custos e a maximização dos resultados,
tanto no nível de processos quanto no nível sistêmico. Hoje em dia, a mentalidade Lean e a
ferramenta Kaizen vem sendo aplicadas não só nos processos produtivos, mas também em
todos os ambientes administrativos, sendo ambas as implementações uma novidade no setor
aeronáutico segundo a indústria estudada, que alega ser uma das pioneiras.
Portanto, o presente estudo apresenta como o Lean Office, através da ferramenta Kaizen, é
aplicado em um ambiente administrativo de uma indústria aeronáutica, e tem como finalidade
a eliminação dos desperdícios nos processos internos e externos do escritório, que possui

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
3
como principais entraves os desperdícios com tempo e recurso.
O objetivo do presente trabalho é mostrar e analisar a implementação do Lean Office no setor
de vendas de aeronaves executivas de uma empresa aeronáutica. Para isso, será analisado o
processo de pedido de proposta/contrato desta respectiva área, pois este foi constatado como o
de maior influência no processo de venda como um todo. Tal análise será feita em função de
algumas características do processo de implementação, a saber: desperdícios identificados,
medidas de desempenho utilizadas, implicações na equipe, recursos utilizados, resultados
obtidos e dificuldades enfrentadas.
Dessa forma, o artigo esta organizado em 5 sessões. A Seção 2 trata do referencial teórico de
Lean Office, a Seção 3 da metodologia de pesquisa aplicada, e a Seção 4 aborda o estudo de
caso, ou seja, o desenrolar do projeto Kaizen. Finalmente, a Sessão 5 apresenta a comparação
e conclusão, que aponta aspectos relevantes a respeito do presente estudo frente a outros casos
de implementação de Lean Office já encontrados na literatura, finalizando com a constatação
do alcance do objetivo principal deste trabalho.
2. Metodologia de Pesquisa
O presente trabalho visa dar consistência ao estudo sobre a redução dos desperdícios no
processo administrativo do setor de vendas, utilizando o Lean Office através da ferramenta
Kaizen. Seguindo as definições de Moresi (2003), este estudo apresenta natureza de caráter
aplicado, uma vez que ele tem aplicação prática na tentativa de solucionar problemas
específicos de um processo industrial, sendo algumas de suas propostas efetivamente
implementadas. A forma de abordagem do problema é majoritariamente qualitativa, pois o
ambiente natural é a principal fonte para coleta de dados, mesmo que haja algum uso de
recursos estatísticos. Ademais, conforme descrito por Gil (2007) quanto ao objetivo do
estudo, este envolve método de pesquisa de caráter descritivo, uma vez que se baseia em
técnicas de coleta de dados, entrevistas informais e observação do impacto da implementação
do Lean Office.
Quanto ao procedimento técnico, como definido por Fonseca (2002), o método mais
adequado é o estudo de caso, uma vez que a pesquisadora não participou ativamente da
implementação e sim realizou a pesquisa, conseguindo enxergar os resultados, posteriormente
analisando-os através dos dados concedidos, entrevistas pessoais e comparação teórica. Deste
modo, pode-se dizer que houve interação entre pesquisadora e objeto de pesquisa, visando

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
4
uma melhor interação e otimização do processo de negociação (YIN, 2005).
3. Referencial teórico
3.1 A Manufatura Enxuta
É no contexto do pós Segunda Guerra Mundial, no Japão, que ganha força o sistema Toyota
de Produção, também conhecido por Produção Enxuta. Surge da necessidade de superação
das diversas crises da década de 50, com ênfase para a crise do petróleo, em que empresas e
sociedades do mundo inteiro eram afetadas. Nesta época, Taiichi Ohno, vice-presidente, deixa
o sistema convencional e inova seu modelo de produção a partir do desenvolvimento e
aplicação do sistema Lean, que logrou reduzir e eliminar custos e desperdícios gerados
(SHINGO, 1996).
Segundo Marchwinski e Shook (2007), Lean significa “sem gorduras”, “enxuto”, “desprovido
de supérfluo”. Diversos termos são usados na linguagem Lean, que se originaram do sistema
Toyota de produção e que hoje são frequentemente utilizados em empresas que adotaram este
sistema. Assim, a partir deste sistema de produção, outros vêm evoluindo e se ajustando
conforme o surgimento de novas tecnologias e novas necessidades e tendências de mercado.
Assim, estes novos sistemas são criados por estudos e observações, a partir do envolvimento
de toda uma equipe colaborativa.
3.1.1 Os cinco princípios Lean
Womack e Jones (1998) definem cinco princípios para a implementação do pensamento
enxuto nas empresas. Os quatro primeiros princípios interagem entre si em um circulo
poderoso, enquanto o último rege os demais em busca da perfeição:
a) Especificação do valor do bem ou serviço, segundo especificação do cliente final;
b) Identificação da cadeia de valor do bem ou serviço;
c) Fazer com que fluxo de valor flua constantemente;
d) Deixar que o cliente puxe o produto, evitando desperdícios;
e) Perseguir a perfeição.
Neste contexto, as adaptações da manufatura enxuta às atividades de escritório, permitiu que
os princípios Lean pudessem ser aplicados tanto em ambiente de chão de fábrica, Lean
Manufacturing, quanto em ambiente administrativo, Lean Office, (LAGO; CARVALHO;
RIBEIRO, 2008), sendo que o último é o entorno em que se baseia o presente estudo.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
5
3.2 O sistema Lean Office
O pensamento enxuto tem obtido grandes resultados desde sua implementação pelas
indústrias automobilísticas. Hoje em dia, este princípio tem sido aplicado também nas áreas
administrativas de empresas, tendo em vista que 60% a 80% de todos os custos envolvidos
para satisfazer a demanda de um cliente são de natureza administrativa (TAPPING e
SHUKER, 2010). Entretanto, esta abordagem não caminha de forma independente dentro das
empresas, pois, de acordo com Oliveira (2007), é importante que as áreas administrativas
trabalhem integradas e em sintonia com a área fabril, pois elas estão conectadas e são
interdependentes.
A grande dificuldade da abordagem Lean Office é a sua subjetividade, já que tem um maior
envolvimento de fluxo de informação e conhecimento ao invés de máquinas, matérias-primas
e produtos, o que torna a identificação de desperdícios mais incerta. Apesar disso, os
resultados colhidos por empresas que começaram a trabalhar com os conceitos e ferramentas
Lean Office são relatados como satisfatórios. Como exemplo, Herzog (2003) cita a empresa
Americana Alcoa, que estende a implantação de seu sistema Toyota ao seu setor
administrativo e, alega que o segredo do sucesso é considerar a informação como um produto.
O ponto principal da abordagem Lean é utilizar ferramentas para eliminar as variações que
eventualmente ocorrem dentro dos processos existentes, seja no chão de fábrica como no
escritório (TAPPING E SHUKER, 2010). Estas ferramentas não só possibilitam a
implementação, como também dão suporte e manutenção. São algumas delas: filosofia
kaizen, prática dos 5S, padronização, controle visual, fluxo contínuo, trabalho em células,
programação nivelada, sincronização com o takt time, kanban, diagrama causa-efeito,
mapeamento do fluxo de valor, poka-yoke, os cinco porquês, produção puxada.
3.2.1 Os sete desperdícios no escritório
Os chamados sete desperdícios são classificados por Womack e Jones (1998). Apesar de
serem considerados clássicos da manufatura, eles também podem ser encontrados no
escritório, visto que representam uma problemática ainda maior neste ambiente. Tapping e
Shuker (2010) alegam que um ambiente administrativo desorganizado e com muitas
atividades desnecessárias além de causar custos, acaba por afetar o emocional dos
funcionários.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
6
Segundo os mesmos autores, os sete desperdícios podem ser adaptados para o ambiente
Office: superprodução, espera, transporte, processamento, movimentação, defeitos ou
correções, estoque.
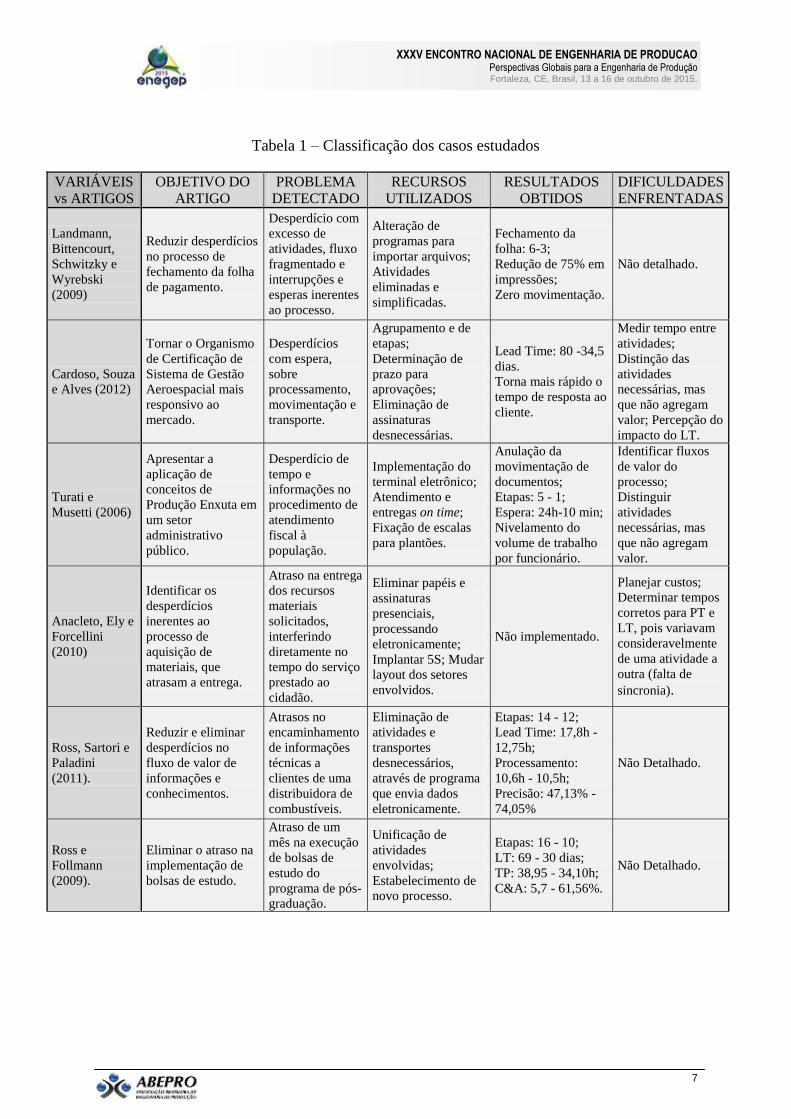
3.3 Casos de implementação de Lean Office na literatura
A fim de realizar uma comparação entre os resultados do presente estudo e outras
implementações de lean office, na fase inicial do presente trabalho realizou-se uma revisão da
literatura a respeito do tema no Brasil. A base de dado utilizada foi Google Scholar e as
palavras chave utilizadas foram lean office e casos práticos. Disso resultaram sete casos
práticos nacionais, os quais encontram-se no quadro 1. Nesse quadro encontram-se definidos
sucintamente os objetivos de cada trabalho, o problema detectado no estudo, os recursos
utilizados na implementação, os resultados obtidos e as dificuldades encontradas.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
7
Tabela 1 – Classificação dos casos estudados
VARIÁVEIS
vs ARTIGOS
OBJETIVO DO
ARTIGO
PROBLEMA
DETECTADO
RECURSOS
UTILIZADOS
RESULTADOS
OBTIDOS
DIFICULDADES
ENFRENTADAS
Landmann,
Bittencourt,
Schwitzky e
Wyrebski
(2009)
Reduzir desperdícios
no processo de
fechamento da folha
de pagamento.
Desperdício com
excesso de
atividades, fluxo
fragmentado e
interrupções e
esperas inerentes
ao processo.
Alteração de
programas para
importar arquivos;
Atividades
eliminadas e
simplificadas.
Fechamento da
folha: 6-3;
Redução de 75% em
impressões;
Zero movimentação.
Não detalhado.
Cardoso, Souza
e Alves (2012)
Tornar o Organismo
de Certificação de
Sistema de Gestão
Aeroespacial mais
responsivo ao
mercado.
Desperdícios
com espera,
sobre
processamento,
movimentação e
transporte.
Agrupamento e de
etapas;
Determinação de
prazo para
aprovações;
Eliminação de
assinaturas
desnecessárias.
Lead Time: 80 -34,5
dias.
Torna mais rápido o
tempo de resposta ao
cliente.
Medir tempo entre
atividades;
Distinção das
atividades
necessárias, mas
que não agregam
valor; Percepção do
impacto do LT.
Turati e
Musetti (2006)
Apresentar a
aplicação de
conceitos de
Produção Enxuta em
um setor
administrativo
público.
Desperdício de
tempo e
informações no
procedimento de
atendimento
fiscal à
população.
Implementação do
terminal eletrônico;
Atendimento e
entregas on time;
Fixação de escalas
para plantões.
Anulação da
movimentação de
documentos;
Etapas: 5 - 1;
Espera: 24h-10 min;
Nivelamento do
volume de trabalho
por funcionário.
Identificar fluxos
de valor do
processo;
Distinguir
atividades
necessárias, mas
que não agregam
valor.
Anacleto, Ely e
Forcellini
(2010)
Identificar os
desperdícios
inerentes ao
processo de
aquisição de
materiais, que
atrasam a entrega.
Atraso na entrega
dos recursos
materiais
solicitados,
interferindo
diretamente no
tempo do serviço
prestado ao
cidadão.
Eliminar papéis e
assinaturas
presenciais,
processando
eletronicamente;
Implantar 5S; Mudar
layout dos setores
envolvidos.
Não implementado.
Planejar custos;
Determinar tempos
corretos para PT e
LT, pois variavam
consideravelmente
de uma atividade a
outra (falta de
sincronia).
Ross, Sartori e
Paladini
(2011).
Reduzir e eliminar
desperdícios no
fluxo de valor de
informações e
conhecimentos.
Atrasos no
encaminhamento
de informações
técnicas a
clientes de uma
distribuidora de
combustíveis.
Eliminação de
atividades e
transportes
desnecessários,
através de programa
que envia dados
eletronicamente.
Etapas: 14 - 12;
Lead Time: 17,8h -
12,75h;
Processamento:
10,6h - 10,5h;
Precisão: 47,13% -
74,05%
Não Detalhado.
Ross e
Follmann
(2009).
Eliminar o atraso na
implementação de
bolsas de estudo.
Atraso de um
mês na execução
de bolsas de
estudo do
programa de pós-
graduação.
Unificação de
atividades
envolvidas;
Estabelecimento de
novo processo.
Etapas: 16 - 10;
LT: 69 - 30 dias;
TP: 38,95 - 34,10h;
C&A: 5,7 - 61,56%.
Não Detalhado.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
8
Silva, Bastos,
Chaves e
Lamas (2012).
Identificar, analisar e
eliminar os
desperdícios no
processo de
documentação de
uma indústria
automobilística.
Desperdício por
retrabalho,
atrasos por
espera, excesso
de atividades e
não
sincronização
dentre elas.
Realocação de
atividades e
responsabilidades;
Check-list para triar
requisitos; União,
eliminação e
paralelismo de
atividades.
Eixos de atividades:
33 - 31;
Pessoal: 12 - 10;
TRA: 11h57 - 7h55;
TP: redução de 14
dias.
Diferenciação das
atividades que não
agregam valor
daquelas
necessárias, mas
que não agregam
valor.
Fonte: O Autor
4. Estudo de caso
Para a elaboração do presente trabalho foi estudado o processo de pedido de proposta/contrato
sob a ótica do Lean Office, sendo que a implementação de tal metodologia se deu através de
um projeto Kaizen e suas ferramentas (elaboração do A3, tabela de controle de metas,
mapeamento do fluxo do processo, diagrama de espaguete e jornal kaizen). Sendo assim, o
projeto teve início em Março de 2014 e foi desenvolvido por quatro meses, até meados de
Julho, como ilustra o cronograma do projeto a seguir.
Figura 1 – Semana
Kaizen
Definição Preparação Execução Padronização Sustentação
Fonte: A Empresa
4.1 A3
Esta ferramenta auxiliou a definir o escopo do projeto, equipe colaboradora e metas, e
também a agrupar informações gerais do projeto, tais como fluxo do processo, problemas
existentes e oportunidades de melhoria. Desta forma, apesar deste processo apresentar fluxo
de poucas etapas (atualização da disponibilidade de aeronaves, análise de jatos disponíveis,
seleção de jato requisitado e solicitação de proposta/contrato), o estudo do mesmo detectou
diversos problemas. Os principais foram: solicitação incompleta ou incorreta de documento,
dependência do servidor à sincronização, retrabalhos na emissão de documento, comunicação
falha, lentidão no processamento de informações, inexistência histórico de solicitações e não
alinhamento entre áreas envolvidas no processo.
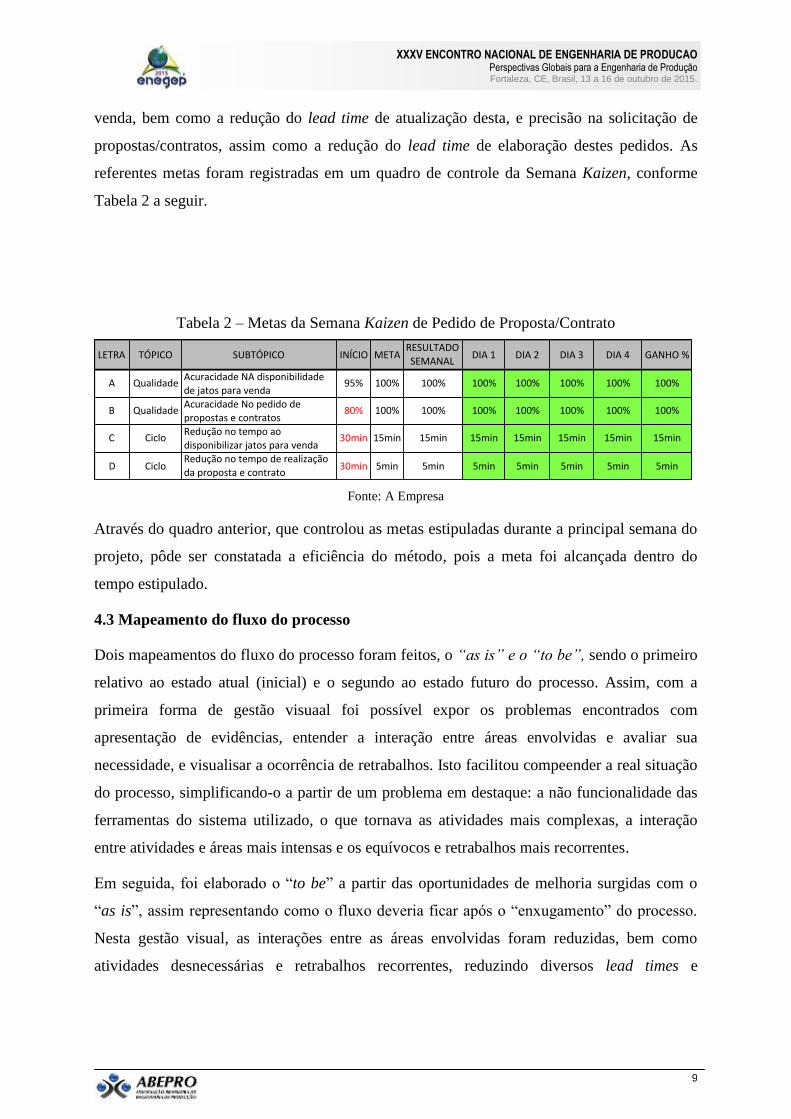
4.2 Metas do projeto
Tendo como base as informações descritas no A3, as metas dos projetos foram mais
facilmente identificadas e estipuladas, a saber: acurácia na disponibilidade de jatos para
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
9
venda, bem como a redução do lead time de atualização desta, e precisão na solicitação de
propostas/contratos, assim como a redução do lead time de elaboração destes pedidos. As
referentes metas foram registradas em um quadro de controle da Semana Kaizen, conforme
Tabela 2 a seguir.
Tabela 2 – Metas da Semana Kaizen de Pedido de Proposta/Contrato
LETRA TÓPICO SUBTÓPICO INÍCIO METARESULTADOSEMANAL
DIA1 DIA2 DIA3 DIA4 GANHO%
A QualidadeAcuracidadeNAdisponibilidadedejatosparavenda
95% 100% 100% 100% 100% 100% 100% 100%
B QualidadeAcuracidadeNopedidodepropostasecontratos
80% 100% 100% 100% 100% 100% 100% 100%
C CicloReduçãonotempoao
disponibilizarjatosparavenda30min 15min 15min 15min 15min 15min 15min 15min
D CicloReduçãonotempoderealização
dapropostaecontrato30min 5min 5min 5min 5min 5min 5min 5min
Fonte: A Empresa
Através do quadro anterior, que controlou as metas estipuladas durante a principal semana do
projeto, pôde ser constatada a eficiência do método, pois a meta foi alcançada dentro do
tempo estipulado.
4.3 Mapeamento do fluxo do processo
Dois mapeamentos do fluxo do processo foram feitos, o “as is” e o “to be”, sendo o primeiro
relativo ao estado atual (inicial) e o segundo ao estado futuro do processo. Assim, com a
primeira forma de gestão visuaal foi possível expor os problemas encontrados com
apresentação de evidências, entender a interação entre áreas envolvidas e avaliar sua
necessidade, e visualisar a ocorrência de retrabalhos. Isto facilitou compeender a real situação
do processo, simplificando-o a partir de um problema em destaque: a não funcionalidade das
ferramentas do sistema utilizado, o que tornava as atividades mais complexas, a interação
entre atividades e áreas mais intensas e os equívocos e retrabalhos mais recorrentes.
Em seguida, foi elaborado o “to be” a partir das oportunidades de melhoria surgidas com o
“as is”, assim representando como o fluxo deveria ficar após o “enxugamento” do processo.
Nesta gestão visual, as interações entre as áreas envolvidas foram reduzidas, bem como
atividades desnecessárias e retrabalhos recorrentes, reduzindo diversos lead times e

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
10
aumentando a eficiência do processo a partir da troca do sistema computacional utilizado na
área de vendas.
As Figuras 2 e 3 ilustram os dois fluxogramas utilizados e permite compara-los.
Figura 2 – “AS IS” Figura 3 – “ TO BE
Fonte: A Empresa Fonte: A Empresa
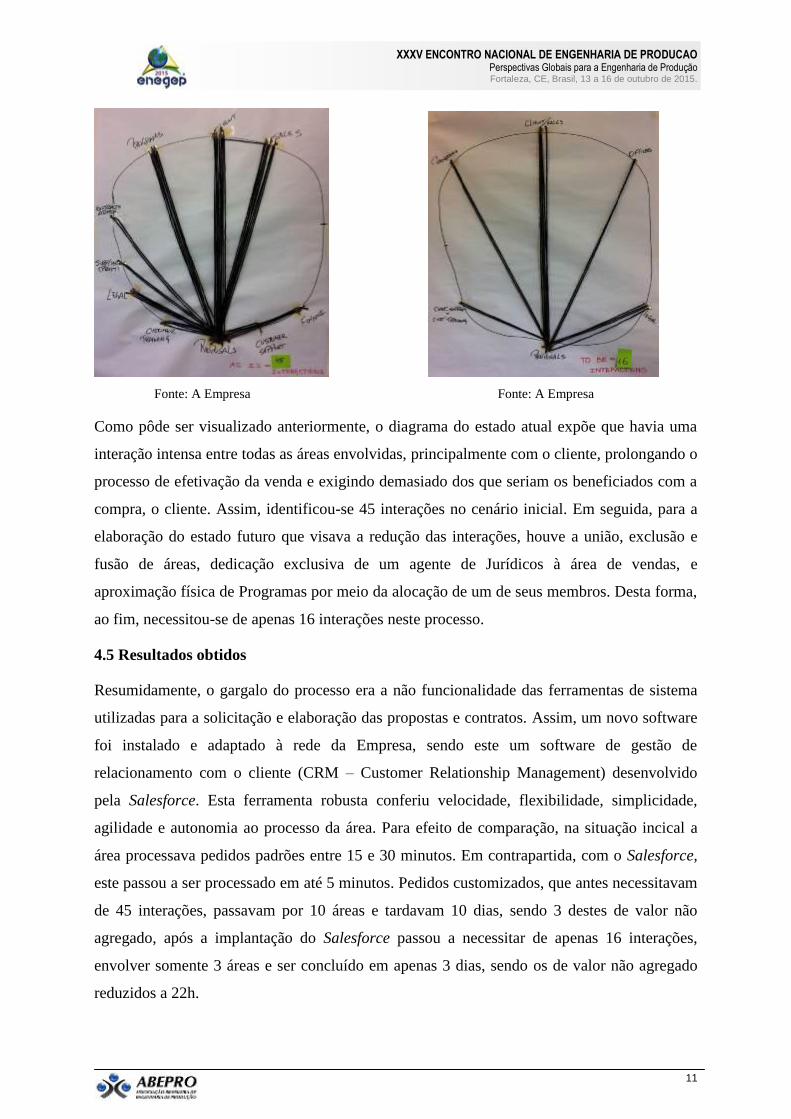
4.4 Diagrama de espaguete
Este diagrama do processo permite visualizar as interações entre as áreas da Empresa e o
Cliente. Desta forma, assim como no mapeamento, elaborou-se a situação atual e a futura,
como ilustra as Figuras 4 e 5 a seguir.
Figura 4 – Estado Atual Figura 5 – Estado Futuro
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
11
Fonte: A Empresa Fonte: A Empresa
Como pôde ser visualizado anteriormente, o diagrama do estado atual expõe que havia uma
interação intensa entre todas as áreas envolvidas, principalmente com o cliente, prolongando o
processo de efetivação da venda e exigindo demasiado dos que seriam os beneficiados com a
compra, o cliente. Assim, identificou-se 45 interações no cenário inicial. Em seguida, para a
elaboração do estado futuro que visava a redução das interações, houve a união, exclusão e
fusão de áreas, dedicação exclusiva de um agente de Jurídicos à área de vendas, e
aproximação física de Programas por meio da alocação de um de seus membros. Desta forma,
ao fim, necessitou-se de apenas 16 interações neste processo.
4.5 Resultados obtidos
Resumidamente, o gargalo do processo era a não funcionalidade das ferramentas de sistema
utilizadas para a solicitação e elaboração das propostas e contratos. Assim, um novo software
foi instalado e adaptado à rede da Empresa, sendo este um software de gestão de
relacionamento com o cliente (CRM – Customer Relationship Management) desenvolvido
pela Salesforce. Esta ferramenta robusta conferiu velocidade, flexibilidade, simplicidade,
agilidade e autonomia ao processo da área. Para efeito de comparação, na situação incical a
área processava pedidos padrões entre 15 e 30 minutos. Em contrapartida, com o Salesforce,
este passou a ser processado em até 5 minutos. Pedidos customizados, que antes necessitavam
de 45 interações, passavam por 10 áreas e tardavam 10 dias, sendo 3 destes de valor não
agregado, após a implantação do Salesforce passou a necessitar de apenas 16 interações,
envolver somente 3 áreas e ser concluído em apenas 3 dias, sendo os de valor não agregado
reduzidos a 22h.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
12
A seguir, as Figuras 6, 7, 8 e 9 retratam o antes e o depois de cada situação melhorada:
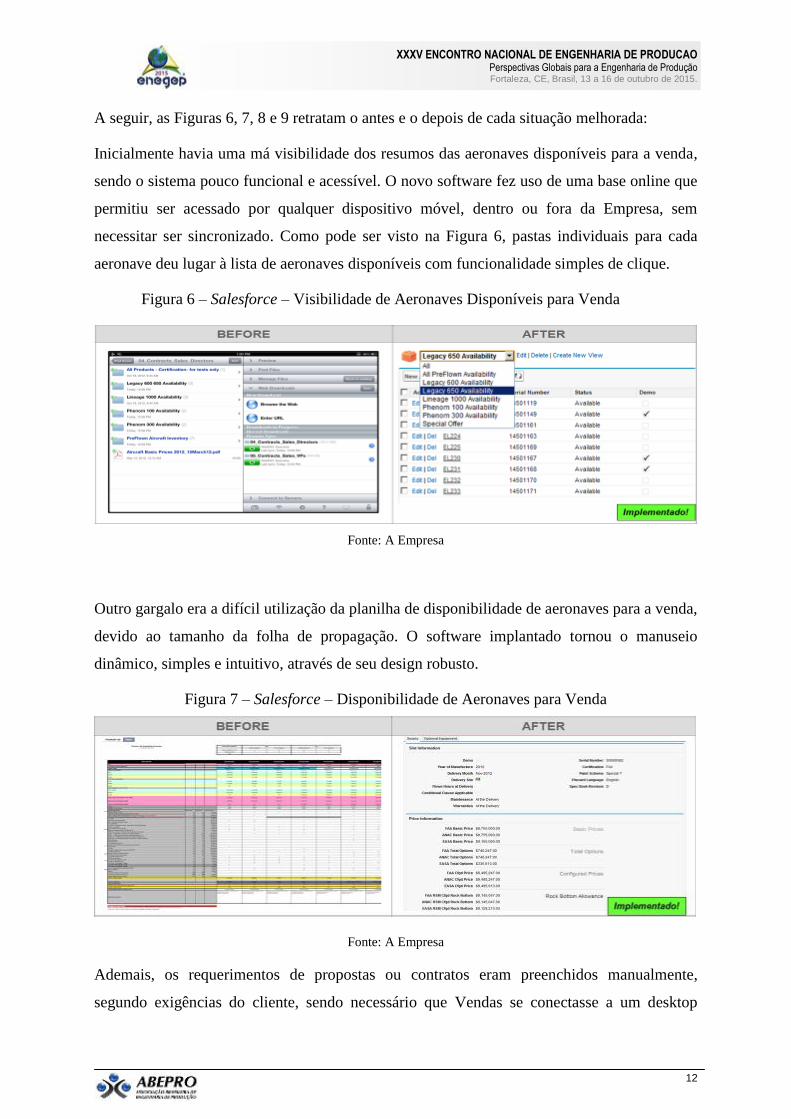
Inicialmente havia uma má visibilidade dos resumos das aeronaves disponíveis para a venda,
sendo o sistema pouco funcional e acessível. O novo software fez uso de uma base online que
permitiu ser acessado por qualquer dispositivo móvel, dentro ou fora da Empresa, sem
necessitar ser sincronizado. Como pode ser visto na Figura 6, pastas individuais para cada
aeronave deu lugar à lista de aeronaves disponíveis com funcionalidade simples de clique.
Figura 6 – Salesforce – Visibilidade de Aeronaves Disponíveis para Venda
Fonte: A Empresa
Outro gargalo era a difícil utilização da planilha de disponibilidade de aeronaves para a venda,
devido ao tamanho da folha de propagação. O software implantado tornou o manuseio
dinâmico, simples e intuitivo, através de seu design robusto.
Figura 7 – Salesforce – Disponibilidade de Aeronaves para Venda
Fonte: A Empresa
Ademais, os requerimentos de propostas ou contratos eram preenchidos manualmente,
segundo exigências do cliente, sendo necessário que Vendas se conectasse a um desktop

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
13
remoto para acessar a base de dados privada e assim anexar a planilha preenchida no e-mail
destinado ao cliente. O método era, então, restrito, não online, propenso a erros e à falta de
informações necessárias. Para este gargalo, o Salesforce proporcionou trabalhar com uma
base online e permitiu o acesso por tablets, tornando-o mais usual, além de ter estipulado
campos obrigatórios de preenchimento e links com a visibilidade de aeronaves à venda. O
documento requerido passou a ser iniciado diretamente do Sumário de Aeronaves Disponíveis
para Venda, através desta ligação direta com a visibilidade de aeronaves disponíveis. Vide
Figura 8, a seguir.
Figura 8 – Salesforce – Solicitação e Elaboração de Proposta/Contrato
Fonte: A Empresa
Finalmente, como nunca houve um histórico de pedido de vendas, o novo software
desenvolveu um rastreamento com visibilidade online deste histórico de vendas, baseado na
atualização automática sempre que realizado novos pedidos.
Figura 9 – Salesforce – Histórico de Pedido de Venda de Aeronaves
Fonte: A Empresa
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
14
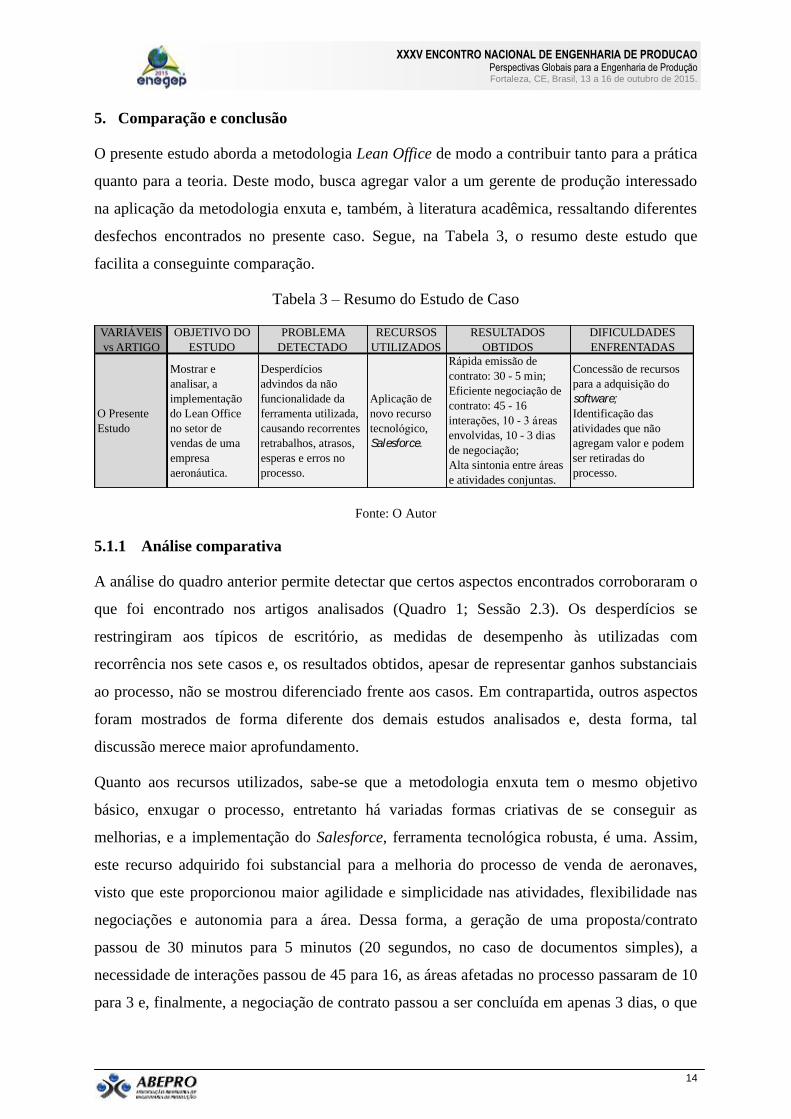
5. Comparação e conclusão
O presente estudo aborda a metodologia Lean Office de modo a contribuir tanto para a prática
quanto para a teoria. Deste modo, busca agregar valor a um gerente de produção interessado
na aplicação da metodologia enxuta e, também, à literatura acadêmica, ressaltando diferentes
desfechos encontrados no presente caso. Segue, na Tabela 3, o resumo deste estudo que
facilita a conseguinte comparação.
Tabela 3 – Resumo do Estudo de Caso
VARIÁVEIS
vs ARTIGO
OBJETIVO DO
ESTUDO
PROBLEMA
DETECTADO
RECURSOS
UTILIZADOS
RESULTADOS
OBTIDOS
DIFICULDADES
ENFRENTADAS
O Presente
Estudo
Mostrar e
analisar, a
implementação
do Lean Office
no setor de
vendas de uma
empresa
aeronáutica.
Desperdícios
advindos da não
funcionalidade da
ferramenta utilizada,
causando recorrentes
retrabalhos, atrasos,
esperas e erros no
processo.
Aplicação de
novo recurso
tecnológico,
Salesforce.
Rápida emissão de
contrato: 30 - 5 min;
Eficiente negociação de
contrato: 45 - 16
interações, 10 - 3 áreas
envolvidas, 10 - 3 dias
de negociação;
Alta sintonia entre áreas
e atividades conjuntas.
Concessão de recursos
para a adquisição do
software;
Identificação das
atividades que não
agregam valor e podem
ser retiradas do
processo.
Fonte: O Autor
5.1.1 Análise comparativa
A análise do quadro anterior permite detectar que certos aspectos encontrados corroboraram o
que foi encontrado nos artigos analisados (Quadro 1; Sessão 2.3). Os desperdícios se
restringiram aos típicos de escritório, as medidas de desempenho às utilizadas com
recorrência nos sete casos e, os resultados obtidos, apesar de representar ganhos substanciais
ao processo, não se mostrou diferenciado frente aos casos. Em contrapartida, outros aspectos
foram mostrados de forma diferente dos demais estudos analisados e, desta forma, tal
discussão merece maior aprofundamento.
Quanto aos recursos utilizados, sabe-se que a metodologia enxuta tem o mesmo objetivo
básico, enxugar o processo, entretanto há variadas formas criativas de se conseguir as
melhorias, e a implementação do Salesforce, ferramenta tecnológica robusta, é uma. Assim,
este recurso adquirido foi substancial para a melhoria do processo de venda de aeronaves,
visto que este proporcionou maior agilidade e simplicidade nas atividades, flexibilidade nas
negociações e autonomia para a área. Dessa forma, a geração de uma proposta/contrato
passou de 30 minutos para 5 minutos (20 segundos, no caso de documentos simples), a
necessidade de interações passou de 45 para 16, as áreas afetadas no processo passaram de 10
para 3 e, finalmente, a negociação de contrato passou a ser concluída em apenas 3 dias, o que

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
15
antes durava 10 dias em média.
Sobre as dificuldades encontradas ao longo do Kaizen, a principal diz respeito à concessão da
aquisição do novo software, pois este implicava em gastos superiores aos estipulados pela alta
gerência. Desta forma, diferentemente dos demais casos abordados, esta variável extrapolava
os limites das dificuldades internas ao processo, não dependendo apenas da equipe envolvida.
Ademais, a definição de atividades que agregam ou não valor ao processo, apesar de ter
envolvido discussões consideráveis, não é um aspecto diferencial por se apresentar em quase
todos os casos estudados.
5.2 Conclusão
O presente estudo apresentou com satisfação a eficiência da aplicação do Lean Office no
Processo de Venda de Aeronaves Executivas de uma empresa aeronáutica. A melhoria foi
alcançada através do Kaizen, que demonstrou-se forte ferramenta estratégica para promover a
melhoria contínua por meio da minimização de erros, eliminação de desperdícios e redução de
custos. A dedicação, o comprometimento e o envolvimento da equipe foi um dos principais
quesitos que tornou esse projeto não só possível como eficaz.
Deste modo, espera-se que o presente estudo tenha tido relevância tanto para a prática quanto
para a teoria, e ainda que tenha conseguido demonstrar o Lean Office como uma metodologia
simples e eficaz, que alcança grandes resultados através de pequenas decisões. Em outras
palavras, se faz mais com menos. A comparação com outros trabalhos de mesma abordagem
teve o intuito de alavancar o conhecimento adquirido, demonstrando que os resultados
advindos da aplicação do Lean Office podem ser alcançados de diversas maneiras, podendo
promover distintas contribuições mesmo que possuam mesma essência.
Como sugestão para trabalhos futuros sobre o assunto, seria interessante o estudo de ações de
sustentação de melhorias adquiridas com aplicação do Kaizen, sob a ótica Lean, em processos
administrativos, a fim de evitar que melhorias obtidas regridam após o projeto.
REFERÊNCIAS
ALVES, Ana Rolo; PIRES, António Ramos; SARAIVA, Margarida. Qualidade e Inovação Organizacional na
Gestão da Cadeia de Abastecimento. TMQ – Techniques, Methodologies and Quality, Lisboa, 2012.
ANACLETO, Cristiane Alves; ELY, Daniela Matschulat; FORCELLINI, Fernando Antonio. Diagnóstico de um
processo de compras de uma empresa do setor public sob a ótica do lean office. XXX Encontro Nacional de
Engenharia de Produção, São Carlos, 2010.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
16
CARDOSO, Grasiele Oliveira Alves; SOUZA, Joao Paulo Estevam de; ALVES, Joao Murta. Lean office
aplicado em um processe de auditoria de certificação de sistema de gestão de qualidade aeroespacial. XXXII
Encontro Nacional de Engenharia de Produção, Bento Gonçalves, 2013.
CARDOSO, G. O. A; ALVES, J. M. Análise crítica da implementação do Lean Office: um estudo de casos
múltiplos. GEPROS. Gestão da Produção, Operações e Sistemas, Bauru, Ano 8, nº 1, p. 23-35, 2013.
FONSECA, J. J. S. Metodologia da pesquisa científica. Fortaleza: UEC, 2002. Apostila.
GIL, A. C. Como elaborar projetos de pesquisa. 4. ed. São Paulo: Atlas, 2007.
IMAI, M. (1990). Kaizen: A Estratégia para o Sucesso Competitivo. 3ª Edição,São Paulo: Instituto de
Movimentação e Armazenagem de Materiais - IMAM.
LAGO, N.; CARVALHO, D.; RIBEIRO, L. M. M. Lean Office. Revista Fundição. p.6-8. 1º e 2º tri. 2008.
LANDMANN, Raul; BITTENCOURTT, Envandro; SCHWITZKY, Marcelo; WYREBSKI, Jerzy. Lean office:
aplicação da mentalidade enxuta em processos administrativos de uma empresa do setor metal-mecânico. XXIX
Encontro Nacional de Engenharia de Produção, Salvador, 2009.
MORESI, E. Metodologia de pesquisa. Brasília, 2003.
ROOS, Cristiano; SARTORI, Simone; PALADINI, Edson Pacheco. Uma abordagem do lean office para reduzir
e eliminar desperdícios no fluxo de valor de informações e conhecimentos. XXXI Encontro Nacional de
Engenharia de Produção, Belo Horizonte, 2011.
ROSS, C.; FOLLMANN, N. Lean Office para um problema de implementação de bolsas em um programa de
pós-graduação em engenharia de produção. Simpósio de Engenharia de Produção, Bauru, São Paulo:
SIMPEP/UNESP, 2009.
SILVA, André Luis de O. C. da; BASTOS, Bernardo Campbell; CHAVES, Carlos Alberto; LAMAS, Wendell
de Queiróz. Taubate, 2012.
TAPPING, D.; SHUKER, T. Lean Office: Gerenciamento do fluxo de valor para áreas administrativas - 8
passos para planejar, mapear e sustentar melhorias Lean nas áreas administrativas. São Paulo: Leopardo Ed.,
2010.
TURATI, Ricardo de Carvalho; MUSETTI, Marcel Andreotti. Aplicação dos conceitos de lean office no setor
administrativo. XXVI ENEGEP, Fortaleza, 2006.
WOMACK, James; JONES, Daniel. A mentalidade Enxuta nas Empresas: elimine o desperdício e crie
riqueza. 5. ed. Rio de Janeiro: Campus, 1998. 427 p.
YIN, R.K. Estudo de caso: planejamento e métodos. 3. ed. Porto Alegre: Bookman, 2005.
YOSHIO, Wilson Tanaka; MUNIZ, Jorge Jr.; FARIA, Antônio Neto. Fatores críticos para implantação de
projetos de melhoria contínua segundo líderes e consultores. Revista Eletrônica Sistema & Gestão 7, 20112