integraÇÃo das metodologias rcm e fta na …
TRANSCRIPT
____________________________________________________________ (1) Engenheiro Mecânico – Petrobras Transporte S/A – Transpetro (2) Consultor Técnico – Petrobras Transporte S/A – Transpetro
INTEGRAÇÃO DAS METODOLOGIAS RCM E FTA NA IMPLEMENTAÇÃO DE PLANOS DE MANUTENÇÃO DE BRAÇOS DE CARREGAMENTO
Luiz Felipe Leitão Martins (1)
Ulysses Monteiro Machado (2)
RESUMO Este trabalho apresenta uma aplicação da integração entre as metodologias de Manutenção Centrada em Confiabilidade (RCM) e análise de causa raiz Árvore de Falhas (FTA) na revisão de planos de manutenção. O objetivo do trabalho é apresentar uma correlação entre as duas metodologias, de maneira que a partir de um estudo inicial de RCM, a metodologia de árvore de falhas pode ser amplamente usada para uma suposta revisão do plano de manutenção inicial proposto pelo RCM. A metodologia RCM pode ser definida como um conjunto de técnicas de engenharia de confiabilidade que estudadas mutuamente asseguram uma otimização da disponibilidade e mantenabilidade de um sistema. O método de análise FTA é uma técnica de análise dedutiva, na qual, a partir da determinação de um evento topo principal, constrói-se um diagrama lógico, que especifica as diversas combinações de causas para ocorrência de um evento de falha. Para avaliação e validação da aplicabilidade qualitativa do método na revisão de um plano de manutenção inicialmente proposto pelo MCC. Abordaremos uma aplicação do FTA em ocorrências de descontinuidade operacionais em Braços de Carregamento Marítimos de um dos Píeres Principais do Terminal Aquaviário de Madre de Deus/BA. 1. INTRODUÇÃO
O ambiente econômico atual evidencia a necessidade de mudar o contexto no qual a função da manutenção é vista dentro das organizações, deixando de ser apenas uma despesa necessária, para ser enfatizada como uma ferramenta estratégica.
Ferreira [1] conceitua manutenção como: “Ato ou efeito de manter-se. As medidas necessárias para conservação ou permanência de alguma coisa ou situação”. Ainda, a norma NBR 5462 [2] define manutenção como: “A combinação de todas as ações técnicas e administrativas, destinadas a manter ou recolocar um item em um estado no qual possa executar a função desejada”.
A Manutenção Centrada em Confiabilidade (MCC), do inglês Reliability Centered Maintenance (RCM), é uma abordagem técnica criada no final da década de 60, inicialmente orientada para a indústria aeronáutica. Visto o alto
risco associado a esse tipo de indústria, devido às consequências catastróficas envolvidas, o objetivo era de direcionar os esforços da manutenção para componentes e sistemas onde a confiabilidade é essencial [3]. Por isso, desde a sua primeira aplicação, o principal objetivo da metodologia é de garantir o desempenho e a segurança e a um custo-benefício ótimo.
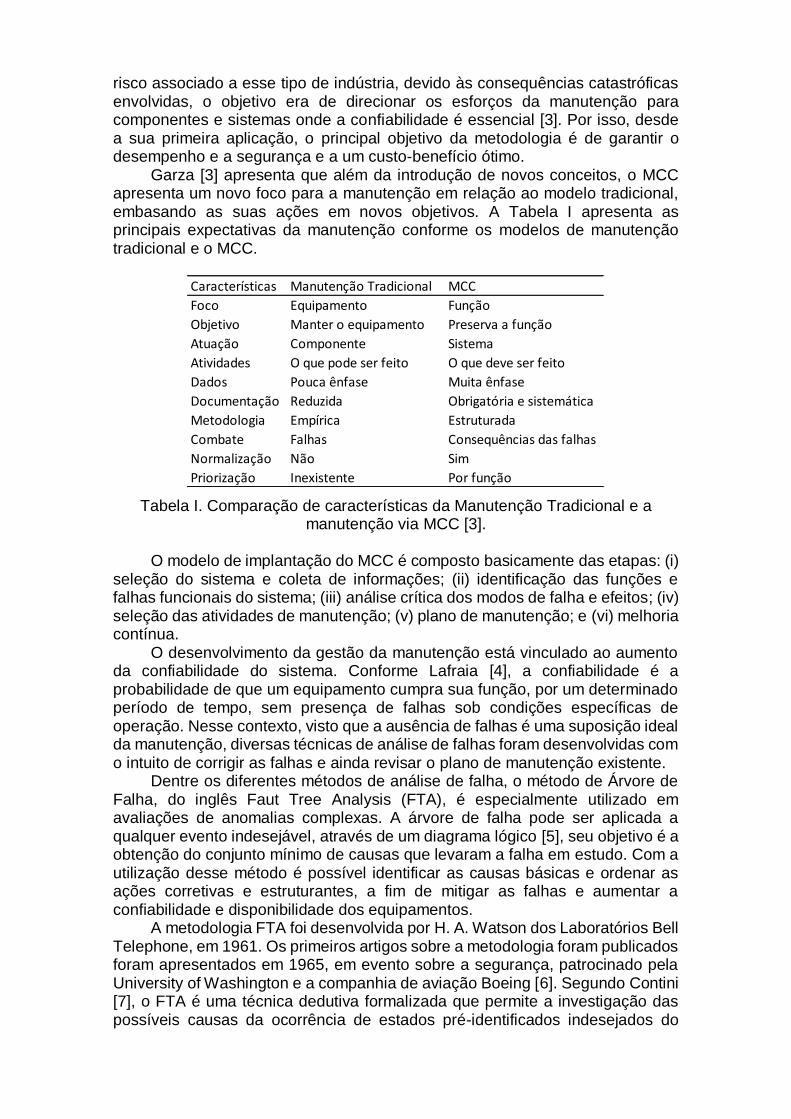
Garza [3] apresenta que além da introdução de novos conceitos, o MCC apresenta um novo foco para a manutenção em relação ao modelo tradicional, embasando as suas ações em novos objetivos. A Tabela I apresenta as principais expectativas da manutenção conforme os modelos de manutenção tradicional e o MCC.
Tabela I. Comparação de características da Manutenção Tradicional e a manutenção via MCC [3].
O modelo de implantação do MCC é composto basicamente das etapas: (i)
seleção do sistema e coleta de informações; (ii) identificação das funções e falhas funcionais do sistema; (iii) análise crítica dos modos de falha e efeitos; (iv) seleção das atividades de manutenção; (v) plano de manutenção; e (vi) melhoria contínua.
O desenvolvimento da gestão da manutenção está vinculado ao aumento da confiabilidade do sistema. Conforme Lafraia [4], a confiabilidade é a probabilidade de que um equipamento cumpra sua função, por um determinado período de tempo, sem presença de falhas sob condições específicas de operação. Nesse contexto, visto que a ausência de falhas é uma suposição ideal da manutenção, diversas técnicas de análise de falhas foram desenvolvidas com o intuito de corrigir as falhas e ainda revisar o plano de manutenção existente.
Dentre os diferentes métodos de análise de falha, o método de Árvore de Falha, do inglês Faut Tree Analysis (FTA), é especialmente utilizado em avaliações de anomalias complexas. A árvore de falha pode ser aplicada a qualquer evento indesejável, através de um diagrama lógico [5], seu objetivo é a obtenção do conjunto mínimo de causas que levaram a falha em estudo. Com a utilização desse método é possível identificar as causas básicas e ordenar as ações corretivas e estruturantes, a fim de mitigar as falhas e aumentar a confiabilidade e disponibilidade dos equipamentos.
A metodologia FTA foi desenvolvida por H. A. Watson dos Laboratórios Bell Telephone, em 1961. Os primeiros artigos sobre a metodologia foram publicados foram apresentados em 1965, em evento sobre a segurança, patrocinado pela University of Washington e a companhia de aviação Boeing [6]. Segundo Contini [7], o FTA é uma técnica dedutiva formalizada que permite a investigação das possíveis causas da ocorrência de estados pré-identificados indesejados do
Características Manutenção Tradicional MCC
Foco Equipamento Função
Objetivo Manter o equipamento Preserva a função
Atuação Componente Sistema
Atividades O que pode ser feito O que deve ser feito
Dados Pouca ênfase Muita ênfase
Documentação Reduzida Obrigatória e sistemática
Metodologia Empírica Estruturada
Combate Falhas Consequências das falhas
Normalização Não Sim
Priorização Inexistente Por função
sistema. Esse estado, referido como evento de topo, está associado com o comportamento anormal do sistema, causado por uma falha do equipamento, ou erros humanos, ou ainda, por perturbações externas.
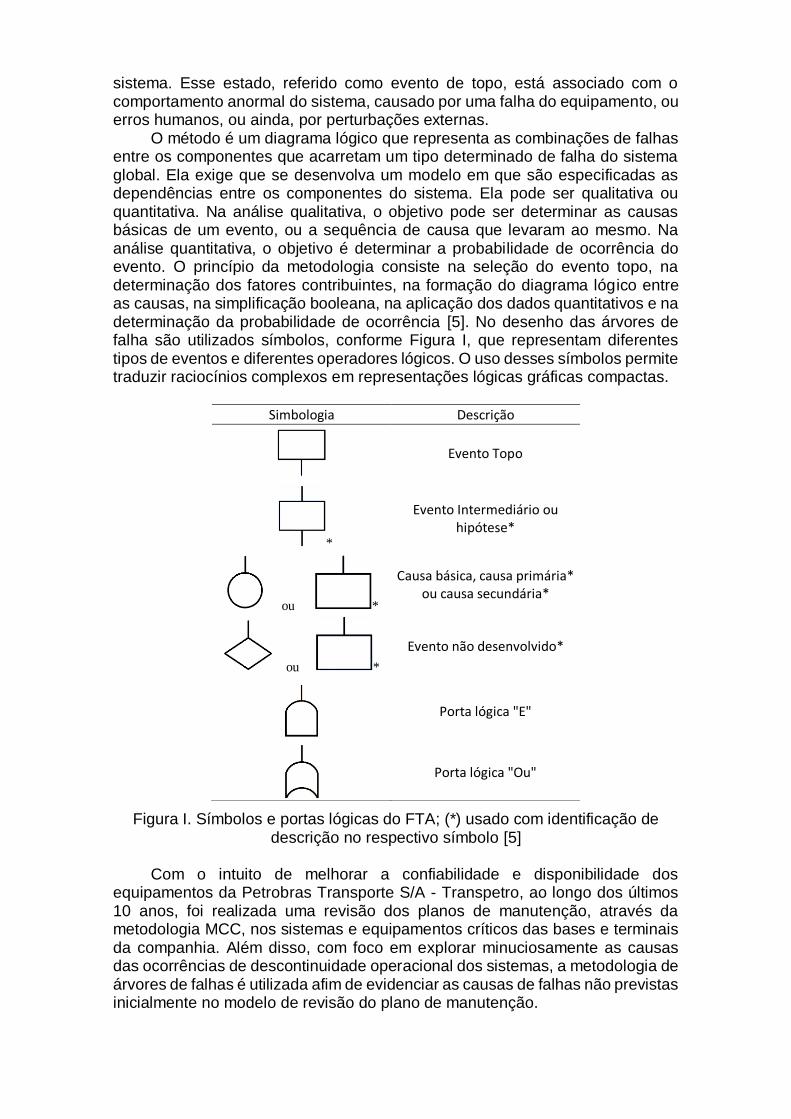
O método é um diagrama lógico que representa as combinações de falhas entre os componentes que acarretam um tipo determinado de falha do sistema global. Ela exige que se desenvolva um modelo em que são especificadas as dependências entre os componentes do sistema. Ela pode ser qualitativa ou quantitativa. Na análise qualitativa, o objetivo pode ser determinar as causas básicas de um evento, ou a sequência de causa que levaram ao mesmo. Na análise quantitativa, o objetivo é determinar a probabilidade de ocorrência do evento. O princípio da metodologia consiste na seleção do evento topo, na determinação dos fatores contribuintes, na formação do diagrama lógico entre as causas, na simplificação booleana, na aplicação dos dados quantitativos e na determinação da probabilidade de ocorrência [5]. No desenho das árvores de falha são utilizados símbolos, conforme Figura I, que representam diferentes tipos de eventos e diferentes operadores lógicos. O uso desses símbolos permite traduzir raciocínios complexos em representações lógicas gráficas compactas.
Simbologia Descrição
Evento Topo
*
Evento Intermediário ou hipótese*
ou *
Causa básica, causa primária* ou causa secundária*
ou *
Evento não desenvolvido*
Porta lógica "E"
Porta lógica "Ou"
Figura I. Símbolos e portas lógicas do FTA; (*) usado com identificação de descrição no respectivo símbolo [5]
Com o intuito de melhorar a confiabilidade e disponibilidade dos
equipamentos da Petrobras Transporte S/A - Transpetro, ao longo dos últimos 10 anos, foi realizada uma revisão dos planos de manutenção, através da metodologia MCC, nos sistemas e equipamentos críticos das bases e terminais da companhia. Além disso, com foco em explorar minuciosamente as causas das ocorrências de descontinuidade operacional dos sistemas, a metodologia de árvores de falhas é utilizada afim de evidenciar as causas de falhas não previstas inicialmente no modelo de revisão do plano de manutenção.
Diante do exposto, este artigo tem como objetivo principal a proposição de um método integrado para revisão de plano de manutenção, buscando a minimização ou eliminação das falhas funcionais.
2. METODOLOGIA 2.1. Objetivo
Adequar o plano de manutenção, revisado pela metodologia MCC, a partir de uma análise de falha (FTA) de ocorrências hipotéticas em braços de carregamento marítimos. Com vista a identificar as falhas, seus efeitos e suas causas, propondo ações estruturantes de revisão do plano de manutenção revisado pelo MCC, de modo a aumentar a confiabilidade do sistema estudado.
2.2. Local de Estudo
A Transpetro é uma empresa que atua no transporte e a logística de combustível no Brasil. Atua ainda nas operações de importação e exportação de petróleo e derivados, gás e etanol. Com aproximadamente, 14 mil quilômetros de oleodutos e gasodutos, 47 terminais (20 terrestres e 27 aquaviários) e 56 navios, a Transpetro tem o desafio de levar aos mais diferentes pontos do Brasil o combustível que move a economia do país. Suas operações também abastecem indústrias, termelétricas e refinarias.
Criada em 12 de junho de 1998, está hoje estruturada nas seguintes áreas de negócios: Dutos e Terminais e Transporte Marítimo. Como subsidiária integral da Petrobras, une as áreas de produção, refino e distribuição do Sistema Petrobras e presta serviço a diversas distribuidoras e à indústria petroquímica.
Dentre os terminais da companhia, o local de estudo foi determinado como o Terminal Aquaviário de Madre de Deus (TEMADRE). O terminal é o principal ponto de escoamento da produção da Refinaria Landulpho Alves (RLAM), cujos derivados abastecem as regiões Norte e Nordeste.
2.3. Delimitação do sistema
Para o estudo em questão, os braços de carregamento marítimos do Píer
Principal 2 (PP2) do TEMADRE (Figuras II e III) foram utilizados hipoteticamente.
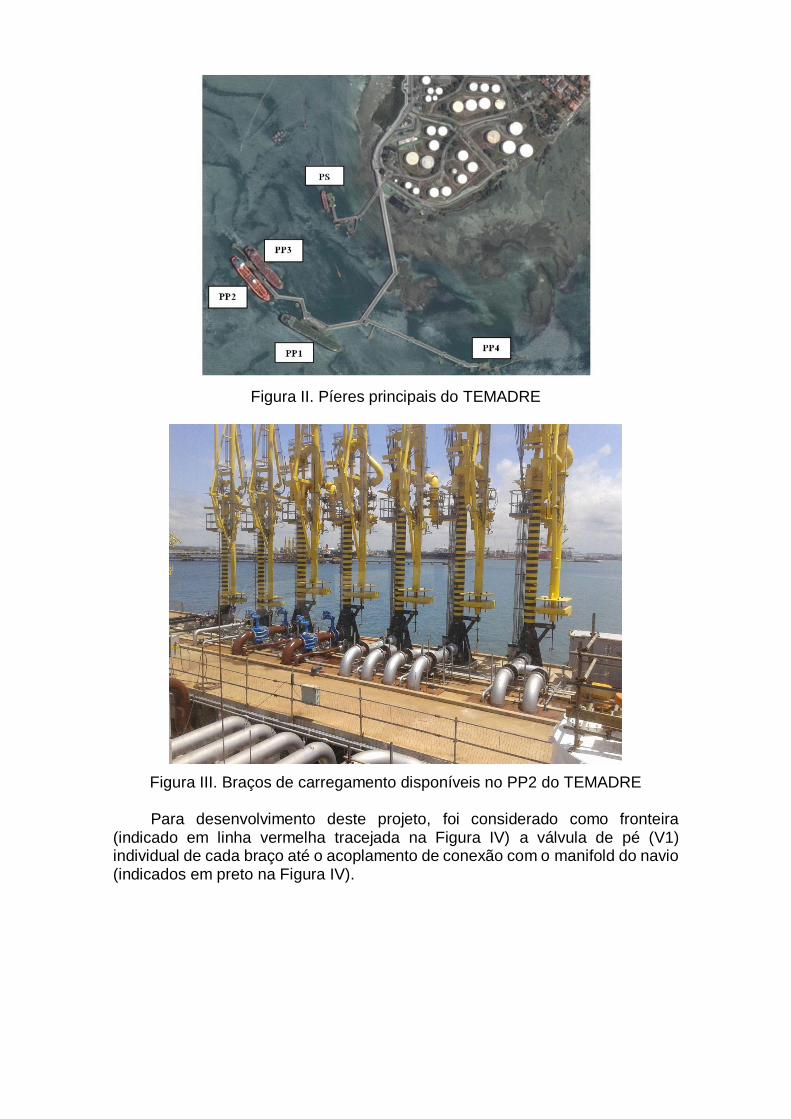
Figura II. Píeres principais do TEMADRE
Figura III. Braços de carregamento disponíveis no PP2 do TEMADRE Para desenvolvimento deste projeto, foi considerado como fronteira
(indicado em linha vermelha tracejada na Figura IV) a válvula de pé (V1) individual de cada braço até o acoplamento de conexão com o manifold do navio (indicados em preto na Figura IV).
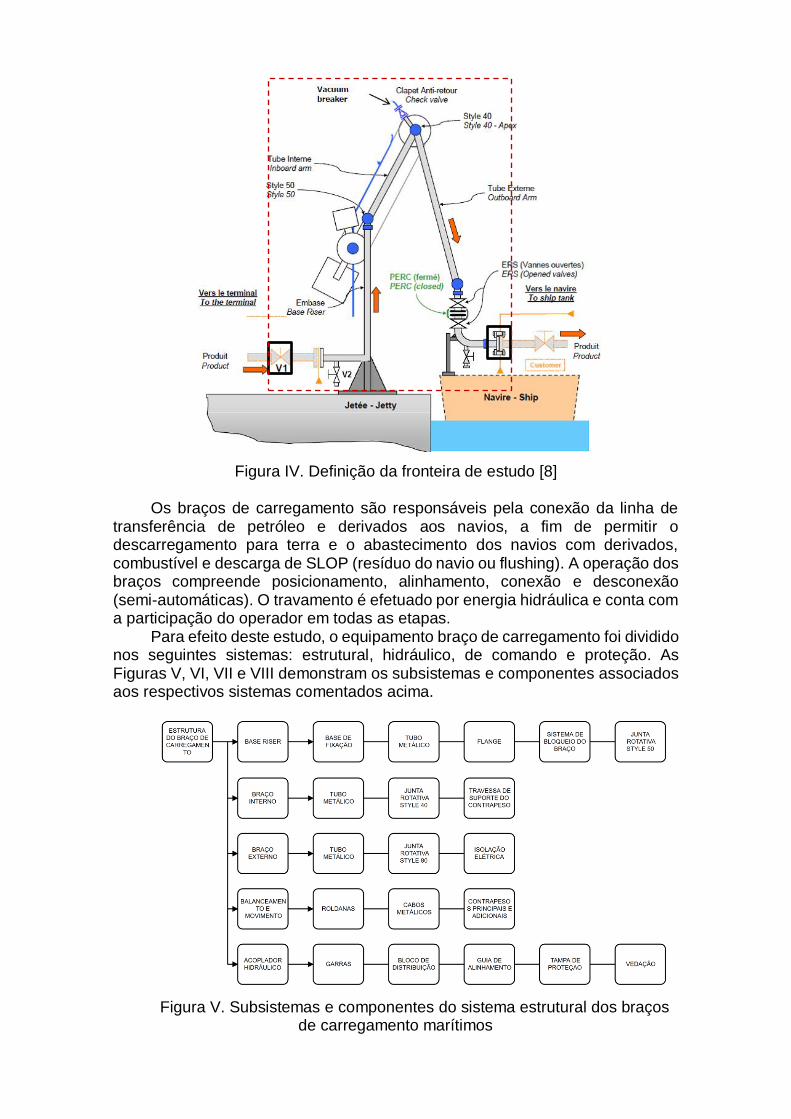
Figura IV. Definição da fronteira de estudo [8] Os braços de carregamento são responsáveis pela conexão da linha de
transferência de petróleo e derivados aos navios, a fim de permitir o descarregamento para terra e o abastecimento dos navios com derivados, combustível e descarga de SLOP (resíduo do navio ou flushing). A operação dos braços compreende posicionamento, alinhamento, conexão e desconexão (semi-automáticas). O travamento é efetuado por energia hidráulica e conta com a participação do operador em todas as etapas.
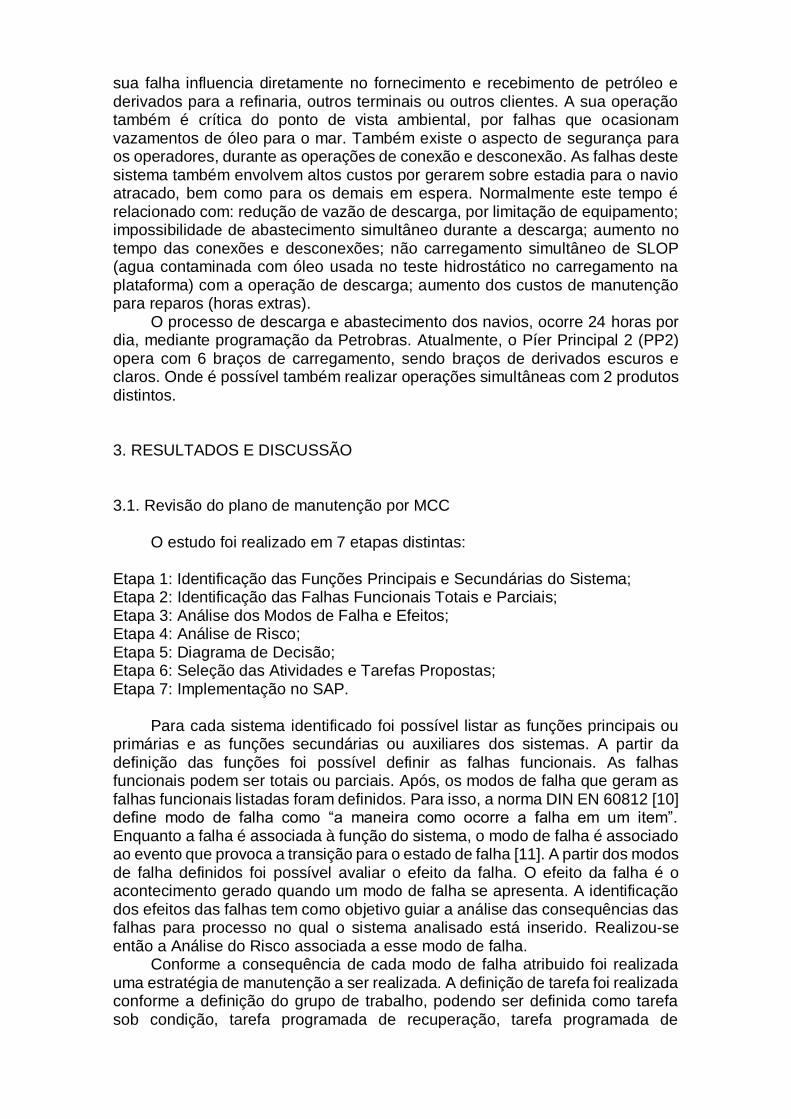
Para efeito deste estudo, o equipamento braço de carregamento foi dividido nos seguintes sistemas: estrutural, hidráulico, de comando e proteção. As Figuras V, VI, VII e VIII demonstram os subsistemas e componentes associados aos respectivos sistemas comentados acima.
Figura V. Subsistemas e componentes do sistema estrutural dos braços de carregamento marítimos
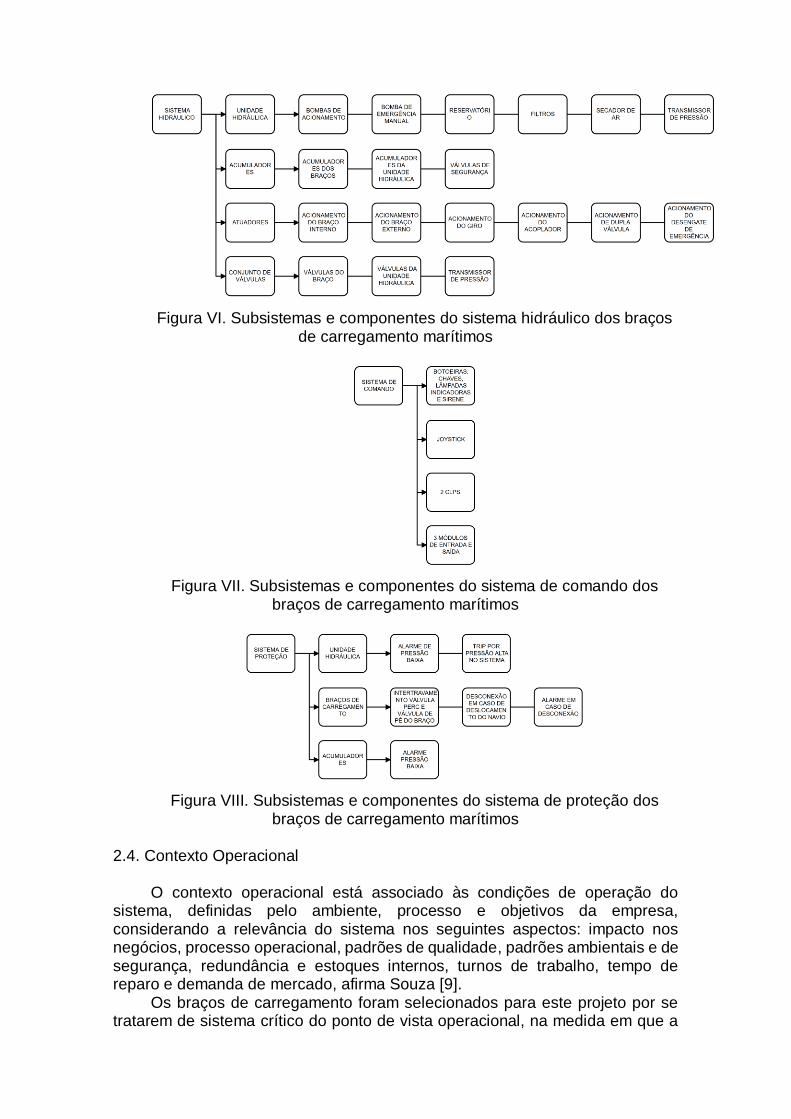
Figura VI. Subsistemas e componentes do sistema hidráulico dos braços de carregamento marítimos
Figura VII. Subsistemas e componentes do sistema de comando dos braços de carregamento marítimos
Figura VIII. Subsistemas e componentes do sistema de proteção dos braços de carregamento marítimos
2.4. Contexto Operacional
O contexto operacional está associado às condições de operação do sistema, definidas pelo ambiente, processo e objetivos da empresa, considerando a relevância do sistema nos seguintes aspectos: impacto nos negócios, processo operacional, padrões de qualidade, padrões ambientais e de segurança, redundância e estoques internos, turnos de trabalho, tempo de reparo e demanda de mercado, afirma Souza [9].
Os braços de carregamento foram selecionados para este projeto por se tratarem de sistema crítico do ponto de vista operacional, na medida em que a
sua falha influencia diretamente no fornecimento e recebimento de petróleo e derivados para a refinaria, outros terminais ou outros clientes. A sua operação também é crítica do ponto de vista ambiental, por falhas que ocasionam vazamentos de óleo para o mar. Também existe o aspecto de segurança para os operadores, durante as operações de conexão e desconexão. As falhas deste sistema também envolvem altos custos por gerarem sobre estadia para o navio atracado, bem como para os demais em espera. Normalmente este tempo é relacionado com: redução de vazão de descarga, por limitação de equipamento; impossibilidade de abastecimento simultâneo durante a descarga; aumento no tempo das conexões e desconexões; não carregamento simultâneo de SLOP (agua contaminada com óleo usada no teste hidrostático no carregamento na plataforma) com a operação de descarga; aumento dos custos de manutenção para reparos (horas extras).
O processo de descarga e abastecimento dos navios, ocorre 24 horas por dia, mediante programação da Petrobras. Atualmente, o Píer Principal 2 (PP2) opera com 6 braços de carregamento, sendo braços de derivados escuros e claros. Onde é possível também realizar operações simultâneas com 2 produtos distintos.
3. RESULTADOS E DISCUSSÃO 3.1. Revisão do plano de manutenção por MCC
O estudo foi realizado em 7 etapas distintas:
Etapa 1: Identificação das Funções Principais e Secundárias do Sistema; Etapa 2: Identificação das Falhas Funcionais Totais e Parciais; Etapa 3: Análise dos Modos de Falha e Efeitos; Etapa 4: Análise de Risco; Etapa 5: Diagrama de Decisão; Etapa 6: Seleção das Atividades e Tarefas Propostas; Etapa 7: Implementação no SAP.
Para cada sistema identificado foi possível listar as funções principais ou
primárias e as funções secundárias ou auxiliares dos sistemas. A partir da definição das funções foi possível definir as falhas funcionais. As falhas funcionais podem ser totais ou parciais. Após, os modos de falha que geram as falhas funcionais listadas foram definidos. Para isso, a norma DIN EN 60812 [10] define modo de falha como “a maneira como ocorre a falha em um item”. Enquanto a falha é associada à função do sistema, o modo de falha é associado ao evento que provoca a transição para o estado de falha [11]. A partir dos modos de falha definidos foi possível avaliar o efeito da falha. O efeito da falha é o acontecimento gerado quando um modo de falha se apresenta. A identificação dos efeitos das falhas tem como objetivo guiar a análise das consequências das falhas para processo no qual o sistema analisado está inserido. Realizou-se então a Análise do Risco associada a esse modo de falha.
Conforme a consequência de cada modo de falha atribuido foi realizada uma estratégia de manutenção a ser realizada. A definição de tarefa foi realizada conforme a definição do grupo de trabalho, podendo ser definida como tarefa sob condição, tarefa programada de recuperação, tarefa programada de
descarte, combinação de tarefas, tarefa programada de localização de falha, reprojeto, nenhuma manutenção programada. O plano de manutenção revisado pelo MCC foi definido, com a tarefa a ser realizada, homem-hora (Hh) para realização e periodicidade. As tarefas foram implementadas no SAP para revisão e aplicação do novo plano de manutenção gerado.
O plano de manutenção oriundo do estudo de MCC contemplou tarefas a serem realizadas com periodicidade definida e outras tarefas que deverão ser realizadas durante a inspeção de rotina. Com base nas tarefas, ordens de manutenção geradas e Hh gerado, é possível correlacionar o percentual de manutenção para cada sistema definido. As Tabelas II e III comparam a quantidade de plano de manutenção e o Hh disponível para execução das tarefas geradas no plano de manutenção anual dos braços de carregamento.
Plano Atual de Manutenção
Rótulos de Linha Quantidade de Planos Quantidade de Ordens Homem-hora (Hh)
DETECÇÃO DE FALHA 0 0 0
PREDITIVA 0 0 0
PREVENTIVA 50 94 880
Total 50 94 880
Tabela II – Plano atual de manutenção
Plano Revisado pelo MCC
Rótulos de Linha Quantidade de Planos Quantidade de Ordens Homem-hora (Hh)
DETECÇÃO DE FALHA 3 10 280
PREDITIVA 3 10 120
PREVENTIVA 2 8 165
Total 8 28 565
Tabela III – Plano de manutenção revisado pelo MCC
A quantidade de ordens e o quantitativo de Hh considerados são o número
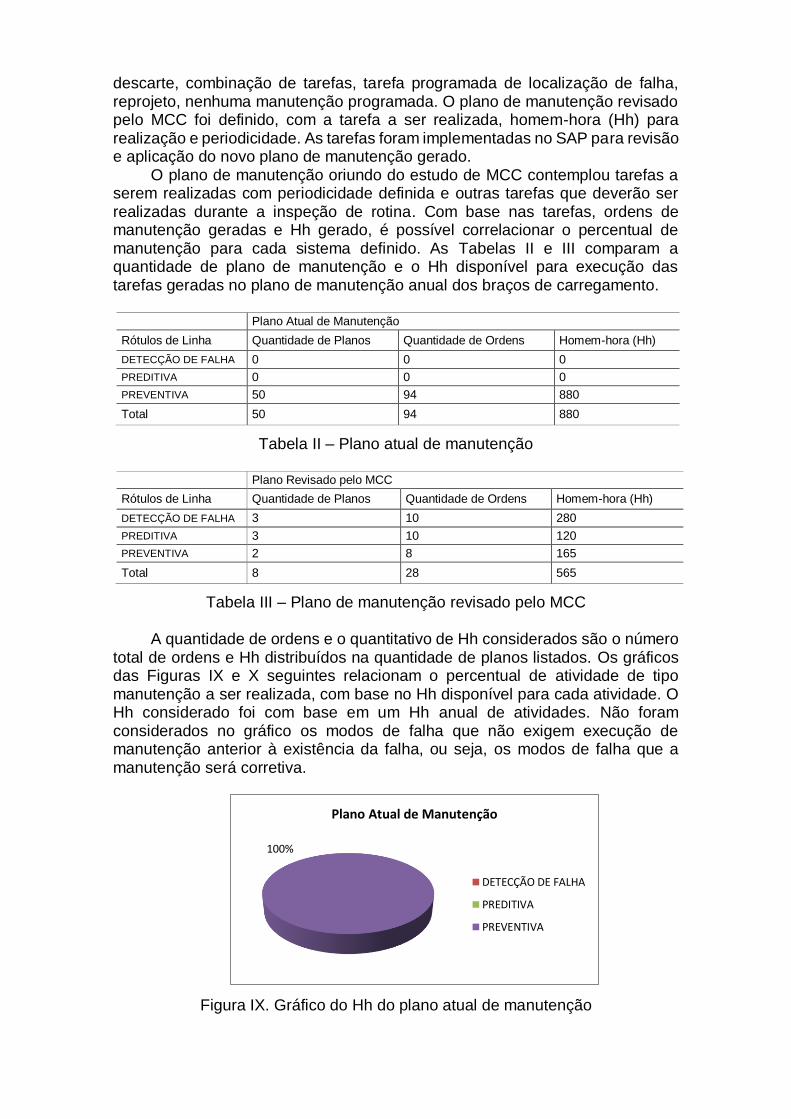
total de ordens e Hh distribuídos na quantidade de planos listados. Os gráficos das Figuras IX e X seguintes relacionam o percentual de atividade de tipo manutenção a ser realizada, com base no Hh disponível para cada atividade. O Hh considerado foi com base em um Hh anual de atividades. Não foram considerados no gráfico os modos de falha que não exigem execução de manutenção anterior à existência da falha, ou seja, os modos de falha que a manutenção será corretiva.
Figura IX. Gráfico do Hh do plano atual de manutenção
100%
Plano Atual de Manutenção
DETECÇÃO DE FALHA
PREDITIVA
PREVENTIVA
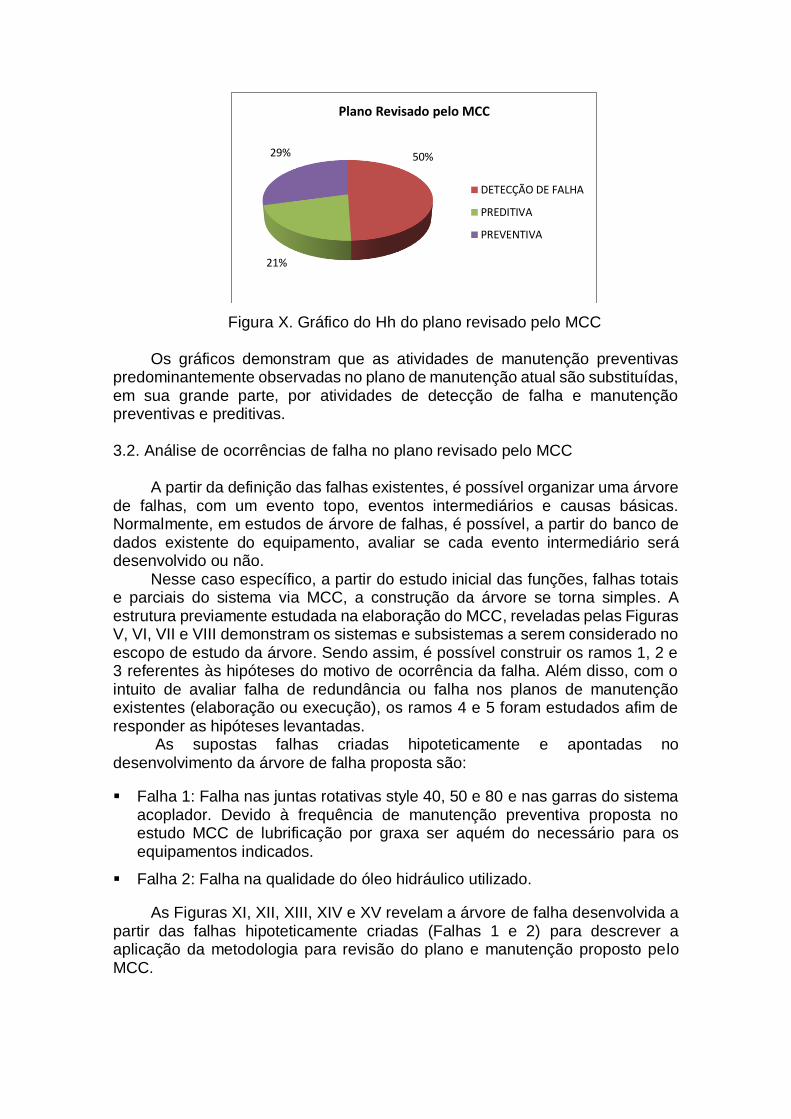
Figura X. Gráfico do Hh do plano revisado pelo MCC Os gráficos demonstram que as atividades de manutenção preventivas
predominantemente observadas no plano de manutenção atual são substituídas, em sua grande parte, por atividades de detecção de falha e manutenção preventivas e preditivas.
3.2. Análise de ocorrências de falha no plano revisado pelo MCC
A partir da definição das falhas existentes, é possível organizar uma árvore de falhas, com um evento topo, eventos intermediários e causas básicas. Normalmente, em estudos de árvore de falhas, é possível, a partir do banco de dados existente do equipamento, avaliar se cada evento intermediário será desenvolvido ou não.
Nesse caso específico, a partir do estudo inicial das funções, falhas totais e parciais do sistema via MCC, a construção da árvore se torna simples. A estrutura previamente estudada na elaboração do MCC, reveladas pelas Figuras V, VI, VII e VIII demonstram os sistemas e subsistemas a serem considerado no escopo de estudo da árvore. Sendo assim, é possível construir os ramos 1, 2 e 3 referentes às hipóteses do motivo de ocorrência da falha. Além disso, com o intuito de avaliar falha de redundância ou falha nos planos de manutenção existentes (elaboração ou execução), os ramos 4 e 5 foram estudados afim de responder as hipóteses levantadas.
As supostas falhas criadas hipoteticamente e apontadas no desenvolvimento da árvore de falha proposta são:
Falha 1: Falha nas juntas rotativas style 40, 50 e 80 e nas garras do sistema acoplador. Devido à frequência de manutenção preventiva proposta no estudo MCC de lubrificação por graxa ser aquém do necessário para os equipamentos indicados.
Falha 2: Falha na qualidade do óleo hidráulico utilizado.
As Figuras XI, XII, XIII, XIV e XV revelam a árvore de falha desenvolvida a partir das falhas hipoteticamente criadas (Falhas 1 e 2) para descrever a aplicação da metodologia para revisão do plano e manutenção proposto pelo MCC.
50%
21%
29%
Plano Revisado pelo MCC
DETECÇÃO DE FALHA
PREDITIVA
PREVENTIVA
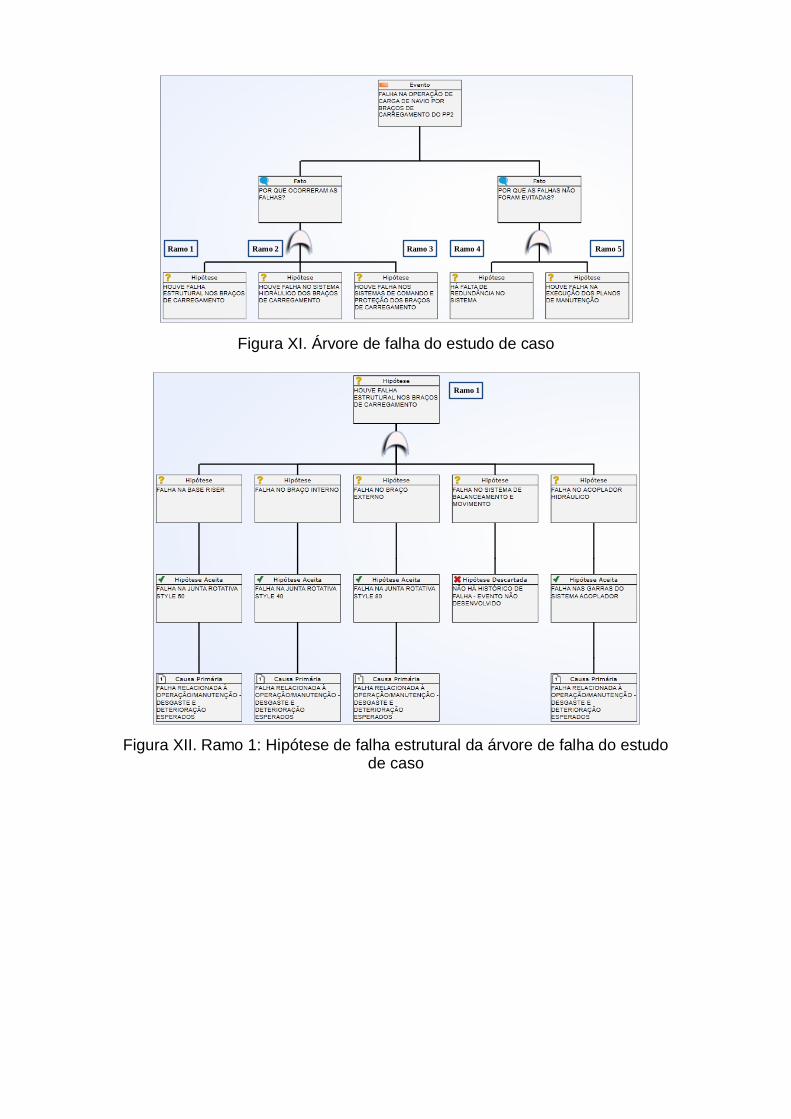
Figura XI. Árvore de falha do estudo de caso
Figura XII. Ramo 1: Hipótese de falha estrutural da árvore de falha do estudo de caso
Ramo 1 Ramo 2 Ramo 3 Ramo 4 Ramo 5
Ramo 1
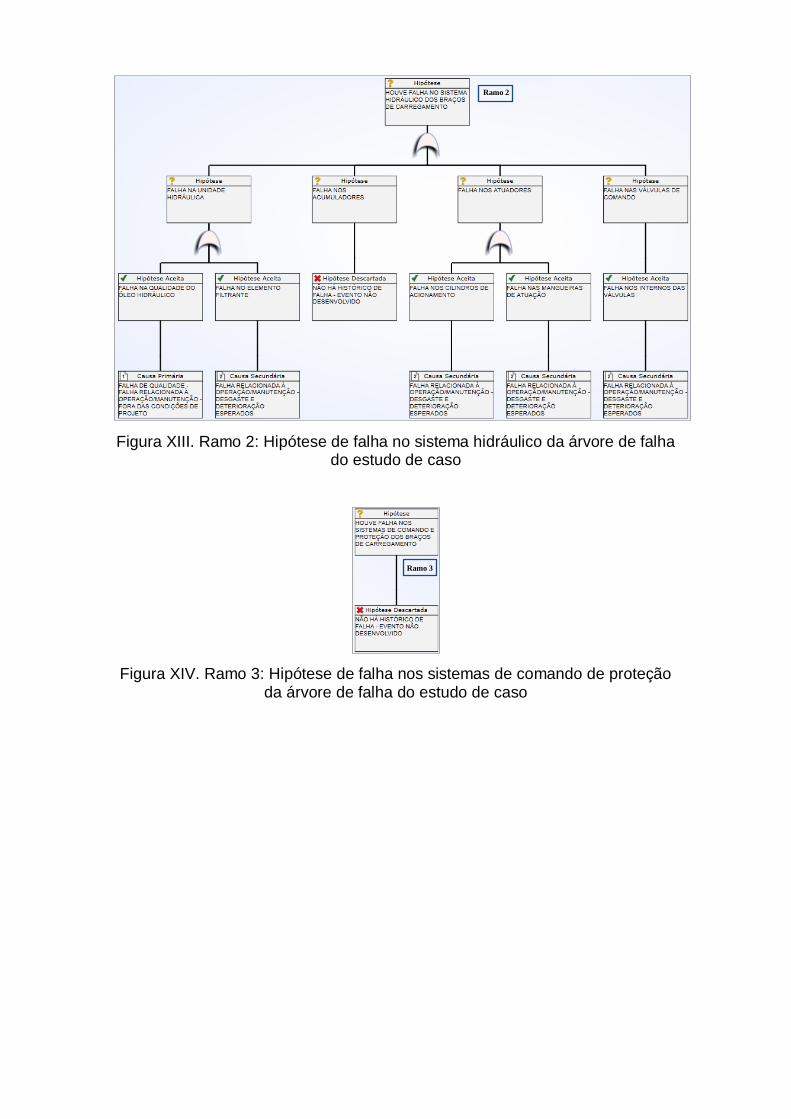
Figura XIII. Ramo 2: Hipótese de falha no sistema hidráulico da árvore de falha do estudo de caso
Figura XIV. Ramo 3: Hipótese de falha nos sistemas de comando de proteção da árvore de falha do estudo de caso
Ramo 2
Ramo 3
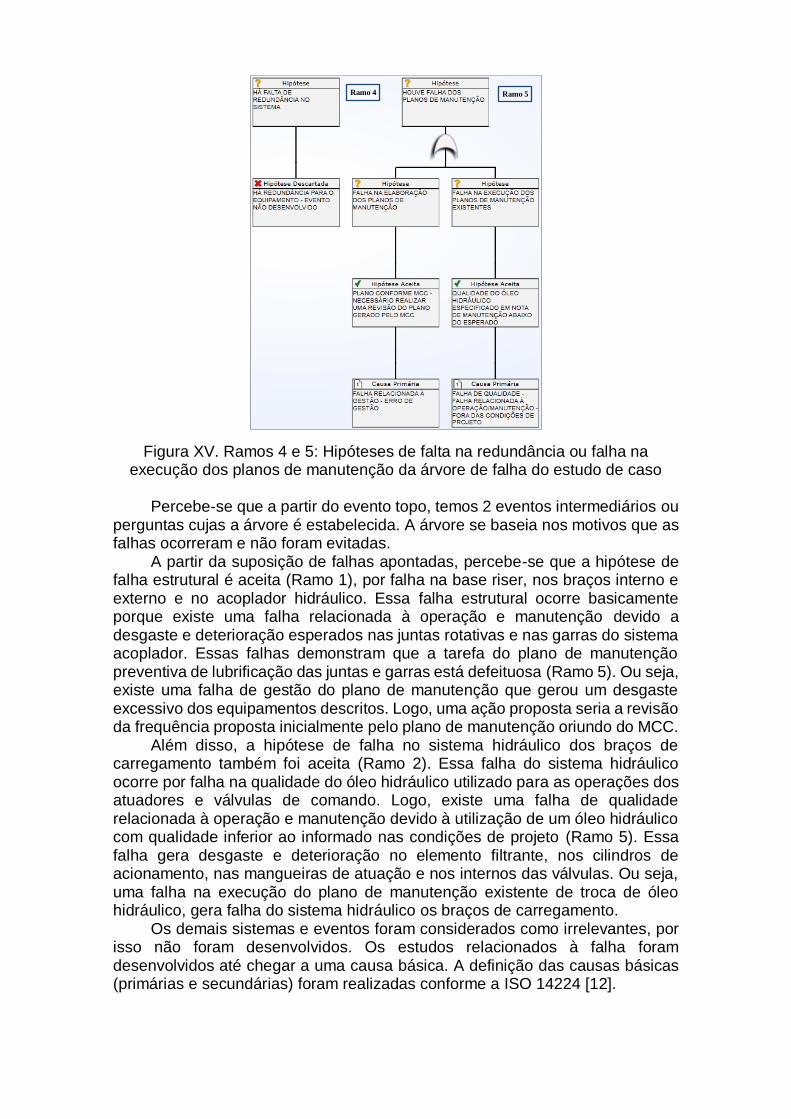
Figura XV. Ramos 4 e 5: Hipóteses de falta na redundância ou falha na execução dos planos de manutenção da árvore de falha do estudo de caso
Percebe-se que a partir do evento topo, temos 2 eventos intermediários ou
perguntas cujas a árvore é estabelecida. A árvore se baseia nos motivos que as falhas ocorreram e não foram evitadas.
A partir da suposição de falhas apontadas, percebe-se que a hipótese de falha estrutural é aceita (Ramo 1), por falha na base riser, nos braços interno e externo e no acoplador hidráulico. Essa falha estrutural ocorre basicamente porque existe uma falha relacionada à operação e manutenção devido a desgaste e deterioração esperados nas juntas rotativas e nas garras do sistema acoplador. Essas falhas demonstram que a tarefa do plano de manutenção preventiva de lubrificação das juntas e garras está defeituosa (Ramo 5). Ou seja, existe uma falha de gestão do plano de manutenção que gerou um desgaste excessivo dos equipamentos descritos. Logo, uma ação proposta seria a revisão da frequência proposta inicialmente pelo plano de manutenção oriundo do MCC.
Além disso, a hipótese de falha no sistema hidráulico dos braços de carregamento também foi aceita (Ramo 2). Essa falha do sistema hidráulico ocorre por falha na qualidade do óleo hidráulico utilizado para as operações dos atuadores e válvulas de comando. Logo, existe uma falha de qualidade relacionada à operação e manutenção devido à utilização de um óleo hidráulico com qualidade inferior ao informado nas condições de projeto (Ramo 5). Essa falha gera desgaste e deterioração no elemento filtrante, nos cilindros de acionamento, nas mangueiras de atuação e nos internos das válvulas. Ou seja, uma falha na execução do plano de manutenção existente de troca de óleo hidráulico, gera falha do sistema hidráulico os braços de carregamento.
Os demais sistemas e eventos foram considerados como irrelevantes, por isso não foram desenvolvidos. Os estudos relacionados à falha foram desenvolvidos até chegar a uma causa básica. A definição das causas básicas (primárias e secundárias) foram realizadas conforme a ISO 14224 [12].
Ramo 4 Ramo 5
7. CONCLUSÃO
Esse trabalho tem o intuito de divulgar a aplicabilidade da metodologia FTA
na revisão de planos implementados pela metodologia RCM (ou MCC), com foco na redução e eliminação de falhas, aumentando a disponibilidade dos equipamentos de sistemas industriais. Aplicado a um exemplo de equipamento da indústria do “Óleo e Gás”, pode-se perceber a eficácia do modelo de análise proposto. O resultado da implantação do MCC no equipamento é a redução das ordens do plano de manutenção existente anteriormente (basicamente, um plano de manutenção preventiva), com o mapeamento de todo o sistema e subsistema do equipamento. Logo, a partir de ocorrências e falhas subsequentes, é possível por meio de uma árvore de falha, gerir as causas básicas de falha. Concomitantemente, pode-se reavaliar o plano proposto pelo MCC, no decorrer da utilização do plano de tarefas implementado inicialmente.
Podemos inferir os benefícios diretos obtidos com o método MCC, no quesito de análise de ocorrências futuras: a consolidação do MCC como um processo de documentação na análise das funções, falhas e identificação das ações de manutenção do equipamento; visto que as etapas de análise do processo exigirem um alto grau de conhecimento do sistema em questão. Portanto, após os estudos é possível se obter uma rastreabilidade de todas as possibilidades de falhas do equipamento. Esse processo incentiva o processo de melhoria continua e viabiliza a utilização otimizada do método de análise de causa raiz proposto. De maneira que as ferramentas de estratificação, técnicas de brainstorming e diagramas lógicos FTA podem ser usadas para investigar as possíveis causas de falhas nos equipamentos.
Através do uso de portões lógicos, que levam a um determinado efeito, com o uso do FTA integrado ao estudo prévio de MCC, é possível se obter um conhecimento aprofundado de todo o sistema. É possível ter a relação de eventos e causas de cada evento. A definição de possíveis falhas potenciais de detecção difícil é evidente, podendo estudá-las individualmente em cada ramo da árvore criada. Em efeito, a metodologia envolve uma comunicação visual fácil das causas potenciais e pode ser facilmente compreendida por dedução direta, como já previsto pelo Handbook NUREG 0492 [5]. Visto que com o uso do FTA é possível mapear todo o sistema, uma vez construída análise, é possível utilizar a mesma árvore para ocorrências futuras.
Ao contrário do método de árvore de falha, o diagrama de Ishikawa, métodos dos 5 por quês e outros métodos tradicionais, não apresentam a sequência lógica da falha e a interação entre as causas. Por isso, o método FTA apresentado neste trabalho é amplamente utilizado dentro do escopo da célula de confiabilidade na Transpetro, considerando a alta eficácia e aplicação em análises de falhas complexas. Para o estudo de falha criado em questão, o método se mostrou extremamente viável para a obtenção das principais causas das falhas levantadas nos braços de carregamento do PP2.
REFERÊNCIAS [1] Ferreira, A. B. D. H., Novo dicionário de língua portuguesa, 3ª ed, Nova Fronteira, Rio de Janeiro/RJ, 1997.
[2] ABNT NBR 5462:1994, Confiabilidade e Mantenabilidade, ABNT - Associação Brasileira de Normas Técnicas, 1994.
[3] Garza, L., A case study of the application of reliability centered maintenance (RCM) in the acquisition of the advanced amphibious assault vehicle (AAAV), Master Thesis, Naval Postgraduate School - United States Navy, Monterey/CA, 2002.
[4] Lafraia, J. R. B., Manual de Confiabiidade, Mantenabilidade e Disponibilidade, 3a ed, Qualitymark, Rio de Janeiro/RJ, 2008.
[5] NUREG 0492, Fault Tree Handbook, United States Nuclear Regulatory Commision, Washington/DC, 1981.
[6] Henley, E. e Kumamoto, H., Reliability engineering and risk assessment, Prentice Hall, Upper Saddle River/NJ, 1980.
[7] Contini, S., A new hybrid method for Fault Tree Analysis, Reliability Engineering and System Safety 49, 1995.
[8] OMM RA 03, Manual de funcionamento e manutenção MA-4100.02-6611-632-FEG-001, referência do RM-4100.02-6611-632-PTN-001, FMC Energy Systems, 2004.
[9] Souza, F. J., Melhoria do Pilar “Manutenção Planejada” da TPM através da utilização do RCM para nortear as Estratégias de Manutenção, Dissertação d Mestrado Profissionalizante em Engenharia, Universidade Federal do Rio Grande do Sul, Porto Alegre/RS, 2004.
[10] DIN EN 60812:2006-11, Analysis techniques for system reliability - Procedure for failure mode and effects analysis (FMEA), Deutsches Institut für Normung, 2006.
[11] Siqueira, Y. P. D. S., Manutenção centrada na confiabilidade: manual de implantação. 1ª ed., Qualitymark, Rio de Janeiro/RJ, 2009.
[12] ABNT NBR ISO 14224:2011, Indústrias de petróleo e gás natural - Coleta e intercâmbio de dados de confiabilidade e manutenção para equipamentos, Associação Brasileira de Normas Técnicas, 2011.