influÊncia da porcentagem de ferro na resistÊncia a
TRANSCRIPT
UNIVERSIDADE PRESBITERIANA MACKENZIE
PROGRAMA DE PÓS-GRADUAÇÃO EM
ENGENHARIA DE MATERIAIS E NANOTECNOLOGIA
ALEXANDRE BORGHI CUNHA
INFLUÊNCIA DA PORCENTAGEM DE FERRO NA
RESISTÊNCIA A CORROSÃO DE REVESTIMENTO
DEPOSITADO POR SOLDAGEM DE LIGA DE INCONEL 625
SOBRE AÇO CARBONO
São Paulo
2020

ALEXANDRE BORGHI CUNHA
INFLUÊNCIA DA PORCENTAGEM DE FERRO NA
RESISTÊNCIA A CORROSÃO DE REVESTIMENTO
DEPOSITADO POR SOLDAGEM DE LIGA DE INCONEL 625
SOBRE AÇO CARBONO
Dissertação de Mestrado apresentado ao Programa
de Pós-Graduação em Engenharia de Materiais e
Nanotecnologia da Universidade Presbiteriana
Mackenzie, como requisito à obtenção do grau de
Mestre em Engenharia de Materiais e
Nanotecnologia
Orientador: Prof. Dr. Jan Vatavuk
São Paulo
2020

C972i Cunha, Alexandre Borghi Influência da porcentagem de ferro na resistência a corrosão de
revestimento depositado por soldagem de liga de Inconel 625 Sobre Aço
Carbono. / Alexandre Borghi Cunha - São Paulo, 2020
96 f. : il. ; 30 cm Dissertação (Mestrado em Engenharia de Materiais e Nanotecnologia) –
Universidade Presbiteriana Mackenzie, São Paulo, 2020. Orientador: Jan Vatavuk Bibliografia: f. 91-96
1. Inconel 625 2.Overlay 3.Revestimento 4.Corrosăo 5.MIG-MAG
6.Soldagem. I. Vatavuk, Jan, orientador. II. Título. CDD 620.5
Bibliotecária Responsável : Maria Gabriela Brandi Teixeira – CRB 8/6339

Folha de Identificação da Agência de Financiamento
Autor: Alexandre Borghi Cunha
Programa de Pós-Graduação Stricto Sensu em Engenharia de Materiais e Nanotecnologia
Título do Trabalho: Influência da porcentagem de ferro na resistência a corrosão de revestimento
depositado por soldagem de liga inconel 625 sobre aço carbono
O presente trabalho foi realizado com o apoio de 1:
CAPES - Coordenação de Aperfeiçoamento de Pessoal de Nível Superior
CNPq - Conselho Nacional de Desenvolvimento Científico e Tecnológico
FAPESP - Fundação de Amparo à Pesquisa do Estado de São Paulo
Instituto Presbiteriano Mackenzie/Isenção integral de Mensalidades e Taxas
MACKPESQUISA - Fundo Mackenzie de Pesquisa
Empresa/Indústria:
Outro:
1 Observação: caso tenha usufruído mais de um apoio ou benefício, selecione-os.

ALEXANDRE BORGHI CUNHA
INFLUÊNCIA DA PORCENTAGEM DE FERRO NA
RESISTÊNCIA A CORROSÃO DE REVESTIMENTO
DEPOSITADO POR SOLDAGEM DE LIGA DE INCONEL 625
SOBRE AÇO CARBONO
Dissertação de Mestrado apresentado ao
Programa de Pós-Graduação em Engenharia de
Materiais e Nanotecnologia da Universidade
Presbiteriana Mackenzie, como requisito à
obtenção do grau de Mestre em Engenharia de
Materiais e Nanotecnologia
Aprovado em:
BANCA EXAMINADORA
Prof. Dr. Jan Vatavuk – Orientador
Universidade Presbiteriana Mackenzie
Prof. Dr. Marcos Massi
Universidade Presbiteriana Mackenzie
Prof. Dr. Arnaldo Homobono P. de Andrade
Instituto de Pesquisas Energéticas e Nucleares (IPEN)
AGRADECIMENTOS
Ao Prof. Dr. Jan Vatavuk pela orientação e conhecimentos transmitidos durante
o decorrer e conclusão do curso.
A todos os professores da Universidade Presbiteriana Mackenzie pelos
ensinamentos em salas de aula.
A minha esposa Aline Fenner pelo incentivo e paciência no decorrer do curso.
A minha família pelo incentivo no decorrer do curso.
Ao CAPES pelo apoio financeiro.
A Empresa Kelvion Intercambiadores por disponibilizar os materiais para o
desenvolvimento do trabalho.
Ao laboratório TM Service pelo apoio nos ensaios de corrosão e micrografia.
Ao Prof. Ms. Everaldo Vitor pelo suporte nos ensaios micrográficos.
A Nayara Souza de Oliveira e André Arakaki do Laboratório do SENAI Osasco
pelo suporte no ensaio Micrográfico.

RESUMO
Este trabalho tem como objetivo a avaliação da resistência a corrosão de corpos
de prova com revestimento metálico depositado por meio de soldagem no processo MIG com
liga de Inconel 625 (ERNiCrMo-3) com percentuais de ferro na última camada do revestimento
variando entre 5%, 8%, 15% e 20%. Foram realizados ensaios de corrosão conforme norma
ASTM G-48, método A, tendo como critério de aceitação a norma NORSOK M-601 com
temperatura de ensaio de 50°C e tempo de 24 horas como solicitado em especificações técnicas
de fabricação, em cada corpo de prova com diferentes percentuais de ferro, a fim de verificar
qual limite máximo de ferro que não afetará as propriedades de resistência à corrosão da liga.
O percentual de ferro foi avaliado por meio de análise química nos corpos de prova antes do
ensaio de corrosão. A análise metalográfica indicou uma estrutura dendrítica com espaçamento
de ramos secundários relativamente pequeno, em função da taxa de resfriamento elevada no
processo de solidificação imposta pelo processo de deposição de soldagem. As regiões
interdendríticas indicavam a precipitação de fases que segundo a revisão bibliográfica, podem
colaborar com o processo de corrosão. Após o ensaio de corrosão foi realizada análise da
topografia decorrente do ataque químico com objetivo de verificar de presença de pite, e
caracterizar esta região por microscopia eletrônica de varredura. Observou-se a presença de
fases secundarias nos contornos das dendrítas nesta liga de Inconel 625. A corrosão pela
formação de pite só começou a ser percebida para o maior teor de ferro (20%), indicando que
as exigências em termos de normas para estes revestimentos são bastante conservativas nestas
condições de ensaio.
Palavras-chave: Inconel 625. Overlay. Revestimento. Corrosão. MIG-MAG. Soldagem.

ABSTRACT
This work aims to evaluate the corrosion resistance of specimens with metallic
welding overlay in the MIG process with Inconel 625 alloy (ERNiCrMo-3) with iron
percentages in the last layer of the overlay varying among 5%, 8%, 15% and 20%. Corrosion
tests were carried out according to ASTM G-48, method A, having as acceptance criterion the
NORSOK M-601 standard with test temperature of 50°C and time of 24 hours, as applied in
manufacturing techniques, each sample of tests with different percentages of iron, in order to
check which iron limit will not affect the corrosion resistance properties of the alloy. The
percentage of iron was evaluated by means of chemical analysis in the specimens before the
corrosion test. The metallographic analysis indicated a dendritic structure with relatively small
secondary branch spacing, due to the high cooling rate in the solidification process imposed by
the welding deposition process. The interdendritic regions indicated the precipitation of phases
that, according to the bibliographic review, can collaborate with the corrosion process. After
the corrosion test, an analysis of the topography resulting from the chemical attack was carried
out in order to verify the presence of pitting, and to characterize this region by Scanning
Electron Microscopy (SEM). The presence of secondary phases was observed in the boundary
of the dendrites in this alloy of Inconel 625. Corrosion due to pitting formation only began to
be noticed for the highest iron content (20%), indicating that the requirements in terms of
standards for these overlay it is quite conservative in these test conditions.
Keywords: Inconel 625. Overlay. Coating. Corrosion. MIG-MAG. Welding.

LISTA DE ILUSTRAÇÕES
Figura 1: (a) Estrutura cúbica de corpo centrado, (b) Estrutura cúbica de face centrada ......... 17
Figura 2: Diagrama de Equilíbrio de fase Fe-Fe3C ................................................................. 18
Figura 3: Seção transversal de vareta sólida AISI 1010 normalizada. Ferríta e perlíta
(aproximadamente 10% em volume). ....................................................................................... 19
Figura 4: Típicas curvas de indução normais de amostras de ferro, níquel e cobalto .............. 22
Figura 5: Elementos de liga usados nas superligas à base de níquel, a altura dos blocos dos
elementos indica a quantidade que pode estar presente, elementos benéficos são marcados com
hachura cruzada e poucos elementos prejudiciais são marcados com hachura de linha horizontal
.................................................................................................................................................. 27
Figura 6: Modificação da estrutura cristalina por átomo de tamanho menor ........................... 28
Figura 7: Modificação da estrutura cristalina por átomo de tamanho maior ............................ 29
Figura 8: Morfologia de y’ de um Ni-Al-Mo ........................................................................... 34
Figura 9: Morfologia característica de γ’’ ................................................................................ 35
Figura 10: Morfologia da fase δ ............................................................................................... 36
Figura 11: Os precipitados de contorno de grão coalesceram e a matriz média contém agulha
como a fase η (Ni3Ti) ............................................................................................................... 37
Figura 12: Morfologia da fase TCP - Laves ............................................................................. 38
Figura 13: Morfologia da fase TCP - σ .................................................................................... 38
Figura 14: Morfologia da fase TCP - P .................................................................................... 39
Figura 15: Típica fase MC ........................................................................................................ 40
Figura 16: Morfologia de Carbonetos ...................................................................................... 41
Figura 17: Micrografia da liga Inconel 625 .............................................................................. 45
Figura 18: Mapeamento químico elementar obtido por microscopia eletrônica de varredura /
Espectroscopia por Dispersão de Energia de Raios-X ............................................................. 46

Figura 19: Distribuição de linha de elementos químicos no revestimento de solda: a)
micrografias MEV da solda de revestimento. Os pontos indicam os espaços interdendríticos; b)
diagrama ................................................................................................................................... 47
Figura 20: Composição química do núcleo da dendrita e interdendrítica no metal depositado
por solda de Inconel 625 (% em peso). .................................................................................... 48
Figura 21: Propriedades de tração à temperatura elevada de uma barra de Inconel 718 laminado
a quente, recozido e envelhecido de 13 mm de diâmetro ......................................................... 49
Figura 22: Estrutura típica da liga Inconel 718 ........................................................................ 50
Figura 23: Esquema dos contornos observados em metais de solda que solidificam como
austeníta .................................................................................................................................... 52
Figura 24: Fase P localizada em regiões interdendríticas e a distribuição de alguns elementos
na zona de fusão com o mapeamento químico da região mostrada .......................................... 54
Figura 25: Seção isotérmica de Ni-Cr-Mo à 1250°C ............................................................... 55
Figura 26: Seção isotérmica de Ni-Cr-Mo à 1200°C ............................................................... 55
Figura 27: Seção isotérmica de Ni-Cr-Mo à 600°C ................................................................. 56
Figura 28: Exemplo de fase σ (a) e (b) fase P (c) e (d), observados na zona de fusão de uma liga
Ni-Cr-Mo .................................................................................................................................. 56
Figura 29: Taxa de deposição de kg/h em processos de soldagem para obtenção de revestimento
tipo overlay ............................................................................................................................... 60
Figura 30: Processo auto catalítico iniciado a partir de um ponto por corrosão por pite em
ambientes ricos em cloretos ...................................................................................................... 62
Figura 31: Presença de Ferríta e Perlíta da Chapa SA-516 Gr. 70 com 75% de ferríta (Partes
claras) e 25% de perlíta (partes escuras) em volume................................................................ 66
Figura 32: Sobreposição dos cordões de soldagem .................................................................. 68
Figura 33: Sobreposição de uma camada de revestimento por soldagem ................................ 69
Figura 34: Sobreposição de uma camada de revestimento por soldagem com remoção completa
da primeira camada ................................................................................................................... 70
Figura 35: Sobreposição de duas camadas de revestimento por soldagem com remoção
completa da primeira e segunda camada .................................................................................. 71

Figura 36 – Localização dos pontos da análise química .......................................................... 76
Figura 37: Micrografia dos corpos de prova, a) Micrografia corpo de prova 1; b) Micrografia
corpo de prova 2; c) Micrografia corpo de prova 3; d) Micrografia corpo de prova 4. ........... 80
Figura 38: Análise da superfície do corpo de prova 1 por estéreo microscópio – 20x ............ 82
Figura 39: Presença de pite com pequenas dimensões na superfície do revestimento do corpo
de prova 1 após ensaio de corrosão ASTM G48 método A com temperatura de 50°C e tempo
de 24 horas de imersão ............................................................................................................. 82
Figura 40: Presença de pite ampliada na superfície do revestimento do corpo de prova 1 ...... 83
Figura 41: Imagem do corpo de prova 1 apresentando precipitados secundários nas regiões
interdendríticas ......................................................................................................................... 85
Figura 42 - Mapeamento químico por cores do elemento Cr do corpo de prova 1 .................. 87
Figura 43 - Mapeamento químico por cores do elemento Ni do corpo de prova 1 .................. 88
Figura 44 - Mapeamento químico por cores do elemento Mo do corpo de prova 1 ................ 88
Figura 45 - Mapeamento químico por cores do elemento Nb do corpo de prova 1 ................. 89
Figura 46 - Mapeamento químico por cores do elemento Fe do corpo de prova 1 .................. 89
Foto 1: Equipamentos para o processo MIG/MAG. ................................................................. 58
Foto 2: Superfície preparada por lixamento para soldagem da chapa SA-516 Gr. 70 ............. 65
Foto 3: Ajustes de parâmetros de soldagem do revestimento .................................................. 67
Foto 4: Corpo de prova 1 .......................................................................................................... 69
Foto 5: Corpo de prova 2 .......................................................................................................... 70
Foto 6: Corpo de prova 3 .......................................................................................................... 71
Foto 7: Corpo de prova 4 .......................................................................................................... 72
Foto 8: Microscópio utilizado na análise microestrutural ........................................................ 74
Foto 9: MEV/EDS – TM300 .................................................................................................... 75
Foto 10: Estéreo microscópio - Insize ...................................................................................... 75

LISTA DE TABELAS
Tabela 1: Propriedades mecânicas do níquel puro recozido..................................................... 22
Tabela 2: Consumo mundial de níquel ..................................................................................... 23
Tabela 3: Papel dos elementos de liga em superligas a base de níquel .................................... 26
Tabela 4: Resumo dos diâmetros atômicos aproximados e dados de solubilidade para vários
elementos em Ni a 1000ºC. ...................................................................................................... 30
Tabela 5: Parâmetros de soldagem ........................................................................................... 67
Tabela 6: Resultado análise química dos corpos de prova ....................................................... 77
Tabela 7: Composição química da região interdendrítica e centro das dendrítas do corpo de
prova 1 ...................................................................................................................................... 86
Tabela 8: Composição química da região interdendrítica e centro das dendrítas do corpo de
prova 2 ...................................................................................................................................... 86
Tabela 9: Composição química da região interdendrítica e centro das dendrítas do corpo de
prova 3 ...................................................................................................................................... 86
Tabela 10: Composição química da região interdendrítica e centro das dendrítas do corpo de
prova 4 ...................................................................................................................................... 86

SUMÁRIO
1 INTRODUÇÃO .................................................................................. 13
2 REFERENCIAL TEÓRICO ............................................................. 16
2.1 AÇO ................................................................................................................... 16
2.1.1 Definição de aço ........................................................................................................ 16
2.1.2 Estrutura dos aços .................................................................................................... 16
2.1.3 Classificação dos aços ............................................................................................... 19
2.1.4 Processos de fabricação............................................................................................ 20
2.1.5 Aço carbono SA-516 Gr. 70 ..................................................................................... 20
2.2 NÍQUEL............................................................................................................. 21
2.2.1 História do níquel ..................................................................................................... 21
2.2.2 Propriedades físicas .................................................................................................. 21
2.2.3 Propriedades mecânicas........................................................................................... 22
2.2.4 Estrutura do níquel .................................................................................................. 23
2.2.5 Utilização do níquel .................................................................................................. 24
2.2.6 Níquel e ligas a base de níquel ................................................................................. 24
2.2.7 Superliga a base de níquel ....................................................................................... 25
2.2.8 Classificações das superligas de níquel ................................................................... 27
2.2.8.1 Ligas de níquel com aumento de resistência por solução sólida ................................ 28
2.2.8.2 Ligas de níquel com aumento de resistência por precipitação ................................... 31
2.2.9 Fases precipitadas nas ligas a base de níquel ......................................................... 32
2.2.9.1 Fase gama γ ................................................................................................................ 33
2.2.9.2 Fase gama linha γ’ ...................................................................................................... 33
2.2.9.3 Fase gama duas linhas γ’’ ........................................................................................... 34
2.2.9.4 Fase δ .......................................................................................................................... 35
2.2.9.5 Fase ɳ .......................................................................................................................... 36
2.2.9.6 Fases TCP ................................................................................................................... 37
2.2.9.7 Boretos........................................................................................................................ 39
2.2.9.8 Nitretos ....................................................................................................................... 40
2.2.9.9 Carbonetos .................................................................................................................. 40
2.2.10 Influência dos elementos de liga na liga a base de níquel ..................................... 41
2.2.11 Inconel 625 ................................................................................................................ 44
2.2.12 Caracterização da microestrutura da liga de Inconel 625 .................................... 45
2.2.13 Inconel 718 ................................................................................................................ 48
2.2.14 Arame ERNiCrMo-3 ................................................................................................ 50
2.2.15 Soldagem das ligas de níquel com aumento de resistência por solução sólida ... 51
2.2.15.1 Segregação durante a solidificação ............................................................................ 53
2.2.16 Diagrama de fase ternário de Ni-Cr-Mo ................................................................ 54
2.3 SOLDAGEM PELO PROCESSO MIG/MAG (GMAW) ................................ 57
2.3.1 Fundamentos ............................................................................................................. 57
2.3.2 Equipamentos ........................................................................................................... 58
2.3.3 Aplicações industriais............................................................................................... 58
2.4 CLAD ................................................................................................................. 59
2.4.1 Definição de Clad...................................................................................................... 59
2.4.2 Classificação do Clad ............................................................................................... 59
2.4.3 Vantagens .................................................................................................................. 60
2.5 CORROSÃO...................................................................................................... 61
2.5.1 Corrosão em ligas de Inconel 625 ........................................................................... 61
3 METODOLOGIA .............................................................................. 64
3.1 MATERIAIS E MÉTODOS ............................................................................. 64
3.1.1 Etapa 1 - Preparação dos materiais ........................................................................ 65

3.1.2 Etapa 2 - Ajustes dos parâmetros de soldagem ..................................................... 66
3.1.3 Etapa 3 - Soldagem dos corpos de prova ................................................................ 68
3.1.4 Etapa 4 - Análise química ........................................................................................ 73
3.1.5 Etapa 5 - Análise da microsestrutura após soldagem ........................................... 73
3.1.6 Etapa 6 - Ensaio de corrosão ................................................................................... 74
3.1.7 Etapa 7 - Análise da presença de pite na superfície do revestimento .................. 75
3.1.8 Etapa 8 - Caracterização metalúrgica da região submetida ao ataque corrosivo
.....................................................................................................................................75
4 RESULTADOS E DISCUSSÃO ........................................................ 76
4.1 ETAPA 2 E 3 – AJUSTES DOS PARÂMETROS DE SOLDAGEM E
SOLDAGEM DOS CORPOS DE PROVA ................................................................... 76
4.2 ETAPA 4 – ANÁLISE QUÍMICA ................................................................... 76
4.3 ETAPA 5 - ANÁLISE DA MICROESTRUTURA APÓS SOLDAGEM ....... 80
4.4 ETAPA 6 E 7 - ENSAIOS DE CORROSÃO E ANÁLISE DA PRESENÇA DE
PITE NA SUPERFICIE DO REVESTIMENTO ........................................................... 81
4.5 ETAPA 8 CARACTERIZAÇÃO METALÚRGICA DA REGIÃO
SUBMETIDA AO ATAQUE CORROSIVO. ............................................................... 84
5 CONCLUSÕES .................................................................................. 90
REFERÊNCIAS BIBLIOGRÁFICAS .......................................................... 91

13
1 INTRODUÇÃO
Com os avanços nas explorações de petróleo e gás natural em alto mar, cada vez
mais é necessário o desenvolvimento de ligas que suportem as severas condições de exploração
como: resistência mecânica, resistência a corrosão e oxidação em temperaturas acima de 500°C.
(KIM, 2015, CASILLAS, 2011; RICCOMINI, 2012). As novas descobertas de reservas de
petróleo em águas profundas como o Pré-sal trouxeram a necessidade do desenvolvimento de
materiais que suportassem as condições severas dessa exploração em águas com profundidade
de até 3 mil metros de camadas de sal e sedimentos com até 5 mil metros de profundidade
(SEABRA et al., 2015b; ALVEZ, 2009).
O contato com os fluidos exige resistência a corrosão das ligas devido a presença
de agentes corrosivos como H2S e dióxido de carbono dissolvidos em água (H2O). O grande
desafio para a tecnologia é viabilizar a extração do petróleo nessas condições e o principal deles
são materiais resistentes a corrosão (SILVA et al., 2012; CASILLAS, 2011).
As ligas a base de níquel foram os materiais mais estudados para essas
aplicações, pois tem excelente resistência a corrosão, resistência mecânica em alta temperatura
e resistência a oxidação em temperaturas acima de 500°C (LIU et al., 2015; ASM, 2000).
Uma das limitações da utilização dessas ligas é o alto custo do níquel em relação
ao aço carbono, o que torna a utilização de materiais maciços inviável. Porém o uso de ligas a
base de níquel garante uma maior integridade dos equipamentos aumentando sua vida útil,
qualidade, integridade e menor índice de reparos (CARVALHO, 2015; SILVA et al., 2012).
Para viabilizar a utilização de ligas a base de níquel, o clad tem sido um dos
métodos mais usados para essas aplicações, uma vez que o metal de base de menor custo em
torno de R$ 3,40 o kg é responsável pelas características mecânicas e uma aplicação de camada
fina de revestimento de liga de níquel com custo em torno de R$ 280,00 o kg é utilizado para
resistência a corrosão, tornando assim uma boa opção para melhorar o custo benéfico na
aplicação dessas ligas (ROZMUS-GÓRNIKOWSKA, 2017; SMITH, 2012).
Há diversos processos de soldagem que são utilizados para aplicação de
revestimento. A seleção do processo mais adequado para o componente vai depender de
variados fatores como o tipo do metal de base, geometria do componente, relação custo-
benefício e custo dos materiais consumíveis (LIPPOLD; KISER; DUPONT, 2011; SMITH,
2012).
14
Dentre os processos de soldagem utilizados destaca-se o MIG/MAG (GMAW),
pois obtém uma boa produtividade e um custo relativamente baixo comparado com outros
processos de soldagem como Eletroescória, e não gera uma ZTA (Zona termicamente afetada)
muito prejudicial ao clad com excessivo aumento de dureza. Para o revestimento ser
considerado adequado para as aplicações resistentes a corrosão, ele deve apresentar as
características químicas iguais a do material consumível utilizado na soldagem
(SUBRAMANIAN et al., 2019; FREI, 2016; SANDES, 2016).
Como no processo de soldagem existe o fator de diluição, as primeiras camadas
do revestimento ainda apresentaram alguns elementos do metal de base que podem ser sensíveis
a corrosão como o ferro que é altamente oxidante. Entre o metal de base e mistura total do
revestimento há uma zona de transição, chamada de zona parcialmente misturada (ROZMUS-
GÓRNIKOWSKA, 2017; PETROBRAS, 2014; PESSOA et al., 2010b).
A taxa de diluição na zona de solda é também um importante fator na soldagem
de revestimento, quando utiliza processos de soldagem com alta taxa de diluição a composição
da zona soldada causa mudança na composição química que impacta na resistência a corrosão
do clad (KIM, 2015).
Nas normas técnicas de critérios de aceitação para análise química de
revestimentos por soldagem como a API 582 (Welding Guidelines for the Chemical, Oil, and
Gas Industries e a Norma Petrobras N-1707), limitam o percentual de ferro nas camadas finais
do revestimento, como a diluição é inerente do processo de soldagem, o controle do percentual
de ferro na última camada se torna mais difícil quando é necessário revestimento em camadas
finas, até 3mm de espessura (API, 2014; PETROBRAS, 2014).
Pesquisas realizadas nas bases de WEB OF SCIENCE, SCOPUS e
ENGINEERING VILLAGE, entre os anos de 2010 a 2020, não obtiveram êxito quanto ao tema
do trabalho.
Este trabalho tem como objetivo geral avaliar da resistência à corrosão nos
revestimentos de ligas a base de níquel (Inconel 625) com diferentes percentuais de ferro da
última camada do revestimento depositado por soldagem pelo processo MIG em chapas de aço
carbono tipo SA-516 Gr.70.

15
Os objetivos específicos que serão estudados neste trabalho são:
Identificar a composição química das amostras;
Realizar ensaio de corrosão conforme norma ASTM G-48, método A, tendo como
critério de aceitação a norma NORSOK M-601 com temperatura de ensaio de 50°C e
tempo de 24 horas em corpos de prova; com percentuais de ferro entre 5%, 8%, 15% e
20%;
Analisar presença de Pite na face do revestimento das amostras;
Verificar as fases precipitadas na face dos revestimentos por meio de MEV.
Com o aumento da necessidade de ligas resistentes a corrosão para aplicações
onde os ambientes são severos, a utilização de revestimentos depositados por soldagem torna
ligas a base de níquel acessíveis com custos mais baixos do que a aplicação de ligas maciças a
base de níquel (CASILLAS, 2011; RICCOMINI, 2012; ALVEZ, 2009).
Esse trabalho pode contribuir para minimizar os problemas de retrabalhos em
revestimentos de soldagem quando o percentual de ferro fica acima da faixa permitida pelo
material da liga sem diminuir a resistência a corrosão, e definir o percentual máximo
permissível de ferro que não afetará a propriedade de resistência a corrosão do revestimento.
No segundo capítulo dessa dissertação é apresentado o referencial teórico que dá
a base para o trabalho, onde são abordadas as teorias sobre os materiais aplicados no trabalho,
a soldagem e os fenômenos de corrosão característicos para a liga de Inconel 625.
No terceiro capítulo são apresentados os materiais e métodos utilizados para
fazer os experimentos e técnicas de caracterização e preparação das amostras.
O quarto capítulo apresenta os resultados e discussões do trabalho, baseado nas
literaturas e analises dos resultados.
O quinto corresponde as conclusões do estudo realizado
E por fim são apresentadas as referências bibliográficas com as principais
literaturas utilizadas para suporte e preparação do trabalho.

16
2 REFERENCIAL TEÓRICO
Neste capítulo são definidos os dois metais que compõe a chapa clad para
trocadores de calor, conectores de tubos flexíveis e componentes para reatores nucleares que
são os aços carbono e as superligas a base de níquel, bem como o processo de soldagem
utilizado (MIG) e os principais fenômenos de corrosão para a liga.
2.1 AÇO
2.1.1 Definição de aço
Os aços são ligas a base de ferro e carbono, podendo conter outros elementos de
ligas adicionados intencionalmente para mudar as propriedades da liga. Os aços são
classificados em função de diversos elementos de liga, em especial de acordo com a
concentração de carbono na liga. A faixa de carbono da liga ferrosa que corresponde ao aço vai
de 0, a 2,1% (CALLISTER; RETHWISCH, 2009b).
2.1.2 Estrutura dos aços
Nos metais os átomos dos elementos se organizam de forma regular formando
um cristal. A estrutura cristalina do aço é um fator importante pois definem o comportamento
do material. A microestrutura do aço é constituída por diversas fases cristalinas organizados de
modos a depender dos ciclos térmicos a partir da qual são formadas. As quantidades de cada
fase presente na microestrutura normalmente se apresentam na escala micrométrica e a
quantidade de cada uma delas é dependente do ciclo térmico e da composição química
(COLPAERT, 2018; SILVA et al., 2018).
Dependendo da temperatura o aço pode apresentar diferentes estruturas
cristalinas normalmente cúbica de corpo centrado (CCC) e cúbica de face centrada (CFC),
conforme figura 1.
As fases presentes no aço estão diretamente ligadas com a temperatura, a fase
alfa com estrutura cristalina CCC pode ser encontrada até a temperatura de 910°C. Acima dessa
temperatura até a temperatura de 1394°C a estrutura cristalina se torna CFC, acima dessa

17
temperatura CCC torna-se estável novamente até o ponto de fusão do aço em torno de 1538°C
(COLPAERT, 2018; SILVA et al., 2018).
Fonte: (COLPAERT, 2018; SILVA et al., 2018) pág.4
A adição de carbono no ferro produz mudança nas estabilidades das fases de
equilíbrio possibilitando a formação de nova fase como a Cementíta (Fe3C). O diagrama de
equilíbrio Fe-Fe3C figura 2, representa essas mudanças com adição de carbono de 0 a 6,7%. A
diferença de temperatura e o percentual do carbono mudam a estabilidade das fases presentes
(COLPAERT, 2018).
Figura 1: (a) Estrutura cúbica de corpo centrado, (b) Estrutura
cúbica de face centrada

18
Figura 2: Diagrama de Equilíbrio de fase Fe-Fe3C
Fonte: (CALLISTER; RETHWISCH, 2009b) pág. 272
O diagrama Fe-Fe3C é a ferramenta mais utilizada para caracterização de ligas
de aço, onde se considera para esta classe a faixa de 0 a 2,1% C. Acima desse teor a liga ferrosa
passa a ser chamada de ferro fundido. As fases diferenciam-se entre si sua estrutura cristalina e
sua característica física e química. A quantidade relativa de fases irá depender de fatores como:
velocidade de resfriamento e percentual de elementos de liga (VATAVUK, 2014).
Ferríta denominada de fase alfa (α) tem estrutura cristalina cubica de corpo
centrada (CCC), geralmente presente como fase primaria nas ligas com teor de carbono abaixo
de 0,76 %. Esta fase apresenta baixa solubilidade para elementos intersticiais a exemplo do
carbono, cujo teor máximo em solução solida é de 0,022% a 723°C. Em temperaturas elevadas
entre 1390°C e 1536°C ocorre a ferríta delta, cuja importância é relativamente menor para as
microestruturas típicas deste material (VATAVUK, 2014).
A austeníta e um a fase do aço, segundo o diagrama da figura 2 a austeníta
começa a se tornar estável a partir de 727°C com teor de carbono de 0,76% também conhecida

19
como fase gama apresenta uma estrutura cristalina cúbica de face centrada (CFC) (VATAVUK,
2014).
Cementíta é um composto frágil de ferro e carbono (Fe3C), apresenta uma
solubilidade no aço de até 6,7% C (VATAVUK, 2014).
Perlíta é um composto microestrutural formado a partir da combinação de ferríta
com cementíta (Fe3C), que são formadas a partir do resfriamento da austeníta, a perlíta é
caracterizada por uma microestrutura em forma lamelar (VATAVUK, 2014).
2.1.3 Classificação dos aços
Os aços podem ser classificados em três tipos mais comuns: aço com baixo teor
de carbono, que são aços com percentual inferior à 0,25% C, e suas características são: baixa
dureza (inferior a 180HV), baixa resistência mecânica (415 MPa), boa ductilidade e boa
tenacidade (maior que 20J de energia absorvida), essas propriedades são em função de sua
microestrutura constituída de ferríta e perlíta, com maior quantidade de ferríta conforme
mostrado na figura 3 (CALLISTER; RETHWISCH, 2009b).
Devido as características mecânicas desses aços, os processos de fabricação
como: usinagem, soldagem e conformação, os tornam os aços com maior volume de fabricação
entre todos, e podendo ser usado na fabricação de vigas, barras, tubos e chapas (CALLISTER;
RETHWISCH, 2009b).
Fonte: (COLPAERT, 2018; SILVA et al., 2018) pág. 122
Figura 3: Seção transversal de vareta sólida AISI 1010
normalizada. Ferríta e perlíta (aproximadamente 10% em
volume).

20
Os aços com médio teor de carbono, possuem em sua composição 0,25 à 0,60%
C, eles podem sofrer tratamento térmico de têmpera e revenimento para melhorar suas
propriedades mecânicas por meio da formação de martensíta em sua microestrutura, outros
elementos podem ser adicionados para aumentar a capacidade da liga em ser tratada
termicamente, esses aços tem as características de ter elevada resistência mecânica, resistência
a abrasão e tenacidade, considerando ter uma resistência mecânica superior ao aço de baixo
carbono (CALLISTER; RETHWISCH, 2009b).
Os aços com alto teor de carbono possuem em sua composição o percentual de
0,6% a 2,1%. Estas ligas são utilizadas na condição de tratado termicamente, e são considerados
mais duros e com maior resistência que os outros aços, porém com ductilidade inferior aos
demais. Alguns elementos como: molibdênio, cromo, vanádio e outros, são adicionados para
aumentar suas propriedades e melhorar sua resposta ao tratamento térmico, por exemplo
formando carbonetos duros. Esses aços são utilizados tipicamente em ferramentas e
componentes que são sujeitos a elevado grau de abrasão (CALLISTER; RETHWISCH, 2009b).
2.1.4 Processos de fabricação
A fabricação do aço acontece em alto fornos de siderurgia pelo processo de
redução de óxido de ferro pelo coque, com calor acima de 1600°C, gerado por gases aquecidos,
decorrendo esse processo, forma-se o ferro gusa, que é uma liga de ferro com elevados teores
de carbono, até 4,4% e outras impurezas na liga como: S (enxofre), P (fósforo), esse material
passa por outro processo em um Forno Básico de Oxigênio (BOF), onde é empregado um sopro
de oxigênio em velocidades supersônica afim de reduzir o percentual de carbono, esse carbono
é dissolvido e escapa em forma de gás (CO) monóxido de carbono, e as demais impurezas S e
P são reduzidas com a adição de cal queimado, que se combina com elas e se torna escória, que
é removida da liga no final do processo (ASM, 1990).
2.1.5 Aço carbono SA-516 Gr. 70
Os aços carbono SA-516 Gr. 70 são classificados como aço de baixo carbono
onde sua maior aplicação é para equipamentos onde tem requisito de soldagem como: Tanques,
Vasos de Pressão e Torres de Processos.

21
Composição química do aço SA-516 Gr. 70: 0,27% máx. C; 0,85 a 1,20% de
Mn; 0,025% máx. S; 0,025% Max P. (ASME, 2017).
Propriedades mecânicas: resistência a tração mínima 485 a 620 MPa, resistência
ao escoamento 260 MPa e alongamento mínimo de 21% (ASME, 2017).
2.2 NÍQUEL
O níquel é um dos materiais mais importante nas indústrias de metais, sendo um
dos principais elementos dos aços inoxidáveis austeníticos com um percentual de 8 até 35% Ni,
e também presente de ligas não ferrosas. As ligas de níquel são muito utilizadas em aplicações
que requerem resistência mecânica em alta temperatura e resistência a corrosão. (ASM, 2000).
2.2.1 História do níquel
Os primeiros materiais encontrados de níquel feito pelo homem, foi cerca de
3100 A.C, em um punhal e espadas feitas a partir de meteorito de Fe-Ni. O uso antigo do níquel
em tempos modernos, nos últimos 100 anos, foi em moedas com ligas de cobre e níquel,
desenvolvidas na China. O níquel foi identificado por Alex F. Cronstedt em 1751, oriundo do
minério” Kupfernickel”, de onde foi nomeado com níquel. A primeira liga desenvolvida de
níquel foi a liga de Monel (67% níquel e restante em cobre) registrada pela primeira vez em
1906, muito utilizado até hoje da série Monel 400 (ASM, 2000).
2.2.2 Propriedades físicas
Níquel com símbolo Ni da tabela periódica é o 28° elemento, sua estrutura
cristalina de faixas criogênicas até o ponto de fusão é cúbica de face centrada (CFC), é o 5°
elemento em abundância na terra (REED, 2006).
O ponto de fusão do níquel é de 1453°C, outras importantes propriedades do
níquel incluem temperatura de recristalização de 370°C, coeficiente de expansão térmica linear
de 13.3 µm/m.K de 0 a 100°C. Com uma resistividade a 20°C de 68.44nΩ.m e condutividade
térmica de 25.2% IACS (ASM, 2000).

22
O níquel é um dos três elementos que são fortemente ferromagnéticos na
temperatura ambiente, assim como o cobalto e o ferro, como mostrado na figura 4.
Fonte: (ASM, 2000) Pag. 3
2.2.3 Propriedades mecânicas
As propriedades de resistência mecânica do níquel na forma recozido são
conforme tabela 1.
Tabela 1: Propriedades mecânicas do níquel puro recozido
Resistência
mecânica
Limite de
escoamento
Alongamento Dureza Módulo de
elasticidade
317 MPa 0,2%- 59 MPa 30% em 50mm 64HV 207 GPa
Fonte: Próprio autor
Figura 4: Típicas curvas de indução normais de amostras
de ferro, níquel e cobalto
23
De acordo com o Instituto de Desenvolvimento do Níquel, o consumo do níquel
pode ser representado pela tabela 2 (ASM, 2000).
Tabela 2: Consumo mundial de níquel
Uso Consumo de níquel,
%
Aço inoxidável 62.7
Ligas à base de níquel 11.9
Revestimentos 9.7
Aços de liga leve 9.0
Produtos de fundição 3.5
Ligas à base de cobre 1.4
Outros 1.8
Fonte: (ASM, 2000) Pág. 6
2.2.4 Estrutura do níquel
A estrutura cristalina do níquel é a cúbica de face centrada (CFC) em qualquer
temperatura até o ponto de fusão de 1454°C (REED, 2006).
Muitos elementos de ligas são adicionados intencionalmente nas superligas de
níquel para melhorar as propriedades da liga como: cromo, cobalto, nióbio, molibdênio,
carbono, boro e ferro, esses elementos ocupam lugares nas estruturas cristalinas de acordo com
seu raio atômico, alguns substitucionais e outros intersticiais (REED, 2006).
Esses elementos podem mudar as fases presentes na liga de níquel como: fase
gama com estrutura CFC, e fases secundárias como precipitados gama linha e duas linhas,
carbonetos e boretos, estas fases estão diretamente ligadas nas propriedades de corrosão,
resistência mecânica, fluência, e temperatura de trabalho da liga (REED, 2006).

24
2.2.5 Utilização do níquel
Uma das utilizações mais importantes do níquel é como elemento de ligas
ferrosas como, aços inoxidáveis, baixas ligas e ferro fundido. Outros importantes usos do níquel
são em ligas a base de níquel, usado para resistência a corrosão e aplicações a resistência a
quente, baterias, pó de níquel para metalurgia do pó e filtros. (ASM, 2000).
2.2.6 Níquel e ligas a base de níquel
Uma das utilizações mais importantes do níquel são nas superligas baseadas
nesse elemento, onde as ligas são de extrema importância para a indústria por causa do
desempenho em diversas variedades de condições de operação com fluidos corrosivos, alta
temperatura, alta tensão e todos esses fatores juntos (NOWOTNIK, 2016; ASM, 2000).
O níquel tem ótima solubilidade como soluto e como solvente para diversos
elementos de liga, com sua estrutura cristalina CFC em uma matriz gama (γ), que pode
precipitar fases secundarias, carbonetos e nitretos.
O níquel tem uma solubilidade quase completa com o ferro. Pode dissolver ±
35% de cromo, 20% de molibdênio e tungstênio, e de 5 a 10% de alumínio, titânio, manganês
e vanádio (ASM, 2000).
Essa variedade de elemento torna as ligas de níquel excelente para formar
combinações para promover aumento de resistência mecânica por solução sólida e aumentar a
resistência a oxidação e corrosão. Esse aumento de resistência por solução é devido a diferença
do raio atômico do níquel com os elementos de liga que causa uma deformação na rede
cristalina (ASM, 2000).
Há alguns elementos que podem formar fases intermetálicas na liga de níquel
como o titânio e alumínio que são adicionados juntos para formar a fase gama linha (γ’)
formando Ni3(Al, Ti) que são obtidos por tratamento térmico de envelhecimento e formam ligas
com ótima resistência mecânica para serviços em alta temperatura (ASM, 2000).
As ligas a base de níquel têm diversas aplicações, geralmente utilizada em
serviços de alta temperatura como: indústrias petroquímicas e químicas, papel e celulose,
turbinas a gás, plantas de caldeiras, motores e turbinas, aplicações médicas e sistemas nucleares
(AGNOLI et al., 2018; SILVA, 2012 et al., ASM, 2000).

25
Quando expostos em longos períodos de tempos em temperaturas acima de
500°C e sobre efeitos de tensão, esses materiais apresentam baixas taxas de acúmulo de
fluência, o que também os tornam desejáveis nesses tipos de serviços. O uso dessas ligas varia
de acordo com sua aplicação (REED, 2006).
2.2.7 Superliga a base de níquel
A crescente demanda por perfuração de poços cada vez mais profundos e a
presença de agentes corrosivos como H2S e cloretos requerem materiais mais nobre do que os
aços C-Mn (TRINDADE et al., 2017; SILVA et al., 2018).
O cromo (Cr) é o elemento que aumenta a resistência a corrosão, especialmente
em atmosferas oxidantes, ele é o elemento básico da superliga de níquel Inconel 625, além disso
o Cr e especialmente Mo e Nb promovem o aumento de resistência mecânica por solução sólida
da liga 625 (ROZMUS-GÓRNIKOWSKA, 2016).
As superligas a base de níquel têm diversas aplicações como: aeronaves,
indústrias químicas e petroquímicas, reatores nucleares. Apesar de terem sido desenvolvidos
para altas temperaturas, algumas aplicações são feitas em temperaturas criogênicas (ASM,
2000). As superligas normalmente são usadas para temperaturas acima de 540°C (KIM, 2015;
REED, 2006).
Essa alta resistência a corrosão é alcançada similarmente aos aços inoxidáveis
através da formação de um filme passivo de óxido de cromo sobre a superfície da liga,
protegendo o material contra a ação do meio corrosivo (SILVA et al., 2012).
As propriedades são controladas em ajustes de composição, processamento e
resistência a elevadas temperaturas.
As superligas a base de níquel podem ser classificadas de duas formas, aumento
de resistência por solução sólida, exemplo Inconel 625 ou aumento de resistência por
precipitação de fases, exemplo Inconel 718 (ASM, 2000).
A tabela 3 mostra os efeitos dos elementos de liga nas superligas a base
de níquel.

26
Tabela 3: Papel dos elementos de liga em superligas a base de níquel
Efeito Base de níquel
Aumento de resistência mecânica por solução sólida Co, Cr, Fe, Mo, W, Ta, Re
MC W, Ta, Ti, Mo, Nb, Hf
M7C3 Cr
M23C6 Cr, Mo, W
M6C Mo, W, Nb
Carbonitretos M (CN) C, N
Formas gama linha (y') Ni3 (Al, Ti) Al, Ti
Formas gama 2 linhas (y’’) Ni3 (Nb) Nb
Aumento de resistência a corrosão por pite e frestas Mo, Nb
Aumenta a temperatura do solvus de gama linha (y’) Co
Precipitados de endurecimento e/ou intermetálicos Al, Ti, Nb, C
Resistência à oxidação Al, Cr, Y, La, Ce
Melhorar a resistência à corrosão a quente La, Th
Resistência à sulfetação Cr, Co, Si
Melhora as propriedades de fluência B, Ta
Aumenta a resistência a ruptura B (c)
Refinadores de contornos de grãos B, C, Zr, Hf
Fases TCP (σ, µ, P, Laves) Ti, Zr, Nb, Ta, Al, Si, Fe
Formadores de camadas de óxido (Cr2O3/Al2O3) Cr, Al
(a) nem todos esses efeitos ocorrem necessariamente em uma determinada liga.
(b) o endurecimento por precipitação de Ni3Ti também ocorre se houver Ni suficiente.
Fonte: (ASM, 2000) Pág. 69 – Modificado e Traduzido
Os elementos da tabela periódica são mostrados na Figura 5 e sua influência
como elemento de liga em ligas a base de níquel, esses elementos são os principais adicionados
em superligas (ASM, 2000).

27
Fonte: (ASM, 2000) Pág. 69 - Traduzido
2.2.8 Classificações das superligas de níquel
As superligas de níquel possuem uma classificação de acordo com os processos
de fabricação ou meios de aumento de resistência mecânica ou de corrosão como: ligas com
aumento de resistência por solução sólida, endurecíveis por precipitação, aumento da
resistência por dispersão e ligas fundidas (AGUIAR, 2010).
As ligas a base de níquel são frequentemente classificadas como resistente a alta
temperatura ou resistente a corrosão. As ligas resistentes a alta temperatura pode ser classificada
como resistente a corrosão em ambientes quentes e agressivo ou alta resistência mecânica
(ASM, 2000).
Outra forma de classificação das ligas a base de níquel é o mecanismo de
aumento de resistência que pode ser por solução sólida, onde os elementos como: ferro, cobalto,
cromo, molibdênio, tungstênio, titânio, alumínio e vanádio, tem uma diferença do diâmetro
atômico do níquel e formam uma interferência na rede cristalina, ou aumento de resistência por
Figura 5: Elementos de liga usados nas superligas à base de níquel, a altura dos blocos dos
elementos indica a quantidade que pode estar presente, elementos benéficos são marcados
com hachura cruzada e poucos elementos prejudiciais são marcados com hachura de linha
horizontal

28
precipitação de fases secundárias e também se enquadram a formação de carbonetos e boretos
que aumentam a resistência mecânica da liga ou as tornam frágeis (ASM, 2000).
2.2.8.1 Ligas de níquel com aumento de resistência por solução sólida
O aumento da resistência mecânica por solução sólida se dá pela introdução de
átomos de soluto na rede cristalina que promovem uma barreira à movimentação das
discordâncias. Os átomos de soluto causam deformações na rede cristalina através dos átomos
vizinhos devido à diferença nos raios atômicos do soluto e do solvente. Esta configuração
resulta em um campo de deformação da rede cristalina entre as discordâncias e os átomos de
soluto e, consequentemente, há restrição no movimento das discordâncias (CALLISTER;
RETHWISCH, 2009b).
Os átomos de soluto reduzem a energia livre se distribuindo de forma a
minimizar a deformação na rede cristalina. Um átomo de soluto com o diâmetro menor que o
do solvente tende a se localizar no campo de compressão da discordância conforme figura 6 e
o soluto de diâmetro maior que o do solvente se localiza no campo de tração, conforme visto
na figura 7 (CALLISTER; RETHWISCH, 2009b).
Fonte: (CALLISTER; RETHWISCH, 2009b) Pág. 184
Conforme figura 6, (a) Representação das deformações trativas da rede, que são
impostas sobre os átomos hospedeiros por um átomo de impureza substitucional menor. (b)
possíveis localizações dos átomos de impureza menores em relação a uma discordância em
Figura 6: Modificação da estrutura cristalina
por átomo de tamanho menor

29
cunha, de modo que existe um cancelamento parcial das deformações de rede devidas às
impurezas e à discordância.
Fonte: (CALLISTER; RETHWISCH, 2009b) Pág. 184
Conforme figura 7, a) Representação das deformações compressivas impostas
sobre os átomos hospedeiros por um átomo de impureza substitucional maior. (b) possíveis
localizações dos átomos de impureza maiores em relação a uma discordância em cunha, de
modo que existe um cancelamento parcial das deformações de rede devidas às impurezas e
discordância.
Com isso, há uma rede cristalina mais equilibrada, as discordâncias necessitam
de uma maior energia para se movimentarem aumentando a resistência mecânica
(CALLISTER; RETHWISCH, 2009b; REED, 2006; ASM, 2000).
Elementos como Co, Cr, Fe, Mo e Ta são usados para proporcionar aumento de
resistência mecânica por solução sólida nas superligas de níquel. Elementos que tem raio
atômico, estrutura eletrônica e rede cristalina similares ao níquel têm maior probabilidade de
permanecerem em solução sólida (LIPPOLD; KISER; DUPONT, 2011).
A adição de Re em algumas ligas também contribui para o fortalecimento da
solução sólida. O Nb também pode fornecer algum fortalecimento de solução sólida, mas é
adicionado principalmente como formador de carboneto ou para formar um precipitado de
aumento de resistência (Ni3Nb) (LIPPOLD; KISER; DUPONT, 2011).
A capacidade de um elemento químico aumentar a resistência por solução sólida
é pela diferença no raio atômico comparado com o níquel (LIPPOLD; KISER; DUPONT,
2011).
Figura 7: Modificação da estrutura cristalina por
átomo de tamanho maior

30
O limite de solubilidade é à máxima quantidade de soluto que pode ser absorvida
pelo solvente sem haver precipitação. A possibilidade de formação de várias ligas de níquel
contendo quantidades relativamente grandes de elementos como Cr, Mo, W, Co, Mn, Al e Ti
contribui para o desenvolvimento destas ligas nas últimas décadas e com isso o níquel é um
elemento muito importante por ser capaz de ser um solvente para todos esses elementos de liga
(LIPPOLD; KISER; DUPONT, 2011).
Esses elementos são apenas reforçadores eficazes se não excederem o limite de
solubilidade da fase austeníta gama (γ) rica em Ni. Os limites de solubilidade para elementos
comuns de aumento de resistência da solução sólida podem ser encontrados na Tabela 4.
Tabela 4: Resumo dos diâmetros atômicos aproximados e dados de solubilidade para vários elementos
em Ni a 1000ºC.
Soluto Diferença aproximada de tamanho
atômico em relação ao níquel, %
Solubilidade aproximada em
níquel a 1000ºC, % em peso
C +43 0.2
Al -15 7
Si +6 8
Tí -17 10
V -6 20
Cr -0.3 40
Mn +10 20
Fe +0.3 100
Co -0.2 100
Cu -3 100
Nb -15 6
Mo -9 34
Ta -15 14
W -10 38
Fonte: (LIPPOLD; KISER; DUPONT, 2011) Pág. 17 - Traduzido
De uma forma geral, as ligas endurecidas por solução sólida possuem boa
soldabilidade. Podem serem colocadas em serviço após a realização da soldagem, mantendo

31
níveis satisfatórios das propriedades mecânicas na condição como soldado (ASM, 1993b;
AGUIAR 2010).
2.2.8.2 Ligas de níquel com aumento de resistência por precipitação
A metalurgia física das superligas a base de níquel com aumento de resistência
mecânica por precipitação de fase é bastante complexa, pois contém uma mistura de adições
intencionais para o aumento de resistência por solução sólida (Cr, Co, Fe, Mo, W e Ta),
formação de precipitados (Ti, Al e Nb), resistência à oxidação (Cr, Al e Ta), resistência à
corrosão a quente (Cr, La e Th), propriedades de fluência e de resistência (B e Zr) e ductilidade
a temperatura intermediária (Hf) (LIPPOLD; KISER; DUPONT, 2011).
As ligas à base de Ni endurecíveis por precipitação contêm adições de titânio,
alumínio e/ou nióbio que formam precipitados que aumentam de resistência mecânica após um
tratamento térmico apropriado, solubilização seguida de envelhecimento. Na maioria das
condições, esses precipitados são coerentes com a matriz de austeníta tendo como resultado
tensões de coerência que promovem um substancial aumento na dificuldade de movimentação
das discordâncias, o que se traduz em maior dificuldade em termos de deformação plástica,
resultando em um substancial aumento de resistência nestas ligas (LIPPOLD; KISER;
DUPONT, 2011).
O mais comum desses precipitados é chamado gama linha (γ’) - Ni3Al, Ni3Ti e
Ni3(Ti, Al) e gama duas linhas (γ″) - Ni3Nb. Ao otimizar as adições de ligas e o tratamento
térmico, essas ligas podem ser reforçadas para atingir valores máximos de resistência à tração
superiores a 1380 MPa, com tensões de escoamento de 0,2% acima de 1035 MPa (LIPPOLD;
KISER; DUPONT, 2011). A fase γ’ – Ni3(Al, Ti) possui elevada coerência com a matriz, em
geral menor que 1 % (ASM, 1993b).
As ligas endurecidas por precipitação são frequentemente denominadas como
superligas com base na retenção de uma resistência mecânica muito alta e de resistência à
corrosão a temperaturas elevadas. O termo tem sido aplicado de maneira vaga a muitas outras
ligas complexas de alta resistência, mas geralmente o termo “superligas” é usado para descrever
as ligas a base de níquel com suas propriedades de resistência mecânica superiores fornecidas
pela precipitação das fases gama linha (γ’) e gama duas linhas (γ’’) (LIPPOLD; KISER;
DUPONT, 2011).

32
O aumento de resistência mecânica promovido pela precipitação de γ’’ nas ligas
de níquel é atribuído à deformação na rede cristalina da ordem de 3 %, entretanto, γ’’ é uma
fase metaestável, podendo ser decomposta na fase δ, com a mesma composição química
(Ni3Nb), mas, com a estrutura cristalina ortorrômbica (LIPPOLD; KISER; DUPONT, 2011).
Em geral, o tratamento térmico das ligas de níquel endurecidas por precipitação
consiste na solubilização acima da linha solvus, seguida de resfriamento rápido geralmente ar,
até temperaturas baixas e, posteriormente, na manutenção da liga em uma faixa de temperatura
que promova a precipitação e em seguida resfriado, esse efeito é conhecido como precipitação
por envelhecimento, alguns casos a liga é novamente aquecida até uma temperatura de
precipitação de novas fases, e assim formar novos precipitados, esse efeito é chamado de
precipitação por duplo envelhecimento (ASM, 2000; LIPPOLD; KISER; DUPONT, 2011).
A metalurgia da soldagem destas ligas é igualmente complexa, pois a partição
dos vários elementos de liga durante a solidificação da zona de fusão pode levar à formação de
constituintes eutéticos e formação de fases secundárias, os quais não são normalmente
observados no metal de base (LIPPOLD; KISER; DUPONT, 2011).
Ressalta-se que estes efeitos também são observados nas ligas endurecidas por
solução sólida, porém estas possuem geralmente melhor soldabilidade. A necessidade de
tratamentos térmicos após a soldagem das ligas de níquel endurecidas por precipitação
constitui-se um fator importante a se considerar, pois o custo adicional e a aplicabilidade em
campo podem afetar e restringir sua utilização (LIPPOLD; KISER; DUPONT, 2011; AGUIAR,
2010).
2.2.9 Fases precipitadas nas ligas a base de níquel
Todas as superligas a base de níquel têm uma matriz austenítica (fase gama γ)
que tem aumento de resistência mecânica da liga por solução sólida e pela precipitação de fases
secundárias e carbonetos. A maioria das fases possui algum grau de solubilidade para outros
elementos; portanto, suas composições verdadeiras variam dependendo da liga e podem ser
alteradas pelo tratamento térmico e outra exposição em altas temperaturas (ASM, 2000).
De uma forma geral, as fases secundárias presentes nas ligas de níquel são: γ’,
γ’’, δ, η, carbonetos, nitretos, boretos e fases TCP (topologically closed-packed) – σ, µ, P,
Laves. O ciclo térmico devido à soldagem possui forte influência na precipitação de fases nas
ligas de níquel, pois a segregação de elementos químicos durante o resfriamento contribui

33
fortemente para a variação local da composição química induzindo a formação de fases não
desejáveis com sérias consequências para resistência à corrosão e mecânica da liga. Por outro
lado, a alta taxa de resfriamento é capaz de suprimir a precipitação de fases que necessitem de
maior permanência da liga em certas faixas de temperatura (PESSOA, 2014; LIPPOLD;
KISER; DUPONT, 2011).
2.2.9.1 Fase gama γ
A matriz γ – Ni é uma matriz austenítica com estrutura cristalina CFC que
permanece austenítica desde a solidificação até o zero absoluto. Todas as ligas de níquel
possuem esta fase como matriz em sua microestrutura. É uma fase não magnética e possui como
característica marcante a capacidade de manter em solução sólida grande quantidade de
elementos químicos como cromo, molibdênio e tungstênio (ASM, 1993b; LIPPOLD; KISER;
DUPONT, 2011; PESSOAL, 2014).
2.2.9.2 Fase gama linha γ’
A fase gama linha γ’ é um composto intermetálico coerente e geralmente
ordenado internamente de composição química Ni3(Al, Ti). Essa precipitação na matriz γ
aumenta significativamente resistência mecânica da liga, com estrutura CFC similar a matriz γ
e um desajuste precipitado matriz menor que 1% de incompatibilidade (ASM, 2000;
PETRZAK; KOWALSKI; BLICHARSKI, 2016).
A precipitação γ’ produz um aumento de resistência com o aumento da
temperatura de precipitação até o limite de seu volume. Alumínio, titânio, nióbio e tântalo, são
fortes formadores de γ’ (ASM, 2000).
Variações no teor de molibdênio e na razão alumínio/titânio pode alterar a
morfologia de γ’. Com o aumento da incompatibilidade (desajuste de reticulado entre
precipitado e matriz) γ/γ′, a forma muda na seguinte ordem: esférica, globular, em bloco e
cuboidal. Quando a incompatibilidade da rede γ/γ′ é alta, a exposição prolongada acima de
700°C causa a formação da fase indesejada η (Ni3Ti) ou δ (Ni3Nb). A fração volumétrica, o
tamanho e a distribuição de γ′ são parâmetros importantes para o controle de propriedades. A
fração de volume de γ′ aumenta com a adição de alumínio e titânio, mas as quantidades de cada

34
um devem ser cuidadosamente controladas (PETRZAK; KOWALSKI; BLICHARSKI, 2016;
ASM, 2000; PESSOA 2014).
Se a razão alumínio/titânio for igual ou superior a 1, a exposição prolongada a
altas temperaturas resultará na substituição de γ′ por Ni2AlTi, NiAl ou Ni (Al, Ti) (ASM, 2000).
Figura 8: Morfologia de y’ de um Ni-Al-Mo
Fonte: (LIPPOLD; KISER; DUPONT, 2011) Pág.165
2.2.9.3 Fase gama duas linhas γ’’
A fase gama duas linhas γ’’ possui uma estrutura cristalina CFC ordenada com
uma composição de Ni3Nb. Ele ganhou destaque com o aumento de resistência mecânica por
precipitação na liga de Inconel 718. Gama duas linhas têm uma morfologia em forma de disco
e precipitam com uma relação bem definida com a matriz de austeníta (MOORE et al., 2017;
AGNOLI et al., 2018; PETRZAK; KOWALSKI; BLICHARSKI, 2016; ASM, 2000).
O aumento de resistência é devido às deformações de coerência produzidas pelo
baixo grau de incompatibilidade da rede γ′/γ′. Embora γ″ e γ′ estejam presentes no Inconel 718
após o envelhecimento, a quantidade de γ′ é muito pequena e γ″ é o agente fortalecedor
primário, como γ″ não é uma fase estável a aplicação de ligas como Inconel 718 é restrita a
menos de 700 °C. Acima dessa temperatura, a exposição prolongada produz uma perda de
resistência devido ao rápido engrossamento de γ″, solução de γ″ e γ′ e a formação de uma forma
ortorrômbica estável de Ni3Nb, que tem uma forma acicular semelhante a uma placa (MOORE
et al., 2017; AGNOLI et al., 2018; PETRZAK; KOWALSKI; BLICHARSKI, 2016; ASM,
2000).
35
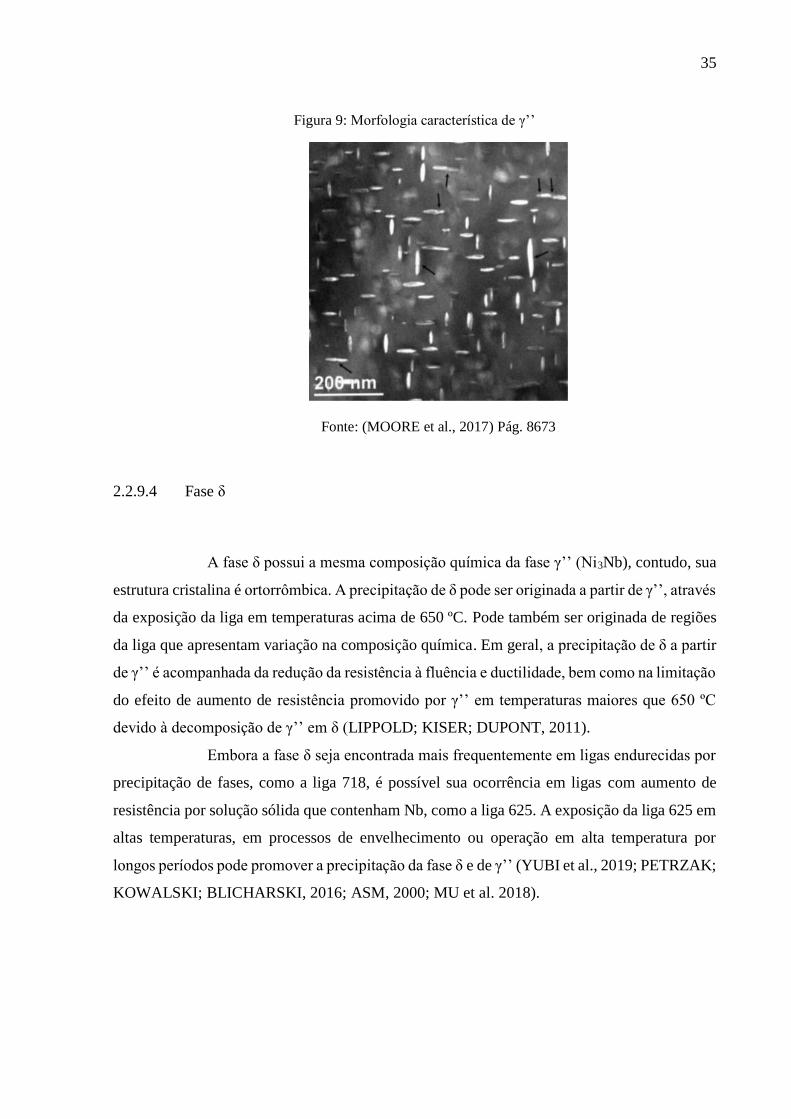
Figura 9: Morfologia característica de γ’’
Fonte: (MOORE et al., 2017) Pág. 8673
2.2.9.4 Fase δ
A fase δ possui a mesma composição química da fase γ’’ (Ni3Nb), contudo, sua
estrutura cristalina é ortorrômbica. A precipitação de δ pode ser originada a partir de γ’’, através
da exposição da liga em temperaturas acima de 650 ºC. Pode também ser originada de regiões
da liga que apresentam variação na composição química. Em geral, a precipitação de δ a partir
de γ’’ é acompanhada da redução da resistência à fluência e ductilidade, bem como na limitação
do efeito de aumento de resistência promovido por γ’’ em temperaturas maiores que 650 ºC
devido à decomposição de γ’’ em δ (LIPPOLD; KISER; DUPONT, 2011).
Embora a fase δ seja encontrada mais frequentemente em ligas endurecidas por
precipitação de fases, como a liga 718, é possível sua ocorrência em ligas com aumento de
resistência por solução sólida que contenham Nb, como a liga 625. A exposição da liga 625 em
altas temperaturas, em processos de envelhecimento ou operação em alta temperatura por
longos períodos pode promover a precipitação da fase δ e de γ’’ (YUBI et al., 2019; PETRZAK;
KOWALSKI; BLICHARSKI, 2016; ASM, 2000; MU et al. 2018).

36
Figura 10: Morfologia da fase δ
Fonte: (PETRZAK; KOWALSKI; BLICHARSKI, 2016) Pág. 1042
O exame da figura 10 permite se inferir que a fase δ cresce preferencial ao longo
dos 4 planos compactos da estrutura CFC. Um padrão de Widmanstätten.
2.2.9.5 Fase ɳ
A fase ɳ possui uma estrutura cristalina hexagonal com uma composição de
Ni3Ti. O ɳ pode se formar em superligas à base de níquel, especialmente em graus com altas
taxas de titânio/alumínio que tiveram exposição prolongada a altas temperaturas. A fase ɳ não
tem solubilidade para outros elementos e cresce mais rapidamente e forma partículas maiores
que γ′. Duas formas de ɳ podem ser encontradas. O primeiro se desenvolve nos contornos de
grãos como constituinte celular semelhante à perlíta, com lamelas alternadas de γ e ɳ; o
segundo, intragranularmente como plaquetas com um padrão de Widmanstätten (ASM, 2000).
A forma celular é prejudicial à resistência a ruptura, a tensão e à ductilidade por
fluência, e o padrão Widmanstätten prejudica a resistência à ruptura por tensão, mas não a
ductilidade. A fase ɳ é relativamente fácil de identificar devido à sua aparência característica
(ASM, 2000).

37
Figura 11: Os precipitados de contorno de grão coalesceram e a matriz média contém agulha como a
fase η (Ni3Ti)
Fonte: (ASM, 2000) Pág. 307
O exame da figura 11 permite se inferir que a fase η cresce preferencial ao longo
dos 4 planos compactos da estrutura CFC. Um padrão de Widmanstätten.
2.2.9.6 Fases TCP
As fases topologicamente compactas (do termo em inglês – Topologically
Closed Packed) são compostos intermetálicos. Possuem estrutura cristalina complexa
(LIPPOLD; KISER; DUPONT, 2011). As fases TCP podem ser classificadas em três famílias.
A primeira corresponde às fases do tipo σ. A segunda são as fases laves e µ e a terceira incluem
fases como P, δ e R (PETRZAK; KOWALSKI; BLICHARSKI, 2016; PESSOA, 2014).
- Laves, possui uma estrutura cristalina hexagonal com uma composição do tipo
A2B. Exemplos como Fe2Ti, Fe2Nb e Fe2Mo, mas uma fórmula mais geral é (Fe, Cr, Mn, Si)
2(Mo, Ti, Nb). São mais comumente observadas nas ligas à base de ferro-níquel como partículas
intergranulares grossas; precipitação intragranular pode ocorrer também. O silício e o nióbio
promovem a formação da fase laves no Inconel 718. Quantidades excessivas prejudicarão a
ductilidade à tração à temperatura ambiente; propriedades de fluência não são afetadas
significativamente por esta fase (ASM, 2000).

38
Figura 12: Morfologia da fase TCP - Laves
Fonte: (SOLECKA et al., 2018) Pág. 517
- A fase σ é uma fase tetragonal que se forma com uma ampla variedade de
composições. Várias morfologias podem ser encontradas, algumas das quais são bastante
prejudiciais às propriedades. No entanto, a presença de σ nas superligas não é necessariamente
prejudicial às propriedades. O sigma na forma de plaquetas ou como filme de contorno de grão
é prejudicial, mas a precipitação intragranular globular pode melhorar as propriedades de
fluência. Um esforço considerável foi dedicado à determinação de como a composição
influencia a formação da fase σ, particularmente nas superligas à base de níquel (ASM, 2000).
Figura 13: Morfologia da fase TCP - σ
Fonte: (SOLECKA et al., 2018) Pág. 517
- A fase μ é uma fase TCP intermetálica romboédrica. Em geral, tem pouca
influência nas propriedades. O µ precipita como plaquetas grossas, de forma irregular, em um

39
padrão Widmanstätten. Uma fórmula geral para µ é (Fe, Co)7 (Mo, W)6. O níquel pode
substituir parte do ferro ou do cobalto.
- A fase P possui fórmula geral do tipo Cr9Mo21Ni20 e estrutura cristalina
ortorrômbica. Pode ser considerada uma variação da fase σ. A morfologia desta fase pode ser
agulhada, na forma de blocos e celular (PESSOA, 2014; ASM, 2000).
Figura 14: Morfologia da fase TCP - P
Fonte: (SOLECKA et al., 2018) PG. 517
2.2.9.7 Boretos
Os boretos com formulação M3B2 com uma estrutura tetragonal, molibdênio,
tântalo, nióbio, níquel, ferro ou vanádio podem ser elementos "M". O boro é adicionado em
pequenas quantidades a muitas superligas para melhorar a tensão de ruptura e as propriedades
de fluência ou retardar a formação da fase η, o que prejudicaria a resistência à fluência. O boro
retarda a formação celular de η nos contornos de grão, mas não tem influência sobre o
precipitado η intragranular Widmanstätten. Consequentemente, o boro influencia as estruturas
de contorno de grão. O boro também reduz a solubilidade do carbono na austeníta, o que
aumenta a precipitação de carbonetos MC e M23C6 de tamanho mais fino. Se a adição de boro
for suficientemente alta, acontecerá a formarão boretos prejudiciais. Os boretos são duros e
quebradiços e precipitam nos contornos dos grãos (ASM, 2000).

40
2.2.9.8 Nitretos
Os nitretos são geralmente observados em superligas contendo titânio ou nióbio
como nitreto de titânio ou nitreto de nióbio. Os nitretos não são influenciados pelo tratamento
térmico e são insolúveis até o ponto de fusão. Eles têm alguma solubilidade para o carbono e
podem ser chamados de Ti (C, N), Nb (C, N) e assim por diante. As quantidades usuais
presentes nas superligas geralmente têm pouca influência nas propriedades mecânicas e de
corrosão (ASM, 2000).
2.2.9.9 Carbonetos
O aumento de resistência por formação de carbonetos é devido à combinação do
carbono com os elementos de liga do níquel, que pode ser bom ou ruim para o desempenho da
liga, o níquel não é capaz de formar carbonetos em combinação (ASM, 2000).
As ligas a base de níquel formam carbonetos como MC, M6C, M7C3 e M23C6,
onde M é o elemento metálico que formam o carboneto e podem ser vistos na tabela 3.
- MC são largos blocos de carbonetos não desejados distribuídos aleatoriamente
na matriz gama (γ).
Figura 15: Típica fase MC
Fonte: (XU et al., 2013) Pág. 483

41
- M6C são carbonetos em forma de blocos nos contornos de grão, eles precipitam
em um padrão de “Widmanstätten” e prejudicam a ductilidade da liga.
- M7C3 são carbonetos predominantemente Cr7C3, eles são benéficos se
precipitados em forma de partículas discretas pois se estiverem aglomerados podem causar
fragilização formando filmes nos contornos de grãos, esta situação ocorre caso ele permaneça
em longos períodos em alta temperatura (ASM, 2000).
- M23C6 – São carbonetos que precipitam nos contornos de grãos e são
determinantes para as propriedades mecânicas das ligas. Partículas discretas aumentam a
propriedade de ruptura, longos tempos entre as temperaturas de 760 a 980°C formara
carbonetos angular alongados, esses prejudiciais (ASM, 2000).
O desempenho da liga está diretamente ligado ao tipo de tratamento térmico para
formar o carboneto desejado para o desempenho da liga.
Figura 16: Morfologia de Carbonetos
Fonte: (PESSOA, 2014)
2.2.10 Influência dos elementos de liga na liga a base de níquel
Alumínio - Melhora a resistência à oxidação e sulfetação atua aumentando a
resistência mecânica por solução sólida e por precipitação (na formação da fase γ’).

42
Carbono - Resistência a altas temperaturas, é mantido em baixas quantidades
(0,01 – 0,2 %) e tem como função principal a precipitação de carbonetos. A precipitação de
carbonetos nos contornos de grão pode ter o efeito benéfico de dificultar o deslizamento desses
contornos, contribuindo para a resistência mecânica em altas temperaturas. Em algumas ligas
de Ni, como a 625, a quantidade de carbono alcança níveis muito baixos (menor que 0,008 %),
objetivando a estabilidade da liga e melhor aproveitamento de elementos como Cr, Mo e W na
matriz, melhorando também a soldabilidade (ASM, 1993b; ASM, 2000).
Cobalto - Resistência a altas temperaturas e oxidação, adição controlada para
melhor expansão térmica.
Cobre - Melhora a resistência à redução de ácidos e sais (ligas de Ni-Cu),
melhora a resistência ao ácido sulfúrico.
Cromo - Melhora a resistência à oxidação e sulfetação, abaixo de 18% pode
melhorar a resistência a halogênios ou halogenetos de alta temperatura, melhora a resistência à
corrosão aquosa, é um elemento de liga chave em muitas ligas de níquel, pois promove proteção
contra a corrosão através da formação de uma camada de óxido passivadora (Cr2O3).
Adicionalmente, atua na melhoria das propriedades mecânicas nas ligas de níquel através do
mecanismo de endurecimento por solução sólida. É importante para obtenção de resistência a
corrosão em altas temperaturas. Entretanto, o cromo pode degradar a resistência mecânica em
altas temperaturas da fase gama linha (γ’) das superligas de níquel. O cromo possui forte
tendência de combinar-se com carbono, promovendo a ocorrência da formação de carbonetos
na microestrutura das ligas de níquel (ASM, 1993b; ASM, 2000; LIPPOLD; KISER; DUPONT,
2011).
Enxofre - Melhora a usinabilidade
Elementos terras raras, lantânio e ítrio - Melhora a aderência da camada de óxido.
Ferro - Melhora a economia da liga, adição controlada de expansão térmica, atua
aumentando a resistência mecânica por solução sólida. O ferro promove a melhoria da
resistência à meio carburizantes em altas temperaturas. Porém o ferro pode ter efeito prejudicial
de aumentar a susceptibilidade da liga a trincas de solidificação. A presença de ferro nas ligas
de níquel contribui para a redução da quantidade de níquel, podendo diminuir a estabilidade da
liga. Reduz a resistência à corrosão intergranular na faixa de temperatura de 760 a 980 ºC (ASM,
1993b; ASM, 2000).
Manganês - Possui afinidade com o enxofre, constituindo-se um elemento
importante no controle da segregação de compostos sulfurados, prejudiciais à soldabilidade das
ligas de níquel. Nas ligas Ni-Cu e Ni-Cr, o manganês possui efeito benéfico de minimizar a

43
tendência de trinca a quente em soldas de grandes espessuras (ASM, 1993b; LIPPOLD; KISER;
DUPONT, 2011).
Molibdênio - Resistência a altas temperaturas, pode reduzir a resistência à
oxidação, melhora a resistência à redução de ácido, atua aumentando a resistência a atmosferas
redutoras. Aumenta também a resistência à corrosão por pites e por frestas em meio contendo
cloretos. Contribui para o aumento de resistência por solução sólida, bem como resistência em
altas temperaturas. Possui forte tendência de segregar para o líquido durante a solidificação,
tendendo a se localizar nas regiões interdendríticas, o que pode afetar a resistência à corrosão
do metal de solda devido a diferença de concentração. Devido à baixa difusividade no níquel,
o molibdênio é útil na resistência a fluência (ASM, 1993b; ASM, 2000; LIPPOLD; KISER;
DUPONT, 2011).
Níquel - Melhora a resistência a altas temperaturas, melhora a resistência à
oxidação, nitretação, carburação e halogenação, prejudicial à sulfetação, melhora a estabilidade
metalúrgica, melhora a resistência à redução de ácidos e cáusticos, melhora a resistência ao
craqueamento por corrosão sob tensão (ASM, 2000).
Nióbio - Melhora a resistência a altas temperaturas, melhora a resistência à
corrosão por pite, componente de estabilização de carboneto, possui elevada afinidade com o
carbono, contribuindo para formação de carbonetos. A combinação com carbono diminui a
susceptibilidade à corrosão intragranular causada pela precipitação de carbonetos de cromo.
Atua como formador da fase gama duas linhas (γ’’) e agente endurecedor da fase gama linha
(γ’). Aumenta a faixa de solidificação, através da formação de eutéticos, aumentando a
tendência de formação de trincas (ASM, 1993b; ASM, 2000; LIPPOLD; KISER; DUPONT,
2011).
Nitrogênio - Pode melhorar a resistência a altas temperaturas por precipitação de
nitretos estáveis, melhora a resistência à corrosão por pites e frestas, melhora a estabilidade
metalúrgica por ação de austenitizador.
Óxido de ítrio - Melhora a resistência a altas temperaturas, melhora o controle
do tamanho de grão, melhora a resistência à oxidação.
Silício - Melhora a resistência à oxidação e carburação, especialmente sob
condições de oxidação e redução alternadas, presente nas ligas de níquel numa faixa de 0,01 –
4,0%. Entretanto, na maioria das ligas comerciais seu teor situa-se em torno de 0,4%, atuando
como desoxidante. É considerado de efeito prejudicial à soldabilidade do material, pois aumenta
a tendência do surgimento de trinca a quente. A presença de silício nas ligas de níquel contribui
para a formação de fases intermetálicas. Possui tendência de segregar-se para regiões

44
interdendríticas durante a solidificação e aumenta a faixa de temperatura de solidificação da
liga (ASM, 1993b; ASM, 2000, LIPPOLD; KISER; DUPONT, 2011).
Titânio - Prejudicial à oxidação devido a óxidos de titânio que perturbam a escala
de óxido primário, componente de estabilização de carboneto, seu efeito é semelhante ao
alumínio na formação de carbonetos. Embora seja efetivo no aumento de resistência por solução
sólida, tipicamente atua aumentando a resistência através da formação da fase gama linha γ’ –
Ni3Ti. O aumento da quantidade de titânio contribui para o aumento da sensibilidade de trinca
a quente (ASM, 1993b).
Tungstênio - Melhora a resistência à corrosão por Pite e Frestas, melhora a
resistência a altas temperaturas, apesar de ser apreciavelmente maior que o níquel e exibir uma
estrutura cristalina diferente (CCC), o tungstênio apresenta uma baixa tendência de segregação
nas ligas de níquel. Isto torna o tungstênio muito atrativo para aumento de resistência por
solução sólida da matriz gama (γ) e da fase gama linha (γ’). Durante a solidificação tem forte
tendência de se concentrar no centro das dendrítas (ASM, 1993b; ASM, 2000).
2.2.11 Inconel 625
Inconel é o nome da marca comercial da companhia Special Alloy (LIPPOLD;
KISER; DUPONT, 2011), ela é uma liga considerada como liga com aumento de resistência
por solução sólida. A liga de Inconel 625 foi desenvolvida nos anos 60, é utilizada quando o
trabalho requer resistência mecânica e resistência a corrosão em temperaturas acima de 500°C
(ASM, 2000).
Uma das principais características da liga é a resistência a corrosão por pite,
resistência a corrosão por frestas e resistência a oxidação em temperaturas acima de 500°C,
mantendo também suas propriedades em baixas temperaturas (faixa criogênicas) até 1200°C,
muito utilizada em motores de aviões, equipamentos para extração de óleo e gás, processos
químicos, ambientes marinhos e motores nucleares (ASM, 2000).
Composição química da liga de Inconel 625: 20.0% a 23.0% cromo; 5.0%
Máximo de ferro; 8.0% à 10% molibdênio; 3.15% à 4.15% nióbio; 0.10% Máximo carbono;
0.50% Máximo de manganês; 0.50% Máximo de silício; 0.015% Máximo fosforo; 0.015%
Máximo de enxofre; 0.40% Máximo de alumínio; 0.40% Máximo titânio; 1.0% Máximo
cobalto; 58% min níquel (ASME, 2017).
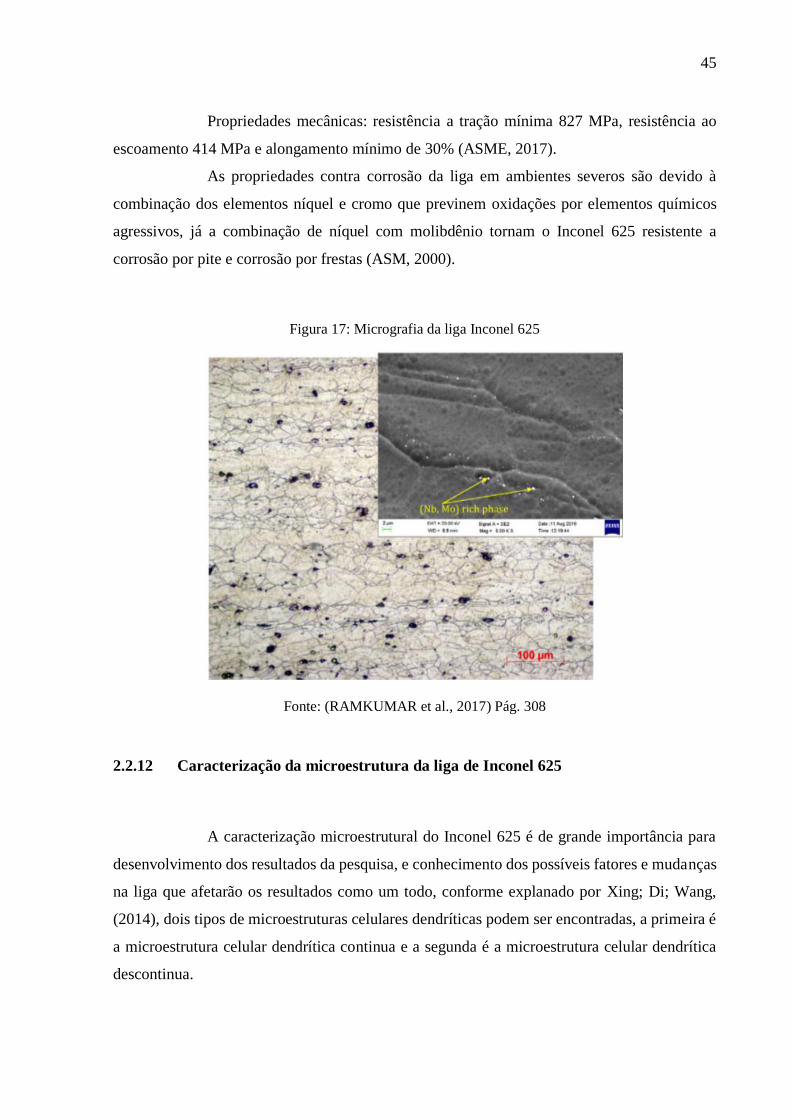
45
Propriedades mecânicas: resistência a tração mínima 827 MPa, resistência ao
escoamento 414 MPa e alongamento mínimo de 30% (ASME, 2017).
As propriedades contra corrosão da liga em ambientes severos são devido à
combinação dos elementos níquel e cromo que previnem oxidações por elementos químicos
agressivos, já a combinação de níquel com molibdênio tornam o Inconel 625 resistente a
corrosão por pite e corrosão por frestas (ASM, 2000).
Figura 17: Micrografia da liga Inconel 625
Fonte: (RAMKUMAR et al., 2017) Pág. 308
2.2.12 Caracterização da microestrutura da liga de Inconel 625
A caracterização microestrutural do Inconel 625 é de grande importância para
desenvolvimento dos resultados da pesquisa, e conhecimento dos possíveis fatores e mudanças
na liga que afetarão os resultados como um todo, conforme explanado por Xing; Di; Wang,
(2014), dois tipos de microestruturas celulares dendríticas podem ser encontradas, a primeira é
a microestrutura celular dendrítica continua e a segunda é a microestrutura celular dendrítica
descontinua.

46
De acordo com Xu et al. (2019) além da microestrutura dendrítica colunar também
pode ser observado em revestimentos por soldagem de Inconel 625 a estrutura celular dendrítica
equiaxial.
Uma das principais características da microestrutura do Inconel 625 assim como
das outras superligas de níquel é a diferença da composição química encontrada na região do
centro das dendrítas e nas regiões interdendríticas, diversos autores citam que durante o
processo de solidificação alguns elementos químicos tendem a microssegregar para as regiões
interdendríticas e assim tornando o centro das dendrítas pobre deste elemento.
Petrzak; Kowalaski; Blicharski (2016), no estudo da análise de transformação de
fase da liga de Inconel 625, indica que os elementos como Nb, Mo, Si e C, tem alta tendência
de segregar para o liquido durante o processo de solidificação, tornando as regiões
interdendríticas rica desses elementos, e os elementos Fe, Cr, Co e W, são levemente segregados
para o liquido e mantendo-se mais uniforme no centro das dendrítas.
No estudo feito por Petrzak et al (2015), resultados semelhantes referentes a
microssegregação dos elementos também foram encontrados, na figura 18, é possível verificar
por meio da análise do mapeamento químico elementar obtido por microscopia eletrônica de
varredura/ Espectroscopia por Dispersão de Energia de Raios-X, o comportamento dos
elementos químicos na estrutura dendrítica resultantes da microssegregação.
Fonte: (PETRZAK et al, 2015)
Nesse mesmo estudo, Petrzak et al (2015) realiza uma verificação da composição
química e mostra a linha de distribuição da análise química do revestimento depositado por
Figura 18: Mapeamento químico elementar obtido por microscopia eletrônica de varredura /
Espectroscopia por Dispersão de Energia de Raios-X

47
soldagem e o diagrama de valores encontrados, na figura 19 é possível notar que nas regiões
interdendríticas há um aumento considerável dos elementos Mo e Nb, que foram segregados
para as regiões interdendríticas no momento de solidificação da soldagem.
Fonte: (PETRZAK et al, 2015)
Outro fator importante na caracterização das superligas de níquel são as
precipitações das fases secundárias como γ’, γ”, δ, η, TCP (σ, s, p, Laves), que está relacionada
diretamente com as propriedades mecânicas e corrosivas das ligas.
Conforme exposto por Xu et al. (2019), que devido a microssegregação ocorrida
durante a solidificação dos elementos Mo, e principalmente o Nb, para as regiões
interdendríticas tornando elas ricas desses elementos, ocasiona a supersaturação e resulta na
precipitação de fases secundarias como por exemplo o NbC, e fase Laves rica em Nb. Com
isso, as regiões interdendríticas são suscetíveis à corrosão devido ao acúmulo de Nb e Mo, uma
vez que precipitados como Laves e NbC consomem uma grande quantidade destes elementos.
Xing; Di; Wang, (2014), associa que a precipitação de fases secundárias nas
regiões interdendríticas está diretamente relacionada com microssegregação desses elementos,
e relaciona o coeficiente de partição K dos elementos Cr, Fe, Mo, Nb, Al e Si, K = CS/CL, onde
CS é a composição química do sólido e CL do liquido, e descreve com que intensidade um
elemento de liga se divide nas fases líquida e sólida durante a solidificação. Assumindo que o
coeficiente K é uma constante, a composição do centro da dendrítas seria KCL, e assim a razão
entre a composição do centro das dendrítas e da região interdendrítica pode ser usada para
aproximar o coeficiente de partição.
Figura 19: Distribuição de linha de elementos químicos no revestimento de solda: a)
micrografias MEV da solda de revestimento. Os pontos indicam os espaços
interdendríticos; b) diagrama

48
Na figura 20 é possível verificar que os elementos com coeficiente de partição
K>1 como o Ni e Fe segregam para a regiões no centro das dendrítas e o Mo, Nb, Al e Si com
K<1, enriqueceram as regiões interdendríticas, e o Cr com valor K igual a 1 exibiu distribuição
uniforme (XING; DI; WANG, 2014).
Fonte: (XING; DI; WANG, 2014)
2.2.13 Inconel 718
A liga 718 é uma superliga de Inconel típica de aumento de resistência mecânica
por precipitação. A liga combina resistência a altas temperaturas até 700°C com resistência à
corrosão e excelente capacidade de fabricação. Suas características de soldagem, especialmente
sua resistência a trincas pós-soldadas, são excelentes. Para uso marinho, a liga 718 é usada para
peças de motores aeronáuticos; peças de estrutura de alta velocidade, como rodas, caçambas e
espaçadores; parafusos e elementos de fixação de alta temperatura, tanque criogênico e
componentes para extração de petróleo e gás e engenharia nuclear (ASM 2000).
A figura 21, pode notar-se o comportamento da resistência mecânica de acordo
com a temperatura de aplicação da liga.
Figura 20: Composição química do núcleo da dendrita e interdendrítica no metal
depositado por solda de Inconel 625 (% em peso).

49
Figura 21: Propriedades de tração à temperatura elevada de uma barra de Inconel 718 laminado a
quente, recozido e envelhecido de 13 mm de diâmetro
Fonte: (ASM, 2000) Traduzida Pág. 35 - Traduzido
Composição química da liga de Inconel 718: 17.0% a 21.0% cromo; restante de
ferro; 2,8% a 3,3% molibdênio; 4,75 % a 5,5% nióbio; 0,08 Máximo carbono; 0.35% Máximo
de manganês; 0.35% Máximo de silício; 0.015% Máximo fosforo; 0.015% Máximo de enxofre;
0,2 a 0,8 de alumínio; 0,65 a 1,15% titânio; 1.0% Máximo cobalto; 50 a 55 % níquel, 0,006
Máximo de boro, 0,30% máximo cobre (ASME, 2017).
Propriedades mecânicas: resistência a tração mínima 1275 MPa, resistência ao
escoamento 1034 MPa e alongamento mínimo de 12% e dureza 331 HB (ASME, 2017).

50
Figura 22: Estrutura típica da liga Inconel 718
Fonte: (RAMKUMAR et al., 2017) Pág. 308
2.2.14 Arame ERNiCrMo-3
A composição nominal do arame de soldagem desta classificação é 61Ni, 22Cr,
9Mo e 3,5 Nb mais Ta. Esse consumível é utilizado na soldagem de liga de níquel-cromo-
molibdênio (UNS N06625) com ele próprio, com aço carbono, para outras ligas à base de
níquel, para revestimento de aço com solda de níquel-cromo e molibdênio e para soldar o lado
revestido das juntas em aço com liga de níquel-cromo-molibdênio usando os processos GTAW,
GMAW (MIG/MAG), SAW e PAW. Esse metal de adição é recomendado para aplicações em
que a temperatura operacional varia de criogênica a 540 ° C (ASME, 2017).
Composição química: 0,10% máx. C; 0,5% máx. Mn; 5% máx. Fe; 0,015% máx.
S; 0,5% máx. Si; 0,5% máx. Cu; 58 min Ni+Co; 0,4 máx. Al; 0,4 máx. Ti; 0,02 máx. P; 3,15 a
4,15% Nb+Ta; 8 à 10% Mo; 20 à 23% Cr (ASME, 2017).
Propriedades mecânicas: resistência a tração mínima 760 MPa, resistência ao
escoamento 450 MPa e alongamento mínimo de 35%, Dureza de 95HB (LIPPOLD; KISER;
DUPONT, 2011).

51
2.2.15 Soldagem das ligas de níquel com aumento de resistência por solução sólida
A diversos processos de soldagem que podem ser utilizados na soldagem de
níquel e suas ligas, normalmente a soldagem acontece nas ligas de níquel com aumento de
resistência mecânica por solução sólida, onde a soldagem tem um maior sucesso (SOWARDS;
CARON, 2014; ASM, 2000).
As ligas com aumento de resistência por precipitados têm uma soldagem mais
crítica, porque as presenças das fases secundárias aumentam a suscetibilidade de trincas. Esses
materiais após soldados geralmente sofrem tratamento térmico de solubilização para voltar às
fases do material na condição de fornecido (ASM, 2000).
As ligas à base de Ni com aumento de resistência por solução sólida e solidificam
como austeníta e permanecem assim até o final da solidificação. A segregação durante a
solidificação dessas ligas resulta em variação local na composição no nível do subgrão de
solidificação. Em muitas ligas, a segregação de elementos de liga e impureza pode levar à
formação de fase secundária no final da solidificação (SOWARDS; CARON, 2014; LIPPOLD;
KISER; DUPONT, 2011).
Na solidificação das soldas de ligas de níquel é possível verificar três tipos de
efeitos nos contornos de grãos.
- Solidificação nos contornos dos subgrãos, esses subgrãos estão normalmente
presentes como dendrítas e o contorno que separa os subgrãos adjacentes é conhecido como
contorno de subgrãos de solidificação. Esses contornos são vistos nas microestruturas porque
sua composição é diferente da microestrutura geral. A redistribuição de soluto que cria esse
gradiente de composição no subgrão é composta pela redistribuição de soluto, também
conhecida como “Particionamento de Scheil” (SOWARDS; CARON, 2014; LIPPOLD;
KISER; DUPONT, 2011; ASM 2000).
Esses contornos são caraterizados como limites de “Baixo angulo”. A baixa
desorientação resulta no crescimento do subgrão durante a solidificação e ocorre ao longo de
direções cristalográficas preferidas (LIPPOLD; KISER; DUPONT, 2011).
- Solidificação nos contornos de grãos. O contorno de grãos de solidificação é
o resultado da interseção de grupos de subgrupos. Então os contornos de grãos são o resultado
direto do crescimento que ocorre ao longo da borda posterior da poça de soldagem. Como cada
um desses grupos de subgrãos tem uma direção e orientação diferentes para o crescimento, sua
interseção resulta em um contorno com alta desorientação angular. Estes são frequentemente

52
chamados de limites de grão de "alto ângulo" (LIPPOLD; KISER; DUPONT, 2011; ASM 2000;
DUPONT, 1996).
O contorno do grão também exibe um componente de composição resultante da
redistribuição do soluto durante a solidificação. Essa redistribuição pode ser modelada usando
condições de contorno de solidificação e geralmente resulta em altas concentrações de
elementos de soluto e impureza nos contornos. Essas composições podem levar à formação de
filmes com baixo ponto de fusão ao longo dos contornos no final da solidificação que
promovem trincas de solidificação (SOWARDS; CARON, 2014; LIPPOLD; KISER;
DUPONT, 2011).
Migração de contornos de grãos, a solidificação dos contornos de grãos que se
forma no final da solidificação tem um componente composicional e cristalográfico. Em
algumas situações, é possível que o componente cristalográfico do contorno de grão migre para
longe do componente de composição. Esse novo contorno carrega a desorientação de alto
ângulo do grão e é chamado de migração de contorno de grão. Uma migração adicional do
contorno é possível durante o reaquecimento, como acontece durante a soldagem multipasses
(LIPPOLD; KISER; DUPONT, 2011; ASM 2000).
Um exemplo dos três tipos de interface no metal de solda é mostrado na Figura
23 a distância real de migração do contorno de grão está apenas a algum mícrons do contorno
de grão original e corta o centro dos subgrãos de solidificação (LIPPOLD; KISER; DUPONT,
2011).
Fonte: (LIPPOLD; KISER; DUPONT, 2011) Traduzido Pág. 58
Figura 23: Esquema dos contornos
observados em metais de solda que
solidificam como austeníta

53
2.2.15.1 Segregação durante a solidificação
Na soldabilidade das ligas de níquel, as propriedades mecânicas e a resistência à
corrosão das ligas são amplamente controladas pelo comportamento de solidificação e a
microestrutura resultante da zona de fusão. As principais características microestruturais de
interesse incluem a distribuição de elementos de liga através da subestrutura celular/dendrítica
e as fases que se formam na zona de fusão durante a solidificação, como exemplo figura 24
(LIPPOLD; KISER; DUPONT, 2011; DUPONT, 1996).
O comportamento de solidificação da zona de fusão é, por sua vez, controlado
pelo comportamento de redistribuição de solutos.
A microestrutura final da zona fundida e o comportamento da solidificação
possuem forte influência na soldabilidade, propriedades mecânicas e a resistência a corrosão
das ligas de níquel. Diferente de um metal puro que em sua solidificação a composição do
sólido é igual à do líquido, o processo de solidificação de ligas é muito diferente. No início da
solidificação, os primeiros sólidos a se formarem podem comportar menor quantidade de soluto
que o líquido, ocasionando a rejeição do excedente de soluto para o líquido durante a
solidificação. Ou pode acontecer o contrário, o sólido pode acomodar mais soluto que o líquido,
absorvendo soluto a partir do líquido (SOWARDS; CARON, 2014; PESSOA, 2014).

54
Fonte: (LIPPOLD; KISER; DUPONT, 2011) – Traduzido Pág. 65
2.2.16 Diagrama de fase ternário de Ni-Cr-Mo
A liga Ni-Cr-Mo formam a base para ligas reforçadas com solução sólida e serve
como matriz para algumas ligas endurecidas por precipitação. Na figura 25, 26 e 27 uma série
de seções isotérmicas de 1250 a 600°C são mostradas. O espaço da composição em linha de
cada figura representa o conteúdo típico de Cr (10–30% em peso) e o teor de Mo (0–1 5% em
peso) que podem ser encontrados em ligas comerciais (LIPPOLD; KISER; DUPONT, 2011).
Figura 24: Fase P localizada em regiões interdendríticas e a
distribuição de alguns elementos na zona de fusão com o
mapeamento químico da região mostrada

55
Fonte: (ASM, 2000) – traduzida Pág. 337
Fonte: (ASM, 2000) – traduzida Pág. 337
Figura 25: Seção isotérmica de Ni-Cr-Mo à 1250°C
Figura 26: Seção isotérmica de Ni-Cr-Mo à 1200°C

56
Fonte: (ASM, 2000) – traduzida Pág. 337
Esses diagramas revelam vários recursos importantes de estabilidade de fase
deste sistema. Primeiro, a presença de Mo estabiliza uma gama bastante ampla de compostos
intermetálicos. Muitas dessas fases, como σ e P, são frequentemente observadas em soldas de
ligas comerciais com Inconel 625 como visto na figura 28 (LIPPOLD; KISER; DUPONT,
2011).
Fonte: (LIPPOLD; KISER; DUPONT, 2011) Pág. 73
Figura 27: Seção isotérmica de Ni-Cr-Mo à 600°C
Figura 28: Exemplo de fase σ (a) e (b) fase P (c) e (d),
observados na zona de fusão de uma liga Ni-Cr-Mo

57
A solidificação dessas ligas sempre inicia com austeníta, o Mo é segregado no
líquido durante a solidificação, causando enriquecimento significativo de Mo no líquido. A
projeção do líquido indica que isso promoverá a formação de compostos intermetálicos nas
regiões interdendríticas no final da solidificação. A formação dessas fases terminais de
solidificação tem implicações importantes em relação à suscetibilidade de trinca de
solidificação na zona de fusão. Essas fases intermetálicas podem se formar no estado sólido por
reações de precipitação devido à solubilidade decrescente de Mo e Cr em Ni que ocorre com a
diminuição da temperatura (LIPPOLD; KISER; DUPONT, 2011).
2.3 SOLDAGEM PELO PROCESSO MIG/MAG (GMAW)
2.3.1 Fundamentos
O processo de solda MIG/MAG do termo Inglês “Metal inert gas” e “Metal ative
gas”, é um processo de arco elétrico, onde o aquecimento e fusão das peças ocorrem por um
arco estabelecido entre uma peça metálica e um eletrodo nu (arame metálico) com uma proteção
gasosa de gás inerte ou ativo para evitar a contaminação da poça de fusão com ar atmosférico
que é oxidante e desestabiliza o arco elétrico (MCINTOSH; MENDEZ, 2017; MARQUES;
MODENESI; BRACARENSE, 2005).
O processo é considerado como semiautomático, devido a alimentação do arame
metálico de soldagem é feito mecanicamente por um alimentador motorizado e os outros
parâmetros da soldagem são controlados pelo soldador.
A manutenção do arco é mantida pela alimentação contínua do arame. O calor
gerado pelo arco é suficiente para fundir o metal de adição com a peça de trabalho (MARQUES;
MODENESI; BRACARENSE, 2005, ELANGO; SETHURAMAN, 2015).
O processo MIG/MAG pode ser utilizado em diversos tipos de materiais e ligas
ferrosas e não ferrosas e diversas espessuras.

58
2.3.2 Equipamentos
Os equipamentos básicos para soldagem MIG/MAG é constituído por uma fonte
de energia, um alimentador de arame, uma tocha de soldagem e uma fonte de gás protetor, além
de cabos e mangueiras, conforme visto na foto 1 (MARQUES; MODENESI; BRACARENSE,
2005).
Foto 1: Equipamentos para o processo MIG/MAG.
Fonte: Próprio autor
2.3.3 Aplicações industriais
Com o processo de soldagem MIG/MAG é bastante versátil em termos de ligas
e espessuras de materiais podendo ser usado em todas as posições. Além de soldagem de união
o processo pode ser utilizado em soldagem de revestimentos de peças metálicas (MARQUES;
MODENESI; BRACARENSE, 2005).
Uma das mais utilizadas aplicações é na soldagem em indústrias
automobilísticas onde o processo é utilizado com robôs e se enquadra com soldagem

59
robotizadas, também é muito utilizado a indústria ferroviária, fabricação de equipamentos de
uma forma geral (MARQUES; MODENESI; BRACARENSE, 2005).
2.4 CLAD
2.4.1 Definição de Clad
Clad é um produto bi metálico, onde são desejadas as características dos dois
componentes, da liga resistente a corrosão e do metal de base (SMITH, 2012). A utilização do
clad vem sendo utilizado nos últimos 50 anos, mais aplicado nas indústrias de óleo e gás. O
clad tem excelente custo benefício em sua aplicação, visto que a utilização de uma liga maciça
resistente a corrosão terá um custo superior, então o clad é utilizado considerando a resistência
mecânica do metal de base (geralmente ligas de aço carbono) e resistência a corrosão da liga
do clad, que geralmente são ligas de níquel, cobre e aços inoxidáveis (SMITH, 2012).
2.4.2 Classificação do Clad
As classificações para o clad vão depender do método de fabricação, que pode
ser por: laminação a quente, explosão ou soldagem, e a utilização vai depender de sua aplicação
(SMITH, 2012).
Na laminação a quente as chapas que formaram o clad são produzidas
separadamente, metal base e liga resistente a corrosão, ambas são limpas antes da junção, então
as mesmas são sobrepostas de modo que passaram por rolos metálicos em altas temperaturas
para fazer a união das mesmas por pressão no estado sólido por meio de difusão. Alguns
cuidados devem ser tomados quando utiliza esse método, um deles é prevenir que se forme
óxidos de cromo na face da superfície da liga resistente a corrosão, um método para essa
prevenção é manter a atmosfera com gás inerte, geralmente utilizando o gás argônio (SMITH,
2012).
Na soldagem por explosão esse tipo de clad é resultante de uma explosão para
união da liga resistente a corrosão com o metal de base, o metal de base é colocado sobre um
dispositivo e entre o metal de base e a liga resistente a corrosão são colocados geralmente calços

60
para separar esses materiais, em cima da liga são adicionados materiais explosivos. No
momento da explosão a união desses materiais se dá pela alta energia de impulso da explosão.
Essa explosão ocorre de forma progressiva, e gera a colisão da interface do metal de base com
a liga anticorrosiva resultando na união dos materiais por difusão (SMITH, 2012).
A soldagem de revestimento (overlay) vem sendo muito utilizado nos últimos
40 anos em revestimentos de peças com geometrias mais complexas, o que impede ou dificulta
a aplicação de outros tipos de revestimentos. Esse método é aplicado por processos de soldagem
que serão utilizados de acordo com o as características do produto como: acesso, tipo de
material e custos (SMITH, 2012).
A soldagem por revestimento (overlay) é considerada um processo lento
comparado com os demais, na figura 29 abaixo, detalha alguns processos de soldagem e a taxa
de deposição em kg/h de cada um deles (SMITH, 2012).
Fonte: (SMITH, 2012) Pág. 8 - Traduzido
2.4.3 Vantagens
A maior vantagem do revestimento tipo clad são os custos de matéria prima e
tempos de fabricação. A utilização se torna rentável devido a materiais resistentes a corrosão
como o níquel e os aços inoxidáveis, essas ligas têm um custo elevado em comparação com
Figura 29: Taxa de deposição de kg/h em processos de soldagem para
obtenção de revestimento tipo overlay

61
materiais com boa resistência mecânica, porém pobres na resistência a corrosão como exemplo
o aço carbono (SMITH, 2012).
A utilização do clad torna a liga aplicável em ambientes onde é necessária
resistência a esforços mecânicos, o metal de base em aço carbono suportará essa resistência e
em ambientes corrosivos onde a liga resistente a corrosão trabalhará como uma barreira
impedindo que o fluído corrosivo entre em contato com a liga sujeita aos esforços mecânicos e
frágil a corrosão (SMITH, 2012).
O clad terá uma espessura maior do metal de base com baixo custo e uma fina
camada da liga resistente a corrosão com custos maiores, sedo assim, mais econômico quando
comparado com a utilização de uma liga sólida com boa resistência mecânica e resistência a
corrosão (SMITH, 2012).
2.5 CORROSÃO
Corrosão é o nome dado a diversos tipos de degradação do material que podem
ocorrer por diversos fatores como ambientes, temperaturas e fluídos. Os mecanismos mais
comuns que caracterizam a corrosão são: corrosão generalizada, corrosão localizada, ataque
químico, corrosão por pite, corrosão por frestas, entre outras, que são identificadas por sua
morfologia de ataque e aspectos visuais (ASM, 1987).
2.5.1 Corrosão em ligas de Inconel 625
A principal aplicação da liga de níquel Inconel 625, são em ambientes corrosivos
e oxidantes em temperaturas superiores a 500°C, onde a liga deve ser resistente a
particularmente corrosão por pite e corrosão por frestas (ASM, 2000; ŁYCZKOWSKA;
MICHALSKA, 2017).
Corrosão por pite é classificada como uma corrosão localizada, este tipo de
corrosão atua no metal de forma muito rápida e é de difícil identificação, porque ela age na
maioria das vezes na seção transversal da liga por um pequeno ponto aparente na superfície, a
descontinuidade causada pela corrosão por pite pode ser denominada de pite quando é um ponto
localizado e profundo ou pite alveolar quando a largura da descontinuidade apresenta ser maior
que a profundidade (ŁYCZKOWSKA; MICHALSKA, 2017; ASM, 1987).

62
O mecanismo de corrosão por pite é considerado quando existe por algum
motivo a quebra da camada passiva da liga, então essa área é considerada uma célula eletrolítica
onde o ânodo é considerado uma pequena área de metal ativo e o cátodo é considerado uma
grande área de metal passivo. Nesse ponto existe uma diferença de potencial elétrico, onde corre
o fluxo de corrente elétrica e inicia a corrosão no pequeno ponto do metal ativo (GALVELE,
2005; ASM, 1987).
Quando o processo de corrosão por pite é iniciado para dentro da
descontinuidade, a corrosão continua aumentando por meio de processo auto catalítico
conforme figura 30 (GALVELE, 2005; ASM, 1987).
Fonte: (ASM, 1987) Pág. 244
Corrosão por frestas, é denominada uma corrosão localizada que ocorre em
espaços muito pequenos entre componentes como metal com metal e metal com não metal, e
pode se formar em trincas, e outros defeitos metalúrgicos no metal que causam espaços vazios
(ASM, 1987).
O mecanismo de corrosão por frestas comumente ocorre em ambientes onde
existe uma diferença de concentração em solução de eletrólitos. Esse fenômeno é proveniente
Figura 30: Processo auto catalítico iniciado a partir de um ponto por corrosão
por pite em ambientes ricos em cloretos

63
de uma concentração diferencial geralmente de oxigênio, onde dentro da fresta há a diminuição,
enquanto na superfície externa há uma maior concentração de oxigênio tornando-se catódica
(GALVELE, 2005; ASM, 1987).
A corrosão por fresta ocorre quando a superfície da fresta mantém o meio
corrosivo estagnado em seu interior, formando íons metálicos (particularmente de cromo em
aços inoxidáveis), resultando em uma solução ácida devido a maior concentração destes íons
na solução do eletrólito no interior da fresta. Esta solução com concentrações de ácido e cloreto,
rompem o filme passivo de ligas inoxidáveis ocasionando assim uma diferença de potencial,
gerando corrosão na parte externa da fresta. A corrosão por fresta das ligas contendo cobre, é
frequentemente identificada como corrosão celular de concentração de íons metálicos (ASM,
1987).

64
3 METODOLOGIA
Este capítulo aborda a metodologia empregada no trabalho para aprofundar o
estudo referente ao limite máximo do percentual de ferro permissível em revestimento por
soldagem em ligas a base de níquel (API, 2014), bem como os materiais e equipamentos que
foram utilizados para preparação, execução e caracterização dos corpos de prova.
3.1 MATERIAIS E MÉTODOS
Os materiais empregados para soldagem dos corpos de prova são classificados
como metal de base, revestimento (arame sólido) e gás de proteção. O metal de base foi
selecionado conforme norma ASME seção II Parte A - SA-516 Gr-70 em forma de chapa com
espessura de 12,5mm x 200mm x 250mm. A escolha desse material é devido a utilização na
indústria para fabricação de equipamentos para trabalho em refinarias e plataformas de extração
de petróleo como: trocadores de calor, torres e vasos de pressão. O material de adição que foi
escolhido conforme norma ASME II Parte C SFA 5.14 ERNiCrMo-3, no qual a composição
química é semelhante a um material maciço em Inconel 625 (ASM, 2000), buscando assim a
camada final com composição química semelhante.
O gás de soldagem utilizado foi argônio conforme especificação ASME Seção
II Parte C SFA 5.32 SG-A, que se classifica como um gás inerte, onde o mesmo terá a função
de proteger a poça de fusão da soldagem contra contaminação do ar atmosférico e assim evitar
contaminação e desestabilização do arco elétrico de soldagem.
As 8 etapas estabelecidas para a metodologia foram agrupadas de acordo com a
ordem de execução dos trabalhos conforme abaixo:
Etapa 1 - Preparação dos materiais;
Etapa 2 - Ajuste dos parâmetros de soldagem;
Etapa 3 – Soldagem dos corpos de prova;
Etapa 4 - Análise química;
Etapa 5 - Análise da microestrutura após soldagem;
Etapa 6 - Ensaios de corrosão;
Etapa 7 – Análise da presença de pite na superfície do revestimento;
Etapa 8 - Caracterização metalúrgica da região submetida ao ataque corrosivo.

65
3.1.1 Etapa 1 - Preparação dos materiais
Nesta etapa foi considerado a preparação dos materiais consumíveis como
chapas em aço carbono, arame sólido e gás, fazendo a ligação elétrica dos equipamentos e a
limpeza superficial das chapas dos corpos de prova, foto 2.
Foto 2: Superfície preparada por lixamento para soldagem da chapa SA-516 Gr. 70
Fonte: Próprio autor
Para confirmação das fases existentes no material SA-516 Gr.70 foi realizado
um ensaio micrográfico em confirmação ao exposto por COLPAERT (2018) no item 2.1.3, foi
verificado a quantidade de fases de perlíta e ferríta no aço baixo carbono, conforme visto na
micrografia da figura 31 a quantidade de perlíta e ferríta está coerente com o percentual de
carbono do material, resultando em uma quantidade de 75% de ferríta e 25% de perlíta em
volume.

66
Figura 31: Presença de Ferríta e Perlíta da Chapa SA-516 Gr. 70 com 75% de ferríta (Partes claras) e
25% de perlíta (partes escuras) em volume.
Fonte: Próprio autor
Análise feita com microscópio óptico, e ataque com Nítal 5%
3.1.2 Etapa 2 - Ajustes dos parâmetros de soldagem
Nessa etapa foram definidos os ajustes dos parâmetros de soldagem como:
tensão, corrente, velocidade de alimentação do arame, temperatura, energia de soldagem (heat
input), ângulo de trabalho, vazão de gás, largura e altura do cordão de solda, foram executados
a fim de que o mesmo proporcione um cordão de solda com aparência visual sem
descontinuidades visíveis, estabilização do arco elétrico durante a soldagem e minimizar a
quantidade de respingos. Os ajustes foram feitos utilizando materiais com a mesma
classificação dos materiais que foram utilizados para realização dos corpos de prova para o
trabalho final definido no item 3.1, conforme foto 3 (SANDES, 2016).

67
Foto 3: Ajustes de parâmetros de soldagem do revestimento
a) Posição da tocha b) Parâmetros elétricos
Fonte: Próprio autor
Os ajustes definidos são conforme tabela 5
Tabela 5: Parâmetros de soldagem
Tensão 30 a 31 volts
Corrente 190 a 210 amperes
Velocidade de avanço da tocha 35 cm/min
Energia (heat input) 1,20 kJ/mm
Temperatura Máxima de 145°C
Vazão de gás 14 a 18 l/min
Largura do cordão 7mm
Altura do cordão 4 mm
Velocidade de alimentação do arame 31 m/min
Ângulo da tocha 90°
Fonte: Próprio autor

68
3.1.3 Etapa 3 - Soldagem dos corpos de prova
Após os ajustes corretos dos parâmetros de soldagem definidos no item 3.1.2, a
deposição do revestimento foi executada sobre a superfície da chapa em material SA-516 Gr
70 com o arame da liga ERNiCrMo-3, formando cordões de solda com dimensões (altura,
largura e comprimento) controladas.
Cada cordão de solda foi lixado em cerca de 50% da sua largura para os cordões
seguintes ficarem sobreposto até formar uma largura de revestimento de 70 mm total, figura 32.
Figura 32: Sobreposição dos cordões de soldagem
Fonte: Próprio autor
Com o objetivo de realizar os ensaios em superfícies com diferentes percentuais
de ferro na superfície em contato com o fluido corrosivo, será necessário camadas e processos
diferentes para obter o percentual de ferro diferente, porem utilizando os mesmos parâmetros
de soldagem, a fim de não modificar a estrutura da zona fundida.
Corpo de prova 1 – Foi soldado utilizando apenas uma camada de revestimento
foto 4.

69
Foto 4: Corpo de prova 1
Fonte: Próprio autor
Corpo de prova 2 - Foi soldado uma camada completa de revestimento, após isso
foi removido metade da espessura da primeira camada e soldado uma segunda camada por cima
conforme figura 33.
Figura 33: Sobreposição de uma camada de revestimento por soldagem
Fonte: Próprio autor

70
Foto 5: Corpo de prova 2
Fonte: Próprio autor
Corpo de prova 3 - Foi soldado uma camada completa em seguida lixada
completamente toda espessura até a superfície ficar plana com a chapa de base e em seguida foi
soldado a segunda camada, figura 34.
Figura 34: Sobreposição de uma camada de revestimento por soldagem com remoção completa da
primeira camada
Fonte: Próprio autor

71
Foto 6: Corpo de prova 3
Fonte: Próprio autor
Corpo de prova 4 - Foi soldada uma camada de revestimento, então removido
completamente em seguida, soldada a segunda camada e removida também completamente, e
finalmente foi soldado a terceira camada, figura 35.
Figura 35: Sobreposição de duas camadas de revestimento por soldagem com remoção completa da
primeira e segunda camada
Fonte: Próprio autor

72
Foto 7: Corpo de prova 4
Fonte: Próprio autor
Para a deposição do revestimento de soldagem foram utilizados os equipamentos
e instrumentos de medição a seguir:
Fonte de soldagem eletrônica: Marca Lincoln Ideal arc CV 400;
Tocha MIG/MAG auto refrigerada para arame simples SBME-506/5
Alimentador de arame: Lincoln LF 33
Bancada para suporte da peça;
Lixadeira rotativa para discos de Ø 4.1/2” GSW 6-115- Bosh;
Disco de desbaste de Ø 4.1/2” WA 46BF Bosh;
Multímetro; Marca: Minípa ET-3880;
Cronômetro digital INS 1338 – Instrusul;
Medidor de temperatura HH376 Omega;
Paquímetro digital, Mitutoyo IP-67.

73
3.1.4 Etapa 4 - Análise química
A Análise química tem a finalidade de estabelecer os percentuais de cada
elemento de liga na superfície final do revestimento depositado por soldagem de cada amostra
que foi submetida em seguida ao ensaio de corrosão conforme norma ASTM G-48, método A,
e NORSOK M-601 com temperatura de ensaio de 50°C e tempo de 24 horas.
Esta análise química definiu o percentual de ferro na superfície final de cada
corpo de prova a fim de verificar o impacto que a diferença desse valor com o obtido na liga
terá na capacidade de resistência a corrosão da liga Inconel 625 (ERNiCrMo-3) (AGUIAR,
2010; SANDES, 2016).
Para a realização da análise química a superfície foi preparada por meio de
lixamento da superfície deixando a mesma plana e removendo as escamas decorrentes dos
passes de soldagem.
Abaixo estão os equipamentos e instrumentos utilizados para preparação e
realização da análise química.
Serra de fita – FRANHO FM 500A;
Lixadeira rotativa para discos de Ø 4.1/2” GSW 6-115- Bosh;
Disco de desbaste de Ø 4.1/2” WA 46BF Bosh;
Espectrômetro Raios-X, Marca: X-MET 5100.
3.1.5 Etapa 5 - Análise da microsestrutura após soldagem
O procedimento para realização da caracterização microestrutural do
revestimento após soldagem seguiu a sequência de corte e lixamento em sequência de
granulações, 220, 320, 400, 600 e 1200, seguido de polimento mecânico com pasta de diamante
1/4 µm.
O reagente utilizado para atacar o metal de solda, liga de níquel (ERNiCrMo-3)
foi água régia formado por mistura de 3 moles de HCl a 1 mol de HNO3, isto é, na razão de 3:1,
por imersão com tempo de 30 segundos.
A caracterização microestrutural foi realizado por microscopia ótica (MO)
realizada através do microscópio metalográfico com um sistema de aquisição de imagem.

74
Os equipamentos utilizados para preparação e na análise dos corpos de prova
estão descritos abaixo:
Máquina de lixamento semiautomático: Marca Polipan-2
Lixas de carbeto de alumínio: Marca 3M
Politrix: Marca Risitec PLR II
Pasta de diamante ¼ µm: Marca Fortel
Microscópio estéreo: Marca Zeiss
Fonte: Próprio autor
3.1.6 Etapa 6 - Ensaio de corrosão
Esta etapa consiste no ensaio de corrosão realizado conforme os métodos pré-
estabelecidos na norma ASTM G-48, método A, tendo como critério de aceitação a norma
NORSOK M-601 com temperatura de ensaio de 50°C e tempo de 24 horas em imersão em
cloreto férrico (ASM, 2015; NORSOK, 2016)
Os equipamentos utilizados para o ensaio de corrosão são:
Máquina de banho termostático SHAKAR SHZ-82;
Timer analógico Diyimore -DM
Foto 8: Microscópio utilizado na análise
microestrutural

75
3.1.7 Etapa 7 - Análise da presença de pite na superfície do revestimento
Após o ensaio de corrosão descrito no item 3.1.6 a superfície do revestimento
dos corpos de prova foi verificada inicialmente através de estéreo microscópio, seguido de
análise por microscopia eletrônica de varredura (MEV).
Os equipamentos utilizados para a análise estão descritos abaixo:
Estéreo microscópio - Insive
MEV/EDS – HITACHI - TM3000 Table Top Scanning Electron Microscope – SENAI
Fonte: Próprio autor
3.1.8 Etapa 8 - Caracterização metalúrgica da região submetida ao ataque corrosivo
Nesta etapa foi realizado a caracterização metalúrgica e verificada a superfície
do revestimento dos corpos de prova após o ensaio de corrosão, e assim analisado a
microestrutura do revestimento e como o ferro se comporta e poderá afetar as propriedades
corrosivas da liga de Inconel 625 (UNS N00625). (YE et al., 2016; SANDES, 2016).
Equipamento utilizado para análise:
MEV/EDS – HITACHI - TM3000 Table Top Scanning Electron Microscope - SENAI
Foto 10: Estéreo microscópio -
Insize
Foto 9: MEV/EDS – TM300

76
4 RESULTADOS E DISCUSSÃO
Neste capítulo serão apresentados e discutidos todos os resultados obtidos no
trabalho, bem como, comparado com algumas referências encontradas, os resultados serão
discutidos conforme ordem de execução dos ensaios de acordo com as etapas que resultaram
em ensaios e testes.
4.1 ETAPA 2 E 3 – AJUSTES DOS PARÂMETROS DE SOLDAGEM E
SOLDAGEM DOS CORPOS DE PROVA
Após os ajustes necessários para os parâmetros de soldagem obteve-se cordões
de soldagem isentos de descontinuidades como porosidade, trinca e falta de fusão.
4.2 ETAPA 4 – ANÁLISE QUÍMICA
As análises químicas foram realizadas em cada superfície do revestimento dos
corpos de prova 1 ao 4, e verificado as composições encontradas em comparação com os valores
estabelecidos na norma da liga do consumível utilizado ERNiCrMo-3.
A tabela 6 abaixo corresponde aos valores dos elementos encontrados no ensaio
de espectrometria de raio-x e as diferenças de valores com o material da liga.
Os três pontos de análise química foram realizados no início, meio e final do
comprimento do revestimento de cada corpo de prova conforme mostrados na figura 36.
Fonte: Próprio autor
Figura 36 – Localização dos pontos da análise química

77
Tabela 6: Resultado análise química dos corpos de prova
AMOSTRAS Fe1 Cr1 Ni1 Mo1 Ti1 Nb1
ERNiCrMo-3 5,00 20,00
–
23,00
Min.
58,00
8,00
-
10,00
0,40 3,15
–
4,15
Corpo de
prova 1
Encontrado 21,00 18,90 49,90 7,30 0,20 2,70
Desvio +16,00 -1,10 -7,90 -0,70 - -0,45
Encontrado 18,30 19,20 51,90 7,50 0,20 2,80
Desvio +13,30 -0,80 -6,10 -0,50 - -0,35
Encontrado 18,20 19,60 51,80 7,40 0,20 2,80
Desvio +13,20 -0,40 -6,20 -0,60 - -0,35
Corpo de
prova 2
Encontrado 7,70 21,40 58,90 8,50 0,20 3,20
Desvio +2,70 - - - - -
Encontrado 7,50 21,50 59,00 8,50 0,20 3,20
Desvio +2,50 - - - - -
Encontrado 7,20 22,00 60,60 8,70 0,20 3,30
Desvio +2,20 - - - - -
Corpo de
prova 3
Encontrado 14,10 20,20 54,60 7,90 0,20 3,00
Desvio +9,10 - -3,40 -0,10 - -0,15
Encontrado 13,80 20,20 55,10 7,80 0,20 2,90
Desvio +8,80 - -2,90 -0,20 - -0,25
Encontrado 8,30 21,40 58,40 8,40 0,20 3,20
Desvio +3,30 - - - - -
Corpo de
prova 4
Encontrado 5,40 22,00 60,40 8,70 0,20 3,30
Desvio +0,40 - - - - -
Encontrado 2,50 22,30 62,40 9,00 0,20 3,40
Desvio - - - - - -
Encontrado 3,60 22,20 61,70 8,90 0,20 3,30
Desvio - - - - - -
Nota1 – Margem de erro ± 0,5
Fonte: Próprio autor

78
A solidificação em ligas de níquel resulta em microestruturas que são formadas
por dendrítas. Durante a solidificação, a composição química das regiões interdendríticas e
centro das dendrítas são diferentes devido a microssegregação de alguns elementos químicos
da liga, porém como a espectrometria utiliza uma área grande de exame, só se obtém o valor
médio.
De acordo com o ensaio realizado, pode-se notar que no corpo de prova 1 há
uma grande diferença nos valores dos elementos químicos do arame de ERNiCrMo-3 em
comparação com o encontrado na superfície do revestimento. Essa diferença é resultado da
diluição que ocorre no momento da soldagem, o corpo de prova 1 foi depositado somente uma
camada de soldagem de revestimento e com isso a diluição entre o metal de base (substrato) e
o revestimento (ERNiCrMo-3) é alta pois o ensaio foi realizado apenas a 1,5mm da linha de
fusão, assim os elementos que apresentam maiores valores de diferença foram o Fe e o Ni, onde
o percentual de Fe é maior que 98% da liga de aço carbono e o Ni tem valor maior que 58% no
arame ERNiCrMo-3, como o Fe tem uma alta solubilidade no Ni os átomos de Fe são
dissolvidos na poça de fusão do revestimento da liga de Ni devido a diluição, desse modo os
dois valores são os que apresentam uma maior diferença na análise química da superfície do
revestimento em relação a composição química do arame.
No corpo de prova 2 foi realizado a soldagem com duas camadas de
revestimento, sendo que foi removido 50% da espessura da 1° camada antes de depositar a
segunda camada por soldagem. Assim é possível verificar que na análise química as
composições dos elementos ficaram mais próximas da composição do arame, devido a 1°
camada já ocorrer a diluição do material do arame com o substrato, e no momento da deposição
da segunda camada os elementos do substrato de aço carbono já estarão menores, com isso, a
diluição da 1° camada com a segunda camada serão menores, se aproximando da composição
química do arame.
No corpo de prova 3 utilizou-se o método chamado amanteigamento (almofada),
que corresponde a deposição de uma camada de revestimento e posteriormente lixada até nível
da superfície do substrato. O efeito de diluição no metal de base possibilita uma redução do teor
de Fe na superfície diminuindo a diluição desse elemento na próxima camada.
De acordo com a tabela 6 é possível verificar que a diferença da composição
química do revestimento com o arame ainda é alta, principalmente no percentual de Fe, que é
o principal elemento do substrato, então pode-se notar que mesmo uma camada de
amanteigamento a segunda camada ainda teve um valor elevado de diluição.

79
O corpo de prova 4 foi soldado buscando alcançar a excelência do revestimento,
tendo sido empregado duas camadas de amanteigamento antes da deposição da 3° camada.
Com isso os valores dos elementos químicos na superfície do substrato antes do
deposito da 3° camada já continham grandes valores de elementos químicos da liga do arame e
um baixo percentual de Fe, assim a diluição ocorrida na última camada foi relativamente baixa.
Na tabela 6 é possível verificar que todos os elementos químicos analisados no revestimento
estão atendendo aos valores para a liga ERNiCrMo-3 do arame depositado.

80
4.3 ETAPA 5 - ANÁLISE DA MICROESTRUTURA APÓS SOLDAGEM
A microestrutura do revestimento está apresentada na figurada 37.
Figura 37: Micrografia dos corpos de prova, a) Micrografia corpo de prova 1; b) Micrografia corpo de
prova 2; c) Micrografia corpo de prova 3; d) Micrografia corpo de prova 4.
a) b)
c) d)
Fonte: Próprio autor
Como exibido na figura 37, é possível notar que a solidificação do revestimento
depositado nos corpos de prova apresenta microestrutura dendrítica colunar e equiaxial,
característica de uma solidificação dos cordões de soldagem em ligas de níquel. O espaçamento
dos ramos secundários de dendrítas (vide linhas vermelhas) na figura 37-C é pequeno em função
da redistribuição de soluto e da elevada taxa de resfriamento deste processo de deposição.

81
Normalmente em ligas comerciais o espaçamento interdendríticos fica por volta
de 30 a 100 µm, e neste caso o espaçamento é menor do que 10µm.
4.4 ETAPA 6 E 7 - ENSAIOS DE CORROSÃO E ANÁLISE DA PRESENÇA DE
PITE NA SUPERFICIE DO REVESTIMENTO
O ensaio de corrosão foi realizado conforme norma ASTM G48 método A, que
consiste em um procedimento para determinação da resistência de ligas a formação de corrosão
por pite, o método consiste praticamente na preparação da superfície a ser ensaiada por meio
de lixamento e polimento, seguido de um tempo de 24 horas ao ar para formação da camada
passiva da liga, neste caso Cr2O3/Al2O3 para o Inconel 625, e submetendo a mesma após esse
tempo em uma solução de cloreto férrico na temperatura de 50°C por 24 horas esses parâmetros
solicitados em normas de fabricação. O uso de soluções de cloreto férrico justifica-se porque
está relacionado, mas não é o mesmo, ao de um pite em uma liga ferrosa em ambientes com
cloretos.
O desempenho relativo das ligas nos testes de solução de cloreto férrico foi
correlacionado ao desempenho em certos ambientes reais, como água do mar à temperatura
ambiente e ambientes altamente oxidantes, com pH baixo, contendo cloreto, o método A foi
projetado para acelerar o tempo para iniciar a corrosão localizada em relação à maioria dos
ambientes naturais. Consequentemente, o grau de dano por corrosão que ocorre durante o teste
geralmente será maior do que em ambientes naturais em qualquer período de tempo semelhante
(ASTM, 2015).
Após a retirada dos corpos de prova da solução de cloreto férrico, foi analisado
a superfície do revestimento quanto a presença de pite.
A primeira análise da superfície foi feita utilizando estéreo microscópio, e pode
ser vista na figura 38

82
Fonte: Próprio autor
No corpo de prova 1 é possível verificar a presença discreta e isolada de pites.
Na análise feita através do MEV nota-se a presença de diversos pites localizados
de formas isoladas na superfície do revestimento conforme visto na figura 39, indicados pelas
setas.
Fonte: Próprio autor
Figura 39: Presença de pite com pequenas dimensões na superfície do
revestimento do corpo de prova 1 após ensaio de corrosão ASTM G48
método A com temperatura de 50°C e tempo de 24 horas de imersão
Figura 38: Análise da superfície do corpo de prova 1 por estéreo
microscópio – 20x
1
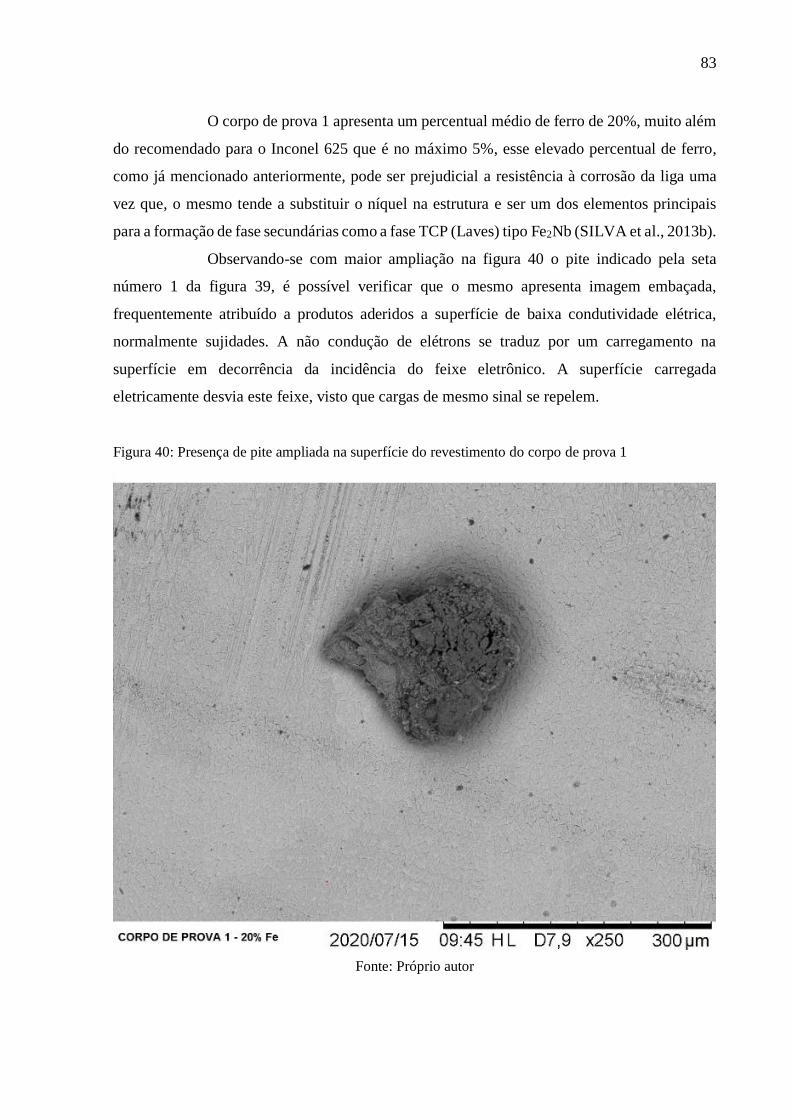
83
O corpo de prova 1 apresenta um percentual médio de ferro de 20%, muito além
do recomendado para o Inconel 625 que é no máximo 5%, esse elevado percentual de ferro,
como já mencionado anteriormente, pode ser prejudicial a resistência à corrosão da liga uma
vez que, o mesmo tende a substituir o níquel na estrutura e ser um dos elementos principais
para a formação de fase secundárias como a fase TCP (Laves) tipo Fe2Nb (SILVA et al., 2013b).
Observando-se com maior ampliação na figura 40 o pite indicado pela seta
número 1 da figura 39, é possível verificar que o mesmo apresenta imagem embaçada,
frequentemente atribuído a produtos aderidos a superfície de baixa condutividade elétrica,
normalmente sujidades. A não condução de elétrons se traduz por um carregamento na
superfície em decorrência da incidência do feixe eletrônico. A superfície carregada
eletricamente desvia este feixe, visto que cargas de mesmo sinal se repelem.
Fonte: Próprio autor
Figura 40: Presença de pite ampliada na superfície do revestimento do corpo de prova 1

84
Nesta figura é possível observar mais satisfatoriamente que a indicação se trata
de um “pite” ou como pode ser dito, um início de corrosão por pite, pois a superfície corroída
apresenta baixa profundida e dimensão.
Com relação ao manchamento que aparece como sombra, conclui-se que é um
resultado do ensaio por MEV, que devido ao ataque de elétrons utilizado para fazer a varredura
da superfície do corpo de prova, carregou eletricamente alguns elementos químicos com baixa
condução de eletricidade resultantes da corrosão.
Nota-se que no local do pite as dendrítas se apresentam em destaque, muito
provavelmente em função do ataque corrosivo preferencial ao longo da região de segregação
interdendrítica.
Os demais corpos de prova com percentuais de ferro de 5, 8 e 15% não
apresentaram indicação de pite na superfície do revestimento.
4.5 ETAPA 8 CARACTERIZAÇÃO METALÚRGICA DA REGIÃO
SUBMETIDA AO ATAQUE CORROSIVO.
Na caracterização dos corpos de prova deste estudo, foram realizados as analises
micrográficas por meio de MEV/EDS, buscando a identificação de precipitação de fases
secundárias na matriz γ - CFC da liga de Inconel 625.
Apesar da liga de Inconel 625 ser considerada como liga com aumento de
resistência por solução sólida, não necessitando de tratamento térmico para aumentar as
propriedades de resistência mecânica, a composição química contém valores consideráveis do
elemento Nb, 3,15% a 4,15% em peso, o que pode resultar na precipitação das fases secundarias
γ”, δ, fases TCP e carbonetos, quando exposta por longos períodos de tempo em altas
temperaturas, normalmente acima de 700°C ou por excessiva saturação de soluto em regiões
interdendríticas.
Na análise efetuada por meio de MEV/EDS no corpo de prova 1, nota-se a
presença de uma possível fase secundária TCP (Laves) precipitadas nas regiões interdendríticas
da estrutura celular, as setas na figura 41 indicam estas fases que se apresentam em tons mais
claros na figura.

85
Fonte: Próprio autor
De acordo com o elevado percentual de ferro no corpo de prova 1 em média de
20% Fe, a presença de fase Laves se torna mais provável. (Silva et al. 2013b).
Segundo Dupont (1996) o aumento do intervalo da temperatura de solidificação
da liga Inconel 625 em função de uma elevada presença de ferro possibilita uma reação eutética
contendo esse elemento na forma de intermetálico Fe2Nb, fase laves.
L → L + γ → L + γ + Laves → γ + Laves (Fe2Nb)
A análise química realizada através do EDS na microestrutura dendrítica dos
corpos de prova exibe o comportamento da microssegregação dos elementos Fe, Cr, Ni, Nb e
Mo, pelo coeficiente de partição K = CS/CL, foram realizadas análises nas regiões
interdendríticas e centro das dendrítas conforme valores da tabela 7, 8, 9 e 10.
Figura 41: Imagem do corpo de prova 1 apresentando precipitados secundários nas
regiões interdendríticas

86
Tabela 7: Composição química da região interdendrítica e centro das dendrítas do corpo de prova 1
Fe Ni Cr Mo Nb
Centro 17,26 38,25 15,81 6,85 1,41 Interdendrítica 10,91 33,93 15,34 7,80 3,93
K 1,58 1,30 1,03 0,88 0,36
Fonte: Próprio Autor
Tabela 8: Composição química da região interdendrítica e centro das dendrítas do corpo de prova 2
Fe Ni Cr Mo Nb
Centro 8,35 56,07 19,42 8,05 1,60 Interdendrítica 6,86 44,65 18,94 9,34 3,44
K 1,22 1,26 1,03 0,86 0,47
Fonte: Próprio Autor
Tabela 9: Composição química da região interdendrítica e centro das dendrítas do corpo de prova 3
Fe Ni Cr Mo Nb
Centro 13,87 49,92 19,88 6,93 1,58 Interdendrítica 12,17 47,40 20,03 9,77 3,53
K 1,14 1,05 0,99 0,71 0,45
Fonte: Próprio Autor
Tabela 10: Composição química da região interdendrítica e centro das dendrítas do corpo de prova 4
Fe Ni Cr Mo Nb
Centro 3,90 57,32 19,88 9,82 4,07 Interdendrítica 3,71 55,00 19,30 11,77 4,60
K 1,05 1,04 1,03 0,83 0,88
Fonte: Próprio Autor
Os valores encontrados no centro e nas posições interdendríticas estão
consistentes com os valores de K (concentração CS/CL) para os elementos estudados Fe, Ni,
Mo, Nb e Cr.

87
As análises semi quantitativas pelo sistema EDS nos corpos de prova 1, 2, 3 e 4
tem tendências de maior concentração de Nb e Mo nas regiões interdendríticas devido a
microssegregação (redistribuição de soluto) no momento da solidificação. O Fe e o Ni
apresentam um efeito contrário ao nióbio e molibdênio, com uma maior concentração no centro
das dendrítas. O cromo não mostra sinais de segregação, pelo menos ao nível de inspeção deste
estudo.
No mapeamento químico por cores visto na figura 42 a 46, nota-se uma
tendência dos elementos Fe, Ni, Cr, Mo e Nb em se acumularem nas regiões interdendríticas e
centro das dendrítas decorrentes da microssegregação ocorrida na solidificação.
Fonte: Próprio autor
Figura 42 - Mapeamento químico por cores do elemento Cr do corpo de prova 1

88
Fonte: Próprio autor
Fonte: Próprio autor
Figura 43 - Mapeamento químico por cores do elemento Ni do corpo de prova 1
Figura 44 - Mapeamento químico por cores do elemento Mo do corpo de prova 1

89
Fonte: Próprio autor
Fonte: Próprio autor
Figura 45 - Mapeamento químico por cores do elemento Nb do corpo de prova 1
Figura 46 - Mapeamento químico por cores do elemento Fe do corpo de prova 1

90
5 CONCLUSÕES
Com a metodologia empregada foi possível obter superfícies com teores
de ferro crescentes de 5%, 8%. 15% e 20%.
A microestrutura de solda do Inconel 625 apresenta dendrítas tanto
colunares como equiaxial com espaçamento de ramo secundários abaixo de 10 µm o que
representa uma elevada taxa de resfriamento.
Nos testes de corrosão segunda a Norma ASTM G48 prática A com
temperatura de ensaio de 50°C e tempo de imersão de 24 horas, foi observado somente a
presença de “pite” no corpo de prova com teor mais elevado de ferro 20%.
Superfície com maior ataque 20% Fe apresentou “pites” indicando que
segundo esse ensaio seria o limite conservativo de ferro, já que o pite não se aprofundou.
O início do pite da liga com 20% de ferro, está localizado em uma região
com elevada concentração de ramos de dendrítas.
A Análise feitas através de EDS está em concordância com os dados
encontrados na literatura em termos de distribuição dos elementos Ni, Cr, Fe, Mo e Nb nesta
microestrutura.
Este estudo mostra que as especificações API 582 e Petrobras N-133 são
extremamente conservativas, visto que nos ensaios apresentados os teores de 5%, 8% e 15%
Fe, não houveram sinais de início de pite.

91
REFERÊNCIAS BIBLIOGRÁFICAS
AGNOLI, A. et al. Mechanical properties evolution of γ′/γ″nickel-base superalloys during long-
term thermal over-aging. Metallurgical and Materials Transactions A, v. 49, n. 9, p. 4290 -
4300, Sep 2018. ISSN 1543-1940. Disponível em: <https://doi.org/10.1007/s11661-018-4778-
x>.
AGUIAR, W. M. Revestimento por soldagem MIG/MAG empregando ligas de níquel para
aplicações em componentes do setor Petróleo e Gás Natural. 2010. 326 f. (Doutorado).
Departamento de Engenharia Metalúrgica e de Materiais. Universidade Federal do Ceará,
Fortaleza, 2010.
ALVARAES, CAMILA PEREIRA et al . Performance of the INCONEL 625 alloy weld
overlay obtained by FCAW process. Matéria (Rio J.), Rio de Janeiro , v. 24, n. 1, e-
12290, 2019 .Available from <http://www.scielo.br/scielo.php?script=sci_arttext&pid=S1517-
70762019000100318&lng=en&nrm=iso>. access on 29 June 2020. Epub May 20,
2019. https://doi.org/10.1590/s1517-707620190001.0627.4
ALVEZ, I. A. S. SS: Pre salt Santos basin C: Well Construction Learning Curve Acceleration.
Offshore Conference, Offshore technology Conference, May 2009.
API. Welding guidelines for the chemical, oil, and gas Industries. 2014. ed. Washington: API
Publications, 2014.
ASM. ASM Handbook volume 13 Corrosion. 9. ed. Colorado: ASM International, 1987.
ASM. ASM Handbook, Volume 1: Properties and Selection: Irons, Steels, and High-
Performance Alloys. 4. ed. Ohio: ASM, 1990.
ASM. ASM Specialty Handbook Nickel, Cobalt, and Their Alloys. OHIO: International ASM,
2000.
ASM. Properties and Selection: Nonferrous Alloys and Specials-purposed Materials. Vol. 2.
Ohio, 1993 b.
ASME. ASME II - Materials Nonferrous - Material Specifications Boiler and Pressure Vessel
Code An International Code. 2017. ed. NEW YORK: ASME, 2017.
ASTM. Standard Test Methods for Pitting and Crevice Corrosion Resistance of Stainless Steels
and Related Alloys by Use of Ferritic Chloride Solution. ASTM G48 – 03. 2015.
CALLISTER, W.; RETHWISCH, D. Ciência e Engenharia de Materiais - Uma Introdução. 8.
ed. São Paulo: LTC, 2009.
CARVALHO, P. s. L. d. m. e. P. p. d. O. e. L. D. O. e. R. P. d. A. e. E. D. G. d. Panorama de
tendências de mercado de Níquel. BNDES Setorial, 42, p. 245–295, Set 2015.

92
CASILLAS, A. S. e Gilberto Freitas e Marcus Polette e T. Angel D. V. A promissora província
petrolífera do pré-sal. Revista Direito GV, v. 7, n. 1, 2011.
COLPAERT, H.; SILVA, A. da Costa e. Metallography of Steels: Interpretation of Structure
and the Effects of Processing. 4. ed. ohio: ASM INTERNATIONAL, 2018.
DE TOMI, G. et al. Challenges for the inspection of pre-salt ultra-deep offshore production
facilities. In: 2014 Oceans - St. John's. [S.l.: s.n.], 2014. p. 1 - 7. ISSN 0197-7385.
DUBIEL, B.; SIENIAWSKI, J. Precipitates in additively manufactured inconel 625 superalloy.
Materials, v. 12, p. 1144, 04 2019.
DUPONT, J.N. Solidification of an alloy 625 weld overlay. MMTA 27, 3612–3620 (1996).
https://doi-org.ez347.periodicos.capes.gov.br/10.1007/BF02595452
ELANGO, P.; SETHURAMAN, B. Welding parameters for inconel 625 overlay on carbon
steel using gmaw. Indian Journal of Science and Technology, v. 8, 11 2015.
FREI, J., ALEXANDROV, B.T. & RETHMEIER, M. Low heat input gas metal arc welding
for dissimilar metal weld overlays part III: hydrogen-assisted cracking susceptibility. Weld
World 63, 591–598 (2019). https://doi.org/10.1007/s40194-018-0674-7
GALVELE, J Tafel’s law in pitting corrosion and crevice corrosion susceptibility. Corrosion
Science, v. 47, n. 12, p. 3053-3067. ISSN 0010-938X. A Century of Tafel’s Equation. A
Commemorative Issue of Corrosion Science. Disponivel em:
http://www.sciencedirect.com/science/article/pii/S0010938X05002234
HUEBNER, J. et al. Microstructure of laser cladded carbide reinforced inconel 625 alloy for
turbine blade application. Ceramics International, v. 43, n. 12, p. 8677 - 8684, 2017. ISSN
0272-8842. Disponível em: <http://www.sciencedirect.com/science/article/pii-
/S0272884217305709>
KIM, J.S., PARK, Y.I. & LEE, H.W. Effects of heat input on the pitting resistance of Inconel
625 welds by overlay welding. Met. Mater. Int. 21, 350–355 (2015).
https://doi.org/10.1007/s12540-015-4245-9
LIN, Y. et al. Ebsd analysis of evolution of dynamic recrystallization grains and phase in a
nickel-based superalloy during hot compressive deformation. Materials Design, v. 97, p. 13 -
24, 2016. ISSN 0264-1275. Disponível em: <http://www.sciencedirect.com-
/science/article/pii/S0264127516301988>.
LIPPOLD, J. C.; SOWARDS, J.; ALEXANDROV, B. T.; MURRAY, G.; RAMIREZ, A. J.
Weld solidification cracking in Ni - base alloys. Hot Cracking Phenomena in Welds II.
Springer-Verlag Berlin Heidelberg. pp. 147-170. 2008.
LIPPOLD, J. C.; KISER, . D.; DUPONT, . N. Welding Metallurgy and Weldability of Nickel-
Base Alloys. Wiley, 2011. ISBN 9781118210031.

93
LIU, D., CHENG, X., ZHANG, X. et al. Effects of heating and hot extrusion process on
microstructure and properties of inconel 625 alloy. J. Wuhan Univ. Technol.-Mat. Sci.
Edit. 31, 1368–1376 (2016). https://doi-org.ez347.periodicos.capes.gov.br/10.1007/s11595-
016-1540-3
LYCZKOWSKA, K.; MICHASKA, J Studies on the corrosion resistance of laser-welded
Inconel 600 and Inconel 625 nickel-based. Archives of Metallurgy and Materials, v. 62, 06
2017
MARQUES, P. V.; MODENESI, P. J.; BRACARENSE, A. Q. Soldagem: fundamentos e
tecnologia. Belo Horizonte: UFMG, 2005. 362 p.
MCINTOSH, C.; MENDEZ, P. Experimental measurements of fall voltages in gas metal arc
welding. Welding Journal, v. 96, p. 121s - 132s, 04 2017.
Mohammadi Zahrani, E.; ALFANTAZI, A. High temperature corrosion and electrochemical
behavior of inconel 625 weld overlay in pbso4–pb3o4–pbcl2–cdo–zno molten saltmedium.
Corrosion Science, v. 85, p. 60 – 76, 2014. ISSN 0010-938X. Disponivel
em:<http://www.sciencedirect.com/science/article/pii/S0010938X14001577>.
MOORE, I. J. et al. Evaluation of classical precipitation descriptions for γ′′
(Ni3Nb−D022)γ′′(Ni3Nb−D022) in Ni-base superalloys. Journal of Materials Science, v. 52,
n. 14, p. 8665 – 8680, Jul 2017. ISSN 1573-4803. Disponivel em:
<https://link.springer.com/article/10.1007%2Fs10853-017-1091-9>
MU, Y. et al. Effect of nb on δ phase precipitation and the tensile properties in cast alloy in625.
Metals, v. 8, n. 2, 2018. ISSN 2075-4701. Disponível em: <https://www.mdpi.com/2075-
4701/8/2/86>.
NORSOK Standard M-601, Welding and inspection of piping, Standards Norway, 20 pp,
Edition 5, April 2008
NOWOTNIK, A. Nickel-based superalloys. ELSEVIER, ELSEVIER, p. 1–11, 2016.
PESSOA, A. R. P. et al. Seleção de parâmetros através do método Taguchi para soldagem de
revestimento com ligas de níquel pelo processo MIG/MAG. Soldagem Inspeção, scielo, v. 15,
p. 317 - 324, 12 2010. ISSN 0104-9224. Disponível em: <http://www.scielo.br-
/scielo.php?script=sci arttext&pid= S0104-92242010000400009&nrm=iso>.
PESSOA E. F. Soldagem de revestimento com ligas de níquel empregando o processo
MIG/MAG com duplo arame para aplicações em componentes do setor de Petróleo e gás
natural. 2014. 214f. (Doutorado). Departamento de Engenharia Metalúrgica e de Materiais.
Universidade Federal do Ceará, Fortaleza, 2014.
PETROBRAS. Projeto de vasos de pressão com revestimento metálico. 2014. ed. Rio de
Janeiro: Petrobras, 2014.
PETRZAK, P. et al. Electron microscopy investigation of inconel 625 weld overlay on boiler
steel. Solid State Phenomena, v. 231, p. 113 – 118, 06 2015.

94
PETRZAK, P.; KOWALSKI, K.; BLICHARSKI, M. Analysis of phase transformations in
inconel 625 alloy during annealing. Acta Physica Polonica A, v. 130, p. 1041 - 1044, 10 2016.
PETRZAK et al. Annealing effect on microstructure and chemical composition of inconel 625
alloy. Metallurgy and Foundry Engineering, v. 44,n. 2, 2019. Disponivel
em:<https://journals.agh.edu.pl/mafe/article/view/2130>.
RAMKUMAR, K. D. et al. Investigations on the microstructure, tensile strength and high
temperature corrosion behaviour of inconel 625 and inconel 718 dissimilar joints. Journal of
Manufacturing Processes, v. 25, p. 306 - 322, 2017. ISSN 1526-6125. Disponivel em:
<http://www.sciencedirect.com/science/article/pii/S152661251630189X>.
REED, R. C. The Superalloys Fundamentals and Applications. NEW YORK: Cambridge
University Press, 2006.
RICCOMINI, C. e. S. e. T. C. Pré-sal: geologia e exploração. Revista USP, p. , 2012.
ROZMUS-GÓRNIKOWSKA, M. Microsegregation and precipitates in inconel 625 arc weld
overlay coatings on boiler pipes. Archives of Metallurgy, v. 60, p. 2599 - 2605, 01 2016.
ROZMUS-GÓRNIKOWSKA, M. Tem microstructure and chemical composition of transition
zone between steel tube and an inconel 625 weld overlay coating produced by cmt method.
Archives of Metallurgy and Materials, v. 62, p. 787 - 793, 05 2017
SANDES, S. S. e Camila Pereira Alvarães e Matheus Campolina Mendes e Leonardo Sales de
Araújo e Luís Felipe Guimaraes de Souza e Jorge Carlos Ferreira Jorge e. Avaliação de
Revestimentos de Liga de Níquel 625 Depositados pelo Processo Eletroescória. Soldagem
Inspeção, scielo, v. 21, p. 417 – 427, 12 2016. ISSN 0104-9224. Disponível em:
http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0104-
92242016000400417&nrm=iso
SEABRA, A. A. de et al. Management of pre-salt oil royalties: Wealth or poverty for brazilian
coastal zones as a result? Resources Policy, v. 45, p. 1 - 8, 2015. ISSN 0301-4207. Disponivel
em: <http://www.sciencedirect.com/science/article/pii- /S0301420715000318>.
SHANKAR, V.; RAO, K. B. S.; MANNAN, S. Microstructure and mechanical properties of
inconel 625 superalloy. Journal of Nuclear Materials, v. 288, n. 2, p. 222 - 232, 2001. ISSN
0022-3115. Disponivel em: <http://www.sciencedirect.com/science/article/pii-
/S0022311500007236>.
SILVA, C. C. et al. Mechanical properties and microstructural characterization of aged nickel-
based alloy 625 weld metal. Metallurgical and Materials Transactions A, v. 49, 25 n. 5, p. 1653
- 1673, May 2018. ISSN 1543-1940. Disponível em: < https://doi.org/10-.1007/s11661-018-
4526-2>
SILVA, C. et al. Metallurgical aspects of dissimilar weld overlays of inconel 625 nickel based
superalloys. Soldagem Inspeção, v. 17, p. 251 - 263, 09 2012.

95
SILVA, C. C. et al. New insight on the solidication path of an alloy 625 weld overlay. Journal
of Materials Research and Technology, v. 2, n. 3, p. 228 - 237, 2013. ISSN 2238-7854.
Disponível em: <http://www.sciencedirect.com/science/article/pii- /S2238785413000537>.
SMITH, L. M. Engenharia with CLAD STEEL. 2. ed. U.S.A: Nickel Institute, 2012.
SOLECKA, M. et al. Microstructure, chemical and phase composition of clad layers of inconel
625 and inconel 686. Archives of Metallurgy and Materials, v. 63, 01 2018.
SOWARDS, J.; CARON, J. Weldability of nickel-base alloys. In: . [S.l.: s.n.], 2014. v. 6, p. 151
- 179. ISBN 978-0-08-096533-8.
SROKA, M. et al. The corrosion studies of electron beam welded nickel alloy. MATEC Web
Conf., v. 253, p. 03005, 2019. Disponível em: <https://doi.org/10.1051/matecconf-
/201925303005>.
SUBRAMANIAN, R. et al. Effect of MIG welding process parameters on microstructure and
tensile behavior of hastelloy C276 using response surface methodology. MATERIALS
RESEARCH EXPRESS, 6, n. 6, JUN 2019. ISSN 2053-1591.
TRINDADE, V. et al. Efeito de diferentes tratamentos térmicos sobre microestrutura e
microdureza de um sistema aço C-Mn/revestimento de inconel 625. Tecnologia em Metalurgia
Materiais e Mineração, v. 14, 01 2017.
VATAVUK, J. Introduction to Steel Heat Treatment. In Comprehensive Materials Processing.
Canale: Elsevier, Ltd., 2014.
WANG, J. et al. Effect of location on microstructure and mechanical properties of additive layer
manufactured inconel 625 using gas tungsten arc welding. Materials Science and Engineering:
A, v. 676, p. 395 – 405, 2016. ISSN 0921-5093. Disponivel
em:<http://www.sciencedirect.com/science/article/pii/S0921509316310772>.
XING, X.; DI, X.; WANG, B. The effect of post-weld heat treatment temperature onther
microstructure of inconel 625 deposited metal. Journal of Alloys and Compounds,v. 593, p.
110 – 116, 2014. ISSN 0925-8388. Disponivel em:<http://www.sciencedirect-
.com/science/article/pii/S092583881303226X>.
XU, F. et al. Microstructural evolution and mechanical properties of inconel 625 alloy during
pulsed plasma arc deposition process. Journal of Materials Science Technology, v. 29, n. 5, p.
480 - 488, 2013. ISSN 1005-0302. Disponivel em:
<http://www.sciencedirect.com/science/article/pii/S1005030213000388>.
XU, L. et al. Insights into the intergranular corrosion of overlay welded joints of x65-inconel
625 clad pipe and its relationship to damage penetration. Corrosion Science, v. 160, p. 108169,
2019. ISSN 0010-938X. Disponível em:
<https://www.sciencedirect.com/science/article/pii/S0010938X19305517>.
YE, X.-X. et al. The high-temperature corrosion of hastelloy n alloy (uns n10003) in molten
fluoride salts analysed by stxm, xas, xrd, sem, epma, tem/eds. Corrosion Science, v. 106, n. C,
p. 249–259, 2016.

96
YUBI, G. et al. Influence of δ phase on the microstructure and properties of inconel 625
superalloy tubes. Rare Metal Materials and Engineering, v. 48(4), p. 1079–1086, 04 2019.