heloÍza dÖering gasparin propriedades mecÂnicas a … doering gasparin.pdf · callister, 2011)....
TRANSCRIPT

UNIVERSIDADE DO ESTADO DE SANTA CATARINA – UDESC
CENTRO DE CIÊNCIAS TECNOLÓGICAS – CCT
DEPARTAMENTO DE ENGENHARIA MECÂNICA –DEM
PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E
ENGENHARIA DE MATERIAIS - PGCEM
HELOÍZA DÖERING GASPARIN
PROPRIEDADES MECÂNICAS A ALTAS TEMPERATURAS DE
FERROS FUNDIDOS CINZENTOS APLICADOS A
CABEÇOTES DE MOTOR A DIESEL
JOINVILLE / SC
2015

2

3
HELOÍZA DÖERING GASPARIN
PROPRIEDADES MECÂNICAS A ALTAS TEMPERATURAS DE
FERROS FUNDIDOS CINZENTOS APLICADOS A
CABEÇOTES DE MOTOR A DIESEL
Dissertação de mestrado apresentada
ao Programa de Pós Graduação em
Ciência e Engenharia de Materiais -
PGCEM da Universidade do Estado de
Santa Catarina – UDESC (CCT), como
requisito parcial para obtenção do
título de mestre em Ciência e
Engenharia de Materiais.
Orientador: Prof. Dr. Guilherme
Ourique Verran
Co-orientador: Prof. Dr. Wilson Luiz
Guesser
JOINVILLE, SC
2015

4
G249p
Gasparin, Heloíza Döering
Propriedades mecânicas a altas temperaturas de ferros fundidos cinzentos aplicados a cabeçotes de
motor a diesel / Heloíza Döering Gasparin. – 2015.
104 p. : il. ; 21 cm
Orientador: Guilherme Ourique Verran
Bibliografia: p. 101-104
Dissertação (mestrado) – Universidade do Estado
de Santa Catarina, Centro de Ciências Tecnológicas,
Mestrado em Ciência e Engenharia de Materiais,
Joinville, 2015.
1. Metais. 2. Ferro fundido cinzento. 3. Perlita.
4. Temperaturas elevadas. I. Verran, Guilherme
Ourique. II. Guesser, Wilson Luiz. III. Universidade
do Estado de Santa Catarina. Programa de Pós-
Graduação em Ciência e Engenharia de Materiais. IV.
Título
CDD: 620.16 – 23.ed.

5
HELOÍZA DÖERING GASPARIN
PROPRIEDADES MECÂNICAS A ALTAS TEMPERATURAS DE
FERROS FUNDIDOS CINZENTOS APLICADOS A
CABEÇOTES DE MOTOR A DIESEL
Dissertação de mestrado apresentada ao Programa de Pós Graduação em
Ciência e Engenharia de Materiais - PGCEM da Universidade do Estado
de Santa Catarina – UDESC (CCT), como requisito parcial para
obtenção do título de mestre em Ciência e Engenharia de Materiais.
Banca Examinadora:
Orientador: _____________________________________
Prof. Dr. Guilherme Ourique Verran
UDESC – CCT
Co-Orientador/____________________________________
Membro Prof. Dr. Wilson Luiz Guesser
UDESC – CCT
Membro: _____________________________________
Prof. Dr. César Edil da Costa
UDESC – CCT
Membro: _____________________________________
Prof. Dr. Waldek Wladimir Bose Filho
SMM/USP
Joinville, 15/12/2014.


7
Não me julguem pelos meus olhos...
Não me julguem pelo meu olhar... Tão pouco pelo meu infinito horizonte...
Que não cabe a desconhecidos olhos vizinhos...
Não me julguem pela minha insensatez... Ou pelo não comparável sucesso...
Este resultado depende de parâmetros e referências...
Na verdade, minha vida é uma função termodinâmica de estado... Querendo, ou não, somos todos regidos assim: início e fim...
O nível de entropia no decorrer do processo é que diferencia...
Eu desejo apenas que meus dias tenham... “o comportamento de uma função que resulta em gratificações
fundamentadas e verdadeiras, tendendo ao infinito”!!!
E eu luto, sem preconceitos ou desculpas... POR ISTO!!!
(De meu próprio cunho, Heloíza Döering Gasparin)

8

9
Dedico este trabalho,
...ao Deus que me olha nos olhos,
...aos anjos que me guardam,
...à família que completo e me completa,
...aos amigos que me motivam autenticidade
e mútua confiança,
...à amada filha, Letizia, que me permitiu o
dom de gerar a vida,
...ao amado esposo, Lincoln, que comigo
exercita a arte de viver a vida:
“amar só se aprende amando, dia a dia”...

10

11
AGRADECIMENTOS
- Ao Prof. Dr. Guilherme Ourique Verran, pela parceria, objetividade e
discernimento de sua orientação. Por ter se tornado um amigo, por quem
tenho apreço e admiração.
- Ao Prof. Dr. Wilson Luiz Guesser, profissional competente, sem cuja
contribuição esta pesquisa não teria sido possível.
- Ao Prof. Dr. Masahiro Tomiyama, pelos ensinamentos, apoio e
confiança.
- Aos demais professores do PGCEM-UDESC que de alguma maneira
colaboraram com o trabalho.
- À colega de profissão e amiga de longa data, Sacha Karine de Araújo,
quem me apoio e ajudou durante todo este projeto.
- Às colegas Priscila Franczak, Daiara da Silva, Elisa Segundo e Laís
Passoni, minhas grandes amigas, sem o apoio das quais este objetivo
teria sido uma tarefa muito mais espinhosa.
- Ao graduando Carlos Eduardo Junges, pelo coleguismo e
responsabilidade, com quem passei muitas horas executando os ensaios
responsáveis pelos resultados deste trabalho.
- Aos funcionários e técnicos da empresa TUPY S.A., que colaboraram
na execução das tarefas, especialmente ao Ailton Luiz Mueller, Diego
Polzin, Sr. Moacir e Sr. Geraldo, com quem muito aprendi e pude
contar.
- Ao colega de profissão Pablô Mecabo, meu amigo, que me ajudou com
os desenhos técnicos logo no início da pesquisa.
- Às funcionarias da secretaria de pós-graduação do PGCEM,
particularmente a Sra. Eugênia, pela atenção e apoio.
- Ao PGCEM que tornou possível este mestrado.
- À CAPES, pela viabilização do apoio financeiro.
- À empresa TUPY S.A., pelo fornecimento dos Corpos de Prova
utilizados nos ensaios, bem como a oportunidade de utilizar o acervo
bibliográfico e os laboratórios de pesquisa.

12
- À empresa SOCIESC, que possibilitou a execução dos ensaios com
tempos estendidos de exposição a quente, em especial ao Sr. Jair.
- À empresa BMW do Brasil, pelo apoio, em especial ao colega Thomas
Waecker.
- À minha irmã Prof. Dra. Juliane Döering Gasparin Carvalho e meu
cunhado Prof. Dr. Clodoaldo Carvalho Filho, pelo exemplo e motivação.
Também aos meus sobrinhos, Igor e Heitor, que me fazem acreditar no
amanhã e sempre seguir em frente.
- Aos meus maravilhosos pais, Luiz Daivo Gasparin e Maria Helena
Döering Gasparin, que sempre me apoiaram, acolheram e acreditam na
minha semente de sucesso.
- À minha família, Lincoln e Letizia, pela compreensão, apoio,
motivação, carinho e dedicação, a vocês meu especial e primordial
agradecimento.

13
RESUMO
GASPARIN, Heloíza Döering. Propriedades mecânicas a altas
temperaturas de ferros fundidos cinzentos aplicados a cabeçotes de
motor a diesel, 2015. 104 p. Dissertação (Mestrado em Ciência e
Engenharia de Materiais – Área: Metais) – Universidade do Estado de
Santa Catarina. Programa de Pós Graduação em Ciência e Engenharia
de Materiais, Joinville, 2015.
Este trabalho de pesquisa apresenta os efeitos de elevadas temperaturas
e do tempo de exposição sobre as propriedades mecânicas do ferro
fundido cinzento de matriz perlítica, material comumente aplicado a
cabeçotes de motor a diesel. Foram avaliados três ferros fundidos da
classe FC300, com diferentes percentuais de molibdênio e diferentes
mecanismos de endurecimento. Dois dos materiais possuem diferentes
teores de molibdênio e o terceiro contém teores de molibdênio
desconsideráveis, no entanto, possui grafita refinada. Ensaios de tração
até ruptura a quente foram realizados em corpos de prova com diâmetro
de 10 mm, usinados de um pino bruto de 30 mm de diâmetro. Os
ensaios de tração foram realizados a frio (temperatura ambiente) e a
quente (200°C, 300°C, 350°C, 400°C, 450°C, 500°C e 550°C). Os
tempos de exposição a elevadas temperaturas, após homogeneização
térmica do material, foram de 0 (padrão), 60 e 90 minutos. As amostras
com o maior percentual de molibdênio (0,27% em peso) apresentaram
melhores propriedades mecânicas para as condições de elevada
temperatura. À temperatura ambiente, o material com grafita refinada
teve valores de resistência à tração mais elevados em relação aos outros
dois materiais. As propriedades mecânicas de microdureza, tensão de
escoamento 0,2% e deformação específica complementaram a análise do
comportamento destas propriedades à elevada temperatura. De acordo
com os resultados obtidos, a redução na resistência mecânica com a
elevação da temperatura é atribuída à ocorrência de decomposição da
perlita, como resultado da difusão do carbono vindo da cementita
migrando à grafita, que é o responsável pelo aumento da quantidade de
grafita no material. As análises metalográficas evidenciaram a
ocorrência deste fenômeno. Aumentos no tempo de exposição a
temperaturas elevadas também contribuíram para a degeneração da
perlita. Toda avaliação microestrutural se deu por análise de percentuais

14
de grafita, cementita e tamanho da grafita a diferentes temperaturas de
ensaio, bem como diferentes tempos de exposição à elevada
temperatura.
Palavras-chave: Ferro fundido cinzento. Perlita. Temperaturas
elevadas. Propriedades mecânicas.

15
ABSTRACT
GASPARIN, Heloíza Döering. Mechanical properties at high
temperatures gray cast iron applied to diesel engine cylinder heads,
2015. 104 p. Dissertation (Masters in Science and Materials Engineering
- Area: Metals) - Universidade do Estado de Santa Catarina. Materials
Engineering and Science Program, Joinville, 2015.
This investigation study shows the effects of high temperatures and
exposure time on the mechanical properties of one perlitic gray cast iron
commonly applied to diesel engine cylinder heads. The effects were
evaluated in samples which come from three different cast irons, FC300
class, with different percentages of molybdenum and different hardening
mechanisms. Two of them have different amounts of molybdenum and
the third did not have significant amounts of molybdenum, however,
have refined graphite. The high temperature rupture tensile tests were
performed on specimens with 10mm diameter, machined from bars
30mm diameter. The tests were performed at room and high temperature
(200°C, 300°C, 350°C, 400°C, 450°C, 500°C and 550°C). The exposure
times at elevated temperatures, after material heat homogenization, were
0min (default), 60min and 90 minutes. Samples with highest
percentage of molybdenum (0.27 wt%) had the best mechanical
properties for high temperature conditions. At room temperature, the
material with refined graphite had higher strength resistance values
when compared to the other two materials. The mechanical properties
evaluated by measurements of microhardness, yield strength (0.2%) and
specific strain complement the behavior analysis of these properties at
elevated temperature. According to the obtained results, the stress
strength decreases with the temperature incrementing. This is attributed
to the pearlite matrix decomposition occurrence as a result of the carbon
diffusion process. The Carbon from cementite goes by diffusion to the
graphite, which is the responsible for the increase graphite percentage in
the material. Metallographic analyzes indicate the occurrence of this
phenomenon. Increases in high-temperature exposure time also
contributed to the perlite degeneration. All microstructural evaluation
were made by analysis of cementite and graphite percentage, graphite
size for different test temperatures and different times of exposure to
high temperature.

16
Keywords: Gray cast iron. Perlite. High temperatures. Mechanical
properties.

LISTA DE FIGURAS
Figura 1 – Curva de aumento da potência, cargas e temperatura de
trabalho em componentes de veículos de motores a diesel [Adaptado de
REICHSTEIN, 2005]. 28
Figura 2 – Diagrama de Equilíbrio Ferro - Carbono (Adaptado de
CALLISTER, 2011). 34
Figura 3 – Efeito do Carbono Equivalente sobre o Limite de Resistência
de ferros fundidos cinzentos. Barras de 30mm de diâmetro (Adaptado de
WALTON & OPAR, 1981). 37
Figura 4 – Variáveis da Microestrutura e de processos que podem
influenciar no Limite de Resistência à Tração em ferro fundido cinzento.
(Adaptado de Guesser, 2009). 38
Figura 5 - Grupos de Inoculantes e os elementos de liga/fases que o
formam (Adaptado de VERRAN, 2012). 42
Figura 6 – Proporcionalidade entre os parâmetros influenciados por
diferentes valores de Carbono Equivalente. 43
Figura 7 – Influência do teor percentual de Molibdênio em ferro fundido
cinzento, 0,16%Cr, no valor máximo de resistência à tração quando
exposto a diferentes temperaturas por 100 horas (Adaptado de
TURNBULL, 1959). 46
Figura 8 – Influência do teor percentual de Molibdênio em ferro fundido
cinzento, 0,6%Cr, no valor máximo de resistência à tração quando
exposto a diferentes temperaturas por 100 horas (Adaptado de
TURNBULL, 1959). 46
Figura 9 – Variação do Limite Máximo de Resistência à Tração pela
Temperatura para diferentes composições de ferros fundidos cinzentos
não ligados. (Adaptado de PALMER, 1977) 49
Figura 10 – Variação da tensão de tração em função do parâmetro de
Karson-Miller (tempo e temperatura) para ferros fundidos cinzentos
ligados e não ligados. (Adaptado de Kattus & McPherson, 1959). 50
Figura 11 – Corpo de Prova (CDP) segundo norma JIS-G 0567 utilizado
nos ensaios de tração até ruptura a elevadas temperaturas. 57

18
Figura 12 – Máquina de Ensaios Mecânicos Shimadzu Servopulser,
modelo EHF-EM300K1-070-1A. 58
Figura 13 – Esquema de ensaio para verificação de área isotérmica no
forno da Máquina de Ensaios Mecânicos Shimadzu Servopulser, modelo
EHF-EM300K1-070-1A. 61
Figura 14 – Fluxograma detalhado para ensaio de tração até ruptura a
elevadas temperatura. 62
Figura 15 – Fluxograma resumido para ensaio de tração até ruptura a
elevadas temperatura. 64
Figura 16 – Curva do % de grafita/mm2 em função temperatura de ensaio
e tempo de exposição após homogeneização térmica dos materiais A e B.
71
Figura 17 – Imagens com diferentes aumentos (200x, 500x e 1.000x) à
temperatura ambiente e 200°C da mesma área microestrutural em cada
uma das temperaturas do material B. 74
Figura 18 – Imagens com diferentes aumentos (200x, 500x e 1.000x) à
temperatura 300°C e 350°C da mesma área microestrutural em cada uma
das temperaturas do material B. 75
Figura 19 – Imagens com diferentes aumentos (200x, 500x e 1.000x) à
temperatura 400°C e 450°C da mesma área microestrutural em cada uma
das temperaturas do material B. 76
Figura 20 – Imagens com diferentes aumentos (200x, 500x e 1.000x) à
temperatura 500°C e 550°C da mesma área microestrutural em cada uma
das temperaturas do material B. 77
Figura 21 – Curva dos resultados da análise percentual de cementita por
milímetro quadrado para o material B exposto a diferentes temperaturas
por tempo padrão. 78
Figura 22 – Imagens comparativas da perlita, material B, 5.000x de
aumento (Fe3C = 58%-TA e 51%-200°C). 80
Figura 23 – Imagens comparativas da perlita, material B, 5.000x de
aumento (Fe3C = 48%-300°C e54%-350°C). 81
Figura 24 – Imagens comparativas da perlita, material B, 5.000x de
aumento (Fe3C = 33%-400°C e 31%-450°C). 82

19
Figura 25 – Imagens comparativas da perlita, material B, 5.000x de
aumento (Fe3C = 29%-500°C e 23%-550°C). 83
Figura 26 – Processo de decomposição da cementita presente na perlita.
84
Figura 27 – Comportamento da Resistência à Tração dos 3 ferros
fundidos cinzentos quando submetidos a ensaio de tração até a ruptura em
diferentes temperaturas. 86
Figura 28 – Curva de Limite de Escoamento (0,2%) dos materiais A, B e
C em relação às temperaturas de ensaio. 88
Figura 29 – Curva de Deformação Específica (%) dos materiais A, B e C
em relação às temperaturas de ensaio. 89
Figura 30 – Valores percentuais de microdureza do material B, tendo o
valor da dureza à temperatura ambiente como parâmetro. 91
Figura 31 – Superfície fraturada da liga A (a) temperatura ambiente; (b)
400C. (MEV, 330x de aumento). 92
Figura 32 – Superfície fraturada da liga A (a) temperatura ambiente; (b)
400C. (MEV, 750x de aumento). 93
Figura 33 – Superfície fraturada da liga A (a) temperatura ambiente; (b)
400C. (MEV, 1500x de aumento). 94
Figura 34 – Superfície fraturada da liga A (a) temperatura ambiente; (b)
400C. (MEV, 3000x de aumento). 95

20

21
LISTA DE TABELAS
Tabela 1 – Sequência de elementos de liga favoráveis à grafitização e à
estabilização de Carbonetos (Adaptado de KANNO, 2005). .................. 40
Tabela 2 - Teores de elementos de liga no Ferro Fundido Cinzento
(Adaptado de PIESKE, 1980) ................................................................. 44
Tabela 3 – Variação do Limite Máximo de Resistência à Tração de
diversas Ligas para Temperatura Ambiente e 540°C. ............................. 51
Tabela 4 – Temperaturas Máximas Recomendadas para uso de algumas
Ligas Ferrosas (Adaptado de GENTIL, 1982) ........................................ 53
Tabela 5 – Carbono Equivalente (CE), % em peso de Mo e quantidade
total de CDPs ensaiados por material. ..................................................... 55
Tabela 6 – Distribuição dos CDP por material estudado e temperaturas de
ensaio ...................................................................................................... 56
Tabela 7 – Distribuição dos CDP utilizados em banho de sal por
temperatura e tempos de exposição. ........................................................ 65
Tabela 8 – Resultados da análise do percentual de grafita por milímetro
quadrado para os materiais A e B expostos a diferentes temperaturas e
tempos. .................................................................................................... 69
Tabela 9 – Percentual médio dos tamanhos de grafita medidos para os
materiais A e B a diferentes temperaturas e tempos de exposição. ......... 72
Tabela 10 – Resultados da análise percentual de cementita por milímetro
quadrado para o material B exposto a diferentes temperaturas. .............. 79
Tabela 11 – Valores médios de LRT resultantes de ensaios de tração até
ruptura dos materiais A, B e C a diferentes temperaturas. ...................... 85
Tabela 12 – Valores dos ensaios de Microdureza realizados nos CDPs do
material B, anteriormente submetidos a ensaio de tração a elevadas
temperaturas. ........................................................................................... 87
Tabela 13 – Valores dos ensaios de Microdureza realizados nos CDPs do
material B, anteriormente submetidos a ensaio de tração a elevadas
temperaturas. ........................................................................................... 90

22

23
LISTA DE SÍMBOLOS
Al – Alumínio
B - Boro
Ba – Bário
C – Carbono
CDP – Corpo de Prova
CDPs – Corpos de Prova
CE - Carbono equivalente
Ce – Césio
Co - Cobalto
Cr - Cromo
Cu – Cobre
e – Deformação específica
Fe - Ferro
Fe3C – Cementita
P - Fósforo
HB – Dureza Brinnel
kW – Kilo Watts
kW/l – Kilo Watts por
cilindrada
L – Líquido
mm – Milímetro
mm2 – Milímetro quadrado
MEV – Microscópio eletrônico
por varredura
min - Minuto
Mn – Manganês
MPa – Mega Pascal
Mo - Molibdênio
N – Nitrogênio
Nb - Nióbio
Ni – Níquel
s - Segundo
S - Enxofre
Si - Silício
T - Temperatura
Tamb - Temperatura ambiente
Ti - Titânio
V – Vanádio
W - Tungstênio
σESC – Tensão de escoamento
σMAX – Tensão Máxima
°C – Graus Celsius
°F – Graus Fahrenheit
α - Ferrita
γ - Austenita

24

25
SUMÁRIO
1. INTRODUÇÃO 27
2. OBJETIVO 31
3. REVISÃO DA LITERATURA 33
3.1 FERROS FUNDIDOS 33
3.2 FERRO FUNDIDO CINZENTO 34 3.3 AUMENTO DE RESISTÊNCIA DE FERROS FUNDIDOS
CINZENTOS 38
3.3.1Endurecimento por Solução Sólida 38
3.3.1.1 Elementos Grafitizantes 39
3.3.1.2 Elementos Estabilizadores de Carbonetos 39
3.3.2Inoculação 40
3.4 FERRO FUNDIDO CINZENTO E ELEMENTOS DE LIGA 42 3.4.1 Molibdênio 44
3.5 EFEITO DA ALTA TEMPERATURA NO FERRO FUNDIDO
CINZENTO 47
3.6 FRATURA EM FERRO FUNDIDO CINZENTO PERLÍTICO 51 3.6.1Fraturas a Temperaturas Elevadas 52
4. PROCEDIMENTO EXPERIMENTAL 55
4.1 MATERIAIS 55 4.2 MÉTODOS E EQUIPAMENTOS 55
4.2.1 Ensaio De Tração Até Ruptura A Elevadas
Temperaturas................................................................................55
4.2.2 Ensaios De Estabilidade Da Microestrutura (Banho De
Sais) 64
4.2.3 Análises Metalográficas 65
4.2.4 Ensaios De Microdureza 66 4.3 IMPORTÂNCIA DA DEFINIÇÃO DOS MÉTODOS 66
5. RESULTADOS E DISCUSSÕES 69
5.1 INFLUÊNCIA DA TEMPERATURA NA MICROESTRUTURA 69 5.2 INFLUÊNCIA DA TEMPERATURA NO LIMITE MÁXIMO DE
RESISTÊNCIA À TRAÇÃO 84 5.3 INFLUÊNCIA DA TEMPERATURA NA MICRODUREZA 90

26
5.4 ANÁLISE DA FRATURA 90
6. CONCLUSÃO 97
7. SUGESTÕES PARA FUTUROS TRABALHOS 99
REFERÊNCIAS LITERÁRIAS 101

27
1. INTRODUÇÃO
O desenvolvimento de motores a diesel é caracterizado pelo
constante esforço em aumentar seu desempenho e reduzir seu tamanho,
o que depende diretamente da capacidade que o cabeçote de motor
possui para suportar elevadas cargas a altas temperaturas de trabalho.
Muitas são as partes que contribuem ativa ou passivamente para que um
veículo tenha um desempenho satisfatório. Blocos de motores, coletores
de exaustão, discos de freio e cabeçotes de motor, quando em serviço,
ficam submetidos a tensões térmicas e mecânicas relativamente altas
quando expostos a condições de operação. Assim, é de fundamental
importância a precisão da análise e desenvolvimento dos materiais
utilizados em cabeçotes de motor, considerando todos os aspectos
envolvidos em seu comportamento.
A indústria automobilística objetiva e necessita de inovações
que tragam melhorias aos veículos como aumento de desempenho,
segurança e conforto. No entanto, desenvolver estes quesitos implica, na
maioria das vezes, em incorporar novos sistemas ao veículo, o que
geralmente também aumenta seu peso.
Nos últimos anos os automóveis referenciais seguiram uma
tendência de aumento de peso total, o que resulta em superior consumo
de combustível. Desta forma, a engenharia recebe uma responsabilidade
ainda maior na busca de soluções eficientes na redução de peso dos
automóveis. Diminuir peso pode significar reduzir dimensões de projeto
dos componentes utilizados. Uma vez que o projeto mecânico seja
otimizado com a redução das cotas de seus componentes, é preciso então
que o material utilizado garanta as solicitações do novo projeto, o que
implica em que o material selecionado tenha uma resistência mecânica
mais elevada, suportando satisfatoriamente as cargas ou tensões a que é
submetido.
Também a potência e temperatura de trabalho a que os
componentes são expostos, tiveram aumentos nos últimos anos, o que
pode ser visto na figura (1) [REICHSTEIN, 2005], sendo a influência da
elevada temperatura o principal foco deste trabalho.

28
Figura 1 – Curva de aumento da potência, cargas e temperatura de
trabalho em componentes de veículos de motores a diesel [Adaptado de
REICHSTEIN, 2005].
Fonte: REICHSTEIN, 2005.
O cabeçote de motor a diesel é um dos componentes mais
críticos para a engenharia, pois de maneira geral, ele determina o limite
operacional destes motores. A influência da elevada temperatura há de
ser considerada, pois altera consideravelmente, as propriedades
mecânicas quando comparadas a condições em temperatura ambiente.
A seleção de materiais ideais para cabeçotes de motor a diesel
segue em desenvolvimento, e só pode ser alcançada com pesquisas que
gerem conhecimentos das extremas e complexas condições operacionais
deste componente, sendo elas principalmente as características
mecânicas e termomecânicas a elevadas temperaturas.
Dentro deste contexto, este trabalho visou o entendimento do
comportamento mecânico de diferentes ferros fundidos cinzentos,
aplicados a cabeçotes de motor a diesel, a elevadas temperaturas e
diferentes tempos de exposição, pois estas variações também ocorrem

29
em condições de trabalho. Um maior entendimento das propriedades
destes materiais é de grande valia para a engenharia automobilística,
pois serve como alicerce à desafiante inovação da engenharia
automobilística.

30

31
2. OBJETIVO
Este trabalho teve como objetivo principal o estudo do
comportamento a elevadas temperaturas de diferentes ferros fundidos
cinzentos, que são empregados a cabeçotes de motor a diesel. Os
objetivos específicos deste trabalho foram:
• Determinar o Limite Máximo de Resistência à Tração de
diferentes ferros fundidos cinzentos em diferentes temperaturas;
• Caracterizar o Limite de escoamento, Deformação Específica e
Microdureza dos ferros fundidos cinzentos submetidos a
determinadas temperaturas e diferentes tempos de exposição;
• Compreender o efeito do Molibdênio como elemento de liga;
• Investigar a estabilidade estrutural do ferro fundido cinzento a
elevadas temperaturas.
O estudo comparou três ligas de ferro fundido cinzento de
matriz perlítica. As principais diferenças entre os 3 materiais foram o
teor de Molibdênio e a morfologia da grafita distribuída no material. Um
dos materiais estudados não possui teores consideráveis de molibdênio
em sua estrutura, e este é o material com grafita refinada. Os outros dois
materiais, que possuem teores consideráveis de molibdênio, possuem
principalmente lamelas de grafita que não são consideradas refinadas.
Com isto, procurou-se melhor entender o efeito que o Molibdênio e o
refinamento da grafita exercem nas ligas avaliadas.
Adicionalmente, a pesquisa contemplou o tempo de exposição a
elevadas temperaturas. Os ferros fundidos ligados ao molibdênio
tiveram suas propriedades mecânicas estudadas em diferentes
temperaturas e com diferentes tempos de exposição. Com a variação de
tempo de exposição a altas temperaturas, almejou-se aprofundar o
entendimento da estabilidade microestrutural dos materiais, que é uma
questão fundamental sob o ponto de vista de aplicação.

32

33
3. REVISÃO DA LITERATURA
3.1 FERROS FUNDIDOS
Responsáveis pelo maior volume mundial de materiais fundidos
(em torno de 85%), os ferros fundidos garantem este posicionamento
por suas características, que não são igualmente encontradas em outros
materiais, como por exemplo ligas de alumínio. Suas principais
vantagens são: baixo ponto de fusão, boa fundibilidade (fluidez), baixa
contração na solidificação, boa usinabilidade, boa condutividade térmica
(dissipação), e baixo custo [MALUF, 2007].
São cinco as principais famílias de ferros fundidos [CALLISTER,
2011]:
Ferro fundido Cinzento
Ferro Fundido Nodular
Ferro fundido Maleável
Ferro fundido Vermicular
Ferro fundido Branco
A forma da grafita nos ferros fundidos influencia as
propriedades mecânicas destes materiais. Quando presente em forma de
veios, suas principais características são de baixa resistência mecânica,
boa condutividade térmica, amortecimento de vibrações e boa
usinabilidade. Em contrapartida, mesmo o material tendo a grafita em
forma de veios (lamelas), quando associado à matriz perlítica, a
resistência mecânica pode alcançar níveis bem superiores [GUESSER,
2009].
A taxa de resfriamento na fase líquida de solidificação do ferro
fundido é um dos fatores determinantes na composição da matriz. A
matriz tem grande influência sobre as propriedades do material. De
forma geral, as matrizes perlíticas exibem maior resistência mecânica
que as matrizes ferríticas [SOUZA SANTOS, 1991].
Formando uma classe de ligas ferrosas, os ferros fundidos são
formados por Ferro (Fe) - Carbono (C) - Silício (Si), apresentando
teores de Carbono superiores ou igual a 2,14%. Outros elementos de liga
usualmente podem estar presentes, como por exemplo, Manganês (Mn),
Fósforo (P) e Enxofre (S). O teor de Carbono está normalmente entre
3,0 e 4,5% [CALLISTER, 2011]. Estas ligas, em geral, possuem uma

34
fase pró-eutética na solidificação (austenita e grafita) e uma fase eutética
(austenita + grafita ou austenita + carbonetos) [GUESSER, 2009].
O diagrama de equilíbrio do Ferro-Carbono (Fe-C) e as curvas
de resfriamento são ferramentas fundamentais para análise das
propriedades mecânicas e físico-químicas dos ferros fundidos. A figura
(2) apresenta o clássico diagrama de equilíbrio Fe-C, que pode ser
traduzido como um mapa temperatura-composição, demonstrando as
fases de equilíbrio e as transformações de fase [CALLISTER, 2011].
Figura 2 – Diagrama de Equilíbrio Ferro - Carbono (Adaptado de
CALLISTER, 2011).
Fonte: CALLISTER, 2011
3.2 FERRO FUNDIDO CINZENTO
O mais antigo e comum dos tipos de ferro fundido é o cinzento.
Por sua fratura exibir uma aparência acinzentada recebeu este nome:
Cinzento. De fato, o responsável por este fenômeno é o carbono, que se
apresenta na forma de lamelas de grafita numa matriz de ferrita, perlita
ou uma mistura das duas. A grafita em formato de lamelas pode se

35
apresentar de diferentes tipos: A, B, C, D e E, sendo este um dos
principais parâmetros para análise do comportamento mecânico deste
material [CALLISTER, 2011].
Da família dos ferros fundidos, o cinzento é o que possui menor
intervalo de solidificação. Geralmente hipoeutético (CE < 4,3), sua
solidificação origina-se de um processo de nucleação e crescimento das
fases primárias de austenita, grafita e cementita. O início da
solidificação se inicia com a formação de dendritas de austenita, que
dependendo da composição química, ocorre em diferentes temperaturas.
Assim que o sistema alcança a temperatura de equilíbrio do eutético
estável, formam-se as células eutéticas compostas por austenita e grafita
vindas da transformação eutética após um super-resfriamento
[GONÇALVES, 2005].
A temperatura eutética (1.153°C) é o ponto em que abaixo dele
dois sólidos são gerados: austenita e grafita. Após o término da
solidificação, o resfriamento já no estado sólido apresenta redução do
teor de carbono dissolvido na austenita, o qual se precipita nas partículas
presentes de grafita [GUESSER, 2009].
A transformação eutética nos ferros fundidos cinzentos ocorre
com as duas fases sólidas (grafita e austenita) em contato com o líquido.
Aqui, o crescimento é cooperativo, uma vez que a morfologia de
solidificação contribui para o processo de difusão do carbono [LOPER,
1989].
Na temperatura eutetóide (723°C) tem-se a transformação da
austenita sólida em outras duas fases também sólidas: grafita e ferrita
(reação eutetóide estável), ou, ferrita e cementita, que constituem a
perlita (reação eutetóide metaestável) [LACAZE, 2001]. Diferentes
elementos químicos podem favorecer a reação eutetóide estável ou a
metaestável. Estas influências serão tratadas mais adiante na
apresentação do item 3.4 - “Ferro Fundido Cinzento e seus Elementos
de Liga”.
A grafita possui um efeito de concentração de tensões gerando a
formação de microtrincas na sua extremidade, o que pode causar a
deformação plástica da matriz. Quando a deformação resulta em fratura,

36
isto se dá, de maneira geral, principalmente pelo rompimento entre
partículas adjacentes da grafita e a matriz, o que influencia diretamente
na tenacidade do material, que é a energia necessária para propagar uma
trinca [VOIGT, 1990; GUESSER, 1984].
Mesmo a grafita apresentando-se na forma de veios que
resultam no acúmulo de tensões nas suas extremidades, ela ainda
confere características ao material como capacidade de amortecimento
de vibrações e boa usinabilidade [ANGELONI, 2005; GUESSER,
2009]. A grafita em formato de veios combinada à matriz perlítica
resulta em melhores propriedades mecânicas a materiais utilizados em
elevadas temperaturas, pois confere ao material algumas características
desejadas, como maior condutividade térmica e maior resistência
mecânica [SOUZA SANTOS, 1991].
O ferro fundido cinzento de matriz perlítica é usualmente
utilizado em cabeçotes de motor a diesel por sua alta resistência à tração
e boa estabilidade dimensional quando o material é submetido a
temperaturas de até 500C [GUESSER, 2004]. Acima desta temperatura
a perlita não possui suficiente estabilidade estrutural, e diferentes
elementos de liga são adicionados para atingir as propriedades
necessárias à aplicação. Tendo a grafita do tipo “A” combinada à matriz
perlítica, quando aplicado a temperaturas superiores a 500C, o material
possui boa condutividade térmica, baixa rigidez (módulo de
elasticidade), baixa capacidade de deformação (comparada a materiais
de mesma matriz e diferentes tipos de grafita), limitada estabilidade
estrutural e baixa resistência à oxidação [RÖHRIG, 1978; BURGESS,
1939].
As propriedades mecânicas do ferro fundido cinzento também
são influenciadas pelo tamanho das partículas de grafita, que está
relacionado aos valores de carbono equivalente. O aumento no teor de
carbono equivalente o reduz o limite de resistência do material,
influenciado pelo aumento da quantidade e do tamanho da grafita,
[MALUF, 2009]. A figura (3) apresenta variações do Limite de
Resistência em função do teor de Carbono Equivalente [WALTON,
1981].

37
Figura 3 – Efeito do Carbono Equivalente sobre o Limite de Resistência
de ferros fundidos cinzentos. Barras de 30mm de diâmetro (Adaptado de
WALTON & OPAR, 1981).
Fonte: GUESSER, 2009.
Outro fator importante que deve ser levado em consideração é
que a inoculação é outra variante tão importante como a quantidade e
tamanho da grafita presente no ferro fundido cinzento. A inoculação
permite evitar a presença de carbonetos e aumentar o número de células
eutéticas refinando então partículas de grafita e elevando a quantidade
de regiões intercelulares [PIESKE, 1975]. Ainda, a grafita do tipo D
pode ser evitada pela inoculação, que se forma em grandes super-
resfriamentos e super-refinada, a qual geralmente está associada à matriz
ferrítica (baixa resistência mecânica) [GONÇALVES, 2005].
A quantidade de perlita na matriz é influenciada principalmente
pelo tipo de grafita. Este efeito pode ser balanceado por uma inoculação
eficiente, a qual promove formação de grafita do tipo A associada à
matriz perlítica, que é fundamental para ferros fundidos cinzentos de
alta resistência. A quantidade de perlita e seu espaçamento interlamelar,
também são influenciados pela velocidade de resfriamento no estado
sólido (refinando e aumentando a quantidade de perlita) e pela adição de
certos teores de elementos de liga (Cu, Sn, Cr e Mn são os mais
comuns). A figura (4) apresenta variáveis da microestrutura e de

38
processos que podem influenciar nas propriedades mecânicas do ferro
fundido cinzento. Outras poderiam ser citadas como teor de Mn e S,
inoculantes utilizados, técnicas de inoculação, tipo de carga na fusão,
procedimentos de fusão e etc. [GUESSER, 2009].
Figura 4 – Variáveis da Microestrutura e de processos que podem
influenciar no Limite de Resistência à Tração em ferro fundido cinzento.
(Adaptado de Guesser, 2009).
Fonte: GUESSER, 2009.
3.3 AUMENTO DE RESISTÊNCIA DE FERROS FUNDIDOS
CINZENTOS
3.3.1 Endurecimento por Solução Sólida
O endurecimento por solução sólida é resultante da adição de
elementos de liga que promovem a formação de soluções sólidas
substituicionais ou intersticiais, dependendo da diferença de raio
atômico entre os átomos de soluto e de solvente e também da
localização dos átomos de soluto na rede cristalina. Se os átomos do
soluto tiverem raios de dimensão semelhantes aos do solvente, a solução
sólida é substituicional, se forem significativamente menores a solução
sólida é intersticial [DIETER, 1981]. De maneira geral, átomos

39
intersticiais têm efeito endurecedor bem maior que átomos
substitucionais.
A utilização de elementos formadores, ou estabilizadores, de
carbonetos por solução sólida tem o objetivo de aumentar a resistência
do material. A maioria dos elementos de liga como (Si), (P), (Cr), (Mo),
(W), (V) e (Nb), atuam de tal forma na resistência mecânica dos ferros
fundidos cinzentos, pois são considerados formadores de carbonetos
[TORTORELLI, 1974]. Os elementos grafitizantes também são
utilizados em conjunto com os estabilizadores de carbonetos, com a
finalidade de equilibrar as propriedades resultantes do material.
3.3.1.1 Elementos Grafitizantes
Os elementos grafitizantes elevam o valor do Carbono
Equivalente e promovem a formação da grafita na solidificação, o que
está ligado à solubilidade do Carbono no ferro líquido. Os principais
elementos grafitizantes do ferro fundido cinzento são: Carbono (C),
Silício (Si), Alumínio (Al), Níquel (Ni), Cobre (Cu), Estanho (Sn) e
Titânio (Ti). Todos os elementos de liga, quando adicionados em baixos
teores, tendem a aumentar a resistência à tração e também a dureza do
material. O (Ni) e o (Cu) possuem efeitos muito semelhantes e ambos
neutralizam a tendência ao coquilhamento gerada pelos elementos
estabilizadores de carbonetos. No entanto, o (Cu) é ligeiramente mais
eficiente que o (Ni) e também mais econômico [SOUZA SANTOS,
1991; PIESKE, 1980].
3.3.1.2 Elementos Estabilizadores de Carbonetos
Os Elementos estabilizadores de carbonetos retardam a
precipitação de grafita e aumentam a tendência à formação de
carbonetos. Elevam a resistência mecânica do material, tendo muita
influência na estrutura da matriz e no número de células eutéticas. Os
principais elementos estabilizadores de carbonetos são: Manganês (Mn),
Cromo (Cr), Vanádio (V) e Molibdênio (Mo). O aumento da Resistência
Mecânica através da adição de (Cr), (V) ou (Mo) é limitado, uma vez
que o incremento no percentual da liga destes elementos aumenta a
tendência ao coquilhamento. O (Mo) é que apresenta a situação mais
favorável, ele refina a perlita e, principalmente, aumenta as propriedades
a elevadas temperaturas, sendo muito utilizado em conjunto com o (Cr)
40
pelo fato do Molibdênio (Mo) ser muito caro [SOUZA SANTOS, 1991;
PIESKE, 1980].
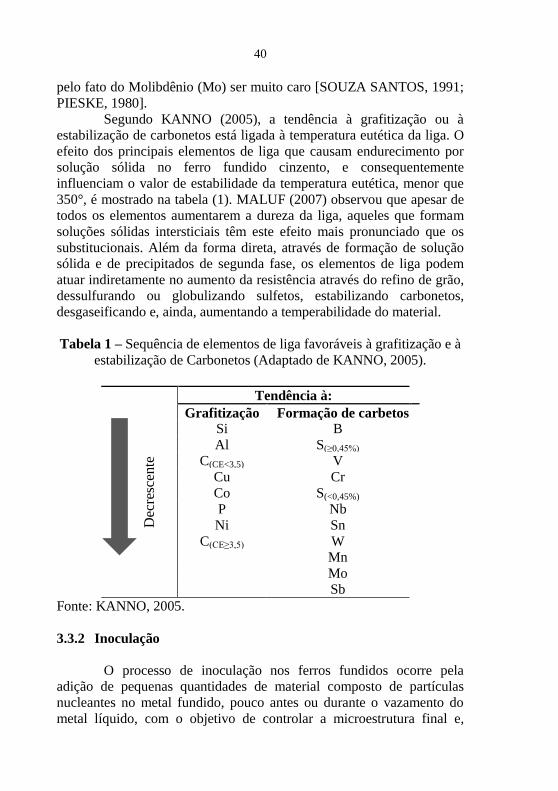
Segundo KANNO (2005), a tendência à grafitização ou à
estabilização de carbonetos está ligada à temperatura eutética da liga. O
efeito dos principais elementos de liga que causam endurecimento por
solução sólida no ferro fundido cinzento, e consequentemente
influenciam o valor de estabilidade da temperatura eutética, menor que
350°, é mostrado na tabela (1). MALUF (2007) observou que apesar de
todos os elementos aumentarem a dureza da liga, aqueles que formam
soluções sólidas intersticiais têm este efeito mais pronunciado que os
substitucionais. Além da forma direta, através de formação de solução
sólida e de precipitados de segunda fase, os elementos de liga podem
atuar indiretamente no aumento da resistência através do refino de grão,
dessulfurando ou globulizando sulfetos, estabilizando carbonetos,
desgaseificando e, ainda, aumentando a temperabilidade do material.
Tabela 1 – Sequência de elementos de liga favoráveis à grafitização e à
estabilização de Carbonetos (Adaptado de KANNO, 2005).
D
ecre
scen
te
Tendência à:
Grafitização Formação de carbetos Si B
Al S(≥0,45%)
C(CE<3,5) V
Cu Cr
Co S(<0,45%)
P Nb
Ni Sn
C(CE≥3,5) W
Mn
Mo
Sb
Fonte: KANNO, 2005.
3.3.2 Inoculação
O processo de inoculação nos ferros fundidos ocorre pela
adição de pequenas quantidades de material composto de partículas
nucleantes no metal fundido, pouco antes ou durante o vazamento do
metal líquido, com o objetivo de controlar a microestrutura final e,

41
assim, as propriedades mecânicas do material [SOUZA SANTOS 1976].
A inoculação é aplicada em ferros fundidos, primeiramente, para
minimizar a formação de carbonetos na estrutura do material,
proporcionando um aumento de células eutéticas disponíveis para a
formação de grafitas refinadas. O aumento do número de células
eutéticas disponíveis diminui o superesfriamento na solidificação,
facilitando a solidificação do eutético estável [FULLER, 1977].
A velocidade de difusão do carbono da austenita à grafita é
influenciada pela velocidade de resfriamento no estado sólido de
difusão, que desta forma tende a aumentar a quantidade de perlita na
microestrutura, de maneira diretamente proporcional. Finalmente, o
processo de inoculação interfere na formação de grafita, e quanto maior
a quantidade de células eutéticas, menores serão as distâncias que o
carbono terá que percorrer, e desta forma, a difusão será facilitada. Isto
é, à medida que o super-resfriamento aumenta, o número de células
eutéticas cresce e, consequentemente, favorece a formação da grafita
mais fina e de menor tamanho [SOUZA SANTOS, 1991].
Um maior número de núcleos potenciais para a nucleação e
crescimento da grafita resulta em uma estrutura mais refinada, que
implica em melhores propriedades mecânicas e físicas [OLAH, 1985]. A
figura (5) apresenta os grupos de principais inoculantes.

42
Figura 5 - Grupos de Inoculantes e os elementos de liga/fases que o
formam (Adaptado de VERRAN, 2012).
Fonte: VERRAN, 2012.
3.4 FERRO FUNDIDO CINZENTO E SEUS ELEMENTOS DE LIGA
Ferros Fundidos Cinzentos de alta resistência são ligas de baixo
teor de Carbono Equivalente (CE), consequentemente, possuem baixa
fluidez e alta contração na fase de solidificação, o que aumenta a
tendência à formação de carbonetos (pontos duros) e ferrita, associados
à grafita de superesfriamento (pontos moles) [SOUZA SANTOS, 1991;

43
PIESKE, 1980]. A figura (6) apresenta a influência do Carbono
Equivalente sobre as propriedades de fundição do ferro fundido
cinzento.
Figura 6 – Proporcionalidade entre os parâmetros influenciados por
diferentes valores de Carbono Equivalente.
Fonte: produção do próprio autor
O Carbono Equivalente (ou grau de saturação) mostra o quão
próximo está uma liga da composição eutética. Para que um ferro
fundido cinzento tenha boas propriedades mecânicas, ele deve possuir
Carbono Equivalente inferior a 4,3; ou seja, de composição hipoeutética.
O Carbono Equivalente pode ser medido através da quantificação em
peso percentual de Carbono (C), Silício (Si) e Fósforo (P). A equação
abaixo demonstra uma maneira de quantificar o CE:
CE = %p(C) +%p(Si)
3+
%p(P)
3 (Equação 1)
Quando elementos de liga são adicionados ao ferro fundido
cinzento, eles podem agir de diferentes maneiras, dependendo de seus
teores. De forma geral, eles são adicionados para promover um aumento
da resistência mecânica. No processo de endurecimento por solução
sólida os elementos adicionados são classificados em Grafitizantes e
Estabilizadores de Carbonetos [PIESKE, 1980]. A tabela (2) apresenta a
faixa de valores padrão de cada um dos elementos para que não sejam
apenas impurezas, e então possam agir de acordo com a classificação.

44
Tabela 2 - Teores de elementos de liga no Ferro Fundido Cinzento
(Adaptado de PIESKE, 1980).
Fonte: PIESKE, 1980.
3.4.1 Molibdênio
Um dos elementos mais influentes para o aumento da
resistência mecânica e dureza do ferro fundido cinzento, é o molibdênio.
Este elemento influencia positivamente, principalmente, no aumento da
estabilidade termodinâmica do ferro fundido cinzento. Sua tendência ao
coquilhamento é bem inferior que a dos outros elementos estabilizadores
de carbonetos. Ele é um forte estabilizador da perlita e incrementa
consideravelmente as resistências à tração a elevadas temperaturas e à
fluência. Ainda, quando presente em materiais submetidos a elevadas
temperaturas, por ser um eficiente estabilizador da perlita, dificulta as
transformações na microestrutura, minimizando a decomposição da
cementita [BATES, 1986].
Pela boa resistência a temperaturas elevadas, cada vez mais os
ferros fundidos cinzentos com adição de molibdênio têm sido utilizados.
Esta principal característica faz com que este material seja um substituto
economicamente viável e eficaz de aços altamente ligados ou ferros
Elemento
QuímicoGrafitizantes
Estabilizador
de Carbonetos
Teor padrão em % de
peso para ação desejada
C* x 0,5 a 0,8
Si* x 1,0 a 3,0
Al x < 0,25
Al x > 4,0
Ni x 0,25 a 3,0
Cu x 0,5 a 2,0
Ti x 0,05 a 0,2
Ti x > 0,2
Mn* x 1,7x(%S) + 0,3 a 0,4
Cr x 0,15 a 1,0
Mo x 0,2 a 0,8
Sn x até 0,15
V x até 0,5
*para obtenção de matriz perlítica

45
fundidos. Assim, este elemento torna-se fundamental em aplicações de
componentes automobilísticos, ou que simplesmente estejam expostos a
elevadas cargas e temperaturas, como: blocos de motor turbo,
componentes de fornos, propulsão de navios, coletores de escape do
motor, virabrequins necessários para a geração de energia, grandes
engrenagens, equipamentos de mineração de grande porte e cabeçotes de
motor [NECHTELBERGER, 1980; GUNDLACH, 1983].
Quando o ferro fundido possui a combinação de elementos de
liga como o Cromo e Molibdênio, a grafita é influenciada a ponto de
que o material apresente significativo aumento de tenacidade. Isto quer
dizer que com a presença destes componentes, a energia necessária para
propagar uma trinca é bem superior do que quando estes elementos não
estão presentes na estrutura do material. Este fato torna o ferro fundido
cinzento adicionado de Cromo e Molibdênio um material ideal para
aplicações que tenham abrasividade excessiva, por exemplo, os
processos de mineração, trituração e moagem, entre outros
[INTERNATIONAL MOLYBDENUM ASSOCIATION, 2013]. Ainda,
com a adição de Cromo e também Molibdênio, o ferro fundido cinzento
possui propriedades satisfatórias como material fundido e faz com que
tratamentos térmicos caros não sejam necessários, tornando-se uma
opção de excelente relação custo x benefício em comparação a outros
materiais deste tipo de aplicação [ARCHER, 1970; BATES, 1986].
TURNBULL (1959) estudou os efeitos causados nas
propriedades de tração até a ruptura, a 425C, 540C e 600C, para
ferros fundidos cinzentos com adição de diferentes teores de (Cr) e
(Mo), quando expostos a estas temperaturas por 100 horas. As figuras
(7) e (8) apresentam estes resultados.
O Cr e Mo aumentam a eficiência dos ferros cinzentos perlíticos
a elevadas temperaturas, no entanto, os elementos de liga não
determinam isoladamente o comportamento do material, que também é
fortemente influenciado pelos tempos e temperatura de exposição.
Acima de 500C, Cr e Mo continuam minimizando os efeitos da
temperatura sob a resistência do material, porém, não são capazes de
impedir os prejuízos da oxidação interna e decomposição da perlita
[RÖHRIG, 1978; PALMER, 1971; GUNDLACH, 1983].

46
Figura 7 – Influência do teor percentual de Molibdênio em ferro fundido
cinzento, 0,16%Cr, no valor máximo de resistência à tração quando exposto
a diferentes temperaturas por 100 horas (Adaptado de TURNBULL, 1959).
Fonte: GUNDLACH, 1983.
Figura 8 – Influência do teor percentual de Molibdênio em ferro fundido
cinzento, 0,6%Cr, no valor máximo de resistência à tração quando exposto a
diferentes temperaturas por 100 horas (Adaptado de TURNBULL, 1959).
Fonte: GUNDLACH, 1983.

47
3.5 EFEITO DA ALTA TEMPERATURA NO FERRO FUNDIDO
CINZENTO
Publicações a respeito de resistência termomecânica de ferros
fundidos cinzentos de matriz perlítica ainda são muito escassas. Além
disto, poucos estudos publicados a respeito da resistência à tração a
quente e fluência de ferros fundidos cinzentos ligados de matriz
perlítica, utilizados em cabeçotes de motor a diesel estão disponíveis
[GUNDLACH, 1983], um dos grandes motivos é o alto investimento
econômico que as pesquisas requerem, em especial tratando-se dos
equipamentos necessários para os experimentos.
Entende-se que a temperatura máxima de operação de um
cabeçote de motor a diesel esteja entre 480C e 540C
[NECHTELBERGER, 1980; RÖHRIG, 1978]. Para ferros fundidos
cinzentos de matriz perlítica que trabalhem em temperaturas elevadas, é
fundamental que se atente a variações do teor de Silício e Carbono, à
estrutura da grafita, e à variação do teor dos elementos de liga
[PALMER, 1977], pois estas características estão diretamente
relacionadas à deterioração de propriedades que o ferro fundido cinzento
possa vir a sofrer em elevadas temperaturas. As propriedades mais
afetadas pelo aumento de temperatura são dureza, resistência mecânica e
resistência à oxidação, e, alterações dimensionais e microestruturais
[GONÇALVES, 2005].
Para a maioria das aplicações a elevadas temperaturas, até
300°C os materiais apresentam satisfatórios valores de estabilidade
estrutural. Isto se deve à estabilidade termodinâmica, que nesta
temperatura ainda não é afetada tão criticamente. Em contrapartida, para
temperaturas maiores que 350°C, a resistência à tração começa a
diminuir ligeiramente. Este comportamento acentua-se notadamente
para temperaturas superiores a 400°C [PALMER, 1977]. PALMER
(1987) considera que acima de 350C, ferros fundidos ligados são
altamente recomendados, pois a partir deste ponto a cementita pode se
tornar ainda mais instável, dependendo do tempo de exposição à elevada
temperatura. O ferro fundido cinzento com adição de Molibdênio
apresenta maior resistência à deformação plástica em temperaturas
superiores a 400C, mesmo sabendo-se que praticamente todos os
materiais desta classe apresentam brusca redução da resistência à tração
quando submetidos a temperaturas em torno de 400C [GILBERT,
1982; GUNDLACH, 1983; RÖHRIG, 2003].

48
Esta queda da resistência à tração é atribuída ao início da
decomposição da perlita. A cementita presente na perlita, que já é
termodinamicamente instável, a esta temperatura decompõe-se em
ferrita e grafita. A decomposição pode vir acompanhada de um aumento
de volume, mais conhecido como “crescimento” do ferro fundido
[NECHTELBERGER, 1980; PALMER, 1976; GILBERT, 1959]. O
aumento da temperatura e o tempo de exposição são condições que
então implicam na decomposição da cementita, a qual ocorre por
processo de difusão [MALUF, 2007; KATTUS, 1959].
A grafita do ferro fundido cinzento perlítico, quando exposto a
elevadas temperaturas por longos tempos tende a acrescer em tamanho e
exibir oxidação interna ao longo de seus veios. O crescimento acontece
principalmente por haver alteração da microestrutura, onde a matriz
decomposta em ferrita vem acompanhada da formação de grafita
explodida (aumentada). A transformação microestrutural ocorre porque
o Carbono presente na matriz se difunde para a grafita depositando-se
nas lamelas de grafita já existentes [GUNDLACH, 1983; GILBERT,
1959].
A figura (9) apresenta o resultado de ensaios de tração até
ruptura a elevadas temperaturas para ferros fundidos cinzentos perlíticos
não ligados, que mostra a brusca queda da resistência à tração acima de
400°C, devido à decomposição da perlita.
Fadiga, oxidação e fluência são fatores que não podem deixar
de ser citados quando se fala do efeito da elevada temperatura em ferros
fundidos cinzentos. Componentes que em condições de serviço estejam
expostos a elevadas temperaturas, podem estar sujeitos fadiga, oxidação
ou fluência de forma isolada ou, em situações mais críticas, em
conjunto, gerando muitos problemas para a satisfatória aplicação dos
componentes. Quando estes problemas estão sobrepostos, o estudo do
material torna-se ainda mais complexo, pois o número de variáveis que
dizem respeito ao comportamento deste material é ainda maior. Por
exemplo, podem sobrepor-se fatores como: elevadas temperaturas de
trabalho, deformação mecânica, oxidação, microtrincas (fadiga
mecânica ou termomecânica), transformações microestruturais devido
ao tempo de exposição à elevada temperatura (fluência) [CAI, 1999;
GILBERT, 1982].

49
Figura 9 – Variação do Limite Máximo de Resistência à Tração pela
Temperatura para diferentes composições de ferros fundidos cinzentos
não ligados. (Adaptado de PALMER, 1977)
Fonte: PALMER, 1977.
Quando os materiais estão sob taxa de deformação constante o
crescimento de trincas pode ocorrer, gerando diferentes respostas da
deformação do material. Além da solicitação mecânica, estando um
metal também exposto a elevada temperatura, ele ainda poderá ter sua
microestrutura comprometida. O tempo pelo qual é mantido à elevada
temperatura pode implicar em significativas reduções da resistência do
material. A relação existente entre o tempo de exposição e as
propriedades mecânicas pode variar de acordo com o material, e
depende muito de qual é a temperatura a que este material está sujeito
[FUCHS, 1980]. Quanto mais elevadas as temperaturas, maiores são os
danos causados ao material.
Kattus & McPherson (1959) realizou estudos de ferros fundido
cinzentos ligados e não-ligados submetidas a cargas de tração a elevadas
temperaturas em função do tempo. Também ele concluiu que a
resistência da liga analisada diminui com o aumento do tempo e da

50
temperatura de exposição. A figura (10) apresenta os resultados deste
estudo.
Figura 10 – Variação da tensão de tração em função do parâmetro
de Karson-Miller (tempo e temperatura) para ferros fundidos
cinzentos ligados e não ligados. (Adaptado de Kattus & McPherson,
1959).
Fonte: KATTUS, 1959
Outros estudos evidenciaram que em temperaturas elevadas a
resistência mecânica é menor em relação à temperatura ambiente.
Turnbull (1959) e Gundlach (1983) determinaram o Limite Máximo de
Resistência à Tração em temperatura ambiente e também a 540°C para
diferentes ligas de ferro fundido cinzento perlítico. A tabela (3)
apresenta estes resultados que apontam as menores variações para as
ligas com maiores teores de Cromo e Molibdênio.

51
Tabela 3 – Variação do Limite Máximo de Resistência à Tração de
diversas Ligas para Temperatura Ambiente e 540°C.
Fonte: Adaptado de GONÇALVES, 2005.
3.6 FRATURA EM FERRO FUNDIDO CINZENTO PERLÍTICO
A grafita nos ferros fundidos cinzentos apresenta-se na forma
de veios, os quais estão envoltos pela matriz perlítica. A fratura frágil
(CLIVAGEM) destes materiais normalmente ocorre na grafita, onde
nucleiam as trincas e propagam-se nesta fase. A forma da grafita é a
principal influente sobre o modo de fratura de um ferro fundido
cinzento. Seus veios agem como entalhes na matriz, favorecendo a
nucleação de trincas [SOUZA SANTOS, 1991; RIEDEL, 1987].
Simultaneamente ocorre o crescimento da trinca principal e das
microtrincas, o que não se consegue distinguir. A distribuição das
partículas de grafita possui forte influência na propagação das trincas.
Quando elas seguem aumentando ocorre grande deformação plástica,
que ao preceder a fratura, limitam-se a algumas regiões da perlita, entre
células eutéticas [GUESSER, 2009].
No interior da célula eutética a trinca segue o esqueleto da
grafita. A matriz não influencia tão fortemente o tipo de fratura como a
grafita o faz. Porém, para que seja rompida através dos contornos das
células eutéticas, a grafita exige um aumento da energia de fratura,
tornando este fenômeno a origem da boa resistência do ferro fundido
cinzento. Percebe-se então, a importante relação entre tamanho,
distribuição e quantidade das partículas de grafita e a resistência à
propagação da trinca. A matriz perlítica de materiais rompidos por
ensaio de tração, muitas vezes pode revelar sua estrutura lamelar, isto se
52
deve às deformações envolvidas no processo de fratura [GUESSER,
2009].
3.6.1 Fraturas a Temperaturas Elevadas
Fraturas resultantes de ensaios de tração a elevadas
temperaturas estão muitas vezes sujeitas a iniciarem seu processo por
nucleação no contorno de grão. Experimentalmente observa-se que a
fratura em altas temperaturas é predominantemente intergranular,
originada na redução da coesão dos contornos de grão. Para manter a
continuidade entre os grãos durante a deformação plástica do ferro
fundido cinzento, é necessário que ocorra o deslizamento relativo dos
grãos. Este processo, embora ocorra em todas as ocasiões, torna-se mais
intenso e relevante em altas temperaturas, devido ao aumento da
difusividade e da fração de equilíbrio de lacunas [RIEDEL, 1987].
Quando ocorre fratura do material em condições combinadas de
solicitação mecânica e exposição à elevada temperatura por extenso
período, a superfície de separação dos contornos de grão pode exibir
complexas formas de superfícies sobrepostas. A exposição a elevadas
temperaturas também pode resultar em fragilização e subsequente
fratura intergranular como consequência de oxidação interna ao longo
do contorno de grão. O contorno de grão pode ser alterado pela
formação de óxidos e a partir deste ponto, a fratura poderá ser regida por
mecanismos de fragilização por oxidação [RIEDEL, 1987;
TORTORELLI, 1974].
Para fraturas com mecanismo de fragilização por oxidação, sob
solicitação mecânica e exposição à elevada temperatura, pode-se
entender que através das microtrincas geradas pela tração no material
aquecido, segundo RÖHRIG, 2003, “o oxigênio presente na atmosfera
move-se ao longo da interface entre a matriz e as lamelas de grafita,
penetrando rapidamente no interior da estrutura eutética” e reage com os
componentes livres no contorno de grão, formando óxidos por difusão
no estado sólido. Por se tratar de difusão no estado sólido, a oxidação é
influenciada fundamentalmente pela temperatura, pelo gradiente de
concentração do metal e pelas leis de migração em face das
imperfeições reticulares. Reações similares podem ocorrer quando
Nitrogênio, Carbono ou Enxofre se difundem para o interior da liga,
precipitando então Nitretos, Carbonetos ou Sulfetos, respectivamente
[MROWEC, 1978; EVANS, 1960].

53
Neste momento o ponto de fusão dos óxidos que se formam
deve ser avaliado e considerado. Ainda, deve-se checar a combinação
dos elementos de liga presentes no material, pois podem reduzir a
temperatura eutética do material. Combinações pontuais de alguns
elementos de liga podem gerar tais alterações, e caso o material seja
exposto a valores de temperatura superiores, é possível que o óxido
formado venha a sofrer uma transformação de estado e torne-se líquido,
podendo causar fratura por rápida oxidação e degradação da estrutura
[TORTORELLI, 1974; GENTIL, 2003]. A tabela (4) apresenta
temperaturas máximas recomendadas para uso de algumas ligas ferrosas
em algumas combinações específicas de elementos de liga.
Tabela 4 – Temperaturas Máximas Recomendadas para uso de algumas
Ligas Ferrosas (Adaptado de GENTIL, 1982)
Fonte: GENTIL, 2003.

54

55
4. PROCEDIMENTO EXPERIMENTAL
4.1 MATERIAIS
Três diferentes materiais, A, B e C, foram tomados para o
estudo das propriedades de ferros fundidos cinzentos perlíticos
aplicados a cabeçotes de motor a diesel. São eles:
MATERIAL A – ferro fundido cinzento com matriz
100% perlítica adicionado de 0,21% de Molibdênio;
MATERIAL B – ferro fundido cinzento com matriz
100% perlítica adicionado de 0,27% de Molibdênio;
MATERIAL C – ferro fundido cinzento com matriz
100% perlítica com grafita refinada por inoculação e
com teor residual de Molibdênio (0,02%).
A tabela (5) apresenta as principais diferenças entre os três
materiais e a quantidade de corpos de prova (CDPs) utilizados na
pesquisa para cada um deles. Todos os corpos de prova de cada um dos
3 diferentes materiais foram provenientes de apenas uma corrida. As
análises químicas foram feitas e disponibilizadas pela empresa TUPY
S.A..
Tabela 5 – Carbono Equivalente (CE), % em peso de Mo e quantidade
total de CDPs ensaiados por material.
Materiais CE Mo Total de CDP
A 4,08 0,21 26
B 4,09 0,27 30
C 4,08 0,02 24
Fonte: produção do próprio autor.
4.2 MÉTODOS E EQUIPAMENTOS
4.2.1 Ensaio de Tração até Ruptura a Elevadas Temperaturas
Os corpos de prova, figura (11), foram fornecidos pela empresa
TUPY S.A. e obtidos a partir de um pino bruto de fundição com 30mm
de diâmetro e 340mm de altura segundo norma ABNT NBR 6598:1984.
Seguindo a norma NM-ISSO 377-1:96 (Seleção e Preparação) JIS-G
0567/2012 (Dimensões), foram usinadas 80 amostras distribuídas nos 3
ferros fundidos cinzentos estudados (todos os corpos de prova de foram

56
provenientes da mesma corrida de fundição, para cada material
estudado), para a realização de ensaios de tração até ruptura em oito
diferentes temperaturas, tendo sua distribuição de temperaturas de
ensaios apresentada na tabela (6).
Tabela 6 – Distribuição dos CDP por material estudado e temperaturas de ensaio
Quantidade
de CDP por
material e
TºC de
Ensaio
Temperatura de Ensaio (ºC) Total por
material
20
20
0
30
0
35
0
40
0
45
0
50
0
55
0
Material A 4 3 3 3 3 3 3 4 26
Material B 5 3 3 4 3 3 4 5 30
Material C 3 3 3 3 3 3 3 3 24
Total por
TºC 12 9 9 10 9 9 10 12 80
Fonte: produção do próprio autor.
Para realização dos ensaios estáticos de tração à elevada
temperatura, com taxa de deformação constante, utilizou-se a máquina
de ensaios mecânicos SHIMADZU Servopulser, modelo EHF-
EM300K1-070-1A da UDESC, que pode ser vista na figura (12). A
capacidade deste equipamento é de 300kN, no entanto para este estudo,
pode-se fazer uso da célula de carga de 100kN, uma vez que esta
capacidade garante as faixas requeridas para romper o CDP.

57
Figura 11 – Corpo de Prova (CDP) segundo norma JIS-G 0567 utilizado nos ensaios de tração até ruptura a elevadas
temperaturas.
Fonte: produção do próprio autor.

58
Figura 12 – Máquina de Ensaios Mecânicos Shimadzu Servopulser,
modelo EHF-EM300K1-070-1A.
Fonte: produção do próprio autor.

59
Para os ensaios a elevadas temperaturas, a máquina dispõe de
um forno tubular que é aquecido por resistência elétrica, permitindo
ensaios de até 1000°C. O forno é composto de três resistências elétricas:
superior, central e inferior de 1,25kW, 1kW e 1,3kW respectivamente. O
forno possui 140mm de diâmetro e 240mm de altura, sendo estas suas
dimensões internas. A temperatura do forno é medida através de 3
termopares presentes no interior do forno, sendo que a leitura é feita
pelo painel de controle, da marca Mitsubishi. O painel além de mostrar
as temperaturas internas, também permite controlar a taxa de calor
emitida pelas 3 resistências elétricas independentemente.
Os ensaios foram executados com taxa de deformação de
0,1mm/min para temperaturas elevadas e 5mm/min para temperatura
ambiente, conforme a norma NM-ISO 783:96 (Metallic Materials -
Tensile Testing at Elevated Temperature),.
Durante a fase de ensaios preliminares, no início da pesquisa, a
cada diferente temperatura de ensaio, as 3 resistências elétricas do forno
eram acionadas para que o forno alcançasse a temperatura determinada
para execução do ensaio de tração até ruptura. Através do painel de
controle aguardava-se que os 3 termopares convergissem à temperatura
requerida, com variações de no máximo ±3°C. Após o equilíbrio
térmico entre os 3 termopares, entendia-se que apenas neste momento a
superfície do CDP teria também atingido a temperatura de ensaio. No
entanto, após a realização dos ensaios preliminares, algumas diferenças
foram observadas na magnitude da resistência à tração em relação à
literatura. Com investigações das diferenças encontradas, pode-se
entender que o material estava sendo exposto à temperatura de ensaio
por tempos demasiadamente prolongados, e a origem desta constatação
estava no procedimento da estabilização de temperatura de ensaio no
forno.
Para verificar o gradiente de temperatura que poderia ocorrer no
forno em comparação à leitura feita pelo painel, realizou-se um
procedimento experimental com o auxílio de um termopar móvel
inserido na parte interna do forno. As resistências elétricas foram
configuradas para fornecerem diferentes valores de energia térmica.
Com os dados coletados a partir do termopar móvel, constatou-se que
principalmente a energia térmica emitida pela resistência central
implicava diretamente na estabilização da temperatura de superfície do
CDP utilizado no estudo. O experimento permitiu concluir que apenas a
estabilização da resistência elétrica central, garante uma faixa isotérmica
de 45mm acima do ponto central da resistência elétrica central e 40mm

60
abaixo dessa mesma referência. A extensão de 85mm que é garantida
pela resistência central cobre as dimensões do CDP utilizado neste
estudo, que possui 70mm entre as cabeças de fixação.
Os Ensaios Preliminares permitiram:
Aprofundar o entendimento dos fenômenos que regem o
comportamento mecânico a elevadas temperaturas;
Avaliar diferenças encontradas entre os resultados dos ensaios e
literatura;
Realizar experimentos para avaliação de zonas isotérmicas do forno,
constatando principal origem das diferenças entre ensaios
preliminares e literatura;
Definir Metodologia adequada para avaliação de comportamento
mecânico do material a elevadas temperaturas da pesquisa.
A figura (13) mostra o esquema utilizado para investigação dos
procedimentos preliminares e validação dos procedimentos utilizados
nesta pesquisa.
Para os ensaios da pesquisa que geraram os resultados deste
trabalho, adotou-se o procedimento de aguardar apenas que o termopar
central atingisse a temperatura de ensaio, uma vez que a análise descrita
acima mostrou que a partir deste momento a superfície do corpo de
prova alcança a temperatura de ensaio objetivada.
O tempo de espera para que a superfície do CDP atingisse a
temperatura de ensaio ficou em torno de 15min. Ou seja, este foi o
tempo médio necessário para que a resistência central emitisse suficiente
energia ao sistema, garantindo que o forno e a superfície do CDP
estivessem na temperatura de ensaio.
Após a estabilização da temperatura do forno monitorado pelo
termopar central, era necessário o processo de homogeneização térmica
do CDP. Os tempos de homogeneização foram calculados a partir do
modelo matemático da capacitância global de transferência de calor. Os
valores calculados ficaram em torno de 30min para a faixa de
temperatura de 200°C a 550°C, resultado que converge para o valor
utilizado por outros estudiosos desta mesma linha de pesquisa, como por
exemplo, Gilbert, 1982 e Gundlach, 1983.

61
Figura 13 – Esquema de ensaio para verificação de área isotérmica no
forno da Máquina de Ensaios Mecânicos Shimadzu Servopulser, modelo
EHF-EM300K1-070-1A.
Fonte: produção do próprio autor.
Também se adotou como procedimento para todos os ensaios
realizados, que após ruptura, as resistências elétricas do forno eram
desligadas e imediatamente abria-se a porta do forno, com o intuito de
não deixar o CDP exposto à elevada temperatura por tempos superiores,
o que poderia influenciar na análise microestrutural dos materiais. Este
procedimento foi orientado pelo fabricante da máquina de ensaios
(SHIMADZU) em treinamento operacional. A figura (14) apresenta o
fluxograma detalhado de procedimentos de operação de máquina de
ensaio de tração à temperatura elevada e forno. A figura (15) apresenta o
fluxo resumido.

62
Figura 14 – Fluxograma detalhado para ensaio de tração até ruptura a elevadas temperatura.
Continuação...
Fonte: produção do próprio autor.

63
Figura 14 – Fluxograma detalhado para ensaio de tração até ruptura a elevadas temperatura (continuação)...
Fonte: produção do próprio autor.

64
Figura 15 – Fluxograma resumido para ensaio de tração até ruptura a
elevadas temperatura.
Fonte: produção do próprio autor.
O resultado de Limite Máximo de Resistência à Tração
originou-se da média do total de corpos de prova rompidos na
temperatura de ensaio, que teve um número mínimo de corpos de prova
igual a 3 e máximo de 5, dependendo da temperatura.
4.2.2 Ensaios de Estabilidade da Microestrutura (Banho de sais)
Para o material B (0,27%p de Molibdênio) também foram
realizados ensaios em banhos de sais a diferentes temperaturas e tempos
de exposição. Os ensaios em banhos de sais foram realizados pela
empresa SOCIESC nas temperaturas de 400°C, 450°C, 500°C e 550°C.
Para cada uma destas temperaturas, o material ficou exposto por
diferentes intervalos de tempo, os quais foram de 60min e 90min. As
amostras foram retiradas das cabeças rosqueadas de 2 CDP (19 e 25)
que haviam sido previamente utilizados no ensaio de tração até a ruptura
à temperatura ambiente, resultando em 4 amostras por CDP (2 de cada
extremidade), resultando num total de 8 amostras. As dimensões das
amostras são 20mm de diâmetro e 15mm de altura. A tabela (7)

65
apresenta a distribuição das 12 amostras utilizadas nos ensaios em
banhos de sais.
Tabela 7 – Distribuição dos CDP utilizados em banho de sal por
temperatura e tempos de exposição.
Temperatura
(ºC)
Tempo (min)
60 90
400 B.19.1 B.25.1
450 B.19.2 B.25.2
500 B.19.3 B.25.3
550 B.19.4 B.25.4
Fonte: produção do próprio autor.
Os ensaios foram realizados com sais específicos para as faixas
de temperatura avaliadas, que garantem a integridade microestrutural do
material, sem influenciar nos resultados. As amostras foram submetidas
à exposição à elevada temperatura por 5min, tempo que garante a
homogeneização da temperatura do corpo de prova, e depois ficaram
expostas à temperatura elevada pelo exato tempo de ensaio que se
propunha. Depois de finalizado o ensaio, as amostras eram levadas a
fornos de atmosfera controlada, onde não se expunham à oxidação,
resfriando até temperatura ambiente.
4.2.3 Análises Metalográficas
Análises metalográficas foram utilizadas para a medição
quantitativa e qualitativa de grafita presente nos ferros fundidos
cinzentos com presença de teor de Molibdênio (materiais A e B). Para a
medição de percentuais de grafita por milímetro quadrado, número de
grafitas por milímetro quadrado e tamanho de grafita, utilizou-se um
microscópio óptico da empresa TUPY S.A., com capacidade de
aumento de até 1.000 vezes, o qual estava capacitado ao software Image
Pró-Plus. Após os corpos de prova serem cortados, embutidos e
preparados, cada um deles teve 5 análises realizadas. Cada uma das 5
análises consistiu na obtenção de 8 imagens aleatórias (100x de
aumento), em que o software compilava e gerava o resultado médio
através do método comparativo por diferença de tonalidades de Pixels
de imagens bifásicas. Desta forma, o resultado da medição de cada
corpo de prova originou-se da análise de 40 imagens (5 x 8). E, o

66
resultado de cada temperatura ensaiada originou-se da análise de um
mínimo de 120 imagens (menor quantidade de corpos de prova por
temperatura de ensaio = 3).
A avaliação do percentual de cementita por milímetro quadrado
foi feita apenas para o material B, que consistiu na tomada de imagens
com 5.000 vezes de aumento, feitas através de Microscópio Eletrônico
de Varredura (MEV), da UDESC. Cada corpo de prova teve 10 imagens
avaliadas com auxílio do software Image Pró-Plus (versão 6.2.1.491) da
empresa Media Cybernetics. Após os corpos de prova serem cortados,
embutidos e preparados e atacados com NITAL 3% para revelação da
matriz, cada um deles teve 10 imagens aleatórias (5.000x de aumento)
em que o software compilou e gerou o resultado médio através do
método comparativo por diferença de tonalidades de Pixels de imagens
bifásicas. Desta forma, o resultado da medição de cada corpo de prova
originou-se da análise de 10 imagens. E, o resultado de cada temperatura
ensaiada originou-se da análise de um mínimo de 30 imagens (menor
quantidade de corpos de prova por temperatura de ensaio = 3).
4.2.4 Ensaios de Microdureza
Também os ensaios de microdureza foram realizados apenas
para o material B, com amostras que foram submetidas à elevada
temperatura por tempo padrão, e depois de resfriadas tiveram sua
microdureza analisada.
Todos os corpos de prova tiveram cinco medições aleatórias,
que foram realizadas em laboratórios da empresa TUPY S.A. em um
microdurômetro da marca Shimadzu, modelo DUH – W211 Series
Micro Hardness Tester, penetrador em forma de pirâmide triangular com
ângulo de 115º, com carga de 0,5 mN. O resultado médio de
microdureza resultou de no mínimo 15 valores, que se originaram da
média de 5 medições para no mínimo 3 CDP por temperatura de ensaio.
4.3 Importância da Definição dos Métodos
Os resultados a seguir foram obtidos a partir de ensaios de
tração até a ruptura a elevadas temperaturas feitos nas ligas A, B e C.
Análises microscópicas para avaliação do percentual e número de grafita
por milímetro quadrado e a quantificação do tamanho da grafita foram
feitos apenas para os materiais A e B. Análise do percentual de
cementita e ensaios de microdureza foram designados apenas ao

67
material B, uma vez que a curva do Limite Máximo de resistência
apontava para este material como o de melhor desempenho na aplicação
de cabeçotes de motor a diesel.
De maneira geral, pode-se dizer que os ensaios preliminares
foram de suma importância para a análise de dados deste trabalho, pois
eles permitiram o aprendizado e a determinação de métodos corretos de
ensaios de tração até ruptura a elevadas temperaturas. Mais do que isto,
e principalmente, os ensaios preliminares permitiram que as diferenças
encontradas fossem investigadas, e desta forma, procedimentos de
ensaios foram alterados, a fim de garantir a qualidade da pesquisa a que
se objetivou este trabalho.

68

69
5. RESULTADOS E DISCUSSÕES
5.1 INFLUÊNCIA DA TEMPERATURA NA MICROESTRUTURA
O resultado das análises metalográficas das duas ligas estudadas
é apresentado na tabela (8), que mostra os valores do percentual de
grafita/mm2 para as ligas A e B, tempo de exposição a quente e
temperatura de avaliação. Percebe-se que com o aumento da temperatura
os valores do percentual de grafita/mm2 crescem discretamente até
300°C. Entre 300°C e 350°C os valores caem, voltando a aumentar para
temperaturas superiores a 350°C. Acredita-se que o aumento, mais
conhecido como “crescimento” da grafita, após 350°C tenha origem no
processo de decomposição da cementita com o aumento da temperatura.
Tabela 8 – Resultados da análise do percentual de grafita por milímetro
quadrado para os materiais A e B expostos a diferentes temperaturas e
tempos.
Fonte: produção do próprio autor.
No entanto, o vale observado na figura (16), que ilustra a curva
de relação entre o percentual de grafita por milímetro quadrado e
temperatura em função do tempo de exposição a quente, ainda não pode
ser explicado. Também aqui, a variação do percentual de grafita entre as
ligas A e B ocorre pela diferença do valor de molibdênio presente em
cada um dos materiais. O molibdênio torna a matriz perlítica mais

70
estável, dificultando o processo de decomposição da cementita. A liga
B, que possui 0,06% a mais de molibdênio do que a liga A, apresentou
menores valores no aumento percentual de grafita, quando comparadas
as mesmas temperaturas e tempos de exposição.
Os tipos de grafita e de matriz não variaram com nenhum
parâmetro de ensaio, sendo principalmente classificado como A para o
tipo de grafita, e matriz 100% perlítica, em ambos os materiais (A e B).
Os tamanhos de grafita tiveram pequena variação, sendo que a média
para o material A ficou distribuída em torno de 18,4% do tamanho 8
(0,01 a 0,015mm), 26,5% do tamanho (0,015 a 0,03mm), 30% do
tamanho 6 (0,03 a 0,06mm), 20% do tamanho 5 (0,06 a 0,12mm), 5% do
tamanho 4 (0,12 a 0,25mm) e 0,1% do tamanho 3 (0,25 a 0,5mm).
Já o material B, que foi analisado também com diferentes
tempos de exposição, teve uma variação ligeiramente superior ao
material A. As amostras ensaiadas com tempo de exposição padrão
ficaram distribuídas em torno de 16% do tamanho 8 (0,01 a 0,015mm),
31,5% do tamanho (0,015 a 0,03mm), 30% do tamanho 6 (0,03 a
0,06mm), 17,6% do tamanho 5 (0,06 a 0,12mm), 4,7% do tamanho 4
(0,12 a 0,25mm) e 0,2% do tamanho 3 (0,25 a 0,5mm). Esta variação
talvez seja em função do percentual de molibdênio presente em cada um
dos materiais.
Para as amostras do material B que tiveram 60 e 90min de
exposição a elevadas temperaturas, a distribuição média resultante foi
bem similar e ficou com 16% do tamanho 8 (0,01 a 0,015mm), 30,6%
do tamanho (0,015 a 0,03mm), 29,4% do tamanho 6 (0,03 a 0,06mm),
18,6% do tamanho 5 (0,06 a 0,12mm), 5,1% do tamanho 4 (0,12 a
0,25mm) e 0,3% do tamanho 3 (0,25 a 0,5mm).
A tabela (9) apresenta o resumo do percentual médio de grafita
por tamanhos de grafita para os materiais A e B a diferentes
temperaturas, bem como diferentes tempos de exposição. Comparando
os materiais A e B, percebeu-se que o material A possui maiores
percentuais de grafita, dos tamanhos 8 e 5, que o material B. Em
contrapartida, observou-se que o material A possui menores percentuais
de grafita, dos tamanhos 7 e 3, que o material B. Avaliando-se apenas o
material B, quando exposto a elevadas temperaturas por diferentes
tempos de esposição, notou-se que com o aumento do tempo de
exposição ocorreu um aumento da concentração de grafita do tamanho 8
e e uma redução do percentual de grafita do tamanho 6. A razão que
gera esta variação não pode ser explicada apenas com estas análises.

71
Figura 16 – Curva do % de grafita/mm2 em função temperatura de ensaio e tempo de exposição após
homogeneização térmica dos materiais A e B.
Fonte: produção do próprio autor.

72
Tabela 9 – Percentual médio dos tamanhos de grafita medidos para os
materiais A e B a diferentes temperaturas e tempos de exposição.
Fonte: produção do próprio autor.

73
Análises microscópicas da matriz perlítica também demostram
a decomposição da cementita que ocorre como aumento da temperatura.
As figuras (17), (18), (19) e (20) apresentam imagens de corpos de
prova ensaiados a diferentes temperaturas com aumentos da mesma área
mostram a decomposição da cementita, com diminuição das lamelas de
cementita nas regiões da perlita, principalmente acima de 400°C.

74
Figura 17 – Imagens com diferentes aumentos (200x, 500x e 1.000x) à temperatura ambiente e 200°C da mesma área
microestrutural em cada uma das temperaturas do material B.
Fonte: produção do próprio autor.

75
Figura 18 – Imagens com diferentes aumentos (200x, 500x e 1.000x) à temperatura 300°C e 350°C da mesma área
microestrutural em cada uma das temperaturas do material B.
Fonte: produção do próprio autor.

76
Figura 19 – Imagens com diferentes aumentos (200x, 500x e 1.000x) à temperatura 400°C e 450°C da mesma área
microestrutural em cada uma das temperaturas do material B.
Fonte: produção do próprio autor.

77
Figura 20 – Imagens com diferentes aumentos (200x, 500x e 1.000x) à temperatura 500°C e 550°C da mesma área
microestrutural em cada uma das temperaturas do material B.
Fonte: produção do próprio autor.

78
A análise da cementita presente na matriz perlítica foi realizada
para o material B. A figura (21) apresenta a curva do percentual de
cementita em função da temperatura. A variação pode ser explicada pela
decomposição da perlita com o aumento da temperatura. A figura (21)
mostra que, em geral, o percentual de cementita diminui com o aumento
da temperatura e que os CDPs ensaiados até 350C apresentaram leve
decréscimo. Acima de 350C, a diminuição do percentual de cementita é
mais acentuado, e que a partir daí os percentuais caem bruscamente com
o aumento da temperatura. Isto quer dizer que quanto mais alta é a
temperatura, maior é a degradação da perlita. A tabela (10) apresenta os
valores percentuais de ferrita e cementita presentes na perlita como
resultantes da análise.
Figura 21 – Curva dos resultados da análise percentual de cementita por
milímetro quadrado para o material B exposto a diferentes temperaturas
por tempo padrão.
Fonte: produção do próprio autor.

79
Tabela 10 – Resultados da análise percentual de cementita por
milímetro quadrado para o material B exposto a diferentes temperaturas.
Fonte: produção do próprio autor.
As imagens da análise microestrutural da perlita do material B
são mostradas pelas figuras (22), (23), (24) e (25). As imagens foram
feitas com aumento de 5.000 vezes e mostram o método comparativo
por diferença de tonalidades de Pixels de imagens bifásicas e a imagem
que originou esta análise, para diferentes temperaturas. A cor amarela
representa a cementita, e a cor vermelha a ferrita.

80
Figura 22 – Imagens comparativas da perlita, material B, 5.000x de
aumento (Fe3C = 58%-TA e 51%-200°C).
Fonte: produção do próprio autor.
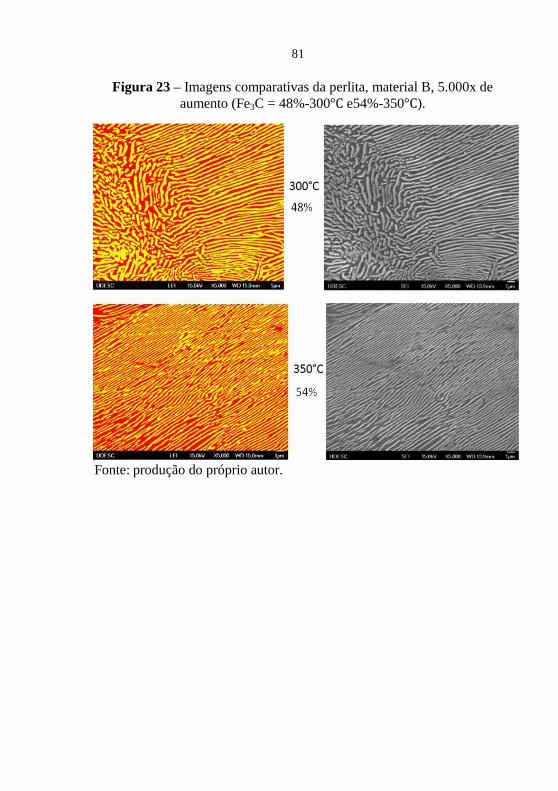
81
Figura 23 – Imagens comparativas da perlita, material B, 5.000x de
aumento (Fe3C = 48%-300°C e54%-350°C).
Fonte: produção do próprio autor.

82
Figura 24 – Imagens comparativas da perlita, material B, 5.000x de
aumento (Fe3C = 33%-400°C e 31%-450°C).
Fonte: produção do próprio autor.

83
Figura 25 – Imagens comparativas da perlita, material B, 5.000x de
aumento (Fe3C = 29%-500°C e 23%-550°C).
Fonte: produção do próprio autor.
As análises microestruturais acima explanadas (variação no
percentual de grafita e cementita, tamanho da grafita e imagens da
decomposição da perlita) apontam a instabilidade termodinâmica da
matriz como a causa da diminuição da resistência dos ferros fundidos
cinzentos estudados. A matriz perlítica quando exposta a elevadas
temperaturas apresenta decomposição da cementita. Provavelmente por
difusão, os átomos de carbono da cementita migraram para as grafitas,
que com o aumento da temperatura tiveram seu percentual por milímetro
quadrado acrescido. Da mesma forma, a cementita teve seu percentual
presente na perlita diminuído. As imagens das amostras com superfície
preparada e atacada para revelação da perlita, apresentam áreas da

84
perlita decomposta. Em suma, as análises convergem para a
decomposição da cementita, como mostrado na figura (26).
Figura 26 – Processo de decomposição da cementita presente na perlita.
Fonte: produção do próprio autor.
O processo de decomposição da perlita apresentou-se como a
principal causa observada nas análises microestruturais para a redução
de resistência dos materiais estudados. Na sequência será possível
conhecer como a temperatura influenciou os 3 materiais ensaiados
dentro desta pesquisa.
5.2 INFLUÊNCIA DA TEMPERATURA NO LIMITE MÁXIMO
DE RESISTÊNCIA À TRAÇÃO
Os resultados dos ensaios de tração até ruptura para os materiais
A, B e C, desde a temperatura ambiente até 550°C, com tempo zero de
exposição extra à elevada temperatura, são apresentados na tabela (11),
que resulta dos ensaios de tração até ruptura a diferentes temperturas.
A influência do aumento da temperatura também pode ser observada na
figura (27). De maneira geral pode-se comentar dos três materiais que
até 200°C a resistência à tração apresentou um leve decréscimo,
voltando a subir em 300°C.
Acima de 350°C os valores de resistência à tração sofreram
quedas acentuadas. Isto pode ser atribuído à decomposição da cementita
presente na matriz perlítica. Com a elevação da temperatura, acredita-se
que o sistema passe a ter suficiente energia para que ocorra a difusão
dos elementos originados da decomposição da cementita: o carbono que
migra para as lamelas da grafita presente no ferro fundido cinzento. A
diferença entre os valores de resistência à tração dos materiais A e B
deve-se ao teor de molibdênio e pode ser observada na figura abaixo.

85
Nesta comparação fica evidente a influência que o aumento de
teor deste elemento de liga pode causar. Apenas 0,06% de Molibdênio
geraram uma diferença média de 28MPa (9%) nesta propriedade à
temperatura ambiente, e 32MPa (14%) a 400°. O aumento percentual
médio do limite de resistência à tração, causado por 0,06% de
Molibdênio, ficou em torno de 11%. Já o material C, à temperatura
ambiente apresenta valor superior do Limite Máximo de resistência à
tração. No entanto, com o aumento da temperatura apresentou valor
inferior ao material B, já a partir de 200°C, e inferior ao material A
acima de 500°C.
Tabela 11 – Valores médios de LRT resultantes de ensaios de tração até
ruptura dos materiais A, B e C a diferentes temperaturas.
Fonte: produção do próprio autor.

86
Figura 27 – Comportamento da Resistência à Tração dos 3 ferros fundidos cinzentos quando submetidos a ensaio de
tração até a ruptura em diferentes temperaturas.
Fonte: produção do próprio autor.

87
Durante os ensaios de resistência à tração a quente, também
foram analisadas outras duas propriedades mecânicas: Limite de
escoamento (0,2%) e deformação específica.
A tabela (12) apresenta os resultados obtidos, e as figuras (28) e
(29) mostram o comportamento dos 3 materiais destas propriedades em
relação à temperatura. De maneira geral, o limite de escoamento teve as
mesmas tendências que o Limite de resistência à tração, e o material que
apresentou maiores valores de deformação específica, tanto à
temperatura ambiente como à elevada, foi o A.
Tabela 12 – Valores dos ensaios de Microdureza realizados nos CDPs
do material B, anteriormente submetidos a ensaio de tração a elevadas
temperaturas.
Fonte: produção do próprio autor.

88
Figura 28 – Curva de Limite de Escoamento (0,2%) dos materiais A, B e C em relação às temperaturas de ensaio.
Fonte: produção do próprio autor.

89
Figura 29 – Curva de Deformação Específica (%) dos materiais A, B e C em relação às temperaturas de ensaio.
Fonte: produção do próprio autor.

90
5.3 Influência da Temperatura na Microdureza
A tabela (13) apresenta o resumo dos ensaios de microdureza do
material B, detalhando os valores máximos e mínimos resultantes da
média dos corpos de prova ensaiados a diferentes temperaturas.
A figura (30) expõe resultados, para cada temperatura, dos
ensaios de microdureza realizados com o material B. Observa-se que a
tendência da curva tem o mesmo comportamento da curva que expressa
os valores de cementita presentes na perlita do mesmo material.
Tabela 13 – Valores dos ensaios de Microdureza realizados nos CDPs
do material B, anteriormente submetidos a ensaio de tração a elevadas
temperaturas.
Fonte: produção do próprio autor.
5.4 ANÁLISE DA FRATURA
Após fratura por ensaio de tração a elevadas temperaturas, os
CDP rompidos do material A foram cuidadosamente armazenados e
análise da superfície de fratura foi realizada para todos os CDP em
MEV. À temperatura ambiente, pode-se observar típica fratura por
clivagem, contendo grandes placas de grafita e algumas poucas regiões
de fratura da matriz. Com o aumento de tempo de exposição e também
de temperatura, a 400C a fratura começa a ter áreas mais significativas
da ruptura da perlita, sendo possível observar o fenômeno de
decomposição da perlita, como visto anteriormente em análise
metalográfica. Nestas regiões, a fratura é classificada como rompimento
dútil da perlita, e seu caminho é intergranular. No entanto, a fratura por
clivagem predomina na análise de todas as temperaturas. As figuras
(31), (32), (33) e (34) apresentam superfícies de fraturas, ocorridas a
diferentes temperaturas, ambiente e 400°C, deixando visualmente
exposto o que acima foi comentado.

91
Figura 30 – Valores percentuais de microdureza do material B, tendo o valor da dureza à temperatura ambiente
como parâmetro.
Fonte: produção do próprio autor.

92
Figura 31 – Superfície fraturada da liga A (a) temperatura ambiente; (b)
400C. (MEV, 330x de aumento).
Fonte: produção do próprio autor.
(b)

93
Figura 32 – Superfície fraturada da liga A (a) temperatura ambiente; (b)
400C. (MEV, 750x de aumento).
Fonte: produção do próprio autor.
(a)
(b)

94
Figura 33 – Superfície fraturada da liga A (a) temperatura ambiente; (b)
400C. (MEV, 1500x de aumento).
Fonte: produção do próprio autor.
(a)
(b)

95
Figura 34 – Superfície fraturada da liga A (a) temperatura ambiente; (b)
400C. (MEV, 3000x de aumento).
Fonte: produção do próprio autor.
(a)
(b)

96

97
6. CONCLUSÃO
Os ensaios permitiram entender e concluir que condições de
serviço a elevadas temperaturas influenciam intimamente no
comportamento dos ferros fundidos cinzentos perlíticos, e a estreita
relação que também o tempo de exposição a estas temperaturas tem
sobre o material.
Com o aumento da temperatura, a resistência à tração do
material sofre decréscimo, e para diferentes tempos de exposição à
mesma temperatura, o mesmo material apresentou consideráveis
diferenças em suas propriedades, influenciado pela temperatura.
Temperatura e tempo interferem ainda, na deformação, na microdureza
dos materiais, bem como no mecanismo de fratura.
Os resultados obtidos neste estudo permitem as seguintes
conclusões:
O molibdênio foi efetivo no sentido de minimizar os efeitos da
elevada temperatura sobre as propriedades mecânicas do material
em estudo.
O molibdênio confirma a sua característica de estabilizador da
perlita.
A influência do tempo de exposição dos materiais a altas
temperaturas ficou exposta através das análises metalográficas
realizadas.
O teor de molibdênio influenciou no comportamento mecânico da
liga a temperaturas elevadas, ocorrendo incrementos nos valores de
resistência com a adição de maior quantidade deste elemento.
O material com grafita refinada apresentou valor de resistência à
tração superior ao das ligas com Molibdênio. No entanto, à elevada
temperatura não pode minimizar os efeitos de decomposição da
perlita tão bem como os materiais ligados ao Molibdênio.
O estudo, por fim, chama atenção à necessidade de conhecer as
temperaturas máximas de aplicação e entender as consequências da
composição dos elementos de liga na microestrutura e nas propriedades
mecânicas de materiais utilizados à aplicação em cabeçotes de motor a
diesel, tanto à temperatura ambiente, bem como a elevadas
temperaturas.

98

99
7. SUGESTÕES PARA FUTUROS TRABALHOS
Esta pesquisa poderá ser enriquecida com uma gama de
trabalhos sobre a influência da temperatura em propriedades mecânicas
de diferentes materiais:
Avaliar a inversão de tendências das propriedades
estudadas a 350°C e temperaturas vizinhas.
Aumentar o teor de outros elementos de liga e verificar seu
efeito na microestrutura e propriedades mecânicas.
Buscar potenciais estabilizadores da matriz à elevada
temperatura.
Comparar a resistência à fadiga e à oxidação dos 3
materiais.

100

101
REFERÊNCIAS LITERÁRIAS
ANGELONI, M. Fadiga isotérmica em ligas de ferro fundido cinzento
para discos de freio automotivos. Dissertação de Mestrado USP S.
Carlos, 2005.
ARCHER, R. S., BRIGGS, J. Z., LOEB Jr., C. M., Molybdenum:
steels, irons, alloys. 1nd
ed., American Metal Climax, Inc., New
York, 1970.
BATES, C. E. Alloy element effects on gray iron properties: part II.
AFS Transactions, v.94, p. 889 – 912, 1986.
BURGESS, C. O. Influence of Chromium on Oxidation Resistance of
Cast Iron, ASTM. Proceedings, vol. 39, 1939.
CAI, C., LIAW, P. K., YE, M., YU, J., Recent Developments in the
Thermo mechanical Fatigue Life Prediction of Super alloys,
JOM-e, V. 51 (4), p. 1 – 19, 1999.
CALLISTER, William D. Jr. Ciência e engenharia de materiais: uma
introdução. 7a ed. Rio de Janeiro: LTC, 2011.
DIETER, G. E., “Metalurgia Mecânica”, Guanabara Dois, Segunda
edição, Rio de Janeiro – RJ, 1981.
EVANS, U. R. The Corrosion and Oxidation of Metals. Edward
Arnold, p. 836 – 837, 1960.
FUCHS, H. O., STEPHENS, R. I., Metal Fatigue in Engineering,
Wiley-Interscience, p. 319, 1980.
FULLER, A. G. Evaluation of the graphite form in pearlitic ductile iron
by ultrasonic and sonic testing and effect of graphite form on
mechanical properties. AFS Transaction, v. 85, p. 509-526, 1977.
GENTIL, V. Corrosão. 4ª. Edição, Editora LTC, Rio de Janeiro, 2003.
GILBERT, G. N. J. The growth and scaling characteristics of cast irons
in air steam. BCIRA Journal of Research and Development, v.
7, pgs. 478 – 566, 1959.
GILBERT, G. N. J., PIDGEON, C. L. The growth and Scaling
Properties of Cast Irons in Air at Temperatures of 350°C and
400°C for times up to 21 years. BCIRA Journal, vol. 30, no. 4, ps.
357 – 394, 1982.
GONÇALVES, H. C., GUESSER, W. L. Aplicação de Ferros
Fundidos Cinzentos em Elevadas Temperaturas. Joinville,
2005. TCC (Pós-Graduação em Engenharia de Fundição) –
SOCIESC, Instituto Superior de Tecnologia.

102
GUESSER, W. L., KRAUSE, W., PIESKE, A. A fragilização
intergranular de ferros fundidos de alta dutilidade. Metalurgia –
ABM, v. 40, n. 322, p. 485-490, 1984.
GUESSER, W. L., MASIERO, I., MELLERAS, E., CABEZAS, C.
Fatigue strength of gray iron and compacted graphite iron used for
engine cylinder blocks. SAE Brasil, São Paulo, 2004.
GUESSER, W. L. Propriedades Mecânicas dos Ferros Fundidos. 1a
ed. São Paulo: Editora Blücher, 2009.
GUNDLACH, R. B. The effects of alloying elements on the elevated
temperature properties of gray irons. AFS Transactions, vol 91, p.
389-422, 1983.
INTERNATIONAL MOLYBDENUM ASSOCIATION.
Molybdenum uses. Molybdenum Grade Cast Irons. <
http://www.imoa.info>. Acesso em: 16 de outubro de 2013.
KANNO, T. Effect of alloying elements on the eutectic temperatures in
cast iron. AFS Transactions, v. 113, p. 1 – 9, 2005.
KATTUS, J. R., MCPHERSON, B. Properties of Cast Iron at Elevated
Temperatures. AFSM Publication, 1959; no. 248.
LACAZE, J. Transformação eutetóide direta e inversa em ferros
fundidos. Metalurgia & Materiais, ABM, p. 697-698, dezembro
2001.
LOPER Jr., C. R. Structure and property control of cast iron. In: Ohira,
G., KUSAKAWA, T., NIYAMA, E. Physical Metallurgy of Cast
Iron, p 281-291, Tokyo, 1989.
MALUF, O. Fadiga Termomecânica em Ligas de Ferro Fundido
Cinzento para Discos de Freio Automotivos. Tese de Doutorado.
USP S Carlos, 2007.
MALUF, O., ANGELONI, M., CASTRO, D. B. V., BOSE FILHO, W.
W., SPINELLI, D., RUCKERT, C. O. F. T. Effect of Alloying
Elements on Thermal Diffusivity of Gray Cast Iron Used in
Automotive Brake Disks. Journal of Materials Engineering and
Performance, v. 18, p. 980-984, 2009.
MROWEC, S., WERBER, T. Gas Corrosion of Metals. National
Center for Scientific, Technical and Economic Information, 1978.
NECHTELBERGER, E. The Properties of Cast Iron up to 500C.
Techno copy Ltd, England, 1980.
OLAH NETO, A. Estudo da Solidificação de ferros fundidos através de
análise dilatométrica. Dissertação de Mestrado. UFSCar, São
Carlos, 1985.

103
NORMA NM-ISO 783:96. Materiais Metálicos – Ensaio de Tração a
temperatura elevada. 1996.
NORMA NM-ISO 377-1:96. Seleção e Preparação de amostras e
corpos de prova – Parte 1: Amostras e corpos de prova para ensaios
mecânicos. 1996.
NORMA JIS-G 0567. M225-3055A - Shimadzu Instruction Manual for
High Temperature Grip. 2012.
NORMA ABNT NBR 6598:1984 - Peças brutas de ferro fundido
cinzento - Afastamentos dimensionais. 1984.
PALMER, K. B. High Temperature properties of cast irons. Iron and
Steel, vol. 44, p. 39-46, February 1971.
PALMER, K. B. Desing with cast irons at high temperatures – 1: growth
and scaling. BCIRA Journal, Report 1248, p. 589 – 609, 1976.
PALMER, K. B. Desing with cast irons at high temperatures – 2:
tensile, creep and rupture properties. BCIRA Journal, v. 25,
Report 1251, p. 31 – 50, 1977.
PALMER, K. B. The mechanical and physical properties of engineering
grades of cast irons up to 500C. BCIRA Journal, p. 417-425,
BCIRA Report 1717, November 1987.
PIESKE, A., CHAVES FILHO, L. M., REIMER, J. F. Ferros Fundidos
Cinzentos de Alta Qualidade. 3a ed. Joinville: SET, 1980.
PIESKE, A., CHAVES FILHO, L. M., GRUHL, A. As variáveis
metalúrgicas e o controle da estrutura de ferros fundidos
cinzentos. Metalurgia ABM, v. 31, n 215, p. 693-699, 1975.
REICHSTEIN, S., HOFMANN, L., KENNINGLEY, S.
Desenvolvimento de materiais para pistão de motores a diesel
modernos de alto desempenho. Giesserei-Praxis, pp. 380-384, No.
10, Schiele & Schön, Berlin, 2005.
RIEDEL, H. Fracture at high temperatures. Berlin; New York:
Springer- Verlag, 1987.
RÖHRIG, K. Os Materiais para Fundição Utilizados na Construção de
Peças de Motor. Fundição e Serviços, julho/2003 (parte 1) e
agosto/2003 (parte 2), p. 22-57.
RÖHRIG, K. Thermal Fatigue of Gray and Ductile Irons. AFS
Transactions, vol. 86, p. 75 – 88, 1978.
SOUZA SANTOS, A. B. Microestruturas de Ferros Fundidos
nodulares esfriados lentamente. Dissertação de Mestrado,
EPUSP, 1976.
SOUZA SANTOS, A. B., CASTELO, B. C. H. Metalurgia dos ferros
fundidos cinzentos e nodulares. São Paulo: IPT, 1991.

104
TORTORELLI, P. F. Fundamentals of High-Temperature Corrosion in
Liquid Metals. Metals Handbook. Vol. 13, 1974.
TURNBULL, G. K., WALLACE, J. F. Molybdenum Effect on Gray
Iron Elevated Temperature. AFS Transactions, vol. 67, p. 35 – 46,
1959.
VERRAN, G. O. Metalurgia Física. Notas de Aula. UDESC, Joinville,
2012.
VOIGT, R. C. Fractur e of Casting Irons. In: 57th
World Foundry
Congress, paper n. 5, Osaka, 1990.
WALTON, C. F. & OPAR, T. J. Iron Casting Handbook. Iron Casting
Society, Inc. 1981.