henrique bonagurio pavan
TRANSCRIPT

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
HENRIQUE BONAGURIO PAVAN
Projeto de automação do envase de uma indústria química
Lorena – SP
2018

HENRIQUE BONAGURIO PAVAN
Projeto de automação do envase de uma indústria química
Trabalho de conclusão de curso
apresentado à Escola de Engenharia de
Lorena da Universidade de São Paulo,
como exigência parcial para obtenção do
título de engenheiro químico.
Orientador: Prof. Dr. João Paulo Alves Silva
Lorena – SP
2018

AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE
Ficha catalográfica elaborada pelo Sistema Automatizado da Escola de Engenharia de
Lorena, com os dados fornecidos pelo(a) autor(a)

Dedico este trabalho à minha
família, amigos e a minha
namorada, gratidão pela
compreensão e apoio no período de
elaboração deste trabalho.

AGRADECIMENTOS
A todos os docentes da Escola de Engenharia de Lorena (EEL) que fizeram parte do meu
desenvolvimento científico e intelectual.
Em especial ao Professor Prof. Dr. João Paulo Alves Silva pela atenção e dedicação
durente a orientação de meu trabalho.
A empresa Wana Química pela oportunidade de desenvolvimento profissional e por
conceder o direito de desenvolver meu trabalho com informações da empresa.
Ao Diretor Operacional Ronaldo Batista pela dedicação e paciência nos ensinamentos
técnicos que foram fundamentais para a execução da Pesquisa Ação voltada a otimização
da empresa.
A minha namorada Caroline de Oliveira pela paciência, amor, carinho e apoio durante a
execução deste trabalho.
A meu parceiro de equipe Edgar Filho pelo auxílio na coleta de dados e na definição dos
parâmetros a serem abordados no presente trabalho.
A minha família pela paciência e apoio incondicional durante o período de
desenvolvimento deste trabalho.
Resumo
PAVAN, H. B.Projeto de um sistema de automação do envase de uma indústria
química.2018. 43 p. Monografia (Trabalho de conclusão de curso em Engenharia
Química) – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2018.
A constante busca por inovação, desenvolvimento de novos produtos, redução de custo
operacional e busca por aumento de produtividade são meios que as indústrias químicas
estão buscando para combater à elevada competividade do mercado. A engenharia tem um
papel fundamental para alavancar as empresas perante as concorrentes, desenvolvendo
projetos para aumento da rentabilidade do produto no mercado. No presente trabalho foi
desenvolvido o projeto de automação do setor de envase da planta de Jacareí da empresa
Wana Química. A operação, foco da automação, é realizada manualmente, por meio do
fechamento das válvulas por um operador, quando o envase atinge o valor desejado pela
indicação do peso da embalagem em uma balança. Os principais desafios enfrenteados
pela empresa com o modo de trabalho manual são: a variabilidade da quantidade de
produto envasado, derramamento por falha operacional, procedimento não padronizado,
maior risco a ocorrência de problemas à saúde e ao meio ambiente e erro na definição das
variáveis do processo (temperatura, vazão, etc) uma vez que são manipuladas pelo
operador. A implementação do projeto propõem contornar as dificuldades decorrentes da
operação manual, refletindo diretamente no aumento da competitividade dos produtos no
mercado, na redução de desperdícios e no aumento da segurança dos colaboradores. Para
quantificar o cenário atual do envase foram coletados dados dos desperdícios nas
embalagens finalizadas com 95% de nível de confiança, foram analisados todos os tipos de
embalagens utilizadas pela empresa: barricas de 50 litros (n=61), bombonas de 200 litros
(n=44) e Bag in Box de 1000 litros (n=24). As perdas de produto resultantes da operação
manual chegavam a alcançar cerca de 33.297,9 kg de produto por ano. O custo de
implementação do projeto demandou um investimento total de R$ 42.438,00 para
automação dos cinco sistemas de envase da empresa. Mesmo diante do custo, o projeto de
melhoria apresentou uma elevada rentabilidade, tendo um tempo de payback inferior a 10
meses, assumindo erro máximo de 0,1% de excesso de produto no projeto automatizado.
Palavras Chave: rentabilidade, envase, automação e desperdício.

Abstract
PAVAN, H. B. Design of a packaging automation system for a chemical industry.
2018. 43 p. Monograph (Completion of a course in Chemical Engineering) - School of
Engineering of Lorena, University of São Paulo, Lorena, 2018.
The constant search for innovation, development of new products, reduction of operational
cost and search for increase of productivity are means that the chemical industries are
seeking to combat the high competitiveness of the market. Engineering plays a key role in
leveraging companies against competitors by developing projects to increase the
profitability of the product on the market. In the present work the automation project of the
packaging sector of the Jacareí plant of Wana Química was developed. The operation, the
focus of the automation, is performed manually, by closing the valves by an operator,
when the package reaches the desired value by indicating the weight of the package on a
scale. The main challenges faced by the company with the manual work mode are:
variability of the quantity of bottled product, spillage due to operational failure, non-
standardized procedure, greater risk of health and environmental problems, and error in the
definition of variables process (temperature, flow, etc.) once they are handled by the
operator. The implementation of the proposed project aims to overcome the difficulties
arising from the manual operation, directly reflecting the increase of the competitiveness
of the products in the market, reducing waste and increasing employee safety. In order to
quantify the current packaging scenario, data were collected on packaging waste finished
with a 95% confidence level, all types of packaging used by the company were analyzed:
50 liter barrels (n = 61), 200 liter bottles = 44) and Bag in Box of 1000 liters (n = 24).
Product losses resulting from manual operation reached about 33,297.9 kg of product per
year. The cost of implementing the project required a total investment of R $ 42,438.00 for
automation of the company's five filling systems. Even in view of the cost, the
improvement project presented a high profitability, with a payback time of less than 10
months, assuming a maximum error of 0.1% of excess product in the automated project.
Key-words: profitability, packaging, automation and waste.

LISTA DE FIGURAS
Figura 1 - Envasadora rotativa para líquidos de alta ou baixa viscosidade ......................... 12
Figura 2 - Automação industrial de um reator CSTR .......................................................... 14
Figura 3 - Válvulas com atuadores ...................................................................................... 15
Figura 4 – Rede de atuação de um CLP .............................................................................. 15
Figura 5 – Todos os niveis de hierarquia do sistema de automação.................................... 16
Figura 6 - Sistema de comunicação em um sistema de controle e automação .................... 17
Figura 7 – Exemplo genérico de uma malha de controle fechada (Feedback Control)....... 18
Figura 8 – Melhoria contínua: redução de anomalias e das causas comuns........................ 19
Figura 9 - Controle estatístico de processo para a barrica contendo a média, limite superior de
controle (LSC), limite inferior de controle (LIC), limite superior de especificação (LSE),
limite inferior de especificação (LIE) e os valores amostrados (data). ............................... 28
Figura 10 - Controle estatístico de processo para a bombona contendo a média, limite superior
de controle (LSC), limite inferior de controle (LIC), limite superior de especificação (LSE),
limite inferior de especificação (LIE) e os valores amostrados (data). ............................... 29
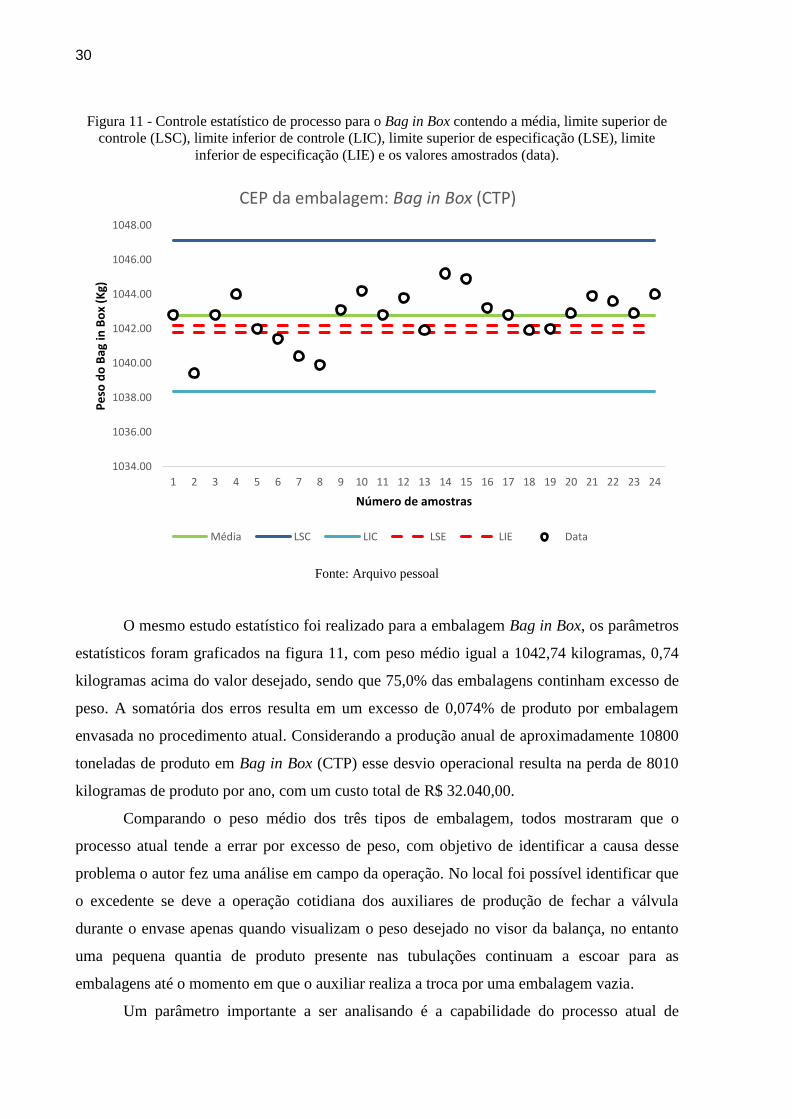
Figura 11 - Controle estatístico de processo para o Bag in Box contendo a média, limite
superior de controle (LSC), limite inferior de controle (LIC), limite superior de especificação
(LSE), limite inferior de especificação (LIE) e os valores amostrados (data). ................... 30
Figura 12 - Correlação da precisão da operação pelo peso da embalagem ......................... 31
Figura 13 - Layout atual da empresa: tanque misturador (TQ-01), válvulas (HV-01, HV-02,
HV-03 e HV-04), filtros (FI-01 e FI-02), bomba (BO-01) e balança (BA-01). .................. 33
Figura 14 - Fluxograma com automação do sistema de envase: tanque misturador (TQ-01),
válvulas (HV-01, HV-02, HV-03, HV-04 e HV-05), filtros (FI-01 e FI-02), bomba (BO-01),
balança (BA-01), controlador (WC), transmissor (WT), set-point (SP) e indicador (WI). . 34

LISTA DE TABELAS
Tabela 1 - Valor de referência para interpretação do valor de Cp ....................................... 20
Tabela 2 - Exemplo de tabela para orçamento de um projeto .............................................. 21
Tabela 3 – Custos da qualidade (conformidade e não-conformidades) ............................... 21
Tabela 4 - Cálculo do número de amostras por embalagem ................................................ 26
Tabela 5 - Informações básicas das embalagens (capacidade máxima e peso das embalagens
vazias) .................................................................................................................................. 27
Tabela 6 - Parâmetros estatísticos calculados (média, desvio padrão, LSC, LIC, LSE, LIE e
CP) ....................................................................................................................................... 27
Tabela 7 - Desperdício de produto no envase, indicado em kilogramas e valor monetário por
ano, partindo do erro absoluto da operação manual de envase calculado para cada tipo de
embalagem ........................................................................................................................... 32
Tabela 8 - Custo médio do projeto de automação ................................................................ 36
Tabela 9 - Desperdício do projeto automatizado por embalagem e anualizado .................. 36

LISTA DE SIGLAS
ABIQUIM Associação Brasileira da Indústria Química
BA Balança Digital
BO Bomba Pneumática
CEP Controle Estatístico de Processos
CLP Controlador Lógico Programável
CP Capabilidade do Processo
CTP Bag in Box container
CSTR Continuos Stirring Reactor
FI Indicador de Fluxo
HV Válvula de Posição
LIC Limite Inferior de Controle
LIE Limite Inferior de Especificação
LSC Limite Superior de Controle
LSE Limite Superior de Especificação
MIDP Monitor Indicador Digital de Peso
PPM Partes Por Milhão
TQ Tanque de Mistura
SDCD Sistema Digital de Controle Distribuído
VMA Valor Máximo Admissível
WC Controlador de Peso
WT Trasmissor de Peso
WI Indicador de Peso

SUMÁRIO
1. Introdução ................................................................................................................... 11
1.1. Contextualização ................................................................................................. 11
1.2. Justificativa .......................................................................................................... 12
1.3. Objetivos .............................................................................................................. 13
1.3.1. Objetivo Geral .................................................................................................... 13
1.3.2. ObjetivosEspecíficos .......................................................................................... 13
2. Revisão Bibliográfica ................................................................................................. 14
2.1. Automação na indústria química ...................................................................... 14
2.1.1. Sistemas de controle: dispositivos e funcionamento .......................................... 17
2.2. Controle estatístico de processos (CEP) ............................................................ 18
2.3. Custo das atividades e do projeto ...................................................................... 20
3. Métodos ....................................................................................................................... 22
3.1. Método dePesquisa ............................................................................................. 22
3.2. Coleta de dados ................................................................................................... 22
3.3. Análise de dados .................................................................................................. 23
3.4. Elaboração do projeto de automação ................................................................ 24
3.5. Análise de custos de impelnetação ..................................................................... 24
4. Resultados e Discussão ............................................................................................... 26
4.1. Cálculo amostral ................................................................................................. 26
Bag in Box .......................................................................................................................... 26
4.2. Controle estatístico do processo de envase atual .............................................. 26
4.3. Automação do envase ......................................................................................... 32
4.4. Custo do projeto de automação do envase e tempo de payback ..................... 35
5. Conclusão .................................................................................................................... 38
REFERÊNCIAS ................................................................................................................ 39
ANEXO A ........................................................................................................................... 43


11
1. Introdução
1.1. Contextualização
Com o crescimento exponencial da globalização no mundo todos os setores industriais
estão sendo forçados pela competividade do mercado a aumentara produtividade, reduzir os
custos e elevar nível de qualidade dos produtos e serviços (ABIQUIM, 2008). Para isso, as
empresas estão investindo em novas tecnologias, revendo os métodos utilizados para gestão
empresarial, diminuindo os custos com as atividades que não agregam valor e investindo em
procedimentos que visam redução de desperdícios e elevem o padrão de qualidade da empresa
(LOPES, 2017).
A indústria química se destaca na economia mundial, com expressivo crescimento
anual de mais de 4% posicionando-se entre os quatro setores com maiores taxas de
crescimento. O setor químico tem papel importante no desenvolvimento de novas ciências e
tecnologias, também no desenvolvimento de equipamentos que buscam aumentar a
produtividade e diminuir a interferência humana nos processos (GALEMBECK, 2017).
Assim como todas as etapas que compõem os processos químicos, o setor do envase
também é passível de aplicação de novas tecnologias e automação. Atualmente, todas as
etapas que compõem o envase tem a possibilidade de sustituição por sistemas automatizados,
desde a preparação da embalagem até as etapas de enchimento e finalização da embalagem. O
foco das pesquisas nessa área busca a criação de sistemas automatizados para redução da
variabilidade dos pesos nas embalagens, assim como aumentar a confiabilidade, limpeza e
qualidade da etapa final do processo produtivo (NAKAMURA, 2017).
Inúmeras patentes nesse setor foram desenolvidas no século XXI buscando atender a
crescente exigência das empresas por otimização dos processos atuais, por exemplo a patente
elaborada por Portscheler (2011) possibilita o aumento da produtivdade de empresas por meio
do envase com disposição rotativa. Na figura 1 seguinte segue a representação de uma
envasadora rotativa.
12
Figura 1 - Envasadora rotativa para líquidos de alta ou baixa viscosidade
Fonte: PORTSCHELER, 2011
Hoje, além do elevado nível tecnológico dos equipamentos, a automação de
processosvem sendo amplamente utilizada para a otimização do setor de envase. Muitas
empresas ainda não tem capacidade financeira de acompanhar o ritmo da evolução
tecnológica, com isso devem lidar com os seguintes problemas: falta de produto nas
embalagens finalizadas podendo resultar em reclamação de clientes, desperdício de produto
por excesso de peso nas embalagens, desperdício de produto por derramamento durante a
operação, procedimento operacional não padronizado, maior risco a ocorrência de problemas
à saúde e ao meio ambiente e sempre estará sucetível a interferência humana nas variáveis do
processo (temperatura, pressão, vazão e agitação) (NAKAMURA, 2017). O presente trabalho
demostra os beneficios que a automação pode trazer para processos industriais, com foco
para a redução de desperdícios provenientes de operações manuais.
1.2. Justificativa
A empresa Wana Química atua na produção de diversos produtos químicos utilizado
em inúmeros setores do comércio, tais como: saneantes, tintas, couro, textil e adesivos. A
empresa que teve seu parque fabril inaugurado em 2009 apresenta um crescimento
exponencial no mercado, em função do crescimento no mercado a empresa vem investindo na
automação e profissionalização para elevar a rentabilidade de seus produto.
O sistema de envase ainda é um processo operado manualmente, todas as outras etapas
do processo: carregamento dos tanques graduais, carregamento do reator, controle da vazão

13
de adição nos reatores, agitação e temperatura são operados automaticamente com elevado
nível de precisão e segurança. Em função do envase ainda estar sujeito a erros operacionais
causados pela interferência humana, essa etapa do processo muitas vezes é responsável pelo
elevado desperdíciode produto: derramamentos e imprecisão nos pesos, a causa raiz dos erros
estão diretamente relacionados ao procedimento manual de abertura e fechamento das
válvulas pelos operadores, assim como o controle manual da vazão da bomba de
descarregamento.
O projeto visa solucionar os problemas identificados no sistema de envase da empresa
Wana Química. A Pesquisa Ação tem a finalidade de propor um sistema automatizado para
redução dos desperdícios do processo (excesso de peso nas embalagens e derramamentos) por
meio de um sistema em que as variáveis do processo serão controladas não mais pelos
operadores.
1.3. Objetivos
1.3.1. Objetivo Geral
Este projeto teve como objetivo desenvolver um sistema de automação para uma etapa
de envase de um processo químico e realizar a avaliação técnico econômica da
implementação do sistema auomatizado quanto a sua variabilidade técnica e retorno
econômico .
1.3.2. Objetivos Específicos
➢ Coleta de dados da performance do processo atual;
➢ Análise dos dados coletados por meio do controle estatístico do processo;
➢ Levantamento dos equipamentos necessários para o design do sistema de automação
do envase;
➢ Design de um sistema de automação do setor de envase da empresa;
➢ Análise de custo para implementação do projeto, incluindo os instrumentos (sensores,
trasmissores, controlador, etc), válvulas, filtros, tubulação, bombas e custos gerais;
➢ Estimativa do lucro anual com a implementação do projeto de automação;
➢ Cálculo do tempo de Payback do projeto;

14
2. Revisão Bibliográfica
2.1. Automação na indústria química
Segundo Martins (2012), a automação é composta por três compontes básicos que
executam as seguintes funções: sensoriamento, comparação e controle e atuação. Na indústria
química a produtividade esta diretamente ligada com o grau de automação, por meio da
diminuição dos tempos de “set-up” (tempo para ajustes dos equipamentos), melhora na
utilização das matérias primas, informações, aumento de precisão dos processos, entre outros
(ZUGE, 2014). Na grande maioria das indústrias químicas o processo utilizado é o de
batelada, pois garante maior flexibilidade produtiva e controle efetivo das variáveis de
processo. O reator é o equipamento protagonista de todo o processo, contendo tubulações de
alimentação, descarregamento e também equipamentos de medição das variáveis. Seja em
uma adição no reator, uma medição nas variáveis de processo ou na abertura e fechamento de
válvulas, uma produção eficiente exige um elevado grau de automação, como ilustrado na
figura 2 seguinte (WANA QUÍMICA, 2018).
Figura 2 - Automação industrial de uma empresa química.
Fonte: WANA QUÍMICA, 2018
Essa nova era tecnológicachamada de Indústria 4.0 vem sendo um fator importante
para o crescimento das pequenas e médias industrias, impactando no crescimento da indústria
química no Brasil (SAT Automação, 2018).

15
A excelência operacional, segundo Duggan (2011), é sustentada por quatro pilares:
a. Controle dos processos
b. Gerenciamento da manutenção
c. Recursos humanos
d. Segurança e meio ambiente
Na busca da sustentação dos pilares descritos por Duggan, as indústrias
químicasautomatizam seusprocessos, buscando excelência no controle de processos e na
segurança e meio ambiente, com informações em tempo real das variáveis críticas dos
processos, redução de produtos fora de especificação e proporciona um ambiente de trabalho
mais seguro (COGHI, 2013).
Segundo Moraes e Castrucci (2007), a automação pode ser dividida em 5 níveis
interdependentes:
Nível 1 – Aquisição de dados e controle manual: dispositivos de campo (atuadores,
sensores, trasmissores, etc), para exemplificar segue na Figura 3 um atuador de uma válvula.
Figura 3 - Válvulas com atuadores
Fonte: SOLUTION, 2017
Nível 2 – Controle: equipamentos que controlam a planta, tais como o Controlador
Lógico Programável (CLP), Sistema Digital de Controle Distribuído (SDCD) e relés, na
figura 4 abaixo é indicado a hierarquia sistêmica entre o nível 1 (CLP) e os instrumentos do
nível 2 (sensores e atuadores) (MORAES; CASTRUCCI, 2007).
Figura 4–Rede de atuação de um CLP
Fonte: MORAES; CASTRUCCI, 2007

16
Nível 3 – Supervisão: destina-se ao monitoramento dos processos executados,
geralmente está ligado com um banco de dados do processo, em continuação à figura 4 acima,
a figura 5 adiciona o terceiro nível definido por Moraes e Castrucci (2007).
Figura 5–Todos os niveis de hierarquia do sistema de automação
Fonte: PEREIRA, 2015
Os Níveis 4 e 5 completam todo o sistema de automação, no entanto estão ligados a
parte gerencial da empresa, tais como: controle fabril e o planejamento estratégico. No
presente trabalho, serão estudados apenas os 3 primeiros níveis da automação e controle.
A automação industrial consiste na automatização de sistemas reduzindo a
possibilidade de interferência humana no processo. As principais razões para uma empresa
investir na automação são (ZUGE, 2014):
a. Redução do custo de produção dos produtos;
b. Diminuição da interferência humana na manipulação e controle dos processos;
c. Aumento da segurança do trabalho e meio ambiente;
d. Redução dos tempos produtivos e consequentemente aumento na produção;
e. Aumento da capabilidade dos processos;
f. Criação de banco de dados úteis para gerenciamento e planejamento;
As indústrias estão cada vez mais investindo na modernização de seus processos,
motivadas principalmente pelas razões citadas acima por Zuge (2014).

17
2.1.1. Sistemas de controle: dispositivos e funcionamento
O controle dos processos são realizados com objetivo de obter exatidão e precisão na
variável de saída por meio de um sistema com malha de controle, que se dividem em: malha
de controle aberta que funciona basicamente na medição e controle da variável de entrada e a
malha de controle fechada que mede a variável de saída e compara com um valor de desejado
manipulando a variável de entrada para correção do processo (Figura 6)(FRANCHI, 2011).
Por um exemplo, as células de cargasão dispositivos de medição da variável de saída
do processo, seu funcionamento é baseado natransformaçãodas forças queatuam sobre elas em
sinais eletrônicos, é um dispositivo com elevada precisão (0,03 a 0,25%).(OMEGA, 2018)
Além de indicar o valor do peso no monitor indicador digital de peso (MIDP), o sinal
eletrônico pode se comunicar com outros dispositivos, tais como: impressoras, válvulas
econtroladores. O sinal eletrônico do peso indicado pelas células de carga é a variável medida,
que em um sistema de malha fechada é transmitida para um controlador e comparada a um
set-point pré estabelecido, resultando em um sinal de resposta (elétrico ou pneumático) para
atuar um elemento final de controle. (CRUZ, 2015)
Figura 6 - Sistema de comunicação em um sistema de controle e automação
Fonte: Arquivo pessoal
Os elementos finais de controle são dispositivos que irão atuar em resposta ao valor
medido, no caso acima a célula de carga atua como unidade de medida e o elemento final de
controle é a válvula. Essa inter-comunicação é realizada pelo CLP (Controlador Lógico
Programável), equipamento que realiza o controle da variável, sendo o PID (Proporcional,
Integral e Derivativo) o método mais utilizado devido ao rápido tempo de resposta, precisão e
exatidão no controle da variável. (MASS, 2000) Com o sistema de controle descrito acima é
possível garantir que a valor da variável controlada (temperatura, pressão, vazão, peso, entre
outras) se mantenha próximo do valor estipulado como set-point. (OGATA, 1993) O sistema
18
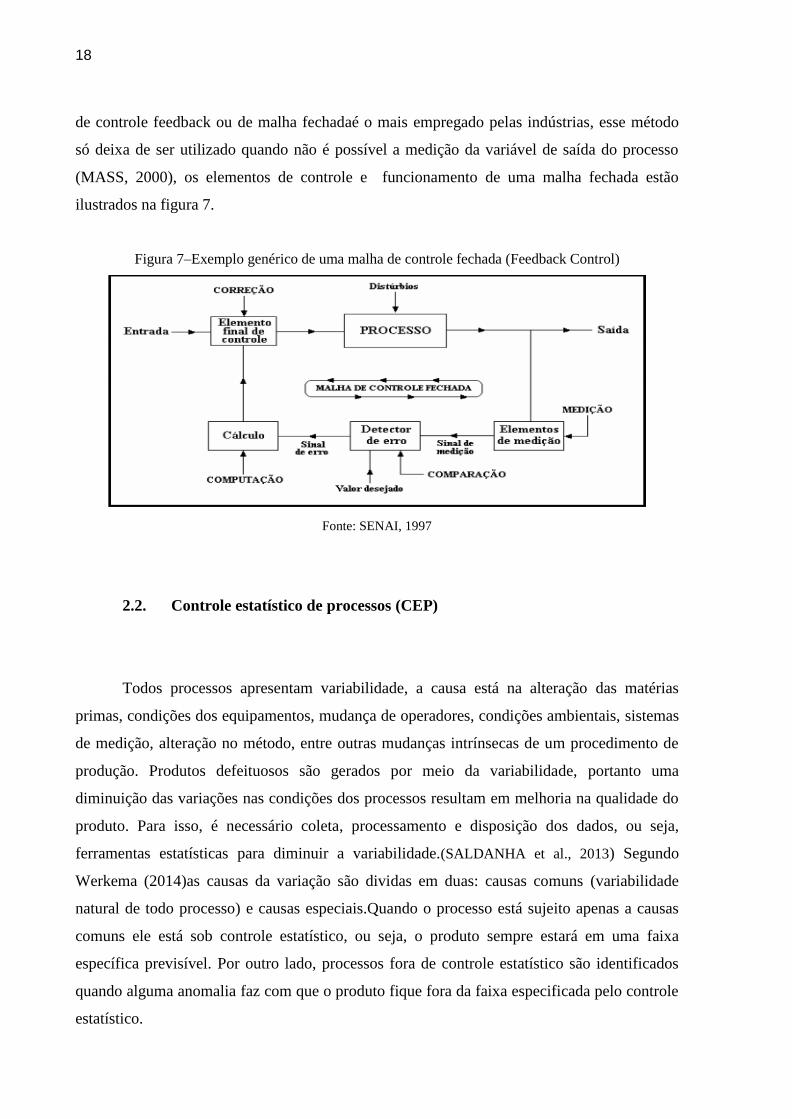
de controle feedback ou de malha fechadaé o mais empregado pelas indústrias, esse método
só deixa de ser utilizado quando não é possível a medição da variável de saída do processo
(MASS, 2000), os elementos de controle e funcionamento de uma malha fechada estão
ilustrados na figura 7.
Figura 7–Exemplo genérico de uma malha de controle fechada (Feedback Control)
Fonte: SENAI, 1997
2.2. Controle estatístico de processos (CEP)
Todos processos apresentam variabilidade, a causa está na alteração das matérias
primas, condições dos equipamentos, mudança de operadores, condições ambientais, sistemas
de medição, alteração no método, entre outras mudanças intrínsecas de um procedimento de
produção. Produtos defeituosos são gerados por meio da variabilidade, portanto uma
diminuição das variações nas condições dos processos resultam em melhoria na qualidade do
produto. Para isso, é necessário coleta, processamento e disposição dos dados, ou seja,
ferramentas estatísticas para diminuir a variabilidade.(SALDANHA et al., 2013) Segundo
Werkema (2014)as causas da variação são dividas em duas: causas comuns (variabilidade
natural de todo processo) e causas especiais.Quando o processo está sujeito apenas a causas
comuns ele está sob controle estatístico, ou seja, o produto sempre estará em uma faixa
específica previsível. Por outro lado, processos fora de controle estatístico são identificados
quando alguma anomalia faz com que o produto fique fora da faixa especificada pelo controle
estatístico.
19
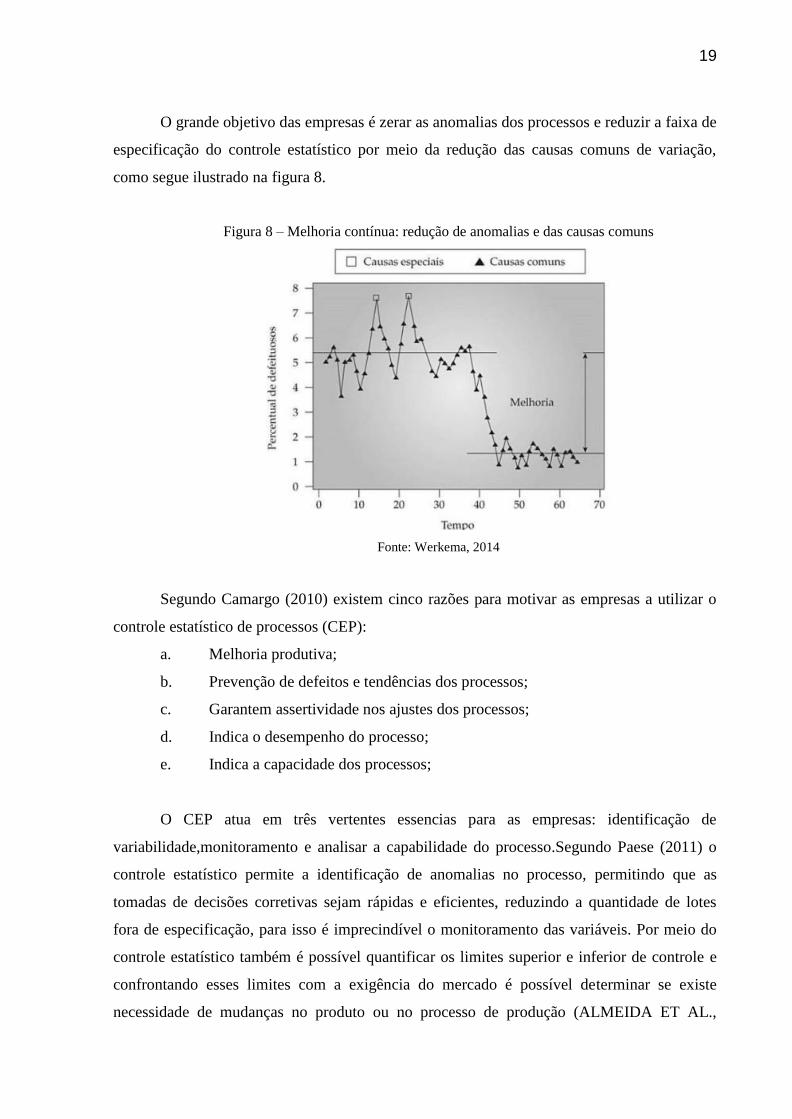
O grande objetivo das empresas é zerar as anomalias dos processos e reduzir a faixa de
especificação do controle estatístico por meio da redução das causas comuns de variação,
como segue ilustrado na figura 8.
Figura 8 – Melhoria contínua: redução de anomalias e das causas comuns
Fonte: Werkema, 2014
Segundo Camargo (2010) existem cinco razões para motivar as empresas a utilizar o
controle estatístico de processos (CEP):
a. Melhoria produtiva;
b. Prevenção de defeitos e tendências dos processos;
c. Garantem assertividade nos ajustes dos processos;
d. Indica o desempenho do processo;
e. Indica a capacidade dos processos;
O CEP atua em três vertentes essencias para as empresas: identificação de
variabilidade,monitoramento e analisar a capabilidade do processo.Segundo Paese (2011) o
controle estatístico permite a identificação de anomalias no processo, permitindo que as
tomadas de decisões corretivas sejam rápidas e eficientes, reduzindo a quantidade de lotes
fora de especificação, para isso é imprecindível o monitoramento das variáveis. Por meio do
controle estatístico também é possível quantificar os limites superior e inferior de controle e
confrontando esses limites com a exigência do mercado é possível determinar se existe
necessidade de mudanças no produto ou no processo de produção (ALMEIDA ET AL.,

20
2010).
Os parâmetros estatísticos utilizados para avaliar a capacidade do processo segundo
Saldanha et al (2013) são: a capabilidade do processo (cP) centraliza no valor nominal e a
interpretação do valor é itens em não conformidade (PPM), os valores de referência estão
indicados na Tabela 1. Para uma análise mais criteriosa do processo é necessário calcular os
limites inferior e superior de controle, limite inferior de especificação (LIE), desvio padrão
(σ) e a média (μ). As equações 1 e 2 são utilizadas para calcular os valores de Cp e os limites
de controle (LIC e LSC) , respectivamente (SALDANHA et al., 2013). Os limites de controle
correspondem aos valores ideais de especificação para que o processo seja aceitável, ou seja,
com capabilidade de processo (cP) maior ou igual a 1,0. A capabilidade do processo é um
valor adimensional e que quanto maior o seu valor maior será a capacidade do processo em
atender produtos dentro da especificação, na tabela 1 correlaciona o valor da capabilidade
com o número de ocorrências em um milhão de amostras.
𝐶𝑝 =𝐿𝑆𝐸−𝐿𝐼𝐸
6σ (1)
𝐿𝐼𝐶 = μ − 3 ∗ σ e LSC = μ + 3 ∗ σ (2)
Tabela 1 - Valor de referência para interpretação do valor de Cp
Cp Itens não-conforme (PPM) Interpretação
Cp< 1 Acima de 2700 Processo incapaz
1 <Cp< 1,33 64 a 2700 Processo aceitável
Cp> 1,33 Abaixo de 64 Processo capaz
Fonte: GONÇALEZ, 2009.
2.3. Custo das atividades e do projeto
Na elaboração de projeto, o investimento necessário é calculado por meio da soma do
capital necessário para conclusão detodas as atividades e recursos necessários para conclusão
do projeto. Os recursos são compostos pelos custos fixos por hora de trabalho (funcionários e
equipamentos em aluguel), pelos custos fixos por todo o serviço ou equipamento adquirido
21
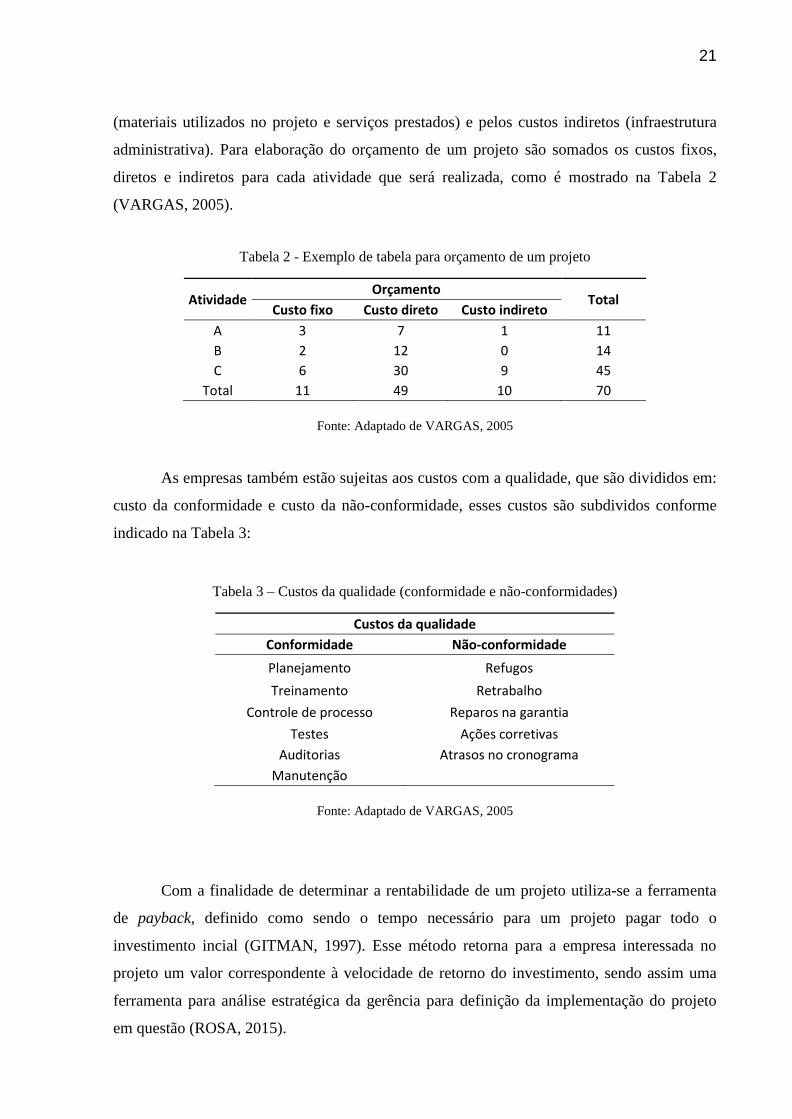
(materiais utilizados no projeto e serviços prestados) e pelos custos indiretos (infraestrutura
administrativa). Para elaboração do orçamento de um projeto são somados os custos fixos,
diretos e indiretos para cada atividade que será realizada, como é mostrado na Tabela 2
(VARGAS, 2005).
Tabela 2 - Exemplo de tabela para orçamento de um projeto
Atividade Orçamento
Total Custo fixo Custo direto Custo indireto
A 3 7 1 11
B 2 12 0 14
C 6 30 9 45
Total 11 49 10 70
Fonte: Adaptado de VARGAS, 2005
As empresas também estão sujeitas aos custos com a qualidade, que são divididos em:
custo da conformidade e custo da não-conformidade, esses custos são subdividos conforme
indicado na Tabela 3:
Tabela 3 – Custos da qualidade (conformidade e não-conformidades)
Custos da qualidade
Conformidade Não-conformidade
Planejamento Refugos
Treinamento Retrabalho
Controle de processo Reparos na garantia
Testes Ações corretivas
Auditorias Atrasos no cronograma
Manutenção
Fonte: Adaptado de VARGAS, 2005
Com a finalidade de determinar a rentabilidade de um projeto utiliza-se a ferramenta
de payback, definido como sendo o tempo necessário para um projeto pagar todo o
investimento incial (GITMAN, 1997). Esse método retorna para a empresa interessada no
projeto um valor correspondente à velocidade de retorno do investimento, sendo assim uma
ferramenta para análise estratégica da gerência para definição da implementação do projeto
em questão (ROSA, 2015).

22
3. Métodos
3.1. Método de Pesquisa
O método de pesquisa que foi utilizado é Pesquisa Ação com abordagem qualitativa
com objetivo de propor um projeto para otimização do setor de envase da planta industrial da
Wana Química em Jacareí (Westbrook, 1995; Coghlan e Coughlan, 2003). O autor desse
presente trabalho teve atuação direta na coleta dos dados e na apresentação e aplicação do
projeto de melhoria na empresa. Por se tratar de uma proposta de melhoria envolvendo
automação de processoo presente trabalho não compromete informações sigilosas de
propriedade da Wana Química, as informações utilizadas estão suportadas pela Diretoria
Administrativa da empresa, conforme suportado pelo Anexo A.
O projeto de melhoria para o setor de envase da empresa foi dividido nas seguintes
etapas: entendimento do tamanho do problema atual por meio da quantificação de
desperdícios, entendimento de todas as variáveis de processo que influenciam na operação,
definição da proposta para solucionar o problema e implementação do projeto na empresa. A
implementação do projeto foi realizado inicialmente por meio de reuniões com o setor de
engenharia de projetos para inclusão do projeto de automação do envase na listagem de
projetos pendentes e está incluso no budget (recurso financeiro disponível para investimento
em projetos) para implementação no ano de 2019.
3.2. Coleta de dados
A coleta de dados foi realizada em campo, inicialmente foi analisada a disposição do
sistema de envase atual da empresa, levando em consideração as etapas em que existe
interferência humana e possíveis melhorias com a automação. Com a finalidade de reduzir o
custo final do projeto, foram analisados os equipamentos já instalados para uma posterior
análise da viabilidade de utilização no projeto proposto, tais como controladores, válvulas,
bombas, balanças e tubulações.
Para a quantificação do desperdício de produto no envase foram realizadas repesagens

23
das embalagens finalizadas, a amostragem foi realizada de forma aleatória para garantir
idoneidade da amostragem. A coleta de dados teve um nível de confiança de 95% na
amostragem e foi segmentada entre os tipos de embalagens que a empresa utiliza atualmente,
são elas: barricas de papelão de 50 kg, bombonas plásticas de 200 kg e Bag in Box de 1000
kg. O presente trabalho não considerou os custos de não-conformidades com clientes por
problemas de falta de produto nas embalagens ou por baixa qualidade oriunda da influência
da operação manual do envase.
Outras informações adicionais necessárias para a elaboração do projeto também foram
analisadas, tais como: levantamento do custo dos equipamentos e serviços.
O cálculo amostral é uma ferramenta que foi utilizada como meio de garantir
confiança nos dados apresentados, para isso as amostras foram coletadas partindo de um nível
de confiança e erro amostral pré-determinados. O trabalho partiu da premissa de que a
população de amostras é igual a média diária de embalagens utilizadas (p). A equação 3,
baseada em Santos (2018) foi utilizada para realizar o cálculo do número de amostras,
considerando 95% de nível de confiança e erro amostral igual a 10%.
𝑛ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑎𝑚𝑜𝑠𝑡𝑟𝑎𝑠 =
𝑧2∗𝑝∗(1−𝑝)
𝑒²
1 +𝑧2∗𝑝∗(1−𝑝)
𝑒2∗𝑁
(3)
Onde: e: margem de erro; z = escore z; N = tamanho da população; p = proporção esperada;
3.3. Análise de dados
Para a definição do nível de desperdício no processo atual, os dados coletados foram
analisados por meio do controle estatístico de processo, definindo os limites de controle,
média, desvio padrão e a capabilidade do processo de envase atual. Para cálculo do
desperdício total, foi considerada a produção anual de 2017 da empresa para cada tipo de
embalagem, multiplicado pelo desperdício médio por embalagem.
Para comprovar a elevada rentabilidade com do projeto de automação proposto foi
assumido o desperdício máximo aceitável de 0,1% de erro em excesso. Esse valor será
considerado devido a impossibilidade de coleta de dados do sistema futuro, pois as etapas de

24
finalização e implementação do projeto na empresa só irão ocorrer no ano de 2019.
O controle estatístico de processo foi a ferramenta estátistica utilizada para fazer a
análise dos dados coletados, os parâmetros calculados foram: média, desvio padrão, limites
inferior e superior de controle, limites inferior e superior de especificação e capabilidade do
processo estão descritas acima na Revisão Bibligráfica. Esses parâmetros foram essenciais na
caracterização do processo atual, se a operação executada estava envasando produto em falta
ou excesso nas embalagens, por exemplo. Para contabilizar o desperdício anual da operação
foi calculado o erro percentual global, que é igual ao valor amostrado menos o valor desejado,
assim se o erro calculado foi positivo irá indicar que o processo desperdiça produto por
excesso, caso contrário, o envasedeixa as embalagens comfalta de produto.
3.4. Elaboração do projeto de automação
O primeiro passo para a elaboração do projeto foi o acompanhamento em campo da
operação que vinha sendo realizada manualmente, o objetivo foi identificar as principais
fontes da variação nos pesos, assim como as variáveis que eram manipuladas pelo operador.
Com essa análise criteriosa finalizada foi iniciado o trabalho de automação das variáveis que
são manipuladas, tais como: vazão e posicionamento das válvulas. O fluxograma proposto foi
gerado com objetivo de realizar as alterações mínimas necessárias, justificando assim o baixo
custo de implementação do projeto e consequentemente baixo tempo de payback.
3.5. Análise de custos de implementação
O orçamento proposto foi elaborado a partir de valores médios para cada item
considerado essencial para a implementação do projeto, o orçamento prevê um adicional de
20% como sendo contigência para aquisições não previstas. O custo do serviço de
implementação é equivalente ao salário de um instrumentista da empresa Wana Química,
valor proporcional ao tempo médio previsto para a conclusão do serviço, a equipe de
profissionais de instrumentação da Wana Química é capacitada para executar todas as

25
atividades necessárias para a conclusão do projeto. A equação 4 demostra o cálculo do tempo
de Payback efetuado para determinar a taxa de retorno do projeto a ser implementado, em que
o retorno financeiro do projeto é a subtração do desperdício do projeto automatizado do
desperdício atual do processo.
𝑃𝑎𝑦𝑏𝑎𝑐𝑘 =𝐼𝑛𝑣𝑒𝑠𝑡𝑖𝑚𝑒𝑛𝑡𝑜 𝑡𝑜𝑡𝑎𝑙 𝑑𝑜 𝑝𝑟𝑜𝑗𝑒𝑡𝑜 [𝑅$]
𝑅𝑒𝑡𝑜𝑟𝑛𝑜 𝑓𝑖𝑛𝑎𝑛𝑐𝑒𝑖𝑟𝑜 𝑑𝑜 𝑝𝑟𝑜𝑗𝑒𝑡𝑜 [𝑅$/𝑚ê𝑠] (4)

26
4. Resultados e Discussão
4.1. Cálculo amostral
A Tabela 4 exibe o resultado do cálculo amostral para os três tipos de embalagem
estudadas. Para Barrica, Bombona e Bag in Box os cálculos indicaram que serão necessárias
61, 44 e 24 unidades amostrais, respectivamente. Estas amostras foram então coletadas e
utilizadas para as medições consideradas no controle estatístico, descrito no item a seguir
deste trabalho.
Tabela 4 - Cálculo do número de amostras por embalagem
Embalagem Produção diária (unid.) Número de
amostras (unid.)
Barrica 160 61
Bombona 80 44
Bag in Box 30 24 Fonte: Arquivo pessoal
4.2. Controle estatístico do processo de envase atual
Neste capítulo foram estudados os três tipos de embalagens (barrica de 50 kg,
bombona de kg litros e Bag in Box de kg litros) amostradas do atual processo de envase da
empresa. Os dados estatísticos representam a variação dos pesos nas embalagens, partindo-se
do princípio de que o VMA (Valor máximo admissível), soma da incerteza com o erro do
instrumento utilizado para calibração, para as balanças é de mais ou menos 0,2 kg e de que as
amostras foram selecionadas randomicamente e estratificadas entre os três tipos de
embalagem
Os pesos brutos dos produtos já embalados foram os valores base para o controle
estatístico do processo de envase, se necessário determinar o peso líquido é possível subtrair o
peso das embalagens que são valores pré-determinados pelo fornecedor do peso bruto
27
amostrado. Todos os valores do trabalho serão mencionados na unidade de kilograma, que é a
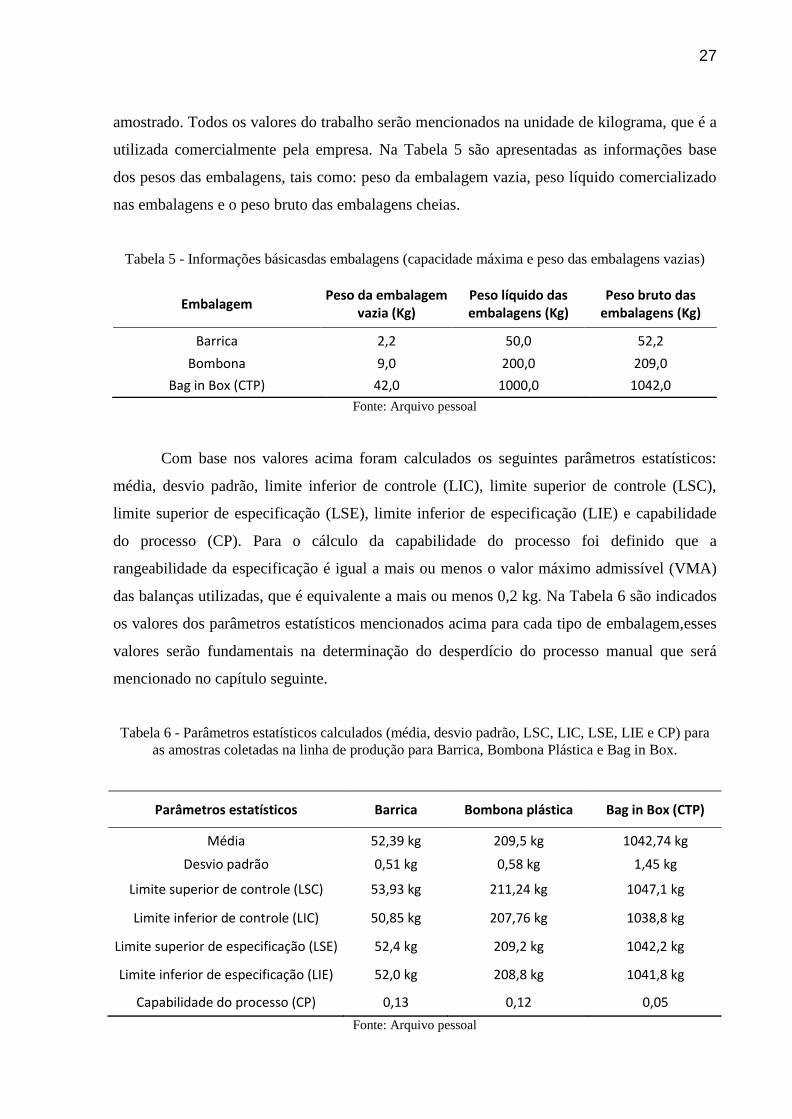
utilizada comercialmente pela empresa. Na Tabela 5 são apresentadas as informações base
dos pesos das embalagens, tais como: peso da embalagem vazia, peso líquido comercializado
nas embalagens e o peso bruto das embalagens cheias.
Tabela 5 - Informações básicasdas embalagens (capacidade máxima e peso das embalagens vazias)
Embalagem Peso da embalagem
vazia (Kg) Peso líquido das embalagens (Kg)
Peso bruto das embalagens (Kg)
Barrica 2,2 50,0 52,2
Bombona 9,0 200,0 209,0
Bag in Box (CTP) 42,0 1000,0 1042,0
Fonte: Arquivo pessoal
Com base nos valores acima foram calculados os seguintes parâmetros estatísticos:
média, desvio padrão, limite inferior de controle (LIC), limite superior de controle (LSC),
limite superior de especificação (LSE), limite inferior de especificação (LIE) e capabilidade
do processo (CP). Para o cálculo da capabilidade do processo foi definido que a
rangeabilidade da especificação é igual a mais ou menos o valor máximo admissível (VMA)
das balanças utilizadas, que é equivalente a mais ou menos 0,2 kg. Na Tabela 6 são indicados
os valores dos parâmetros estatísticos mencionados acima para cada tipo de embalagem,esses
valores serão fundamentais na determinação do desperdício do processo manual que será
mencionado no capítulo seguinte.
Tabela 6 - Parâmetros estatísticos calculados (média, desvio padrão, LSC, LIC, LSE, LIE e CP) para
as amostras coletadas na linha de produção para Barrica, Bombona Plástica e Bag in Box.
Parâmetros estatísticos Barrica Bombona plástica Bag in Box (CTP)
Média 52,39 kg 209,5 kg 1042,74 kg
Desvio padrão 0,51 kg 0,58 kg 1,45 kg
Limite superior de controle (LSC) 53,93 kg 211,24 kg 1047,1 kg
Limite inferior de controle (LIC) 50,85 kg 207,76 kg 1038,8 kg
Limite superior de especificação (LSE) 52,4 kg 209,2 kg 1042,2 kg
Limite inferior de especificação (LIE) 52,0 kg 208,8 kg 1041,8 kg
Capabilidade do processo (CP) 0,13 0,12 0,05
Fonte: Arquivo pessoal

28
Segundo GONÇALEZ (2009) um processo aceitável tem capabilidade de processo
maior do que 1,0, no processo de envase manual nenhuma das embalagens atingiu esse valor
indicando a baixa capacidade do processo em atender a especificação. Em todos os casos é
possível observar que a média é maior do que o valor desejado no processo, isso indica para
um erro crônico da operação manual de envase que será mencionada abaixo.
As figuras 9, 10 e 11 abaixo mostrama distribuição dos dados e os parâmetros
estatísticos para cada tipo de embalagem estudada. Para contabilizar o tamanho do
desperdício, foi calculada a somatória dos erros individuais dos pesos amostrados, assim
como identificar a porcentagem de embalagens com excesso de peso.
Figura 9 - Controle estatístico de processo para a barrica contendo a média, limite superior de controle
(LSC), limite inferior de controle (LIC), limite superior de especificação (LSE), limite inferior de
especificação (LIE) e os valores amostrados (data).
Fonte: Arquivo pessoal
O impacto da imprecisão dos pesos das barricas para a empresa é significante, com
peso médio de 52,4 kg por embalagem, 0,2 kg acima do peso desejado, sendo que 68,9% das
barricas estavam com peso acima do desejado. A somatória dos erros resulta em um excesso
de 0,38% de produto por embalagem envasada no procedimento atual. Considerando a
produção anual de aproximadamente 2880 toneladas de produto em barrica esse desvio
50.50
51.00
51.50
52.00
52.50
53.00
53.50
54.00
1 6 11 16 21 26 31 36 41 46 51 56 61
Pe
so d
as b
arri
cas
(Kg)
número de amostras
CEP da embalagem: Barrica de 50 Kg
Média LSC LIC LSE LIE Data

29
operacional resulta na perda de10953,4 kilogramas de produto por ano. Considerando um
custo médio de 4 reais/ kg resulta no custo total de R$ 43.813,80.
Figura 10 - Controle estatístico de processo para a bombona contendo a média, limite superior de
controle (LSC), limite inferior de controle (LIC), limite superior de especificação (LSE), limite
inferior de especificação (LIE) e os valores amostrados (data).
Fonte: Arquivo pessoal
Realizando análise similar para as bombonas, com média de 209,5 kilogramas, 0,5
kilogramas acima do valor desejado, sendo 79,5% das embalagens com excesso de peso. A
somatória dos erros resulta em um excesso de 0,25% de produto por embalagem envasada no
procedimento atual. Considerando a produção anual de aproximadamente 5860 toneladas de
produto em bombona esse desvio operacional resulta na perda de 14334,5 kilogramas de
produto por ano, com um custo total de R$ 57.338,20.
207.00
207.50
208.00
208.50
209.00
209.50
210.00
210.50
211.00
211.50
212.00
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43
Pe
so d
as b
om
bo
nas
(K
g)
Número de amostras
CEP da embalagem: Bombona plástica 200 Kg
Média LSC LIC LSE LIE Data
30
Figura 11 - Controle estatístico de processo para o Bag in Box contendo a média, limite superior de
controle (LSC), limite inferior de controle (LIC), limite superior de especificação (LSE), limite
inferior de especificação (LIE) e os valores amostrados (data).
Fonte: Arquivo pessoal
O mesmo estudo estatístico foi realizado para a embalagem Bag in Box, os parâmetros
estatísticos foram graficados na figura 11, com peso médio igual a 1042,74 kilogramas, 0,74
kilogramas acima do valor desejado, sendo que 75,0% das embalagens continham excesso de
peso. A somatória dos erros resulta em um excesso de 0,074% de produto por embalagem
envasada no procedimento atual. Considerando a produção anual de aproximadamente 10800
toneladas de produto em Bag in Box (CTP) esse desvio operacional resulta na perda de 8010
kilogramas de produto por ano, com um custo total de R$ 32.040,00.
Comparando o peso médio dos três tipos de embalagem, todos mostraram que o
processo atual tende a errar por excesso de peso, com objetivo de identificar a causa desse
problema o autor fez uma análise em campo da operação. No local foi possível identificar que
o excedente se deve a operação cotidiana dos auxiliares de produção de fechar a válvula
durante o envase apenas quando visualizam o peso desejado no visor da balança, no entanto
uma pequena quantia de produto presente nas tubulações continuam a escoar para as
embalagens até o momento em que o auxiliar realiza a troca por uma embalagem vazia.
Um parâmetro importante a ser analisando é a capabilidade do processo atual de
1034.00
1036.00
1038.00
1040.00
1042.00
1044.00
1046.00
1048.00
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Pe
so d
o B
ag in
Bo
x (K
g)
Número de amostras
CEP da embalagem: Bag in Box (CTP)
Média LSC LIC LSE LIE Data

31
envase que sugere que a operação manual de envase atual não é capaz de atender as
especificações, uma vez que os valores são menores do que 0,13 distante de processos
capazes que tem capabilidade igual ou maior a 1,0 (GONÇALEZ, 2009). Outro meio de
analisar a capabilidade do processo é analisando o intervalo entre os limites de controle (LIC
e LSC). Para os três casos estudados o intervalo é maior do que o intervalo de especificação,
ou seja, uma parte dos pesos não atenderam a especificação do processo.
Comparando o erro entre os três tipos de embalagens, é possível comparar a precisão
da operação manual atual com o peso bruto da embalagem, comparação identificada na Figura
12.
Figura 12 - Correlação da precisão da operação pelo peso da embalagem
Fonte: Arquivo pessoal
Os valores plotados no gráfico da Figura 12 são os valores máximos (excesso de
produto) e mínimos (falta de produto) para cada tipo de embalagem estudada, há um grande
aumento da precisão no envase de 98,08% para as barricas de 50 kg para aproximadamente
99,7% kg para embalagens com volume acima de 200 kg (bombonas e bag in box). Essa
relação entre o peso bruto da embalagem com a precisão nos pesos, considerando que o
procedimento de envase é igual para os três tipos, é justificada pelo fato de 1 kilograma de
produto representar 2% do volume das barricas e apenas 0,1% do volume de um Bag in Box.
A Tabela 7 indica o desperdício total da operação manual de envase atual da empresa,
97.50%
98.00%
98.50%
99.00%
99.50%
100.00%
100.50%
101.00%
101.50%
102.00%
102.50%
0 200 400 600 800 1000
Pre
cisã
o d
o p
eso
Peso total da embalagem (Kg)
Precisão mínima Precisão máxima Valor desejado
Peso desejado

32
valor expressivo de R$ 133.192,00 por ano, equivalente a 33.297,9 kilogramas de produto.
Além desse expressivo montante, o presente trabalho não contabilizou os desperdícios
oriundos de derramamentos e valores atípicos devido a erros operacionais. Esse valor será
base para o cálculo do tempo de payback do projeto.
Tabela 7 - Desperdício de produtono envase, indicado em kilogramas e valor monetário por ano,
partindo do erro absoluto da operação manual de envase calculado para cada tipo de embalagem
Embalagem Erro absoluto
(%) Perda por excesso
(kg/ ano) Perda monetária por
excesso (R$/ano)
Barrica 0,380% 10953,4 R$ 43.813,8
Bombona 0,250% 14334,5 R$ 57.338,2
Bag in Box (CTP) 0,074% 8010,0 R$ 32.040,0
Total --- 33297,9 R$ 133.192,0
Fonte: Arquivo pessoal
4.3. Automação do envase
O design atual do envase é composto pelo tanque de finalização, ilustrado na figura 13
como TQ-01, a válvula pneumática atuada via PLC de fundo do tanque HV-01, a válvula
manual de recirculação HV-02, a válvula manual HV-03 para facilitar a limpeza do pré-filtro
FI-01, uma bomba pneumática BO-01, um filtro de linha FI-02, a válvula manual HV-04 e a
balança BA-01. Se trata de um sistema operado manualmente, uma vez que o operador
visualiza o peso na BA-01 e quando atingir o peso desejado fecha a válvula manual HV-04.
Outra variável manipulada pelo operador é a vazão da bomba, que por meio da atuação
manual na válvula HV-04 o operador determina a vazão de produto a ser envasado. Durante o
acompanhamento em campo foi observado grande divergência entre os auxiliares de envase
da empresa, alguns mantém a válvula parcialmente aberta enquanto que outros totalmente
aberta.

33
Figura 13 - Layout atual da empresa: tanque misturador (TQ-01), válvulas (HV-01, HV-02, HV-03 e
HV-04), filtros (FI-01 e FI-02), bomba (BO-01) e balança (BA-01).
Fonte: Arquivo pessoal
O projeto de automação visa sanar o problema com variação no peso, para isso foi
realizado um acompanhamento do procedimento realizado pelos operadores e foram
identificados as seguintes variáveis:
a) identificado que a maior dificuldade é fechar a válvula manual HV-04 e desligar a
bomba BO-01 no momento certo. Essa dificuldade faz com que o produto presente nas
tubulações e na mangueira utilizada escoe para a embalagem excedendo o peso, dados
apresentados no item acima do presente trabalho;
b) Cada operador criou uma técnica pessoal para aumentar a precisão dos pesos,
causando assim alta variação dos pesos entre operadores do mesmo setor;
c) Cada operador determinava a vazão desejada da bomba pneumática BO-01 e também
na atuação na válvula HV-04, como descrito acima;
a. Altas vazões podem causar rompimento do elemento filtrante inserido no FI-
02, formação excessiva de espuma, arraste de impurezas, elevada
pressurização do sistema de filtragem, etc.
b. Baixas vazões prejudicam o tempo total do processo, afetando diretamente a
produtividade do setor;
d) Variação entre os operadores do procedimento de tara da balança, alguns taravam o
sistema a cada embalagem preenchida outros taravam com mangueiras e outros
aparatos apoiados nas embalagens, apesar do procedimento operacional exigir a tara
da balança a cada embalagem envasada;
34
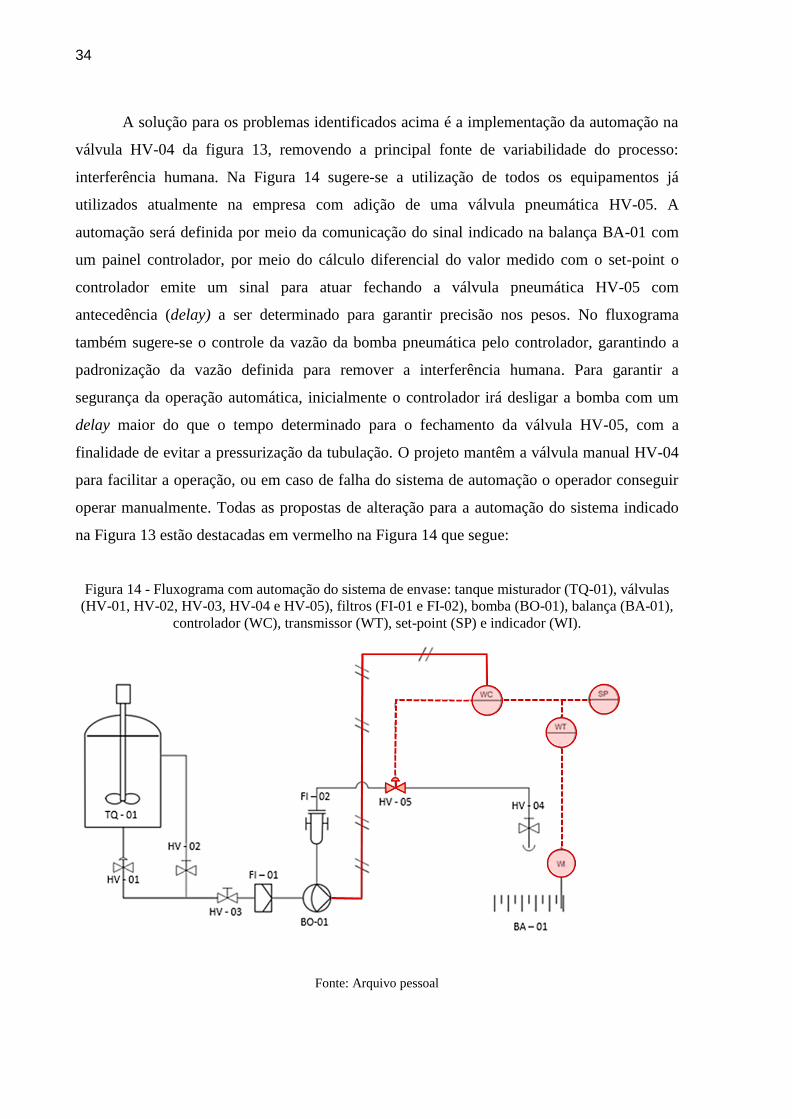
A solução para os problemas identificados acima é a implementação da automação na
válvula HV-04 da figura 13, removendo a principal fonte de variabilidade do processo:
interferência humana. Na Figura 14 sugere-se a utilização de todos os equipamentos já
utilizados atualmente na empresa com adição de uma válvula pneumática HV-05. A
automação será definida por meio da comunicação do sinal indicado na balança BA-01 com
um painel controlador, por meio do cálculo diferencial do valor medido com o set-point o
controlador emite um sinal para atuar fechando a válvula pneumática HV-05 com
antecedência (delay) a ser determinado para garantir precisão nos pesos. No fluxograma
também sugere-se o controle da vazão da bomba pneumática pelo controlador, garantindo a
padronização da vazão definida para remover a interferência humana. Para garantir a
segurança da operação automática, inicialmente o controlador irá desligar a bomba com um
delay maior do que o tempo determinado para o fechamento da válvula HV-05, com a
finalidade de evitar a pressurização da tubulação. O projeto mantêm a válvula manual HV-04
para facilitar a operação, ou em caso de falha do sistema de automação o operador conseguir
operar manualmente. Todas as propostas de alteração para a automação do sistema indicado
na Figura 13 estão destacadas em vermelho na Figura 14 que segue:
Figura 14 - Fluxograma com automação do sistema de envase: tanque misturador (TQ-01), válvulas
(HV-01, HV-02, HV-03, HV-04 e HV-05), filtros (FI-01 e FI-02), bomba (BO-01), balança (BA-01),
controlador (WC), transmissor (WT), set-point (SP) e indicador (WI).
Fonte: Arquivo pessoal
35
O funcionamento do sistema ilutrado na Figura 14 se baseia na seguinte lógica, o
indicador de peso (WI) transmite a informação para o transmissor (WT) que repassa o valor
para o controlador (WC) que compara com um set-point (valor digitado no painel pelo
operador) e emite um sinal que atua sobre o elemento final de controle (HV-05) por meio de
um atuador pneumático. Além do controle da válvula, o controlador iráemitir um sinal elétrico
que será convertido em um sinal pneumático por meio de um solenóide para atuarna vazão da
bomba BO-01. Com a implementação desse sistema, não haverá influência humana nas
variáveis do processo de envase (peso da embalagens e vazão da bomba) o que irá reduzir
significativamente as chances de erro operacional e consequentemente redução dos custos
com retrabalho e derramamentos.
Para determinar o tempo de payback do projeto, iremos considerar o erro máximo do
processo futuro como sendo igual a 99,9%, assumindo a pior situação possível, em que todos
os erros de 0,1% são para excesso de produto. Durante operação normal após a
implementação do sistema os valores mássicos devem ter a média dos pesos próximo ao valor
desejado (set-point) com flutuação de valores em mais ou menos 0,1% do valor desejado, ou
seja, a somatória dos erros ficará próxima a zero.
4.4. Custo do projeto de automação do envase e tempo de payback
Para analisar a viabilidade do projeto, na Tabela 8 é apresentado o orçamento médio
para implementar o sistema de automação para um sistema de envase. O orçamento foi
realizado partindo das seguintes premissas:
a) A lista de instrumentos na Tabela 8 contempla a automação de apenas um sistema de
envase;
b) O levantamento de custo foi baseado na cotação de Setembro de 2018;
c) O valor de contingência foi de 20% do valor do projeto;
d) A somatória do erro do sistema com automação foi assumido como sendo igual a 0,1%
de excesso em todas as embalagens, ou seja, pior situação possível para o projeto
futuro que será implementado;

36
Tabela 8 - Custo médio do projeto de automação
Descrição do instrumento Unidades Preço médio
Válvula esfera 2'' aço inox 304 1 R$ 302,00
Transmissor de sinal 1
R$ 4.000,00 Controlador – PLC 1
Cabeamento elétrico
Atuador pneumático para válvula 2'' 1 R$ 310,00
Atuador para ar comprimido 1 R$ 276,00
Válvula esfera 3/4'' aço inox 304 1 R$ 185,00
Mão de obra 1 R$ 2.000,00
Contingência (20%) R$ 1.414,60
Total R$ 8.487,60
Fonte: Arquivo pessoal
Para implementação na empresa Wana Química que contém 5 sistemas de envase em
sua planta em Jacareí, o valor total para implementação do projeto seria de R$ 42.438,00. Para
argumentar a implementação do sistema de automação no envase, segue abaixo o cálculo do
tempo payback, ou seja, tempo necessário para o projeto pagar seu próprio investimento.
Com base na premissa de que o projeto futuro terá excesso de peso nas embalagens em
0,1%, para o pior dos casos, segue na Tabela 9 o total de desperdício em kilograma para cada
de embalagem e o total desperdiçado em um ano.
Tabela 9 - Desperdício do projeto automatizado por embalagem e anualizado
Embalagem Desperdício em cada
embalagem (kg) Perda por excesso
(kg/ ano) Perda monetária por
excesso (R$/ano)
Barrica 0,05 2880,00 R$ 11.520,00
Bombona 0,20 5760,00 R$ 23.040,00
Bag in Box (CTP) 1,00 10800,00 R$ 43.200,00
Total --- 19440,00 R$ 77.760,00
Fonte: Arquivo pessoal
A Tabela 9 mostra que com o processo automatizado, no pior dos casos terá R$
77.760,00 de desperdício com excesso de produto nas embalagens, valor que será utilizado no
cálculo do tempo de payback do projeto.

37
𝑃𝑎𝑦𝑏𝑎𝑐𝑘 (𝑚𝑒𝑠𝑒𝑠) = 42.438,00
11.099,33 − 6.480,00= 9,18 𝑚𝑒𝑠𝑒𝑠
Portanto, o projeto de automação dos 5 sistemas de envase da empresa Wana Química
irá retornar o valor investido em aproximadamente 9,18 meses de uso. Esse valor indica
elevado retorno financeiro para a empresa devido ao grande desperdício que o processo atual
gera, além de ter utilizado como desperdício futuro a pior situação em que todas as
embalagens envasadas na fábrica fiquem com excedente de produto igual a 0,1%, equivalente
ao erro máximo do sistema com automação. Em condições normais, o projeto futuro terá
desperdício próximo a zero, sendo que os erros por excesso de até 0,1% irão balancear com os
erros por falta de produto.

38
5. Conclusão
O desenvolvimento do presente projeto possibilitou uma análise criteriosa da operação
manual de envase na empresa Wana Química, as duas principais variáveis que foram
analisadas em campo que influenciam no processo são a vazão e ofechamento da válvula
manual HV-04 dos fluxogramas acima. Para identificar a precisão da operação manual o
trabalho amostrou e realizou o controle estatístico de processo para as três principais
embalagens utilizadas pela empresa: barrica com capacidade de 50 kilogramas, bombona
plástica com capacidade de 200 kilogramas e Bag in Box (CTP) com capacidade de 1000
kilogramas, todas apresentaram capabilidade inferior a 0,13 sugerindo que o processo não é
capaz de envasar no peso desejado.
Ao analisar o procedimento utilizado pelos operadores foi constatado um erro
absoluto, que apresentou um valor positivo, ou seja, a operação estava colocando produto em
excesso. Por meio do erro absoluto e do volumeprodutivo médio anual da empresa
determinou-se o desperdício anual de 33.297,9 kilogramas de produto que é equivalente a um
desperdício de R$ 133.192,00.
O projeto para automação de todos os sistemas contemplando uma contigência de 20%
irá custar aproximadamente R$ 42.438,00, considerando sua implementação nos cinco
sistemas de envase.O tempo de payback estimado para o projeto foi inferior a 10 meses, valor
que indica a elevada viabilidade e baixo tempo de retorno financeiro do projeto. Além da
elevada rentabilidade, o projeto irá agregar no aumento significativo da segurança durante a
operação e a redução das não-conformidades no envase, tais como: rompimento de filtros ou
aeração excessiva do produto.
A implementação do projeto proposto como resultado deste estudo irá reduzir uma
grande fonte de desperdício do processo, proporcionando maior competitividade dos produtos
no mercado. Além de ser um trabalho base para outras empresas visualizarem a importância e
elevada taxa de retorno de projetos que visam a implementação de sistemas de automação em
seus sistemas de envase ou até mesmo de outras operações manuais essesnciais para seus
processos.

39
REFERÊNCIAS
ABIQUIM - Associação Brasileira da Indústria Química: Introdução. Disponível em:
<http://canais.abiquim.org.br/pacto/introducao.asp>. Acesso em: 03 maio 2018.
Almeida, L. D.; Eltz, J. L. ; Unterleider, C. E. A. Análise da variabilidade no enchimento
de latas de cerveja com 473 ml, através da aplicação do controle estatístico de processo
(CEP). Anais. XVII SIMPEP – Simpósio de Engenharia de Produção, Bauru, 2010.
CAMARGO et al. Análise do serviço de logística através de cartas de controle. Anais.
XVII SIMPEP – Simpósio de Engenharia de Produção, Bauru, 2010.
COGHI, M. A. Plano diretor de automação e informática integrado. Á gestão do
portfólio de investimentos de uma organização industrial química. 2013. 182 p. Tese de
Doutorado (Doutor em Engenharia Química)- Universidade Estadual de Campinas, Campinas,
2013. Disponível em:
<http://repositorio.unicamp.br/bitstream/REPOSIP/266602/1/Coghi_MarcoAntonio_D.pdf>.
Acesso em: 08 maio 2018.
COGHLAN, D. ;COUGHLAN, P. Acquiring the Capacity for Operational Improvement:
an Action Research Opportunity. Human Resource Planning, v. 26, n. 2, p. 30-38, 2003.
CRUZ, F. S. Controle da fase líquida do verniz. 2015. 119 p. Tese de Mestrado (Automação
e controle de processos)- Instituto Federal de Educação, Ciência e Tecnologia de São Paulo,
São Paulo, 2015. Disponível em: <http://repo.ifsp.edu.br/handle/123456789/48>. Acesso em:
07 maio 2018
DUGGAN, K. J. Design for Operational Excellence: A Breakthrough Strategy for
Business Growth. USA: McGraw-Hill, 1st Edition, 2011, 304 p.
EMPRESA - Wana Química. Disponível em: <http://wanaquimica.com.br/empresa/>.
Acesso em: 07 maio 2018.
FRANCHI, C. M. Controle de processos industriais: princípios e aplicações. 1. ed. São
Paulo: Érica, 2011.
GALEMBECK, F. Evolução e inovação no setor químico brasileiro: uma visão dos últimos
quarenta anos. Química Nova, São Paulo , v. 40, n. 6, p. 630-633, Julho 2017 .
Disponível em: <http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0100-
40422017000600630&lng=en&nrm=iso>. Acesso em: 06 Maio 2018.

40
GITMAN, L. J. Princípios de administração financeira. Tradução Arthur Rodolfo Neto,
Fábio Fallo Garcia, José Albuja Salazar e Luiz Alberto Bertucci. 7. Ed. São Paulo: Harbra
Ltda., 1997.
LOPES, L. C. Estudo de tempos e movimentos: um estudo de caso de uma indústria
química. 2017. 52 p. Trabalho de Conclusão de Curso (Engenharia de Produção)-
Universidade Federal de Uberlândia, Ituiutaba, 2017. Disponível em:
<http://repositorio.ufu.br/bitstream/123456789/19219/1/EstudoTemposMovimentos>. Acesso
em: 05 maio 2018.
OGATA, K.; Engenharia de controle moderno. Rio de Janeiro : Pretice-Hall do Brasil,
1993.
MARTINS, R.A.The use of performance measurement information as a drive in
designing a performance measurement system, Proceedings of the third performance
measurement and management conference, Boston, MA, p.371-378, 2002.
MAASS, W. S.. Automação de um forno para tratamento de chapas com controle via
CLP e sistema supervisório. 2000. 99 p. Estágio supervisionado (Ciências da computação)-
Universidade Regional de Blumenau, Blumenau, 2000. Disponível em:
<http://campeche.inf.furb.br/tccs/2000-II/2000-2wandersamuelmaassvf.pdf>. Acesso em: 09
maio 2018.
MORAES, C. C. de; CASTRUCCI, P. L. Engenharia de Automação Industrial. 2.ed. Rio
de Janeiro: LTC, 2007.347p.
NAKAMURA, A.. Indústrias químicas investem em produção a partir de matérias-primas
renováveis para aumentar a competividade. ABIQUIM, [S.l.], p. 1-4, jan. 2017. Disponível
em: <https://www.quimica.com.br/30490/>. Acesso em: 06 maio 2018.
OMEGA. Engineering Brasil. Célula de Carga. Disponível em:
<https://br.omega.com/prodinfo/celulas-de-carga.html>. Acesso em: 07 maio 2018.
PAESE, C; C; CATEN TEM, C. T; RIBEIRO, J. L. D. Aplicação da análise de variância na
implantação do CEP. Revista Produção, v 11, n. 01, p 17-26, 2001.
PEREIRA, Danillo Arruda R. Projeto de um sistema de automação industrial para uma
indústria de produtos saneantes. 2015. 86 p. Monografia (Engenharia Automotiva)-
Faculdade UnB Gama, Universidade de Brasília, Brasília, 2015. Disponível em:
<http://www.bdm.unb.br/bitstream/10483/15124/1/2015_DanilloArrudaRPereira_tcc.pdf>.

41
Acesso em: 06 jul. 2018.
PORTSCHELER, Carlos Alberto. Disposição introduzida em envasadora rotativa.
MU9000944. 17 de maio de 2011. [S.l.], p. 13 Disponível em:
<https://www.escavador.com/patentes/259309/disposicao-introduzida-em-envasadora-
rotativa?page=2>. Acesso em: 06 jul. 2018.
RECH, G. C. Dispositivos visuais como apoio para a troca rápida de ferramentas:
a experiência de uma metalúrgica. 2004. Dissertação de Mestrado em Engenharia de
Produção – Mestrado em Engenharia, Universidade Federal do Rio Grande do Sul, Porto
Alegre, 2004.
ROSA, Renan Luiz da. Opções reais, estratégias gerenciais e avaliação de projetos. 2015.
65 p. Monografia (Ciências Econômicas)- Universidade Federal de Santa Catarina,
Florianópolis, 2015. Disponível em:
<https://repositorio.ufsc.br/bitstream/handle/123456789/158488/Monografia%20do%20Rena
n%20Rosa.pdf?sequence=1&isAllowed=y>. Acesso em: 06 jul. 2018.
SALDANHA, P. et al. Analisando a aplicação do Controle Estatístico de Processos na
indústria química: Um estudo de caso . Revista Espacios Digital, [S.l.], p. 17-'', nov. 2013.
Disponível em: <https://www.researchgate.net/publication/299505665 >. Acesso em: 09 maio
2018.
SANTOS, Glauber Eduardo de Oliveira. Cálculo amostral: calculadora on-line. Disponível
em: <http://www.calculoamostral.vai.la>. Acesso em: 01 outubro 2018.
SAT AUTOMAÇÃO. Indústria 4.0: Tecnologia Química discutida em Feira
Internacional. Disponível em: <https://satautomacao.com.br/noticias/377/Industria_40_-
_Tecnologia_Quimica_discutida_em_Feira_Internacional>. Acesso em: 08 maio 2018.
SENAI; Controle automático de sistemas. Informação tecnológica. Santos : Serviço
Nacional de Aprendizagem Industrial, 1997.
SOLUTION. Controles. Válvula ON-OFF. 2017. Disponível em:
<http://solutioncontroles.com.br/produtos/valvulas-on-off/>. Acesso em: 06 jul. 2018.
VARGAS, Ricardo Viana. Gerenciamento de Projetos: Estabelecendo diferenciais
competetitivos. 6. ed. Rio de Janeiro: Brasport, 2005. 243 p. Disponível em:
<https://books.google.com.br/books?hl=pt-
PT&lr=&id=Wvdk7IaOC7wC&oi=fnd&pg=PA3&dq=custo+de+projetos&ots=PeAs6XV4RJ
&sig=vjvMqDqCntHlRBLkPv12XE3u89c#v=onepage&q&f=false>. Acesso em: 06 jul.

42
2018.
WANA QUÍMICA. Empresa. Disponível em:
http://wanaquimica.com.br/~wanaquim/empresa/>. Acesso em: 25 setembro de 2018.
WERKEMA, Cristina. Ferramentas Estatísticas Básicas para o Gerenciamento de
Processos. 1. ed. Rio de Janeiro: Elsevir Editora, 2014. 312 p.
WESTBROOK, R. Action Research: a New Paradigm for Research in Production and
Operations Management. International Journal of Operations and Production Research,
v. 15, n. 12, p. 46-58, 1995.
ZUGE, Cláudia Tomie Yukishima. Alinhamento do planejamento estratégico com o plano
diretor da automação industrial em pró do desenvolvimento sustentável. 2014. 129 p.
Tese de Doutorado (Doutora em Ciências)- Departamento de Engenharia de Energia e
Automação Elétricas, Universidade de São Paulo, São Paulo, 2014. Disponível em:
<http://www.teses.usp.br/teses/disponiveis/3/3143/tde-17102014-110634/pt-br.php>. Acesso
em: 06 maio 2018
43
ANEXO A