influência da geometria da ferramenta nas forças e no ... · transversal, axial e de avanço,...
TRANSCRIPT
Influência da geometria da ferramenta nas
forças e no torque no processo de soldagem
por atrito-mistura
Rubia de Albuquerque e Vasconcelos Bôdas
Projeto de Graduação apresentado ao Curso
de Engenharia Mecânica da Escola
Politécnica, Universidade Federal do Rio de
Janeiro, como parte dos requisitos
necessários à obtenção do título de
Engenheiro.
Orientadores:
José Luis Lopes da Silveira
Karen Johanna Quintana Cuellar
Rio de Janeiro
Março de 2018
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO
Departamento de Engenharia Mecânica
DEM/POLI/UFRJ
INFLUÊNCIA DA GEOMETRIA DA FERRAMENTA NAS FORÇAS E NO
TORQUE NO PROCESSO DE SOLDAGEM POR ATRITO-MISTURA
Rubia de Albuquerque e Vasconcelos Bôdas
PROJETO FINAL SUBMETIDO AO CORPO DOCENTE DO DEPARTAMENTO
DE ENGENHARIA MECÂNICA DA ESCOLA POLITÉCNICA DA
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE DOS
REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE
ENGENHEIRO MECÂNICO.
Aprovado por:
_______________________________________________
Prof. José Luis Lopes da Silveira (orientador)
_______________________________________________
Prof. Sylvio José Ribeiro Oliveira
_______________________________________________
Prof. Fabio da Costa Figueiredo
Rio de Janeiro
Março de 2018

iii
Bôdas, Rubia de Albuquerque e Vasconcelos
Influência da geometria da ferramenta nas forças e
no torque no processo de soldagem por atrito-mistura/
Rubia de Albuquerque e Vasconcelos Bôdas. – Rio de
Janeiro: UFRJ/ Escola Politécnica, 2018.
XI, 41 p.: il,; 29,7cm.
Orientadores: José Luis Lopes da Silveira e Karen Johanna
Quintana Cuellar
Projeto de Graduação – UFRJ/ Escola Politécnica/ Curso de
Engenharia Mecânica, 2018.
Referencias Bibliográficas: p. 35-36.
1. Soldagem. 2. Soldagem por atrito-mistura. 3.
Geometria da ferramenta. I. Silveira, José Luis Lopes da;
Cuellar, Karen Johanna Quintana. II. Universidade Federal
do Rio de Janeiro, Escola Politécnica, Curso de Engenharia
Mecânica. III. Título

iv
Agradecimentos
A Deus pelo equilíbrio, sustento e todas as conquistas.
À toda minha família. Em especial meus pais, Cynthia e Luiz, que sempre
fizeram todos os sacrifícios necessários para que eu tivesse acesso à melhor educação
possível.
Aos meu orientadores José Luis e Karen por toda dedicação, paciência e
ensinamentos transmitidos durante a execução deste projeto.
Ao João Felipe por me acompanhar, apoiar, ajudar e ser meu suporte durante
todos os anos de faculdade.
Aos meus amigos da universidade e de fora dela por cederem ajuda e estarem
sempre presentes quando precisei.
Aos professores do Departamento de Engenharia Mecânica por todos os
conhecimentos técnicos e humanos transmitidos.

v
Resumo do Projeto de Graduação apresentado à Escola Politécnica/ UFRJ como parte
dos requisitos necessários para obtenção do grau de Engenheiro Mecânico.
INFLUÊNCIA DA GEOMETRIA DA FERRAMENTA NAS FORÇAS E NO
TORQUE NO PROCESSO DE SOLDAGEM POR ATRITO-MISTURA
Rubia de Albuquerque e Vasconcelos Bôdas
Março/2018
Orientadores: José Luis Lopes da Silveira e Karen Johanna Quintana Cuellar
Curso: Engenharia Mecânica
O processo de soldagem por atrito-mistura é um método relativamente novo de
soldagem que apresenta vantagens significativas em comparação aos métodos
convencionais. Sem fusão, utilização de gás de proteção ou fluxo e com uma demanda
menor de energia, é considerado ambientalmente mais correto e permite obter soldas
com menos defeitos no material. O torque e as forças de soldagem durante o processo
têm importância tanto na qualidade da solda quanto no processo de soldagem. Neste
trabalho, essas grandezas foram medidas para diferentes rotações e velocidades de
soldagem para um processo feito com uma ferramenta com rosca. Para avaliar a
influência da rosca no pino da ferramenta no comportamento das forças e do torque, as
medições obtidas foram comparadas com valores de força e torque obtidos com uma
ferramenta sem rosca com os mesmos parâmetros de soldagem [1].
Palavras-chave: soldagem, soldagem por atrito-mistura, ferramenta com rosca, forças,
torque

vi
Abstract of Undergraduate Project presented to POLI/ UFRJ as a partial fulfillment of
the requirements for the degree of Mechanical Engineer.
TOOL GEOMETRY’S INFLUENCE IN FORCES AND TORQUE BEHAVIOR IN
FRICTION STIR WELDING PROCESS
Rubia de Albuquerque e Vasconcelos Bôdas
March/2018
Advisors: José Luis Lopes da Silveira and Karen Johanna Quintana Cuellar
Department: Mechanical Engineering
Friction stir welding (FSW) is a relativity new method that offers great advantages
over conventional welding. With absence of material melting, protective gas or flux and
a lower demand of energy, it is considered environmentally friendly and allows
obtaining welds with fewer defects in the material. Torque and forces during the process
are important for weld’s quality and process. In this work, the quantities were measured
for different rotations and welding speeds with a tool containing screw. In order to
evaluate the screw’s influence in the behavior of forces and torque, measures obtained
were compared with values of force and torque obtained with a tool without screw with
the same welding parameters [1].
Keywords: welding, friction stir welding, tool, screw, forces, torque
vii
Sumário
1. Introdução ................................................................................................................. 1
2. Revisão Bibliográfica ............................................................................................... 2
2.1. Soldagem por Atrito-Mistura ............................................................................. 2
2.2. Influência das forças, do torque e da geometria da ferramenta ......................... 5
3. Experimentação ........................................................................................................ 8
3.1. Aparato Experimental ........................................................................................ 8
3.2. Processo de Soldagem ..................................................................................... 11
4. Resultados Experimentais ...................................................................................... 12
4.1. Análise do torque ............................................................................................. 12
4.1.1. Torque em função do tempo ..................................................................... 12
4.1.2. Torque em função da rotação e velocidade de soldagem ......................... 14
4.2. Análise da força axial ...................................................................................... 16
4.2.1. Força axial em função do tempo............................................................... 16
4.2.2. Força axial em função da rotação e velocidade de soldagem ................... 18
4.3. Análise da força de soldagem .......................................................................... 20
4.3.1. Força de soldagem em função do tempo .................................................. 20
4.3.2. Força de soldagem em função da rotação e velocidade de soldagem ...... 21
4.4. Análise da força transversal ............................................................................. 22
4.4.1. Força transversal em função do tempo ..................................................... 22
4.4.2. Força transversal em função da rotação e velocidade de soldagem ......... 23
5. Análise da influência da rosca da ferramenta no processo ..................................... 25
5.1. Torque .............................................................................................................. 25
5.2. Força axial ........................................................................................................ 27
5.3. Força de soldagem ........................................................................................... 29
viii
5.4. Força transversal .............................................................................................. 30
6. Conclusões .............................................................................................................. 33
Referências ..................................................................................................................... 35
Anexos ............................................................................................................................ 37

ix
Lista de Figuras
Figura 1: Ferramenta de soldagem ................................................................................... 2
Figura 2: Etapas da soldagem por atrito-mistura. Fonte: Quintana [1] ............................ 3
Figura 3: Forças e torque no processo FSW. Fonte: Quintana [1] ................................... 4
Figura 4: Máquina CNC ROMI Polaris V400 .................................................................. 8
Figura 5: Dinamômetro Kistler modelo 9272................................................................... 9
Figura 6: Amplificador Kistler modelo 5070 ................................................................... 9
Figura 7: Conversor analógico/digital National Instruments modelo USB-6251 .......... 10
Figura 8: Equipamento de fixação das peças.................................................................. 10
Figura 9: Dispositivo com a peça fixada ........................................................................ 11
Figura 10: Exemplo de peça soldada .............................................................................. 11
Figura 11: Comportamento do torque em função do tempo na fase de entrada da
ferramenta ....................................................................................................................... 13
Figura 12: Comportamento do torque em função do tempo na fase do percurso de
soldagem ......................................................................................................................... 14
Figura 13: Comportamento do torque em função da rotação para a fase de entrada da
ferramenta ....................................................................................................................... 14
Figura 14: Comportamento do torque em função da rotação para a fase do percurso de
soldagem ......................................................................................................................... 15
Figura 15: Comportamento da força axial em função do tempo para 1500 rpm ............ 17
Figura 16: Comportamento da força axial em função do tempo para 900 rpm .............. 18
Figura 17: Comportamento da força axial máxima em função da rotação na fase da
entrada da ferramenta ..................................................................................................... 18
Figura 18: Comportamento da força axial em função da rotação na fase do percurso de
soldagem ......................................................................................................................... 19
Figura 19: Comportamento da força de soldagem em função do tempo ........................ 21
Figura 20: Comportamento da força de soldagem em função da rotação ...................... 21
Figura 21: Comportamento da força transversal em função do tempo........................... 23
Figura 22: Comportamento da força transversal em função da rotação ......................... 23
Figura 23: Comportamento do torque na entrada nas ferramentas com e sem rosca em
função da rotação ............................................................................................................ 26

x
Figura 24: Comportamento do torque no percurso nas ferramentas com e sem rosca em
função da rotação ............................................................................................................ 27
Figura 25: Comportamento das forças axiais na entrada nas ferramentas com e sem
rosca em função da rotação ............................................................................................ 28
Figura 26: Comportamento das forças axiais no percurso nas ferramentas com e sem
rosca em função da rotação ............................................................................................ 29
Figura 27: Comportamento das forças de soldagem nas ferramentas com e sem rosca em
função da rotação ............................................................................................................ 30
Figura 28: Comportamento das forças transversais nas ferramentas com e sem rosca em
função da rotação ............................................................................................................ 32

xi
Lista de tabelas
Tabela 1: Análise de variância do torque na fase de entrada.......................................... 16
Tabela 2: Análise de variância do torque na fase do percurso ....................................... 16
Tabela 3: Análise de variância da força axial máxima ................................................... 20
Tabela 4: Análise de variância da força axial para o percurso ....................................... 20
Tabela 5: Análise de variância para a força de soldagem............................................... 22
Tabela 6: Análise de variância para a força transversal ................................................. 24
Tabela 7: Valores médios para os torques na entrada e no percurso na ferramenta sem
rosca. Fonte: Quintana [1] .............................................................................................. 25
Tabela 8: Valores médios para os torques na entrada e no percurso na ferramenta com
rosca ................................................................................................................................ 25
Tabela 9:Valores médios para as forças axiais máxima e no percurso na ferramenta sem
rosca. Fonte: Quintana [1] .............................................................................................. 27
Tabela 10: Valores médios das forças axiais máxima e no percurso na ferramenta com
rosca ................................................................................................................................ 27
Tabela 11: Valores médios das forças de soldagem na ferramenta sem rosca. Fonte:
Quintana [1] .................................................................................................................... 29
Tabela 12: Valores médios das forças de soldagem na ferramenta com rosca............... 29
Tabela 13: Valores médios da força transversal para ferramenta sem rosca. Fonte:
Quintana [1] .................................................................................................................... 31
Tabela 14: Valores médios da força transversal para ferramenta com rosca ................. 31

1
1. Introdução
Atualmente, existe uma tendência ao uso de materiais leves e com boas
propriedades mecânicas, pois promovem maior funcionalidade de acordo com as
necessidades das indústrias. Propriedades como baixa densidade e alta resistência
mecânica das ligas leves de alumínio e magnésio têm se mostrado cada vez mais
importantes no contexto industrial.
No entanto, essas ligas apresentam problemas em processos de união através dos
processos de soldagem convencionais. A ocorrência de defeitos, como poros e trincas,
diminui a qualidade das uniões soldadas destes materiais. Com isso, a soldagem por
atrito-mistura (friction stir welding, FSW) se mostra como uma excelente alternativa
para realizar a soldagem destes materiais, pois não há presença de fusão do material e a
ocorrência de defeitos diminui.
Existem poucos trabalhos que abordam o estudo da influência da geometria da
ferramenta nas forças e no torque gerados durante o processo FSW, apesar de serem
quantidades importantes para a qualidade das soldas feitas através desse processo.
Este projeto irá apresentar resultados obtidos através de experimentos realizados
com uma ferramenta cujo pino possui uma rosca. Foram analisadas as influências da
presença da rosca, da velocidade de rotação e da velocidade de soldagem nas forças
transversal, axial e de avanço, além do torque resultantes na ferramenta. Os resultados
foram comparados com os da tese de doutorado de Quintana [1], o qual apresenta o
estudo das forças e do torque para uma ferramenta sem rosca.
Os resultados experimentais mostraram que os valores máximos do torque e da
força axial se dão na fase de entrada da ferramenta na peça e são influenciados pela
velocidade de rotação. Já as forças de soldagem e transversal apresentaram seus valores
máximos durante a fase do percurso e se mostraram influenciadas pela interação dos
fatores rotação e velocidade de soldagem. Além disso, o torque na entrada da
ferramenta, a força axial e a força transversal apresentaram valores maiores no caso da
ferramenta com rosca comparado ao caso da ferramenta sem rosca. Apenas a força de
soldagem e o torque no percurso de soldagem apresentaram valores menores neste caso.

2
2. Revisão Bibliográfica
Este capítulo apresenta a importância da soldagem por atrito-mistura como uma
alternativa às soldas convencionais de ligas leves. Destaca-se a importância da
geometria da ferramenta no comportamento das forças e do torque envolvidos no
processo.
2.1. Soldagem por Atrito-Mistura
Soldagem por atrito-mistura, ou friction stir welding (FSW), é um processo
relativamente novo inventado e patenteado pelo Instituto de Soldagem de Cambridge,
ou The Welding Institute (TWI) [2]. Ele é feito com uma ferramenta não-consumível
composta por ombro e pino, conforme a Figura 1. O ombro é o principal responsável
por evitar a expulsão do material e a formação de rebarbas. O pino tem como função
principal agitar e deformar o material próximo à ferramenta e, juntamente com o ombro,
gerar calor. Tanto as geometrias do ombro quanto do pino afetam o fluxo do material.
Existem diferentes desenhos de ferramentas com variações cilíndricas, cônicas e com
canais para o ombro e o pino, os quais são projetados para melhorar a qualidade das
soldas.
Figura 1: Ferramenta de soldagem
Pino Ombro
3
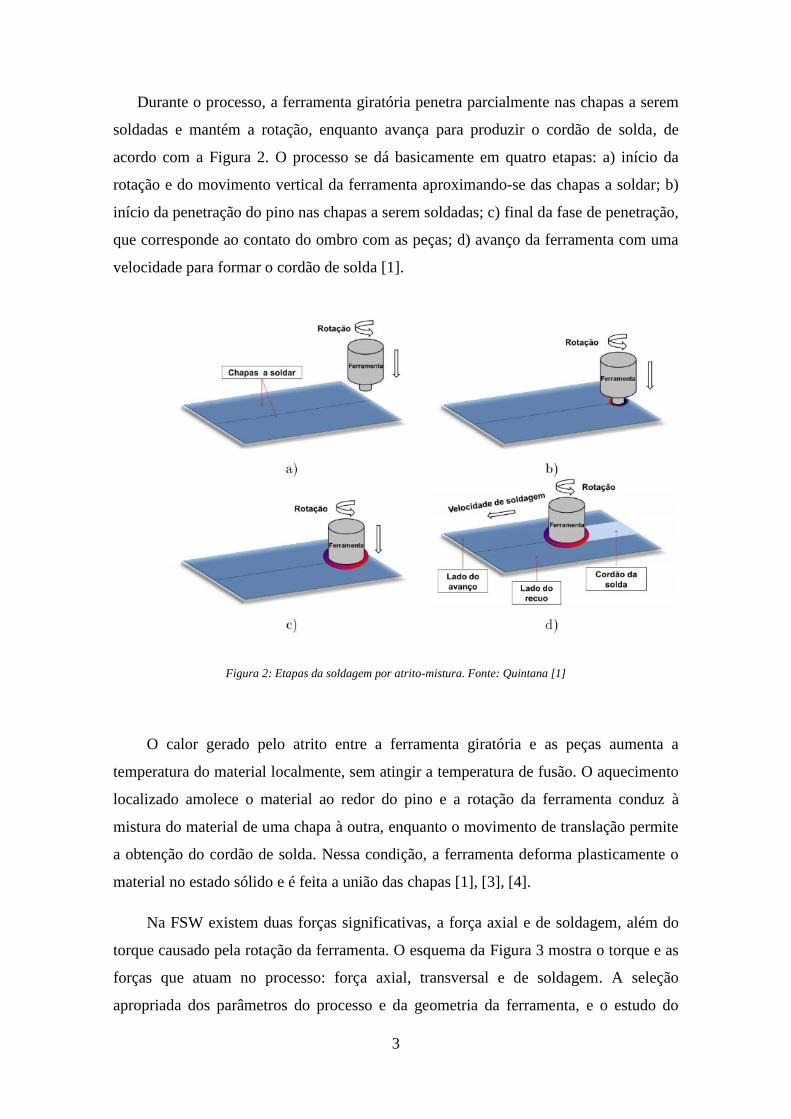
Durante o processo, a ferramenta giratória penetra parcialmente nas chapas a serem
soldadas e mantém a rotação, enquanto avança para produzir o cordão de solda, de
acordo com a Figura 2. O processo se dá basicamente em quatro etapas: a) início da
rotação e do movimento vertical da ferramenta aproximando-se das chapas a soldar; b)
início da penetração do pino nas chapas a serem soldadas; c) final da fase de penetração,
que corresponde ao contato do ombro com as peças; d) avanço da ferramenta com uma
velocidade para formar o cordão de solda [1].
Figura 2: Etapas da soldagem por atrito-mistura. Fonte: Quintana [1]
O calor gerado pelo atrito entre a ferramenta giratória e as peças aumenta a
temperatura do material localmente, sem atingir a temperatura de fusão. O aquecimento
localizado amolece o material ao redor do pino e a rotação da ferramenta conduz à
mistura do material de uma chapa à outra, enquanto o movimento de translação permite
a obtenção do cordão de solda. Nessa condição, a ferramenta deforma plasticamente o
material no estado sólido e é feita a união das chapas [1], [3], [4].
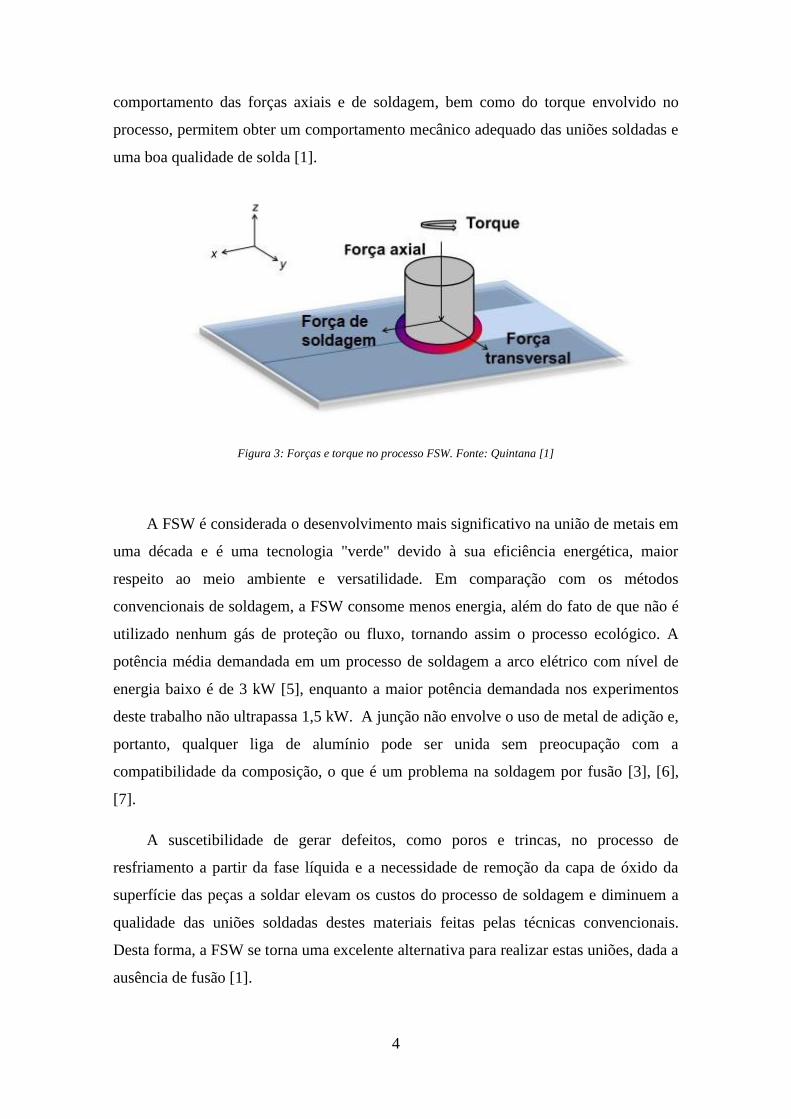
Na FSW existem duas forças significativas, a força axial e de soldagem, além do
torque causado pela rotação da ferramenta. O esquema da Figura 3 mostra o torque e as
forças que atuam no processo: força axial, transversal e de soldagem. A seleção
apropriada dos parâmetros do processo e da geometria da ferramenta, e o estudo do
4
comportamento das forças axiais e de soldagem, bem como do torque envolvido no
processo, permitem obter um comportamento mecânico adequado das uniões soldadas e
uma boa qualidade de solda [1].
Figura 3: Forças e torque no processo FSW. Fonte: Quintana [1]
A FSW é considerada o desenvolvimento mais significativo na união de metais em
uma década e é uma tecnologia "verde" devido à sua eficiência energética, maior
respeito ao meio ambiente e versatilidade. Em comparação com os métodos
convencionais de soldagem, a FSW consome menos energia, além do fato de que não é
utilizado nenhum gás de proteção ou fluxo, tornando assim o processo ecológico. A
potência média demandada em um processo de soldagem a arco elétrico com nível de
energia baixo é de 3 kW [5], enquanto a maior potência demandada nos experimentos
deste trabalho não ultrapassa 1,5 kW. A junção não envolve o uso de metal de adição e,
portanto, qualquer liga de alumínio pode ser unida sem preocupação com a
compatibilidade da composição, o que é um problema na soldagem por fusão [3], [6],
[7].
A suscetibilidade de gerar defeitos, como poros e trincas, no processo de
resfriamento a partir da fase líquida e a necessidade de remoção da capa de óxido da
superfície das peças a soldar elevam os custos do processo de soldagem e diminuem a
qualidade das uniões soldadas destes materiais feitas pelas técnicas convencionais.
Desta forma, a FSW se torna uma excelente alternativa para realizar estas uniões, dada a
ausência de fusão [1].
5
2.2. Influência das forças, do torque e da
geometria da ferramenta
No processo FSW, a ferramenta, devido aos movimentos rotativos e lineares, exerce
forças e torque nas placas de soldagem, além de aporte térmico [8]. São geradas forças
axial, transversal e de soldagem. Essas forças e torque influenciam a qualidade da solda,
tornando-se importante prever, monitorar e controlá-los até mesmo para a otimização do
projeto da ferramenta.
Fatores como geometria da ferramenta, velocidade de soldagem, velocidade de
rotação, diâmetros do ombro e do pino influenciam no comportamento das forças e do
torque e, consequentemente, na qualidade da solda [9], [10].
O torque no processo FSW está relacionado ao aporte de calor e, consequentemente,
à tensão do material, ao fluxo de material e à temperatura na zona de mistura. Por esta
razão, o torque é uma quantidade importante que influencia a qualidade da solda.
Yan, Upadhyay e Reynolds [11] observaram que a temperatura no processo FSW
tem uma relação inversa com o torque. Uma baixa temperatura produz uma alta tensão
local de escoamento no material e, consequentemente, um maior torque. Além disso, o
torque é uma quantidade que tem influência na potência que será utilizada para realizar
o processo. Quanto maior o torque gerado, maior a potência necessária para realizar a
operação [8], [12].
A força axial (Fz) desempenha um papel fundamental no processo FSW, uma vez
que a fabricação de uma solda sem defeito é altamente dependente desse parâmetro [8].
A ação similar a um forjamento durante a soldagem ocorre pela ação desta força e é
altamente eficaz na qualidade da solda. A força axial também é influenciada pela
velocidade de soldagem, velocidade de rotação, ombro da ferramenta e diâmetro do
pino. Fz aumenta com a velocidade de soldagem, uma vez que há um menor aporte de
calor neste caso e, então, mais material deve ser agitado por unidade de tempo. O
aumento da velocidade de rotação da ferramenta dá origem a uma temperatura mais alta
na superfície de contato do ombro, gerando uma diminuição da tensão de escoamento
6
local do material. Com isso, há o amolecimento do material e a diminuição de Fz [1],
[8].
Para uma máquina específica, a força axial é um dos critérios mais significativos
para determinar o tipo e a espessura dos materiais que podem ser soldados [13]. Trimble
et al. [14] encontraram que variações na geometria do pino da ferramenta têm maior
influência no valor máximo da força axial do que na força de soldagem.
O aumento da força de soldagem, ou força de avanço, (Fx) com a velocidade de
soldagem é esperado, uma vez que mais material deve ser plastificado por unidade de
tempo. A relação oposta da velocidade de rotação da ferramenta com Fx pode ser
atribuída às maiores quantidades de calor gerado por fricção. Isso leva à diminuição da
tensão de escoamento do material e à diminuição da força Fx como consequência [8].
A força transversal (Fy) se apresenta como a menos importante no processo, dados
os seus valores de menores magnitudes e a sua direção.
A variação da geometria da ferramenta altera o atrito e o aporte de calor gerados
durante o processo e que, por sua vez, têm influência nos valores das forças e torque
envolvidos na soldagem. Uma ferramenta composta de pino com rosca fornece uma
maior área de contato da ferramenta com a peça, gerando um maior atrito e,
consequentemente, um maior aporte de calor [15].
Mishra [3] observou que a geometria da ferramenta é o aspecto mais influente do
desenvolvimento do processo. Esta desempenha um papel crítico no fluxo de material e
no aporte de calor. O calor gerado provém do atrito entre a ferramenta e peça, portanto
os tamanhos do pino e do ombro são importantes. Uma ferramenta composta de pino
com rosca melhora o fluxo de material ao redor e embaixo do pino, melhorando a
qualidade da solda [3], [16].
Reza-E-Rabby et al. [17] notaram que o processo realizado com uma ferramenta
composta de pino rosqueado produz uma solda com menor incidência de defeitos. Essa
incidência também diminui com uma menor velocidade de rotação e com um pino em
formato de hélice ou triangular [16], [17], [18]. Este resultado está relacionado à maior
facilidade de mistura do material provida pela rosca do pino, gerando um cordão de
solda mais homogêneo [16], [18].

7
Meshram et al. [19] fizeram experimentos com ferramentas compostas de pino
rosqueado e não rosqueado. Eles observaram que o pino da ferramenta simples (sem
rosca) resulta em níveis mais baixos de aquecimento por fricção a velocidades de
rotação lentas (400 - 800 rpm), resultando em um movimento lento do material em
torno do pino e defeitos consequentes na forma de vazios. Isto é acompanhado por uma
diminuição da força Fx com velocidades crescentes, devido ao amaciamento do material
na zona de solda. Já a velocidades de rotação mais altas, há aquecimento superficial
excessivo e fluxo de metal caótico, levando a grandes defeitos superficiais e sub-
superficiais. Com isso, a força Fx aumenta acentuadamente, o que eles atribuem ao
movimento de uma quantidade excessiva de material agitado na superfície superior da
região de solda. Apesar disso, o pino simples produziu soldas sem defeitos em uma
faixa de velocidade rotacional de 1000 - 1200 rpm [19].
Para o caso da ferramenta com pino rosqueado, as temperaturas médias na zona de
solda mostraram-se relativamente maiores devido à maior área de fricção (das roscas) e
à deformação plástica rápida transmitida pelas roscas. Além disso, o pino rosqueado
provoca o deslocamento do material plastificado do avanço para o lado e
simultaneamente para baixo, removendo assim o calor da zona de solda de tempos em
tempos, além de o confinar a uma faixa estreita ao longo da solda [19].
A seleção apropriada dos parâmetros do processo e da geometria da ferramenta e o
estudo do comportamento das forças axiais e de avanço, bem como do torque envolvido
no processo, permitem obter um comportamento mecânico adequado das uniões
soldadas, uma boa qualidade da solda feita no processo FSW, uma seleção adequada da
ferramenta a ser utilizada, uma otimização no tamanho e nos custos das máquinas de
soldagem, além de maior produtividade [1], [3], [15], [17], [18].
8
3. Experimentação
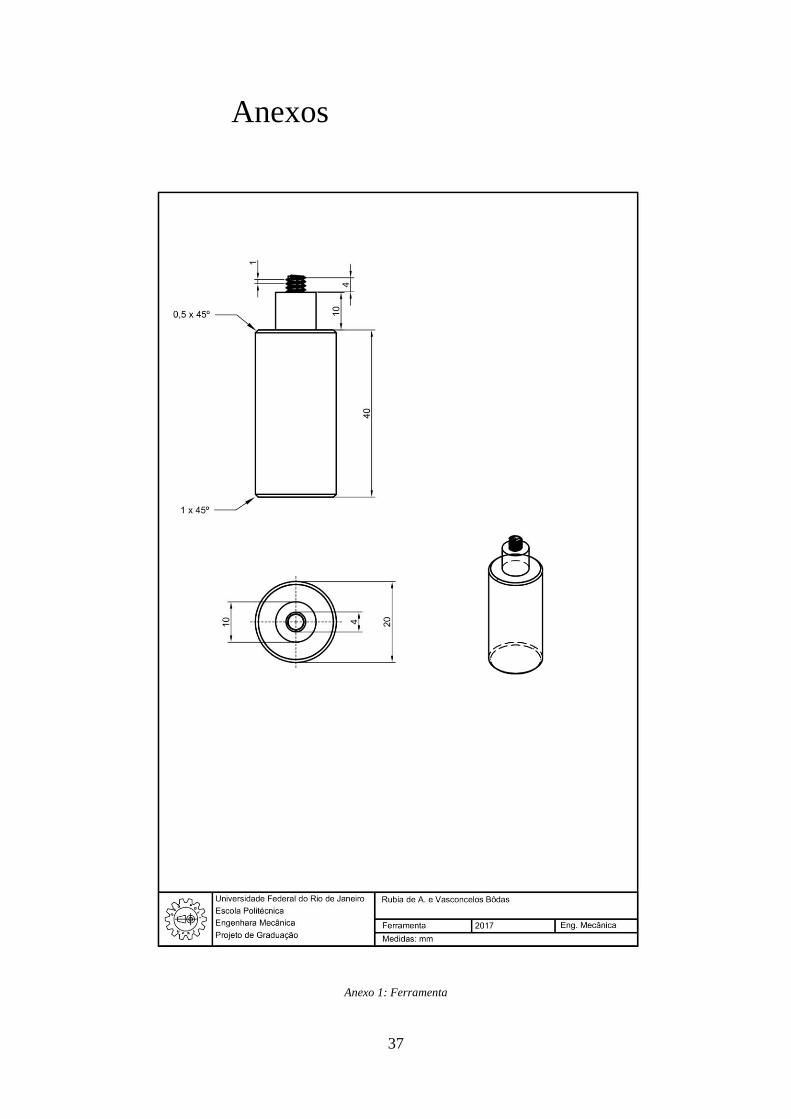
Para obtenção dos dados experimentais, foram realizadas 72 soldagens por atrito-
mistura de placas de alumínio variando a rotação e a velocidade de soldagem da
ferramenta. Foi utilizada uma ferramenta com dimensões explicitadas no Anexo 1, cuja
rosca é padrão métrica M4.
Entre um experimento e o seguinte, houve a espera de alguns minutos para que os
equipamentos esfriassem, evitando, desta forma, influência do calor nos resultados.
Neste capítulo serão listados os principais aparatos utilizados nos experimentos e será
mostrado um exemplo das soldagens realizadas.
3.1. Aparato Experimental
Um centro de usinagem de Controle Numérico Computadorizado (CNC) da marca
ROMI e modelo Polaris V400 [20], Figura 4, foi utilizado para realização dos
experimentos de soldagem por atrito-mistura.
Figura 4: Máquina CNC ROMI Polaris V400

9
Um dinamômetro da marca Kistler, modelo 9272 (Figura 5), equipado à
máquina realiza as medidas de força e torque e envia as informações a um amplificador
da marca Kistler e modelo 5070, Figura 6.
Figura 5: Dinamômetro Kistler modelo 9272
Figura 6: Amplificador Kistler modelo 5070
10
Em seguida, os sinais passam por um conversor analógico/digital da marca
National Instruments e modelo USB-6251, Figura 7, que transfere-os para o
computador, onde é utilizado o software LabView para aquisição dos dados.
Figura 7: Conversor analógico/digital National Instruments modelo USB-6251
Para fixação das peças a serem soldadas, é utilizado um dispositivo de aço
inoxidável, Figura 8. A peça é colocada na posição central, de acordo com a
Figura 9, e fixada por duas barras que são aparafusadas.
Figura 8: Equipamento de fixação das peças

11
Figura 9: Dispositivo com a peça fixada
3.2. Processo de Soldagem
Foram soldadas placas de alumínio com percurso de soldagem de 15 cm. As
soldagens foram realizadas em peças únicas, pois não há diferença nos resultados. Um
exemplo está na Figura 10, na qual a peça foi soldada com uma velocidade de rotação
de 600 rpm e uma velocidade de soldagem de 100 mm/min.
Após a soldagem, é necessário realizar a remoção de rebarbas por meio de um
lixamento, por exemplo.
Figura 10: Exemplo de peça soldada
Peça
12
4. Resultados Experimentais
Os sinais coletados nos experimentos foram processados e analisados para
determinar a influência de cada fator no comportamento das variáveis de resposta.
A avaliação estatística dos dados foi feita através da análise de variância
(ANOVA) para projetos fatoriais multivariáveis, realizada como descrito a seguir:
Obtém-se o valor de Fcrítico na Tabela de Distribuição de Fisher,
mostrada no Anexo 2, para um nível de significância α de 0,05. O valor
do grau de liberdade do fator em análise é introduzido como o numerador
e o valor do grau de liberdade do erro é introduzido como denominador.
Se o valor de F obtido na análise de variância (ANOVA) for maior que o
valor de Fcrítico da tabela, a hipótese nula é rejeitada e, portanto, o fator
analisado influencia na variável de resposta.
O valor de p está associado ao valor de F, então a análise de p confirma a
avaliação de F. Se o valor de p for menor que 0,05 (nível de
significância), a hipótese nula é rejeitada e, portanto, o fator analisado
influencia na variável de resposta.
Os resultados apresentados nesta seção correspondem ao comportamento das
médias e do desvio padrão das variáveis de resposta do projeto experimental. As tabelas
com os valores das variáveis de resposta obtidos em cada experimento encontram-se nos
Anexos 3-5.
4.1. Análise do torque
4.1.1. Torque em função do tempo

13
A Figura 11 apresenta o comportamento do torque em função do tempo
para uma rotação de 900 rpm e velocidade de soldagem de 300 mm/min. É
possível identificar as fases da entrada da ferramenta na peça, o percurso e a
saída da ferramenta da peça.
Na fase da entrada, o ponto 1 representa o contato entre o pino e a peça.
Há a penetração do pino e o valor do torque se estabiliza (ponto 2). Quando o
material extrudado entra em contato com a ferramenta, o valor do torque
aumenta (ponto 3). A partir da penetração do ombro na peça, o torque aumenta
novamente (ponto 4) antes de apresentar uma estabilização do seu valor.
A área hachurada no gráfico corresponde à fase do percurso. Porém,
como o dinamômetro mede o torque apenas em seu centro, estes dados não são
utilizados.
Figura 11: Comportamento do torque em função do tempo na fase de entrada da ferramenta
Na Figura 12, é apresentada a medição do torque ao fim do percurso, que
corresponde ao valor durante toda esta fase. As medições foram realizadas no
ponto de saída (ponto 5), para uma rotação de 600 rpm e uma velocidade de
soldagem de 100 mm/min.
1
2 3
4
5

14
Figura 12: Comportamento do torque em função do tempo na fase do percurso de soldagem
4.1.2. Torque em função da rotação e velocidade de
soldagem
A Figura 13 apresenta o comportamento do torque em função da
velocidade de rotação para todas as velocidades de soldagem (100 mm/min, 200
mm/min e 300 mm/min) para a fase de entrada da ferramenta. O valor do torque
representado corresponde ao ponto de contato entre o ombro e a peça, onde o valor é
estabilizado (ponto 4 na Figura 11).
Figura 13: Comportamento do torque em função da rotação para a fase de entrada da ferramenta
5

15
A Figura 14 apresenta o comportamento do torque em função da velocidade de
rotação para todas as velocidades de soldagem (100 mm/min, 200 mm/min e 300
mm/min) para a fase do percurso. O valor do torque representado corresponde ao ponto
de saída da peça da ferramenta (ponto 5 na Figura 12).
Figura 14: Comportamento do torque em função da rotação para a fase do percurso de soldagem
Na Figura 13, observa-se que o valor do torque na fase de entrada da ferramenta
diminui de forma exponencial com o aumento da rotação. Porém, o efeito da velocidade
de soldagem é inexistente, pois a velocidade de soldagem somente terá influência na
fase do percurso.
Já na Figura 14, podemos perceber que, na fase do percurso, o torque apresenta
um comportamento exponencial decrescente com o aumento da rotação e um pequeno
incremento com o aumento da velocidade de soldagem.
A análise de variância observada na Tabela 1 indica que, durante a fase de
penetração da ferramenta, a única variável que influencia na resposta (torque) é a
rotação, com um valor da estatística F de 1546,04 e com um nível de significância de
0,0%.
Durante a fase do percurso, observamos na Tabela 2 que ambos os fatores
rotação e velocidade de soldagem influenciam na variável de resposta. A rotação
apresenta um valor da estatística F de 323,9 com nível de significância de 0,0% e a
velocidade de soldagem apresenta um valor da estatística F de 8,15 com nível de
significância de 0,2%.

16
Tabela 1: Análise de variância do torque na fase de entrada
Fonte da
variação
Soma
quadrática
Graus de
liberdade
Média
quadrática
F P-level
w 769,924 3 256,641 1546,04 0
Vs 0,032 2 0,016 0,09 0,9098
w * Vs 1,22 6 0,203 1,23 0,3281
Erro 3,984 24 0,166
Total 775,16 35
Tabela 2: Análise de variância do torque na fase do percurso
Fonte da
variação
Soma
quadrática
Graus de
liberdade
Média
quadrática
F P-level
w 137,241 3 45,7469 323,9 0
Vs 2,303 2 1,1514 8,15 0,002
w * Vs 0,876 6 0,1459 1,03 0,4284
Erro 3,39 24 0,1412
Total 143,809 35
4.2. Análise da força axial
4.2.1. Força axial em função do tempo
A Figura 15 apresenta o comportamento da força axial em função do tempo para
uma rotação de 1500 rpm e uma velocidade de soldagem de 100 mm/min. Podemos
identificar os pontos do primeiro contato entre a peça e a ferramenta (ponto 1), do
contato entre o material extrudado e a peça (ponto 2), do valor máximo da força axial
(ponto 3), do valor de estabilização da força durante o processo (ponto 4) e da saída da
ferramenta da peça (ponto 5).
Neste caso, o valor máximo da força axial corresponde ao momento que o
ombro entra em contato com a peça.

17
Figura 15: Comportamento da força axial em função do tempo para 1500 rpm
A Figura 16 apresenta o comportamento da força axial para uma rotação de 900
rpm e velocidade de soldagem de 100 mm/min. Neste caso, podemos observar que o
valor máximo da força axial se dá durante a fase de entrada do pino na ferramenta
(ponto 6). Essa variação pode ocorrer devido à diferença no aporte de calor entre os
experimentos. No caso da rotação de 1500 rpm, o aporte de calor é maior, então a
diminuição da tensão de escoamento do material da peça acontece mais rapidamente em
relação ao caso da rotação de 900 rpm. Com isso, o valor da força axial no primeiro
caso não atinge um valor alto durante a penetração do pino na peça, obtendo, então, o
valor máximo durante o contato do ombro com a peça. No segundo caso, porém, como
o aporte de calor devido à rotação é menor, a tensão de escoamento do material diminui
mais lentamente, provocando uma maior força axial na fase de entrada do pino na
ferramenta.
1
2
3
4
5

18
Figura 16: Comportamento da força axial em função do tempo para 900 rpm
4.2.2. Força axial em função da rotação e velocidade de
soldagem
A Figura 17 mostra o comportamento da força axial máxima em função da rotação
para todas as velocidades de soldagem (100 mm/min, 200 mm/min e 300 mm/min).
Figura 17: Comportamento da força axial máxima em função da rotação na fase da entrada da ferramenta
6

19
Podemos observar que há um decaimento exponencial do valor da força com o
aumento da rotação. Porém, não há uma variação significativa com o aumento da
velocidade de soldagem, uma vez que a velocidade de soldagem não tem influência
durante a fase de entrada da ferramenta.
A Figura 18 apresenta o comportamento da força axial em função da rotação na
fase do percurso para todas as velocidades de soldagem (100 mm/min, 200 mm/min e
300 mm/min).
Figura 18: Comportamento da força axial em função da rotação na fase do percurso de soldagem
Podemos perceber que o aumento da rotação não acarreta uma mudança
significativa no valor da força, considerando o desvio padrão encontrado. Já a
velocidade de soldagem provoca alterações significativas no valor da variável de
resposta.
A análise de variância da Tabela 3 mostra que apenas a rotação influencia a
variável de resposta força axial durante a entrada. A fonte apresenta um valor da
estatística F de 223,34 com nível de significância de 0,0%.
No caso da força axial durante o percurso, a análise de variância da Tabela 4
mostra que apenas a velocidade de soldagem influencia no valor da força axial. A fonte
apresenta valor da estatística F de 38,3 com nível de significância de 0,0%.

20
Tabela 3: Análise de variância da força axial máxima
Fonte da
variação
Soma
quadrática
Graus de
liberdade
Média
quadrática
F P-level
w 35581325 3 11860441,7 223,34 0
Vs 19263,5 2 9631,7 0,18 0,8353
w * Vs 285239,3 6 47539,9 0,9 0,5142
Erro 1274527,3 24 53105,3
Total 371603355 35
Tabela 4: Análise de variância da força axial para o percurso
Fonte da
variação
Soma
quadrática
Graus de
liberdade
Média
quadrática
F P-level
w 188890,6 3 62963,5 2,12 0,124
Vs 2273614,3 2 1136807,2 38,3 0
w * Vs 284208,6 6 47368,1 1,6 0,1916
Erro 712328,8 24 29680,4
Total 3459042,4 35
4.3. Análise da força de soldagem
4.3.1. Força de soldagem em função do tempo
A Figura 19 apresenta o comportamento da força de soldagem em função do tempo
para uma rotação de 900 rpm e uma velocidade de soldagem de 300 mm/min. Nela,
podemos perceber a entrada da ferramenta na peça, o início do percurso, o valor
máximo da força e a saída da ferramenta da peça nos pontos 1, 2, 3 e 4,
respectivamente.
Podemos observar que o valor máximo da força acontece durante o percurso e
apresenta um comportamento aproximadamente constante.

21
Figura 19: Comportamento da força de soldagem em função do tempo
4.3.2. Força de soldagem em função da rotação e velocidade
de soldagem
A Figura 20 apresenta o comportamento da força de soldagem em função da
rotação para todas as velocidades de soldagem (100 mm/min, 200 mm/min e 300
mm/min). Podemos observar que a força tem um decaimento com o aumento da rotação
e, além disso, diminui com a diminuição da velocidade de soldagem.
Figura 20: Comportamento da força de soldagem em função da rotação
1
2
3
4
22
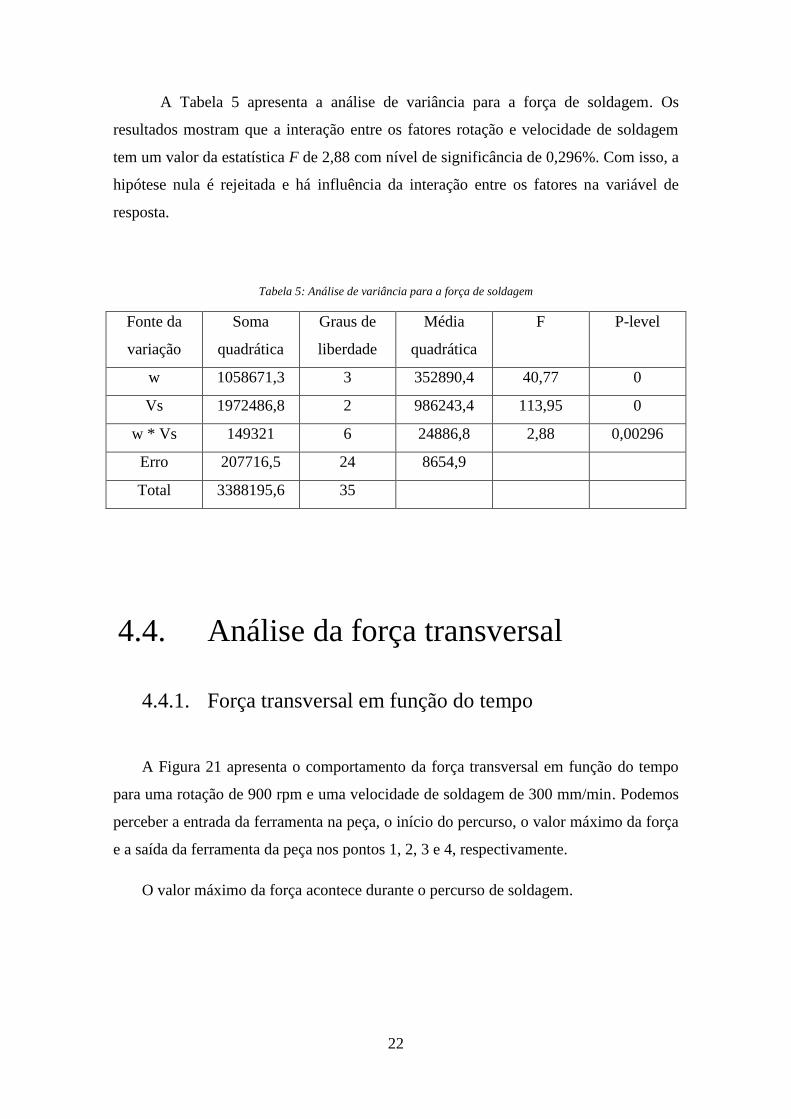
A Tabela 5 apresenta a análise de variância para a força de soldagem. Os
resultados mostram que a interação entre os fatores rotação e velocidade de soldagem
tem um valor da estatística F de 2,88 com nível de significância de 0,296%. Com isso, a
hipótese nula é rejeitada e há influência da interação entre os fatores na variável de
resposta.
Tabela 5: Análise de variância para a força de soldagem
Fonte da
variação
Soma
quadrática
Graus de
liberdade
Média
quadrática
F P-level
w 1058671,3 3 352890,4 40,77 0
Vs 1972486,8 2 986243,4 113,95 0
w * Vs 149321 6 24886,8 2,88 0,00296
Erro 207716,5 24 8654,9
Total 3388195,6 35
4.4. Análise da força transversal
4.4.1. Força transversal em função do tempo
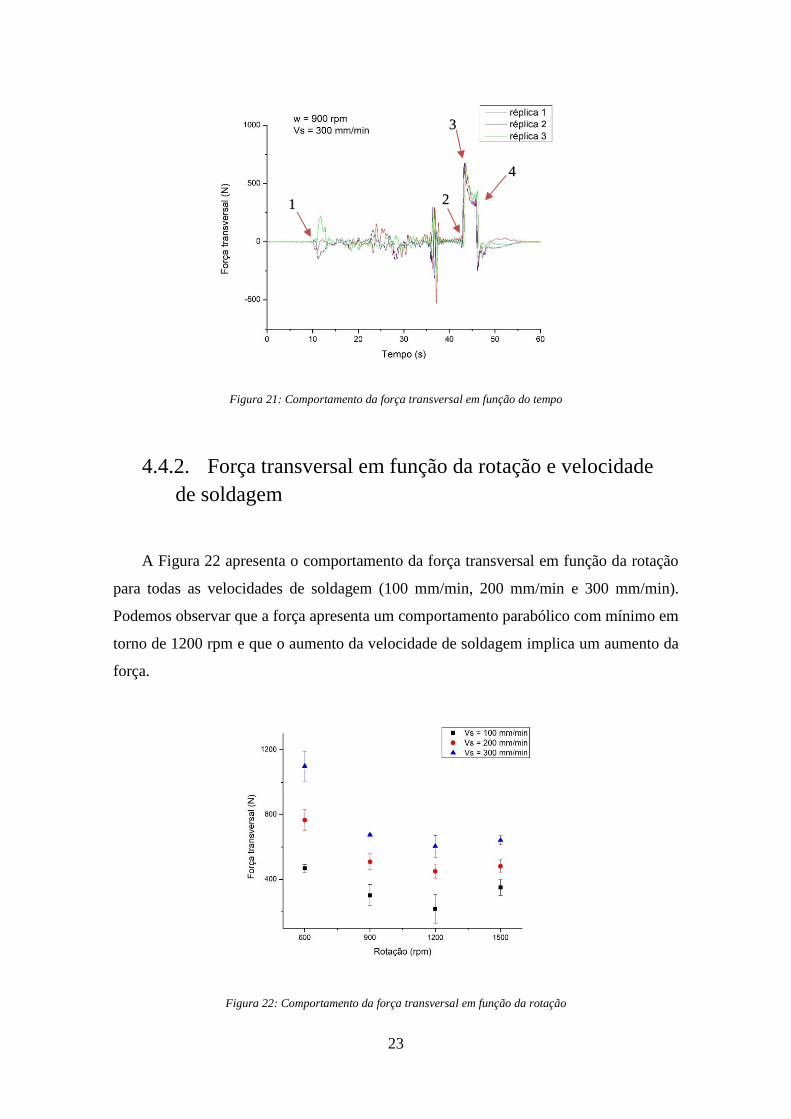
A Figura 21 apresenta o comportamento da força transversal em função do tempo
para uma rotação de 900 rpm e uma velocidade de soldagem de 300 mm/min. Podemos
perceber a entrada da ferramenta na peça, o início do percurso, o valor máximo da força
e a saída da ferramenta da peça nos pontos 1, 2, 3 e 4, respectivamente.
O valor máximo da força acontece durante o percurso de soldagem.
23
Figura 21: Comportamento da força transversal em função do tempo
4.4.2. Força transversal em função da rotação e velocidade
de soldagem
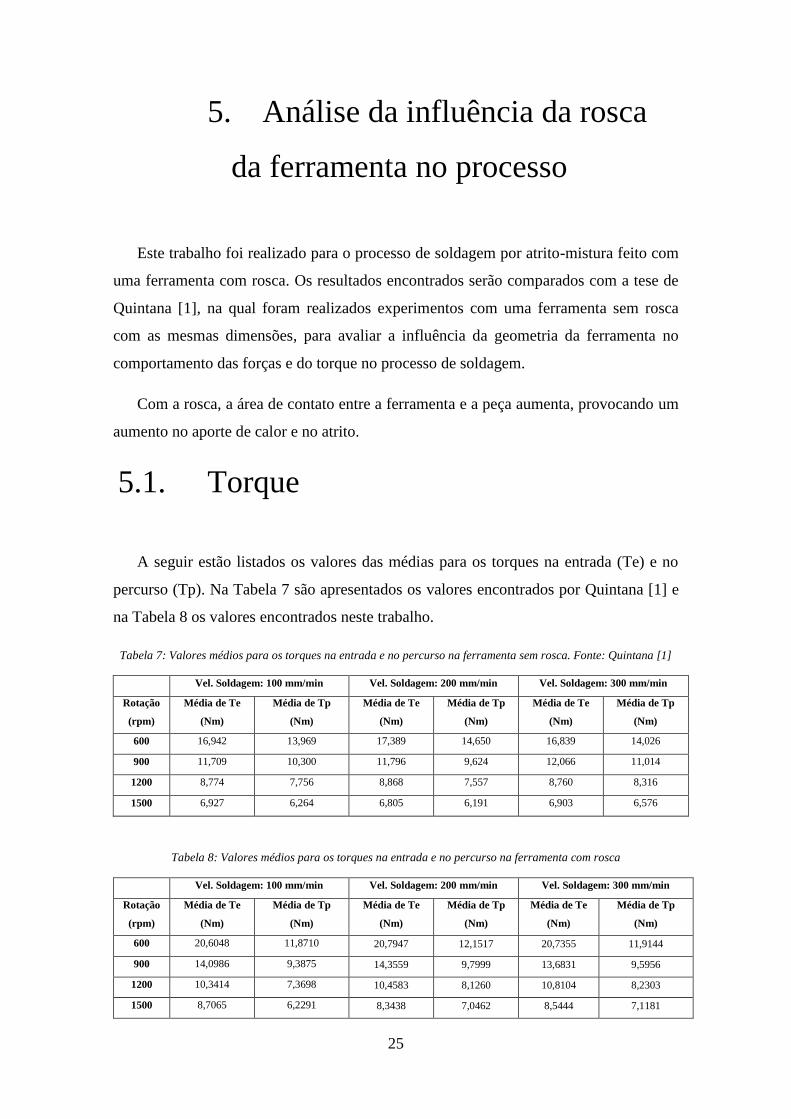
A Figura 22 apresenta o comportamento da força transversal em função da rotação
para todas as velocidades de soldagem (100 mm/min, 200 mm/min e 300 mm/min).
Podemos observar que a força apresenta um comportamento parabólico com mínimo em
torno de 1200 rpm e que o aumento da velocidade de soldagem implica um aumento da
força.
Figura 22: Comportamento da força transversal em função da rotação
2
1
3
4

24
A Tabela 6 apresenta a análise de variância para a força transversal. Os
resultados mostram que a interação entre os fatores rotação e velocidade de soldagem
tem um valor da estatística F de 5,2 com nível de significância de 0,15%. Com isso, a
hipótese nula é rejeitada e há influência da interação entre os fatores na variável de
resposta.
Fonte da
variação
Soma
quadrática
Graus de
liberdade
Média
quadrática
F P-level
w 667115 3 222371,7 68,45 0
Vs 1061678,9 2 530839,4 163,4 0
w * Vs 101433,4 6 16905,6 5,2 0,0015
Erro 77968,6 24 3248,7
Total 1908195,8 35
Tabela 6: Análise de variância para a força transversal
25
5. Análise da influência da rosca
da ferramenta no processo
Este trabalho foi realizado para o processo de soldagem por atrito-mistura feito com
uma ferramenta com rosca. Os resultados encontrados serão comparados com a tese de
Quintana [1], na qual foram realizados experimentos com uma ferramenta sem rosca
com as mesmas dimensões, para avaliar a influência da geometria da ferramenta no
comportamento das forças e do torque no processo de soldagem.
Com a rosca, a área de contato entre a ferramenta e a peça aumenta, provocando um
aumento no aporte de calor e no atrito.
5.1. Torque
A seguir estão listados os valores das médias para os torques na entrada (Te) e no
percurso (Tp). Na Tabela 7 são apresentados os valores encontrados por Quintana [1] e
na Tabela 8 os valores encontrados neste trabalho.
Tabela 7: Valores médios para os torques na entrada e no percurso na ferramenta sem rosca. Fonte: Quintana [1]
Vel. Soldagem: 100 mm/min Vel. Soldagem: 200 mm/min Vel. Soldagem: 300 mm/min
Rotação
(rpm)
Média de Te
(Nm)
Média de Tp
(Nm)
Média de Te
(Nm)
Média de Tp
(Nm)
Média de Te
(Nm)
Média de Tp
(Nm)
600 16,942 13,969 17,389 14,650 16,839 14,026
900 11,709 10,300 11,796 9,624 12,066 11,014
1200 8,774 7,756 8,868 7,557 8,760 8,316
1500 6,927 6,264 6,805 6,191 6,903 6,576
Tabela 8: Valores médios para os torques na entrada e no percurso na ferramenta com rosca
Vel. Soldagem: 100 mm/min Vel. Soldagem: 200 mm/min Vel. Soldagem: 300 mm/min
Rotação
(rpm)
Média de Te
(Nm)
Média de Tp
(Nm)
Média de Te
(Nm)
Média de Tp
(Nm)
Média de Te
(Nm)
Média de Tp
(Nm)
600 20,6048 11,8710 20,7947 12,1517 20,7355 11,9144
900 14,0986 9,3875 14,3559 9,7999 13,6831 9,5956
1200 10,3414 7,3698 10,4583 8,1260 10,8104 8,2303
1500 8,7065 6,2291 8,3438 7,0462 8,5444 7,1181
26
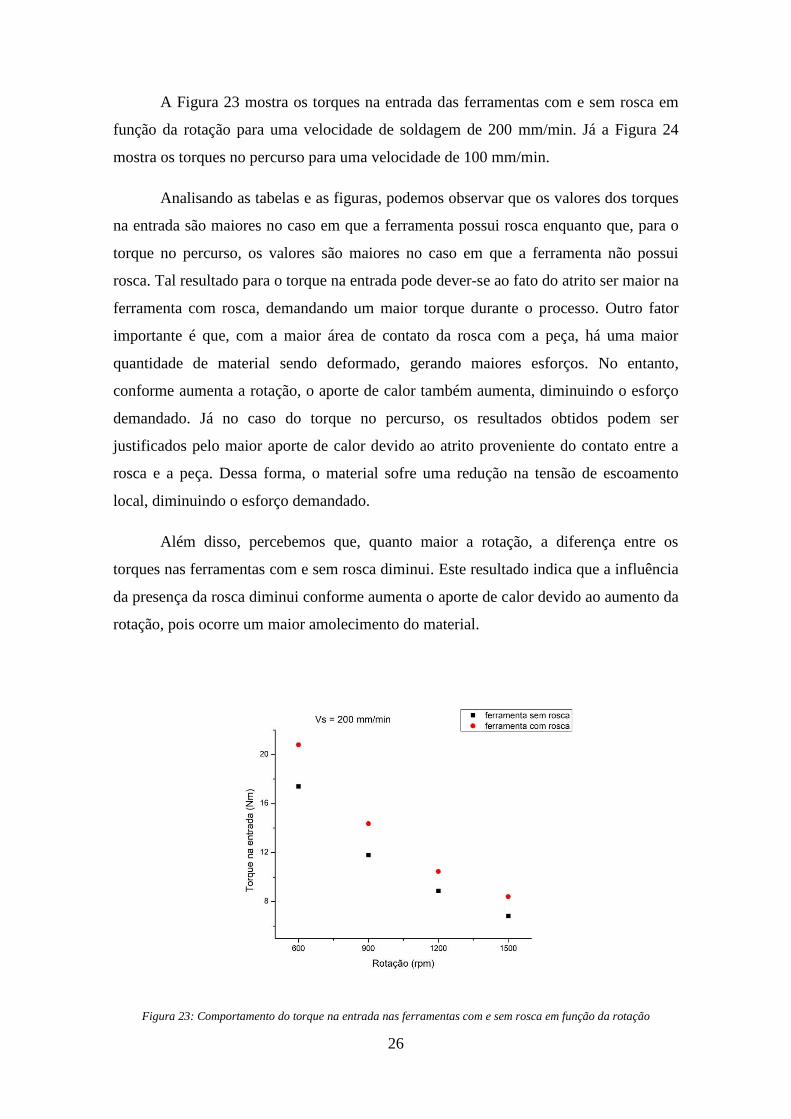
A Figura 23 mostra os torques na entrada das ferramentas com e sem rosca em
função da rotação para uma velocidade de soldagem de 200 mm/min. Já a Figura 24
mostra os torques no percurso para uma velocidade de 100 mm/min.
Analisando as tabelas e as figuras, podemos observar que os valores dos torques
na entrada são maiores no caso em que a ferramenta possui rosca enquanto que, para o
torque no percurso, os valores são maiores no caso em que a ferramenta não possui
rosca. Tal resultado para o torque na entrada pode dever-se ao fato do atrito ser maior na
ferramenta com rosca, demandando um maior torque durante o processo. Outro fator
importante é que, com a maior área de contato da rosca com a peça, há uma maior
quantidade de material sendo deformado, gerando maiores esforços. No entanto,
conforme aumenta a rotação, o aporte de calor também aumenta, diminuindo o esforço
demandado. Já no caso do torque no percurso, os resultados obtidos podem ser
justificados pelo maior aporte de calor devido ao atrito proveniente do contato entre a
rosca e a peça. Dessa forma, o material sofre uma redução na tensão de escoamento
local, diminuindo o esforço demandado.
Além disso, percebemos que, quanto maior a rotação, a diferença entre os
torques nas ferramentas com e sem rosca diminui. Este resultado indica que a influência
da presença da rosca diminui conforme aumenta o aporte de calor devido ao aumento da
rotação, pois ocorre um maior amolecimento do material.
Figura 23: Comportamento do torque na entrada nas ferramentas com e sem rosca em função da rotação

27
Figura 24: Comportamento do torque no percurso nas ferramentas com e sem rosca em função da rotação
5.2. Força axial
A seguir estão listados os valores das forças axiais máximas, que ocorrem na fase de
entrada (Fze), e as forças axiais no percurso (Fzp). Na Tabela 9 são apresentados os
valores encontrados por Quintana [1] e na Tabela 10 os valores encontrados neste
trabalho.
Tabela 9:Valores médios para as forças axiais máxima e no percurso na ferramenta sem rosca. Fonte: Quintana [1]
Vel. Soldagem: 100 mm/min Vel. Soldagem: 200 mm/min Vel. Soldagem: 300 mm/min
Rotação
(rpm)
Média de Fze
(Nm)
Média de Fzp
(Nm)
Média de Fze
(Nm)
Média de Fzp
(Nm)
Média de Fze
(Nm)
Média de Fzp
(Nm)
600 6586,5250 3814,8580 6705,9870 4601,6630 6667,9240 4999,6620
900 5468,2720 3436,5930 5385,7130 3901,8670 5408,9770 4328,7870
1200 4876,6680 3136,6800 4847,6490 3620,7190 4847,6490 3883,0520
1500 4567,5170 2966,1930 4661,0080 3483,8450 4386,5830 3292,7550
Tabela 10: Valores médios das forças axiais máxima e no percurso na ferramenta com rosca
Vel. Soldagem: 100 mm/min Vel. Soldagem: 200 mm/min Vel. Soldagem: 300 mm/min
Rotação
(rpm)
Média de Fze
(Nm)
Média de Fzp
(Nm)
Média de Fze
(Nm)
Média de Fzp
(Nm)
Média de Fze
(Nm)
Média de Fzp
(Nm)
600 7465,2584 3883,3897 7670,3530 3943,7930 7414,1919 4175,6016
900 5883,5430 3673,8311 5812,9660 4233,0793 5975,1129 4457,7295
1200 5183,3855 3561,6495 5268,8669 4059,0567 5423,2809 4374,2445
1500 5010,2104 3571,1287 4802,7730 3913,7768 4932,0733 4259,3299

28
A Figura 25 mostra o comportamento das forças axiais na entrada para as
ferramentas com e sem rosca para uma velocidade de soldagem de 200 mm/min. Já a
Figura 26 mostra o comportamento das forças axiais no percurso para uma velocidade
de soldagem de 100 mm/min.
Analisando as tabelas e as figuras, podemos observar que, em geral, os valores
das forças tanto máxima quanto no percurso são maiores para o caso em que a
ferramenta possui rosca. Tal resultado pode dever-se ao fato do atrito ser maior neste
caso, demandando uma maior força axial durante o processo. Além disso, utilizando
uma ferramenta com rosca, há mais material sendo movido e, consequentemente, um
esforço maior demandado.
No caso da força axial na entrada, a diferença entre os valores obtidos para as
ferramentas com e sem rosca diminui conforme a rotação aumenta. Este resultado indica
que a presença da rosca no pino influencia menos conforme aumenta o aporte de calor
gerado pelo aumento da rotação, pois ocorre um maior amolecimento do material.
Já no caso da força axial no percurso, essa diferença aumenta conforme a
rotação aumenta. Este resultado indica que a presença da rosca provoca maior
movimento de material, o que aumenta ainda mais com o aumento da rotação. Com
isso, a força axial demandada no percurso é maior.
Figura 25: Comportamento das forças axiais na entrada nas ferramentas com e sem rosca em função da rotação

29
Figura 26: Comportamento das forças axiais no percurso nas ferramentas com e sem rosca em função da rotação
5.3. Força de soldagem
A seguir estão listados os valores médios da força de soldagem. Na Tabela 11
são apresentados os valores encontrados por Quintana [1] e na Tabela 12 os valores
encontrados neste trabalho.
Tabela 11: Valores médios das forças de soldagem na ferramenta sem rosca. Fonte: Quintana [1]
Vel. Soldagem: 100 mm/min Vel. Soldagem: 200 mm/min Vel. Soldagem: 300 mm/min
Rotação
(rpm) Média de Fs (Nm) Média de Fs (Nm) Média de Fs (Nm)
600 1076,1270 1290,6270 1467,426
900 938,3050 1237,7300 1311,492
1200 987,6790 1275,7980 1462,371
1500 928,3130 1390,8490 1562,343
Tabela 12: Valores médios das forças de soldagem na ferramenta com rosca
Vel. Soldagem: 100 mm/min Vel. Soldagem: 200 mm/min Vel. Soldagem: 300 mm/min
Rotação
(rpm) Média de Fs (Nm) Média de Fs (Nm) Média de Fs (Nm)
600 981,40527 1401,8902 1757,3657
900 793,95997 939,3345 1395,4793
1200 763,16207 919,7514 1230,8595
1500 742,26273 957,0003 1178,4762

30
A Figura 27 mostra o comportamento das forças de soldagem nas ferramentas
com e sem rosca em função da rotação para uma velocidade de soldagem de 100
mm/mim.
Podemos observar que, em geral, a força de soldagem no caso da ferramenta
com rosca apresenta valores menores do que no caso da ferramenta sem rosca. Tal
resultado pode acontecer devido ao maior aporte de calor neste caso, o que causa uma
diminuição maior da tensão de escoamento do material, demandando um esforço de
soldagem menor. Além disso, há uma variação mais significativa entre os valores
obtidos nos experimentos usando ferramenta com rosca do que sem rosca conforme
aumenta a rotação.
Figura 27: Comportamento das forças de soldagem nas ferramentas com e sem rosca em função da rotação
5.4. Força transversal
A seguir estão listados os valores médios da força transversal. Na Tabela 13 são
apresentados os valores encontrados por Quintana [1] e na Tabela 14 os valores
encontrados neste trabalho.

31
Tabela 13: Valores médios da força transversal para ferramenta sem rosca. Fonte: Quintana [1]
Vel. Soldagem: 100 mm/min Vel. Soldagem: 200 mm/min Vel. Soldagem: 300 mm/min
Rotação
(rpm) Média de Ft (Nm) Média de Ft (Nm) Média de Ft (Nm)
600 183,053 451,9830 1110,775
900 174,652 341,8110 564,587
1200 171,992 320,3900 427,481
1500 206,612 347,0880 353,637
Tabela 14: Valores médios da força transversal para ferramenta com rosca
Vel. Soldagem: 100 mm/min Vel. Soldagem: 200 mm/min Vel. Soldagem: 300 mm/min
Rotação
(rpm) Média de Ft (Nm) Média de Ft (Nm) Média de Ft (Nm)
600 468,47377 766,1890 1100,0273
900 302,7728 509,1969 675,35863
1200 218,46963 450,2858 605,19457
1500 350,68637 482,0900 642,15047
A Figura 28 mostra o comportamento das forças transversais nas ferramentas
com e sem rosca em função da rotação para uma velocidade de soldagem de 300
mm/min.
No caso da força transversal, os valores encontrados para o caso da ferramenta
com rosca são maiores que no caso da ferramenta sem rosca. Mais uma vez, esse
resultado pode ser devido ao maior atrito entre a ferramenta e a peça, demandando um
maior esforço transversal. Além disso, a diferença entre os valores encontrados nos
experimentos realizados com e sem rosca aumenta conforme a rotação aumenta. Este
resultado indica que a presença da rosca no pino movimenta mais material, o que
aumenta ainda mais com o aumento da rotação, demandando uma maior força
transversal.

32
Figura 28: Comportamento das forças transversais nas ferramentas com e sem rosca em função da rotação

33
6. Conclusões
Neste trabalho foram apresentados os resultados experimentais para o processo
de soldagem por atrito-mistura realizado com uma ferramenta com rosca. Ao todo,
foram realizados 72 experimentos com variações da rotação e da velocidade de
soldagem, que depois foram comparados com os experimentos realizados para uma
ferramenta sem rosca [1].
O torque e a força axial apresentaram valor máximo na fase de entrada da
ferramenta na peça e as forças de soldagem e transversal durante a fase do percurso. No
entanto, a força axial é a que apresenta valores maiores que as demais forças, indicando
que esta é a força crítica a ser considerada para seleção da ferramenta.
Durante a fase da entrada, há influência da rotação no torque e na força axial.
Durante o percurso, a interação entre os fatores rotação e velocidade de soldagem
influencia no torque e nas forças de soldagem e transversal.
No caso da ferramenta sem rosca, a interação entre os fatores rotação e
velocidade de soldagem mostrou-se influente na força axial durante o percurso. Porém,
no caso da ferramenta com rosca, apenas a velocidade de soldagem influenciou no
processo. Tal resultado pode dever-se ao fato de que, no processo feito com a
ferramenta com rosca, o aporte de calor é maior devido ao maior atrito. Com isso,
apenas este calor gerado pelo atrito pode ser capaz de diminuir a tensão de escoamento
do material a ponto de o calor gerado pela rotação não ser mais influente.
A rotação tem maior influência sobre as variáveis de resposta torque e força
axial, que diminuem com o aumento da rotação e aumentam com o aumento da
velocidade de soldagem. No entanto, a velocidade de soldagem tem maior efeito sobre
as variáveis de resposta força de soldagem e força axial, as quais aumentam com o
aumento da velocidade de soldagem.
Comparando os resultados encontrados neste trabalho com os resultados
encontrados por Quintana [1], que realizou os experimentos com uma ferramenta sem
rosca, percebemos que as variáveis torque na entrada da ferramenta, força axial e força
transversal, em geral, sofreram um aumento em seus valores. Este resultado pode dever-

34
se ao fato da força de atrito no caso da ferramenta com rosca ser maior, resultando em
maiores esforços. Além disso, com a maior área de contato da rosca da ferramenta com
a peça, há mais material sendo deformado plasticamente, gerando maiores esforços. As
diminuições nos valores da força de soldagem e do torque no percurso de soldagem
podem dever-se ao fato do aporte de calor neste caso ser maior, causando uma
diminuição da tensão de escoamento do material da peça e resultando em um menor
esforço de soldagem durante o percurso.
35
Referências
1. QUINTANA, J. K. Modelos para Forças e Torque na Soldagem por Atrito-
Mistura. COPPE/UFRJ. Rio de Janeiro, RJ, Brasil. Tese D.Sc. 2016.
2. COLLIGAN, K. J.; AVILA, S. J. Friction Stir Welding. 655839, 1996.
3. MISHRA, R. S.; MA, Z. Y. Friction Stir Welding and Processing. Materials
Science and Engineering, 50, 2005. 1-78.
4. SILVEIRA, J. L. L. Notas de aula: soldagem. UFRJ. Rio de Janeiro, RJ, Brasil, p.
28. 2016.
5. NASCIMENTO, A. et al. Avaliação dos métodos de cálculo de potência elétrica
em soldagem a arco. Universidade Federal de Uberlândia. Uberlândia. 2006.
6. HEIDEMAN, R. J. et al. Friction stir welding tool. 1999058288, 1998.
7. NANDAN, R.; DEBROY, T.; BHADESHIA, H. K. D. H. Recent advances in
friction-stir welding – Process, weldment structure and properties. Progress in
Materials Science, 53, 2008. 980-1023.
8. SHAHI, P.; BARMOUZ, M. Force and torque in friction stir welding. Elsevier
Limited, 10, 2014. 459-598.
9. QUINTANA, K. J.; SILVEIRA, J. L. L. Analysis of Torque in Friction Stir Welding
of Aluminum Alloy 5052 by Inverse Problem Method. Journal of Manufacturing
Science and Engineering, 139, 2017. 1-9.
10
.
RAI, R.; BHADESHIA, H.; DEBROY, T. Friction Stir Welding Tools. Science and
Technology of Welding and Joining, v. 40, p. 325-342, 2011.
11
.
UPADHYAY, P.; REYNOLDS, A. P. Effects of thermal boundary conditions in
friction stir welded AA7050-T7 sheets. Materials, Science and Engineering, v.
527, p. 1537-1543, 2009.
12
.
CRAWFORD, R. et al. Experimental defect analysis and force prediction simulation
of high weld pitch friction stir welding. Science and Technology of Welding &
Joining, 11, 2006. 657 -665.
13
.
KUMAR, R.; SINGH, K.; PANDEY, S. Process forces and heat input as function of
process parameters in AA5083 friction stir welds. Transactions of Nonferrous

36
Metals Society of China, v. 22, p. 288-298, 2012.
14
.
TRIMBLE, D.; MONAGHAN, J.; O'DONNELL, G. Force generation during
friction stir welding. Cirp Annals-Manufacturing Technology, v. 61, p. 9-12,
2012.
15
.
ELANGOVAN, K.; BALASUBRAMANIAN, V.; BABU, S. Developing an
Empirical Relationship to Predict Tensile Strength of Friction Stir Welded AA2219
Aluminum Alloy. Journal of Materials Engineering and Performance, v. 7, p.
820-830, 2008.
16
.
ELANGOVAN, K.; BALASUBRAMANIAN, V. Influences of pin profile and
rotational speed of the tool on the formation of friction stir processing zone in
AA2219 aluminium alloy. Materials, Science and Engineering, v. 459, p. 7-18,
2007.
17
.
REZA-E-RABBY, M.; REYNOLDS, A. Effect of tool pin thread forms on friction
stir weldability of different aluminum alloys. Procedia Engineering, v. 90, p. 637-
642, 2014.
18
.
PAPAHN, H. et al. Effect of friction stir welding tool on temperature, applied forces
and weld quality. Science, Measurement & Technology, v. 9, p. 475-484, 2014.
19
.
MESHRAM, S. D.; REDDY, G. ; RAO, A. V. Role of Threaded Tool Pin Profile
and Rotational Speed on Generation of Defect Free Friction Stir AA 2014
Aluminium Alloy Welds. Defence Science Journal, v. 66, p. 57-63, 2016.
20
.
INTRODUÇÃO às funções preparatórias disponíveis no centro de usinagem Polaris
V400. Disponivel em:
<http://www.mecanica.ufrj.br/util/b2evolution/media/blogs/joseluis/Polaris_V400_p
arte1.pdf>. Acesso em: set. 2017.
21
.
MONTGOMERY, D. Design and analysis of experiments. [S.l.]: John Wiley and
sons, 2001.
37
Anexos
Anexo 1: Ferramenta

38
Anexo 2: Tabela de distribuição de Fisher segundo Montgomery [21]

39
Anexo 3: Resultados experimentais do torque

40
Anexo 4: Resultados experimentais da força axial

41
Anexo 5: Resultados experimentais das forças de soldagem e transversal