industrialização de uma peça automóvel · sistema para orçamentação de ferramentas e...
TRANSCRIPT
Indus
Orient
Faculdad
Mestr
trializaçã
GE
Rui H
Relatório d
tador na GE
Orientador
de de Enge
ado Integr
ão de um
ESTAMP P
Henrique da
do Project
ESTAMP Po
r na FEUP: P
enharia da
rado em E
Fevereiro
ma peça
Portugal
a Silva Pires
o Final do
ortugal : En
Prof. Abel S
a Universi
Engenhari
2010
automóv
s
MIEM
g. João Pint
Santos
idade do P
a Mecânic
vel
to
Porto
ca

Aos meus pais, à Mariana e à sua família,
por tudo que representam para mim
A todos os meus grandes amigos

Industrialização de uma peça automóvel
II
Resumo
O Projecto, intitulado “Industrialização de uma peça automóvel”, foi desenvolvido no Departamento de Projectos da empresa Gestamp Portugal Lda. Esta empresa do sector automóvel possui uma série de pequenos e grandes equipamentos de fabricação de componentes metálicos, cuja intensidade e carga de trabalho são considerados elevados.
Ao longo dos cinco meses de projecto foram desenvolvidos uma série de trabalhos. O objectivo principal de todos eles foi o acompanhamento técnico de todo o processo de industrialização de componentes automóveis obtidos por conformação plástica, que compreende diversas etapas, nomeadamente, a definição de equipa, a análise do processo, o planeamento, o acompanhamento técnico da compra de meios, a implementação do processo, o fabrico de protótipos por corte laser, o fabrico de amostras iniciais e a apresentação de amostras ao cliente, a optimização da matéria-prima e consumos e os indicadores do processo. Assim, foram analisados todos os passos desde que se recebe o desenho da peça até à sua concretização física. O processo de industrialização é crucial para o correcto funcionamento da produção da peça, uma vez que se pode antecipar a ocorrência de eventuais problemas ou dificuldades na produção. Os componentes automóveis em análise neste trabalho foram, um suporte do limpa pára-brisas do Renault Modus, denominado de J77 e ainda uma outra peça, denominada de VW 428.
O projecto desenvolvido abordou vários temas, tais como análise do processo de produção de peças, alteração de ferramentas, análises metalográficas, medições em máquina 3D, acompanhamento do projecto, realização e ensaio da ferramenta, desenvolvimento de um sistema para orçamentação de ferramentas e aplicação do AMFE (análise dos modos de falha e efeitos).
Um dos principais problemas na industrialização de uma peça, está relacionado com o projecto da ferramenta. Na maioria dos casos, não se consegue obter peças com a qualidade pretendida no início do projecto. É sempre necessário um processo iterativo de afinação da ferramenta, exigindo muito “know-how” por parte do responsável técnico, principalmente nas peças obtidas por estampagem. O acompanhamento de projecto da ferramenta, assim como a AMFE, tem um papel fulcral na optimização do processo.
O projecto permitiu o conhecimento e toda a familiarização com o processo de industrialização de componentes, e dado o facto de estar inserido num ambiente muito competitivo, os conhecimentos técnicos dos meios, assim como a correcta orçamentação, são factores determinantes para o sucesso da empresa. Neste sentido, neste projecto foram realizados desenvolvimentos de sistemas de cálculo de preços de ferramentas, bem como um documento de registo de alterações de ferramentas. Desta forma consegue-se fazer previsões mais rigorosas dos custos nas fases de orçamentação e um melhor planeamento e controlo da realização de ferramentas até a entrada em produção de componentes, resultando numa maior agilização do “setup” da ferramenta.
Industrialização de uma peça automóvel
III
Industrialization of an automotive part
Abstract
The present work entitled “industrialization process of an automotive part” has been performed in the Project Department of GESTAMP Portugal Lda. This company, related to the automotive industry, has small and big equipments used in the manufacturing of sheet metal components.
This work corresponds to a period of five months starting at October 2009, its main objective being the technical monitoring of the industrialization process of an automotive part. The corresponding manufacturing process has many steps, such as: team definition, process analysis, process planning, process implementation, prototype development, laser cutting of blanks. Under this work, mainly two components have been studied: a wiper support of the Renault Modus model and a seat support, named VW428 part.
The topics concerned with this work have included: the tooling development and testing, the process analysis and parts manufacturing, metallographic analysis, geometrical measurements by using coordinate measuring machine, development of a new system for tool budgeting and application of FMEA ( Failure Mode Effect Analysis).
A main concern during the industrialization process of a component is related with the tool design and manufacturing. The corresponding iterative procedure needs a great effort and know-how in several areas, thus being important a well organized team spirit, a close follow up of the process and a correct implementation methodology.
This work has permitted the direct contact with industrial world and the development of tooling and manufacturing of sheet metal components.
Under this work it was also possible to develop a system for tooling budgeting in which a module of tool modification has been incorporated, thus permitting its continuous use during the industrialization process until the production of the component.

Industrialização de uma peça automóvel
IV
Agradecimentos
Ao meu orientador na empresa, Eng. João Pinto, e ao director do Departamento de Projectos, Eng. Tiago Rocha, pelo apoio e ajuda no desenvolvimento deste projecto.
Ao orientador na FEUP, Prof. Abel Santos, pela total disponibilidade em ajudar ao longo de todo o projecto.
A todo o pessoal do Departamento de Projectos da Gestamp Portugal, que foram essenciais para adquirir conhecimentos fundamentais.
A todos os familiares e amigos que contribuíram para o sucesso deste projecto.
À empresa Gestamp Portugal Lda. pela atribuição de uma bolsa de apoio.

Industrialização de uma peça automóvel
V
Índice
1. Introdução ............................................................................................................................... 1
1.1Apresentação da Gestamp Portugal ................................................................................... 1
1.2 Projecto na Gestamp Portugal .......................................................................................... 2
1.3 Estrutura e temas abordados ............................................................................................. 3
2. Estampagem ........................................................................................................................... 4
2.1 Introdução ......................................................................................................................... 4
2.2 Modos de deformação ...................................................................................................... 5
2.3 Anisotropia ....................................................................................................................... 6
2.4 Encruamento ..................................................................................................................... 8
2.5 Análise numérica de Conformação de Chapas Metálicas ................................................ 9
3. O equipamento ...................................................................................................................... 13
3.1 Prensas ............................................................................................................................ 13
3.1.1 Prensa Hidráulica ..................................................................................................... 13
3.1.2 Prensa de Soldadura Pedestal .................................................................................. 13
3.1.3 Prensa Mecânica ...................................................................................................... 14
3.2 A Ferramenta de estampagem ........................................................................................ 16
3.2.1 Ferramenta simples .................................................................................................. 17
3.2.2 Ferramenta composta ............................................................................................... 17
3.2.3 Ferramentas progressivas ........................................................................................ 18
3.3 Sistemas de Alimentação ................................................................................................ 18
3.4 Sistema de recolha de sucata .......................................................................................... 19
4. O processo de industrialização de uma peça ........................................................................ 21
4.1 Definição da equipa ........................................................................................................ 21
4.2 Análise do processo ........................................................................................................ 21
4.3 Planeamento ................................................................................................................... 21
4.4 Acompanhamento técnico da compra de meios ............................................................. 21
4.5 Implementação ............................................................................................................... 22

Industrialização de uma peça automóvel
VI
4.6 Fabrico de peças por corte laser ..................................................................................... 22
4.7 Fabrico de amostras iniciais ........................................................................................... 22
4.8 Apresentação de amostras iniciais .................................................................................. 22
4.9 Optimização de matéria-prima e consumos.................................................................... 22
4.10 Indicadores de industrialização .................................................................................... 22
4.10.1 Cumprimento dos prazos das pré-séries e amostras iniciais .................................. 22
4.10.2 Rendimento Operacional ....................................................................................... 23
4.10.3 Custo real / previsto ............................................................................................... 23
4.10.4 Índice de Qualidade do Veículo ............................................................................ 23
5. Análise Modal de Falhas e Efeitos - AMFE ......................................................................... 25
5.1 Introdução ....................................................................................................................... 25
5.2 Tipos de AMFE .............................................................................................................. 25
5.3 Aplicação do AMFE ....................................................................................................... 26
5.4 Funcionamento Básico ................................................................................................... 26
6. Industrialização do componente J77..................................................................................... 28
6.1 Introdução ....................................................................................................................... 28
6.2 Definição da equipa ........................................................................................................ 29
6.3 Análise do processo ........................................................................................................ 29
6.4 Planeamento ................................................................................................................... 34
6.5 Acompanhamento técnico de compra de meios ............................................................. 35
6.6 Fabrico de peças por corte laser ..................................................................................... 37
6.7 Fabrico de amostras iniciais ........................................................................................... 39
6.9 Apresentação de amostras iniciais .................................................................................. 45
6.10 Optimização de matéria-prima e consumos.................................................................. 46
6.11 Controlo do processo .................................................................................................... 47
7. Desenvolvimentos realizados ............................................................................................... 49
7.1 Desenvolvimento de uma fórmula de cálculo de orçamentos ........................................ 49
7.2 Ficha de registo de alterações de bandas ........................................................................ 53
8. Conclusões e trabalhos futuros ............................................................................................. 54
9. Referências ........................................................................................................................... 55
Anexo 1 .................................................................................................................................... 57
Anexo 2 .................................................................................................................................... 59
Anexo 3 .................................................................................................................................... 62

Industrialização de uma peça automóvel
VII
Anexo 4 .................................................................................................................................... 64

1. I
A poMecâeste do se
Um pemprquantodasda fo
1.1A
A GeemprautomdivisA GecentrGesta
Em estraEspaestá dQualRecu
Introdu
ossibilidade ânica da Faprojecto fo
ector autom
projecto unresa de sist
nto o de Prs as problemorma mais c
Apresentaç
estamp Porresa multinmóvel, armsões industrestamp Autros de invesamp Vigo, c
1995 houveatégico, asseanha, foi fundividida emlidade, Logursos Huma
ção
de realizaraculdade de sse realizad
móvel.
niversitário tema de prrojectos, revmáticas, do correcta pos
ção da Ges
rtugal Lda fnacional da
mazenamentoiais: Gonvatomoción testigação e dchegando m
Figura
e necessidaente na prondada a Ge
m diversos dgística e Aanos, Depart
r o projectoEngenharia
do no Depa
final, no carodução intvelou-se mponto de visível.
stamp Por
faz parte daa União Euo e logísticaarri e Gestamem já presendesenvolvimmesmo a ter
a 1.1 – Exemplo
ade de ampoximidade gestamp PortdepartamentAprovisionamtamento Fin
o final do 5ºa da Univerartamento de
ampo da Etensiva, e e
muito interesista mais cie
rtugal
a divisão deuropeia, lída. A Corpomp Automonça em 17
mento. A Gecompartido
o de peças pro
liar as instageográfica tugal, em Vtos, tais commento, Mananceiro, Co
º ano do Msidade do Pe Projectos
Engenharia Mem especiassante e repentífico pos
e automoçãder nos secración Gest
oción. A GPpaíses, conestamp Porto administra
oduzidas pelo g
alações fabe no bom
Vila Nova dmo: Adminianutenção, ompras e In
Industrializaç
estrado IntePorto em em
da Gestam
Mecânica, al num depapleto de desível, usand
ão da Corpoctores do tamp é form
P pertence àta com 56 ctugal esteveação e diver
grupo Gestamp
bris da Gestrelacionam
de Cerveirastração, ProProjectos e
nformática.
ção de uma pe
egrado em mpresa, permmp Portugal
ao ser realiartamento esafios. Abdo o saber e
oración Gesaço, comp
mada por dà última divcentros proe intimamenrsos departa
p
tamp Vigo.mento entre a. A Gestamodução, Fere Melhoria
eça automóvel
1
Engenhariamitiram que
– indústria
izado numatão técnico
bordaram-see o engenho
stamp, umaonentes deois grandes
visão citada.odutivos e 9nte ligada àamentos.
. Num actoPortugal e
mp Portugalrramentaria,a Contínua,
l
a e a
a o e o
a e s .
9 à
o e l , ,

As iequipsoldacom
Este Rochindus
1.2 P
O procríticobtidpotendiminserão
Esta equatecno
instalações pamento deadura. A emcerca de 30
projecto inha, que dirstrializar as
Projecto n
ojecto “Indca de todos do por confnciais no prnuir as hipóo alvos de e
fase no proacionadas aologia assim
fabris estãoe pequena empresa tem 00 funcionár
nsere-se norige uma e peças de ac
na Gestamp
dustrializaçãas etapas e
formação plrojecto e noóteses de erstudo aprof
ocesso de fs diferentes
m como os t
o também de média estvindo a crerios.
o Departamequipa de pcordo com a
Figura 1.2 –
p Portuga
ão de uma penvolvidas nlástica de c
o processo drro. O estudfundado, com
fabricação ds variáveisempos e cu
divididas emtampagem. escer muito
mento de Prprofissionaias exigência
Fotografia da
al
peça automóno processochapa. Comdo produto,do da bandam o intuito
de uma peçdo proces
ustos da opç
m duas navA nave 2 pdesde a sua
rojectos, cujis, que temas dos clien
a Gestamp P
óvel” teve co de produç
m este métocom a final
a de chapade aumenta
a é muito isso. É nestaão escolhid
Industrializaç
es de produpossui divea criação e,
jo director m como objntes.
ortugal
como objectão de um cdo pretendelidade de aue desenvolvar a fiabilida
mportante, a fase que
da.
ção de uma pe
ução. A naversos equipa
neste mom
é o Eng. bjectivo, orç
tivo principcomponentee-se determumentar a fivimento da ade dos pro
já que é aqse analisa
eça automóvel
2
ve 1 possuiamentos de
mento, conta
José Tiagoçamentar e
pal a análisee automóvelminar falhasfiabilidade e
ferramentaocessos.
qui que sãoa o tipo de
l
2
i e a
o e
e l s e a
o e
Industrialização de uma peça automóvel
3
O projecto iniciou-se em Outubro de 2009 e terminou em Fevereiro de 2010, nas instalações da Gestamp Portugal, em Vila Nova de Cerveira. Durante este cinco meses, inúmeras tarefas e estudos foram desenvolvidos. O principal objectivo foi acompanhar todos os procedimentos necessários a industrialização de uma peça e propor algumas melhorias.
1.3 Estrutura e temas abordados
O presente relatório apresenta-se estruturado com os seguintes capítulos:
Introdução (capítulo actual);
Estampagem – Descrição sucinta das principais características e propriedades necessárias;
Equipamento – Descrição do equipamento utilizado na fábrica;
Industrialização – Descrição das principais etapas do processo;
AMFE – Descrição do processo de Análise de Modos de Falhas e Efeitos;
Industrialização do componente J77 - Estudo do processo de industrialização ligado à peça J77;
Projectos e melhorias - Desenvolvimento de uma fórmula capaz de gerar uma valor aproximado do preço de uma ferramenta e desenvolvimento de um documento padrão para registo de alterações a realizar nas ferramentas;
Conclusões e trabalhos futuros – Conclusões sobre o processo de industrialização, a empresa e os projectos realizados.

2. E
2.1 I
A esfabride umum lutilize dec
A estqual de upunçRodr
A estcadênvalormaio2005
Estamp
Introdução
stampagem, car peças cm dos procleque muitzadoras: a acorativas, et
Fig
tampagem puma esboç
um cerra-chção, dando origues 2005
tampagem pncias médiar depende dores cadênci5].
pagem
o
também dom uma sup
cessos de tro alargado
automóvel, atc. (figura 2
gura 2.1 – Exem
pode definiço plano de hapas, para origem a um].
pode considas podem fada complexias uma ali
esignada poperfície nãoransformaçã
de indústra aeroespac.1).
mplos típicos d
r-se como umaterial mo interior
ma peça oca
derar-se um acilmente a
xidade da pementação c
or embutiduo planificávão mais imprias, de en
cial e aeroná
de peças obtida
um processometálico é fo
de uma ma com geom
processo teatingir a ordeça que se contínua da
ura, é um pvel, a partir portantes, c
ntre as quaáutica, a de
as por estampa
o tecnológicorçado a esatriz, em c
metria defin
ecnológico ddem das 500
está a prodbanda de c
Industrializaç
processo tecde chapa m
cujo campois se destaprodutos al
agem [J. Rodri
co de transfcoar contro
consequêncinida pelo pu
de elevada p00 peças/hoduzir, presschapa à fer
ção de uma pe
cnológico qmetálica plano de aplicaçacam comolimentares,
igues 2005]
formação doladamente, ia da actuaunção e pel
produtividaora. Naturalsupondo norramenta [J.
eça automóvel
4
que permitena. Trata-seção abrangeo principaisdomésticos
e chapa, nopela acção
ação de uma matriz [J.
ade, onde asmente, estes casos das. Rodrigues
l
4
e e e s s
o o
m .
s e s s

2.2 M
Exist
Os dcerradeforsuficchapconsechapimpe
Os ddeterespes
Modos de
tem dois tip
Embutidpositivo alongamperpendi
Embutidpositivoschapa.
Figura 2.2 –
dois modos pa-chapas. Asrmação é, f
cientemente as, o modeguir o efeias, saliênci
edir o desliz
dois modos rminante nassura final d
deformaçã
pos fundame
dura por ext(tracção e
mento negaticular à ante
dura por exps (tracção e
Deformação
principais dssim, se não
fundamentalelevada de
do de defoito de bloquias na matrizamento da
de deforma espessurada peça (fig
ão
entais de mo
ensão – nesaumento detivo (comperior.
pansão – nee aumento
no plano da c
de deformaço existir cerlmente, pore modo a imrmação é,ueamento, éiz ou no cechapa.
mação em ema final do gura 2.3b) é
odos de def
ste modo dee comprimepressão e d
este modo de comprim
chapa em fun
ção em embrra-chapas or extensão, fmpedir o de
fundamenté vulgar utierra-chapas,
mbutidura produto ob
é, necessaria
formação em
e deformaçãento) numa diminuição
de deformamento) em
nção dos mo
butidura depou a pressãofigura 2.2a.slizamento talmente, plizar-se, par designado
descritos anbtido. Assimamente, infe
Industrializaç
m embutidu
ão, a chapa direcção do
de compr
ação, a chaptodas as d
dos de defor
pendem direo deste for in Se a pressãda chapa en
por expansãra além de s freios, qu
nteriormentm, na defoerior à chap
ção de uma pe
ura:
sofre um alo plano da crimento) n
pa sofre alodirecções d
rmação [Santo
ectamente dnsuficiente,ão do cerra
entre a matrão, figura uma pressã
ue podem re
te têm umaormação empa que lhe d
eça automóvel
5
longamentochapa e um
na direcção
ongamentosdo plano de
os 2005].
da acção do, o modo dea-chapas foriz e o cerra2.2b. Para
ão do cerra-estringir ou
a influênciam expansãodeu origem.
l
5
o m o
s e
o e r a a -u
a o .

Na dembuque ntende
2.3 A
O colaminficamdo mconsoda di
UmaEssa ser mser cestruem m[Cad
Para de trdirec
deformação utido cilíndna gola, dee a aumenta
Anisotropi
omportamennagem e co
m direcçõesmaterial, cuoante a direirecção em q
a característanisotropia
modificada completameutura cristalimetais com dell & Hosfo
determinarracção em cção. A figu
por extensdrico, a espeevido as tenar (figura 2.
Figur
ia
nto anisotróom os tratams cristalinas ujas conseqecção da solque se está
tica importaa é causadapor recristante eliminaina do metaestrutura heord 1993].
r o índice deamostras re
ura 2.4 retra
ão, como gessura destansões de co3a) [J. Rodr
ra 2.3 – Princip
ópico das cmentos térmcom orient
quências sãolicitação, ora solicitar a
ante aprese, principalmalização durada do mateal ou liga. Eexagonal do
e anisotropiaetiradas na ta como são
geralmente as zonas é iompressão erigues 2005
ipais modos de
chapas está,micos postentação prefeo: valores riginando pa chapa [J. R
entada pelasmente, pela rante o reco
erial. O grauEm geral, ao que em m
a de uma dedirecção d
o retirados o
é o caso daigual à espeexistentes n
5].
e deformação [S
, geralmenteriores usaderencial exisdiferentes ortanto, defRodrigues 2
s chapas latextura crisozimento du de anisotra anisotropi
metais com e
eterminada de laminageos provetes
Industrializaç
as paredes lessura inicinesta zona,
Santos 2005].
te, relacionados na sua pstirá compoda tensão
formações q2005].
aminadas é stalográfica
do metal. Mropia é estriia desenvolvestrutura cúb
chapa, deveem, 45º e 9de uma cha
ção de uma pe
laterais e dial da chapaa espessur
ado com a produção. Sortamento alimite de e
que depende
a anisotropa. Esta orien
Mas, dificilmitamente rellve-se mais bica de corp
e realizar-se90º em relaapa.
eça automóvel
6
do fundo doa, enquantora da chapa
técnica deSempre queanisotrópicoelasticidadeem também
pia normal.ntação podemente, podelacionado àfortemente
po centrado
e um ensaioação a essa
l
6
o o a
e e o e
m
. e e à e o
o a

Umadefor
Os pdefor
a determinarmação na l
provetes de rmações em
F
da chapa plargura (εw)
prova (figum função da
Fi
Figura 2.4 – Re
ode apresene a deforma
r
ura 2.5) sãotensão apli
igura 2.5 – Def
etirada dos cor
ntar anisotração na esp
r = = ((
o sujeitos a cada.
formações ao l
rpos de prova d
ropia planarpessura (εt),
)) (1)
um ensaio
longo do corpo
Industrializaç
da chapa.
r, determinadescrita na
de tracção,
o de prova.
ção de uma pe
ada pela raseguinte ex
, onde são
eça automóvel
7
zão entre axpressão:
medidas as
l
7
a
s

Industrialização de uma peça automóvel
8
Um material ideal para a estampagem seria aquele que apresentasse um valor de r igual ao infinito. Ou seja, a deformação ocorreria só na largura e no comprimento. As ligas de titânio comercial apresentam valores de r que variam entre 3 e 7 [Cadell & Hosford 1993]. Já os materiais isotrópicos apresentam r igual a 1.
O valor de r, geralmente, varia com a direcção em relação à direcção de laminagem. É comum caracterizar-se um material pelo coeficiente de anisotropia normal médio, , descrito na seguinte expressão [Cadell & Hosford 1993]:
= ₀ ₄₅ ₉₀
(2)
Uma outra característica importante observada em chapas laminadas é o aparecimento de “orelhas” nas bordas de copos embutidos. Este fenómeno deve-se à diferença do valor de r para cada direcção da chapa que originou o copo [J. Rodrigues 2005]. Cadell afirma [Cadell & Hosford 1993] que nas direcções que apresentam um valor de r menor ocorrerá um maior engrossamento da chapa durante o processo de estampagem. Assim, a altura do copo para aquela região será menor. Os tamanhos das orelhas apresentadas e a direcção em que elas se formam estão relacionadas com o coeficiente de anisotropia planar, ∆r, e pode ser definido por:
∆r = ₀ ₉₀ ₄₅
(3)
As chapas com valores positivos de ∆r formam orelhas a zero graus e a noventa graus em relação à direcção de laminagem, e as chapas com valores negativos de ∆r formam orelhas a ±45º. Quanto maior for o módulo de ∆r, maior será o tamanho das orelhas [Cadell & Hosford 1993].
2.4 Encruamento
A taxa de encruamento de um material pode ser quantificada através de coeficiente de encruamento, n, obtido a partir de diferentes modelos matemáticos. Este coeficiente não é mais do que um indicador sobre a capacidade intrínseca do material em repartir as deformações quando sujeito a um gradiente de tensão, sendo habitual em estampagem definir-se um coeficiente de encruamento médio, , ponderando os diferentes coeficientes de encruamento no plano da chapa, definido pela seguinte expressão:
= ₀ ₉₀ ₄₅
(4)
Industrialização de uma peça automóvel
9
em que n0, n45 e n90 são, respectivamente, o coeficiente de encruamento segundo a direcção de laminagem, uma direcção fazendo 45º com a laminagem e uma direcção normal, a da laminagem [J. Rodrigues 2005].
Para melhor compreender a influência do coeficiente de encruamento médio na deformação, considere-se um provete de tracção uniaxial onde se vai analisar a progressão da deformação de um modo incremental. Deste modo, um incremento da tensão aplicada irá provocar numa região localizada do provete uma redução de secção, a qual passará a funcionar como um defeito geométrico, pois a deformação passa a ter tendência a localizar-se nessa zona. No entanto, o encruamento que o material sofreu durante a deformação conduz ao aumento da tensão limite de elasticidade dessa zona, sendo esse acréscimo tanto mais elevado quanto maior for o coeficiente de encruamento. Então, sempre que a tensão associada a este último efeito superar a que resulta da redução da secção, a deformação plástica prosseguirá numa região exterior a esta e a deformação plástica irá repartir-se globalmente pelo provete. No caso concreto da estampagem este fenómeno faz-se sentir essencialmente na zona do canto do cunho, onde o aumento do coeficiente de encruamento favorece os modos de deformação em expansão aí existentes, promovendo uma repartição mais alargada e mais homogénea das deformações, oferecendo, por isso, uma maior resistência ao aparecimento da estricção e de todos os inconvenientes que lhe são associados [J. Rodrigues 2005].
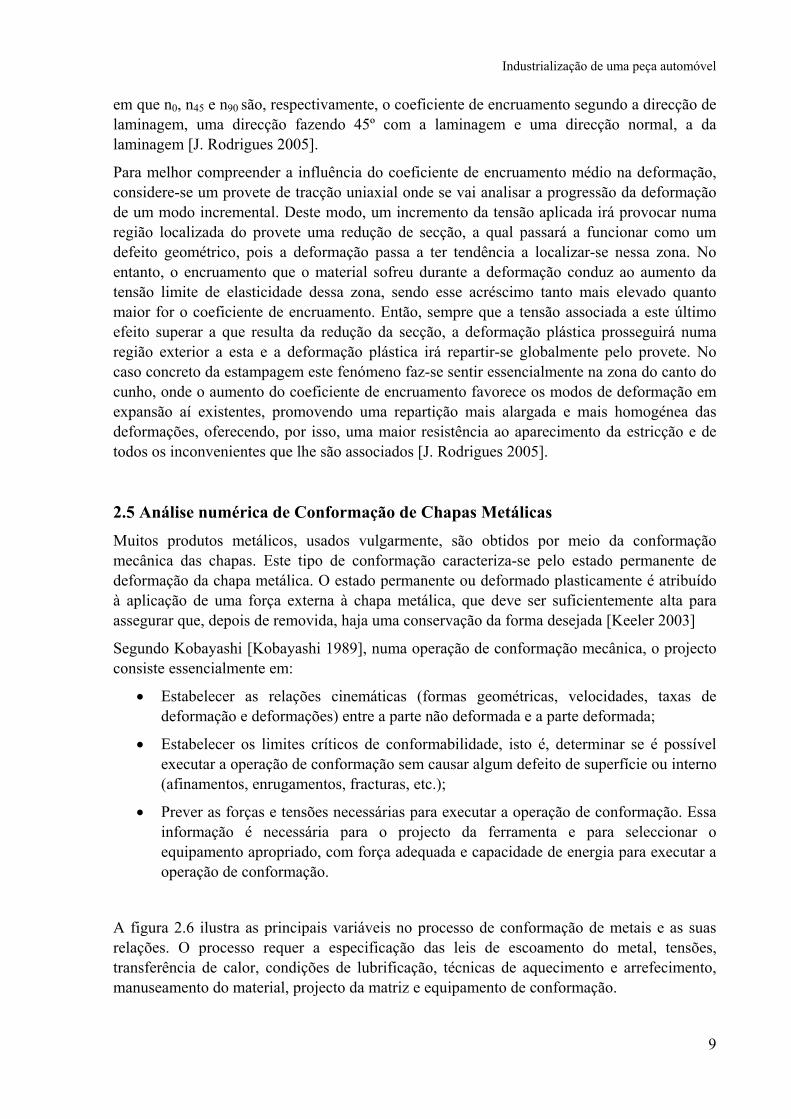
2.5 Análise numérica de Conformação de Chapas Metálicas
Muitos produtos metálicos, usados vulgarmente, são obtidos por meio da conformação mecânica das chapas. Este tipo de conformação caracteriza-se pelo estado permanente de deformação da chapa metálica. O estado permanente ou deformado plasticamente é atribuído à aplicação de uma força externa à chapa metálica, que deve ser suficientemente alta para assegurar que, depois de removida, haja uma conservação da forma desejada [Keeler 2003]
Segundo Kobayashi [Kobayashi 1989], numa operação de conformação mecânica, o projecto consiste essencialmente em:
Estabelecer as relações cinemáticas (formas geométricas, velocidades, taxas de deformação e deformações) entre a parte não deformada e a parte deformada;
Estabelecer os limites críticos de conformabilidade, isto é, determinar se é possível executar a operação de conformação sem causar algum defeito de superfície ou interno (afinamentos, enrugamentos, fracturas, etc.);
Prever as forças e tensões necessárias para executar a operação de conformação. Essa informação é necessária para o projecto da ferramenta e para seleccionar o equipamento apropriado, com força adequada e capacidade de energia para executar a operação de conformação.
A figura 2.6 ilustra as principais variáveis no processo de conformação de metais e as suas relações. O processo requer a especificação das leis de escoamento do metal, tensões, transferência de calor, condições de lubrificação, técnicas de aquecimento e arrefecimento, manuseamento do material, projecto da matriz e equipamento de conformação.

Fi
Sem do madeqde degrandpape
Um gváriométoelemavanEsta com
igura 2.6 – Inte
o conhecimmaterial e gquadamente efeitos. Logde preocupal da modela
grande númos processosodo do limi
mentos finitonços em aná
tecnologia grande exa
eracção entre v
mento da ingeometria das matrizes
go, a modeação na tecação numéri
mero de méts de conforite superior os, cujo desálise e simupossibilita ctidão, justi
variáveis signi
nfluência deda peça das e equipamlação do pr
cnologia de ica do proce
todos aproxrmação. Os
e inferior, senvolvimenulação de puma anális
ificando o s
ificativas no pr
e variáveis,a mecânica
mentos necerocesso parconformaç
esso [Kobay
ximados de métodos mo método
nto e aplicaprocessos dse do composeu emprego
rocesso de conf
tais como a do processsários, ou
ra a simulaçção metálicayashi 1989]
análise temmais conhec
de Hill e, ação possibe conformaortamento do [Kobayash
Industrializaç
formação dos m
condições dsso, não seprever e prção computa moderna. .
sido desencidos são o mais recentilitou um d
ação de metdo material hi 1989].
ção de uma pe
metais [Kobay
de atrito, preria possíverevenir o aptacional temA figura 2
nvolvido e amétodo do
ntemente, o dos mais sigetais nos últ ao longo d
eça automóvel
10
yashi 1989]
ropriedadesel projectarparecimentom sido uma2.7 indica o
aplicado emos blocos, o
método degnificativostimos anos.do processo
l
0
s r o a o
m o e s . o

Figura
SeguessenconfoUm quandefic
Os pr
As su
a 2.7 – Diagram
undo Keelencial para aformação dematerial qu
ndo se mudaciência na lu
rocessos de
Quinage
Estampa
Embutid
Estirame
Hidrocon
Conform
Outros.
uas caracter
A peça tr
As defornas secçõ
ma de blocos p
er [Keeler a produção e um materiue é facilmam as condiubrificação
e conformaç
em de chapa
agem;
dura ou estam
ento de chap
nformação
mação a vácu
rísticas fund
rabalhada é
rmações, usões transver
para o projecto
2003], umde peças deial específicente conforições de cone variação d
ção de chapa
as e calandra
mpagem pr
pas;
e conforma
uo, electrom
damentais sã
é uma chapa
sualmente, crsais da cha
o e controlo do
ma boa perce qualidadeco seja prevrmado por ntorno, tais das propried
as metálicas
agem;
rofunda;
ação por elas
magnética e
ão:
a ou uma pe
causam muapa;
o processo na c
cepção da e. Não há qvisível paraum determcomo velo
dades da ma
s dividem-s
stómeros;
por explos
eça fabricad
udanças sign
Industrializaç
onformação do
conformabualquer índtodas as co
inado procecidade, ferratéria-prima
se em:
ão;
a a partir de
nificativas n
ção de uma pe
os metais [Kob
bilidade dodice que perondições deesso pode vramentas dea.
e uma chapa
na geometri
eça automóvel
11
bayashi 1989].
s metais érmita que ae produção.vir a falharesalinhadas,
a metálica;
ia, mas não
l
é a . r ,
o

Industrialização de uma peça automóvel
12
Em alguns casos, as magnitudes das deformações plástica e elástica são comparáveis;
As suas diferenças baseiam-se no modo como as deformações se compõem, ou seja, pela predominância de deformações de tracção ou de compressão ou combinação de ambas [Kobayashi 1989].

3. O
3.1 P
A prcortemáquprensconhdispõdas fnece
3.1.1
A enprenscursoe é p
3.1.2
As pou mAs pr
O equip
Prensas
rensa é umae, tais comouinas existesas mecân
hecimento dõe de um caferramentasssária comp
1 Prensa Hi
nergia das psas normalmo de trabalhouco utiliza
2 Prensa de
prensas pneumais cilindro
rensas desc
pament
a máquina f embutir, co
entes na Geicas, hidrá
das caracteraderno de ens, este caderpilada [Gest
idráulica
prensas hidmente maisho. A Gestamado.
Figura 3.
e Soldadura
umáticas ouos pneumáticritas são us
to
ferramenta portar, quinarestamp Portáulicas ou rísticas das ncargos ondrno de encatamp 2002].
dráulicas prolentas, mas
mp Portuga
1 – Prensa hid
a Pedestal
u de soldaduicos que reaadas exclus
projectadar ou furar. Ntugal. Assim
pneumátic prensas é de estão as argos facilit.
rovém exclus conseguemal dispõe ap
dráulica existen
ura pedestaalizam o mosivamente p
sobretudo pNesta secçãm, quanto acas (máquin
fundamentprincipais cta todo o pr
usivamente m obter for
penas de um
nte na GESTA
l (figura 3.2ovimento d
para operaçõ
Industrializaç
para operaço descrevem
ao tipo de funas de sotal, para talcaracterísticrocesso, já
de uma unrças iguais a
m equipamen
MP PORTUG
2) funcioname subida e d
ões de solda
ção de uma pe
ções de conm-se principfuncionamenoldadura peal a Gestamcas. Na horaque tem a
nidade hidrao longo dento destes (
GAL
am por actuadescida da
adura.
eça automóvel
13
nformação epalmente asnto existemedestal). O
mp Portugala do fabricoinformação
ráulica. Sãoe todo o do(figura 3.1),
ação de umferramenta.
l
3
e s
m O l o o
o o ,
m .

3.1.3
As p3.3). linea
É deconst
Se o
3 Prensa M
prensas mecA energia
ar alternado
e referir qutantes.
Momento (
Mecânica
cânicas basefornecida pe energia.
ue, neste ti
Figu
(M) é igual
Figura 3.2
eiam-se no ppor um mot
ipo de mec
ra 3.3 – Variaç
à Força (F)
2 – Prensa de s
princípio dotor eléctrico
canismo, a
ção da força n
x Braço (b
soldadura pede
o sistema mo em rotaçã
velocidade
o sistema “bie
), então,
Industrializaç
estal
mecânico “bão é transfo
e e energia
la-manivela”
ção de uma pe
biela-maniveormada em
a disponíve
eça automóvel
14
ela” (figuramovimento
eis não são
l
4
a o
o

Em ttende
Os cmesapode
Quanduplofigurna G
termos prátie para infini
componentea, as guias, e visualizar n
nto ao tipo o montanteras 3.5, e 3.
Gestamp Por
icos, o pontito.
es mecânicoo motor, o vna figura 3.
Fig
de quadro e (4 coluna6 respectiva
rtugal: 250,
to crítico de
os principaivolante de i4.
gura 3.4 – Anat
existem váas) e as preamente. Ao400 e 630 T
= → ∅ ⇒
e trabalho é
s de uma pinércia, a bi
tomia de uma
árias configuensas de qu
o nível da foTON.
⇔
→ +∞, então, o P
prensa são oiela e o sist
prensa de qua
urações. Asuadro em “orça de trab
Industrializaç
onto Morto
o quadro ouema travão-
atro colunas
s mais com“C”, como alho existem
ção de uma pe
o Inferior, o
ou estrutura-embraiagem
muns são as pode obse
m três tipos
eça automóvel
15
onde a força
, o carro, am, como se
prensas dervar-se nas
s de prensas
l
5
a
a e
e s s

3.2 A
A fermóveequiptrocabase rápiddivid
Figura 3.5
A Ferrame
rramenta enel, e a partepamentos esa rápida de
que encaixda troca de didas em fer
5 Prensa de 4 c
enta de est
ncontra-se ie inferior oustão ligadosferramentaxam nos piferramentasrramentas si
Fig
colunas
tampagem
nstalada nau matriz, prs por meio ds (SMED) inos de cens, diminuindimples, com
gura 3.7 - Ferr
m
a prensa, e éresa à mesade fixadoreexistente nantragem exdo o tempo
mpostas e pr
ramenta, matr
F
é composta , como se p
es hidráulicoa fábrica. A
xistentes nao de setup. Arogressivas.
iz e fixadores h
Industrializaç
Figura 3.6 Pren
pela parte pode verificos, que fazeAs ferramen
prensa. EsAs ferramen
hidráulicos
ção de uma pe
nsa em “C”
superior, prcar na figuraem parte dontas têm unste facto pentas podem
eça automóvel
16
resa à partea 3.7. Estes
o sistema des rasgos naermite uma
m, ainda, ser
l
6
e s e a a r

3.2.1
As feusadafunci
3.2.2
As foperaferra
1 Ferramen
erramentas as, ou pratiionamento b
2 Ferramen
ferramentasação de em
amentas prog
nta simples
simples efeicamente inbásico desta
nta compos
s compostambutidura egressivas e
F
ectuam apennexistentes as ferramen
Figura 3.8 – E
ta
s, esquemae uma operocupam pra
Figura 3.9 – Es
nas uma opnas indústr
ntas.
Esquema de um
atizadas naração de coaticamente
squema de um
peração de crias dos dia
ma ferramenta
a figura 3.9orte. São bo mesmo es
a ferramenta c
Industrializaç
conformaçãas de hoje.
simples
9, efectuamastante maispaço que a
composta
ção de uma pe
ão ou corte.A figura 3
m, normalmais económias ferrament
eça automóvel
17
São pouco.8 ilustra o
mente, umaicas que astas simples.
l
7
o o
a s

3.2.3
As fproduopera3.10.
3.3 S
O sisprens
Figura
3 Ferramen
ferramentas uto acabadoação de mo.
Sistemas d
stema de alsa pode, ain
Alimenta
Alimenta
Alimenta
a 3.11 Aliment
ntas progre
progressivo. Corresponodo progres
Fig
de Aliment
limentação nda ter três t
ação contín
ação autom
ação manua
tação contínua
essivas
vas são a fondem a uma
ssivo, dão o
gura 3.10 – Esq
tação
tem como tipos de sist
nua por bobi
mática e robo
al.
a por bobine de
forma mais a combinaçorigem ao p
quema de uma
objectivo ftemas de ali
ine de chapa
otizada (figu
e chapa
eficaz de ção de várioproduto fina
a ferramenta p
fornecer o mimentação:
a (figura 3.1
ura 3.12);
Figura 3.12 Al
Industrializaç
converter bs módulos (al, como se
progressiva
material de
11);
limentação aut
ção de uma pe
bobine de (1 a 3) que,er observad
trabalho da
tomatizada e r
eça automóvel
18
chapa num operação a
do na figura
a prensa. A
robotizada
l
8
m a a
A

O sisrotatiimpo
3.4 S
O tappassapara vez qmaio
stema de alivo da bobi
ortância, vis
Sistema de
pete rolantea por um túcontentore
que caso estor tráfego na
limentação ine, um endsto que gara
Fi
e recolha d
e (figura 3.1únel subterrs específicote não exista planta da f
contínua (fdireitador dante a planez
igura 3.13 – Es
de sucata
14 e 3.15) drâneo que abos. Este tipotisse, teria dfábrica, assi
Figuras 3.14 e
figura 3.13)de chapa e uza da chapa
squema de um
destina-se aabrange a mo de sistemde ser feito im como um
e 3.15 – Tapete
) é, normalmum alimentaa e uma corr
m sistema de ali
a recolher amaior parte dma facilita m
por empilhm maior núm
e de recolha de
Industrializaç
mente, comador. Este crecta altura
imentação
a sucata quedas prensas muito a extradores, o qumero de ope
e sucata
ção de uma pe
mposto por conjunto é de alimenta
e cai das prs e encaminracção de s
que acarretarerários.
eça automóvel
19
um suportede extrema
ação.
rensas. Estenha a sucatasucata, umaria com um
l
9
e a
e a a
m

A sudispopara temp
ucata é dirigonível. Esterapidament
po, o retorno
gida para des contentorte serem trao monetário
dois contentres (figura 3ansportadoso do valor da
Figura
tores, altern3.16) estão . Desta forma sucata.
a 3.16 – Conte
nando entrepreparados
ma, a empre
ntor de sucata
Industrializaç
e um e outrs para ser acesa pode ter
a
ção de uma pe
ro, conformcoplados a r, num curto
eça automóvel
20
me o espaçoum camiãoo espaço de
l
0
o o e

Industrialização de uma peça automóvel
21
4. O processo de industrialização de uma peça
O processo de industrialização de uma peça é muito extenso e requer o cumprimento de alguns objectivos, para que seja bem sucedido. Existe um conjunto de fases necessárias e bem definidas para levar a cabo o fabrico de uma peça com êxito. A Gestamp Portugal tem um plano bem definido para este processo [Gestamp 2002] que é definido pela norma UNE-ISO/TS16949:2002 e que inclui as exigências da norma NP EN ISO 9001:2008.
O processo de industrialização começa quando é adjudicado um trabalho, isto é, quando o orçamento proposto por parte da Gestamp Portugal é o escolhido pelo cliente.
4.1 Definição da equipa
Nesta etapa inicial, o técnico de orçamentação apresenta o projecto a industrializar e, seguidamente, é nomeado o chefe de projecto, assim como os responsáveis dos departamentos que farão parte da equipa. Após a formação da equipa, o dossier comercial é entregue e discutido.
4.2 Análise do processo
O chefe de projecto convoca uma reunião onde são analisados os dados do dossier comercial, os objectivos, as etapas a cumprir e rever exequibilidade do projecto, previamente analisado pelo cliente. Finalmente, é arquivado o dossier do projecto.
4.3 Planeamento
O chefe do projecto desenvolve um plano, conforme os objectivos e datas acordadas com o cliente. Este plano é difundido por todos os membros da equipa e analisado pelos mesmos. Nesta fase, também são analisadas as instalações e equipamento necessário ao projecto.
4.4 Acompanhamento técnico da compra de meios
O chefe de projecto acompanha, em conjunto com o departamento de compras, o cumprimento dos prazos dos fornecedores. O departamento de projectos responsabiliza-se pelo apoio técnico necessário aos restantes departamentos, bem como pela pilotagem, integração e aprovação dos diferentes meios.

Industrialização de uma peça automóvel
22
4.5 Implementação
A direcção em conjunto com o chefe de projectos assegura a presença de todos os elementos necessários, meios técnicos, meios humanos, documentais e logísticos, para colocar em funcionamento a produção em série.
4.6 Fabrico de peças por corte laser
Nesta fase, o fabricante da ferramenta corta umas peças a laser para poder experimentar o módulo de estampagem. Esta fase é muito importante, uma vez que permite obter peças muito próximas do resultado final, que facilitam a afinação do módulo de corte e são importantes para o cliente final, uma vez que possibilitam experimentar as mesmas no produto final.
4.7 Fabrico de amostras iniciais
O departamento de produção assegura os recursos necessários para o fabrico de um lote de amostras iniciais. Nesta fase é necessário afinar todos os equipamentos, assim como a ferramenta, o que por vezes pode ser um processo moroso.
4.8 Apresentação de amostras iniciais
Nesta fase, verifica-se se o lote de peças fabricado cumpre os requisitos impostos pelo do cliente e, em seguida é feito o relatório e o plano de vigilância. As peças são enviadas ao cliente para obter a sua homologação.
4.9 Optimização de matéria-prima e consumos
O departamento de projectos em cooperação com os outros departamentos e fornecedores optimizam os recursos humanos envolvidos, bem como a matéria-prima.
4.10 Indicadores de industrialização
Os indicadores são um meio de controlo do processo de industrialização, uma vez que demonstram o estado do processo, através de valores. Estes valores permitem ainda uma análise crítica de todo o processo, permitindo ver as necessidades e as possíveis melhorias a realizar. Normalmente, os valores de referência para estes indicadores variam de empresa para empresa.
4.10.1 Cumprimento dos prazos das pré-séries e amostras iniciais
Este indicador avalia a eficácia do projecto durante a sua industrialização e nas posteriores alterações do produto, quanto ao cumprimento das datas definidas pelo cliente. Em cada projecto ou alteração de produto registam-se as datas previstas para homologação de cada produto implicado, assim como a data real de realização. A antecipação de uma entrega será

Industrialização de uma peça automóvel
23
contabilizada como uma entrega sem nenhum atraso. Este índice é obtido pela percentagem de entregas dentro do prazo e, calculado no fecho de cada projecto ou alteração do mesmo.
4.10.2 Rendimento Operacional
O rendimento operacional permite indicar o rendimento obtido na industrialização dos diferentes processos do projecto. Em cada projecto registam-se os valores representativos das cadências reais de cada produto e, é comparado com a cadência estimada na fase de orçamentação. Este rendimento é analisado seis meses após o inicio da vida de cada projecto. O rendimento é calculado da seguinte forma:
Í = é ê é ê
4.10.3 Custo real / previsto
O objectivo é dispor de um indicador de gestão económica relativo ao investimento em meios de fabricação necessários para a industrialização do projecto. Em cada projecto registam-se os custos de compra dos diferentes meios de fabricação: ferramentas, meios de controlo e máquinas específicas. Este indicador é analisado no encerramento de cada projecto e é obtido da seguinte forma:
Í = × 100
4.10.4 Índice de Qualidade do Veículo
O objectivo é dispor de um indicador de qualidade durante a industrialização ou alteração do produto. Em cada projecto ou alteração de produto registam-se percentualmente os índices de qualidade do produto. Este índice é calculado no encerramento de cada projecto ou alteração de produto e é analisado se corresponde à seguinte forma:
Índice de cumprimento ≥ Índice requerido pelo cliente

Industrialização de uma peça automóvel
24
O quadro representado na figura 4.1 resume o processo de industrialização e toda a documentação envolvida.
Figura 4.1 – Plano de industrialização

Industrialização de uma peça automóvel
25
5. Análise Modal de Falhas e Efeitos - AMFE
5.1 Introdução
A metodologia de Análise do Modo e Efeito de Falha, conhecida como FMEA (Failure Mode and Effect Analysis), é uma ferramenta que busca, em princípio, evitar por meio da análise das falhas potenciais e propostas de acções de melhoria, que não ocorram falhas no projecto do produto ou do processo. Esta ferramenta foi desenvolvida na época da Segunda Guerra Mundial, actualmente utilizada como uma ferramenta da qualidade automóvel, onde as falhas de desenvolvimento de um produto ou de um processo de fabrico são planeadas e corrigidas antes do lançamento de um produto.
Nesta dimensão da qualidade, a fiabilidade, tem-se tornado cada vez mais importante para os consumidores, pois a falha de um produto, mesmo que prontamente reparada pelo serviço de assistência técnica, é totalmente coberta por termos de garantia. Além disso, cada vez mais são lançados produtos em que determinados tipos de falhas podem ter consequências drásticas para o consumidor, tais como aviões e equipamentos hospitalares, nos quais o mal funcionamento pode significar até mesmo um risco de vida ao usuário.
Apesar de ter sido desenvolvida com um enfoque no projecto de novos produtos e processos, a metodologia AMFE, pela sua grande utilidade, passou a ser aplicada de diversas maneiras. Assim, é actualmente utilizada para diminuir as falhas de produtos e processos existentes e para diminuir a probabilidade de falha em processos administrativos. Tem sido empregue também, em aplicações específicas, tais como análises de fontes de risco, em engenharia de segurança e na indústria de alimentos.
A norma QS 9000 especifica o AMFE como um dos documentos necessários para um fornecedor submeter uma peça/produto à aprovação do construtor. Este é um dos principais motivos da divulgação desta técnica. No entanto, deve implementar-se o AMFE numa empresa, não só pela uma exigência do cliente, mas também para obter melhores resultados [D.H. Stamatis 2003].
5.2 Tipos de AMFE
Esta metodologia pode ser aplicada, tanto no desenvolvimento do projecto do produto, como no desenvolvimento do processo. As etapas e a maneira de realização da análise são as mesmas, diferenciando-se somente quanto ao objectivo. Assim, as análises AMFE são classificadas em dois tipos:
AMFE DE PRODUTO: na qual são consideradas as falhas que poderão ocorrer com o produto dentro das especificações do projecto. O objectivo desta análise é evitar falhas no produto ou no processo decorrentes do projecto. É normalmente denominada também de FMEA de projecto.
Industrialização de uma peça automóvel
26
AMFE DE PROCESSO: na qual são consideradas as falhas no planeamento e execução do processo, ou seja, o objectivo desta análise é evitar falhas do processo, tendo como base, as não conformidades do produto com as especificações do projecto.
Existe ainda um terceiro tipo, menos comum, que é o AMFE de procedimentos administrativos. Neste analisam-se as falhas potenciais de cada etapa do processo, com o mesmo objectivo que as análises anteriores, ou seja, diminuir os riscos de falha [D.H. Stamatis 2003].
5.3 Aplicação do AMFE
Pode aplicar-se a análise AMFE com os seguintes propósitos:
Para diminuir a probabilidade da ocorrência de falhas em projectos de novos produtos ou processos;
Para diminuir a probabilidade de falhas potenciais (que ainda não tenham ocorrido) em produtos/processos já em operação;
Para aumentar a fiabilidade de produtos ou processos já em execução por meio da análise das falhas que já ocorreram;
Para diminuir os riscos de erros e aumentar a qualidade em procedimentos administrativos [D.H. Stamatis 2003].
5.4 Funcionamento Básico
O princípio da metodologia é o mesmo, independentemente do tipo de AMFE e da aplicação, (AMFE de produto, processo ou procedimento) e de ser aplicado para produtos/processos novos, ou já em operação. A análise consiste basicamente na formação de um grupo de pessoas que identificam, para o produto/processo em questão, as suas funções, os tipos de falhas que podem ocorrer, os efeitos e as possíveis causas desta falha. Em seguida, são avaliados os riscos de cada causa de falha por meio de índices e, com base nesta avaliação, são tomadas as acções necessárias para diminuir estes riscos, aumentando a fiabilidade do produto/processo.
Finalmente, o grupo, para cada causa de falha, atribui índices para avaliar os riscos e, por meio destes riscos, discute medidas de melhoria.
As falhas são analisadas de acordo com 3 parâmetros:
1-Severidade da falha (gravidade ou impacto da falha);
2-Ocorrência da falha (freqüência de acontecimento da falha);
3-Detecção (forma com que a falha é detectada preventiva ou corretivamente).
Desta forma, cada falha pode ser quantificada através do cálculo do RPN (Risk Priority Number), multiplicando-se as avaliações de Severidade pela Ocorrência e pela Detecção.
Industrialização de uma peça automóvel
27
Assim, pode criar-se um ranking e optimizar o produto ou processo, tomando acções sobre os RPNs maiores.
Como um produto ou processo que está em constante evolução, o AMFE nunca é finalizado. É importante mantê-lo sempre actualizado, para que represente a situação actual do desenvolvimento do produto ou processo. Desta maneira, as falhas de campo, reclamações de clientes, falhas internas, desperdícios, etc., estarão sempre em declínio, atendendo ao princípio básico da melhoria contínua [D.H. Stamatis 2003].

6. I
6.1 I
Umaestág6.1), tomaserão
Antepreviorçaminduscuidapeçaferraconstorçamde umerc
Apósproje
Industr
Introdução
a vez que o gio, optou-s
mas que tinada com vio analisadas
Figura 6.1 –
eriormente àisto da pementos da strialização ado especia, bem como
amenta de trutor da mmentação, p
um ano paracado.
s a adjudicaecto, para se
ializaçã
o
período dese por analinha muitas sta a poders com detalh
Peça em desen
à industrialiça. Este oconcorrêncpropriamen
al, visto queo toda a logestampagemmesma é
pois o procea ser aplica
ação da peçe poder inic
ão do c
e industrialiisar uma pesemelhança
r acompanhhe todas as e
nvolvimento J7
ização de umorçamento écia. Caso onte dito. Ée é necessárgística envom, que gersubcontrata
esso de induado. Desta
ça, o clienteiar a industr
compon
ização de umeça que estaas com umahar todo o etapas que e
77
uma peça, é é entregue
o orçamentoimportante
rio calcularolvida. Nesralmente é ado. O facustrializaçãoforma, é n
e entrega umtrialização.
nente J7
ma peça éava no iníca já em prodprocesso d
envolvem a
necessário ao cliente
o seja o ese referir, qur todos os cte orçamenfeito de f
ctor tempoo geralmentnecessário p
m dossier c
Industrializaç
77
superior aoio da sua indução (figu
de industriaa industrializ
Figura 6.2– P
criar um ore, que comscolhido, inue o orçamecustos que eto é também
forma intuitem um
e requer noprever as va
com toda a
ção de uma pe
o tempo de ndustrializa
ura 6.2). Estalização. Sezação.
Peça em produ
rçamento cmpara com nicia-se o pento inicialenvolvem om incluído itiva, uma
papel impo mínimo umariações de
informação
eça automóvel
28
duração doação (figurata opção foiendo assim,
ução J77
om o preçoos outros
processo derequer um
o fabrico dao preço davez que o
portante nam o períodoe preços do
o acerca do
l
8
o a i ,
o s e
m a a o a o o
o

6.2 D
O téc
Nestede renão éetapa
Apósprojeferradepa
6.3 A
Este semeoptarproduaindafornelogísnece
Fig
Definição d
cnico de orç
e caso, a peeferência J7é suficiente as finais de
s a apresenecto. Nesteamentas e artamento de
Análise do
projecto coelhanças entr por modifiução de uma é produziecimento dstica envolvssário const
gura 6.3 – Sob
da equipa
çamentação
eça em estu77. Esta peç
para acompindustrializ
ntação, da pe caso, é
um técnicefine um co
o processo
onsistiu na tre a peça em
ficar a actuama nova ferida, pôs-se e peças, pavidos chegotruir uma no
reposição das
apresentou
do foi um sa não será apanhar todo
zação.
peça a induconstituída co de con
onjunto de p
alteração dm produçãol ferramentarramenta (cem hipótesara permitiou-se a conova ferrame
duas peças, a v
u o projecto
suporte do la única a seo o processo
ustrializar, por um
ntrolo dimepessoas para
de uma peçao e a que esa. Os custoscerca de 50se a produçir alterar anclusão quenta.
vermelho a peç
a industrial
limpa pára-ber estudada,o. Portanto,
definiu-se técnico deensional. Éa acompanh
a que se entá em desens desta alter0%). Atendção de um s
ferramentaue seria inv
ça em desenvo
Industrializaç
lizar.
brisas do m, uma vez qserão anali
a equipa qorçamenta
É importanar cada proj
ncontra em nvolvimentoração são mendo ao fastock suficia. Após a aviável esta
lvimento e a ve
ção de uma pe
modelo Renaque o tempoisadas outra
que irá acoação, um nte referir jecto.
fabricação.o, (figura 6.
muito mais bacto que a aiente, que ganálise dosopção, por
erde a peça em
eça automóvel
29
ault Modus,o de estágioas peças nas
ompanhar otécnico deque cada
. Devido às
.3) podia-sebaixos que aactual peçagarantisse os custos dertanto, será
m produção
l
9
, o s
o e a
s e a a o e á

Para foi ucomo
Segu
realizar umusado um sofo pode obse
uidamente, f
ma nova feroftware de servar-se na f
Figura
foi executad
Fig
rramenta foisimulação, ofigura 6.4.
a 6.4 – Peça em
da a opção d
gura 6.5 – Plan
i necessárioo FormingS
m desenvolvime
de “forming
nificado da peç
o fazer umaSuite, de mo
ento introduzid
g” para obte
ça J77 sobrepo
Industrializaç
a análise daodo a obter
da no software
er o planific
sto na peça
ção de uma pe
a peça. Parao planifica
e
ado (figura
eça automóvel
30
a este efeitodo da peça,
6.5)
l
0
o ,

Finalpeça
Comconsudesen
O clide fa
lmente, foi (figura 6.6)
m estes valorumos de manvolviment
iente envia uabricação da
obtido o pl)
res, foi realatéria-primao é muito se
um mapa coa ferramenta
lanificado c
Figur
lizado o orça, assim comemelhante à
om as etapaa.
com as dime
ra 6.6 – Planifi
çamento inimo a sucataà anterior, c
as (tabela 6.
ensões do q
icado da peça
icial da ferra produzidacontudo, é m
1) e, com b
Industrializaç
quadrado on
ramenta e foa. Como já fmaior e mais
ase neste fo
ção de uma pe
nde pode se
foi possível foi referidos pesada, ce
oram definid
eça automóvel
31
er inserida a
analisar os, a peça em
erca de 50g.
das as datas
l
a
s m
s
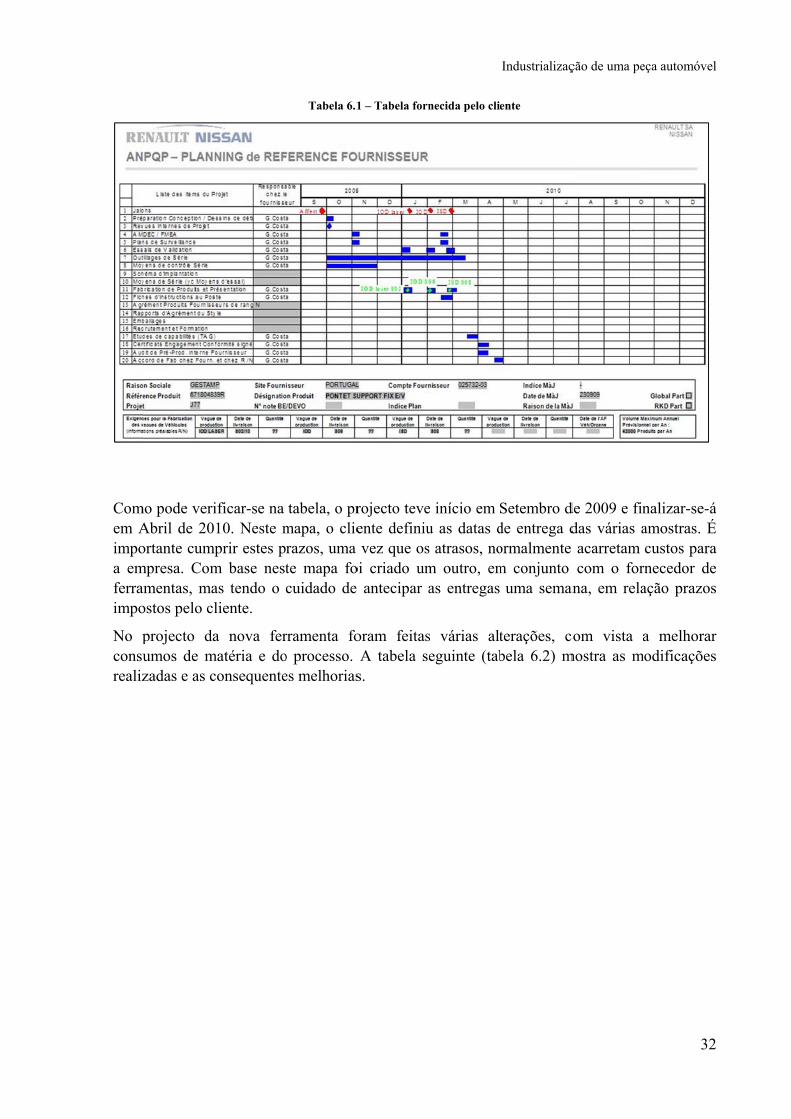
Comem Aimpoa emferraimpo
No pconsurealiz
mo pode veriAbril de 20ortante cummpresa. Comamentas, maostos pelo cl
projecto daumos de mzadas e as c
ificar-se na 10. Neste m
mprir estes pm base nestas tendo o liente.
a nova fermatéria e doconsequente
Tabela 6.1
tabela, o prmapa, o clierazos, uma te mapa focuidado de
rramenta foo processo. es melhorias
1 – Tabela forn
rojecto teveente definiuvez que os
oi criado umantecipar a
oram feitasA tabela se
s.
necida pelo clie
e início em u as datas ds atrasos, nom outro, emas entregas
s várias alteguinte (tab
Industrializaç
ente
Setembro dde entrega dormalmente m conjunto
uma seman
terações, cbela 6.2) m
ção de uma pe
de 2009 e findas várias a acarretam com o for
ana, em rela
com vista amostra as m
eça automóvel
32
nalizar-se-áamostras. Écustos para
rnecedor deação prazos
a melhorarmodificações
l
2
á É a e s
r s
Industrialização de uma peça automóvel
33
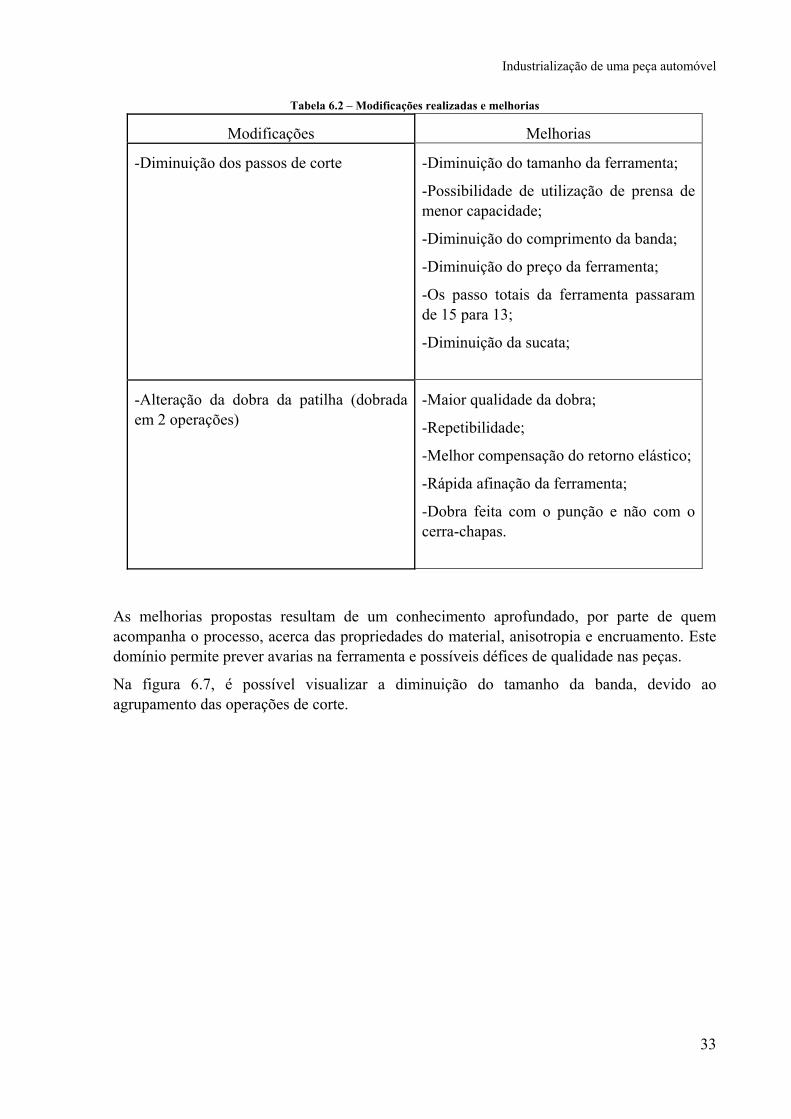
Tabela 6.2 – Modificações realizadas e melhorias
Modificações Melhorias
-Diminuição dos passos de corte -Diminuição do tamanho da ferramenta;
-Possibilidade de utilização de prensa de menor capacidade;
-Diminuição do comprimento da banda;
-Diminuição do preço da ferramenta;
-Os passo totais da ferramenta passaram de 15 para 13;
-Diminuição da sucata;
-Alteração da dobra da patilha (dobrada em 2 operações)
-Maior qualidade da dobra;
-Repetibilidade;
-Melhor compensação do retorno elástico;
-Rápida afinação da ferramenta;
-Dobra feita com o punção e não com o cerra-chapas.
As melhorias propostas resultam de um conhecimento aprofundado, por parte de quem acompanha o processo, acerca das propriedades do material, anisotropia e encruamento. Este domínio permite prever avarias na ferramenta e possíveis défices de qualidade nas peças.
Na figura 6.7, é possível visualizar a diminuição do tamanho da banda, devido ao agrupamento das operações de corte.

Fig
6.4 P
Nestaos deempr
Vistovalorplane
Nesta(figuclien
gura 6.7 – Com
Planeamen
a fase, são esenhos emresas e os va
o que, a emr apresentaeamento e c
a fase, foi tura 6.8), tennte, de forma
mparação de ba
nto
enviados, pm 2D e 3D d
alores const
mpresa A apado pela emconcretizaçã
também negndo o cuidada a minimiz
andas (em cim
para os habida peça paratam na tabe
Tabela 6.3 –
presentou umpresa Aão da ferram
gociado comdo de deixazar possívei
Empres
A
B
C
ma a da peça em
ituais constra orçament
ela 6.3.
– Orçamentos
um melhor ppode ser
menta anteri
m o construar uma semais atrasos.
sa
m desenvolvim
rutores de fação. A fer
das várias emp
preço, o prjustificado
ior.
utor de ferraana de inter
Preço
115000
136000
140000
Industrializaç
ento, em baixo
ferramentas rramenta foi
presas
ojecto foi-lpela expe
amentas, o crvalo em rel
o
0€
0€
0€
ção de uma pe
o a da peça em
s da Gestami orçamenta
lhe entregueeriência ad
calendário lação ao ca
eça automóvel
34
m produção)
mp Portugal,ada por três
e. O menordquirida no
do projectoalendário do
l
4
, s
r o
o o
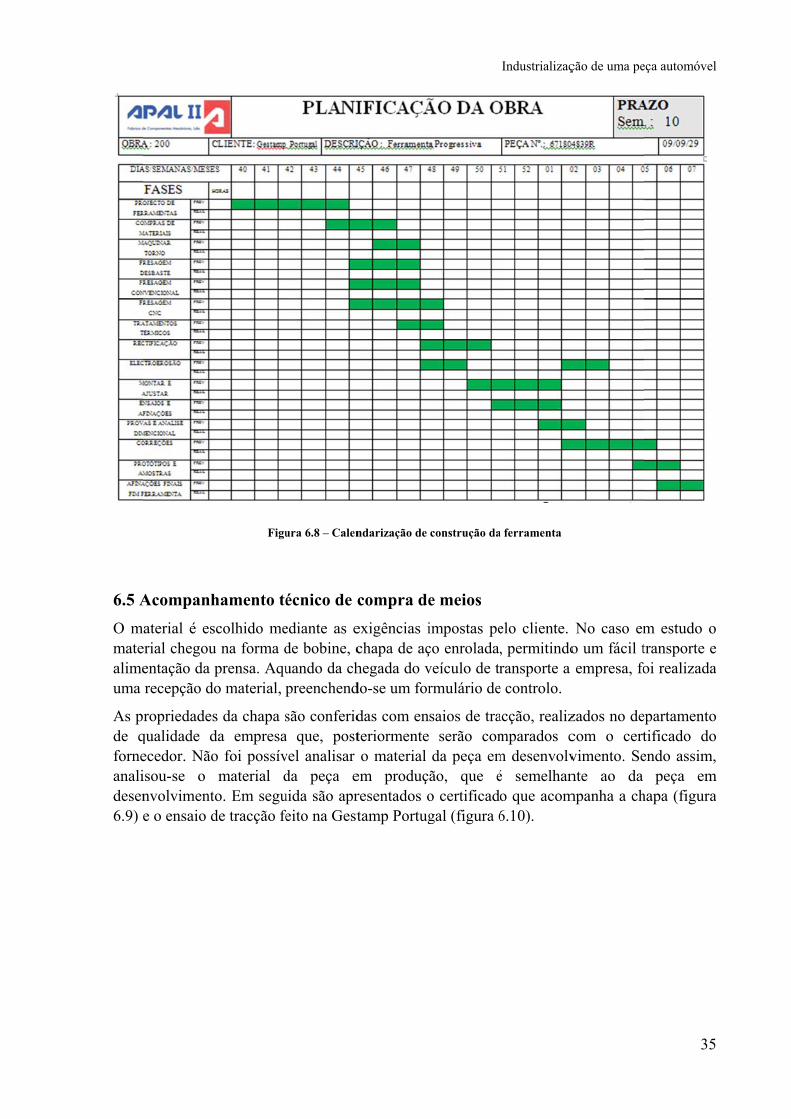
6.5 A
O mmatealimeuma
As pde qforneanalidesen6.9) e
Acompanh
material é eserial chegouentação da precepção do
propriedadesqualidade decedor. Nãoisou-se o nvolvimente o ensaio d
Figu
hamento té
scolhido meu na forma dprensa. Aquo material, p
s da chapa sda empresao foi possívmaterial do. Em segu
de tracção fe
ura 6.8 – Calen
écnico de c
ediante as ede bobine, cuando da chpreenchend
são conferida que, postvel analisar da peça euida são aprfeito na Gest
ndarização de
compra de
exigências ichapa de açhegada do vdo-se um for
das com enteriormenteo material
em produçresentados otamp Portug
construção da
e meios
impostas peço enrolada,veículo de trrmulário de
saios de tra serão comda peça emão, que éo certificadogal (figura 6
Industrializaç
a ferramenta
elo cliente. , permitindoransporte a
e controlo.
acção, realizmparados cm desenvolvé semelhano que acom6.10).
ção de uma pe
No caso emo um fácil tempresa, fo
zados no decom o certvimento. Sente ao da
mpanha a ch
eça automóvel
35
m estudo otransporte e
foi realizada
epartamentotificado doendo assim,
peça emhapa (figura
l
5
o e a
o o ,
m a

F
Figura 6
Figura 6.10 – E
6.9 – Certificad
Ensaio de tracç
do da chapa re
ção referente a
elativo a peça J
ao material da
Industrializaç
J77 em produç
peça J77 em p
ção de uma pe
ção
produção
eça automóvel
36
l
6

Apósencoforne
Deviprocecrava
No mum rdo mquali
6.6 F
O copeçanumada fepeçaconst
s a análise dntrados sãoecedor de ch
ido ao factoesso de dobagem, neste
momento daelatório def
material recidade exigid
Fabrico de
onstrutor de s na sua ofia máquina derramenta es é importatrutor.
do ensaio deo muito phapa estava
o da peça embra, tambéme caso a norm
F
a recepção finido pela Gcebido, parda.
e peças po
ferramentaicina. Para de corte lase obter peçaante, visto q
e tracção e dróximos, o
am correctas
m estudo nm foi analisma da Rena
Figura 6.11 – P
da matéria-Gestamp Pora evitar po
r corte las
as, conformeobter as prier (figura 6as próximasque garante
do certificao que garas.
necessitar desada a normault 39 - 02
Porca de crava
-prima ou dortugal (aneossíveis err
ser
e definido nimeiras peç6.12). Destas do resultae a progress
ado da chapaante que a
e uma porcma requerida
- 829 / - - A
ar utilizada na
de componeexo 1). Destros por pa
no mapa daas, o constr
a forma, podado final (fsão do dese
Industrializaç
a, pode cons proprieda
a (figura 6.a pelo clien
A.
peça J77
entes como a forma, ex
arte do forn
s datas, fez rutor cortoude ensaiar ofigura 6.13)envolvimen
ção de uma pe
ncluir-se queades anunc
.11) cravadnte para a o
a porca, é xiste semprernecedor, e
z uma pequeu o planificao módulo de). A construnto da ferra
eça automóvel
37
e os valoresciadas pelo
a durante ooperação de
preenchidoe um registo
garantir a
ena série deado da peçae dobragemução destas
amenta pelo
l
7
s o
o e
o o a
e a
m s o

As pcomp6.14)Porta
Figura 6.12
peças obtidaparadas com). No projeanto, a ferra
2 – Chapa cort
as por cortem o desenhoecto, a peçamenta requ
Figura 6
ada por laser
e laser forao do clienteças ainda nuer ainda alg
6.14 – Análise t
am analisade e de se vernão estão dgumas afina
tridimensional
Figura 6.13
das na máqurificar se esdentro de tações.
l da peça obtid
Industrializaç
3 – Peça final o
uina 3D, costão dentro todas as to
da por corte las
ção de uma pe
obtida por cor
om o intuitdas tolerân
olerâncias p
ser
eça automóvel
38
te laser
o de seremncias (figurapretendidas.
l
8
m a .

O faconsteleva
O deformfabricortaestá b
6.7 F
Comacompreviiniciater umserá
abricante detrução da fadora.
esenvolvimema a assegu
cado, conseadas por lasbastante ava
Figura 6. 15 –
Fabrico de
mo referido mpanhar o faisto para meais de uma ma espessuconformada
e ferramentferramenta,
ento da ferurar o cumpegue-se exper. Como pançada, um
Módulo de co
e amostras
anteriormefabrico de ameados de Feoutra peça
ura elevada a uma rosca
as enviou anomeadam
rramenta foprimento doperimentar oode verificaa vez que o
rte, parte infer
s iniciais
ente, devidomostras inicevereiro. Co, a VW428e um embut
a plasticame
Fig
as amostrasmente do m
oi seguidoos prazos. o módulo dar-se nas fig
os punções e
rior
o à data dciais da peçonsequentem (figura 6.1
utido com alente.
gura 6.17 – Peç
s de peças módulo de c
técnico porComo o me conformaguras 6.15 ee as matrize
Figura 6.
de conclusãça J77. O famente, acom17). Esta pelguma profu
ças VW428
Industrializaç
laser e fotorte, do ce
r parte da módulo de cação plásticae 6.16, a cons estão mon
16 – Módulo c
ão do estágabrico das ammpanhou-seeça apresentundidade, n
ção de uma pe
tografias doerra-chapas
Gestamp Pcorte é o úa, recorrendnstrução dantados.
corte, parte sup
gio, não seamostras inie o fabrico dta a particu
no qual, post
eça automóvel
39
o estado dee da placa
Portugal, deltimo a serdo a bandasferramenta
perior
rá possívelciais estavade amostrasularidade deteriormente
l
9
e a
e r s a
l a s e e

Na fPronmovi
Apósprodufoi nna ma garferraexcluprodu
Para dispodas p
ferramenta dnic (figura 6imento circu
s a montageução de peç
necessário temesma. Poste
rantir a máxamenta e dauída a opeuziam peça
analisar a ositivo permpeças, duran
de estampa6.18). Esteular, realiza
em da ferramças. Uma veer um cuidaeriormente,xima planita chapa, paeração de ras sem defei
qualidade dmitiu, atravénte a sua pro
agem desta dispositivo
ando desta f
Figura 6.1
menta e afinez que, a ch
ado acrescid foram exectude da chaara facilitarroscagem. Etos.
das peças foés de calibrodução, é as
peça, foi ao transformforma, a ros
18 – Cabeça de
nação dos phapa para edo na hora dcutados os aapa. Nesta fr a estampaEsta opera
oi utilizadores, verificassegurada p
acoplado umma o movimsca por conf
e roscagem Pro
parâmetros dsta peça apde a colocarajustes necefase, é neceagem. Nas ção só foi
um disposar algumas por este disp
Industrializaç
m sistema dmento lineaformação pl
onic
da prensa e resentava ur na ferrameessários no essária umaprimeiras tincluída a
itivo de condimensões
positivo de c
ção de uma pe
de roscagemar da ferramlástica do m
enrolador, iuma espessuenta, para eendireitado
a lubrificaçtiragens deapós verifi
ntrolo (fig. da peça. A
controlo.
eça automóvel
40
m da marcamenta num
material.
iniciou-se aura elevada,evitar danosor, de formaão extra da
e peças, foicar que se
6.19). EsteA qualidade
l
0
a m
a , s a a i e
e e

Duraensaimediresulpontoaindatabelpossínece
ante o ensaiios da Gesição de várltados das mo nos três ea um códigla, aparece ível fazer umssário, reali
Figur
io foram restamp Porturios pontos
medições sãoeixos, o valogo de coresuma risca vma rápida aizam-se ace
Tabela 6.4 – T
ra 6.19 – Mesa
ecolhidas vugal. Neste da peça eo apresentador real, o v: quando overde, casoanálise visuartos na ferra
Tabela com va
a de controlo di
várias peçaslocal exis
e a sua comdos sob a fo
valor teóricoo ponto estáo contrário, al. Após a aamenta.
alores de mediç
imensional da
s, que foramtem duas mmparação corma de tabo, a tolerâncá dentro daaparece um
análise de to
ções com valid
Industrializaç
peça VW428.
m enviadas máquinas 3com o desebela (tabela 6cia e o desva tolerânciama risca verodas as varia
dação através d
ção de uma pe
para o lab3D que posenho de de6.4), com a
vio. A tabela, na parte rmelha. Desações dimen
de cores
eça automóvel
41
boratório dessibilitam afinição. Os
a posição dola apresentasuperior dasta forma énsionais, se
l
e a s o a a é e

Este por repetque stolerâ
Comfigurduran
processo é vezes, as tibilidade. Ase verifiqueância, e na
mo esta peçras 6.22 e 6nte o ensaio
iterativo, apeças pode
Assim, não e um só em tfigura 6.21
Figura
Figura
a é roscad6.23, de moo foi retirad
té que se atem respeitaé importantodas as peçé ilustrada
a 6. 20 – Exemp
6.21 – Exempl
da, o clientedo a verific
da, aleatoriam
tinja a qualiar as toler
nte que o deças. A figura medição d
plo de uma pe
lo de uma peça
e exigiu umcar o estadomente, uma
idade das perâncias masesvio seja nra 6.20 ilustde uma peç
ça VW428 for
a VW428 dentr
ma análise o da peça e a peça para
Industrializaç
eças pretends, no entannegativo ou tra a mediçãa dentro das
a de tolerância
ro de tolerânci
metalográfse esta res
se realizar u
ção de uma pe
dida. É de rnto, pode positivo, é
ão de uma ps tolerância
a
ia
fica, represspeita a normuma análise
eça automóvel
42
realçar que,não existir
é necessáriopeça fora deas.
sentada nasma. Assim,e à rosca. O
l
2
, r o e
s ,
O

ensaimedi
io baseou-sições nos co
Figura
e na norma ortes das pe
6.22 – Mediçõ
VW 010 45ças.
es dos vários d
Figura 6.23 –
5, imposta p
diâmetros de r
– Medição do c
pelo cliente
osca e da altur
comprimento d
Industrializaç
e. Desta form
ra do dente exi
de rosca
ção de uma pe
ma, foram f
igidas na norm
eça automóvel
43
feitas várias
ma
l
3
s
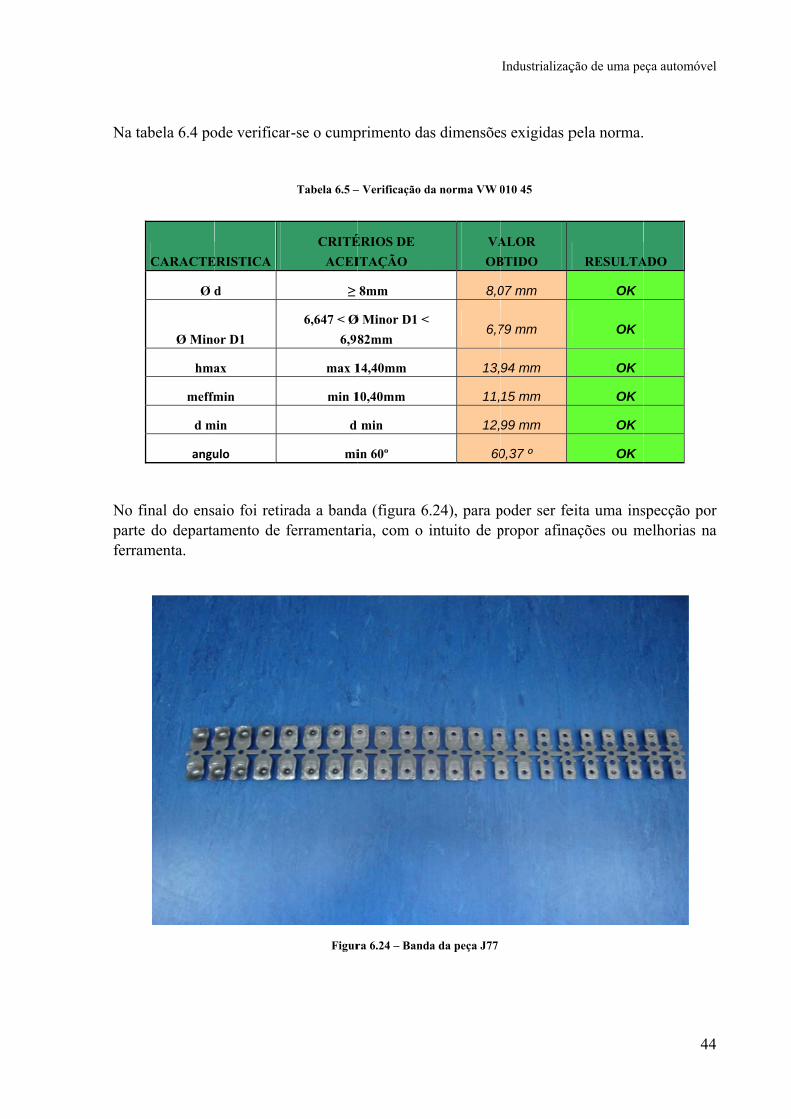
Na ta
No fparteferra
abela 6.4 po
final do ense do departaamenta.
CARACTE
Ø d
Ø Mino
hma
meffm
d m
angu
ode verificar
aio foi retiramento de
ERISTICA
d
or D1
ax
min
min
ulo
r-se o cump
Tabela 6.5 –
rada a bandferramentar
Figur
CRITÉ
ACEI
≥
6,647 < Ø
6,98
max 1
min 1
d
mi
primento da
– Verificação d
da (figura 6ria, com o
ra 6.24 – Band
ÉRIOS DE
ITAÇÃO
8mm
Ø Minor D1 <
82mm
14,40mm
10,40mm
min
in 60º
as dimensõe
da norma VW 0
.24), para pintuito de p
da da peça J77
VA
OB
8,0
6,7
13,
11,
12,
60
Industrializaç
s exigidas p
010 45
poder ser fepropor afina
ALOR
BTIDO
07 mm
79 mm
94 mm
15 mm
99 mm
0,37 º
ção de uma pe
pela norma.
eita uma insações ou m
RESULTA
OK
OK
OK
OK
OK
OK
eça automóvel
44
specção pormelhorias na
ADO
l
4
r a

Industrialização de uma peça automóvel
45
Nesta fase, verificou-se ainda, o alinhamento dos vários componentes da ferramenta, tal como o eventual desgaste prematuro de punções.
Após o ensaio fez-se um relatório com os dados de relevantes para cada departamento (anexo 2).
Como pode constatar-se na quantidade de tarefas a realizar na ferramentaria, descritas no relatório, conclui-se que para o correcto funcionamento de uma ferramenta, são necessárias inúmeras afinações e alterações do projecto inicial. Estas alterações são cruciais para o correcto funcionamento da ferramenta e para a qualidade das peças.
6.9 Apresentação de amostras iniciais
Mais uma vez, devido ao facto da conclusão do projecto ser anterior à apresentação das amostras iniciais da peça em desenvolvimento, não foi possível assistir à mesma. Assim, foram analisados os requisitos desta etapa. Pretende-se, no final do ensaio da ferramenta, peças com uma classificação de 100%, ou seja, que estejam dentro das tolerância requeridas e com bom acabamento superficial. Para este efeito, é utilizado uma gama de controlo (anexo 3) e uma mesa de medições, para garantir o controlo dimensional, assim como a correcta afinação da ferramenta. Quando as peças cumprem o controlo dimensional da mesa, são medidas na máquina 3D, para garantir o cumprimento das tolerâncias, da repetibilidade e para guardar um registo das medições. Desta forma, quando as peças cumprem todos os requisitos é feito um lote de peças definido pelo cliente que, posteriormente, lhe será entregue.
Nesta fase realizam-se os registos dos parâmetros da prensa (figura 6.25), para que quando seja necessário produzir as peças, o setup seja o mais rápido possível, evitando paragens de máquina muito prolongadas.
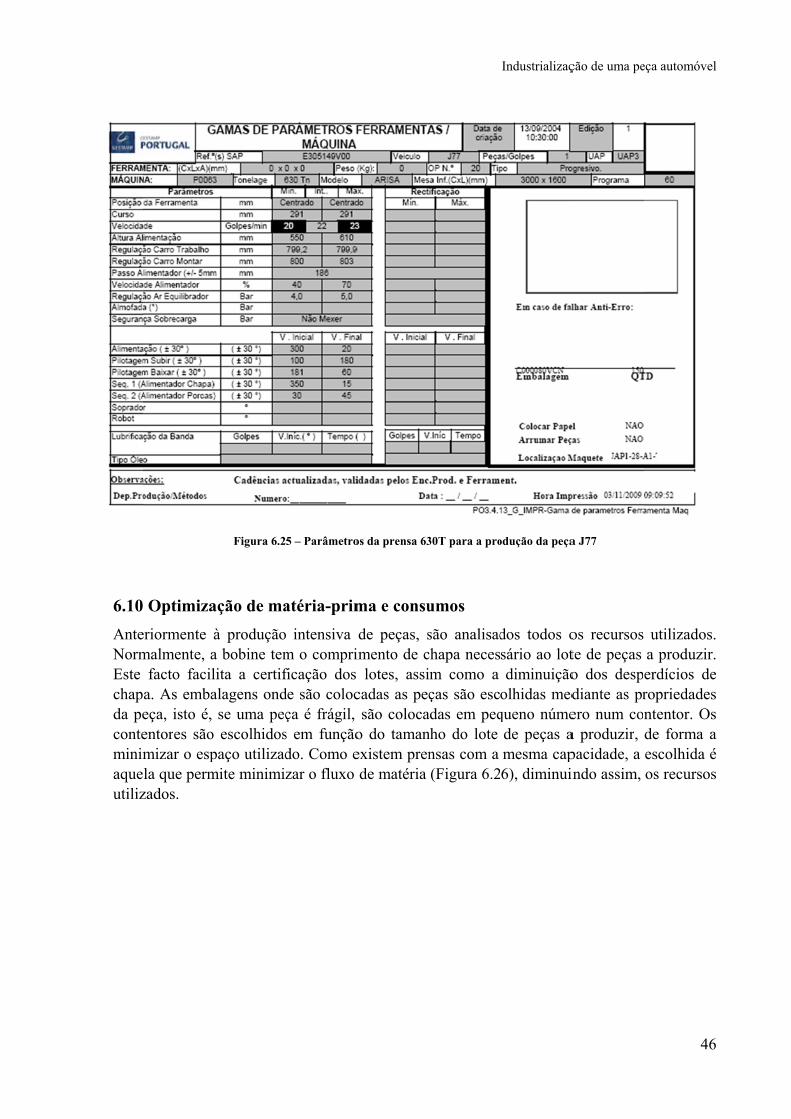
6.10
AnteNormEste chapda peconteminimaqueutiliz
Optimiza
eriormente àmalmente, a
facto facila. As embaeça, isto é, entores são mizar o espla que perm
zados.
Figura 6.2
ação de ma
à produçãoa bobine temlita a certifalagens ondse uma peçescolhidos
paço utilizadmite minimiz
5 – Parâmetro
atéria-prim
intensiva m o comprificação dos de são colocça é frágil, s em funçãodo. Como ezar o fluxo
os da prensa 63
ma e consu
de peças, simento de c
lotes, assicadas as peçsão coloca
o do tamanexistem prende matéria
30T para a pro
umos
são analisadchapa necesim como aças são esc
adas em peqnho do lote nsas com a (Figura 6.2
Industrializaç
odução da peça
dos todos osário ao lotdiminuição
olhidas medqueno númede peças amesma cap6), diminuin
ção de uma pe
a J77
os recursoste de peças o dos despdiante as prero num coa produzir, pacidade, a indo assim,
eça automóvel
46
utilizados.a produzir.erdícios deropriedadesntentor. Osde forma aescolhida éos recursos
l
6
.
. e s s a é s

F
6.11
Desdmelh(Aneuma
Figura 6.26 – F
Controlo
de o inicio horia contínexo 4). Sendforma críti
Fluxo de matéri
do proces
do processnua. No casdo assim, duca, adoptan
ia desde a sua
sso
so de induso da peça urante todo ndo soluções
entrada até ao
ustrializaçãoJ77 foi deso projecto ss, de forma
o armazename
o, é aplicadsenvolvidoserão analis
a a que estas
Industrializaç
nto referente a
do o AMFEum AMFE
sadas as falhs não se rep
ção de uma pe
a peça J77 em
E com a idE adaptado has e os seupitam no fut
eça automóvel
47
produção
deologia deao produto
us efeitos deturo. Todas
l
7
e o e s

Industrialização de uma peça automóvel
48
as melhorias sugeridas pelos diversos membros do projecto vão sendo incluídas. Consequentemente, o processo vai evoluindo, as falhas são minimizadas ou mesmo antecipadas. Este tipo de metodologia aplicada permite que o processo seja cada vez mais competitivo e menos propenso a erros.

7. D
7.1 D
Duraprimorçamacimcapazdispapreço
Para maqudificumas
Numo com
Desenv
Desenvolv
ante o procemeiro preço à
mentos. O ma ou abaixo
z de dar uaridade de po mínimo.
obter a fuinação, pruldade. Paratendendo à
ma primeira mparativo (t
volvime
imento de
esso de orçaà ferramentprocesso t
o do valor um primeirpreços de f
fórmula forreço da mra obter umà diversidad
análise aplitabela 7.1)
entos re
uma fórm
amentação ta. Este procorna-se asscorrecto. Dro preço dferramentas
ram utilizadmatéria-primma melhor ap
de das peças
icou-se a fór
Tabela 7.
ealizado
mula de cá
verificou-secesso é realsim pouco
Desta formade referêncs de peças s
das algumama, equipam
proximaçãos produzida
rmula nas d
.1 – Comparaç
os
álculo de o
e alguma dlizado de fofiável, calc, surgiu a nia. O intuisemelhantes
as variáveimentos normo poderiam as, optou-se
diversas ferr
ção de orçamen
Industrializaç
rçamentos
ificuldade norma intuitivculando-se necessidade ito desta fs e, ao mes
is, tais commalizados ter sido incpor uma ve
ramentas já
ntos
ção de uma pe
s
na hora de va e com bos orçame de criar umfórmula é smo tempo
mo o pesoe um coe
cluídas maiersão mais s
orçamentad
eça automóvel
49
atribuir umase noutros
entos muitoma fórmuladiminuir a, garantir o
o, horas deficiente des variáveis,
simples.
das e fez-se
l
9
m s o a a o
e e ,
e

Industrialização de uma peça automóvel
50
A fórmula desenvolvida é a seguinte:
( × × × , ) × 0.6 × 1,5 × ( × 30 − 1) = ç
Em que:
c – comprimento da ferramenta (m)
l – largura da ferramenta (m)
a – altura d ferramenta (m)
coef – Coeficiente de dificuldade da peça ( varia de 0,3 a 0,5)
Fracção de ocupação média da ferramenta (0.6)
Densidade do material – 7,85
Preço médio do material da ferramenta – (1,5€/kg)
Preço médio de maquinação – (30 €/kg)
A esta fórmula são ainda acrescentados os valores dos dispositivos genéricos, tais como os dispositivos de roscagem, carros de acção lateral, sistemas de cravação de porcas e dispositivos especiais.
Como pode verificar-se, os valores calculados pela fórmula desenvolvida são muito próximos, no entanto, o objectivo principal da fórmula é a aproximação aos valores reais médios dos orçamentos dos fornecedores de ferramentas. Com esse intuito foram analisados vários orçamentos de ferramentas orçamentadas pelos fornecedores (tabela 7.1).
Verificou-se que a fórmula encontrada permitia o cálculo de preços de ferramentas para todas as prensas, desde que se respeitassem os valores mínimos e máximos admitidos pelas prensas. Desta forma, alterou-se a fórmula em função da prensa e analisou-se a de 250T. Após algumas tentativas e cálculos, obteve-se a nova equação:
( × × × . × . × ) + + + + × = ç
Em que:
c – comprimento da ferramenta (m)
l – largura da ferramenta (m)
a – altura da ferramenta (m)
F- furação por carros (2500€ unidade)
R- roscagem (15000€ unidade)
C- cravação (6000€ unidade)

Industrialização de uma peça automóvel
51
E- especiais (€)
Preço do material em média (15€/kg)
Fracção de ocupação média da ferramenta (0.6)
Coef – Varia entre 1.0 e 1.2 mediante a dificuldade
Tabela 7.1 – Comparação de orçamentos
Projecto x12c 20722 x12c 54450 x12c 54636 7n0817485 7n0809657 7n0809931
60000 46000 50000
39920 59000 58000
66000 40000
57500 49000
65000
Média 57684 52500 49250
Orçamento
gestamp 75000 70000 65000 16500 75000 74000
Orçamento
vencedor 39920 46000 40000 19000 70000 69000
Orçamento
fórmula 54607 49761 48489 19781 66147 69360
Desvio %
media 5,33 5,22 1,55 0,00 0,00 0,00
Desvio % ao
orçamento
Gestamp
27,19 28,91 25,40 -19,88 11,80 6,27
Desvio % ao
orçamento
vencedor
26,89 7,55 17,50 3,94 -5,82 0,51

A Geimpopreçopreçoum téfoi crserá peça
estamp Portossibilitou uos é que seos variam mécnico que riada uma fcriar uma s, assim com
tugal dispunuma compaeria possívemuito em fuesteja inforficha para cbase que dmo a criaçã
nha apenas aração maisel uma melhunção do mermado acerccada peça e dados que po de uma ta
Figura
de alguns vs abrangenthor afinaçãercado, portca dos valora sua ferram
possibilite aabela mais d
a 7.1 – Ficha de
valores de pte de preçoo da fórmutanto será sres de mercamenta (figua rápida codetalhada do
e orçamentaçã
Industrializaç
reços de fers. Só com
ula. É necessempre neceado. Com a ura 7.1). O omparação dos coeficien
o
ção de uma pe
rramentas fum maior
ssário salienessária umaa utilização objectivo dde preços ente de dificu
eça automóvel
52
finais, o quenúmero dentar que os
a opinião deda fórmula,estas fichasentre váriasuldade.
l
2
e e s e , s s
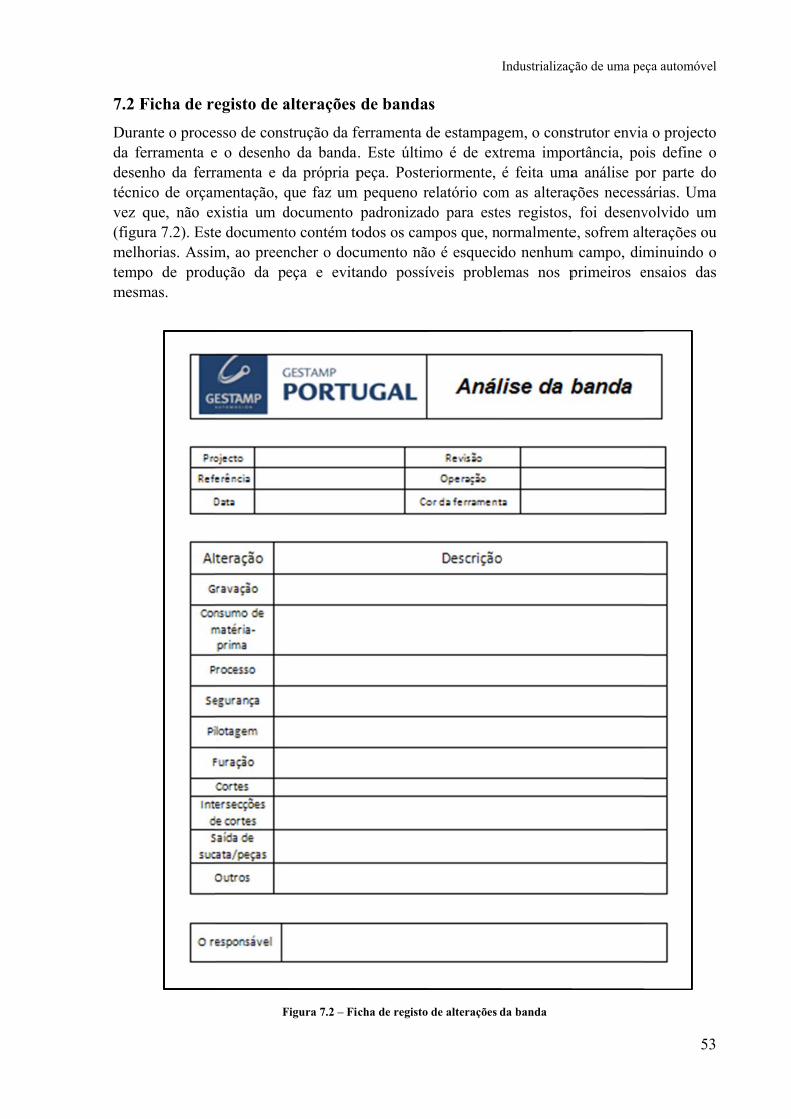
7.2 F
Durada fedesentécnivez q(figumelhtempmesm
Ficha de r
ante o proceerramenta enho da ferrico de orçamque, não ex
ura 7.2). Esthorias. Assimpo de prodmas.
egisto de a
esso de conse o desenhoramenta e dmentação, qxistia um de documentm, ao preen
dução da p
F
alterações
strução da fo da bandada própria pque faz um documento to contém toncher o doceça e evita
Figura 7.2 – Fic
de banda
ferramenta d. Este últimpeça. Poste
m pequeno rpadronizad
odos os camcumento nãoando possív
icha de registo
s
de estampagmo é de exteriormente,elatório com
do para estempos que, no é esqueciveis proble
de alterações d
Industrializaç
gem, o constrema impoé feita uma
m as alteraçes registos, ormalmentedo nenhumemas nos p
da banda
ção de uma pe
strutor enviaortância, poa análise pções necess foi desenve, sofrem al
m campo, dimprimeiros e
eça automóvel
53
a o projectoois define oor parte dosárias. Umavolvido umlterações ouminuindo oensaios das
l
3
o o o a
m u o s

Industrialização de uma peça automóvel
54
8. Conclusões e trabalhos futuros
A industrialização de uma peça automóvel é um processo complexo, que envolve muitos recursos e formalismos. A abordagem deste tema na Gestamp Portugal permitiu o contacto directo com o mundo industrial e um estudo aprofundado das várias etapas para a realização de um componente. Uma das principais limitações neste projecto foi o seu tempo de duração, já que o período de industrialização de uma peça é bastante superior ao do estágio e envolve todas as fases desde o desenho e projecto do componente, até à sua produção final. Durante o projecto analisou-se e desenvolveu-se a AMFE, uma ferramenta de controlo do processo, que nos dias de hoje é necessária nas fases fundamentais da industrialização do componente.
Durante o estágio verificou-se que o departamento de projectos da Gestamp Portugal tem o processo de industrialização bem definido e estruturado. Este departamento é constituído por uma equipa dinâmica, flexível e bem liderada, gerando um ambiente de trabalho agradável, reflectindo-se nos resultados positivos obtidos. Após a adaptação à empresa e familiarização com a industrialização de componentes procurou desenvolver-se, o sentido crítico em relação a todas as actividades em que foi possível estar envolvido. Desta forma, verificou-se que seria possível incluir algumas melhorias, e neste âmbito, desenvolveu-se um sistema de orçamentação, de forma a conseguir-se uma previsão com rigor do preço de ferramentas. Adicionalmente foi criado um documento de registo de alterações de ferramentas de modo a ser possível criar uma base de dados com orçamentos de ferramentas, permitindo um acesso eficiente e uma comparação e análise mais detalhada das alterações da banda. Estas alterações foram feitas com o intuito de agilizar o processo e aumentar a eficiência em actividades necessárias à competitividade da empresa.
Em termos de perspectivas futuras é possível perceber que as tendências actuais de realização de componentes para automóveis estão ligadas a filosofias de redução de peso. Sendo assim, cada vez mais, são usados materiais com resistências muito elevadas, como os aços de alta resistência (HSS e AHSS), diminuindo desta forma o peso dos componentes. O uso destes materiais requer ferramentas mais complexas e robustas assim como o uso de novos processos adaptados às novas exigências. Estes materiais levantam novos desafios na produção, como é o caso do retorno elástico, requerendo maiores necessidades em termos de estudo e previsão do processo. A necessidade de recorrer à simulação numérica (método dos elementos finitos) e o desenvolvimento de novos processos, como o Hot Forming, são caminhos necessários na abordagem às áreas relacionadas com este trabalho.

Industrialização de uma peça automóvel
55
9. Referências
[Cadell & Hosford 1993] - William F. Hosford,Robert M. Caddell, “Metal forming- mechanics and metallurgy”;
[D.H. Stamatis 2003] - D. H. Stamatis, “Failure mode and effect analysis: FMEA from theory to execution”;
[J. Rodrigues 2005] - Jorge Rodrigues, Paulo Martins, “Tecnologia Mecânica” escolar editora 2005;
[Keeler 2003] - Keeler, Stuart, “The science of forming”, precison metalforming association,2003;
[Kobayashi 1989] - Shirō Kobayashi, Soo-Ik Oh, Taylan Altan, “Metal forming and the finite-element method” ;
[Santos 2005] - A.Dias dos Santos, J.Ferreira Duarte, A.Barata da Rocha, “Tecnologia da Embutidura”, Edição INEGI, 2005;
Mario Rossi, “Estampado en frio de la chapa: Estampas, Matrices, Punzones, Prensas y Maquinas.”, Hoepli Editorial Cientifico-Medica;
Gestamp Portugal, caderno de encargos do proceso de industrialização, 2002;
D.H. Stamatis, Failure mmode effect analysis: FMEA from theory to execution, 2ª edição, 2003;
Morgan, James M, The Toyota product development system: integrating people, process, and technology.
E. Ávila Ricardo, “The stamping power press”;
Dean C. Philips, “Get the most out of your press”;

Industrialização de uma peça automóvel
56
Dennis Cattell, “Anatomy of a Mechanical Press”;
Louis A. Kren, “What’s new in Transfer Systems?”;
Hartley, John, “Management of vehicule production, butter woods”, 1981;
www.thefabricator.com ;

Industrialização de uma peça automóvel
57
Anexo 1

Industrializaçção de uma peeça automóvel
58
l
8
Industrialização de uma peça automóvel
59
Anexo 2

DEPAR
REFª 671 80
COR DA F
PROJECT
1º GRAVA
- OK
- 1FORNECE
- 2º
- Co
2º CONSU- -
3º FURAÇ
- To
4º CORTE
- Dpermitir a
- Aexemplo);
- Deoutro;
RTAMEN
04 839R - O
FERRAME
TO: J77
AÇAO
K, mantém-
1º porta-caEDOR (U22
porta-carac
odificação d
UMO DE MPASSO= 1LAG. BAN
ÇÃO
olerâncias d
- Ovais
ES
Deslocar o plicar matr
Afastar o ú
eslocar o p
NTO TE
PERAÇAO 2
ENTA= RA
-se a posiçã
aracteres g2) + SIMBO
cteres grava
de ficheiros
MATÉRIA-82 (mantém
NDA= 276
dos furos:
s, considera
- Largura=
- Comprim
corte de eriz indepen
ltimo punç
unção da f
ECNICO
20
AL 5005
ão da peça a
gravar: SEOLO DA RE
ar: 804839 +
: 804839__
-PRIMA: m) (mantém)
ar BO:
= +0,2 ; -0,1
mento= +0,4
entalhe de ndente dos
ção de sep
frente de tr
O
anterior;
EMANA +ENAULT;
+ INDICE
_”nº de detal
1 Execu
4 ; -0,15
passo +/-furos;
parar da p
raçar a gra
Industrializaç
+ ANO +
lhe”
tar com +0
Executar c
20 mm p/
eça anterio
ade p/ a esq
ção de uma pe
+ CÓDIGO
0,1
com +0,3
/esq. de fo
or (- 1 mm
q. alinhado
eça automóvel
60
O DE
rma a
m, por
com o
l
0

Industrialização de uma peça automóvel
61
- Aplicar Raio de 1, na aresta seguinte
5º PROCESSO
- Manter o vinco para cima, como na peça anterior;
6º FOLGA DE CORTE
- Atenção: chapa muito macia (XES) equivalente ao St14, portanto, a folga de corte deve ser de 8%.
7º PRENSA: ARISA DE 400 TON - APLICAR CURSO = 350 (Altura de ferramenta= 760 a 795) - COMPRIMENTO MÁX. DE FERRAMENTA= 2700 - ALTURA DE ALIMENTAÇAO: 500 50 - CENTRAGEM RÁPIDA POR PINOS DE 37 - SENTIDO DE ALIMENTAÇAO: ESQ.-DTª
8º SAIDA DE SUCATA/PEÇAS - SUCATA: Toda a sucata através da furação da mesa - Peças: para a direita (sentido de avanço)
9º ENVIAR NOVA BANDA , LOGO QUE ESTAS ALTERAÇÕES ESTEJAM INTRODUZIDAS.
10º ENVIAR PROJECTO DE CONJUNTO PARA APROVAÇÃO (com secções de todas as dobras)

Industrialização de uma peça automóvel
62
Anexo 3

Industrializaçção de uma peeça automóvel
63
l
3

Industrialização de uma peça automóvel
64
Anexo 4

Industrializaçção de uma peeça automóvel
65
l
5

Industrializaçção de uma peeça automóvel
66
l
6

Industrializaçção de uma peeça automóvel
67
l
7
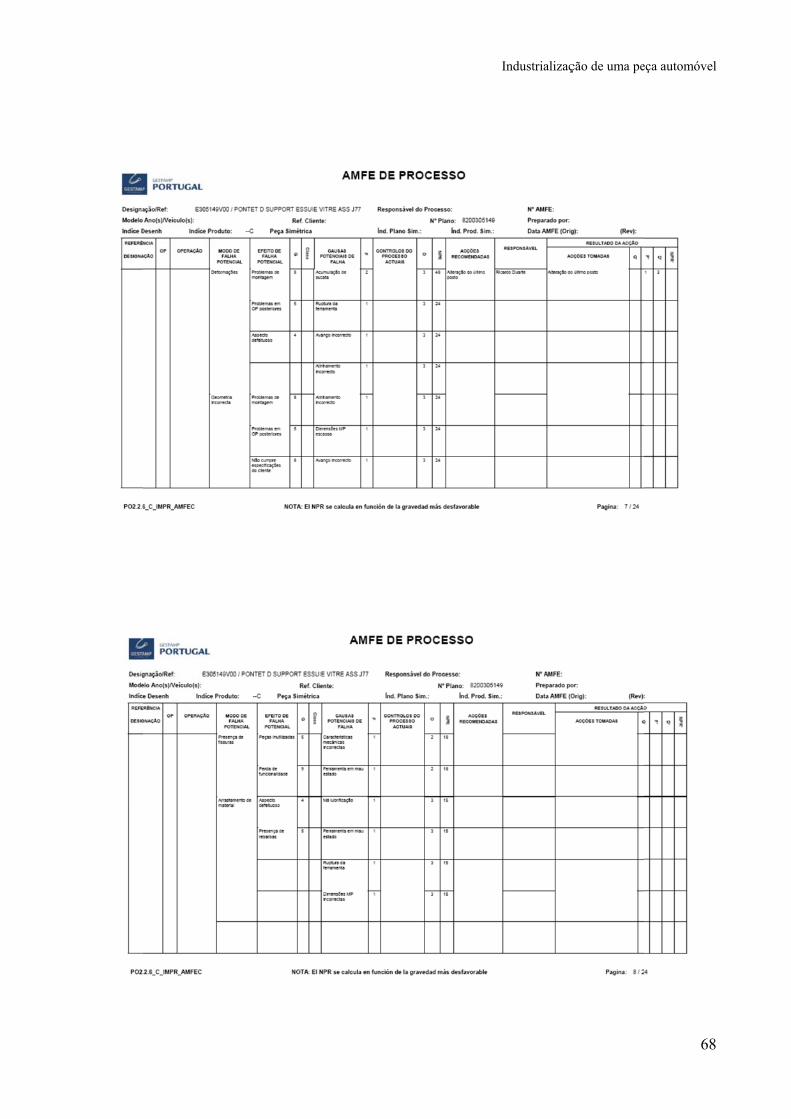
Industrializaçção de uma peeça automóvel
68
l
8

Industrializaçção de uma peeça automóvel
69
l
9

Industrializaçção de uma peeça automóvel
70
l
0
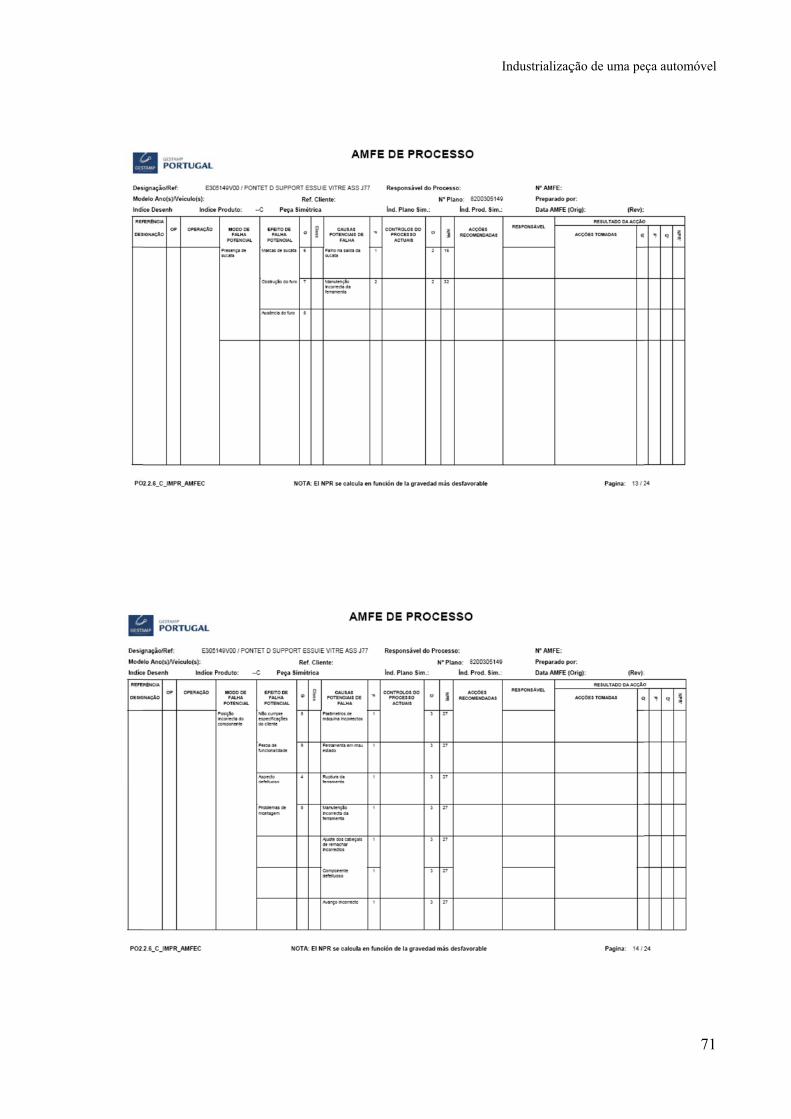
Industrializaçção de uma peeça automóvel
71
l
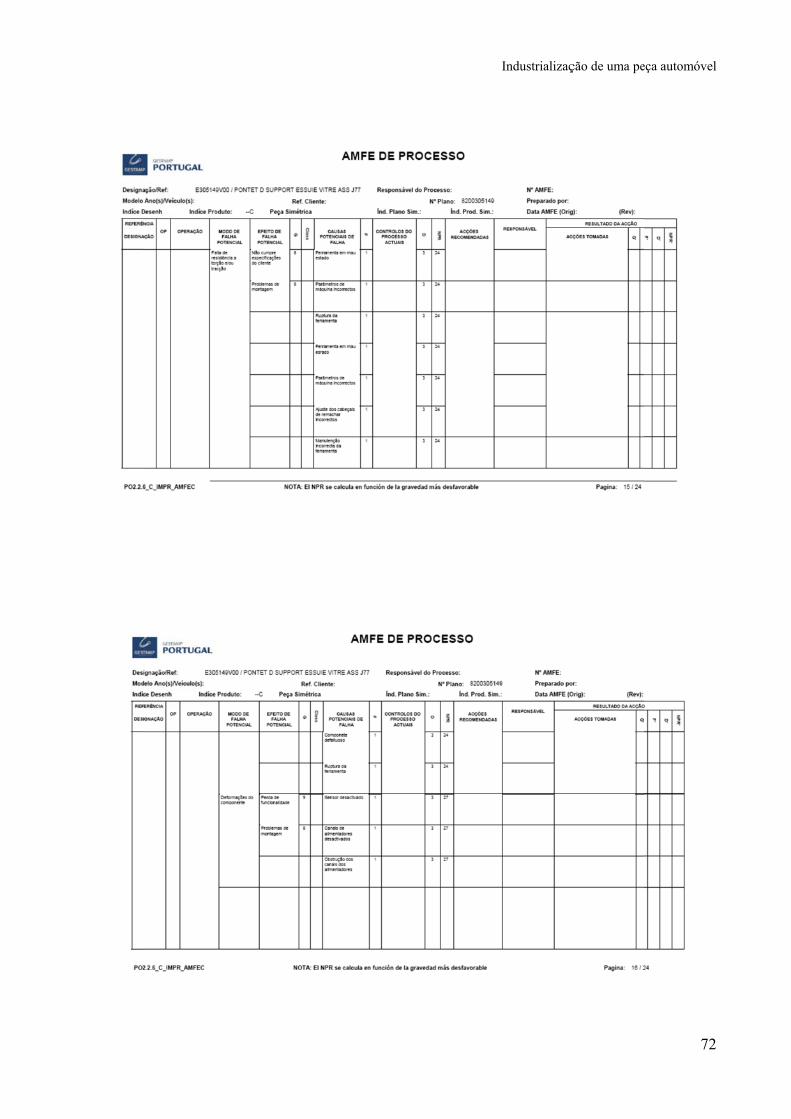
Industrializaçção de uma peeça automóvel
72
l
2
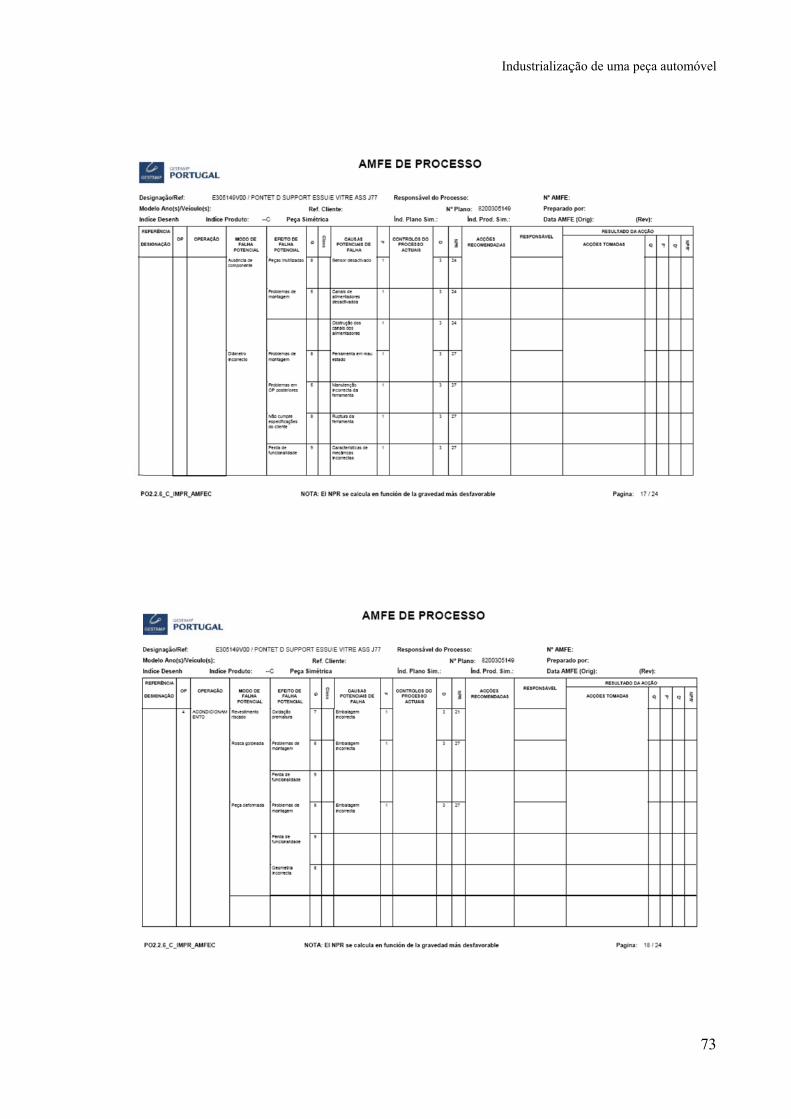
Industrializaçção de uma peeça automóvel
73
l
3
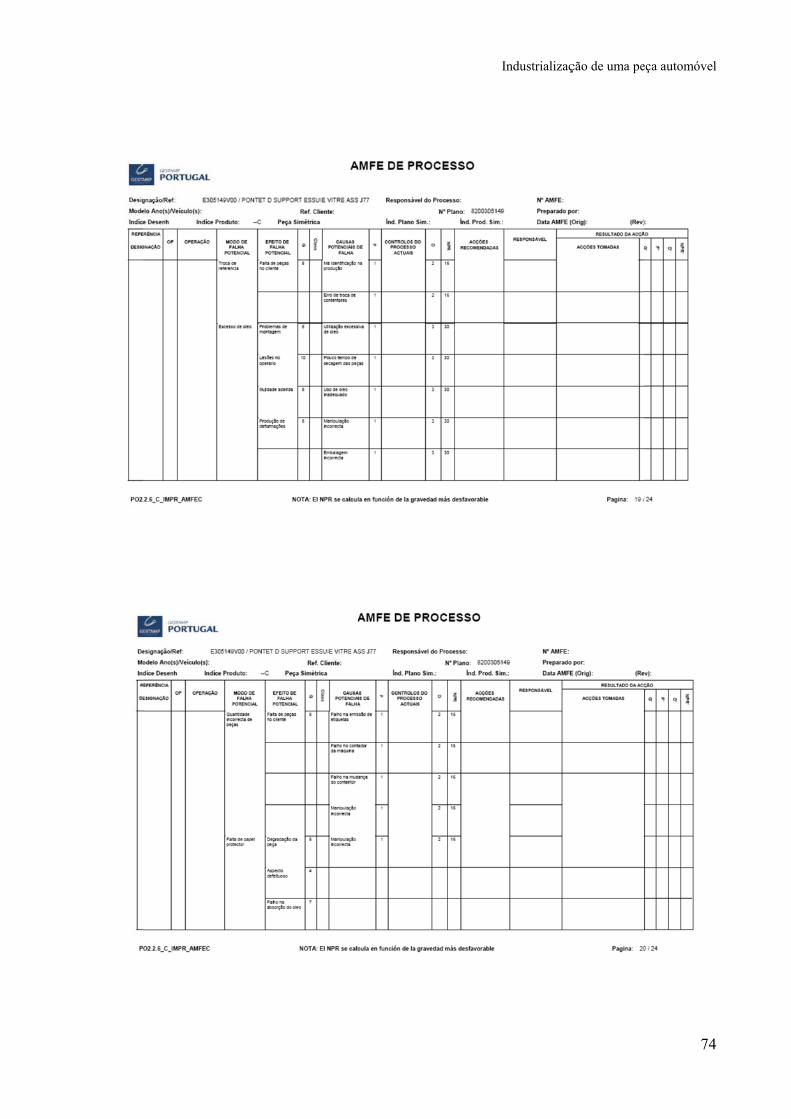
Industrializaçção de uma peeça automóvel
74
l
4

Industrializaçção de uma peeça automóvel
75
l
5

Industrializaçção de uma peeça automóvel
76
l
6

Industrialização de uma peça automóvel
77