hibernação de ativos rotativos aplicação de técnicas...
TRANSCRIPT

Hibernação de Ativos
Rotativos
-
Aplicação de Técnicas
Preditivas
Aleçandro Acorsi

Os dados para elaboração deste trabalho foi coletado em um grupo de 10 usinas de açúcar e álcool com capacidade de Moagem de 20.400.000
toneladas de cana por ano safra e com custo de manutenção de R$ 125.000.000,00, distribuídos da seguinte maneira:
Produção ...........................Custo de Manutenção
Usina 04 = 2.800.000 T .................... R$ 14.000.000,00 Usina 05 = 1.900.000 T .................... R$ 12.000.000,00 Usina 08 = 2.900.000 T .................... R$ 14.000.000,00 Usina 10 = 2.800.000 T .................... R$ 18.000.000,00 Usina 12 = 1.300.000 T .................... R$ 8.500.000,00 Usina 13 = 1.400.000 T .................... R$ 10.000.000,00 Usina 14 = 1.400.000 T .................... R$ 10.000.000,00 Usina 16 = 1.300.000 T .................... R$ 10.000.000,00 Usina 21 = 1.300.000 T .................... R$ 10.000.000,00 Usina 24 = 3.300.000 T .................... R$ 18.500.000,00

O que é
Hibernação ?
Sono letárgico de certos animais
e vegetais durante o inverno.
Hibernação Sem Sucesso:
Ativo Abandonado;
Ambiente Sujo;
Ambiente Contaminado;
Ativo Doente.
Hibernação Com Sucesso:
Ativo Limpo;
Ativo protegido;
Ambiente Limpo;
Ativo Saudável.
O que é
Hibernação
de Ativos ?
Por analogia, hibernação de ativos é uma
manutenção de conservação que deve ser utilizada
durante o período de entressafra ou sempre que
um ativo permanecer por um longo período fora de
operação

5% Disponibilidade
100 %
Período Safra 0
Falha Rolamento
Desbalanceamento
Desalinhamento
Problema Elétrico
Vida Útil
Fim da Vida Útil
Desgastes
Falha
Prematura
Cenário Antes da Manutenção Preditiva
e Engenharia da Manutenção
Ano Safra 2008 / 2009

160 Horas de treinamento de técnicas preditivas
Análise de Vibração Nível I
•Análise de Vibrações I 24 h
•Análise de Vibrações II 24 h
•Balanceamento de Rotores 16 h
•Alinhamento de Máquinas Rotativas à Laser 16 h
Análise de Vibração Nível II
•Tecnologia em Rolamentos e Lubrificação 24 h
•Análise de Vibrações em Motores Elétricos 16 h
•Termografia 16 h
•Operações de Sistema ( Plataforma SKF ) 24 h
Treinamento para Formação de Equipe
Preditiva

Microlog CMXA 70 Microlog CMXA 75
Coletores
Analisadores de
Dados
Medidor de
Vibração NK
300
Caneta de Vibração CMAS
100 SL
Medidores de
Vibração
Manutenção Preditiva Equipamentos de Inspeção

Manutenção Preditiva Equipamentos de Inspeção
Lâmpada
Estroboscópica
TRMS 1
FLIR i5 FLUKE Ti 10
Câmera
Termográfica

Manutenção Preditiva Criticidade dos Ativos
2-3
A - CONFIABILIDADE MÁXIMA
B - DISPONIBILIDADE MÁXIMA2-3
C - CUSTO MÍNIMO
2-3
3
3
1-2
1 3
1-2
3
1
1
C - CUSTO MÍNIMO: Equipamentos que possuem em geral uma alternativa operacional e que
portanto sua falha não representa impacto relevante ao processo de produção.
B - DISPONIBILIDADE MÁXIMA: Equipamentos que tem como foco a produtividade do processo.
São equipamentos que podem apresentar falha, porém com o foco de manutenção na otimização da
sua utilização;
2-3
C - Custo
A - Atendimento
F - Frequência
2-3
1-2
2-3
1
CLASSES DE EQUIPAMENTOS:
CLASSES DE EQUIPAMENTOS
A - CONFIABILIDADE MÁXIMA: Equipamentos que tem como foco garantia de segurança
operacional do processo produtivo. Sua falha pode ter sérias consequências para a segurança das
pessoas, meio ambiente, qualidade e segurança do produto final e mesmo a sustentabilidade da usina
e empresa.
ALGORÍTMO DE DECISÃO
SA - Segurança dos
Alimentos
S - SSMA
Q - Qualidade
RT - Regime de
Trabalho
1
1
S
Q
A
F
C
RT
A
F
C
EQUIPAMENTO
CLASSE "A"
EQUIPAMENTO
CLASSE "B" EQUIPAMENTO
CLASSE "C"
SA

Manutenção Preditiva Criticidade dos Ativos
SSMA (Saúde,
Segurança e Meio
Ambiente)
Riscos potenciais para as
pessoas, meio ambiente e
instalações.
SEGURANÇA DO
ALIMENTO
Efeito da falha dos
equipamentos sobre a
segurança dos produtos.
QUALIDADE
Efeito da falha dos
equipamentos sobre a
qualidade dos produtos.
REGIME DE TRABALHO
Tempo de operação do
equipamento quando
programado.
ATENDIMENTO
Efeito da falha sobre as
interrupções do processo
produtivo.
FREQÜÊNCIA
Quantidade de falhas por
período de utilização (taxa
falha).
CUSTO
Mão de obra e materiais
envolvidos no reparo.
O tempo de reparo e custo não são
relevantes.
Muitas paradas devido às falhas
(mais de 4 por safra)
É exigido aproximadamente a metade
do período. Pelo menos um turno.
A falha provoca graves efeitos sobre o
homem, o meio ambiente ou
instalações. Existe histórico de
ocorrência.
A falha acarreta riscos para o homem, o
meio ambiente ou instalações. Não tem
histórico porém é possível.
O tempo de reparo e custos são muito
elevados
(Acima de R$ 10.000,00)
O tempo de reparo e custos são
elevados
(Entre R$ 10.000,00 e R$ 2.500,00)
A falha no equipamento gera
contaminação de origem física, química
e/ou biológica e não existem etapas
posteriores ou condição do processo
para eliminação e/ou redução do perigo
a níveis aceitáveis.
NOTA:Todo equipamento que fizer parte de uma
etapa identificada como PCC (Ponto Crítico de
Controle) ou PPRO (Programa de Pré-
Requisitos Operacionais) na análise de perigos
(APPCC - Plano de Análise de Perigos e Pontos
Críticos de Controle) é um equipamento crítico.
Paradas ocasionais
(mais de 2 por safra)
Paradas pouco freqüentes
(menos de 1 por safra)
* O fator de avaliação de Segurança dos Alimentos é aplicável à unidades produtoras de açúcar direcionado para consumo direto e/ou ingrediente para outras indústrias (açúcar branco)
e/ou de levedura seca.
A falha não produz conseqüências.
EFEITOS DA FALHA
1 3
A falha afeta muito a qualidade, gerando
produtos fora da especificação.
A falha faz variar a qualidade do
produto. Se a falha ocorrer o produto
tem possibilidade de não atender o
padrão.
2
Uso ocasional.
FATORES DE
AVALIAÇÃO
A falha gera contaminação de origem
física, química e/ou biológica e existem
etapas posteriores para eliminação e/ou
redução do perigo a níveis aceitáveis.
A falha não gera contaminação de
origem física, química e/ou biológica à
segurança do produto.
A falha provoca interrupção total do
processo produtivo. Pára toda a usina.
A falha provoca interrupção parcial na
produção ou cria restrições
operacionais.
A falha não provoca interrupções do
processo produtivo existente ou existe
componente de reserva.
A falha não produz efeito sobre a
qualidade do produto.
É exigido em tempo integral.
24 horas por dia na Safra.

Manutenção Preditiva Equipamentos de Manutenção
TKSA 20 XA Fixturlaser TKSA 40
Alinhadores de
Eixos
Alinhadores de
Polias
TKSA 40

TIH 030 SKF HEATER FAG
Aquecedores
Indutivos
Tensionador de
Correias
Manutenção Preditiva Equipamentos de Manutenção

Manutenção Preditiva Check list

Plano de Lubrificação

Medidores de
Graxa
LAGM 1000E
Manutenção Preditiva Equipamentos de Manutenção

5%
Manutenção Preditiva Equipamentos de Manutenção
Recipeintes
para manuseio
de Óleo
Tampa dosadora Bomba dosadora
Lubrificação
Filtro de Sílica Gel

5%
Manutenção Preditiva Equipamentos de Manutenção
Filtragem de
Óleo
Sistema Off-Line de Filtros Absolutos
Lubrificação
Palmtop
PROCEDIMENTO DE HIBERNAÇÃO BOMBAS Objetivo
Garantir o desempenho dos equipamentos retirados ou não durante a entressafra proporcionando que voltem a operar com a
mesma confiabilidade do final de safra.
Abrangência
Abrange as áreas de: Manutenção, Inspeção Corporativa, Compra Corporativa e Fornecedores das usinas.
Responsabilidades
Manutenção Corporativa:
Compra Corporativa:
Inspeção Corporativa:
Supervisão de Manutenção das Usinas:
Fornecedores:
Procedimentos de Hibernação

Operacionalização
DESCRIÇÃO DAS FASES
ANÁLISE PREDITIVA;
Análise de Vibração. Análise de Óleo, termografia, check-list
LIQUIDAR A INSTALAÇÃO, BOMBA, TUBULAÇÃO, VÁLVULAS /
REGISTROS;
Limpeza da bomba
COLOCAR PARA FORA A ÁGUA;
LIMPEZA DO GRUPO DE BOMBEAMENTO, BOMBA, MOTOR, BASE;
Limpeza geral
LIMPEZA E CONSERVAÇÃO DA PARTE HIDRÁULICA (CORPO DA BOMBA);
Limpeza com produtos químicos (quando necessário)
CONSERVAÇÃO DOS MANCAIS;
Aplicação do protetivo anti-corrosivo
VERIFICAÇÃO E ESTOCAGEM DAS VEDAÇÕES;
Gaxetas e Selos Mecânicos
ESTOCAGEM DA TRANSMISSÃO (POLIAS, CORREIAS, ACOPLAMENTOS);
Inspeção em correias, polias e troca da graxa do acoplamento
CONSERVAÇÃO BASE, PARAFUSOS, PORCAS, VÁLVULAS E CARTER DE
PROTEÇÃO;
Aplicar protetivo anti-corrosivo
ESTOCAGEM DAS BOMBAS NO ALMOXARIFADO;
GIRAR A CADA 7 DIAS.

Entressafra
2012/2013
Manutenção
Entressafra
2012/2013
Hibernação
Etiquetas para
Hibernação / Manutenção

CASE

HISTÓRICO
Em inspeções periódicas de análise de vibração
no Redutor de acionamento do 1º terno da
moenda, foi observado aumento nos níveis de
vibração no redutor.
Analisando os espectros de vibração foi
diagnosticado defeito no rolamento do eixo de
saída.
Como estava em fase final de safra, foi decidido
continuar o monitoramento e substituir o
rolamento na manutenção de entressafra.
Dados do Equipamento:
Fabricante: RENK ZANINI
Modelo: TB-45BM
Potência efetiva: 1470,9 a 1593,4 KW
Fator de Serviço: 2,4
RPM Alta: 6000 a 6500
RPM baixa: 405,9 a 439,7
Relação de Transmissão: 14,78
Ano de Fabricação: 2007
Viscosidade: ISO VG-68
Manutenção Preditiva Redutor Acionamento 1º Teno da Moenda

Manutenção Preditiva Redutor Acionamento 1º Teno da Moenda

669 Hz
3200 Hz
6000 RPM ou
100 HZ
1488,4 RPM ou
24,81 HZ
405,9 RPM ou
6,76 HZ
Z1 = 32 dentes
Z2 = 129 dentes
Z3 = 27 dentes
Z4 = 99 dentes
Manutenção Preditiva Redutor Acionamento 1º Teno da Moenda

Gráfico de Tendência. É possível observar
evolução do defeito.
Manutenção Preditiva Redutor Acionamento 1º Teno da Moenda

Espectro em envelope. É possível observar
freqüência de falha do rolamento NU 23040.
Manutenção Preditiva Redutor Acionamento 1º Teno da Moenda

Domínio no tempo: É possível observar os
impactos gerados pelo defeito no rolamento.
Manutenção Preditiva Redutor Acionamento 1º Teno da Moenda

Gráfico de Tendência. É possível observar que
após substituição do rolamento o nível de vibração
reduziu para níveis aceitáveis para operação.
Manutenção Preditiva Redutor Acionamento 1º Teno da Moenda
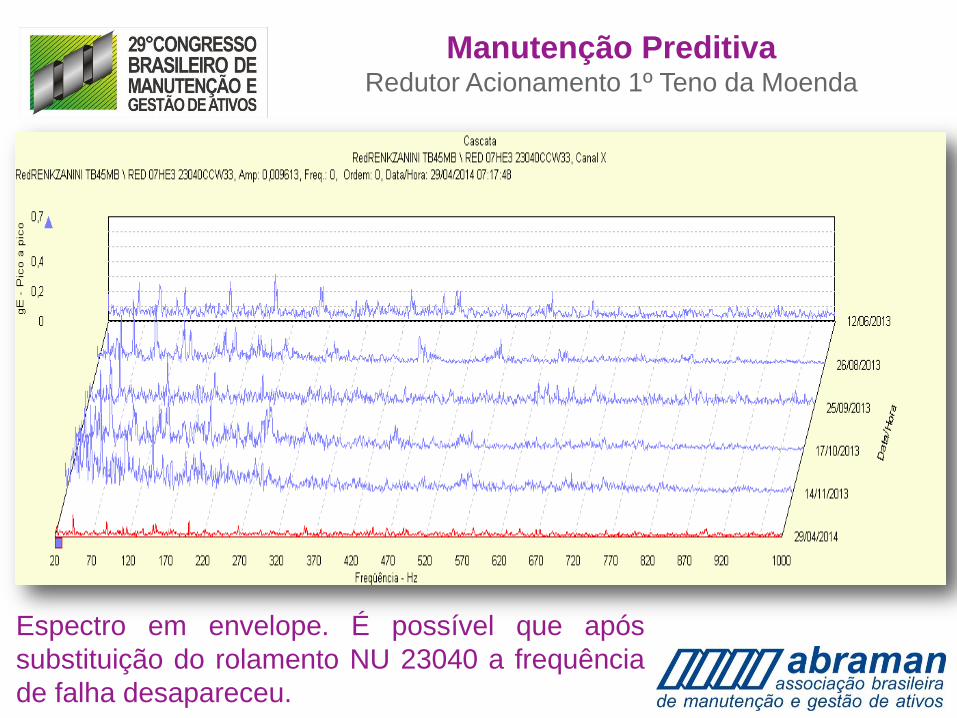
Espectro em envelope. É possível que após
substituição do rolamento NU 23040 a frequência
de falha desapareceu.
Manutenção Preditiva Redutor Acionamento 1º Teno da Moenda

Domínio no tempo: É possível observar que após
a substituição do rolamento o defeito foi eliminado
Azul com defeito, Rosa sem defeito.
Manutenção Preditiva Redutor Acionamento 1º Teno da Moenda

Manutenção Preditiva Redutor Acionamento 1º Teno da Moenda

Manutenção Preditiva Redutor Acionamento 1º Teno da Moenda

Manutenção Preditiva Redutor Acionamento 1º Teno da Moenda

Manutenção Preditiva Redutor Acionamento 1º Teno da Moenda

Resultados

Evolução de Ativos em Hibernação
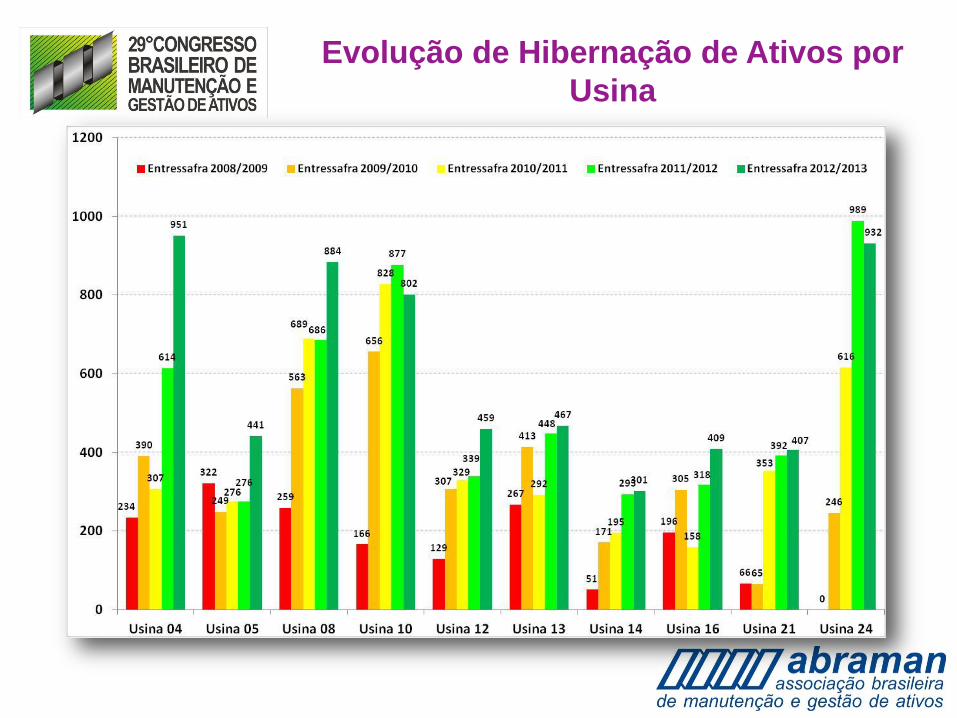
Evolução de Hibernação de Ativos por
Usina

Ativos em Hibernação Entressafra
2012/2013

Comparativo Ativos em Hibernação x Ativos
em Manutenção

Resultado Econômico
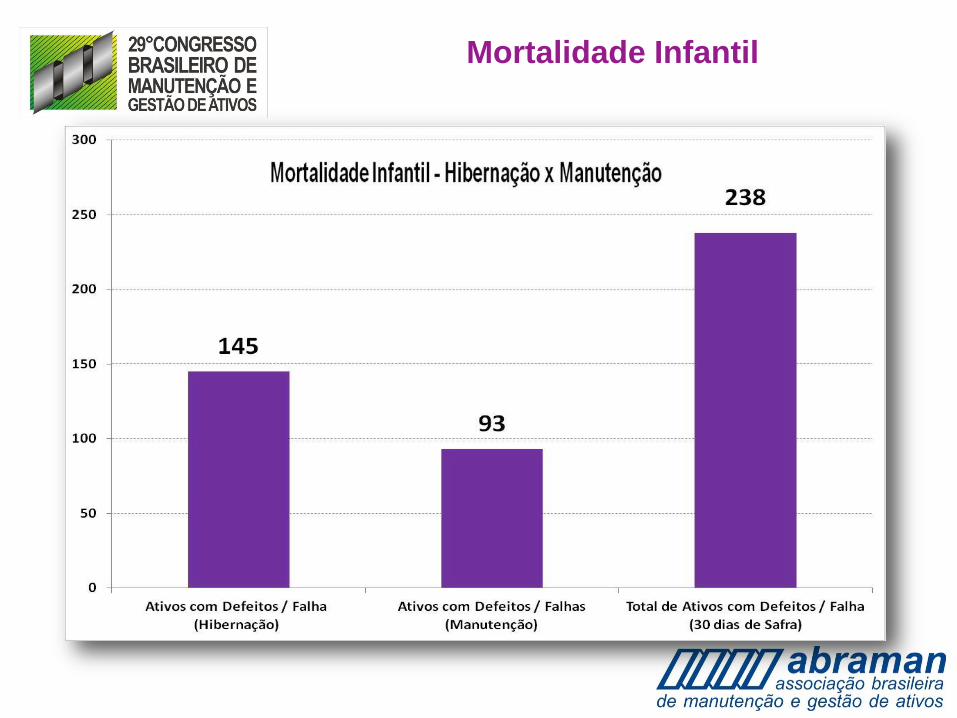
Mortalidade Infantil
Durante os 30 primeiros dias de safra, foi realizado um levantamento de todos os defeitos ou
falhas ocorridas.
Entre os 8267 ativos, 238 apresentaram defeitos ou falhas, totalizando 2,87%.
Entre os 238 ativos que apresentaram defeitos e falhas no inicio da safra:
# 145 foram hibernados, ou seja, (145 / 6053) 0,0240 ou 2,40%
# 93 passaram por manutenção, ou seja, (93 / 2653) 0,0351 ou 3,51%.
Mortalidade Infantil
Mortalidade Infantil

Tipos de Defeitos / Falhas – Início de Safra

Ativos com Defeitos / Falhas – Início de
Safra

5%
Disponibilidade
100 %
Período 0
Manutenção de Precisão
(Balanceamento
Alinhamento, etc),
Montagem de Rolamentos
Análise de Vibração
Análise de Óleo
Termografia
Plano de Lubrificação
Check - List
Aumento
da Vida Útil
Considerações Finais

KARDEC, Alan & NASCIF, Júlio, Manutenção Função Estratégica, 4a
Edição, Rio de Janeiro, Qualitymark Ltda, 2012.
NEPOMUCENO, Lauro Xavier, Técnicas de Manutenção Preditiva, Volume
1 e 2 ,1a Edição, São Paulo, Edgar Blucher, 2012.
CARRETEIRO, Ronald & BELMIRO, Pedro, Lubrificantes & Lubrificação
Industrial, 1a Edição, Rio de Janeiro, Interciência, 2006.
Referência Bibliográfica mais Utilizada

O caminho para cima e o
caminho para baixo são um
único caminho
Heráclito

PERGUNTAS E RESPOSTAS