gestÃo da capacidade em serviÇos: determinaÇÃo da...
TRANSCRIPT
GESTÃO DA CAPACIDADE EM
SERVIÇOS: DETERMINAÇÃO DA
CAPACIDADE DE PRESTAÇÃO DO
SERVIÇO DE QUALIFICAÇÃO DE ÁREA
LIMPA
Liliane da Costa Dias (CEFET-RJ)
ANNIBAL JOSE SCAVARDA DO CARMO (UNIRIO)
Augusto da Cunha Reis (CEFET-RJ)
Manuel Fabiano Leite Lira (FIOCRUZ)
Driele Marinho Das Neves (FIOCRUZ)
Os imunobiológicos são aplicados no controle e na prevenção de
doenças, por isso são extremamente relevantes para a manutenção da
saúde da população. As áreas limpas são utilizadas para a produção
asséptica de imunobiológicos e a sua qualificação é um serviço que
tem como escopo garantir, documentando e atestando, que o sistema
de aquecimento, ventilação e ar condicionado está propriamente
instalado, que funciona corretamente e leva aos resultados esperados
(ANVISA, 2010). O objetivo desse artigo é determinar a capacidade de
execução da qualificação de área limpa em uma prestadora deste
serviço. Para alcançá-lo, foram realizados o mapeamento do processo
e a determinação do tempo das atividades que o compõe. A pesquisa
foi desenvolvida com o apoio de um quadro conceitual e de um estudo
de caso, onde foram analisados documentos disponíveis e o serviço de
qualificação de área limpa foi acompanhado. Por fim, o levantamento
da capacidade foi determinado. A conclusão da pesquisa revela que há
um desbalanceamento entre a demanda pelo serviço e a capacidade
disponível para executá-lo e que a unidade de análise ainda não
implementou nenhuma ação que possa reduzir este desbalanceamento.
Palavras-chave: Qualificação de sistemas HVAC, sistemas HVAC,
área limpa, gestão da capacidade, estratégias de capacidade, gestão
da capacidade em serviços
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
2
1. Introdução
A indústria farmacêutica brasileira está sujeita às regulações e inspeções regulares da Agência
Nacional de Vigilância Sanitária (Anvisa) e da Organização Mundial da Saúde (OMS). Nas
inspeções é verificado o atendimento à Resolução da Diretoria Colegiada (RDC) nº17 de
Abril de 2010 que dispõe sobre as Boas Práticas de Fabricação (BPF).
A RDC nº 17 apresenta um capítulo dedicado aos assuntos referentes à qualificação e
validação e coloca que a unidade produtora deve garantir que “qualquer aspecto da operação,
que possa afetar a qualidade do produto, direta ou indiretamente, deve ser qualificado e/ou
validado” (ANVISA, 2010).
Validação é o “ato documentado que atesta que qualquer procedimento, processo,
equipamento, material, atividade ou sistema realmente e consistentemente leva aos resultados
esperados” e qualificação é o “conjunto de ações realizadas para atestar e documentar que
quaisquer instalações, sistemas e equipamentos estão propriamente instalados e/ou funcionam
corretamente e levam aos resultados esperados” (ANVISA, 2010).
Segundo a RDC nº 17 (ANVISA, 2010) os serviços de validação e qualificação apresentam o
mesmo conceito, mas têm aplicações diferentes: normalmente a qualificação representa uma
parte da validação e faz referência a equipamentos, utilidades e sistemas.
A área limpa é uma instalação utilizada na produção asséptica de imunobiológicos cujas
condições ambientais são controladas por um sistema HVAC (heating, ventilation and air-
conditioning) que tem impacto direto na prática asséptica (SHUKLA et al., 2011) e por isso
precisa ser qualificado periodicamente. A cada novo produto, mudança regulatória
relacionada aos serviços de qualificação e validação ou, cada nova área produtiva construída
reflete em novas demandas por qualificação de área limpa.
Diante do exposto, considera-se relevante que um prestador do serviço de qualificação de área
limpa possua uma boa gestão da capacidade de prestação deste serviço e uma boa sistemática
de previsão de novas demandas de execução deste.
Logo, o objetivo desse trabalho é determinar a capacidade de execução do serviço de
qualificação de área limpa em uma prestadora deste serviço. Para alcança-lo é realizado o
mapeamento e a determinação do tempo das atividades que o compõe.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
3
Este artigo possui cinco seções. Esta, que é a primeira, apresenta a introdução do trabalho. A
seção dois descreve a metodologia utilizada para realizar a pesquisa. Na seção três se exibe
uma sucinta revisão da literatura acerca de capacidade de prestação do serviço de qualificação
de área limpa. A seção quatro expõe o mapeamento do processo, a determinação dos tempos
de execução das atividades que compõe o referido serviço e sua capacidade de execução. Na
última seção a conclusão da pesquisa é descrita.
2 Metodologia
Gil (2002) coloca que uma pesquisa exploratória pode ser construída por meio de pesquisa
bibliográfica combinada a um estudo de caso. Uma pesquisa bibliográfica é realizada a partir
de consultas a livros e artigos e o estudo de caso é um estudo exaustivo de um ou poucos
objetos de forma a obter amplo conhecimento sobre este.
Este artigo foi construído por meio de uma pesquisa exploratória em formato de estudo de
caso combinada a uma revisão da literatura cinza. A unidade de análise do estudo de caso faz
parte do organograma de um produtor do setor de imunobiológicos que integra indústria
farmacêutica brasileira e executa o serviço de qualificação de área limpa.
A finalidade do produtor de imunobiológicos é atender demandas de saúde pública do Brasil
devidamente orientadas pelo Ministério da Saúde (MS) por meio de desenvolvimento
tecnológico e produção de vacinas, reativos para diagnóstico e biofármacos.
Deste modo, a unidade de análise, com o objetivo de contribuir para a finalidade do produtor
de imunobiológicos, executa periodicamente a qualificação das áreas limpas existentes nas
instalações do produtor e é responsável por se adequar para atender todas as novas demandas
que vierem a concretizar-se.
A revisão da literatura foi realizada com cinco palavras chave: qualificação de sistemas
HVAC, sistemas HVAC, gestão da capacidade, gestão da capacidade em serviços e
estratégias de capacidade. A pesquisa por referências foi realizada em bibliotecas de
universidades privadas e públicas e na base de periódicos da CAPES utilizando as palavras
chave também em inglês (HVAC system qualification, HVAC system, capacity management,
capacity management to services e capacity strategy).
Depois, por meio do exame de dados e documentos disponíveis na unidade de análise e pelo
acompanhamento da execução da qualificação de área limpa, o processo foi mapeado e o
estudo da capacidade foi realizado tomando como base os tempos gastos na realização das

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
4
atividades que compõe o serviço devidamente determinados pelos autores. As áreas limpas
cujas qualificações foram acompanhadas com estratificação das atividades estão descritas na
Tabela 1.
Tabela 1 – Listas das áreas limpas cuja qualificação foi acompanhada
ÁREA LIMPA ATIVIDADE ACOMPANHADA
Fermentação - bacterianas
- Troca de filtros
- Teste de integridade
- Balanceamento
Formulaçao - virais - Contagem de partículas em repouso
Sala de produção - febre amarela - Contagem de partículas em operação
Sala de produção - envase febre amarela- Preparo inicial
- Teste de integridade
Sala de lavagem - envase febre amarela- Preparo inicial
- Teste de integridade
Sala de produção e tratamento de células - Rubéola
- Preparo inicial
- Troca de filtro
- Teste de integridade
3. Capacidade de prestação de serviços
Os prestadores de serviços normalmente enfrentam flutuação dos níveis de demanda por seus
serviços e isto incorre em altos custos para lidar com picos de demanda e manter capacidade
subutilizada durante os períodos de baixa demanda (ÖZLÜK; ELIMAM;
INTERAMINENSE, 2010). Devido aos impactos que estes custos podem provocar nas
finanças de uma organização uma boa análise da capacidade disponível e da demanda por
serviços deve ser praticada.
Com a finalidade de fornecer subsídios para a adoção da referida prática, são abordados nas
próximas subseções os seguintes assuntos: capacidade, seus tipos e medidas, estratégias de
adequação da capacidade e planejamento e controle da capacidade.
3.1 Capacidade
Ritzman & Krajewski (2004, ênfase no original) apresentam a definição do Census Bureau
que “define capacidade como sendo o maior nível de produção que uma empresa pode
manter razoavelmente empregando horários de trabalho realistas dos funcionários e o
equipamento atualmente instalado”. A literatura apresenta vários tipos de capacidade,
conforme é apresentado na Tabela 2.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
5
Tabela 2 – Tipos de capacidade
TIPO DEFINIÇÃO REFERÊNCIA
Capacidade instalada ou
capacidade definida
Considera que a unidade produtora trabalha sem interrupção alguma,
descartando as paradas para troca ou fim de turno, manutenção dos
equipamentos, falta de material e todos os demais motivos que
possam impedi-la de produzir continuamente.
Peinado & Graeml (2007)
Hayes et al. (2008)
Capacidade Disponível ou
capacidade programada
Tem como referência os turnos de trabalho, mas descarta qualquer
tipo de perda, como troca de produto e tempo de preparação da
máquina.
Peinado & Graeml (2007)
Hayes et al. (2008)
Capacidade efetiva ou real
Desconta da capacidade disponível todas as perdas que podem ser
planejadas, como preparação de máquina, manutenções preventivas
periódicas, tempo gasto na troca de turnos e amostragens da
qualidade.
Peinado & Graeml (2007)
Martins & Laugeni (2005)
Capacidade realizada
Esta desconta da capacidade efetiva todas as perdas não planejadas
como, falta de matéria-prima, energia elétrica e de funcionários,
paradas para manutenção corretiva e investigações de problemas da
qualidade.
Peinado & Graeml (2007)
As medidas de capacidade servem como base para abordagens analíticas e para decisões de
capacidade. Por exemplo, uma medida de capacidade pode fornecer o objetivo de um
planejamento (utilização de 80% da capacidade) ou pode mostrar a relação da capacidade para
o desempenho global de um sistema (PULLMAN; RODGERS, 2010). Vários autores definem
duas formas de medir a capacidade.
A primeira é a medida por produção e a outra é a medida por insumos (RITZMAN,
KRAJEWSKI, 2004, MOREIRA, 1998, SLACK; CHAMBERS; JOHNSTON, 2009). A
medida por insumos é mais utilizada para serviços, pois apresenta uma grande variedade de
produtos (SLACK; CHAMBERS; JOHNSTON, 2009).
3.2 Estratégias de adequação da capacidade
Em serviços, decisões de capacidade são feitas a partir de várias perspectivas estratégicas
(HWANG; GAO; JANG, 2010) e por vários motivos a capacidade é impedida de se igualar à
demanda prevista. Dentre eles tem-se o capital disponível que pode ser insuficiente, a
incerteza das previsões da demanda e as prioridades competitivas da organização que devem
estar alinhadas à capacidade de produção (GAITHER, FRAZIER, 2007).
Para gerenciar o descompasso é apresentado por Slack et al. (2008) um plano de
gerenciamento da demanda onde tenta-se nivelar os picos e baixas de demanda ao longo de
um período determinado para que seja possível atendê-la com a capacidade atual da operação.
Isto pode ser feito através de alguns métodos como:
Restringir o acesso do cliente ao produto/serviço nos períodos de pico;
Utilizar preços diferenciados (mais altos nos picos e mais baixos nas baixas);
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
6
Programar promoções para os períodos de baixa;
Oferecer serviços diferenciados nos períodos de baixa;
Inserir produtos alternativos nas linhas de produção nos períodos de baixa;
Gerenciar a oferta de serviços/produtos.
3.3 Planejamento e controle da capacidade
Antes de decidir qual estratégia deve ser adotada, Slack, Chambers e Johnston (2009)
afirmam que é necessário avaliar seus impactos e para isso apresenta, entre outros, o método
de representações acumuladas de demanda e capacidade.
Este método consiste em comparar a capacidade total com a demanda total para um dado
período de forma que seja possível observar os períodos de sobre capacidade (capacidade
maior que a demanda) e de sub capacidade (capacidade menor que a demanda) assim como os
picos e vales da demanda. “Se o grau de sobre capacidade total for maior do que o total de sub
capacidade para determinado nível de capacidade, então essa capacidade pode ser vista como
adequada para satisfazer completamente à demanda” (SLACK; CHAMBERS; JOHNSTON,
2009) desde que seja possível adiantar a produção nos períodos de sobre capacidade. A Figura
1 ilustra uma representação acumulada de capacidade e demanda.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
7
Figura 1 – Representação acumulada de capacidade e demanda
J F M A M J J A S O N D
Demanda (toneladas/mês) 100 150 175 150 200 300 350 500 650 450 200 100
Dias produtivos 20 18 21 21 22 22 21 10 21 22 21 18
Demanda (toneladas/dia) 5 8 8 7 10 14 17 50 31 20 10 50.056
Dias acumulados 20 38 59 80 102 124 145 155 176 198 219 237
Demanda acumulada (toneladas) 100 250 425 575 775 1.075 1.425 1.925 2.575 3.025 3.225 3.325
Produção acumulada ((toneladas) 281 533 828 1.122 1.431 1.740 2.023 2.175 2.469 2.778 3.073 3.325
Estoque final (toneladas) 281 283 403 547 656 715 609 250 -106 -247 -150 0
0
200
400
600
800
1.000
1.200
1.400
1.600
1.800
2.000
2.200
2.400
2.600
2.800
3.000
3.200
3.400
0 20 40 60 80 100 120 140 160 180 200 220
Vo
lum
e a
cum
ula
do
agr
ega
do
(to
ne
lad
as)
Dias produtivos acumulados
Produção acumulada ((toneladas)
Demanda acumulada (toneladas)
Fonte: Adaptada de Slack, Chambers e Johnston (2009)
Quando a linha que representa a demanda acumulada está abaixo da linha de produção
acumulada é necessário formar estoque ou adiantar a produção. E quando a linha da demanda
está acima da linha de produção acumulada, a operação não está atendendo a demanda.
Segundo Slack, Chambers e Johnston (2009), “a consequência mais útil do gráfico da
demanda acumulada é que, desenhando a linha da capacidade acumulada no mesmo gráfico, a
visibilidade e as consequências de uma política de capacidade podem ser avaliadas”.
4. Serviço de qualificação de área limpa
A área limpa é um espaço com controle ambiental definido em termos de contaminação por
partículas viáveis (partículas que contém micro-organismo vivo) e não viáveis, projetada,
construída e utilizada de forma a reduzir a introdução, geração e retenção de contaminantes
em seu interior (ANVISA, 2013). Este controle ambiental é realizado por um sistema HVAC,
(do inglês heating, ventilation and air-conditioning) que significa sistema de aquecimento,

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
8
ventilação e ar condicionado (TRCKA; HENSEN, 2010). Para garantir que a área limpa
atenda todos os requisitos de controle ambiental requeridos seu sistema HVAC precisa ser
qualificado.
Para determinar a capacidade de prestação deste serviço, são apresentados nas seguintes
subseções: o mapeamento do processo de qualificação de área limpa (subseção 4.1) e a
determinação do tempo de sua execução com a identificação dos recursos necessários
(subseção 4.2). Por fim, o levantamento da capacidade disponível na unidade de análise para o
atendimento da demanda em um período determinado é descrito (subseção 4.3).
4.1 Mapeamento do processo de qualificação de área limpa
A qualificação de área limpa pode ser dividida em duas etapas: pré-teste e contagem de
partículas. O pré-teste é composto por: troca de filtros, teste de integridade e balanceamento.
A troca de filtro deve ser realizada sempre que o filtro estiver saturado ou antes que isto
ocorra. O teste de integridade é realizado nos filtros para verificar se há algum vazamento. O
balanceamento deve ser realizado após o teste de integridade e tem o objetivo de ajustar as
condições ambientais de acordo com o especificado no projeto da área limpa.
Nas FigurasFigura 2a e 2b pode ser observado o fluxo de execução do pré-teste com todas as
tarefas de cada atividade.
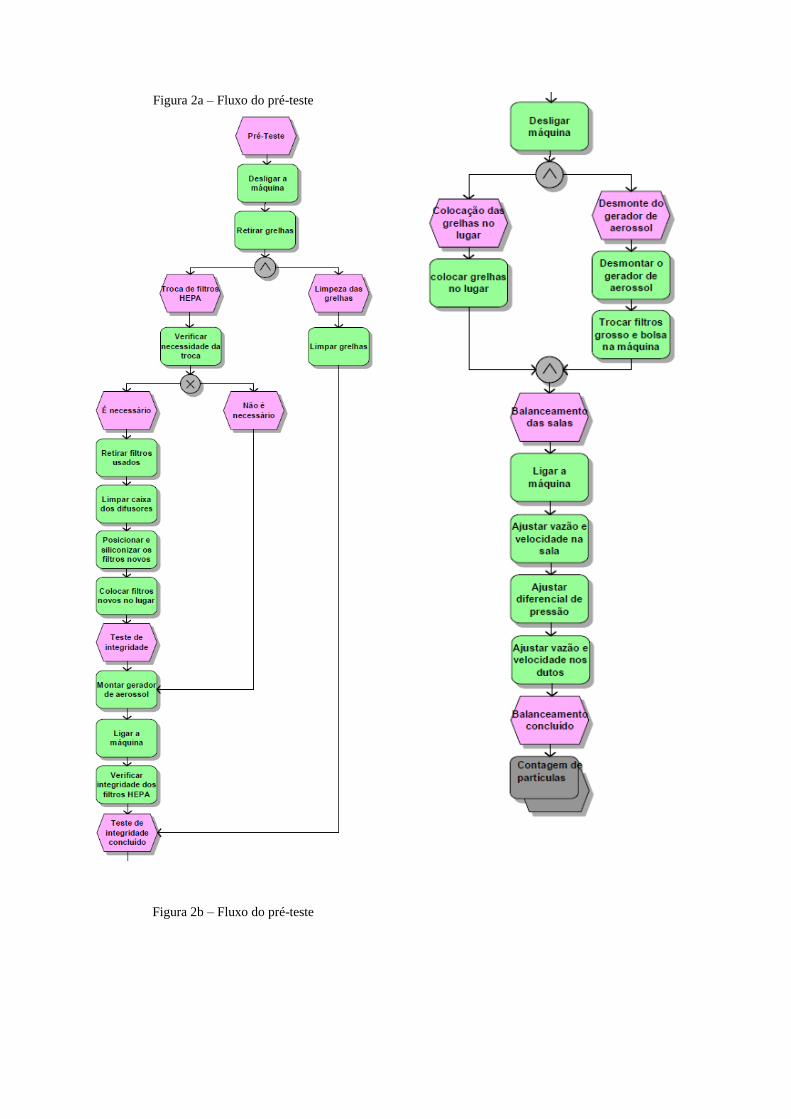
Figura 2a – Fluxo do pré-teste
Figura 2b – Fluxo do pré-teste

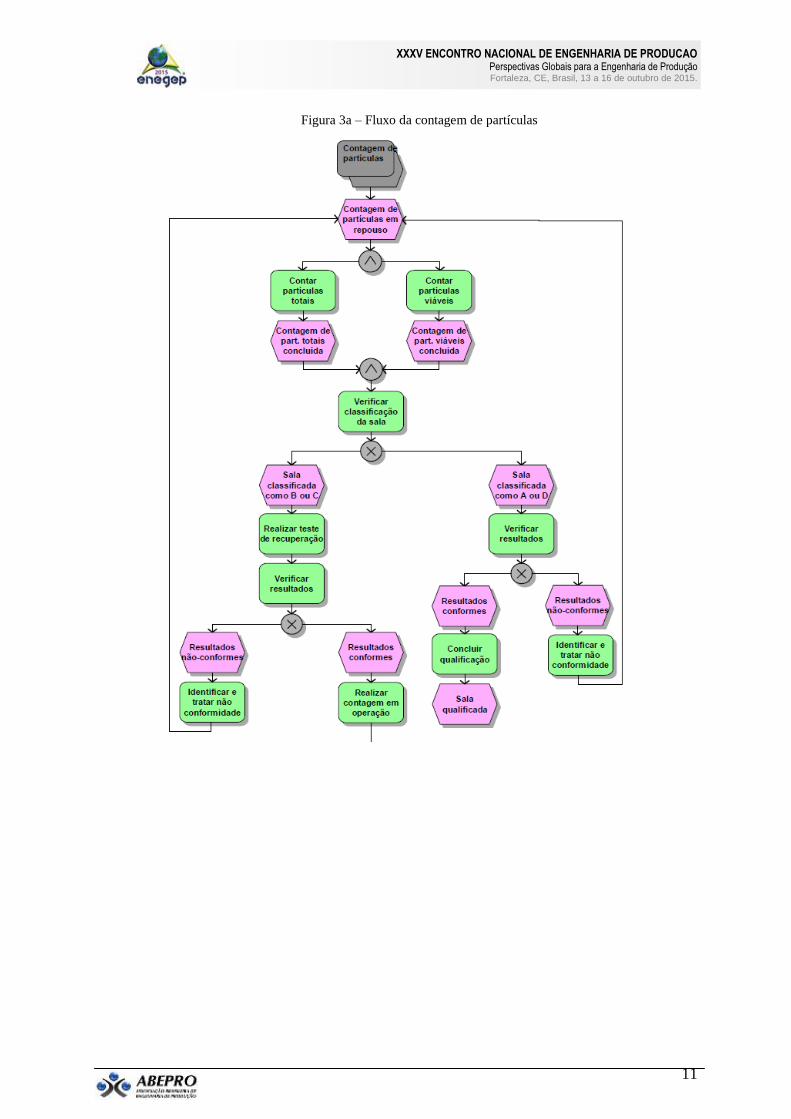
A contagem de partículas também é composta por duas atividades: contagem de partículas em
repouso e contagem de partículas em operação. A segunda atividade só é realizada se a
primeira obtiver resultado satisfatório e a qualificação da área limpa só é concluída após o
resultado da contagem em operação com status satisfatório.
Quando uma área limpa é reprovada geralmente é por conta da contagem de partículas totais,
que é realizada para “verificar se o grau de limpeza da área atende ao especificado para ela”
(BIO-MANGUINHOS, 2010). O grau de limpeza da área limpa é especificado no projeto e
deve atender os limites expostos na Tabela 3 para se enquadrar em um dos 4 graus de limpeza
também discriminados na Tabela 3.
Tabela 3 – Parâmetros de classificação de áreas limpas
≥ 0,5µm ≥ 5µm ≥ 0,5µm ≥ 5µm
A 3.520 20 3.520 20
B 3.520 29 352.000 2.900
C 352.000 2.900 3.520.000 29.000
D 3.520.000 29.000 --- ---
Partículas Totais
(nº máximo de partículas por metro cúbico)
Grau de
LimpezaRepouso Operação
Tamanho de Partículas
Fonte: Adaptado de Anvisa (2013)
O fluxo da execução da etapa de contagens de partículas pode ser observado nas Figuras 3a e
3b.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
11
Figura 3a – Fluxo da contagem de partículas

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
12
Figura 3a – Fluxo da contagem de partículas
4.2 Recursos necessários à execução da qualificação de área limpa
Para definir o tempo e os recursos necessários à execução do serviço de qualificação de área
limpa os autores acompanharam a execução do serviço em três áreas limpas. Os tempos
encontrados estão relacionados na Tabela 4.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
13
Tabela 4 – Tempo de execução das atividades da qualificação de área limpa
minutos DIAS
I
1 Desligamento da máquina 60 0,2
2 retirada das grelhas 5 min/grelha depende do nº de filtros
3 limpeza das grelhas (precisa estar terminada junto com o teste de integridade) 15 min/grelha depende do nº de filtros
II
1 retirada dos filtros usados 10 min/filtro
2 limpeza das caixas dos difusores 15 min/caixa
3 posicionar e passar silicone nos filtros novos 25 min/filtro
4 colocação dos novos filtros30 min/filtro (20 min para colocar e
10 min para siliconizar
III
1 instalação do gerador de aerossol 60 0,2
2 Religação da máquina 30 0,1
3 Realização do teste de integridade 20 min/ filtro depende do nº de filtros
4 Desligamento da máquina 30 0,1
5A recolocação das grelhas 15 min/grelha depende do nº de filtros
5B retirada do gerador de aerossol e troca dos filtros grossos e bolsa (na máquina) 60 0,2
IV
1 ligar da máquina
2 Ajuste da vazão e uniformidade do fluxo de ar - NOS DIFUSORES DE INSUFLAMENTO
3 Ajuste da vazão e uniformidade do fluxo de ar - NOS DUTOS DE INSUFLAMENTO
4 Ajuste do diferencial de pressão entre as salas
v
1 SETUP inicial 40 0,1
2A Contagem de partículas totais Dempende da classificação da sala depende do nº de pontos
2B Contagem de partículas viáveis 10 min/ponto depende do nº de pontos
3 Recuperação (realizado apenas para as salas grau B e C) 60 0,2
VI
1 SETUP inicial 40 0,1
2A contagem de partículas totais Dempende da classificação da sala depende do nº de pontos
2B Contagem de partículas viáveis 10 min/ponto depende do nº de pontos
CONTAGEM EM OPERAÇÃO (realizada nas salas classificadas como A, B e C)
PREPARO INICIAL
CONTAGEM EM REPOUSO
depende do nº de filtros
TROCA DOS FILTROS HEPA (realizada somente quando necessário)
TESTE DE INTEGRIDADE
990 3
BALANCEAMENTO
ATIVIDADETEMPO DE DURAÇÃO
QUALIFICAÇÃO DE SALA LIMPA
Foi realizado o acompanhamento para todas as atividades que dependem do número de filtros,
assim se fez porque elas são realizadas em cada difusor que contenha um filtro HEPA (do
inglês High Efficiency Particulate Air significa alta eficiência para partículas de ar), que no
caso de áreas limpas, são utilizados para assegurar a condição asséptica (SINGH; MALVIYA;
KHARIA, 2014). Não há um padrão para determinar quantos filtros HEPA são necessários
para cada área limpa, normalmente esta quantidade é determinada no projeto da instalação.
Logo, para determinar o tempo necessário para qualificar uma área limpa, é necessário saber o
número de filtros HEPA determinados no projeto. A troca de filtros HEPA não é realizada
sempre que a área limpa é qualificada. Sua frequência e critérios de troca estão descritos no
documento de referência para execução da qualificação adotado pela unidade de análise.
Para as atividades que dependem do número de pontos para obter o tempo de execução, assim
se fez porque a atividade deve ser repetida para cada ponto. O número de pontos para a área
limpa é determinado em um documento especifico da unidade de análise e depende
diretamente da extensão total da área limpa.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
14
Para o balanceamento não foi determinado o tempo para cada atividade descrita porque a
repetição e o tempo destas atividades são influenciados diretamente pelo funcionamento do
sistema HVAC e, além de se tratar de ajustes, é necessário esperar o sistema estabilizar para
ver se o ajuste atende às especificações do projeto da área limpa. Então não é possível estimar
quantas vezes pode ser necessário repetir cada atividade do balanceamento em uma
qualificação.
O tempo expresso na Tabela 4 foi estimado tomando como base o tempo total gasto na
execução do balanceamento das qualificações acompanhadas pelos autores da seguinte forma:
o balanceamento de uma área limpa foi acompanhado fisicamente e serviu para entender
como é realizada a atividade para depois, por meio do controle diário da mesma atividade
realizada em mais duas áreas limpas, determinar o tempo gasto em cada uma delas.
A execução das contagens em repouso e em operação é norteada pela classificação da área
limpa e seu tempo depende diretamente do número de pontos previstos. Os tempos das
contagens e de execução das atividades versus a classificação das áreas limpas podem ser
observados nas Tabelas Tabela 5Tabela 6.
Tabela 5 – Tempos de execução das contagens versus classificação da área limpa
Contagem de
partículas totais
Contagem de
partículas viáveis
GRAU A 36 minutos por ponto
GRAU B 25 minutos por ponto
GRAU C 1 minuto por ponto
GRAU D 1 minuto por ponto
10 minutos
por ponto
Tabela 6 – Atividades versus classificação da área limpa
GRAU A GRAU B GRAU C GRAU D
Contagem de partículas totais x x x x
Contagem de partículas viáveis x x x x
Recuperação x x
contagem de partículas totais x x x
Contagem de partículas viáveis x x x
CONTAGEM EM REPOUSO
CONTAGEM EM OPERAÇÃO
ATIVIDADESCLASSIFICAÇÃO DA SALA
Quanto à estimativa dos recursos necessários, foram levantados a necessidade de pessoal, de
equipamentos e de materiais, conforme é apresentado na Tabela 7.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
15
Tabela 7 – Atividades versus recursos necessários
DESCRIÇÃO RH RH (total) EQUIPAMENTOS/INSTRUMENTOS MATERIAIS
Desligamento da máquina 0
retirada das grelhas 1
limpeza das grelhas 1
retirada dos filtros usados 2
limpeza das caixas dos difusores 1
posicionar e passar silicone nos filtros novos 1
colocação dos novos filtros 1
instalação do gerador de aerossol 1
Religação da máquina 0
Realização do teste de integridade 3
Desligamento da máquina 0
recolocação das grelhas 1
retirada do gerador de aerossol e troca dos filtros
da máquina 1
ligar da máquina 0
Ajuste da vazão e uniformidade do fluxo de ar -
NOS DIFUSORES 3
Ajuste da vazão e uniformidade do fluxo de ar -
NOS DUTOS 2
Ajuste do diferencial de pressão entre as salas 2
SETUP inicial 2
Contagem de partículas totais 1
Contagem de partículas viáveis 1
Recuperação (realizado apenas para as salas grau
B e C)1
SETUP inicial 2
contagem de partículas totais 1
Contagem de partículas viáveis 1
QUALIFICAÇÃO DE SALA LIMPA
ATIVIDADE
2
2
3
PREPARO INICIAL
- ferramentas (chaves de fenda,
filips e L)
- estilete
- wiper (limpeza)
- alcool
TROCA DOS FILTROS HEPA (realizada somente quando necessário)
- filtros para troca
- wiper (limpeza)
- alcool
- Silicone
TESTE DE INTEGRIDADE
- 1 Fotômetro linear de aerossol
- 1 Gerador de aerossol
- ferramentas (chaves de fenda,
filips e L)
- escada
2
2
CONTAGEM EM REPOUSO
- 2 (quant. Mínima) contador de
partículas
- 2 (quant. Mínima) amostrador
de ar
- placas de meio de cultura
- ampola de fumaça
CONTAGEM EM OPERAÇÃO (realizada nas salas grau A, B e C)
- 2 (quant. Mínima) contador de
partículas
- 2 (quant. Mínima) amostrador
- placas de meio de cultura
BALANCEAMENTO
- ferramentas (chaves de fenda,
filips e L)
- estilete
- escada
- Silicone
- óleo para geração de aerossol
- wiper (limpeza)
- alcool
NECESSIDADES
3
- 1 Anemômetro - Balometer
- 1 Anemômetro - Fio quente
- 1 Manômetro digital
Apesar de haver atividades que necessitam de apenas uma pessoa, todo o serviço deve ser
executado sempre por pelo menos dois funcionários. Isto se deve às características do campo
onde o serviço é realizado, a segurança e a saúde do funcionário.
Os equipamentos/instrumentos a princípio não são críticos à disponibilidade de capacidade,
porque todos possuem exemplares sobressalentes e existe apenas uma equipe para cada grupo
de atividades. Portanto, o foco deste trabalho está na disponibilidade de mão-de-obra apenas.
4.3 Levantamento da capacidade disponível para a qualificação de área limpa
Esta subseção descreve, para os meses de maio a outubro de 2013, como a demanda prevista
está distribuída e qual é o comportamento da capacidade calculada pelos autores para atender
a referida demanda.
O tipo da medida de capacidade utilizada é a medida por insumos, e são considerados no
levantamento da capacidade apenas os recursos humanos.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
16
Quanto à forma de medir a capacidade, é utilizada a capacidade efetiva medida em condições
normais de trabalho. As perdas consideradas tratam da disponibilidade dos recursos humanos
e devem ser descontadas, pois foram identificadas previamente.
Foram descontados do tempo disponível por dia de trabalho de cada funcionário:
O tempo que eles demoram para se deslocar até a área limpa em qualificação;
O tempo necessário para preparar todos os equipamentos e materiais necessários à
execução da qualificação;
O tempo utilizado para executar atividades concorrentes com a qualificação de área
limpa;
O tempo para satisfazer as necessidades biológicas.
Ao desconsiderar todos os itens listados acima, o turno por funcionário (que tem 8 horas de
trabalho) passou a ter 05 horas e 30 minutos (ou 330 minutos). A base utilizada para encontrar
este valor foi o controle de início e fim do dia de trabalho nas áreas limpas, inclusive os
horários de interrupção para o almoço.
Para o cálculo da capacidade foi considerado o período de seis meses que vai de maio a
outubro de 2013, contando apenas com os dias úteis de cada mês e que todos os funcionários
dedicados à execução do serviço estariam disponíveis.
Como durante a qualificação existem atividades que precisam ser realizadas por dois
funcionários ou por três funcionários, estas atividades foram agrupadas da seguinte forma:
Grupo 1: reúne as atividades realizadas por dois funcionários e são atendidas pela
equipe 1, composta por duas pessoas;
Grupo 2: formado pelas atividades que necessitam de três funcionários e são atendidas
pela equipe 2, composta por três pessoas.
Logo, a soma dos funcionários distribuídos entre as equipes representa o total de funcionários
dedicados à execução da qualificação de área limpa.
Na Tabela 8 é apresentada a previsão da demanda (em minutos) para os meses de maio a
outubro de 2013. Na previsão foram consideradas apenas as áreas limpas cadastradas no
sistema da unidade de análise com qualificação prevista dentro do período analisado.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
17
Tabela 8 – Previsão da demanda para qualificação de área limpa - maio a outubro de 2013
Maio Junho Julho Agosto Setembro Outubro
1 9 0 6 4 7
setup inicial 100 1240 0 590 410 745
troca de filtro hepa 640 4320 0 1440 1600 5200
contagem em repouso 160 1565 0 1721 765 1180
contagem em operação 100 835 0 1421 465 660
TOTAL (minutos) 1000 7960 0 5172 3240 7785
TOTAL (em dias) 3,0 24,1 0,0 15,7 9,8 23,6
teste de integridade 400 2970 0 2330 1670 3115
balanceamento 990 8910 0 5940 3960 6930
TOTAL (minutos) 1390 11880 0 8270 5630 10045
TOTAL (em dias) 4,2 36,0 0,0 25,1 17,1 30,4
GR
UP
O 1
TOTAL DE SALAS
Atividades
GR
UP
O 2
Para obter os números apresentados na previsão da demanda, consideram-se os tempos
levantados na subseção 4.2. Depois o tempo apresentado para cada atividade de todas as áreas
limpas previstas foi somado.
Posteriormente foi calculado o tempo disponível das duas equipes dedicadas à execução do
serviço. Os resultados estão dispostos na Tabela 9.
Tabela 9 – Disponibilidade de pessoal - maio a outubro de 2013
EQUIPE Maio Junho Julho Agosto Setembro Outubro
1 (2 pessoas) - quantidade 1 1 1 1 1 1
2 (3 pessoas) - quantidade 1 1 1 1 1 1
Dias úteis disponíveis 20 19 22 21 20 21
Dias não úteis disponíveis 10 10 8 9 9 9
Para o cálculo do tempo disponível, foram considerados apenas os dias úteis dos referidos
meses. Também é válido ressaltar que o tempo disponível para as duas equipes é o mesmo já
que se considera que atuam ao mesmo tempo em atividades diferentes.
Na Figura 4 – Demanda das equipes 1 e 2 versus capacidade disponível em dias observa-se a
representação acumulada de capacidade e demanda onde é comparada a capacidade
disponível para as duas equipes versus suas demandas previstas em dias, considerando apenas
os dias úteis.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
18
Figura 4 – Demanda das equipes 1 e 2 versus capacidade disponível em dias - maio à outubro de 2013
2019
2221
2021
3,0
24,1
0,0
15,7
9,8
23,6
4,2
36,0
0,0
25,1
17,1
30,4
0
5
10
15
20
25
30
35
40
Maio Junho Julho Agosto Setembro Outubro
Capacidade disponível - equipes 1 e 2 Demanda - equipe 1 Demanda - equipe 2
É interessante ressaltar que utilizando apenas os dias úteis a demanda prevista para os meses
de junho e outubro não é atendida por ambas as equipes e em agosto pela equipe 2.
Há uma ampla variação da demanda ao longo dos meses. Em julho, por exemplo, não havia
nenhuma área limpa prevista, logo toda a capacidade disponível ficaria ociosa. E em junho e
outubro, os níveis de capacidade estão abaixo da demanda prevista.
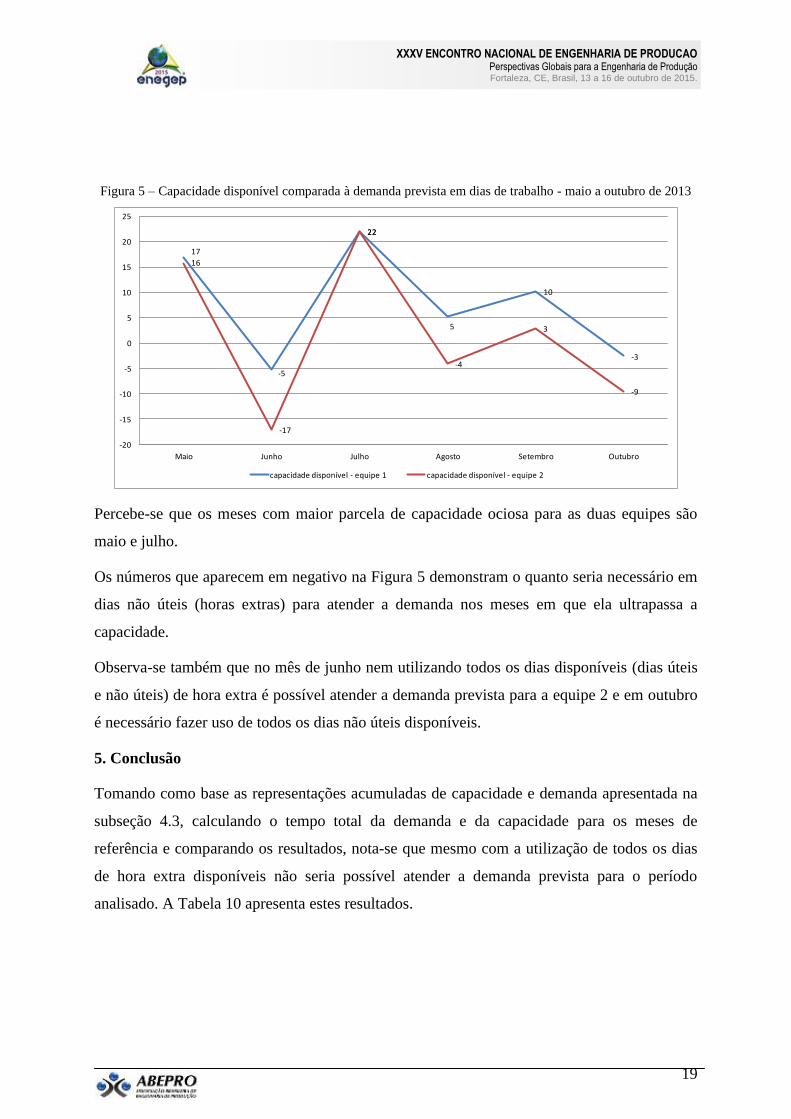
Na Figura 5 – Capacidade disponível comparada à demanda prevista em dias de trabalhoé apresentado um
gráfico que demonstra a capacidade disponível comparada a demanda prevista no período
analisado para as equipes 1 e 2. O zero no eixo vertical é a divisa entre capacidade ociosa
(acima do zero) e capacidade insuficiente (abaixo do zero) em dias úteis.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
19
Figura 5 – Capacidade disponível comparada à demanda prevista em dias de trabalho - maio a outubro de 2013
17
-5
22
5
10
-3
16
-17
22
-4
3
-9
-20
-15
-10
-5
0
5
10
15
20
25
Maio Junho Julho Agosto Setembro Outubro
capacidade disponível - equipe 1 capacidade disponível - equipe 2
Percebe-se que os meses com maior parcela de capacidade ociosa para as duas equipes são
maio e julho.
Os números que aparecem em negativo na Figura 5 demonstram o quanto seria necessário em
dias não úteis (horas extras) para atender a demanda nos meses em que ela ultrapassa a
capacidade.
Observa-se também que no mês de junho nem utilizando todos os dias disponíveis (dias úteis
e não úteis) de hora extra é possível atender a demanda prevista para a equipe 2 e em outubro
é necessário fazer uso de todos os dias não úteis disponíveis.
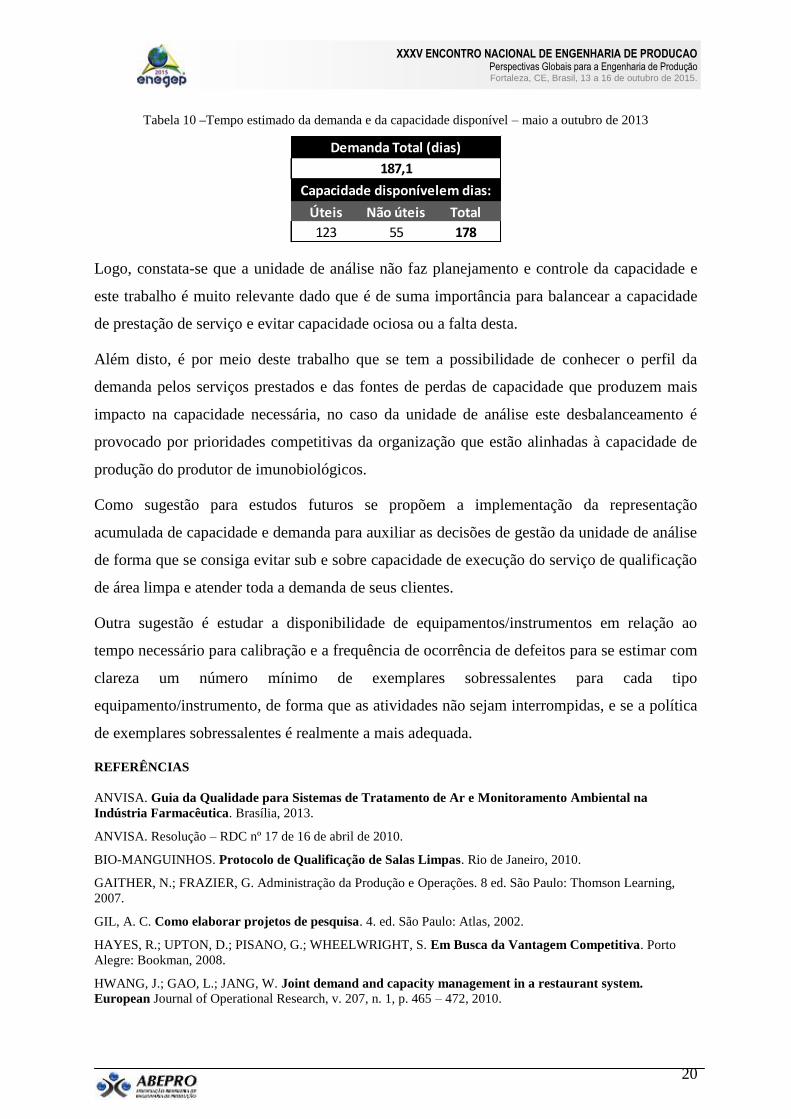
5. Conclusão
Tomando como base as representações acumuladas de capacidade e demanda apresentada na
subseção 4.3, calculando o tempo total da demanda e da capacidade para os meses de
referência e comparando os resultados, nota-se que mesmo com a utilização de todos os dias
de hora extra disponíveis não seria possível atender a demanda prevista para o período
analisado. A Tabela 10 apresenta estes resultados.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
20
Tabela 10 –Tempo estimado da demanda e da capacidade disponível – maio a outubro de 2013
Úteis Não úteis Total
123 55 178
Capacidade disponívelem dias:
Demanda Total (dias)
187,1
Logo, constata-se que a unidade de análise não faz planejamento e controle da capacidade e
este trabalho é muito relevante dado que é de suma importância para balancear a capacidade
de prestação de serviço e evitar capacidade ociosa ou a falta desta.
Além disto, é por meio deste trabalho que se tem a possibilidade de conhecer o perfil da
demanda pelos serviços prestados e das fontes de perdas de capacidade que produzem mais
impacto na capacidade necessária, no caso da unidade de análise este desbalanceamento é
provocado por prioridades competitivas da organização que estão alinhadas à capacidade de
produção do produtor de imunobiológicos.
Como sugestão para estudos futuros se propõem a implementação da representação
acumulada de capacidade e demanda para auxiliar as decisões de gestão da unidade de análise
de forma que se consiga evitar sub e sobre capacidade de execução do serviço de qualificação
de área limpa e atender toda a demanda de seus clientes.
Outra sugestão é estudar a disponibilidade de equipamentos/instrumentos em relação ao
tempo necessário para calibração e a frequência de ocorrência de defeitos para se estimar com
clareza um número mínimo de exemplares sobressalentes para cada tipo
equipamento/instrumento, de forma que as atividades não sejam interrompidas, e se a política
de exemplares sobressalentes é realmente a mais adequada.
REFERÊNCIAS
ANVISA. Guia da Qualidade para Sistemas de Tratamento de Ar e Monitoramento Ambiental na
Indústria Farmacêutica. Brasília, 2013.
ANVISA. Resolução – RDC nº 17 de 16 de abril de 2010.
BIO-MANGUINHOS. Protocolo de Qualificação de Salas Limpas. Rio de Janeiro, 2010.
GAITHER, N.; FRAZIER, G. Administração da Produção e Operações. 8 ed. São Paulo: Thomson Learning,
2007.
GIL, A. C. Como elaborar projetos de pesquisa. 4. ed. São Paulo: Atlas, 2002.
HAYES, R.; UPTON, D.; PISANO, G.; WHEELWRIGHT, S. Em Busca da Vantagem Competitiva. Porto
Alegre: Bookman, 2008.
HWANG, J.; GAO, L.; JANG, W. Joint demand and capacity management in a restaurant system.
European Journal of Operational Research, v. 207, n. 1, p. 465 – 472, 2010.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
21
MARTINS, P. G.; LAUGENI, F. P. Administração da Produção. 2 ed. São Paulo: Saraiva, 2005.
MOREIRA, D. A. Administração da Produção e Operações. 3 ed. São Paulo: Pioneira, 1998.
ÖZLÜK, Ö.; ELIMAM, A. A.; INTERAMINENSE, E. Optimum servise capacity and demand management
with price incentives. European Journal of Operationa Research, v. 204, n. 2, p. 316 – 327, 2010.
PEINADO, J.; GRAEML, A. R. Administração da produção: operações industriais e de serviços. Curitiba:
UnicemP, 2007.
PULLMAN, M.; RODGERS, S. Capacity management for hospitality and tourism: A review of corrent
approaches. International Journal of Hospitality Management, v. 29, n. 1, p. 177 – 187, 2010.
RITZMAN, L. P.; KRAJEWSKI, L. J. Administração da Produção e Operações. 1 ed. São Paulo: Pearson
Prentice Hall, 2004.
SHUKLA, A. K.; KATOLE, A.; JAIN, N.; KARTHIKEYAN, C.; MEHTA, F.; TRIVEDI, P. A risk assessment
approach: Qualification of a HVAC system in aseptic processing area using building management system.
Quality assurance journal, v. 14, n. 3-4, p. 40 – 49. 2011.
SINGH, A.; MALVIYA, S.; KHARIA, A. Demand of pharmaceutical facility functionality: Validation and
qualificaction of HVAC system. Asian Journal of Fharmaceutics, v. 8, n. 2, p. 125 - 129, 2014.
SLACK, N., CHAMBERS, S., JOHNSTON, R. Administração da produção. 3 ed. São Paulo: Editora Atlas,
2009.
SLACK, N., CHAMBERS, S., JOHNSTON, R.; BETTS, A. Gerenciamento de Operações e de Processos:
Princípios e Práticas de Impacto Estratégico. Porto Alegre: Bookman, 2008.
TRCKA, M.; HENSEN, J. L. M. Overview of HVAC system simulation. Automation in Construction, v. 19, n.
2, p. 93 – 99, 2010.